Embed Size (px)
Citation preview

CATÁLOGO GERAL 2006

- 2 -
- 3 -
ÍNDICE DOS GRUPOS GRUPO I - Materiais para a soldadura dos aços ao carbono e de baixa liga ....... 4
GRUPO II - Materiais para a soldadura dos aços inoxidáveis, refractários,
resistentes à corrosão e temperatura.................................................................. 28
GRUPO III – Materiais para a soldadura do níquel e suas ligas ························· 59
GRUPO IV - Materiais para a soldadura do ferro fundido ·································· 64
GRUPO V – Materiais para a soldadura do alumínio e ligas leves······················ 71
GRUPO VI – Materiais para a soldadura do cobre e ligas de cobre ··················· 85
GRUPO VII – Materiais para revestimentos protectores··································· 90
GRUPO VIII – Eléctrodos para corte e chanfre················································ 118
GRUPO IX – Materiais para brazagem e soldadura branda····························· 121
GRUPO X – Ligas micropulverizadas para a projecção a quente e a frio········· 130
GRUPO XI – Placas pré-revestidas anti-desgaste ·········································· 133
GRUPO XII – Decapantes ················································································· 136
GRUPO XIII – Produtos diversos ····································································· 137
APÊNDICE ······································································································· 138

GRUPO I
MATERIAIS PARA A SOLDADURA DOS AÇOS
AO CARBONO E DE BAIXA LIGA

GRUPO I – 1 Eléctrodos revestidos
MONOART 6012
MONOART 6013
SLV 7018.1
SLV 7018-A1
SLV 8018-B2
SLV 9018-B3
SLV 7016
SLV 11018-M
SLV 502-15
SLV 8018-C1
SLV 7024

Normas: DIN 1913: E51 22 R(C)6 AWS/ASME-SFA 5.1: E 6012
MONOART 6012
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Eléctrodo de revestimento rutílico-celulósico especialmente indicado para juntas mal preparadas ou de difícil acesso. Bom desempenho na posição vertical descendente. Boa soldabilidade com os seguintes materiais de base:
St 35; St 45; St 52; St 34.4; St 45.4 DIN 1629 / 17172 St 37 a St 52 DIN 17100 HI a HIII DIN 17155 St 35.8; St 45.8 DIN 17175 Aços de construção naval Qualidades A - D
ANÁLISE QUÍMICA DO DEPÓSITO:
C Si Mn
0.08% 0.4% 0.8%
CARACTERÍSTICAS MECÂNICAS DO DEPÓSITO:
Limite elástico [N/mm2]: Até 430 Resistência à tracção [N/mm2]: Até 550 Alongamento (l = 5×d) [ %]: Até 25 Resistência ao impacto (ISO-V) [ J]: 83
REGULAÇÃO DA MÁQUINA:
φ Eléctrodo [mm] 2.0 2.5 3.15 4.0 5.0
Corrente [A] 40 - 60 60 - 90 90 - 130 130 - 170 170 - 220
CORRENTE: Contínua (polo -) ou alternada
INSTRUÇÕES PARA APLICAÇÃO: Na posição vertical descendente usar arco curto e aumentar a intensidade de corrente. Nas restantes aplicações usar arco de comprimento médio.
A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.

Normas: DIN 1913: E51 22 RR6 AWS/ASME-SFA 5.1: E 6013
MONOART 6013
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Eléctrodo de revestimento rutílico com grande aplicação na construção metálica em geral. A sua característica de baixa penetração torna-o particularmente adequado para a soldadura de chapas finas e/ou zincadas. O depósito pode ser zincado ou esmaltado. Boa soldabilidade com os seguintes materiais de base:
St 37; St37.4; St 44; St 44.4; St 52; St 52.4 DIN 1629 / 1630 St 33; St 37; St 44; St 52 DIN 17100 StE 255 – StE 355 DIN 17102 H I; H II; StE 255 (H III); 17 Mn 4 DIN 17155 St 35.8; St 45.8 DIN 17175 Aços de construção naval Qualidades A – D
ANÁLISE QUÍMICA DO DEPÓSITO:
C Si Mn
0.08% 0.3% 0.8%
CARACTERÍSTICAS MECÂNICAS DO DEPÓSITO:
Limite elástico [N/mm2]: 420 – 480 Resistência à tracção [N/mm2]: 510 – 570 Alongamento (l = 5×d) [ %]: 24 – 30 Resistência ao impacto (ISSO-V) [ J]: 70 – 100
REGULAÇÃO DA MÁQUINA:
φ Eléctrodo [mm] 2.0 2.5 3.15 4.0 5.0
Corrente [A] 40 – 70 70 – 90 90 – 140 140 – 190 190 – 230
CORRENTE: Contínua (polo -) ou alternada
INSTRUÇÕES PARA APLICAÇÃO: Utilizar o eléctrodo ligeiramente inclinado relativamente ao material de base. Soldar com arco curto ou médio e com movimento ligeiramente oscilante.
A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.

Normas: DIN 1913: E51 55 B10 AWS/ASME-SFA 5.1: E 7018-1
SLV 7018.1
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Eléctrodo de revestimento básico indicado para construções altamente solicitadas em aços de construção, aços de granulação fina, aços para tubos e aços vazados. Boa soldabilidade com os seguintes materiais de base:
St 37; St37.4; St 44; St 44.4; St 52; St 52.4 DIN 1629 / 1630 GS-38; GS-45; GS-52; GS-60 DIN 1681 St 33; St 37; St 44; St 52; St 50; St 60 DIN 17100 StE 255 – StE 355; WstE 255; WstE 355; TstE 255; TstE 355 DIN 17102 H I; H II; StE 255 (H III); 17 Mn 4 DIN 17155 St 35.8; St 45.8 DIN 17175 Aços de construção naval: A – E; A32 – E32; A36 – E36
ANÁLISE QUÍMICA DO DEPÓSITO:
C Si Mn
0.07% 0.5% 1.2%
CARACTERÍSTICAS MECÂNICAS DO DEPÓSITO:
Limite elástico [N/mm2]: 430 – 490 Resistência à tracção [N/mm2]: 530 – 590 Alongamento (l = 5×d) [ %]: 27 – 33 Resiliência (ISSO-V) [ J]: + 20ºC - 20ºC - 46ºC > 200 160-200 80-160
REGULAÇÃO DA MÁQUINA:
φ Eléctrodo [mm] 2.0 2.5 3.15 4.0 5.0
Corrente [A] 50 – 70 80 – 100 100 – 150 140 – 200 200 – 260
CORRENTE: Contínua (polo +)
INSTRUÇÕES PARA APLICAÇÃO: Utilizar os eléctrodos perfeitamente secos. Usar arco curto e o eléctrodo perpendicular ao trabalho. Se os eléctrodos estiverem húmidos, secá-los de 2 a 3 horas, entre 250 e 300ºC.
A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.

Normas: DIN 8575: E Mo B 20+ AWS/ASME-SFA 5.5: E 7018-A1
SLV 7018 - A1
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Eléctrodo básico de baixa liga (0,5% Mo) com resistência térmica até 500ºC. Especialmente indicado para a soldadura de caldeiras, tubagens, aços fundidos com teores de carbono até 0,6%, aços manganês-ferríticos e aços manganês-silício. Recomendado também como camada de almofada em revestimentos duros. Boa soldabilidade com os seguintes materiais de base:
St 52; St 52.4; GS-45; GS-52; GS-60 DIN 1629 / 1630 / 1681 St 52; St 50; St 60; St 70 DIN 17100 StE 255 - StE 500; WStE 255; WStE 500; TStE 255; TStE 500 DIN 17102 H I; H II; StE 255 (H III); 17 Mn 4; 19 Mn 6; 15 Mo 3 DIN 17155 StE 320.7 - StE 480.7; GS-C 25; GS-22 Mo 4 DIN 17172 / 17245 St 35.8; St 45.8; 15 Mo 3; 17 Mn 4; 19 Mn 5 DIN 17175 17 Mn Mo V 64; 15 Ni Cu Mo Nb 5; 20 Mn Mo Ni 45
ANÁLISE QUÍMICA DO DEPÓSITO:
C Si Mn Mo
0.08% 0.6% 0.8% 0.5%
CARACTERÍSTICAS MECÂNICAS DO DEPÓSITO: não tratado 2h
600ºC/ar 30min
920ºC/forno Limite elástico [N/mm2]: 500 - 580 490 - 570 290 - 340 Resistência à tracção [N/mm2]: 600 - 680 580 - 650 450 - 500 Alongamento (l = 5×d) [ %]: 24 - 30 24 - 30 30 - 35 Resiliência (ISO-V) [ J]: + 20ºC 180 - 230 130 - 180 130 - 180 - 50ºC 60 - 100 - -
REGULAÇÃO DA MÁQUINA:
φ Eléctrodo [mm] 2.5 3.15 4.0 5.0 Corrente [A] 70 - 110 110 - 140 140 - 180 190 - 240
CORRENTE: Contínua (polo +)
INSTRUÇÕES PARA APLICAÇÃO: Usar arco curto e eléctrodos completamente secos. Os eléctrodos húmidos devem ser secos a 320ºC durante 1 a 3 h.
TRATAMENTO TÉRMICO: Na soldadura de aços de médio carbono e aços de baixa liga com espessura superior a 10mm deve fazer-se um pré- aquecimento a 220-250ºC. Aços com alto teor em carbono pré-aquecer a 370ºC e em seguida efectuar um recozimento para alívio de tensões a 600-650ºC/1h.
A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.

Normas: DIN 8575: E Cr Mo 1 B 20 + AWS/ASME-SFA 5.5: E 8018-B2
SLV 8018 – B2
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Eléctrodo básico tipo Cr-Mo, indicado para equipamentos com temperaturas de serviço até 570ºC. Usado preferencialmente para soldadura de aços tipo 13CrMo44 ou para aços da mesma composição química. O depósito pode ser tratado termicamente. Boa soldabilidade com os seguintes materiais de base:
13 Cr Mo 44 GS 17 Cr Mo 5 5 15 Cr Mo 5 24 Cr Mo 5
ANÁLISE QUÍMICA DO DEPÓSITO:
C Si Mn Cr Mo
0.07% 0.3% 0.7% 1.1% 0.5%
CARACTERÍSTICAS MECÂNICAS DO DEPÓSITO: Não
tratado 2h 680ºC /
ar 30 min 920ºC/ar
+ 1h 680ºC/ar Limite elástico [N/mm2]: 510 – 600 510 – 600 320 – 400 Resistência à tracção [N/mm2]: 620 – 720 610 – 710 480 – 560 Alongamento (l = 5×d) [ %]: 20 – 25 22 – 28 28 – 34 Resistência ao impacto (ISSO-V) [ J]: 100 – 130 140 – 200 160 – 220
REGULAÇÃO DA MÁQUINA:
φ Eléctrodo [mm] 2.5 3.15 4.0 5.0
Corrente [A] 70 – 100 100 – 140 140 – 180 190 – 230
CORRENTE: Contínua (polo +)
INSTRUÇÕES PARA APLICAÇÃO: Manter o arco curto. As oscilações do eléctrodo não devem ultrapassar 3 vezes o diâmetro da alma. Armazenar os eléctrodos em lugar seco. Os eléctrodos húmidos devem ser secos a 320ºC durante 1 a 3 h.
TRATAMENTO TÉRMICO: Na soldadura de aços similares ao metal base, deverá fazer-se um pré-aquecimento a 250-300ºC, conforme a espessura. O tratamento térmico posterior deverá ser feito de acordo com o que foi referido nas características mecânicas do depósito.
A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.
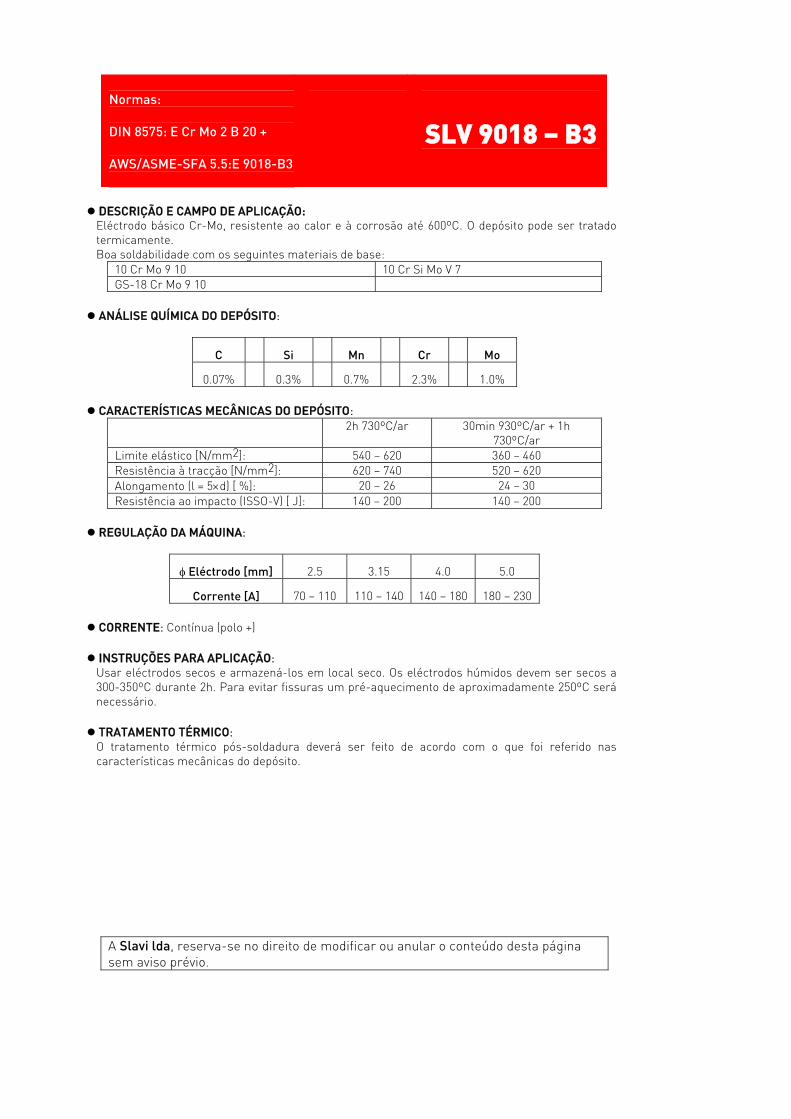
Normas: DIN 8575: E Cr Mo 2 B 20 + AWS/ASME-SFA 5.5:E 9018-B3
SLV 9018 – B3
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Eléctrodo básico Cr-Mo, resistente ao calor e à corrosão até 600ºC. O depósito pode ser tratado termicamente. Boa soldabilidade com os seguintes materiais de base:
10 Cr Mo 9 10 10 Cr Si Mo V 7 GS-18 Cr Mo 9 10
ANÁLISE QUÍMICA DO DEPÓSITO:
C Si Mn Cr Mo
0.07% 0.3% 0.7% 2.3% 1.0%
CARACTERÍSTICAS MECÂNICAS DO DEPÓSITO: 2h 730ºC/ar 30min 930ºC/ar + 1h
730ºC/ar Limite elástico [N/mm2]: 540 – 620 360 – 460 Resistência à tracção [N/mm2]: 620 – 740 520 – 620 Alongamento (l = 5×d) [ %]: 20 – 26 24 – 30 Resistência ao impacto (ISSO-V) [ J]: 140 – 200 140 – 200
REGULAÇÃO DA MÁQUINA:
φ Eléctrodo [mm] 2.5 3.15 4.0 5.0
Corrente [A] 70 – 110 110 – 140 140 – 180 180 – 230
CORRENTE: Contínua (polo +)
INSTRUÇÕES PARA APLICAÇÃO: Usar eléctrodos secos e armazená-los em local seco. Os eléctrodos húmidos devem ser secos a 300-350ºC durante 2h. Para evitar fissuras um pré-aquecimento de aproximadamente 250ºC será necessário.
TRATAMENTO TÉRMICO: O tratamento térmico pós-soldadura deverá ser feito de acordo com o que foi referido nas características mecânicas do depósito.
A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.

- 12 -
Normas: DIN 1913: E 51 43 B 10 AWS/ASME-SFA 5.1:E 7016
SLV 7016
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Eléctrodo básico de duplo revestimento, ideal para passes de raiz e soldaduras de posição. Possuindo um arco estável, é aplicável na soldadura de aços ao carbono, e alguns aços de baixa liga. ANÁLISE QUÍMICA DO DEPÓSITO:
C Si Mn P S
0.08% 0.5% 1,02% 0,014% 0,015% CARACTERÍSTICAS MECÂNICAS DO DEPÓSITO:
Limite elástico [N/mm2]: > 380 Resistência à tracção [N/mm2]: > 470 Alongamento (l = 5×d) [ %]: > 20 Resistência ao impacto (ISSO-V) [ J]: -30ºC 60
REGULAÇÃO DA MÁQUINA:
φ Eléctrodo [mm] 2.5 3.15 4.0 5.0
Corrente [A] 70 – 110 110 – 140 140 – 180 180 – 230
CORRENTE: Contínua (polo +) ou alternada INSTRUÇÕES PARA APLICAÇÃO: Usar eléctrodos secos e armazená-los em local seco. Os eléctrodos húmidos devem ser secos a 300-350ºC durante 2h.
A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.

- 13 -
Normas: DIN 8529: EY 62 75 Mn 2 Ni Cr Mo B AWS/ASME-SFA 5.5: E 11018-M
SLV 11018 – M
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Eléctrodo básico indicado para a soldadura de aços de construção de alta resistência, tratáveis termicamente e de granulação fina. Devido às suas excelentes características é indicado também para a soldadura de tubos de alta pressão, aços do tipo T1, SAC 50, COR-ISSO e similares e ainda na soldadura de reservatórios para gases liquefeitos, bem como na indústria de refrigeração com temperaturas de trabalho até 40ºC negativos. Boa soldabilidade com os seguintes materiais de base: StE 550, StE 620, StE 690, N-A-XTRA 63, N-A-XTRA 70, T1 HSB 77 V
ANÁLISE QUÍMICA DO DEPÓSITO:
C Si Mn Cr Mo Ni
0.07% 0.4% 1.5% 0.4% 0.5% 2.0%
CARACTERÍSTICAS MECÂNICAS DO DEPÓSITO: não tratado 15h 600ºC/forno Limite elástico [N/mm2]: > 665 > 645 Resistência à tracção [N/mm2]: 765 – 845 745 – 825 Alongamento (l = 5×d) [ %]: 18 18 Resistência ao impacto (ISSO-V) [ J]: + 20ºC 82 51
- 20ºC 59 31 REGULAÇÃO DA MÁQUINA:
φ Eléctrodo [mm] 2.5 3.15 4.0 5.0
Corrente [A] 70 – 110 110 – 140 140 – 180 180 – 240 CORRENTE: Contínua (polo +)
INSTRUÇÕES PARA APLICAÇÃO: Usar arco curto e eléctrodos completamente secos. Conforme a espessura e o carbono equivalente dos materiais de base, pré-aquecer os mesmos e, se necessário, proceder a tratamento térmico pós-soldadura para alívio de tensões.
TRATAMENTO TÉRMICO: Os aços revenidos, alta resistência e granulação fina deverão ser pré-aquecidos a uma temperatura de ± 100ºC, se a espessura dos mesmos se situar entre 10 e 15mm. Se o teor de carbono exceder 0.25% ou se a espessura ultrapassar os 15mm, pré-aquecer os mesmos a 250ºC. Se for necessário, efectuar pós-tratamento térmico a 600ºC durante 15horas. A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.

- 14 -
Normas: DIN 8575: E Kb CrMo 5-26 AWS/ASME-SFA 5.4: E 502-15
SLV 502-15
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Eléctrodo básico CrMo, de alta resistência à corrosão, associada a altas temperaturas (até 600ºC), em ambiente sulfuroso, o que lhe confere excelentes aplicações nas instalações de “cracking”. Depósito martensítico, temperável e recozível. Endurece ao ar por arrefecimento rápido. Excelente para ser utilizado como camada de almofada em aços para corte a frio. ANÁLISE QUÍMICA DO DEPÓSITO:
C Si Mn Cr Mo Ni
<0,01% 0,5% 1,0% 4 a 6% 0,45 a 0,65% <0.4%
CARACTERÍSTICAS MECÂNICAS DO DEPÓSITO: Limite elástico [N/mm2]: até 500 Resistência à tracção [N/mm2]: até 600 Alongamento (l = 5×d) [ %]: até 20 Resiliência (DVM) [ J]: 100 REGULAÇÃO DA MÁQUINA:
φ Eléctrodo [mm] 2.5 3.15 4.0 5.0
Corrente [A] 65 - 90 100 - 130 130 - 180 180 - 220 CORRENTE: Contínua (polo +)
INSTRUÇÕES PARA APLICAÇÃO: Usar arco curto e eléctrodos completamente secos. Conforme a espessura e o carbono equivalente dos materiais de base, pré-aquecer os mesmos e, se necessário, proceder a tratamento térmico pós-soldadura para alívio de tensões.
TRATAMENTO TÉRMICO: Quando se soldam aços similares à composição deste eléctrodo, deverá efectuar-se um pré- aquecimento de 250 a 300ºC, conforme espessura. Após a soldadura, deverá proceder-se a um alívio de tensões, durante 30 minutos, a 760ºC. A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.

- 15 -
Normas: DIN 1913: E Kb AWS/ASME-SFA 5.5: E 8018-C1
SLV 8018-C1
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Eléctrodo básico, especialmente indicado para a soldadura de equipamentos e tubagens sujeitas a temperaturas de serviço até – 80ºC.
ANÁLISE QUÍMICA DO DEPÓSITO:
C Si Mn Ni
0.05% 0.3% 1.0% 2.5%
CARACTERÍSTICAS MECÂNICAS DO DEPÓSITO:
não tratado Recozido
1/3 h a 820-850ºC com
arrefecimento ar +1 ½ h a 590-
630ºC c/ arrefecimento ar
Limite elástico [N/mm2]: 440 420 390 Resistência à tracção [N/mm2]: 540-640 540-620 510-570 Alongamento (l = 5×d) [ %]: 25 25 26 Resiliência (ISO-V) [ J]: + 20ºC 110 110 120
- 60ºC 55 55 63 - 100ºC 35 - - REGULAÇÃO DA MÁQUINA:
φ Eléctrodo [mm] 2.5 3.15 4.0 5.0
Corrente [A] 70 - 100 100 - 140 140 - 180 180 - 240 CORRENTE: Contínua (polo +)
INSTRUÇÕES PARA APLICAÇÃO: Usar arco curto e eléctrodos completamente secos. Caso seja necessário secá-los durante 2 a 3 horas a uma temperatura entre 250 e 300ºC. Conforme a espessura e composição química dos materiais a soldar, será necessário um pré-aquecimento e pós- tratamento térmico para alívio de tensões.
TRATAMENTO TÉRMICO: Sempre que se soldem aços de granulação fina e alta resistência, e sempre que a espessura do mesmo ultrapasse os 15mm é necessário efectuar um pré-aquecimento de 100ºC e garantir que a temperatura entre cada passe não ultrapasse os 150ºC. Em chapas de maior espessura dever-se-á fazer um alívio de tensões a 550-630ºC. A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.

- 16 -
Normas: DIN E 51 2 RR 190 32 AWS/ASME-SFA 5.1: E 7024
SLV 7024
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Eléctrodo de alto rendimento (180%) de revestimento rutílico, especialmente indicado para a soldadura de enchimento ou união de chapas grossas. Também pode ser utilizado em soldadura por gravidade.
ANÁLISE QUÍMICA DO DEPÓSITO:
C Si Mn
0.1% 0.5% 1.0%
CARACTERÍSTICAS MECÂNICAS DO DEPÓSITO: Limite elástico [N/mm2]: 490-530 Resistência à tracção [N/mm2]: 580-640 Alongamento (l = 5×d) [ %]: ~25 Resistência ao impacto (ISO-V) [ J]: 50
REGULAÇÃO DA MÁQUINA:
φ Eléctrodo [mm] 2.5 3.15 4.0 5.0
Corrente [A] 80 - 120 130 - 170 150 - 240 210 - 230 CORRENTE: Contínua (polo +) ou alternada
INSTRUÇÕES PARA APLICAÇÃO: Usar arco curto e eléctrodo na vertical.
A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.

- 17 -
GRUPO I – 2 Arames sólidos (MIG/MAG)
FERRART SG2
ER 80-D2
ER 80S-B2
ER 100
ER 70S-3

- 18 -
Normas: DIN 8559: SG2 AWS/ASME-SFA 5.18: E 70-S6
FERRART SG2
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Arame para soldadura pelo processo semi-automático, sob atmosfera de CO2, essencialmente indicado para a soldadura de aços ao carbono e de baixa liga. Boa soldabilidade com os seguintes materiais de base:
Aços de construção A37 – A52 (AFNOR) Aços para a construção naval A – B – C – D - E Aços para caldeiras A42C1 – A52P2 Aços para tubos AP 1X52, X60 Aços de alto limite elástico LE entre 360 e 450N/mm² Aços especiais CORTEN - PATINAX
ANÁLISE QUÍMICA DO DEPÓSITO:
C Si Mn
0,08-0,12% 0,4-0,6% 1,0-1,3%
CARACTERISTICAS MECÂNICAS DO DEPÓSITO:
Sob CO2 Sob Mistura Gasosa Limite elástico [N/mm2]: 430 - 550 430 - 500 Resistência à tracção [N/mm2]: 540 - 610 570 - 640 Alongamento (l = 5×d) [ %]: 23 - 27 25 - 30 Resistência ao impacto (KV) [ J]: -20ºC 50 - 100 75 - 120 -40ºC 60 - 80
FORMA DE FORNECIMENTO:
MAG – arame – ø: 0,6mm, 0,8mm; 1,0mm; 1,2mm; 1,6mm A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.

