Embed Size (px)
Citation preview

EFEITO DO COMPATIBILIZANTE EM POLIPROPILENO RECICLADO
REFORÇADO POR PÓ DE COCO NÃO-TRATADO
Pedro Arlen Fittipaldi Arêas Theodosio da Silva
Projeto de Graduação apresentado ao Curso de
Engenharia de Materiais da Escola Politécnica,
Universidade Federal do Rio de Janeiro, como
parte dos requisitos necessários à obtenção do
título de Engenheiro.
Orientador: Marysilvia Ferreira da Costa
Rio de Janeiro
Fevereiro de 2015

ii
EFEITO DO COMPATIBILIZANTE EM POLIPROPILENO RECICLADO
REFORÇADO POR PÓ DE COCO NÃO-TRATADO
Pedro Arlen Fittipaldi Arêas Theodosio da Silva
PROJETO DE GRADUAÇÃO SUBMETIDO AO CORPO DOCENTE DO CURSO
DE ENGENHARIA DE MATERIAIS DA ESCOLA POLITÉCNICA DA
UNIVERSIDADE FEDERAL DO RIO DE JANEIRO COMO PARTE DOS
REQUISITOS NECESSÁRIOS PARA A OBTENÇÃO DO GRAU DE
ENGENHEIRO DE MATERIAIS.
Examinado por:
_____________________________________________
Prof. Marysilvia Ferreira da Costa, D. Sc.
_____________________________________________
Prof. Celio Albano da Costa Neto, Ph. D
_____________________________________________
Prof. Luiz Eduardo Azambuja Sauerbronn, D. Sc.
RIO DE JANEIRO, RJ - BRASIL
FEVEREIRO DE 2015

iii
Silva, Pedro Arlen Fittipaldi Arêas Theodosio da Efeito do compatibilizante em polipropileno reciclado reforçado por pó de coco não-tratado/Pedro Arlen F.A.T. da Silva. – Rio de Janeiro: UFRJ/ Escola Politécnica, 2015. XIV, 49 p.: il; 29,7 cm. Orientador: Marysilvia Ferreira da Costa Projeto de graduação – UFRJ/Escola Politécnica/ Engenharia de Materiais, 2015. Referências Bibliográficas: p. 44-48. 1. Compósitos com reforços naturais. 2. Módulo de Young 3. Polipropileno 4. Compatibilizante 5. Pó de coco 6.Caracterização I Costa, Marysilvia Ferreira da. II. Universidade Federal do Rio de Janeiro, Escola Politécnica, Curso de Engenharia de Materiais. III Efeito do compatibilizante em polipropileno reciclado reforçado por pó de coco não-tratado.

iv
UNIVERSIDADE FEDERAL DO RIO DE JANEIRO
Escola Politécnica – Departamento de Engenharia Metalúrgica e de Materiais
Centro de Tecnologia, bloco F, sala F-214, Cidade Universitária
Rio de Janeiro – RJ CEP 21941-972
Este exemplar é de propriedade da Universidade Federal do Rio de Janeiro, que
poderá incluí-lo em base de dados, armazenar em computador, microfilmar ou adotar
qualquer forma de arquivamento.
É permitida a menção, reprodução parcial ou integral e a transmissão entre
bibliotecas deste trabalho, sem modificação de seu texto, em qualquer meio que esteja
ou venha a ser fixado, para pesquisa acadêmica, comentários e citações, desde que sem
finalidade comercial e que seja feita a referência bibliográfica completa.
Os conceitos expressos neste trabalho são de responsabilidade do autor.

v
Às inúmeras mentes incríveis ocultas em nosso país.
Non scholae, sed vitae disccimus!

vi
AGRADECIMENTO
Sempre haverá a quem ou a que agradecer. Principalmente, agradeço ao povo
brasileiro que contribuiu de forma significativa à minha formação na UFRJ e no
exterior. Este projeto é uma pequena forma de retribuir o investimento e confiança em
mim depositados por minha mãe Silvia, bons amigos e sábios exemplos, dentro e fora
da academia.
Muito obrigado à educada e solícita equipe de todos os laboratórios com os
quais trabalhei, mais especialmente à Geovanio Oliveira, Agmar Silva, Laura Pacheco,
Christine Nascimento e Roberto Silva. Muito obrigado aos meus avós por todo apoio
durante minha educação. Muito obrigado à minha tia Élina, por todo amor e atenção.
Muito obrigado aos meus tios por me mostrarem desde cedo que a vida não é simples
como imaginamos quando pequenos. Muito obrigado à Bárbara, por todos os momentos
e conversas. Muito obrigado à Deus que mesmo em seu infinito mistério sempre está
presente nas mais diversas formas.
Por fim, agradeço à professora Marysilvia da Costa por sua gentileza e conduta
durante o projeto.
A todos acima e aqueles que infelizmente a memória omite, mas meu coração abriga
com gratidão: Obrigado!
vii
Resumo do Projeto de Graduação apresentado à Escola Politécnica/ UFRJ como parte
dos requisitos necessários para a obtenção do grau de Engenheiro de Materiais.
EFEITO DO COMPATIBILIZANTE EM POLIPROPILENO RECICLADO
REFORÇADO POR PÓ DE COCO NÃO-TRATADO
Pedro Arlen Fittipaldi Arêas Theodosio da Silva
Fevereiro / 2015
Orientadora: Marysilvia Ferreira da Costa
Curso: Engenharia de Materiais
O polipropileno é um dos três plásticos mais utilizados no mundo, porém seu
descarte ainda é pouco explorado. Além das questões ambientais associadas, o rejeito
desse material em aterros ou lixões pode ser algo economicamente desaconselhável, já
que muitos dos componentes em PP dos objetos descartados ainda estão com suas
propriedades e características conservadas.
Aos materiais fabricados, foram adicionados antioxidante, compatibilizante e/ou
pó de coco, com o objetivo de observar se a mistura com o polímero iria melhorar ou
não suas propriedades. O pó de coco por sua vez é de origem natural, biológica e suas
fibras servem de reforço à matriz de PP. Entretanto, o tempo de sua decomposição é
alarmante no que diz respeito ao ambiente (em média de 8 a 12 anos), por isso o
interesse em aproveitá-lo em associação ao polipropileno.
Portanto, esse projeto visa estudar essas possibilidades a fim de compreender
melhor o papel do compatibilizante e do pó de coco não tratado, supostamente capazes
de reduzir o impacto ambiental, o consumo desnecessário de fontes de matéria-prima
não renováveis, como os derivados de petróleo, e reforçar o polímero.
O estudo consistiu na coleta, processamento e caracterização térmica e mecânica
dos materiais. Também foi feita uma aproximação do comportamento da resistência à
tração do polímero em uma função matemática. A intenção é prever a tensão máxima

viii
suportada pelo material com uma composição fora do intervalo testado
experimentalmente.
Palavras-Chave: polipropileno, pó de coco, compatibilizante, reciclagem,
processamento, polímero, compósito, propriedades, simulação, viscosidade, estrutura
cristalina, temperatura de fusão, módulo de Young, resistência à tração, tensão máxima

ix
Abstract of Undergraduate Project presented to POLI/UFRJ as a partial fulfillment of
the requirements for the degree of Materials Engineer.
EFFECT OF COMPATIBILIZER IN RECYCLED POLYPROPYLENE
REINFORCED BY NON-TREATED COCONUT POWDER.
Pedro Arlen Fittipaldi Arêas Theodosio da Silva
February / 2015
Advisor: Marysilvia Ferreira da Costa
Course: Materials Engineering
Polypropylene is one of the three most widely used plastics in the world, but
their disposal is still poorly explored. In addition to the associated environmental issues,
reject this material in landfills or dumps can be something economically inadvisable,
since many of the PP components of discarded objects are still with their properties and
characteristics conserved.
To the manufactured materials were added an antioxidant, compatibilizer and /
or coir powder, in order to observe if the mixture with the polymer improves their
properties or not. The coconut is of biological natural origin and its fibers can reinforce
the PP matrix. However, its decomposition time is alarming with respect to the
environment, so it is interesting to take advantage of a combination with polypropylene.
Therefore, this project aims to study these possibilities in order to better
understand the role of the compatibilizer and the untreated coir powder, supposedly
capable of reducing environmental impacts, avoiding unnecessary use of raw materials
form non-renewable sources, such as petrol derivatives, and reinforce the polymer.
The study consists of the collection, processing and thermal and mechanical
characterization of materials. An approximation of the polymer tensile strength behavior
in a mathematical function was also made. The intention is to foreseen the maximum
tension of the material with a composition outside the range tested experimentally.

x
Key-words: polypropylene, coconut powder, compatibilizer, recycling, processing,
polymer composite properties, simulation, viscosity, crystal structure, melting
temperature, tensile strength, maximum stress.

xi
SUMÁRIO
1 INTRODUÇÃO ........................................................................................................................... 1
2 REVISÃO BIBLIOGRÁFICA .................................................................................................... 3
2.1 POLIPROPILENO .................................................................................................................... 3 2.2 RECICLAGEM ......................................................................................................................... 4 2.3 PÓ DE COCO ............................................................................................................................ 5 2.4 ADITIVOS ................................................................................................................................ 6 2.5 TÉCNICAS DE PROCESSAMENTO ...................................................................................... 7
2.5.1 EXTRUSÃO .......................................................................................................................... 7 2.5.2 MOLDAGEM POR COMPRESSÃO ................................................................................... 10
2.6 TÉCNICAS DE CARACTERIZAÇÃO .................................................................................. 12 2.6.1 TRAÇÃO UNIAXIAL .......................................................................................................... 12 2.6.2 DIFRAÇÃO DE RAIOS X (DRX) ....................................................................................... 12 2.6.3 ANÁLISE MECÂNICA DINÂMICA (DMA) ....................................................................... 16 2.6.4 ÍNDICE DE FLUIDEZ (MFI) ............................................................................................ 17
3 MATERIAIS E MÉTODOS...................................................................................................... 19
3.1 MATERIAIS ........................................................................................................................... 19 3.1.1 OBTENÇÃO DO POLIPROPILENO ................................................................................. 19 3.1.2 OBTENÇÃO DO PÓ DE COCO ........................................................................................ 19
3.2 OBTENÇÃO DOS COMPÓSITOS ........................................................................................ 20 3.2.1 EXTRUSÃO ........................................................................................................................ 20 3.2.2 MOLDAGEM DOS CORPOS DE PROVA ......................................................................... 21
3.3 CARACTERIZAÇÃO ............................................................................................................. 22 3.3.1 TRAÇÃO UNIAXIAL .......................................................................................................... 22 3.3.2 DIFRAÇÃO DE RAIOS X (XRD) ....................................................................................... 22 3.3.3 CALORIMETRIA DIFERENCIAL DE VARREDURA (DSC) ............................................. 22 3.3.4 ANÁLISE MECÂNICA DINÂMICA (DMA) ....................................................................... 22 3.3.5 ÍNDICE DE FLUIDEZ (MFI) ............................................................................................ 22 3.3.6 WOLFRAM MATHEMATICA E MODELO........................................................................ 23
4 RESULTADOS E DISCUSSÃO ............................................................................................... 25
4.1 TRAÇÃO UNIAXIAL ............................................................................................................ 25 4.2 DIFRAÇÃO DE RAIOS X (DRX) .......................................................................................... 26 4.3 CALORIMETRIA DIFERENCIAL DE VARREDURA (DSC) ............................................. 29 4.4 ANÁLISE MECÂNICA DINÂMICA (DMA) ........................................................................ 31 4.5 ÍNDICE DE FLUIDEZ (MFI) ................................................................................................. 37 4.6 WOLFRAM MATHEMATICA E MODELO ......................................................................... 38
5 CONCLUSÃO ........................................................................................................................... 42
6 BIBLIOGRAFIA ....................................................................................................................... 44
7 ANEXO – CURVAS TENSÃOXDEFORMAÇÃO ................................................................................ 49

