Embed Size (px)
Citation preview

ADRIANO KANTOVISCKI MAIO 2011
Engenharia de Materiais nos Projetos Automotivos (Motores)
Adriano R. Kantoviscki
Gerente de Engenharia de Produto
Renault do Brasil S.A.

Motores a gasolina (e etanol)� Cilindrada de 999 à 3 498 cm3
� De 58 a 245 cavalos
� Alguns compatíveis com etanol
Motores diesel� Cilindrada de 1 461 à 2 993 cm3
� De 55 à 235 cavalos
� Compatíveis com a utilização de 30% de biodiesel no combustível
Caixa de velocidades� Manuais 5 e 6 marchas
� Manuais automatizadas 5 e 6 marchas
� Automáticas 4, 5 e 6 marchas (com dupla embreagem e com variação contínua)
Que respondem as normas mais restritas� Filtros de partículas
� NOx
� Regulamentação (ex.: Euro V)
Gama de motores e caixas – Renault
Uma gama completa de Motopropulsores

ADRIANO KANTOVISCKI MAIO 2011
P / 3
Expectativa dosConsumidores
Baixo CustoConservação
Ambiental
Expectativa dos Consumidores
Segurança e
Qualidade
Redução doConsumo de Combustível
Conforto e
Espaço

ADRIANO KANTOVISCKI MAIO 2011P / 4
Evolução dos Produtos Automotivos
Mudanças de Especificação
Competição de Mercado
Expectativa dos Consumidores
Regulamentação
Redução de Peso
Durabilidade
Segurança Acústica
Qualidade Percebida
…….
A evolução do Automóvel

ADRIANO KANTOVISCKI MAIO 2011
Engenharia de Materiais no Setor AutomotivoPapel da Engenharia
� A Engenharia representa o patrimônio da empresa, o seu « Know How », para permitir :
� Adequar o Produto aos requisitos dos clientes� Desenvolver o Produto com os fornecedores
� Implementar o Processo, para garantir a qualidade e a rentabilidade
� Validar o alcance dos requisitos funcionais e regulamentares.
� A Engenharia transforma uma « idéia » em :
� Um conjunto de documentos (desenhos, 3D)
� Protótipos para demonstrar as relevâncias� Meios de produção - permitindo a fabricação do produto em grande série
com o nível de qualidade e custo projetado

ADRIANO KANTOVISCKI MAIO 2011
MATERIAL = Parte de um Sistema INTERATIVO
Novos Produtos
ProdutosExistentes
Projeto Especificações
ProcessoProdutivo
Tecnologias Atuais
Testes
SimulaçõesMateriais

ADRIANO KANTOVISCKI MAIO 2011

ADRIANO KANTOVISCKI MAIO 2011P / 9
Regulamentação
�Ambientais
Exaustão de gasespoluentes
Redução de CO 2 para 124 g/Km
(em1995 era de186 g/ Km)
Fim de vida dos veículos (ELV - End of Life)
Restrição / Eliminação de alguns
materiais (Pb, Hg, Cd, Cr6+) +
Recuperação de todos os ELV’s
(85% em 2006, 95% em 2015)
Redução de poluentes (HC, CO, NOx, particulados)