- 19 -
Normas: DIN 8575: SG Mo AWS/ASME-SFA 5.28: E 80-D2
ER 80-D2
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Arames MAG e varetas TIG ligadas ao Mo, especialmente indicadas para aços resistentes ao calor e de granulação fina. Resistentes a temperaturas até 550ºC. Para além da sua boa resistência ao calor, o metal depositado tem também óptima resistência a baixas temperaturas de -40ºC para o processo MAG e a -45ºC para o processo TIG. Boa soldabilidade com os seguintes materiais de base:
DIN 17100 St 37, St 44, St 52 DIN 17155 H II, 17 Mn4, 19 Mn6, 15 Mo3/ H III, 19 Mn5 DIN 17175 St 45.8, 15 Mo3 Aços de granulação fina StE 355-StE 460, WstE 355 – WstE 460
ANÁLISE QUÍMICA DO DEPÓSITO:
C Si Mn Mo
0,1% 0,6% 1,1% 0,5%
CARACTERISTICAS MECÂNICAS DO DEPÓSITO A 20ºC:
DIN DIN DIN Gás de Protecção 32526-C 32526-M2 32526-I Limite elástico [N/mm2]: = 450 = 450 = 470 Resistência à tracção [N/mm2]: 470 - 670 530 - 680 530 - 680 Alongamento (l = 5×d) [ %]: = 20 = 20 = 22 Resiliência (ISO-V) [ J]: = 80 = 100 = 100
GÁS DE PROTECÇÃO DIN 32526:
MAG – MAG-M: Mistura de gases MAG-C: CO2 TIG – Argon, Hélio e misturas de Argon e Hélio
FORMA DE FORNECIMENTO: MAG – arame cobreado – ø: 0,8mm; 1,0mm; 1,2mm; 1,6mm TIG – varetas de 1000mm de comprimento – ø: 1,2mm; 3,0mm A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.

- 20 -
Normas: DIN 8575: SG CrMo 1 AWS/ASME-SFA 5.28: E 80S-B2
ER 80S-B2
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Arames MAG e varetas TIG ligadas ao CrMo, especialmente indicadas para aços do mesmo tipo em caldeiras, vasos de pressão e tubagens, resistentes a temperaturas até 570ºC. Boa soldabilidade com os seguintes materiais de base: 13Cr Mo44 (W.-Nº: 1.7335) GS – 17 CrMo55 (W.-Nº: 1.5357) ANÁLISE QUÍMICA DO DEPÓSITO:
C Si Mn Cr Mo
0,11% 0,6% 1,0% 1,1% 0,5%
CARACTERISTICAS MECÂNICAS DO DEPÓSITO A 20ºC:
DIN DIN DIN Gás de Protecção 32526-C 32526-M2 32526-I Tratamento Térmico 2H – 680ºC 2H – 680ºC 2H – 680ºC Limite elástico [N/mm2]: = 420 = 450 = 470 Resistência à tracção [N/mm2]: 470 - 620 500 - 650 520 - 670 Alongamento (l = 5×d) [ %]: = 20 = 20 = 22 Resiliência (ISO-V) [ J]: = 80 = 90 = 100
GÁS DE PROTECÇÃO DIN 32526:
MAG – MAG-M: Mistura de gases MAG-C: CO2 TIG – Argon, Hélio e misturas de Argon e Hélio
FORMA DE FORNECIMENTO: MAG – arame cobreado – ø: 0,8mm; 1,0mm; 1,2mm; 1,6mm TIG – varetas de 1000mm de comprimento – ø: 1,2mm; 3,0mm A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.

- 21 -
Normas: AWS/ASME-SFA 5.28: ER 100S-G
ER 100
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Arame sólido ligado ao Cr-Ni-Mo, adequado para soldadura MAG, de aços com alta resistência à tracção tais como, T1-HY 80. Bom desempenho a temperaturas baixas. ANÁLISE QUÍMICA DO DEPÓSITO:
C Si Mn Ni Cr Mo Cu
0,08% 0,70% 1,40% 0,50% 0,50% 0,20% 0,25%
CARACTERISTICAS MECÂNICAS DO DEPÓSITO:
Limite elástico [N/mm2]: ≥610 Resistência à tracção [N/mm2]: ≥690 Alongamento (l = 5×d) [ %]: ≥16 Resiliência (ISO-V) [ J]: -40ºC ≥38
GÁS DE PROTECÇÃO:
Mistura de 80% oxigénio com 20% de CO2
CORRENTE: DC +
FORMA DE FORNECIMENTO: MIG – arame – ø:1,2mm A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.

- 22 -
GRUPO I – 3 Varetas (TIG)
ER 70 S-3

- 22 -
Normas: DIN 8559: SG1 / WSG1 AWS/ASME-SFA 5.18: ER 70-S3
ER 70 S-3
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Vareta TIG para a soldadura dos aços ao carbono e de baixa liga. Especialmente usada na soldadura de chapas finas, tubos, como também para os passes de raiz nas chapas grossas. Devido ao seu baixo teor de silício, é especialmente aplicável em componentes que devam ser galvanizados depois da soldadura. ANÁLISE QUÍMICA DO DEPÓSITO:
C Si
Mg
0,1% 0,6%
1,2%
CARACTERISTICAS MECÂNICAS:
Limite elástico [N/mm2]: = 450 Resistência à tracção [N/mm2]: 500 - 650 Alongamento (l = 5×d) [ %]: = 23 Resiliência (ISO-V) [ J]: = 80
GÁS DE PROTECÇÃO:
TIG: Argon, Hélio ou misturas de Argon / Hélio
FORMA DE FORNECIMENTO: TIG: Varetas cobreadas com 1000mm de comprimento Ø 1,8mm / 2,0mm / 2,4mm / 3,0mm A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.

- 24 -
GRUPO I – 4 Arames fluxados (MIG/MAG)
ER 70-T4
ER 70-T5
METAL-CORED (AMC-01)
E 71-T1

- 24 -
Normas: AWS/ASME-SFA 5.20: E 70-T4
E 70-T4
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Arame fluxado para a soldadura dos aços ao carbono e de baixa liga. Ideal para a fabricação em geral, assim como para camadas de almofada em revestimentos duros. ANÁLISE QUÍMICA DO DEPÓSITO:
C Si Mn S P Al
0.28% 0,15% 0.7% 0,01% 0,02% 1,0% CARACTERÍSTICAS MECÂNICAS DO DEPÓSITO:
Limite elástico [N/mm2]: 420 Resistência à tracção [N/mm2]: 610 Alongamento (l = 5×d) [ %]: 18
NÃO REQUER GÁS DE PROTECÇÃO
REGULAÇÃO DA MÁQUINA:
φ [mm] 1.2 1.6 2.4
Corrente [A] 120 - 230 180 - 400 250 - 500
Tensão (Volts) 24-30 26-32 27-35 CORRENTE: Contínua (polo +)
A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.
- 25 -
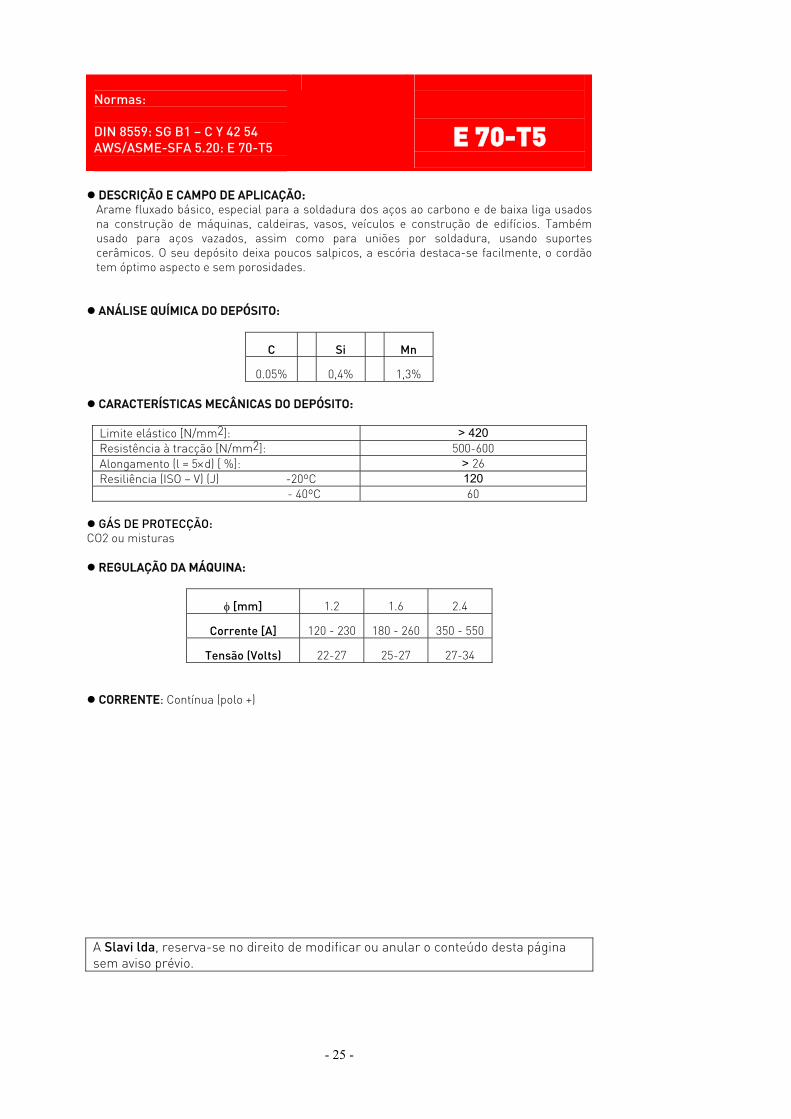
Normas: DIN 8559: SG B1 – C Y 42 54 AWS/ASME-SFA 5.20: E 70-T5
E 70-T5
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Arame fluxado básico, especial para a soldadura dos aços ao carbono e de baixa liga usados na construção de máquinas, caldeiras, vasos, veículos e construção de edifícios. Também usado para aços vazados, assim como para uniões por soldadura, usando suportes cerâmicos. O seu depósito deixa poucos salpicos, a escória destaca-se facilmente, o cordão tem óptimo aspecto e sem porosidades. ANÁLISE QUÍMICA DO DEPÓSITO:
C Si Mn
0.05% 0,4% 1,3% CARACTERÍSTICAS MECÂNICAS DO DEPÓSITO:
Limite elástico [N/mm2]: > 420 Resistência à tracção [N/mm2]: 500-600 Alongamento (l = 5×d) [ %]: > 26 Resiliência (ISO – V) (J) -20ºC 120 - 40ºC 60
GÁS DE PROTECÇÃO:
CO2 ou misturas
REGULAÇÃO DA MÁQUINA:
φ [mm] 1.2 1.6 2.4
Corrente [A] 120 - 230 180 - 260 350 - 550
Tensão (Volts) 22-27 25-27 27-34 CORRENTE: Contínua (polo +)
A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.

- 26 -
Normas: AWS/ASME-SFA 5.18: E 70 C-6MH4
METAL-CORED
(AMC-01)
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Arame fluxado com excelente soldabilidade em arco curto e em arco spray, praticamente sem salpicos e com malha regular. O depósito sem escória, torna-o particularmente indicado para a soldadura automática e em instalações robotizadas. Possibilita e execução sucessiva de vários cordões de soldadura, sem necessitar de eliminar a escória. Boas características mecânicas até -30ºC. Boa soldabilidade para os seguintes materiais de base: St 33, St 37-2, St 44-2, St 52-3, H I, H II, 17 Mn 4 St E290.7 TM até St E480.7 TM X42 até X70 Aços para construção naval A, B, D, E, AH32, EH36 Aços de granulação fina St E255 até St E460 ANÁLISE QUÍMICA DO DEPÓSITO:
C Si Mn P S
0.10% 0,65% 1,40% 0,020% max 0,020& max CARACTERÍSTICAS MECÂNICAS DO DEPÓSITO:
não tratado Tratado
térmicamente (2h a 580ºC)
Limite elástico [N/mm2]: ≥420 ≥400 Resistência à tracção [N/mm2]: 540-620 520-600 Alongamento (l = 5×d) [ %]: ≥24 ≥24 Resiliência (ISO – V) (J) -20ºC >80 >80 - 30ºC >60 >60
GÁS DE PROTECÇÃO:
CO2 ou misturas FORMA DE FORNECIMENTO:
MIG – arame – ø:1,2mm A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.

- 27 -
Normas: AWS/ASME-SFA 5.20: E 71T-1
E 71-T1
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Arame fluxado rutílico, proporcionando uma escória de solidificação rápida. Indicado para a soldadura em todas as posições, desde que sejam utilizadas correntes de elevada intensidade. Pouca formação de salpicos, escória facilmente destacável e óptima qualidade radiográfica. Boa soldabilidade com os seguintes materiais de base: Aço ao Carbono H I, H II, 17 Mn 1 St E290.7 TM até St E480.7 TM X42 até X70 Aços de granulação fina St E255 até St E460 ANÁLISE QUÍMICA DO DEPÓSITO:
C Si Mn P S
0.05% 0,45% 1,25% 0,030% max 0,030& max CARACTERÍSTICAS MECÂNICAS DO DEPÓSITO:
não tratado Tratado
térmicamente (2h a 580ºC)
30 min./ 940ºc/ ar
Limite elástico [N/mm2]: ≥460 ≥460 ≥300 Resistência à tracção [N/mm2]: 530-600 530-600 400-500 Alongamento (l = 5×d) [ %]: ≥24 ≥24 ≥28 Resiliência (ISO – V) (J) -20ºC
>70 >70 -
GÁS DE PROTECÇÃO:
CO2 CORRENTE: DC +
FORMA DE FORNECIMENTO:
MIG – arame – ø:1,2mm A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.
- 28 -
GRUPO II
MATERIAIS PARA A SOLDADURA DOS AÇOS
INOXIDÁVEIS, REFRACTÁRIOS, RESISTENTES À
CORROSÃO E TEMPERATURA
- 29 -
GRUPO II – 1 Eléctrodos revestidos
SLV 308L
SLV 347
SLV 316L
SLV 318
SLV 308H
SLV 309Mo
SLV 310
SLV 2112Ti
SLV 312
SLV 929
SLV 307
SLV 410

- 30 -
Normas: DIN 8556: E 19 9 nC R 26 AWS/ASME-SFA 5.4: E 308 L-16
SLV 308 L
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Eléctrodo de baixo teor de carbono para aços Cr-Ni do tipo 19/9 resistentes à corrosão, assim como para aços vazados do mesmo tipo. Também empregue para a soldadura de materiais resistentes a ataques químicos, estabilizados ou não estabilizados e de aços ao crómio. Boa soldabilidade com os seguintes materiais de base: W.Nr Não-estabilizados X 2 Cr Ni 18 9 1.4306 X 12 Cr Ni 18 8 1.4300 X 5 Cr Ni 18 9 1.4301 G-X 10 Cr Ni 18 8 1.4312 X 8 Cr Mn Ni 17 8 5 1.4371 Estabilizados X 10 Cr Ni Ti 18 9 1.4541 X 10 Cr Ni Nb 18 9 1.4550 G-X 7 Cr Ni Nb 18 9 1.4552
ANÁLISE QUÍMICA DO DEPÓSITO:
C Si Cr Ni
<0.03% 0.9% 19% 10% CARACTERÍSTICAS MECÂNICAS DO DEPÓSITO:
Limite elástico [N/mm2]: > 380 Resistência à tracção [N/mm2]: > 580 Alongamento (l = 5×d) [ %]: > 35 Resiliência (ISO-V) [ J]: > 60
REGULAÇÃO DA MÁQUINA:
φ Eléctrodo [mm] 2.0 2.5 3.25 4.0 5.0
Corrente [A] 40 - 55 55 - 75 75 - 100 100 - 130 130 - 170 CORRENTE: Contínua (polo +) ou alternada INSTRUÇÕES PARA APLICAÇÃO: Usar arco curto e eléctrodos completamente secos.
A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.
- 31 -
Normas: DIN 8556: E 19 9 Nb R26 AWS/ASME-SFA 5.4: E 347-16
SLV 347
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Eléctrodo estabilizado para aços Cr-Ni do tipo 19/9 estabilizados ou não estabilizados, resistentes à corrosão, assim como para aços vazados do mesmo tipo. Sobre material de base estabilizado, é resistente à corrosão até 400ºC. Boa soldabilidade com os seguintes materiais de base: Não-estabilizados X 2 Cr Ni 18 9 X 12 Cr Ni 18 8 X 5 Cr Ni 18 9 G-X 10 Cr Ni 18 8 Estabilizados X 10 Cr Ni Ti 18 9 X 10 Cr Ni Nb 18 9 X 12 Cr Ni Ti 18 9 X 8 Cr Ti 7 X 8 Cr Nb 17 G-X 7 Cr Ni Nb 18 9
ANÁLISE QUÍMICA DO DEPÓSITO:
C Cr Nb/Ta Ni
<0.06% 18-21% ≥8 x C% 9-11% CARACTERÍSTICAS MECÂNICAS DO DEPÓSITO:
Limite elástico [N/mm2]: 375 Resistência à tracção [N/mm2]: 600 Alongamento (l = 5×d) [ %]: > 30 Resiliência (ISO-V) [ J]: 63
REGULAÇÃO DA MÁQUINA:
φ Eléctrodo [mm] 2.0 2.5 3.25 4.0 5.0
Corrente [A] 40 - 55 55 - 75 75 - 100 100 - 130 130 - 170 CORRENTE: Contínua (polo +) ou alternada INSTRUÇÕES PARA APLICAÇÃO:
Usar arco curto e eléctrodos completamente secos. A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.

- 32 -
Normas: DIN 8556: E 19 12 3 nC R 26 AWS/ASME-SFA 5.4: E 316 L-16
SLV 316 L
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Eléctrodo de baixo teor de carbono para aços Cr-Ni-Mo do tipo 19/12/3 resistentes à corrosão, assim como para aços vazados do mesmo tipo. Também empregue para a soldadura de materiais resistentes a ataques químicos, estabilizados ou não estabilizados. Resistentes à corrosão até 350ºC. Boa soldabilidade com os seguintes materiais de base: W.Nr. Não-estabilizados X 2 Cr Ni Mo 18 10 1.4404 X 2 Cr Ni Mo 18 12 1.4435 X 5 Cr Ni Mo 18 10 1.4401 X 5 Cr Ni Mo 18 12 1.4436 G-X 10 Cr Ni Mo 18 9 1.4410 Estabilizados X 10 Cr Ni Mo Ti 18 10 1.4571 X 10 Cr Ni Mo Ti 18 12 1.4573 X 10 Cr Ni Mo Nb 18 10 1.4580 X 10 Cr Ni Mo Nb 18 12 1.4583
ANÁLISE QUÍMICA DO DEPÓSITO:
C Si Cr Ni Mo
<0.03% 0.9% 19% 12% 2.8% CARACTERÍSTICAS MECÂNICAS DO DEPÓSITO:
Limite elástico [N/mm2]: > 380 Resistência à tracção [N/mm2]: > 550 Alongamento (l = 5×d) [ %]: > 35 Resistência ao impacto (ISO-V) [ J]: > 60
REGULAÇÃO DA MÁQUINA:
φ Eléctrodo [mm] 2.0 2.5 3.25 4.0 5.0
Corrente [A] 40 - 55 55 - 75 75 - 100 100 - 130 130 - 170 CORRENTE: Contínua (polo +) ou alternada INSTRUÇÕES PARA APLICAÇÃO: Usar arco curto e eléctrodos completamente secos. A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.

- 33 -
Normas: DIN 8556: E 19 12 3 Nb R26 AWS/ASME-SFA 5.4: E 318-16
SLV 318
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Eléctrodo estabilizado para os aços Cr-Ni-Mo do tipo 19/12/3 resistentes à corrosão, assim como para a soldadura de aços ferríticos ao crómio e aços vazados do mesmo tipo. Resistente à corrosão intercristalina sobre materiais de base estabilizados até 400ºC. Boa soldabilidade com os seguintes materiais de base: W.Nr. Não-estabilizados X 5 Cr Ni Mo 18 10 1.4404 G-X10 Cr Ni Mo 18 10 1.4435 Estabilizados X 10 Cr Ni Mo Ti 18 10 1.4571 G-X10 Cr Ni Mo Nb 18 10 1.4573
ANÁLISE QUÍMICA DO DEPÓSITO:
C Nb/Ta Cr Ni Mo
<0.05% >8 x C% 17-20% 11-14% 2-3% CARACTERÍSTICAS MECÂNICAS DO DEPÓSITO:
Limite elástico [N/mm2]: > 400 Resistência à tracção [N/mm2]: > 600 Alongamento (l = 5×d) [ %]: > 30 Resiliência (ISO-V) [ J]: > 60
REGULAÇÃO DA MÁQUINA:
φ Eléctrodo [mm] 2.0 2.5 3.25 4.0 5.0
Corrente [A] 55 - 60 60 - 70 80 - 110 130 - 150 150 - 160 CORRENTE: Contínua (polo +) ou alternada INSTRUÇÕES PARA APLICAÇÃO: Limpar bem a zona a ser soldada. Usar arco curto. Executar cordões curtos e com ligeiro movimento oscilante. Usar eléctrodos completamente secos. A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.

- 34 -
Normas: DIN 8556: AWS/ASME-SFA 5.4: E 308H - 17
SLV 308H
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Eléctrodo ácido-rutílico, indicado para a soldadura de aços do mesmo tipo. É comparável ao tipo 308, excepto no seu teor de carbono (0.04 a 0.08), que lhe confere melhores características mecânicas. ANÁLISE QUÍMICA DO DEPÓSITO:
C Si Cr Ni Mn P S
0,04-0,08% 0,75% 19% 9% 1.6% 0,75% 0,75%
CARACTERÍSTICAS MECÂNICAS DO DEPÓSITO:
Limite elástico [N/mm2]:
> 350
Resistência à tracção [N/mm2]: > 600 Alongamento (l = 5×d) [ %]: 35
REGULAÇÃO DA MÁQUINA:
φ Eléctrodo [mm] 2.5 3.25 4.0
Corrente [A] 50 - 70 75 - 105 110 - 140 CORRENTE: Contínua (polo +) ou alternada INSTRUÇÕES PARA APLICAÇÃO: Usar arco curto. Usar eléctrodos completamente secos. A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.

- 35 -
Normas: DIN 8556: E 22 12 3 R 23 AWS/ASME-SFA 5.4: E 309 Mo-16
SLV 309 Mo
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Eléctrodo austeno-ferrítico Cr-Ni-Mo do tipo 22/12/3, especial para a soldadura e revestimento de aços de alta qualidade e difícil soldabilidade. Encontra grande aplicação na soldadura de aços inoxidáveis com aços ao carbono ou de baixa liga. Devido ao balanceamento dos seus elementos de liga, o seu depósito endurece a frio até 350 HB, o que lhe confere excelentes propriedades para o enchimento de matrizes e moldes. ANÁLISE QUÍMICA DO DEPÓSITO:
C Cr Ni Mo
0.04% 23% 12% 2.8% CARACTERÍSTICAS MECÂNICAS DO DEPÓSITO:
Limite elástico [N/mm2]: > 490 Resistência à tracção [N/mm2]: 640 - 740 Alongamento (l = 5×d) [ %]: 30 - 40 Resistência ao impacto (ISO-V) [ J]: 60 - 90 Dureza [HB]: natural 240 com endurecimento a frio até 350
REGULAÇÃO DA MÁQUINA:
φ Eléctrodo [mm] 2.5 3.25 4.0 5.0
Corrente [A] 50 - 80 80 - 110 110 - 140 140 - 180 CORRENTE: Contínua (polo +) ou alternada INSTRUÇÕES PARA APLICAÇÃO: Usar arco curto, eléctrodo na vertical e corrente o mais baixa possível. Soldar somente com eléctrodos completamente secos.
A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.

- 36 -
Normas: DIN 8556: E25 20 R26 AWS/ASME-SFA 5.4: E 310-16
SLV 310
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Eléctrodo especial totalmente austenítico, indicado para a soldadura e revestimento de aços CrNi do tipo 25/20. Resistente ao calor até 1200ºC. Conserva as suas características em presença de gases nitrogenados e pobres em enxofre; indicado também para a soldadura de aços ferrítico-perlíticos resistentes ao calor dos tipos Cr, CrSi e CrAl, assim como para aços vazados resistentes ao calor. Devido às propriedades acima indicadas, encontra grande aplicação na soldadura de fornos e tubagens. Boa soldabilidade com os seguintes materiais de base:
W. Nr. X 10 CrAl 7 1.4713 X 10 CrAl 24 1.4762 GX 30 CrSi 6 1.4710 X 15 CrNiSi 25 20 1.4841 X 12 CrNi 25 21 1.4845 GX 15 CrNiSi 25 20 1.4849 GX 40 CrNiSi 25 20 1.4848 GX 40 CrNiSi 26 14 1.4846 X 15 CrNiSi 20 12 1.4828
ANÁLISE QUÍMICA DO DEPÓSITO:
C Cr Ni
< 0.12% 25% 20%
CARACTERÍSTICAS MECÂNICAS DO DEPÓSITO:
Limite elástico [N/mm2]: > 320 Resistência à tracção [N/mm2]: > 550 Alongamento (l = 5×d) [ %]: > 30 Resiliência (ISO-V) [ J]: > 70
REGULAÇÃO DA MÁQUINA:
φ Eléctrodo [mm] 2.0 2.5 3.25 4.0 5.0
Corrente [A] 55 - 60 60 - 70 80 - 110 130 - 150 150 - 160
CORRENTE: Contínua (polo +) ou alternada
INSTRUÇÕES PARA APLICAÇÃO: Limpar bem a zona a soldar. Usar arco curto. Executar cordões curtos e com um ligeiro movimento oscilante. Usar eléctrodos completamente secos. A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.
- 37 -
Normas: DIN 8556: E22 12 R26 AWS/ASME-SFA 5.4: (≈ E 309L)
SLV 2112Ti
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Eléctrodo ácido-rutílico tipo 21Cr/12Ni, especialmente desenvolvido para a soldadura de aços refractários. Resistente à oxidação até 1150ºC ao ar. ANÁLISE QUÍMICA DO DEPÓSITO:
C Si Mn Cr Ni N
0.05% 1.2% 0.8% 21% 11% 0.17% CARACTERÍSTICAS MECÂNICAS DO DEPÓSITO:
Limite elástico [N/mm2]: 450 Resistência à tracção [N/mm2]: 650 Alongamento (l = 5×d) [ %]: 35 Resistência ao impacto (ISO-V) [ J]: 45
REGULAÇÃO DA MÁQUINA:
φ Eléctrodo [mm] 2.0 2.5 3.25 4.0
Corrente [A] 30 - 50 45 - 70 70 - 110 100 - 130 CORRENTE: Contínua (polo +) ou alternada INSTRUÇÕES PARA APLICAÇÃO: Usar arco curto e corrente o mais baixa possível. Se necessário ressecar os eléctrodos a 250ºC durante 3 horas.
A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.

