Embed Size (px)
Citation preview

Fo
rm W
ord
1.1
.0
Especificação de execução técnica Eisenmann 01-04-36
Eisenmann Especificação de execução técnica 01-04-36
Doc. title: Especificação de execução técnica Eisenmann Doc. version: 1.1.0
Author: Tietze, Margit (CE-GER) Reviewer: Benzinger, Rainer (CE-GER)
Author: Tietze, Margit (CE-GER) Reviewer: Benzinger, Rainer (CE-GER)
Release date: 06.06.2018 Page 2 of 44 Reviewed: 22.05.2018 Reviewed: 12.09.2017
Fo
rm W
ord
2.0
.0
Contents Campo de aplicação ................................................................................................................................... 3
Índice de alterações ................................................................................................................................... 3
Finalidade da especificação de execução ................................................................................................. 3
Projeção em caso de inconsistências ........................................................................................................ 3
Pontuação contratual ................................................................................................................................. 3
Embalagem / transporte ............................................................................................................................. 4
Diretiva de Embalagem .............................................................................................................................. 5
Referências normativas .............................................................................................................................. 6
Tolerâncias gerais ...................................................................................................................................... 6
Ajustes ........................................................................................................................................................ 6
Características de cantos ........................................................................................................................... 6
Rosca de parafuso ..................................................................................................................................... 7
Furos/reduções........................................................................................................................................... 7
Soldagem/soldadura .................................................................................................................................. 7
Requisitos técnicos para a soldagem Estrutura de aço ............................................................................ 8
Requisitos técnicos para a soldagem de tubulações de aços austeníticos inoxidáveis ........................... 9
Requisitos técnicos para a soldagem de instalações, tubulações e recipientes de acordo com a lei alemã relativa ao gerenciamento de recursos hídricos (WHG) de aço inoxidável austenítico (Alemanha) .................................................................................................................................................................. 13
Requisitos técnicos para a soldagem de tubulações e recipientes para instalações de água VE ........ 17
Requisitos técnicos para a soldagem Seleção de material de adição .................................................... 21
Representação simbólica de costuras de solda Extrato de DIN EN 22 553 ou ISO 2553 ........... 24
Representação gráfica e medidas das costuras de solda ....................................................................... 26
Representação técnica de símbolos de soldagem com procedimento de verificação determinado ...... 26
Texto – Símbolos em desenhos ............................................................................................................... 27
Formato de desenho ................................................................................................................................ 33
Troca de dados......................................................................................................................................... 33
Padrão – Montagem Meios auxiliares ...................................................................................................... 34
Tratamento de superfícies Procedimento com pintura ........................................................................... 35
1. Secar a área interior ............................................................................................................................. 36
2. Secar / molhar a área interior (com resistência a produtos químicos) e a área exterior .................... 37
3. Área exterior com resistência a UV e água do mar ............................................................................. 38
4. Tinta de alumínio .................................................................................................................................. 39
5. Tinta em pó ........................................................................................................................................... 40
Tratamento de superfícies Procedimento sem pintura ............................................................................ 41
Prescrição de processamento para placas cantonadas e perfuradas .................................................... 42
Prescrições de fabricação para processamento de chapas aluminadas a quente e em aço inoxidável 43
Prescrições de fabricação no processamento de plástico ...................................................................... 44
Eisenmann Especificação de execução técnica 01-04-36
Doc. title: Especificação de execução técnica Eisenmann Doc. version: 1.1.0
Author: Tietze, Margit (CE-GER) Reviewer: Benzinger, Rainer (CE-GER)
Author: Tietze, Margit (CE-GER) Reviewer: Benzinger, Rainer (CE-GER)
Release date: 06.06.2018 Page 3 of 44 Reviewed: 22.05.2018 Reviewed: 12.09.2017
Fo
rm W
ord
2.0
.0
Campo de aplicação
A especificação de execução técnica aqui descrita é vinculativa a todas as afiliadas da Eisenmann (de seguida "contratante") e todos os fornecedores (de seguida "contratado"), salvo indicação em contrário.
Índice de alterações
Data Versão Criação / alteração Fundamentação para a alteração
22.12.2017 1.0.0 Criação inicial substituída: Especificações de execução das peças de desenho da EISENMANN 01-04-36 Versão: 03.2015
22.05.2018 1.1.0 Novo símbolo nº 36 Dados dos símbolos nº 10 e 11 expandidos
Símbolo no desenho nº 36 Mín. a Máx. Adicionar nova medida, página 32. Indicar novamente as tolerâncias nos símbolos nº 10 e 11, página 28.
Finalidade da especificação de execução
As especificações nesta especificação de execução técnica devem ser consideradas durante todas as fases de planejamento e de execução. Estas foram desenvolvidas de acordo com os requisitos técnicos do contratante e são obrigatórias para a execução do trabalho. Essas especificações representam o padrão mínimo que deve ser obrigatoriamente cumprido. As discrepâncias do padrão mínimo devem ser aprovadas por escrito antecipadamente antes do início da execução pelo respectivo departamento especializado do contratante. Os trabalhos também devem ser realizados de acordo com as regras reconhecidas de tecnologia, o estado atual da tecnologia, assim como considerando as leis, normas e prescrições aplicáveis à execução. O contratado permanece o único responsável em relação ao contratante pelo cumprimento desta especificação de execução.
Projeção em caso de inconsistências
Em caso de inconsistências dentro da documentação técnica, o contratado é obrigado a informar imediatamente o contratante e a obter suas instruções ou a encontrar uma solução de comum acordo junto do mesmo.
Pontuação contratual
A relação e a classificação desta especificação de execução técnica em relação a outros acordos celebrados entre o contratante e o contratado serão reguladas em outros lugares, geralmente no contrato-quadro e / ou no protocolo de negociações e / ou nas condições gerais de compras.
Eisenmann Especificação de execução técnica 01-04-36
Doc. title: Especificação de execução técnica Eisenmann Doc. version: 1.1.0
Author: Tietze, Margit (CE-GER) Reviewer: Benzinger, Rainer (CE-GER)
Author: Tietze, Margit (CE-GER) Reviewer: Benzinger, Rainer (CE-GER)
Release date: 06.06.2018 Page 4 of 44 Reviewed: 22.05.2018 Reviewed: 12.09.2017
Fo
rm W
ord
2.0
.0
Embalagem / transporte
A embalagem constitui a proteção contra danos ou outros prejuízos, o que pode causar uma influência de qualidade dos produtos embalados. Além das características dos produtos embalados (sensibilidade, tamanho, peso, etc.), todas as influências na cadeia (embalamento - transporte - armazenamento - desembalamento - e, se necessário, a corrente de ligação ao cliente) devem ser incluídas na embalagem e no produto embalado. Na seleção dos métodos de embalagem, materiais para embalagem e materiais de embalagem devem ser observadas as especificações legais dos países de fornecimento e de receção em relação à embalagem.
Eisenmann Especificação de execução técnica 01-04-36
Doc. title: Especificação de execução técnica Eisenmann Doc. version: 1.1.0
Author: Tietze, Margit (CE-GER) Reviewer: Benzinger, Rainer (CE-GER)
Author: Tietze, Margit (CE-GER) Reviewer: Benzinger, Rainer (CE-GER)
Release date: 06.06.2018 Page 5 of 44 Reviewed: 22.05.2018 Reviewed: 12.09.2017
Fo
rm W
ord
2.0
.0
Diretiva de Embalagem
Diretiva de Embalagem Autor: Weiß, Andreas (PL-GER)
Verificador: Theurer, Jörg (PL-GER)
Embalagem para exportação (mercadoria em contêiner) 1. A madeira da embalagem precisa ser tratada termicamente conforme o padrão IPPC e
marcada. (A madeira compensada e aglomerado não estão sujeitos às normas de quarentena)
2. O palete tem de permitir sua movimentação com empilhadeira para o contêiner e deve ser maior que a mercadoria.
3. Proteger os componentes polidos contra corrosão com Metacorin 850 ou Cortec VCI 369. 4. As tubulações abertas e os bocais de tubos devem ser fechados nas extremidades. 5. Embalar a mercadoria (exceto aço inoxidável) hermeticamente completamente em filme VCI
(filme anticorrosivo). 6. Dessecante Container-DRI dentro do filme VCI. (1 pacote/m³) 7. Amarrar a mercadoria no palete com fitas de poliéster de, pelo menos, 25 mm
de largura. 8. Uma cobertura de filme PE é colocada e colada sobre os pacotes. 9. Anexar os símbolos de manuseio (símbolo de corrente, empilhadeira, centro de gravidade,
etc.) 10. Não colar etiquetas ou fitas adesivas sobre as áreas visíveis. Os restos de cola só podem
ser removidos com bastante esforço.
Embalagem para transporte aéreo 1. Basicamente em caixas ou embalagens de manipulação segura e empilháveis. Caso
contrário, embalagem como no capítulo Embalagem para exportação Pontos 1, 3-10
Embalagem para o transporte em caminhão dentro da Alemanha e países limítrofes 1. O palete deve ser maior que a mercadoria. 2. Amarrar a mercadoria no palete com fitas de poliéster de, pelo menos, 25 mm de largura. 3. Proteger os componentes polidos contra corrosão com Metacorin 850 ou Cortec VCI 369. 4. As tubulações abertas e os bocais de tubos devem ser fechados nas extremidades. 5. Colocar uma cobertura de filme PE para proteção contra chuva e poeira sobre os pacotes
(fixar o filme). 6. Anexar os símbolos de manuseio (símbolo de corrente, empilhadeira, centro de gravidade,
etc.). 7. Não colar etiquetas ou fitas adesivas sobre as áreas visíveis. Os restos de cola só podem
ser removidos com bastante esforço.
As condições Eisenmann são atendidas nestas empresas: Filme VCI: Dill, Tel.+49 (0) 711-97555-0 (rolo 50x6m, 150μm, tipo E) Dessecante: Marx, +49 (0) 7644-914120 (Container-DRI) Fitas de fixação: Cordstrap, +49 (0) 2151-78880-0, (fitas CC85 ou CW105) Proteção anticorrosão: Bantleon, +49 (0) 731-3990-0 (Metacorin 850, aplicar/pulverize) Corpac, +49 (0) 7062-91436-0 (pulverizador Cortec VCI 369) Estruturas de transporte: Masterwerk GmbH, Machtlfinger Str. 27, 81379 Munique,
+49 (0) 89-54 57 77-77, [email protected]
Cada fornecedor é responsável pelo embalamento seguro da sua mercadoria.
Eisenmann Especificação de execução técnica 01-04-36
Doc. title: Especificação de execução técnica Eisenmann Doc. version: 1.1.0
Author: Tietze, Margit (CE-GER) Reviewer: Benzinger, Rainer (CE-GER)
Author: Tietze, Margit (CE-GER) Reviewer: Benzinger, Rainer (CE-GER)
Release date: 06.06.2018 Page 6 of 44 Reviewed: 22.05.2018 Reviewed: 12.09.2017
Fo
rm W
ord
2.0
.0
Referências normativas
Mesmo que a especificação de execução técnica não especifique em detalhes, o contratado é completamente responsável por garantir que sejam cumpridos, além dos requisitos mencionados nessa especificação de execução técnica, todos os requisitos aplicáveis ao seu desempenho decorrentes de leis e outras prescrições (por ex., diretivas da CE, regulamentos e outras leis aplicáveis), assim como de normas e regras de tecnologia geralmente aceitas.
Tolerâncias gerais
Normas a aplicar
• DIN ISO 2768-1-m Tolerâncias gerais (tolerâncias para medidas do comprimento e angulares sem registro individual de tolerâncias)
• DIN ISO 2768-2-k Tolerâncias gerais (tolerâncias para a forma e posição sem registro individual de tolerâncias)
• DIN EN ISO 1101 Tolerância geométrica - Tolerância de forma, direção, localização e curso
• DIN EN ISO 1302 Especificação de características da superfície
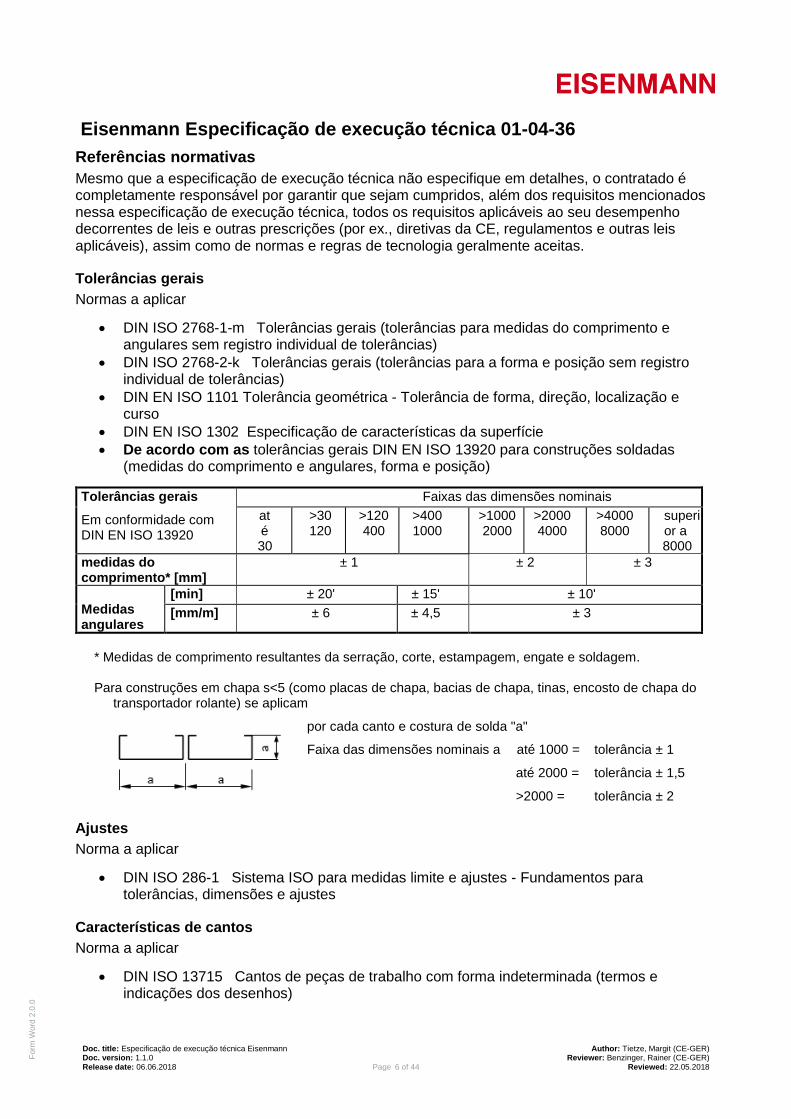
• De acordo com as tolerâncias gerais DIN EN ISO 13920 para construções soldadas (medidas do comprimento e angulares, forma e posição)
Tolerâncias gerais
Em conformidade com DIN EN ISO 13920
Faixas das dimensões nominais
até 30
>30 120
>120 400
>400 1000
>1000 2000
>2000 4000
>4000 8000
superior a 8000
medidas do comprimento* [mm]
± 1 ± 2 ± 3
Medidas angulares
[min] ± 20' ± 15' ± 10'
[mm/m] ± 6 ± 4,5 ± 3
* Medidas de comprimento resultantes da serração, corte, estampagem, engate e soldagem.
Para construções em chapa s<5 (como placas de chapa, bacias de chapa, tinas, encosto de chapa do
transportador rolante) se aplicam
por cada canto e costura de solda "a"
Faixa das dimensões nominais a até 1000 = tolerância ± 1
até 2000 = tolerância ± 1,5
>2000 = tolerância ± 2
Ajustes
Norma a aplicar
• DIN ISO 286-1 Sistema ISO para medidas limite e ajustes - Fundamentos para tolerâncias, dimensões e ajustes
Características de cantos
Norma a aplicar
• DIN ISO 13715 Cantos de peças de trabalho com forma indeterminada (termos e indicações dos desenhos)
Eisenmann Especificação de execução técnica 01-04-36
Doc. title: Especificação de execução técnica Eisenmann Doc. version: 1.1.0
Author: Tietze, Margit (CE-GER) Reviewer: Benzinger, Rainer (CE-GER)
Author: Tietze, Margit (CE-GER) Reviewer: Benzinger, Rainer (CE-GER)
Release date: 06.06.2018 Page 7 of 44 Reviewed: 22.05.2018 Reviewed: 12.09.2017
Fo
rm W
ord
2.0
.0
Rosca de parafuso
Norma a aplicar
• DIN 202 Rosca (visão geral)
• DIN ISO 965-1 Rosca ISO métrica de utilização geral (tolerâncias – princípios e fundamentos)
• DIN ISO 965-2 Rosca ISO métrica de utilização geral (tolerâncias – medidas limite para rosca externa e interna de utilização geral)
Furos/reduções
Norma a aplicar
• DIN EN 20273 Orifícios de passagem para parafusos
• DIN EN ISO 15065 Redução para parafusos de cabeça escareada com forma de cabeça conforme ISO 7721
• DIN 74 Reduções para parafusos de cabeça escareada (com exceção de parafusos de cabeça escareada com cabeças conforme DIN EN 27721)
• DIN 974-1 Diâmetro de redução – Medidas de construção – Parte 1: Parafusos com cabeça de cilindro
• DIN 974-2 Diâmetro de redução para parafusos de cabeça escareada e porcas de cabeça escareada
Soldagem/soldadura
Norma a aplicar
• DIN EN ISO 2553 Soldagem e processos relacionados – Representação simbólica em desenhos – Uniões soldadas (ISO 2553:2013); Versão alemã EN ISO 2553:2013
• DIN EN 1011-1 Soldagem – Recomendações para soldagem de materiais metálicos – Parte 1: Instruções gerais para soldadura por arco; Versão alemã EN 1011-1:2009
• DIN EN 1011-2 Soldagem – Recomendações para soldagem de materiais metálicos – Parte 2: Soldadura por arco de aços ferríticos; Versão alemã EN 1011-2:2001
• DIN EN 1011-3 Soldagem – Recomendações para soldagem de materiais metálicos – Parte 3: Soldadura por arco de aços inoxidáveis; Versão alemã EN 1011-3:2000
• DIN EN 1011-4 Soldagem – Recomendações para soldagem de materiais metálicos – Parte 4: Soldadura por arco de alumínio e ligas de alumínio; Versão alemã EN 1011-4:2000