xii
LISTA DE FIGURAS
Figura 1 - Representação geométrica das ondas eletromagnéticas incidentes nos planos
cristalográficos................................................................................................................ 13
Figura 2 - Representação de difratograma com formas cristalinas para o polipropileno.
Adaptado de [29] ............................................................................................................ 14
Figura 3 - Curva teórica de DSC com possíveis interpretações. Adaptado de [19] ....... 15
Figura 4 - Representação das ondas tensão-deformação e a diferença de fase entre
elas.[23] .......................................................................................................................... 17
Figura 5 - Esquema do interior de equipamento medidor de fluidez. Adaptado de [25] 18
Figura 6 - Interdependência para a escolha correta do processamento de acordo com as
propriedades do material. Adaptado de [26] .................................................................. 18
Figura 7 - Análise granulométrica do pó de coco moído em moinho planetário de bolas
(30min a 208 RPM).[27] ................................................................................................ 20
Figura 8 - Plano cartesiano precursor do planejamento. ................................................ 23
Figura 9 - Alongamento máximo dos materiais processados. ........................................ 25
Figura 10 - Limite de resistência à tração para os materiais processados. ..................... 26
Figura 11 - Difratogramas em cascata. ........................................................................... 27
Figura 12 - Fluxo de calor pela temperatura................................................................... 29
Figura 13 - Temperaturas de fusão por DSC. ................................................................. 31
Figura 14 - Ensaio de DMA para o polipropileno puro. ................................................. 32
Figura 15 - Ensaio de DMA para polipropileno somente com 1% de antioxidante. ...... 33
Figura 16- Ensaio de DMA para polipropileno com 1% de antioxidante e 5% de
compatibilizante.............................................................................................................. 34
Figura 17 - Ensaio de DMA para polipropileno com 1% de antioxidante e 10% de pó de
coco. ................................................................................................................................ 35
Figura 18 - Ensaio de DMA para polipropileno com 1% de antioxidante, 2,5% de
compatibilizante e 5% de pó de coco. ............................................................................ 36
Figura 19 - Ensaio de DMA para polipropileno com 1% de antioxidante, 5% de
compatibilizante e 10% de pó de coco. .......................................................................... 36
Figura 20 - Índices de fluidez para todos os materiais processados. .............................. 38
Figura 21 - Superfície da resistência à tração para os intervalos experimentais: 0<x<5%,
0<y<10%. ....................................................................................................................... 39

xiii
Figura 22 - Superfície da resistência à tração para os intervalos simulados: 0<x<7.5%,
0<y<30%. ....................................................................................................................... 40

xiv
LISTA DE TABELAS
Tabela 1 - Vista transversal dos tipos de matrizes mais comuns[18]. .............................. 9
Tabela 2 - Lista de materiais e suas composições. ......................................................... 20
Tabela 3 - Planos cristalográficos principais e seus respectivos ângulos (2θ). .............. 27
Tabela 4 - Áreas dos picos (I) da esquerda para a direita. .............................................. 28
Tabela 5 - Porcentagem cristalina por deconvolução de DRX. ...................................... 28
Tabela 6 - Porcentagem cristalina mássica por DSC. ..................................................... 30
Tabela 7 - Primeira simulação. ....................................................................................... 40
Tabela 8 - Segunda simulação. ....................................................................................... 41

1
1 INTRODUÇÃO
Os polímeros são importantes materiais para a indústria e estão presentes, hoje,
em praticamente todas as áreas. O polipropileno é um desses polímeros, correspondendo
sozinho a um quinto de todos os plásticos usados aproximadamente. Porém, como todo
polímero proveniente do petróleo, sua biodegradabilidade é baixíssima. Tendo em vista
esse quadro, a reciclagem do PP pode ser uma fonte de matéria-prima barata, uma
forma de minimizar os impactos ambientais e de economizar na exploração de recursos
finitos fósseis.
Por outro lado, há o coco com estimativa em 2009 da produção nacional ter sido
de 1.973 bilhões de unidades[42]. Um fruto que demora em média de 8 a 12 anos para
se decompor, cujas fibras são de boa resistência, abundante, de origem biológica e
bastante produzido no Brasil.
Todos esses pontos juntos mostraram que a junção dos dois é algo promissor e
condiz com as diretrizes do desenvolvimento sustentável. Entretanto, a adesão entre
ambos não é trivial, logo a presença de um compatibilizante é desejável para que os
resultados almejados sejam alcançados.
Nesse trabalho, foram propostas composições diferentes de pó de coco e
compatibilizante, a fim de estudar suas propriedades. O início foi a coleta e lavagem de
copos plásticos de PP, seguida pelo picotamento, mistura com os aditivos mencionados,
extrusão, peletização e moldagem por compressão. Dessa maneira, obtiveram-se os
corpos de prova que passaram por ensaios de tração, DRX, DSC, DMA e fluidez.
Também foi proposto um modelo de previsão da resistência à tração do material,
de acordo com a aproximação por uma função de duas variáveis. O modelo foi
inspirado no planejamento fatorial e contou com a ajuda do software Wolfram
Mathematica tanto para a interpolação polinomial, responsável por achar a função da
resistência à tração, quanto para as simulações, cujo intuito é fornecer os valores dos
teores que resultariam na maior tensão suportada pelo material.

2
Em suma, um dos objetivos desse projeto é otimizar o processo de reciclagem
por meio de simulação matemática. Dessa forma, economizamos tempo e recursos,
financeiros e naturais, na obtenção da melhor composição para a propriedade escolhida,
já que não serão mais necessários tantos corpos de prova. Também deseja-se confirmar
a eficácia do compatibilizante em questão e verificar se o pó de coco na matriz de PP é
realmente benéfico.

3
2 REVISÃO BIBLIOGRÁFICA
2.1 POLIPROPILENO
Polipropileno (PP) pode ser produzido a partir de material bruto da indústria
petroquímica, tornando-o uma opção barata de termoplástico em relação aos outros.
Suas principais vantagens são:
• Boas propriedades mecânicas à temperatura ambiente
• Custo (baixo)
• Razão custo/performance
• Relativa inércia química
• Hidrofóbico
• Baixa densidade
• Bom isolante elétrico (mesmo em ambientes úmidos)
• Resistência à fadiga e impacto (para certas classes e tensões)
• Classes especiais para aplicação em contato com alimentos
Suas desvantagens são:
• Sensibilidade ao UV
• Resistência à impacto limitada a algumas classes
• Comportamento ruim à baixas temperaturas
• Baixa resistência à fluência
• Baixa aderência (em relação a agentes adesivos)
Quanto ao custo, sabemos que uma mudança no preço do petróleo altera
diretamente os valores dos seus derivados poliméricos, tornando-o bastante variável.
Porém, seu custo virgem é aproximadamente entre € 0.9 e 2/Kg, enquanto o PP
reciclado (sem aditivos) é entre € 1.0 e 1.4/Kg, i.e, por volta de 70% do PP
virgem[1][2].
4
O PP é um polímero semicristalino onde os fatores mais influentes em suas
propriedades são o grau de cristalinidade e a estrutura cristalina. A habilidade dele se
cristalizar depende basicamente da estereosingularidade das cadeias poliméricas. Ele é
produzido usando catalisadores específicos (Zeigler_Natta e metallocene) que
direcionam os monômeros de propileno na adição à cadeia polimérica em
crescimento[3].
Essa adição de ”cabeça-calda” (head-to-tail) resulta em uma cadeia carbônica
com grupos metilas anexos à cada carbono mais externo. Se todos os grupamentos
metila tiverem a mesma orientação em relação aos carbonos mais externos, o PP é
chamado isotático. Se as metilas forem alternadas, então o PP é sindiotático. Caso as
metilas tenham configuração aleatória, o PP é atático. Como a cristalização necessita de
uma cadeia com alguma estereosingularidade, uma completamente atática seria
totalmente amorfa[3].
O PP possui boa processabilidade em moldagem por injeção ou extrusão,
entretanto possui difícil termoconformação, moldagem por sopro e conformação à
vácuo[4].
2.2 RECICLAGEM
Tecnicamente a reciclagem é uma prática aplicada em produtos poliméricos
descartados ou usados mudando a natureza química do polímero, abrangendo tanto a
reciclagem física (moagem, separação e secagem) quanto a química (despolimerização
durante fusão ou não, hidrólises e processos químicos mistos) a fim de obter uma
matéria prima[5].
Portanto, a reciclagem é uma atividade importantíssima para a diminuição da
poluição ambiental ligada aos lixões e aterros sanitários supersaturados, além da
economia de recursos naturais valiosos[5].

