Embed Size (px)
Citation preview
IX Encontro de Iniciação Científica do LFS, 24 julho de 2008.
1
Ensaio tribológico em engrenagens de ferro fundido nodular austemperado e aço baixa liga 8620 cementado utiliz ando
equipamento Fzg-Lasc
F. Koda, C.H. Silva
Laboratório de Superfícies e Contato, Universidade Tecnológica Federal do Paraná. E-mail para contato: [email protected]
Resumo Este trabalho tem como principal objetivo a comparação, quanto a resistência ao desgaste, de engrenagens cilíndricas de dentes retos de dois materiais, ferro nodular austemperado (FNA) e aço AISI 8620 cementado e temperado, utilizando a máquina de ensaio FZG-LASX que é um equipamento para engrenagens de engrenagens cilíndricas de dentes retos com circuito de potência fechado. Os ensaios de desgaste foram realizados em dois estágios de carga135 N.m (K7) e 302 N.m (K9). Após a realização dos ensaios, foi possível verificar que: (1) a área de dano superficial nos flancos devido ao fenômeno de pitting foi menor nas engrenagens de aço em relação ás ferro nodular austemperado; (2) abaixo da superfície dos flancos das engrenagens de ferro fundido nodular constatou-se a presença de trincas, cuja profundidade está na região onde ocorre a máxima tensão cisalhante para contato com atrito. Palavras-chave: FZG, ferro nodular austemperado, aço AISI 8620 cementado, pitting,
engrenagem. Abstract Abstract. This work has main objective the comparison, related to the resistance to the wear, between spur gears made of carburized and quenched AISI 8620 alloy steel and austempered ductile iron (ADI), using the FZG-LASC test machine that is back-to-back spur gear equipment with a closed power circuit. The wear experiments had been done in two stages of load: 135 N.m (K7) and 302 N.m (K9). After the accomplishment of the experiments, it was possible to verify that: (1) the flanks damaged surface area due to the phenomenon of pitting was smaller in the steel gears when compared to austempered ductile iron gears. (2) The presence of cracks was evidenced under the surface of the ADI gears flanks, whose depth is in the region of maximum contact shear stress with attrition. Keywords: FZG, austempered ductile iron, carburized AISI 8620 low-alloy steel, pitting, gear.
1. INTRODUÇÃO
No estudo das características tribológicas de um dado sistema mecânico, é
comum nos depararmos com a seguinte indagação: Que tipo de ensaio de desgaste deve-se realizar para conseguir uma informação que seja representativa do sistema, mas que também satisfaça as limitações de tempo, recursos e análises? Parte desta resposta está na escolha entre os ensaios de campo, os ensaios laboratoriais e a modelagem matemática (Hutchings, 1992). Do ponto de vista da simulação dos eventos característicos de desgaste em engrenagens, pitting e spalling (ASM, 1990),

IX Encontro de Iniciação Científica do LFS, 24 julho de 2008.
2
o Laboratório de Superfícies e Contato (LASC-UTFPR) optou por obter informações de desempenho destes componentes através de ensaios laboratoriais acelerados.
A literatura (Magalhães et al., 2000; Aslantas et al., 2004) especializada no estudo de fadiga de contato em engrenagens mostra uma grande vantagem na utilização de um equipamento de ensaio baseado no princípio da recirculação de potência (power recirculation rig). Uma das principais características deste equipamento é a possibilidade de simular as condições de trabalho em campo, principalmente, os movimentos relativos de rolamento e deslizamento (Besson, 2002), ver Figura 1. Este equipamento foi inicialmente desenvolvido no instituto de estudo de elementos de máquinas da Universidade Técnica de Munique (Forschungsstelle für Zahnräder und Getriebebau) e é mundialmente conhecido como FZG. O equipamento desenvolvido pelo LASC (Santos et al., 2006) também segue o mesmo princípio de funcionamento sendo, portanto, denominado de FZG-LASC.