Eisenmann Especificação de execução técnica 01-04-36
Doc. title: Especificação de execução técnica Eisenmann Doc. version: 1.1.0
Author: Tietze, Margit (CE-GER) Reviewer: Benzinger, Rainer (CE-GER)
Author: Tietze, Margit (CE-GER) Reviewer: Benzinger, Rainer (CE-GER)
Release date: 06.06.2018 Page 8 of 44 Reviewed: 22.05.2018 Reviewed: 12.09.2017
Fo
rm W
ord
2.0
.0
Requisitos técnicos para a soldagem Estrutura de aço
Requisitos técnicos para a soldagem Estrutura de aço Autor: Fiedler, Wolfgang (PL-GER)
Verificador: Ruckaberle, Rainer (PL-GER)
Geral No caso de requisitos contraditórios nas encomendas do contratante, nas especificações legais ou nas normas técnicas, aplica-se sempre o requisito qualitativo superior. No caso de dúvida, deve consultar previamente o adquirente! Representações técnicas em desenhos A representação técnica e o dimensionamento ocorrem conforme:
• DIN EN ISO 2553 Soldagem e processos relacionados – Representação simbólica em desenhos – Uniões soldadas (ISO 2553:2013); Versão alemã EN ISO 2553:2013
A preparação da costura de solda ocorre conforme DIN EN 1090-2 de acordo com:
• DIN EN ISO 9692 Soldagem e processos relacionados – Preparação da costura de solda recomendada – Parte 1: Soldagem manual por arco, soldagem por gás de proteção, soldagem por gás, soldagem WIG e soldagem por raio de aços (ISO 9692-1:2013); Versão alemã EN ISO 9692-1:2013
Os grupos de avaliação devem ser indicados nos desenhos a partir da construção de acordo com DIN EN 1090-2. Aplica-se:
• DIN EN ISO 5817 Soldagem – Uniões soldadas por fusão em aço, níquel, titânio e as suas ligas (sem soldagem por raio) – grupos de avaliação de irregularidades (ISO 5817:2014); Versão alemã EN ISO 5817:2014
Tolerâncias para construções soldadas devem ser indicadas de acordo com DIN EN 1090-2. Aplica-se:
• DIN EN 13920 Tolerâncias gerais para construções soldadas – Medidas do comprimento e angulares; forma e posição (ISO 13920:1996) Versão alemã EN ISO 13920:1996
Eisenmann Especificação de execução técnica 01-04-36
Doc. title: Especificação de execução técnica Eisenmann Doc. version: 1.1.0
Author: Tietze, Margit (CE-GER) Reviewer: Benzinger, Rainer (CE-GER)
Author: Tietze, Margit (CE-GER) Reviewer: Benzinger, Rainer (CE-GER)
Release date: 06.06.2018 Page 9 of 44 Reviewed: 22.05.2018 Reviewed: 12.09.2017
Fo
rm W
ord
2.0
.0
Requisitos técnicos para a soldagem de tubulações de aços austeníticos inoxidáveis
Requisitos técnicos para a soldagem de tubulações de aços austeníticos inoxidáveis
Autor: Fiedler, Wolfgang (PL-GER) Verificador: Ruckaberle, Rainer (PL-GER)
Requisitos gerais As traduções de termos técnicos relativos à soldagem, assim como o cálculo, a fabricação, a execução e a inspeção de todas as tubulações devem ser realizados de acordo com a norma. Normas a aplicar
• DIN EN 1792 Lista multilingue com termos para soldagem e processos relacionados – Versão trilingue EN 1792:2003
• Folheto AD 2000 HP 100 R Prescrições de construção – Tubulações de materiais metálicos
• DIN EN 13480-1 bis DIN EN 13480-8 Tubulações industriais metálicas Requisitos ao fabricante / fornecedor Certificação de acordo com AD / HP 0 ou a diretiva relativa a equipamentos sob pressão e / ou os respectivos testes dos métodos de soldagem. Norma a aplicar
• DIN EN ISO 15614-1 Requisito e qualificação de métodos de soldagem para o teste dos métodos de soldagem de materiais metálicos. Parte 1: Soldadura por arco de níquel e ligas de níquel

Eisenmann Especificação de execução técnica 01-04-36
Doc. title: Especificação de execução técnica Eisenmann Doc. version: 1.1.0
Author: Tietze, Margit (CE-GER) Reviewer: Benzinger, Rainer (CE-GER)
Author: Tietze, Margit (CE-GER) Reviewer: Benzinger, Rainer (CE-GER)
Release date: 06.06.2018 Page 10 of 44 Reviewed: 22.05.2018 Reviewed: 12.09.2017
Fo
rm W
ord
2.0
.0
Requisitos técnicos para a soldagem de tubulações de aços austeníticos inoxidáveis
Autor: Fiedler, Wolfgang (PL-GER) Verificador: Ruckaberle, Rainer (PL-GER)
Garantia da qualidade dos trabalhos de soldagem Os seguintes requisitos de qualidade devem ser considerados para a garantia da qualidade dos trabalhos de soldagem: Norma a aplicar
• DIN EN ISO 3834-2 Requisitos de qualidade para a soldagem por fusão de materiais metálicos – Parte 2: Requisitos de qualidade globais (ISO 3834-2:2005); Versão alemã EN ISO 3834-2:2005
de acordo com o seguinte capítulo:
• Capítulo 5 Verificação de requisitos e verificação técnica
• Capítulo 6 Subcontratação
• Capítulo 7 Pessoal técnico para a soldagem
• Capítulo 8 Pessoal para o monitoramento e verificação
• Capítulo 9 Equipamentos
• Capítulo 10 Tarefas técnicas para a soldagem e relacionadas
• Capítulo 11 Consumíveis de soldagem
• Capítulo 12 Armazenamento dos materiais de base
• Capítulo 14 Monitoramento e verificação
• Capítulo 17 Identificação e rastreamento
Qualidade das uniões soldadas As qualidades das costuras de solda devem ser determinadas pelo construtor e introduzidas nos desenhos. Norma a aplicar
• Folheto AD 2000 HP 100 R Prescrições de construção – Tubulações de materiais metálicos
• DIN EN 13480-1 bis DIN EN 13480-8 Tubulações industriais metálicas Se as determinações ou indicações estiverem em falta, se aplica o grupo de avaliação "C" Norma a aplicar
• DIN EN ISO 5817 Soldagem – Uniões soldadas por fusão em aço, níquel, titânio e as suas ligas (sem soldagem por raio) – grupos de avaliação de irregularidades (ISO 5817:2014); Versão alemã EN ISO 5817:2014
Eisenmann Especificação de execução técnica 01-04-36
Doc. title: Especificação de execução técnica Eisenmann Doc. version: 1.1.0
Author: Tietze, Margit (CE-GER) Reviewer: Benzinger, Rainer (CE-GER)
Author: Tietze, Margit (CE-GER) Reviewer: Benzinger, Rainer (CE-GER)
Release date: 06.06.2018 Page 11 of 44 Reviewed: 22.05.2018 Reviewed: 12.09.2017
Fo
rm W
ord
2.0
.0
Requisitos técnicos para a soldagem de tubulações de aços austeníticos inoxidáveis
Autor: Fiedler, Wolfgang (PL-GER) Verificador: Ruckaberle, Rainer (PL-GER)
Requisitos do material de base Certificado do material 3.1 conforme DIN EN 10204 Produtos metálicos - Tipos de certificados de teste; Versão alemã EN 10204:2004 Requisitos ao material de adição
• Utilizar materiais de adição do mesmo tipo ou de ligas superiores
• Aprovação TÜV
• Certificado do material 2.2 conforme DIN EN 10204.
• A soldagem sem material de adição só é permitida com a autorização da empresa Eisenmann.
• Para aços de liga de molibdénio, utilizar materiais de adição de liga de molibdénio superior!
Inspeções e respectiva abrangência por princípio, devem ser determinadas com o contratante e registradas por escrito antes da assinatura do contrato, de acordo com as normas mencionadas de seguida!
• Folheto AD 2000 HP 100 R Prescrições de construção – Tubulações de materiais metálicos
• DIN EN 13480-1 bis DIN EN 13480-8 Tubulações industriais metálicas
• Teste de estanqueidade das tubulações O pessoal encarregado pelo teste deve ser qualificado e certificado.
• DIN EN ISO 9712 Teste de modo não destrutivo - Qualificação e certificação de pessoal do teste de modo não destrutivo (ISO 9712:2012); Versão alemã EN ISO 9712:2012
• DIN EN ISO 9712 Folha suplementar Teste de modo não destrutivo - Qualificação e certificação de pessoal do teste de modo não destrutivo; folha suplementar 1: Recomendações para a aplicação de DIN EN ISO 9712:2012-12
Tipos de teste: Se for necessário verificar de modo não destrutivo, devem ser utilizadas as seguinte ou, se necessário, outras normas de acordo com os requisitos do componente e a utilização:
• Regras gerais conforme DIN EN ISO 17635
• Inspeção visual (VT) DIN EN ISO 17637
• Testes de penetração dos raios (RT) DIN EN ISO 17636
• Inspeção de fissuras nas superfícies com o processo de entrada de tinta (PT) DIN EN ISO 3452
• Testes ultrassônicos (UT) DIN EN ISO 17640
• Teste de partículas magnéticas (MT) DIN EN ISO 17638
• Teste de estanqueidade segundo o método de bolhas com a campânula de vácuo ou com o spray detector de fugas DIN EN 1779
• Teste de estanqueidade com sobrepressão com o spray detector de fugas ou medição da pressão diferencial DIN EN 1779
Eisenmann Especificação de execução técnica 01-04-36
Doc. title: Especificação de execução técnica Eisenmann Doc. version: 1.1.0
Author: Tietze, Margit (CE-GER) Reviewer: Benzinger, Rainer (CE-GER)
Author: Tietze, Margit (CE-GER) Reviewer: Benzinger, Rainer (CE-GER)
Release date: 06.06.2018 Page 12 of 44 Reviewed: 22.05.2018 Reviewed: 12.09.2017
Fo
rm W
ord
2.0
.0
Requisitos técnicos para a soldagem de tubulações de aços austeníticos inoxidáveis
Autor: Fiedler, Wolfgang (PL-GER) Verificador: Ruckaberle, Rainer (PL-GER)
Processamento de aços inoxidáveis Para o processamento e o processamento posterior, com exceção do eletropolimento, se aplica:
• DIN EN 1011-3 Recomendações para soldagem de materiais metálicos Parte 3: Soldadura por arco de aços inoxidáveis; Versão alemã EN 1011-3:2000
As superfícies em aços inoxidáveis austeníticos têm de estar isentas de cores de revenido e passivadas.
Inspeções O contratado tem de assegurar a qualquer momento ao contratante ou ao seu representante um controle das peças a serem produzidas.
Geral No caso de requisitos contraditórios nas encomendas do contratante, nas exigências legais ou nas regulamentações, aplica-se sempre o requisito qualitativo superior. No caso de dúvida, deve consultar previamente o adquirente!
Representações técnicas em desenhos A representação técnica e o dimensionamento ocorrem conforme:
• DIN EN ISO 2553 Soldagem e processos relacionados – Representação simbólica em desenhos – Uniões soldadas (ISO2553:2013) Versão alemã EN ISO 2553:2013
A preparação da costura de solda ocorre de acordo com:
• DIN EN ISO 9692 Soldagem e processos relacionados – Preparação da costura de solda recomendada – Parte 1: Soldagem manual por arco, soldagem por gás de proteção, soldagem por gás, soldagem WIG e soldagem por raio de aços (ISO 9692-1:2013); Versão alemã EN ISO 9692-1:2013
A concepção da união soldada ocorre de acordo com:
• DIN EN 1708-01 Soldagem – Elementos de ligação na soldagem de aço – Parte 1: Componentes sob pressão; Versão alemã EN 1708-1:2010
Eisenmann Especificação de execução técnica 01-04-36
Doc. title: Especificação de execução técnica Eisenmann Doc. version: 1.1.0
Author: Tietze, Margit (CE-GER) Reviewer: Benzinger, Rainer (CE-GER)
Author: Tietze, Margit (CE-GER) Reviewer: Benzinger, Rainer (CE-GER)
Release date: 06.06.2018 Page 13 of 44 Reviewed: 22.05.2018 Reviewed: 12.09.2017
Fo
rm W
ord
2.0
.0
Requisitos técnicos para a soldagem de instalações, tubulações e recipientes de acordo com a lei alemã relativa ao gerenciamento de recursos hídricos (WHG) de aço inoxidável austenítico (Alemanha)
Requisitos técnicos para a soldagem de instalações, tubulações e recipientes de acordo com a lei alemã relativa ao gerenciamento de recursos hídricos (WHG) de aço inoxidável austenítico (Alemanha)
Autor: Fiedler, Wolfgang (PL-GER) Verificador: Ruckaberle, Rainer (PL-GER)
Requisitos gerais
• As traduções de termos técnicos relativos à soldagem devem ser realizados de acordo com a norma específica
• O cálculo, a fabricação, a execução e a inspeção de todas as tubulações devem ser realizados de acordo com a norma.
• Os regulamentos relativamente à instalação para o manejamento de substâncias perigosas para a água (VawS) e à empresa especializada devem ser cumpridos e verificados.
• As prescrições administrativas relativamente à execução da Vaw (VV-VawS) devem ser considerados.
• A construção e a produção são realizadas de acordo com a TRbF (regras técnicas de líquidos inflamáveis) e as normas e as diretrizes aí mencionadas.
• Os requisitos das listas de regras de construção devem ser considerados. Norma a aplicar
• DIN EN 1792 Lista multilingue com termos para soldagem e processos relacionados – Versão trilingue EN 1792:2003
Requisitos ao fabricante / fornecedor Existência de um reconhecimento como empresa especializada de acordo com a lei alemã relativa ao gerenciamento de recursos hídricos com contrato de monitoramento, incluindo tecnologia de soldagem e métodos de soldagem reconhecidos (testes dos métodos de soldagem). Norma a aplicar
• DIN EN ISO 15614-1 Requisito e qualificação de métodos de soldagem para o teste dos métodos de soldagem de materiais metálicos. Parte 1: Soldadura por arco de níquel e ligas de níquel