5
Entretanto, a reutilização não envolve a mudança da natureza química do
polímero, se tornando preferencial em relação à reciclagem por ser mais simples e
menos custosa[5].
Porém, caso o material seja relativamente puro (como é o caso dos copos
plásticos desse trabalho) podemos considerar a reciclagem aproximadamente igual à
reutilização, já que não há contaminantes expressivos que devam ser separados
fisicamente ou quimicamente. Assim, definiremos as principais opções de
reutilização[5]:
1. Recuperação direta do material descartado durante moldagem (Ex: pela
realimentação com material usado no mesmo processo);
2. Blenda do polímero usado com outros polímeros, normalmente com o uso de
compatibilizantes para fazer produtos novos;
3. Mistura com vários aditivos como antioxidantes e/ou agentes de reforço;
4. Modificação da estrutura polimérica (Ex: pela extrusão reativa) para reobter as
propriedades originais
A terceira opção será a abordada, onde os aditivos serão um compatibilizante e
dois antioxidantes, enquanto o agente de reforço é pó de coco não tratado.
2.3 PÓ DE COCO
O pó de coco tem a mesma composição química da fibra de coco, divergindo
apenas no ponto de que o primeiro é cominuído até 100% da distribuição do tamanho de
partícula estar inferior à 1 mm (Figura 6).
O uso de fibras lignocelulósicas como reforços para polímeros aumentou nos
últimos anos com o objetivo de substituir as fibras sintéticas em diversos setores
industriais, desde o de embalagens ao automotivo. Isso deve-se à importantes fatos
associados à elas, como abundância, relativa baixa biodegradabilidade, baixa densidade,
atoxicidade, menor poder de abrasão (o que diminui o desgaste dos equipamentos que
irão processá-las) e baixo custo (17% à 40% do valor das usuais fibras de vidro). Além

6
da alta produção brasileira que até 2006 teve média anual de 1.5 bilhões de cocos e
produtividade anual de 140 cocos por árvore contra 120 em outros países na Ásia e
África[6].
Quanto à bioestrutura, as fibras de coco são lignocelulósicas obtidas do
mesocarpo da fruta, que constitui por volta de 25% das mesmas. Logo, ao
reaproveitarmos essa parcela do coco pós-consumo evitamos danos ambientais
causados, não pela periculosidade ou capacidade de contaminação deste material, mas
sim pelo seu acúmulo no meio-ambiente e suas respectivas consequências[6].
Entretanto, a natureza polar e hidrofílica dos produtos lignicelulósicos junto às
características apolares das poliolefina resulta em dificuldades na adesão dos dois
materiais. Além das energias superficiais de ambos também serem bastante diferentes.
Assim, a eficiência no reforço da matriz, que depende da interface carga-matriz, acaba
não sendo alta pela menor transferência de tensão da matriz para a carga[7].
Portanto, há três formas mais comuns de melhorar o contato entre carga-matriz,
adição de compatiblizante, tratamento físico-químico ou os dois últimos.[8] O primeiro
caso será o abordado neste projeto.
2.4 ADITIVOS
Aditivos são tipicamente moléculas orgânicas que, ao serem adicionadas em
pequenas quantidades (0.1 à 5 % p/p) durante a manufatura ou processamento,
melhoram certas propriedades da resina polimérica. Existem 3 grandes segmentos[9]:
1. Modificantes
2. Amplificadores de performance
3. Ajudantes de processamento
Onde os principais representantes são:

7
1) Plastificantes, espumantes (foaming agents), compatibilizantes (coupling
agents), peróxidos orgânicos, modificadores de impacto e nucleantes
2) Antimicrobianos/Biocidas, antioxidantes, antiestáticos, retardantes de chama,
hidrocarbonetos bromados, hidrocarbonetos clorados, ésteres fosfatados, antimônio,
alumínio tri-hidratado, estabilizantes à altas temperaturas e estabilizantes de radiação
eletromagnética (light stabilizers).
3) Lubrificantes e agentes deslizantes ou “antibloqueio” (slip/antiblock agents)
Neste trabalho foram usados os dois aditivos sublinhados, um compatibilizante e
dois antioxidantes. O primeiro é responsável pela promoção da adesão pela formação de
ligações químicas estáveis entre o(s) polímero(s) e as cargas de preenchimento (fillers).
No caso, as cargas são partículas de pó de coco, mas poderiam ser qualquer outro tipo
de inclusão de geometria variável não miscível à resina da matriz a fim de formar um
compósito.
Os dois antioxidantes são agentes que diminuem ou impedem a oxidação do
polímero durante processamento. Essa tendência ocorre porque o processamento,
fabricação e uso induzem uma auto-oxidação ativada termicamente, criando-se radicais
livres que reagirão com o oxigênio, formando hidroperóxidos. Este último, por sua vez
é instável, resultando na decomposição do material pela quebra das cadeias, reticulação
(cross-linking) e aparecimento de cromóforos[9].
2.5 TÉCNICAS DE PROCESSAMENTO
2.5.1 EXTRUSÃO
A extrusão consiste em fazer fluir um material através de um determinado
orifício criando uma forma extremamente alongada e de pequena seção transversal, logo
a extrusão fabrica materiais com alta razão de aspecto[10]. Seus passos são alimentação,
fusão*¹, condução em sentido à matriz, mistura e conformação[11]. Onde os sistemas
responsáveis por essas funções são chamados de:

8
1. Condução (drive)
2. Alimentação (feed)
3. Eixo helicoidal, cilindro e aquecedores (screw, barrel and heaters)
4. Cabeçote e matriz (head and die)
5. Controle (control)
1. Esse sistema gira o eixo helicoidal à uma velocidade constante dando torque
suficiente para o processamento do polímero. A unidade de medida é rotações por
minuto (rpm) e sua variação causa mudança nas dimensões do produto.
2. O sistema de alimentação não pode ter “pontos cegos” nos quais poderia haver
acumulação de material de extrusões anteriores contaminando as próximas.
Normalmente faz-se o arrefecimento da seção interna de alimentação (conectada logo
atrás do cilindro) com fluxo de água para prevenção da fusão prematura do polímero e
ocorrência de bloqueio nesta área, o que inviabilizaria todo processo.
3. O eixo helicoidal conduz o material em sentido à matriz, contribuindo para o
aquecimento e fusão, homogeneização e mistura do fundido* até a saída da extrusora
pela matriz onde, em combinação com o cilindro, aumenta a pressão. O cilindro e os
aquecedores distribuídos ao logo do primeiro mantém as temperaturas nas diferentes
zonas prevenindo o polímero de degradar pelo superaquecimento com o auxílio de
termopares.
4. Uma peça importante nesse sistema é o disco de frenagem (breakage plâte), ele:
a. Transforma o escoamento do fluido polimérico de helicoidal para linhas retas
b. Serve como vedação entre a extrusora e a matriz, onde pressão elevada é gerada.
c. Telas no disco de frenagem filtram contaminantes do polímero fundido*¹ e
criam pressão no cabeçote da extrusora. A combinação das telas e do disco de
frenagem ajudam na homogeneidade térmica, porém caso a composição do
polímero contenha cargas ou reforços macroscópicos, todas as telas devem ser
removidas. Telas preenchidas com contaminantes causam aumento de pressão e
reduzem a vazão de saída.

9
Após, há a matriz que dá forma ao produto extrudado com vários designs
disponíveis no mercado, vide tabela abaixo[12]:
Tabela 1 - Vista transversal dos tipos de matrizes mais comuns[18].
Formas típicas de produtos extrudados (vista transversal)
Filmes espessura <
0,25 mm
Folhas espessura >
0,25 mm
Perfis
Cordão (não-
oco)
Aberto
Oco
Tubulares diâmetro <
2,54 mm
Canos diâmetro >
2,54 mm
A compra de extrusoras é baseada no diâmetro D do cilindro ou do eixo
helicoidal e na razão L/D do cilindro. Essa razão descreve o comprimento relativo entre
eixo e cilindro. As vantagens de extrusoras com pequenos L/D são:
• Menos espaço requerido
• Menor investimento inicial

10
• Menor custo de substituição de eixos e cilindros
• Menor tempo de processamento quando usando materiais sensíveis à mudança
de temperatura
• Menores torque, potência e, consequentemente, motor requerido para
funcionamento
As vantagens de extrusoras com grandes L/D são:
• Maior vazão de saída
• Maior capacidade de mistura
• Pode funcionar com maior pressão na matriz
• Maior capacidade de fusão com menos cisalhamento por aquecimento
• Alta condutividade térmica a partir do cilindro
*¹No caso de polímeros amorfos não há fusão, o que ocorre é que ao passar da
temperatura de transição vítrea (T>Tg), acontece uma mudança do comportamento
vítreo para o borrachoso ou (à temperaturas T>>Tg) para o comportamento viscoso[13].
2.5.2 MOLDAGEM POR COMPRESSÃO
Moldagem por compressão é o método de processamento que transforma um
material polimérico em uma peça com forma pré-definida por meio da variação de
pressão e temperatura. Bastante empregado para termorrígidos, mas também em menor
escala para termoplásticos como PE e PTFE, esses últimos devem ter seus moldes
resfriados antes do desmolde[14].
O maquinário é composto por uma prensa hidráulica com dois pratos paralelos
aquecidos e um molde entre os pratos, trabalhando em ciclos. O tempo para enrijecer o
material normalmente se chama tempo de cura, depende da natureza do material a ser
moldado e da temperatura de pré-aquecimento. A temperatura do molde é uma das
variáveis mais críticas do processo com faixa usual de 150°C à 200°C[14].
Para termorrígidos, temperaturas mais elevadas agilizam a cura, porém se forem
muito altas, partes do polímero podem curar prematuramente dificultando o

11
preenchimento das áreas de menor dimensão do molde. Quanto aos termoplásticos,
como o molde deve ser resfriado durante o final do ciclo, o tempo de processamento é
maior. Uma segunda complicação é que a fusão do polímero em contato com as paredes
ocorre primeiro o que pode resultar em heterogeneidade no produto final. Além do
aparecimento de defeitos como bolhas internas e/ou superficiais, devido à liberação de
gases[14].
Suas vantagens são fácil controle do processo, baixa tensão interna dos produtos,
baixo custo e pouca perda de material. Seus inconvenientes são formação de rebarbas,
peças com geometria simples, processo demorado quando peça espessa[14].

12
2.6 TÉCNICAS DE CARACTERIZAÇÃO
2.6.1 TRAÇÃO UNIAXIAL
A técnica permite obter o alongamento à ruptura, a tensão máxima antes da
ruptura, a tensão à ruptura e o Módulo de Young do material. O procedimento consiste
em encaixar a amostra entre duas garras e prendê-la de forma que a força e o
deslocamento aplicados às pinças sejam transmitidos à amostra, permitindo o controle
da tensão e taxa de deformação do corpo de prova. A deformação de engenharia (ϵ) é
definida por [15]:
ϵ = ∆L
L�=
L − L�
L�
Onde ∆ é a variação de comprimento, � é o comprimento inicial e o
comprimento final após deformação[15]. A seguinte equação mostra a relação em um
único eixo entre a força F e a tensão σ:
σ =F
Ao
Onde Ao é a área da seção transversal. Dessa forma plotamos uma curva (σ –
MPa) x (ε - %), onde podemos achar o módulo de Young por meio da inclinação da reta
que corresponde ao comportamento elástico usual[15]. Ou pelo cálculo abaixo:
� ≡����ã�
�������çã�=
�
�=
�/!�
∆/�
2.6.2 DIFRAÇÃO DE RAIOS X (DRX)
É uma técnica de caracterização onde se produz um feixe de raios-X de
comprimento de onda variável, i.e. corresponde a um intervalo entre o ultravioleta e os
raios gama. Neste projeto o comprimento de onda é fixo.
A interação do feixe eletromagnético com os planos cristalográficos do material
nos fornece um gráfico da intensidade das ondas difratadas em função do ângulo de
varredura (2θ).