- 38 -
Normas: DIN 8556: E 29 9 R 23 AWS/ASME-SFA 5.4: E 312 - 16
SLV 312
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Eléctrodo especial, austeno-ferrítico de excelente soldabilidade e boas características mecânicas. Possui grande resistência à fissuração na soldadura de materiais de difícil soldabilidade, como por exemplo: soldadura de aços austeníticos com ferríticos, soldadura de aços ao manganês com aços ligados ou não e soldadura de aços ligados com aços-ferramenta. Também empregue como camada de almofada nos aços atrás inumerados. Utilizado num sem número de aplicações dentro do campo da recuparação, manutenção por soldadura, como por exemplo: fresas, brocas, molas, rodas dentadas, matrizes, moldes, etc. Muito útil também em estaleiros, pois devido à sua versatilidade e características é o eléctrodo ideal para manutenção e recuperação de máquinas e ferramentas. ANÁLISE QUÍMICA DO DEPÓSITO:
C Cr Ni
<0.10% 29% 9% CARACTERÍSTICAS MECÂNICAS DO DEPÓSITO:
Limite elástico [N/mm2]: > 500 Resistência à tracção [N/mm2]: > 750 Alongamento (l = 5×d) [ %]: > 20 Dureza [ HB]: ≈ 220
REGULAÇÃO DA MÁQUINA:
φ Eléctrodo [mm] 2.0 2.5 3.25 4.0 5.0
Corrente [A] 35 - 50 50 - 70 70 - 100 100 - 130 130 - 180 CORRENTE: Contínua (polo +) ou alternada INSTRUÇÕES PARA APLICAÇÃO: Limpar bem a zona a ser soldada. Usar arco curto e eléctrodos na vertical. Nos aços temperáveis ou de grande espessura aconselhamos um ligeiro pré-aquecimento. Evitar permanências prolongadas a temperaturas compreendidas entre 500 e 900ºC a fim de impedir e precipitação da fase sigma. Regular a máquina para baixa corrente a fim de evitar salpicos e favorecer a remoção da escória. Fornecemos também este tipo de material na versão sintética sob a designação SLV 312LR. A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.
- 39 -
Normas:
SLV 929
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Eléctrodo especial de estrutura duplex com alto teor de elementos de liga que lhe conferem óptimas características mecânicas e alta resistência à fissuração. Recomendado especialmente para sacar pernos, encontra também um sem número de aplicações no campo da manutenção, pois, além de permitir a soldadura e recuperação de aços de difícil soldabilidade, permite ainda uniões heterogéneas que não são possíveis com outro tipo de material. ANÁLISE QUÍMICA DO DEPÓSITO:
C, Ni, Mo, Mn, Si
REGULAÇÃO DA MÁQUINA:
φ Eléctrodo [mm] 2.0 2.5 3.25 4.0 5.0
Corrente [A] 40 - 65 50 - 80 80 - 130 100 - 150 110 - 180 CORRENTE: Contínua (polo +) ou alternada INSTRUÇÕES PARA APLICAÇÃO: Limpar bem a zona a ser soldada. Usar arco curto, eléctrodos na vertical e regular a máquina para baixa corrente a fim de favorecer a remoção da escória.
A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.

- 40 -
Normas: DIN 8556: E 18 8 Mn6 R 26 AWS/ASME-SFA 5.4: E 307 - 16
SLV 307
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Eléctrodo totalmente austenítico, especial para a execução de interligações de aços de difícil soldabilidade. Os aços resistentes à corrosão a quente até temperaturas de 850ºC, assim como os tipos não magnéticos e aços ao manganês podem ser soldados entre si ou com outros tipos de aço com este eléctrodo. É também indicado como revestimento protector em peças, solicitadas ao impacto ou ao atrito, tais como: dentes de escavadoras, curvas de carris, agulhas, batedores de moinhos, etc. Pode também ser usado como camada de almofada resistente à fissuração sobre aços de alta resistência a serem revestidos com eléctrodos de revestimento duro. Outra característica importante é o seu endurecimento em presença de solicitações mecânicas. ANÁLISE QUÍMICA DO DEPÓSITO:
C Cr Ni Mn
<0.10% 18% 9% 6% CARACTERÍSTICAS MECÂNICAS DO DEPÓSITO:
Limite elástico [N/mm2]: Até 490 Resistência à tracção [N/mm2]: Até 685 Alongamento (l = 5×d) [ %]: > 40 Resistência ao impacto (DVM) [ J]: Até 83 Dureza [HB]: ≈ 200
REGULAÇÃO DA MÁQUINA:
φ Eléctrodo [mm] 2.5 3.25 4.0 5.0
Corrente [A] 50 - 70 70 - 100 100 - 130 130 - 160 CORRENTE: Contínua (polo +) ou alternada INSTRUÇÕES PARA APLICAÇÃO: Usar arco curto ou médio. Utilizar eléctrodos perfeitamente secos e corrente o mais baixa possível na soldadura de aços ao manganês do tipo HADFIELD, os quais, em hipótese alguma deverão ser pré-aquecidos. Fornecemos também este tipo de material na versão sintética sob a designação SLV 307LR.
A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.

- 41 -
Normas: DIN 8556: E 13 B 20 + DIN 8555: E 5 – 350 rz - revestido AWS/ASME-SFA 5.4: E 410 - 15
SLV 410
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Eléctrodo básico martensítico-perlítico, indicado para a soldadura dos aços com 13% de crómio, resistente à corrosão e ao calor, (este tipo de união requer um tratamento térmico posterior). É também indicado para revestimentos de superfícies que devam resistir à água, vapor e gás até temperaturas de 450ºC. Conserva-se inoxidável a quente até 850ºC. Boa soldabilidade com os seguintes materiais de base: DIN 17006: X7 Cr 13; X7 Cr 14; X10 Cr 13; X20 Cr 13; X15 Cr 13 G; X20 Cr 14. ANÁLISE QUÍMICA DO DEPÓSITO:
C Cr Si Mn
<0.10% 11-13,5% 0,3% 1,0% CARACTERÍSTICAS MECÂNICAS DO DEPÓSITO:
2 horas a 750ºC /
ar S / tratamento
Limite elástico [N/mm2]: > 450 > 650 Resistência à tracção [N/mm2]: > 650 > 800 Alongamento (l = 5×d) [ %]: > 12 > 2 Dureza [HB]: 200 350
REGULAÇÃO DA MÁQUINA:
φ Eléctrodo [mm] 2.5 3.25 4.0 5.0
Corrente [A] 50 - 70 70 - 90 90 - 120 120 - 150 CORRENTE: Contínua (polo +) INSTRUÇÕES PARA APLICAÇÃO: Usar arco curto e eléctrodos completamente secos. É aconselhável fazer pré-aquecimento de ± 300ºC e manter esta temperatura durante a soldadura de aços do mesmo tipo. Depois da operação de soldadura, recomendamos um recozimento a 700-800ºC com arrefecimento lento. Para revenir, usar 750ºC durante 2 horas, com arrefecimento ao ar. Se este tipo de eléctrodo for usado para enchimentos, dever-se-á proceder a um pré-aquecimento de 250ºC, caso o enchimento seja feito sobre aços de alta resistência e forte espessura. Como norma, deverão utilizar-se eléctrodos de pequeno diâmetro e usar intensidades de corrente o mais baixas possível. A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.

- 42 -
GRUPO II – 2 Arames sólidos (MIG/MAG)
ER 308L
ER 316L
ER 309LSI
ER 307SI
ER 312
ER 310

- 43 -
Normas: DIN 8556: SG X 2 CrNi 19 9 (1.4316) AWS/ASME-SFA 5.9: ER 308LSi
ER 308L
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Arames MIG de baixo teor de carbono, especialmente indicado para aços inoxidáveis do tipo CrNi. O depósito austenítico contém aproximadamente 10% de ferrite, apresentando um bom desempenho a baixas temperaturas. Aplicável em temperaturas compreendidas entre -269ºC e +350ºC. Nunca usar gás que contenha mais de 2,5% de CO2 no processo MIG, se o objectivo for obter um depósito do tipo extra baixo carbono (máximo 0,03%). Boa soldabilidade para os seguintes materiais de base:
W.-Nº W.-Nº X 5 CrNi 18 10 1.4301 X 15 Cr 13 1.4024 X 2 CrNi 18 11 1.4306 X 20 Cr 13 1.4021 X 2 CrNiN 18 10 1.4311 X 8 Cr 17 1.4016 X 10 CrNiTi 18 10 1.6903 X 8 CrTi 17 1.4510 X 7 CrAl 13 1.4002 X 8 CrNb 17 1.4511 X 10 Cr 13
ANÁLISE QUÍMICA DO DEPÓSITO:
VARETA
C Si Mn Cr Ni
0,02% 0,5% 1,8% 19,9% 9,9% ARAME
C Si Mn Cr Ni
0,02% 0,9% 1,2% 19,9% 10,7%
CARACTERISTICAS MECÂNICAS DO DEPÓSITO A 20ºC:
Limite elástico [N/mm2]: = 350 Resistência à tracção [N/mm2]: 500 - 650 Alongamento (l = 5×d) [ %]: = 35 Resiliência (ISO-V) [ J]: = 80
GÁS DE PROTECÇÃO DIN 32526:
MIG: Argon S1-S3, mistura de gás
FORMA DE FORNECIMENTO: MIG: Arame ø: 0,8mm; 1,0mm; 1,2mm A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.

- 44 -
Normas: DIN 8556: SG X 2 CrNiMo 19 12 3 (1.4430) AWS/ASME-SFA 5.9: ER 316LSi
ER 316L
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Arames MIG de baixo teor de carbono, especialmente indicado para aços inoxidáveis do tipo CrNiMo. Devido à adição do Mo, este material é especialmente recomendado em serviços que requeiram resistência a meios clorados. O depósito austenítico contém aproximadamente 10% de ferrite, apresentando um bom desempenho a baixas temperaturas. Aplicável em temperaturas de serviço compreendidas entre -196ºC e +400ºC. Nunca usar gás que contenha mais de 2,5% de CO2 no processo MIG, se o objectivo for obter um depósito do tipo extra baixo carbono (máximo 0,03%). Boa soldabilidade para os seguintes materiais de base:
W.-Nº W.-Nº X 5 CrNiMo 17 12 2 1.4401 X 2 CrNiMo 18 14 3 1.4435 X 2 CrNiMo 17 13 2 1.4404 X 5 CrNiMo 17 13 3 1.4436 X 2 CrNiMoN 17 13 3 1.4429
ANÁLISE QUÍMICA DO DEPÓSITO:
ARAME
C Si Mn Cr Ni Mo
0,02% 0,9% 1,2% 18,4% 11,8% 2,8%
CARACTERISTICAS MECÂNICAS DO DEPÓSITO A 20ºC:
Limite elástico [N/mm2]: = 350 Resistência à tracção [N/mm2]: 500 - 650 Alongamento (l = 5×d) [ %]: = 35 Resiliência (ISO-V) [ J]: = 80
GÁS DE PROTECÇÃO DIN 32526:
MIG: Argon S1-S3, mistura de gás
FORMA DE FORNECIMENTO: MIG: Arame ø: 0,8mm; 1,0mm; 1,2mm A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.

- 45 -
Normas: DIN 8556: SG X 2 CrNi 24 12 AWS/ASME-SFA 5.9: ER 309LSi
ER 309LSI
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Arames MIG de baixo teor de carbono, especialmente indicado para aços austeníticos do tipo CrNi, assim como para aços ferríticos ligados ao crómio, e para união de aços CrNi com aços ao carbono. Também aplicável como camada de almofada em aços ao carbono e de baixa liga.
ANÁLISE QUÍMICA DO DEPÓSITO:
C Si Mn Cr Ni
0,03% 0,5% 1,7% 23,5% 12,6%
CARACTERISTICAS MECÂNICAS DO DEPÓSITO:
Limite elástico [N/mm2]: = 380 Resistência à tracção [N/mm2]: 550 - 700 Alongamento (l = 5×d) [ %]: = 30 Resiliência (ISO-V) [ J]: = 80
GÁS DE PROTECÇÃO DIN 32526:
MIG: Argon S1-S3, mistura de gás
FORMA DE FORNECIMENTO: MIG: Arame ø: 0,8mm; 1,0mm; 1,2mm A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.

- 46 -
Normas: DIN 8556: SG X 15 CrNiMn 18 8 (1.4370) AWS/ASME-SFA 5.9: ER 307Si
ER 307SI
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Arames MIG indicados para a união de aços de alta resistência não ligados, e também para aços de baixa liga e aços tratáveis termicamente, assim como para a ligação de aços dissimilares como por exemplo, aços de baixa liga com aços altamente ligados ao crómio e CrNi. Bom desempenho a temperaturas baixas e na união de aços austeníticos ao manganês. Usado também como camada de almofada em revestimentos duros. O sue depósito contém uma pequena parte de ferrite.
ANÁLISE QUÍMICA DO DEPÓSITO:
C Si Mn Cr Ni
0,08% 0,8% 7,0% 19,3% 9%
CARACTERISTICAS MECÂNICAS DO DEPÓSITO:
Limite elástico [N/mm2]: = 370 Resistência à tracção [N/mm2]: 600 - 750 Alongamento (l = 5×d) [ %]: = 30 Resiliência (ISO-V) [ J]: = 80
GÁS DE PROTECÇÃO DIN 32526:
MIG: Argon S1-S3, mistura de gás
FORMA DE FORNECIMENTO: MIG: Arame ø: 0,8mm; 1,0mm; 1,2mm; 1,6mm A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.
- 47 -
Normas: DIN 8556: SG X 10 CrNi 29 9 (1.4337) AWS/ASME-SFA 5.9: ER 312
ER 312
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Arames MIG e varetas TIG austenítico ferrítico contendo aproximadamente 40% de ferrite, alta resistência do depósito a fissuras e à corrosão. Recomendado onde haja problemas de união de materiais como por exemplo, aços não ligados e aços de alta resistência, aços tratados termicamente e aços ferramenta. Também aplicável em aços austeníticos ao manganês ou para a união dissimilar de metais, e também para a união de aços ferríticos ao crómio contendo aproximadamente 30% de crómio. Usado também como camada de almofada em revestimentos duros e para o revestimento de componentes onde a deformação pelo calor ou frio possa ocorrer.
ANÁLISE QUÍMICA DO DEPÓSITO:
C Si Mn Cr Ni
0,12% 0,9% 2,0% 30% 9,5%
CARACTERISTICAS MECÂNICAS DO DEPÓSITO:
Limite elástico [N/mm2]: = 500 Resistência à tracção [N/mm2]: 700 - 850 Alongamento (l = 5×d) [ %]: = 18 Resiliência (ISO-V) [ J]: = 30
GÁS DE PROTECÇÃO DIN 32526:
MIG: Argon S1-S3, mistura de gás
FORMA DE FORNECIMENTO: MIG: Arame ø:1,0mm; 1,2mm A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.

- 48 -
Normas: DIN 8556: SG X 12 CrNi 25 20 (1.4842) AWS/ASME-SFA 5.9: ER 310
ER 310
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Arames MIG e varetas TIG para aços ao crómio e CrNi resistentes ao calor. Aplicável em temperaturas de serviço até 1200ºC. O depósito austenítico, possui excelente resistência à calamina sob o ataque da oxidação, nitrogenisação e gases pobres em oxigénio. Não recomendado para soldaduras que requeiram uma boa resistência a gases redutores sulfurosos. Boa soldabilidade para os seguintes materiais de base:
W.-Nº X 10 CrAl 24 1.4762 X 12 CrNi 25 21 1.4845 X 15 CrNiSi 25 20 1.4841 G X 15 CrNiSi 25 20 1.4849
ANÁLISE QUÍMICA DO DEPÓSITO:
C Si Mn Cr Ni
0,13% 1,0% 3,3% 25,0% 20,5%
CARACTERISTICAS MECÂNICAS DO DEPÓSITO:
Limite elástico [N/mm2]: = 300 Resistência à tracção [N/mm2]: 500 - 650 Alongamento (l = 5×d) [ %]: = 25 Resiliência (ISO-V) [ J]: = 65
GÁS DE PROTECÇÃO DIN 32526:
MIG: Argon S1-S3, mistura de gás
FORMA DE FORNECIMENTO: MIG: Arame ø: 0,8mm; 1,0mm; 1,2mm A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.

- 49 -
GRUPO II – 3 Arames fluxados (MIG/MAG)
ER 308L T-1
ER 316L T-1

- 50 -
Normas: AWS/ASME-SFA 5.22: E 308L T-1
E 308L T-1
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Arame fluxado austenítico ligado ao CrNi, com escória rutilo-ácida, para a soldadura de aços inoxidáveis do tipo CrNi. Resistente à formação de calamina até 800ºC. Praticamente sem salpicos, com um cordão de óptimo aspecto e fácil destacamento de escória. ANÁLISE QUÍMICA DO DEPÓSITO:
C Si Mn Cr Ni
<0,04% 0,6% 1,6% 20,0% 10,0%
CARACTERÍSTICAS MECÂNICAS DO DEPÓSITO:
Limite elástico [N/mm2]: > 450 Resistência à tracção [N/mm2]: 550 - 620 Alongamento (l = 5×d) [ %]: > 35 Resiliência (ISO – V) (J) > 55
GÁS DE PROTECÇÃO:
Mistura de gás M21
REGULAÇÃO DA MÁQUINA:
φ [mm] 1.2
Corrente [A] 100 - 250
Tensão (Volts) 20-28 CORRENTE: Contínua (polo +)
A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.
- 51 -
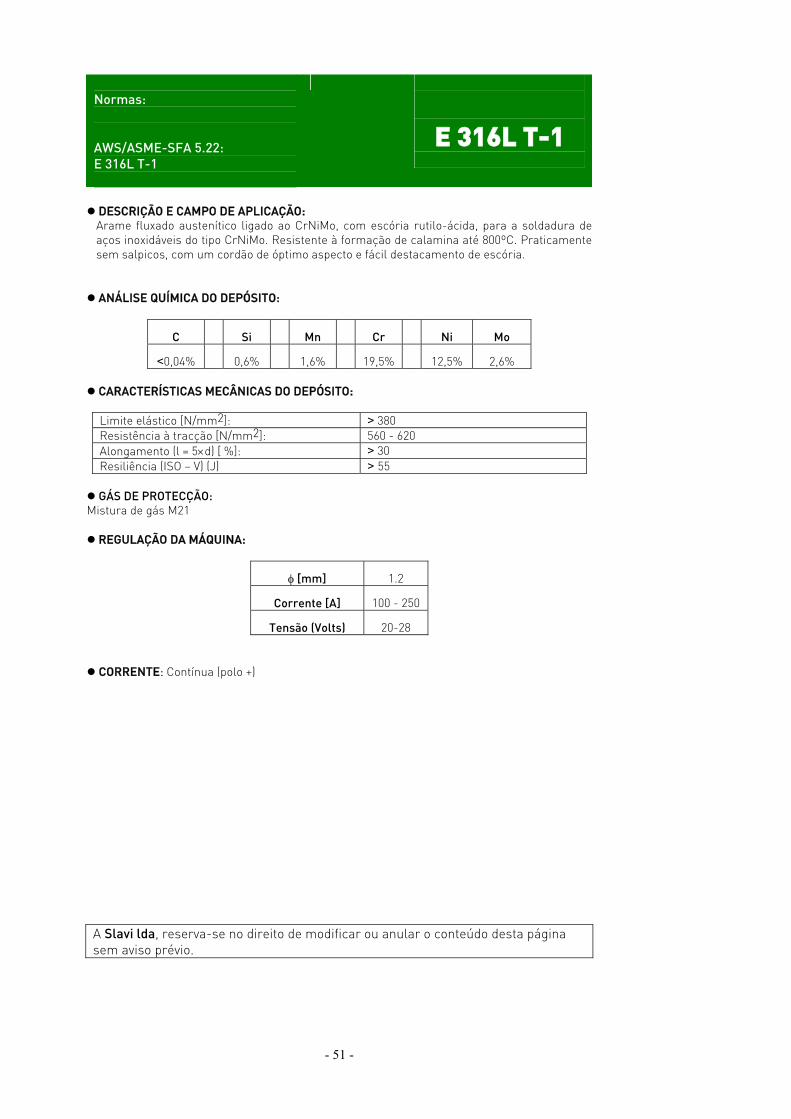
Normas: AWS/ASME-SFA 5.22: E 316L T-1
E 316L T-1
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Arame fluxado austenítico ligado ao CrNiMo, com escória rutilo-ácida, para a soldadura de aços inoxidáveis do tipo CrNiMo. Resistente à formação de calamina até 800ºC. Praticamente sem salpicos, com um cordão de óptimo aspecto e fácil destacamento de escória. ANÁLISE QUÍMICA DO DEPÓSITO:
C Si Mn Cr Ni Mo
<0,04% 0,6% 1,6% 19,5% 12,5% 2,6%
CARACTERÍSTICAS MECÂNICAS DO DEPÓSITO:
Limite elástico [N/mm2]: > 380 Resistência à tracção [N/mm2]: 560 - 620 Alongamento (l = 5×d) [ %]: > 30 Resiliência (ISO – V) (J) > 55
GÁS DE PROTECÇÃO:
Mistura de gás M21
REGULAÇÃO DA MÁQUINA:
φ [mm] 1.2
Corrente [A] 100 - 250
Tensão (Volts) 20-28 CORRENTE: Contínua (polo +)
A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.

- 52 -
GRUPO II – 4 Varetas (TIG)
ER T 308L
ER T 316L
ER T 309LSI
ER T 307SI
ER T 312
ER T 310

- 53 -
Normas: DIN 8556: SG X 2 CrNi 19 9 (1.4316) AWS/ASME-SFA 5.9: ER 308L
ER T 308L
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Varetas TIG de baixo teor de carbono, especialmente indicado para aços inoxidáveis do tipo CrNi. O depósito austenítico contém aproximadamente 10% de ferrite, apresentando um bom desempenho a baixas temperaturas. Aplicável em temperaturas compreendidas entre -269ºC e +350ºC. Nunca usar gás que contenha mais de 2,5% de CO2 no processo MIG, se o objectivo for obter um depósito do tipo extra baixo carbono (máximo 0,03%). Boa soldabilidade para os seguintes materiais de base:
W.-Nº W.-Nº X 5 CrNi 18 10 1.4301 X 15 Cr 13 1.4024 X 2 CrNi 18 11 1.4306 X 20 Cr 13 1.4021 X 2 CrNiN 18 10 1.4311 X 8 Cr 17 1.4016 X 10 CrNiTi 18 10 1.6903 X 8 CrTi 17 1.4510 X 7 CrAl 13 1.4002 X 8 CrNb 17 1.4511 X 10 Cr 13
ANÁLISE QUÍMICA DO DEPÓSITO:
VARETA
C Si Mn Cr Ni
0,02% 0,5% 1,8% 19,9% 9,9%
CARACTERISTICAS MECÂNICAS DO DEPÓSITO A 20ºC:
Limite elástico [N/mm2]: = 350 Resistência à tracção [N/mm2]: 500 - 650 Alongamento (l = 5×d) [ %]: = 35 Resiliência (ISO-V) [ J]: = 80
GÁS DE PROTECÇÃO DIN 32526:
TIG: Árgon, Hélio e misturas de Árgon e Hélio
FORMA DE FORNECIMENTO: TIG: Varetas de 1000mm de comprimento ø: 1,2mm; 1,6mm; 2,0mm; 2,4mm A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.

- 54 -
Normas: DIN 8556: SG X 2 CrNiMo 19 12 3 (1.4430) AWS/ASME-SFA 5.9: ER 316L
ER T 316L
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Varetas TIG de baixo teor de carbono, especialmente indicado para aços inoxidáveis do tipo CrNiMo. Devido à adição do Mo, este material é especialmente recomendado em serviços que requeiram resistência a meios clorados. O depósito austenítico contém aproximadamente 10% de ferrite, apresentando um bom desempenho a baixas temperaturas. Aplicável em temperaturas de serviço compreendidas entre -196ºC e +400ºC. Nunca usar gás que contenha mais de 2,5% de CO2 no processo MIG, se o objectivo for obter um depósito do tipo extra baixo carbono (máximo 0,03%). Boa soldabilidade para os seguintes materiais de base:
W.-Nº W.-Nº X 5 CrNiMo 17 12 2 1.4401 X 2 CrNiMo 18 14 3 1.4435 X 2 CrNiMo 17 13 2 1.4404 X 5 CrNiMo 17 13 3 1.4436 X 2 CrNiMoN 17 13 3 1.4429
ANÁLISE QUÍMICA DO DEPÓSITO:
VARETA
C Si Mn Cr Ni Mo
0,02% 0,5% 1,8% 18,6% 11,3% 2,8%
CARACTERISTICAS MECÂNICAS DO DEPÓSITO A 20ºC:
Limite elástico [N/mm2]: = 350 Resistência à tracção [N/mm2]: 500 - 650 Alongamento (l = 5×d) [ %]: = 35 Resiliência (ISO-V) [ J]: = 80
GÁS DE PROTECÇÃO DIN 32526:
TIG: Árgon, Hélio e misturas de Árgon e Hélio
FORMA DE FORNECIMENTO: TIG: Varetas de 1000mm de comprimento ø: 1,0mm; 1,2mm; 1,6mm; 2,0mm; 2,4mm; 3,2mm A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.