Eisenmann Especificação de execução técnica 01-04-36
Doc. title: Especificação de execução técnica Eisenmann Doc. version: 1.1.0
Author: Tietze, Margit (CE-GER) Reviewer: Benzinger, Rainer (CE-GER)
Author: Tietze, Margit (CE-GER) Reviewer: Benzinger, Rainer (CE-GER)
Release date: 06.06.2018 Page 14 of 44 Reviewed: 22.05.2018 Reviewed: 12.09.2017
Fo
rm W
ord
2.0
.0
Requisitos técnicos para a soldagem de instalações, tubulações e recipientes de acordo com a lei alemã relativa ao gerenciamento de recursos hídricos (WHG) de aço inoxidável austenítico (Alemanha)
Autor: Fiedler, Wolfgang (PL-GER) Verificador: Ruckaberle, Rainer (PL-GER)
Garantia da qualidade dos trabalhos de soldagem Os seguintes requisitos de qualidade devem ser considerados para a garantia da qualidade dos trabalhos de soldagem:
• DIN EN ISO 3834-2 Requisitos de qualidade para a soldagem por fusão de materiais metálicos – Parte 2: Requisitos de qualidade globais (ISO 3834-2:2005); Versão alemã EN ISO 3834-2:2005
de acordo com o seguinte capítulo:
• Capítulo 5 Verificação de requisitos e verificação técnica
• Capítulo 6 Subcontratação
• Capítulo 7 Pessoal técnico para a soldagem
• Capítulo 8 Pessoal para o monitoramento e verificação
• Capítulo 9 Equipamentos
• Capítulo 10 Tarefas técnicas para a soldagem e relacionadas
• Capítulo 11 Consumíveis de soldagem
• Capítulo 12 Armazenamento dos materiais de base
• Capítulo 14 Monitoramento e verificação
• Capítulo 17 Identificação e rastreamento
• Capítulo 18 Relatórios de qualidade Qualidade das uniões soldadas As qualidades das costuras de solda devem ser determinadas pelo construtor e introduzidas nos desenhos. Norma a aplicar
• Folheto AD 2000 HP5/3 Fabricação e verificação de recipientes de pressão - Fabricação e verificação de ligações - Teste de modo não destrutivo das uniões soldadas
Requisitos do material de base Certificado do material 3.1 conforme DIN EN 10204 Produtos metálicos - Tipos de certificados de teste; Versão alemã EN 10204:2004 Prova da resistência IK (corrosão intercristalina) para materiais resistentes à corrosão. Utilização alternativa de LC (Low Carbon) – Aços. Requisitos ao material de adição
• Utilizar materiais de adição do mesmo tipo ou de ligas superiores
• Aprovação TÜV ou DB
• Certificado do material 2.2 conforme DIN EN 10204
• A soldagem sem material de adição só é permitida com a autorização da empresa Eisenmann.
Eisenmann Especificação de execução técnica 01-04-36
Doc. title: Especificação de execução técnica Eisenmann Doc. version: 1.1.0
Author: Tietze, Margit (CE-GER) Reviewer: Benzinger, Rainer (CE-GER)
Author: Tietze, Margit (CE-GER) Reviewer: Benzinger, Rainer (CE-GER)
Release date: 06.06.2018 Page 15 of 44 Reviewed: 22.05.2018 Reviewed: 12.09.2017
Fo
rm W
ord
2.0
.0
Requisitos técnicos para a soldagem de instalações, tubulações e recipientes de acordo com a lei alemã relativa ao gerenciamento de recursos hídricos (WHG) de aço inoxidável austenítico (Alemanha)
Autor: Fiedler, Wolfgang (PL-GER) Verificador: Ruckaberle, Rainer (PL-GER)
Inspeções e respectiva abrangência De acordo com AD / HP 5/3 e as regulamentações e as determinações do contrato definidas aí. No entanto, todas as tubulações, independentemente do material e do diâmetro, devem ter pelo menos 2% dos comprimentos da costura de solda. O pessoal encarregado pelo teste deve ser qualificado e certificado.
• DIN EN ISO 9712 Teste de modo não destrutivo - Qualificação e certificação de pessoal do teste de modo não destrutivo (ISO 9712:2012); Versão alemã EN ISO 9712:2012
• DIN EN ISO 9712 Folha suplementar Teste de modo não destrutivo - Qualificação e certificação de pessoal do teste de modo não destrutivo; folha suplementar 1:Recomendações para a aplicação de DIN EN ISO 9712:2012-12
Tipos de teste:
Se for necessário verificar de modo não destrutivo, devem ser utilizadas as seguinte ou, se necessário, outras normas de acordo com os requisitos do componente e a utilização:
• Regras gerais conforme DIN EN ISO 17635
• Inspeção visual (VT) DIN EN ISO 17637
• Testes de penetração dos raios (RT) DIN EN ISO 17636
• Inspeção de fissuras nas superfícies com o processo de entrada de tinta (PT) DIN EN ISO 3452
• Testes ultrassônicos (UT) DIN EN ISO 17640
• Teste de partículas magnéticas (MT) DIN EN ISO 17638
• Teste de estanqueidade segundo o método de bolhas com a campânula de vácuo ou com o spray detector de fugas DIN EN 1779
• Teste de estanqueidade com sobrepressão com o spray detector de fugas ou medição da pressão diferencial DIN EN 1779
Processamento de aços inoxidáveis Para o processamento e o processamento posterior, com exceção do eletropolimento, se aplica:
• DIN EN 1011-3 Recomendações para soldagem de materiais metálicos Parte 3: Soldadura por arco de aços inoxidáveis; Versão alemã EN 1011-3:2000
As superfícies em aços inoxidáveis austeníticos têm de estar isentas de cores de revenido e passivadas.

Eisenmann Especificação de execução técnica 01-04-36
Doc. title: Especificação de execução técnica Eisenmann Doc. version: 1.1.0
Author: Tietze, Margit (CE-GER) Reviewer: Benzinger, Rainer (CE-GER)
Author: Tietze, Margit (CE-GER) Reviewer: Benzinger, Rainer (CE-GER)
Release date: 06.06.2018 Page 16 of 44 Reviewed: 22.05.2018 Reviewed: 12.09.2017
Fo
rm W
ord
2.0
.0
Requisitos técnicos para a soldagem de instalações, tubulações e recipientes de acordo com a lei alemã relativa ao gerenciamento de recursos hídricos (WHG) de aço inoxidável austenítico (Alemanha)
Autor: Fiedler, Wolfgang (PL-GER) Verificador: Ruckaberle, Rainer (PL-GER)
Inspeções O contratado tem de assegurar a qualquer momento ao contratante ou ao seu representante um controle das peças a serem produzidas. Geral No caso de requisitos contraditórios nas encomendas do contratante, nas exigências legais ou nas regulamentações, aplica-se sempre o requisito qualitativo superior. No caso de dúvida, deve consultar previamente o adquirente! Representações técnicas em desenhos A representação técnica e o dimensionamento ocorrem conforme:
• DIN EN ISO 2553 Soldagem e processos relacionados – Representação simbólica em desenhos – Uniões soldadas (ISO2553:2013) Versão alemã EN ISO 2553:2013
A preparação da costura de solda ocorre de acordo com:
• DIN EN ISO 9692 Soldagem e processos relacionados – Preparação da costura de solda recomendada – Parte 1: Soldagem manual por arco, soldagem por gás de proteção, soldagem por gás, soldagem WIG e soldagem por raio de aços (ISO 9692-1:2013); Versão alemã EN ISO 9692-1:2013

Eisenmann Especificação de execução técnica 01-04-36
Doc. title: Especificação de execução técnica Eisenmann Doc. version: 1.1.0
Author: Tietze, Margit (CE-GER) Reviewer: Benzinger, Rainer (CE-GER)
Author: Tietze, Margit (CE-GER) Reviewer: Benzinger, Rainer (CE-GER)
Release date: 06.06.2018 Page 17 of 44 Reviewed: 22.05.2018 Reviewed: 12.09.2017
Fo
rm W
ord
2.0
.0
Requisitos técnicos para a soldagem de tubulações e recipientes para instalações de água VE
Requisitos técnicos para a soldagem de tubulações e recipientes para instalações de água VE
Autor: Fiedler, Wolfgang (PL-GER) Verificador: Ruckaberle, Rainer (PL-GER)
Requisitos gerais
• As traduções de termos técnicos relativos à soldagem devem ser realizados de acordo com a norma específica
• O cálculo, a fabricação, a execução e a inspeção de todas as tubulações devem ser realizados de acordo com a norma.
• Os regulamentos relativamente à instalação para o manejamento de substâncias perigosas para a água (VawS) e à empresa especializada devem ser cumpridos e verificados.
• As prescrições administrativas relativamente à execução da Vaw (VV-VawS) devem ser considerados.
• Para recipientes que estão sob pressão interna ou externa, se aplica a regulamentação AD.
Norma a aplicar
• DIN EN 1792 Lista multilingue com termos para soldagem e processos relacionados – Versão trilingue EN 1792:2003
Requisitos ao fabricante / fornecedor Existência de um reconhecimento como empresa especializada de acordo com a lei alemã relativa ao gerenciamento de recursos hídricos com contrato de monitoramento, incluindo tecnologia de soldagem e métodos de soldagem reconhecidos (testes dos métodos de soldagem). Norma a aplicar
• DIN EN ISO 15614-1 Requisito e qualificação de métodos de soldagem para o teste dos métodos de soldagem de materiais metálicos. Parte 1: Soldadura por arco de níquel e ligas de níquel

Eisenmann Especificação de execução técnica 01-04-36
Doc. title: Especificação de execução técnica Eisenmann Doc. version: 1.1.0
Author: Tietze, Margit (CE-GER) Reviewer: Benzinger, Rainer (CE-GER)
Author: Tietze, Margit (CE-GER) Reviewer: Benzinger, Rainer (CE-GER)
Release date: 06.06.2018 Page 18 of 44 Reviewed: 22.05.2018 Reviewed: 12.09.2017
Fo
rm W
ord
2.0
.0
Requisitos técnicos para a soldagem de tubulações e recipientes para instalações de água VE
Autor: Fiedler, Wolfgang (PL-GER) Verificador: Ruckaberle, Rainer (PL-GER)
Garantia da qualidade dos trabalhos de soldagem Os seguintes requisitos de qualidade devem ser considerados para a garantia da qualidade dos trabalhos de soldagem:
• DIN EN ISO 3834-2 Requisitos de qualidade para a soldagem por fusão de materiais metálicos – Parte 2: Requisitos de qualidade globais (ISO 3834-2:2005); Versão alemã EN ISO 3834-2:2005
de acordo com o seguinte capítulo:
• Capítulo 5 Verificação de requisitos e verificação técnica
• Capítulo 6 Subcontratação
• Capítulo 7 Pessoal técnico para a soldagem
• Capítulo 8 Pessoal para o monitoramento e verificação
• Capítulo 9 Equipamentos
• Capítulo 10 Tarefas técnicas para a soldagem e relacionadas
• Capítulo 14 Monitoramento e verificação
• Capítulo 17 Identificação e rastreamento
• Capítulo 18 Relatórios de qualidade Qualidade das uniões soldadas As qualidades das costuras de solda devem ser determinadas pelo construtor e introduzidas nos desenhos. Norma a aplicar
• DIN EN ISO 5817 Soldagem – Uniões soldadas por fusão em aço, níquel, titânio e as suas ligas (sem soldagem por raio) – grupos de avaliação de irregularidades(ISO 5817:2003 + Cor. 1:2006); Versão alemã EN ISO 5817:2003 + AC:2006
Em geral, para costuras de solda em materiais resistentes à corrosão se aplica o grupo de avaliação "C" conforme
• Folheto DVS 0705 Recomendações relativamente à atribuição de grupos de avaliação conforme DIN EN ISO 5817:2006-10 e a sua norma antecedente DIN EN 25817:1992-09

Eisenmann Especificação de execução técnica 01-04-36
Doc. title: Especificação de execução técnica Eisenmann Doc. version: 1.1.0
Author: Tietze, Margit (CE-GER) Reviewer: Benzinger, Rainer (CE-GER)
Author: Tietze, Margit (CE-GER) Reviewer: Benzinger, Rainer (CE-GER)
Release date: 06.06.2018 Page 19 of 44 Reviewed: 22.05.2018 Reviewed: 12.09.2017
Fo
rm W
ord
2.0
.0
Requisitos técnicos para a soldagem de tubulações e recipientes para instalações de água VE
Autor: Fiedler, Wolfgang (PL-GER) Verificador: Ruckaberle, Rainer (PL-GER)
Requisitos do material de base Certificado do material 3.1 conforme DIN EN 10204 Produtos metálicos - Tipos de certificados de teste; Versão alemã EN 10204:2004 Requisitos ao material de adição
• Utilizar materiais de adição do mesmo tipo ou de ligas superiores
• Aprovação TÜV ou DB
• Certificado do material 2.2 conforme DIN EN 10204
• A soldagem sem material de adição só é permitida com a autorização da empresa Eisenmann.
Inspeções e respectiva abrangência Por princípio, devem ser determinadas com o contratante e registradas por escrito antes da assinatura do contrato! Desse modo, deve-se proceder de acordo com a seguinte norma a aplicar:
• Folheto AD 2000 HP 5/3 Fabricação e verificação de recipientes de pressão - Fabricação e verificação de ligações - Teste de modo não destrutivo das uniões soldadas
• Folheto AD 2000 HP 100 R Prescrições de construção – Tubulações de materiais metálicos
Tipos de teste:
Se for necessário verificar de modo não destrutivo, devem ser utilizadas as seguinte ou, se necessário, outras normas de acordo com os requisitos do componente e a utilização:
• Regras gerais conforme DIN EN ISO 17635
• Inspeção visual (VT) DIN EN ISO 17637
• Testes de penetração dos raios (RT) DIN EN ISO 17636
• Inspeção de fissuras nas superfícies com o processo de entrada de tinta (PT) DIN EN ISO 3452
• Testes ultrassônicos (UT) DIN EN ISO 17640
• Teste de partículas magnéticas (MT) DIN EN ISO 17638
• Teste de estanqueidade segundo o método de bolhas com a campânula de vácuo ou com o spray detector de fugas DIN EN 1779
• Teste de estanqueidade com sobrepressão com o spray detector de fugas ou medição da pressão diferencial DIN EN 1779