ADRIANO KANTOVISCKI MAIO 2011
Materiais Metálicos Aplicados em Motores
ADRIANO KANTOVISCKI MAIO 2011
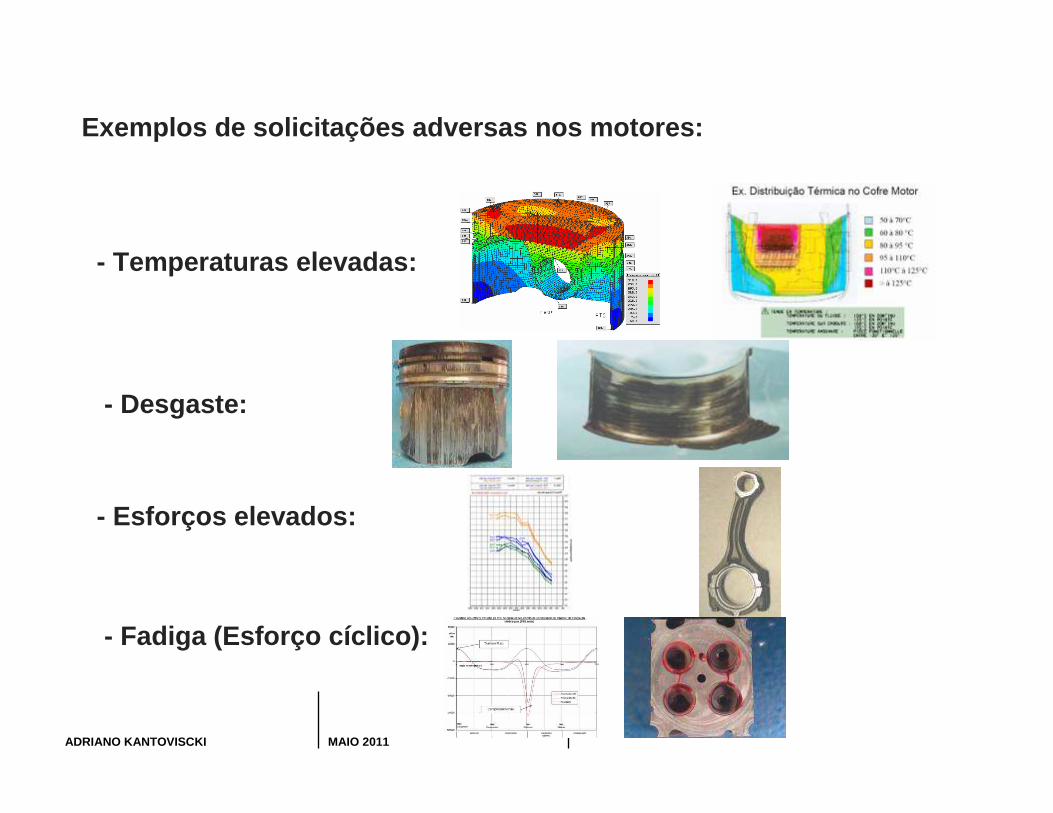
Exemplos de solicitações adversas nos motores:
- Temperaturas elevadas:
- Desgaste:
- Esforços elevados:
- Fadiga (Esforço cíclico):

ADRIANO KANTOVISCKI MAIO 2011
Metálicos� Cabeçote� Comando de válvulas� Válvulas� Coletor do escap.
� Bloco� Pistão� Biela� Bronzinas� Virabrequim� Mancal do pilar� Volante do motor
� Carcaça� Caixa diferencial
Alto Motor
Baixo Motor
Destaque para alguns materiais utilizados em alguns componentes
CaixaUm motor possui mais de 60 componentes

ADRIANO KANTOVISCKI MAIO 2011P / 13
Generalidades: Principais materiais metálicos (e processos) utilizados em motores e caixas
32 kg, 3 %
Motor
Sistemas de Suspensão
Sistemas de chassi
Chicote elétrico + Bateria
Carroceria
Equipamentos Internos e Externos
168 kg, 16 %
149 kg, 15 %
104 kg,10 %
341 kg, 33 %
231 kg, 23%
� Quanto ao processo de obtenção da peças:
� ~ 80 % dos materiais são fundidos (bloco, cabeçote, etc)
� ~15 % Forjados (biela, válvulas, etc)
� ~5% outros (chapas, sinterizados,etc)
� Materiais
� 1- Ferro Fundido
� 2- Alumínio
� 3- Aço
� 4- Magnésio
� 5- Cobre
� 6- Zinco
� Outros

�Fundidos:

15
O que caracteriza fundamentalmente o processo de fu ndição em relação ao outros processos de fabricação?
� A elaboração de uma liga metálica no estado líquido
� Necessita de um molde para preencher com a liga
Fundidos: processo de fundição
Generalidades
Principais países China USA Russia Japão Alemanha India França Italia Brasil GB Materiais Ferrosos Materiais não Ferrosos
13 752 1 137
9 355 2 516
5 600
600
4 544 1 297
3 801
850
2 925
230
2 158
395
1 433
960
1 611
155
906 206
TOTAL 14 889 11 871 6 200 5 841 4 651 3 155 2 553 2 393 1 766 1 112
� Produção mundial (em milhões de toneladas)

16
O molde é destruído durante a fabricação da peça
O molde NÃO é destruído durante a fabricação da peça
Fundidos: Processo de Fundição
Moldes de Fundição

