Embed Size (px)
Citation preview

UNIÃO PAN-AMERICANA DE ENSINO – UNIPAN UNIVERSIDADE BANDEIRANTE DE SÃO PAULO – UNIBAN
CRISTIANO DE ASSUMPÇÃO SANTOS
BASE DA POLTRONA DO OPERADOR DE COBRANÇA NOS ÔNIBUS URBANOS:
ERGONOMIA e PRODUÇÃO
CASCAVEL – PR 2010

CRISTIANO DE ASSUMPÇÃO SANTOS
ENGENHARIA DE PRODUÇÃO AGROINDUSTRIAL
BASE DA POLTRONA DO OPERADOR DE COBRANÇA NOS ÔNIBUS URBANOS:
ERGONOMIA e PRODUÇÃO
Trabalho de Conclusão do Curso de Engenharia de Produção Agroindustrial apresentado como requisito parcial para obtenção de grau de Bacharel. Orientador: Prof. Ms. Florian Schirmer
CASCAVEL - PR 2010

________________________________________________________ Santos, Cristiano de Assumpção Base da poltrona do operador de cobrança nos ônibus urbanos: ergonomia e produção / Cristiano de Assumpção Santos – Cascavel, 2010. 76 f.; 30 cm. Trabalho de Conclusão de Curso (Graduação) – União Pan-Americana de Ensino UNIPAN; Universidade Bandeirante de São Paulo UNIBAN; Curso de Engenharia de Produção Agroindustrial. Orientador: Prof. Ms. Florian Schirmer 1. Ônibus Urbano. 2. Posto de Cobrança. 3. Cobrador. 4. Ergonomia. 5. Padronização. 6. Santos, Cristiano de Assumpção. ________________________________________________________

Aos meus pais Gilvan e Rosangela, e aos
meus avós, que apesar de todas as
dificuldades e a distância sempre me
incentivaram a dar continuidade aos
meus estudos.
Aos meus sogros Itacir e Marilene, que
desde o início me acolheram como filho.
Eles me auxiliaram nesta difícil
caminhada e sempre acreditaram em
meu sucesso.
À minha linda e amada esposa,
Alessandra dou meu coração. Ela soube
ser paciente, ser carinhosa, atenciosa e
como ninguém, ajudou-me, a conquistar
esta vitória.
E por fim, ao amor da minha vida minha
linda filha Larissa, que no final desta
caminhada acadêmica veio para trazer-
me inspiração, alegria e carinho.
A todos vocês, a minha gratidão, desejo
saúde, paz e bênçãos de Deus.

Ao meu orientador, Prof. Ms. Florian
Schirmer, a quem agradeço imensamente
pela atenção, dedicação, excelente
orientação, na elaboração deste trabalho,
sem o qual não seria capaz de realizá-lo.
Ao Prof. Dr. Jorge Tamagi e Profa. Ms. Caroline Lima Zanatta, que em suas avaliações foram grandiosos, demonstraram apoio e entusiasmo com meu trabalho.
E a todas as demais pessoas, que
contribuíram de forma direta ou indireta
para que este trabalho fosse realizado,
muito obrigado!

RESUMO
SANTOS, Cristiano de Assumpção. Base da Poltrona do Operador de Cobrança nos Ônibus Urbanos: Ergonomia e Produção. 2010. 76 f. Trabalho de Conclusão de Curso (TCC) – Curso de Graduação em Engenharia de Produção Agroindustrial, União Pan-Americana de Ensino – UNIPAN, Universidade Bandeirante de São Paulo – UNIBAN, Cascavel, 2010.
Apresenta-se a necessidade que, as empresas encarroçadoras de ônibus urbanos
para o transporte coletivo, têm em atender as Normas Brasileiras
Regulamentadoras. E a necessidade cada vez maior de reduzir o tempo de
fabricação na busca da padronização de seus produtos, bem como, de atender o
mínimo de ergonomia para os seus usuários, em especial, no que diz respeito à
base para a poltrona do operador de cobrança dos ônibus. Está demonstrado que o
atual projeto da base para poltrona do operador de cobrança não atende as Normas
Regulamentadoras no seu tocante ergonomia, precisando-se de uma profunda
alteração em seu design tornando possível o atendimento as normas. O trabalho
apresenta que a empresa na qual ocorreu o estudo tem a sua disposição a
quantidade de quatorze diferentes projetos para executar a mesma função, o que
dificulta a sua fabricação. Uma vez que existe um gabarito de montagem para cada
projeto, e o tempo médio de troca destes gabaritos é de, aproximadamente, quinze
minutos, dificultando a fabricação devido a esta variabilidade dos layout’s dos
veículos. Além disso, os projetos atuais não atendem a Norma Regulamentadora no
quesito ergonomia, não havendo em sua base o apoio necessário para os pés. Com
os estudos realizados foi possível a alteração do projeto do posto de cobrança de
ônibus urbanos, respeitando, finalmente, a Norma Brasileira Regulamentadora,
criando uma base padrão que atende a todos os possíveis layout’s dos veículos
produzidos, eliminando a obrigação de troca de gabaritos, reduzindo, assim, o tempo
de fabricação da base para a poltrona do operador de cobrança.
Palavras-chave: Ônibus Urbano. Posto de Cobrança. Cobrador. Ergonomia.
Padronização.

ABSTRACT
SANTOS, Cristiano de Assumpção. Base da Poltrona do Operador de Cobrança nos Ônibus Urbanos: Ergonomia e Produção. 2010. 76 f. Trabalho de Conclusão de Curso (TCC) – Curso de Graduação em Engenharia de Produção Agroindustrial, União Pan-Americana de Ensino – UNIPAN, Universidade Bandeirante de São Paulo – UNIBAN, Cascavel, 2010.
Show the need that companies bodybuilding city bus for transportation of people
have in meeting the Law Brazilian Regulatory increasing need to reduce
manufacturing time to the pursuit of standardization of their products, as well as the
need to meet minimal ergonomics for its users, particularly as regards the basis for
the operator's seat for the collection of bus. It is demonstrated that the current design
basis for the operator's seat of recovery does not meet the Regulatory Norms on your
terms ergonomics, making requires a fundamental change in its design making
possible the attendance rules. The work also shows that the company where the
study took place has at its disposal the amount of fourteen different designs to
perform the same function, making it difficult to manufacture, since there is a
mounting template for each project, and the mean replacing these fixtures is
approximately fifteen minutes, making it difficult to manufacture due to the variability
of the vehicle's layout. Moreover, current designs do not meet Norm ergonomics in
the question, with no basis in their necessary support for the feet. With the studies it
was possible to change the design of the post recovery of urban buses, respecting,
finally, the Law Brazilian Regulatory, creating a standard base that meets all possible
layout's of vehicles produced, eliminating the need for replacing fixtures, thus
reducing manufacturing time from base to seat the operator billing.
Keywords: Urban Bus. Tour Collection. Taxman. Ergonomics. Standardization.

LISTA DE ILUSTRAÇÕES
Figura 1 – Ilustração dos tipos físicos básicos .............................................................. 21
Figura 2 – Ilustração do alcance das mãos no posto de trabalho ................................. 22
Figura 3 – Ilustração dos pontos de mensuração no posto de trabalho ........................ 23
Figura 4 – Ilustração demonstrando os problemas de dimensionamento de assentos 25
Figura 5 – Ilustração demonstrando dimensões da catraca registradora ...................... 27
Figura 6 – Ilustração demonstrando o desenvolvimento mecânico do posto de
trabalho ......................................................................................................................... 31
Figura 7 – Fotografia do posto de trabalho atual ........................................................... 37
Figura 8 – Fotografia do operador com 1,81m de altura ............................................... 38
Figura 9 – Fotografia do operador com 1,70m de altura ............................................... 39
Figura 10 – Ilustração demonstrando os pontos comuns dos projetos analisados ....... 40
Figura 11 – Ilustração demonstrando dimensões da poltrona do cobrador ................... 42
Figura 12 – Ilustração demonstrando boneco ergonômico no posto atual .................... 50
Figura 13 – Projeto com componentes do novo projeto ................................................ 52
Figura 14 – Projeto com dimensões gerais do novo projeto ......................................... 53
Figura 15 – Figura demonstrando ganho de área nos veículos .................................... 54
Figura 16 – Figura comparando o apoio para os pés do projeto novo com o antigo ..... 55
Figura 17 – Fotografia da nova proposta ...................................................................... 56
Figura 18 – Fotografia do operador com 1,81m de altura na base nova ....................... 57
Figura 19 – Fotografia do operador com 1,70m de altura na base nova ....................... 58
Figura 20 – Gráfico de tempos médios por célula de fabricação................................... 59
Figura 21 – Gráfico de tempos médios total de fabricação ........................................... 60

LISTA DE TABELAS
Tabela 1 – Tabela de medidas antropométricas estáticas ............................................ 20
Tabela 2 – Tabela de medidas antropométricas máximas e mínimas ........................... 22
Tabela 3 – Tabela demonstrando a distribuição normal de probabilidades .................. 35
Tabela 4 – Tabela do coeficiente para calcular o número de cronometragens ............. 35
Tabela 5 – Tabela com dimensões dos projetos atuais ................................................ 41
Tabela 6 – Tabela com tempos preliminares................................................................. 43
Tabela 7 – Tabela de amplitude e média da amostra ................................................... 43
Tabela 8 – Tabela de média de amostra ....................................................................... 44
Tabela 9 – Tabela com tempo de fabricação da célula A dos projetos atuais ............... 45
Tabela 10 – Tabela com tempo de fabricação da célula B dos projetos atuais ............. 46
Tabela 11 – Tabela com tempo de fabricação da célula C dos projetos atuais............. 46
Tabela 12 – Tabela com tempo de fabricação da célula D dos projetos atuais............. 47
Tabela 13 – Tabela com tempo de troca de gabaritos na célula B ................................ 47
Tabela 14 – Tabela comparativa das dimensões gerais do novo projeto e do antigo ... 53
Tabela 15 – Tabela com tempo de produção do projeto novo ...................................... 59

LISTA DE QUADROS
Quadro 1 – Demonstração da participação da ergonomia no desenvolvimento de
produtos ........................................................................................................................ 29
Quadro 2 – Quadro demonstrando as atividades para elaboração do projeto de um
posto de trabalho ........................................................................................................... 32
Quadro 3 – Quadro demonstrando as etapas do processo do projeto .......................... 34
Quadro 4 – Quadro demonstrando as etapas do processo de fabricação .................... 37
Quadro 5 – Quadro com códigos e descrição dos projetos atuais ................................ 39

LISTA DE ABREVEATURAS E SIGLAS
AET Análise Ergonômica do Trabalho
CJ Conjuntos
NBR Norma Brasileira Regulamentar
NR Norma Regulamentar
PDP Processo de Desenvolvimento de Produto

LISTA DE SÍMBOLOS
n Número de ciclos a serem cronometrados
z Coeficiente da distribuição normal padrão para uma
probabilidade determinada
R Amplitude da amostra
Er Erro relativo determinado
d2 Coeficiente em função do número de cronometragens
realizadas preliminarmente
x média da amostra