13
Considerando as condições de Laue e a hipótese da geometria dos planos
cristalográficos, é possível deduzir a Lei de Bragg por trigonometria[16]:
AB + CB = 2.d.sinθ
Onde d é a distância interplanar dos planos de mesma família
AB + CB = n.λ
Onde λ é o comprimento de onda difratada. Igualando ambas achamos a Lei de Bragg:
2.d.sinθ = n.λ
Por outro lado, W. Ruland propôs uma relação matemática para se calcular a
cristalinidade a partir dos gráficos de espalhamento de raios X.[17]
%# =$%
$% + '. $�
Onde %C é a porcentagem cristalina, Ic é o resultado da integração dos picos de
difração da porção cristalina, Ia é o resultado da integração do halo amorfo e K é a
θ θ
θ θ
λ/
d
d A B
C
λ
Figura 1 - Representação geométrica das ondas eletromagnéticas incidentes nos planos cristalográficos.
14
constante de proporcionalidade, característica do polímero. No caso do polipropileno,
essa constante é igual a 0,98[17].
Porém há condições para o uso desse cálculo:
• Os defeitos cristalinos devem ser mínimos ou mesuráveis por outra técnica;
• Os cristais devem ter distribuição aleatória;
• A organização dos cristais deve ser tridimensional;
• É vital a separação dos picos cristalinos da porção amorfa
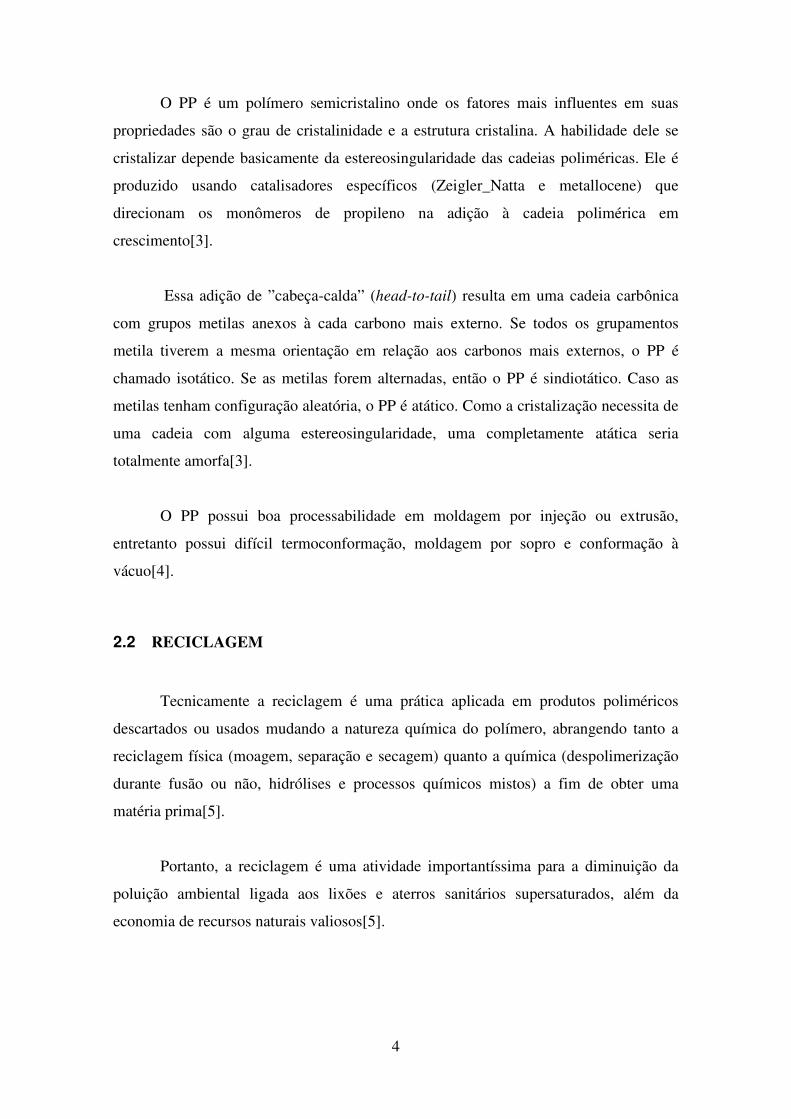
Figura 2 - Representação de difratograma com formas cristalinas para o polipropileno. Adaptado
de [29]

15
CALORIMETRIA DIFERENCIAL DE VARREDURA (DSC)
Figura 2 - Curva teórica de DSC com possíveis interpretações. Adaptado de [19]
O princípio do DSC usado é essencialmente dois fornos onde se encaixam duas
cápsulas (uma em cada forno), dois anéis de aquecimento e dois termopares. Um forno
possui a amostra do material a ser analisado e o outro forno serve de referência (nada no
interior no caso do aparelho já calibrado). O anel de aquecimento principal eleva a
temperatura dos dois fornos de maneira idêntica (ordem de 10ºC/min), enquanto o anel
de aquecimento diferencial aquece um dos fornos para que ambos sempre estejam com
a mesma temperatura[20].
Portanto, como as capacidades caloríficas dos fornos são diferentes por
possuírem conteúdos diferentes, o equipamento mede o fluxo de calor necessário para
manter as temperaturas iguais, resultando em curvas (fluxo de calor X temperatura) das
quais traduzimos as transições térmicas dos materiais (transição vítrea, temperatura de
cristalização e grau de cristalinidade mássico, fusão, etc) [20].
Também é possível calcular a porcentagem cristalina pela divisão da entalpia de
fusão do material estudado pela entalpia de fusão do mesmo material 100% cristalino.
Por exemplo,∆H*� pode ser 138 J/g[30] ou 207 J/g [43] dependendo do peso molecular
e da microestrutura. Assim, a cristalinidade é calculada de acordo com a relação:

16
%C =∆H*
∆H*�
2.6.3 ANÁLISE MECÂNICA DINÂMICA (DMA)
O DMA é uma técnica que aplica uma tensão oscilante sinusoidal a uma amostra
produzindo uma deformação igualmente em forma de seno, sempre no regime elástico.
Assim, as respostas mecânicas do material é analisada por meio das amplitudes dos
picos e as diferenças de fase (δ) entre as ondas de tensão e deformação. A relaxação de
cadeias poliméricas e mudanças no volume livre são duas maneiras de descrever as
observações[22].
� = ��sin(ω/ +δ)
� = ��sin(ω/)
Onde ω é a frequência de oscilação da tensão, / é o tempo e δ a diferança e fase
entre as ondas de tensão e a deformação.
O módulo de conservação (E’) mede a energia armazenada, que representa a
parte elástica e o módulo de perda (E”) mede a energia dissipada (em forma de calor,
por exemplo) que representa a parte viscosa. Os dois módulos e a diferença de fase
estão definidos abaixo[22]:
�0 =��
��cos(δ)
�00 =��
��sin(δ)
tan(δ) =�00
�0
17
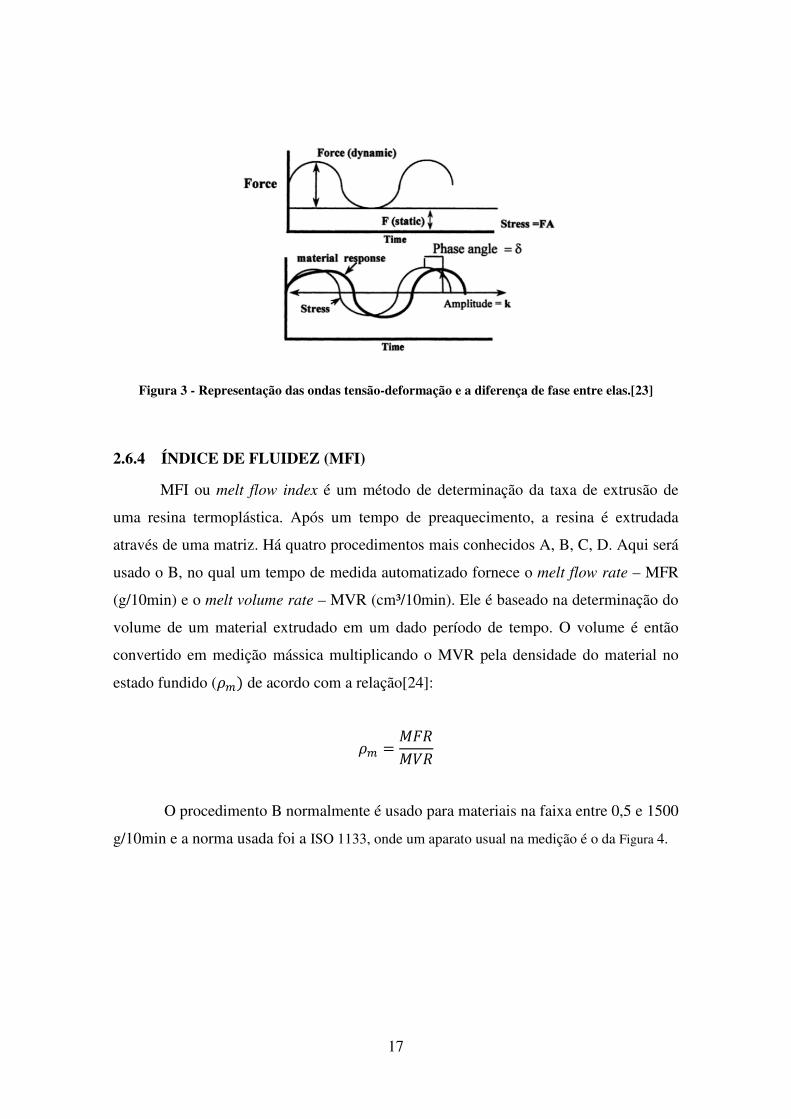
Figura 3 - Representação das ondas tensão-deformação e a diferença de fase entre elas.[23]
2.6.4 ÍNDICE DE FLUIDEZ (MFI)
MFI ou melt flow index é um método de determinação da taxa de extrusão de
uma resina termoplástica. Após um tempo de preaquecimento, a resina é extrudada
através de uma matriz. Há quatro procedimentos mais conhecidos A, B, C, D. Aqui será
usado o B, no qual um tempo de medida automatizado fornece o melt flow rate – MFR
(g/10min) e o melt volume rate – MVR (cm³/10min). Ele é baseado na determinação do
volume de um material extrudado em um dado período de tempo. O volume é então
convertido em medição mássica multiplicando o MVR pela densidade do material no
estado fundido (45) de acordo com a relação[24]:
45 =6�7
687
O procedimento B normalmente é usado para materiais na faixa entre 0,5 e 1500
g/10min e a norma usada foi a ISO 1133, onde um aparato usual na medição é o da Figura 4.

