Embed Size (px)
Citation preview

1
Ensaios Não Destrutivos
EM-641
Ensaios Não DestrutivosDEFINIÇÃO:
• Realizados sobre peças semi-acabadas ou acabadas, não prejudicam nem interferem a futura utilização das mesmas (no todo ou em parte). Em outras palavras, seriam aqueles que não deixam vestígios de sua aplicação na peça de ensaio.
• Os ensaios não-destrutivos permitem a inspeção de uma peça antes de sua utilização inicial ou também inspeções contínuas ao longo da vida útil de uma determinada peça, apontando o momento exato de sua substituição antes mesmo de sua ruptura em serviço.

2
Ensaios Não Destrutivos
EM-641
Vantagens:
• ensaio realizado diretamente nos elementos a serem posteriormente utilizados;• podem ser realizados em todos os elementos constituintes de uma estrutura;• regiões críticas de uma mesma peça podem ser examinadas simultaneamente;• auxiliam a manutenção preventiva;• materiais e peças de altos custos de produção não são perdidos;• ensaios não-destrutivos, em geral, requerem pouca ou nenhuma preparação de amostras, podem ser portáteis e em geral mais baratos e mais rápidos que os ensaios destrutivos.

3
Ensaios Não Destrutivos
EM-641
Desvantagens:
• por envolverem avaliações indiretas de suas características, o comportamento em serviço da peça ensaiada pode não ser satisfatoriamente caracterizado; • são em geral qualitativos e poucas vezes quantitativos;• na interpretação das indicações dos ensaios são necessárias experiências prévias.

4
Ensaios Não Destrutivos
EM-641
Destacam-se :
- Visual;- Pressão e vazamento;- Radiografia com raios - X;- Radiografia com raios - γ;- Ultra-som; - Partículas Magnéticas;- Líquidos penetrantes; - Elétricos;- Eletro-magnéticos; e- Térmicos.

5
Ensaios Não Destrutivos
EM-641
Dentre os principais fatores para especificação do ensaio, podem ser citados:
• Tipo de material: características magnéticas, de massa específica (densidade), de composição;
• Processos de fabricação: fundição, forjamento, processo de revestimento, etc.;
• Geometria da peça: forma, dimensões, condições superficiais;
• Defeitos: superficiais, sub-superficiais, internos, localização e tamanho dos defeitos;
• Estágios em que aparece o defeito: elaboração da matéria prima, na fabricação e utilização.

6
Ensaios Não Destrutivos
EM-641
Custos:
• número de peças que serão inspecionadas;
• tamanho e o peso das mesmas;
• facilidades de manejo das peças no recinto da fábrica;
• sistemas de inspeção adotados (manuais ou mecânicos);
• sensibilidade do ensaio;
• percentagem de peças defeituosas "encontradas" pela aplicação do ensaio;
• grau de instrução dos operadores e inspetores.
7
Ensaios Não Destrutivos
EM-641
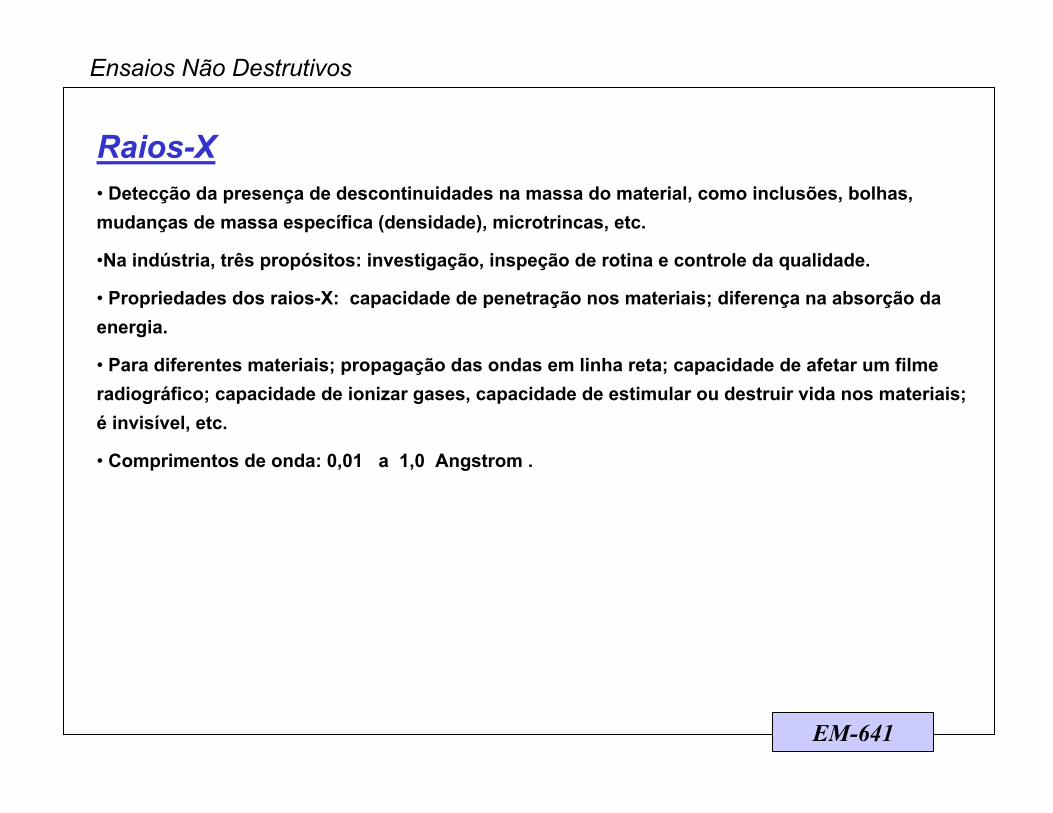
Raios-X• Detecção da presença de descontinuidades na massa do material, como inclusões, bolhas, mudanças de massa específica (densidade), microtrincas, etc.
•Na indústria, três propósitos: investigação, inspeção de rotina e controle da qualidade.
• Propriedades dos raios-X: capacidade de penetração nos materiais; diferença na absorção da energia.
• Para diferentes materiais; propagação das ondas em linha reta; capacidade de afetar um filme radiográfico; capacidade de ionizar gases, capacidade de estimular ou destruir vida nos materiais; é invisível, etc.
• Comprimentos de onda: 0,01 a 1,0 Angstrom .

