Embed Size (px)
Citation preview

Estudo de sistemas de refinação de vapor numa máquinade absorção de pequena potência alimentada por energia
solar
Gisela de Andrade Mendes
Dissertação para a obtenção de Grau de Mestre em
Engenharia Física Tecnológica
Júri
Presidente: Doutor João Carlos Carvalho de Sá Seixas
Orientador: Doutor Luís Filipe Moreira Mendes
Vogais: Doutor António Manuel de Sousa Baltazar Mortal
Doutor Manuel Pedro Ivens Collares Pereira
Outubro 2008

ii

Agradecimentos
Gostaria de agradecer ao Professor Luís Filipe Mendes pela oportunidade de realizar a mi-
nha tese no Laboratório de Sistemas de Arrefecimento Solar, pela ajuda e dicas que se revelaram
indispensáveis à realização deste trabalho.
Ao Eng. Tiago Osório pelo espírito crítico e construtivo e ao Igor Ventura pelos inúmeros incen-
tivos. Aos dois um obrigado muito grande pelas longas horas de recolha de dados experimentais.
A todos os presentes nas reuniões de segunda-feira que de uma forma ou de outra deram o seu
contributo para esta tese.
Ao Filipe Serra por ter estado sempre presente, por ter sido um bom ouvinte e por todo o apoio.
Por fim, e não menos importante, um agradecimento muito especial aos meus pais. Sem eles
certamente que não teria chegado aqui.
iii

iv

Resumo
Neste trabalho foram estudados dois sistemas de refinação instalados separadamente numa
máquina de absorção de pequena potência alimentada por energia solar. Uma vez que o fluido
frigorigéneo deve ser o mais puro possível de modo a obter um melhor desempenho da máquina, a
refinação é uma etapa importante. O primeiro sistema consiste numa coluna de pulverização cuja
eficiência de refinação é de 90% e o segundo é uma coluna de enchimento que tem uma eficiência
de 97%. As fracções de amoníaco alcançadas encontram-se nos intervalos [0, 9754; 0, 9903] e
[0, 9825; 0, 9912], respectivamente.
Foram também calculados os coeficientes de transferência de massa de amoníaco multiplicados
pela sua área efectiva para a transferência de massa de cada uma das colunas. Como essa área
é bastante difícil de obter para a coluna de pulverização, recorreu-se a uma correlação baseada na
correlação de Onda et al, que descreve os resultados experimentais para a coluna de enchimento
com um afastamento máximo de aproximadamente 35%. Com esta correlação calcularam-se as
dimensões desta última coluna de forma a se obter a mesma quantidade de massa de amoníaco
transferida. Os resultados mostram, que para as mesmas condições de funcionamento, as dimen-
sões da coluna de enchimento são menores que as da coluna de pulverização. Verificou-se ainda
que aumentar grandemente o diâmetro da coluna não traz melhorias significativas na diminuição da
altura da mesma.
Conclui-se, assim, que a coluna de enchimento é mais eficaz que a coluna de pulverização em
termos de eficiência de refinação e quantidade de massa transferida durante o processo de refina-
ção.
Palavras-chave: máquina de absorção, amoníaco-água, coluna de pulverização, coluna de en-
chimento, refinação, coeficientes de transferência de massa
v

vi

Abstract
In this master thesis, two refining systems of ammonia-water absorption refrigerating systems
powered by solar energy were studied. In these kind of machines, refrigerant must be as pure as
possible in order to get a good performance and that’s why the refining process is so important. The
first system is a spray tower which refining efficiency is about 90% and the second one is a packed
tower which refining efficiency is 97%. The ammonia concentrations of the refined vapour obtained
were at the intervals [0, 9754; 0, 9903] and [0, 9825; 0, 9912], respectively.
Ammonia mass transfer coefficients multiplied by the effective transfer area for mass transfer
were also calculated for each column. This area is very difficult to obtain for the spray tower and
that’s why it is used a correlation based on Onda et al correlation, that predicts with a maximum
error of about 35% packed tower experimental results. With this correlation it is possible to calculate
the dimensions of the packed tower, and results show that at same operating conditions and equal
quantities of mass transfer, the spray tower must be bigger than the packed tower. The results also
demonstrate that a huge increase in column diameter does not considerable diminish tower height.
Therefore, packed tower is better than spray tower concerning refining efficiency and ammonia
mass transfer during the refining process.
Keywords: absorption machine, ammonia-water, spray tower, packed tower, refining process, mass
transfer coefficients
vii

viii

Índice
Agradecimentos iii
Resumo v
Abstract vii
Lista de Tabelas xiii
Lista de Figuras xvii
Nomenclatura xix
1 Introdução 1
1.1 Ciclos frigoríficos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1
1.1.1 Ciclo de absorção . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
1.2 Estado do conhecimento . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
1.3 Objectivo da tese . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
1.4 Organização da tese . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
2 Separação de misturas 13
2.1 Destilação . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
2.1.1 Destilação simples . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
2.1.2 Condensador Parcial . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
2.1.3 Rectificação . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
2.1.4 Refinação . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
2.1.5 Coluna de purificação acoplada . . . . . . . . . . . . . . . . . . . . . . . . . 17
2.2 Tipos de colunas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19
2.2.1 Colunas de pratos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19
2.2.2 Colunas de enchimento . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20
2.2.3 Coluna de pulverização . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23
ix

2.3 Conclusões . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23
3 Protótipo laboratorial 25
3.1 Produção e refinação do vapor . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25
3.2 Equipamento de medida . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27
3.3 Recolha dos dados experimentais . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28
3.4 Conclusões . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29
4 Análise do processo de refinação 31
4.1 Descrição da refinação . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 31
4.2 Eficiência da Refinação . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 35
4.3 Coeficientes de transferência de massa . . . . . . . . . . . . . . . . . . . . . . . . . 36
4.3.1 Definição . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 36
4.3.2 Modelo dos dois filmes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 37
4.3.3 Unidades de Transferência . . . . . . . . . . . . . . . . . . . . . . . . . . . . 41
4.3.4 Altura da coluna de destilação . . . . . . . . . . . . . . . . . . . . . . . . . . 42
4.3.5 Correlações para estimar coeficientes de transferência de massa . . . . . . . 45
4.4 Conclusões . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 48
5 Análise dos resultados experimentais 49
5.1 Cálculos efectuados . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 49
5.1.1 Determinação das fracções de amoníaco e caudais no gerador e na coluna
de refinação . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 50
5.1.2 Resolução do Pulverizador . . . . . . . . . . . . . . . . . . . . . . . . . . . . 50
5.1.3 Eficiência da refinção . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 51
5.1.4 Determinação dos coeficiente de transferência de massa . . . . . . . . . . . . 51
5.1.5 Correlações para os coeficientes de transferência de massa . . . . . . . . . . 51
5.2 Resultados obtidos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 52
5.2.1 Coluna de pulverização . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 52
5.2.2 Coluna de enchimento . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 59
5.3 Conclusões . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 69
6 Comparação entre as duas colunas 71
6.1 Eficiência . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 71
6.2 Transferência de massa . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 72
6.3 Conclusões . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 76
x

Conclusões e desenvolvimentos futuros 77
Bibliografia 79
Anexo A A-1
Anexo B B-1
Anexo C C-1
xi

xii

Lista de Tabelas
1.1 Condições nominais de funcionamento de um ar condicionado numa fonte térmica de
baixa temperatura e par NH3/H2O. . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
1.2 Condições nominais de funcionamento de um frigorífico numa fonte térmica de baixa
temperatura e par NH3/H2O. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
3.1 Características do pulverizador. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 26
3.2 Características do enchimento. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 26
3.3 Comparação entre o desvio padrão e o erro do equipamento de leitura de várias
grandezas medidas durante uma aquisição de um ponto experimental e que foram
necessárias ao estudo realizado nesta tese. Os números 1 a 5 correspondem aos
indicados na Figura 3.1. Os pontos 6, 7 e 8 correspondem ao vaso do absorvedor, à
entrada da solução rica no permutador da solução e à entrada da solução pobre no
absorvedor, respectivamente. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28
5.1 Gama de valores de várias grandezas registadas no protótipo laboratorial, em parti-
cular na coluna de pulverização, com relevância para o estudo da refinação. . . . . 52
5.2 kv · aef obtidos na coluna de pulverização. . . . . . . . . . . . . . . . . . . . . . . . . 57
5.3 Gama de valores de várias grandezas registadas no protótipo laboratorial, em parti-
cular na coluna de enchimento, com relevância para o estudo da refinação. . . . . . 59
5.4 kv · aef obtidos na coluna de enchimento. . . . . . . . . . . . . . . . . . . . . . . . . 63
5.5 Valores de aef preditos pelas correlações de Onda et al, Bravo e Fair e Wagner et al. 67
6.1 Altura e volume da coluna de enchimento em função do diâmetro para que a transfe-
rência de massa seja igual à que ocorre na coluna de pulverização. . . . . . . . . . . 73
B-1 Caudais obtidos nas entradas e saídas da coluna de pulverização. . . . . . . . . . . B-2
B-2 Fracções de amoníaco obtidos nas entradas e saídas da coluna de pulverização. . . B-3
C-1 Caudais obtidos nas entradas e saídas da coluna de enchimento. . . . . . . . . . . . C-2
C-2 Fracções de amoníaco obtidos nas entradas e saídas da coluna de enchimento. . . . C-3
xiii

xiv

Lista de Figuras
1.1 Esquemas de vários tipos de ciclos: a) ciclo de compressão a vapor, b) ciclo de
refrigeração a gás, c) ciclo de refrigeração em cascata e d) ciclo de refrigeração por
absorção. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
1.2 Esquema do ciclo real de absorção. . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
1.3 a) Valores de COP e b) COP (%) obtidos em função da fracção de amoníaco no vapor
refinado num ciclo ideal simulado para temperaturas típicas de um ar condicionado. . 6
1.4 a) Valores de COP e b) COP (%) obtidos em função da fracção de amoníaco no
vapor refinado num ciclo ideal simulado para temperaturas típicas de um frigorífico. . 8
2.1 Esquema da montagem do condensador parcial com fluxos em contracorrente. . . . 14
2.2 Esquema da montagem de uma coluna de concentração. . . . . . . . . . . . . . . . 16
2.3 Esquema da montagem da refinação. . . . . . . . . . . . . . . . . . . . . . . . . . . 17
2.4 Esquema da montagem da coluna de purificação acoplada. . . . . . . . . . . . . . . 18
2.5 Coluna de pratos. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19
2.6 Coluna de enchimento . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21
2.7 Exemplos de enchimentos aleatórios . . . . . . . . . . . . . . . . . . . . . . . . . . . 22
2.8 Exemplos de enchimentos de forma definida . . . . . . . . . . . . . . . . . . . . . . 22
2.9 Coluna de pulverização. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23
3.1 Produção e refinação do vapor: CR corresponde à coluna de refinação, PP ao per-
mutador de placas e VS ao vaso de separação. O ponto 1 corresponde à entrada na
coluna do vapor produzido no gerador, o ponto 2 refere-se à entrada da solução rica
na coluna, a saída do vapor refinado da coluna é indicada pelo ponto 3 e o ponto 4
indica a saída da solução pobre do gerador. . . . . . . . . . . . . . . . . . . . . . . 26
4.1 Diagrama entalpia-concentração. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 32
4.2 Esquema de uma coluna de refinação. . . . . . . . . . . . . . . . . . . . . . . . . . . 33
4.3 Localização do pólo de refinação π no diagrama de entalpia-concentração. . . . . . . 34
xv

4.4 Determinação do máximo refinável através da linha de isotérmica t∞. . . . . . . . . . 34
4.5 Determinação do máximo refinável para pontos subarrefecidos. . . . . . . . . . . . . 35
4.6 Esquema do perfil de concentrações da fase de vapor e do líquido separadas pela
interface. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 37
4.7 Perfis das concentrações durante a transferência de massa no processo de refinação. 38
4.8 Concentrações nas fases líquida e vapor e no equilíbrio. . . . . . . . . . . . . . . . . 39
4.9 Esquema de uma coluna de destilação . . . . . . . . . . . . . . . . . . . . . . . . . 41
5.1 Histograma referente aos graus de subarrefecimento da solução rica após ser pulve-
rizada. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 53
5.2 Comparação entre os valores de yref obtidos experimentalmente na coluna de pulve-
rização e os valores de yref ajustados. . . . . . . . . . . . . . . . . . . . . . . . . . . 54
5.3 Comparação entre as fracções de vapor produzidas e as alcançadas após o processo
de refinação realizado na coluna de pulverização. . . . . . . . . . . . . . . . . . . . 54
5.4 Comparação entre a fracção de amoníaco refinada na coluna de pulverização e o
máximo refinável. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 55
5.5 a) Fracção de amoníaco no vapor refinado e b) temperatura do vapor refinado em
função da altura da coluna de pulverização. . . . . . . . . . . . . . . . . . . . . . . 58
5.6 a) Fracção da solução rica e b) força motriz em função da altura da coluna de pulve-
rização. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 59
5.7 Histograma referente aos graus de subarrefecimento da solução rica à entrada da
coluna de enchimento. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 60
5.8 Comparação entre os valores de yref obtidos experimentalmente na coluna de enchi-
mento e os valores de yref ajustados. . . . . . . . . . . . . . . . . . . . . . . . . . . 61
5.9 Comparação entre as fracções de vapor produzidas e as alcançadas após o processo
de refinação realizado na coluna de enchimento. . . . . . . . . . . . . . . . . . . . . 61
5.10 Comparação entre a fracção de amoníaco refinada na coluna de enchimento e o
máximo refinável. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 62
5.11 a) Fracção de amoníaco no vapor refinado e b) temperatura do vapor refinado em
função da altura da coluna de enchimento. . . . . . . . . . . . . . . . . . . . . . . . 64
5.12 a) Fracção da solução rica e b) força motriz em função da altura da coluna de enchi-
mento. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 64
5.13 Comparação entre os valores de kv · aef obtidos experimentalmente e os preditos
pela correlação de Onda et al. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 65
xvi

5.14 Comparação entre os valores de kv · aef obtidos experimentalmente e os preditos
pela correlação de Bravo e Fair. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 66
5.15 Comparação entre os valores de kv · aef obtidos experimentalmente e os preditos
pela correlação de Wagner et al. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 68
5.16 Comparação entre os valores de kv · aef obtidos experimentalmente e os preditos
pela correlação de Onda et al modificada. . . . . . . . . . . . . . . . . . . . . . . . . 69
6.1 Altura de uma coluna de enchimento em função do diâmetro de forma a que a quan-
tidade de massa transferida seja igual à que ocorre na coluna de pulverização. A
tracejado encontra-se representada a coluna de pulverização. . . . . . . . . . . . . 75
6.2 Esquemas representativos do filme de vapor nas colunas de pulverização (gráfico
a)) e enchimento (gráfico b)). Os números que constam nas figuras referem-se à
diferença entre y∗ e y. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 75
xvii

xviii

Nomenclatura
aef Área efectiva de transferência (m2 ·m−3)
ap Superfície específica do enchimento (m2 ·m−3)
Ca Número capilar [−]
COP Coeficiente de desempenho [−]
dc Diâmetro da coluna (m)
dp Maior comprimento do enchimento (m)
D Coeficiente de difusão (m2 · s−1)
Fr Número de Froud [−]
g Aceleração da gravidade (m · s−2)
h Entalpia específica (kJ · kg−1)
H Altura de uma unidade de transferência local (m)
Ho Altura de uma unidade de transferência global (m)
k Coeficiente local de transferência de massa (kmol ·m−2 · s−1); Eficiência da refinação [−]
K Coeficiente global de transferência de massa (kmol ·m−2 · s−1)
L Fluxo molar do líquido (kmol ·m−2 · s−1)
m Caudal mássico (kg · s−1)
M Massa molar (kg · kmol−1)
N Fluxo molar (kmol ·m−2 · s−1)
N Número de unidades de transferência local [−]
No Número de unidades de transferência global [−]
p Pressão (bar)
∆p Perda de carga na coluna (N ·m−2)
∆pirr Perda de carga de irrigação na coluna (N ·m−2)
R Refluxo mássico (m2 ·m−3)
r Fluxo molar por unidade de volume de enchimento (kmol ·m−3 · s−1)
Re Número de Reynolds (m2 ·m−3)
s secção transversal da coluna (m2)
xix

Sc Número de Schmidt (m2 ·m−3)
Sh Número de Sherwood (m2 ·m−3)
T Temperatura (K)
Q Calor (kW)
v Velocidade molar (kmol · s−1)
V Fluxo molar do vapor (kmol ·m−2 · s−1)
We Número de Webber (m2 ·m−3)
x Fracção mássica do líquido (kg · kg−1)
x Fracção molar do líquido (kmol · kmol−1)
y Fracção mássica do vapor(kg · kg−1)
y Fracção molar do vapor (kmol · kmol−1)
V Volume (m3)
Z Altura da coluna (m)
Letras gregas
χ Comprimento característico (m)
ε Fracção vazia do enchimento (%)
µ Viscosidade (kg ·m−1 · s)
ρ Densidade (kg ·m−3)
σ Tensão superficial (N ·m−1)
Índices inferiores
b Cerne
c Crítica
enc Coluna de enchimento
i Componente i da mistura
I Interface
in Entrada
l Líquido ou fase líquida
max Máximo refinável
out Saída
prod Produzido
xx

pul Coluna de pulverização
rec Rectificação
ref Refinado
v Vapor ou fase de vapor
Índices inferiores
∗ Em equilíbrio
xxi

xxii

Capítulo 1
Introdução
Os graves problemas energéticos tendem a agravar-se com o passar do tempo. É sabido que
a população mundial está a aumentar e consequentemente a procura de energia. Se por um lado
os combustíveis fósseis se encontram numa fase de declínio, onde o aumento constante do preço
do petróleo tem originado inúmeros problemas principalmente no sector dos transportes com con-
sequências para outros tais como a alimentação, por outro lado, é imperativo a redução das emis-
sões de CO2 que há muito têm sido exageradas face ao que o nosso planeta consegue reciclar. A
destruição da camada de ozono e as alterações climáticas evidenciam uma mudança urgente no
sector energético. Muitas têm sido as conferências sobre estes assuntos, destacando-se a de 1997
em Quito, onde os vários países se propuseram a diminuir as emissões de gases poluentes e a
instalarem centrais de energias renováveis. Contudo, as catástrofes ambientais são cada vez mais
notórias (furacões e chuvas e secas prolongadas) e o degelo dos pólos tem vindo a ser acelerado
pelo aquecimento global. É neste contexto que as energias alternativas se têm vindo a impôr a nível
mundial, embora muitas das opções ainda não sejam viáveis economicamente. Torna-se impera-
tivo um investimento claro e incisivo na investigação e desenvolvimento destas formas de energia
limpa.
Em particular, a máquina de absorção de amoníaco/água de pequena potência alimentada por
energia solar estudada neste trabalho tem vindo a ser melhorada de forma a se tornar competitiva
face às tecnologias existentes.
1.1 Ciclos frigoríficos
A refrigeração caracteriza-se pela transferência de calor de uma região a uma temperatura inferior
para outra com uma temperatura superior e as máquinas frigoríficas ou bombas de calor são os
dispositivos que efectuam este processo segundo ciclos frigoríficos. Estes necessitam de um fluido
1

para as trocas de calor realizadas durante o ciclo a que se dá o nome de fluido frigorigéneo. Existem
vários tipos de ciclos, entre eles os indicados a seguir e representados na Figura 1.1:
• Ciclo frigorífico de compressão a vapor (a compressão é feita na fase de vapor);
• Ciclo de refrigeração a gás (o frigorigéneo está sempre no estado de vapor);
• Ciclo de refrigeração em cascata (usa-se mais que um ciclo);
• Ciclo de refrigeração por absorção (usa-se outro líquido misturado com o frigorigéneo e a
compressão é feita na fase líquida).
Estes ciclos encontram-se descritos em mais detalhe na referência [1].
Os frigoríficos e as bombas de calor funcionam com base no mesmo ciclo. No entanto, o
objectivo do frigorífico é manter a zona a baixa temperatura removendo-lhe calor, enquanto a bomba
de calor tem como função manter a zona quente a uma elevada temperatura, absorvendo o calor
da fonte fria e transferindo-o para a zona mais quente.
Os ciclos frigoríficos obedecem naturalmente à Segunda Lei da Termodinâmica e que pode
aqui ser expressa mais convenientemente pelo enunciado de Clausius: “É impossível construir um
dispositivo que funcione segundo um ciclo que não produza qualquer efeito além da transferência
de calor de um corpo a uma temperatura inferior outro a uma temperatura superior”.
1.1.1 Ciclo de absorção
Ciclo e o seu desempenho
Os ciclos de absorção funcionam com diversos fluidos, sendo os mais comuns os pares brometo
de lítio/água e amoníaco/água. O primeiro é utilizado mais frequentemente em máquinas de ab-
sorção para climatização a energia solar e tem a vantagem de permitir o uso de temperaturas mais
baixas no gerador. Contudo, a sua utilização requer alguns cuidados tais como evitar a formação
de precipitados devido a se atingir o seu limite de solubilidade. Deste modo, as temperaturas do
condensador e do absorvedor para as mesmas pressões e concentrações têm de ser mais baixas.
Relativamente ao amoníaco, embora seja bastante tóxico, é de baixo custo e possui coeficientes
de transferência de calor mais elevados, resultando em melhores desempenhos e na utilização de
permutadores de calor mais pequenos e de menor custo. Além disso, a sua detecção em caso de
fuga é facilitada pelo cheiro característico e não prejudica a camada de ozono [1].
O protótipo em estudo funciona com o par NH3/H2O e o seu ciclo está representado na Fi-
gura 1.2 baseando-se no fluido frigorigéneo vindo do gerador entrar no condensador no estado de
2

Figura 1.1: Esquemas de vários tipos de ciclos: a) ciclo de compressão a vapor, b) ciclo de refrige-ração a gás, c) ciclo de refrigeração em cascata e d) ciclo de refrigeração por absorção.
3