Eisenmann Especificação de execução técnica 01-04-36
Doc. title: Especificação de execução técnica Eisenmann Doc. version: 1.1.0
Author: Tietze, Margit (CE-GER) Reviewer: Benzinger, Rainer (CE-GER)
Author: Tietze, Margit (CE-GER) Reviewer: Benzinger, Rainer (CE-GER)
Release date: 06.06.2018 Page 20 of 44 Reviewed: 22.05.2018 Reviewed: 12.09.2017
Fo
rm W
ord
2.0
.0
Requisitos técnicos para a soldagem de tubulações e recipientes para instalações de água VE
Autor: Fiedler, Wolfgang (PL-GER) Verificador: Ruckaberle, Rainer (PL-GER)
Processamento de aços inoxidáveis
• O processamento ocorre de acordo com DIN EN 1011 T3.
• Para o processamento posterior aplicam-se as recomendações da DIN EN 1011 T3 com exceção do eletropolimento.
• As superfícies internas e externas de instalações em aços inoxidáveis austeníticos têm de estar isentas de cores de revenido e passivadas.
Inspeções O contratado tem de assegurar a qualquer momento ao contratante ou ao seu representante um controle das peças a serem produzidas. Geral No caso de requisitos contraditórios nas encomendas do contratante, nas exigências legais ou nas regulamentações, aplica-se sempre o requisito qualitativo superior. No caso de dúvida, deve consultar previamente o adquirente! Representações técnicas em desenhos A representação técnica e o dimensionamento ocorrem conforme:
• DIN EN ISO 2553 Soldagem e processos relacionados – Representação simbólica em desenhos – Uniões soldadas (ISO2553:2013) Versão alemã EN ISO 2553:2013
• DIN EN 1708-1 Soldagem – Elementos de ligação na soldagem de aço. Parte 1: Componentes sob pressão; Versão alemã EN 1708-1:2010
Os desenhos devem ser verificados de modo técnico para a soldagem! A preparação da costura de solda ocorre de acordo com:
• DIN EN ISO 9692 Soldagem e processos relacionados – Preparação da costura de solda recomendada – Parte 1: Soldagem manual por arco, soldagem por gás de proteção, soldagem por gás, soldagem WIG e soldagem por raio de aços (ISO 9692-1:2013); Versão alemã EN ISO 9692-1:2013
Eisenmann Especificação de execução técnica 01-04-36
Doc. title: Especificação de execução técnica Eisenmann Doc. version: 1.1.0
Author: Tietze, Margit (CE-GER) Reviewer: Benzinger, Rainer (CE-GER)
Author: Tietze, Margit (CE-GER) Reviewer: Benzinger, Rainer (CE-GER)
Release date: 06.06.2018 Page 21 of 44 Reviewed: 22.05.2018 Reviewed: 12.09.2017
Fo
rm W
ord
2.0
.0
Requisitos técnicos para a soldagem Seleção de material de adição
Requisitos técnicos para a soldagem Seleção de material de adição
Autor: Fiedler, Wolfgang (PL-GER) Verificador: Ruckaberle, Rainer (PL-GER)
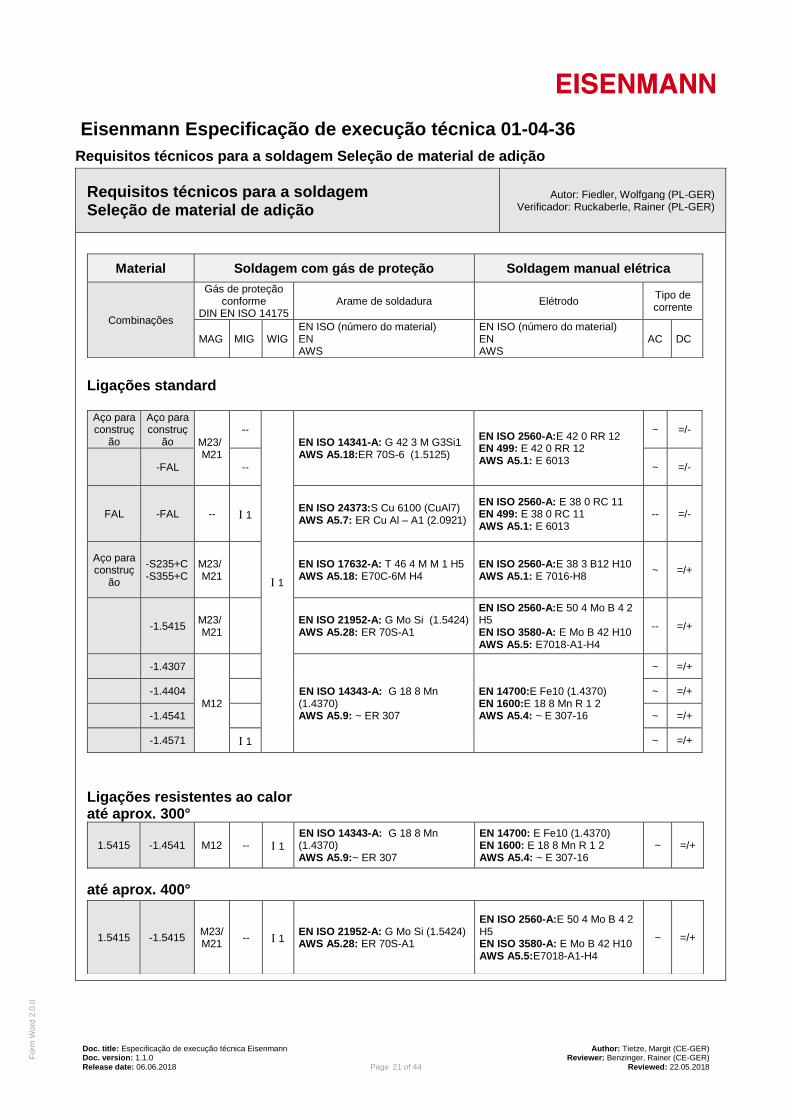
Ligações standard Aço para construç
ão
Aço para construç
ão M23/ M21
--
1
EN ISO 14341-A: G 42 3 M G3Si1 AWS A5.18:ER 70S-6 (1.5125)
EN ISO 2560-A:E 42 0 RR 12 EN 499: E 42 0 RR 12 AWS A5.1: E 6013
~ =/-
-FAL -- ~ =/-
FAL -FAL -- 1 EN ISO 24373:S Cu 6100 (CuAl7) AWS A5.7: ER Cu Al – A1 (2.0921)
EN ISO 2560-A: E 38 0 RC 11 EN 499: E 38 0 RC 11 AWS A5.1: E 6013
-- =/-
Aço para construç
ão
-S235+C -S355+C
M23/ M21
EN ISO 17632-A: T 46 4 M M 1 H5 AWS A5.18: E70C-6M H4
EN ISO 2560-A:E 38 3 B12 H10 AWS A5.1: E 7016-H8
~ =/+
-1.5415 M23/ M21
EN ISO 21952-A: G Mo Si (1.5424) AWS A5.28: ER 70S-A1
EN ISO 2560-A:E 50 4 Mo B 4 2 H5 EN ISO 3580-A: E Mo B 42 H10 AWS A5.5: E7018-A1-H4
-- =/+
-1.4307
M12
EN ISO 14343-A: G 18 8 Mn (1.4370) AWS A5.9: ~ ER 307
EN 14700:E Fe10 (1.4370) EN 1600:E 18 8 Mn R 1 2 AWS A5.4: ~ E 307-16
~ =/+
-1.4404 ~ =/+
-1.4541 ~ =/+
-1.4571 1 ~ =/+
Ligações resistentes ao calor até aprox. 300°
1.5415 -1.4541 M12 -- 1
EN ISO 14343-A: G 18 8 Mn (1.4370) AWS A5.9:~ ER 307
EN 14700: E Fe10 (1.4370) EN 1600: E 18 8 Mn R 1 2 AWS A5.4: ~ E 307-16
~ =/+
até aprox. 400°
Material Soldagem com gás de proteção Soldagem manual elétrica
Combinações
Gás de proteção conforme
DIN EN ISO 14175 Arame de soldadura Elétrodo
Tipo de corrente
MAG MIG WIG EN ISO (número do material) EN AWS
EN ISO (número do material) EN AWS
AC DC
1.5415 -1.5415 M23/ M21
-- 1 EN ISO 21952-A: G Mo Si (1.5424) AWS A5.28: ER 70S-A1
EN ISO 2560-A:E 50 4 Mo B 4 2 H5 EN ISO 3580-A: E Mo B 42 H10 AWS A5.5:E7018-A1-H4
~ =/+

Eisenmann Especificação de execução técnica 01-04-36
Doc. title: Especificação de execução técnica Eisenmann Doc. version: 1.1.0
Author: Tietze, Margit (CE-GER) Reviewer: Benzinger, Rainer (CE-GER)
Author: Tietze, Margit (CE-GER) Reviewer: Benzinger, Rainer (CE-GER)
Release date: 06.06.2018 Page 22 of 44 Reviewed: 22.05.2018 Reviewed: 12.09.2017
Fo
rm W
ord
2.0
.0
Requisitos técnicos para a soldagem Seleção de material de adição
Autor: Fiedler, Wolfgang (PL-GER) Verificador: Ruckaberle, Rainer (PL-GER)
até aprox. 600°
Material Soldagem com gás de proteção Soldagem manual elétrica
1.4541 -1.4541
M12
1 1
EN ISO 14343-A: G 18 8 Mn (1.4370) AWS A5.9: ~ ER 307
EN 14700:E Fe10 (1.4370) EN 1600: E 18 8 Mn R 1 2 AWS A5.4: ~ E 307-16
~ =/+
-1.4828 ~ =/+
-1.4835 ~ =/+
até aprox. 1000°
1.4876 -1.4876
--
1 1 EN ISO 18274: S Ni 6082 (NiGr20Mn3Nb) AWS A5.14:ER NiCr-3 (2.4806)
EN ISO 14172:E Ni 6082 (NiCr20Mn3Nb) (2.4648) AWS A5.11: ~ E NiCrFe-3
-- ~
=/+ =/+
até aprox. 1100°
até aprox. 1150°
Ligações resistentes ao ácido
1.4828 -1.4828
M12
1 1
EN ISO 12072: G 22 12 H (1.4829) AWS A5.9: ~ ER 309 EN ISO 1600: E 22 12 R 12
(~1.4829) AWS A5.4: E 309-16 mod.
-- ~
=/+ =/+
-1.4835 AVESTA 253 MA (empresa UTP/ AVESTA) mat. idêntico 1.4835
1.4835 -1.4835
--
1 1 AVESTA 253 MA (empresa UTP/ AVESTA) mat. idêntico 1.4835
EN ISO 1600: E 22 12 R 12 (~1.4829) AWS A5.4: E 309-16 mod.
-- ~
=/+ =/+
Material Soldagem com gás de proteção Soldagem manual elétrica
1.4307 -1.4307
M12 1 1
EN ISO 14343-A: G 19 12 3 LSi (1.4430) AWS A5.9:ER 316 LSi
EN 14700:E Fe10 (1.4370) EN 1600: E 18 8 Mn R 1 2 AWS A5.4: ~ E 307-16
~ =/+
-1.4404 ~ =/+
-1.4541 ~ =/+
-1.4571 ~ =/+
1.444 -1.4404 ~ =/+
-1.4541 ~ =/+
-1.4574 ~ =/+
1.4541 -1.4541 ~ =/+
-1.4571 ~ =/+
1.4571 -1.4571 ~ =/+
Eisenmann Especificação de execução técnica 01-04-36
Doc. title: Especificação de execução técnica Eisenmann Doc. version: 1.1.0
Author: Tietze, Margit (CE-GER) Reviewer: Benzinger, Rainer (CE-GER)
Author: Tietze, Margit (CE-GER) Reviewer: Benzinger, Rainer (CE-GER)
Release date: 06.06.2018 Page 23 of 44 Reviewed: 22.05.2018 Reviewed: 12.09.2017
Fo
rm W
ord
2.0
.0
Requisitos técnicos para a soldagem Seleção de material de adição
Autor: Fiedler, Wolfgang (PL-GER) Verificador: Ruckaberle, Rainer (PL-GER)
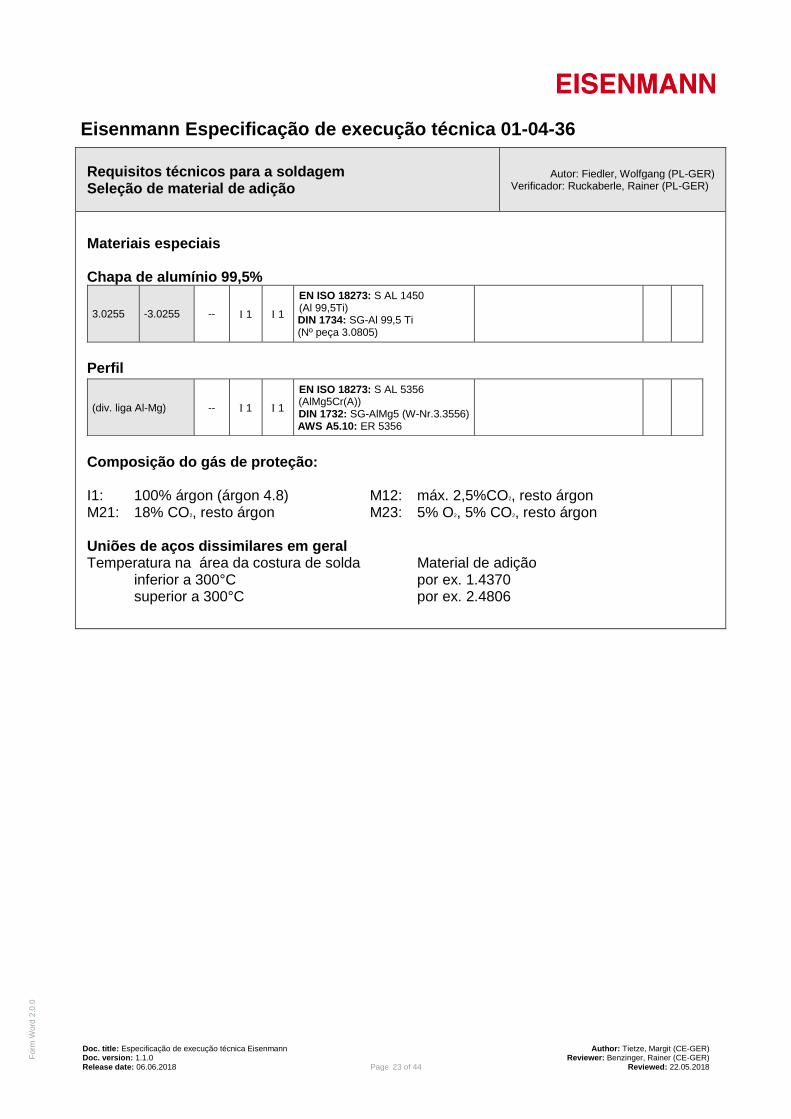
Materiais especiais Chapa de alumínio 99,5%
3.0255 -3.0255 -- 1 1
EN ISO 18273: S AL 1450 (Al 99,5Ti) DIN 1734: SG-Al 99,5 Ti (Nº peça 3.0805)
~ =/+
Perfil
Composição do gás de proteção: I1: 100% árgon (árgon 4.8) M12: máx. 2,5%CO2, resto árgon M21: 18% CO2, resto árgon M23: 5% O2, 5% CO2, resto árgon Uniões de aços dissimilares em geral Temperatura na área da costura de solda Material de adição inferior a 300°C por ex. 1.4370 superior a 300°C por ex. 2.4806
(div. liga Al-Mg) -- 1 1
EN ISO 18273: S AL 5356 (AlMg5Cr(A)) DIN 1732: SG-AlMg5 (W-Nr.3.3556) AWS A5.10: ER 5356
~ =/+