SUMÁRIO
1. INTRODUÇÃO ................................................................................................. 13
1.1. OBJETIVOS ..................................................................................................... 15
1.1.1. Objetivo Geral ................................................................................................... 15
1.1.2. Objetivos Específicos ....................................................................................... 15
2. FUNDAMENTAÇÃO TEÓRICA ....................................................................... 16
2.1. ERGONOMIA ................................................................................................... 16
2.1.1. Aplicação e análise da ergonomia no ambiente de trabalho ............................ 17
2.1.1.1. Análise ergonômica do trabalho ....................................................................... 18
2.1.1.2. Adaptação ergonômica de produtos ................................................................. 19
2.1.2. Variações das medidas .................................................................................... 19
2.1.2.1. Antropometria ................................................................................................... 21
2.1.2.2. O espaço de trabalho ....................................................................................... 23
2.2. DESENVOLVIMENTO DO PRODUTO ............................................................. 28
2.2.1. Projeto de produto ............................................................................................ 32
2.3. MÉTODOS DE ANÁLISE ................................................................................. 34
3. MATERIAL E MÉTODOS ................................................................................. 36
3.1. SOFTWARE E EQUIPAMENTOS .................................................................... 36
3.2. DEFINIÇÃO DE AMOSTRA ............................................................................. 36
3.3. COLETA DE DADOS ........................................................................................ 39
3.3.1. Coleta de tempos.............................................................................................. 42
3.4. CARACTERIZAÇÃO DO LOCAL...................................................................... 48
4. RESULTADOS E DISCUSSÕES ..................................................................... 50
4.1. O PRODUTO ATUAL ....................................................................................... 50
4.2. O NOVO PROJETO ......................................................................................... 51
5. CONCLUSÃO ................................................................................................... 61
REFERÊNCIAS ............................................................................................................. 62
ANEXOS ....................................................................................................................... 63
Anexo A: Projeto conjunto base cobrador lado direito sobre caixa de rodas 700 mm.
Código 04.421.039683 ................................................................................................. 63
Anexo B: Projeto conjunto base cobrador sobre caixa de roda 686 mm. Código
04.421.039597 ............................................................................................................. 64

Anexo C: Projeto conjunto base cobrador lado esquerdo sobre caixa de roda 700
mm. Código 04.421.039682 .......................................................................................... 65
Anexo D: Projeto conjunto base cobrador 700 mm. Código 04.421.039681 ................. 66
Anexo E: Projeto conjunto base cobrador sobre caixa de roda com reforço. Código
061941 .......................................................................................................................... 67
Anexo F: Projeto conjunto base cobrador lado esquerdo sobre caixa de roda 700
mm. Código 060876 ..................................................................................................... 68
Anexo G: Projeto conjunto base cobrador sobre caixa de roda 750 mm. Código
060516 ......................................................................................................................... 69
Anexo H: Projeto conjunto base cobrador sobre caixa de roda 750 mm pé invertido.
Código 056650 .............................................................................................................. 70
Anexo I: Projeto conjunto base cobrador sobre caixa de roda 750 mm. Código
056427 ......................................................................................................................... 71
Anexo J: Projeto conjunto base cobrador lado esquerdo sobre caixa de roda 700
mm. Código 052810 ..................................................................................................... 72
Anexo K: Projeto conjunto base cobrador 700 mm sobre caixa de roda motor
traseiro. Código 04.421.052015 ................................................................................... 73
Anexo L: Projeto conjunto base cobrador lado direito sobre caixa de roda 700 mm.
Código 050664 ............................................................................................................. 74
Anexo M: Projeto conjunto base cobrador sobre caixa de roda 686 mm. Código
04.421.049365 ............................................................................................................. 75
Anexo N: Projeto conjunto base cobrador 683 mm. Código 04.421.048841 ................ 76

13
1. INTRODUÇÃO
Com o aumento, da população nas cidades, dos congestionamentos nos
grandes centros devido ao enorme número de veículos em circulação pelas vias,
com a necessidade de encurtar as distâncias, o transporte público de passageiros
têm assumido um papel indispensável na economia global.
Tem surgido, por parte dos órgãos competentes, uma grande cobrança
perante as encarroçadoras de veículos para o transporte urbano, considerando
ônibus e levando em consideração a relação à segurança e o mínimo de conforto
dos passageiros e operadores destes meios de transporte.
O presente trabalho apresenta especial interesse no projeto do posto do
operador de cobrança do veículo urbano, que possui cinto de segurança, assento,
por exemplo, regulamentados na Norma Brasileira Regulamentar (NBR) 14022 e
NBR 15570.
Analisando-se os atuais “postos de trabalho do cobrador de ônibus” é possível
verificar que, as normas previstas nas NBR’s são, normalmente, obedecidas, mas
isso não significa dizer que este lugar de trabalho seja confortável e
ergonomicamente correto.
O projeto a ser desenvolvido pretende observar as necessidades
ergonômicas da base da poltrona do posto de trabalho deste operador, verificando
se a mesma está adequada às atividades executadas, ou seja, se há a modificações
no conceito sobre o design deste, com o fim de atender à satisfação, segurança e
não prejudicar a saúde de quem o utiliza.
Além disso, o foco deste trabalho é direcionado para as encarroçadoras de
ônibus urbanos, onde será desenvolvido o projeto piloto, na qual a indústria
cultivará diversos projetos de postos de cobrança, um para cada tipo de carroceria,
que pode ser modificado de acordo com a disposição no layout dos veículos.
Portanto, o objetivo principal deste projeto de produto, é a uniformização
deste, que busca reduzir ao máximo o tempo de trabalho, os erros de montagem, o
desperdício de matérias primas e os inúmeros projetos devido às necessidades
construtivas do ônibus. Assim, o produto a ser desenvolvido, deverá corresponder a
um investimento que será realizado pela empresa encarroçadora de ônibus e pelas
proprietárias dos veículos, levando em conta o bem-estar do cobrador, acarretando

14
maior eficiência ao seu trabalho, ao mesmo tempo, facilitará o próprio trabalho das
mesmas.
O desenvolvimento deste trabalho dá-se devido a diferentes aspectos. O
primeiro aspecto relata a busca constante das indústrias e a necessidade de
redução de custos, diminuição dos tempos de setup’s nos equipamentos e redução
dos tempos de mudança dos gabaritos para montagens de diferentes projetos. Além
disso, existe a necessidade de facilitar a montagem do produto final no veículo e
reduzir os erros quanto a montagem e a dificuldade de definir um produto para o
layout específico.
O segundo aspecto é referente à necessidade de melhorar o posto de
trabalho dos operadores que os utilizam, buscando em uma base de dados
científicos a ergonomia do produto final, sempre atendendo as especificações
contidas nas normativas que regulamentam o assunto.
Com isso inicia-se dentro das indústrias encarroçadoras de ônibus uma
melhoria em seu produto, tornando-o um diferencial. Sem gerar aumentos de seus
custos produtivos e objetivando o bem estar do usuário do posto de trabalho.

15
1.1. OBJETIVOS
1.1.1. Objetivo Geral
O objetivo deste estudo é a criação da base de poltrona do posto de trabalho
do cobrador de ônibus, que atenda a todas as carrocerias de existentes, ao mesmo
tempo em que se procura um projeto de posto de trabalho ergonomicamente correto.
1.1.2. Objetivos Específicos
� Estudar o projeto atual do posto de cobrança;
� Analisar a fabricação dos atuais postos de cobranças;
� Estudar a ergonomia do projeto atual;
� Definir o design do novo produto;
� Elaborar protótipo do projeto do novo produto;
� Analisar a fabricação do novo produto;

16
2. FUNDAMENTAÇÃO TEÓRICA
2.1. ERGONOMIA
A palavra ergonomia só foi utilizada pela primeira vez em 1857, em artigo
chamado “Ensaios de ergonomia ou ciência do trabalho, baseada nas leis objetivas
da ciência sobre a natureza”, publicado pelo polonês Woitej Yastembowsky
(MORAES; MONT’ ALVÃO, 2000).
Segundo Itiro Iida (2005, p. 2), “ergonomia é o estudo da adaptação do
trabalho ao homem”.
Abrangendo ainda mais esse conceito, ergonomia também pode ser
considerada como a adaptação do trabalho ao homem buscando a realização dos
seus objetivos (GRANDJEAN; KROEMER, 2005).
As definições desta nomenclatura dividem-se em dois objetivos fundamentais:
de um lado, o conforto e a saúde dos utilizadores, buscando evitar acidentes,
doenças e diminuir a fadiga, e de outro, a eficácia para a organização, que é medida
em diferentes dimensões como produtividade, qualidade e confiabilidade. A eficácia
para a organização depende diretamente da eficácia humana (BETIOL, 2004, p.
230).
Desta forma, a ergonomia busca melhorar condições específicas do trabalho
humano, por meio de diversas técnicas, contribuindo no conforto, satisfação e bem
estar do trabalhador. Para tal, utiliza as técnicas ergonômicas, que garantem a
segurança, das tarefas gerando rendimento e produtividade do sistema homem-
máquina, conforme bem esclarecem MORAES; MONT’ ALVÃO, 2000.
De acordo com Iida (2005, p. 3), “a ergonomia estuda os diversos fatores que
influem no desempenho do sistema produtivo e procura reduzir as suas
conseqüências nocivas sobre o trabalhador”.
Para Dul e Weerdmeester (2004, p. 1), “resumidamente, pode-se dizer que a
ergonomia é uma ciência aplicada ao projeto de máquinas, equipamentos, sistemas
e tarefas, com o objetivo de melhorar a segurança, saúde, o conforto e eficiência no
trabalho”.

17
Para a Associação Internacional de Ergonomia (IEA) criada em 1961 a
definição de ergonomia é:
Ergonomia (ou fatores humanos) é uma disciplina científica que estuda as interações dos homens com outros elementos do sistema, fazendo aplicações da teoria, princípios e métodos de projeto, com objetivo de melhorar o bem-estar e o desempenho do global do sistema (DUL; WEERDMEESTER, 2004, p. 1).
Segundo Iida (2005, p. 14), “ergonomia de correção é aplicada em situações
reais, já existentes, para resolver problemas que se refletem na segurança, fadiga
excessiva, doenças do trabalhador ou quantidade e qualidade de produção”.
2.1.1. Aplicação e análise da ergonomia no ambiente de trabalho
Na maioria das vezes não se encontra uma solução trivial para solucionar os
problemas da adaptação do trabalho ao homem. Ao contrário disso, o problema é
mais complexo ocasionando idas e vindas na tentativa de encontrar uma solução
ideal (IIDA, 2005, p. 19).
O diagnóstico ergonômico de um posto de trabalho dá-se pela correlação das
características ambiental e técnica organizacionais, com as características do
trabalhador. O diagnóstico, então, evidência as inadequações do posto de trabalho
ao trabalhador (SANTOS; FIALHO, 1995).
A ergonomia para a sua aplicação adota uma importante recomendação, que
os equipamentos, sistemas e tarefas devem ser projetados para o uso coletivo.
Sabendo que há diferenças individuais em uma população, os projetos devem
atender a 95% da população. Os demais 5% não é atendida pelos projetos de uso
coletivo, precisam de projetos específicos (DUL; WEERDMEESTER, 2004, p. 4).

18
2.1.1.1. Análise ergonômica do trabalho
Segundo Betiol (2004, p. 80), “trabalho é um conceito complexo não só
porque suas práticas variam de uma situação a outra, mas também porque seu
sentido alterna ao longo do tempo e de uma sociedade para outra”.
Para Iida (2005, p. 60), “a análise ergonômica do trabalho (AET) visa aplicar
os conhecimentos da ergonomia para analisar, diagnosticar e corrigir uma situação
real de trabalho”.
Para Guérin, Laville, Daniellou et al (apud BETIOL, 2004, p. 42), “a
característica essencial da AET é de ser um método destinado a examinar a
complexidade, sem colocar em prova um modelo escolhido a priori”.
Guérin et al (apud IIDA, 2005, p. 60) afirma que, “desenvolvido por franceses
o método AET é um exemplo de ergonomia de correção e desdobra-se em cinco
etapas: análise da demanda, análise da tarefa, análise da atividade, diagnóstico, e
recomendações”.
De acordo com Iida (2005, p. 60), “demanda é a descrição de um problema ou
uma situação problemática, que justifica a necessidade de uma ação ergonômica. A
análise da demanda procura entender a natureza e a dimensão dos problemas
apresentados”.
Tarefa é um conjunto de objetivos prescritos que os trabalhadores devem
cumprir. A análise da tarefa a um planejamento do trabalho e pode estar contida em
documentos formais e informalmente pode corresponder a certas expectativas
gerenciais (IIDA, 2005).
Ainda segundo Iida (2005, p. 61), “atividade refere-se ao comportamento do
trabalhador, na realização de uma tarefa. Ou seja, a maneira como o trabalhador
procede para alcançar os objetivos que lhe foram atribuídos”.
Assim, “o diagnóstico procura descobrir as causas que provocam o problema
descrito na demanda” (IIDA, 2005, p. 61) e as “recomendações referem-se às
providências que deverão ser tomadas para resolver o problema diagnosticado.
Essas recomendações devem ser claramente especificadas, descrevendo-se as
etapas” (IIDA, 2005, p. 62).