Figura 1.2: Esquema do ciclo real de absorção.
vapor saturado e sair deste no estado líquido subarrefecido. Ao passar por uma válvula de ex-
pansão, o fluido frigorigéneo desce da pressão alta para a pressão baixa e entra no evaporador,
saindo daqui no estado de vapor. Entre o condensador e o evaporador é colocado um permutador
de pré-arrefecimento que tem como objectivo baixar ainda mais a temperatura do frigorigéneo que
vem do condensador com o fluido frigorigéneo que sai do evaporador. No absorvedor, a solução
pobre no elemento frigorigéneo absorve o fluido vindo do evaporador e origina-se a solução rica em
amoníaco. Esta é bombeada até ao gerador e a solução pobre resultante segue para o absorvedor,
tendo passado por uma válvula de forma a passar à pressão baixa. Entre o gerador e o absorvedor
é colocado um permutador da solução de forma a se aquecer a solução rica com o calor da solução
pobre. Desta forma, a solução rica chega ao gerador com uma temperatura mais elevada, pelo que
este não necessita de lhe transferir tanto calor.
O desempenho da máquina é analisado pelo cálculo do coeficiente de desempenho térmico,
COP (coefficient of performance), e define-se como o quociente entre a energia que se obtém no
evaporador e a energia que é necessário fornecer no gerador, e é dado pela expressão (1.1):
COP =Qe
Qg(1.1)
4

Necessidade de destilação
A utilização do par NH3/H2O apresenta vantagens quando comparado com o par LiBr/H2O,
como fora acima referido. Contudo, um inconveniente do primeiro é a necessidade de destilar
o vapor à saída do gerador. Apesar deste vapor sair rico em NH3, contém sempre uma pequena
fracção de H2O que prejudica o funcionamento da máquina, mesmo que essa fracção seja bastante
pequena (0,1%) [2].
Quando o fluido frigorigénio chega ao evaporardor com alguma água faz com que este não
consiga evaporar o fluido na sua totalidade, uma vez que este componente funciona tanto melhor
quanto mais puro for o fluido frigorigéneo. Assim sendo, para que a mistura seja evaporada na
totalidade, a temperatura do evaporador terá de aumentar. No entanto, caso se queira manter
essa temperatura, então será a pressão que terá de descer e consequentemente a pressão do
absorvedor também descerá. Os outros componentes terão de se reajustar às modificações que
vão ocorrendo até ao ponto que o ciclo deixa de funcionar uma vez que condições de operação são
bastante diferentes daquelas a que o ciclo foi dimensionado [3].
Para se ultrapassar este problema é comum fazer-se a destilação do vapor à saída do gerador
colocando-se um rectificador de forma a que o amoníaco seja mais puro. Contudo, esta solução
corresponde a se colocar mais um elemento nas máquinas de absorção a amoníaco/água e, con-
sequentemente, o preço destas é aumentado.
Impacto da refinação no ciclo
Utilizando o ciclo ideal que representa o protótipo laboratorial fez-se o estudo do efeito da refina-
ção no desempenho do mesmo, não sendo contabilizadas quaisquer perdas de calor. Introduziu-se
ainda uma segunda etapa de destilação do amoníaco a seguir à refinação, colocando-se um con-
densador parcial 1 para os casos em que esta já não produzia efeito no COP.
Como se pretende que a máquina funcione como ar condicionado, simulou-se o ciclo para
as temperaturas características deste tipo de equipamento. Na Tabela 1.1 estão indicadas essas
temperaturas bem como outros valores impostos no ciclo.
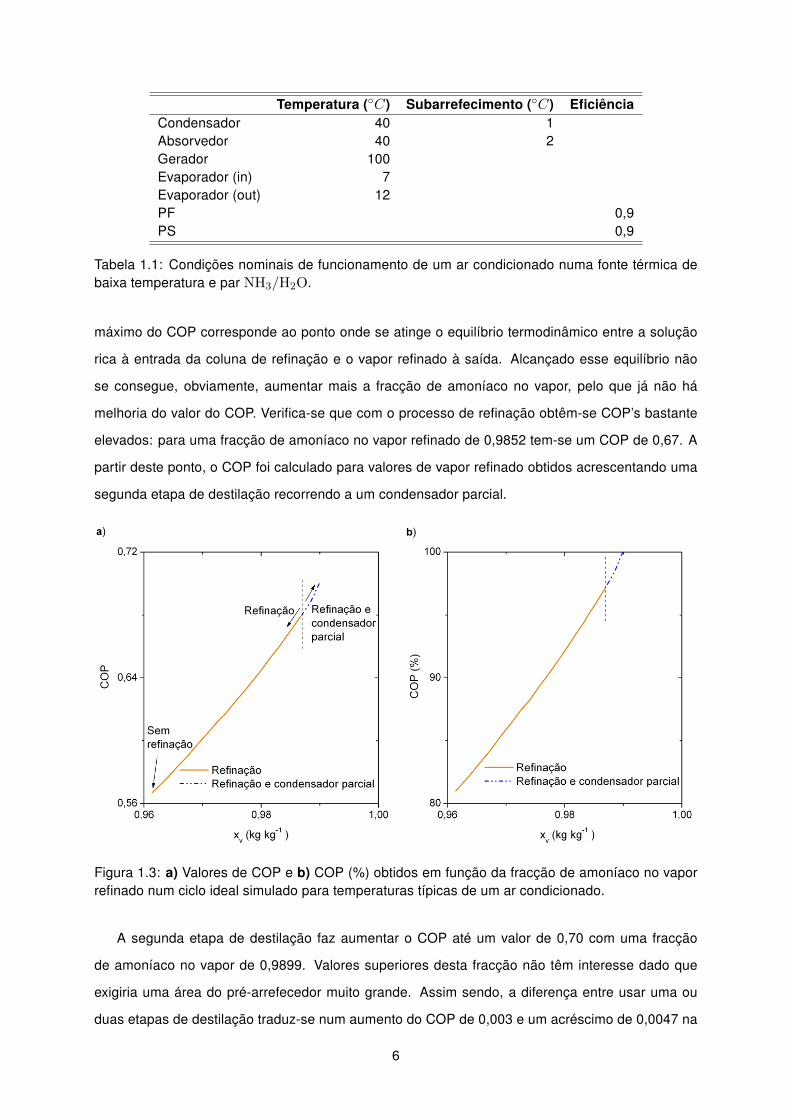
No gráfico da Figura 1.3 a) pode-se observar a evolução do COP com o aumento da fracção de
amoníaco no vapor refinado após passar pelos processos de destilação do amoníaco. O primeiro
ponto do gráfico corresponde ao caso em que não é feita qualquer destilação. Neste caso, a fracção
de amoníaco no vapor é de 0,9614 e conduz a um COP de 0,57. Valores superiores da fracção de
amoníaco no vapor são conseguidos através da refinação do vapor produzido no gerador e o valor
1No Capítulo 2. Separação de misturas é feita uma breve descrição dos conceitos de refinação e condensadorparcial.
5
Temperatura (◦C) Subarrefecimento (◦C) EficiênciaCondensador 40 1Absorvedor 40 2Gerador 100Evaporador (in) 7Evaporador (out) 12PF 0,9PS 0,9
Tabela 1.1: Condições nominais de funcionamento de um ar condicionado numa fonte térmica debaixa temperatura e par NH3/H2O.
máximo do COP corresponde ao ponto onde se atinge o equilíbrio termodinâmico entre a solução
rica à entrada da coluna de refinação e o vapor refinado à saída. Alcançado esse equilíbrio não
se consegue, obviamente, aumentar mais a fracção de amoníaco no vapor, pelo que já não há
melhoria do valor do COP. Verifica-se que com o processo de refinação obtêm-se COP’s bastante
elevados: para uma fracção de amoníaco no vapor refinado de 0,9852 tem-se um COP de 0,67. A
partir deste ponto, o COP foi calculado para valores de vapor refinado obtidos acrescentando uma
segunda etapa de destilação recorrendo a um condensador parcial.
Figura 1.3: a) Valores de COP e b) COP (%) obtidos em função da fracção de amoníaco no vaporrefinado num ciclo ideal simulado para temperaturas típicas de um ar condicionado.
A segunda etapa de destilação faz aumentar o COP até um valor de 0,70 com uma fracção
de amoníaco no vapor de 0,9899. Valores superiores desta fracção não têm interesse dado que
exigiria uma área do pré-arrefecedor muito grande. Assim sendo, a diferença entre usar uma ou
duas etapas de destilação traduz-se num aumento do COP de 0,003 e um acréscimo de 0,0047 na
6

fracção de amoníaco no vapor produzido.
Pelo gráfico da Figura 1.3 b), onde se tem o COP em valores percentuais, observa-se que
só usando a refinação, este atinge cerca de 97% do valor máximo de COP conseguido utilizando
refinação e condensação parcial. Fica, assim, demonstrado que para o caso de utilização de ciclos
de refrigeração deste tipo com a finalidade de funcionarem como ar condicionado, a refinação é
suficiente, ou seja, a implementação de mais uma etapa de destilação não é justificável face à
melhoria no COP que esta introduz.
Nas máquinas cujo objectivo seja funcionarem como um frigorífico as temperaturas que se
pretendem obter no evaporador são bastante mais baixas. De modo semelhante, construíram-se os
gráficos do COP em função da fracção de amoníaco no vapor refinado, impondo as características
indicadas na Tabela 1.2.
Temperatura (◦C) Subarrefecimento (◦C) EficiênciaCondensador 40 1Absorvedor 40 2Gerador 130Evaporador (in) -15Evaporador (out) -10PF 0,9PS 0,9
Tabela 1.2: Condições nominais de funcionamento de um frigorífico numa fonte térmica de baixatemperatura e par NH3/H2O.
Pelos gráficos da Figura 1.4, verifica-se que a introdução da segunda etapa de destilação faz
aumentar o valor de COP de 0,44 para 0,58, o que corresponde a uma diferença apreciável. O valor
máximo de COP que se obtém recorrendo somente à refinação é 76% do máximo atingível quando
se procede também a condensação parcial. Assim sendo, para estas máquinas, a utilização de
duas etapas de destilação já é justificável.
1.2 Estado do conhecimento
Os sistemas de absorção amoníaco/água aplicados à refrigeração tiveram as suas primeiras
aplicações práticas no século XIX, em particular com a máquina patenteada por Carre para produzir
gelo. Desde então, muitos têm sido os desenvolvimentos realizados nesta matéria, embora ainda
existam diversos pontos a serem melhorados e estudados com o objectivo de serem atingidos
valores de eficiência e desempenho mais elevados, que combinados com o preço de produção
torne os protótipos existentes numa solução competitiva em termos industriais e de mercado.
As máquinas de absorção de amoníaco/água têm como inconveniente a pressão de vapor da
7

Figura 1.4: a) Valores de COP e b) COP (%) obtidos em função da fracção de amoníaco no vaporrefinado num ciclo ideal simulado para temperaturas típicas de um frigorífico.
água não ser negligenciável quando comparada com a pressão de vapor do amoníaco, o que acar-
reta uma série de problemas já discutidos anteriormente. De forma a ultrapassar estes problemas,
é comum proceder-se à destilação do vapor de amoníaco produzido no gerador. Este tipo de pro-
cessos são bastante comuns na indústria química e estão particularmente bem estudados para o
caso de se utilizarem misturas ideais, o que não é o caso da mistura NH3/H2O. Assim sendo,
é necessário fazer a transposição do que fora desenvolvido nesta área para o caso concreto das
máquinas de absorção. Neste contexto, alguns trabalhos já foram realizados com o objectivo de se
obter amoníaco mais puro e de se compreenderem os processos utilizados para esse fim.
Em 1992, M. Ahachad et al [4] sugeriram retirar a coluna de destilação de forma a reduzir as
dificuldades de fabricação e introduziram a seguir ao gerador uma câmara de bolhas. Os resultados
mostraram que fazendo borbulhar o vapor produzido se obtinham valores mais elevados de COP
e a área dos colectores solares era menor para produzir a mesma potência de refrigeração. No
entanto, as condições de funcionamento são diferentes das do protótipo em estudo, em particular
as temperaturas do nosso gerador serem mais baixas. Os gráficos obtidos nesse estudo mostram
que para as temperaturas típicas de funcionamento do protótipo, o efeito da câmara de bolhas
começava a ser desprezável.
Um modelo largamente utilizado pelos químicos é o modelo do prato teórico para colunas em
contracorrente, onde se supõe que esta é formada por um conjunto de pratos ou andares teóricos,
isto é, em cada prato o líquido e o vapor saem em equilíbrio. O número de pratos é calculado
recorrendo a métodos gráficos ou numéricos, sendo o de Ponchon-Savarit um exemplo dos do
8
primeiro tipo baseado nos balanços de massa e de energia em cada prato. No caso de uma coluna
de enchimento, Peters [5] considerou que esse enrequicimento do vapor que ocorre em cada andar
teórico se dá a uma determinada altura da coluna, denominando-a por altura equivalente a um prato
teórico (H.E.T.P.) e o seu cálculo foi proposto por Murch [6].
Herold et al [2] desenvolverem um modelo baseado no conceito da H.E.T.P., tendo em conta os
balanços de massa e de energia, e as equações para a transferência de calor e massa. No entanto,
advertem para o facto de este modelo necessitar de valores difíceis de obter como os coeficientes
de transferência de calor e massa e as respectivas áreas efectivas de transferência, valores estes
que dependem muito do tipo de enchimento e dos caudais utilizados, e portanto o modelo não é
promissor para geometrias diferentes, não tendo sido demonstrada a sua utilidade.
O estudo do processo de destilação em colunas de enchimento com condensação total baseado
nos balanços de massa e nas equações de transferência de calor e massa é realizado por Seares
et al [7], onde se conclui que a temperatura do líquido é aproximadamente igual à temperatura na
interface líquido-vapor e que a resistência à transferência de massa da fase líquida é desprezável
face à da fase de vapor. Seara et al [8] mostraram que fazer condensação total conduz a valores
de COP mais baixos do que os obtidos com condensação parcial. Foi também concluído que a
zona da coluna acima do ponto de alimentação (zona de rectificação ou purificação) tem uma baixa
eficiência, pelo que pode ser retirada quando o melhoramento que introduz no COP é diminuto
e, desta forma, a sua construção ser simplificada. Este resultado é interessante uma vez que as
colunas testadas no protótipo laboratorial apenas são constituídas pelas zonas abaixo da entrada
da alimentação (solução rica), denominada por zona de refinação.
A conclusão anterior de que a zona da coluna abaixo da alimentação é mais importante que a
zona acima deste ponto é reafirmada na referência [9] onde é assegurado que, para as temperatu-
ras típicas em sistemas de ar condicionado, a destilação é um processo essencial caso contrário o
desempenho da máquina seria muito baixo. É ainda referido que o uso da zona de purificação e da
zona de refinação é aconselhável, embora a última seja mais preponderante para o COP.
Os mesmos autores [10] fizeram um estudo sobre a influência do tamanho da coluna de destila-
ção na purificação do vapor produzido e concluíram que o COP aumenta significativamente com o
aumento do tamanho da zona de refinação da coluna até um comprimento máximo de 0,2 m, valor
a partir do qual o COP se mantêm praticamente constante nos 0,45 com uma fracção de água no
vapor de 0,1 kg kg−1. Estes resultados foram obtidos para uma coluna com 73 mm de diâmetro e
usando como enchimento Berl Saddles 1/2 em cerâmica.
A partir de 2006 foram publicados alguns artigos [11, 12, 13] sobre o cálculo dos coeficientes de
transferência de massa para os processos de destilação que ocorrem nas colunas de enchimento.
9

Foram feitos vários ensaios experimentais com diversos tipos de enchimentos, entre eles o que é
usado no protótipo laboratorial em estudo e os resultados foram comparados com diferentes corre-
lações existentes na literatura. Os cálculos mostram que a correlação que melhor concorda com
os resultados experimentais para o cálculo do coeficiente de transferência de massa é a correlação
de Onda et al [14] no caso da coluna funcionar a refluxo total. Em particular, para o mesmo enchi-
mento que se usa no protótipo em estudo, os resultados mostram que 95% dos pontos se afastam
no máximo ± 25% do resultado previsto pela correlação. Para funcionamentos da coluna com re-
fluxo inferior à unidade, apenas foi testado o enchimento Pall ring 10 mm em metal e os resultados
obtidos revelam que a correlação de Onda prevê coeficientes de transferência de massa muito mais
baixos do que os indicados pelos resultados experimentais. Neste caso, a correlação que melhor
os descreve é a correlação de Wagner et al [15] com a maioria dos pontos a encontrar-se entre
±25% em relação aos valores previstos pela correlação.
Por fim, Mendes LF et al [16] sugerem que a refinação do amoníaco seja feita numa coluna de
pulverização, onde a solução rica ao entrar na coluna forma um aerossol que se desloca em con-
tracorrente com o vapor de amoníaco. É ainda estudado o processo de refinação onde é proposta
uma correlação para descrever a fracção de amoníaco no vapor refinado em função dos parâmetros
que mais contribuem para o efeito.
1.3 Objectivo da tese
As máquinas de absorção de amoníaco-água têm como principal inconveniente a necessidade
de destilação do amoníaco de forma a que o fluido frigorigéneo passe totalmente à fase de vapor
no evaporador e deste modo se obterem COP’s mais elevados.
O tipo de destilação escolhido foi a refinação e as duas opções para proceder a esse processo
são a utilização de uma coluna de pulverização ou uma coluna de enchimento, onde o vapor a refi-
nar é colocado em contracorrente com a solução rica no estado líquido, resultando desse processo
vapor mais puro.
Posto isto, o objectivo desta tese é o estudo dos dois sistemas de refinação acima indicados
onde, para cada um deles, será calculada a sua eficiência e a transferência de massa de amoníaco.
Os resultados obtidos são comparados de forma a se escolher a coluna que melhor desempenha a
função de refinar o fluido frigorigéneo produzido no gerador.
10

1.4 Organização da tese
Esta tese é constituída por sete capítulos e três anexos, sendo o conteúdo de cada um deles
explicitado abaixo.
No capítulo 1 é feita uma descrição dos ciclos frigoríficos, em particular dos referentes a ci-
clos de absorção. Explica-se a necessidade de refinação e descreve-se o seu estado actual do
conhecimento. Por último são apresentados os objectivos da tese.
No segundo capítulo é feita uma breve descrição dos vários sistemas de destilação e do tipo de
colunas onde esta se realiza.
O terceiro capítulo refere-se à constituição do protótipo em particular ao equipamento responsá-
vel pela produção de vapor e pela sua refinação. São ainda referidos os equipamentos de medida
e como foi feita a recolha dos dados experimentais.
No quarto capítulo é feita uma descrição mais pormenorizada do processo de refinação e
apresenta-se um método para calcular a sua eficiência. É introduzido o conceito de coeficiente
de transferência de massa e do modelo dos dois filmes. Seguem-se dois métodos para calcular
os referidos coeficientes e são exibidas correlações que predizem esses valores em colunas de
enchimento através do uso de números adimensionais.
Os resultados experimentais referentes à eficiência da refinação e aos coeficientes de transfe-
rência de massa são apresentados no capítulo 5 para a coluna de pulverização e para a coluna de
enchimento.
No sexto capítulo são comparados os resultados experimentais referentes às duas colunas em
termos de eficiência da refinação e recorreu-se à correlação de Onda et al ajustada aos nossos
dados experimentais para comparar o tamanho das duas colunas de forma a transferirem a mesma
quantidade de massa para as mesmas condições de funcionamento.
No capítulo sete são apresentadas as conclusões deste trabalho. São ainda mencionadas
algumas sugestões que poderão melhorar os trabalhos futuros relativamente a este tema.
No Anexo A encontram-se os cálculos efectuados para determinar os coeficientes de transfe-
rência de massa previstos por diferentes correlações presentes na literatura aberta sobre este tema.
São ainda apresentadas as diversas expressões para calcular as propriedades físicas da mistura
amoníaco/água que foram necessárias conhecer para utilizar as referidas correlações.
No Anexo B são apresentadas tabelas referentes aos caudais e fracções de amoníaco nas
entradas e saídas da coluna de pulverização para os pontos experimentais em que a solução rica
se encontra no estado saturado a seguir ao pulverizador.
As tabelas referentes aos caudais e fracções de amoníaco nas entradas e saídas da coluna de
enchimento para os pontos experimentais em que a solução rica se encontra no estado saturado à
11

entrada da coluna encontram-se no Anexo B .
12

Capítulo 2
Separação de misturas
Como foi visto no capítulo introdutório, as máquinas de absorção de amoníaco/água necessitam
de proceder à deslilação do fluido frigorigéneo de forma a melhorar o seu desempenho. Neste sen-
tido, neste capítulo são apresentados alguns processos de destilação bem como o tipo de colunas
requeridas por alguns desses procedimentos.
2.1 Destilação
A destilação é um dos métodos mais antigos para separar misturas, ainda hoje largamente usado
na indústria [17]. São vários os métodos usados na destilação, tais como os apresentados abaixo.
2.1.1 Destilação simples
A destilação simples, ou destilação “flash”, consiste basicamente em aquecer a mistura líquida,
estando, em cada instante, o vapor e o líquido em equilíbrio. Denomine-se o dispositivo onde
a mistura é aquecida por gerador. Devido aos diferentes pontos de ebulição dos constituintes
da mistura, o vapor gerado fica mais rico no elemento mais volátil. Este vapor é posteriormente
condensado, a pressão constante, de forma a se obter o deslilado na fase líquida [19]. O processo
pode ser realizado de duas formas distintas: destilação descontínua e destilação contínua. No
primeiro, a destilação ocorre apenas na mistura que é introduzida neste processo. No segundo,
a mistura vai sendo introduzida num fluxo contínuo, pelo que a destilação vai-se realizando num
processo contínuo.
2.1.2 Condensador Parcial
Nem sempre a destilação simples conduz ao grau de pureza desejado, pelo que foram desen-
volvidos métodos mais sofisticados. Em termos de condensador parcial, existem duas montagens
13

principais: fluxos em contracorrente e fluxos em correntes paralelas.
Fluxos em contracorrente
De forma a se purificar o vapor produzido no gerador pela introdução de calorQg, este é posto em
contacto com uma superfície arrefecida onde é removido calor Q. Esta superfície é mantida abaixo
do ponto de orvalho do vapor e, desta forma, uma fracção do vapor condensa. Esta quantidade
de condensado é rica no componente menos volátil e retorna ao gerador. O restante vapor fica,
assim, rico no componente mais volátil e sai pelo topo do condensador parcial [3]. Um esquema
deste processo encontra-se na Figura 2.1, onde se observa que o líquido e o vapor se deslocam
em contracorrente.
Figura 2.1: Esquema da montagem do condensador parcial com fluxos em contracorrente.
O balanço de massa no condensador parcial pode ser escrito pela expressão (2.1)
mout = mv −ml (2.1)
O balanço da quantidade do componente mais volátil é dada pela expressão (2.2)
mout yout = mv yv −ml xl (2.2)
14