Figura 1. Direções de engrenamento em engrenagens cilíndricas de dentes retos. (a)
início de engrenamento, (b) fim de engrenamento (Besson, 2002).
No contato de dentes de engrenagens, o movimento de rolamento (R) é frequentemente acompanhado por deslizamento (D). No início do contato entre os dentes das engrenagens ocorre um misto de deslizamento e rolamento. Quando a linha de ação atinge o diâmetro primitivo, passa a ocorrer somente rolamento puro. Passando por esse ponto o deslizamento volta a ocorrer, atingindo o máximo no momento de separação dos dentes das engrenagens. Os símbolos positivo e negativo mostram quando o sentido dos movimentos de rolamento e deslizamento são: o mesmo (positivo) ou contrários (negativo).
Comumente, os ensaios tribológicos que utilizam a máquina FZG seguem normas específicas e necessita de uma rígida caracterização dos corpos-de-prova. Em geral, os equipamentos FZG prevêem a aplicação de 13 níveis de carregamento e diversos níveis de velocidade e de temperatura do óleo lubrificante. Normalmente a seqüência de etapas prevê uma primeira referente ao amaciamento das superfícies dos flancos das engrenagens (que será denominada de período de runninig-in) e as demais etapas são aquelas para regime permanente de desgaste (denominada neste trabalho de etapa de pitting).
Este trabalho objetiva caracterizar esta diferença de resistência ao pitting, comparando engrenagens em aço 8620, cementado, com engrenagens de uma

IX Encontro de Iniciação Científica do LFS, 24 julho de 2008.
3
classe de FNA (classe 4 - ASTM 897). Esta comparação servirá de base para estudos posteriores, onde serão alteradas as condições do tratamento de austêmpera e serão efetuados tratamentos superficiais. 2. MATERIAIS E MÉTODOS 2.1. METODOLOGIA DE ENSAIO
Para a realização dos ensaios de desgaste em engrenagens, foi utilizado o
tribômetro FZG-LASC, o qual foi projetado e fabricado com sinergia das equipes do LASC, da Fundição Tupy e da Wiser & Pichler Ltda. Nestes ensaios foram observados os procedimentos padronizados pelo instituto FZG (FZG, 1992) para a ocorrência de pitting, onde basicamente são aplicados dois níveis de carga e utilizadas engrenagens com perfil modificado. O ensaio pode ser dividido em duas etapas: a primeira refere-se ao período de amaciamento (running-in) e a segunda às condições de ensaio para a ocorrência do fenômeno de pitting (steady-stade).
Para uma melhor compreensão do método empregado, a Figura 2 (a) mostra como é aplicado o torque do ensaio e um desenho esquemático detalhado do equipamento FZG-LASC está apresentado na Figura 2 (b), o qual mostra um esquema da máquina (em vista superior) e alguns de seus acessórios.
(a)
(b)
Figura 2. (a) Foto de aplicação de torque na máquina, (b) Desenho esquemático da máquina FZG-LASC.
Para ajustar a velocidade de trabalho nos dois eixos, é necessário verificar a
relação de transmissão, pois o eixo 1 (Figura 2 (b)) deverá girar á 1450 rpm. Desta forma, a rotação do motor elétrico durante os ensaios será de 967 rpm. A Figura 3 mostra o fluxograma da metodologia de ensaio empregada, além das análises para caracterização das superfícies dos flancos dos dentes, realizadas após cada etapa de ensaio.

IX Encontro de Iniciação Científica do LFS, 24 julho de 2008.
4
O óleo lubrificante utilizado foi o ISO VG 100, o qual é especialmente recomendado para uso em equipamentos tipo redutores, onde a demulsibilidade não seja um fator crítico.
Figura 3. Metodologia de ensaio e análises para caracterização das superfícies dos dentes.
2.2. CARACTERIZAÇÃO DOS CORPOS-DE-PROVA
As propriedades mecânicas dos materiais utilizados neste trabalho estão apresentadas na Tabela 1.