19
2.1.1.2. Adaptação ergonômica de produtos
O homem pré-histórico fabricava armas de pedra lascada há dois milhões de
anos, adaptando-as a anatomia de suas mãos (NAPIER, 1983).
Todos os produtos destinam-se a satisfazer certas necessidades humanas e,
dessa forma, direta ou indiretamente, entram em contato com o homem. Então para
satisfazer seus consumidores devem ter características básicas: qualidade técnica,
qualidade ergonômica, e qualidade estética (IIDA, 2005).
De acordo com Iida (2005, p. 316), “qualidade técnica faz funcionar o produto,
do ponto de vista mecânico, elétrico, eletrônico ou químico, transformando uma
forma de energia em outra, ou realizando operações como dobra, corte e solda e
outras”. Já a “qualidade ergonômica do produto é a que garante uma boa interação
do produto com o usuário final. Inclui a facilidade de manuseio adaptação
antropométrica, e demais itens de conforto e segurança”. Por fim, a “qualidade
estética é a que proporciona prazer ao consumidor. Envolve combinação de formas,
cores, materiais, texturas, acabamentos e movimentos, para que os produtos sejam
considerados atraentes e desejáveis”.
2.1.2. Variações das medidas
Em termos de diferenças étnicas, as variações extremas são encontradas na
África. Os pigmeus da África Central medem em média 143,8 cm enquanto que os
negros nilóticos que habitam o Sudão medem em média 182,9 cm (IIDA, 2005).
A tabela 1, abaixo, demonstra as medidas de antropometria estática de
trabalhadores brasileiros, baseadas em uma amostra de 3100 trabalhadores do Rio
de Janeiro:

20
Medidas de antropometria estática (cm)
Homens
5% 50% 95% 1
CO
RP
O E
M P
É
1.0 Peso (kg)
1.1 Estatura, corpo ereto
1.2 Altura dos olhos, em pé, ereto
1.3 Altura dos ombros, em pé, ereto
1.4 Altura do cotovelo, em pé ereto
1.7 Comprimento do braço na horizontal, até a ponta dos
dedos
1.8 Profundidade do tórax (sentado)
1.9 Largura dos ombros (sentado)
1.10 Largura dos quadris, em pé
1.11 Altura entre as pernas
52,3
159,5
149,0
131,5
96,5
79,5
20,5
40,2
29,5
71,0
66,0
170,0
159,5
141,0
104,0
85,5
23,0
44,3
32,4
78,0
85,9
181,0
170,0
151,0
112,0
92,0
27,5
49,8
35,8
85,0
2 C
OR
PO
SE
NT
AD
O
2.1 Altura da cabeça, a partir do assento, corpo ereto
2.2 Altura dos olhos, a partir do assento, corpo ereto
2.3 altura dos ombros, a partir do assento, ereto
2.4 Altura do cotovelo, a partir do assento
2.5 Altura do joelho, sentado
2.6 Altura polpítea, sentado
2.8 Comprimento nádegas-poplítea
2.9 Comprimento nádegas-joelho
2.11 Largura das coxas
2.12 Largura entre cotovelos
2.13 Largura dos quadris (em pé)
82,5
72,0
55,0
18,5
49,0
39,0
43,5
55,0
12,0
39,7
29,5
88,0
77,5
59,5
23,0
53,0
42,5
48,0
60,0
15,0
45,8
32,4
94,0
83,0
64,5
27,5
57,5
46,5
53,0
65,0
18,0
53,1
35,8
5 P
ÉS
5.1 Comprimento do pé
5.2 Largura do pé
23,9
9,3
25,9
10,2
28,0
11,2
Segundo Iida (2005, p. 103), “os povos que habitam regiões de climas
quentes têm o corpo mais fino e os membros superiores e inferiores relativamente
mais longos. Aqueles de clima mais frio têm o corpo mais cheio, são mais volumosos
e arredondados”.
Uma das demonstrações mais interessantes das diferenças, dentro de uma
mesma população, foi apresentada por Willian Sheldon, definindo os três tipos
físicos básicos: o ectomorfo, o endomorfo e o ectomorfo (IIDA, 2005).
Fonte: Iida (2005).
Tabela 1 – Tabela de medidas antropométricas estáticas.

21
O tipo físico ectomorfo tem corpo e membros longos e finos, com um mínimo
de gordura e músculos, têm os ombros mais largos e mais caídos, seu pescoço é
fino e comprido, tem rosto magro, queixo recuado e testa alta e abdômen estreito e
fino. O mesomorfo tem o físico musculoso, de formas angulosas, sua cabeça é
cúbica, maciça, ombros e peitos largos e abdômen pequeno. Seus membros são
musculosos e fortes e possui pouca gordura subcutânea. Já o tipo físico do
endomorfo é de formas arredondadas e mácias, com grandes depósitos de gordura.
Tem a forma física de uma pêra, seu abdômen é grande e cheio e o tórax é
relativamente pequeno (IIDA, 2005). Conforme demonstrado na figura 1:
2.1.2.2. Antropometria
Segundo Iida (2005, p. 97), “antropometria trata as medidas físicas do corpo
humano”.
De acordo com Dul e Weerdmeester (2004, p. 10), “a antropometria ocupa-se
das dimensões e proporções do corpo humano”.
A antropometria divide-se em três áreas de estudo, astropometria estática,
antropometria dinâmicas e antropometria funcional.
Na antropometria estática as medidas tomadas referem-se ao corpo parado
ou com poucos movimentos. A antropometria dinâmica que mede os alcances dos
Figura 1 – Ilustração dos tipos físicos básicos. Fonte: Iida (2005).

22
movimentos, medindo-se os movimentos de cada parte do corpo mantendo o
restante do corpo estático. Já na antropometria funcional são relacionadas com a
execução de tarefas específicas (IIDA, 2005).
Na figura 2, apresenta-se a representação do alcance máximo das mãos no
posto de trabalho:
De acordo com Iida (2005, p. 136) “naturalmente, é mais rápido e ecônomico
usar dados antropométricos já disponíveis na bibliografia, do que fazer
levantamentos antropometricos próprios”. Na tabela 2 estão demonstradas as
medidas antopométricas máximas e mínimas de homens e mulheres:
Medidas de antropometria
estática (cm)
Critério Mulheres Homens Medida
adotada* Mín. Máx. 5% 95% 5% 95%
a) Estatura
b) Altura da cabeça sentado
c) Altura dos olhos, sentado
d) Altura dos ombros, sentado
e) Altura do cotovelo, sentado
f) Altura das coxas
g) Altura do assento (poplítea)
h) Profundidade do torax
i) Comprimento do antebraço
j) Comprimento do braço
●
●
●
●
●
●
●
●
●
●
151,0
80,5
68,0
53,8
19,1
11,8
35,1
23,8
29,2
61,6
172,5
91,4
78,5
63,1
27,8
17,3
43,4
35,7
36,4
76,2
162,9
84,9
73,9
56,1
19,3
11,7
39,9
23,3
32,7
66,2
184,1
96,2
84,4
65,5
28,0
15,7
48,0
31,8
38,9
78,7
184,1
96,2
68,0
53,8
28,0
17,3
48,0
35,7
29,2
61,6
Figura 2 – Ilustração do alcance das mãos no posto de trabalho. Fonte: Iida (2005).
Fonte: Iida (2005).
Tabela 2 – Tabela de medidas antropométricas máximas e mínimas.

23
2.1.2.2. O espaço de trabalho
De acordo com Iida (2005, p. 142), “o espaço de trabalho é um volume
imaginário, necessário para o organismo realizar os movimentos requeridos durante
o trabalho”.
Segundo Iida (2005, p. 143), “o fator mais importante no dimensionamento do
espaço de trabalho é a postura. Existem três posturas básicas para o corpo: deitada,
sentada e de pé”.
São duas as variáveis mais importantes no dimensionamento de uma mesa, a
sua altura e a superfície de trabalho. A regulagem da altura deve ser tomada pela
posição do cotovelo e deve ser determinada após o ajuste da altura da cadeira. A
recomendação geral é que esta medida seja de 4 cm acima do nível do cotovelo, na
posição sentada. Se a mesa for fixa a cadeira deve ser regulável. Sendo a cadeira
fixa e tiver uma altura superior à altura poplítea, deve existir uma base para apoio
dos pés (IIDA, 2005).
Na figura 3 verificamos os pontos para mensuração no posto de trabalho:
Umas das invenções que mais contribuiu para modificar o comportamento
humano, provavelmente foi o assento. Atualmente a maioria das pessoas passam
mais de 20 horas por dia sentado ou deitado. Este fato contribuiu para o surgimento
Figura 3 – Ilustração dos pontos de mensuração no posto de trabalho. Fonte: Iida (2005).

24
do termo sedentário, onde a espécie humana homo sapiens deixa de ser um animal
ereto e passa a ser um animal sentado homo sedéns ou sentado.
Para Dul e Weerdmeester (2004, p. 12), “a posição sentada apresenta
vantagens sobre a postura ereta. O corpo fica melhor apoiado em diversas
superfícies: piso, assento, encosto, braços da cadeira, mesa. Portanto a posição
sentada é menos cansativa que a de pé”.
No entanto, as pesquisas científicas afirmam que o homem não suporta ficar
sentado, e adota uma postura rígida durante longos períodos (ABRAHÃO; ÁVILA,
2001).
A problemática do assento tem despertado o interesse de diversos
pesquisadores, que, já desde o ano de 1743, fazem análises sobre posturas. Essas
posturas causam fadiga, dores lombares entre outras que se não forem corrigidas
podem causar problemas permanentes na coluna. Um assento mal projetado pode
contribuir consideravelmente para o agravamento destes problemas (IIDA, 2005).
Iida (2005, p. 150) define conforto com “uma sensação subjetiva produzida
quando não há nenhuma pressão localizada sobre o corpo”.
Já Corlett (apud IIDA, 2005, p. 150), descreve conforto como sendo
influenciado por inúmeros fatores e preferências individuais, sendo uma tarefa difícil
definir as características que o tornam confortável.
Segundo Iida (2005, p. 155), existem diversas maneiras de dimensionar os
assentos. Diferenças estas que podem ser explicadas quanto à aplicação,
diferenças antropométricas entre as populações e preferências individuais.
Para Martins e Laugeni (2005, p. 105) “os assentos devem ter medidas
adequadas ao usuário e devem ser observados alguns princípios gerais, como a
largura do assento, que deve estar de acordo com a largura torácica da pessoa, e o
encosto, que deve permitir uma postura de relaxamento”.
De acordo com Dul e Weerdmeester (2004, p. 14-16), o assento deve ter
altura regulável em movimentos contínuos e suaves. Para adultos brasileiros, a faixa
mínima de ajustes deve ser de 19 cm, entre 36 a 55 cm de altura, baseado nas
diferenças de medidas poplíteas da população, acrescentando-se 3 cm para
considerar o uso de calçado. A altura do assento é considerada boa quando a coxa
encontra-se bem apoiada no assento, sem o esmagamento de sua parte inferior e os
pés consigam se apoiar no chão.

25
O encosto da cadeira deve proporcionar apoio na região lombar, deixando um
vão livre de 10 a 20 cm entre o assento e o encosto. O encosto deve ter uma altura
de 30 cm, ficando, portanto, com uma altura total de 40 a 50 cm acima do assento. A
parte inferior do encosto deve ser convexa, para acomodar a curvatura das nádegas,
ou ser vazada. A cadeira adotada também pode ser giratória, reduzindo assim a
fadiga ao torcer o tronco e permitindo maior variação de posturas. As pernas devem
ficar acomodadas no espaço sob a superfície de trabalho, a largura deste espaço
deve ter no mínimo 60 cm e sua profundidade precisa medir pelo menos 40 cm na
altura do joelho e 100 cm na parte inferior junto aos pés (DUL E WEERDMEESTER,
2004, p. 14-16).
A figura 4 demonstra os principais problemas provocados por erros de
dimensionamento de assentos:
Segundo a Associação Brasileira de Normas Técnicas (2008, p. 48), as
poltronas para os operadores dos transportes coletivos devem ser anatômicas, ter
regulagem e ser estofadas de acordo com sua aplicação visando minimizar os
desgastes físicos e mentais aumentando assim o conforto e a segurança destes
operadores.
Diz o item 38 e subitens da NBR 15570 (2008):
38 Postos de comando e cobrança 38.1 Poltronas para os operadores
Figura 4 – Ilustração demonstrando os problemas de dimensionamento de assentos. Fonte: Iida (2005).