- 55 -
Normas: DIN 8556: SG X 2 CrNi 24 12 AWS/ASME-SFA 5.9: ER 309L
ER T 309LSI
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Varetas TIG de baixo teor de carbono, especialmente indicado para aços austeníticos do tipo CrNi, assim como para aços ferríticos ligados ao crómio, e para união de aços CrNi com aços ao carbono. Também aplicável como camada de almofada em aços ao carbono e de baixa liga.
ANÁLISE QUÍMICA DO DEPÓSITO:
C Si Mn Cr Ni
0,03% 0,5% 1,7% 23,5% 12,6%
CARACTERISTICAS MECÂNICAS DO DEPÓSITO:
Limite elástico [N/mm2]: = 380 Resistência à tracção [N/mm2]: 550 - 700 Alongamento (l = 5×d) [ %]: = 30 Resiliência (ISO-V) [ J]: = 80
GÁS DE PROTECÇÃO DIN 32526:
TIG: Árgon, Hélio e misturas de Árgon e Hélio
FORMA DE FORNECIMENTO: TIG: Varetas de 1000mm de comprimento ø:1,2mm; 1,6mm A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.

- 56 -
Normas: DIN 8556: SG X 15 CrNiMn 18 8 (1.4370) AWS/ASME-SFA 5.9: ER 307
ER T 307SI
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Varetas TIG, indicado para a união de aços de alta resistência não ligados, e também para aços de baixa liga e aços tratáveis termicamente, assim como para a ligação de aços dissimilares como por exemplo, aços de baixa liga com aços altamente ligados ao crómio e CrNi. Bom desempenho a temperaturas baixas e na união de aços austeníticos ao manganês. Usado também como camada de almofada em revestimentos duros. O sue depósito contém uma pequena parte de ferrite.
ANÁLISE QUÍMICA DO DEPÓSITO:
C Si Mn Cr Ni
0,08% 0,8% 7,0% 19,3% 9%
CARACTERISTICAS MECÂNICAS DO DEPÓSITO:
Limite elástico [N/mm2]: = 370 Resistência à tracção [N/mm2]: 600 - 750 Alongamento (l = 5×d) [ %]: = 30 Resiliência (ISO-V) [ J]: = 80
GÁS DE PROTECÇÃO DIN 32526:
TIG: Árgon, Hélio e misturas de Árgon e Hélio
FORMA DE FORNECIMENTO: TIG: Varetas de 1000mm de comprimento ø:1,2mm; 1,6mm A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.

- 57 -
Normas: DIN 8556: SG X 10 CrNi 29 9 (1.4337) AWS/ASME-SFA 5.9: ER 312
ER T 312
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Varetas TIG austenítico ferrítico contendo aproximadamente 40% de ferrite, alta resistência do depósito a fissuras e à corrosão. Recomendado onde haja problemas de união de materiais como por exemplo, aços não ligados e aços de alta resistência, aços tratados termicamente e aços ferramenta. Também aplicável em aços austeníticos ao manganês ou para a união dissimilar de metais, e também para a união de aços ferríticos ao crómio contendo aproximadamente 30% de crómio. Usado também como camada de almofada em revestimentos duros e para o revestimento de componentes onde a deformação pelo calor ou frio possa ocorrer.
ANÁLISE QUÍMICA DO DEPÓSITO:
C Si Mn Cr Ni
0,12% 0,9% 2,0% 30% 9,5%
CARACTERISTICAS MECÂNICAS DO DEPÓSITO:
Limite elástico [N/mm2]: = 500 Resistência à tracção [N/mm2]: 700 - 850 Alongamento (l = 5×d) [ %]: = 18 Resiliência (ISO-V) [ J]: = 30
GÁS DE PROTECÇÃO DIN 32526:
TIG: Árgon, Hélio e misturas de Árgon e Hélio
FORMA DE FORNECIMENTO: TIG: Varetas de 1000mm de comprimento ø:1,2mm; 1,6mm A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.

- 58 -
Normas: DIN 8556: SG X 12 CrNi 25 20 (1.4842) AWS/ASME-SFA 5.9: ER 310
ER T 310
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Varetas TIG para aços ao crómio e CrNi resistentes ao calor. Aplicável em temperaturas de serviço até 1200ºC. O depósito austenítico, possui excelente resistência à calamina sob o ataque da oxidação, nitrogenisação e gases pobres em oxigénio. Não recomendado para soldaduras que requeiram uma boa resistência a gases redutores sulfurosos. Boa soldabilidade para os seguintes materiais de base:
W.-Nº X 10 CrAl 24 1.4762 X 12 CrNi 25 21 1.4845 X 15 CrNiSi 25 20 1.4841 G X 15 CrNiSi 25 20 1.4849
ANÁLISE QUÍMICA DO DEPÓSITO:
C Si Mn Cr Ni
0,13% 1,0% 3,3% 25,0% 20,5%
CARACTERISTICAS MECÂNICAS DO DEPÓSITO:
Limite elástico [N/mm2]: = 300 Resistência à tracção [N/mm2]: 500 - 650 Alongamento (l = 5×d) [ %]: = 25 Resiliência (ISO-V) [ J]: = 65
GÁS DE PROTECÇÃO DIN 32526:
TIG: Árgon, Hélio e misturas de Árgon e Hélio
FORMA DE FORNECIMENTO: TIG: Varetas de 1000mm de comprimento ø: 1,2mm; 1,6mm A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.

- 59 -
GRUPO III
ELÉCTRODOS PARA A SOLDADURA
DO NIQUEL E SUAS LIGAS
SLV 7015
SLV 3.190
SLV 7015-2
SLV 3.141

- 60 -
Normas: DIN 1736: S – NiCr 19 Nb AWS/ASME-SFA 5.11: E NiCrFe 3
SLV 7015
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Eléctrodo especial totalmente austenítico, estabilizado, com baixo teor de cobalto, especialmente indicado para aplicações sofisticadas onde se exija grande resistência à corrosão nas indústrias petroquímicas, químicas, construções criogénicas e indústria nuclear. Particularmente indicado para a soldadura do INCONEL 600 e 601 e do INCOLOY 800 e 800H, assim como para a soldadura destes materiais com aço ao carbono, aço inoxidável, NIQUEL 200 e MONEL 400. Também pode ser usado na soldadura de MONEL 400 com aço ao carbono, NIQUEL 200 com aço inoxidável e aço inoxidável com aço ao carbono , assim como para aços ao NIQUEL, tenazes a frio com temperaturas de trabalho até -200ºC. ANÁLISE QUÍMICA DO DEPÓSITO:
C Cr Si Mn
Ni
Fe
<0,05% 13-17% 1,0% 5-9,5%
<59%
<10%
P Nb S
<0,02% 1,5-2,5% <0,015%
CARACTERÍSTICAS MECÂNICAS DO DEPÓSITO:
650ºC 15h / ar S / tratamento Limite elástico [N/mm2]: > 390 > 400 Resistência à tracção [N/mm2]: > 700 > 630 Alongamento (l = 5×d) [ %]: > 30 > 30 Resiliência (ISO-V) (J) +20ºC >79 >79 -196ºC >70 >79
REGULAÇÃO DA MÁQUINA:
φ Eléctrodo [mm] 2.5 3.25 4.0 5.0
Corrente [A] 40 - 65 65 - 95 95 - 125 125 - 165 CORRENTE: Contínua (polo +) INSTRUÇÕES PARA APLICAÇÃO: Limpar escrupulosamente a zona a soldar. Usar arco curto e eléctrodo ligeiramente inclinado. Antes de usar os eléctrodos, secá-los durante 2,5h a 300ºC e mantê-los durante a soldadura em estufa individual. A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.

- 61 -
Normas: DIN 1736: S – NiCu 30 Mn AWS/ASME-SFA 5.11 : E NiCu - 7
SLV 3.190
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Eléctrodo básico cupro-niquel, especialmente indicado para a soldadura de MONEL 400 ou de este material com aços inoxidáveis e aços ao carbono, assim como para a soldadura de cobre com aço ao carbono. Encontra grande aplicação nas indústrias químicas e petroquímicas, na construção naval e instalações de evaporação de água do mar. . ANÁLISE QUÍMICA DO DEPÓSITO:
C Cu Al Mn
Ni
Fe
<0,10% 30% <0,7% <4%
62-68%
<2,5%
P Ti S
<0,02% <1% <0,015%
CARACTERÍSTICAS MECÂNICAS DO DEPÓSITO:
Limite elástico [N/mm2]: > 290 Resistência à tracção [N/mm2]: > 500 Alongamento (l = 5×d) [ %]: 30 Resiliência (ISO-V) (J) 90
REGULAÇÃO DA MÁQUINA:
φ Eléctrodo [mm] 2.5 3.25 4.0 5.0
Corrente [A] 55 - 75 75 - 110 110 - 150 150 - 190 CORRENTE: Contínua (polo +) INSTRUÇÕES PARA APLICAÇÃO: Limpar escrupulosamente a zona a soldar. Usar arco curto e eléctrodo ligeiramente inclinado. Antes de usar os eléctrodos, secá-los durante 2,5h a 300ºC e mantê-los durante a soldadura em estufa individual. A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.

- 62 -
Normas: DIN 1736: S – NiCr16 FeMn AWS/ASME-SFA 5.11: E NiCrFe 2
SLV 7015-2
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Eléctrodo de alto teor de níquel, especialmente indicado para a soldadura e enchimento de materiais à base de níquel resistentes a altas temperaturas. Indicado também para a soldadura de aços austeníticos com aços ferríticos, assim como para a soldadura do INCOLOY 800 e 800H.. ANÁLISE QUÍMICA DO DEPÓSITO:
C Cr Si Mn
Ni
Fe
<0,1% 13-17% <0,75% 1-3,5%
<62%
6-12%
P Nb S Cu Mo
<0,02% 0,5-3% <0,02%
<0,5%
0,5-2,5%
CARACTERÍSTICAS MECÂNICAS DO DEPÓSITO:
Limite elástico [N/mm2]: 350 Resistência à tracção [N/mm2]: 550 Alongamento (l = 5×d) [ %]: 30 Resiliência (ISO-V) (J) +20ºC >79 -196ºC >63
REGULAÇÃO DA MÁQUINA:
φ Eléctrodo [mm] 2.5 3.25 4.0 5.0
Corrente [A] 50 - 70 75 - 100 90 - 130 110 - 150 CORRENTE: Contínua (polo +) INSTRUÇÕES PARA APLICAÇÃO: Limpar escrupulosamente a zona a soldar. Usar arco curto e eléctrodo ligeiramente inclinado. Antes de usar os eléctrodos, secá-los durante 2,5h a 300ºC e mantê-los durante a soldadura em estufa individual. A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.

- 63 -
Normas: DIN 1736: S – NiTi 3 AWS/ASME-SFA 5.11: E Ni - 1
SLV 3.141
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Eléctrodo básico de níquel puro, especialmente indicado para a soldadura e enchimento de níquel tipo 200 e 201 entre si, ou com aço ao carbono e onde a resistência à corrosão e as solicitações térmicas são determinantes. ANÁLISE QUÍMICA DO DEPÓSITO:
C Al S Mn
Ni
Fe P
<0,05% <1% <0,02% <0,75%
>92%
<0,75%
<0,03% CARACTERÍSTICAS MECÂNICAS DO DEPÓSITO:
Limite elástico [N/mm2]: > 290 Resistência à tracção [N/mm2]: > 410 Alongamento (l = 5×d) [ %]: > 25 Resiliência (ISO-V) (J) >150
REGULAÇÃO DA MÁQUINA:
φ Eléctrodo [mm] 2.5 3.25 4.0 5.0
Corrente [A] 70 - 105 100 - 135 120 - 175 170 - 225 CORRENTE: Contínua (polo +) INSTRUÇÕES PARA APLICAÇÃO: Limpar escrupulosamente a zona a soldar. Usar arco curto e eléctrodo ligeiramente inclinado. Antes de usar os eléctrodos, secá-los durante 2,5h a 300ºC e mantê-los durante a soldadura em estufa individual. A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.

- 65 -
GRUPO IV
ELÉCTRODOS PARA A SOLDADURA DO FERRO FUNDIDO
SLV NICKEL 200
SLV NICKEL 300
SLV 140 NC
SLV NiFe 60
SLV 95 GG
SLV 95 St
- 65 -
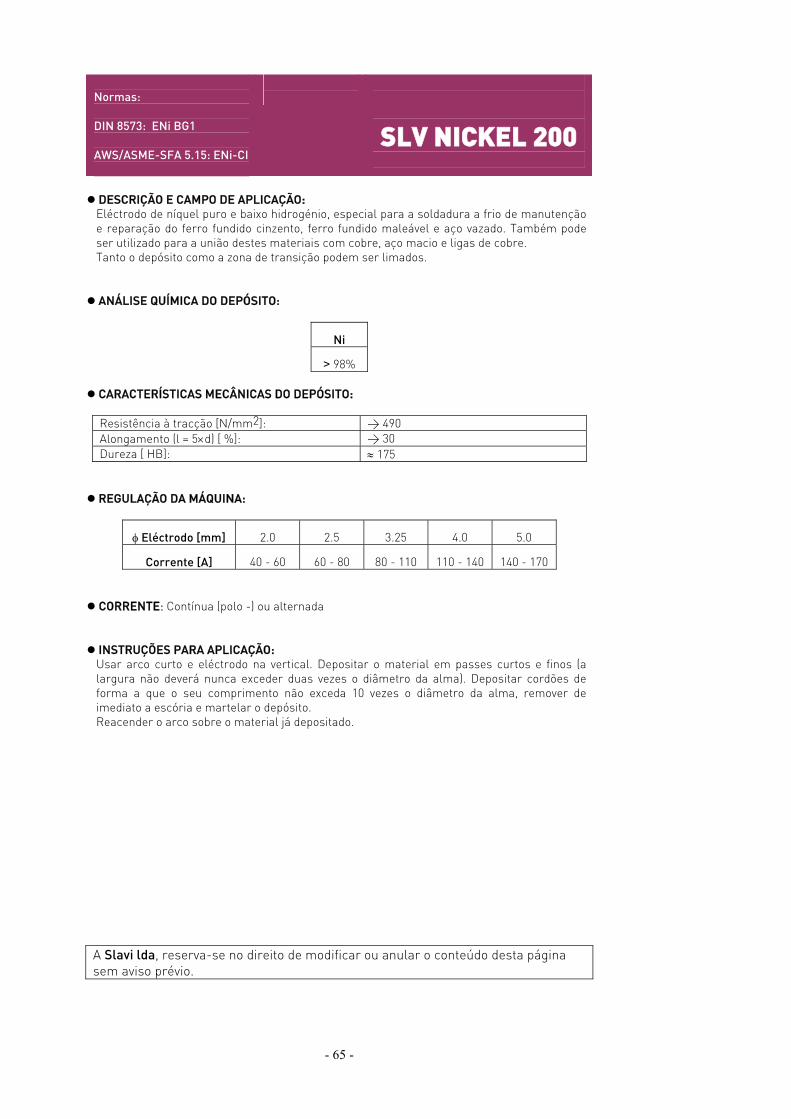
Normas: DIN 8573: ENi BG1 AWS/ASME-SFA 5.15: ENi-CI
SLV NICKEL 200
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Eléctrodo de níquel puro e baixo hidrogénio, especial para a soldadura a frio de manutenção e reparação do ferro fundido cinzento, ferro fundido maleável e aço vazado. Também pode ser utilizado para a união destes materiais com cobre, aço macio e ligas de cobre. Tanto o depósito como a zona de transição podem ser limados. ANÁLISE QUÍMICA DO DEPÓSITO:
Ni
> 98% CARACTERÍSTICAS MECÂNICAS DO DEPÓSITO:
Resistência à tracção [N/mm2]: > 490 Alongamento (l = 5×d) [ %]: > 30 Dureza [ HB]: ≈ 175
REGULAÇÃO DA MÁQUINA:
φ Eléctrodo [mm] 2.0 2.5 3.25 4.0 5.0
Corrente [A] 40 - 60 60 - 80 80 - 110 110 - 140 140 - 170 CORRENTE: Contínua (polo -) ou alternada INSTRUÇÕES PARA APLICAÇÃO: Usar arco curto e eléctrodo na vertical. Depositar o material em passes curtos e finos (a largura não deverá nunca exceder duas vezes o diâmetro da alma). Depositar cordões de forma a que o seu comprimento não exceda 10 vezes o diâmetro da alma, remover de imediato a escória e martelar o depósito. Reacender o arco sobre o material já depositado. A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.

- 66 -
Normas: DIN 8573: ENi BG1 AWS/ASME-SFA 5.15: ENi-CI
SLV NICKEL 300
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Eléctrodo de níquel puro de alto rendimento destinado à soldadura de enchimentos a frio do ferro fundido cinzento. Especial para o ferro fundido já muito usado ou impregnado de óleo. De excelente soldabilidade, é soldável em todas as posições. O material depositado apresenta coloração idêntica à do material base, o que o torna ideal para corrigir defeitos de fundição. Outra característica deste eléctrodo é a de tornar desnecessário eliminar a escória no caso de passes múltiplos. O seu depósito pode ser limado. ANÁLISE QUÍMICA DO DEPÓSITO:
Ni, Fe, Cu, Mn CARACTERÍSTICAS MECÂNICAS DO DEPÓSITO:
Resistência à tracção [N/mm2]: > 490 Alongamento (l = 5×d) [ %]: > 20 Dureza [ HB]: ≈ 175
REGULAÇÃO DA MÁQUINA:
φ Eléctrodo [mm] 2.0 2.5 3.25 4.0 5.0
Corrente [A] 40 - 60 60 - 80 90 - 110 110 - 130 140 - 150 CORRENTE: Contínua (polo -) ou alternada INSTRUÇÕES PARA APLICAÇÃO: Usar arco curto e eléctrodo na vertical. Depositar o material em passes curtos e finos (a largura não deverá nunca exceder duas vezes o diâmetro da alma). Martelar o depósito e não reacender o arco sobre o material já depositado. A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.

- 67 -
Normas: DIN 8573: ENi BG22 AWS/ASME-SFA 5.15: ENi-CI
SLV 140NC
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Eléctrodo de níquel puro destinado à soldadura de todos os tipos de ferro fundido soldáveis. Soldável em todas as posições. A característica principal deste eléctrodo é possuir um revestimento não condutor, podendo portanto, ser encostado às paredes de peças sem haver o perigo de escorvamento de arcos laterais. Depósito e zona de transição perfeitamente limáveis. ANÁLISE QUÍMICA DO DEPÓSITO:
Ni
> 98% CARACTERÍSTICAS MECÂNICAS DO DEPÓSITO:
Resistência à tracção [N/mm2]: > 490 Alongamento (l = 5×d) [ %]: > 30 Dureza [ HB]: ≈ 160
REGULAÇÃO DA MÁQUINA:
φ Eléctrodo [mm] 2.5 3.25 4.0
Corrente [A] 70 - 90 80 - 120 130 - 160 CORRENTE: Contínua (polo +) ou alternada INSTRUÇÕES PARA APLICAÇÃO: Usar arco curto e eléctrodo na vertical. Depositar o material e avançar rapidamente na direcção do trabalho. Não é necessário remover a escória se se pretende fazer depósitos sobre o material aplicado. Reacender o arco sobre o material já aplicado. .
A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.

- 68 -
Normas: DIN 8573: ENiFe BG1 AWS/ASME-SFA 5.15: ENiFe-CI
SLV NiFe 60
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Eléctrodo de níquel-ferro de alto rendimento (130%) para a soldadura a frio de ferro fundido cinzento e nodular. Também empregue na soldadura de ferro fundido cinzento com aço ao carbono. Boa soldabilidade em ferro fundido impregnado de óleo. O depósito e a zona de transição são limáveis. ANÁLISE QUÍMICA DO DEPÓSITO:
Ni Fe
60% 40% CARACTERÍSTICAS MECÂNICAS DO DEPÓSITO:
Resistência à tracção [N/mm2]: > 400 Dureza [ HB]: ≈ 180
REGULAÇÃO DA MÁQUINA:
φ Eléctrodo [mm] 2.5 3.25 4.0 5.0
Corrente [A] 70 - 100 100 - 130 130 - 150 150 - 170 CORRENTE: Contínua (polo -) ou alternada INSTRUÇÕES PARA APLICAÇÃO: Usar arco curto e eléctrodo na vertical. Depositar o material em passes curtos e finos (a largura não deverá nunca exceder duas vezes o diâmetro da alma). Depositar cordões de forma a que o seu comprimento não exceda 10 vezes o diâmetro da alma, remover de imediato a escória e martelar o depósito. Reacender o arco sobre o material já depositado. A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.

- 69 -
Normas: DIN 8573: EFeC-G AWS/ASME-SFA 5.15: ECI-B
SLV 95 GG
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Eléctrodo especial para a soldadura a quente do ferro fundido cinzento e nodular. Recomendado para corrigir defeitos de fundição. O depósito e a zona de transição são limáveis. ANÁLISE QUÍMICA DO DEPÓSITO:
C Si Mn Fe
3% 3% 0.4% rest. CARACTERÍSTICAS MECÂNICAS DO DEPÓSITO:
Resistência à tracção [N/mm2]: > 450 Alongamento (l = 5×d) [ %]: > 20 Dureza [ HB]: ≈ 175
REGULAÇÃO DA MÁQUINA:
φ Eléctrodo [mm] 2.5 3.25 4.0 5.0 6.0
Corrente [A] 70 - 100 100 - 130 140 - 180 170 - 230 220 - 290 CORRENTE: Contínua (polo -) ou alternada INSTRUÇÕES PARA APLICAÇÃO: Usar arco curto e eléctrodo na vertical. Depositar o material em passes curtos e finos (a largura não deverá nunca exceder duas vezes o diâmetro da alma). Depositar cordões de forma a que o seu comprimento não exceda 10 vezes o diâmetro da alma. Remover de imediato a escória e martelar o depósito. Reacender o arco sobre o material já depositado.
A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.
- 70 -
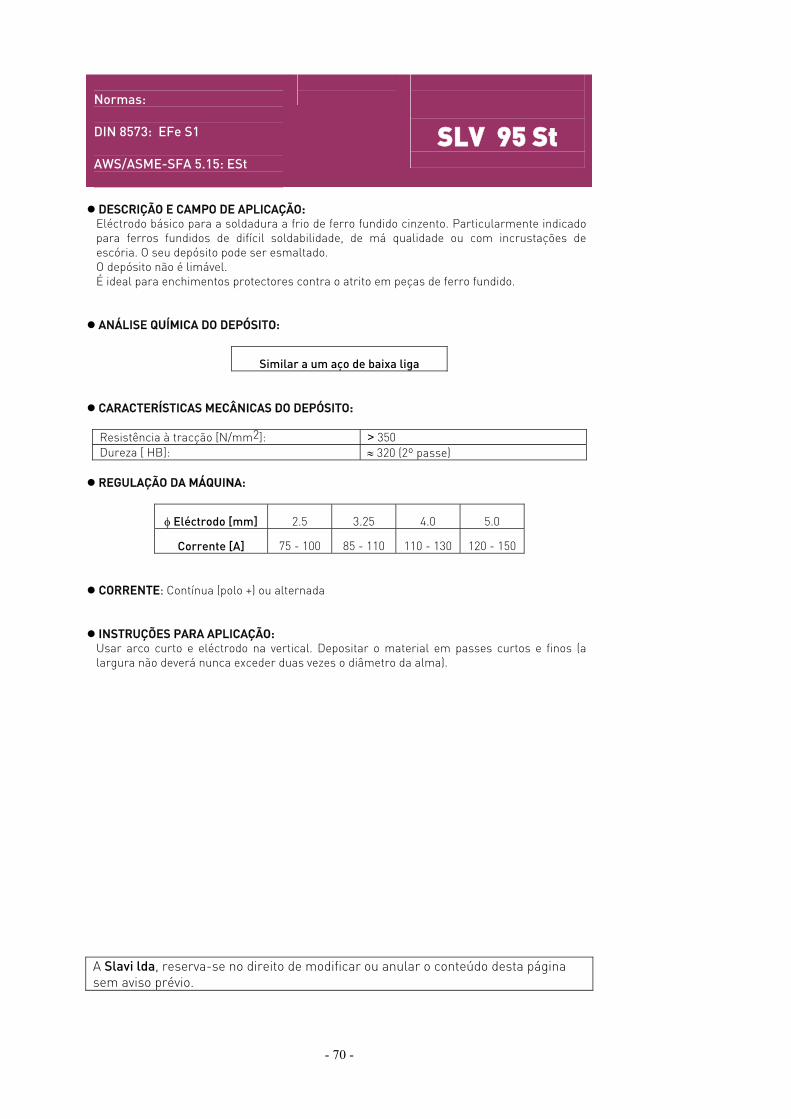
Normas: DIN 8573: EFe S1 AWS/ASME-SFA 5.15: ESt
SLV 95 St
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Eléctrodo básico para a soldadura a frio de ferro fundido cinzento. Particularmente indicado para ferros fundidos de difícil soldabilidade, de má qualidade ou com incrustações de escória. O seu depósito pode ser esmaltado. O depósito não é limável. É ideal para enchimentos protectores contra o atrito em peças de ferro fundido. ANÁLISE QUÍMICA DO DEPÓSITO:
Similar a um aço de baixa liga
CARACTERÍSTICAS MECÂNICAS DO DEPÓSITO:
Resistência à tracção [N/mm2]: > 350 Dureza [ HB]: ≈ 320 (2º passe)
REGULAÇÃO DA MÁQUINA:
φ Eléctrodo [mm] 2.5 3.25 4.0 5.0
Corrente [A] 75 - 100 85 - 110 110 - 130 120 - 150 CORRENTE: Contínua (polo +) ou alternada INSTRUÇÕES PARA APLICAÇÃO: Usar arco curto e eléctrodo na vertical. Depositar o material em passes curtos e finos (a largura não deverá nunca exceder duas vezes o diâmetro da alma).
A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.