8
Ensaios Não Destrutivos
EM-641
Menor comprimento de onda (λ)> penetração;
Capacidade de sensibilizar um filme fotográfico de emulsão;
Intensidade de emissão: I = I0 . e-µ.x
I0 = intensidade inicial do Raio-X; x = espessura do material absorvente;µ = coeficiente de absorção linear;I = intensidade emergente da radiação de raios-X;
Filme de absorção do feixe emergente: posições das falhas;
Dependendo da espessura do material, os raios podem ser absorvidos pela massa, não o atravessando;
Se o material apresentar qualquer descontinuidade (bolhas, impurezas, vazios, diferentes composições química), o feixe emergente apresentará intensidade variável.
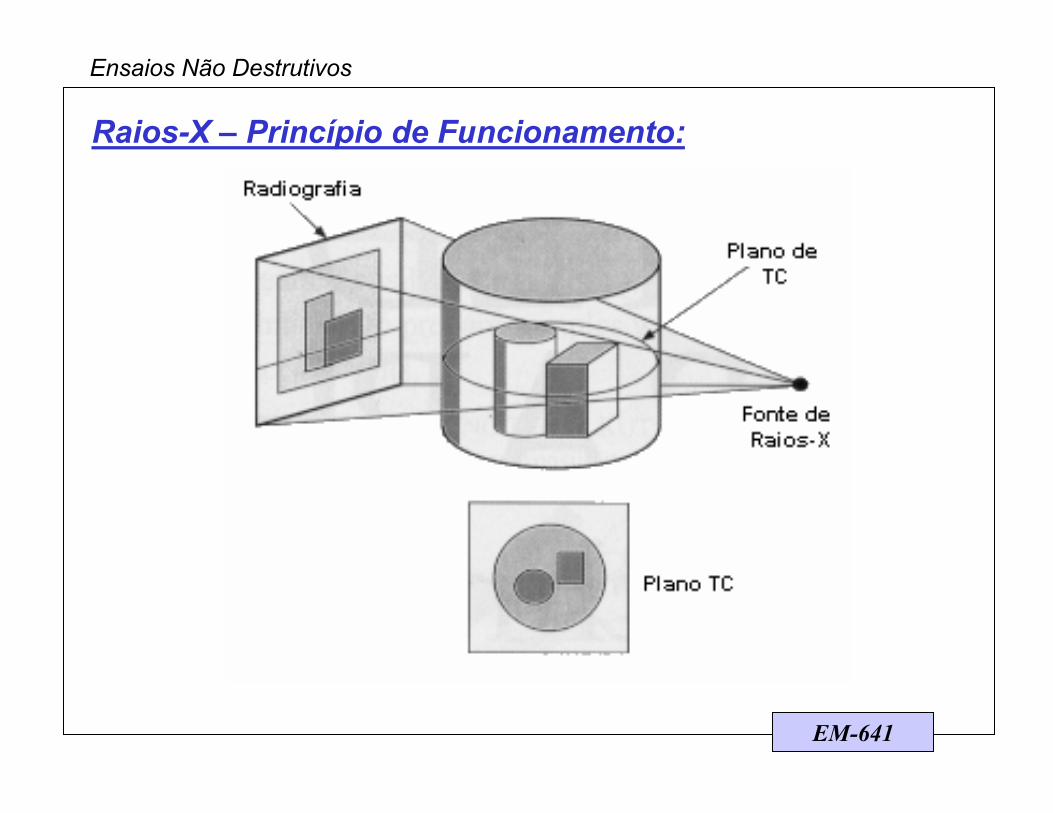
Raios-X – Princípio de Funcionamento:
9
Ensaios Não Destrutivos
EM-641
Raios-X – Princípio de Funcionamento:

10
Ensaios Não Destrutivos
EM-641
Raios-X – Aplicações:
Os raios-X são mais usados em radiografias na área aeronáutica, porém em alguns casos, a utilização dos raios gama é necessária.

11
Ensaios Não Destrutivos
EM-641
Raios-X – Aplicações:
- Aplicada na inspeção de fundidos, soldas e componentes montados em sistemas ou conjuntos;- Aplicada em vários metais: ferrosos e não ferrosos e materiais não metálicos, tais como cerâmicas e plásticos.

12
Ensaios Não Destrutivos
EM-641
Raios γ
• Radiações eletromagnéticas, idênticas ao raios-X, com comprimento de onda: 0,01 - 0,005 A;
• Lei de decaimento exponencial: N = N0 . e -λ’.t
N0 = número de átomos iniciais;λ’ = constante de decaimento radioativo; eN = número de átomos existentes na amostra após o tempo (t).
• Meia-Vida: tempo necessário para que o número de átomos de um material radioativo se reduza à metade.

13
Ensaios Não Destrutivos
EM-641
Vantagens do ensaio de raios γ em relação ao raios-X são:
1) o equipamento de raios gama, constituído pelo isótopo, envólucro protetor deste isótopo e alguns suportes, é relativamente pequeno, sendo de fácil transporte;
2) devido ao menor comprimento de onda dos raios gama, a penetração é maior, permitindo o ensaio de objetos de espessuras maiores;
3) o custo do equipamento é relativamente baixo;
4) o funcionamento do equipamento independe do suprimento de energia elétrica e de refrigeração;
5) esse ensaio permite maiores variações de espessura do objeto, sem perda de qualidade da imagem.
Desvantagens do ensaio de raios γ em relação ao raios-X são:
1) os isótopos geralmente emitem raios de menor intensidade, exigindo maior tempo de exposição;
2) algumas fontes radioativas têm meia-vida relativamente curta, requerendo freqüente substituição;
3) devido à constante emissão de radiação na utilização de isótopos radioativos, faz-se necessária proteção especial para o pessoal de operação.

14
Ensaios Não Destrutivos
EM-641
Ultra-som
A percussão de uma peça metálica por meio de um martelo e a observação do som gerado pela peça são técnicas utilizadas por inspetores de qualidade, com o objetivo de identificar possíveis falhas na peça.
A evolução da tecnologia trouxe a técnica da utilização das ondas ou impulsos ultra-sônicos como mais um método de ensaio não-destrutivo para detecção de defeitos superficiais ou internos.
Vibrações mecânicas de freqüência muito superior a audível são “vibrações ultra-sônicas “.
INFRASOM
SOM
ULTRA-SOM
20
250 6.000
20.000 Hz
AUDIOMETRIA

15
Ensaios Não Destrutivos
EM-641
Ultra-som – Princípio de Funcionamento:

16
Ensaios Não Destrutivos
EM-641
Dois métodos:lo) método de transparência, utilizando-se de vibrações constantes ultra-sônicas;
2o) método de reflexão, utilizando-se de pulsos ultra-sônicos. A escolha de um ou outro método depende do formato da peça e da natureza do tipo de defeito a ser detectado
As aplicações recomendáveis para cada método:- para o método de penetração: chapas e placas de metal, barras e perfis metálicos (através da seção transversal), peças pequenas, na localização da área do defeito, na determinação do tamanho do defeito, em ensaios contínuos e automatizados;-para o método de reflexão: barras e perfis metálicos (através do eixo longitudinal), peças grandes forjadas ou fundidas

17
Ensaios Não Destrutivos
EM-641
Tanto em um método como no outro, quanto maior a freqüência de vibração, menor é o tamanho do defeito possível de ser detectado (o menor tamanho detectável é aproximadamente um terço do comprimento de onda); por outro lado, quanto maior a freqüência, maior a absorção do sinal, principalmente para materiais mais elásticos, como borracha.
Para aços, as freqüências atingem até 10 MHz, enquanto para borracha é indicada freqüência de 100 kHz. No primeiro caso, é possível detectar falhas de até 1 µm e, no segundo, só maiores de 5 mm.