26
38.1.1 As poltronas para os operadores (motorista e cobrador) devem ser anatômicas, reguláveis, estofadas ou ventiladas, adequadas a aplicação de cada caso, minimizando o seu desgaste físico e mental. Em veículos com cobrador, sua poltrona deve ter apoio para os pés e apoios laterais para os braços, sendo o do lado de acesso do tipo basculante, podendo ser instalada sobre patamar de 150 mm a 450 mm. 38.1.2 0s assentos das poltronas para os operadores devem ter as seguintes dimensões: a) largura entre 400 mm e 500 mm; b) profundidade entre 380 mm e 450 mm. 38.1.3 O encosto das poltronas para os operadores devem ser de forma trapezoidal, permitir ajuste de forma contínua ou pelo menos em cinco estágios de inclinação, de 95º a 115º com a horizontal, e ter as seguintes dimensões: a) base inferior variando de 400 e 500 mm; b) base superior variando de 340 e 460 mm; c) altura variando de 480 e 550 mm. 38.1.4 As poltronas dos operadores devem permitir variações na altura entre 400 mm e 550 mm, atendendo a uma variação de curso de no mínimo 130 mm. 38.1.5 A poltrona do motorista deve permitir movimento longitudinal de 120 mm, oferecendo no mínimo quatro posições de bloqueio. Em veículos com motor dianteiro, a poltrona do motorista pode possuir deslocamento lateral para melhor acesso e posicionamento do motorista. 38.1.6 Para a poltrona do motorista, a distância entre o encosto e o centro do volante da direção deve estar compreendida entre 540 mm e 700 mm. 38.1.7 Recomenda-se que a poltrona do motorista seja instalada de modo que a projeção do seu eixo de simetria no plano horizontal coincida com o centro do volante.
Ainda tratando da NBR 15570 a catraca ou roleta registradora deve atender
as especificações contidas no item 38.5 e subitens da NBR 15570 (2008):
38.5 Catraca registradora de passageiros 38.5.1 A catraca registradora de passageiros, quando utilizada, deve ser posicionada no corredor de circulação defronte ao assento do cobrador (quando existente) ou próxima ao posto de comando do motorista. 38.5.2 A catraca deve possuir três ou quatro braços, oferecendo uma abertura "A" para passagem dos passageiros, igual ou maior que 400 mm. A altura "H" da geratriz superior do braço da catraca em relação ao revestimento do assoalho do corredor de circulação deve ser de 900 mm a 1050 mm. 38.5.3 A catraca pode permitir giro em ambos os sentidos. 38.5.4 Não pode existir qualquer dispositivo que reduza o espaço livre entre dois braços consecutivos. 38.5.5 Na parte inferior do braço da catraca, pode ser colocado dispositivo vazado, de mesmo diâmetro dos tubos de que são feitos os braços, desde que distem no mínimo 400 mm do piso e que não ocupem mais de 50 % do vão livre. 38.5.6 A distância compreendida entre a extremidade do braço horizontal da catraca até a face lateral do anteparo adjacente não pode exceder 45 mm, em qualquer posição. 38.5.7 A catraca e os dispositivos necessários a sua instalação devem ser de material que não cause danos aos passageiros, não tendo arestas vivas, recomendando-se o uso de material resiliente para revestimento de suas partes.

27
38.5.8 A parte traseira da caixa de mecanismos da catraca de três braços pode ser protegida com material resiliente, fixado de maneira apropriada, como forma de evitar acidentes com os usuários. 38.5.9 Podem ser instalados dispositivos que evitem a evasão de receita, porém sem constituir risco potencial aos usuários. 38.5.10 No caso de adoção de sistema automático para cobrança de tarifas, a catraca registradora deve possuir todos os componentes eletrônicos e eletromecânicos necessários para proceder ao travamento e destravamento comandados pelo sistema.
A figura 5 ilustra as dimensões da catraca registradora que constam na NBR
15570 acima citada:
\
A NR 17 visa a estabelecer parâmetros que permitam à adaptação das
condições de trabalho às características psicofisiológicas dos trabalhadores, de
modo a proporcionar um máximo de conforto, segurança e desempenho eficientes.
A NR 17 estabelece em seu subitem 17.3:
17.3. Mobiliário dos postos de trabalho. 17.3.1. Sempre que o trabalho puder ser executado na posição sentada, o posto de trabalho deve ser planejado ou adaptado para esta posição. (117.006-6 / I1) 17.3.2. Para trabalho manual sentado ou que tenha de ser feito em pé, as bancadas, mesas, escrivaninhas e os painéis devem proporcionar ao trabalhador condições de boa postura, visualização e operação e devem atender aos seguintes requisitos mínimos: a) ter altura e características da superfície de trabalho compatíveis com o tipo de atividade, com a distância requerida dos olhos ao campo de trabalho e com a altura do assento; (117.007-4 / I2) b) ter área de trabalho de fácil alcance e visualização pelo trabalhador; (117.008-2 / I2)
Figura 5 – Ilustração demonstrando dimensões da catraca registradora. Fonte: ABNT 15570 (2008).

28
c) ter características dimensionais que possibilitem posicionamento e movimentação adequados dos segmentos corporais. (117.009-0 / I2) 17.3.2.1. Para trabalho que necessite também da utilização dos pés, além dos requisitos estabelecidos no subitem 17.3.2, os pedais e demais comandos para acionamento pelos pés devem ter posicionamento e dimensões que possibilitem fácil alcance, bem como ângulos adequados entre as diversas partes do corpo do trabalhador, em função das características e peculiaridades do trabalho a ser executado. (117.010-4 / I2) 17.3.3. Os assentos utilizados nos postos de trabalho devem atender aos seguintes requisitos mínimos de conforto: a) altura ajustável à estatura do trabalhador e à natureza da função exercida; (117.011-2 / I1) b) características de pouca ou nenhuma conformação na base do assento; (117.012-0 / I1) c) borda frontal arredondada; (117.013-9 / I1) d) encosto com forma levemente adaptada ao corpo para proteção da região lombar. (117.014-7 / Il) 17.3.4. Para as atividades em que os trabalhos devam ser realizados sentados, a partir da análise ergonômica do trabalho, poderá ser exigido suporte para os pés, que se adapte ao comprimento da perna do trabalhador. (117.015-5 / I1).
Entretanto, é possível notar que da NR 17 devem ser observados e
respeitados, para o projeto dos postos de cobrança dos veículos urbanos para o
transporte coletivo, principalmente, os itens 17.3.1, 17.3.3 e 17.3.4.
2.2. DESENVOLVIMENTO DE PRODUTO
Segundo Iida (2005, p. 323), “o desenvolvimento de produto envolve um
conjunto de atividades que leva uma empresa ao lançamento de novos produtos ou
ao aperfeiçoamento daqueles existentes”.
Juran (1992) bem enfatiza que o desenvolvimento do produto é um processo
experimental destinado a responder as necessidades do cliente, encolhendo-se as
características necessárias para tanto.
Já Santos (1996) ressalta que, no atual mundo competitivo, os produtos a
serem desenvolvidos devem demonstrar alto nível de qualidade técnica, baixo custo,
e, principalmente, vantagens superiores às oferecidas pelos produtos concorrentes.
Consequentemente, o desempenho de uma empresa no PDP (Processo de
Desenvolvimento de Produto) deve ser medido a partir de três parâmetros:
qualidade, tempo e produtividade. Assim, esses parâmetros devem ser otimizados,

29
habilitando as empresas para atrair e satisfazer seus clientes, e, consequentemente,
aumentando a competitividade do produto no mercado (CLARK; FUJIMOTO, 1991).
Segundo Martins e Laugeni (2005, p. 69) “Desenvolver novos produtos é um
desafio constante. No mundo em transformação que vivemos, a empresa que não se
antecipar às necessidades de seus clientes, com produtos e serviços inovadores
estará condenada ao desaparecimento”.
Desenvolver produtos é um processo complexo e envolve o trabalho de
profissionais de diversas áreas. Este processo é muito variável depende do tipo de
produto da organização. Algumas empresas dão ênfase a características técnicas,
outras valorizam aspectos ergonômicos ou estéticos, outras ainda concentram seus
esforços na redução de custos. Portanto o importante é saber o que o consumidor
final quer, pois ele é quem irá julgar os produtos lançados no mercado (IIDA, 2005).
Apresenta-se no quadro 1 demonstração da participação da ergonomia nas
diversas etapas do desenvolvimento de produtos:
Etapas Atividades gerais Participação da ergonomia
Definição Examinar as oportunidades
Verificar as demandas
Definir objetivos do produto
Elaborar especificações
Estimar benefícios
Examinar o perfil do usuário
Analisar os requisitos do
Produto
Desenvolvimento Analisar os requisitos do sistema
Esboçar a arquitetura do sistema
Gerar alternativas de soluções
Desenvolver o sistema
Analisar as tarefas/atividades
Analisar a interface:
- informações
- controles
Detalhamento Detalhar o sistema
Especificar componentes
Adaptar as interfaces
Detalhar os procedimentos de
Testes
Acompanhar os detalhamentos
Avaliação Avalia o desempenho
Comparar as especificações
Fazer os ajustes necessários
Testar a interface com o usuário
Produto em uso Prestar serviço de pós-venda
Adquirir experiência para outros
Projetos
Realizar estudos de campo
junto aos usuários e
consumidores
Quadro 1 – Demonstração da participação da ergonomia no desenvolvimento de produtos. Fonte: Iida (2005).

30
Para Slack (1996), o processo de desenvolvimento de produtos pode ser
dividido em cinco etapas distintas: desenvolvimento do conceito, triagem de
conceitos (marketing, produção e finanças), pré-projeto, avaliação e melhoria e
prototipagem final.
De acordo com Baxter (1998, p. 21), “o desenvolvimento de produto deve ser
orientado para o consumidor. O designer de produto bem sucedido é aquele que
consegue pensar com a mente do consumidor”.
O mercado atual exige das indústrias maior controle de seus resultados por
meio de um planejamento rigoroso durante a criação do projeto. Desta forma,
aumentaram-se as expectativas em torno da atuação do profissional de design
ampliando seus antigos limites e passou a exigir destes profissionais um
conhecimento mais amplo sobre o produto. Para que isto ocorra, é necessário ter em
mente a viabilidade do projeto, considerando as necessidades de todos os
envolvidos e adequando aos mecanismos de produção (MOLINARI; MEGGAZINI;
UNGARELLI, 1996 apud ROCHA; FILHO, 2005).
Baxter (1998, p. 20-21) ainda comenta que o desenvolvimento de produtos é
um problema multifatorial, este depende de fatores como simpatia dos
consumidores, aceitação dos distribuidores, facilidades de fabricação, durabilidade e
confiabilidade dos produtos. A fixação de metas só terá utilidade se acompanhada
de procedimentos para verificar se essas metas estão sendo alcançadas.
A seleção do melhor conceito envolve análise de todas as possibilidades, de
operação para o produto e após esta etapa selecionar a melhor delas. Depois definir
o projeto é preciso também pensar nas possíveis formas de fabricação e selecionar
a melhor alternativa, baseando-se nas especificações de projeto.
A figura 6 demonstra o desenvolvimento mecânico de um posto de trabalho:

31
Baxter (1998, p. 25) define como estilo de um produto “a qualidade que
provoca a sua atração visual”.
Quando se apresenta um produto atrativo raramente fala-se sobre
propriedades como som, cheiro ou paladar. Este se refere sim à percepção humana
da visão. Referem-se as propriedades visuais de um produto, fazendo que a
atratividade deste seja definida por sua propriedade visual (BAXTER, 1998).
Produto, na realidade, nada mais é do que um agregado de bens, serviços e
conceitos, a fim de satisfazer as necessidades e expectativas dos consumidores
(SLACK, 1996).
“A criatividade é o coração do design, em todos os estágios do projeto. O
projeto mais excitante e desafiador é aquele que exige inovações de fato – a criação
de algo radicalmente novo, nada parecido com tudo o que se encontra no mercado”,
segundo Baxter (BAXTER, 1998).
Para o mesmo autor (1998, p. 53), a criatividade resulta da forma diferente de
ver problemas ou idéias existentes e a preparação é tempo pelo qual a mente fica
mergulhada nestes problemas. Uma grande ideia não surge do nada, mas sim
quando houve um grande esforço para alcançar uma solução.
Figura 6 – Ilustração demonstrando o desenvolvimento mecânico do posto de trabalho. Fonte: Iida (2005).