- 71 -
GRUPO V
MATERIAIS PARA SOLDADURA DO ALUMINIO E LIGAS LEVES

- 72 -
GRUPO V – 1 Eléctrodos revestidos
ELÉCTRODOS SLV ALSI5
ELÉCTRODOS SLV ALSI12

- 73 -
Normas: DIN 1732: EL – AlSi5 AWS/ASME-SFA 5.3: Al - 43
SLV AlSi5
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Eléctrodo especial para a soldadura de alumínio e ligas de alumínio-silício. Isento de porosidades. ANÁLISE QUÍMICA DO DEPÓSITO:
Si Al
5% 95%
CARACTERÍSTICAS MECÂNICAS DO DEPÓSITO:
Resistência à tracção [N/mm²]: > 200 Alongamento (1 = 5xd) (%) 25 Limite Elástico > 80
REGULAÇÃO DA MÁQUINA:
φ Eléctrodo [mm] 2.5 3.25 4.0
Corrente [A] 40 - 70 60 - 90 80 - 120 CORRENTE: Contínua (polo +) INSTRUÇÕES PARA APLICAÇÃO: Usar arco curto e eléctrodos completamente secos. Limpar escrupulosamente a zona a soldar, e efectuar um pré-aquecimento de 150 a 200ºC. Caso seja necessário, remover os resíduos de escória com solução de soda cáustica a 10%.
Fornecemos também VARETAS do mesmo tipo para a soldadura OXIACETILÉNICA e TIG.
A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.

- 74 -
Normas: DIN 1732: EL – AlSi12
SLV AlSi12
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Eléctrodo de alumínio, destinado à soldadura e revestimento de ligas laminadas ou fundidas de alumínio. ANÁLISE QUÍMICA DO DEPÓSITO:
Si Mn
Al
11-13% até 0,5%
restante
CARACTERÍSTICAS MECÂNICAS DO DEPÓSITO:
Resistência à tracção [N/mm²]: > 200 Dureza (HB) ≈ 60 Limite Elástico > 80
REGULAÇÃO DA MÁQUINA:
φ Eléctrodo [mm] 2.5 3.25 4.0 5.0
Corrente [A] 50 - 70 70 - 100 100 - 130 130-150 CORRENTE: Contínua (polo +) INSTRUÇÕES PARA APLICAÇÃO: Usar arco curto e eléctrodo na vertical. Limpar escrupulosamente a zona a soldar, e efectuar um pré-aquecimento de 150 a 200ºC nas peças de forte espessura ou fundidas. Caso seja necessário, remover os resíduos de escória com solução de soda cáustica a 10%.
Fornecemos também VARETAS do mesmo tipo para a soldadura OXIACETILÉNICA e TIG.
A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.

- 75 -
GRUPO V – 2 Arames sólidos(MIG/MAG)
ER ALSI5
ER ALSI12
ER AlMg5
ER AlMg4,5 Mn
- 76 -
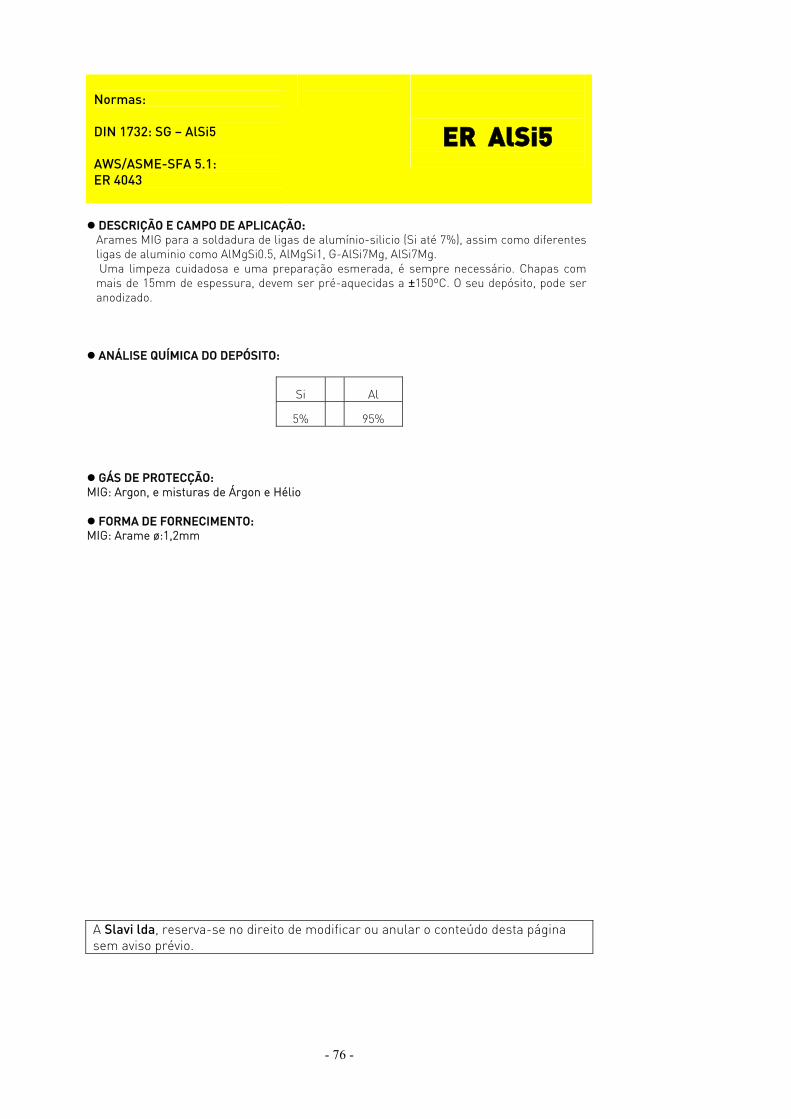
Normas: DIN 1732: SG – AlSi5 AWS/ASME-SFA 5.1: ER 4043
ER AlSi5
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Arames MIG para a soldadura de ligas de alumínio-silicio (Si até 7%), assim como diferentes ligas de aluminio como AlMgSi0.5, AlMgSi1, G-AlSi7Mg, AlSi7Mg. Uma limpeza cuidadosa e uma preparação esmerada, é sempre necessário. Chapas com mais de 15mm de espessura, devem ser pré-aquecidas a ±150ºC. O seu depósito, pode ser anodizado. ANÁLISE QUÍMICA DO DEPÓSITO:
Si Al
5% 95%
GÁS DE PROTECÇÃO: MIG: Argon, e misturas de Árgon e Hélio
FORMA DE FORNECIMENTO: MIG: Arame ø:1,2mm A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.

- 77 -
Normas: DIN 1732: SG – AlSi12 AWS/ASME-SFA 5.1: ER 4047
ER AlSi12
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Arames MIG para a soldadura de ligas de alumínio-silicio (Si até 7%), como por exemplo: G-AlSi12, G-AlSi10Mg(Cu), G-AlSi5Mg. Uma limpeza cuidadosa e uma preparação esmerada, é sempre necessário. Chapas com mais de 15mm de espessura, devem ser pré-aquecidas a ±150ºC. O seu depósito, pode ser anodizado. ANÁLISE QUÍMICA DO DEPÓSITO:
Si Mn
Al
11-13% até 0,5%
restante
GÁS DE PROTECÇÃO: MIG: Argon, e misturas de Árgon e Hélio
FORMA DE FORNECIMENTO: MIG: Arame ø:0,8mm; 1,0mm; 1,2mm A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.

- 78 -
Normas: DIN 1732: SG – AlMg 5 AWS/ASME-SFA 5.10: ER 5356
ER AlMg5
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Arames MIG para a soldadura do alumínio fundido tratado, ou não tratado termicamente, assim como para ligas fundidas com AlMgMn, AlMg3, AlMg5, AlZnMg1, AlMgSi1, G-AlMg3, G-AlMg3 Si, G-AlMg3 (Cu), G-AlMg5, G-AlMg5 Si, e G-AlMg10. Uma limpeza cuidadosa e uma preparação esmerada, é sempre necessário. Chapas com mais de 15mm de espessura, devem ser pré-aquecidas a ±150ºC. O seu depósito, pode ser anodizado.
ANÁLISE QUÍMICA DO DEPÓSITO:
Mg Mn Cr Ti Al
5,0% 0,3% 0,2% 0,2% Restante%
GÁS DE PROTECÇÃO: MIG: Argon, e misturas de Árgon e Hélio
FORMA DE FORNECIMENTO: MIG: Arame ø:0,8mm; 1,0mm; 1,2mm A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.
- 79 -
Normas: DIN 1732: SG – AlMg 4,5 Mn AWS/ASME-SFA 5.10: ER 5183
ER AlMg4,5 Mn
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Arames MIG para a soldadura do alumínio fundido tratado, ou não tratado termicamente, assim como para ligas fundidas com AlMgMn, AlMg3, AlMg5, AlZnMg1, AlMgSi1, G-AlMg3, G-AlMg3 Si, G-AlMg3 (Cu), G-AlMg5, G-AlMg5 Si, e G-AlMg2. Uma limpeza cuidadosa e uma preparação esmerada, é sempre necessário. Chapas com mais de 15mm de espessura, devem ser pré-aquecidas a ±150ºC.
ANÁLISE QUÍMICA DO DEPÓSITO:
Mg Mn Cr Ti Al
4,8% 0,8% 0,2% 0,2% Restante%
GÁS DE PROTECÇÃO: MIG: Argon, e misturas de Árgon e Hélio
FORMA DE FORNECIMENTO: MIG: Arame ø:1,2mm A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.

- 80 -
GRUPO V – 3 Varetas(TIG)
ER T ALSI5
ER T ALSI12
ER T AlMg5
ER T AlMg4,5 Mn

- 81 -
Normas: DIN 1732: S – AlSi5 AWS/ASME-SFA 5.1: ER 4043
ER T AlSi5
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Vareta TIG para a soldadura de ligas de alumínio-silicio (Si até 7%), assim como diferentes ligas de aluminio como AlMgSi0.5, AlMgSi1, G-AlSi7Mg, AlSi7Mg. Uma limpeza cuidadosa e uma preparação esmerada, é sempre necessário. Chapas com mais de 15mm de espessura, devem ser pré-aquecidas a ±150ºC. O seu depósito, pode ser anodizado. ANÁLISE QUÍMICA DO DEPÓSITO:
Si Al
5% 95%
GÁS DE PROTECÇÃO: TIG: Argon, e misturas de Árgon e Hélio
FORMA DE FORNECIMENTO: TIG: Varetas de 1000mm de comprimento ø: 1,2mm; 1,6mm A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.

- 82 -
Normas: DIN 1732: SG – AlSi12 AWS/ASME-SFA 5.1: ER 4047
ER T AlSi12
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Vareta TIG para a soldadura de ligas de alumínio-silicio (Si até 7%), como por exemplo: G-AlSi12, G-AlSi10Mg(Cu), G-AlSi5Mg. Uma limpeza cuidadosa e uma preparação esmerada, é sempre necessário. Chapas com mais de 15mm de espessura, devem ser pré-aquecidas a ±150ºC. O seu depósito, pode ser anodizado. ANÁLISE QUÍMICA DO DEPÓSITO:
Si Mn
Al
11-13% até 0,5%
restante
GÁS DE PROTECÇÃO: TIG: Argon, e misturas de Árgon e Hélio
FORMA DE FORNECIMENTO: TIG: Varetas de 1000mm de comprimento ø: 1,2mm; 1,6mm A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.

- 83 -
Normas: DIN 1732: S – AlMg-5 AWS/ASME-SFA 5.10: ER 5356
ER T AlMg5
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Vareta de alumínio-magnésio, destinada à soldadura oxiacetilénica e TIG do alumínio e alumínio fundido tipo: AlMgMn, AlMg3, AlMg5, G-AlMg3, G-AlMg3 Si, G-AlMg5, G-AlMg5 Si e G-AlMg10. ANÁLISE QUÍMICA DO DEPÓSITO:
Mg Mn Cr Ti Al
5,0% 0,3% 0,2% 0,2% restante
INSTRUÇÕES PARA APLICAÇÃO: Limpar cuidadosamente a zona a soldar. Materiais com espessura superiores a 15mm, devem ser pré-aquecidos aproximadamente a 150ºC. GÁS DE PROTECÇÃO:
TIG: Argon, e misturas de Árgon e Hélio
FORMA DE FORNECIMENTO: TIG: Varetas de 1000mm de comprimento ø: 1,2mm; 1,6mm
A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.

- 84 -
Normas: DIN 1732: SG – AlMg 4,5 Mn AWS/ASME-SFA 5.10: ER 5183
ER AlMg4,5 Mn
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Vareta TIG para a soldadura do alumínio fundido tratado, ou não tratado termicamente, assim como para ligas fundidas com AlMgMn, AlMg3, AlMg5, AlZnMg1, AlMgSi1, G-AlMg3, G-AlMg3 Si, G-AlMg3 (Cu), G-AlMg5, G-AlMg5 Si, e G-AlMg2. Uma limpeza cuidadosa e uma preparação esmerada, é sempre necessário. Chapas com mais de 15mm de espessura, devem ser pré-aquecidas a ±150ºC.
ANÁLISE QUÍMICA DO DEPÓSITO:
Mg Mn Cr Ti Al
4,8% 0,8% 0,2% 0,2% Restante%
GÁS DE PROTECÇÃO: TIG: Argon, e misturas de Árgon e Hélio
FORMA DE FORNECIMENTO: TIG: Varetas de 1000mm de comprimento ø: 1,2mm; 1,6mm A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.

- 85 -
GRUPO VI
MATERIAIS PARA SOLDADURA DO COBRE E LIGAS DE
COBRE
SLV 5C
SLV 5B
ER CuSn6
ER CuAl8

- 86 -
Normas: DIN 1733: S - CuSn AWS/ASME-SFA 5.6: E Cu
SLV 5C
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Eléctrodo de cobre puro, destinado â soldadura e revestimento dos vários tipos de cobre existentes no mercado. ANÁLISE QUÍMICA DO DEPÓSITO:
Cu, Mn, Sn, Si
CARACTERÍSTICAS MECÂNICAS DO DEPÓSITO:
Resistência à tracção [N/mm²]: > 200 Alongamento (1 = 5xd) (%) > 35 Dureza [ HB]: 60 Condutibilidade Eléctrica (S m/mm²) 25-45
REGULAÇÃO DA MÁQUINA:
φ Eléctrodo [mm] 2.5 3.25 4.0 5.0
Corrente [A] 90 - 110 110 - 130 130 - 160 170 - 200 CORRENTE: Contínua (polo +) INSTRUÇÕES PARA APLICAÇÃO: Usar arco curto e com ligeiro movimento oscilante. Limpar escrupulosamente a zona a soldar. Pré-aquecimento de ±300ºC os materiais de base com espessuras superiores a 5mm, e utilizar eléctrodos do maior diâmetro possível. A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.

- 87 -
Normas: DIN 1733: S – SnBz6 AWS/ASME-SFA 5.6: E CuSn - C
SLV 5B
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Eléctrodo de bronze estanho ( 6 a 8% de Sn), destinado à soldadura e revestimentos dos bronzes estanho ou fosforosos, do cobre e ligas de cobre. ANÁLISE QUÍMICA DO DEPÓSITO:
Sn Cu
6-8% restante
CARACTERÍSTICAS MECÂNICAS DO DEPÓSITO:
Resistência à tracção [N/mm²]: > 300 Alongamento (1 = 5xd) (%) > 30 Dureza [ HB]: ≈ 75
REGULAÇÃO DA MÁQUINA:
φ Eléctrodo [mm] 2.5 3.25 4.0 5.0
Corrente [A] 70 - 100 100 - 130 140 - 170 170 - 200 CORRENTE: Contínua (polo +) INSTRUÇÕES PARA APLICAÇÃO: Usar arco curto e eléctrodo na vertical. Pré-aquecimento de ±300ºC os materiais de base com espessuras superiores a 5mm. Usar eléctrodos completamente secos. Se necessário, secá-los 2,5h a 150ºC.
A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.

- 88 -
Normas: DIN 1733: SG – CuSn 6 AWS/ASME-SFA 5.7: ER CuSn - A
ER CuSn6
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Arame sólido de bronze estanho, para a soldadura ou revestimento de metais base similares. Aplicável para ligas cobre estanho e ligas cobre zinco, assim como para a soldadura do ferro fundido.
ANÁLISE QUÍMICA DO DEPÓSITO:
Sn Cu
6,0% Restante%
GÁS DE PROTECÇÃO: MIG: Argon, e misturas de Árgon e Hélio
FORMA DE FORNECIMENTO: MIG: Arame ø:1,0mm; 1,2mm A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.

- 91 -
Normas: DIN 1733: SG-CuAl 8 (2.0921) AWS/ASME-SFA 5.7: ER CuAl8 – A1
ER CuAl8
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Arame de cobre-alumínio, contendo entre 7 a 9% de alumínio, indicado para ligas de cobre, ligas de baixo carbono, bem como ligas de ferro fundido. ANÁLISE QUÍMICA DO DEPÓSITO:
Zn Si Mn Al Fe Cu
0,019% 0,05% 0,31% 8,32% 0,08% Restante
CARACTERISTICAS MECÂNICAS DO DEPÓSITO A 20ºC:
Limite elástico [N/mm2]: 200 Resistência à tracção [N/mm2]: 430 Alongamento (l = 5×d) [ %]: 40 Resiliência (ISO-V) [ J]: 100
GÁS DE PROTECÇÃO DIN 32526:
MIG – Árgon
INSTRUÇÕES PARA APLICAÇÃO: Não é necessário pré-aquecimento. É recomendada a soldadura com arco fechado para o 1º passe entre metais anti-desgaste e ferro.
FORMA DE FORNECIMENTO:
MIG – arame – ø:1,0mm; 1,2mm A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.

- 90 -
GRUPO VII
MATERIAIS PARA REVESTIMENTOS
PROTECTORES

- 91 -
GRUPO VII-1 Eléctrodos revestidos
5 BAM
SLV 300
SLV 600 AC/DC
SLV 60
SLV 63
SLV 40T
SLV 55T
SLV 64
SLV 7RS
SLV 7HDF
SLV 7RIC
SLAVIT 1
SLAVIT 6
SLAVIT 12

- 92 -
Normas: DIN 8555: E 31 – 200cn
SLV 5BAM
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Eléctrodo de bronze-alumínio-manganês, destinado à soldadura e revestimento de liga bronze-alumínio com alto teor de manganês , como para revestimentos sobre aços ao carbono e ferro fundido cinzento. Devido à sua grande resistência à água do mar, é particularmente indicado para a recuperação de hélices e bombas de navios, sendo também empregue na indústria química, onde se verifique grande agressão química associada à erosão. Devido ao seu baixo coeficiente de atrito, é também indicado para a recuperação de eixos, mancais, matrizes, etc. ANÁLISE QUÍMICA DO DEPÓSITO:
Cu, Mn, Al, Ni, Fe
CARACTERÍSTICAS MECÂNICAS DO DEPÓSITO:
Resistência à tracção [N/mm²]: > 650 Alongamento (1 = 5xd) (%) > 20 Dureza [ HB]: 200
REGULAÇÃO DA MÁQUINA:
φ Eléctrodo [mm] 2.5 3.25 4.0 5.0
Corrente [A] 55 - 80 80 - 100 100 - 120 120 - 150 CORRENTE: Contínua (polo +) INSTRUÇÕES PARA APLICAÇÃO: Usar arco médio e eléctrodo na vertical. Depositar o material rapidamente para não se sobreaquecer localmente as peças. Pré-aquecimento de ±200ºC os materiais de base com espessuras superiores a 5mm. Usar eléctrodos completamente secos e se necessário, secá-los durante 2,5h a 150ºC.
A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.

- 93 -
Normas: DIN 8555: E1 - 300 revestido
SLV 300
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Eléctrodo básico destinado a revestimentos com características de alta tenacidade (atrito, impacto e compressão). Encontra grande aplicação em rodas de pontes rolantes, trilhos, roletes de máquinas de terraplanagem, lâminas de tesouras, acessórios de máquinas de trefilagem, etc. Também indicado como camada de almofada em revestimentos protectores. De depósito maquinável, aceita tratamento térmico. Soldável em todas as posições excepto na vertical descendente. Rendimento de120%. Depósito isento de fissuras. ANÁLISE QUÍMICA DO DEPÓSITO:
C, Ni, Mo, Cr, Mn, Si
CARACTERÍSTICAS MECÂNICAS DO DEPÓSITO:
Dureza [HB]: 300
REGULAÇÃO DA MÁQUINA:
φ Eléctrodo [mm] 2.5 3.25 4.0 5.0
Corrente [A] 70 - 100 100 - 130 130 - 170 170 - 230 CORRENTE: Contínua (polo +) ou alternada INSTRUÇÕES PARA APLICAÇÃO: Usar arco curto e eléctrodos completamente secos. Se necessário, secá-los 2,5h a 300ºC e mantê-los em estufa individual. Caso o revestimento seja feito em aços-ferramenta de baixa liga ou aços vazados, pré-aquecer os mesmos conforme a espessura e composição química. Havendo necessidade dum tratamento térmico posterior, ter em conta a composição química e dimensões do material de base. A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.

- 94 -
Normas: DIN 8555: E Fe 6-60 revestido
SLV 600 AC/DC
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Eléctrodo rutílico destinado a revestimentos protectores onde se exijam solicitações por impacto, abrasão e compressão. Encontra grande aplicação em ferramentas, roletes, superfícies de deslizamento, cilindros de laminação, jantes, martelos de moinhos, sem-fins, peças de máquinas de terraplanagem, etc. De rendimento 130% é ideal para executar revestimentos em único passe. ANÁLISE QUÍMICA DO DEPÓSITO:
C, Si, Cr CARACTERÍSTICAS MECÂNICAS DO DEPÓSITO:
Dureza [HB]: ≈ 600
REGULAÇÃO DA MÁQUINA:
φ Eléctrodo [mm] 2.5 3.15 4.0 5.0
Corrente [A] 50 - 70 90 - 120 130 - 160 170 - 210 CORRENTE: Contínua (polo +) ou alternada INSTRUÇÕES PARA APLICAÇÃO: Limpar bem a zona a soldar. Em aços sensíveis à fissuração, pré-aquecer de 250-300ºC ou então executar o primeiro passe com SLV 307 e deixar arrefecer lentamente depois da soldadura. Neste caso, será necessário executar 3 passes para se obter a dureza natural do eléctrodo. Em caso de enchimento sobre aços ao manganês, ter o cuidado de manter sempre a peça o mais fria possível, pelo que se devem usar correntes o mais baixas possível. Usar eléctrodos completamente secos. Se necessário, secá-los durante 2,5h a 300ºC e mantê-los em estufa individual. A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.

- 95 -
Normas: DIN: E10 – 60 Revestido AWS/ASME-SFA 5.13: E FeCr – A1
SLV 60
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Eléctrodo de depósito à base de carbonetos de crómio, especialmente indicado para revestimentos duros protectores contra a extrema abrasão e impactos moderados. Encontra grande aplicação nas indústrias de extracção de minérios, na construção civil ( enchimento de dentes de escavadoras, lâminas, baldes), transportadores helicoidais, assim como em peças de máquinas sujeitas a temperaturas até ± 200ºC. De excelente soldabilidade e acabamento, torna-se extraordinariamente económico, devido ao seu alto rendimento (≈160%). ANÁLISE QUÍMICA DO DEPÓSITO:
C, Cr, Si CARACTERÍSTICAS MECÂNICAS DO DEPÓSITO:
Dureza [HRC]: 58 - 60
REGULAÇÃO DA MÁQUINA:
φ Eléctrodo [mm] 3.15 4.0 5.0
Corrente [A] 90 - 130 130 - 150 140 - 190 CORRENTE: Contínua (polo +) ou alternada INSTRUÇÕES PARA APLICAÇÃO: Usar arco curto e eléctrodo na vertical. Em soldadura combinada e grandes enchimentos, usar camadas de almofada com SLV 7018-A1; SLV 312; SLV 307 ou SLV 307LR. Em casos de enchimentos sobre aços ao manganês, ter o cuidado de manter sempre a peça o mais fria possível, pelo que se deve usar correntes o mais baixas possível. Usar eléctrodos completamente secos.
A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.

- 96 -
Normas:
SLV 63
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Eléctrodo sintético de alto rendimento (220%) à base de carbonetos de Nb, Mo, W e V destinado a revestimentos onde se exija grande resistência à extrema abrasão e ao atrito associados a altas temperaturas. Devido ao balanceamento dos seus elementos de liga, este eléctrodo comparado com outro da mesma dureza e à base de carbonetos de crómio, revela-se mais eficaz. Especialmente indicado para transportadores helicoidais, misturadores, dragas, instalações de tratamento de minerais que trabalhem a alta temperatura, instalações de decapagem por jacto de areia, hélices da indústria cerâmica, etc. ANÁLISE QUÍMICA DO DEPÓSITO:
C, Cr, Mo, Nb, W, V CARACTERÍSTICAS MECÂNICAS DO DEPÓSITO:
Dureza [HRC]: ≈ 63
REGULAÇÃO DA MÁQUINA:
φ Eléctrodo [mm] 3.15 4.0 5.0
Corrente [A] 110 - 140 140 - 190 190 - 250 CORRENTE: Contínua (polo +) ou alternada INSTRUÇÕES PARA APLICAÇÃO: Usar arco médio e eléctrodo na vertical. Usar correntes o mais baixas possível. Recomendado um passe de almofada com SLV 307 se a peça a revestir, ficar sujeita a grandes solicitações por impacto. Neste caso será necessário executar 2 ou 3 passes para se obter a dureza natural do eléctrodo. Usar eléctrodos completamente secos. A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.

