Embed Size (px)
Citation preview

Efeitos Indesejáveis no Processos de Soldagem MIG/MAG/TIG
CENTRO FEDERAL DE EDUCAÇÃO TECNOLÓGICA DE MINAS GERAIS
Curso Técnico em Mecatrônica
Aluno: Rômulo da Mata e CarvalhoSubdiv. MCT-3A-T3

Processo GMAW – Gas Metal Arc Welding
● Processo de soldagem que em português significa Soldagem de Metais através de Arco e Gás.
● É um processo considerado automatizado ou semi-automatizado de soldagem onde o arco elétrico é mantido através de uma pistola que alimenta o cordão de solda com corrente elétrica de baixa impedância, eletrodo consumível de fio e gás protetor, ativo (MAG) ou inerte (MIG).
● O processo GMAW pode ser realizado de quatro maneiras principais: globular, curto-circuito, spray e spray pulsátil.


Tocha GMAW (MIG/MAG) – Refrigerada a AR

Processo GTAW – Gas Tungsten Arc Welding
● Processo de Soldagem que em português significa Soldagem de Metais através de Arco, Gás e (eletrodos de) Tungstênio.
● Também chamado de TIG (Tungstênio-Inerte-Gás) é um processo que permite a soldagem de metais através de um eletrodo não-consumível de tungstênio. A área de soldagem é protegida de contaminação atmosférica através de um escudo gasoso inerte (geralmente de argônio) e geralmente é utilizado um metal de adição, embora algumas soldas (soldagem autógena) dispensem o uso de metal de adição. Uma fonte de corrente constante é necessária para produzir a energia que flui através do arco elétrico.

Soldagem GTAW (TIG)

Defeitos Comuns nos Processos de Soldagem com Gás Protetor (GMAW/GTAW)
● Porosidade● Falta de Fusão● Penetração Incompleta ou Excessiva● Trincas● Distorções e Desalinhamentos

Porosidade
● Ocorre quando gases são retidos na solidificação da junta metálica. Porosidade pode surgir em função de eletrodos úmidos ou contaminação dos eletrodos ou da zona de soldagem por sujeira, óleo ou graxas. Porosidade pode ser evitada através da limpeza cuidadosa do metal de base e de um armazenamento correto dos eletrodos (MIG/MAG) em local seco e livre de contaminantes.

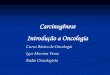
Porosidade
Na figura acima é possível observar porosidade numa junta soldada de titânio através do processo TIG

Falta de Fusão/Penetração Incompleta/Penetração Excessiva
● Para atingir uma junta de boa qualidade é essencial que a zona de fusão se extenda por toda a espessura dos metais a serem unidos. Meteriais menos espessos podem e devem ser unidos com um único passe. Por outro lado, materiais mais espessos exigem vários passes, com as extremidades de junção em formato de V para receber o metal de adição. Quando os dois lados são acessíveis, um ou mais passes podem ser feitos do lado reverso para garantir que a junta se extenda por toda a espessura do metal.
● Falta de Fusão resulta de pouco calor no arco ou translação muito rápida da tocha de soldagem por parte do soldador ou da máquina de soldagem. Pode ser ocasionada também pelo ângulo da tocha/pistola de solda.
● Excesso de penetração surge devido ao excesso de calor no arco ou translação lenta demais da tocha. Penetração excessiva com chama possivelmente excendo a espessura da chapa é um problema comum ao soldar chapas finas, requirindo um nível de habilidade muito maior por parte do soldador ou do operador para balancear a potência do arco e velocidade de avanço da tocha.

Falta de Fusão/Penetração Incompleta

Falta de Fusão/Penetração Incompleta

Falta de Penetração
• Falta de Penetração, o cordão não atinge a raiz da junta.
• Inaceitável.
*De acordo com a Regulamentação ASME-BPE ‘97

Distorções e Desalinhamentos
• Desalinhamento Axial, aceitável até 15% superior à espessura dos metais de base.*
*De acordo com a Regulamentação ASME-BPE ‘97

Distorções e Desalinhamentos
• Concavidade de Diâmetro Externo, aceitável em até 10% da espessura do metal de base.
*De acordo com a Regulamentação ASME-BPE ‘97

Distorções e Desalinhamentos
• Concavidade de Diâmetro Interno, aceitável em até 10% da espessura do metal de base.
*De acordo com a Regulamentação ASME-BPE ‘97

Distorções e Desalinhamentos
• Convexidade, tolerável desnível máximo de 15 milésimos de polegada e desnível entre metais de base de até 10% da espessura.
*De acordo com a Regulamentação ASME-BPE ‘97

Trincas
● São consideras as descontinuidades mais graves em uma junta solda por concentrarem tensões. Resultam da ação de tensões sobre um material incapaz de resistir a elas, podem se de formar durante, logo e após a soldagem. Desequilíbrios na distribuição de calor são sérios causadores de trincas, sendo um bom exemplo a soldagem de alumínio, devido á sua condutividade térmica.

Trincas

Trincas