32
2.2.1. Projeto de produto
Para Baxter (1998, p. 123), “o planejamento do produto começa com a
estratégia de desenvolvimento de produto da empresa e termina com as
especificações de produção do novo produto”.
Abaixo, vê-se o quadro 2 demonstrando a seqüência de atividades para a
elaboração do projeto de um posto de trabalho:
1 Faça um levantamento sobre as características da tarefa, equipamento e ambiente usando
técnicas como observações, entrevistas, questionários ou filmagens.
2 Identifique o grupo de usuários para realizar medidas antropométricas relevantes ou procure
obtê-las em tabelas
3 Determine as faixas de variações das medidas antropométricas para a altura de assentos,
superfícies de trabalho, alcances e apoios em geral
4 Estabeleça prioridades para as operações manuais, colocando aquelas principais na área de
alcance preferencial
5 Providencie espaços adequados para acomodação e movimentação dos braços, pernas e tronco
6 Localize os dispositivos visuais dentro da área normal de visão
7 Verifique a entrada e saída de materiais e de informações de/para outros postos de trabalho
8 Elabore um desenho do posto de trabalho em escala e posicione os seus principais
componentes
9 Construa um modelo (mock-up) em tamanho natural para testes com sujeitos
10 Construa um protótipo para testes em condições reais de operação
Baxter (1998) divide o processo de planejamento do produto em quatro
etapas: a primeira traça a estratégia e a orientação geral do produto estabelecendo
seus objetivos. Na segunda etapa ocorre o início do desenvolvimento do produto
específico. A terceira etapa, é feito um período de pesquisa e análise deste produto,
para, finalmente, na quarta etapa, serem descritas as especificações e justificativa
do produto proposto.
Segundo Baxter (1998, p. 130), “a origem das oportunidades de
desenvolvimento de novos produtos pode ser classificadas em duas categorias:
demanda de mercado e oferta de tecnologia”.
Quadro 2 – Tabela demonstrando as atividades para elaboração do projeto de um posto de trabalho. Fonte: Iida (2005).

33
A demanda de mercado refere-se à procura, pelo mercado, de produtos ou
características do produto que ainda não foram oferecidos pela sua
empresa. A demanda de mercado pode ser reconhecida de duas maneiras.
Primeira: os produtos concorrentes podem mostrar-se mais competitivos,
exigindo uma atualização dos seus produtos. Segunda: pode existir uma
necessidade de mercado que não é satisfeita por nenhum dos produtos
existentes. A oferta de tecnologia refere-se à disponibilidade de novas
tecnologias, gerando oportunidade de inovação do produto. Essa nova
tecnologia pode ser um novo material, novos processos de fabricação ou
novos conceitos de projetos (Baxter, 1998, p. 130).
O mesmo autor (1998, p. 174) ainda afirma que “o projeto conceitual tem o
objetivo de produzir princípios de projeto para o novo produto. Ele deve ser
suficiente para satisfazer as exigências do consumidor e diferenciar o novo produto
de outros produtos existentes no mercado”.
O processo dos projetos conceituais tem dois segredos: o primeiro é gerar o
maior número possível de idéias e o segundo é selecionar a melhor idéia (BAXTER,
1998).
A construção do projeto começa com o conceito escolhido e termina com o
protótipo completamente desenvolvido e testado. Ela compreende quatro fases:
geração de idéias, seleção de idéias, analise das possibilidades e construção do
protótipo (BAXTER, 1998).
O termo protótipo significa, literalmente “o primeiro de um tipo”. No inicio da
era industrial, o protótipo era o produto feito pelo mestre, que depois deveria
ser produzido em massa. No projeto de produtos, a palavra protótipo refere-
se a dois tipos de representação dos produtos. Primeiro no sentido mais
preciso da palavra, refere-se a representação física do produto que será
eventualmente produzido industrialmente. Em segundo lugar, usa-se o
termo protótipo no sentido mais lato, para qualquer tipo de representação
física construída com o objetivo de realizar testes físicos (BAXTER, 1998).
Decidir pela utilização ou não de protótipos para o desenvolvimento de
produtos é simples. O designer tem condições de tomar essa decisão, pois para ele
o custo deste teste pode ter um bom retorno, considerando que ele pode antecipar o
aparecimento de determinadas falhas, antes de o produto começar a ser
comercializado.

34
Pelo quadro 3 logo abaixo, é possível visualizar as etapas do processo do
projeto de produto:
Etapas do projeto Resultados de
cada etapa
Nível de apresentação
Projeto conceitual Princípios do projeto Suficiente para definir a
oportunidade de projeto
Configuração do projeto Construção do protótipo Suficiente para verificar a
adequação aos objetivos e
possibilidades de fabricação
Projeto detalhado Especificação completa do
produto
Suficiente para a fabricação
Após o término da configuração do produto e das correções necessárias,
resta elaborar as especificações para fabricação. Nesta etapa devem ser reunidas
todas as informações obtidas nas fases anteriores e especificar os materiais,
máquinas e ferramentas necessárias à fabricação em série do produto especificado
(BAXTER, 1998).
2.3. MÉTODOS DE ANÁLISE
Segundo Lakatos apud Ackoff (2000:II-44) “Método é uma forma de
selecionar técnicas, forma de avaliar alternativas para a ação cientifica... Assim,
enquanto as técnicas utilizadas por um cientista são fruto de suas decisões, o modo
pelo qual tais decisões são tomadas depende de suas regras de decisão. Métodos
são regras de escolha; técnicas são as próprias escolhas”.
Segundo Martins e Laugeni (2005, p. 84) “A cronometragem é um dos
métodos mais empregados para medir o trabalho.” Para Martins e Laugeni (2005, p.
86) a maneira mais correta para se determinar o número de cronometragens pode
ser deduzida da fórmula abaixo utilizando as fórmulas a seguir:
Quadro 3 – Quadro demonstrando as etapas do processo do projeto. Fonte: Baxter (1998).

35
Equação (1)
Onde:
n = número de ciclos a serem cronometrados
z = coeficiente da distribuição normal padrão para uma probabilidade
determinada
R = amplitude da amostra
d2 = coeficiente em função do número de cronometragens realizadas
preliminarmente
x = média da amostra
Er = erro relativo determinado
Na tabela 3 está demonstrado a distribuição normal de probabilidades e na
tabela 4 demonstra-se o coeficiente para calcular o número de cronometragens.
Estes dados são utilizados na equação 1.
Probabilidade (%) 90 91 92 93 94 95
Z 1,65 1,70 1,75 1,81 1,88 1,96
N 2 3 4 5 6 7 8 9 10
d2 1,128 1,693 2,059 2,326 2,534 2,704 2,847 2,970 3,078
A tabela de distribuição normal de probabilidade e a tabela do coeficiente
utilizado para calcular o número de cronometragens serão utilizadas no decorrer do
projeto para determinar o número de cronometragens a ser realizadas para análise.
Fonte: Martins e Laugeni (2005).
Fonte: Martins e Laugeni (2005).
Tabela 3 – Tabela demonstrando a distribuição normal de probabilidades.
Tabela 4 – Tabela do coeficiente para calcular o número de cronometragens.

36
3. MATERIAIS E MÉTODOS
3.1. SOFTWARE E EQUIPAMENTOS
Para desenvolvimento deste trabalho foram utilizadas as ferramentas e
programas em plataforma CAD, bem como editores de texto conforme listados:
� Planilhas digitais: onde foram digitalizados os dados obtidos nas
amostras para posterior análise;
� Trena aferida: utilizada para aferir o dimensional dos produtos com o
projeto, fornecida pela indústria onde se realizou a pesquisa;
� Cronometro digital: utilizado para cronometrar o tempo de fabricação
de cada projeto para posterior cronoanalise, fornecida pela indústria
onde se realizou a pesquisa;
� Programa de plataforma CAD 2D: utilizado na confecção do projeto de
construção utilizado para fabricação do produto;
� Programa de plataforma CAD 3D: utilizado na elaboração e definição
do conceito do projeto a ser fabricado;
� Editor de textos: utilizou-se para transferir os dados obtidos durante
este projeto para a forma escrita.
3.2. DEFINIÇÃO DA AMOSTRA
Para a cronoanálise foi acompanhado o processo de fabricação em dez lotes
de cinco unidades dos projetos atuais da base da poltrona do cobrador e do projeto
proposto, para esta análise foram separadas em células de fabricação as unidades
fabris da indústria conforme demonstra a quadro 4:

37
CÉLULA SETOR
A Fabricação A
B Fabricação B
C Pintura
D Pré-fabricação
E Troca de gabarito na célula de fabricação “B”
Para que se torne viável a análise do atual projeto foram tomadas as
dimensões da base atual com dois operadores, simulando o procedimento de
operação. Os dois voluntários têm, respectivamente, a altura de 1,70m e 1,81m,
ficando o primeiro dentro da faixa de 50% da população e o segundo dentro da faixa
de 95% da população brasileira conforme demonstrado no quadro 1.
Foram fotografadas as medidas tomadas no procedimento de mensuração,
para facilitar o entendimento do exposto. Às imagens que seguem demonstram
estas dimensões.
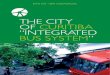
Na figura 7 está demonstrado posto de trabalho sem o operador para
destacar seus componentes:
Quadro 4 – Quadro demonstrando as etapas do processo de fabricação. Fonte: Primária.
01
02
03
04
05
Legenda: 01: Caixa do cobrador; 02: Base da caixa do cobrador; 03: Catraca; 04: Poltrona do cobrador; 05: Base poltrona do cobrador.
Figura 7 – Fotografia do posto de trabalho atual. Fonte: Primária.

38
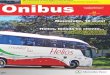
A figura 8 demonstra o primeiro voluntário, com altura de 1,81m. A altura da
poltrona foi regulada para que esta proporcionasse ao operador o melhor conforto
possível dentro das possibilidades do produto. Com esta regulagem a altura poplítea
medida é de 45,5cm, próximo do determinado no quadro 1 onde esta altura é de
46,5cm. A imagem mostra também que os pés do operador não ficam devidamente
apoiados sobre a base:
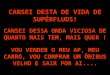
A figura 9 demonstra o segundo voluntário, este com altura de 1,70m. Neste
caso, a altura da poltrona também foi regulada para que esta contribuísse da melhor
forma possível para o conforto do usuário, mas como se pode notar, nessa situação,
operador não encontra uma postura ideal para exercer sua função, devido a não ter
uma base de apoio apropriada para seus pés.
Figura 8 – Fotografia do operador com 1,81m de altura. Fonte: Primária.

39
3.3. COLETA DE DADOS
Durante a coleta de dados foram identificados quatorze projetos, que
atualmente são utilizados na montagem do posto de trabalho. Pode-se notar que
apesar de terem códigos e dimensionais diferentes alguns dos projetos têm o
mesmo nome ou descrição. O quadro 5 está relação dos projetos deste estudo com
códigos e nomes e quantidade de itens:
ITEM CÓDIGO NOME
01 039597 CJ base cobrador sobre cx de roda 686mm
02 039581 CJ base cobrador 700mm
03 039682 CJ base cobrador LE sobre cx de roda 700mm
Figura 9 – Fotografia do operador com 1,70m de altura. Fonte: Primária.

