Embed Size (px)
Citation preview

ELOI DESZIUTA
CONTROLE DE ESTOQUE NO FLUXO DE PROCESSO DA MONTAGEM DO CKD

2
UNIVERSIDADE DO VALE DO RIO DOS SINOS - UNISINOS
CENTRO DE CIÊNCIAS ECONÔMICAS
CURSO DE ADMINISTRAÇÃO DE EMPRESAS
ELOI DESZIUTA
CONTROLE DE ESTOQUE NO FLUXO DE PROCESSO
DA MONTAGEM DO CKD
CASO EM UM SETOR DE COMPLETELY KNOCKED DOWN (CKD)
PARA EXPORTAÇÃO
Trabalho de conclusão de curso apresentado como requisito parcial para a conclusão do curso de Administração de Empresas pela Universidade do Vale do Rio dos Sinos – UNISINOS.
Orientador: Profº. Dr. Carlos Alberto Diehl
São Leopoldo
2004

3
DEDICATÓRIA
Dedico este trabalho a minha família que sempre esteve ao meu lado, em
todos os momentos e que sempre me deram apoio para que eu pudesse atingir
meus objetivos.

4
RESUMO
O trabalho apresenta como tema central o controle de estoques, através de
um ponto de vista voltado para a Logística de Suprimentos. E, tem como objetivo
analisar a sistemática que está sendo usado para controlar o estoque de
componentes de uma área de Completly Knocked Down CKD (completamente
desmontado), de uma empresa do ramo metalúrgico localizada no vale do rio dos
Sinos. O método utilizado no desenvolvimento deste trabalho constitui-se em um
estudo de caso qualitativo de caráter descritivo. O trabalho foi concluído e o objetivo
principal atingido.
PALAVRAS-CHAVE: Clientes, Informações, Flexibilidade, Redução de
Custos, Competitividade.
PERÍODO: 2004/1.

5
Lista de Ilustrações
Figura 01 MPS...........................................................................................................27
Figura 02 A Árvore do Produto..................................................................................28
Figura 03 Lista de Componentes...............................................................................31
Figura 04 Árvore do Produto.....................................................................................33
Figura 05 Lista de Componentes...............................................................................33
Figura 06 Estrutura Funcional do CKD I....................................................................52
Figura 07 Fluxograma de Processos do CKD...........................................................54
Figura 08.Lista de Separação de Componentes.......................................................55
Figura 09 Etiqueta com Código de Barras.................................................................55
Figura 10 Fluxograma de Processos do CKD II........................................................58
Figura 11 Planilha Quantitativa..................................................................................60
Figura 12 Resumo de Problemas / Propostas..........................................................61

6
Sumário
1 INTRODUÇÃO.......................................................................................................07
1.1 Tema....................................................................................................................07
1.1.1 Delimitação do Tema........................................................................................08
1.2 Problema De Pesquisa........................................................................................10
1.2.1 A Atual Necessidade de Manter Estoque.........................................................09
1.3 Objetivos..............................................................................................................10
1.3.1 Objetivo Geral...................................................................................................10
1.3.1.1 Objetivos Específicos....................................................................................10
1.4 Justificativa..........................................................................................................11
1.4.1 Quanto a Importância.......................................................................................11
1.4.1.1 Quanto a Oportunidade.................................................................................11
1.4.1.1.1 Quanto a Viabilidade..................................................................................12
2 CONTROLE DE ESTOQUE NO FLUXO DE PROCESSO DA MONTAGEM DO
CKD...........................................................................................................................14
2.1 Uma Cadeia de Suprimentos...............................................................................14
2.2 O Transporte de Materiais...................................................................................16
2.3 A Formação dos Estoques..................................................................................16

7
2.3.1 A Administração dos Estoques.........................................................................17
2.3.2 Razões para a Estocagem...............................................................................18
2.3.3 Custo de Manutenção de Estoques..................................................................21
2.4 Recebimento de Materiais...................................................................................20
2.4.1 Armazenagem e Movimentação dos Materiais no Almoxarifado......................22
2.4.1.1 Esquema de Localização dos Itens...............................................................23
2.5 A Administração de Materiais e o Programa de Produção..................................24
2.6 Programa Mestre de Produção (MPS)................................................................25
2.6.1 O Planejamento das Necessidades de Materiais (MRP)..................................27
2.6.2 Lista de Materiais..............................................................................................30
2.6.3 Lista Multinível..................................................................................................32
2.7 Retirada de Material do Almoxarifado.................................................................35
2.7.1 Embalamento de Componentes.......................................................................35
2.8 O inventário Físico...............................................................................................36
2.8.1 Responsabilidade pelo Controle dos Estoques................................................37
2.9 Os Desafios para os Administradores de Estoques............................................37
2.9.1 O Gerenciamento do Inventário nas Organizações..........................................38
2.9.1.1 Perfil de um Almoxarife.................................................................................39
3 MÉTODO................................................................................................................41
3.1 Delineamento da Pesquisa..................................................................................41
3.2 Definição da Unidade-caso..................................................................................43
3.3Técnica de Coleta de Dados................................................................................45
3.4Técnica de Análise de Dados...............................................................................48
3.5 limitação do Método.............................................................................................48
4 ANÁLISE DOS RESULTADOS.............................................................................50

8
4.1 Apresentação do Local da Análise......................................................................50
4.2 Trabalho de Pesquisa..........................................................................................51
4.3 Produção Confirmada .........................................................................................52
4.4 Separação Física dos Componentes...................................................................52
4.4.1 Embalamento dos Componentes Separados...................................................53
4.5 Auditoria da Qualidade........................................................................................54
4.6 Baixa dos Componentes pelo PCP.....................................................................55
4.7 Lançamento das Notas Fiscais no Recebimento Contábil..................................56
4.8 Conferência Física no Recebimento Físico.........................................................56
4.8.1 Lançamento Contábil pelo Recebimento Físico...............................................57
4.9 Resumo de Dados do Setor................................................................................58
4.10 Proposta de Melhoria para o controle de estoque do CKD...............................50
5 CONCLUSÃO.........................................................................................................59
BIBLIOGRAFIA.........................................................................................................60
FLUXOGRAMA DO PROCESSO.............................................................................71

9
1 INTRODUÇÃO
1.1. Tema
Este trabalho de pesquisa visou levantar dados sobre a administração de
materiais em organizações. Isto hoje é um assunto muito discutido na maioria das
empresas que buscam melhorar seu sistema de abastecimento. Melhorando sua
eficiência no controle dos estoques, visando reduzir custos e agilizar sua
capacidade de atendimento a seus clientes.
Este tema levantado é um desafio para os administradores de materiais que
buscam um aprimoramento contínuo no processo empresarial. Visando um comum
acordo entre fornecedores, prestadores de serviços e clientes, assim como a
possibilidade de ganhos profissionais para seus colaborados.
A área de materiais tem grande influência na capacidade competitiva de
uma organização. Ela pode dar a grande alavancagem para o crescimento e
resposta às necessidades e exigências de um mercado globalizado. Com isso a
ênfase em informações sobre os estoques existentes em um almoxarifado facilita a

10
programação futura para a empresa que produz. Assim como, para toda a cadeia de
suprimentos e serviços.
1.1.1 Delimitação do Tema
Este trabalho analisou os aspectos que envolvem a logística usada para
controlar o estoque físico de componentes de uma empresa do ramo metalúrgico do
Vale do Rio dos Sinos.
O trabalho foi realizado no setor de Completly Knocked Down CKD
(completamente desmontado). Foi pesquisado o processo que envolve o movimento
físico e contábil do estoque do setor. O restante do estoque da empresa que
pertence a linha de montagem não foi objeto de pesquisa.
1.2 Definição do Problema
1.2.1 A Atual Necessidade de Manter Estoque
Em um sistema de produção ajustado para atender entregas diversificadas,
com quantidades e prazos que se modificam constantemente, cada organização
busca novas maneiras de melhorar seus processos. Como o mercado globalizado é

11
mais competitivo, os clientes se tornam mais exigentes, com o prazo e pontualidade
nas entregas. E não estão dispostos a pagar mais por isso.
As empresas devem buscar formas de obter informações mais precisas
sobre os estoques de componentes ou de produtos acabados. Para alguns autores,
estoque significa uma ineficiência na cadeia produtiva. Para outros, os estoque
existe porque não se tem, uma programação eficiente sobre a demanda futura.
Como atualmente, para algumas empresas produzir sem componentes
estocados é inevitável, as empresas devem buscar formas de não tornar os
estoques existentes uma situação sem controle. Se eles existem, devem ser um
aliado do planejamento de compras e produção. Servindo como margem para
possíveis falhas ou flutuações na cadeia de suprimentos. E devem ser controlados
com maior eficiência possível.
Portanto o problema, é comum e inerente nas organizações tradicionais que
trabalham com processos de produção e ainda necessitam manter estoques de
segurança.
Como é possível melhorar as informações sobre o estoque físico de
componentes existente na área do CKD ?
1.3 Objetivos
1.3.1 Objetivo Geral

12
Avaliar o controle de estoque na área do CKD e verificar a possibilidade de
melhorias.
1.3.1.1 Objetivos Específicos
Montar um fluxograma identificando a trajetória dos componentes no setor.
Analisar o fluxo de componentes do setor.
Propor melhorias no controle de entradas e saídas de componentes do
processo.
1.4 Justificativa
1.4.1 Quanto a Importância
Este trabalho pode alavancar o processo de melhoria no controle e
abastecimento de componentes usados na montagem para exportação CKD. Com
essas mudanças haverá possibilidades de melhoria no planejamento de
componentes com melhoria na qualidade do produto. O objetivo da empresa é
cumprir o programa de produção com a melhor qualidade possível.
Com informações mais precisas, pode ser feito um melhor planejamento de
compras. A área de vendas da empresa pode obter informações mais precisas
sobre a entrega dos produtos exportados. O cliente receberá o produto na data