Eisenmann Especificação de execução técnica 01-04-36
Doc. title: Especificação de execução técnica Eisenmann Doc. version: 1.1.0
Author: Tietze, Margit (CE-GER) Reviewer: Benzinger, Rainer (CE-GER)
Author: Tietze, Margit (CE-GER) Reviewer: Benzinger, Rainer (CE-GER)
Release date: 06.06.2018 Page 24 of 44 Reviewed: 22.05.2018 Reviewed: 12.09.2017
Fo
rm W
ord
2.0
.0
Representação simbólica de costuras de solda Extrato de DIN EN 22 553 ou ISO 2553
Símbolos base
Representação
ilustrativa
gráfica conforme DIN EN 22553
Indicação de construção
Costura em ângulo contínua
para espessura da costura a = 5
Valores de referência para medidas da costura em ângulo Espessura da costura a com *t ≤ 2 mm a = 2 *t = 3 – 5 mm a = 3 *t = 6 – 10 mm a = 5 *t = 12 -15 mm a = 7 com costura descontínua: Comprimento da costura l l = 10 x *t Distância da costura (e) t ≤ 6 mm e = 40 x *t t ≥ 8 mm e = 20 x *t * com espessuras de chapa
diferentes se aplica respectivamente t mín.
Costura em ângulo
interrompida para espessura da costura a = 5; l = 60; Distância da costura (e) = 240
Costura dupla em ângulo contínua
para espessura da costura a = 5
Costura dupla em ângulo interrompida, colocada
para espessura da costura a = 5; l = 60; Distância da costura (e) = 240

Eisenmann Especificação de execução técnica 01-04-36
Doc. title: Especificação de execução técnica Eisenmann Doc. version: 1.1.0
Author: Tietze, Margit (CE-GER) Reviewer: Benzinger, Rainer (CE-GER)
Author: Tietze, Margit (CE-GER) Reviewer: Benzinger, Rainer (CE-GER)
Release date: 06.06.2018 Page 25 of 44 Reviewed: 22.05.2018 Reviewed: 12.09.2017
Fo
rm W
ord
2.0
.0
Display
as image
Drawings as per DIN EN 22553
Construction note
I - Continuous weld
for sheet t = ≤ 6 mm
Reference values for butt weld dimensions For interrupted seam: Seam length l l = 10 x *t Seam spacing (e) t ≤ 6 mm e = 40 x *t t ≥ 8 mm e = 20 x *t * for differing sheet thicknesses t min. applies in each case Welding gap b for manufacturing plates: welding machine b = 0 manual t ≤ 3 b = 0
t > 3 b = 2 for pipes steel b = 0 stainless steel forming gas b = 0 stainless steel remainder b = 1 Reference values for spot weld dimensions spot diameter d = 4 spot spacing (e) = 50 Options of plate thickness: bold = coil sheet
I – interrupted seam
for seam thickness l = 20; seam spacing (e) = 80
HV – continuous seam
for sheet t = 8 – 10 mm
continuous V seam
Full weld
for sheet t ≥ 12 mm
spot weld
for spot weld diameter d = 4; spot weld spacing (e) = 50
Eisenmann Especificação de execução técnica 01-04-36
Doc. title: Especificação de execução técnica Eisenmann Doc. version: 1.1.0
Author: Tietze, Margit (CE-GER) Reviewer: Benzinger, Rainer (CE-GER)
Author: Tietze, Margit (CE-GER) Reviewer: Benzinger, Rainer (CE-GER)
Release date: 06.06.2018 Page 26 of 44 Reviewed: 22.05.2018 Reviewed: 12.09.2017
Fo
rm W
ord
2.0
.0
Representação gráfica e medidas das costuras de solda
Efetuar representação simbólica e execução conforme DIN EN 22 553. No caso de indicações de símbolos com dimensões incompletas (espessura da costura, comprimento da costura, distância da costura) se aplicam os valores de referência.
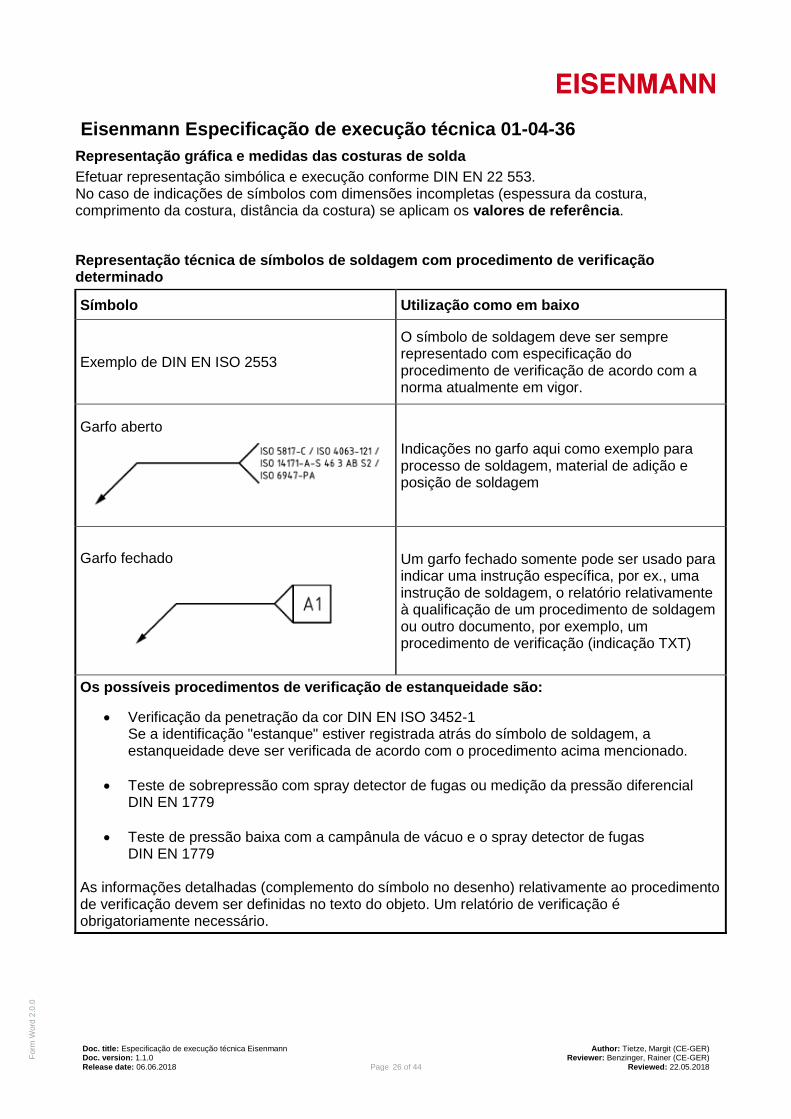
Representação técnica de símbolos de soldagem com procedimento de verificação determinado
Símbolo Utilização como em baixo
Exemplo de DIN EN ISO 2553
O símbolo de soldagem deve ser sempre representado com especificação do procedimento de verificação de acordo com a norma atualmente em vigor.
Garfo aberto
Indicações no garfo aqui como exemplo para processo de soldagem, material de adição e posição de soldagem
Garfo fechado
Um garfo fechado somente pode ser usado para indicar uma instrução específica, por ex., uma instrução de soldagem, o relatório relativamente à qualificação de um procedimento de soldagem ou outro documento, por exemplo, um procedimento de verificação (indicação TXT)
Os possíveis procedimentos de verificação de estanqueidade são:
• Verificação da penetração da cor DIN EN ISO 3452-1 Se a identificação "estanque" estiver registrada atrás do símbolo de soldagem, a estanqueidade deve ser verificada de acordo com o procedimento acima mencionado.
• Teste de sobrepressão com spray detector de fugas ou medição da pressão diferencial DIN EN 1779
• Teste de pressão baixa com a campânula de vácuo e o spray detector de fugas DIN EN 1779
As informações detalhadas (complemento do símbolo no desenho) relativamente ao procedimento de verificação devem ser definidas no texto do objeto. Um relatório de verificação é obrigatoriamente necessário.
Eisenmann Especificação de execução técnica 01-04-36
Doc. title: Especificação de execução técnica Eisenmann Doc. version: 1.1.0
Author: Tietze, Margit (CE-GER) Reviewer: Benzinger, Rainer (CE-GER)
Author: Tietze, Margit (CE-GER) Reviewer: Benzinger, Rainer (CE-GER)
Release date: 06.06.2018 Page 27 of 44 Reviewed: 22.05.2018 Reviewed: 12.09.2017
Fo
rm W
ord
2.0
.0
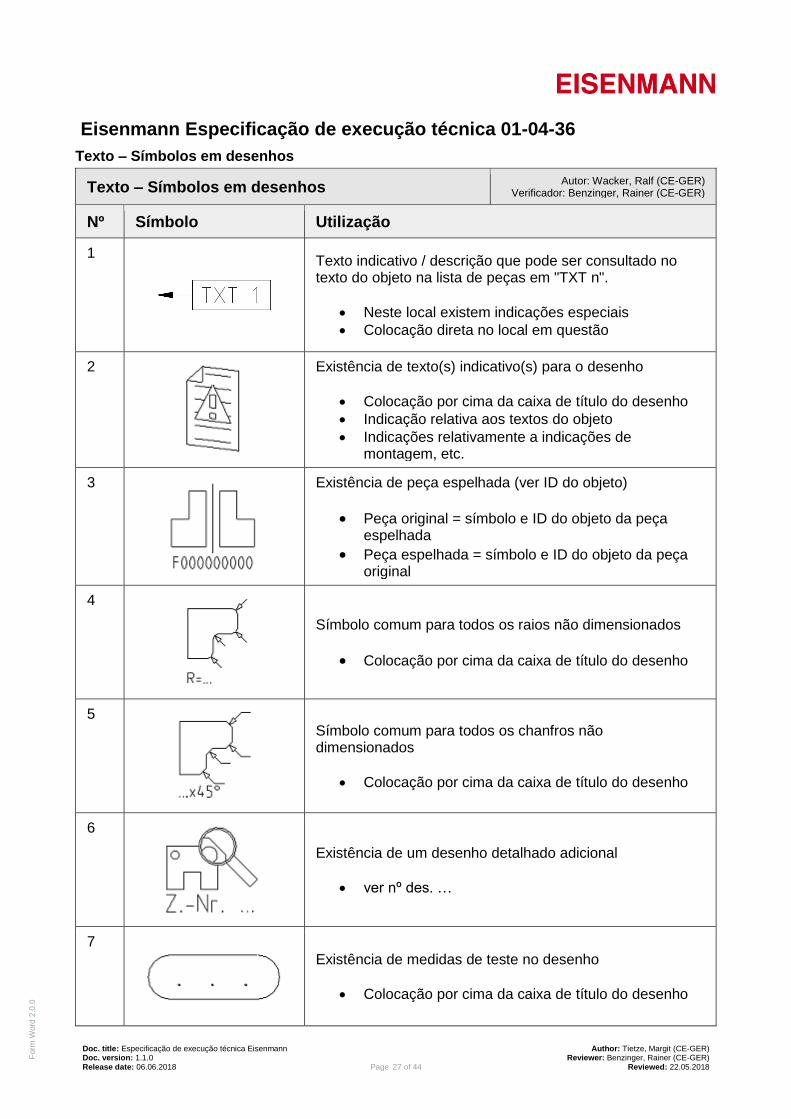
Texto – Símbolos em desenhos
Texto – Símbolos em desenhos Autor: Wacker, Ralf (CE-GER)
Verificador: Benzinger, Rainer (CE-GER)
Nº Símbolo Utilização
1
Texto indicativo / descrição que pode ser consultado no texto do objeto na lista de peças em "TXT n".
• Neste local existem indicações especiais
• Colocação direta no local em questão
2
Existência de texto(s) indicativo(s) para o desenho
• Colocação por cima da caixa de título do desenho
• Indicação relativa aos textos do objeto
• Indicações relativamente a indicações de montagem, etc.
3
Existência de peça espelhada (ver ID do objeto)
• Peça original = símbolo e ID do objeto da peça espelhada
• Peça espelhada = símbolo e ID do objeto da peça original
4
Símbolo comum para todos os raios não dimensionados
• Colocação por cima da caixa de título do desenho
5
Símbolo comum para todos os chanfros não dimensionados
• Colocação por cima da caixa de título do desenho
6
Existência de um desenho detalhado adicional
• ver nº des. …
7
Existência de medidas de teste no desenho
• Colocação por cima da caixa de título do desenho
Eisenmann Especificação de execução técnica 01-04-36
Doc. title: Especificação de execução técnica Eisenmann Doc. version: 1.1.0
Author: Tietze, Margit (CE-GER) Reviewer: Benzinger, Rainer (CE-GER)
Author: Tietze, Margit (CE-GER) Reviewer: Benzinger, Rainer (CE-GER)
Release date: 06.06.2018 Page 28 of 44 Reviewed: 22.05.2018 Reviewed: 12.09.2017
Fo
rm W
ord
2.0
.0
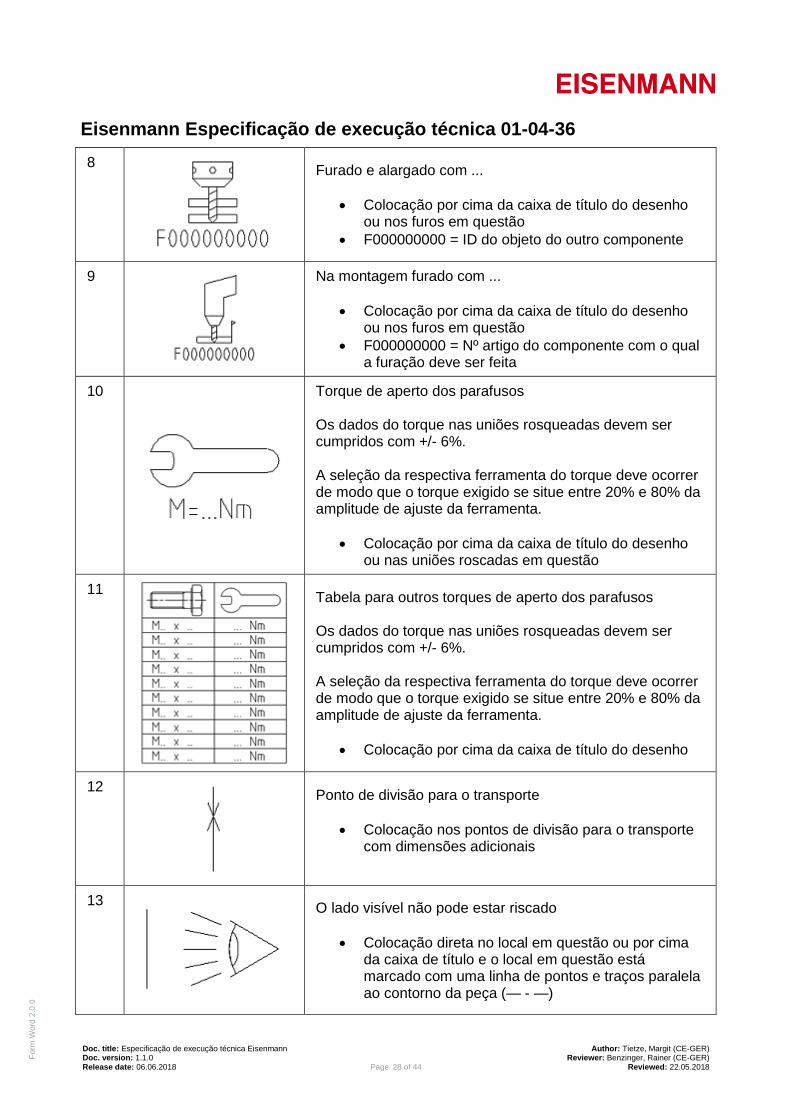
8
Furado e alargado com ...
• Colocação por cima da caixa de título do desenho ou nos furos em questão
• F000000000 = ID do objeto do outro componente
9
Na montagem furado com ...
• Colocação por cima da caixa de título do desenho ou nos furos em questão
• F000000000 = Nº artigo do componente com o qual a furação deve ser feita
10
Torque de aperto dos parafusos Os dados do torque nas uniões rosqueadas devem ser cumpridos com +/- 6%. A seleção da respectiva ferramenta do torque deve ocorrer de modo que o torque exigido se situe entre 20% e 80% da amplitude de ajuste da ferramenta.
• Colocação por cima da caixa de título do desenho ou nas uniões roscadas em questão
11
Tabela para outros torques de aperto dos parafusos Os dados do torque nas uniões rosqueadas devem ser cumpridos com +/- 6%. A seleção da respectiva ferramenta do torque deve ocorrer de modo que o torque exigido se situe entre 20% e 80% da amplitude de ajuste da ferramenta.
• Colocação por cima da caixa de título do desenho
12
Ponto de divisão para o transporte
• Colocação nos pontos de divisão para o transporte com dimensões adicionais
13
O lado visível não pode estar riscado
• Colocação direta no local em questão ou por cima da caixa de título e o local em questão está marcado com uma linha de pontos e traços paralela ao contorno da peça (— - —)