18
Ensaios Não Destrutivos
EM-641
A velocidade de propagação também está diretamente relacionada ao comprimento de onda e da freqüência da onda propagada, sendo definida como:
V = λ . fV = velocidade da onda [m/s];λ = comprimento de onda [m]; ef = freqüência da onda [Hz]. λ
λ
Direção de Propagação
A granulometria também consiste em um fator a ser analisado; principalmente na determinação da escolha da freqüência de trabalho utilizada no ensaio de ultra-som. freqüências utilizadas industrialmente são: 0,5; 1,0; 2,0; 4,0; 5,0 e 6,0 MHz.
0,5 a 1,0 MHz para os fundidos; 2 MHz para os forjados; 4 MHz para os laminados de ferro; 6 MHz para o alumínio trefilado.
19
Ensaios Não Destrutivos
EM-641
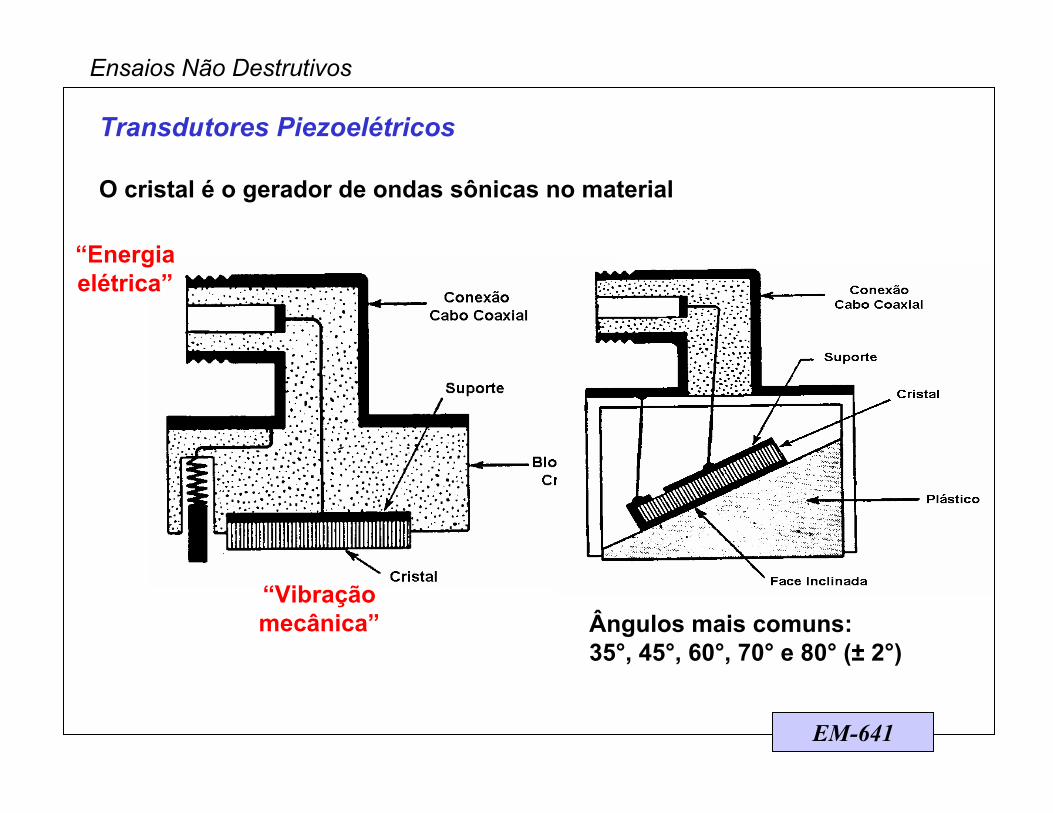
Transdutores Piezoelétricos
O cristal é o gerador de ondas sônicas no material
“Energiaelétrica”
“Vibraçãomecânica” Ângulos mais comuns:
35°, 45°, 60°, 70° e 80° (± 2°)