Tabela 1. Propriedades mecânicas dos materiais ensaiados (Matweb, 2008).
Propriedade FNA AISI 8620
Tensão de escoamento - MPa 1240 1035 Alongamento até ruptura - % 5% 12 Módulo de Elasticidade - GPa 156 205 Coeficiente de Poisson 0,25 0,29
Neste trabalho será apresentada a caracterização dos pinhões, devido a estes
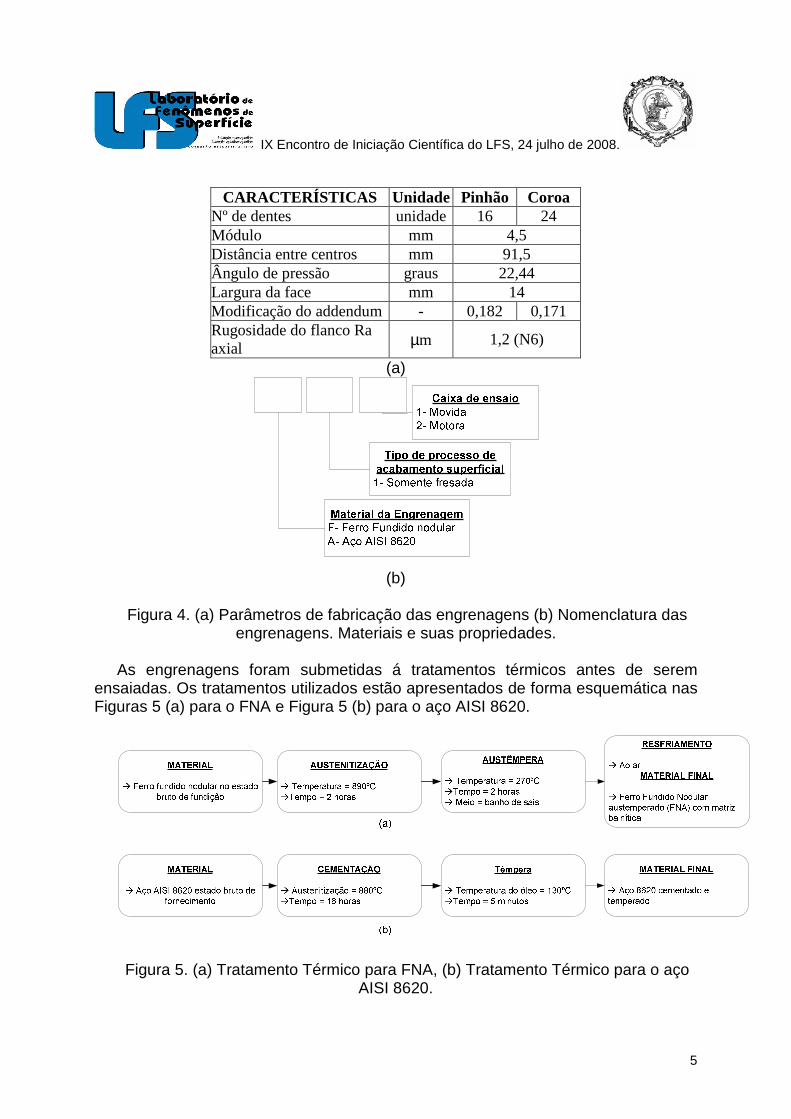
passarem por um maior número de ciclos de carregamento e por conseqüência há danos mais acentuados. Nestas engrenagens foram realizadas: medições de dureza de Brinell, fotografia dos flancos dos dentes utilizando estereoscópio e medições de rugosidade. A Figura 4 (a) mostra os principais parâmetros de fabricação das engrenagens.
A Figura 4 (b) apresenta um esquema de nomenclatura dos corpos-de-prova em função da posição das engrenagens nas caixas da máquina, do nível de acabamento superficial e tipo de material utilizado na fabricação. Por exemplo: a engrenagem F11 é fabricada em ferro fundido, passou somente pelo processo de fresamento e foi montada na caixa movida, na posição oposta ao motor elétrico.