Eisenmann Especificação de execução técnica 01-04-36
Doc. title: Especificação de execução técnica Eisenmann Doc. version: 1.1.0
Author: Tietze, Margit (CE-GER) Reviewer: Benzinger, Rainer (CE-GER)
Author: Tietze, Margit (CE-GER) Reviewer: Benzinger, Rainer (CE-GER)
Release date: 06.06.2018 Page 29 of 44 Reviewed: 22.05.2018 Reviewed: 12.09.2017
Fo
rm W
ord
2.0
.0
14
A superfície não pode ser pintada/revestida
• Colocação direta no local em questão
15
A superfície tem de ser pintada/revestida
• Colocação direta no local em questão
16
Rosca(s) não pode(m) ser pintada(s)/revestida(s)
• Se estiver colocado por cima da caixa do título do desenho, então se aplica para todas as roscas
• Se estiver colocado diretamente na rosca em questão, então se aplica somente para esta rosca
17
Sentido de transporte
• Colocação no local em questão
18
Sentido da barra de suporte em grelhas
• Colocação nas representações simplificadas de grelhas
19
Aterramento de todas as peças metálicas no módulo
• Colocação por cima da caixa de título do desenho
• Os componentes que necessitam de aterramento têm de ser referidos na lista de peças
Eisenmann Especificação de execução técnica 01-04-36
Doc. title: Especificação de execução técnica Eisenmann Doc. version: 1.1.0
Author: Tietze, Margit (CE-GER) Reviewer: Benzinger, Rainer (CE-GER)
Author: Tietze, Margit (CE-GER) Reviewer: Benzinger, Rainer (CE-GER)
Release date: 06.06.2018 Page 30 of 44 Reviewed: 22.05.2018 Reviewed: 12.09.2017
Fo
rm W
ord
2.0
.0
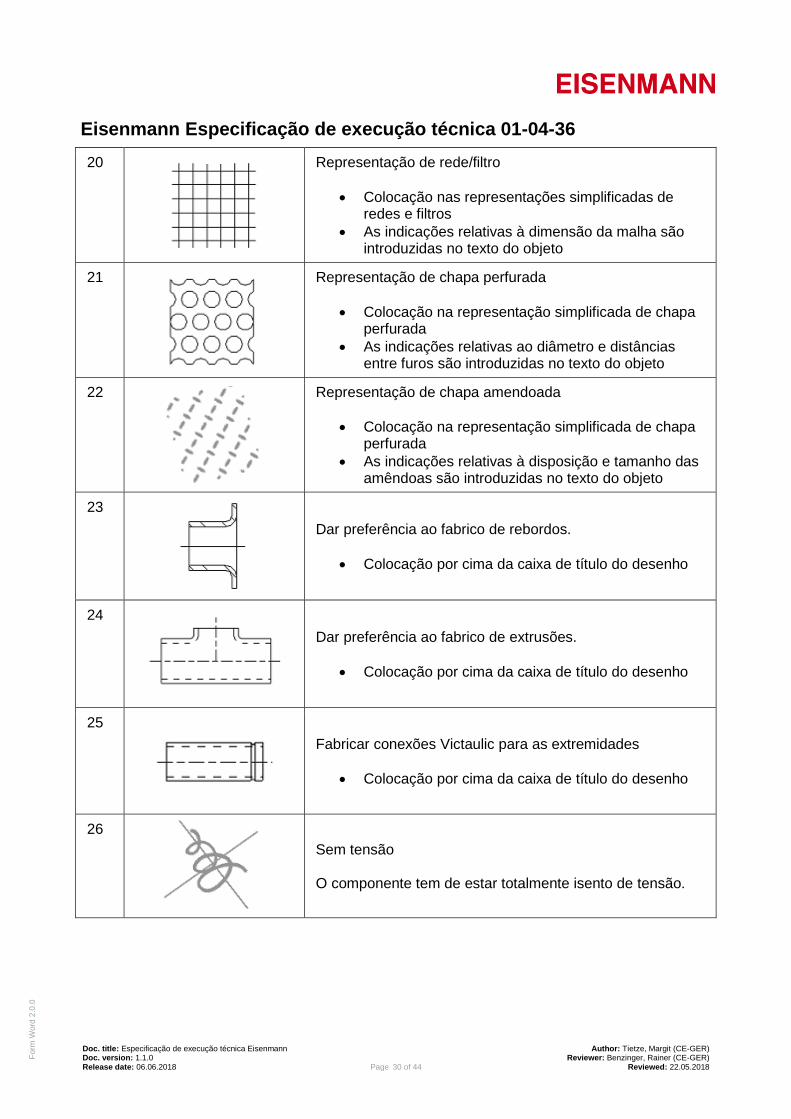
20
Representação de rede/filtro
• Colocação nas representações simplificadas de redes e filtros
• As indicações relativas à dimensão da malha são introduzidas no texto do objeto
21
Representação de chapa perfurada
• Colocação na representação simplificada de chapa perfurada
• As indicações relativas ao diâmetro e distâncias entre furos são introduzidas no texto do objeto
22
Representação de chapa amendoada
• Colocação na representação simplificada de chapa perfurada
• As indicações relativas à disposição e tamanho das amêndoas são introduzidas no texto do objeto
23
Dar preferência ao fabrico de rebordos.
• Colocação por cima da caixa de título do desenho
24
Dar preferência ao fabrico de extrusões.
• Colocação por cima da caixa de título do desenho
25
Fabricar conexões Victaulic para as extremidades
• Colocação por cima da caixa de título do desenho
26
Sem tensão O componente tem de estar totalmente isento de tensão.
Eisenmann Especificação de execução técnica 01-04-36
Doc. title: Especificação de execução técnica Eisenmann Doc. version: 1.1.0
Author: Tietze, Margit (CE-GER) Reviewer: Benzinger, Rainer (CE-GER)
Author: Tietze, Margit (CE-GER) Reviewer: Benzinger, Rainer (CE-GER)
Release date: 06.06.2018 Page 31 of 44 Reviewed: 22.05.2018 Reviewed: 12.09.2017
Fo
rm W
ord
2.0
.0
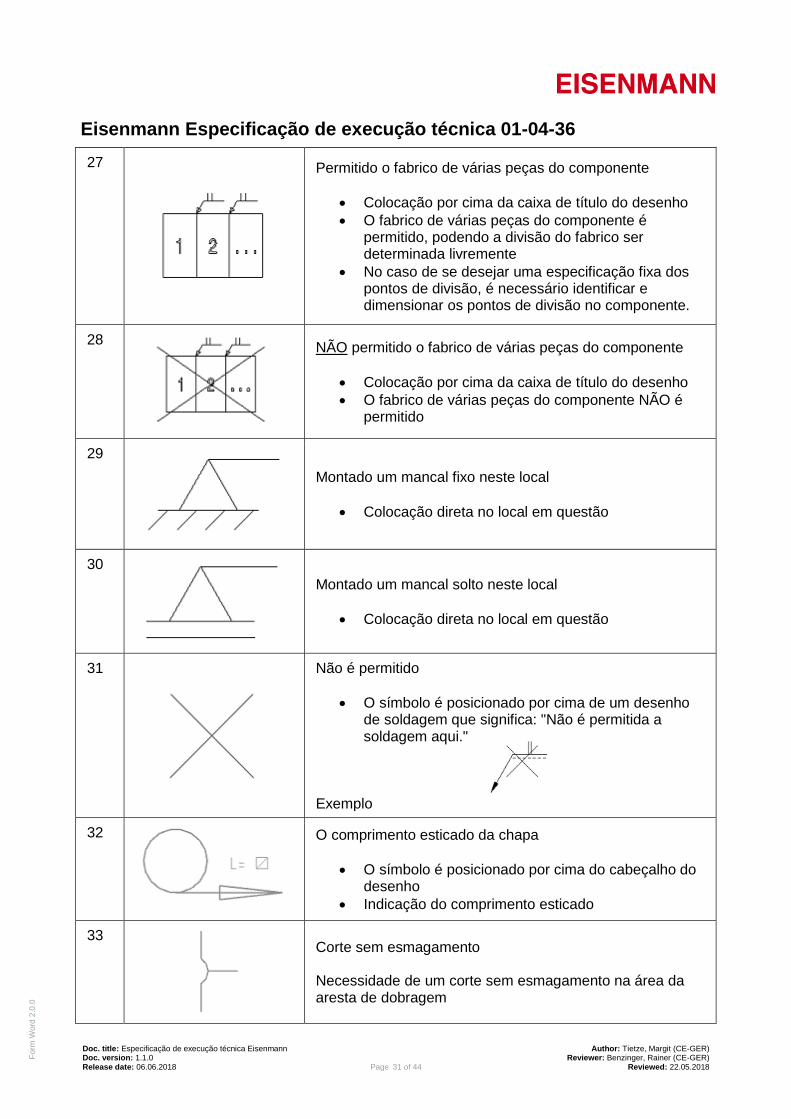
27
Permitido o fabrico de várias peças do componente
• Colocação por cima da caixa de título do desenho
• O fabrico de várias peças do componente é permitido, podendo a divisão do fabrico ser determinada livremente
• No caso de se desejar uma especificação fixa dos pontos de divisão, é necessário identificar e dimensionar os pontos de divisão no componente.
28
NÃO permitido o fabrico de várias peças do componente
• Colocação por cima da caixa de título do desenho
• O fabrico de várias peças do componente NÃO é permitido
29
Montado um mancal fixo neste local
• Colocação direta no local em questão
30
Montado um mancal solto neste local
• Colocação direta no local em questão
31
Não é permitido
• O símbolo é posicionado por cima de um desenho de soldagem que significa: "Não é permitida a soldagem aqui."
Exemplo
32
O comprimento esticado da chapa
• O símbolo é posicionado por cima do cabeçalho do desenho
• Indicação do comprimento esticado
33
Corte sem esmagamento Necessidade de um corte sem esmagamento na área da aresta de dobragem
Eisenmann Especificação de execução técnica 01-04-36
Doc. title: Especificação de execução técnica Eisenmann Doc. version: 1.1.0
Author: Tietze, Margit (CE-GER) Reviewer: Benzinger, Rainer (CE-GER)
Author: Tietze, Margit (CE-GER) Reviewer: Benzinger, Rainer (CE-GER)
Release date: 06.06.2018 Page 32 of 44 Reviewed: 22.05.2018 Reviewed: 12.09.2017
Fo
rm W
ord
2.0
.0
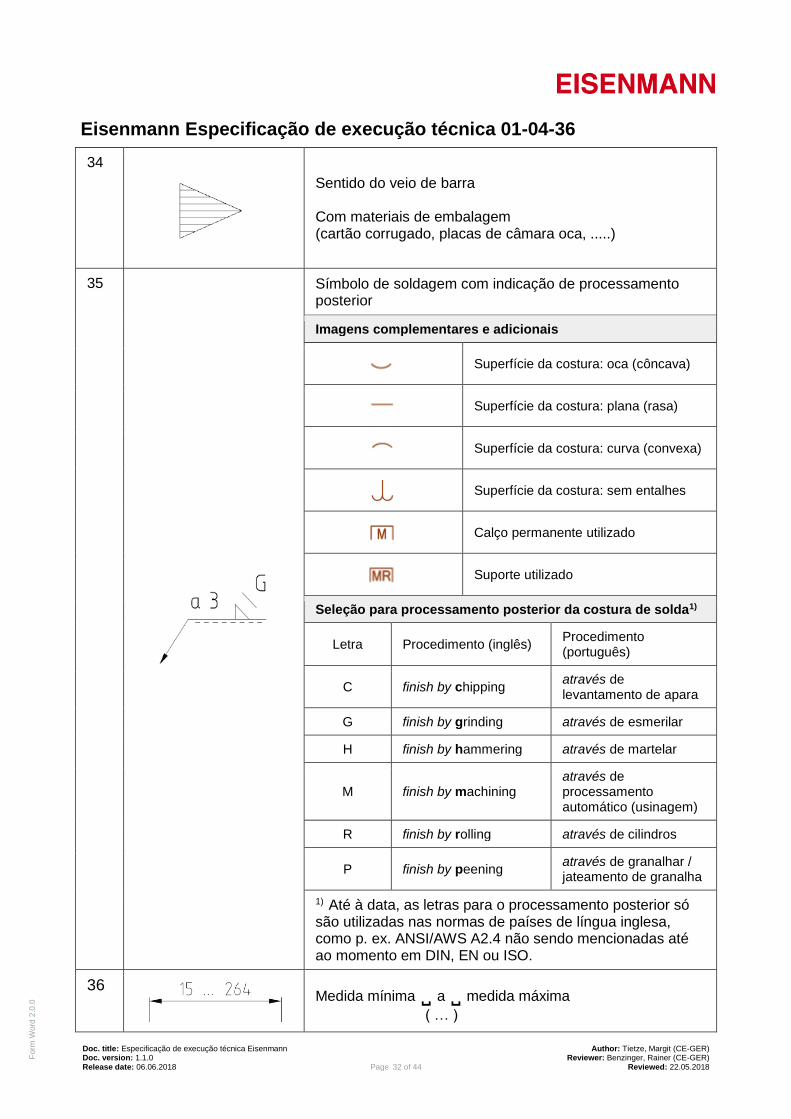
34
Sentido do veio de barra Com materiais de embalagem (cartão corrugado, placas de câmara oca, .....)
35
Símbolo de soldagem com indicação de processamento posterior
Imagens complementares e adicionais
Superfície da costura: oca (côncava)
Superfície da costura: plana (rasa)
Superfície da costura: curva (convexa)
Superfície da costura: sem entalhes
Calço permanente utilizado
Suporte utilizado
Seleção para processamento posterior da costura de solda1)
Letra Procedimento (inglês) Procedimento (português)
C finish by chipping através de levantamento de apara
G finish by grinding através de esmerilar
H finish by hammering através de martelar
M finish by machining através de processamento automático (usinagem)
R finish by rolling através de cilindros
P finish by peening através de granalhar / jateamento de granalha
1) Até à data, as letras para o processamento posterior só são utilizadas nas normas de países de língua inglesa, como p. ex. ANSI/AWS A2.4 não sendo mencionadas até ao momento em DIN, EN ou ISO.
36
Medida mínima ̺ a ̺ medida máxima
( … )
Eisenmann Especificação de execução técnica 01-04-36
Doc. title: Especificação de execução técnica Eisenmann Doc. version: 1.1.0
Author: Tietze, Margit (CE-GER) Reviewer: Benzinger, Rainer (CE-GER)
Author: Tietze, Margit (CE-GER) Reviewer: Benzinger, Rainer (CE-GER)
Release date: 06.06.2018 Page 33 of 44 Reviewed: 22.05.2018 Reviewed: 12.09.2017
Fo
rm W
ord
2.0
.0
Formato de desenho
Basicamente devem ser utilizados formatos de desenho conforme DIN EN ISO 216. Se forem apresentadas exigências diferentes, isso é indicado individualmente.
Troca de dados
Os dados CAD devem ser fornecidos da seguinte forma:
• 2D em formato DGN/DWG para MicroStation Layout
• 3D em formato DGN/DWG para MicroStation Layout
• 3D em formato Step para construção NX
• 3D em formato DXF para construção NX
• 3D em formato Parasolid para construção NX
• Dados elétricos compatíveis para EPLAN P8 Versão 2.1.4