- 97 -
Normas: DIN 8555: E 3-40t revestido
SLV 40T
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Eléctrodo básico destinado a revestimentos onde se exija grande resistência ao impacto e à abrasão até 550ºC. Encontra, por isso, grande aplicação em lâminas de guilhotinas para corte a quente, cilindros de laminação, matrizes, tenazes, etc. Um campo de muito específico interesse deste eléctrodo, é o revestimento de matrizes. Também indicado na confecção de ferramentas para trabalho a quente ou a frio, desde que se utilize um material de base com um mínimo de 1000N/mm² de resistência. O depósito pode ser maquinável. ANÁLISE QUÍMICA DO DEPÓSITO:
C, Cr, Mo, Mn, Si CARACTERÍSTICAS MECÂNICAS DO DEPÓSITO:
Dureza [HRC]: ≈ 40 REGULAÇÃO DA MÁQUINA:
φ Eléctrodo [mm] 3.25 4.0 5.0
Corrente [A] 80 - 110 110 - 140 130 - 170 CORRENTE: Contínua (polo +) ou alternada INSTRUÇÕES PARA APLICAÇÃO: Usar arco de comprimento médio e eléctrodo perpendicular à peça. Pré-aquecer a peça entre 250 e 300ºC. Depois do revestimento, deixar arrefecer lentamente envolvendo a peça em material refractário. Usar eléctrodos completamente secos. A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.

- 98 -
Normas: DIN 8555: E 3-55t revestido
SLV 55T
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Eléctrodo básico destinado a revestimentos onde se exija grande resistência à compressão e atrito até temperaturas de 500ºC. Encontra, por isso, grande aplicação em matrizes, lâminas de guilhotinas para corte a quente, acessórios de máquinas de extrusão, roletes de laminação, válvulas, etc. Também indicado na confecção de ferramentas para trabalho a quente ou a frio, desde que se utilize um material de base com um mínimo de 1000N/mm² de resistência. ANÁLISE QUÍMICA DO DEPÓSITO:
C, Cr, Mo, Mn, Si CARACTERÍSTICAS MECÂNICAS DO DEPÓSITO:
Dureza [HRC]: ≈ 58
REGULAÇÃO DA MÁQUINA:
φ Eléctrodo [mm] 3.25 4.0 5.0
Corrente [A] 80 - 110 100 - 140 130 - 170 CORRENTE: Contínua (polo +) ou alternada INSTRUÇÕES PARA APLICAÇÃO: Usar arco de comprimento médio e eléctrodo perpendicular à peça. Pré-aquecer a peça entre 250 e 300ºC. Depois do revestimento deixar arrefecer lentamente envolvendo a peça em amianto. Usar eléctrodos completamente secos. A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.

- 99 -
Normas: DIN 8555: E3-60St revestido
SLV 64
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Eléctrodo destinado à manutenção e produção de ferramentas de corte e conformação a quente e a frio, especialmente na indústria automobilística. Pode ser depositado sobre aços ao carbono, cromo-molibdénio e ao crómio, bem como em aços fundidos do mesmo tipo. Excelente soldabilidade e acabamento com escória auto-destacável, é indicado tanto para revestimentos de superfícies planas como em cantos vivos. Resistente ao impacto e à abrasão. Havendo necessidade de se maquinar o depósito, é necessário proceder-se a um recozimento, podendo em seguida tratá-lo termicamnte (tempera e revenido). ANÁLISE QUÍMICA DO DEPÓSITO:
C, Si, Mn, Cr, Mo CARACTERÍSTICAS MECÂNICAS DO DEPÓSITO:
Dureza após depósito [HRC]: 58 – 61 Dureza após recozimento (HB) 280 (2h a 750ºC c/ arrefecimento lento
no forno) Dureza após tempera (HRC) 60-62 (950ºC c/ arrefecimento em óleo) Dureza após revenido (HRC) 58 – 60 (200ºC)
REGULAÇÃO DA MÁQUINA:
φ Eléctrodo [mm] 2.5 3.15 4.0 5.0
Corrente [A] 50 - 70 90 - 120 130 - 160 140-180 CORRENTE: Contínua (polo +) ou alternada INSTRUÇÕES PARA APLICAÇÃO: Os revestimentos sobre aços ao carbono, devem ser feitos com o mínimo de 3 passes para que se obtenham as características indicadas. Sobre aços ligados ao crómio, aconselhamos um pré-aquecimento lento de 400 a 420ºC com martelando após depósito. Nas ferramentas temperadas e revenidas, pré-aquecer de 350 a 500ºC conforme espessura. A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.

- 100 -
Normas: DIN 8555: E 4-60st revestido AWS/ASME-SFA 5.13: E Fe5-B
SLV 7 RS
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Eléctrodo tipo aço rápido indicado para a fabricação e recuperação de ferramentas de corte. O seu depósito é resistente ao desgaste causado por atrito, impacto e compressão até 550ºC. Apropriado para fabricação e recuperação de brocas, buris, fresas, etc. Indicado também para ferramentas que trabalhem a quente como punções, lâminas de corte, rebarbadores, etc. Pode ser usado em camadas múltiplas sem perigo de aparecimento de fissuras. ANÁLISE QUÍMICA DO DEPÓSITO:
C, Cr, Mo, W, V CARACTERÍSTICAS MECÂNICAS DO DEPÓSITO:
Dureza [HRC]: Após soldadura: 55 - 60 Após têmpera: 64 - 68 (1160 a 1240ºC arrefecimento em óleo) Após recozimento: 25 (800 a 830ºC durante 2 horas) REGULAÇÃO DA MÁQUINA:
φ Eléctrodo [mm] 2.0 2.5 3.15 4.0 5.0
Corrente [A] 50 - 70 80 - 90 100 - 110 120 - 130 140-160 CORRENTE: Contínua (polo +) ou alternada INSTRUÇÕES PARA APLICAÇÃO: Usar arco curto e eléctrodo perpendicular à peça. Pré-aquecer os materiais de base conforme espessura e tipo. Recomendamos usar camada de almofada de SLV 309Mo ou SLV 312. O arrefecimento deverá ser lento envolvendo a peça em manta de material refractário ou no forno. Caso haja necessidade de se maquinar o depósito, proceder ao recozimento conforme indicado nas características mecânicas do depósito e temperar depois. Após têmpera, aconselhamos também um ou dois revenidos de 30 minutos cada entre 540 e 560ºC. A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.

- 101 -
Normas: DIN 8555: E7 – 250K revestido
SLV 7HDF
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Eléctrodo básico destinado a revestimentos onde se exija grande resistência a solicitações extremas ao impacto e à compressão. De alto rendimento (≈130%), especialmente indicado em trabalhos onde se exijam as propriedades do aço austenítico ao manganês tipo HADFIELD. Também indicado para a soldadura entre aços ao carbono e aços ao manganês. Encontra grande aplicação na recuperação de máquinas de terraplanagem, nas pedreiras, na extracção de minérios, nas industrias de tratamento de areia, agulhas e trilhos, etc. Com 14% de Mn, possui uma estrutura totalmente austenítica. Devido a ter também níquel como elemento de liga, é bastante resistente a fissuras. ANÁLISE QUÍMICA DO DEPÓSITO:
C, Ni, Mn CARACTERISTICAS MECÂNICAS DO DEPÓSITO:
Dureza Natural [HB] = 250 Dureza após Trabalho (HB) = 450
REGULAÇÃO DA MÁQUINA:
φ Eléctrodo [mm] 3.25 4.0 5.0
Corrente [A] 100 - 140 140 - 180 180 - 220 CORRENTE: Contínua (polo +) ou alternada INSTRUÇÕES PARA APLICAÇÃO: Usar arco médio e eléctrodo na vertical. Manter a peça o mais fria possível, depositando cordões pequenos e corrente o mais baixa possível. Após depositar cada cordão, arrefecer com um pano embebido em água ou com ar comprimido. O ideal será soldar a peça em banho-maria, de tal forma que somente a zona a soldar fique fora da água. A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.
- 102 -
Normas: DIN 8555: E23 – 200 (45K) revestido AWS: E NiMoCr-1
SLV 7RIC
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Eléctrodo básico de alto rendimento, destinado a revestimentos onde se exija grande resistência ao calor, ao desgaste por abrasão e à corrosão. Com grande teor de níquel, é particularmente indicado para o revestimento de aços sem liga e ligados, assim como, sobre ligas de níquel. Encontra grande aplicação no revestimento de matrizes, estampos, forjas, lâminas de guilhotinas, ferramentas de rebarbar, etc. De estrutura austenítica, possui uma excelente soldabilidade. ANÁLISE QUÍMICA DO DEPÓSITO:
C, Ni, Mo, Cr, W, Fe CARACTERISTICAS MECÂNICAS DO DEPÓSITO:
Dureza Natural [HB] = 200 Dureza após Trabalho (HB) = 400
REGULAÇÃO DA MÁQUINA:
φ Eléctrodo [mm] 2.5 3.25 4.0
Corrente [A] 60 - 80 70 - 100 90 - 120 CORRENTE: Contínua (polo +) ou alternada INSTRUÇÕES PARA APLICAÇÃO: Usar arco curto e eléctrodo na vertical. Limpar cuidadosamente a zona a soldar. Usar intensidades de corrente o mais baixa possível, a fim de se evitar grande diluição com o material de base. Pré-aquecer o material de base quando necessário, e deixar arrefecer lentamente a peça. A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.
- 103 -
Normas: DIN 8555: E20 - 55zct revestido G20 - 55zct nu AWS/ASME-SFA 5.13: E CoCrC
SLAVIT 1
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Eléctrodo revestido e vareta de liga Co-Cr-W para revestimentos resistentes a altas temperaturas, abrasão e corrosão. Liga tipo STELLITE1 especialmente indicada para revestimento de superfícies solicitadas à fricção de metal contra metal. A sua característica principal é a elevada dureza que consegue manter mesmo levada ao rubro e readquirir a dureza após o arrefecimento. ANÁLISE QUÍMICA DO DEPÓSITO:
C, Co, Cr, W CARACTERISTICAS MECÂNICAS DO DEPÓSITO:
Dureza [HRC] +20ºC 54 - 58 Dureza (HRC) +600ºC 42
REGULAÇÃO DA MÁQUINA:
φ Eléctrodo [mm] 3.25 4.0 4.8
Corrente [A] 70 - 100 90 - 120 110 - 140 CORRENTE: Contínua (polo +) ou alternada INSTRUÇÕES PARA APLICAÇÃO: Limpar cuidadosamente a zona a soldar. Usar arco curto e eléctrodo na vertical. Soldar com corrente o mais baixa possível, a fim de evitar grande diluição com o material de base. Pré-aquecer a peça conforme a espessura. Após soldadura, deixar arrefecer lentamente. A vareta nua SLAVIT 1 pode ser aplicada com maçarico oxiacetilénico ou pelo processo TIG. Consegue-se com estes dois processos uma dureza maior, pois a diluição com o material de base é menor, comparada com a que se obtém com o emprego do eléctrodo. Fornecemos também varetas para a soldadura oxiacetilénica e TIG.
A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.

- 104 -
Normas: DIN 8555: E20 - 40zct revestido G20 - 40zct nu AWS/ASME-SFA 5.13: E CoCr-A
SLAVIT 6
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Eléctrodo revestido e vareta de liga Co-Cr-W para revestimentos resistentes a impactos, abrasão e corrosão. Com uma dureza elevada em peças sujeitas a choques térmicos, esta liga tipo STELLITE 6 encontra grande aplicação no revestimento de válvulas, sedes de válvulas, lâminas de guilhotinas para corte a quente, punções, matrizes, etc. ANÁLISE QUÍMICA DO DEPÓSITO:
C, Co, Cr, W CARACTERISTICAS MAECÂNICAS DO DEPÓSITO:
Dureza [HRC] +20ºC 38 - 43 Dureza (HRC) +600ºC 33
REGULAÇÃO DA MÁQUINA:
φ Eléctrodo [mm] 3.25 4.0 4.8
Corrente [A] 70 - 100 90 - 120 110 - 140 CORRENTE: Contínua (polo +) ou alternada INSTRUÇÕES PARA APLICAÇÃO: Limpar cuidadosamente a zona a soldar. Usar arco curto e eléctrodo na vertical. Soldar com corrente o mais baixa possível, a fim de evitar grande diluição com o material de base. Pré-aquecer a peça conforme a espessura. Após soldadura, deixar arrefecer lentamente. A vareta nua SLAVIT 6 pode ser aplicada com maçarico oxiacetilénico ou pelo processo TIG. Consegue-se com estes dois processos uma dureza maior, pois a diluição com o material de base é menor, comparada com a que se obtém com o emprego do eléctrodo. Fornecemos também varetas para a soldadura oxiacetilénica e TIG.
A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.

- 105 -
Normas: DIN 8555: E20 - 50zct revestido G20 - 50zct nu AWS/ASME-SFA 5.13: E CoCr-B
SLAVIT 12
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Eléctrodo revestido e vareta de liga Co-Cr-W para revestimentos contra abrasão, altas temperaturas e corrosão. Em comparação com os tipos à base de cobaltos (1 e 6) poderemos dizer que esta liga é mais resistente à abrasão que o SLAVIT 6 e mais resistente ao choque térmico e a impactos que o SLAVIT 1. Como característica principal apresenta grande resistência a solicitações por abrasão associadas a altas temperaturas, como por exemplo: válvulas para a indústria química, facas e ferramentas para a indústria do plástico, sedes de válvulas, ferramentas para a forjagem de molas, etc. ANÁLISE QUÍMICA DO DEPÓSITO:
C, Co, Cr, W CARACTERISTICAS MECÂNICAS DO DEPÓSITO:
Dureza [HRC] +20ºC 42 - 50 Dureza (HRC) +600ºC 40
REGULAÇÃO DA MÁQUINA:
φ Eléctrodo [mm] 3.25 4.0 4.8
Corrente [A] 70 - 100 90 - 120 110 - 140 CORRENTE: Contínua (polo +) ou alternada INSTRUÇÕES PARA APLICAÇÃO: Limpar cuidadosamente a zona a soldar. Usar arco curto e eléctrodo na vertical. Soldar com corrente o mais baixa possível, a fim de evitar grande diluição com o material de base. Pré-aquecer a peça conforme a espessura. Após soldadura, deixar arrefecer lentamente. A vareta nua SLAVIT 12 pode ser aplicada com maçarico oxiacetilénico ou pelo processo TIG. Consegue-se com estes dois processos uma dureza maior, pois a diluição com o material de base é menor, comparada com a que se obtém com o emprego do eléctrodo. Fornecemos também varetas para a soldadura oxiacetilénica e TIG.
A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.

- 106 -
GRUPO VII-2 Eléctrodos Tubulares
VIDALLOY 33
VIDALLOY 35

- 107 -
Normas: Cor de identificação: Branca
VIDALLOY 33
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Eléctrodo tubular de carbonetos de crómio, especialmente indicado para aplicações sobre aços ao manganês, onde se obtém grande resistência à abrasão e ao impacto. Pode também ser usado em aços ao carbono e baixa liga com resultados similares. ANÁLISE QUÍMICA DO DEPÓSITO:
C Cr Mn
5,5% 40,0% 1,5% CARACTERÍSTICAS MECÂNICAS DO DEPÓSITO:
Dureza [ HRC]: 1º passe 50 - 55 Multipasse 55 - 60
REGULAÇÃO DA MÁQUINA:
φ Eléctrodo [mm] 6.0 8.0 12
Corrente [A] 80 - 130 140 - 190 190 - 260 CORRENTE: Contínua (polo +) ou alternada INSTRUÇÕES PARA APLICAÇÃO: Usar eléctrodo na vertical e a corrente o mais baixa possível. A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.

- 108 -
Normas: Cor de identificação: Rosa
VIDALLOY 35
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Eléctrodo tubular, com grande quantidade de carbonetos de crómio e molibdénio numa matriz austenítica. Com grande resistência à abrasão, pode ser aplicado directamente sobre ferro fundido ou sobre aços ao carbono sem pré-aquecimento. Principais aplicações: Industria cerâmica, pedreiras, máquinas de terraplanagem. ANÁLISE QUÍMICA DO DEPÓSITO:
C Cr Mn V Mo B
4,0% 27,0% 4,0% 1,0% 4,0% 0,5%
CARACTERÍSTICAS MECÂNICAS DO DEPÓSITO:
Dureza [ HRC]: 1º passe 50 - 60 Multipasse 58 - 62
REGULAÇÃO DA MÁQUINA:
φ Eléctrodo [mm] 6.0 8.0 12
Corrente [A] 80 - 130 140 - 190 190 - 260 CORRENTE: Contínua (polo +) ou alternada INSTRUÇÕES PARA APLICAÇÃO: Usar eléctrodo na vertical e a corrente o mais baixa possível. A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.

- 109 -
GRUPO VII-3 Arames sólidos(MIG/MAG)
ER 300
ER 600

- 110 -
Normas: DIN 8555: MSG 2 – GZ - 300
ER 300
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Arames MIG ligado ao crómio, destinado à soldadura e revestimento de peças que se desgastam com o trabalho. Encontra grande aplicação na soldadura de railes, rodas dentadas, eixos, etc. Também aplicável como camada de almofada em revestimentos duros. O seu depósito é maquinável.
ANÁLISE QUÍMICA DO DEPÓSITO:
C Si Mn Cr
0,55% 0,5% 1,1% 0,9%
CARACTERISTICAS MECÂNICAS:
Dureza (HB) 300
GÁS DE PROTECÇÃO: MAG: CO2
FORMA DE FORNECIMENTO: MAG: Arame cobreado ø:1,2mm; 1,6mm A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.

- 111 -
Normas: DIN 8555: MSG 6 – GZ - 60
ER 600
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Arames MAG ligado ao CrSi, altamente resistente ao desgaste, cujo campo de aplicação é o seguinte: pedreiras, máquinas de terraplanagem, transportadores helicoidais. O seu depósito endurece ao ar, com grande resistência à abrasão, choques e impactos. Maquinável só por rebarbagem.
ANÁLISE QUÍMICA DO DEPÓSITO:
C Si Mg Cr
0,45% 3,0% 0,4% 9,5%
CARACTERISTICAS MECÂNICAS:
Dureza (HB) 600 NOTA: A dureza depende do grau de diluição com o material de base.
GÁS DE PROTECÇÃO:
MAG: CO2
FORMA DE FORNECIMENTO: MAG: Arame cobreado ø:0,8mm; 1,2mm; 1,6mm A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.

- 112 -
GRUPO VII-4 Arames fluxados(MIG/MAG)
CS 600
60 MF
AR A62

- 113 -
Normas: DIN: MF2 – GW – 55 - G
CS 600
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Arame fluxado para revestimentos duros com um depósito endurecivel ao ar. O seu depósito é extremamente resistente à abrasão. ANÁLISE QUÍMICA DO DEPÓSITO:
C Si Mn Cr Al Mo
<0,8% 0,8% 2,0% 2,5% 1,7% 0,2%
CARACTERÍSTICAS MECÂNICAS DO DEPÓSITO:
Dureza (HRC) 57 - 59
NÃO REQUER GÁS DE PROTECÇÃO:
REGULAÇÃO DA MÁQUINA:
φ [mm] 1.2 1.6 2.4
Corrente [A] 100 - 250 180 - 300 250 - 500
Tensão (Volts) 20 - 28 24 - 30 26 - 35 CORRENTE: Contínua (polo +)
A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.

- 114 -
Normas:
60 MF
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Arame fluxado de alta liga para revestimentos de peças que trabalhem com grande abrasão por esmerilamento. Especial para pás de misturadores, industria cerâmica, transportadores helicoidais, etc. ANÁLISE QUÍMICA DO DEPÓSITO:
C Si Mn Cr Nb
5,0% 0,9% 0,5% 22,5% 7,0%
CARACTERÍSTICAS MECÂNICAS DO DEPÓSITO:
Dureza (HRC) 58 - 61
NÃO REQUER GÁS DE PROTECÇÃO:
CORRENTE: Contínua (polo +)
DIÂMETROS DISPONÍVEIS: 1,6mm; 2,4mm; 2,8mm A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.

- 115 -
Normas:
AR A62
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Arame fluxado de alta liga carbono-crómio, destinado a trabalhar onde se exija grande resistência à abrasão com impacto moderado. Resistente a temperaturas até 530ºC. Ideal para usar sobre aços ao carbono e baixa liga, aços ao manganês e ferro fundido. ANÁLISE QUÍMICA DO DEPÓSITO:
C, Cr
CARACTERÍSTICAS MECÂNICAS DO DEPÓSITO:
Dureza (HRC) 58 - 62
PODE SER USADO EM ARCO ABERTO (SEM GÁS) OU COM GÁS
CORRENTE: Contínua (polo +)
DIÂMETROS DISPONÍVEIS: 1,2mm A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.

- 116 -
GRUPO VII-5 Varetas(TIG)
SLV 7PET

- 117 -
Normas:
SLV 7PET
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Vareta especial, destinada a revestimentos onde se exija grande resistência à extrema abrasão. Encontra grande aplicação no revestimento de brocas de perfuração na prospecção de petróleo, brocas das máquinas para abertura de galerias e túneis, pás de misturadores, etc.
FONTES DE CALOR: Maçarico oxiacetilénico. TEMPERATURA DE TRABALHO: 770ºC. REGULAÇÃO DA CHAMA: Neutra. FLUXO DECAPANTE: SLV 8UN .
INSTRUÇÕES PARA APLICAÇÃO: Limpar cuidadosamente a zona a soldar, e aplicar o fluxo decapante. Depositar uma camada com a vareta SLV 5LR. Depositar então na espessura desejada, a camada de SLV 7PET. Se após a aplicação houver saliências do metal duro incluído na liga, completar o enchimento com SLV 5LR ou SLV 5NS, até que todas as saliências sejam cobertas.
A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.

- 118 -
GRUPO VIII
ELÉCTRODOS PARA CORTAR E CHANFRAR
SLV 6 CUT
SLV 6 CH
- 119 -
Normas:
SLV 6 CUT
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Eléctrodo especial destinado ao corte e furação de todos os metais. De muito fácil manejo, executa cortes perfeitos mesmo sobre materiais de grande espessura, pois suporta correntes elevadas. REGULAÇÃO DA MÁQUINA:
φ Eléctrodo [mm] 2.5 3.25 4.0 5.0
Corrente [A] 100 - 150 150 - 180 180 - 230 220 - 250 CORRENTE: Contínua (polo -) ou alternada INSTRUÇÕES PARA APLICAÇÃO: A peça a trabalhar deve ser colocada de forma a que o material fundido, possa escorrer livremente por gravidade. Aplicar um movimento vertical de "vai-vém," a fim de que o próprio eléctrodo remova o material já fundido. Para cortar ou furar o cobre, recomendamos um ligeiro pré-aquecimento. A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.

- 120 -
Normas:
SLV 6 CH
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Eléctrodo especial destinado a chanfrar todos os metais. Mais fácil de utilizar que o método tradicional por "ARC-AIR", encontra grande aplicação tanto na produção como na manutenção e montagem. De fácil manejo, possui um grande poder de sopro, o que lhe permite executar chanfros limpos, lisos e profundos. REGULAÇÃO DA MÁQUINA:
φ Eléctrodo [mm] 2.5 3.25 4.0 5.0
Corrente [A] 150 - 250 200 - 300 250 - 400 300 - 500 CORRENTE: Contínua (polo -) ou alternada INSTRUÇÕES PARA APLICAÇÃO: Inclinar a peça a chanfrar de forma a que o material fundido, possa escorrer livremente por gravidade. Trabalhar com o eléctrodo num ângulo o menor possível relativamente à peça, mantendo-o sempre em contacto com a mesma. Aplicar ligeiros movimentos de "vai-vém". Eliminar os resíduos de metal fundido nos bordos de chanfro com a picareta. A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.

- 121 -
GRUPO IX
MATERIAIS PARA BRAZAGEM E SOLDADURA BRANDA
SLV 5PF
SLV 5Cu P7
SLV 5NS
SLV 5L
ARTAG 912
ARTAG 920
ARTAG 930
ARTAG 940

- 122 -
Normas: DIN 8513: L - Ag5P
SLV 5PF
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Vareta com liga de prata e fósforo de boa penetração e condutibilidade destinada para a brasagem do cobre e suas ligas. Indicada para as indústrias eléctrica e naval. Utilizável sobre o cobre sem fluxo decapante. ANÁLISE QUÍMICA DO DEPÓSITO:
Cu, P, Ag CARACTERÍSTICAS MECÂNICAS DO DEPÓSITO:
Resistência à tracção [N/mm²]: 250 (sobre o cobre) Alongamento (l = 5×d) [ %]: 18 Dureza [HB]: 135 Condutibilidade eléctrica [(S.m)/ mm²]: 6 FONTES DE CALOR: Maçarico oxiacetilénico, forno e forno de indução por alta frequência. TEMPERATURA DE TRABALHO: 710ºC. REGULAÇÃO DA CHAMA: Neutra. FLUXO DECAPANTE: SLV 8PF para a brasagem de ligas de cobre. NOTA: Não é necessário utilizar fluxo sobre o cobre quando se utiliza esta vareta. INSTRUÇÕES PARA APLICAÇÃO: Limpar escrupulosamente a zona a brasar. Aplicar o fluxo decapante e esperar que o mesmo se liquefaça. Pré-aquecer a peça uniformemente até atingir a cor vermelho-escuro. Derreter a ponta da vareta na junta e espalhar com a chama do maçarico. FORNECIMENTO EM VARETA DE 500mm: SLV 5PF - φs 1.5, 2 e 3 mm. A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.