IX Encontro de Iniciação Científica do LFS, 24 julho de 2008.
5
(a)
(b)
CARACTERÍSTICAS Unidade Pinhão Coroa Nº de dentes unidade 16 24 Módulo mm 4,5 Distância entre centros mm 91,5 Ângulo de pressão graus 22,44 Largura da face mm 14 Modificação do addendum - 0,182 0,171 Rugosidade do flanco Ra axial µm 1,2 (N6)
Figura 4. (a) Parâmetros de fabricação das engrenagens (b) Nomenclatura das
engrenagens. Materiais e suas propriedades.
As engrenagens foram submetidas á tratamentos térmicos antes de serem ensaiadas. Os tratamentos utilizados estão apresentados de forma esquemática nas Figuras 5 (a) para o FNA e Figura 5 (b) para o aço AISI 8620.
Figura 5. (a) Tratamento Térmico para FNA, (b) Tratamento Térmico para o aço
AISI 8620.

IX Encontro de Iniciação Científica do LFS, 24 julho de 2008.
6
Como caracterizações das propriedades mecânicas, foram realizadas medições de dureza do núcleo e da superfície dos flancos das engrenagens. Devido á diferença na dureza do núcleo dos dois materiais, optou-se por usar a dureza Brinell para FNA e Rockwell-C para o aço AISI 8620. Os parâmetros destas medições bem como resultados estão apresentados na Tabela 2.
Tabela 2. Parâmetros e resultados das medições de dureza.
Ensaio Rockwell superficial
Rockwell C Brinell
Equipamento Emco Wilson WPM Carga 30 N 150 Kg/f. 187,5 kgf Penetrador Cônico de diamante
120o Cônico de diamante
120o Esférico de diâmetro
2,5 mm Número de medições 3 6 6 AISI 8620 75,72 ± 2,04 43,00 ± 2,52 (402) * FNA 63,08± 2,48 (45) * 424,36± 11,20 ()* Valores convertidos a partir de outra escala de dureza
A Figura 6 (a) apresenta a caracterização microestrutural do FFNA sem ataque, obtida na região do núcleo do dente. O diâmetro máximo e mínimo dos nódulos de grafita são, respectivamente, de 25,0 µm e de 18,01 µm. Pode-se com isto considerar razoavelmente uniformidade a distribuição do tamanho dos nódulos da superfície para o núcleo do dente. As grafitas apresentam forma VI e 95% nodulares. Nota-se na Figura 6 (b) a microestrutura composta de bainita inferior, austenita retida e alguma martensita.
(a) (b)
Figura 6. Ferro Nodular Austemperado (a) sem ataque, (b) com ataque.

IX Encontro de Iniciação Científica do LFS, 24 julho de 2008.
7
A Figura 7 (a) mostra a camada cementada do aço AISI 8620. A espessura média é de 1,24 ± 0,14 mm. A Figura 7 (b) mostra que o aço 8620 possui uma microestrutura de martensíta com alguma perlita.
(a) (b)
Figura 7. Aço AISI 8620 (a) espessura da camada cementada, (b) microestrutura martensítica com alguma perlita.
2.2.1. Fotos da superfície dos flancos em contato
Para o cálculo da área afetada pelo mecanismo de desgaste tipo pitting foram
tiradas fotos dos flancos das engrenagens antes e após os ensaios de desgaste. A porcentagem da área afetada é calculada com o uso de um software analisador de imagens, fazendo comparações entre o estado da superfície, antes e após cada etapa dos ensaios.