No que concerne ao balanço de energia, este é dado pela expressão (2.3)
mvhv = mouthout −mlhl +Q
⇔ (mout +ml)hv = mvhv −mlhl +Q
⇔ Q = mout(hv − hout) +ml(hv − hl) (2.3)
A equação anterior mostra que o calor removido é dado pela soma de dois termos: o primeiro
refere-se ao vapor que foi arrefecido e o segundo ao vapor que foi condensado.
Fluxos em corrente paralela
Neste caso, o vapor produzido pelo gerador entra na parte superior da coluna e vai sendo
arrefecido ao longo desta, pelo que o líquido e o vapor vão na mesma direcção. No caso limite,
estes fluxos encontram-se em equilíbrio.
2.1.3 Rectificação
O método anterior conduz a uma purificação melhorada face à destilação simples. A introdução
da rectificação proporcionará a produção do destilado com uma pureza definida. O objectivo da
introdução da zona de rectificação é o aumento da facilidade das trocas de calor e massa entre
o líquido e o vapor através do aumento da superfície de contacto entre ambos. Para além deste
factor, também o tempo de contacto é maior.
A montagem para a rectificação é composta pela montagem do condensador parcial, mas entre
o gerador e a zona de arrefecimento do vapor é colocada a coluna de purificação ou rectificação
[18]. Um esquema do que fora acabado de descrever é o apresentado na Figura 2.2.
A obtenção de vapor rico no componente mais volátil é feita da seguinte forma: a mistura, na
fase líquida, entra no gerador, onde é aquecida, gerando-se vapor que sobe pela coluna. No topo
desta, o vapor é arrefecido, pelo que uma fracção de vapor condensa, retornando ao gerador na
fase líquida. É precisamente este condensado que desce pela coluna que entra em contacto com
o vapor produzido no gerador que sobe em contracorrente com este líquido. Nesta fase, dão-se
as trocas de calor e massa entre o líquido e o vapor, favorecidas pela existência de pratos ou de
enchimentos na coluna. Assim, a temperatura do vapor ascendente vai diminuindo, a pressão cons-
tante, e a quantidade de água é reduzida. A porção do componente menos volátil do vapor que é
transferida para o refluxo origina o calor de condensação que é usado para evaporar parte do re-
fluxo. Assim sendo, a temperatura do líquido vai aumentando ao longo do seu percurso pela coluna,
aumentando também o seu caudal. Na maior parte das situações este processo é adiabático.
15

Figura 2.2: Esquema da montagem de uma coluna de concentração.
No topo da coluna, onde ocorre o arrefecimento do vapor, o balanço de massa é dado pela
expressão (2.4)
mv −ml = mout (2.4)
onde a diferença entre o vapor e o líquido é constante e igual ao vapor que sai no topo da coluna.
O balanço de energia é dado pela expressão (2.5)
mv hv −ml hl = mout hout +Qrec (2.5)
onde Qrec é o calor de rectificação e corresponde à quantidade de energia a ser removida pelo
condensador parcial.
2.1.4 Refinação
A mistura no estado líquido entra no topo da coluna e desce em contracorrente com o vapor
ascendente proveniente do gerador. Com o calor aqui gerado, parte do líquido volta a vaporizar.
O restante líquido sai pela parte inferior do gerador. Quanto ao vapor enriquecido, Vout, sai pelo
topo da coluna. Na Figura 2.3 é representado um esquema da coluna de refinação. À semelhança
do processo anterior, a coluna tem como objectivo promover o contacto entre o líquido e o vapor
que se deslocam em contracorrente, de forma a favorecer os processos de transferência de calor e
16

Figura 2.3: Esquema da montagem da refinação.
massa.
2.1.5 Coluna de purificação acoplada
A montagem correspondente à rectificação, mas sem o gerador, pode ser acoplada a uma
coluna de refinação dando origem a uma montagem denomidada coluna de purificação acoplada
representada na Figura 2.4. O vapor vindo da coluna de refinação entra na parte inferior da coluna
de rectificação e é purificado. O líquido vindo da coluna de rectificação encontra-se com a mistura
vinda da alimentação e é destilado na coluna de refinação. Assim, há mais fluxo de líquido na
coluna de refinação do que na coluna de concentração. A zona acima da alimentação corresponde
à zona de rectificação (rectifier section) e a zona abaixo denomina-se zona de esgotamento (stripper
section). Deste modo, a função dos pratos nesta zona é esgotar o componente mais volátil, saindo
o líquido no fundo da coluna com uma concentração praticamente nula nesse componente.
Existem muitos outros aparatos experimentais tais como utilizar, na montagem anterior, a ali-
mentação para ajudar a arrefecer o topo da coluna de rectificação antes desta entrar na coluna de
refinação.
Outras montagens encontram-se descritas na literatura, tais como na referência [18].
17

Figura 2.4: Esquema da montagem da coluna de purificação acoplada.
18

2.2 Tipos de colunas
Existem vários tipos de colunas usadas nos processos de destilação. Das mais usadas destacam-
se as colunas de pratos, colunas de enchimento e colunas de pulverização.
2.2.1 Colunas de pratos
A coluna consiste numa estrutura cilíndrica dividida em secções por pratos perfurados, que
permitem o fluxo ascendente do vapor. O líquido de cada prato pode descer para o prato inferior
através de uma represa ou de uma conduta, como se observa na Figura 2.51.
Figura 2.5: Coluna de pratos.
O processo de fraccionamento no caso ideal implica contradifusão equimolar. Na verdade, tal
não acontece: não se atinge o equilíbrio entre o vapor que sobe de um prato e o líquido que aí
permanece. Assim, o enriquecimento de um prato para o seguinte é menor do que o dado no caso
de um andar ideal. Deste modo, o número de pratos reais tem de ser maior que o número de pratos
ideais para se atingir o grau de destilação desejado.
Numa coluna de pratos, o seu desempenho é caracterizado muitas vezes de uma forma prática
1Copyright c© Portal Laboratórios Virtuais de Processos Químicos, disponível na internet em URL:http://labvirtual.eq.uc.pt Imagem capturada em 30.05.2008
19

pela eficiência de Murphree para um prato que é dada pela expressão (2.6)
EM =yn − yn−1
y∗n − yn−1(2.6)
onde y corresponde à fracção do componente mais volátil no estado de vapor à saída do prato, n
corresponde ao número do prato onde se está a calcular a eficiência e y∗ corresponde à fracção do
vapor em equílibrio com o líquido que deixa esse mesmo prato. O numerador da expressão (2.6)
representa o enrequecimento no componente mais volátil no andar n e o denominador representa o
enrequecimento máximo atingível se esse prato fosse um andar ideal, isto é, se o vapor e o líquido
saíssem desse prato em equilíbrio.
Esta eficiência pode variar de andar para andar, defenindo-se a eficiência média de Murphree
como a razão entre o número de pratos teóricos pelo número de pratos reais na coluna.
2.2.2 Colunas de enchimento
As colunas de enchimento são usadas para provocar o contacto entre dois fluídos imiscíveis
ou parcialmente miscíveis, quer sejam gás-líquido, quer dois líquidos. É utilizado um líquido em
contracorrente com o líquido ou gás mais leve a entrar na parte inferior da coluna enquanto o
segundo fluído entra por cima, como indicado na Figura 2.62.
Numa coluna de enchimento, cuja finalidade seja a destilação, o componente mais volátil da
mistura é progressivamente transferido para a fase de vapor e o menos volátil condensa-se no
líquido. Este tipo de equipamento é também usado para processos de extracção líquido-líquido
em que o soluto é transferido dum solvente para o outro [17]. Para se obter uma velocidade de
transferência por unidade de altura razoável, é necessário escolher um enchimento que promova
uma elevada área interfacial entre as duas fases e um elevado grau de turbulência nos fluídos.
No que diz respeito à constituição da coluna, as suas paredes podem ser em material cerâmico,
vidro ou plástico, ou em metal com um revestimento resistente à corrosão. Quanto ao enchimento,
este é colocado em cima de uma grelha ou rede de padrão aberto de modo a não oferecer uma
resistência elevada ao fluxo. É comum colocar-se um prato travão superior para reduzir os movi-
mentos e fracturas de enchimento causadas por surtos de caudais.
Os enchimentos devem ter um tamanho uniforme de forma a originar um leito com caracte-
rísticas uniformes com a porosidade desejada. É ainda de notar que a fracção de volume vazia,
ε, numa coluna de enchimento deve ser grande. O enchimento deverá permitir a passagem de
grandes volumes de fluído sem que este se acumule ou inunde a coluna. Também a queda de
2Copyright c© Portal Laboratórios Virtuais de Processos Químicos, disponível na internet em URL:http://labvirtual.eq.uc.pt Imagem capturada em 30.05.2008
20

Figura 2.6: Coluna de enchimento
pressão deve ser o mais baixa possível. O enchimento deve ainda ser quimicamente inerte com os
fluídos a operar. Os enchimentos podem ser feitos em cerâmica, metais, vidro, plásticos, carbono
e borracha.
Existem dois tipos de enchimento [19]:
• Aleatórios, ilustrados na Figura 2.7.
• Enchimentos com forma definida ou estruturais, como os representados na Figura 2.8.
Os primeiros são os mais baratos e variam entre 1,27 cm e 12,7 cm polegadas dependendo
do tamanho da coluna. Geralmente, os enchimentos aleatórios oferecem uma grande superfície
específica e grandes quedas de pressão do gás quando os seus tamanhos são pequenos, mas os
custos são mais elevados para tamanhos superiores. São feitos de materiais praticamente resis-
tentes à corrosão e no que concerne aos enchimentos cerâmicos, é de referir que são realmenete
resistentes à corrosão e relativamente baratos. Em contrapartida, são pesados pelo que o suporte
de enchimento e as fundações devem ser mais fortes.
Os enchimentos estruturais são melhores que os anteriores relativamente às características de
transferência de massa. Estes têm a vantagem de proporcionarem baixas quedas de pressão para
o gás e melhores caudais. Oferecem também uma superfície por unidade de volume mais efectiva,
porque os contactos por superfície são reduzidos ao mínimo e o fluxo em filme é muito superior em
21

Figura 2.7: Exemplos de enchimentos aleatórios
Figura 2.8: Exemplos de enchimentos de forma definida
22

comparação com os enchimentos aleatórios. Os enchimentos com forma definida são mais caros,
especialmente quando se usam pequenas dimensões.
2.2.3 Coluna de pulverização
Uma coluna de pulverização consiste numa coluna onde o líquido é introduzido por um ou vários
pulverizadores a partir do topo e o vapor entra pela base, como é indicado na 2.9.
Figura 2.9: Coluna de pulverização.
As gotas criadas pelo pulverizador descem por gravidade e entram em contacto com o vapor
ascendente. Deste modo, dá-se a transferência de massa entre a superfície das gotas e o vapor,
pelo que quantas mais gotas se produzirem, maior será a área para a transferência de massa.
Contudo, as gotas tendem a coalescer após descerem algumas dezenas de centímetros, o que
diminui grandemente a área de interface. Além disso, as gotas tendem a mudar de tamanho e de
forma, não sendo possível obter a verdadeira área interfacial com grande exactidão [17].
Por fim, é de referir que as colunas de pulverização têm a vantagem de ter uma baixa queda de
pressão para o vapor.
2.3 Conclusões
A destilação é uma etapa essencial nas máquinas de absorção.
Existem diversas montagens para proceder à separação de misturas, desde a mais simples, a
destilação simples, até outras mais complexas como a coluna de purificação acoplada, passando
23

pelo condensador parcial, rectificação e refinação.
Em algumas das monstagens é necessário utilizar uma ou mais colunas de destilação. As mais
comuns são as colunas de pratos, colunas de pulverização e colunas de enchimento.
24

Capítulo 3
Protótipo laboratorial
Um dos objectivos do protótipo utilizado consiste na comercialização, pelo que se pretende
reduzir ao máximo o número de componentes de forma a que o seu custo seja menor sem que
o desempenho seja afectado. Neste sentido, optou-se pelo processo de refinação para aumentar
a fracção de amoníaco no vapor produzido no gerador. Relativamente ao tipo de colunas onde
decorre a refinação, a opção foi testar duas colunas, a de pulverização e a de enchimento.
O protótipo laboratorial baseia-se no esquema do ciclo aprentado na Secção 1.1.1. Ciclo e seu
desempenho.
Dado que a refinação é o tema central deste trabalho, faça-se uma descrição mais pormenori-
zada da zona do protótipo onde se produz e refina o vapor.
3.1 Produção e refinação do vapor
Observe-se estão, na Figura 3.1, o esquema dos constituintes do protótipo responsáveis pela
produção e refinação do vapor: permutador de placas, vaso de separação e coluna de refinação
que se considera adiabática. O vaso de separação tem um visor para controlo do nível. As duas
colunas testadas são:
• Coluna de pulverização: caracteriza-se por possuir um pulverizador no topo, cuja função é
criar um aerossol de solução rica, e as suas caraterísticas estão indicadas na Tabela 3.1. A
coluna tem 52 cm de altura e 16,3 cm de diâmetro interno.
• Coluna de enchimento: contém enchimentos Novalox Saddles de 1/2 polegada em cerâmica,
cujas caraterísticas se encontram na Tabela 3.2. As dimensões da coluna são 72 cm de altura
e 6,6 cm de diâmetro.
25

Figura 3.1: Produção e refinação do vapor: CR corresponde à coluna de refinação, PP ao permu-tador de placas e VS ao vaso de separação. O ponto 1 corresponde à entrada na coluna do vaporproduzido no gerador, o ponto 2 refere-se à entrada da solução rica na coluna, a saída do vaporrefinado da coluna é indicada pelo ponto 3 e o ponto 4 indica a saída da solução pobre do gerador.
PulverizadorMarca e modelo Lechler 460.523Ângulo de dispersão 45◦
Perda de carga V1 = V2
(p2
p1
)0,4
Tabela 3.1: Características do pulverizador.
EnchimentoMarca e modelo Novalox-Saddles 1/2Diâmetro (dp) (m) 0,0127Superfície específica (ap) (m2 m−3) 622Fracção vazia (ε) (%) 73Tensão superficial crítica (N m−1) 0,061
Tabela 3.2: Características do enchimento.
26

A produção e refinação do vapor baseia-se na solução rica ser posta em contracorrente com
o vapor saturado vindo do vaso de separação de forma a ocorrerem as trocas de calor e massa.
Deste processo resulta vapor saturado mais puro em amoníaco e uma solução líquida mais pobre
que segue para o permutador de placas. Aqui é aquecida e posteriormente separada no vaso de
separação nas fases líquida e de vapor. É desta forma que se produz o vapor saturado que sobe
pela coluna e entra em contacto com a solução rica. Quanto ao líquido resultante, é retirado pelo
fundo do vaso e denomina-se solução pobre. Aquando da montagem das colunas, houve o cuidado
de colocá-las na vertical de forma a se obterem distribuições isotrópias do líquido.
O balanço de massa é dado por (3.1)
m2 = m3 +m5 (3.1)
e o balanço da massa de amoníaco é dado por (3.2)
m2 x2 = m3 y3 +m5 x5 (3.2)
O balanço de energia é expresso por (3.3)
Qg +m2 h2 = m3 h3 +m5 h5 (3.3)
Na coluna de refinação, os balanços de massa, quantidade de amoníaco e energia são dados
por (3.4), (3.5) e (3.6), respectivamente
m1 +m2 = m3 +m5 (3.4)
m1 y1 +m2 x2 = m3 y3 +m4 x4 (3.5)
m1 h1 +m2 h2 = m3 h3 +m4 h4 (3.6)
3.2 Equipamento de medida
A produção e refinação do vapor deccorre à pressão alta, que é medida por uma sonda da marca
Endress Hausser, modelo Cerabar T PMP 131 e cujo erro máximo de medição é de 0,125 bar.
Estes componentes estão ainda apetrechado com cinco sondas de temperatura para a medição
do valor desta grandeza nos pontos correspondentes à solução rica à entrada na coluna, ao vapor
refinado à saida da coluna, à solução rica à saída da coluna e da solução pobre à saída do gerador.
As sondas utilizadas são de platina do tipo PT100 a quatro fios e têm um erro absoluto máximo de
27

0, 1◦C.
Os caudais da solução rica e da solução pobre são medidos recorrendo a caudalímetros. O
caudal do fluido frigorigéneo é obtido pelo balanço com os outros dois caudais utilizando a equa-
ção (3.1). O caudalímetro da solução rica encontra-se entre o permutador da solução e a entrada
da solução rica na coluna de refinação e o caudalímetro da solução pobre está colocado entre a
saída do permutador da solução e a entrada do vaso do absorvedor. Estes equipamentos são da
marca ISOMAG, modelo ISOIL MS500 e o erro de medição máximo relativo é de 0,4%.
Para mais informações sobre o equipamento de medida e sistema de aquisição de dados do
protótipo em estudo consultar a referência [21].
3.3 Recolha dos dados experimentais
O equipamento de medida acima referido está ligado a um sistema de aquisição de dados
que possui um interface gráfico de forma a permitir aos operadores seguirem o comportamento da
máquina ao longo do tempo.
A aquisição é feita de 10 em 10 segundos e cada medida experimental é constituída pelas
aquisições realizadas durante 15 minutos em funcionamento estável e contínuo da máquina. Assim
sendo, cada ponto experimental é calculado fazendo a média das várias aquisições durante aquele
período. Os desvios padrão foram também calculadas e são um bom indicador do funcionamento
estável da máquina uma vez que são menores que os erros dos equipamentos de medida. Na
Tabela 3.3 encontra-se um exemplo de um ponto experimental, bem como os respectivos desvios
padrão e o erro associado ao equipamento de medida. Apenas constam da tabela as medidas que
foram necessárias para o estudo realizado nesta tese.
T1 (◦C) T2 (◦C) T3 (◦C) T4 (◦C) T5 (◦C) T6 (◦C)Média 94,95 76,47 77,97 76,85 95,14 32,79
Desvio padrão 0,06 0,08 0,07 0,06 0,08 0,04Erro das sondas 0,1 0,1 0,1 0,1 0,1 0,1
T7 (◦C) T8 (◦C) Pa (bar) Pb (bar) m2 (l s−1) m5 (l s−1)Média 33,84 40,85 14,46 5,46 0,0207 0,0163
Desvio padrão 0,04 0,06 0,02 0,01 1× 10−17 5× 10−5
Erro das sondas 0,1 0,1 0,125 0,125 8× 10−5 7× 10−5
Tabela 3.3: Comparação entre o desvio padrão e o erro do equipamento de leitura de várias grande-zas medidas durante uma aquisição de um ponto experimental e que foram necessárias ao estudorealizado nesta tese. Os números 1 a 5 correspondem aos indicados na Figura 3.1. Os pontos 6, 7e 8 correspondem ao vaso do absorvedor, à entrada da solução rica no permutador da solução e àentrada da solução pobre no absorvedor, respectivamente.
As temperaturas dos pontos 6 a 8 e a pressão baixa refidos na tabela foram também necessários
28

à elaboração deste trabalho embora não façam parte dos equipamentos directamente relacionados
com a produção e refinação do vapor.
A temperatura do ponto 8 juntamente com a pressão baixa foram utilizadas para o cálculo da
densidade da solução pobre que permite calcular o seu caudal mássico. As temperaturas dos pon-
tos 6 e 7 foram necessárias no cálculo da fracção de amoníaco na solução rica, como é explicado
na Secção 5.1. Cálculos efectuados.
3.4 Conclusões
Para se proceder à destilação do fluido frigorigéneo optou-se por uma coluna de refinação, tendo
sido escolhidas uma coluna de pulverização e uma de enchimento para serem testadas.
O protótipo está apetrechado por um conjunto de sondas de temperatura e pressão e cauda-
límetros, cujos erros máximos são de 0.1◦, 0,125 bar e 0,4% da medida, respectivamente, e que
estão ligados a um sistema de aquisição de dados.
Cada ponto experimental corresponde ao valor médio de medidas adquiridas de 10 em 10
segundos durante 15 minutos de funcionamento estável e contínuo da máquina, sendo o desvio
padrão menor que o erro do equipamento de medida.
29

30

Capítulo 4
Análise do processo de refinação
A descrição do processo de refinação foi feita de forma muito breve no Capítulo 2. Separação
de misturas, aquando da apresentação das diferentes formas de destilação. Dado que este é o
processo em estudo, este tema é agora desenvolvido em mais detalhe. Primeiramente é feita uma
exposição mais consistente da refinação, seguida da apresentação de um modelo para o cálculo da
eficiência da refinação. Posteriormente apresenta-se o conceito de coeficiente de transferência de
massa, bem como duas formas de os calcular. Por fim são apresentadas correlações que permitem
estimar esses coeficientes em colunas de enchimento.
4.1 Descrição da refinação
Antes de se avançar no assunto referente a esta secção é conveniente referir alguns apectos
relativos aos diagramas entalpia versus concentração a pressão constante, como o que se pode
observar na Figura 4.1.
Os diagramas são compostos por duas curvas principais: a linha dos pontos de vaporização
(bubble point) e a linha dos pontos de condensação (dew point), também denominados por linha
de líquido saturado e linha de vapor saturado, respectivamente. Abaixo da primeira linha os pontos
estão no estado subarrefecido e acima da segunda ocorrem pontos sobreaquecidos. Entre elas
coexistem as fases líquida e vapor.
As curvas que unem pontos de igual temperatura, as isotérmicas, têm a particularidade de
serem rectas na zona entre a linha de vaporização e a linha de condensação.
Relativamente à refinação e de acordo com a Figura 4.2, a alimentação, no estado líquido, entra
pelo ponto A e desce em contracorrente com o vapor ascendente que é produzido no gerador pela
introdução de calor Q. As trocas de calor e massa dão-se ao longo da coluna e o vapor refinado
31