13
prevista. Toda a cadeia de suprimentos trabalhará com programação antecipada. O
custo com serviços será menor, visto que as informações sobre carregamentos
serão passadas com antecedência. A produção poderá ser distribuída em todos os
dias úteis do mês. Com isso o gasto com horas extras poderá ser reduzido, ganha a
empresa e ganha o funcionário que terá mais tempo livre para lazer.
1.4.1.1 Quanto a Oportunidade
O trabalho realizado foi uma oportunidade de experiência e aprendizado para
o pesquisador e alavancagem para o setor da empresa. Poderá servir como
exemplo para mudanças em toda área de materiais da organização.
Abre-se espaço para as pessoas envolvidas adquirir experiências
profissional. É um passo para implantar um processo de melhoria contínua nos
fluxos de materiais do setor, com objetivo futuro de reduzir ao mínimo o estoque
existente. Com a continuidade do trabalho o setor poderá ficar mais preparado para
enfrentar futuras mudanças da economia e ameaças da concorrência globalizada.
1.4.1.1.1 Quanto à Viabilidade
A produção do Completly Knocked Down CKD (completamente
desmontado), atualmente enfrenta problemas relacionados ao abastecimento de

14
componentes que são embalados para exportação. Parte destes problemas está
relacionado a inacuracidade dos estoques. A superintendência da empresa no
último pronunciamento geral para a companhia, realizado no dia 17/10/2003,
comentou sobre a dificuldade que a empresa tem para controlar seu inventário.
Em entrevista do pesquisador com o gerente da área do CKD, realizada no
dia 24/10/03, o pesquisador apresentou a forma como será conduzido o trabalho de
pesquisa: o primeiro passo foi fazer uma pesquisa bibliográfica, o segundo passo foi
fazer a pesquisa de campo, coletar dados, informações sobre o funcionamento do
setor na prática. E o terceiro paço foi comparar os dados coletados com a teoria
descrita. O gerente da área, colocou o setor a disposição para fornecer informações
necessárias. Mas segundo ele, o nome da empresa não poderá poderia ser
divulgado apenas o nome do setor.
O projeto desenvolvido não é complexo. Sua implantação não foi muito
demorada. Por se tratar de um problema gerencial do estoque de um setor da
empresa. O pesquisador concluiu a pesquisa de campo em 60 dias. Após ter
concluído o resumo bibliográficos.
O investimento que a empresa fará para a implantação do projeto, restringe-
se a um apoio logístico e a oportunidade da supervisão direta do setor ao
pesquisador.
O pesquisador é um prestador de serviços que trabalha tempo integral no
setor onde será realizado a pesquisa. Portanto, teve a vantagem de vivenciar o
processo e disponíbilidade para coletar informações sobre a prática do setor. Mas a
teoria, a metodologia e o conhecimento, são os fatores que mais pesam na
qualidade da pesquisa.

15
2 CONTROLE DE ESTOQUE NO FLUXO DE PROCESSO DA
MONTAGEM DO CKD
2.1 Uma Cadeia de Suprimentos
Uma cadeia de suprimentos inclui todas as atividades necessárias para
fornecer um produto ou serviço a um consumidor final. (ARNOLD 1999, p. 23) Há
três fases no fluxo de materiais. Matérias-primas fluem para uma empresa
fabricante com base em um sistema de suprimentos físicos, são processadas pela
produção e, finalmente, produtos acabados são distribuídos para os clientes finais
por meio de um sistema de distribuição física.
A cadeia de suprimentos consiste em diversas empresas ligadas por uma
relação de oferta e demanda. O cliente de um fornecedor compra um produto
adiciona valor a ele e fornece-o ainda a outro cliente. De modo semelhante, um
cliente pode ter vários fornecedores e, por sua vez servir a vários consumidores.
Enquanto houver relacionamentos entre fornecedores e clientes, eles serão todos
membros da mesma cadeia de suprimentos e precisam dar ênfase no controle de

16
seu inventário. Uma falha pode atingir toda a cadeia de suprimentos e comprometer
todo o processo.
2.2.O Transporte de Materiais
A importância de uma boa administração de materiais pode ser mais bem
apreciada quando os bens necessários estão no lugar certo e no momento certo.
Para isto o administrador deve estar atento à todo o complexo que forma o
abastecimento. Principalmente a área de transportes que grande parte do custo com
logística é gasto nela.
Ainda em algumas grandes organizações pode-se ver uma linha de
produção, com centenas de funcionários, parada por falta de algum componente
barato, ao qual não foi dada uma devida atenção. Como ele faz parte do processo
todo, acarretou perdas enormes, visto que não conseguiu atender a demanda no
prazo estipulado. “O objetivo da administração de materiais deve ser prover o
material certo, no local da operação certa, no instante correto e em condição
utilizável ao custo mínimo” (BALLOU, 1995, p.61).
Quando se fala em custo mínimo isto não quer dizer que deva ser usado
somente o transporte mais barato, mas sim aquele que vai disponibilizar o produto
no horário necessário, por exemplo: um transporte de São Paulo para Porto Alegre
de uma carga com valor de cem mil reais, pode custar em torno de dois mil reais ou
dois por cento sobre o valor da carga. Se houver uma pressão para baixar um
pouco o preço e o negociador ganhar duzentos reais o percentual de desconto

17
sobre o valor da carga será de apenas 0,02%, quase insignificante. Se não existe a
necessidade do material chegar urgente, pode ser usado qualquer transporte. Mas
quando existe prioridade, um frete aéreo, que custa até vinte vezes mais, deve ser
usado, porque um linha de montagem não pode ficar parada. Além disso o
transporte aéreo pode evitar maior movimentação dentro da fábrica. Com isso se
ganha tempo e o material pode ser programado e comprado somente quando
necessário. Por esta razão alguns operadores logísticos usam freqüentemente frete
aéreo para abastecer linhas de montagem de seus clientes. Mas como evitar o uso
de transporte aéreo que é muito caro? A empresa deve se programar e ter a
informação mais precisa possível sobre seu inventário. Daí a programação será feita
com maior antecedência e poderá ser usado quase sempre o transporte que tiver o
menor custo.
O transporte ferroviário é um meio barato e seguro de transportar, mas por
causa da demora ao atendimento ao cliente no Brasil ainda não se desenvolveu
este tipo de transporte. Exemplo: o transporte ferroviário chega a custar cinqüenta
por cento a menos que o rodoviário, mas leva em média quarenta e oito horas
transportar uma carga para Rio Grande enquanto que uma carreta faz este percurso
em apenas seis horas. Ou seja, não é qualquer produto que pode ser transportado
pelo trem.
2.3 A responsabilidade pela Administração de Materiais

18
A responsabilidade com a administração de materiais deve ser de toda
organização. Ou seja, todos os setores devem estar envolvidos com todo o
processo e controle dos materiais. É muito importante uma boa qualidade de
informações principalmente nas áreas de engenharia e produção. Segundo Ballou
(1995, p.46), a administração integrada pode melhorar a coordenação das
atividades e diminuir os custos administrativos.
O objetivo da administração de materiais nas empresas deverá ser sempre
de otimizar os investimentos em estoques, aumentando o uso eficiente dos meios
de planejamento e controle minimizando as necessidades de capital para os
estoques de matéria-prima, produto acabado e material em processo, não podem
ser vistos como independentes. Seja qual for a decisão tomado sobre qualquer um
desses setores, atingirá a organização como um todo. Segundo Dias (1998, p.18),
esta regra é esquecida nas organizações com estruturas tradicionais.
2.3 Formação de Estoques
Como a formação de estoques é um ponto crucial, sempre se pergunta: As
empresas necessitam da estocagem e do manuseio de materiais como parte de seu
sistema logístico? Para Ballou (2001, p.200), se a demanda para produtos de uma
empresa fosse conhecida com certeza e os produtos pudessem ser fornecidos
imediatamente para satisfazê-la, teoricamente a estocagem não seria necessária,
uma vez que nenhum estoque seria mantido. Para Bowersox (2001 P.328) a

19
formação de estoques só se justifica com produtos sazonais, como móveis para
jardins e brinquedos, cereais que são produzidos em uma época do ano e vendidos
o ano inteiro. Ambas as situações exigem formação de estoques para dar apoio aos
esforços de comercialização.
Como os estoques passaram a ser relevantes dentro das organizações, visto
que os valores que se paga para mante-los é muito alto e mesmo com grandes
quantidades estocadas, corre-se o risco de parar uma produção por faltas de
componentes. Na maioria das vezes o excesso torna-se mais difícil de controlar,.
principalmente nas grandes organizações. Algumas, tem um estoque de material em
transito, matéria-prima estocada no almoxarifado, componentes de reposição e
produto acabado, que valem duas vezes mais que o faturamento da empresa em
um mês de vendas.
Mas como este problema não está ligado somente a organização e sim a
toda cadeia de suprimentos, assim como a empresa que necessita do material para
fabricar e vender mais rápido, o fornecedor também trabalha com o objetivo de
fabricar e vender mais rápido. Sua função é colocar o máximo de produtos no
cliente. Toda cadeia é um processo de transferir o máximo de produtos para o
próximo, pelo método de seduzir e até oferecer descontos pela compra de um lote
grande, toda cadeia está ligada a esta cultura, vendas empurradas, quando o
correto seria: vendas puxadas, desde a matéria-prima até o cliente final.
2.3.1 Administração de Estoques

20
O objetivo fundamental da Administração de Estoques é determinar quando
e quanto adquirir de material para suprir uma demanda, sem deixar uma produção
parar, ou um cliente aguardando a entrega do produto. Mas ao mesmo tempo um
administrador de estoques deve ter cuidado para não acumular sobras no
almoxarifado. Por isso deve estar preparado para dominar as duas situações em
empresas de pequeno, médio ou grande porte. Para isso acontecer em primeiro
passo é necessário que as informações sobre o inventário físico sejam mais
corretas possíveis.
O setor investe em tecnologia, mão-de-obra, equipamentos. Atualmente o
mercado está oferecendo empresas especializadas em logística, com capacidade
para trabalham em operações de transporte, armazenamento, manuseio, controle
de estoques, abastecimento de linha de montagem e entrega nos clientes finais.
2.3.2 Razões para a Estocagem
Produtos estocados são uma forma de prevenção para possíveis demandas
que oscilam. Para Ballou (2001 p.202) As empresa usam o espaço de estocagem
atualmente por quatro razões básicas: (1) reduzir custos de transportes e de
produção, (2) coordenar oferta e demanda, (3) auxiliar no processo de produção, (4)
para ajudar no processo de marketing.
2.3.3 Custos de Manutenção de Estoques