2.2.2. Tensões no contato
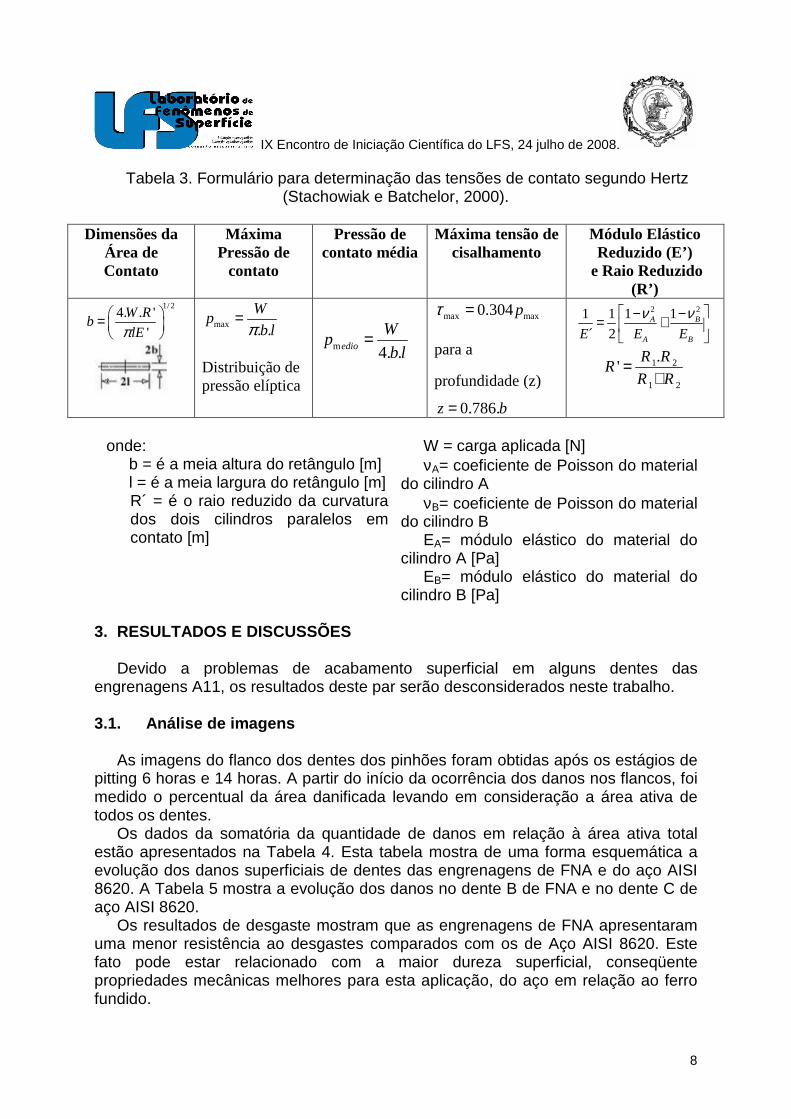
Segundo Stachowiak e Bachelor (2000) as tensões no contato entre os flancos
de engrenagens podem ser calculadas mediante uma simplificação quando à sua geometria. Estes pesquisadores mostram que as tensões desenvolvidas no contato entre dois cilindros são equivalentes àquelas obtidas com engrenagens. A Tabela 3 apresenta um resumo das equações utilizadas para determinar os valores da pressão de contato e a máxima tensão cisalhante.
IX Encontro de Iniciação Científica do LFS, 24 julho de 2008.
8
Tabela 3. Formulário para determinação das tensões de contato segundo Hertz (Stachowiak e Batchelor, 2000).
Dimensões da
Área de Contato
Máxima Pressão de
contato
Pressão de contato média
Máxima tensão de cisalhamento
Módulo Elástico Reduzido (E’)
e Raio Reduzido (R’)
1/ 24. . '
'
W Rb
lEπ =
max . .
Wp
b lπ=
Distribuição de pressão elíptica
m 4. .edio
Wp
b l=
max max0.304
. . .
p
para a profundidade de
τ =
para a
profundidade (z)
0.786.z b=
2 21 11 1
´ 2A B
A BE E E
ν ν − −= +
1 2
1 2
.'