Eisenmann Especificação de execução técnica 01-04-36
Doc. title: Especificação de execução técnica Eisenmann Doc. version: 1.1.0
Author: Tietze, Margit (CE-GER) Reviewer: Benzinger, Rainer (CE-GER)
Author: Tietze, Margit (CE-GER) Reviewer: Benzinger, Rainer (CE-GER)
Release date: 06.06.2018 Page 34 of 44 Reviewed: 22.05.2018 Reviewed: 12.09.2017
Fo
rm W
ord
2.0
.0
Padrão – Montagem Meios auxiliares
Padrão – Montagem Meios auxiliares Montagem de cubos em veios
Autor: Mutze, Andreas (CE-GER) Verificador: Benzinger, Rainer (CE-GER)
Meio auxiliar "Gleitmo 800"- empresa Fuchs Lubritech GmbH
• O Gleitmo 800 é uma pasta lubrificante branca de alto desempenho que deve ser utilizada em uma gama de temperatura de utilização de -25 / +100 °C.
• O Gleitmo 800 é isento de silicone.
• O Gleitmo 800 facilita a montagem e a desmontagem subsequente das conexões do cubo do veio.
Padrão
Para a montagem de cubos (com exceção de conjuntos de fixação, discos de aperto) em veios deve ser utilizado o meio auxiliar "Gleitmo 800". Desvio do padrão Se for necessário um meio auxiliar especial, isso é indicado no desenho e definido no texto do objeto. Se não for necessário utilizar qualquer meio auxiliar, isso é indicado no desenho e assinalado no texto do objeto. Aplicação:
O "Gleitmo 800" deve ser aplicado com uma camada fina para limpar, se possível superfícies de deslizamento desengorduradas com um pincel ou um pano não fibroso.
Números de artigo Eisenmann Fabricante: Fuchs Lubritech GmbH
Número de artigo do fabricante
▪ Cód. art. M3020080 (1000 ml lata)
▪ Cód. art. M3020081 (200 ml lata)
▪ Cód. art. 7000170150 (1000 ml lata)
▪ Cód. art. 7000170155 (200 ml lata)
Eisenmann Especificação de execução técnica 01-04-36
Doc. title: Especificação de execução técnica Eisenmann Doc. version: 1.1.0
Author: Tietze, Margit (CE-GER) Reviewer: Benzinger, Rainer (CE-GER)
Author: Tietze, Margit (CE-GER) Reviewer: Benzinger, Rainer (CE-GER)
Release date: 06.06.2018 Page 35 of 44 Reviewed: 22.05.2018 Reviewed: 12.09.2017
Fo
rm W
ord
2.0
.0
Tratamento de superfícies Procedimento com pintura
Se for necessário um tratamento de superfície, esse deve ser realizado de acordo com as especificações seguintes.
Tratamento de superfícies Procedimento com pintura
Autor: Tietze, Margit (CE-GER) Verificador: Benzinger, Rainer (CE-GER)
Tratamento: St. preto Desengraxe: lavar com solvente, p.ex. TURCO-Prepaint Máq.p/tratam.preliminar: desengraxar e fosfatizar St. zinc./FAL Desengraxe manual lavar com acetona
Cores conforme tabela de cores RAL K1 A qualidade da tinta exigida pode ser obtida na empresa Weckerle GmbH. Weckerle GmbH Strohgäustraße 20, 70435 Stuttgart [email protected], www.weckerle-lacke.de Tel.: +49 (0) 711 82601-0, Fax: +49 (0) 711 82601-70 As tintas e os fornecedores de tinta alternativos somente podem ser utilizados em caso de conformidade das propriedades físicas e óticas das tintas da empresa Weckerle. As posições da lista de peças em questão devem ser identificadas e os requisitos de pintura devem ser especificados.

Eisenmann Especificação de execução técnica 01-04-36
Doc. title: Especificação de execução técnica Eisenmann Doc. version: 1.1.0
Author: Tietze, Margit (CE-GER) Reviewer: Benzinger, Rainer (CE-GER)
Author: Tietze, Margit (CE-GER) Reviewer: Benzinger, Rainer (CE-GER)
Release date: 06.06.2018 Page 36 of 44 Reviewed: 22.05.2018 Reviewed: 12.09.2017
Fo
rm W
ord
2.0
.0
Tratamento de superfícies Procedimento com pintura
Autor: Tietze, Margit (CE-GER) Verificador: Benzinger, Rainer (CE-GER)
Dados técnicos para tinta aquosa (sem requisitos específicos do cliente) Para componentes com grande rugosidade superficial (por ex., fundição), a espessura de revestimento é 40µm + rugosidade superficial do componente. Para a pintura aplicam-se as seguintes tolerâncias: 0 a +10 µm. Tecnologia de processamento: pulverizar, aplicar e rolar.
1. Secar a área interior
Tinta de revestimento
Base Coat Base Coat Tipo de tinta:
Tinta à base de água 1K Resistência à temperatura:
+150°C / -30°C Grau de brilho: semi-brilhante
5 - 15 GE GE = Unidade de brilho, ângulo de medição = 60°
Tinta de revestimento Tipo de tinta:
Tinta à base de água 1K Resistência à temperatura:
+150°C / -30°C Grau de brilho: semi-brilhante
5 - 15 GE GE = Unidade de brilho, ângulo de medição = 60°
Nº de
RAL:
Nome da cor: Nº de RAL:
Nome da cor:
Espessura de revestimento
Base Coat [µm] (superfície lisa Rt máx. 10µm)
Número de Weco
Base Coat
Espessura de revestimento
Tinta de revestimento [µm]
(superfície lisa Rt máx. 10µm)
Número de Weco
Tinta de revestimento
1004 Amarelo dourado
9002 Branco
acinzentado 40µm 45133140902 40µm 45133140104
1015 Marfim claro 9002 Branco
acinzentado 40µm 45133140902 40µm 45133140115
1021 Amarelo de
colza 9002
Branco acinzentado
40µm 45133140902 60µm 45133140121
2000 Amarelo-sol 9002 Branco
acinzentado 40µm 45133140902 60µm 45133140200
2001 Vermelho-
laranja 9002
Branco acinzentado
40µm 45133140902 40µm 45133140201
2003 Laranja pastel
9002 Branco
acinzentado 40µm 45133140902 60µm 45133140203
2004 Laranja puro 9002 Branco
acinzentado 40µm 45133140902 60µm 45133140204
3000 Vermelho
fogo 9002
Branco acinzentado
40µm 45133140902 40µm 45133140300
5010 Azul
genciana 9002
Branco acinzentado
40µm 45133140902 40µm 45133140510
5012 Azul claro 9002 Branco
acinzentado 40µm 45133140902 40µm 45133140512
6011 Verde reseda 5018 Azul
turquesa 40µm 44103010518 40µm 45133140611
7001 Cinza-
prateado 9002
Branco acinzentado
40µm 45133140902 40µm 45133140701
7047 Cinza RAL
7047 4 9002
Branco acinzentado
40µm 45133140902 40µm 45133140747
9002 Branco
acinzentado 9002
Branco acinzentado
40µm 45133140902 40µm 45133140902
Eisenmann Especificação de execução técnica 01-04-36
Doc. title: Especificação de execução técnica Eisenmann Doc. version: 1.1.0
Author: Tietze, Margit (CE-GER) Reviewer: Benzinger, Rainer (CE-GER)
Author: Tietze, Margit (CE-GER) Reviewer: Benzinger, Rainer (CE-GER)
Release date: 06.06.2018 Page 37 of 44 Reviewed: 22.05.2018 Reviewed: 12.09.2017
Fo
rm W
ord
2.0
.0
Tratamento de superfícies Procedimento com pintura
Autor: Tietze, Margit (CE-GER) Verificador: Benzinger, Rainer (CE-GER)
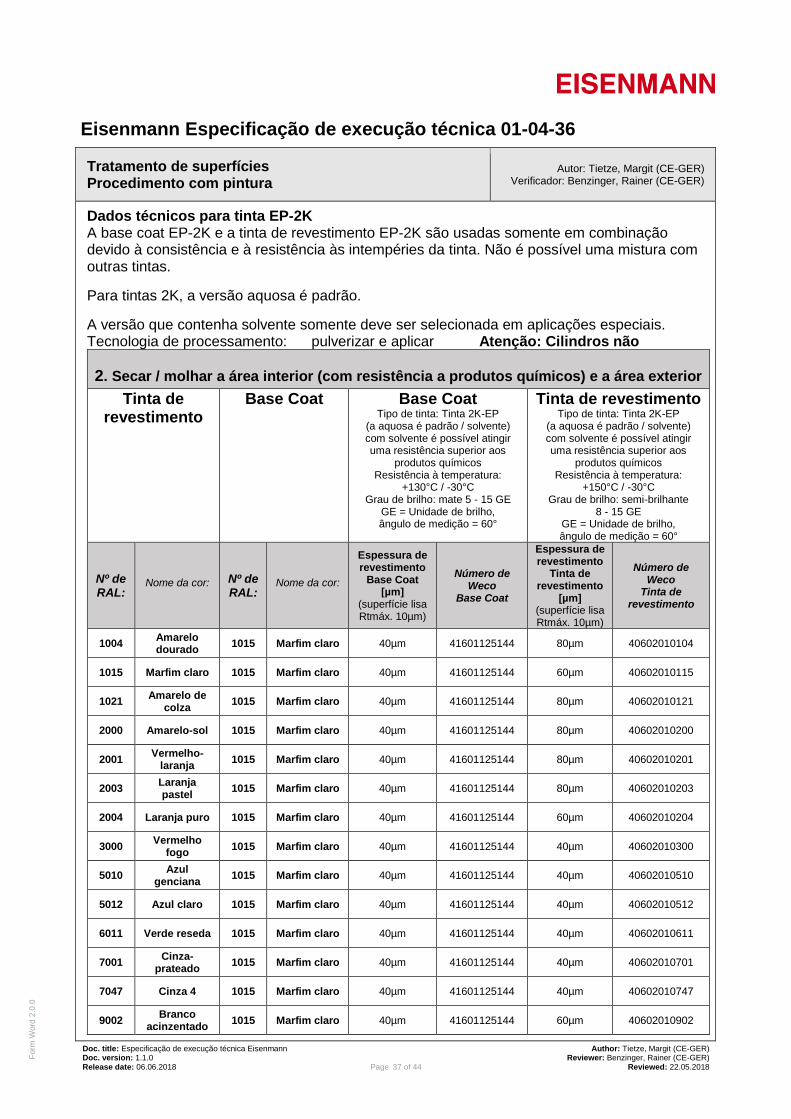
Dados técnicos para tinta EP-2K A base coat EP-2K e a tinta de revestimento EP-2K são usadas somente em combinação devido à consistência e à resistência às intempéries da tinta. Não é possível uma mistura com outras tintas.
Para tintas 2K, a versão aquosa é padrão.
A versão que contenha solvente somente deve ser selecionada em aplicações especiais. Tecnologia de processamento: pulverizar e aplicar Atenção: Cilindros não
2. Secar / molhar a área interior (com resistência a produtos químicos) e a área exterior
Tinta de revestimento
Base Coat Base Coat Tipo de tinta: Tinta 2K-EP
(a aquosa é padrão / solvente) com solvente é possível atingir uma resistência superior aos
produtos químicos Resistência à temperatura:
+130°C / -30°C Grau de brilho: mate 5 - 15 GE
GE = Unidade de brilho, ângulo de medição = 60°
Tinta de revestimento Tipo de tinta: Tinta 2K-EP
(a aquosa é padrão / solvente) com solvente é possível atingir uma resistência superior aos
produtos químicos Resistência à temperatura:
+150°C / -30°C Grau de brilho: semi-brilhante
8 - 15 GE GE = Unidade de brilho, ângulo de medição = 60°
Nº de RAL:
Nome da cor: Nº de RAL:
Nome da cor:
Espessura de revestimento
Base Coat [µm]
(superfície lisa Rtmáx. 10µm)
Número de Weco
Base Coat
Espessura de revestimento
Tinta de revestimento
[µm] (superfície lisa Rtmáx. 10µm)
Número de Weco
Tinta de revestimento
1004 Amarelo dourado
1015 Marfim claro 40µm 41601125144 80µm 40602010104
1015 Marfim claro 1015 Marfim claro 40µm 41601125144 60µm 40602010115
1021 Amarelo de
colza 1015 Marfim claro 40µm 41601125144 80µm 40602010121
2000 Amarelo-sol 1015 Marfim claro 40µm 41601125144 80µm 40602010200
2001 Vermelho-
laranja 1015 Marfim claro 40µm 41601125144 80µm 40602010201
2003 Laranja pastel
1015 Marfim claro 40µm 41601125144 80µm 40602010203
2004 Laranja puro 1015 Marfim claro 40µm 41601125144 60µm 40602010204
3000 Vermelho
fogo 1015 Marfim claro 40µm 41601125144 40µm 40602010300
5010 Azul
genciana 1015 Marfim claro 40µm 41601125144 40µm 40602010510
5012 Azul claro 1015 Marfim claro 40µm 41601125144 40µm 40602010512
6011 Verde reseda 1015 Marfim claro 40µm 41601125144 40µm 40602010611
7001 Cinza-
prateado 1015 Marfim claro 40µm 41601125144 40µm 40602010701
7047 Cinza 4 1015 Marfim claro 40µm 41601125144 40µm 40602010747
9002 Branco
acinzentado 1015 Marfim claro 40µm 41601125144 60µm 40602010902

Eisenmann Especificação de execução técnica 01-04-36
Doc. title: Especificação de execução técnica Eisenmann Doc. version: 1.1.0
Author: Tietze, Margit (CE-GER) Reviewer: Benzinger, Rainer (CE-GER)
Author: Tietze, Margit (CE-GER) Reviewer: Benzinger, Rainer (CE-GER)
Release date: 06.06.2018 Page 38 of 44 Reviewed: 22.05.2018 Reviewed: 12.09.2017
Fo
rm W
ord
2.0
.0
Tratamento de superfícies Procedimento com pintura
Autor: Tietze, Margit (CE-GER) Verificador: Benzinger, Rainer (CE-GER)
Dados técnicos para tinta EP-2K A base coat EP-2K e a tinta de revestimento EP-2K são usadas somente em combinação devido à consistência e à resistência às intempéries da tinta. Não é possível uma mistura com outras tintas.
Para tintas 2K, a versão aquosa é padrão.
A versão que contenha solvente somente deve ser selecionada em aplicações especiais. Tecnologia de processamento: pulverizar e aplicar Atenção: Cilindros não
3. Área exterior com resistência a UV e água do mar
Tinta de revestimento
Base Coat Base Coat Tipo de tinta: Tinta 2K-EP
(a aquosa é padrão / solvente) com solvente é possível atingir uma resistência superior aos
produtos químicos Resistência à temperatura:
+130°C / -30°C Grau de brilho: mate 5 - 15 GE
GE = Unidade de brilho, ângulo de medição = 60°
Tinta de revestimento Tipo de tinta: Tinta 2K-PUR
(a aquosa é padrão / solvente) com solvente é possível atingir uma resistência superior aos
produtos químicos Resistência à temperatura:
+150°C / -30°C Grau de brilho: brilhante
60 - 80 GE GE = Unidade de brilho, ângulo de medição = 60°
Nº de
RAL:
Nome da cor: Nº de RAL:
Nome da cor:
Espessura de revestimento
Base Coat [µm]
(superfície lisa Rtmáx. 10µm)
Número de Weco
Base Coat
Espessura de revestimento
Tinta de revestimento
[µm] (superfície lisa Rtmáx. 10µm)
Número de Weco
Tinta de revestimento
1004 Amarelo dourado
1015 Marfim claro 40µm 41601125144 80µm 41522010104
1015 Marfim claro 1015 Marfim claro 40µm 41601125144 60µm 41522010115
1021 Amarelo de
colza 1015 Marfim claro 40µm 41601125144 80µm 41522010121
2000 Amarelo-sol 1015 Marfim claro 40µm 41601125144 80µm 41522010200
2001 Vermelho-
laranja 1015 Marfim claro 40µm 41601125144 80µm 41522010201
2003 Laranja pastel
1015 Marfim claro 40µm 41601125144 80µm 41522010203
2004 Laranja puro 1015 Marfim claro 40µm 41601125144 60µm 41522010204
3000 Vermelho
fogo 1015 Marfim claro 40µm 41601125144 40µm 41522010300
5010 Azul
genciana 1015 Marfim claro 40µm 41601125144 40µm 41522010510
5012 Azul claro 1015 Marfim claro 40µm 41601125144 40µm 41522010512
6011 Verde reseda 1015 Marfim claro 40µm 41601125144 40µm 41522010611
7001 Cinza-
prateado 1015 Marfim claro 40µm 41601125144 40µm 41522010701
7047 Cinza 4 1015 Marfim claro 40µm 41601125144 40µm 41522010722
9002 Branco
acinzentado 1015 Marfim claro 40µm 41601125144 60µm 41522010735