21
Para manter estoques a empresa precisa pagar seguro, manter um quadro
funcional maior para controla-lo. Ter um nível elevado torna mais difícil de manter
uma boa acuracidade. Às vezes há paradas de linha ou pedido de venda cancelado
por falta de materiais, que são pela inacuracidade do inventário, que por ser elevado
dificulta muito o controle. Se para algum componente as informações não são
exatas, o planejamento não consegue colocar o pedido com antecedência.
Quando o material requirements plan MRP (planejamento e controle de
materiais) é atualizado a quantidade física do componente diverge da contábil. O
pedido não é gerado. Somente no momento que este componente for utilizado é
percebido a diferença. O prejuízo as vezes é grande com horas de produção parada
deixando de produzir. Em um gargalo de produção pode significar um pedido não
entregue no prazo e como a concorrência é muito acirrada pode significar uma
oportunidade do concorrente entrar neste mercado e as conseqüências finais sabe-
se o que deve acontecer.
Quando se encomenda quantidades maiores, eleva-se o estoque médio,
juntamente com o custo de mantê-lo. Manter um estoque custa juros sobre o capital
investido mais as despesas da própria manutenção física – o aluguel ou
amortização dos armazéns e os salários dos funcionários envolvidos. Portanto, para
reduzir o custo de sua manutenção, deve-se encomendar aos fornecedores
entregas menores e mais freqüentes” (VIANA, 1988, p.49).
A estocagem e o manuseio do produto que ocorrem nos pontos nodais da
rede da cadeia de suprimentos, são referenciada como o transporte a zero milhas
por hora. O correto seria manusear produtos do fornecedor até a próxima etapa sem

22
paradas para armazenagem. Está atividade eleva o custo da logística Conforme
Ballou (2001 p. 199) estima-se que estas atividades podem absorver vinte e seis por
cento dos custos de logísticas de uma empresa e assim merecem uma
consideração cuidadosa.
2.4 Recebimento de Materiais
As atividades do recebimento abrangem desde a recepção do material na
entrado pelo fornecedor até a entrada nos estoques, sofrendo critérios de
conferência quantitativa e qualitativa.
O recebimento de material é módulo de um sistema integrado com as áreas
da contabilidade, compras e transporte e caracterizado como a interface entre o
atendimento do pedido pelo fornecedor e os estoques físico e contábil. Para Viana
(2000, p.276) o recebimento compreende quatro fases: entrada de materiais,
conferência quantitativa, conferência qualitativa e regularização da documentação.
A atividade de recebimento intermedia as tarefas de compra e pagamento ao
fornecedor, sendo de suma responsabilidade a conferência dos materiais
destinados à empresa. Neste contexto, o controle dos estoques dependem muito de
um recebimento eficiente. Um recebimento acurado deve conferir cem por cento do
produto que é recebido. Quando for volumes fechados, a conferência poderá ser
feita por volumes. Para volumes pequenos é recomendado o uso de uma balança
eletrônica. Para Viana (2000 p. 276) O conferente aponta a quantidade recebida,
desconhecendo a quantidade faturada pelo fornecedor, conhecido como o princípio

23
da “contagem cega”. A confrontação do recebido fisicamente versus lançado é
efetuada a posteriori, por meio do regularizador que analisa a quantidade que o
recebimento contábil lançou versus quantidade física que o almoxarife localizou. Se
houver diferença, o problema deverá ser passado para o comprador responsável
pelo material que deverá comunicar o fornecedor para realizar o acerto.
O mesmo procedimento deve ser adotado para produtos recebidos com a
unidade de medida em peso. Como as balanças apresentam um certo grau de
imprecisão, deve-se considerar determinada tolerância para tais desvios, podendo
em certos casos, admitir-se até um por cento de peso menor ou maior. (VIANA,
2000 p. 293)
Os procedimentos anteriores elevam o custo da operação e, grande parte
deles poderá ser evitado se os fornecedores forem qualificados e comprometidos
com o processo.
2.4.1 Armazenamento e Movimentação dos Materiais no Almoxarifado
O armazenamento dos materiais dentro de um almoxarifado é um fator de
muita importância em uma organização. E implica o uso diversificado de
equipamentos, de acordo com a necessidade de cada almoxarifado. Pessoas
precisam ser treinadas para executar o trabalho. Como existem componentes com
um valor bastante elevado deve ser dada bastante atenção para a qualidade do
serviço.

24
A questão é escolher qual a forma melhor de armazenar os materiais de
acordo com a disponibilidade de recursos da organização. Algumas organizações
utilizam os paletes de madeira em cima de prateleiras. A movimentação dentro do
almoxarifado pode ser feita por empilhadeiras, paleteiras, ou algum veículo que
estiver ao alcance da organização. Sempre pode ser adaptado alguma forma que o
custo seja menor de acordo com a disponibilidade de recursos de cada instituição.
Mas o método como está armazenado e organizado o produto influencia bastante
no controle do estoque.
A localização do almoxarifado deve ser mais próximo do setor que vai utilizar
o produto. Pode reduzir o tempo de movimentação com redução de custos nas
operações.
2.4.1.1 Esquema de Localização dos Itens
Um esquema de localização, tem por finalidade estabelecer meios para
facilitar a identificação imediata do endereço onde está estocado o material no
almoxarifado. Assim, não deve haver dúvida de identificação de localização para
diversas rotinas de trabalho, seja para separar ou guardar, quando da apresentação
de uma requisição, da entrada em estoque, seja por compra ou devolução, ou ainda
quando for realizado um inventário.
Os endereços de um almoxarifado podem ser comparados ao esquema de
vias públicas em qualquer cidade. Logo, a localização implica a utilização de uma
codificação, normalmente alfa-numérica, representativa do local de armazenagem.

25
A definição do sistema de localização está intimamente ligada ao arranjo
físico dos materiais armazenados no almoxarifado. Os componentes devem ser
agrupados por família; facilita a localização nas prateleiras. Ex: fixação, eletrônicos,
perecíveis, inflamáveis etc...
Definido o esquema de localização, os endereços devem ficar registrados
em formulários, fichas de localização ou no próprio sistema de informações. Quando
o almoxarife for estocar o produto deve constar o endereço disponível para
acomodar o produto. Para Dias (1996 p. 187), o supervisor do almoxarifado deve
ser o responsável pela manutenção do sistema de localização.
2.5 A Administração de Materiais e o Programa de Produção
Hoje a programação da produção é baseada na programação de vendas.
Analisa o pedido colocado pelo cliente, verifica os prazos de entrega e quantidade
solicitada. Compara com a capacidade de produção da fábrica, ajustada com a
capacidade de atendimento dos fornecedores. Se o pedido do cliente está dento da
capacidade da fábrica. O planejamento e controle de produção (PCP) lança as
ordens de produção no sistema de informática da empresa.
Para Arnold (1999 p. 29) há cinco insumos básicos para o planejamento e
controle de produção, a descrição do produto(descreve os componentes utilizados e
submontagem), as especificações do processo, o tempo necessário para realizar as
operações, equipamentos disponíveis e quantidade necessárias.

26
A grande maioria das linhas de montagens automáticas usam a estratégia
de produção assemble-to-order (ordem para montagem). O produto é fabricado com
componentes padronizados que o fabricante tem parte no estoque ou compra de
acordo com sua necessidade. A montagem é feita de acordo com a encomenda do
cliente. o Lead time (tempo de entrega após pedido colocado), de entrega é
reduzido porque o tempo do projeto não é necessário. O projeto está pronto é só o
fabricante montar os componentes.
2.6 Programa Mestre de Produção (MPS)
O planejamento e controle de produção (PCP) prepara a produção. O
próximo passo é preparar master production scheduling (MPS programa mestre de
produção), que é uma ferramenta de planejamento que forma a base para a
comunicação entre a área de vendas e a produção. O MPS é um elo vital no
sistema, pois forma o elo entre o planejamento da produção e o que a produção
realmente fará. Forma a base para o cálculo da capacidade e dos recursos
necessários, orienta o material requirements plan (MRP planejamento das
necessidades de material), com uma programação de itens a ser formulada. O MPS
e as listas de materiais determinam que componentes são necessários desde a
produção até a compra. Mantém válidas as prioridades, pois é um plano de
prioridades para a produção.
Enquanto o plano de produção lida com famílias de produtos, o MPS
trabalha com itens finais. Divide o plano de produção em solicitações de itens

27
individuais finais, em cada família, por data e quantidade. O objetivo do MPS é
equilibrar a demanda (prioridades) determinada pelo mercado com a disponibilidade
de materiais, de mão-de-obra e de equipamentos (capacidade) de produção. Os
itens finais produzidos pela empresa são montados de partes de componentes e
subcomponentes. As peças deves estar disponíveis nas quantidades certas e no
tempo certo para dar suporte ao MPS. Se estiver faltando algum componente, o
produto não poderá ser montado e enviado com pontualidade O sistema de material
requirements plan (MRP planejamento das necessidades de materiais) planeja a
programação para estes componentes com base nas necessidades do MPS. Assim
o MPS orienta o MRP.
Conforme Arnold (1999 p.66), o MPS é um plano para a produção. Reflete
as necessidades do mercado e a capacidade produtiva, formando um plano de
prioridades para ser seguido pela produção. Conforme figura (01).
Fornecedor
PCP
MRP
MPS Cliente
Produção

28
Figura 01
2.6.1 O Panejamento das Necessidades de Material (MRP)
O material requirements plan (MRP planejamento das necessidades de
materiais) é o sistema utilizado para evitar as peças ausentes. Segundo Arnold
(1999 p.92), o MRP estabelece um agendamento (plano de prioridades) que mostra
os componentes exigidos em cada nível de montagem e, com base nos lead times
(tempo de entrega após o pedido colocado), calcula quando estes componentes
serão necessários.
O MRP opera em dois tipos de demanda: a independente e a dependente. A
demanda independente não é relacionada à demanda de qualquer outro produto.
Por exemplo se uma empresa monta bicicletas, a demanda por bicicletas é
independente. Os itens do MPS são itens de demanda independentes.
A demanda pelas rodas, pedais, quadro, pneus, banco, câmbio, corrente e
guidom dependem da demanda por bicicleta e por isso são itens de demanda
dependentes.
A seguir a figura (02), que representa a árvore do produto que mostra a
relação entre itens de demanda independente e dependente. Os números entre
parêntesis indicam as quantidades requeridas de cada componente para fazer a
montagem da bicicleta. Os números em negrito representam o código da peça.