R RR
R R=
+
onde:
b = é a meia altura do retângulo [m] l = é a meia largura do retângulo [m] R´ = é o raio reduzido da curvatura dos dois cilindros paralelos em contato [m]
W = carga aplicada [N] νA= coeficiente de Poisson do material
do cilindro A νB= coeficiente de Poisson do material
do cilindro B EA= módulo elástico do material do
cilindro A [Pa] EB= módulo elástico do material do
cilindro B [Pa] 3. RESULTADOS E DISCUSSÕES
Devido a problemas de acabamento superficial em alguns dentes das engrenagens A11, os resultados deste par serão desconsiderados neste trabalho. 3.1. Análise de imagens
As imagens do flanco dos dentes dos pinhões foram obtidas após os estágios de pitting 6 horas e 14 horas. A partir do início da ocorrência dos danos nos flancos, foi medido o percentual da área danificada levando em consideração a área ativa de todos os dentes.
Os dados da somatória da quantidade de danos em relação à área ativa total estão apresentados na Tabela 4. Esta tabela mostra de uma forma esquemática a evolução dos danos superficiais de dentes das engrenagens de FNA e do aço AISI 8620. A Tabela 5 mostra a evolução dos danos no dente B de FNA e no dente C de aço AISI 8620.
Os resultados de desgaste mostram que as engrenagens de FNA apresentaram uma menor resistência ao desgastes comparados com os de Aço AISI 8620. Este fato pode estar relacionado com a maior dureza superficial, conseqüente propriedades mecânicas melhores para esta aplicação, do aço em relação ao ferro fundido.

IX Encontro de Iniciação Científica do LFS, 24 julho de 2008.
9
Tabela 4. Percentual de área danificada em relação a somatória de todas as
áreas ativas dos flancos.
Material Running [ %]
1ª etapa – pitting [%]
2ª Etapa - pitting [%]
FFNA F11 Nula 5,32 15,44 FFNA F12 Nula 2,73 7,32 AÇO A12 Nula Nula 0,29
Tabela 5. Quantificação da área danificada em relação à somatória de todas as
áreas ativas do flanco.
Os mecanismos de dano devido á fadiga de contato em engrenagens são,
basicamente, o pitting e o spalling. Ambos os mecanismos estão relacionados á propagação de trincas superficiais. Acredita-se que as trincas deverão ter a sua nucleação próxima ao ponto da ocorrência da máxima tensão cisalhante.

IX Encontro de Iniciação Científica do LFS, 24 julho de 2008.
10
As Figuras 8 e 9 mostram os resultados das análises micrográficas. Observando a Figura 8 (a) verifica-se que no FNA, existem muitas trincas abaixo da superfície, e que estas trincas originam-se na matriz em torno dos nódulos de grafita, e que crescem conectando nódulos, independente da morfologia da matriz. O crescimento destas trincas tende a ocorrer paralelamente à superfície da engrenagem, até que a trinca retorna à superfície, destacando-se então uma porção de material da engrenagem, como sugere a Figura 8 (b). Na engrenagem de aço 8620 (Figura 8 (c)) verifica-se um menor número de trincas; neste caso as trincas originam-se na superfície, crescendo com grande ramificação para dentro da engrenagem, com ângulo de 30 a 45º com relação à superfície, e restringem-se à camada cementada; o retorno da trinca à superfície ocorre com menor tamanho de trinca (Figura 8 (d)), e, portanto, com menor remoção de material do que no FNA.
(a) (b) (c) (d)
Figura 8. Trincas subsuperficiais na região de pitting, em engrenagens de FNA (a, b) e de aço 8620 cementado (c, d).
A Figura 9 (a) apresenta uma micrografia da seção transversal de dente da
engrenagem de FNA a Figura 9 (b) mostra a região onde ocorreu perda de material por pitting. Nota-se a presença de trincas sub-superficiais, que estão conectadas aos nódulos de grafita, além disto pode-se verificar que estas trincas situam-se entre 135 e 78 µm da superfície.