18
Figura 4 - Esquema do interior de equipamento medidor de fluidez. Adaptado de [25]
A importância de se conhecer a reologia do polímero é determinar as operações
de processamento como extrusão, moldagem ou qualquer outra forma de torná-lo um
produto utilizável.
Figura 5 - Interdependência para a escolha correta do processamento de acordo com as
propriedades do material. Adaptado de [26]

19
3 MATERIAIS E MÉTODOS
3.1 MATERIAIS
Os materiais foram parte coletados, parte fornecidos pela empresa Clariant e
pela DILIMP. O polipropileno foi obtido pela coleta e processamento de copos
descartáveis brancos. O pó de coco foi fornecido por uma fábrica de processamento de
rejeitos de coco, DILIMP, localizada no Sergipe. Os aditivos: CESA NOX 210009
IRGAFOS 168FF e CESA NOX 112271 IRGANOX 1010FF (ambos antioxidantes) e
CESA MIX 244601 (compatibilizante) foram fornecidos pela Clariant.
3.1.1 OBTENÇÃO DO POLIPROPILENO
Depois de recolhidos em diversos departamentos da Universidade ou trazidos
por estudantes de outros lugares, foi feita a limpeza dos copos somente com água para
evitar a presença de detergentes e afins durante os processos, além de contribuir na
diminuição de rejeitos químicos no meio ambiente. Após secagem os copos foram
moídos em um moinho de facas tipo Wyllie com o objetivo de alimentar a extrusora
mais facilmente, melhorando a homogeneidade do produto extrudado (“macarrão”).
3.1.2 OBTENÇÃO DO PÓ DE COCO
Obtivemos o pó de coco pela sua secagem em estufa (105°C) e posterior
moagem em moinho planetário RETSCH PM-4 por 30 min e rotação de 208 RPM, onde
os corpos moedores foram esferas de aço inox de 3 mm de diâmetro. Em seguida, ele
foi peneirado usando uma malha de 0,212 mm concomitantemente à agitação contínua
por 10 min.
Antes da extrusão o pó de coco foi mais uma vez seco em estufa a mesma
temperatura anterior por aproximadamente 16 horas para minimizarmos quantidade de
água evitando má adesão entre reforço e matriz. Quanto à granulometria, podemos citar
a distribuição já calculada em Mello, C. C. [27] (Figura 6) por se tratar do mesmo pó de
coco.

20
Figura 6 - Análise granulométrica do pó de coco moído em moinho planetário de bolas (30min a
208 RPM).[27]
3.2 OBTENÇÃO DOS COMPÓSITOS
3.2.1 EXTRUSÃO
O equipamento foi uma extrusora de eixo único rosqueado de forma helicoidal
(empresa Cestari – Extrusão Brasil). Os parâmetros foram:
• As temperaturas, divididas em quatro zonas (+-5°C):
o Zona 1 ou Alimentação - 170°C
o Zona 2 ou Compressão - 180°C
o Zona 3 ou Dosagem - 180°C
o Zona 4 ou Matriz – 170°C
• Frequência – 25 RPM
Os materiais feitos estão na tabela abaixo:
Tabela 2 - Lista de materiais e suas composições.
Material Antioxidantes (fixos em 0,5% CADA) Compatibilizante Pó de
coco
PP puro sem 0 0
Somente
Antioxidante com 0 0

21
3.2.2 MOLDAGEM DOS CORPOS DE PROVA
A fim de diminuir/eliminar a presença de água nas amostras foi feito um pré-
aquecimento em estufa a 120°C por 10 min[17]. Levando em consideração a
maximização do módulo de Young, o limite de escoamento e a minimização da
quantidade de bolhas, observou-se que a moldagem as melhores condições são 190°C e
5 ton [17] posterior ao processo de degasagem.
A degasagem consiste em elevar a pressão aplicada de uma em uma tonelada em
ciclos, a fim de diminuir o aprisionamento de gases produzidos pelo desaparecimento
dos espaços vazios entre os pellets durante o aquecimento e fusão dos mesmos. Na
primeira degasagem o máximo são 2 toneladas, na segunda são 3 ton, na terceira 4 ton e
na quarta 5 ton, cada uma repetida três vezes. Em seguida os corpos são levados à
prensa com circulação de água para o resfriamento a 60°C por 10 min[17].
10% PC com 0 10%
2,5% Compt. + 5%
PC com 2,5% 5%
5% Compt. com 5% 0
5% Compt. + 10%
PC com 5% 10%
22
3.3 CARACTERIZAÇÃO
3.3.1 TRAÇÃO UNIAXIAL
O corpo de prova (CP) usado foi do tipo 1 da norma ASTM D638, onde a
velocidade de deformação foi de 5mm/min com uma célula de carga máxima de 10 KN,
sendo a média feita a partir de 5 CPs. O equipamento foi uma Instron 5582.
3.3.2 DIFRAÇÃO DE RAIOS X (XRD)
O difratômetro Shimadzu XRD 6000 usou alvo de cobre (CuKα) com
comprimento de onda aproximadamente 1,54 Å, velocidade foi de 2º/min e faixa de
varredura (valores de 2θ) foi entre 10° e 80°.
3.3.3 CALORIMETRIA DIFERENCIAL DE VARREDURA (DSC)
O equipamento utilizado foi um Perkin Elmer (DSC8500), resfriado à nitrogênio
líquido e a quantidade de cada amostra foi da ordem de 10 mg respeitando as dimensões
das capsulas onde foram inseridas. A temperatura do ensaio variou entre -20ºC e 200ºC,
a velocidade de aquecimento foi de 10ºC/min. Não houve pré-aquecimento do material.
3.3.4 ANÁLISE MECÂNICA DINÂMICA (DMA)
A máquina utilizada foi a NETZSCH DMA 242 C (three point bend) resfriada à
nitrogênio líquido. As amostras tinham aproximadamente 9 mm X 3mm, a força
aplicada total foi de 8,8N, amplitude de 60µm e temperatura de ensaio entre -50°C e
150°C.
3.3.5 ÍNDICE DE FLUIDEZ (MFI)
O equipamento usado foi o Zwick Roell trabalhando à temperatura constante de
230° e peso de 2.16 Kg, de acordo com a norma ISSO 1133 para medição da fluidez do
polipropileno pelo procedimento B.

23
3.3.6 WOLFRAM MATHEMATICA E MODELO
As amostras foram numeradas baseadas no modelo de planejamento fatorial.
Aqui elas representam pontos em um plano com coordenadas x e y onde 9 = {−1,1} e
> = {−1,1} (Figura 7 - Plano cartesiano precursor do planejamento.Figura 7)
Após formar o plano, alteram-se os números para os valores relacionados às
variáveis, x ≡ porcentagem de compatibilizante e y ≡ porcentagem de pó de coco. O
próximo passo é usar o Wolfram Mathematica 9 para plotar a superfície f(x,y).
O software foi usado para definir qual o próximo ciclo de processamento no qual
foi feita uma aproximação por função de 2 concentrações ou teores variáveis (x e y),
respectivamente, compatibilizante e pó de coco), onde f(x,y) é igual a propriedade que
pretende-se otimizar, no caso a tensão máxima suportada durante os ensaios de tração.
Assim, observamos seus gradientes de composição para encontrarmos os valores
ótimos das concentrações de compatibilizante e pó de coco que indicam o sentido de
maior crescimento da propriedade escolhida e permitem chegar ao máximo global da
função, caso existir.
1 -1
-1
1
(0,0)
(1,1) (-1,1)
(1,-1) (-1,-1)
Figura 7 - Plano cartesiano precursor do planejamento.

24
Dessa forma, economizamos recursos financeiros e naturais, além de tempo, na
obtenção da melhor composição para a maior tensão suportada pelo material, já que não
serão mais necessários tantos corpos de prova graças às simulações matemáticas. Os
resultados serão expostos na seção 4.1.

25
4 RESULTADOS E DISCUSSÃO
4.1 TRAÇÃO UNIAXIAL
O alongamento e tensão médios estão nas Figura 8 e Figura 9 respectivamente.
Durante o ensaio de tração nenhuma das amostras apresentou estricção, mesmo com
materiais que chegaram à 5,2% de deformação. Mostrando comportamento próximo ao
(a) do Anexo.
O alongamento e tensão das amostras somente com antioxidante foram
superiores aos outros, mesmo com o grande desvio padrão no alongamento. Ao
adicionar somente compatibilizante (5%) a tensão e alongamento máximos diminuíram,
o mesmo ocorre ao adicionar somente pó de coco (10%), porém com efeito muito mais
acentuado.
Ao adicionar uma mistura de compatibilizante (2,5%) e de pó de coco (5%), a
deformação máxima foi superior à da mistura 5%Compt.+10%PC, porém a tensão
máxima foi inferior no primeiro caso.
Todos os compósitos apresentaram alongamento e resistência à tração inferiores
ao PP puro e ao somente com antioxidante. O módulo de Young não pôde ser avaliado
devido à dificuldades em encontrar a região linear-elástica em vários dos materiais
estudados, vide curva (b) do Anexo.
Figura 8 - Alongamento máximo dos materiais processados.
4.293
5.266
2.818
1.259
1.2200.858
0.0
1.0
2.0
3.0
4.0
5.0
6.0
7.0PP puro
Somente
antioxidante
5% Compt.
10% PC
2.5% Compt. + 5%
PC
5% Compt. + 10% PC
Alo
ngam
ento
(%
)

26
Figura 9 - Limite de resistência à tração para os materiais processados.
4.2 DIFRAÇÃO DE RAIOS X (DRX)
O polipropileno apresenta polimorfismo, podendo cristalizar em três estruturas
cristalinas (α, β e ϒ). α é monoclínica e representa aproximadamente 95% dos cristais
resultantes da polimerização do homopolímero por Zeigler-Natta quando o material é
moldado por injeção ou extrudado. A forma β (hexagonal) é geralmente menos de 5%
dos cristais, enquanto a ϒ é rara de ser formada em condições usuais de processamento
[3]. Assim, é claro que a forma mais comum é a α, exatamente a que foi encontrada na
caracterização por DRX.
26.887
31.205
27.259
17.00416.945
18.601
0
5
10
15
20
25
30
35
PP puro
Somente
antioxidante
5% Compt.
10% PC
2.5% Compt. + 5%
PC
5% Compt. + 10%
PC
Ten
são
Máx
ima
(MPa
)