29
Figura 02
A bicicleta a ser montada tem uma previsão independente, enquanto que os
componentes da mesma tem uma demanda dependente (calculado). Como a
demanda independente não é relacionada à demanda de nenhum outro montagem
ou produto, a mesma precisa ser prevista. Entretanto, a demanda dependente é
diretamente relacionada à demanda de montagens ou de produtos de níveis mais
altos, e pode ser calculada. O MRP realiza estes cálculos.
Um item pode ter uma demanda dependente e independente, um serviço ou
uma reposição de peças possui ambas as demandas. Exemplo: o fabricante de
bicicletas utiliza roda para montar uma bicicleta. Na montagem da bicicleta as rodas
são itens de demanda dependente. Mas para a reposição de peças (rodas) que o
Bicicleta 21 marchas
Pneu 18
(01) 115
Pedais Cj
(01) 110
Guidom
(01) 125
Rodas 20
(01) 105
Rodas 18
(01) 100
Quadro 20
(01) 135
Banco
(01) 130
Corrente
(01) 145
Câmbio 21
(01) 140
Pneu 20
(01) 120

30
mercado necessita são itens que devem ser programados fora da necessidade de
montagem a demanda passa a ser independente.
Segundo Arnold (1999 p. 93), o objetivo principal do MRP é determinar
quais os componentes são necessários para atender o MPS e, com base no lead
time (tempo de entrega após pedido colocado), calcular os períodos em que os
componentes devem estar disponíveis.
Em algumas empresa a demanda e a oferta por componentes se modifica
diariamente por motivos variados. Surgem novos clientes, pedidos são modificados,
fornecedores atrasam entregas. Neste ambiente em que sempre se modifica, um
MRP deve ser capaz de reconhecer prioridades para manter os planos atualizados.
Deve ser capaz também de adicionar, retirar, apressar, postergar ou modificar
encomendas.
Para que o MRP forneça informações precisas sobre as necessidades de
materiais é necessário que o estoque físico seja igual ao estoque contábil
registrado. E a árvore do produto com a lista de materiais estejam cem por cento
acuradas.
2.6.2 Lista de Materiais
Para se fabricar um produto é necessário uma lista de componentes que
está ligada ao produto a ser fabricado. Uma lista de submontagem, produtos
intermediários, peças, matérias-primas que são reunidas para fazer uma montagem
principal, mostrando as quantidades de cada um necessária para se proceder à

31
montagem conforme exemplo que mostra lista de componentes para montar a
bicicleta. A seguir figura (03).
Descrição do Produto: Bicicleta 21 Marchas Relação de Peças para Montar uma Bicicleta 21 Marchas Código da Peça Descrição da Peça Quantidade
Requerida 100 Rodas 18 1
105 Rodas 20 1
125 Guidom 1
110 Pedais Cj. 1
115 Pneu 18 1
120 Pneu 20 1
140 Câmbio 21 1
145 Corrente 1
130 Banco 1
135 Quadro 1
Figura 03
Portanto, a árvore do produto mostrada na figura 02, e a lista de materiais
mostrada na figura 03, são chamadas de estrutura de nível único. Uma montagem é
considerada um produto e os itens que a compõem são chamados de componentes.
As empresas em geral utilizam mais de um produto e os mesmos
componentes são utilizados em diversos deles. Utilizando o exemplo da bicicleta, se

32
for montado uma bicicleta de 18 marchas, o quadro e o guidom utilizados poderão
ser os mesmos utilizados para montar a bicicleta de 21 marchas.
2.6.3 Lista Multinível
Contas multiníveis são formadas por agrupamentos lógicos de peças em
submontagens com base no modo como o produto é montado. Por exemplo, é
preciso de pedais, quadros, guidons, rodas, correntes e bancos para montar
bicicletas. Cada um destes elementos formam um agrupamento lógico de
componentes e peças e, assim sendo, possuem uma conta de materiais própria. A
seguir figuras (04 e 05), a árvore do produto e lista de materiais de um componente
de uma roda da bicicleta. Os números entre parêntesis representam a quantidade
de peças necessárias para montar a roda e o número em negrito representa o
código do componente. A seguir:
Roda 20 105
Cone (01) 65
Rolamento(01) 60
Raios Cj(36) 55
Aro (01) 50

33
Figura 04
Descrição do produto: Roda 20 Código do Produto: 105 / Relação de Peças Código da Peça Descrição da Peça Quantidade
Requerida 50 Aro 20 1
55 Raio Cj. 36
60 Rolamento 12 1
65 Cone 1
Figura 05
Portanto, é de responsabilidade da engenharia do produto decidir como o
produto deve ser fabricado: as operações a serem desempenhadas, sua seqüência
e seus agrupamentos.
A função do material requeriments plan MRP (planejamento das
necessidades de materiais), é reconhecer a árvore do produto e a lista de materiais
para a montagem da bicicleta, assim como para a montagem dos componentes.
Cabe ao planejador decidir quais são itens comprados ou fabricados internamente.
Quando fabricados deve haver uma árvore do produto e uma lista de materiais para
itens fabricados. Deve ser aberto uma ordem de produção para itens fabricados,
para o MRP programar a matéria-prima que pode ser identificada como item
comprado.

34
Segundo Arnold (1999 p.105), cada componente mostrado na lista de
material é planejado pelo sistema de MRP. Por conveniência, pressupõe-se que
cada componente ou matéria-prima realmente se destine a um estoque físico e seja
contabilizado. Entretanto, é mais importante perceber que o planejamento e o
controle tomam lugar para cada componente da lista.
Mas um ponto importante para o controle físico de um inventário se manter
correto, é a arvore do produto e a da lista de materiais estarem cem por cento
acuradas. Delas dependem as informações para a saída de componentes do
processo quando o PCP lançar as ordens de produção do produto acabado,
informações para a compra de componentes certos, nas quantidades certas,
evitando faltas de um e sobra de outro.
2.7 Retirada de Material do Almoxarifado
Saídas de material do estoque sem requisição devem acontecer para
cumprir o programa de produção onde o planejamento e controle de produção
(PCP) via árvore do produto e lista de materiais se encarrega de realizar a baixa
contábil. Mas as saída de material fora do programa de produção dever acontecer
somente com acompanhamento de requisição de materiais (RM). Segundo Viana
(2000, p. 357) a requisição de materiais está para o gerenciamento do controle de
estoques assim como o cheque está para o gerenciamento e controle bancário.
Para o perfeito gerenciamento de um estoque físico é imprescindível o
exercício do controle e registros de entrada e saídas de materiais e todas as

35
operações para possibilitar informações precisas a respeito do saldo existente em
estoque.
2.7.1 Embalamento de Componentes
As operações executadas no embalamento de componentes em uma
expedição devem ser acompanhadas e informadas sempre que ocorrer alguma
diferença. Para reduzir efetivamente a taxa de divergência, o processamento deve
ser informado sempre que uma inacuracidade for detectada, de forma que medidas
sejam tomadas para corrigir o método ou a condição do processamento, impedindo
assim a repetição das ocorrências. Para Shingo, (1996 p. 48) A inspeção que deve
realizar está função é chamada de inspeção informativa, porque realimenta o
processamento com informação. Acompanha o fluxo obtendo as devidas
informações sobre a inacuracidade no momento que ela ocorre. Um sistema de auto
inspeção que elimine os problemas é ainda mais eficiente. Para Shingo, (1996 p.
54) Pode ser desenvolvido com o uso de dispositivos que automaticamente detecta
defeitos ou erros. Tais sistemas dão a cada trabalhador um retorno imediato,
atingindo a inspeção 100% e impedem a ocorrência de defeitos. Conforme Shingo
(1996 p. 54), é fundamental a criação de um dispositivo para conferir uma operação,
porque mesmo os melhores trabalhadores cometem erros inadvertidamente.
Em suma, quanto mais rápido for detectado uma divergência na separação,
mais rápido será tratado o problema evitando um possível retrabalho ou
reclamações de clientes.

36
2.8 Inventário Físico
O inventário físico é uma contagem periódica dos materiais existentes para
efeito de comparação com os estoques existentes registrados e contabilizados em
controle da empresa, a fim de comprovar sua existência e exatidão. Os sistemas de
controle de estoques estão sujeitos a falhas, não havendo garantia de que as
quantidades registradas correspondem efetivamente às existentes na prateleira. A
exatidão é essencial para que o sistema de controle funcione com eficiência
requerida, possibilitando a empresa baixar seu nível de inventário e cumprir o
programa de produção evitando surpresas no decorrer do processo.
As empresa adotam sistemas de contagem cíclica que varia de acordo com
a importância de cada item. O princípio da curva ABC baseia-se na observação de
que um número de itens freqüentemente domina os resultados atingidos em
qualquer situação. Para Arnold (1999, p. 284) cerca de vinte por cento dos itens
correspondem a aproximadamente oitenta por cento da utilização em valores
monetários. E representam os itens da curva “A”. Os outros oitenta por cento
representam a curva “B e C”. com quinze por cento e cinco por cento
respectivamente. Portanto a maior atenção deve ser dada aos itens da curva “A”
seguido pelos itens da curva “B”. Segundo Arnold (1999, p.286) os itens da curva
“C” são importantes somente se houver a falta de um deles. Portanto, pode ser
mantido sempre um estoque disponível de segurança, visto que o seu valor é
considerado baixo em relação aos itens da curva “A e B”.

37
Sempre haverá uma forma melhor de fazer as coisas. Correto é fazer o
controle nas entradas e saídas. O inventário cíclico deve ser realizado e
contabilizado, mas não deve feito somente com o propósito de acertar os estoques.
O objetivo principal da contagem cíclica deve ser para medir o índice de
acuracidade física e financeira. As diferenças encontradas devem ser analisadas
com objetivo de identificar o motivo que causou a diferença. Ou seja, deve se atacar
as causa não o problema.
2.9 Os Desafios para o Administrador de Estoques
Descobrir novos métodos de administrar estoques, sem que a produção
sofra um colapso e não gere maiores custos para a empresa, parece ser o grande
desafio dos novos administradores. Com recursos financeiros cada vez mais
escassos e considerando que na escala de importâncias das organizações vendas e
produção sempre foram mais importantes que a área de materiais, é difícil explicar
para a cúpula da empresa uma parada de linha de montagem ou cancelamento de
um pedido de venda por falta de um componente. Também para a área de vendas é
um fato muito negativo explicar para o cliente que o produto não poderá ser
entregue porque a produção não conseguiu cumprir suas metas, ou o produto não
existia na expedição da empresa. Portanto para Dias (1998, p.19), uma
administração de materiais deve empregar a capacidade de comunicação ao nível
administrativo e operacional.

