Embed Size (px)
Citation preview

1
EWANDRO JOSÉ DE SOUZA
ESTUDO DA FORMAÇÃO DO FILME DE ÓXIDO OBTIDO DURANTE O
TRATAMENTO TÉRMICO DE OXIDAÇÃO PÓS-NITRETAÇÃO DO AÇO
AISI H13
Joinville
2009
Dissertação apresentada ao InstitutoSuperior Tupy para a obtenção doTítulo de Mestre em EngenhariaMecânica.
Easy PDF Creator is professional software to create PDF. If you wish to remove this line, buy it now.

2
EWANDRO JOSÉ DE SOUZA
ESTUDO DA FORMAÇÃO DO FILME DE ÓXIDO OBTIDO DURANTE O
TRATAMENTO TÉRMICO DE OXIDAÇÃO PÓS-NITRETAÇÃO DO AÇO
AISI H13
Joinville
2009
Dissertação apresentada ao InstitutoSuperior Tupy para a obtenção doTítulo de Mestre em EngenhariaMecânica
Área de Concentração:Metalurgia Física e Engenharia deSuperfícies
Orientador:Prof Dr Modesto Hurtado Ferrer
Easy PDF Creator is professional software to create PDF. If you wish to remove this line, buy it now.

3
“O Senhor é o meu pastore nada me faltará.”
Bíblia SagradaSalmos, cap. 23-V.1.
Easy PDF Creator is professional software to create PDF. If you wish to remove this line, buy it now.

4
À Deus pela minha adorável família que desde sempre me
ensinou os caminhos que devo caminhar;
Àquela que me deu a vida e quem mais me ensinou: D. Eugênia;
Àquele que mais acreditou em mim: S. Paulo de Souza;
Àquelas que me tem maior carinho: Eliane e Anna Carolina;
Às minhas amadas: Ana Paula e Ana Carol;
Aos meus amigos que sempre me incentivaram;
Aos mestres pelos ensinamentos.
Easy PDF Creator is professional software to create PDF. If you wish to remove this line, buy it now.

5
AGRADECIMENTOS
Ao professor, amigo e orientador Prof Dr Modesto Hurtado Ferrer pelo exemplo de
profissionalismo, por aceitar o desafio e garantir o desenvolvimento deste trabalho.
Ao professor, amigo e coordenador do Programa de Mestrado em Engenharia
Mecânica do Instituto Superior Tupy: Prof Dr Adriano Fagali de Souza.
Aos mestres professores: Prof Dr Marcio Ferreira Hupalo, Profa Dra Salete Martins
Alves, Profa Dra Sueli Fischer Becker, Prof Dr Wanderson Santana da Silva.
Aos amigos do mestrado, em especial Newton Faraco, Marcelo Arias, Silvio Ricardo,
Naudir Rocha, Joici Rescarolli, Gilmar Silvino, Daniele da Silva, Claus Sachs,
Adriano Albano, e àqueles não citados que contribuíram positivamente.
Aos engenheiros de fundição e amigos: Maicon Marcon Guarezi e Edilmar Eger pelo
trabalho magnífico desenvolvido na realização dos ensaios.
Aos amigos incentivadores: Maria Olavia, Fernando Lopes, Rinaldo Pismel, Carlos
Borsa, Rogério Araújo, Palova Balzer, Carmeane Effting, Alvaro Cantieri, Ricardo
Cury, Kátia Paula.
A Terezinha Pires R. Martins pelo apoio no laboratório de Metalografia da SOCIESC.
Ao laboratório de caracterização da SOCIESC na ArcelorMittal Veja, em especial ao
amigo Eder Serafim pelo apoio.
Ao amigo Rafael da Cruz pelo apoio no Tratamento Térmico da SOCIESC.
Aos professores da UDESC pelo apoio no laboratório de caracterização por raios X.
Ao corpo diretivo da SOCIESC pelo apoio nos estudos.
Easy PDF Creator is professional software to create PDF. If you wish to remove this line, buy it now.
6
SUMÁRIOLISTA DE TABELAS
LISTA DE FIGURAS
RESUMO
ABSTRACT
INTRODUÇÃO...............................................................................................1
OBJETIVO GERAL ........................................................................................4
OBJETIVOS ESPECÍFICOS..........................................................................4
REVISÃO BIBLIOGRÁFICA...........................................................................5
1. Tratamentos térmicos superficiais aplicados aos ferramentais de
fundição sob pressão de alumínio...............................................................................5
2. O tratamento superficial de oxidação pós-nitretação..........................10
3. Fundamentos do Processo de Oxidação............................................14
3.1 Termodinâmica da Oxidação .................................................................15
3.2 Cinética de Oxidação.............................................................................19
3.2.1 Cinética Linear...............................................................................20
3.2.2 Cinética Parabólica........................................................................21
3.2.3 Cinética Cúbica..............................................................................23
3.2.4 Cinética Logarítmica ......................................................................23
3.3 O Processo de Oxidação Metálica.........................................................26
3.4 Mecanismos de Crescimento da Película de Oxidação .........................29
3.4.1 Relação de Pilling-Bedworth (PB)..................................................31
4. A Oxidação do Ferro ..........................................................................35
4.1 Estruturas Espinélio ...............................................................................36
4.2 Os Óxidos de Ferro................................................................................38
5. MATERIAIS E PROCEDIMENTOS EXPERIMENTAIS ......................42
5.1 Materiais.................................................................................................42
5.1.1 Confecção dos corpos de prova ....................................................43
5.2 Procedimento Experimental ...................................................................43
5.2.1 Tratamento Térmico de Têmpera e Revenido do Aço AISI H13
Convencional .....................................................................................................44
Easy PDF Creator is professional software to create PDF. If you wish to remove this line, buy it now.