27
Figura 10 - Difratogramas em cascata.
Observamos 4 picos principais entre 10° e 25° correspondentes ao planos cristalinos
comuns ao PP que coincidiram com os isotáticos da literatura[21], sendo que para
valores de 2θ acima ou abaixo desse intervalo não há áreas ou picos significantes. Esses
resultados coincidem com a representação da Erro! Fonte de referência não
encontrada., que deixa evidente a predominância de cristais do tipo α.
Tabela 3 - Planos cristalográficos principais e seus respectivos ângulos (2θ).
10 15 20 25
Somente
antioxidante
5% Compt.
2,5% Compt. +
5% PC
10% PC
5% Compt. +
10% PC
PP puro
Materiais (110) (040) (130) (111)
Somente
Antioxidante 13.9° 16.7° 18.4° 21.5°
5% Compt. 13.9° 16.7° 18.4° 21.4°
2.5%
Compt. +
5% PC
13.9° 16.8° 18.5° 21.5°
10% PC 13.9° 16.8° 18.4° 21.5°
5% Compt.
+ 10% PC 13.8° 16.7° 18.1° 21.4°
PP puro 14.1° 16.9° 18.6° 21.6°

28
Não foi vista nenhuma diferença marcante entre os difratogramas, exceto as
áreas embaixo das curvas calculadas por deconvolução, aquelas influenciam no cálculo
da cristalinidade pela fórmula de Ruland [27]. São 5 curvas, onde cada uma delimita
uma área, totalizando quatro cristalinas e uma amorfa:
Tabela 4 - Áreas dos picos (I) da esquerda para a direita.
Materiais ?@ ?A ?B ?C ?DEFGHF
Somente
Antioxidante 678.0 393.5 229.7 743.7 1275.5
5% Compt. 566.2 349.4 223.8 680.4 1275.1
2.5%
Compt. +
5% PC
277.6 207.1 130.4 490.3 960.1
10% PC 457.9 342.8 173.2 558.4 1213.2
5% Compt.
+ 10% PC 426.5 278.2 164.1 598.6 1392.0
PP puro 528.2 318.8 178.6 632.6 1076.6
Tabela 5 - Porcentagem cristalina por deconvolução de DRX.
Materiais Cristalinidade
Somente Antioxidante 63.4%
5% Compt. 61.1%
2.5% Compt. + 5% PC 56.5%
10% PC 58.4%
5% Compt. + 10% PC 53.7%
PP puro 63.3%
Logo, a cristalinidade do PP diminuiu com a adição de pó de coco, de
compatibiliazante e também na soma de ambos, dificultando o alinhamento e
compactação das cadeias[29]. As amostras somente com antioxidante na matriz
apresentaram cristalinidade praticamente igual a do PP puro. Porém, outras técnicas
indicam que o agente antioxidante pode ter enrijecido as cadeias poliméricas e

29
aumentado a interação de forças secundárias. [29] O que foi comprovado na análise de
DMA onde o módulo de elasticidade do PP puro foi 444,3MPa inferior ao do PP
somente com antioxidante.
4.3 CALORIMETRIA DIFERENCIAL DE VARREDURA (DSC)
A Figura 11 mostra as curvas de DSC obtidas. Pode ser visto um pico em torno
de 165°C correspondente à fusão dos cristais α (monoclínica), sem outros picos
significantes como os dos cristais β que têm ponto de fusão por volta de 15°C inferior
ao do α[3].
Figura 11 - Fluxo de calor pela temperatura
A entalpia de fusão para o polipropileno isotático 100% cristalino foi
considerada 138 J/g[30]. A cristalinidade foi calculada pela seguinte relação:
%# =I5
IJ��%KLMNOPQMRS
-20 30 80 130 180
Somente antioxidante
5% Compt.
2,5% Compt. + 5% PC
10% PC
5% Compt. + 10% PC
PP puro
Temperatura (°C)
Se
nti
do
En
do
térm
ico
→

30
Onde I5 é a entalpia de fusão da amostra e IJ��%KLMNOPQMRS = 138V/W
Tabela 6 - Porcentagem cristalina mássica por DSC.
Materiais Cristalinidade
Somente
Antioxidante 59.2%
5% Compt. 58.0%
2.5% Compt.
+ 5% PC 57.4%
10% PC 53.9%
5% Compt. +
10% PC 47.1%
PP puro 62.5%
Portanto, a cristalinidade do PP segundo técnica DSC diminuiu com a adição de
pó de coco, de compatibilizante e também na soma de ambos. As amostras somente
com antioxidante apresentaram cristalinidade inferior (3.33% a menos) à do PP puro
segundo DSC. O que indica comportamento oposto ao do resultado por XRD. Isso
deve-se a alguns motivos, um deles é que o XRD analisa uma região maior do material
em comparação à pequena massa usada no DSC. Logo seria uma diferença de
amostragem ou, até mesmo, simplesmente um erro de medição do aparelho, já que
resultados por outras técnicas nos levam a acreditar na veracidade das medições por
difração.

31
Figura 12 - Temperaturas de fusão por DSC.
As temperaturas de fusão (Figura 12) seguiram tendência igual à da
cristalinidade por DRX, exceto para a amostra com 2,5% de compatibilizante mais 5%
de pó de coco. Para este último, a expectativa era de ponto de fusão menor do que o
mesurado, já que apresentou cristalinidade inferior ao 5% Compt. por XRD e por DSC.
Todos os valores registrados coincidiram com a faixa para os mesmos na literatura[31].
4.4 ANÁLISE MECÂNICA DINÂMICA (DMA)
Na Figura 13 observamos a temperatura de transição vítrea (Tg~5,6°C) mais
baixa de todas, o que está de acordo com o intervalo já reportado anteriormente para
esse material, -20°C<Tg<10°C[32][33].
Essa baixa Tg está associada ao baixo peso molecular e maior volume livre
devido à ausência de antioxidante. Lembrando que o PP forma produtos de baixo peso
molecular quando é degradado ou oxidado, diferentemente de outros polímeros como o
PE que tendem a reticular (crosslinks) [29].
Em materiais semicristalinos, como o PP, o módulo de armazenamento (E’)
diminui com o aumento de temperatura devido ao aumento da mobilidade da parte
amorfa, enquanto a região cristalina mantém-se sólida até a temperatura de fusão
165.25
166.84
165.44
166.22
165.45
164.41
163
164
165
166
167
168
Pontos de fusão por DSC (°C)

32
(Tm)[33]. Olhando a tanδ, o primeiro e menos intenso pico é a relaxação β (Tg), o
segundo (ou terceiro para os com agente compatibilizante) e mais intenso é a relaxação
α. Esta última ocorre por volta de 90°C no PP isotático e é causada pelo movimento da
fase amorfa na interfase dos cristalitos, sendo afetada pela orientação e comprimento
dos dobramentos de cadeias na interfase, o que também depende do peso molecular.[34]
À 25°C o PP puro apresenta módulo de elasticidade (E) igual a 1602MPa que, também
é o mais baixo de todos os materiais fabricados.
O PP somente com antioxidante (Figura 14) apresentou Tg superior ao PP puro,
por causa da menor perda de peso molecular durante o processamento de acordo com o
efeito esperado do antioxidante. Seu módulo de Young à temperatura ambiente foi o
maior de todos (2046 MPa).
Figura 13 - Ensaio de DMA para o polipropileno puro.

33
Figura 14 - Ensaio de DMA para polipropileno somente com 1% de antioxidante.
Porém, ao adicionar compatibilizante na matriz de PP (Figura 15) houve o
aparecimento de uma terceira relaxação em aproximadamente 45°C, que pode estar
associada à ativação do movimento de outras regiões amorfas que antes eram rígidas
demais para contribuir significativamente no módulo de perda (E”). A Tg aumentou
(7.7°C) e o módulo de elasticidade caiu para o terceiro menor valor (1743MPa).

34
Figura 15- Ensaio de DMA para polipropileno com 1% de antioxidante e 5% de compatibilizante.
Quanto à adição da porcentagem máxima de pó de coco em PP (Figura 16),
observa-se comportamento parecido ao da adição da quantidade máxima prevista do
compatibilizante (Figura 15), onde as intensidades dos picos α e β e a Tg de ambos são
bastante próximos. Entretanto o módulo de Young (1825MPa) é maior do que o do PP
com compatibilizante.
Assim, a expectativa ao misturar esses dois compostos é aumentar a Tg,
diminuir E e o aparecimento de uma relaxação “anormal”. Todos esses fenômenos
foram observados na Figura 18, onde a temperatura da relaxação β foi a maior de todas
(13.3°C), o módulo de elasticidade foi o segundo menor (1698MPa) e a relaxação
intermediária entre β e α manteve-se perto de 45°C, porém com a maior intensidade dos
três materiais com compatibilizante.
Logo, não é estranho observar na Figura 17 que, ao diminuir a porcentagem dos
compostos acima (compatibilizante e pó de coco), tanto o valor de E quanto o da Tg
ficaram entre o do PP somente com antioxidante e o do PP com 5% Compt. + 10% PC.
Enquanto a intensidade da relaxação intermediária ficou ligeiramente menor do que a
do PP com 5% Compt..

35
Um ponto interessante é que a intensidade de α pode diminuir com o aumento da
interação entre carga e matriz[35]. Dessa forma poderíamos dizer que um dos motivos
do E da Figura 18 ser inferior ao da Figura 17 e da Figura 16 é porque a adesão do pó de
coco no polipropileno foi menor, já que a intensidade do pico α foi menor do que os
outros dois.
Figura 16 - Ensaio de DMA para polipropileno com 1% de antioxidante e 10% de pó de coco.

36
Figura 17 - Ensaio de DMA para polipropileno com 1% de antioxidante, 2,5% de compatibilizante
e 5% de pó de coco.
Figura 18 - Ensaio de DMA para polipropileno com 1% de antioxidante, 5% de compatibilizante e
10% de pó de coco.