17
Machos de Fundição
Peça
macho
Macho
Porta
Molde
Molde
enchimento
enchimento
� Molde > forma exterior da peça.
� Machos> formas que não são possíveis de desmoldar ap ós a fusão da peça (pode ser externo ou interno).
Fundidos: processo de fundição

18
Funções:
� Preencher completamente o molde antes da solidifica ção.
� Evitar excesso de turbulência (desgaste do molde, i mperfeições na peça).
� Assegura um gradiente de temperatura que permita um a alimentação nas diferentes zonas da peça.
� Poder separar facilmente a peça após a solidificaçã o.
Fundidos: processo de fundição
Sistema de alimentação (canais de alim. e massalotes)
19
Resfriamento/ solidificação
� No decorrer do resfriamento, há variações de volume (geralmente retração):
- No estado líquido
- Na passagem do estado líquido para o sólido
- Durante o resfriamento no estado sólido
Cuidados devido o fenômeno de retração:
� Acrescentar a dimensões da retração no dimensional das ferramentas.
� Evitar zonas massivas isoladas (ressupes)
� Prever variações de seções progressivas (microrechupes)
� Maiores raios possíveis e ângulos
� Orientar o gradiente térmico para alimentar as zones de solidificação final
Fundidos: processo de fundição

20
Por gravidade:
Consiste em alimentar o metal líquido somente pela ação da gravidade (quando o molde émetálico chamamos de coquilha)
Baixa pressão:Mantem a pressão durante a alimentação.Pressão de 0,1 a 0,5 atm
Fundidos: processo de fundição
Tipos de corridas

21
Condições: • Velocidade do metal : 40 m/s, Pressão do metal : 800bars• Cadência 15 à 50 p/h> Peçasde grande produção
Equipamentos necessários:- Máquna de injeção sob- pressão com força de fechamento entre 5 à4000t, molde (permanente) e forno para manutenção.
Solidificação :O pistão que empurra o metal, « força » o material e também o metal líquido aindadisponível a completar o deficit volumétrico(menor presença de porosidades).
Sob- pressão:
Fundidos: processo de fundição
Tipos de corridas

22
Resumo do processo
Mateirial Preparação da carga
FUSÃO
Tratamento do metal líquido
Corrida
Resfriamento
Extração
Rebarbação e acabamento
CONTROLE
Fabricação do molde e machos
Fechamento do molde
Fundidos: processo de fundição

�Fundidos:�Ferros fundidos (fofo)

24
Fonte: UFRG

25
Fonte: UFRG
lamelarÓtimo atenuador de vibrações

26
� Microestrutura: compostos de 2 elementos :
- A grafita:
- Lamelar- Vermicular- Nodular
- Uma matriz base- Ferrita- Perlita
Qualidades usuais
Fundidos: Ferros Fundidos

27

28
Fonte: UFRG

29
Lamelar- GL Esferoidal- GSVermicular- GV
Micrographie
Fundidos: Ferros Fundidos
Morfologia da Grafita

30
Características mecânicas
GrafitaRm
(MPa)Rp0,2(MPa)
A% J Dureza(HB)
Lamelar 170-300 170-300 <0,5 4-14 140-300
Nodular 400-800 280-600 2-18 14-34 140-350
Vermicular 350-550 250-400 1-6 7-20 150-250
Rm (MPa)
Ferrítico
200 300 500
100
300
200
GL
600 700 800400
Dureza HB
GL
GS
GS
Rm (MPa)
Ferrítico
Perlítico
5 10 15
20
A %100
300
400
200
500
600
700
GL
GS
Fundidos: Ferros Fundidos
Perlítico

31
Exemplos de peças do motor em ferro fundido e suas variaç ões: GL GS GV
Ferritico Ferrita/perlita Perlitico
Volante do motor
Mancal do Pilar
Bloco do motor
Coletor de escamento
Comando de válvulas
Biela
Virabrequim
Caixa diferencial
Fundidos: Ferros Fundidos

Bloco do motor KPeça bruta
Virabrequim K e D Peça Bruta
Mancal do Pilar K e D Peça usinada
Volante K e D peça usinada
Peças Renault em Ferro fundido (fornecedor Tupy) Outubro/2010
Caixa diferencialPeça bruta
Fundidos: Ferros Fundidos

Sequência do Processo de Fundição do bloco do motor
Máquina de moldagem
moldes Limpeza
Forno cubilot corrida desmoldagem
rebarbação estanqueidade Magnaflux Pei
ntur
aIn
spec
ãoE
mba
lage
m