(a)
(b)
Figura 9. (a) Seção transversal do dente de FNA (b) Trinca com profundidade
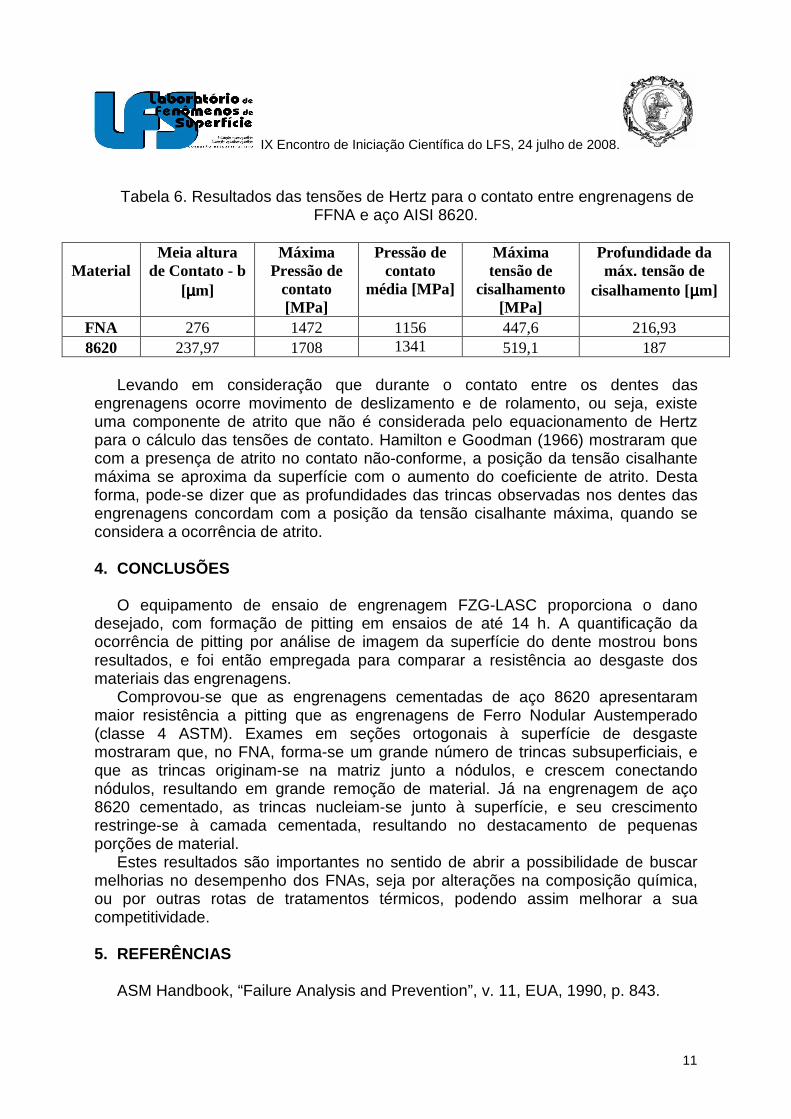
máxima de 135 µm da superfície na engrenagem F12 (FNA). A Tabela 6 apresenta os resultados das tensões de contato, além de apresentar
também a profundidade onde ocorre a máxima tensão cisalhante, local este que deveriam surgir às primeiras trincas sub-superficiais.
IX Encontro de Iniciação Científica do LFS, 24 julho de 2008.
11
Tabela 6. Resultados das tensões de Hertz para o contato entre engrenagens de
FFNA e aço AISI 8620.