37
4.5 ÍNDICE DE FLUIDEZ (MFI)
Dentre os materiais estudados o polipropileno somente com antioxidante foi o
que mostrou maior viscosidade ou menores MFR e MVR, enquanto o polipropileno
com teores máximos de compatibilizante e pó de coco apresentou menor viscosidade ou
maiores MFR e MVR.
De maneira geral extrusões em série causam cisões das cadeias que diminuem a
peso molecular e a viscosidade.[36], o que explica os valores medidos superiores (tanto
mássico quanto volumétrico) ao do PP virgem fornecido pelo fabricante do
equipamento com MFR aproximadamente 3,9 g/10 min e MVR 5,27 cm³/10 min. A
menor fluidez das amostras somente com antioxidante em relação ao PP puro mostram a
eficiência dos aditivos IRGANOX e IRGAFOS em evitar quebra termomecânica
acentuada das cadeias. O aumento na viscosidade pode estar ligado à imiscibilidade de
aditivos e na formação de reticulados (crosslinks) [36].
Por outro lado há os agentes de preenchimento e reforço. Os primeiros são
adicionados a fim de diminuir o custo total, melhorando e controlando características do
processamento, controle de densidade, etc, o que afeta quase todas as suas propriedades
mecânicas (módulo elástico, alongamento, permeabilidade, etc), ópticas (coloração, etc)
e/ou elétricas (condutividade, etc) [36].
Como a fluidez depende fortemente da mobilidade das cadeias, da força de
ligação e dos nós (entanglements) que mantém as moléculas unidas, ao adicionarmos
um preenchedor espera-se diminuição do volume livre e, consequentemente, aumento
da viscosidade[37].
Porém o observado é de que o aumento da porcentagem de pó de coco eleva a
fluidez, isto é, diminui viscosidade. Efeito idêntico, mas em menor intensidade, ocorre
com a adição do compatibilizante. Isso ocorre porque mesmo com a diminuição do
volume libre, aumenta-se a facilidade de deslizamento das cadeias à alta temperatura na
presença do compatibilizante e pó de coco.
Como a fluidez (melt index) é mais usada do que o peso molecular na
caracterização de polímeros, ela pode ser empiricamente relacionada ao peso molecular

38
médio. Assim, baixos índices de fluidez indicam maiores valores de peso molecular e
vice-versa[29]. Dessa forma, comprovamos a eficácia da ação do antioxidante em evitar
perda de massa molecular do polímero durante processamento ao compararmos o menor
índice do PP somente com antioxidante em relação ao do PP puro.
Também há estudos que apontam para a capacidade de partículas esféricas bem
dispersas e que escoam não serem problemas como concentradoras de tensão, logo
contribuem para essa diminuição da viscosidade[36].
Figura 19 - Índices de fluidez para todos os materiais processados.
4.6 WOLFRAM MATHEMATICA E MODELO
Os resultados da tração foram introduzidos no programa, valendo-se do método
da parte 3.3.7, e traduzidos em uma função f�x, y� = 31.205 00 6.047009 &
1.051569a 1.42001> + 0.110869> , plotada na Figura 20nos intervalos 0<x<5%,
0<y<10%.
MFR [g/10min]
MVR [cm³/10min]
0
5
10
15
20
6.24 6.9310.4 9.03
10.76
6.73
8.14 8.94
13.61 14.32 15.55
8.66
Melt Flow Index (MFI)

39
Figura 20 - Superfície da resistência à tração para os intervalos experimentais: 0<x<5%, 0<y<10%.
Porém, sabendo-se que o objetivo é otimizar uma propriedade, no caso a tensão
máxima de ruptura, f�x, y� em MPa, os intervalos escolhidos para simulação foram
0<x<X, 0<y<Y. Já que o compatibilizante (X) costuma ser utilizado em porcentagem
próxima à 5%[38], o teor X foi extrapolado até 7.5% a fim de observar a resposta
teórica do material na otimização/simulação para esta composição 50% superior ao
limite máximo anterior. Enquanto o pó de coco (Y) não possui limite documentado,
entretanto há vários artigos que estudaram o efeito de até 30% em peso de pó de coco na
matriz de PP, dessa forma Y=30%[39][40].
O resultado dessa simulação foi o máximo local desse
intervalof�x, y�5ác.QSKPQJ = ��:9 → 7.5, > → 1.140.10ef=�. Para fins de ilustração,
abaixo está o gráfico com os novos limites com o último intervalo mencionado.

40
Figura 21 - Superfície da resistência à tração para os intervalos simulados: 0<x<7.5%, 0<y<30%.
Ele mostra que a tensão máxima prevista para um compósito com praticamente
zero de PC e 7.5% do compatibilizante seria de 45.0 MPa, um acréscimo de 65% em
relação ao compósito com 5% de Cesa Mix. Um valor bastante alto, sabendo-se que
para esses compósitos com pó de coco não-tratado as tensões máximas ficam em torno
de 30 MPa[40][41].
Ao mudar o limite de x na simulação, chegou-se à conclusões interessantes.
Aumentou-se até 10% o limite de x (X) com ∆x=0.5% a partir de 5% e deixou-se Y fixo
em 30%. O resultado foi a tabela 7. Ela mostra que a tensão máxima atingida pelo
material aumenta com a adição de compatibilizante, porém a porcentagem de pó de
coco se mantém baixa, praticamente zero.
Tabela 7 - Primeira simulação.
f(x,y)
[MPa] x [%] y [%]
29.756 5.50 0.00000119
32.779 6.00 0.00000258
36.328 6.50 0.0000000974
40.402 7.00 0.00000257
45.003 7.50 0.00000114
41
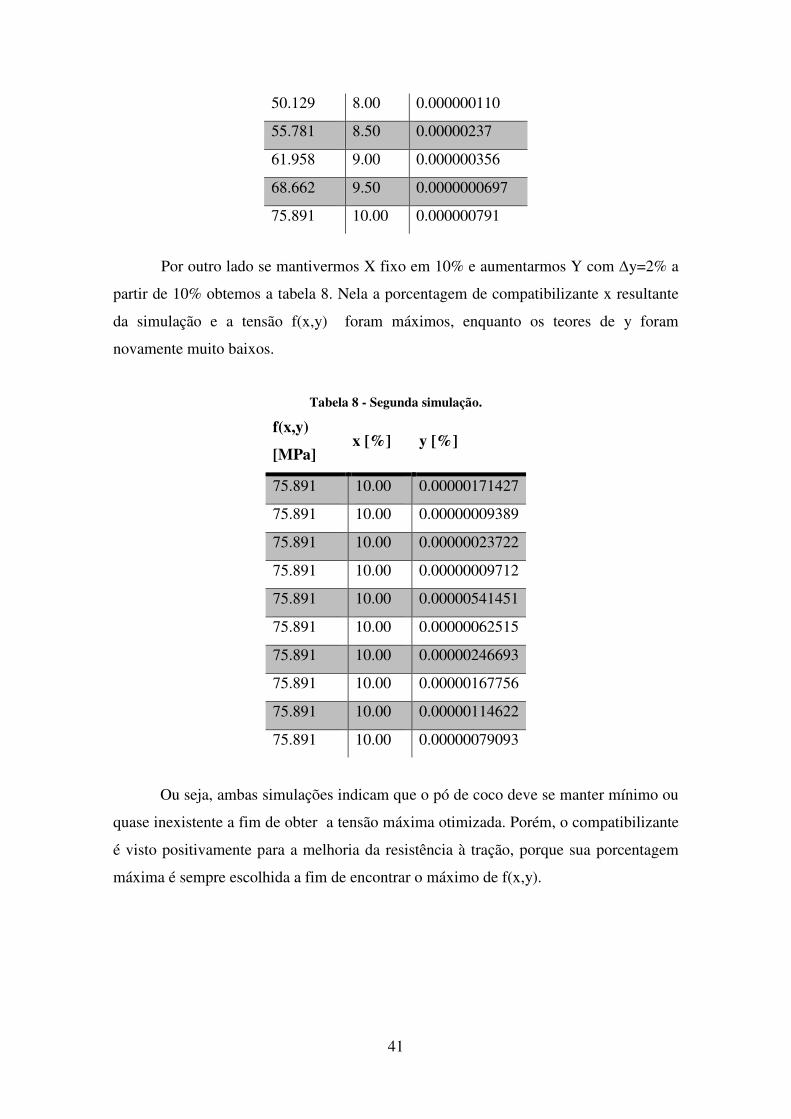
50.129 8.00 0.000000110
55.781 8.50 0.00000237
61.958 9.00 0.000000356
68.662 9.50 0.0000000697
75.891 10.00 0.000000791
Por outro lado se mantivermos X fixo em 10% e aumentarmos Y com ∆y=2% a
partir de 10% obtemos a tabela 8. Nela a porcentagem de compatibilizante x resultante
da simulação e a tensão f(x,y) foram máximos, enquanto os teores de y foram
novamente muito baixos.
Tabela 8 - Segunda simulação.
f(x,y)
[MPa] x [%] y [%]
75.891 10.00 0.00000171427
75.891 10.00 0.00000009389
75.891 10.00 0.00000023722
75.891 10.00 0.00000009712
75.891 10.00 0.00000541451
75.891 10.00 0.00000062515
75.891 10.00 0.00000246693
75.891 10.00 0.00000167756
75.891 10.00 0.00000114622
75.891 10.00 0.00000079093
Ou seja, ambas simulações indicam que o pó de coco deve se manter mínimo ou
quase inexistente a fim de obter a tensão máxima otimizada. Porém, o compatibilizante
é visto positivamente para a melhoria da resistência à tração, porque sua porcentagem
máxima é sempre escolhida a fim de encontrar o máximo de f(x,y).

42
5 CONCLUSÃO
Para as composições testadas tanto o compatibilizante quanto o pó de coco
demostraram não serem os aditivos aconselháveis para se melhorar nem a capacidade de
deformação nem a resistência máxima à tração. Porém a simulação indica possibilidade
de melhoria da tensão máxima pelo aumento do teor de compatibilizante, algo a ser
considerado no próximo ciclo de amostras.
Todos os materiais processados são majoritariamente da forma cristalina α ou
monoclínica e as cristalinidades diminuíram tanto com a adição de compatibilizante
quanto de pó de coco. Porém, a diminuição foi mais acentuada para a amostra com teor
máximo de PC do que a com o limite máximo de compatibilizante. Enquanto o
antioxidante mostrou ter mantido a cristalinidade, por DRX, aproximadamente igual em
relação ao CP sem aditivos.
Por DSC, foram encontrados picos à aproximadamente 165°C relativos ao ponto
de fusão do PP monoclínico, onde a adição tanto de compatibilizante quanto de PC
diminuíram a cristalinidade com tendência parecida à do DSC. Não foi possível
determinar a Tg por DSC. Nas próximas experiências, a fim de observá-la, a escala
usada deve ser diminuída para magnificar a região onde temperatura de transição vítrea
é visível, normalmente entre -20°C e +10°C.
Pelo ensaio de DMA, todos os materiais tiveram comportamento mecânico
inferior ao do PP somente com antioxidante, porém todos com módulo de elasticidade
superior ao do PP puro. A adição de compatibilizante criou uma relaxação anormal
próxima à 45°C, aumentou a Tg e diminuiu a rigidez. O acréscimo de PC aumentou a
Tg e diminuiu a rigidez, entretanto esta continuou maior do que quando se adicionou o
compatibilizante em matriz de PP com antioxidante.
Ao juntarmos o PC e compatibilizante, os efeitos de ambos foram
potencializados, i.e. a Tg aumentou e o E diminuiu mais acentuadamente do que quando
eles foram adicionados sozinhos. Além do aparecimento da relaxação à 45°C devido à
presença de compatibilizante. Esta última com intensidade variável dependente do teor
de compatibilizante, quanto mais deste aditivo, mais intensa foi essa relaxação.