38
2.9.1 O Gerenciamento do Inventário nas Organizações
O administrador de inventário de uma empresa deve desenvolver métodos
para controlar os estoques que sejam mais simplificados e com menor custo
possível. Não há uma regra clara sobre como se gerencia estoques. Sempre deve-
se buscar formas de obter melhor controle com o menor custo possível. Cada
organização deverá buscar seu próprio método de administrar, desenvolver um
modelo de controle de materiais com sistema que possui. Para Iman (1997, p.57), o
gerenciamento de inventário, deve ser em comum acordo com todos os outros
gerenciamentos da organização.
Do ponto de vista contábil, o estoque é um ativo e representa um dinheiro
preso que raramente poderá ser utilizado para outros propósitos. O estoque tem seu
custo de armazenagem e os custos de capital. A área financeira deseja o menor
estoque possível, a área de produção deseja o material necessário para cumprir a
produção. Segundo Arnold, (1999 p. 281), idealmente um fabricante não deve
manter estoque algum, mas em algumas empresas isto é impraticável, já que o
estoque é necessário para dar suporte a produção.
Alternativas para mudar a área de materiais sempre surgem, é preciso que a
cúpula da organização esteja envolvida para dar alavancagem ao processo. Isto só
acontece quando é percebido o grande valor que está parado nas prateleiras e
poderia ser investido em novos projetos ou usado para aplicações financeiras.

39
2.9.1.1 Perfil de um Almoxarife
As atividades de materiais exigem muito mais do que um simples manuseio
de materiais. Requer funcionários habilitados. O exame, a identificação o registro e
o armazenamento são processos para os quais é necessário o envolvimento de
funcionários adequados.
Para os almoxarifados a comparação pode ser feita a estabelecimentos
bancários onde os materiais ficam em custódia, resguardados e a salvo. É
necessário que seja dispensada toda a atenção na seleção do pessoal auxiliar para
ali trabalhar, a equipe selecionada deve possuir alto grau de honestidade, o que faz
com que os requisitos principais de um bom funcionário sejam lealdade, confiança,
disciplina e alto nível de concentração no seu trabalho.

40
3 MÉTODO
O trabalho foi realizado através de um estudo de caso, pela sua capacidade
de lidar com uma complexa variedade de evidências – documentos, artefatos,
entrevistas e observações. O estudo de caso difere do método histórico, pois refere-
se ao presente e não ao passado. Segundo Yin (2001 p. 32) um estudo de caso é
um método empírico que investiga um fenômeno, especialmente quando não está
claramente definido.
O estudo de caso é usado com estratégia de pesquisa abrangente. Pode ser
usado tanto para pesquisa quantitativa quanto qualitativa. Com a lógica de
planejamento incorporando abordagens específicas, à coleta de dados e à análise
de dados. Para Yin (2001 p. 33), o estudo de caso não é nem uma tática para a
coleta de dados nem meramente uma característica do planejamento em si, mas
uma estratégia de pesquisa abrangente.
Segundo Roesch (1999, apud YIN 2001), estudo de caso é uma estratégia
de pesquisa que refere-se ao presente e não ao passado. Portanto, é mais
apropriado classificar o estudo de caso como uma abordagem qualitativa e
quantitativa, porque com freqüência os estudos de caso iniciam com um esquema
conceitual fraco.

41
Este tipo de método possibilita ao pesquisador o estímulo de novas
descobertas em virtude da flexibilidade do planejamento. É freqüente o pesquisador
dispor de um plano inicial e, ao longo da pesquisa, ter o seu interesse despertado
por outros aspectos que não havia previsto ou que não estavam em seus planos de
pesquisa. O estudo deste aspecto pode tornar-se mais relevante do que se podia
imaginar.
3.1 Delineamento da Pesquisa
Na pesquisa realizada, a estratégia inicial foi investigar o processo. O
pesquisador procurou conhecer o processo, levantar questões e hipóteses para o
estudo de caso. Buscar informações para ser bem sucedido na condução do estudo
de caso. Destas informações, segundo Yin (2001 p. 81), as mais comumentes
encontradas são: informações, para fazer perguntas e interpretar o resultado.
Segundo Yin (2001 p. 116) o pesquisador deve participar do trabalho junto a
área no dia-a-dia. Deverá assumir uma variedade de funções dentro do estudo de
caso. Deverá ter domínio das questões durante a fase de coleta de dados. As
investigações foram conduzidas através de entrevistas em profundidade.
Segundo Godoy (1995), a pesquisa qualitativa não procura enumerar ou medir
os eventos estudados, nem emprega instrumental estatístico na análise dos dados.
Parte de questões ou focos de interesses amplos, que vão se definindo à medida que
o estudo se desenvolve. Além disso, o autor salienta que este tipo de pesquisa
envolve a obtenção de dados descritivos sobre pessoas, lugares e processos

42
interativos pelo contato direto do pesquisador com a situação estudada. Procurando-
se compreender os fenômenos segundo a perspectiva dos sujeitos, ou seja, dos
participantes da situação em estudo.
O método de estudo de caso foi utilizado e teve seu embasamento teórico na
realização de pesquisas bibliográficas sobre o assunto abordado.
O objetivo inicial do pesquisador foi ganhar confiança das pessoas
envolvidas com o processo. Deixá-las livres para falar o que pensam em relação a
situação atual que se encontra o processo. O pesquisador procurou identificar as
causas que geram problemas no processo. Coletou informações de pessoas
relacionadas a funções que tem influência na movimentação física e contábil no
estoque do setor.
3.2 Definição da Unidade-caso
O trabalho de estudo de caso foi realizado no completly knocked down (CKD-
completamente desmontado). De onde são embaladas as máquinas para
exportação. A área foi criada há um ano, atualmente exporta em média um mil e
quinhentas caixas com máquinas desmontadas a cada mês. Possui um estoque
avaliado em três milhões e quinhentos mil reais.
Seu efetivo atual é de sessenta e dois funcionários, a estrutura
organizacional está definida com: um diretor industrial, um diretor de exportação,
dois gerentes, um de área operacional e outro de assuntos externos, um supervisor
de PCP que trata de assuntos ligados à investimentos e contratos de serviços, um

43
analista de exportação responsável pela exportação e logística, dois supervisores,
um responsável pela operação e o outro pelo estoque e layout (como está dividido
fisicamente o setor), dois líderes que controlam a produção, quatro técnicos da área
de planejamento e controle de produção (PCP), dois planejadores de compras que
analisam os pedidos de compras no material requeriments plan (MRP-planejamento
das necessidades de materiais), três técnicos do controle de qualidade, quarenta e
duas pessoas que trabalham diretamente na operação. O setor ainda conta com
áreas de apoio como o recebimento contábil e físico que atualmente é junto à
empresa.
Funções que tem influência direta no processo que envolve movimentações
físicas e contábeis de componente do CKD foram entrevistadas.
01 - Pessoas que fazem o acerto da estrutura do produto.
02 - Pessoas que colocam os pedidos no MRP.
03 - Técnicos do PCP que executam lançamentos no sistema de informática.
04 - Os operadores que fazem o encaixotamento dos componentes.
05 - A pessoa responsável pela área do sistema de informática do setor.
06 - O digitador que faz o lançamento contábil no recebimento contábil.
07 - O planejador de compras que lança o pedido de compras no sistema de
informática.
08 - As pessoas que fazem o recebimento físico.
Para Yin (2001 p.112) devem ser conduzidas as entrevistas de forma
espontânea. Essa natureza das entrevistas permite que você tanto indague
respondentes chaves de uma maneira informal, quanto peça a opinião deles sobre
determinados eventos.

44
3.3 Técnica de Coleta de Dados
Foram coletados dados primários e secundários do setor de CKD da empresa,
baseados em acompanhamentos, consultas, documentos e entrevistas não
estruturadas, direcionadas para as pessoas responsáveis e envolvidas internamente
no processo logístico do setor.
A coleta de dados foi feita em planilhas qualitativas e quantitativas, em
arquivos que indicam a atual situação que encontra-se o processo que envolve o
setor de materiais do CKD. Mas a principal fonte de informações foi de pessoas
ligadas ao setor, através de entrevistas em profundidade e mapeamento do
processo.
As entrevistas foram conduzidas de maneira informal. O pesquisador se
aproximava do entrevistado com maior naturalidade possível, se mostrando curioso
sobre o trabalho que é executado naquele posto. Mas o roteiro de perguntas estava
definido: Ex: Como são feitos os registros? Como é feito o acompanhamento da
operação? Como a operação é realizada neste posto de trabalho? Qual o
procedimento adotado em caso de divergência nas quantidades? Como é feito a
separação de componentes para o embalamento? Como é feito o embalamento?
Como é identificado a separação de componentes para cada KD? Este método foi
utilizado para que as pessoas tivessem liberdade para expor a forma com que o
processo é conduzido em cada etapa que acontece a movimentação física e
contábil dos componentes. Na maioria dos casos o pesquisador procurou não expor

45
o propósito da conversa. Procurou ouvir as pessoas envolvidas simplesmente
mostrando ser curioso e ingênuo, para que as mesmas expusessem suas formas de
trabalho sem receio de que estava sendo feito uma pesquisa. Cada operador é
responsável pela função que exerce, se o pesquisador comunicar a ele que está
sendo realizado uma pesquisa, pode haver um constrangimento por parte do
entrevistado. Para Yin (2001 p.113), nestes casos as entrevistas espontâneas
assumem o caráter de uma conversa informal, mas o pesquisador provavelmente
estará seguindo um certo conjunto de perguntas que se originam do protocolo de
estudo de caso.
Segundo Yin (2001 p. 83) pouquíssimos estudos de casos terminarão
exatamente como foram planejados. O pesquisador procurou desenvolver a
pesquisa da forma que melhor se adequou à situação. Ex: no decorrer do trabalho o
pesquisador conversava sobre diversos assuntos com a equipe, no decorrer da
conversa, mostrava-se curioso e perguntava sobre a função exercida naquele posto
de trabalho.
3.4 Técnica de Analise de Dados
Os dados foram coletados em cada etapa das operações, sendo eles
resumidos, onde há influência direta em entradas e saídas de componentes no
processo. A forma como a operação é executada naquela etapa foi comparada com
teorias. As diferenças foram sinalizadas como evidências de possíveis falhas no
controle do fluxo.