7
5.3 Tratamento Térmico de Nitretação Gasosa e de Oxidação Pós-nitretação
45
5.4 Técnicas de Caracterização Microestrutural ..........................................48
5.4.1 Microscopia Ótica........................................................................48
5.4.2 Microscopia Eletrônica de Varredura MEV..................................49
5.4.3 Microdureza Vickers....................................................................49
5.4.4 Difração de Raios X ....................................................................50
6. RESULTADOS E DISCUSSÃO..........................................................51
6.1 Caracterização do Aço AISI H13 Convencional no Estado como
Recebido......................................................................................................51
6.2 Caracterização Microestrutural do Aço AISI H13 Convencional após
Tratamento Térmico de Nitretação Gasosa. ................................................52
6.2.1 Caracterização do Substrato e da Camada Nitretada ...................52
6.3 Caracterização Microestructural do Aço AISI H13 Convencional após a
Oxidação Pós-nitretação..............................................................................55
6.3.1 Análise morfológica do filme de óxido no aço AISI H13
convencional. .....................................................................................................56
6.3.2. Espessura do filme de óxido dos aços AISI H13 convencional. ...59
6.3.3 Microanálises Químicas do Filme de Óxido no Aço AISI H13
Convencional. ....................................................................................................62
6.3.4 Identificação dos Óxidos de Ferro mediante Difração de Raios X.65
6.4. Perfil de dureza na superfície do aço AISI H13 convencional após
oxidação pós-nitretação...............................................................................66
7. CONCLUSÕES ..................................................................................69
8. CONSIDERAÇÕES PARA TRABALHOS FUTUROS ........................71
9. REFERÊNCIAS BIBLIOGRÁFICAS ...................................................72
Easy PDF Creator is professional software to create PDF. If you wish to remove this line, buy it now.