- 123 -
Normas: DIN 8513: L – CuP7
SLV 5Cu P7
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Vareta com fósforo de boa penetração e condutibilidade, destinada à brasagem do cobre. Utilizável sobre o cobre sem necessidade de fluxo decapante, sendo este recomendado, apenas para a brasagem de peças de grandes dimensões e também para latão e bronze. Esta liga, não deve ser usada na brasagem de metais ferrosos, aços e ligas de níquel. ANÁLISE QUÍMICA DO DEPÓSITO:
Cu P
93% 7%
CARACTERÍSTICAS MECÂNICAS DO DEPÓSITO:
Resistência à tracção [N/mm²]: 568 Densidade 8,1 FONTES DE CALOR: Maçarico oxiacetilénico, forno e forno de indução por alta frequência. TEMPERATURA DE TRABALHO: 710 – 800ºC REGULAÇÃO DA CHAMA: Neutra. INSTRUÇÕES PARA APLICAÇÃO: Limpar escrupulosamente a zona a brasar. Pré-aquecer a peça uniformemente até atingir a cor vermelho-escuro. FORNECIMENTO EM VARETA DE 500mm: SLV 5PF - φs 1.5, 2 e 3 mm. A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.

- 124 -
Normas: DIN 8513: L - CuNi10Zn42
SLV 5NS
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Vareta de alta resistência à base de níquel indicada para a brasagem do aço, ferro fundido cinzento e maleável, ligas de cobre e níquel. De emprego universal e excelentes características mecânicas, tem aplicação na construção metálica especialmente na fabricação de bicicletas e motociclos, carroçarias, mobiliário metálico, instalações sanitárias, etc. Excelente acabamento. ANÁLISE QUÍMICA DO DEPÓSITO:
Cu, Zn, Ni, Si CARACTERÍSTICAS MECÂNICAS DO DEPÓSITO:
Resistência à tracção [N/mm2]: 400 - 450 (sobre Fe37 e Fe50) Alongamento (l = 5×d) [ %]: 30 FONTES DE CALOR: Maçarico oxiacetilénico, forno e forno de indução por alta frequência. TEMPERATURA DE TRABALHO: 910ºC. REGULAÇÃO DA CHAMA: Neutra. FLUXO DECAPANTE: SLV 8UN - Fluxo universal (em pasta); SLV 8UNPo - Fluxo universal (em pó). INSTRUÇÕES PARA APLICAÇÃO: Limpar cuidadosamente a zona de trabalho. Esta vareta serve tanto para soldabrasagem como para brasagem por capilaridade. Colocar decapante sobre a vareta e a zona de trabalho. Pré-aquecer uniformemente a peça. Colocar a vareta sobre a junta, e fundir uma gota, espalhando-a com a chama do maçarico. Não sobreaquecer demasiado a peça a fim de não afectar as características mecânicas da ligação. FORNECIMENTO EM VARETA DE 500mm: SLV 5NS (Vareta nua) - φs 1.5, 2, 3 e 4 mm. SLV 5NSR (Vareta revestida) - φs 2, 3 e 4 mm. A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.

- 125 -
Normas: DIN 8513: L - CuZn40
SLV 5L
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Vareta especial de latão destinada à brasagem de aços ao carbono, ferro fundido maleável, cobre e suas ligas. Tem um campo de aplicação muito especial na tubagem, fabricação de bicicletas e motociclos. Pode-se aplicar este material sobre ferro galvanizado sem danificar a galvanização ANÁLISE QUÍMICA DO DEPÓSITO:
Cu, Zn, Si CARACTERÍSTICAS MECÂNICAS DO DEPÓSITO:
Resistência à tracção [N/mm2]: 350 - 400 (sobre Fe37 e Fe50) Alongamento (l = 5×d) [ %]: 30 FONTES DE CALOR: Maçarico oxiacetilénico. TEMPERATURA DE TRABALHO: 900ºC. REGULAÇÃO DA CHAMA: Sobre latão, bronze e ferro galvanizado: ligeiramente oxidante. Sobre aço e cobre: neutra. FLUXO DECAPANTE: SLV 8UN - Decapante universal (em pasta); SLV 8UNPo - Decapante universal (em pó). INSTRUÇÕES PARA APLICAÇÃO: Limpar cuidadosamente a zona a brasar. Pré-aquecer uniformemente as peças. Fundir a vareta gota a gota. FORNECEMOS EM VARETA DE 500mm: SLV 5L (Vareta nua) φs 1.5, 2, 3 e 4 mm. SLV 5LR (Vareta revestida) φs 2, 3 e 4 mm. A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.

- 126 -
Normas: DIN 8513: L – Ag 12
ARTAG 912
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Liga de baixo teor de prata (12%) para a soldadura do cobre e suas ligas, assim como para a união de ligas cuprosas com ligas ferrosas. Encontra grande aplicação na indústria de fabricação de candeeiros, artigos de bijutarias, pequenas peças metálicas, etc. ANÁLISE QUÍMICA DO DEPÓSITO:
Ag, Cu, Zn, Cd, Si CARACTERÍSTICAS MECÂNICAS DO DEPÓSITO:
Resistência à tracção [N/mm2]: 300 Alongamento (l = 5×d) [ %]: 26 Dureza [HB]: 145 Condutibilidade eléctrica [(S.m)/mm2]: 16 FONTES DE CALOR: Maçarico oxiacetilénico, forno e forno de indução por alta frequência. TEMPERATURA DE TRABALHO: 750ºC. REGULAÇÃO DA CHAMA: Neutra. FLUXO DECAPANTE: SLV 8AG (em pasta); SLV 8AGPo (em pó). INSTRUÇÕES PARA APLICAÇÃO: Limpar escrupulosamente a zona a brasar. Aplicar o fluxo decapante e esperar que o mesmo se liquefaça sob acção da chama oxiacetilénica. Colocar a ponta da vareta sobre a junta e depositar uma gota de material, espalhando-a com a chama do maçarico. FORNECEMOS EM VARETA DE 500mm: ARTAG 912 (Vareta nua) - φs 1.5, 2 e 3 mm. ARTAG 912R (Vareta revestida) - φs 2 e 3 mm. A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.

- 127 -
Normas: DIN 8513: L - Ag 20 Cd
ARTAG 920
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Vareta com liga de prata, de boa capilaridade, destinada à brasagem de aços ao carbono, aços inoxidáveis, níquel e suas ligas, cobre e suas ligas, assim como para a interligação destes materiais entre si. Ideal para a indústria eléctrica (iluminação), pois possui uma coloração idêntica à do latão. ANÁLISE QUÍMICA DO DEPÓSITO:
Ag, Cu, Zn CARACTERÍSTICAS MECÂNICAS DO DEPÓSITO:
Resistência à tracção [N/mm2]: 350 - 430 (sobre Fe37 e Fe50) Alongamento (l = 5×d) [ %]: 22 Dureza [HB]: 100 Condutibilidade eléctrica [(S.m)/mm2]: 12 FONTES DE CALOR: Maçarico oxiacetilénico, forno e forno de indução por alta frequência. TEMPERATURA DE TRABALHO: 750ºC. REGULAÇÃO DA CHAMA: Neutra. FLUXO DECAPANTE: SLV 8AG (em pasta); SLV 8AGPo (em pó). INSTRUÇÕES PARA APLICAÇÃO: Limpar escrupulosamente a zona a brasar. Aplicar o fluxo decapante e esperar que o mesmo se liquefaça sob acção da chama oxiacetilénica. Colocar a ponta da vareta sobre a junta e depositar uma gota de material, espalhando-a com a chama do maçarico. FORNECEMOS EM VARETA DE 500mm: ARTAG 920 (Vareta nua) - φs 1.5, 2 e 3 mm. ARTAG 920R (Vareta revestida) - φs 2 e 3 mm. A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.

- 128 -
Normas: DIN 8513: L - Ag 30 Cd
ARTAG 930
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Vareta com liga de prata, baixo ponto de fusão, boa fluidez e excelente capilaridade, destinada essencialmente à fabricação em série por brasagem. Também empregue para brasagem de aços ao carbono, aços inoxidáveis, níquel e suas ligas, cobre e suas ligas, assim como para a interligação destes materiais entre si. Não necessita de acabamento final. ANÁLISE QUÍMICA DO DEPÓSITO:
Ag, Cd, Cu, Zn CARACTERÍSTICAS MECÂNICAS DO DEPÓSITO:
Resistência à tracção [N/mm2]: 380 - 470 (sobre Fe37 e Fe50)
Alongamento (l = 5×d) [ %]: 23
Condutibilidade eléctrica [(S.m)/mm2]: 13 FONTES DE CALOR: Maçarico oxiacetilénico, forno e forno de indução por alta frequência. TEMPERATURA DE TRABALHO: 680ºC. REGULAÇÃO DA CHAMA: Neutra. FLUXO DECAPANTE: SLV 8AG (em pasta); SLV 8AGPo (em pó). INSTRUÇÕES PARA APLICAÇÃO: Limpar escrupulosamente a zona a brasar. Aplicar o fluxo decapante e esperar que o mesmo se liquefaça sob acção da chama oxiacetilénica. Colocar a ponta da vareta sobre a junta e depositar uma gota de material, espalhando-a com a chama do maçarico. FORNECEMOS EM VARETA DE 500mm: ARTAG 930 (Vareta nua) - φs 1.5, 2 e 3 mm. ARTAG 930R (Vareta revestida) - φs 2 e 3 mm.
A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.

- 129 -
Normas: DIN 8513: L - Ag 40 Cd
ARTAG 940
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Vareta com alto teor de prata, baixo ponto de fusão, boa fluidez e excelente capilaridade destinada à brasagem de aços ao carbono, ferro fundido cinzento maleável, aços inoxidáveis, níquel e suas ligas, cobre e suas ligas, ouro e prata, assim como para a interligação destes materiais entre si. Não necessita de acabamento final. ANÁLISE QUÍMICA DO DEPÓSITO:
Ag, Cd, Cu, Zn CARACTERÍSTICAS MECÂNICAS DO DEPÓSITO:
Resistência à tracção [N/mm2]: 410 - 510 (sobre Fe37 e Fe50) Alongamento (l = 5×d) [ %]: 22 Dureza [HB]: 108 Condutibilidade eléctrica [(S.m)/mm2]: 15 FONTES DE CALOR: Maçarico oxiacetilénico, forno e forno de indução por alta frequência. TEMPERATURA DE TRABALHO: 610ºC. REGULAÇÃO DA CHAMA: Neutra. FLUXO DECAPANTE: SLV 8AG (em pasta); SLV 8AGPo (em pó).
INSTRUÇÕES PARA APLICAÇÃO: Limpar escrupulosamente a zona a brasar. Aplicar o fluxo decapante e esperar que o mesmo se liquefaça sob acção da chama oxiacetilénica. Colocar a ponta da vareta sobre a junta e depositar uma gota de material, espalhando-a com a chama do maçarico. FORNECEMOS EM VARETA DE 500mm:
ARTAG 940 (Vareta nua) - φs 1.5, 2 e 3 mm. ARTAG 940R (Vareta revestida) - φs 2 e 3 mm. A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.

- 130 -
GRUPO X LIGAS MICROPULVERIZADAS PARA PROJECÇÃO
A QUENTE E A FRIO
PROJECÇÃO A QUENTE
• 2100S
• 40P
• 50P
• 60WSC
• 906
• 912
PROJECÇÃO A FRIO
• 9001
• 9002
• 9003
• 9004

- 131 -
LIGAS MICROPULVERIZADAS PARA PROJECÇÃO A QUENTE
DESIGNAÇÃO DUREZA (HRC) COMPOSIÇÃO
QUIMICA INTERVALO
DE FUSÃO (ºC)CAMPO DE APLICAÇÃO
2100S = 20 Ni - Si - B 1020 - 1080 Excelente resistência aos choques e à
corrosão. Especial para a industria vidreira. Depósito maquinável.
40P 36 - 42 Ni – Cr – Si - B 960 - 1040 Boa resistência aos choques e à corrosão.
50P 55 - 60 Ni-Cr-Si-B-Fe 950 - 1100 Alta resistência à abrasão, ao atrito de metal contra metal e á corrosão.
60WSC N2300HV C-Cr-Ni-B-W 2850 - 2860 Alta resistência à abrasão e ao calor. Resistente aos ácidos.
906 38 - 43 Co-Cr-W-Ni-
Si-C-B 1260 - 1310 Alta resistencia ao impacto, corrosão e
erosão, associados a solicitações térmicas.
912 46 - 53 Co-Cr-W-Ni-
Si-C-B 1260 - 1310 Alta resistência à corrosão ou abrasão,
com grandes solicitações térmicas. A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.
- 132 -
LIGAS MICROPULVERIZADAS PARA PROJECÇÃO A FRIO
PARA PROJECÇÃO A QUENTE DESCRIÇÃO E CAMPO DE APLICAÇÃO: Ligas especialmente concebidas para revestimentos sobre peças de secção circular com pouco desenvolvimento de calor, evitando-se assim deformações, distorções ou alterações de estrutura dos diferentes materiais de base onde podem ser aplicadas, tais como: Aços e ferro fundido, aços inoxidáveis, ligas de níquel, ligas de cobre e alumínio.
• 9001 Liga a depositar, sempre como camada de ligação. Durante a operação de projecção desta liga, dá-se uma reacção exotérmica que permite o depósito a uma temperatura de ±100ºC. Esta liga assegura a ligação das ligas 9002, 9003 e 9004.
• 9002 Liga à base de Ni-Cr-B-Si, de dureza relativamente baixa, para revestimentos de peças particularmente sujeitas ao desgaste por atrito, como apoios a rolamentos, ressaltos de veios, hastes de válvulas, etc.
• 9003 Liga à base de Ni-Cr-B-Si, idêntica à liga 9002, mas de dureza mais elevada. • 9004 Liga bronze-alumínio, com excelente coeficiente de atrito (seco ou com lubrificação), especial para revestimentos de mancais, casquilhos anti-fricção, hastes de válvulas, camisas de cilindros, etc. A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.

- 133 -
GRUPO XI PLACAS ANTI-DESGASTE, PRÉ-REVESTIDAS
T 200X
T 211
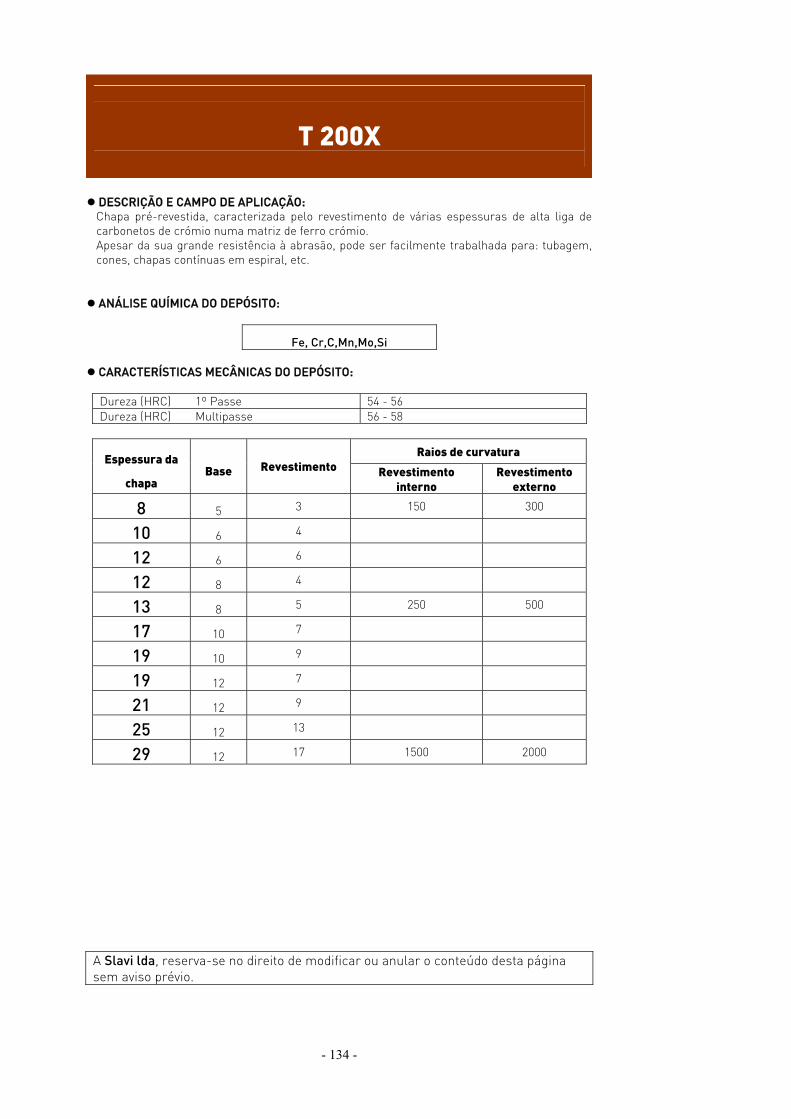
- 134 -
T 200X
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Chapa pré-revestida, caracterizada pelo revestimento de várias espessuras de alta liga de carbonetos de crómio numa matriz de ferro crómio. Apesar da sua grande resistência à abrasão, pode ser facilmente trabalhada para: tubagem, cones, chapas contínuas em espiral, etc. ANÁLISE QUÍMICA DO DEPÓSITO:
Fe, Cr,C,Mn,Mo,Si
CARACTERÍSTICAS MECÂNICAS DO DEPÓSITO:
Dureza (HRC) 1º Passe 54 - 56 Dureza (HRC) Multipasse 56 - 58
Raios de curvatura Espessura da
chapa Base Revestimento Revestimento
interno Revestimento
externo
8 5 3 150 300
10 6 4
12 6 6
12 8 4
13 8 5 250 500
17 10 7
19 10 9
19 12 7
21 12 9
25 12 13
29 12 17 1500 2000
A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.

- 135 -
T 211
DESCRIÇÃO E CAMPO DE APLICAÇÃO: Chapa pré-revestida, caracterizada pelo revestimento de várias espessuras de alta liga de carbonetos de crómio que proporciona uma protecção versátil e duradoura na maior parte das áreas em instalações onde o desgaste severo se verifica, tais como: Revestimento de silos de armazenamento, revestimento de calhas, revestimento de trituradoras, revestimento de moinhos, chapas de rebordo para cilindros de elevação, pás de ventoinhas, crivos, equipamento de manuseamanto de escória, alcatruzes, etc. ANÁLISE QUÍMICA DO DEPÓSITO:
Fe, Cr,C,Mn,Mo,Si,B
CARACTERÍSTICAS MECÂNICAS DO DEPÓSITO:
Dureza (HRC) 1º Passe 58 - 62 Dureza (HRC) Multipasse 60 - 66
Raios de curvatura Espessura da
chapa Base Revestimento Revestimento
interno Revestimento
externo
8 5 3 150 300
10 6 4
12 6 6
12 8 4
13 8 5 250 500
17 10 7
19 10 9
19 12 7
21 12 9
25 12 13
29 12 17 1500 2000
23 16 7
25 16 9
29 16 13
A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.

- 136 -
GRUPO XII FLUXOS DECAPANTES
SLV 8AG - Decapante em pasta para a brasagem com ligas de prata SLV 8AGPo - Decapante em pó para a brasagem com ligas de prata SLV 8UN - Decapante universal em pasta SLV 8UNPo - Decapante universal em pó SLV 8Al - Decapante para a soldabrasagem do alumínio SLV 8PF - Decapante para a brasagem de ligas de cobre FORNECIMENTO: Embalagens de 1,0 Kg Embalagens de 1/2 Kg Embalagens de 1/4 Kg

GRUPO XIII PRODUTOS DIVERSOS
Desmoldante
de Silicone Aerosol para protecção do bocal das tochas MIG
Desmoldante
sem Silicone Aerosol para protecção do bocal das tochas MIG
TIP-DIP Pasta para protecção do bocal das tochas MIG ( pode-se mergulhar a tocha no produto ).
Líquidos
Penetrantes
Conjunto de líquidos (limpeza, penetrante e revelador), para detecção de defeitos.
Protex Líquido protector das zonas a soldar. Usado também em tratamentos térmicos, para evitar placas de calamina.
Beizpaste Pasta para limpeza de aços inoxidáveis.
Magic Metal
Bastão constituído por dois produtos concêntricos, que depois de misturados adquirem as propriedades do metal. Depois da reacção, pode-se furar, limar, tornear, etc.
A Slavi lda, reserva-se no direito de modificar ou anular o conteúdo desta página sem aviso prévio.

Apêndice

Correspondência entre as novas unidades padrão(S.I.) e as anteriores
Limite elástico – Resistência à tracção kp/mm2 N/mm2 kp/mm2 N/mm2 kp/mm2 N/mm2
1 10 31 304 61 598 2 20 32 314 62 608 3 29 33 324 63 618 4 39 34 333 64 628 5 49 35 343 65 638 6 59 36 353 66 647 7 69 37 363 67 657 8 78 38 373 68 667 9 88 39 382 69 677
10 98 40 392 70 687 11 108 41 402 71 697 12 118 42 412 72 706 13 128 43 422 73 716 14 137 44 431 74 726 15 147 45 441 75 736 16 157 46 451 76 746 17 167 47 461 77 755 18 177 48 471 78 765 19 186 49 480 79 775 20 196 50 490 80 785 21 206 51 500 81 795 22 216 52 510 82 805 23 226 53 519 83 815 24 235 54 529 84 824 25 245 55 539 85 834 26 255 56 549 86 844 27 265 57 558 87 854 28 275 58 568 88 864 29 284 59 578 89 873 30 294 60 588 90 883
100 981 Resiliênsia
DVM ISO - V kp/cm2 Joule kp/cm2 Joule kp/cm2 Joule kp/cm2 Joule
3 21 15 103 3 24 15 118 4 28 16 110 4 31 16 126 5 34 17 117 5 39 17 133 6 41 18 124 6 47 18 141 7 48 19 131 7 55 19 149 8 55 20 137 8 63 20 157 9 62 21 144 9 71 21 165
10 69 22 151 10 79 22 173 11 76 23 158 11 86 23 181 12 83 24 165 12 94 24 188 13 89 25 172 13 102 25 196 14 96 14 110

Diagrama de Schaeffler O diagrama de Schaeffler prevê quais são as estruturas que podem ser encontradas em aços de alta-liga com predominância de crómio e níquel. A avaliação é feita em função do conteúdo de crómio equivalente CrE (que tende a formar estrutura ferrítica) e do conteúdo de níquel equivalente NiE(que tende a formar estrutura austenitica).
CrE = Cr + Mo + 1,5.Si + Nb2 (%)
NiE = Ni + 30.C + Mn2 (%)
Utilização
1. Verificar a composição química do aço. Considerar apenas metade do conteúdo de carbono(metade será queimada durante a soldadura).
2. Calcular o CrE e o NiE. 3. Marcar, no diagrama, o ponto de coordenadas (CrE , NiE). 4. Seleccionar o eléctrodo e verificar a liga. 5. Calcular o CrE e o NiE, sem considerar perdas de carbono, da análise do
metal depositado. 6. Marcar, no diagrama, o ponto correspondente. 7. Unir os dois pontos. 8. Dividir a linha em 10 partes iguais. 9. Determinar a diluição do metal de adição no metal base, conforme o
processo de soldadura e verificar a zona em que cai.
Processo Diluição Electrodo (rutilo) 15 -. 25 % Electrodo (básico) 20 – 30 % TIG 15 – 100 % MAG 20 – 40 % MAG (pulsado) 10 – 30%

Diagrama de DELONG
Diagrama WRC

Tabela de correspondência de dureza
Resistência á tracção
VICKERS DPH
ROCKWELL
BRINELL BHN
SCLERO- SCOPE (shore)
Kg/mm2 HV/10 B C 500Kg 3000kg 1076 70 101 1004 69 99 940 68 97 900 67 95 865 66 92 832 65 739 91 800 64 722 88 772 63 705 87 746 62 688 85 720 61 670 83 697 60 654 81 674 59 634 80 653 58 615 78 633 57 595 76 613 56 577 75 595 55 560 74 577 54 543 72 560 53 523 71 544 52 512 69 528 51 496 68 513 50 481 67 498 49 469 66 484 48 455 64 471 47 443 63 458 46 432 62
150 446 45 421 60 434 44 409 58
143 423 43 400 57 412 42 390 56 402 41 381 55 392 40 371 54
130 382 39 362 52 127 372 38 353 51 123 363 37 344 50 120 354 36 336 49 117 345 35 327 48
336 34 319 47 327 33 311 46
109 318 32 301 44 310 31 294 43 302 30 286 42 294 29 279 41 286 28 271 41 279 27 264 40 272 26 258 39 266 25 253 38 260 24 247 37
(continua)

Resistência á tracção
VICKERS DPH
ROCKWELL
BRINELL BHN
SCLERO- SCOPE (shore)
Kg/mm2 HV/10 B C 500Kg 3000kg 254 100 23 201 240 36 248 99 22 195 234 35 243 98 21 189 228 35 238 97 20 184 222 34 234 97 181 218 230 96 179 214 226 96 177 210 222 95 175 208 217 95 171 205 213 94 169 203 208 93 167 200 204 92 163 195 200 92 162 193
62 196 91 160 190 192 90 157 185
59 188 89 154 180 58 184 88 151 176
180 87 148 172 55 176 86 145 169 54 172 85 142 165 53 168 84 140 162 52 164 83 137 159 51 160 82 135 156 50 156 81 133 153 49 152 80 130 150
148 79 128 147 48 144 78 126 144 47 141 77 124 141 46 139 76 122 139
137 75 120 137 45 135 74 118 135 44 132 73 116 132
130 72 114 130 43 127 71 112 127 42 125 70 110 125
123 69 109 123 41 120 68 107 121
118 67 106 119 40 116 66 104 117
115 65 102 116 39 114 64 101 114
113 63 99 112 38 112 62 98 110
111 61 96 108 37 110 60 95 107
108 59 94 106 36 107 58 92 104
106 57 91 102 (continua)