Eisenmann Especificação de execução técnica 01-04-36
Doc. title: Especificação de execução técnica Eisenmann Doc. version: 1.1.0
Author: Tietze, Margit (CE-GER) Reviewer: Benzinger, Rainer (CE-GER)
Author: Tietze, Margit (CE-GER) Reviewer: Benzinger, Rainer (CE-GER)
Release date: 06.06.2018 Page 39 of 44 Reviewed: 22.05.2018 Reviewed: 12.09.2017
Fo
rm W
ord
2.0
.0
Tratamento de superfícies Procedimento com pintura
Autor: Tietze, Margit (CE-GER) Verificador: Benzinger, Rainer (CE-GER)
Dados técnicos para tinta de alumínio Os componentes, que se encontrem na área exterior, devem ser pintadas antes adicionalmente com uma base coat de 40µm devido à resistência às intempéries. Em seguida, a tinta de alumínio deve ser aplicada também com 20µm. Tecnologia de processamento: pulverizar
4. Tinta de alumínio
Tinta de revestimento
Base Coat Base Coat Tipo de tinta: Tinta à base de
água 1K Resistência à temperatura:
+150°C / -30°C Grau de brilho: semi-brilhante
5 - 15 GE GE = Unidade de brilho, ângulo de medição = 60°
Tinta de revestimento Tipo de tinta: Tinta à base de água
de alumínio Resistência à temperatura:
+150°C / -30°C Grau de brilho: mate 5 - 15 GE
GE = Unidade de brilho, ângulo de medição = 60°
Nº de
RAL:
Nome da cor: Nº de RAL:
Nome da cor:
Espessura de revestimento
Base Coat [µm]
(superfície lisa Rtmáx. 10µm)
Número de Weco
Base Coat
Espessura de revestimento
Tinta de revestimento
[µm] (superfície lisa Rtmáx. 10µm)
Número de Weco
Tinta de revestimento
9006 Alumínio branco
9002 Branco
acinzentado 40µm 45133140902 20µm 42106513575
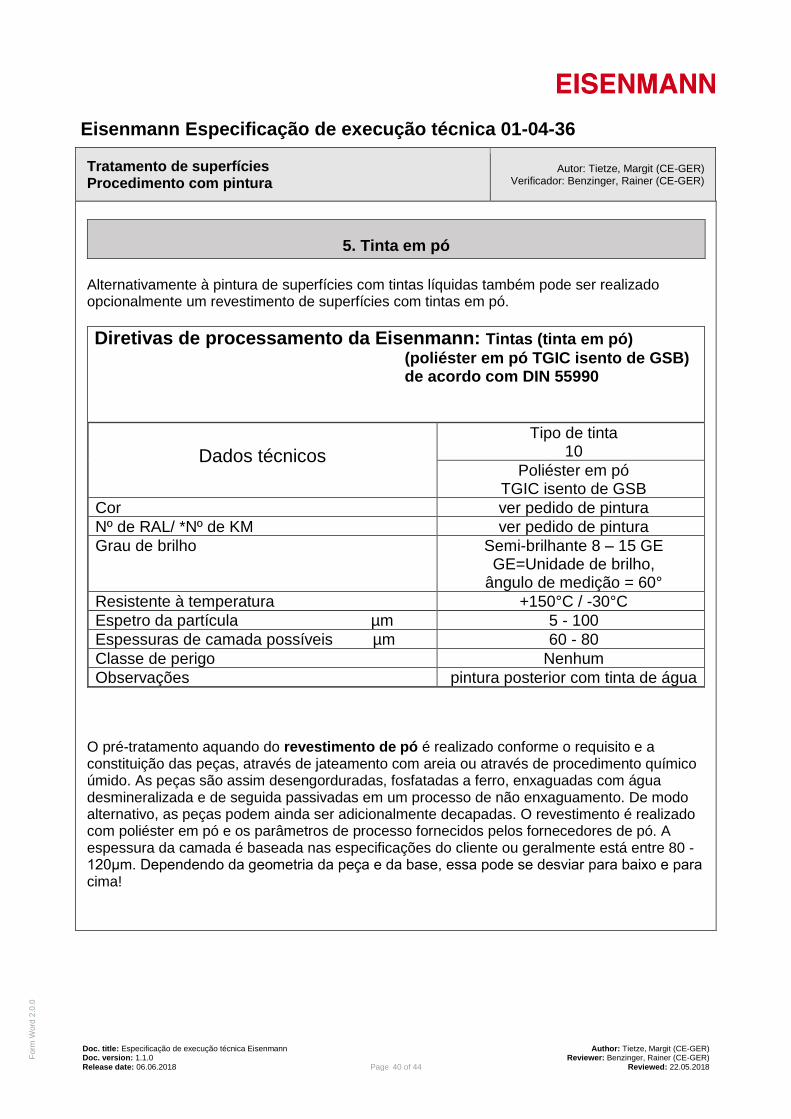
Eisenmann Especificação de execução técnica 01-04-36
Doc. title: Especificação de execução técnica Eisenmann Doc. version: 1.1.0
Author: Tietze, Margit (CE-GER) Reviewer: Benzinger, Rainer (CE-GER)
Author: Tietze, Margit (CE-GER) Reviewer: Benzinger, Rainer (CE-GER)
Release date: 06.06.2018 Page 40 of 44 Reviewed: 22.05.2018 Reviewed: 12.09.2017
Fo
rm W
ord
2.0
.0
Tratamento de superfícies Procedimento com pintura
Autor: Tietze, Margit (CE-GER) Verificador: Benzinger, Rainer (CE-GER)
5. Tinta em pó
Alternativamente à pintura de superfícies com tintas líquidas também pode ser realizado opcionalmente um revestimento de superfícies com tintas em pó.
Diretivas de processamento da Eisenmann: Tintas (tinta em pó)
(poliéster em pó TGIC isento de GSB) de acordo com DIN 55990
Dados técnicos
Tipo de tinta 10
Poliéster em pó TGIC isento de GSB
Cor ver pedido de pintura
Nº de RAL/ *Nº de KM ver pedido de pintura
Grau de brilho Semi-brilhante 8 – 15 GE GE=Unidade de brilho,
ângulo de medição = 60°
Resistente à temperatura +150°C / -30°C
Espetro da partícula µm 5 - 100
Espessuras de camada possíveis µm 60 - 80
Classe de perigo Nenhum
Observações pintura posterior com tinta de água O pré-tratamento aquando do revestimento de pó é realizado conforme o requisito e a constituição das peças, através de jateamento com areia ou através de procedimento químico úmido. As peças são assim desengorduradas, fosfatadas a ferro, enxaguadas com água desmineralizada e de seguida passivadas em um processo de não enxaguamento. De modo alternativo, as peças podem ainda ser adicionalmente decapadas. O revestimento é realizado com poliéster em pó e os parâmetros de processo fornecidos pelos fornecedores de pó. A espessura da camada é baseada nas especificações do cliente ou geralmente está entre 80 - 120μm. Dependendo da geometria da peça e da base, essa pode se desviar para baixo e para cima!
Eisenmann Especificação de execução técnica 01-04-36
Doc. title: Especificação de execução técnica Eisenmann Doc. version: 1.1.0
Author: Tietze, Margit (CE-GER) Reviewer: Benzinger, Rainer (CE-GER)
Author: Tietze, Margit (CE-GER) Reviewer: Benzinger, Rainer (CE-GER)
Release date: 06.06.2018 Page 41 of 44 Reviewed: 22.05.2018 Reviewed: 12.09.2017
Fo
rm W
ord
2.0
.0
Tratamento de superfícies Procedimento sem pintura
Tratamento de superfícies Procedimento sem pintura
Autor: Tietze, Margit (CE-GER) Verificador: Benzinger, Rainer (CE-GER)
Jateamento com areia A calamina, a ferrugem e os revestimentos estão removidos ao ponto de os restos só serem visíveis como leves sombreados como consequência da coloração dos poros. O material de jateamento utilizado deve ser completamente esvaziado. Decapagem, galvanização, revestimento em pó No geral aplica-se: A galvanização é realizada conforme DIN EN ISO 2081! As peças são desengorduradas, decapadas, desengorduradas eletroliticamente, galvanizadas eletroliticamente no processo de baixo teor de ácido e, finalmente, fornecidas com um cromato azul (crómio de 3 valores). Como orientação, planejamos uma espessura de camada de galvanização de 8μm. Os componentes não tratados ou não pintados devem ser sempre embalados com filme VCI para proteção contra corrosão!

Eisenmann Especificação de execução técnica 01-04-36
Doc. title: Especificação de execução técnica Eisenmann Doc. version: 1.1.0
Author: Tietze, Margit (CE-GER) Reviewer: Benzinger, Rainer (CE-GER)
Author: Tietze, Margit (CE-GER) Reviewer: Benzinger, Rainer (CE-GER)
Release date: 06.06.2018 Page 42 of 44 Reviewed: 22.05.2018 Reviewed: 12.09.2017
Fo
rm W
ord
2.0
.0
Prescrição de processamento para placas cantonadas e perfuradas
Prescrição de processamento para placas cantonadas e perfuradas
Autor: Tietze, Margit (CE-GER) Verificador: Benzinger, Rainer (CE-GER)
Chapa de aço aluminada a quente:
- As placas não podem estar riscadas do lado visível nem apresentar locais com ferrugem branca. Marcação do lado visível, ver texto – Símbolos em desenhos nº 13
- Pintar os locais de soldagem (se existentes) com alumínio branco de tinta de alumínio KM 3575, nº 4210651 da empresa Weckerle.
Chapa de aço galvanizada segundo o método Sendzimier:
- As placas não podem estar riscadas do lado visível nem apresentar locais com ferrugem branca. Marcação do lado visível, ver texto – Símbolos em desenhos nº 13 - Pintar os locais de soldagem (se existentes) com tinta com alto teor de zinco, nº 4210651 da
empresa Weckerle.
Chapa de aço inoxidável:
- As placas não podem estar riscadas do lado visível. Marcação do lado visível, ver texto – Símbolos em desenhos nº 13 - Tratar locais de soldagem (se existentes) com pasta de decapagem .
Tipo de execução e características da superfície conforme DIN EN 10088-2
Em caso de chapas inoxidáveis em 1.4307, 1.4541, 1.4404, 1.4571 é determinada a seguinte qualidade de superfícies. em 1D se aplica >= 3,0 mm de chapa laminada a quente, tratada a quente,
decapada e isenta de calamina (decapada = mate) em 2B se aplica < 2,5 mm de chapa laminada a frio, tratada a quente, decapada e laminada
posteriormente a frio (decapada = mate)
Eisenmann Especificação de execução técnica 01-04-36
Doc. title: Especificação de execução técnica Eisenmann Doc. version: 1.1.0
Author: Tietze, Margit (CE-GER) Reviewer: Benzinger, Rainer (CE-GER)
Author: Tietze, Margit (CE-GER) Reviewer: Benzinger, Rainer (CE-GER)
Release date: 06.06.2018 Page 43 of 44 Reviewed: 22.05.2018 Reviewed: 12.09.2017
Fo
rm W
ord
2.0
.0
Prescrições de fabricação para processamento de chapas aluminadas a quente e em aço inoxidável
Prescrições de fabricação para processamento de chapas aluminadas a quente e em aço inoxidável
Autor: Tietze, Margit (CE-GER) Verificador: Benzinger, Rainer (CE-GER)
Peças agregadas do secador (por ex. paredes de sopro, paredes filtrantes, canais de aspiração, etc.)
1. Os componentes devem ser fabricados sem riscos. O perfil não pode estar riscado do lado visível.
(Os raios das arestas e arestas de corte adjacentes ao lado visível pertencem igualmente ao lado visível.)
Marcação do lado visível, ver texto – Símbolos em desenhos nº 13
Respeitar as seguintes tolerâncias:
Todos os cantos devem ser executados com 90° 30.
O ângulo de torção permitido é de 1° em todo o comprimento.
2. As peças de chapa e reforços devem ser executados de forma precisa, de modo a que não se formem fissuras durante a montagem.
3. De uma forma geral, as sobrelevações em costuras de solda ou outras irregularidades, como por ex. queda de raízes ou partículas de solda, devem ser removidas. As costuras de solda devem ser executadas de forma plana, sem poros, entalhes e erros nos flancos. Evitar deformações. Na limpeza posterior com um pano de lã, não podem ficar fiapos presos. O perigo de ferimentos tem de ser excluído.
4. Não esmerilhar a superfície (por ex. na área adjacente à costura de solda). Perigo de corrosão devido à danificação do revestimento de alumínio ou da superfície em aço inoxidável!
5. A utilização de tintas, material de calafetagem e outros materiais incompatíveis com a tinta não é permitida em circunstância alguma.
6. Os componentes devem ser limpos após a fabricação. A limpeza tem de ser feita a seco, sem adição de produto de limpeza.
7. Os componentes têm de ser processados e armazenados secos. No transporte para o local de entrega, a embalagem deve ser selecionada de forma a impossibilitar a entrada de sujeira e de umidade nos componentes.
No caso de chapa aluminada a quente
8. Executar as soldagens de forma a que o revestimento aluminado a quente na área da costura e no lado posterior da chapa não queime.
No caso de chapa em aço inoxidável
9. As cores de revenido devem ser completamente removidas.
Eisenmann Especificação de execução técnica 01-04-36
Doc. title: Especificação de execução técnica Eisenmann Doc. version: 1.1.0
Author: Tietze, Margit (CE-GER) Reviewer: Benzinger, Rainer (CE-GER)
Author: Tietze, Margit (CE-GER) Reviewer: Benzinger, Rainer (CE-GER)
Release date: 06.06.2018 Page 44 of 44 Reviewed: 22.05.2018 Reviewed: 12.09.2017
Fo
rm W
ord
2.0
.0
Prescrições de fabricação no processamento de plástico
Prescrições de fabricação no processamento de plástico
Autor: Tietze, Margit (CE-GER) Verificador: Benzinger, Rainer (CE-GER)
Peças de plástico (por ex. rodas dentadas, etc.)
1. Os componentes devem ser fabricados sem riscos.
2. Todas as arestas de corte devem ser rebarbadas. De uma forma geral, as sobrelevações em costuras de solda ou outras irregularidades, como por ex. queda de raízes ou partículas de solda, devem ser removidas. As costuras de solda devem ser executadas de forma plana, sem poros, entalhes e erros nos flancos. Evitar deformações, tanto quanto possível. Na limpeza posterior com um pano de lã, não podem ficar fiapos presos. O perigo de ferimentos tem de ser excluído.
3. Os componentes devem ser limpos após a fabricação. A limpeza tem de ser feita a seco, sem adição de produto de limpeza.
4. Os componentes têm de ser processados e armazenados secos. No transporte para o local de entrega, a embalagem deve ser selecionada de forma a impossibilitar danos no componente e a entrada de sujeira e de umidade nos componentes.





