40
Continuação do quadro 5.
04 039683 CJ base cobrador LD cobre cx de roda 700mm
05 048841 CJ base cobrador 683mm
06 049365 CJ base cobrador sobre cx de roda 686mm
07 050664 CJ base cobrador LD sobre cx de roda 700mm
08 052015 CJ base cobrador 700mm s/ cx de roda MT
09 052810 CJ base cobrador LE sobre cx de roda 700mm
10 056427 CJ base cobrador sobre cx de roda 750mm
11 056650 CJ base cobrador sobre cx de roda 750mm pé invertido
12 060516 CJ base cobrador sobre cx de roda 750mm
13 060876 CJ base cobrador LE sobre cx de roda 700mm
14 061941 CJ base cobrador sobre cx de roda c/ reforço
De posse destes dados foi iniciado o processo de elaboração do novo
produto. Para defini-lo, o primeiro passo foi definir os pontos comuns a todos os
projetos atuais utilizados para montar a base da poltrona do cobrador. Nesta análise
foram identificados 16 pontos importantes para a definição da nova proposta,
conforme a figura 10 que segue o estudo:
Quadro 5 – Quadro com códigos e descrição dos projetos atuais. Fonte: Primária.
Figura 10 – Ilustração demonstrando os pontos comuns dos projetos analisados. Fonte: Mascarello.

41
Após, definidos os pontos comuns aos projetos da base da poltrona do
operador de cobrança, os mesmos foram mensurados e suas dimensões foram
lançadas na tabela 5 para melhor visualização e definição da nova proposta. Logo a
seguir temos a tabela com as medidas obtidas nos projetos mensurados:
CÓDIGO
DIMENSÕES (mm)
A B C D E F G H I J L M N O P Q
039597 686 149 152 152 210 271 321 321 491 541 585 585 580 203 290 378
039681 686 149 337 337 210 271 321 321 491 541 585 585 580 203 290 378
039682 686 149 152 152 210 271 321 321 491 541 585 400 580 203 290 378
039683 686 149 152 337 210 271 321 321 491 541 585 400 580 203 290 378
048841 683 -- 337 337 210 271 321 321 491 541 585 585 580 203 290 378
049365 686 149 152 152 210 271 321 321 491 541 505 505 580 203 290 378
050664 686 149 162 337 210 271 321 321 491 541 505 585 580 203 290 378
052015 686 -- 80 80 210 271 321 321 491 541 569 569 580 203 290 378
052810 686 149 337 152 210 271 321 321 491 541 505 585 580 203 290 378
056427 736 149 337 152 210 271 321 321 491 541 638 638 580 203 290 378
056650 736 149 152 337 210 271 321 321 491 541 638 638 580 203 290 378
060516 736 149 152 337 210 271 321 321 491 541 395 638 580 203 290 378
060876 686 149 337 152 210 271 321 321 491 541 585 395 580 203 290 378
061941 736 149 172 172 210 271 321 321 491 541 358 358 580 203 290 378
Foram retirados também os dimensionais da poltrona utilizada pelo operador
de cobrança de acordo com o projeto fornecido pelo fabricante de poltrona, para que
posteriormente se possam comparar seus pontos de fixação com os pontos de
fixação das bases da poltrona do cobrador. Ao final, será realizada a análise
ergonômica do posto de trabalho conforme demonstra a figura 11:
Fonte: Primária.
Tabela 5 – Tabela com dimensões dos projetos atuais.

42
Considerar-se para efeito de projeto os dimensionais da catraca do ônibus e
do conjunto posto de cobrança que foram fornecidos pelos seus respectivos
fabricantes para tornar possível o correto dimensionamento e análise do projeto que
será proposto.
3.3.1. Coleta de tempos
A fabricação dos projetos foi dividida conforme demonstrado na tabela 6,
onde as etapas de fabricação foram divididas em células fabris com a intenção de
facilitar a análise dos tempos tomados durante todo o processo.
Para determinar a quantidade de amostras de tempos a serem tomadas, foi
realizada preliminarmente dez tomadas de tempo durante o ciclo completo que um
Figura 11 – Ilustração demonstrando dimensões da poltrona do operador. Fonte: Mascarello.

43
projeto leva para passar por todas as etapas necessárias de fabricação conforme a
tabela 6:
CÉLULAS TEMPOS PRELIMINARES
Amostras aleatórias em minutos
1ª 2 ª 3 ª 4 ª 5 ª 6 ª 7 ª 8 ª 9 ª 10 ª
A 16:20 19:10 19:07 21:12 16:58 17:56 19:03 19:07 19:10 18:57
B 24:56 21:59 22:49 21:53 25:10 22:00 21:55 22:00 20:05 21:52
C 68:20 52:23 62:02 64:47 64:39 65:14 66:31 67:53 65:01 64:39
D 06:23 05:35 05:38 05:42 05:40 06:38 05:36 06:58 05:35 05:37
E 18:21 14:16 15:35 14:56 16:13 15:46 15:34 15:05 14:27 14:38
Com base nos dados da tabela 6 encontramos a amplitude da amostra “R”
das células tomando os tempos maiores e deles subtraindo os menores de acordo
com a tabela 7 que segue neste estudo:
CÉLULAS MAIOR TEMPO
(minutos)
MENOR TEMPO
(minutos)
AMPLITUDE “R”
(segundos)
MÉDIA DA AMOSTRA “X”
(segundos)
A 21:12 16:20 292 1122
B 25:10 20:05 305 1348
C 68:20 52:23 957 3849
D 06:38 05:23 95 355
E 18:21 14:16 245 929
Com estes dados definidos se pode adotar a fórmula 1 para calcular as
quantidades de amostras necessárias por célula de trabalho, trabalhando com o
coeficiente de distribuição normal em 95% e erro relativo de 5% conforme a tabela 7
e utilizando o coeficiente em função do número de cronometragens realizadas
preliminarmente conforme tabela 8, teremos as fórmulas a seguir para cada célula
separada.
Fonte: Primária.
Fonte: Primária.
Tabela 6 – Tabela com tempos preliminares.
Tabela 7 – Tabela de amplitude e média da amostra.

44
Célula “A”:
Célula “B”:
Célula “C”:
Célula “D”:
Célula “E”:
De posse destes resultados define-se por meio de média aritmética uma
quantidade de amostras padrão, conforme calculado na tabela 8 logo a seguir.
CÉLULAS A B C D E MÉDIA DE AMOSTRA
RESULTADO DA FÓRMULA 11 8 10 12 11 10
Com a definição da quantidade de amostras (conforme a tabela 1)
acompanhou-se o processo produtivo nas células definidas anteriormente, e
tomados os tempos pela quantidade de amostra.
Fonte: Primária.
Tabela 8 – Tabela de média de amostra.

45
Na célula “A” de fabricação, ocorre o primeiro passo do processo: a
transformação da matéria prima bruta em peças de acordo com os projetos
específicos de cada produto. Estas peças são enviadas para a célula “B”, onde são
utilizados gabaritos para montagem e são fixadas por meio de aparelhos de solda,
transformado-as nos Conjuntos “CJ” de montagem de acordo com cada projeto.
Após esta etapa, os CJ são enviados para a célula “C” onde passam por um
processo de tratamento de superfície, para retirada dos excessos de solda e
rebarbas. Após, os conjuntos recebem banhos químicos para eliminação de óleos e
graxas da sua superfície. Assim, o próximo procedimento, o de pintura eletrostática,
adere mais facilmente às peças. Na última etapa, a célula “D”, é fixada a última parte
do CJ: uma chapa de alumínio lavrado para o apoio dos pés do operador de
cobrança. Depois disso, o CJ base do cobrador é enviado para ser montado nos
veículos.
Acompanhou-se e cronometrou-se o tempo de fabricação dos projetos atuais
para que possam ser comparados com o projeto proposto conforme demonstram as
tabelas abaixo:
CÓDIGOS CÉLULAS FABRIS / LOTES
TEMPO CÉLULA A EM MINUTOS
1ª 2 ª 3 ª 4 ª 5 ª 6 ª 7 ª 8 ª 9 ª 10 ª MÉDIA
039597 16:20 19:10 19:07 21:12 16:58 17:56 19:03 19:07 19:10 18:57 18:42
039581 15:35 18:02 17:29 17:38 15:24 17:38 15:49 18:54 17:38 18:54 17:18
039682 18:02 16:20 16:50 18:54 15:49 18:54 18:02 16:22 16:20 17:29 17:18
039683 17:38 16:22 16:43 18:02 17:29 17:38 16:22 16:20 18:02 16:43 17:07
048841 18:54 15:49 16:20 15:49 18:02 16:50 16:20 17:29 16:50 18:02 17:02
049365 15:24 18:02 17:58 16:22 17:58 17:29 15:24 16:43 15:49 17:58 16:54
050664 15:49 17:29 19:07 16:20 18:54 15:37 17:58 15:37 15:37 16:21 16:52
052015 16:22 17:38 15:24 16:50 16:43 16:21 16:50 16:21 16:22 17:38 16:38
052810 16:50 18:02 15:37 18:02 16:20 16:22 18:54 17:58 16:43 15:37 17:02
056427 17:29 16:43 19:07 16:43 16:21 17:58 16:21 16:50 19:10 18:02 17:28
056650 17:58 18:54 17:38 17:29 16:58 16:20 17:38 18:54 16:21 15:49 17:23
060516 16:43 17:38 16:21 18:02 16:22 15:24 18:02 16:20 17:29 16:20 16:52
060876 16:21 16:50 15:49 15:37 15:37 15:49 16:43 15:49 17:58 16:22 16:17
061941 15:37 15:24 16:22 17:58 16:50 16:43 17:29 16:20 18:54 16:50 16:50
TEMPO MÉDIO GERAL 17:07
Fonte: Primária.
Tabela 9 – Tabela com tempo de fabricação da célula A dos projetos atuais.

46
CÓDIGOS CÉLULAS FABRIS / LOTES
TEMPO CÉLULA B EM MINUTOS
1ª 2 ª 3 ª 4 ª 5 ª 6 ª 7 ª 8 ª 9 ª 10 ª MÉDIA
039597 24:56 19:10 19:07 21:12 16:58 17:56 19:03 19:07 19:10 18:57 19:34
039581 22:35 19:58 21:49 21:17 18:32 19:58 18:05 17:57 19:58 23:56 20:24
039682 23:56 24:19 21:02 24:19 23:56 21:00 22:47 18:29 24:19 21:12 22:32
039683 21:54 25:02 22:47 23:43 17:57 24:56 21:49 24:56 19:59 21:49 22:29
048841 22:47 17:57 20:10 21:49 21:05 20:55 23:56 23:34 21:49 23:26 21:45
049365 24:23 21:49 19:58 24:56 18:07 24:19 18:36 24:19 23:56 24:19 22:28
050664 24:19 19:23 19:56 17:57 22:47 25:04 18:25 25:12 18:07 21:19 21:15
052015 25:10 24:56 18:45 23:08 21:49 17:57 19:58 23:56 21:08 24:56 22:10
052810 19:58 21:55 23:56 22:47 19:58 19:40 22:46 21:49 22:13 21:20 21:38
056427 20:06 18:13 17:57 18:58 21:03 19:32 23:03 21:03 22:47 20:55 20:22
056650 21:49 22:47 18:33 19:34 24:19 23:56 24:56 20:56 23:04 19:58 21:59
060516 18:33 19:47 19:58 23:56 19:08 21:49 25:01 22:47 17:57 22:47 21:10
060876 17:57 19:10 24:19 17:37 19:56 19:02 24:19 22:07 21:50 20:32 20:41
061941 21:05 23:56 20:20 19:58 25:02 22:47 17:57 19:58 24:56 17:57 21:24
TEMPO MÉDIO GERAL 21:25
CÓDIGOS CÉLULAS FABRIS / LOTES
TEMPO CÉLULA C EM HORAS
1ª 2 ª 3 ª 4 ª 5 ª 6 ª 7 ª 8 ª 9 ª 10 ª MÉDIA
039597 01:08 00:52 01:02 01:04 01:04 01:05 01:06 01:07 01:05 01:04 01:04
039581 01:10 01:08 01:09 01:14 01:15 01:12 01:09 01:08 01:09 01:32 01:13
039682 01:15 01:10 01:12 01:10 01:13 01:10 01:15 01:14 01:13 01:15 01:13
039683 01:14 01:08 01:15 01:10 01:08 01:15 01:12 01:15 01:15 01:12 01:12
048841 01:15 01:13 01:14 01:15 01:14 01:12 01:13 01:15 01:12 01:12 01:13
049365 01:09 01:14 01:15 01:09 01:14 01:09 01:10 01:10 01:10 01:09 01:11
050664 01:10 01:09 01:09 01:10 01:15 01:15 01:08 01:09 01:09 01:08 01:10
052015 01:13 01:08 01:08 01:15 01:13 01:12 01:14 01:15 01:15 01:15 01:13
052810 01:12 01:10 01:11 01:12 01:12 01:13 01:13 01:14 01:14 01:13 01:12
056427 01:08 01:15 01:14 01:12 01:10 01:12 01:15 01:10 01:09 01:10 01:11
056650 01:09 01:10 01:10 01:11 01:12 01:12 01:13 01:13 01:12 01:13 01:12
060516 01:11 01:15 01:14 01:08 01:09 01:14 01:10 01:12 01:13 01:15 01:12
060876 01:14 01:13 01:14 01:15 01:12 01:08 01:15 01:10 01:09 01:14 01:12
061941 01:15 01:12 01:11 01:12 01:12 01:13 01:14 01:12 01:08 01:11 01:12
TEMPO MÉDIO GERAL CONVERTIDO EM MINUTOS 71:00
Fonte: Primária.
Fonte: Primária
Tabela 10 – Tabela com tempo de fabricação da célula B dos projetos atuais.
Tabela 11 – Tabela com tempo de fabricação da célula C dos projetos atuais.