Sequência do processo de fundição do Virabrequim
Forno de indução Molde Shell
corrida rebarbação
Inspeção Embalagemsanidade interna
jateamento
Transporte

�Fundidos:�Alumínio

36
� Uma só família utilizada nos automóveis: Al Si (Cu, Mg) com Silício entre 5 e 12% (alguns casos até 14%)
Temperatura
658
57712.7 %
% Si
T°C
1.65
1 32
Liga Al-Si < 1.65%
Liquido Dendrita Dendrita Solidificado
1 2 3
Liquido Dendrita Dendrita Dendrita +Eutético
Liquido Cristal Si Crescim. Cristal +Eutético
Fundidos: Ligas de alumínio

37
DesignaçãoA designação apresenta os principais elementos químicos da liga
Exemplo : AlSi7Cu3Mg0,35(Fe)
Os elementos entre parênteses correspondem a impure zas
Molde de obtenção� S moldagem em areia
� K moldagem em coquila
� D moldagem sob- pressão
Tratamento térmico� F bruto de fundição
� T5 estabilizado
� T6 solubilizado, temperado e revenido
� T7 solubilizado, temperado e sobre-revenido
� T64 solubilizado, temperado e sub-revenido
Fundidos: Ligas de alumínio

38
Características mecânicasPrincipais fatores influentes:
� Composição química:
� Sanidade do material
� Silício: Melhora as propriedades de fundição.
Diminui a plasticidade da liga.
� Cobre: Melhora as características mecânicas e dureza.
Melhora as características mecânicas a quente .
� Magnésio: Altera levemente as propriedades de fundição. Permite o endurecimento pela formação de precipitados.
� Ferro: Diminui o alongamento devido a forma de agulha.
Aumenta o limite elástico.
� Manganês: Neutraliza a influencia desfavorável do Fe (recomendável Fe/Mn = 1.5)
Compactação
Rechupe Porosidade- gás
Inclusões óxidos
Fundidos: Ligas de alumínio

39
Características mecânicasPrincipais fatores influentes:
� Microestrutura - modificação com Estrôncio ou Sódio (composição química):
� Tratamentos térmicos
Endurecimento Estrutural
Bruto T6~ 12h á 220 C
AlSi10Mg- Estrutura acicular não modificada AlSi10Mg- Estrutura fibrosa modificada
Fundidos: Ligas de alumínio

40
Comparação dos processos de fundição
Porosidades Al Si7Mg0,3
Processotamanho
(µm)Rp 0,2(MPa)
Rm(MPa)
Coquilha =< 50 220 280
Areia 100-300 220 270
Cera perdida 500-700 190 230
Propriedades Mecânicas
� Rm: 150 à 300 MPa
� Rp0,2: 90 à 270 MPa
� Alongamento % : 0,5 à 12%)
Fundidos: Ligas de alumínio

41
Exemplos de peças em ligas de Alumínio
Sob-pressão
Coquilha
Cabeçote
Carcaça da caixa de câmbio
Pistão
Coletor de admissão
Fundidos: Ligas de alumínio

�Forjados:

43
Forjados: processo
Processo de fabricação de válvulas Processo de fabricação de Bielas

44
Exemplos de soluções de materiais para uma mesma ap licação:MATERIAL FERRO FUNDIDOS LIGAS DE
ALUMÍNIOAÇO
FUNDIDOFORJADOS OUTROS
PROCESSOS
GL GV GS
Fer Perl
Mancal do pilar Sinterizado
Bloco do motor
Carcaça da caixa Magnésio
Coletores Chapas soldadas
Cabeçote
Virabrequim
Biela

Alguns componentes do motor:
- Principais funções
- Principais solicitações
- Material (ais) utilizado(s)
- Cuidados / casos (falhas) / observações
Forjados
Fundidos

ADRIANO KANTOVISCKI MAIO 2011
Cabeçote � Permitir transmitir o esforço da câmara de combustã o para o pistão.
� Permitir a entrada de combustível e saída de gases
� Suportar as válvulas e comandos de válvulas
� Refrigerar a câmara de combustão, etc.
� Geometria complexa
� Altas tensões (mecânicas + térmicas)
� Fadiga (térmica)
� Alta temperatura
� Ataque químico (corrosão)
� Alumínio AlSi7-9 (Cu, Mg)- Fundição por gravidade ou sob-pressão com ou sem tratamento térmico.
� Ferro fundido (GL)- motor diesel
� Principais Funções:
� Principais Solicitações:
� Material (ais) utilizado(s):
material Custo Peso Resistência mecânica
Resistência química
Fadiga Desgaste Condutividade térmica a
AlSi7-9(Mg,Cu) + + + + + + +++ + + + + + Ferro fundido + + + + + - ++ ++ + ++