Figura 4.1: Diagrama entalpia-concentração.
sai pelo ponto C. O líquido que permanece por evaporar no gerador sai pelo ponto B com uma
fracção no componente mais volátil (no caso em estudo é o amoníaco) mais pequena do que a que
se regista no ponto A. Nos diagramas de entalpia-concentração, o que se observa com o decorrer
do processo de refinação é uma deslocação para a direita da fracção de vapor refinado ao longo da
linha de condensação e a fracção de líquido desloca-se para a esquerda e na linha de vaporização
caso se encontre no estado de líquido saturado.
Considere-se a secção transversal x da coluna de refinação e escrevamos os balanços de
massa, da quantidade do elemento mais volátil e de energia, dados pelas expressões (4.1), (4.2)
e (4.3), respectivamente.
mE = mD +mB (4.1)
mExE = mDyD +mBxB (4.2)
mEhE +Q = mDhD +mBhB (4.3)
Pelas expressões (4.1) e (4.2), obtém-se a expressão (4.4).
E
B=yD − xB
yD − xE(4.4)
Introduzindo a relação (4.4) na equação (4.3), obtém-se a expressão (4.5).
32

Figura 4.2: Esquema de uma coluna de refinação.
hD −yD − xB
yD − xE(hD − hE) = hB − qB (4.5)
onde qb = QmB
.
A equação (4.5) deve ser satisfeita para qualquer secção transversal da coluna. Num diagrama
entalpia-concentração, se se traçar a linha da secção transversal para diferentes secções transver-
sais obtém-se um conjunto de raios que se interceptam no ponto com abcissa xB e cuja ordenada
se situa na entalpia hB − qB . A esse ponto dá-se o nome de pólo de refinação π [18].
Na Figura 4.3 podemos observar o pólo de refinação e a linha refrente a uma secção transversal
da coluna.
Vejamos agora como calcular a fracção de vapor que corresponde ao máximo refinável em cada
secção transversal da coluna. O processo de determinação é proposto por Bosnjakovick [18] e para
o efeito observe-se a Figura 4.4.
A posição mais elevada a que o pólo de refinação πmin se pode encontar corresponde a exten-
der a linha isotérmica que passa pelo ponto E até xB . Esta isotérmica é designada por t∞ de forma
a indicar que este processo só seria possível com uma coluna infinitamente grande. Para todos os
outros casos, o pólo π tem de situar abaixo do pólo πmin dado que a linha da secção transversal
tem de ser mais inclinada que a isotérmica.
Desta forma é possível calcular a fracção de vapor máxima que se consegue obter em cada
secção transversal da coluna com o processo de refinação. O caso mais simples corresponde
naturalmente à situação em que o líquido se encontra na linha de vaporização. A fracção de vapor
máxima corresponde à intercepção da isotérmica que passa pelo ponto E (Figura 4.4) com a linha
33

Figura 4.3: Localização do pólo de refinação π no diagrama de entalpia-concentração.
Figura 4.4: Determinação do máximo refinável através da linha de isotérmica t∞.
34

Figura 4.5: Determinação do máximo refinável para pontos subarrefecidos.
de condensação e em termos de cálculo basta determinar as propriedades do vapor de forma a
este estar saturado à temperatura e pressão a que o líquido se encontra.
No caso em que o líquido está subarrefecido, ponto E da Figura 4.5, não se pode calcular as
propriedades do vapor à temperatura a que o líquido se encontra, mas sim recorrer à construção
gráfica de dois triângulos parcialmente sobrepostos que se encontram na mesma figura.
Assim sendo, obtém-se a relação (4.6)
ymax − xmax
hymax − hxmax
=ymax − xE
hymax − hE(4.6)
em que os pontos xmax e ymax se encontram à mesma temperatura.
Esta construção é naturalmente válida para qualquer estado de saturação do líquido. Em parti-
cular para os casos de líquido saturado, tem-se que xE = xmax e hE = hxmax .
A fracção de vapor máxima que se obtém do processo de refinação corresponde a fazer os
cálculos indicados para a secção transversal ddo topo da coluna, isto é, os cálculos são feitos com
o líquido que entra no ponto A da coluna.
4.2 Eficiência da Refinação
Mendes LF et al [16] descreveram com grande precisão a fracção de vapor refinado, yref , em
função do vapor produzido no gerador antes de entrar na coluna de refinação, yprod, e da fracção
35

de vapor máxima refinável, yref,max. A expressão utilizada pode ser escrita na forma (4.7)
yref = yprod + k(yref,max − yprod) (4.7)
onde yref,max − yprod representa a força motriz para a tranferência de massa e k é uma parâmetro
de ajuste que pode ser entendido como uma eficiência da refinação.
Com base nesta equação serão calculadas as eficiências das duas colunas de refinação estu-
dadas.
4.3 Coeficientes de transferência de massa
4.3.1 Definição
Considere-se duas fases, X e Y , onde a composição de cada uma delas é dada por xib e yib,
respectivamente. Se as fases X e Y estiverem em contacto, é atingido o equilíbrio entre elas. A
essa zona de contacto chama-se interface, I, onde se tem equilíbrio térmico, equilíbrio mecânico e
equilíbrio químico, isto é, as temperturas, as pressões e os potenciais químicos de cada elemento
nas duas fases são iguas [26]. Na interface as composições de cada fase são xiI e yiI .
Num modelo mais simples, a interface pode ser vista como uma superfície que não oferece
resistência à transfência de massa e onde se está em equilíbrio. Usualmente, a transferência
de massa processa-se na direcção normal à interface. Como a interface não contém uma parte
significativa da massa, assume-se a continuidade de fluxo de massa total na interface para qualquer
espécie que esteja a ser transferida [19], pelo que se pode escrever a expressão (4.8)
NXi = NY
i = Ni , i = 1, 2, ..., n (4.8)
onde NXi é a componente normal de Ni que está na direcção da fase X para a interface e n
é o número de espécies que constituem a mistura. Tendo em conta o somatório em todos os
constituintes, obtém-se a expressão (4.9)
NXt = NY
t =n∑
i=1
Ni (4.9)
Na Figura 4.6 estão representados os perfis da fracção molar do componente i na região pró-
xima da interface durante a transferência de massa entre as fases.
A diferença entre yiI e yib, na fase Y , e a diferença entre xit e xiI , na fase X, são as forças
36

Figura 4.6: Esquema do perfil de concentrações da fase de vapor e do líquido separadas pelainterface.
motrizes responsáveis pala transferência de massa, pelo que se tem a igualdade (4.10)
NYi = kY(yiI − yib)
= kX(xib − xiI)
= NXi (4.10)
onde kY é o coeficiente de transferência de massa da fase Y e kX é o coeficiente de transferência
de massa da fase X.
4.3.2 Modelo dos dois filmes
Em 1904, Nernst sugeriu um modelo teórico simples para a transferência turbulenta de massa de
ou para uma fase adjacente. No modelo do filme considera-se que toda a resistência à transferência
de massa está concentrada num filme fino, ou camada, adjacente às fases vizinhas. A transferência
dá-se nesta camada por difusão molecular no estado estacionário e na direcção normal à superfície
[19].
Nos processos de separação que envolvem contacto entre duas fases geralmente é necessário
considerar a resistência à transferência de massa em ambas as fases. Assim, em 1923, Whitman
melhorou o modelo anterior criando o modelo de dois-filmes em série [18]. Aqui, cada filme re-
presenta a resistência à transferência de massa, onde as concentrações de cada fase na interface
37

Figura 4.7: Perfis das concentrações durante a transferência de massa no processo de refinação.
estão em equilíbrio, isto é, não há uma resistência interfacial adicional à transferência de massa. A
hipótese de se ter equilíbrio na interface é satisfatória, a menos que as taxas de transferência de
massa sejam muito altas.
Considere-se o gráfico na Figura 4.7 onde se pretende representar a passagem de amoníaco
da fase líquida para a fase de vapor. Assim, tenciona-se aumentar a concentração de amoníaco no
vapor e diminuí-la na fase líquida, e, portanto, temos que yI é maior que y e xI é menor que x. Este
resultado indica que a transferência de massa se dá de uma fase menos concentrada em amoníaco
para uma mais concentrada nesse componente e é apenas impossível num transporte de matéria
que se processe na mesma fase. Na verdade, o requisito para a transferência de massa não é em
termos de concentrações mas que esta se processe de um potencial químico mais elevado para um
mais baixo, apresentando valores contínuos ao longo da interface. Em termos de concentrações,
genericamente não se observam valores contínuos ao longo da interface, sendo o caso em estudo
um exemplo disso.
Na ausência de reacções químicas e desde que a quantidade dos constituintes da mistura seja
conservada, a taxa do componente transferida pelo filme da fase líquida tem de ser igual à taxa
do componente transferido pelo filme da fase de vapor. O fluxo de massa transferido por unidade
de volume de coluna, r, pode ser escrito em função da força motriz dada pelas concentrações nas
duas fases, isto é, pela expressão (4.11)
38

Figura 4.8: Concentrações nas fases líquida e vapor e no equilíbrio.
r = kv aef (yI − y) = kl aef (x− xI) (4.11)
onde aef corresponde à área para a transferência de massa por unidade de volume da coluna. No
caso de uma coluna de enchimento de enchimento, o parâmetro aef depende do tipo de enchimento
e numa coluna de pulverização, aef é influenciado pelas características das gotas.
Se se tiver uma difusão equimolar ou diluida, a taxa de massa transferida pode ser obtida em
função da força motriz dada pelas pressões parciais na fase gasosa e pelas concentrações na fase
líquida.
Na Figura 4.8 está representado um esquema da linha de equilíbrio e da construção geométrica
para determinar algumas relações entre os coeficinetes de transferência de massa locais e globais.
A composição na interface depende do rácio kl aaf/kv aef . Rearranjando a equação (4.11),
obtém-se a expressão(4.12)y − yI
x− xI= −
kl aef
kv aef(4.12)
que indica que o declive kl aaf/kv aef corresponde à resistência relativa da transferência de massa
entre as duas fases.
De forma a se evitar a necessidade de determinar a composição na interface, calculam-se os
coeficientes de transferência de massa globais para toda a fase de vapor e para toda a fase líquida,
39

em função das forças motrizes das respectivas fases, como indica a expressão (4.13)
r = Kv aef (y∗ − y) = Kl aef (x− x∗) (4.13)
onde y∗ é a fracção molar fictícia do vapor que está em equilíbrio com o líquido e x∗ é a fracção
molar fictícia do líquido que está em equilíbrio com o vapor. Kv eKl representam os coeficientes de
transferência de massa globais da fase de vapor e da fase líquida, respectivamente. Assim sendo,
na Figura 4.8, a distância AE corresponde à força motriz local na fase de vapor e AF corresponde
à força motriz local na fase líquida. Por outro lado, AC e AD correspondem, respectivamente, às
forças motrizes globais da fase de vapor e da fase líquida.
Analisando ainda a Figura 4.8, pode-se escrever a expressão (4.14)
y∗ − y = y∗ − yI + yI − y
= m3(x− xI) + yI − y (4.14)
Combinando as expressões (4.11), (4.13) e (4.14), otém-se uma relação entre os coeficientes
de tranferência de massa locais e o global da fase de vapor dada por (4.15)
1Kv
=m3
kv+
1kl
(4.15)
A expressão (4.15) mostra que a relação entre os coeficientes de transferência de massa globais
e os coeficientes de transferência de massa dos filmes toma a forma de soma de resistências, razão
pela qual “Teoria das duas resistências” seria o nome mais apropriado para a teoria dos dois filmes
[24].
É sabido que o coeficiente de transferência de massa da fase líquida é muito maior que o da
fase de vapor. Por este motivo a recta BA no gráfico da Figura 4.8 tem um grande declive (a
representação gráfica não foi feita à escala) o que acarreta que se possa escrever (4.16)
y∗ − y ≈ yI − y (4.16)
e desta forma a expressão (4.15) é substituida pela aproximação (4.17)
Kv ≈ kv (4.17)
Esta é a justificação para se poder calcular o coeficiente de transferência de massa recorrendo
ao coeficiente global ao invés do local que necessitava do conhecimento das concentrações na
40

interface.
O motivo pelo qual se calcula o coeficiente da fase de vapor e não o da fase líquida está rela-
cionado com o facto de este último ser muito maior que o primeiro e, deste modo, ser o coeficiente
de transferência de massa do vapor o factor limitante do processo. É também pelo argumento re-
lativo a factores limitantes que não se calculam os coeficiêntes de transferência de calor no caso
em estudo: a transferência de calor é muito mais rápida que a de massa, e portanto se a de massa
ocorre, a de calor já ocorreu de certeza.
4.3.3 Unidades de Transferência
Considere-se a coluna representada na Figura 4.9.
Figura 4.9: Esquema de uma coluna de destilação
Numa altura dz, a velocidade de tranferência de um constituinte pode ser dada pela expressão
(4.18)
v = kv aef s(yi − y)dz (4.18)
Defina-se J como a variação da composição de um constituinte com a altura da coluna por força
motriz unitária dada pela expressão (4.19)
J =dy/dz
yi − y=kv aef
V(4.19)
Integrando a equação (4.19) entre a base e o topo da coluna, obtém-se a expressão (4.20)
∫ ytopo
ybase
dy
yi − y=kv aef
VZ (4.20)
onde se considera que kv é constante ao longo da coluna. Se se considerar que o caudal é cons-
41

tante ao longo da coluna, esta expressão permitiria conhecer o valor do coeficiente de transferência
de massa.
Chilton e Colburn chamaram ao lado esquerdo da expressão (4.20) o número de unidades de
transferência do filme gasoso, Nv que representa o valor integral do quociente entre a variação da
composição e a força motriz que tende a promovê-la. O quociente kv aef/V foi apelidado de altura
de uma unidade de transfêrencia do filme gasoso (H.T.U),Hv, e representa o recíproco da eficiência
de funcionamento J [25]. Assim sendo, a equação (4.20) pode-se escrever na forma (4.21)
Z = HvNv (4.21)
Em colunas de enchimento, Nv representa um valor de eficiência, enquanto que Hv corres-
ponde à qualidade de funcionamento da coluna de enchimento. É de notar que valores baixos de
Hv equivalem a colunas eficientes.
De forma semelhante, para o filme líquido obtém-se a expressão (4.22)
Nl =1HlZ (4.22)
No que concerne às alturas das unidades de transferência globais, estas são definidas pelas
expressões (4.23) e (4.24)
Ho v =V
Kv aef(4.23)
Ho l =L
Kl aef(4.24)
e a equação (4.21) passa agora a escrever-se na forma (4.25)
Z = Ho vNo v (4.25)
4.3.4 Altura da coluna de destilação
O método apresentado na Secção 4.3.3. Unidades de Transferência para o cálculo dos coefici-
entes de transferência de massa é encontrado na literatura com bastante frequência. Contudo, fora
desenvolvido supondo caudais constantes ao longo da coluna, o que se considera não ser uma boa
aproximação para o caso em estudo. Embora se possa ultrapassar este problema alterando a ex-
pressão (4.20) de forma a se considerar um caudal que varie ao longo da coluna, V (y), passando-o
para o lado esquerdo da equação de forma a que a expressão a integrar o contenha, foi encontrado
na literatura outro método para o cálculo dos coeficientes de transferência de massa, particularizado
para o caso da destilação de amoníaco numa máquina de absorção com o par NH3/H2O, e que se
42

baseia na determinação da altura da coluna utilizada. São assumidas algumas condições tais como
o processo de transferência de massa ocorrer no estado estacionário, o fluxo ser unidirecional, não
haver trocas de calor com o ambiente e a pressão ser constante ao longo da coluna.
A transferência de massa entre as fases líquida e de vapor dá-se devido à difusão molecular e
ao transporte de matéria pela interface. Os fluxos molares de amoníaco transferidos do vapor para a
interface e da interface para o líquido são dados em função dos respectivos coeficientes de transfe-
rência de massa, K, e das concentrações molares de amoníaco, de acordo com a expressão (4.26)
[8].
NNH3 = Kvz ln(z − yz − y∗
)(4.26)
onde z representa o rácio do fluxo molar de amoníaco pelo fluxo total transferido, e que é dado pela
expressão(4.27)[11].
z =NNH3
N=V dy + ydV
dV(4.27)
onde V é o fluxo molar do vapor que é dado pela expressão (4.28).
V =4πd2
c
mv
(y
MNH3
+1− yMH2O
)(4.28)
Note-se que o fluxo do líquido para o vapor é definido como sendo positivo. Considerando que
o coeficiente de transferência de massa do vapor é aproximadamente igual em toda esta fase [7],
então pode-se escrever Kv = kv. Na secção 4.3.2. Modelo dos dois filmes foi explicado porque
se pode fazer esta aproximação.
Fazendo os balanços globais de massa e da quantidade de amoníaco na fase de vapor aplica-
dos a uma secção transversal diferencial da coluna de refinação, obtêm-se as equações (4.29) e
(4.30)
dV = n aef dZ (4.29)
d(V xv) = nNH3 aef dZ (4.30)
onde aef é área efectiva de transferência e dZ é a altura infinitesimal da coluna.
Pelas equações (4.27),(4.29) e (4.30) obtêm-se a equação (4.31)
dV = Vdyz − y
(4.31)
Combinando as equações (4.26) e (4.31), obtém-se a expressão (4.32) para a altura diferencial
43

da coluna requerida para uma dada concentração diferencial de amoníaco na fase de vapor dyv
dZ =V
kv aef
∆ylm
z − ydy
y∗ − y(4.32)
onde
∆ylm =y∗ − y
ln(
z−yz−y∗
) (4.33)
representa a força motriz média logarítmica.
Para a integração da equação (4.32), aproxima-se a equação (4.33) pela média aritmética, dada
pela expressão(4.34)
∆ylm ≈(z − y) + (z − y∗)
2= z − y +
y − y∗
2(4.34)
e utilizar-se o valor médio de z, dado pela equação (4.35)
z =Vout yout + Vin xin
Vout − Vin
(4.35)
O valor de V ao longo da coluna não é constante e é dado pela expressão (4.36)
V = V1z − y1
z − y= V2
z − y2
z − y(4.36)
onde os índices 1 e 2 representam a base e o topo da coluna, respectivamente.
Posto isto, a expressão (4.32) pode ser escrita na forma (4.37)
dZ =V2(z − y2)kv aef
(1
(y − z)(y − y∗)− 1
2(y − z)2
)(4.37)
A equação (4.37) permite determinar a altura de uma coluna para o coeficiente de transferência
de massa e concentrações de amoníaco pretendidas. No entanto, dado que a altura da coluna é
conhecida e as diversas concentrações e caudais são obtidos experimentalmente, esta equação
permite determinar o valor de kv · aef .
Os autores desenvolveram ainda uma correlação para o y∗ uma vez que na montagem ex-
perimental usada o líquido entra na coluna sempre no estado saturado [11]. Assim, y∗ depende
somente da fracção do líquido e da pressão. Deste modo, a equação (4.37) pode ser explicita-
mente integrada. No caso em estudo nesta tese, a solução rica nem sempre entra na coluna no
estado saturado, pelo que aquele procedimento não é aqui relevante.
44

4.3.5 Correlações para estimar coeficientes de transferência de massa
Os coeficientes de transferência de massa são raramente reportados como valores individuais,
mas sim na forma de correlações de números adimensionais, tais como o número de Sherwood
(contém o coeficiente de transferência de massa), o número de Schmidt (relacionado com os tipos
de difusão que ocorrem) e o número de Reynolds (referente aos fluxos) [8].
Existem vários métodos para estimar os coeficientes de transferência de massa binários em
colunas de enchimento em função dos números adimencionais acima indicados [19], entre eles as
correlações seguintes:
• Correlação de Onda et al. (1968) [14]
• Correlação de Bravo e Fair (1982) [27]
• Correlação de Wagner et al. (1997) [15]
Estas correlações permitem também dimensionar colunas para as características pretendidas.
Correlação de Onda
A correlação desenvolvida por Onda et al para coeficientes de transferência de massa destina-
se aos processos de absorção de gases, desabsorção e vaporização em colunas de enchimento
aleatório. Os autores referem que esta correlação pode ser utilizada igualmente para processos de
destilação com um erro máximo de 30% para colunas com menos de 1 m de altura. A correlação é
dada pela expressão (4.38)
Shv = ARe0,7v Sc0,333
v (ap dp)−2 (4.38)
onde o paramêtro A é uma constante. Se dp é menor que 0,012 m, o valor de A é 2,0; se o valor de
dp é maior ou igual a 0,012 m, então o valor de A é 5,23.
O parâmetro Rev é o número de Reynolds da fase de vapor e é dado pela expressão (4.39):
Rev =ρv uv
µv ap(4.39)
onde uv é a velocidade do vapor. Scv é o número de Schmidt na fase de vapor e é dado pela
expressão (4.40):
Scv =µv
ρv Dv(4.40)
O número de Sherwood na fase de vapor, Shv é dado pela expressão (4.41):
Shv =kv
ap Dv(4.41)
45

Relativamente ao coeficiente de transferência de massa na fase líquida, a correlação corre-
ponde à equação (4.42):
kl (ρl/µl g)0,333 = 0, 0051(Rel)0,667Sc−0,5l (apdp)0,4 (4.42)
onde Scl é o número de Schmidt para a fase líquida e é dado pela expressão (4.43):
Scl = µl/ (ρlDl) (4.43)
O parâmetro aef corresponde à densidade de área interfacial (m2/m3 de enchimento) e é dada
pela terceira parte da correlação de Onda et al, dada pela expressão (4.44):
aef = ap
(1− exp
[−1, 45(σc/σl)0,75Re0,1
l Fr−0,05l We0,2
l
])(4.44)
onde σl é a tensão superficial do líquido e σc é a tensão superficial crítica do enchimento. Estes
valores encontram-se tabulados na referência bibliografica [14]. O número de Reynolds baseado
na área de superfície específica é dado pela expressão (4.45):
Rel = ρlul/ (µlap) (4.45)
O números de Froud e de Weber na fase líquida é dados pelas expressões (4.46) e (4.47),
respectivamente.
Frl = apu2l /g (4.46)
Wel = ρlu2l / (apσl) (4.47)
Correlação de Bravo e Fair
Bravo e Fair desenvolveram um método para estimar as características de transferência de massa
em destilações usando colunas de enchimento aleatório. A correlação é baseada nas equações
(4.38) e (4.42), mas a densidade de área interfacial é agora dada pela expressão (4.48):
aef = 19, 78 ap (CalRev)0,392 σ0,5l /Z0,4 (4.48)
O número de Reynolds na fase de vapor é dado pela expressão (4.39) e Cal é o número capilar da
fase líquida dado pela expressão (4.49):
Cal = u2l µl/σl (4.49)
46