Resistência á tracção
VICKERS DPH
ROCKWELL
BRINELL BHN
SCLERO- SCOPE (shore)
Kg/mm2 HV/10 B C 500Kg 3000kg 105 56 90 101
35 104 55 89 99 103 54 87
34 102 53 86 101 52 85 100 51 84
33 100 50 83 99 49 82
32 98 48 81 97 47 80 96 46 79
31 95 45 79 95 44 78 94 43 77 93 42 76 92 41 75 91 40 74 90 39 74 90 38 73 89 37 72 88 36 71 88 35 71 87 34 70 87 33 69 86 32 68 86 31 68 85 30 67 85 29 66 84 28 66 84 27 65 83 26 65 83 25 64 82 24 64 82 23 63 81 22 63 81 21 62 80 20 62 80 19 61 79 18 61 79 17 60 78 16 60 78 15 59 77 14 59 77 13 58 76 12 58 76 11 57 75 10 57 75 9 56 74 8 56
(continua)

Resistência á tracção
VICKERS DPH
ROCKWELL
BRINELL BHN
SCLERO- SCOPE (shore)
Kg/mm2 HV/10 B C 500Kg 3000kg 74 7 56 73 6 55 73 5 55 72 4 55 72 3 54 71 2 54 71 1 53 70 0 53

Testes de dureza (Hardness tests)
Rockwell (NF AO3 – 153) Penetradores: HRB – Esfera dura 1/16” HRC – Cone diamante vértice 120º Método: Fase 0 Coloca–se o material a ensaiar no aparelho de medição. Normalmente, uma chapa (patela) plana devidamente rectificada. Fase 1 Coloca-se uma carga de 10 Kg no penetrador, de forma a assegurar um bom ponto de contacto com o material a ensaiar. Acerta-se a escala no ponto zero (0). Fase 2 Acrescenta-se a carga extra, e logo que a agulha pare retira-se a carga extra e mede-se o desvio “d”. Calculo:
HR(B ou C) = K – e, em que, e = d
0,002mm
K = 100 para o cone e K = 130 para a esfera.
Carga menor Carga maior Carga total Valor de K F0 F1 F
Escala
Penetrador kgf kgf kgf
B Esfera em aço
1/16" 10 90 100 130
C Cone diamante 10 140 150 100

Brinell (NF AO3 – 152) Condições: Tempo mínimo de carga > = 15 segundos
52 ≤≤dD
Formulas:
HB = PS =
Kg mm2 onde S =
π 2 D (D –
2 D 2 –d 2 )

Vickers(NF A03 – 154) Método similar ao Brinell Penetrador: Pirâmide base quadrada, ângulo do vértice = 136º Fórmulas:
HV = PS =
Kg mm onde S =
π 2
d 2
sen 136º 2
2
ou seja HV = 1,844 P
d 2

Tratamento térmico 1.Pré-aquecimento Evita:
- Formação de têmpera na zona afectada pelo calor - Formação de poros - Reduz deformações e tensões internas
2 .Recozimento de alivio de tensões
- Aquecimento entre 550 e 600ºC durante 1 hora por polegada de espessura, seguido de arrefecimento lento.
- Elimina tensões internas. 3.Revenido
- Aquecimento entre 100ºC e AC1 (fase austenita) seguido de arrefecimento posterior
- Reduz a fragilidade conferida pela têmpera 4. Austenização
- Aquecimento acima de AC1 Formula (método) de Seférian para determinação da temperatura de pré-aquecimento. 1.Calculo do conteúdo de carbono equivalente CEQ
CEQ = %C + %Mn + %Cr
9 + %Ni 18 +
%Mo 13
2. Calculo do conteúdo do carbono total CET CET = CEQ(1 + 0,005.e) Onde e = espessura 3. Temperatura de pré-aquecimento Tp = 350 . CET – 0,25

Propriedades mecânicas dos metais Propriedades mecânicas dos metais são as que revelam o comportamento elástico e não elástico dos mesmos quando sujeitos a uma força. Elas são: Resistência limite à tracção Ponto de cedência ou limite de resistência Alongamento Modulo de elasticidade Resistência à compressão Resistência à fadiga Energia de impacto Dureza Todas excepto fadiga e impacto são determinadas por aplicação de cargas estáticas. Fadiga e impacto são determinados por aplicação de cargas pulsantes e cargas dinâmicas, respectivamente. Propriedades elásticas Em prova standard de ruptura por tracção, a maquinaria e o provete de metal cuidadosamente acabado é marcado com uma punção nas duas pontas à distância de 2” entre eles, como mostrado na figura. O provete é colocado na máquina de prova de ruptura por tracção, e uma carga axial é aplicada elevando o maxilar superior a uma taxa de progressão lenta e constante enquanto maxilar inferior permanece estacionário. À medida que o processo se desenvolve, o provete estica a uma taxa uniforme que é proporcional à taxa à qual a carga aumenta. A carga dividida pela área da secção do provete entre as marcas no começo do teste representa a unidade de tensão ou a resistência do material ao puxar da carga ou força elástica. A tensão (σ) é expressa em libras por polegada quadrada. O alongamento do provete representa o estiramento (ε) induzido no material e é expresso em polegadas por polegada de comprimento.
A relação tensão e estiramento é mostrada num diagrama simplificado na figura à esquerda. A relação proporcional de carga / alongamento, ou tensão / estiramento, continua até que um ponto é alcançado onde o alongamento começa a aumentar a uma taxa mais rápida. Este ponto, além do qual o alongamento do provete já não é proporcional à carga, é o limite elástico proporcional do material. Se a carga for retirada antes deste ponto, o provete volta a seu comprimento e
diâmetro originais. Movimento da mandíbula de máquina de teste além do limite elástico causa um alongamento permanente ou deformação do provete. No caso de aços de baixo-carbono, é alcançado um ponto além do qual o metal estira brevemente sem um aumento da carga. Este é o ponto de cedência do material. É considerado que a unidade de tensão no ponto de cedência é o limite de resistência (σy). A aplicação da carga para além do limite elástico do material, causa o “estreitamento” do corpo do provete. Esta acção é acompanhada por uma aceleração adicional de alongamento axial que é limitado agora em grande parte à secção estreita do provete.

A carga, eventualmente alcança um valor de máximo, e então cai rapidamente, com um pequeno alongamento adicional do provete antes da fractura ocorrer. Fracturando, o provete quebra em dois na porção de secção estreita. A carga máxima em libras, dividida pela secção original em polegadas quadradas, é a resistência limite à tracção (σu). O provete de prova de ruptura por tracção standard é mostrado na figura à direita. O provete de teste standard para testar uma junta soldada transversal à soldadura é mostrado na figura em baixo. Ductilidade e Elasticidade As duas partes do provete fracturado são juntas tanto quanto possível, e a distância
entre as duas marcas da punção é medida. O aumento em comprimento dá o alongamento do provete em polegadas, e normalmente é expresso como uma percentagem. O diâmetro ao ponto de fractura é medido e a área calculada. A redução da área original é calculada. A redução em área é expressa como uma percentagem. A percentagem de alongamento e redução em percentagem de
área são medidas de ductilidade. No design da maioria dos elementos estruturais, é essencial manter as tensões de carga dentro dos limites de elasticidade. Se o limite elástico (muito perto do ponto de cedência do material) é excedido, deformação permanente acontece devido a deformação plástica. Quando isto acontece, o material é endurecido por estiramento e, depois disso, tem um limite elástico efectivo e limite de resistência mais altos. Sob da mesma tensão, os materiais, de acordo com a sua natureza, estiram em percentagens diferentes. O modulo de elasticidade (E) de um material simplifica a comparação da sua rigidez com a de outro material. Esta propriedade é a relação da tensão / estiramento dentro do limite elástico.
Tensão σEstiramento ε = Módulo de elasticidade E
Num diagrama de tensão, o módulo de elasticidade é representado visualmente pela porção direita da curva, onde a tensão é directamente proporcional ao estiramento. Curva mais íngreme, mais alto o módulo de elasticidade e mais rígido o material. Qualquer aço tem um módulo de elasticidade sob tensão de aproximadamente 30 milhões de psi. O Instituto Americano do Ferro e do Aço usa um valor mais conservador de 29 milhões de psi para o módulo de elasticidade do aço. O modulo de elasticidade varia para outros materiais. Porém, aço tem o valor mais alto para qualquer que metal comercialmente disponível usado no campo estrutural. Resistência à compressão Na prática, é assumido que a resistência à compressão do aço é igual à sua resistência à tracção. Esta prática também é aceite para em alguns cálculos de design rígido onde o módulo de elasticidade do material sob tensão é usado embora a carga seja de compressão. A resistência limite à compressão do aço é um pouco maior que a resistência limite à tracção. Variações em valores de compressão são parcialmente dependentes da condição do aço. A resistência à compressão de um aço recozido é mais próxima à sua resistência à tracção do que seria no caso de um aço trabalhado a frio. O teste de compressão é semelhante, até certo ponto, ao teste de tracção. Um provete é sujeito a uma carga de compressão, e a resistência limite à compressão é alcançada quando o provete falhar, esmagando-se.

Resistência ao cisalhamento Não há nenhum método standard reconhecido por testar a resistência ao cisalhamento de um material. Felizmente, raramente são encontradas puras cargas de cisalhamento em elementos estruturais, mas tensões de cisalhamento desenvolvem-se frequentemente como um subproduto de tensões principais ou da aplicação de forças transversais. A resistência limite ao cisalhamento (τ) pode ser obtida pela cisalhagem do metal, normalmente num arranjo punção-matriz, usando um cabeçote movendo-se lentamente a uma velocidade constante. A carga máxima exigida perfurar o metal é observada e é usada para calcular a resistência limite ao cisalhamento. Considerando que isto é que um procedimento entediante, geralmente é assumido que a resistência limite ao cisalhamento, é ¾ da resistência limite à tracção para a maioria dos aços estruturais. Fadiga Quando a carga no elemento estrutural varia constantemente, repete-se a uma frequência relativamente alta, ou constitui uma reversão completa de tensões em cada ciclo operacional, resistência à fadiga do material deve ser substituída pelo limite de resistência para efeito de calculo. Sob carga elevada, o modo de fadiga ou de ciclo variável, reduz a resistência efectiva do material à medida que o número de ciclos aumenta. Sujeito a uma determinada tensão, o material tem uma vida de serviço definida, expressa em “N” ciclos de operação. São testadas umas séries de provetes idênticos, cada um sujeito a uma carga específica expressa como unidade de tensão. Para cada provete, a unidade de tensão é registada juntamente com o número de ciclos até ocorrer a falha. O resultado é um diagrama (σ-N). O limite de resistência é a tensão máxima para a qual o material pode ser sujeito por uma vida de serviço indefinida. Embora os padrões variam para vários tipos de elemento estruturais e indústrias diferentes, é prática comum para aceitar a suposição de que se sujeitarmos um elemento uma certa carga durante vários milhões de ciclos de reversões de tensão indica-os que a carga pode ser suportada durante um tempo indefinido. Teoricamente, a carga no provete de teste deveria ser o mesmo tipo da carga no elemento estrutural proposto De acordo com a geometria do elemento estrutural, a presença de áreas locais de concentração de tensões elevadas, e a condição do material tem influência considerável resistência à fadiga, protótipos do elemento estrutural ou da sua secção dariam a informação mais segura como provetes de teste. Porém, isto nem sempre é prático. Áreas locais de concentração de tensões elevadas são causadas por “raisers” de tensão. Estes são entalhes, encaixes, rachas; marcas de ferramenta ou qualquer mudança súbita na secção transversal de um elemento estrutural. “Raisers” de tensão podem reduzir drasticamente a resistência à fadiga de um elemento estrutural.

Resistência ao impacto Resistência ao impacto é a aptidão de um metal para absorver rapidamente a energia de uma carga aplicada a um elemento estrutural. Um metal pode ter boa resistência à tracção e boa ductilidade sob de carregamento estático, contudo fractura se sujeito a uma pancada a alta velocidade. As duas propriedades mais importantes que indicam a resistência do material ao impacto são obtidas do diagrama tensão-estiramento. Primeiro é o módulo de resiliência (u) o qual é uma medida como o material absorve energia quando não sujeito a tensões acima do limite elástico ou ponto de cedência. Indica a resistência do material à deformação por impacto. O modulo de resiliência (u) é a área triangular OBA sob a curva de tensão-distensão, tendo seu vértice no limite elástico. Por questões praticas, deixe que o ponto de cedência (σy) seja a altitude do triângulo e a estiramento de resultante (εy) seja a base. Então :
u = σy εy
2
E = σy
εy εy =
σy
E
u = σy
2
2E
onde E é o módulo de elasticidade σy é o ponto de cedência εy é o estiramento u é o módulo de resiliência Como a absorção de energia é de facto uma propriedade volumétrica, o modulo de resiliência é expresso em in.- lb/in.3. Quando o impacto excede o limite elástico (ou o ponto de cedência) do material, requere-se tenacidade no material em lugar de resiliência. Tenacidade, a habilidade do metal para resistir a fractura sob de carga de impacto, é indicada por sua energia de impacto (uu). Esta é uma medida de como o material absorve energia sem fracturar. A energia de impacto (uu) é a área total OACD sob da curva de tensão-estiramento. Testes desenvolvidos para determinar a energia de impacto dos metais frequentemente fornecem resultados enganosos. Quase todos os testes são executados com provetes entalhados. Tais testes dão resultados com mais precisão. Os dois testes standards são Izod e Charpy. Recentemente, o Charpy tem substituído o Izod. No teste de Charpy, há dois tipos de provetes geralmente usados, os preparados com o entalhe tipo buraco de fechadura e os com o entalhe em “V”. O provete de teste é colocado em uma bigorna, e um pêndulo pesado que balança de uma altura pré-estabelecida atinge o provete no oposto lateral ao entalhe. A máquina de prova indica a quantia de energia em ft-lb exigida para fracturar o provete. Esta é uma medida de resistência ao impacto. Alguns aços exibem uma perda considerável de resistência ao impacto a baixas temperaturas, e, por isto, são feitos testes a temperaturas diferentes para adquirir o tipo de informação mais completa.

Dureza A dureza, quando relacionada aos metais, é a aptidão do material para resistir a entalhe ou penetração. Dois métodos comuns de medir dureza são o Brinnel e o Rockwell. Ambos os métodos usam um “penetrador” com uma esfera dura ou um ponto de diamante. O “penetrador” é aplicado ao material sob uma carga normalizada, a carga é removida e a penetração medida. Um valor numérico é atribuído à quantidade de penetração. Outro método, Shore Scleroscope, Mede a altura do ressalto de um martelo com ponta de diamante largado de uma certa distância. Material mais duro, causa um ressalto mais alto.

Temperatura de fusão de alguns metais e ligas Metal/Liga
Símbolo Quimico
Ponto de fusão (°C)
Metal/Liga
Símbolo Quimico
Ponto de fusão (°C)
Alpaca - 900,00 Lantânio La 920,00 Alumínio Al 660,25 Latão - ~ 900,00 Alumínio laminado - 540 - 650 Magnésio Mg 650,00 Antimônio Sb 630,90 Manganês Mn 1246,00 Berílio Be 1278,00 Molibdenio Mo 2617,00 Bismuto Bi 271,00 Niobio Nb 2468,00 Boro B 2300,00 Níquel Ni 1453,00 Bronze - ~ 1000,00 Ouro Au 1064,58 Cádmio Cd 321,18 Paladio Pd 1552,00 Carbono C ~ 3600,00 Platina Pt 1772,00 Cério Ce 798,00 Prata Ag 961,00 Chumbo Pb 327,60 Ródio Rh 1966,00 Cobalto Co 1495,00 Selénio Se 220,00 Cobre Cu 1084,60 Silicio Si 1410,00 Cromo Cr 1857,00 Tantalo Ta 2996,00 Estanho Sn 232,00 Tombaque - 1150,00 Ferro Fe 1535,00 Tório Th 1755,00 Ferro fundido - ~ 1200,00 Titânio Ti 1660,00 Aço - ~ 1500,00 Tungstênio W 3407,00 Aço (18/8) - ~ 1420,00 Vanádio V 1902,00 Germânio Ge 938,30 Zinco Zn 419,73 Hafnio Hf 2227,00 Zircônio Zr 1852,00 Irídio Ir 2443,00

CARACTERISTÍCAS DOS ELÉCTRODOS REVESTIDOS Um eléctrodo revestido consiste num arame ligado ou não, designado por “ alma e um revestimento dessa mesma alma. O revestimento é o responsável pelo controlo das características de soldadura assim como pela composição química do depósito. A composição e a espessura do revestimento também influencia dentro de certos limites as características de soldadura assim como as propriedades mecânicas do depósito. Relativamente à espessura do revestimento podemos definir três tipos:
Revestimento fino = 1,2 x diâmetro da alma (máx.) Revestimento médio = 1,2 a 1,55 x diâmetro da alma Revestimento grosso = 1,55 x diâmetro da alma (min.)
Quanto ao tipo de revestimento podemos também definir três tipos, a saber:
Tipo A - Revestimento Ácido Tipo B - Revestimento Rutílico Tipo C - Revestimento Básico
Revestimento Ácido - os principais constituintes dos eléctrodos tipo Ácido são ferro- manganês, formadores de escória e outros ingredientes como quartzo , feldspato e óxidos de ferro ou manganês. Este tipo de eléctrodos caracteriza-se por um arco quente, transferência em gotas finas A remoção de escória é fácil mesmo na soldadura de ângulo. Este tipo de eléctrodo tem uma certa tendência para fissurar em quente sobre materiais de base com elevados teores de C, P, ou S. Não se aconselha a soldadura em posição como por exemplo a vertical ascendente. A principal vantagem deste tipo de eléctrodos é a sua excepcional soldabilidade, especialmente em soldaduras de canto na posição plana. Revestimento Rutílico - o principal constituinte deste tipo de eléctrodos é o rutilo (Ti 02) assim como ferro-manganês e formadores de escória. Devido às excelentes características de soldadura, este tipo de eléctrodo é muito utilizado. Eléctrodos com revestimento médio são particularmente utilizados em posição e alguns, com celulose, são especialmente utilizados na posição vertical descendente. Os eléctrodos de revestimento grosso dão cordões com óptimo aspecto e boas características. Os tipos rutilo - básico são aplicados em trabalhos para serem radiografados e especialmente utilizados na posição vertical ascendente. Revestimento Básico – além de desoxidante como o ferro - manganês, ferro silicio ferro titânio, assim como adições de pó de ferro, o revestimento dos eléctrodos deste tipo são constituídos essencialmente por carbonetos de cálcio e espato fluor. A tenacidade e resistência ao fissuramento deste tipo de eléctrodos é a sua principal característica e excede a dos outros tipos. Por isso este tipo de eléctrodos é essencialmente usado em soldaduras de grande responsabilidade, assim como em aços com teor de carbono até 0,4%. O depósito dos eléctrodos básicos de baixa liga têm excelentes características mecânicas até - 50°C. Os aços ligados com níquel são aplicados em soldadura que devam resistir a temperaturas até - 100°C. As principais características técnicas são baseadas nos baixos teores de P, S, Oxigénio, azoto e especialmente hidrogénio. Por isso são muitas vezes conhecidos por eléctrodos de baixo teor de hidrogénio. A soldadura deste tipo deve fazer-se com corrente continua ( eléctrodo ao pólo positivo).
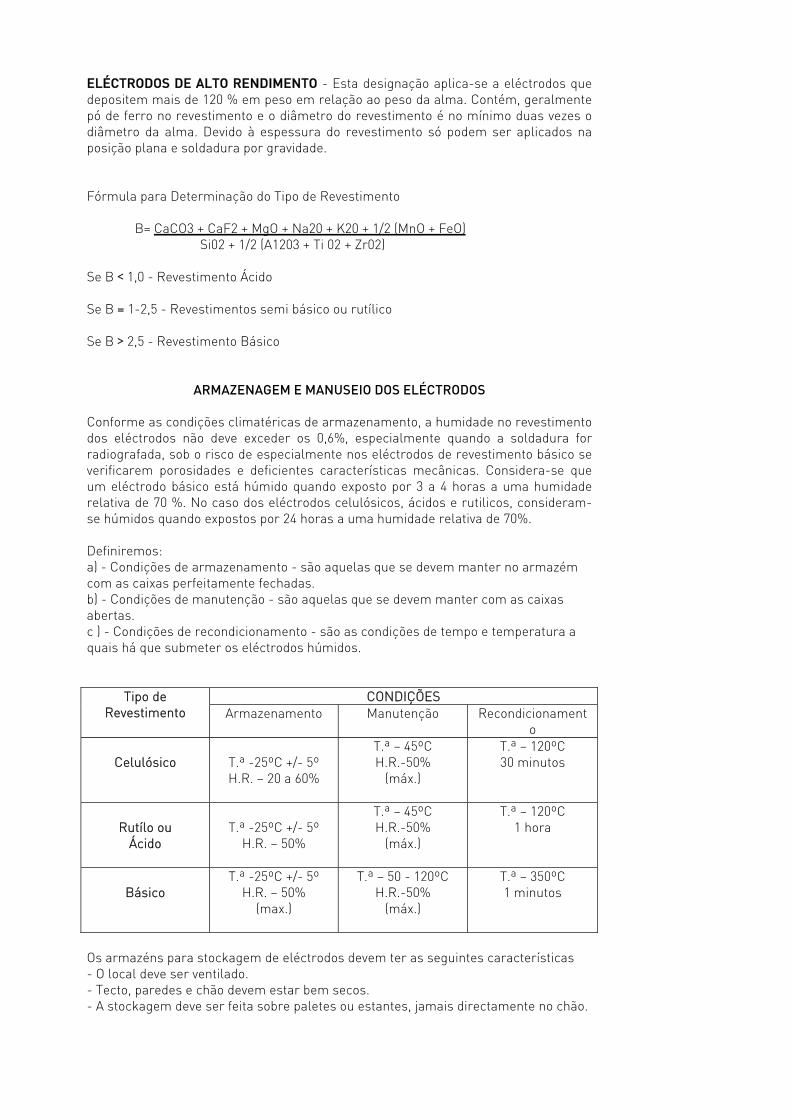
ELÉCTRODOS DE ALTO RENDIMENTO - Esta designação aplica-se a eléctrodos que depositem mais de 120 % em peso em relação ao peso da alma. Contém, geralmente pó de ferro no revestimento e o diâmetro do revestimento é no mínimo duas vezes o diâmetro da alma. Devido à espessura do revestimento só podem ser aplicados na posição plana e soldadura por gravidade. Fórmula para Determinação do Tipo de Revestimento B= CaCO3 + CaF2 + MgO + Na20 + K20 + 1/2 (MnO + FeO) Si02 + 1/2 (A1203 + Ti 02 + Zr02) Se B < 1,0 - Revestimento Ácido Se B = 1-2,5 - Revestimentos semi básico ou rutílico Se B > 2,5 - Revestimento Básico
ARMAZENAGEM E MANUSEIO DOS ELÉCTRODOS
Conforme as condições climatéricas de armazenamento, a humidade no revestimento dos eléctrodos não deve exceder os 0,6%, especialmente quando a soldadura for radiografada, sob o risco de especialmente nos eléctrodos de revestimento básico se verificarem porosidades e deficientes características mecânicas. Considera-se que um eléctrodo básico está húmido quando exposto por 3 a 4 horas a uma humidade relativa de 70 %. No caso dos eléctrodos celulósicos, ácidos e rutilicos, consideram-se húmidos quando expostos por 24 horas a uma humidade relativa de 70%. Definiremos: a) - Condições de armazenamento - são aquelas que se devem manter no armazém com as caixas perfeitamente fechadas. b) - Condições de manutenção - são aquelas que se devem manter com as caixas abertas. c ) - Condições de recondicionamento - são as condições de tempo e temperatura a quais há que submeter os eléctrodos húmidos.
CONDIÇÕES Tipo de Revestimento Armazenamento Manutenção Recondicionament
o
Celulósico
T.ª -25ºC +/- 5º H.R. – 20 a 60%
T.ª – 45ºC H.R.-50%
(máx.)
T.ª – 120ºC 30 minutos
Rutílo ou
Ácido
T.ª -25ºC +/- 5º
H.R. – 50%
T.ª – 45ºC H.R.-50%
(máx.)
T.ª – 120ºC 1 hora
Básico
T.ª -25ºC +/- 5º H.R. – 50%
(max.)
T.ª – 50 - 120ºC H.R.-50%
(máx.)
T.ª – 350ºC 1 minutos
Os armazéns para stockagem de eléctrodos devem ter as seguintes características - O local deve ser ventilado. - Tecto, paredes e chão devem estar bem secos. - A stockagem deve ser feita sobre paletes ou estantes, jamais directamente no chão.

Gases utilizados em soldadura
Metal base
Gás
Austenitic Duplex Ferritic High-alloy austenitic
Super- duplex
Nickel alloys
Norma EN 439
Soldadura MIG
Ar • • • • • a) • I1
He • • • • • a) • I2
Ar + He • • • • • a) • I3
Ar + (1-3)% O2 • b) •b) •1) •1) •1) M13
Ar + (1-3)% CO2d) (•)e) •e) •3) •3) •3) M21
Ar + 30% He + (1-3)% O2 •f) •4) •4) •4) •4)
Ar + 30% He + (1-3)% CO22) •f) M11(21)
Ar + 30% He + (1-2)% N2 •7) •
Soldadura TIG
Ar • • • • • I1
He • • • • • • I2
Ar + He • • • • • •h) I3
Ar + (2-5)% H2 •i) •i) •i) R1
Ar + (1-2)% N2 • •
Ar + 30% He + (1-2)% N2 • •
a) Preferencialmente em MIG pulsado b) Mais fluidez do que com Ar c) Excepto para 22.12.HT e 27.31.4LCu onde Ar é recomendado d) Não recomendado para “spray-arc” onde é exigido baixo teor em carbono e) Mais fluidez do que com Ar, melhor performance em arco curto f) Mais fluidez do que com Ar, melhor performance em arco curto g) Ligas com N2 h) Maior fluxo i) Soldadura automática