46
3.5 Limitações do Método
O método de estudo de caso às vezes é criticado por sua falta de rigor na
pesquisa, podendo apresentar resultados influenciados por visões tendenciosas do
pesquisador.
O estudo de caso aqui proposto, apresentou limitações que decorrem da
pesquisa empregado. Partindo-se do pressuposto de que nenhum estratégia de
pesquisa é completa e perfeita.
O tempo para a pesquisa foi limitado e alguma informações importantes
podem não ter sido coletadas. Uma análise mais alongada poderia trazer a tona
outras causas que influenciam no processo de controle do estoque do CKD, se o
pesquisador trabalhasse diretamente processo, talvez cumprindo a função do
operador naquele posto de trabalho por um determinado período, tivesse maior
acesso à informações.
Segundo Yin (2001), uma outra preocupação em relação ao estudo de caso
é a falta de objetividade inerente, assim como a pouca utilidade para a
generalização dos resultados de investigação. Entretanto, neste caso permitiu
estudar o assunto em certa profundidade, buscando dessa maneira identificar o
maior número de hipóteses que possam, em outra ocasião, ser testadas e
confirmadas. Mesmo com todas as limitações, acredita-se que o método de estudo
de caso permitiu a obtenção dos objetivos estabelecidos neste trabalho.

47
Cabe ainda salientar que, as conclusões desse estudo não podem ser
estendidas para outras empresas, pois todos os casos se referem única e
exclusivamente ao setor de Completly Knocked Down (CKD completamente
desmontado) da montadora.

48
4 ANÁLISE DO PROCESSO
4.1 Apresentação do Local da Análise
Situada no vale do Rio dos Sinos com um efetivo de um mil e duzentos
funcionários, a empresa onde o trabalho de pesquisa foi desenvolvido, há quarenta
anos é líder nacional no seu segmento e pertence ao ramo metal-mecânico. A
empresa produz em média duas mil e duzentas máquinas a cada mês. Parte do seu
produto é exportado para a América Latina, América do Norte, Europa e Ásia. No
último ano a empresa investiu em um setor para exportar produtos desmontados.
Trata-se do setor de CKD uma área com oito mil metros quadrados totalmente
reformulado para receber, estocar, separar, empacotar e encaixotar componentes
para expedir para México, Europa e Ásia.
O setor de CKD exporta em média cento e setenta ciclos (pedidos) a cada
mês, vinte e cinco tipos de máquinas, que representa doze por cento do total da
produção da unidade no Vale do Rio dos Sinos.

49
O setor conta com um efetivo exclusivo de sessenta e duas pessoas
trabalhando diretamente no processo, mais dois diretores e dois gerentes de outra
áreas conforme estrutura funcional a seguir:
Figura 06
Direção de Manufatura
Direção de Exportação
Gerencia Qualidade
Gerencia Operacional
CKD
Gerencia Planejamento
Compras
Supervisão PCP CKD
Vendas (Duas
Pessoas)
PCP (Cinco
Pessoas)
Operações (30 Pessoas)
Supervisão Comercial
Supervisão Operações
CKD
Supervisão de Estoque
CKD
Qualidade (Três
Pessoas)
Estoque CKD (12
Pessoas)
Compras (Duas
Pessoas)
Terceiros (Três
Pessoas)

50
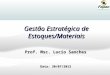
A operação do CKD trabalha em turno integral e a seqüência se desenvolve
conforme fluxograma de processos na figura a seguir:
Figura 07
Início Licenciados no
exterior confirmar pedidos de KDs
PCP CKD abrir ordens de produção
Suprimentos confirmar
pedidos e enviar aos fornecedores
Equipe CKD separar e
embalar os componentes
Fornecedor produzir embalar
e expedir componentes
Recebimento contábil CKD
lançar nota fiscal
Recebimento físico CKD
receber componentes
Controle de qualidade auditar
as caixas
PCP CKD fazer lançamento da
produção
Exportação emitir nota
fiscal
Expedição CKD expedir a produção
Fim

51
4.2 Trabalho de Pesquisa
Como o setor de CKD necessita manter um estoque de componentes para
garantir a seqüência da produção. Seus fornecedores não estão capacitados para
garantir uma abastecimento contínuo. E o resultado da acuracidade física no último
inventário realizado em dezembro de 2003, foi de apenas quinze por cento.
Buscando conhecimento pessoal e uma possível melhoria para o setor. O
pesquisador fez uma trabalho de pesquisa com objetivo de analisar as entradas e
saídas de componentes do setor. Os dados foram coletas através de entrevistas
qualitativas em cada ponto onde acontece as movimentações físicas e contábil dos
componentes.
4.3 Produção Confirmada
Os licenciados(responsáveis pelo negociação com clientes no exterior),
confirmam pedidos e informam para área de vendas do CKD. O PCP recebe a
autorização para abrir as ordens de produção no sistema de informática
J.D.Edwards (JDE). É imprimido uma lista informado ao setor do CKD as quantidade
que deverão ser produzida pela área, no decorrer do mês. A produção é desdobrada
semanalmente. O PCP define a produção da primeira semana. O setor do CKD se

52
prepara para iniciar o processo de separação física dos componentes disponíveis no
estoque físico.
4.3 Separação Física dos Componentes
O setor do CKD imprime lista e etiquetas para a separação do material. A
lista é um cópia da ordem de produção e da estrutura do produto, conforme figura
(08) a seguir:
Figura 08
Lista de Separação de Componentes do CKD
C.K.D. / Caixa. KD5300401MX01
Número do Ciclo. 0024
Ref. Caixa. EE123185H91
Data impressão. 29/03/04 Para que data. 08/04/04 Número ordem. 946632
N. Ref. Código Descrição Endereço Total na caixa Total separado Assinatura
01
02
03
04
05
06
07
08
020380S1
020388T1
020529P1
022524S1
022532N1
022842P1
026648N1
027518N1
Flange
Filtro
Adapt.
Rod
Pedal
Spacad
Rod
Flywhe
T1PA
L4A146
L5A146
L6A146
L4A147
L4B146
L4B148
L1a
8
8
16
8
8
8
16
8

53
Fonte CKD
Figura 09
Fonte CKD
Na lista consta: o código do KD(produto à ser montado), do componente, o
ciclo, a descrição, a quantidade física necessária, o endereço no almoxarifado,
conforme figura 08. Na etiqueta consta: o código do componente, a descrição, o
endereço do almoxarifado, o número da caixa onde será acomodado, o número do
pedido e quantidade por pacote. Componentes semelhantes aos da linha de
montagem são armazenados no almoxarifado da linha de montagem e representam
vinte e três por cento dos itens separados pela equipe do CKD.
A equipe do CKD inicia o processo de separação dos componentes
manualmente. Para os componentes menores são utilizadas balanças eletrônicas

54
para pesagem. Cada componente deve ser separado e empacotado dentro das
quantidades que consta na etiqueta e lista de separação de cada KD. A etiqueta
deve ser colada no pacote. Ao concluir a separação fisicamente, a lista de faltas é
comunicada ao setor de suprimentos.
A separação de componentes quando feita manualmente não é confiável.
Quando pessoas realizam uma operação de contagem durante um período inteiro,
há riscos de divergências. O processo não contém rastreabilidade. Componente A
pode ser separado e embalado no lugar do componente B. Assim como as
quantidades podem ser separadas e embaladas diferente da lista. A equipe do CKD
com doze almoxarifes separa em média oito ciclos a cada dia, quatrocentos e
sessenta e oito códigos e cinqüenta e quatro mil componentes, onde quarenta e dois
por cento dos componentes são fixações. A acuracidade da separação depende
exclusivamente do almoxarife que executa as tarefas, não há um mecanismo que
garante a eficiência do trabalho.
4.4 Embalamento dos Componentes Separados
Após a separação e empacotamento dos componentes inicia-se o processo
de embalamento por caixa, conforme definição da lista de separação. Com uma lista
identificando os componentes que devem ser encaixotados, uma equipe de seis
almoxarifes acomoda os pacotes em cada caixa. A cada dia são completadas em
média setenta e duas caixas. Novamente não há um sistema que garanta que as

55
quantidades e códigos estão sendo encaixotados corretamente conforme a estrutura
do produto determina. O processo não tém rastreabilidade. A acuracidade do
trabalho depende exclusivamente do almoxarife que executa as tarefas.
4.5 Auditorias da Qualidade
O controle de qualidade faz as auditorias nos ciclos, cerca setenta por cento
das caixas são abertas e cem por cento dos códigos conferidos. Mas as quantidades
em cada pacote não. A escolha das caixas para auditoria é aleatória e novamente
não há controle do fluxo. Atualmente, a média de divergências encontradas, é de um
código errado a cada caixa auditada, dois por cento de erros. A média de
reclamações dos clientes nos últimos três meses foi de vinte, ou seja, em sento e
setenta ciclos, um mil e quinhentas e trinta caixas que foram expedidas o cliente
detectou vinte divergências de quantidades ou códigos trocados. Este número pode
ser maior, pois existem componentes que são muito parecidos, principalmente
fixações, que podem ser confundidos.
4.6 Baixa dos Componentes pelos PCP

56
Após a conclusão do KD, o PCP é informado e realiza a baixa das ordens de
produção no sistema de informática JDE. É lançado o estoque do produto acabado
no estoque da expedição. Os componentes do almoxarifado CKD são baixados.
Atualmente a estrutura do produto, segundo o engenheiro responsável, é confiável
dentro dos componentes que influenciam na qualidade das máquinas montadas,
existem erros mas são irrelevantes, como na embalagem que às vezes é usada
trocada e representa dois por cento dos itens na estrutura do produto. Um
levantamento geral da estrutura do produto levaria no mínimo dois meses, segundo
o engenheiro responsável pelo controle do processo. Envolveria a engenharia do
produto e o PCP. Mas segundo a equipe do PCP e da exportação , hoje a estrutura
do produto não gera problemas na montagem no produto no cliente. Portanto, o
principal problema até este ponto do processo continua sendo o sistema de
separação e embalamento dos componentes que não há um controle do fluxo.
Quando pessoas realizam tarefas diversificadas e manuais as chances de erros
aumentam.
4.7 Lançamento das Notas Fiscais no Recebimento Contábil
Os componentes chegam no recebimento físico (RF) a nota fiscal (NF) é
encaminhada para o recebimento contábil (RC). O digitador identifica o fornecedor
pelo código, número do pedido. E realiza o lançamento contábil. O lançamento gera
automaticamente a notificação de recebimento (NR) que consta o nome do

57
fornecedor, o código do componentes, a descrição, mas não consta a quantidade. A
possibilidade de gerar erro é nula, porque para lançar a NF é necessária existir um
pedido aberto pela área de suprimentos para aquele fornecedor. Se os componentes
que constam na NF forem diferentes do pedido será necessário a área de
suprimentos ajustar os pedidos. O NR é gerado conforme os componentes
informados da NF. O NR será conferido pelo RC. Portanto, a possibilidade de
ocorrer erro de lançamento seria o fornecedor enviar um componente que não
estava no pedido, mas o RF vai detectar a divergência no instante que for fazer a
conferência cega. (ver p.23).
4.8 Conferência no Recebimento Físico
No RF, quando forem caixas lacradas, a conferência é feita por volumes.
Mas se algum volume estiver aberto é feito uma contagem em cem por cento dos
componentes. Mas se o embalamento dos componentes é manual poderá ocorrer
falhas e causará divergência no estoque do CKD e do fornecedor. Portanto, para
avaliar o índice de acuracidade dos componentes que chegam no RF pode ser feito
uma contagem aleatória nas embalagens fechadas. A cada dez caixas recebidas
três deverão ser conferidas cem por cento, em um determinado período,
principalmente nos itens de fixação. Está medida poderá trazer uma amostragem
para uma possível providência futura, se necessário.