Os autores referem que para 96% dos dados estudados, o erro cometido varia no máximo até
20%.
Correlação de Wagner et al
A correlação foi desenvolvida para estimar os coeficientes de transferência de massa em pro-
cessos de destilação realizados em colunas com enchimentos aleatórios e é dada pela expressão
(4.50):
kv =(
4ΦvDvuv
π(ε− h)χ
)0.5
(4.50)
onde Φv é um factor correctivo devido a ocorrerem difusões turbulentes, mas que os autores apro-
ximam à unidade. χ representa o comprimento característico e é calculado pela expressão (4.51):
χ = C2pkZ (4.51)
onde Cpk é uma constante característica para cada enchimento. A área efectiva de transferência
de massa é dada pela expressão (4.52):
aef
ap=
1− ε+ h
1− ε− 1 (4.52)
onde h é dado pela expressão (4.53):
h = h0
[1 + 20
(∆pirr
Zρl g
)2]
(4.53)
e h0 é calculado por (4.54):
h0 = 0, 555(ap u
2l
g ε4,65
)1/3
(4.54)
A perda de carga na coluna é calculada a partir de (4.55):
∆pZ
=34f0
1− εε4,65
ρvµ2
v
dp(4.55)
onde f0 é dado por (4.56):
f0 =C1
Rev+
C1
Re0,5v
+ C3 (4.56)
onde C1, C3 e C3 são constantes que dependem do tipo de enchimento e que podem ser consulta-
das na referência [28]. A perda de carga de irrigação obtém-se pela expressão (4.57):
∆pirr
∆p=(
1− ε+ h
1− ε
) 2+c3(
ε
ε− h
)4,65
(4.57)
47

onde c é dado por (4.58):
c =(− C1
Rev− C2
(2Rev)0,5
)f−1
0 (4.58)
Para esta correlação, o número de Reynolds é dado por (4.59):
Rev =dpuvρv
µv(4.59)
Nesta correlação, os autores referem que todos os valores calculados se afastam no máximo
30% dos valores previstos pela correlação.
4.4 Conclusões
Neste capítulo foi feita uma descrição mais pormenorizada do processo de refinação.
Apresentou-se o método desenvolvido por Bosnjakovick [18] para o cálculo do máximo refinável.
O procedimento geral consiste em estender a isotérmica que passa pelo ponto (x,h) do filme líquido
da secção transversal da coluna que se pretende analisar, até ao ponto referente à solução pobre
que sai do gerador.
A eficiência da refinação é calculada através da correlação desenvolvida por Mendes LF et al,
dada pela expressão
yref = yprod + k(yref,max − yprod)
Através do modelo dos dois filmes e da análise das forças motrizes das fases líquida e vapor
concluiu-se que o coeficiente de transferência de massa local da fase de vapor é aproximadamente
igual ao coeficiente de transferência de massa global da fase de vapor, pelo que se podem utilizar
as forças motrizes globais para calcular os coeficientes de transferência de massa de amoníaco.
Foram apresentados dois métodos que permitem determinar os valores de kv · aef recorrendo
às expressões (4.20) e (4.37). No entanto a escolha recaiu pela última expressão
dZ =V2(z − y2)kv aef
(1
(y − z)(y − y∗)− 1
2(y − z)2
)
por ter em conta a variação dos caudais ao longo da coluna.
Por fim foram apresentadas três correlações, Onda et al, Bravo e Fair e Wagner et al, baseadas
em números adimensionais que predizem os coeficientes de transferência de massa em colunas
de destilação.
48

Capítulo 5
Análise dos resultados experimentais
5.1 Cálculos efectuados
Os objectivos da presente tese passam por se calcularem as eficiências da refinação e os coefi-
cientes de transferência de massa para as duas colunas. Para o efeito utilizou-se o programa EES
(Engineering Equation Solver) que conta com uma série de dados referentes a propriedades de al-
gumas substâncias puras tais como a temperatura crítica, viscosidade, densidade, calor específico,
entre outras. Este programa funciona ainda com algumas rotinas externas, entre elas o AWMIX que
devolve determinadas propriedades da mistura amoníaco-água a partir do conhecimento de três
delas. As propriedades calculadas pelo AWMX são a pressão, temperatura, qualidade (razão entre
a massa de vapor e a massa total) e ainda as entalpias, entropias, densidades e concentrações da
mistura, da fase líquida e da fase de vapor, separadamente. O AWMIX tem ainda uma segunda sin-
taxe para calcular as propriedades da mistura quando esta se encontra no equilíbrio líquido-vapor,
sendo que neste caso apenas é necessário o conhecimento de duas das propriedades termodinâ-
micas acima referidas.
A rotina AWMIX tem associados erros sistemáticos que podem ser consultados na referên-
cia [29], onde estão também indicadas algumas das equações em que o AWMIX se baseia. Dos
principais erros destacam-se os referentes às fracções molares do líquido e do vapor nas condições
de equilíbrio líquido-vapor, sendo ambos de ± 0, 01. Fora destas condições, não é mencionado o
erro da rotina. Para o caso da densidade é dito que o erro é de ± 0, 3% quando medida apenas
para uma fase.
Estes erros são de natureza sistemática, ou seja, os resultados podem vir todos acrescidos ou
subtraídos do erro referente à grandeza devolvida pela rotina. Não sendo erros aleatórios como os
erros do equipamento experimental, não se teve em conta a sua contribuição para a determinação
dos erros por propagação das diferentes grandezas calculadas.
49

5.1.1 Determinação das fracções de amoníaco e caudais no gerador e na coluna de
refinação
Recorrendo à rotina AWMIX foi possível calcular as fracções de vapor produzido e refinado
conhecendo somente a pressão e a temperatura, uma vez que o vapor se encontra no estado
saturado.
Também a fracção de amoníaco da solução pobre foi calculada recorrendo apenas à tempera-
tura e pressão quando esta sai do gerador, uma vez que se encontra no estado líquido saturado.
A avaliação da fracção de amoníaco da solução rica, xr, exigiu a elaboração de um sistema de
equações uma vez que não se conhece o seu estado de saturação. A sua determinação passou
pela escrita do balanço da quantidade de amoníaco no gerador, o que exigiu o conhecimento da
densidade da solução rica. Esta, por sua vez, corresponde ao valor máximo da densidade medida
no vaso do absorvedor caso esteja no estado saturado, sendo necessário conhecer a temperatura
e pressão neste componente ou, se a solução sai subarrefecida do absorvedor, utiliza-se a entrada
do permutador da solução, exigindo o conhecimento da pressão, temperatura e do xr.
A determinação da fracção de amoníaco da solução rica à saída da coluna de refinação foi
realizada de dois modos diferentes consoante esta entrasse na coluna no estado saturado ou su-
barrefecido. Se a solução rica entra no estado saturado, então sai igualmente neste estado, uma
vez que a sua temperatura aumenta. Assim, a fracção determina-se simplemente recorrendo à
rotina AWMIX usando a temperatura e a pressão. O caudal do vapor refinado é obtido a partir do
balanço da quantidade de amoníaco no gerador, e os caudais de vapor produzido e de solução rica
à saida da coluna saem dos balanços de massa e de quantidade de amoníaco na coluna.
Nos casos em que a solução rica entra subarrefecida, desconhece-se o seu estado de saturação
quando sai da coluna. Assim, é necessário reccorer aos balanços de massa, de quantidade de
amoníaco e de energia na coluna. Destes balanços saem também os caudais de vapor produzido
e da solução rica à saida da coluna.
5.1.2 Resolução do Pulverizador
Antes de se calcularem as eficiências da refinação e os coeficientes de transferência de massa
foi necessário resolver o pulverizador para o estudo da coluna de pulverização uma vez que a
temperatura da solução rica à entrada da coluna de refinação foi medida antes de ser pulverizada e
nesse local a pressão é desconhecida. Dado que a perda de carga criada pelo pulverizador é dada
pelo fabricante, como o processo é isentálpico e o valor da fracção mássica de amoníaco da solução
rica é conhecida, bem como a pressão a que a coluna se encontra (considera-se que a pressão
não varia ao longo da coluna e que é igual à pressão alta), foi possível calcular a temperatura do
50

aerossol de solução rica assim que este é criado.
5.1.3 Eficiência da refinção
Relativamente ao cálculo da eficiência da refinação propriamente dito, apenas é necessário deter-
minar a fracção de amoníaco no vapor que corresponde ao máximo refinável, ymax, recorrendo-se
para o efeito ao método proposto por Bosnjakovick, descrito na Secção 4.1. Descrição da refi-
nação. Após o conhecimento de todos os valores de ymax para as várias medições realizadas no
protótipo, fez-se uso do programa de estatística SPSS 16.0 para calcular a constante de ajuste da
correlação (4.7).
5.1.4 Determinação dos coeficiente de transferência de massa
A determinação dos coeficientes de transferência de massa é um pouco mais complexa e baseia-
se nos cálculos apresentados na secção 4.3.4. Altura da coluna de destilação. Em rigor, o que
se calcula não são os coeficientes de transferência de massa mas sim este esse valor multiplicado
pela área efectiva para a transferência de massa, isto é, kv · aef . Assim sendo, procedeu-se ao
cálculo do integral obtido a partir da expressão (4.37).
Este processo foi feito de forma iterativa, dividindo-se a coluna de refinação ao longo da sua
altura, desde a base até ao topo, em vários andares considerados infinitesimais e onde, para cada
um desses andares, se calcula o valor de y∗ correspondente à fracção de amoníaco da fase líquida,
xl, nesse mesmo andar. Para o caso em que as medidas experimentais correspondiam a valores
saturados da solução rica à entrada da coluna, e portanto também estão neste estado ao longo da
coluna, o valor de y∗ é determinado conhecendo apenas o xl e o valor da pressão. A partir destes
dois valores e da rotina AWMIX, obtém-se a temperatura do líquido e de seguida o valor de y∗. Nas
medidas em que a solução rica entra subarreficida, a temperatura do xl é obtida recorrendo aos
balanços de massa, da quantidade de amoníaco e de energia em cada andar de cálculo. Assim,
com o conhecimento de Pa, xl e hl, determina-se a temperatura do líquido descendente recorrendo
igualmente ao AWMIX, e por fim utilizando o método de Bosnjakovick calcula-se o valor de y∗.
5.1.5 Correlações para os coeficientes de transferência de massa
A utilização das correlações propostas na literatura, referidas na Secção 4.3.5. Correlações
para estimar coeficientes de transferência de massa, pressupõe o conhecimento de diversas
grandezas referentes à fase líquida descendente e à fase de vapor ascendente na coluna, tais
como a viscosidade, densidade, tensão crítica, coeficiente de difusão, entre outras. As correlações
utilizadas para determinar tais valores foram retiradas da referência bibliográfica [6]. Os valores
51

Pa (bar) T1 (◦C) T2 (◦C) T3 (◦C) T4 (◦C)Mínimo 12,95 91,56 72,07 73,23 71,75Máximo 17,06 107,19 89,25 93,11 92,44
m2 (kg s−1) m3 (kg s−1) x1 (kg kg−1) x2 (kg kg−1) x3 (kg kg−1)Mínimo 0,0126 0,0015 0,9344 0,4505 0,9754Máximo 0,0178 0,0035 0,9750 0,5410 0,9903
Tabela 5.1: Gama de valores de várias grandezas registadas no protótipo laboratorial, em particularna coluna de pulverização, com relevância para o estudo da refinação.
foram calculados no topo e na base da coluna, feita a sua média e posteriormente inseridos nas
correlações que predizem os coeficientes de transferência de massa para aquelas condições. Os
cálculos efectuados onde se encontram as expressões para a determinação daquelas grandezas
podem ser consultados no Anexo A.
5.2 Resultados obtidos
De seguida são apresentados os resultados obtidos para a coluna de pulverização e para a
coluna de enchimento.
5.2.1 Coluna de pulverização
Para o estudo a realizar na coluna de pulverização é necessáio o conhecimento de algumas
grandezas que foram medidas durante o funcionamento contínuo e estável da máquina para dife-
rentes zonas de operação. Na Tabela 5.1 estão indicadas as grandezas que são aqui necessárias
bem como a gama de valores entre os quais foram testadas. Foram feitas um total de 42 medidas
experimentais das quais 15 correspondem a valores de solução rica no estado subarrefecido a se-
guir ao pulverizador. Por motivos meramente informativos construiu-se o histograma da Figura 5.1
onde se observam o número de ocorrências dos diferentes graus de subarreficmento registados.
Este subarrefecimento é calculado fazendo a diferencça entre a temperatura que a solução rica
teria se estivesse no estado saturado e a temperatura que realmente apresenta. Com base no que
fora explicado no Capítulo 4. Análise do processo de refinação, são agora apresentados os
resultados para a coluna de pulverização.
Eficiência da Refinação
Para averiguar a eficiência da refinação recorreu-se à expressão (4.7) de forma a se determinar
o parâmetro k. O valor obtido foi de k = 0, 901 e para um intervalo de confiança de 99%, k ∈
[0, 896; 0, 906]. Este intervalo foi obtido recorrendo à distribuição t de student. Os valores máximo
52

Figura 5.1: Histograma referente aos graus de subarrefecimento da solução rica após ser pulveri-zada.
e mínimo de k obtidos tendo em conta os erros sistemáticos da rotina AWMIX são kmin = 0, 896 e
kmax = 0, 906, que se encontram dentro do intervalo de confiança acima indicado. Assim, os erros
da rotina não afectam grandemente os resultados obtidos. Na Figura 5.2 é possível observar os
valores da fracção de amoníaco no vapor refinado, yref , e os obtidos a partir da utilização desse
parâmetro. Observa-se que se trata de um bom ajuste, onde o desvio padrão entre yref e yref;corr é
de 0,0003, um valor muito baixo.
De forma a se verificar quanto é que se refina para diferentes valores de vapor produzido
construiu-se o gráfico apresentado na Figura 5.3 com os valores de yref em função de yprod.
Verifica-se que independentemente da fracção de amoníaco no vapor produzido, o processo de
refinação consegue sempre refinar esse vapor aumentando a fracção de amoníaco no vapor para
valores superiores e bastante semelhantes entre si, sendo notório um ligueiro crescimento para va-
lores superiores de yprod. Ao traçar-se um ajuste linear do tipo A+Bx obtém-se uma recta de declive
0,2106, que é muito próximo de se ter um declive nulo o que demonstra a constância dos valores
de yref .
Para se perceber quão longe a refinação ficou do limite máximo alcançável, isto é, qual a di-
ferença entre o valor de fracção de amoníaco no vapor refinado e a fracção correspondente ao
máximo refinável, traçou-se o gráfico da Figura 5.4. O máximo refinável corresponde a se atingir
o equilíbrio termodinâmico entre o vapor que sai da coluna e a solução rica que nela entra. Os
resultados mostram que a diferença entre yref e ymax é independente do valor refinado e a média
dessa diferença é de 0,0026.
53

Figura 5.2: Comparação entre os valores de yref obtidos experimentalmente na coluna de pulveri-zação e os valores de yref ajustados.
Figura 5.3: Comparação entre as fracções de vapor produzidas e as alcançadas após o processode refinação realizado na coluna de pulverização.
54

Figura 5.4: Comparação entre a fracção de amoníaco refinada na coluna de pulverização e omáximo refinável.
Transferência de massa
O processo de refinação permite obter fracções de amoníaco no vapor superiores àquelas re-
gistadas quando este é produzido. De forma a perceber se esse aumento é devido à passagem de
amoníaco da solução rica para o vapor ou à transferência de água do vapor para a solução rica,
analisaram-se os caudais e fracções de amoníaco nas entradas e saídas da coluna de pulverização.
Como fora explicado na Secção 5.1.1. Determinação das fracções de amoníaco e caudais
no gerador e na coluna de refinação, os caudais m1 e m4 e a fracção x4 são determinados a
partir dos balanços de massa, de quantidade de amoníaco e de energia na coluna quando a solução
rica entra subarrefecida. Dado que a entalpia é uma medida muito sensível a pequenas flutuações
e adicionando o facto de a coluna não ser realmente adiabática, a determinação destas grandezas
não se conseguiu realizar com sucesso.
Assim sendo, a partir das Tabelas B-1 e B-2 que se encontram no Anexo B verifica-se que
o caudal da solução rica diminui ao longo da coluna, bem como a fracção de amoníaco, o que
significa que a quantidade de amoníaco diminui desde o topo da coluna até à sua base. Do lado do
vapor, o caudal do vapor refinado é superior ao caudal do vapor produzido, ou seja, a quantidade
de amoníaco no vapor refinado é superior. Posto isto, conclui-se que há transferência de amoníaco
da solução rica para o vapor.
55

Os coeficientes de transferência de massa multiplicados pela área efectiva de troca, kv · aef ,
foram também calculados apenas para os pontos experimentais em que a solução rica se encontra
no estado saturado a seguir ao pulverizador. Os resultados encontram-se na Tabela 5.2. Como fora
mencionado na Secção 5.1.4. Determinação dos coeficiente de transferência de massa, para
os pontos de solução rica subarrefecidos a seguir ao pulverizador é necessário fazer igualmente os
balanços de entalpia em cada andar de cálculo ao longo da coluna, logo os cálculos dos kv · aef
não se realizaram com precisão, originando frequentemente valores sem qualquer significado.
56

Medida Pa m2 m3 T1 T2 T3 T4 x2 kv · aef
(bar) (kg s−1) (kg s−1) (◦C) (◦C) (◦C) (◦C) (kg kg−1) (kmol m−3 s−1)1 14,46 1,68E-02 3,0E-03 94,95 75,89 77,97 76,85 0,5107 0,0425±0,00662 14,53 1,44E-02 3,2E-03 98,32 74,40 77,76 76,07 0,5240 0,0398±0,00463 14,29 1,43E-02 3,1E-03 95,41 72,77 76,00 74,39 0,5300 0,0380±0,00454 14,65 1,59E-02 3,5E-03 95,36 72,90 76,25 74,69 0,5366 0,0413±0,00475 14,21 1,59E-02 3,5E-03 92,65 71,25 74,49 73,07 0,5390 0,0396±0,00476 13,96 1,58E-02 3,5E-03 91,56 70,17 73,23 71,75 0,5410 0,0411±0,00517 14,10 1,62E-02 3,0E-03 91,59 72,99 75,63 74,56 0,5218 0,0375±0,00548 14,60 1,61E-02 3,0E-03 94,00 74,90 77,36 76,24 0,5187 0,0400±0,00599 14,14 1,26E-02 2,9E-03 106,80 79,62 84,49 82,90 0,4903 0,0289±0,002810 15,05 1,35E-02 3,2E-03 107,00 79,52 84,36 82,67 0,5061 0,0331±0,003111 14,59 1,36E-02 2,5E-03 106,50 83,95 87,27 85,98 0,4685 0,0291±0,004012 14,58 1,38E-02 2,7E-03 107,00 82,99 87,25 85,81 0,4755 0,0281±0,003013 14,24 1,36E-02 3,0E-03 107,20 80,55 85,37 83,66 0,4846 0,0311±0,006314 13,49 1,35E-02 3,3E-03 106,70 77,18 82,85 80,99 0,4937 0,0329±0,003015 13,78 1,35E-02 3,2E-03 107,10 78,66 83,72 81,97 0,4890 0,0331±0,003216 16,12 1,34E-02 2,5E-03 104,90 83,74 86,97 85,78 0,4955 0,0275±0,003217 14,32 1,51E-02 3,0E-03 104,80 81,40 85,61 84,33 0,4821 0,0293±0,003118 13,24 1,39E-02 2,8E-03 100,60 77,23 81,08 79,74 0,4867 0,0289±0,007819 12,95 1,67E-02 3,1E-03 96,44 75,91 78,85 77,74 0,4879 0,0332±0,004220 13,97 1,71E-02 2,7E-03 96,26 79,03 81,34 80,54 0,4834 0,0329±0,005221 14,90 1,69E-02 2,8E-03 99,23 80,55 83,18 82,25 0,4908 0,0347±0,004922 14,60 1,78E-02 3,1E-03 93,95 76,14 78,53 77,63 0,5126 0,0374±0,021823 14,59 1,78E-02 3,1E-03 93,79 76,00 78,45 77,56 0,5131 0,0374±0,005424 14,17 1,56E-02 2,9E-03 94,04 74,69 77,33 76,22 0,5155 0,0346±0,004725 13,77 1,57E-02 3,0E-03 95,95 75,67 78,97 77,85 0,5026 0,0318±0,004026 15,00 1,48E-02 3,3E-03 102,10 77,88 82,10 80,60 0,5140 0,0335±0,003427 15,83 1,46E-02 2,7E-03 101,30 81,57 84,38 83,28 0,5022 0,0309±0,0040
Tabela 5.2: kv · aef obtidos na coluna de pulverização.
57

Figura 5.5: a) Fracção de amoníaco no vapor refinado e b) temperatura do vapor refinado em funçãoda altura da coluna de pulverização.
Os cálculos desenvolvidos para determinar os valores de kv · aef para cada medida experimental
permitem ainda perceber como variam as concentrações e temperaturas ao longo da coluna. Para
o efeito, considera-se que o coeficiente de transferência de massa é constante em toda a coluna
passando agora a ser um dado do problema e não o valor a obter. Fez-se, então, a diferença entre
a fracção de amoníaco no vapor refinado e produzido, dividiu-se por 20 e foi-se somando à fracção
de amoníaco no vapor produzido o valor encontrado. Para cada uma dessas somas, determinou-se
a que altura da coluna essa fracção ocorre e a respectiva temperatura. A escolha da divisão por
20 baseou-se apenas em se considerar que já era um número razoável de intervalos de cálculo
para se obterem gráficos perceptíveis. Como o comportamento é semelhante para todos os pontos
experimentais, apenas se apresentam os dados para um deles. Deste modo, para a medida 2 da
Tabela 5.2, construiram-se os gráficos da Figura 5.5 onde se depreende que a fracção de amoníaco
no vapor refinado aumenta mais na base da coluna, enquanto que a temperatura correspondente
vai diminuindo com um comportamento do tipo exponencial decrescente.
Na Figura 5.6 a) percebemos que a solução rica sai da coluna com uma fracção inferior, embora
a variação sofrida seja muito menor do que a que ocorre com o vapor ascendente, uma vez que o
caudal deste é cerca de dez vezes menor que o caudal da solução rica. Em termos de força motriz,
percebemos pela Figura 5.6 b) que é maior na base da coluna, diminuindo com a altura. Assim
sendo, o processo de refinação é mais eficaz na base da coluna, chegando ao topo praticamente
finalizado, com a diferença entre y e y∗ a tender para zero.
58