43
O compatibilizante e o PC diminuíram a viscosidade do polímero, medida em
MVR e MFR, sendo o PC mais eficiente nesse abaixamento.
Uma observação interessante é que características obtidas pela adição de 5% de
compatibilizante são bastante parecidas ao se adicionar 10% de pó de coco, o que nos
leva a crer em alguma espécie de equivalência quando inseridos separadamente na
matriz do PP. Isso é mais evidente nos seguintes aspectos:
• Pontos de fusão (diferença de 0,01%),
• Módulos de Elasticidade (diferença de 4,75%)
• Temperaturas de transição vítrea (diferença de 1,30%)
Essa equivalência não foi válida quando se trata de propriedades mecânicas (vide 4.1 –
Tração uniaxial)
Por fim, conclui-se que o pó de coco não é bom reforço para a matriz de
polipropileno mesmo na presença do compatibilizante em questão. O compatibilizante
não se mostrou eficaz na melhoria da adesão entre carga e matriz, inclusive a simulação
aponta que é melhor adicionar somente compatibilizante ao polímero do que o pó de
coco com compatibilizante. Porém, também deve ser notado que o pó de coco é capaz
de mudar a coloração da matriz, o que pode torná-lo um futuro corante de baixo custo e
acessível.
44
6 BIBLIOGRAFIA
[1] Brachet, P., et al., (2008). Modification of mechanical properties of recycled
polypropylene from post-consumer containers. (Vol.28, 12, pp.2456-2464) Waste
Management.
[2] Biron, M. & Marichal, O., (2013). Thermoplastics and Thermoplastic Composites.
Elsevier.
[3] Jacoby, P. , (2014). Beta Nucleation of Polypropylene : Properties, Technology, and
Applications. Elsevier.
[4] Tripathi, D., (2002). Practical Guide to Polypropylene. Rapra Technology.
[5] Niaounakis, M., (2013). Biopolymers: reuse, recycling, and disposal. Elsevier.
[6] Tomczak, F., Sydenstricker, T.H.D. & Satyanarayana, K.G., (2007). Studies on
lignocellulosic fibers of Brazil. Part II: Morphology and properties of Brazilian coconut
fibers.. Elsevier.
[7] Nandi,A., Kale,A., Raghu,N., Aggarwal,P.K. & Chauhan,S.S.,(2013). Effect of
concentration of coupling agent on mechanical properties of coir–polypropylene
composite. (Vol.118, 5, pp.62–67) Indian Academy of Wood Science.
[8] Bettini, S. H. P., Bicudo, A. B. L. C. , Augusto, I. S., Antunes, L. A. , Morassi, P. L.,
Condotta, R. & Bonse, B. C. (2010). Investigation on the Use of Coir Fiber as
Alternative Reinforcement in Polypropylene. (Vol.118, 5, pp.2841–2848) Wiley Inter
Science.
[9] Mark, H.F., (2007). Encyclopedia of Polymer Science and Technology, Concise.
(Ed.3, pp. 43-46) Wiley.

45
[10] Rajput, R.K., (2007). A Textbook of Manufacturing Technology: Manufacturing
Processes. (Ed.1, pp.167) Laxmi Publications.
[11] Giles Jr, H.F., Mount III, E. M. & Wagner, J. R. (2005). Extrusion The Definitive
Processing Guide and Handbook. (pp.13-32) Cover Art.
[12] Kostic, M. & Reifschneider, L. G., (2006). Design of extrusion dies, Encyclopedia
of Chemical Processing. CRC Press.
[13] Ebewele, R.O., (2000). Polymer Science and Technology. (pp.97) CRC Press.
[14] Caires,F.C.(2009). Tecnologia dos polímeros 3º módulo Curso Técnico em
Química. Apostila CBIP- Curso Básico Intensivo De Plástico.
[15] Davis, J. R., (2004). Tensile testing. (2 ed.) ASM International.
[16] Broll, N. (1996). Caractérisation de solides cristallisés par diffraction. Dossier
Techniques de l’Ingénieure
[17] Santos, B.B. (2012). Compósitos de polipropileno reciclado e pó de coco. Projeto
final de graduação. Rio de Janeiro
[18] Kostic, M. & Reifschneider, L. G., (2006). Design of extrusion dies, Encyclopedia
of Chemical Processing. Traduzida da tabela 1 (pp.635) CRC Press.
[19] Sepe, M. P., (1997). Thermal Analysis of Polymers. Adaptado da figura 2 (pp.4)
Rappra Technology.
[20] Sepe, M. P., (1997). Thermal Analysis of Polymers. (pp.3-6) Rappra Technology.
[21] Líbano, E.V.D.G. , Visconte, L.L.Y. & Pacheco, E.B.A.V., (2012). Propriedades
térmicas de compósitos de polipropileno e bentonita organofílica. (Vol.22, 5) Polímeros
Scielo.

46
[22] Menard, K.P., (1999). Dynamic Mechanical Analysis: A Practical Introduction.
CRC Press.
[23] Menard, K.P., (1999). Dynamic Mechanical Analysis: A Practical Introduction.
Figura 4.1 (pp. 62) CRC Press.
[24] ASTM D1238-10, Standard Test Method for Melt Flow Rates of Thermoplastics by
Extrusion Plastometer, ASTM International, West Conshohocken, PA, 2010,
www.astm.org
[25] Dogan, F., (2012). Polypropylene. Adaptado da figura 2 (pp.31) InTech.
[26] Dogan, F., (2012). Polypropylene. Adaptado da figura 1 (pp.30) InTech.
[27] Santos, B.B. (2012). Compósitos de polipropileno reciclado e pó de coco. Projeto
final de graduação, UFRJ. Figura 1 (pp.21) Rio de Janeiro
[28] Jacoby, P., (2014). Beta Nucleation of Polypropylene : Properties, Technology, and
Applications. Adaptado da figura 1.5 (pág 9) Elsevier.
[29] Chandas, M. & Roy, S.K., (2006). Plastics Technology Handbook. (Ed.4) CRC
Press.
[30] Fatou, J.G., (1971). Melting temperature and enthalpy of isotactic polypropylene.
(Vol.7, 8, pp. 1057–1064) European Polymer Journal. Elsevier.
[31] Cerruti, P., Malinconico, M., Rychly, J., Matisova-Rychla, L. & Carfagna, C.,
(2009). Effect of natural antioxidants on the stability of polypropylene films. (Vol.94,
pp. 2095–2100) Polymer Degradation and Stability. Elsevier.
[32] Andrade, A.P., (2013). Produção e caracterização de compósitos de matriz de
polipropileno reciclado/virgem reforçada por fibras e pó de coco. Tese de doutorado,
UFRJ. Rio de Janeiro.
[33] Joseph, P.V., Mathew, G., Joseph, K., Groeninckx, G. & Thomas, S., (2003).
Dynamic mechanical properties of short sisal fibre reinforced polypropylene
composites. (Vol.34, pp.275–290) Composites A. Elsevier.
47
[34] Tiemblo, P., Gomez, E.J.M., Beltran S.G., Matisova-Rychla, L. & Rychly, J.,
(2002). Melting and a relaxation effects on the kinetics of polypropylene
thermooxidation in the range 80–170 °C. (Vol.35, pp.5922–5926) Macromolecules.
ACS Publications.
[35] Santos, K.S., Liberman, S.A., Oviedo, M.A.S. & Mauler, R.S., (2009).
Optimization of the mechanical properties of polypropylene-based nanocomposite via
the addition of a combination of organoclays. (Vol.40, pp.1199–1209) Composites Part
A: Applied Science and Manufacturing. Elsevier.
[36] Dogan, F., (2012). Polypropylene. InTech.
[37] Ferg, E.E. & Bolo, L.L. (2013). A correlation between the variable melt flow index
and the molecular mass distribution of virgin and recycled polypropylene used in the
manufacturing of battery cases. (Vol.32, 8,pp.1452–1459) Polymer Testing. Elsevier.
[38] Janssen, L. & Moscicki, L., (2009). Thermoplastic Starch – A Green Material for
Various Industries. Wiley-VCH.
[39] Shanker N, Vijaya Lakshmi. B, Khalid Mohamed Hassan Ali, Rajam. B, (2013).
Studies on the Effect of Reinforcement of Polypropylene with Coir. Siva. World
Academy of Science. Engineering and Technology (Vol.73).
[40] Islam, N., Rahman, R., Haque, M. & Huque, M., (2010). Physico-mechanical
properties of chemically treated coir reinforced polypropylene composites. (Vol.41, 2,
pp.192–198) Composites Part A: Applied Science and Manufacturing. Elsevier.
[41] Mir, S.S., Nafsin, N., Hasan, M., Hasan, N. & Hassan, A., (2013). Improvement of
physico-mechanical properties of coir-polypropylene biocomposites by fiber chemical
treatment. Materials and Design (Vol.52, pp.251–257). Elsevier.
[42] Agência Embrapa de Informação Tecnológica. Estatística da Produção. Disponível
em:<http://www.agencia.cnptia.embrapa.br/gestor/coco/arvore/CONT000fo7hz6ox02w
yiv8065610d6ky3ary.html>. Acesso em: 12 de fevereiro de 2015 às 19:40.

48
[43] Sichina,W.J.,(2001).Measurement of Tg of Polypropylene Using the PYRIS Power
Compensation DSC. Thermal Analysis Application Note. PerkinElmer Inc.
[44] Chandas, M. & Roy, S.K., (2006). Plastics Technology Handbook. (Ed.4)
Adaptado da figura 3.5 (pág 3-6). CRC Press.

49
7 ANEXO – Curvas TensãoXDeformação
a)
7-1 Comportamento dos plásticos baseado na curva tensãoXdeformação. (a)Baixa tenacidade e
baixo escoamento, (b) Frágil e baixo escoamento, (c)Alta tenacidade e alto escoamento, (d)Rígido e
alto escoamento. Adaptado de [44]
b)
7-2 Curva tensãoXdeformação para CPs com 1% de antioxidante, 5% de compatibilizante e 10%
de pó de coco.







![Carmem Praxedes Alcebiades Arêas (Orgs.) MANUALE …2]Manuale_Opera... · la cui responsabile è la Professoressa Carmela. Heloisa ha scelto come tutor il Professor Guglielmo. 15](https://img.document.onl/doc/110x75/5c69204309d3f2f5638cab0e/carmem-praxedes-alcebiades-areas-orgs-manuale-2manualeopera-la-cui.jpg)