Material
Meia altura de Contato - b
[µµµµm]
Máxima Pressão de
contato [MPa]
Pressão de contato
média [MPa]
Máxima tensão de
cisalhamento [MPa]
Profundidade da máx. tensão de
cisalhamento [µµµµm]
FNA 276 1472 1156 447,6 216,93 8620 237,97 1708
1341 519,1
187
Levando em consideração que durante o contato entre os dentes das
engrenagens ocorre movimento de deslizamento e de rolamento, ou seja, existe uma componente de atrito que não é considerada pelo equacionamento de Hertz para o cálculo das tensões de contato. Hamilton e Goodman (1966) mostraram que com a presença de atrito no contato não-conforme, a posição da tensão cisalhante máxima se aproxima da superfície com o aumento do coeficiente de atrito. Desta forma, pode-se dizer que as profundidades das trincas observadas nos dentes das engrenagens concordam com a posição da tensão cisalhante máxima, quando se considera a ocorrência de atrito. 4. CONCLUSÕES
O equipamento de ensaio de engrenagem FZG-LASC proporciona o dano desejado, com formação de pitting em ensaios de até 14 h. A quantificação da ocorrência de pitting por análise de imagem da superfície do dente mostrou bons resultados, e foi então empregada para comparar a resistência ao desgaste dos materiais das engrenagens.
Comprovou-se que as engrenagens cementadas de aço 8620 apresentaram maior resistência a pitting que as engrenagens de Ferro Nodular Austemperado (classe 4 ASTM). Exames em seções ortogonais à superfície de desgaste mostraram que, no FNA, forma-se um grande número de trincas subsuperficiais, e que as trincas originam-se na matriz junto a nódulos, e crescem conectando nódulos, resultando em grande remoção de material. Já na engrenagem de aço 8620 cementado, as trincas nucleiam-se junto à superfície, e seu crescimento restringe-se à camada cementada, resultando no destacamento de pequenas porções de material.
Estes resultados são importantes no sentido de abrir a possibilidade de buscar melhorias no desempenho dos FNAs, seja por alterações na composição química, ou por outras rotas de tratamentos térmicos, podendo assim melhorar a sua competitividade.
5. REFERÊNCIAS
ASM Handbook, “Failure Analysis and Prevention”, v. 11, EUA, 1990, p. 843.
IX Encontro de Iniciação Científica do LFS, 24 julho de 2008.
12
Aslantas, K., Tas¸getiren, S., “A study of spur gear pitting formation and life prediction”, Wear, v. 257, 2004, p. 1167–1175.
Besson, A. F. J-M, “Simplified modelization of gear micropitting”; Imeche, 2002. FZG, “Description of the pittingtest”. Institute for machine Elements – Gear Research
Center, 1992. Hamilton G.M. e Goodman L.E, “The stress field created by a circular sliding
contact”. J. Appl. Mech. v. 88, 1966, p. 371-376. Hutchings, I.M., “Tribology: friction and wear of engineering materials”, Edward
Arnold, Great Britain, 1992. Santos, Thiago M. C. A. dos; Koda, Fábio; Silva, Carlos H. da, “Desenvolvimento de
Equipamento para Estudo do Fenômeno de Fadiga de Contato Utilizando Sistemas Tribológicos com Engrenagens”. IX Seminário de Iniciação Científica e Tecnológica, Universidade Tecnológica Federal do Paraná – UTFPR, v. 1, 2006.
Magalhães, L., Seabra, J, Sá, C., “Experimental Observations of contact Fatigue Crack Mechanisms for Austempered Ductile Iron (ADI) discs”, Wear, v. 246, 2000, p. 134-148.
Matweb, Material Property Data. Disponível em: <http://www.matweb.com> - Acesso em: 15 fevereiro de 2008.





















![Раздел 3. Язык — политика — культураelar.uspu.ru/bitstream/uspu/8620/1/plin-2018-02-14.pdf · нин 2016: 50]. К подобным языковым](https://img.document.onl/doc/110x75/5f9a106156edbe600272d3b0/-3-a-a-foefelaruspurubitstreamuspu86201plin-2018-02-14pdf.jpg)