Figura 5.6: a) Fracção da solução rica e b) força motriz em função da altura da coluna de pulveri-zação.
5.2.2 Coluna de enchimento
À semelhança do que fora feita para a coluna de pulverização, construiu-se a Tabela 5.3 com
as grandezas necessárias ao cálculo da eficiência da refinação e aos valores dos coeficientes
de transferência de massa, onde são igualmente registados os valores máximos e mínimos que
ocorrem para cada uma das grandezas.
Pa (bar) T1 (◦C) T2 (◦C) T3 (◦C) T4 (◦C)Mínimo 11,94 84,56 67,97 67,89 69,63Máximo 16,96 108,15 86,01 86,09 88,23
m2 (kg s−1) m3 (kg s−1) x1 (kg kg−1) x2 (kg kg−1) x3 (kg kg−1)Mínimo 0,0130 0,0014 0,9447 0,4804 0,9825Máximo 0,0179 0,0037 0,9776 0,5217 0,9912
Tabela 5.3: Gama de valores de várias grandezas registadas no protótipo laboratorial, em particularna coluna de enchimento, com relevância para o estudo da refinação.
Para o estudo da coluna de enchimento foram realizadas um total de 44 medidas experimentais
das quais 17 correspondem a valores de solução rica à entrada da coluna no estado subarrefecido.
Mais uma vez apresenta-se o histograma, na Figura 5.7, com o número de ocorrências registadas
para diferentes graus de subarrefecimento.
59

Figura 5.7: Histograma referente aos graus de subarrefecimento da solução rica à entrada da colunade enchimento.
Eficiência da Refinação
O valor obtido para a eficiência da refinação foi de k = 0, 968. O ajuste deste parâmetro conduziu
a k ∈ [0, 963; 0, 973] para um intervalo de confiança de 99%, calculado recorrendo à distribuição
de t de student. Tendo em conta os erros sistemáticos referentes à utilização da rotina AWMIX,
a eficiência da refinação pode tomar os valores kmin = 0, 966 ou kmax = 0, 970. Estes valores
encontram-se dentro do intervalo de confiança de 99% indicado, revelando que os erros da rotina
não têm un efeito significativo nos resultados obtidos. Na Figura 5.8 observam-se os valores de yref
obtidos experimentalmente e os correlacionados. Mais uma vez obtém-se uma boa relação entre
ambos, sendo o desvio padrão de 0,0003, à semelhança da que fora obtida no caso da coluna de
pulverização.
Na Figura 5.9 encontram-se os valores de yref em função de yprod e verifica-se que se con-
segue refinar aproximadamente o mesmo independentemente da fracção de amoníaco no vapor
produzido, isto é, os valores de yref são bastante próximos um dos outros, sendo alcançados para
uma gama bastante mais larga de yprod. Ao proceder-se a um ajuste linear do tipo A+Bx aos pontos
experimentais de fracção de amoníaco no vapor refinado obtém-se um declive de 0,0985.
Na Figura 5.10 pode-se observar a diferença entre a fraccção de vapor refinada e a fracção má-
xima refinável, concluindo-se que essa diferença é independente da fracção refinada. Os resultados
indicam que, em média, o vapor refinado ficou a 0,0008 de atingir o valor máximo refinável.
60

Figura 5.8: Comparação entre os valores de yref obtidos experimentalmente na coluna de enchi-mento e os valores de yref ajustados.
Figura 5.9: Comparação entre as fracções de vapor produzidas e as alcançadas após o processode refinação realizado na coluna de enchimento.
61

Figura 5.10: Comparação entre a fracção de amoníaco refinada na coluna de enchimento e omáximo refinável.
Transferência de massa
De forma a perceber se o vapor refinado é obtido à custa da passagem de amoníaco da solução
rica para o vapor ou da passagem de água do vapor para a solução rica, analisaram-se os caudais
e as fracções de amoníaco nas entradas e saídas da coluna de enchimento, tendo por base as
Tabelas C-1 e C-2 que se encontram no Anexo C. Delas apenas fazem parte os pontos experi-
mentais que correspondem a valores saturados de solução rica à entrada da coluna. A justificação
para se calcularem apenas nos casos saturados é a mesma que a apresentada para a coluna de
pulverização: o balanço de energia na coluna conduz a elevados erros de cálculo.
Verifica-se que, tal como acontecera na coluna estudada anteriormente, a quantidade de amo-
níaco diminui na solução rica, uma vez que sai da coluna com uma fracção e caudal menores,
enquanto que o vapor refinado sai da coluna com um caudal superior ao do vapor produzido. Deste
modo, conclui-se que há transferência de amoníaco da solução rica para o vapor.
Os coeficientes de transferência de massa multiplicados pela área efectiva de troca foram igual-
mente calculados para a coluna de enchimento. Na Tabela 5.4 encontram-se os valores de kv · aef
obtidos para os diferentes pontos experimetais, indicando-se igualmente as grandezas que intervêm
na sua determinação.
62

Medida Pa m2 m3 T1 T2 T3 T4 x2 kv · aef
(bar) (kg s−1) (kg s−1) (◦C) (◦C) (◦C) (◦C) (kg kg−1) (kmol m−3 s−1)1 14,64 1,49E-02 3,1E-03 99,77 77,59 77,62 79,54 0,5118 0,2272 ± 0,05092 16,17 1,62E-02 3,0E-03 99,78 80,75 80,81 82,30 0,5125 0,2828 ± 0,04283 15,95 1,54E-02 3,0E-03 99,70 80,24 80,29 81,84 0,5155 0,2243 ± 0,05774 15,92 1,35E-02 2,7E-03 101,10 80,33 80,35 82,13 0,5137 0,2230 ± 0,06455 16,41 1,34E-02 2,6E-03 101,20 80,72 80,78 82,49 0,5165 0,2613 ± 0,04456 16,06 1,45E-02 2,8E-03 102,30 82,15 82,39 84,08 0,5061 0,2004 ± 0,04647 16,96 1,67E-02 3,7E-03 107,30 83,16 83,24 85,59 0,5169 0,2779 ± 0,05668 15,39 1,69E-02 3,1E-03 97,64 79,14 79,17 80,54 0,5120 0,2391 ± 0,04349 15,62 1,56E-02 2,8E-03 97,53 79,67 79,71 80,98 0,5126 0,2134 ± 0,060410 15,18 1,56E-02 2,9E-03 96,46 78,02 78,04 79,35 0,5169 0,2093 ± 0,052411 16,30 1,38E-02 3,1E-03 107,50 83,10 83,18 85,66 0,5079 0,2163 ± 0,041212 16,21 1,37E-02 3,0E-03 106,70 82,34 82,40 84,84 0,5081 0,2410 ± 0,057513 15,94 1,38E-02 3,1E-03 106,70 81,34 81,40 84,00 0,5109 0,2433 ± 0,053014 15,82 1,35E-02 3,0E-03 106,60 81,93 81,99 84,50 0,5071 0,2149 ± 0,042115 16,54 1,49E-02 3,1E-03 106,60 83,63 83,68 85,90 0,5052 0,2460 ± 0,059416 11,94 1,47E-02 3,2E-03 90,25 67,97 67,89 69,63 0,5192 0,2439 ± 0,067217 12,43 1,56E-02 3,3E-03 90,53 69,36 69,29 70,87 0,5217 0,2340 ± 0,056818 12,89 1,59E-02 2,8E-03 90,27 72,66 72,60 73,84 0,5053 0,2278 ± 0,043219 12,72 1,55E-02 2,6E-03 87,08 71,14 71,07 72,08 0,5106 0,2187 ± 0,055420 12,71 1,49E-02 2,5E-03 86,85 70,65 70,59 71,62 0,5142 0,2071 ± 0,034721 12,64 1,50E-02 2,4E-03 86,86 71,83 71,78 72,73 0,5048 0,1921 ± 0,049622 15,30 1,40E-02 3,2E-03 102,40 79,06 79,07 81,22 0,5189 0,1997 ± 0,035023 15,80 1,41E-02 3,0E-03 102,70 80,31 80,35 82,34 0,5171 0,2056 ± 0,039824 16,41 1,35E-02 2,6E-03 103,50 83,11 83,18 84,91 0,5049 0,2090 ± 0,057825 16,27 1,34E-02 2,7E-03 103,60 82,55 82,62 84,44 0,5094 0,1863 ± 0,038726 16,33 1,35E-02 2,8E-03 103,60 82,34 82,42 84,26 0,5132 0,1818 ± 0,034727 16,07 1,72E-02 3,4E-03 108,20 86,01 86,09 88,23 0,4885 0,2175 ± 0,0392
Tabela 5.4: kv · aef obtidos na coluna de enchimento.
63

Repetiu-se para a coluna de enchimento o estudo realizado ao longo da coluna de pulverização.
Os resultados são bastante semelhantes, exibindo o mesmo tipo de comportamento. Mais uma vez
escolheu-se apenas uma medida experimental para demonstar os resultados, tendo-se obtido para
a medida 2 da Tabela 5.4 os gráficos das Figuras 5.11 e 5.12.
Figura 5.11: a) Fracção de amoníaco no vapor refinado e b) temperatura do vapor refinado emfunção da altura da coluna de enchimento.
Figura 5.12: a) Fracção da solução rica e b) força motriz em função da altura da coluna de enchi-mento.
64

Comparação com as correlações propostas na literatura
Existem uma série de correlações que predizem os valores dos coeficientes de transferência
de massa para diferentes condições em função do tipo de colunas e enchimentos. Estas corre-
lações são muitas vezes definidas à custa de números adimensionais, como as apresentadas na
Secção 4.3.5. Correlações para estimar os coeficientes de transferência de massa.
Para os valores experimentais referentes à coluna de enchimento e para os quais se calcularam
os coeficientes de transferência de massa multiplicados pela área efectiva de troca, decidiu-se
recalcular esses coeficientes recorrendo agora às referidas correlações.
Relativamente à correlação de Onda et al pode-se observar no gráfico da Figura 5.13 que a
maioria dos resultados obtidos experimentalmente e os determinados pela correlação se afastam
mais de 30%, que corresponde ao erro indicado pelos autores nos casos em que a correlação
é utilizada para sistemas de destilação. Tendo em conta as incertezas relativas aos valores de
kv · aef , os resultados diferem até cerca de 50% daqueles que são previstos pela correlação de
Onda et al.
Figura 5.13: Comparação entre os valores de kv · aef obtidos experimentalmente e os preditos pelacorrelação de Onda et al.
A correlação de Bravo de Fair, por seu turno, não se adapata aos pontos experimentais. Os
valores mais próximos distam 90% que é francamente uma má previsão. Dado que a correlação
de Bravo e Fair se baseia na correlação de Onda et al, diferindo no cálculo da área efectiva para a
65

transferência de massa, a discrepância observada deve-se à determinação desta grandeza.
Figura 5.14: Comparação entre os valores de kv · aef obtidos experimentalmente e os preditos pelacorrelação de Bravo e Fair.
Aliás, como se observa na Tabela 5.5, os valores de aef para a correlação de Bravo e Fair são
os mais díspares relativamente aos indicados pelas correlações de Onda et al e de Wagner et al.
No que concerne a esta última correlação, os resultados podem ser visualizados no gráfico da
Figura 5.15. Nesta correlação muitos dos resultados obtidos são inconsistentes com os resulta-
dos experimentais, apresentando diferenças superiores a 30%, valor indicado pelos autores como
sendo o erro máximo. Embora neste caso a área efectiva para a transferência de massa seja da
mesma ordem de grandeza da obtida pela correlação de Onda et al, os coeficientes de transfe-
rencia de massa são bastante diferentes. A justificação aqui apresentada é que as constantes
características do enchimento necessárias à aplicação da correlação, isto é, os valores de C1, C2
e C3 (ver página 47 onde se encontra a descrição desta correlação) não são os referentes ao en-
chimento usado. Nas tabelas encontradas na literatura, em particular no artigo em que se baseia
esta correlação [28] não se encontram todos os enchimentos, tendo-se escolhido o mais parecido
com o utilizado, cuja superfície específica é de 135 e a fracção vazia é de 0,732. No enchimento
em estudo, o primeiro valor é de 622 e o segundo e 0,73. Como se depreende, as características
são diferentes embora a fracção vazia seja semelhante.
Assim sendo, a correlação que melhor se coaduna com os resultados experimentais é a corre-
lação de Onda et al. Contudo, é notório uma maior densidade de pontos na zona do gráfico onde
66

aef (m2 m−3)Medida Onda et al Bravo e Fair Wagner et al1 533 51 3852 516 41 3213 527 45 3554 514 38 3175 501 33 2816 523 42 3417 542 57 4018 530 48 3699 524 44 34810 530 48 37211 532 47 36612 522 42 33613 526 46 35214 530 46 36515 526 45 34716 533 54 40617 540 59 43318 521 44 35719 516 41 34320 517 41 34621 514 39 33622 542 55 41423 535 50 38424 514 37 31325 525 42 34726 531 45 36527 549 59 434
Tabela 5.5: Valores de aef preditos pelas correlações de Onda et al, Bravo e Fair e Wagner et al.
67

Figura 5.15: Comparação entre os valores de kv · aef obtidos experimentalmente e os preditos pelacorrelação de Wagner et al.
os valores de kv · aef obtidos experimentalmente são superiores aos determinados pela correlação
de Onda et al.
Posto isto, optou-se por melhorar esta correlação para os nossos dados experimentais ajustando-
se o valor do parâmetro A da correlação de Onda et al com o programa SPSS 16. Relembra-
mos que este parâmetro toma dois valores possíveis: A = 2, 0 se o tamanho nominal do enchi-
mento for menor que 0,012 m ou A = 5, 23 para tamanhos nominais de enchimento superiores ou
iguais a 0,012 m. O valor de A é agora de A = 6, 132 e para um intervalo de confiança de 95%
A ∈ [5, 869; 6, 395], sendo a nova correlação dada pela expressão (5.2)
Shv = 6, 132Re0,7v Sc0,333
v (ap dp)−2 (5.1)
Por fim, compararam-se os valores de kv · aef experimentais com os calculados com a correla-
ção de Onda et al modificada, tendo-se obtido o gráfico da Figura 5.16.
Observa-se claramente uma melhoria na dispersão dos pontos experimentais, encontrando-se
todos dentro de um intervalo de 35% relativamente aos valores indicados pela nova correlação.
68

Figura 5.16: Comparação entre os valores de kv · aef obtidos experimentalmente e os preditos pelacorrelação de Onda et al modificada.
5.3 Conclusões
A eficiência da coluna de pulverização é de 0,901 e para um intervalo de confiança de 99%
k ∈ [0, 896; 0, 906]. O processo de refinação consegue aumentar a fracção de amoníaco no vapor,
yref , para valores contidos no intervalo [0, 9754; 0, 9903] e é praticamente independente da fracção
de amníaco do vapor produzido. A diferença média entre yref e ymax é de 0,0026, um valor bastante
pequeno indicando a elevada eficiência do processo de refinação.
Relativamente à coluna de enchimento, a eficiência obtida é de 0,968 e para um intervalo de
confiança de 99% k ∈ [0, 963; 0, 973]. As fracções de amoníco no vapor após o processo de refi-
nação encontram-se no intervalo [0, 9825; 0, 9912], revelando que o processo de refinação permite
obter elevadas fracções de amoníaco no vapor refinado independentemente das fracções regista-
das no vapor produzido. Em média, yref é menor 0,0008 que ymax, indicando que o processo de
refinação ocorre praticamente na totalidade.
Para os pontos em que a solução rica se encontra saturada à entrada da coluna de enchimento
ou a seguir ao pulverizador na coluna de pulverização concluiu-se que o vapor é refinado devido
à passagem de amoníaco da solução rica para o vapor. Para os restantes pontos não foi possível
retirar qualquer conclusão devido aos elevados erros de cálculo.
Os coeficientes de transferência de massa multiplicados pela área efectiva de transferência,
69

kv · aef , foram calculados também para aquela condição de saturação da solução rica no topo das
colunas. Os valores na coluna de enchimento foram comparados com os previstos pelas correla-
ções de Onda et al, Bravo e Fair e Wagner et al. Os resultados revelam que as correlações não de
ajustam de forma excelente aos resultados experimentais. Uma das possíveis razões são os limites
de validade em que estas correlações foram testadas, uma vez que foram desenvolvidos para a
indústria quimíca, onde, por exemplo, as colunas são de maior dimensão. A correlação que melhor
se coaduna aos kv · aef calculados é a correlação de Onda et al, emborea seja notório um desvio
sistemático dos pontos. Assim, ajustou-se a correlação anterior aos valores calculados sendo agora
dada pela expressão
Shv = 6, 132Re0,7v Sc0,333
v (ap dp)−2
Os resultados afastam-se no máximo ∼ 35% dos previstos por esta correlação.
70

Capítulo 6
Comparação entre as duas colunas
No Capítulo 5. Resultados experimentais foram apresentados os resultados obtidos para
a coluna de pulverização e para a coluna de enchimento em termos de eficiência de refinação e
dos coeficientes de tranferência de massa. Sendo um dos objectvos deste trabalho a escolha da
coluna que melhor refina o fluído frigorigéneo, iremos agora comparar as duas colunas em função
dos resultados obtidos. Embora a gama de valores testados para as duas colunas não coincida
exactamente, os valores são bastante próximos o que nos permite fazer essa comparação de forma
segura.
6.1 Eficiência
No que concerne à eficiência de refinação, relembramos que os valores obtidos foram de 90%
para a coluna de pulverização e 97% para a coluna de enchimento. O segundo valor é claramente
superior ao primeiro, e portanto a coluna de enchimento é a que conduz a uma refinação mais
eficiente.
Esta conclusão é reiterada nos gráficos onde se comparam as fracções de amoníaco no vapor
produzidas e as obtidas após o processo de refinação, gráficos das Figuras 5.3 na página 54 e 5.9
na página 61. Na coluna de pulverização as fracções de amoníaco no vapor refinado encontram-
se entre 0,9754 e 0,9903 e na coluna de enchimento o intervalo é de 0,9825 a 0,9912. Embora
estes valores sejam influenciados pelas condições a que se processa a refinação, as duas colunas
conseguem refinar o vapor para fracções semelhantes. No entanto, é notório que na coluna de
pulverização há um decréscimo maior da fracção de amoníaco no vapor refinado para valores
inferiores de fracção de amoníaco no vapor produzido. Este resultado é evidente aquando da
realização dos ajustes aos pontos experimentais, onde se obtém um declive maior para a coluna de
pulverização, isto é, um declive de 0,0985 na coluna de enchimento contra um declive de 0,2106
71

para a coluna de pulverização.
A diferença entre o vapor refinado e o máximo refinável é menor para coluna de enchimento, o
que mais uma vez indica que o processo de refinação é mais completo para esta coluna.
6.2 Transferência de massa
A comparação das duas colunas em termos de eficiência de refinação pode ser feita através
do um confronto directo entre os resultados obtidos. No caso dos coeficientes de transferência de
massa, esse processo não poderá ser aplicado uma vez que as colunas têm dimensões diferentes.
Se para o caso da coluna de enchimento existem diversas correlações na literatura que predi-
gam esses valores, como as que foram calculadas no capítulo anterior, para a coluna de pulveri-
zação essas correlações não foram encontradas. Aliás, é bastante díficil prever a área efectiva de
transferência de massa uma vez que as gotas criadas pelo pulverizador em termos de produção e
dispersão variam consoante as propriedades do meio líquido e gasoso, como a temperatura, caudal
e pressão.
Uma vez que a correlação de Onda et al ajustada aos dados experimentais prediz dentro de um
erro de ∼ 35% os valores de kv · aef da coluna de enchimento em estudo para a gama de valores
testados, o desempenho das duas colunas será feito recorrendo a essa correlação de forma a
dimensionar uma coluna de enchimento que funcione para as mesmas caraterísticas de operação
da coluna de pulverização. A comparação será feita em termos de quantidade de massa transferida
no volume da coluna e não em termos de coeficientes de transferência de massa.
Como fora visto na Secção 4.3.4. Altura da coluna de destilação, o fluxo de amoníaco é dado
por (6.1):
NNH3 = kvz ln(z − yz − y∗
)(6.1)
Assim sendo, para que a massa transferida seja a mesma nas duas colunas quando estas
funcionam nas mesmas condições, o volume da coluna de enchimento é encontrado recorrendo à
relação (6.2):
(kv · aef )pul ∗ Vpul = (kv · aef )enc ∗ Venc (6.2)
Na Tabela 6.1 encontram-se, para cada medida experimental realizada na coluna de pulveri-
zação apresentadas na Tabela 5.2, as dimensões que uma coluna de enchimento deverá exibir,
indicando-se a altura desta para diferentes diâmetros. O erro médio associado a estes resultados
é de 36% considerando que a correlação de Onda et al modificada tem uma erro máximo de 35%.
72