58
4.8.1 Lançamento Contábil pelo Recebimento Físico
O almoxarife faz uma contagem, anota no NR, faz o lançamento contábil no
sistema JDE. O sistema de informática compara o lançamento contábil do
almoxarifado, com o lançamento contábil do RC. Se as quantidades fecharem o NR
é arquivado. Se houver divergência, outro almoxarife terá que fazer uma nova
contagem. Se as quantidades divergentes forem confirmadas é comunicado ao setor
de suprimentos para acertar com o fornecedor as diferenças. O pedido fica aberto
até que seja feito um ajuste de quantidades contábeis. Se a quantidade recebido for
maior que a quantidade constante na NF o setor de suprimentos acerta com o
fornecedor e faz o ajuste no pedido. Mas se a quantidade recebida for menor que a
constante na NF, o fornecedor envia as quantidades faltantes para completar a NF
ou pedido. Este processo precisa ser cumprido, caso contrário pode ocorrer
divergência entre o RC e RF. O RF é a parte do processo que faz a rastreabilidade
do RC e suprimentos pois pode comparar o lançamento contábil com as quantidades
físicas recebidas.
O processo foi analisado, iniciando na etapa que confirma a produção pelo
PCP, até à do acerto físico e contábil do RF. Anterior e após estas etapas não há
influência direta na acuracidade física dos componentes. Porque são processo de
abertura de pedidos, ajustes de pedidos confirmação de produção, confirmação de
vendas. As causas da inacuracidade do estoque podem ocorrer com a estrutura do
produto errada, separação física dos componentes, recebimento físico, ajustes não

59
realizados pelo setor de suprimentos, ou a retirada de componentes do setor para o
uso em outros departamentos sem um devido registro. É um princípio básico para
um controle de estoque, registrar todos os componentes que entram e saem do
setor.
4.9 Análise Crítica do Processo
a) Abertura das ordens de produção pelo PCP: não há influência direta na
acuracidade dos componentes do almoxarifado CKD. O PCP tem a função de
determinar, quantidades, datas, KDs e ciclos que deverão ser produzidas, assim
como distribuí-las semanalmente de acordo com as informações que a área de
vendas passa. O controle do processo é feito junto com as áreas de vendas,
suprimentos e operação do CKD.
b) Separação física dos componentes CKD: há influência direta na acuracidade
do estoque CKD. O sistema atual usado para executar a operação de separação
de componentes não possui controle do fluxo. Com as listas de separação o
almoxarife se desloca até o endereço no almoxarifado. Faz a separação do
componente, se for componentes pequenos é feito a pesagem, embala, cola a
etiqueta com código de barras. Não há um mecanismo que garanta que o
endereço a que ele se dirigiu é o correto. Não há um mecanismo que indique que
o componente que ele escolheu é o correto. Componente A pode ser embalado

60
no lugar do componente B. A responsabilidade pela eficiência do trabalho está
nas mãos do almoxarife.
c) Encaixotamento dos componentes separados: há influência direta no estoque
dos componentes CKD. Com a mesma lista de separação o almoxarife acomoda
os componentes em uma caixa que a lista e a etiqueta indicam. Novamente não
há um dispositivo que garanta a eficiência da operação. O sistema atual usado
para selecionar os componentes e acomoda-los nas caixas, deixa a
responsabilidade exclusiva do trabalho nas mãos dos almoxarifes. Não há
rastreabilidade no processo. Pode haver troca de componente A pelo
componente B, ou componentes da caixa A podem ser colocados na caixa B, ou
serem esquecidos e não serem embalados, ou embalados em quantidades
maiores.
d) Auditoria da qualidade: há influência direta no estoque de componentes CKD. A
função dos auditores é detectar as possíveis falhas nos processos anteriores.
Mas novamente o sistema utilizado para conferência dos componentes nas
caixas não tém rastreabilidade. O auditor abre as caixas que foram escolhidas
para auditoria e confere os códigos. A acuracidade do trabalho neste posto
depende exclusivamente do auditor. Não há um mecanismo que garanta a
eficiência do trabalho. Não há um controle do fluxo. Divergência podem passar
dispercebidas.
e) Baixa dos componentes pelo PCP: há influência direta no estoque de
componentes CKD. De acordo com a produção e liberação dos KDs concluídos
pela auditoria, o PCP faz o lançamento da produção que gera um estoque de
KDs na expedição. Erros de lançamentos podem ocorrer, mas o lançamento da
produção é executado em relação a ordem de produção que foi aberta pelo

61
próprio PCP, de acordo com as vendas do mês. Erros de lançamentos são
detectados porque, no processo montado o controle do fluxo é feito pelo PCP,
área de controle do estoque e setor de vendas.
f) Recebimento contábil: há influência direta no estoque contábil. Mas o
lançamento é executado de acordo com a NF do fornecedor, que emite-a de
acordo com o pedido que a área de suprimentos do CKD enviou. Lançamento
errado pode ocorrer mas somente se for quantidades menores que as descritas
na NF. O sistema de informática não permite lançamentos de quantidades
maiores que o pedido aberto. Se acontecer o recebimento físico vai detectar no
momento que realizar a conferência. Nesta etapa do processo montado, há
controle do fluxo. Durante o período que o pesquisador acompanhou o processo
não houve evidência de causas de inacuracidade.
g) Recebimento físico: há influência direta no estoque físico e contábil do CKD. O
conferente recebe os componentes com o NR, faz a separação por códigos,
realiza a contagem e anota no NR. Se forem peças avulsas a contagem é feita
em cem por cento, se for peças em volumes fechados a contagem é feita por
volumes. O conferente do RF faz o lançamento no sistema de informática que
compara com o lançamento do RC. Se acusar diferença é feito a recontagem por
outro conferente. Se persistir o erro é comunicado ao setor de suprimentos para
contatar o fornecedor. O pedido deve ser encerrado, caso contrário aparecerá no
relatório semanal da área de suprimentos. No processo montado há
rastreabilidade pelas áreas, RC, RF e suprimentos. A possibilidade de gerar
inacuracidade de estoque existe, se as três áreas não seguirem o fluxo. O erro
também pode ocorre na contagem executada por volumes fechados, porque
quem confere e determina que as quantidades que estão em cada caixa é a

62
expedição do fornecedor. Se não há um dispositivo que garanta a eficiência do
trabalho no fornecedor, o erro pode iniciar nele mesmo. No período que o
pesquisador coletou os dados não houve evidência de causas da inacuracidade.
h) Setor de suprimentos: há influência no estoque físico e contábil do CKD.
Aberturas, acertos de pedidos e contato com fornecedores são executadas pelo
setor de suprimentos. O processo montado é rastreado juntamente com o RC e
RF, as três áreas estão ajustadas no controle do fluxo. Durante o período que o
pesquisador coletou os dados não houve evidência de causas de inacuracidade.
4.9 Resumo de dados do Setor
Efetivo do CKD 62 Funcionários
Percentual do faturamento da empresa pelo CKD 12%
Faturamento anual do CKD 290 Milhões Reais
Média de máquinas embaladas a cada mês 420 Máquinas
Tipos de máquinas embaladas a cada mês
Quantidade de ciclos embalados a cada mês
25 Tipos
170 Ciclos
Valor do estoque de componentes do CKD 3,2 Milhões
Total de itens no estoque do almoxarifado CKD 1.200 Itens
Acuracidade física 15%
Média de códigos separados a cada dia pelo CKD 468 Códigos
Média de itens separados a cada dia 54.000 Itens
Média de caixas encerradas a cada dia 72 Caixas
Percentual de itens semelhantes ao da linha de 23% dos Itens
Número de reclamações dos clientes em 1530 caixas 20 Reclamações
Percentual erros detectados pelo controle qualidade
Percentual de erros na estrutura do produto
2% Erros
Percentual de componentes fixações do CKD 42% componentes
Dados Quantitativos do Setor onde a Pesquisa foi Desenvolvida
2% Erros

63
Figura 11
4.10 Proposta de Melhoria para o Controle do estoque do CKD
Baseado na análise do pesquisador, foi possível constatar que o principal
problema enfrentado pelo setor do CKD para controlar o estoque físico de seus
componentes é a separação e o embalamento dos mesmos. O processo usado
atualmente não contém dispositivos que garantam a eficiência do trabalho,
principalmente nas saídas do processo.
Para melhorar a acuracidade de estoque de um almoxarifado é
necessário um controle eficiente nas entradas e saídas físicas e contábeis do
processo. Como o almoxarifado CKD a operação principal da área é a separação e
embalamento de componentes, a operação deve ser conduzida de forma que possa
ser rastreada, ou com controle do fluxo. Deve ser montado um dispositivo corretivo
que paralise o processo até que a condição causadora do erro tenha sido corrigida.
Serve para auxiliar o trabalhador a executar a tarefa com acuracidade, a eficiência
da operação não deve depender somente de sua concentração. Para Shingo (1996
p. 54), inspeção na fonte previne a ocorrência de erros, controlando as condições
que influenciam a qualidade na sua origem.
4,11 Separação de componentes no almoxarifado CKD
Atualmente os componentes são separados, conferidos e empacotados, é
colado uma etiqueta com o código de barras que serve somente para identificar o
componente no pacote.