47
CÓDIGOS CÉLULAS FABRIS / LOTES
TEMPO CÉLULA D EM MINUTOS
1ª 2 ª 3 ª 4 ª 5 ª 6 ª 7 ª 8 ª 9 ª 10 ª MÉDIA
039597 06:23 05:35 05:38 05:42 05:40 06:38 05:36 06:58 05:35 05:37 05:56
039581 05:45 06:45 06:43 06:35 06:23 06:48 06:43 06:35 06:23 06:21 06:30
039682 05:24 06:10 05:24 05:43 06:35 05:43 05:25 05:43 05:38 05:56 05:46
039683 05:12 05:35 05:57 06:45 05:24 06:43 06:35 06:21 06:48 06:43 06:12
048841 05:43 05:48 06:10 06:43 06:45 06:05 06:23 06:08 06:10 06:12 06:12
049365 05:57 06:23 06:45 06:14 06:10 06:35 06:10 06:43 06:25 05:24 06:16
050664 06:10 06:15 05:43 05:24 06:02 06:45 05:55 06:23 06:35 06:21 06:09
052015 06:24 06:18 06:35 06:26 05:43 06:23 05:34 06:56 05:43 06:45 06:16
052810 06:35 06:43 06:45 06:35 06:23 05:26 05:24 05:47 05:43 05:38 06:05
056427 06:33 06:30 06:23 06:10 06:43 06:21 06:45 06:32 06:45 06:56 06:33
056650 06:45 06:31 06:28 06:22 06:23 05:24 05:49 05:24 05:24 06:23 06:05
060516 05:59 05:24 05:26 06:35 06:14 06:08 05:43 05:54 05:43 06:35 05:58
060876 06:43 06:35 06:30 06:28 06:12 06:10 06:56 06:45 06:43 05:43 06:28
061941 05:49 05:43 05:45 06:23 05:23 05:37 05:57 06:10 05:24 06:10 05:50
TEMPO MÉDIO GERAL 06:10
CÓDIGOS TROCA DE GABARITOS CÉLULA “B”
TEMPO EM MINUTOS
1ª 2 ª 3 ª 4 ª 5 ª 6 ª 7 ª 8 ª 9 ª 10 ª
18:21 14:16 15:35 14:56 16:13 15:46 15:34 15:05 14:27 14:38
TEMPO MÉDIO 15:29
Ao fim de cada tabela está descrito o tempo médio de fabricação de cada
célula expresso em minutos. Nota-se que na célula de fabricação “B”, tem-se dois
tempos a serem considerados: na tabela 10, o tempo de montagem dos conjuntos
neste setor com as peças vindas da célula de fabricação “A” e na tabela 13 o tempo
de troca dos gabaritos para montagem de diferentes projetos.
Fonte: Primária.
Fonte: Primária.
Tabela 12 – Tabela com tempo de fabricação da célula D dos projetos atuais.
Tabela 13 – Tabela com tempo de troca de gabaritos na célula “B”.

48
3.4. CARACTERIZAÇÃO DO LOCAL
Esta pesquisa realizou-se em uma indústria que atua no ramo metalúrgico
com a fabricação dos ônibus, na região oeste do Estado do Paraná.
A empresa Mascarello Carroceria e Ônibus é a primeira montadora de ônibus
do estado do Paraná. A Mascarello chegou ao mercado, alicerçado nos
investimentos de um dos maiores grupos agroindustrial do estado e credenciada
pelo know-how adquirido no período em que integrantes da família mantiveram o
controle acionário de uma encarroçadora em Erechim, Rio Grande do Sul.
Tudo começou quando o leilão de uma massa falida da Incasel, no final dos
anos 70, chamou a atenção da diretoria da Comil para o setor de fabricação de
ônibus, uma área até então desconhecida para uma indústria dedicada inteiramente
à produção de equipamentos de armazenagem e secagem de grãos.
O interesse pelo negócio levou a empresa a encomendar uma pesquisa junto
a clientes potenciais, que revelou haver espaço no mercado nacional para uma nova
fábrica com boas perspectivas de vendas para o exterior e foi assim que, a partir da
aquisição das antigas e originais instalações da extinta montadora gaúcha, surgiu a
primeira experiência da Mascarello no segmento da indústria automotiva.
Tendo se desligado do empreendimento no final dos anos 90, a família
passou a receber inúmeros apelos de clientes de todo o Brasil, para que, diante do
sucesso da relação anteriormente estabelecida, fosse considerada a possibilidade
de se voltar ao ramo fabricando um ônibus com a marca Mascarello.
O fato de não existir ainda uma encarroçadora de ônibus no Paraná, aliado as
oportunidades oferecidas num mercado carente de modelos diferenciados e
produtos inovadores, foi decisivo para o grupo investir novamente no negócio,
inaugurando em Cascavel, cidade pólo da região Oeste paranaense, no dia 30 de
maio de 2003, a mais jovem das fábricas de ônibus brasileira.
Graças ao seu compromisso com a inovação e a constante inovação
tecnológica de seus produtos, desenvolvidos para atender as mais especificadas
necessidades de seus clientes, a nova marca logo conquistou a confiança e a
preferência dos mercados mais exigentes do Brasil e do exterior.

49
Utilizados pelas principais empresas de transporte de passageiros de todos
os estados brasileiros, os ônibus Mascarello já são exportados para o Chile,
Equador, Venezuela, Costa Rica e Guatemala, na América Latina, além de Gana,
Angola e Nigéria, na África.

50
4. RESULTADOS E DISCUSSÕES
4.1. O PRODUTO ATUAL
Constatou-se, como demonstra as figuras 8 e 9, que o operador de cobrança
ao utilizar o seu posto de trabalho, não encontra um assento ergonomicamente
correto. Devido ao fato de que seus pés ficam em balanço ou parcialmente apoiados
na borda dianteira da base. Isto ocorre no projeto atual, pois as bases têm 736mm e
686mm de comprimento conforme demonstra a figura 10, contrariando assim a NBR
15570 no item 38.1.1, o qual afirma que a poltrona do operador de cobrança deve ter
apoio para os pés.
Para melhor compreensão do exposto, deve-se analisar as figuras 8 e 9, bem
como o projeto do posto atual com um boneco ergonômico de altura de 1,81m
demonstrado na figura 12.
Figura 12 – Ilustração demonstrando boneco ergonômico no posto atual. Fonte: Mascarello.

51
Durante a pesquisa pôde-se notar que devido a semelhança entre as
descrições dos projetos podem ocorrer erros no momento em que o profissional
responsável por definir qual base utilizar a seleciona para os veículos.
Constataram-se, também, de acordo com a tabela 5 que as principais
dimensões a serem respeitadas por não haver diferença entre elas nos projetos, são
as furações para a fixação da poltrona do operador na base, ou seja, as medidas E,
F, G, H, I, J, O, P e Q da figura 10 e a dimensão N que representa a largura da base
na mesma figura.
Após análise pôde-se notar que a maior variação de medidas ocorre nos pés
das bases, dimensões C, D, L, e M da figura 10, isto ocorre devido aos diversos
tipos de layout utilizado pela indústria modificando o posicionamento dos postos de
cobrança de acordo com as necessidades construtivas dos veículos.
Durante o processo de fabricação foi notado que existe um gabarito para a
montagem de cada conjunto na célula “B” de fabricação. Conforme demonstrado na
tabela 13 o tempo de troca destes gabaritos leva em média 15 minutos, o que
podem ser agravados pelo fato de existirem quatorze projetos diferentes e ocorrer
que a indústria venha a ter a necessidade de produzir 10 veículos com layout
diferentes por dia.
4.2. O NOVO PROJETO
Durante as análises e em todo o momento no decorrer desta pesquisa
buscou-se incessantemente trabalhar dois pontos definitivamente cruciais para que a
proposta a ser apresentada seja fiel ao objetivo geral desta apresentação: o primeiro
ponto é a padronização do produto final e o segundo é a ergonomia deste produto.
Na busca da melhor ergonomia para o operador de cobrança encontram-se
normas e diversos autores que definiram o que e como seria esta forma ergonômica
correta. Porém ao dedicar profunda análise a este projeto pode-se notar que a base
da poltrona do operador deveria atentar apenas a dois requisitos da NBR: um é com
relação a sua altura em relação ao solo, como demonstrado na NBR 15570 em seu
item 38, onde esta pode variar de 150mm a 450mm. O segundo requisito,
encontrado no mesmo item desta norma, é a determinação que em veículos com

52
cobrador a sua poltrona deve ter apoio para os pés, assim como a NR17 em seu
item 17.3.4 diz que para as atividades que tenham que ser desempenhadas pelo
trabalhador sentado, poderá ser exigido suporte para os pés que se adapte ao
comprimento das pernas do usuário.
Conforme foi analisado nos projetos atuais é possível notar que a base da
poltrona do operador de cobrança não tem o apoio adequado para os pés conforme
determinado pela norma vigente. Após reuniões com a gerência de engenharia da
empresa onde se realizou o projeto, chegou-se então a conclusão de que seria este
fator ergonômico a ser corrigido na proposta para que se pudesse, além de
proporcionar uma correta postura ergonômica aos usuários do posto de operação,
atender as especificações da norma vigente.
Com relação aos dimensionais a atual altura da base da poltrona foi alterada
para que esta possa avançar por baixo da catraca e não ocorra acidentes no
momento em que o usuário do ônibus girar a catraca registradora que tem altura de
400mm do piso conforme normatizado e demonstrado anteriormente.
Para melhor entendimento desta proposta, passa-se a análise do projeto novo
e suas particularidades conforme demonstrado na figura 13.
Pode-se notar que na proposta apresentada há a mesma quantidade de furos
para fixação da poltrona na base, e a sua posição com relação às bases antigas
manteve-se, pois estas como já demonstradas foram às únicas medidas que não
poderiam sofrer alterações, conforme tabela 14 e figura 14 que se segue:
Figura 13 – Projeto com componentes do novo projeto. Fonte: Primária.