Altura (m) Volume (dm3)Diâmetro (m) Diâmetro (m)
Medida 0,066 0,08 0,1 0,12 0,14 0,163 0,066 0,08 0,1 0,12 0,14 0,1631 0,57 0,53 0,51 0,49 0,48 0,47 1,95 2,66 4,00 5,54 7,39 9,802 0,51 0,48 0,45 0,43 0,42 0,41 1,74 2,41 3,53 4,86 6,46 8,553 0,50 0,47 0,44 0,42 0,41 0,40 1,71 2,36 3,45 4,75 6,31 8,344 0,49 0,45 0,42 0,40 0,39 0,38 1,68 2,26 3,30 4,52 6,00 7,935 0,48 0,45 0,42 0,40 0,39 0,38 1,64 2,26 3,30 4,52 6,00 7,936 0,50 0,47 0,44 0,42 0,41 0,39 1,71 2,36 3,45 4,75 6,31 8,137 0,54 0,51 0,48 0,47 0,46 0,45 1,85 2,56 3,77 5,31 7,08 9,398 0,57 0,54 0,51 0,50 0,49 0,48 1,95 2,71 4,00 5,65 7,54 10,019 0,40 0,38 0,35 0,34 0,33 0,32 1,37 1,91 2,75 3,84 5,08 6,6710 0,42 0,39 0,36 0,35 0,33 0,33 1,44 1,96 2,83 3,96 5,08 6,8811 0,44 0,41 0,39 0,38 0,37 0,36 1,50 2,06 3,06 4,30 5,69 7,5112 0,40 0,37 0,35 0,34 0,33 0,32 1,37 1,86 2,75 3,84 5,08 6,6713 0,42 0,39 0,37 0,35 0,34 0,33 1,44 1,96 2,90 3,96 5,23 6,8814 0,42 0,39 0,36 0,35 0,33 0,32 1,44 1,96 2,83 3,96 5,08 6,6715 0,43 0,40 0,38 0,36 0,35 0,34 1,47 2,01 2,98 4,07 5,39 7,0916 0,40 0,37 0,35 0,34 0,33 0,32 1,37 1,86 2,75 3,84 5,08 6,6717 0,38 0,36 0,33 0,32 0,30 0,30 1,30 1,81 2,59 3,62 4,62 6,2618 0,41 0,38 0,36 0,34 0,33 0,32 1,40 1,91 2,83 3,84 5,08 6,6719 0,44 0,41 0,38 0,36 0,35 0,33 1,50 2,06 2,98 4,07 5,39 6,8820 0,49 0,46 0,44 0,42 0,41 0,40 1,68 2,31 3,45 4,75 6,31 8,3421 0,48 0,45 0,42 0,41 0,40 0,39 1,64 2,26 3,30 4,63 6,15 8,1322 0,48 0,45 0,43 0,41 0,40 0,39 1,64 2,26 3,38 4,63 6,15 8,1323 0,49 0,46 0,43 0,41 0,40 0,39 1,68 2,31 3,38 4,63 6,15 8,1324 0,47 0,44 0,41 0,39 0,38 0,37 1,61 2,21 3,22 4,41 5,85 7,7225 0,43 0,40 0,38 0,36 0,35 0,34 1,47 2,01 2,98 4,07 5,39 7,0926 0,41 0,38 0,36 0,34 0,33 0,32 1,40 1,91 2,83 3,84 5,08 6,6727 0,43 0,40 0,38 0,37 0,36 0,35 1,47 2,01 2,98 4,18 5,54 7,30
Tabela 6.1: Altura e volume da coluna de enchimento em função do diâmetro para que a transfe-rência de massa seja igual à que ocorre na coluna de pulverização.
73

Os diâmetros para os quais se calcularam as alturas foram os correspondentes aos diâmetros
das duas colunas laboratoriais e ainda outros quatro valores intermédios.
Verifica-se que se a hipotética coluna de enchimento tiver um diâmetro igual ao da coluna de
enchimento do laboratório, que tem um diâmetro de 0,066 m e uma altura de 72 cm, a sua altura
é sempre inferior àquele valor. Este resultado indica que a coluna de enchimento do laboratório
tem uma altura superior à necessária para igualar a quantidade de massa transferida que ocorre na
coluna de pulverização, e portanto, a quantidade de massa transferida na coluna de enchimento do
laboratório é superior à da coluna de pulverização.
Quando se dimensionou uma coluna de enchimento com o mesmo diâmetro da coluna de pul-
verização (diâmetro = 0,162 m e altura = 0,52 m), verifica-se que a altura é sempre menor que
52 cm. Assim sendo, para que a quantidade de massa transferida seja a mesma nas duas colunas,
a coluna de enchimento é mais pequena.
A análise da Tabela 6.1 permite também averiguar que à medida que o diâmetro aumenta, a
altura diminui. De forma a perceber se essa redução na altura é suficiente para que a coluna
de enchimento tenha um volume inferior ao da coluna de pulverização, adicionaram-se à referida
tabela os volumes da coluna de enchimento para os vários diâmetros.
Sabendo que o volume da coluna de pulverização é 10,85 dm3, claramente se verifica que o
volume da coluna de enchimento, para qualquer um dos diâmetros, é sempre inferior ao da coluna
de pulverização para que a quantidade de massa transferida seja a mesma. Conclui-se, assim, que
a coluna de enchimento confere uma maior troca de massa necessária ao processo de refinação,
apresentando um melhor desempenho neste factor de comparação, à semelhança do que fora
concluido aquando da determinação da eficiência da refinação.
Como o protótipo laboratororial tem como objectivo ser comercializado, o espaço ocupado pelos
seus constituintes pode ser um elemento importante. Os valores da Tabela 6.1 permitem perceber
que a solução que ocupa um volume menor no que se refere a uma coluna de enchimento é aquela
que corresponde a um diâmero mais pequeno.
A variação da altura da coluna de enchimento em função do diâmetro é apresentada na Fi-
gura 6.1. Como a variação é similar para todas as medidas experimentais, apenas se apresenta a
referente à primeira medida da Tabela 6.1.
A variação da altura em função do diâmtro tem um comportamento do tipo exponencial decres-
cente, o que indica que para diâmetros mais pequenos uma pequena variação faz variar bastante
a altura, enquanto para diâmetros superiores, a altura da coluna começa a ter menos influência.
Para finalizar, e em resumo deste capítulo, decidiu-se fazer uso, mais uma vez, do programa
de cálculo dos coeficientes de transferência de massa que permitiram no capítulo anterior perceber
74

Figura 6.1: Altura de uma coluna de enchimento em função do diâmetro de forma a que a quanti-dade de massa transferida seja igual à que ocorre na coluna de pulverização. A tracejado encontra-se representada a coluna de pulverização.
Figura 6.2: Esquemas representativos do filme de vapor nas colunas de pulverização (gráfico a)) eenchimento (gráfico b)). Os números que constam nas figuras referem-se à diferença entre y∗ e y.
75

como variam as concentrações e temperaturas ao longo da coluna. Interessa agora confrontar os
seus comportamentos e para o efeito fizeram-se os esquemas representativos do filme de vapor
que ocorrem nas duas colunas. Mais uma vez os resultados são idênticos para as várias medidas
experimentais realizadas em cada uma das colunas, mostrando-se na Figura 6.2 os resultados
referentes às medidas número 2 de cada uma das Tabelas 5.2 e 5.4.
Os resultados revelam que a diferença entre y∗ e y vão diminuindo ao longo da coluna, como
aliás já se tinha concluído no capítulo anterior. O que importa aqui salientar é que essa diferença
aproxima-se muito mais de zero na coluna de enchimento do que na coluna de pulverização, evi-
denciando mais uma vez os resultados atrás mencionados. Verifica-se ainda que y∗− y no topo da
coluna de pulverização é da mesma ordem de grandeza que a registada a meia altura da coluna
de enchimento. A transferência de massa é mais efectiva e a eficiência da refinação é superior na
coluna de enchimento, dado que a fracção de vapor refinado aproxima-se bastante mais do valor
de y∗.
6.3 Conclusões
Neste capítulo foram confrontados os resultados obtidos para cada uma das colunas.
Conclui-se que a coluna de enchimento é mais eficiente que a coluna de pulverização, apresen-
tando menores diferenças entre as fracções de amoníaco no vapor refinado e a respectiva fracção
máxima atingível.
As colunas foram comparadas em termos de transferência de massa e não em termos de kv ·aef .
Para o efeito recorreu-se à correlação de Onda e al ajustada aos nossos dados experimentais e
dimensionou-se um coluna de enchimento que funcione com as mesmas características da coluna
de pulverização. Verificou-se que se ambas transferirem a mesma quantidade de massa, a coluna
de enchimento é mais pequena em volume que a coluna de pulverização. Ao fazer-se um gráfico
da altura da coluna de enchimento em função do diâmetro verifica-se que a altura diminui com o
aumento do diâmetro revelando um decréscimento do tipo exponencial decrescente.
Em partícular, se a coluna de enchimento dimensionada de forma a transferir a mesma massa e
funcionar com as mesmas características da coluna de pulverização tiver o mesmo diâmetro que a
coluna de enchimento do laboratório, verifica-se que necessita de uma altura inferior. Assim sendo,
a coluna de enchimento laboratorial transfere uma maior quantidade de massa que a coluna de
pulverização.
76

Conclusões e desenvolvimentos futuros
O objectivo principal desta tese foi o estudo do processo de refinação analisando-se o desempe-
nho de uma coluna de pulverização e de uma coluna de enchimento onde se procede à refinação do
vapor produzido, tendo sido testadas numa gama bastante similar de características de operação.
Emboras em ambas as colunas se obtenha vapor refinado com uma fracção superior a 97%, um
valor elevado, a coluna de enchimento mostrou ter uma eficiência de refinação superior à registada
na coluna de pulverização, atingindo-se fracções de amoníaco no vapor refinado mais próximas do
máximo refinável.
A coluna de enchimento revelou igualmente um melhor desempenho em termos de quantidade
de massa transferida para os pontos em que a solução rica se encontra no estado saturado no
topo das colunas. Para os restantes pontos não foi possível fazer quaisquer afirmações devido
aos elevados erros de cálculo. Verificou-se que uma coluna de enchimento que funcione com as
mesmas características de operação que uma coluna de pulverização tem um volume inferior para
transferir a mesma quantidade de massa.
Posto isto, conclui-se que a coluna de enchimento é aquela em que o processo de refinação
decorre com maior sucesso.
O estudo efectuado permitiu ainda concluir que o vapor é refinado devido à passagem de amo-
níaco da solução rica para o vapor.
Relativamente a eventuais melhorias referentes a este tipo de trabalho destaca-se um isola-
mento mais adequado da coluna de refinação de forma a torná-la o mais adiabática possível, con-
ferindo uma maior exactidão aos cálculos.
A medição do caudal da solução rica à saída da coluna ou do vapor produzido à entrada da
coluna conferiria aos cálculos um maior rigor, evitando a utilização do balanço de energia recorrendo
às entalpias para determinar as concentrações e caudais desconhecidos.
Alterar as ligações entre a coluna de refinação e o gerador de forma a que a primeira não
enunde aquando da utilização de caudais mais elevados.
77

Em relação a trabalhos futuros seria interessante testar outros tipos de enchimentos e também
diferentes dimensões da coluna de pulverização, uma vez que não se consegue, pelo menos por
uma via fácil e precisa, prever o seu comportamento para outros diâmetros e alturas.
Outro aspecto importante seria perceber o impacto da refinação no funcionamento da máquina
real e não apenas num ciclo teórico como fora feito no capítulo introdutório desta tese. Neste
trabalho tal não foi passível de ser realizado uma vez que os permutadores e o evaporar não foram
dimensionados para os valores obtidos com o processo de refinação. Em particular, o evaporar
está subdimensionado para as fracções de amoníaco no vapor refinado, não conseguindo evaporar
todo o fluido frigorigéneo e desta forma obtêm-se valores de COP mais baixos do que os que
seriam de esperar. Este estudo permitiria perceber até que ponto é necessário refinar o vapor e
se a melhoria introduzida pela coluna de enchimento face à coluna de pulverização tem ou não um
efeito significativo no desempenho da máquina. Essa conclusão seria simpática no sentido de se
puder utilizar a coluna de pulverização por ser bastante mais leve do que a coluna de enchimento
cerâmico.
78

Bibliografia
[1] Çengel Y., Boles M. (2001), Termodinâmica, tradução de Rodigres M. e Ferreira J., 3a edição,
McGraw-Hill, Portugal
[2] Herold K.E. Pande M. (1996), Counterflow vapor-liquid exchange processes using ammo-
nia/water, in Proceedings of international ad-sorption heat pump conference, Montreal, Ca-
nada, 481-8
[3] Herold K., Radermacher R., Klein S. (1996), Absorption chiller and heat pumps, CRC Press,
USA
[4] Ahachad M et al (1992), Study of an improved NH3-H2O solar absorption refrigerating machine
in Rabat (Morocco), Sol Energ Mat Sol Cells, 28, 71-9
[5] Peters W. A.(1922), The efficiency and capacity of fractionating columns, Ind. Eng. Chem. 14,
6
[6] Murch D. P. (1953), A new approach to tray design, Ind. Eng. Chem. 45, 157
[7] Sieres J., Fernández-Seara J. (2007), Experimental investigation of mass transfer perfor-
mance with some random packings for ammonia rectification in ammonia-water absorption
refrigeration systems, Int. J. Therm. Sci. 46, 699-706
[8] Seara J. et al (2002), Simultaneous heat and mass transfer of a packed distillation column for
ammonia-water absorption refrigeration systems, Int. J. Therm. Sci, 41, 927-935
[9] Fernández-Seara J., Sieres, J. (2006), The importance of the ammonia purification process
in ammonia-water absorption systems, Energy Conv. Manage., 47, 1975-1987
[10] Sieres J., Fernández-Seara J. (2006), Evaluation of the column components size on the va-
pour enrichment and system performance in small power NH3-H2O absorption refrigeration
machines, Int. J. Refrigeration 29, 579-588
79

[11] Sieres J., Fernandez-Seara J. (2007), Calculation procedure to determine average mass
transfer coefficients in packed columns from experimental data for ammonia-water absorption
refrigeration systems, Heat mass transfer, DOI 10.1007/s00231-007-0358-0
[12] Sieres J.,Fernandez-Seara J. (2007), Mass transfer characteristics of a structured packing for
ammonia rectification in ammonia-water absorption refrigeration systems, Int J Refrigeration,
30, 58-67
[13] Sieres J.et al (2008), Experimental analysis of ammonia-water rectification in absorption sys-
tems with the 10mm metal Pall ring packing, Int J Refrigeration, 31, 270-278
[14] Onda K., Takeuchi H., Okumoto Y. (1968), Mass transfer coefficients between gas and liquid
phases in packed columns, J. Chem. Eng. Jpn. 1, 56-62
[15] Wagner I., Sitchlmair J., Fair J. R. (1997), Mass transfer in beds of modern, high-efficiency
random packings, Ind. Eng. Chem. Res. 36, 227-237
[16] Mendes L.et al (2007), A rich solution spray as a refining method in a small capacity,single
effect, solar assisted absorption machine with the pair NH3/H2O: Experimental results, Energy
Conv and Manage, 48, 2996-3000
[17] Coulson J. M., Richardson J. F. (1975), Tecnologia química, Volume 2, tradução de C. R.
Carlos, Fundação Calouste Gulbenkian, Lisboa
[18] Bosnjakovic, Blackshear (1965), Tecnical Thermodynamics, tradução de Blackshear, J., Holt,
Rinehart and Winston, USA
[19] Taylor R. ,Krishna R. (1993), Multicomponent mass transfer, John Wiley & Sons, New York
[20] Mendes LF. (2002), Concepção e caracterização experimental de uma máquina de absorção
de pequena potência optimizada para funcionar com energia solar, PhD thesis, Instituto Supe-
rior Técnico, Lisboa
[21] Neto P. (2006), Projecto, construção e instrumentação de uma máquina de absorção de pe-
quena potência para funcionar com energia solar, Trabalho final de curso, Instituto Superior
Técnico, Lisboa.
[22] Stichlmair J., Fair J. (1998), Distillation: principles and practice, Wiley -VCH
[23] Seader J. D., Henley E. J. (1998), Separation process principles, John Wiley & Sons, New
York
80

[24] Treybal R., Mass-transfer operations, third edition, McGraw-Hill International Editions
[25] Chilton T. H., Colburn A. P. (1935), Distilation and absorption in packed columns, Ind. Eng.
Chem. 27, 255, 904
[26] Cussler E. L. (1997), Diffusion - mass transfer in fluid systems,2nd ed, Cambridge University
Press, Cambridge
[27] Bravo J. L., Fair J. R.( 1982), Generalized correlation for mass transfer in packed distillation
columns, Ind. Eng. Chem. Proc. Des. Dev. 21, 162-170
[28] Stichlmair J., Bravo J. L., Fair J. R.( 1989), General model for prediction of pressure drop and
capacity of countercurrent gas/liquid packed columns, Gas Sep. Purif. 3, 19-28
[29] Tillner-Roth R., Friend D. (1998), A helmholtz free energy formulation of the thermodynamic
propertiesof the mixture Water + Ammonia, J Phys Chem, 27, 1
[30] Conde-Petit M. (2006), Thermophysical properties of {NH3 + H2O} mistures for the industrial
design of absorption refrigeration equipment, M Conde engineering, Zurich
81

Anexo A
Programa para calcular os kvaef a partir das correlações de Onda et al, Bravo e Fair e Wagner
et al
Todas as grandezas necessárias às correlações foram cálculadas no topo e na base da coluna
e, posteriormente, é feita a sua média aritmética simples.
Altura da coluna (m)
H = 0, 72
Diâmetro da coluna (m)
diam = 0, 066
Superfície específica do enchimento (m2 m−3)
ap = 622
Aceleração da gravidade (m s2)
g = 9, 8
Tensão superficial crítica do enchimento (N m−1)
sigmac = 0, 061
tamanho nominal do enchimento (m)
dp = 0, 0127
massas molaress (kg kmol−1)
Mnh3 = MolarMass(Ammonia)
Mh2o = MolarMass(H2O)
Balanço de massa, energia e quantidade de amoníaco
1 - ponto de entrada de vapor na coluna
CALLAWMIX(′tp′;T1 + 273, 15;Pa : p1;T [1];x1;x[1]; rhol1; rho1;hl1;h[1]; sl1; sv1)
2- ponto de entrada da solução rica na coluna
CALLAWMIX(′tpz′;T2 + 273, 15;Pa;x[2] :
p2; rho2;T [2];h[2]; s2; z2; q2; rhol2; rhov2;hl2;hv2; sl2; sv2;x2; y2)
A-1

3- ponto de saída do vapor refinado da coluna
CALLAWMIX(′tp′;T3 + 273, 15;Pa : p3;T [3];x3;x[3]; rhol3; rho3;hl3;h[3]; sl3; sv3)
4- ponto de saída da solução rica da coluna
CALLAWMIX(′tp′;T4 + 273, 15;Pa : p4;T [4];x[4]; y4; rho4; rhov4;hl4;hv4; sl4; sv4)
m[3] +m[4] = m[1] +m[2]
m[3] ∗ x[3] +m[4] ∗ x[4] = m[1] ∗ x[1] +m[2] ∗ x[2]
Temperaturas no ponto crítico (K)
TCnh3 = Tcrit(Ammonia) + 273, 15
TCh2o = Tcrit(H2O) + 273, 15
Temperatura crítica da mistura (K)
a0 = 647, 14
a1 = −199, 822371
a2 = 109, 035522
a3 = −239, 626217
a4 = 88, 689691
xm[2] = (x[2]/Mnh3)/(x[2]/Mnh3 + (1− x[2])/Mh2o)
xm[4] = (x[4]/Mnh3)/(x[4]/Mnh3 + (1− x[4])/Mh2o)
TCm2 = a0 + a1 ∗ xm[2] + a2 ∗ xm[2]2 + a3 ∗ xm[2]3 + a4 ∗ xm[2]4
TCm4 = a0 + a1 ∗ xm[4] + a2 ∗ xm[4]2 + a3 ∗ xm[4]3 + a4 ∗ xm[4]4
Tasterisconh32 = T [2] ∗ TCnh3/TCm2
Tasterisconh34 = T [4] ∗ TCnh3/TCm4
Tasteriscoh2o2 = T [2] ∗ TCh2o/TCm2
Tasteriscoh2o4 = T [4] ∗ TCh2o/TCm4
Tensão superficial da mistura na fase líquida (N m−1)
sigmanh32 = SurfaceTension(Ammonia;T = Tasterisconh32 − 273, 15)
sigmanh34 = SurfaceTension(Ammonia;T = Tasterisconh34 − 273, 15)
k = 1, 009E − 7 (J K−1 mol−2/3)
sigmah2o2 = k ∗ (TCh2o − Tasteriscoh2o2 − 6)/(Mh2o ∗ 10−6)2/3
A-2

sigmah2o4 = k ∗ (TCh2o − Tasteriscoh2o4 − 6)/(Mh2o ∗ 10−6)2/3
F2 = 1, 442∗(1−xm[2])∗(1−exp(−2, 5∗xm[2]4))+1, 106∗xm[2]∗(1−exp(−2, 5∗(1−xm[2])6))
F4 = 1, 442∗(1−xm[4])∗(1−exp(−2, 5∗xm[4]4))+1, 106∗xm[4]∗(1−exp(−2, 5∗(1−xm[4])6))
deltaSigmaTm2 = −(sigmah2o2 − sigmanh32) ∗ F2
deltaSigmaTm4 = −(sigmah2o4 − sigmanh34) ∗ F4
sigmam2 = xm[2] ∗ sigmanh32 + (1− xm[2]) ∗ sigmah2o2 + deltaSigmaTm2
sigmam4 = xm[4] ∗ sigmanh34 + (1− xm[4]) ∗ sigmah2o4 + deltaSigmaTm4
sigmam = (sigmam2 + sigmam4)/2
Densidades e viscosidades dinâmicas das substâncias puras (kg m−3ekg m−1s)
rhonh33 = Density(Ammonia;T = T3;P = Pa ∗ 100)
rhonh31 = Density(Ammonia;T = T1;P = Pa ∗ 100)
rholnh32= Density(Ammonia;T = T2;P = Pa ∗ 100)
rholnh34= Density(Ammonia;T = T4;P = Pa ∗ 100)
muh2o3 = V iscosity(H2O;T = T3)
muh2o1 = V iscosity(H2O;T = T1)
munh33 = V iscosity(Ammonia;T = T3;P = Pa ∗ 100)
munh31 = V iscosity(Ammonia;T = T1;P = Pa ∗ 100)
mulnh32= V iscosity(Ammonia;T = Tasterisconh32 − 273, 15;P = Pa ∗ 100)
mulnh34= V iscosity(Ammonia;T = Tasterisconh34 − 273, 15;P = Pa ∗ 100)
mulh2o2= V iscosity(H2O;T = Tasteriscoh2o2 − 273, 15)
mulh2o4= V iscosity(H2O;T = Tasteriscoh2o4 − 273, 15)
Cálculo da viscosidade dinâmica do vapor (kg m−1s)
fracções em kmol kmol−1
xm[3] = (x[3]/Mnh3)/(x[3]/Mnh3 + (1− x[3])/Mh2o)
xm[1] = (x[1]/Mnh3)/(x[1]/Mnh3 + (1− x[1])/Mh2o)
fi123 = (1 + (munh33/muh2o3)0,5 ∗ (Mh2o/Mnh3)0,25)2/(8 ∗ (1 +Mnh3/Mh2o))0,5
fi121 = (1 + (munh31/muh2o1)0,5 ∗ (Mh2o/Mnh3)0,25)2/(8 ∗ (1 +Mnh3/Mh2o))0,5
fi213 = fi123 ∗muh2o3/munh33 ∗Mnh3/Mh2o
A-3

fi211 = fi121 ∗muh2o1/munh31 ∗Mnh3/Mh2o
mumistura3 = xm[3]∗munh33/(xm[3]+(1−xm[3])∗fi123)+(1−xm[3])∗muh2o3/(1−xm[3]+
xm[3] ∗ fi213)
mumistura1 = xm[1]∗munh31/(xm[1]+(1−xm[1])∗fi121)+(1−xm[1])∗muh2o1/(1−xm[1]+
xm[1] ∗ fi211)
mumistura = (mumistura3 +mumistura1)/2
Cálculo da viscosidade dinâmica do líquido (kg m−1s−1))
Fl2 = 6, 38∗ (1−xm[2])(1,125∗xm[2]) ∗ (1−exp(−0, 585∗xm[2]∗ (1−xm[2])0,18))∗ ln(mu0,5lnh32∗
mu0,5lh2o2
)
Fl4 = 6, 38∗ (1−xm[4])(1,125∗xm[4]) ∗ (1−exp(−0, 585∗xm[4]∗ (1−xm[4])0,18))∗ ln(mu0,5lnh34∗
mu0,5lh2o4
)
deltamu2 = (0, 534− 0, 815 ∗ T [2]/TCh2o) ∗ Fl2
deltamu4 = (0, 534− 0, 815 ∗ T [4]/TCh2o) ∗ Fl4
muliquido2 = exp(xm[2] ∗ ln(mulnh32) + (1− xm[2]) ∗ ln(mulh2o2
) + deltamu2)
muliquido4 = exp(xm[4] ∗ ln(mulnh34) + (1− xm[4]) ∗ ln(mulh2o4
) + deltamu4)
muliquido = (muliquido4 +muliquido2)/2
Cálculo do coeficiente de difusão (m2 s−1)
psinh3 = 1, 7
psih2o = 2, 6
psim2 = xm[2] ∗ psinh3 + (1− xm[2]) ∗ psih2o
psim4 = xm[4] ∗ psinh3 + (1− xm[4]) ∗ psih2o
Mm2 = xm[2] ∗Mnh3 + (1− xm[2]) ∗Mh2o
Mm4 = xm[4] ∗Mnh3 + (1− xm[4]) ∗Mh2o
V diff2 = Mnh3/rholnh32
V diff4 = Mnh3/rholnh34
D2 = 117, 282E−18 ∗ (T [2]) ∗ (psim2 ∗Mm2)(1/2)/(muliquido2 ∗ V diff0,62 )
D4 = 117, 282E−18 ∗ (T [4]) ∗ (psim4 ∗Mm4)(1/2)/(muliquido4 ∗ V diff0,64 )
D = (D2 +D4)/2
A-4