ADRIANO KANTOVISCKI MAIO 2011
Cabeçote � Cuidados/ casos / observações
TrincasCausas possíveis: Fadiga / defeito de material / dimensional
Compactação
Rechupe Porosidade- gás
Inclusões óxidos
Sanidade do material e microestrutura
Endurecimento estrutural
Bruto T6~ 12h á 220 C
Fluência> Alumínio, queda acentuada das propriedades com a temperatura

ADRIANO KANTOVISCKI MAIO 2011
Válvulas � Permitir a abertura e obstrução do combustível e ga ses de escape.
� Assegurar uma boa estanqueidade da câmara de combustão
� Suportar importantes tensões mecânicas, etc.
� Altas tensões (mecânica+ térmicas)
� Desgaste
� Fadiga (térmica+ alta ciclagem)
� Altas temperaturas
� Ataque químico (corrosão)
� Peso (menor possível- inércia)
� Válvula de admissão: monomaterial em aço inox marten sítico Cr Si (Mo, V) (9-3)
� Válvula de escapamento (tulipa): monomaterial ou bim aterial em aço inox austenítico Cr Ni Mn (Mo, Co, V, Nb)(21-9)
� Revestimento: sem revestimento, temperado, nitretad o ou material de adição
� Principais Funções:
� Principais Solicitações:
� Material (ais) utilizado(s):
material Custo Peso Resistência mecânica
Resistência química
Fadiga Desgaste Fluência Temperabilidade
Aço inox martensitico - + + + + + ++ +++ + ++ +++ + + +
Aço inox austenítico - + + +++ ++ + ++ -

ADRIANO KANTOVISCKI MAIO 2011
Válvulas � Cuidados/ casos/ observações
Válvula de escape: Susceptível ao desgaste, devido pouca lubrificação e corrosão (etanol), aço inox austenítico >não é possível Têmpera -Soluções: blindagem com material de adição inox alta liga Cr Ni (C, Si,W,Co)- Nitretação (em banho de sal)
Fluência> Aço inox, escolha do material de acordo com a tempetura do motor

ADRIANO KANTOVISCKI MAIO 2011
Válvulas � Cuidados/ casos/ observações
Excesso de temperatura
Fadiga:Causa possíveis: dobra de conformação, escolha do material, dimensionamento, etc
Desgaste - sem revestimento (nitretação)