53
PROJETO DIMENSÕES (mm)
A B C D E F G H I J L M N O P Q
Atuais 686 149 337 152 210 271 321 321 491 541 585 585 580 203 290 378
Novo 905 145 321 321 210 271 321 321 491 541 715 715 580 203 290 378
Com o novo projeto ocorreu também um ganho no dimensional da peça o que
pode melhorar seu aproveitamento nos projetos de distribuição interna dos veículos
colaborando para um projeto mais limpo e uniforme dentro dos ônibus, conforme
mostra a figura abaixo:
Figura 14 – Projeto com dimensões gerais do novo projeto. Fonte: Primária.
Fonte: Primária.
Tabela 14 – Tabela comparativa das dimensões gerais do novo projeto e do antigo.

54
De posse destes dados foi possível comparar o projeto antigo com o novo no
que diz respeito às dimensões gerais. Foi possível notar também que no projeto
novo o operador de cobrança quando está em seu posto de trabalho permanece
com seus pés completamente apoiados sobre a plataforma da base, o que torna a
posição de trabalho confortável e ergonomicamente correta, enquanto que no
projeto anterior o mesmo permanecia com os pés soltos no ar tornado esta postura
desconfortável podendo até provocar lesões no usuário, como demonstra a figura
abaixo de um boneco ergonômico de 1,81m de altura utilizando os dois postos de
trabalho.
Figura 15 – Figura demonstrando ganho de área nos veículos. Fonte: Primária.
Ganho de área

55
Com a definição do projeto concluída, passa-se para a comparação
ergonômica do projeto novo com o antigo.
Para esta comparação foram convidados os mesmos voluntários da primeira
análise do posto antigo, um medindo 1,81m de altura e outro 1,70m.
Para que se possa entender melhor o projeto proposto segue abaixo a figura
17 com a fotografia do novo posto de operação definindo seus acessórios:
Figura 16 – Figura comparando o apoio para os pés do projeto novo com o antigo. Fonte: Primária.

56
A próxima fotografia (figura 18) demonstra o primeiro voluntário, com altura de
1,81m. A altura da poltrona foi regulada para que esta proporcionasse ao operador o
melhor conforto possível buscando priorizar as normas ergonômicas. Com esta
regulagem a altura poplítea medida é de 45,5cm próximo do determinado no quadro
1 onde esta altura é de 46,5cm. A imagem mostra também que os pés do operador
ficam devidamente apoiados sobre a base proporcionando assim uma correta
postura ao sentar-se.
Figura 17 – Fotografia da nova proposta. Fonte: Primária.
01
03
02
05
04
LEGENDA: 01: Caixa do cobrador; 04: Poltrona do cobrador; 02: Base da caixa do cobrador; 05: Base da poltrona do cobrador. 03: Catraca;

57
A figura 19 demonstra o segundo voluntário, este com altura de 1,70m. Neste
caso, a altura da poltrona também foi regulada, para que esta contribuísse da melhor
forma possível para o conforto do usuário. Podemos notar que desta vez o operador
encontrou uma postura ideal para exercer sua função, devido a ter uma base de
apoio apropriada para seus pés, permitindo assim que este tenha conforto para
executar seu trabalho, o que não foi possível na base para poltrona do cobrador
antiga conforme já demonstrado na figura 9.
Figura 18 – Fotografia do operador com 1,81m de altura na base nova. Fonte: Primária.

58
Após uma série de análises e correções que se tornaram necessárias para a
execução deste novo projeto de base para poltrona do operador de cobrança,
obteve-se a sua aprovação junto à gerência da engenharia, e esta por sua vez,
determinou ao setor competente que fosse confeccionado gabaritos para
proporcionar ao setor de fabricação a agilidade e a correta montagem dos conjuntos
necessários ao bom funcionamento da indústria.
Conforme feito anteriormente com os projetos antigos acompanhou-se e
cronometrou-se o tempo de fabricação do projeto novo, para que possam ser
comparados com os dados das tabelas anteriores.
Figura 19 – Fotografia do operador com 1,70m de altura na base nova. Fonte: Primária

59
CÓDIGOS TEMPOS DE FABRICAÇÃO
1ª 2 ª 3 ª 4 ª 5 ª 6 ª 7 ª 8 ª 9 ª 10 ª
A 16:25 16:13 16:02 15:16 15:35 15:04 14:53 14:34 15:06 14:28
B 26:33 25:56 26:04 25:48 25:17 24:49 24:51 24:35 24:38 25:02
C 66:40 64:35 65:08 64:35 64:37 68:47 73:15 72:25 70:09 69:59
D 05:13 05:46 05:32 05:56 05:15 04:47 04:33 04:48 04:29 05:02
E - - - - - - - - - -
Como se pode notar na linha “E” do quadro 12 não há dados lançados. Isto
ocorreu pelo fato de como o projeto tornou-se um produto padronizado para todos os
veículos, não existe a necessidade de troca de gabaritos transformando este tempo
em ganho de produção no contexto geral.
Com posse de todos estes dados pode-se analisar graficamente os tempos
de produção médios, para comparar e concluir com exatidão. Se houve ganho
produtivo, além dos ganhos ergonômicos.
Fonte: Primária
Figura 20 – Gráfico de tempos médios por célula de fabricação. Fonte: Primária
Tabela 15 – Tabela com tempo de produção do projeto novo

60
Como se pode notar na figura 20, o tempo de processamento nas duas
primeiras células de fabricação para o produto novo tende a ser maior que os
projetos anteriores, devido à necessidade de utilização de mais equipamentos para
transformação da matéria prima em peça. Já nas três células em seguida os tempo
de processamento é menor devido a padronização do produto e mais
especificamente na linha “E”, que representa a troca de gabaritos, este tempo é
zerado, pois não há mais a necessidade de troca dos gabaritos.
Para melhor compreensão basta analisar a figura 21 que demonstra as
médias totais, comparado as médias do projeto antigo com o novo produto.
Como demonstrado no gráfico da figura 21 pode-se afirmar que existe uma
redução significativa no tempo de fabricação do conjunto novo. Redução esta de
aproximadamente 10 minutos, multiplicados pela média de dez carros urbanos
produzido diariamente, significa uma redução efetiva de 100 minutos por dia de
trabalho. O que confere uma avaliação positiva para a padronização do produto,
trazendo assim uma melhoria significativa para todo o sistema produtivo.
Figura 21 – Gráfico de tempos médios total de fabricação. Fonte: Primária

61
5. CONCLUSÃO
Com o término deste, a análise comparativa do projeto anteriormente utilizado
pela indústria, com o projeto proposto por este trabalho, às conclusões são muito
positivas, tanto no ponto ergonômico, tanto para a produção industrial.
O projeto novo, com a base para os pés do operador de cobrança, viabilizou
uma grande melhoria. Sendo que tal solução já foi implementada, como padrão, nos
novos projetos de layout adotados pela indústria.
Ocorreu devido ao fato de, a mesma, além de proporcionar uma postura
ergonômica correta, no que diz respeito ao apoio para os pés do operador do posto
de cobrança, tornou-se indispensável para a padronização dos projetos internos dos
veículos. Podendo ser a mesma utilizada em qualquer situação de distribuição
interna.
Também, como ficou demonstrado durante este estudo, ocorreu uma melhora
significativa no que diz respeito ao tempo de produção. Apesar de este ter sido maior
nas duas primeiras etapas de fabricação, as etapas duas seguintes compensaram
este tempo. E existe, um ganho de produção, com a eliminação de trocas constantes
de gabaritos para a produção de diferentes peças.
Isto foi possível pelo fato de que os quatorze projetos anteriores terem sido
substituídos por um único projeto padrão. É possível perceber que por ser um
produto novo existe certa dificuldade para os operadores o acostumarem-se com o
uso deste produto, gerando inicialmente uma perda de rendimento de trabalho dos
mesmos. Este fato está contemplado na tabela 15 que demonstra uma tendência a
diminuição dos tempos de fabricação.
Portanto, com a utilização do novo projeto proposto como padrão para a
indústria. Houve grandes melhorias para o operador do posto de cobrança, tanto
para a própria empresa encarroçadora, e, consequentemente, o objetivo deste
trabalho foi atingido.

62
REFERÊNCIAS Abrahão, J. & Ávila, A. (2001). Parâmetros para concepção de postos de trabalho informatizados . Revista Brasileira de Biomecânica, no prelo. BAXTER, Mike. Projeto de Produto: Guia prático para o design de novos produtos. 2. ed. São Paulo: Edgard Blücher, 1998. BETIOL, Maria Irene Stocco. A ergonomia em busca de seus princípios: Debates epistemológicos. São Paulo: Edgard Blücher, 2004. CLARK, K. B.; FUJIMOTO, T. Product development performance: strategy, organization and management in the world auto industry. Boston: HBS Press, 1991. DUARTE, Francisco. Ergonomia e projeto na indústria de processo contín uo. Rio de Janeiro: Lucerna, 2002. DUL, Jan; WEERDMEESTER, Bernard. Ergonomia prática. 2. ed. São Paulo: Edgard Blücher, 2004. GRANDEJEAN, Etienni. KROEMER, K. H. E. Manual de Ergonomia: Adaptando o Trabalho ao Homem. Porto Alegre: Bookman editora, 2005. IIDA, Itiro. Ergonomia: Projeto e produção. 2. ed. São Paulo: Edgard Blücher, 2005. MARTINS, Petrônio Garcia. LAUGENI, Pierro Fernando. Administração da Produção. 2ª. edição. São Paulo: Saraiva, 2005. LAKATOS, Eva Maria. MARCONI, Marina de Andrade. Metodologia científica. 3ª. edição. São Paulo: Atlas, 2000. MASCARELLO. Base de dados projetos. MEDEIROS, J. B. Redação científica. 2ª. edição. São Paulo: Atlas, 1986. MORAES, Anamaria. MONT´ALVÃO, Claudia M. Ergonomia: Conceitos e Aplicações. Rio de Janeiro: Editora 2AB Ltda, 2000. ROCHA, Vanessa C., FILHO, Eduardo R. O papel do designer no ambiente globalizado – a aplicação de sistemas informatizado s no auxílio do design e produção de jóias . V CBGDP, Curitiba, 2005. RUIZ, João Álvaro. Metodologia científica: guia para eficiência nos es tudos. 2ª. edição. São Paulo: Atlas, 1986. SANTOS, N. & FIALHO, F. Manual de Análise Ergonômica no Trabalho . Curitiba: Editora Genesis, 1995.

63
ANEXOS
ANEXO A:
Projeto conjunto base cobrador lado direito sobre c aixa de roda 700 mm
Código 04.421.039683

64
ANEXO B:
Projeto conjunto base cobrador sobre caixa de roda 686 mm
Código 04.421.039597

65
ANEXO C:
Projeto conjunto base cobrador lado esquerdo sobre caixa de roda 700 mm
Código 04.421.039682

66
ANEXO D:
Projeto conjunto base cobrador 700 mm
Código 04.421.039681

67
ANEXO E:
Projeto conjunto base cobrador sobre caixa de roda com reforço
Código 061941

68
ANEXO F:
Projeto conjunto base cobrador lado esquerdo sobre caixa de roda 700 mm
Código 060876

69
ANEXO G:
Projeto conjunto base cobrador sobre caixa de roda 750 mm
Código 060516

70
ANEXO H:
Projeto conjunto base cobrador sobre caixa de roda 750 mm pé invertido
Código: 056650

71
ANEXO I:
Projeto conjunto base cobrador sobre caixa de roda 750 mm
Código 056427

72
ANEXO J:
Projeto conjunto base cobrador lado esquerdo sobre caixa de roda 700 mm
Código 052810

73
ANEXO K:
Projeto conjunto base cobrador 700 mm sobre caixa d e roda motor traseiro
Código 04.421.052015

74
ANEXO L:
Projeto conjunto base cobrador lado direito sobre c aixa de roda 700 mm
Código 050664

75
ANEXO M:
Projeto conjunto base cobrador sobre caixa de roda 686 mm
Código 04.421.049365

76
ANEXO N:
Projeto conjunto base cobrador 683 mm
Código 04.421.048841




![[Segmedtrab] ergonomia ergonomia](https://img.document.onl/doc/110x75/559e5d231a28abfa7f8b4723/segmedtrab-ergonomia-ergonomia-55a14c97665e9.jpg)