Cálculo da velocidade (m s−1)
rhov = (rho3 + rho1)/2
rhol = (rho4 + rho4)/2
uv3 = m[3]/(rho3 ∗ PI ∗ (diam/2)2)
uv1 = m[1]/(rho1 ∗ PI ∗ (diam/2)2)
uv = (uv1 + uv3)/2
ul2 = m[2]/(rho2 ∗ PI ∗ (diam/2)2)
ul4 = m[4]/(rho4 ∗ PI ∗ (diam/2)2)
ul = (ul4 + ul2)/2
Calculo da densidade (kmol m−3)
rhomv = (rhov/Mnh3)/(rhov/Mnh3 + (1− rhov)/Mh2o)
Correlação de Onda
Número de Reynolds e Schmidt para o vapor
Rev = rhov ∗ uv/(mumistura ∗ ap)
Scv = mumistura/(rhov ∗D)
Número de Sherwood para o vapor
Shv = A ∗Re0,7v ∗ Sc0,333
v ∗ (ap ∗ dp)−2
Shv = Fv/(ap ∗D ∗ rhomv)
A = 5, 53 contante da correlação de Onda et al
Rel = rhol ∗ ul/(muliquido ∗ ap)
Frl = ap ∗ (ul)2/g
Wel = rhol ∗ (ul)2/(ap ∗ sigmam)
awO = ap ∗ (1− exp(−1, 45 ∗ (sigmac/sigmam)0,75 ∗Re0,1l ∗ Fr
−0,05l ∗We0,2
l ))
FaO = Fv ∗ awO
Correlação de Bravo e Fair
RevBF = 6 ∗ rhov ∗ uv/(mumistura ∗ ap)
ScvBF = mumistura/(rhov ∗D)
A-5

Número de Sherwood para o vapor
ShvBF = A ∗Re0,7vBF ∗ Sc
0,333vBF ∗ (ap ∗ dp)−2)
ShvBF = FvBF /(ap ∗D ∗ rhomv)
Cal = u2l ∗muliquido/sigmam
awBF = 19, 78 ∗ ap ∗ (Cal ∗RevBF )0,392 ∗ sigma0,5m /H0,4
FaBF = FvBF ∗ awBF
Correlação de Wagner
Rew = pd ∗ uv ∗ rhov/mumistura
epsilon = 0, 73
pd = 6 ∗ (1− epsilon)/ap
C1 = 32
C2 = 7
C3 = 1
f0 = C1/Rew + C2/Re0,5w + C3
deltaPd = H ∗ 3/4 ∗ f0 ∗ (1− epsilon)/epsilon4,65 ∗ rho3 ∗mu2mistura/pd
C = (−C1/Rew − C2/(2 ∗Rew)0,5) ∗ 1/f0
deltaP irr = deltaPd∗((1−epsilon+h1)/(1−epsilon))((H+C)/3)∗(epsilon/(epsilon−h1))4,65
h0 = 0, 555 ∗ (ap ∗ u2l /(g ∗ epsilon4,65))1/3
h1 = h0 ∗ (1 + 20 ∗ (deltaP irr/(H ∗ g ∗ rhol))2)
Cpk = 0, 06
qsi = C2pk ∗H
kw = (4 ∗D ∗ uv/(Pi ∗ (epsilon− h1) ∗ qsi))0,5
aww = ((1− epsilon+ h1)/(1− epsilon)− 1) ∗ ap
kaww = kw ∗ aww
A-6

Anexo B
Caudais e fracções de amoníaco registadas nas entradas e saídas da coluna de pulverização
para os pontos experimentais em que a solução rica se encontra no estado saturado a seguir
ao pulverizador.
B-1

Medida m1 m2 m3 m4
(kg s−1) (kg s−1) (kg s−1) (kg s−1)1 2,80E-03 ± 1,6E-04 1,679E-02 ± 6E-05 3,0E-03 ± 7E-05 1,660E-02 ± 1,2E-042 2,96E-03 ± 1,4E-04 1,435E-02 ± 5E-05 3,2E-03 ± 6E-05 1,409E-02 ± 1,3E-043 2,86E-03 ± 1,4E-04 1,432E-02 ± 5E-05 3,1E-03 ± 6E-05 1,404E-02 ± 1,3E-044 3,15E-03 ± 1,6E-04 1,585E-02 ± 5E-05 3,5E-03 ± 6E-05 1,546E-02 ± 1,5E-045 3,05E-03 ± 1,6E-04 1,593E-02 ± 5E-05 3,5E-03 ± 6E-05 1,551E-02 ± 1,5E-046 3,11E-03 ± 1,6E-04 1,583E-02 ± 5E-05 3,5E-03 ± 6E-05 1,547E-02 ± 1,5E-047 2,73E-03 ± 1,5E-04 1,619E-02 ± 6E-05 3,0E-03 ± 7E-05 1,594E-02 ± 1,5E-048 2,80E-03 ± 1,5E-04 1,612E-02 ± 6E-05 3,0E-03 ± 7E-05 1,594E-02 ± 1,2E-049 2,40E-03 ± 1,3E-04 1,258E-02 ± 4E-05 2,9E-03 ± 5E-05 1,212E-02 ± 1,1E-0410 2,70E-03 ± 1,3E-04 1,346E-02 ± 5E-05 3,2E-03 ± 5E-05 1,297E-02 ± 1,2E-0411 2,29E-03 ± 1,3E-04 1,357E-02 ± 5E-05 2,5E-03 ± 6E-05 1,335E-02 ± 1,2E-0412 2,35E-03 ± 1,3E-04 1,375E-02 ± 5E-05 2,7E-03 ± 6E-05 1,337E-02 ± 1,2E-0413 2,56E-03 ± 1,3E-04 1,360E-02 ± 5E-05 3,0E-03 ± 6E-05 1,318E-02 ± 1,2E-0414 2,72E-03 ± 1,3E-04 1,350E-02 ± 5E-05 3,3E-03 ± 5E-05 1,294E-02 ± 1,2E-0415 2,69E-03 ± 1,3E-04 1,352E-02 ± 5E-05 3,2E-03 ± 5E-05 1,306E-02 ± 1,2E-0416 2,23E-03 ± 1,3E-04 1,336E-02 ± 5E-05 2,5E-03 ± 5E-05 1,306E-02 ± 1,2E-0417 2,52E-03 ± 1,4E-04 1,509E-02 ± 5E-05 3,0E-03 ± 6E-05 1,458E-02 ± 1,3E-0418 2,40E-03 ± 1,3E-04 1,387E-02 ± 5E-05 2,8E-03 ± 6E-05 1,345E-02 ± 1,2E-0419 2,69E-03 ± 1,5E-04 1,667E-02 ± 6E-05 3,1E-03 ± 7E-05 1,627E-02 ± 1,4E-0420 2,43E-03 ± 1,5E-04 1,708E-02 ± 6E-05 2,7E-03 ± 7E-05 1,685E-02 ± 1,4E-0421 2,60E-03 ± 1,5E-04 1,694E-02 ± 6E-05 2,8E-03 ± 7E-05 1,669E-02 ± 1,4E-0422 2,80E-03 ± 1,6E-04 1,775E-02 ± 6E-05 3,1E-03 ± 7E-05 1,745E-02 ± 1,5E-0423 2,79E-03 ± 1,6E-04 1,775E-02 ± 6E-05 3,1E-03 ± 7E-05 1,744E-02 ± 1,5E-0424 2,64E-03 ± 1,5E-04 1,557E-02 ± 5E-05 2,9E-03 ± 6E-05 1,526E-02 ± 1,4E-0425 2,56E-03 ± 1,5E-04 1,569E-02 ± 5E-05 3,0E-03 ± 6E-05 1,527E-02 ± 1,4E-0426 2,76E-03 ± 1,4E-04 1,477E-02 ± 5E-05 3,3E-03 ± 6E-05 1,425E-02 ± 1,3E-0427 2,40E-03 ± 1,4E-04 1,464E-02 ± 5E-05 2,7E-03 ± 6E-05 1,437E-02 ± 1,3E-04
Tabela B-1: Caudais obtidos nas entradas e saídas da coluna de pulverização.
B-2

Medida x1 x2 x3 x4
(kg kg−1) (kg kg−1) (kg kg−1) (kg kg−1)1 0,9664 ± 0,0005 0,5107 ± 0,0028 0,9874 ± 0,0002 0,5038 ± 0,00232 0,9604 ± 0,0005 0,5240 ± 0,0026 0,9877 ± 0,0002 0,5098 ± 0,00233 0,9650 ± 0,0005 0,5300 ± 0,0027 0,9887 ± 0,0002 0,5159 ± 0,00244 0,9664 ± 0,0005 0,5366 ± 0,0026 0,9890 ± 0,0002 0,5206 ± 0,00245 0,9695 ± 0,0004 0,5390 ± 0,0026 0,9897 ± 0,0002 0,5227 ± 0,00246 0,9705 ± 0,0004 0,5410 ± 0,0027 0,9903 ± 0,0002 0,5265 ± 0,00257 0,9709 ± 0,0004 0,5218 ± 0,0028 0,9888 ± 0,0002 0,5113 ± 0,00248 0,9685 ± 0,0004 0,5187 ± 0,0027 0,9881 ± 0,0002 0,5100 ± 0,00239 0,9382 ± 0,0008 0,4903 ± 0,0027 0,9806 ± 0,0003 0,4633 ± 0,002210 0,9427 ± 0,0007 0,5061 ± 0,0026 0,9825 ± 0,0003 0,4797 ± 0,002111 0,9416 ± 0,0007 0,4685 ± 0,0028 0,9782 ± 0,0003 0,4540 ± 0,002112 0,9401 ± 0,0007 0,4755 ± 0,0028 0,9782 ± 0,0003 0,4547 ± 0,002113 0,9376 ± 0,0008 0,4846 ± 0,0028 0,9798 ± 0,0003 0,4608 ± 0,002214 0,9345 ± 0,0009 0,4937 ± 0,0027 0,9810 ± 0,0003 0,4627 ± 0,002315 0,9351 ± 0,0008 0,4890 ± 0,0027 0,9807 ± 0,0003 0,4623 ± 0,002216 0,9527 ± 0,0006 0,4955 ± 0,0027 0,9817 ± 0,0002 0,4792 ± 0,002017 0,9446 ± 0,0007 0,4821 ± 0,0028 0,9796 ± 0,0003 0,4585 ± 0,002118 0,9495 ± 0,0007 0,4867 ± 0,0028 0,9824 ± 0,0003 0,4653 ± 0,002319 0,9576 ± 0,0006 0,4879 ± 0,0029 0,9841 ± 0,0003 0,4713 ± 0,002420 0,9623 ± 0,0005 0,4834 ± 0,0029 0,9836 ± 0,0003 0,4736 ± 0,002221 0,9600 ± 0,0005 0,4908 ± 0,0028 0,9834 ± 0,0002 0,4796 ± 0,002222 0,9686 ± 0,0004 0,5126 ± 0,0028 0,9872 ± 0,0002 0,5015 ± 0,002323 0,9688 ± 0,0004 0,5131 ± 0,0028 0,9872 ± 0,0002 0,5018 ± 0,002324 0,9670 ± 0,0005 0,5155 ± 0,0027 0,9875 ± 0,0002 0,5024 ± 0,002325 0,9621 ± 0,0005 0,5026 ± 0,0028 0,9855 ± 0,0002 0,4855 ± 0,002326 0,9543 ± 0,0006 0,5140 ± 0,0026 0,9847 ± 0,0002 0,4908 ± 0,002227 0,9593 ± 0,0005 0,5022 ± 0,0027 0,9838 ± 0,0002 0,4889 ± 0,0021
Tabela B-2: Fracções de amoníaco obtidos nas entradas e saídas da coluna de pulverização.
B-3

Anexo C
Caudais e fracções de amoníaco registadas nas entradas e saídas da coluna de enchimento
para os pontos experimentais em que a solução rica se encontra no estado saturado na
entrada da coluna.
C-1

Medida m1 m2 m3 m4
(kg s−1) (kg s−1) (kg s−1) (kg s−1)1 2,68E-03 ± 1,4E-04 1,494E-02 ± 5E-05 3,1E-03 ± 6E-05 1,447E-02 ± 1,24E-042 2,68E-03 ± 1,4E-04 1,622E-02 ± 6E-05 3,0E-03 ± 7E-05 1,594E-02 ± 1,33E-043 2,57E-03 ± 1,4E-04 1,542E-02 ± 5E-05 3,0E-03 ± 6E-05 1,504E-02 ± 1,27E-044 2,36E-03 ± 1,3E-04 1,352E-02 ± 5E-05 2,7E-03 ± 6E-05 1,319E-02 ± 1,15E-045 2,36E-03 ± 1,3E-04 1,342E-02 ± 5E-05 2,6E-03 ± 6E-05 1,317E-02 ± 1,15E-046 2,37E-03 ± 1,3E-04 1,445E-02 ± 5E-05 2,8E-03 ± 6E-05 1,406E-02 ± 1,18E-047 3,17E-03 ± 1,5E-04 1,669E-02 ± 6E-05 3,7E-03 ± 7E-05 1,612E-02 ± 1,33E-048 2,73E-03 ± 1,5E-04 1,685E-02 ± 6E-05 3,1E-03 ± 7E-05 1,649E-02 ± 1,37E-049 2,46E-03 ± 1,4E-04 1,558E-02 ± 5E-05 2,8E-03 ± 6E-05 1,526E-02 ± 1,28E-0410 2,53E-03 ± 1,4E-04 1,555E-02 ± 5E-05 2,9E-03 ± 6E-05 1,517E-02 ± 1,29E-0411 2,57E-03 ± 1,3E-04 1,380E-02 ± 5E-05 3,1E-03 ± 6E-05 1,330E-02 ± 1,14E-0412 2,58E-03 ± 1,3E-04 1,370E-02 ± 5E-05 3,0E-03 ± 6E-05 1,329E-02 ± 1,14E-0413 2,67E-03 ± 1,3E-04 1,380E-02 ± 5E-05 3,1E-03 ± 6E-05 1,334E-02 ± 1,15E-0414 2,52E-03 ± 1,3E-04 1,352E-02 ± 5E-05 3,0E-03 ± 5E-05 1,303E-02 ± 1,13E-0415 2,68E-03 ± 1,3E-04 1,490E-02 ± 5E-05 3,1E-03 ± 6E-05 1,449E-02 ± 1,21E-0416 2,76E-03 ± 1,4E-04 1,469E-02 ± 5E-05 3,2E-03 ± 6E-05 1,424E-02 ± 1,30E-0417 2,84E-03 ± 1,5E-04 1,561E-02 ± 5E-05 3,3E-03 ± 6E-05 1,512E-02 ± 1,36E-0418 2,47E-03 ± 1,4E-04 1,586E-02 ± 5E-05 2,8E-03 ± 7E-05 1,556E-02 ± 1,34E-0419 2,31E-03 ± 1,4E-04 1,549E-02 ± 5E-05 2,6E-03 ± 6E-05 1,524E-02 ± 1,34E-0420 2,28E-03 ± 1,4E-04 1,489E-02 ± 5E-05 2,5E-03 ± 6E-05 1,462E-02 ± 1,30E-0421 2,12E-03 ± 1,4E-04 1,504E-02 ± 5E-05 2,4E-03 ± 6E-05 1,480E-02 ± 1,29E-0422 2,58E-03 ± 1,3E-04 1,398E-02 ± 5E-05 3,2E-03 ± 6E-05 1,340E-02 ± 1,17E-0423 2,54E-03 ± 1,3E-04 1,412E-02 ± 5E-05 3,0E-03 ± 6E-05 1,362E-02 ± 1,18E-0424 2,27E-03 ± 1,3E-04 1,353E-02 ± 5E-05 2,6E-03 ± 6E-05 1,322E-02 ± 1,13E-0425 2,29E-03 ± 1,2E-04 1,338E-02 ± 5E-05 2,7E-03 ± 5E-05 1,297E-02 ± 1,12E-0426 2,31E-03 ± 1,3E-04 1,347E-02 ± 5E-05 2,8E-03 ± 5E-05 1,301E-02 ± 1,13E-0427 2,84E-03 ± 1,4E-04 1,724E-02 ± 6E-05 3,4E-03 ± 7E-05 1,666E-02 ± 1,32E-04
Tabela C-1: Caudais obtidos nas entradas e saídas da coluna de enchimento.
C-2

Medida x1 x2 x3 x4
(kg kg−1) (kg kg−1) (kg kg−1) (kg kg−1)1 0,9579 ± 0,0005 0,5118 ± 0,0027 0,9880 ± 0,0002 0,4909 ± 0,00222 0,9634 ± 0,0004 0,5125 ± 0,0027 0,9875 ± 0,0002 0,5001 ± 0,00213 0,9628 ± 0,0005 0,5155 ± 0,0027 0,9876 ± 0,0002 0,4993 ± 0,00214 0,9600 ± 0,0005 0,5137 ± 0,0027 0,9875 ± 0,0002 0,4971 ± 0,00215 0,9615 ± 0,0005 0,5165 ± 0,0026 0,9878 ± 0,0002 0,5029 ± 0,00216 0,9581 ± 0,0005 0,5061 ± 0,0027 0,9860 ± 0,0002 0,4880 ± 0,00217 0,9506 ± 0,0006 0,5169 ± 0,0026 0,9865 ± 0,0002 0,4933 ± 0,00208 0,9647 ± 0,0004 0,5120 ± 0,0027 0,9878 ± 0,0002 0,4977 ± 0,00229 0,9657 ± 0,0004 0,5126 ± 0,0027 0,9876 ± 0,0002 0,4990 ± 0,002210 0,9662 ± 0,0004 0,5169 ± 0,0027 0,9884 ± 0,0002 0,5013 ± 0,002211 0,9474 ± 0,0006 0,5079 ± 0,0026 0,9857 ± 0,0002 0,4827 ± 0,002012 0,9489 ± 0,0006 0,5081 ± 0,0026 0,9862 ± 0,0002 0,4860 ± 0,002013 0,9477 ± 0,0006 0,5109 ± 0,0026 0,9867 ± 0,0002 0,4865 ± 0,002114 0,9474 ± 0,0006 0,5071 ± 0,0026 0,9860 ± 0,0002 0,4818 ± 0,002115 0,9505 ± 0,0006 0,5052 ± 0,0026 0,9856 ± 0,0002 0,4851 ± 0,002016 0,9655 ± 0,0006 0,5192 ± 0,0028 0,9912 ± 0,0002 0,4994 ± 0,002717 0,9669 ± 0,0005 0,5217 ± 0,0028 0,9910 ± 0,0002 0,5018 ± 0,002618 0,9691 ± 0,0005 0,5053 ± 0,0029 0,9893 ± 0,0002 0,4929 ± 0,002519 0,9735 ± 0,0004 0,5106 ± 0,0029 0,9902 ± 0,0002 0,5002 ± 0,002520 0,9738 ± 0,0004 0,5142 ± 0,0029 0,9905 ± 0,0002 0,5028 ± 0,002621 0,9736 ± 0,0004 0,5048 ± 0,0029 0,9896 ± 0,0002 0,4947 ± 0,002522 0,9549 ± 0,0006 0,5189 ± 0,0026 0,9877 ± 0,0002 0,4922 ± 0,002223 0,9563 ± 0,0005 0,5171 ± 0,0026 0,9874 ± 0,0002 0,4939 ± 0,002124 0,9569 ± 0,0005 0,5049 ± 0,0027 0,9858 ± 0,0002 0,4887 ± 0,002025 0,9562 ± 0,0005 0,5094 ± 0,0026 0,9861 ± 0,0002 0,4892 ± 0,002026 0,9564 ± 0,0005 0,5132 ± 0,0026 0,9864 ± 0,0002 0,4912 ± 0,002127 0,9446 ± 0,0006 0,4885 ± 0,0027 0,9825 ± 0,0002 0,4649 ± 0,0020
Tabela C-2: Fracções de amoníaco obtidos nas entradas e saídas da coluna de enchimento.
C-3





