64
Segundo o analista de sistemas do setor, o uso de coletoras para a leitura
do código de barras pode ser colocado em prática para a rastreabilidade do
processo. Como as ordens de produção são abertas para a produção de KDs, a
coletora capta informações da estrutura do produto através da ordem de produção.
O almoxarife identifica na coletora o KD a ser separado. Os componentes aparecem
em seqüência na tela da coletora, com o endereço de cada componente. O
almoxarife se desloca até o endereço, confirma o componente com a leitura do
endereço. O componente é separado. Para componentes pequenos a contagem é
feita através de pesagem em balanças eletrônicas. Os componentes são separados,
empacotados e a etiqueta com o código de barras é colada no pacote. A leitura do
componente é feita. Se a leitura for feita em um componente que não pertence para
aquele KD, a coletora emite um sinal. Se a leitura for feita duas vezes no mesmo
componentes, a coletora sinaliza. Se todos os componentes do KD não forem lidos,
a ordem de produção continuará aberta. Ao concluir a separação do KD, aquela
ordem de produção estará fechada. O uso de coletora colocado em prática serve
como dispositivo e não permite que a separação incorreta de componentes
continue.
Com a leitura do KD concluída a próxima etapa de identificação dos
componentes para serem colocadas na caixa pode ser eliminada. Almoxarife que
fez a separação e a leitura pode acomodar os componentes diretamente na caixa e
enviar diretamente para a auditoria da qualidade.
4.12 Auditoria da qualidade

65
Com a criação de um dispositivo para controlar a acuracidade no fluxo do
processo de separação dos componentes, a auditoria de qualidade deverá mudar a
sua atividade atual. Seu trabalho de conferência de quantidades poderá ser
eliminado. Não há motivos para repetir a operação. Talvez a equipe possa executar
funções, como revisar a estrutura do produto, ou auditar quantidades no
recebimento físico.
4.13 Recebimento Físico
Como não houve evidências de divergências no recebimento físico, mas a
conferencia é feita por volumes, quando os mesmos chegarem fechados do
fornecedor é recomendado que se faça uma contagem aleatória nos volumes
fechados. Para Shingo (1996 p.50), técnica é bem-vinda porque tem custo menor e
despende menor tempo. O acompanhamento deverá ser feito durante um
determinado período a ser definido pela supervisão direta do setor. Com os dados
coletados será possível tomar as devidas providências.
4.14 Resumo de Problemas e Propostas
A análise mostra etapas do processo onde o controle está sujeito à falhas.
Mas também mostra alguns pontos onde há controle do fluxo. Na figura (12) a
seguir, está destacado as etapas do processo que há rastreabilidade, etapas que
necessitam de mudança e etapas que precisam ser acompanhadas por um
determinado período.

66
Atividades Problemas Proposta Não há necessidades
de melhorar o processo, o fluxo é
controlado junto com vendas, suprimentos e
operação do CKD
Separação dos componentes pelo CKD
Não há rastreabilidade no processo
Implantar coletoras com código de barras
Encaixotamento dos componentes separados
Não há rastreabilidade no processo
Com o uso de coletoras no processo de separação dos componentes está operação poderá ser eliminada
Auditoria da qualidade Não há rastreabilidade no processo
Com o uso de coletoras no processo de separação dos componentes está operação poderá ser eliminada
Baixa dos componentes pelo PCP
Não há evidência de problemas relacionados
Não há necessidades de melhorar o
processo, o fluxo já é controlado pelo PCP,
vendas e área de controle de estoque
Recebimento contábil Não há evidência de problemas relacionados
Não há necessidades de melhorar o
processo, o fluxo é controlado junto com
RF e suprimentos
Recebimento físico Não há evidência de problemas relacionados
Não há necessidades de melhorar o
processo, o fluxo é controlado junto com
RC e suprimentos, um acompanhamento nos volumes que chegam
fechados seria recomendado
Setor de suprimentos Não há evidência de problemas relacionados
Não há necessidades de melhorar o
processo, o fluxo é controlado junto com PCP, área de controle de estoque e vendas
Não há necessidades de melhorar o
processo, o fluxo é controlado junto com
RC, RF
Abertura de ordens de produção pelo PCP
Não há evidência de problemas relacionados

67
Figura 12
4.15 Considerações Finais
A análise do processo mostrou que os principais problemas estão
relacionados ao sistema montado para controlar as saídas de componentes do
processo. A figura (12) destaca o resultado da análise, assim como alternativas
propostas para possíveis melhorias no controle do fluxo.
Como recomendação para futuras pesquisas na área de estoque do setor.
Talvez se o pesquisador substituisse o operador na função por um determinado
período, haveria possibilidade de obter melhores informações sobre o processo.
Outra pesquisa interessante poderia ser sobre a possibilidade de negociação
com os fornecedores para entregar os componentes já embalados, a função do
CKD seria receber os componentes, encaixotar e expedir. Com isso grande parte do
processo seria terceirizado, o estoque poderia se reduzido e a empresa direcionaria
suas atividades para a qualidade de seu produto.

68
5 CONCLUSÕES
Com mercados globalizados e clientes cada vez mais exigentes com a
qualidade dos produtos fornecidos, as empresa precisam buscar métodos para
melhorar seu atendimento. A qualidade do produto também está relacionada ao
produto certo no local certo e na quantidade certa. E informações acuradas sobre o
estoque em um almoxarifado podem melhorar a qualidade na entrega com melhoria
no processo e redução de custos.
O trabalho realizado foi uma oportunidade para o pesquisador na busca de
conhecimento. A experiência poderá ser usada para outros trabalhos que poderão
surgir na sua carreira profissional. Para o setor do CKD a análise do processo
mostrou que há possibilidade de ocorrer diversas falhas em algumas etapas,
comprometendo a qualidade do seu produto, comprometendo as informações sobre
estoque físico e financeiro do setor.
O objetivo principal da pesquisa foi atingido, a análise do processo
identificou as formas usadas para controlar o estoque de componentes da área do
CKD. Foram identificados os pontos do processo que precisam ser mudados,
também os pontos do processo que tem controle do fluxo.

69
Apesar da gerencia do setor não permitir que seja divulgado o nome da
empresa no trabalho de pesquisa. As informações necessárias para a conclusão da
pesquisa foram de fácil acesso. A equipe do CKD contribui, assim como as equipes
de outros setores. Com as informações, foi possível descrever e analisar o fluxo de
componentes, evidenciar pontos críticos, propor melhorias para as entradas e
saídas de componentes do processo, no setor de CKD.
Para melhorar a acuracidade de um estoque é preciso identificar as causas.
O inventário geral ou cíclico serve para fazer o acerto do estoque físico e financeiro
e mostrar a acuracidade das movimentações físicas e contábeis. Mas o objetivo
principal sempre deverá ser a identificação das causa que geram as divergências.
O setor de CKD onde o trabalho de pesquisa foi desenvolvido deverá
modificar seu método usado para controlar saídas de componentes do almoxarifado.
Se o objetivo for melhorar a acuracidade dos produtos embalados. No seu caso
parte da qualidade do produto está relacionada diretamente na acuracidade de
saída dos componentes que implica diretamente na montagem do produto no
cliente.
Na análise das saídas de componentes do almoxarifado CKD, foi possível
identificar causas da inacuracidade do estoque dos componentes. O sistema
montado atualmente para controlar a separação de componentes está sujeito a
possíveis falhas, prova disto é a acuracidade do estoque físico do último inventário
que não passou de quinze por cento, mais o registro de vinte reclamações de
clientes nos últimos três meses. Os dados coletados mostram que é preciso
implantar um sistema na operação que dê rastreabilidade para o processo. Não é
possível deixar a responsabilidade somente na habilidade dos operadores.

70
Na análise de entradas de componentes no almoxarifado foi possível
constatar um sistema com melhor controle do processo. A rastreabilidade sempre
está ligada junto com mais duas áreas. E se o fluxo for seguido corretamente a
ocorrência de erros é quase nula. Mas como em parte do processo quando os
volumes chegam fechados, o recebimento físico de componentes é feito por
volumes. Recomenda-se fazer um acompanhamento por um determinado período, a
escolha para contagem pode ser aleatória e os volumes escolhidos devem ser
abertos e conferidos cem por cento.

71
REFERÊNCIAS BIBLIOGRÁFICAS
ARNOLD, J. R. Tony. Administração de Materiais. uma introdução. São Paulo:
Atlas, 1999.
BALLOU, Ronald H. Gerenciamento da Cadeia de Suprimentos, Planejamento,
Organização e Logística Empresarial, São Paulo: Bookman 2001
BALLOU, Ronald H. Logística Empresarial. São Paulo: Atlas, 1995.
BOWERSOX, Donal J. Logística Empresarial, O processo de Integração da cadeia
de Suprimentos. São Paulo: Atlas 2001
DIAS, Marco Aurélio P. Gerenciamento de Materiais, São Paulo: Atlas, 1984.
IMAN, Instituto. Gerenciamento de Logística e Cadeia de Suprimentos, São
Paulo: FCA, 1997.
VIANA, João José. Administração de Materiais, Um Enfoque Prático,

72
São Paulo: Atlas, 2000.
SHINGO, Shigeo. O sistema Toyota de Produção, Do Ponto de Vista da
Engenharia de Produção, Porto Alegre, 1996.
YIN, K. Robert. Estudo de Caso, Planejamento e Método, Porto Alegre: Bookman
2001.
ROESCH, Sylvia Maria Azevedo. Projeto de Estágio e de Pesquisa em
Administração, São Paulo Atlas, 1999.
GODOY, A. Pesquisa Qualitativa – tipos fundamentais. Revista de Administração
de Empresas, São Paulo: FGV, v.35. n.35, p.20-29, 1995.




![Capítulo 5 - Sistemas de Múltiplos Estágios e Múltiplos ...professor.unisinos.br/mhmac/Refrigeracao/CAP5_REx1.pdf · e ( ) ( ) 1 − − ( ) − ( ) − & & −) [( ) ( )] ( )](https://img.document.onl/doc/110x75/5a796d207f8b9ac3268d448c/captulo-5-sistemas-de-mltiplos-estgios-e-mltiplos-1-.jpg)