ADRIANO KANTOVISCKI MAIO 2011
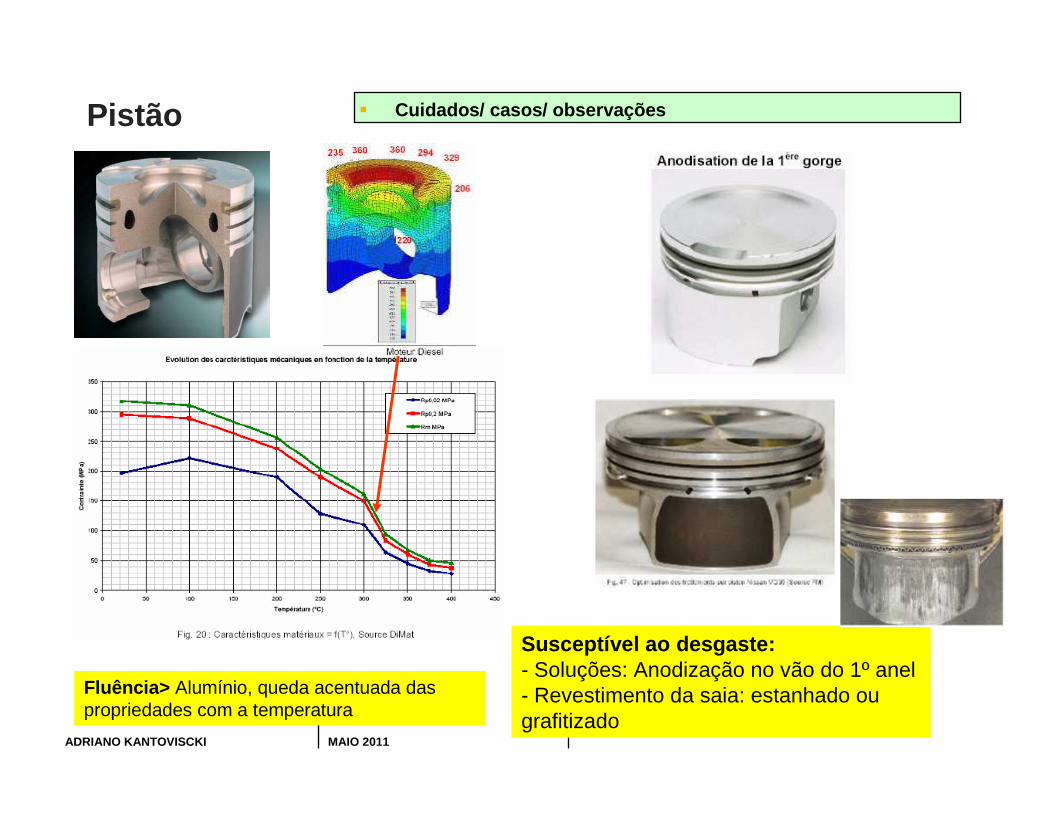
Pistão � Transmitir o esforço da câmara de combustão para a biela/ virabrequim.
� Aspirar o combustível e evacuar o gás após combustã o
� Evitar a passagem de óleo do cárter para a câmara d e combustão
� Baixa Vibração (inércia)
� Altas tensões (mecânicas+ térmicas)
� Fadiga (Mecânica e térmica)
� Alta temperatura
� Desgaste
� Ataque químico (corrosão)
� Baixo peso (inércia)
� Alumínio AlSi12-13 (Cu, Ni, Mg)- Fundição por gravid ade com ou sem tratamento térmico.
� Revestimento: Topo: anodizado. Saia: estanhado (1 a 2 microns) ou grafitizado (10-20 microns)
� Principais Funções:
� Principais Solicitações:
� Material (ais) utilizado(s):
material Custo Peso Resistência mecânica
Resistência química
Fadiga Desgaste Condutividade térmica a
AlSi12-13 (Cu, Ni, Mg)
+ + + + + + +++ ++ + + + +
ADRIANO KANTOVISCKI MAIO 2011
Pistão � Cuidados/ casos/ observações
Susceptível ao desgaste: - Soluções: Anodização no vão do 1º anel- Revestimento da saia: estanhado ou grafitizado
Fluência> Alumínio, queda acentuada das propriedades com a temperatura

ADRIANO KANTOVISCKI MAIO 2011
Pistão � Cuidados/ casos/ observações
Fadiga:Condições severas de temperatura, altas solicitações mecânicas, número de ciclos elevado.GeometriaDefeitos de fundição
Defeito de fundição
~75000 N

ADRIANO KANTOVISCKI MAIO 2011
Biela � Transmitir o movimento de translação do pistão em u m movimento de rotação do virabrequim.
� Contribui no bom funcionamento das bronzinas
� Baixa Vibração (inércia)
� Altas tensões (mecânicas+ térmicas)
� Fadiga (mecânica)
� Ataque químico (corrosão)
� Baixo peso (inércia)
� Ferro fundido nodular (GS)
� Aço recozido (médio C) ou temperado e revenido.
� Superfície: jateamento – shot peening (fadiga)
� Sinterizado
� Principais Funções:
� Principais Solicitações:
� Material (ais) utilizado(s):
material Custo Peso Resistência mecânica
Resistência química
Fadiga Desgaste Fluência Temperabilidade
Ferro fundido nodular ++ + + + ++ ++ + + ++ -
Aço + + + ++ ++ +++ + + ++ +++

ADRIANO KANTOVISCKI MAIO 2011
Biela � Cuidados/ casos/ observações
Flambagem: - Causa provável: instabilidade da combustão.- Calço hidráulico.
Fadiga> Alta solicitação mecânica- cíclicaPossíveis causas: concentração de tensãoDefeitos de fundição e forjamento (dobras), etc
Importante contra fadiga > jateamento – shot peening

ADRIANO KANTOVISCKI MAIO 2011