20
Ensaios Não Destrutivos
EM-641
+-Limalha
de Ferro
Condutor
Papelão
Partículas Magnéticas – Princípio de Funcionamento:
21
Ensaios Não Destrutivos
EM-641
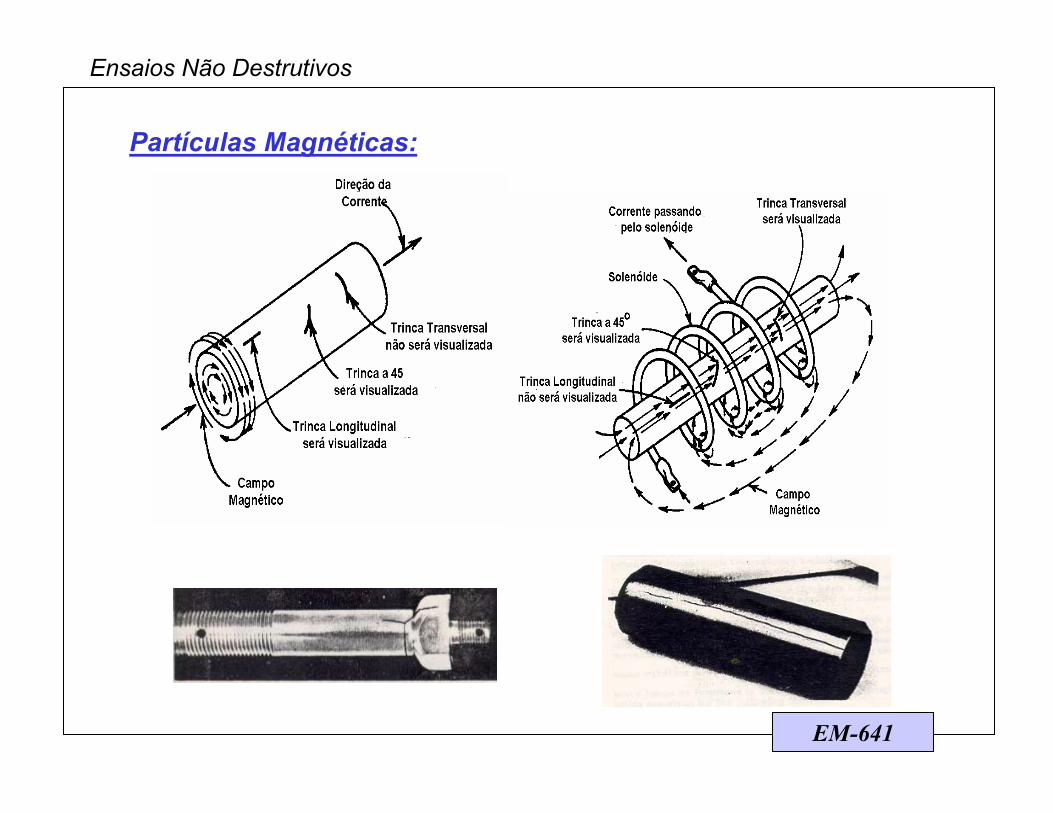
Partículas Magnéticas:

22
Ensaios Não Destrutivos
EM-641
Partículas Magnéticas – Aplicações:
Este ensaio é utilizado para detectar descontinuidades superficiais e subsuperficiais em materiais ferromagnéticos fundidos, forjados, soldados, laminados, extrudados, trefilados, usinados e etc.

23
Ensaios Não Destrutivos
EM-641
Partículas Magnéticas – Aplicações:

24
Ensaios Não Destrutivos
EM-641
Líquidos Penetrantes:
O objetivo do Ensaios por Líquido Penetrante é assegurar a confiabilidade do produto, por meio de:
a) Obtenção de uma imagem visual, que revela a descontinuidade na superfície da peça (mancha);
b) Revelação da natureza da descontinuidade sem danificar a peça;
c) Separação das peças aceitáveis das não aceitáveis segundo o critério estipulado.

25
Ensaios Não Destrutivos
EM-641
Líquidos Penetrantes – Princípio de Funcionamento(Capilaridade):

26
Ensaios Não Destrutivos
EM-641
Líquidos Penetrantes – Aplicações:
Pode ser aplicado em grande variedade de produtos metálicos e não metálicos, ferrosos e não ferrosos, sejam forjados, fundidos, cerâmicos de alta densidade e polímeros. Durante o processo de fabricação, ao final deste ou durante a manutenção, aqui para detectar as o surgimento das descontinuidades em serviço.