1
LISTA DE TABELAS
Tabela 01 – Valores de entalpia de formação (∆H) e energia livre de formação
∆G ................................................................................................................... 16
Tabela 02 – Comportamento da cinética de oxidação, em diferentes intervalos
de temperatura ................................................................................................ 25
Tabela 03 – Valores da relação Pilling-Bedworth (PB) para alguns óxidos
metálicos ......................................................................................................... 32
Tabela 04 – Composição química do aço AISI H13 convencional como
fornecida pela Villares Metals........................................................................... 42
Tabela 05 – Condições de tratamento térmico dos aços AISI H13 convencional
.......................................................................................................................... 45
Tabela 06 – Condições da oxidação dos aços AISI H13 convencional........... 47
Tabela 07 – Medidas de espessura (µm) e desvio padrão do filme de óxido em
função da temperatura e do tempo de oxidação pós-nitretação do aço AISI H13
convencional..................................................................................................... 61
Tabela 08 - Medidas de microdureza (HV) e desvio padrão da superfície dos
aços AISI H13 convencional em função da temperatura e do tempo de
oxidação pós-nitretação .................................................................................. 67
Easy PDF Creator is professional software to create PDF. If you wish to remove this line, buy it now.

2
LISTA DE FIGURAS
Figura 01 – Número de tiros de injeção sob pressão para diferentes
tratamentos superficiais ................................................................................... 07
Figura 02 – (a) Matriz nitretada com marcas de desgaste severo; (b) Camada
superficial com depósito de alumínio e quebras na interface nas camadas ... 08
Figura 03 – (a) Quebras do revestimento PVD CrN na entrada da matriz e
deposições de Mg; (b) descolamento do revestimento PVD CrN .................... 08
Figura 04 – Filme de óxido formado em aço AISI H13 temperado, revenido e
pós oxidado; Nital 3% (500x) ........................................................................... 10
Figura 05 - Perfil da amostra tratada através do processo de oxidação ......... 11
Figura 06 - Espessura das camadas nitretadas ou nitrocarbonetadas formadas
por diferentes tratamentos termoquímicos a plasma ....................................... 12
Figura 07 – Micrografias obtidas em MEV mostrando o perfil das camadas de
proteção formadas com 30 minutos de tratamento: (a) nitrocarbonetação a 873
K e (b) nitrocarbonetação a 873 K + oxidação pós-nitrocarbonetação a 873 K,
onde se observa a presença de ã’ ................................................................... 13
Figura 08 – Diagrama de Ellingham de energia livre versus temperatura de
oxidação dos metais ........................................................................................ 19
Figura 09 – Comportamento das cinéticas de oxidação .................................. 20
Figura 10 – Oxidação linear do magnésio e tungstênio mostrando a linearidade
somente depois de um período inicial não linear ............................................. 21
Easy PDF Creator is professional software to create PDF. If you wish to remove this line, buy it now.
3
Figura 11 – Ganho de peso versus tempo para oxidação do cobalto a 900°C e
1300°C ............................................................................................................. 23
Figura 12 – Oxidação logarítmica do níquel .................................................... 24
Figura 13 – Processos parciais possíveis durante a oxidação de um metal ... 26
Figura 14 – Formação de filme fino e camada de óxido durante a oxidação
metálica a alta temperatura ............................................................................. 28
Figura 15 – Superfície oxidada (a) aço carbono e (b) aço baixa liga, mostrando
uma camada com ruptura e outra camada contínua, respectivamente ........... 32
Figura 16 – Diagrama de equilíbrio Fe-O e fases formadas ............................ 35
Figura 17 – Seção do diagrama de equilíbrio Fe-O.......................................... 36
Figura 18 - Célula unitária da estrutura espinélio com oito AB2O4 .................. 36
Figura 19 – Esquema da oxidação do ferro em oxigênio................................. 39
Figura 20 – Constituição da película de oxidação do ferro aquecido a 700°C
.......................................................................................................................... 39
Figura 21 – Geometria e dimensões dos corpos de prova utilizados .............. 43
Figura 22 – Ciclos térmicos de pré-aquecimento, austenitização, têmpera e
revenimento dos aços AISI H13 convencional ................................................ 44
Figura 23 – Ciclos térmicos de nitretação e oxidação dos aços AISI H13
convencional ................................................................................................... 45
Figura 24 – Forma de embutimento das amostras .......................................... 48
Easy PDF Creator is professional software to create PDF. If you wish to remove this line, buy it now.

4
Figura 25 – Aço AISI H13 convencional em estado de recozido, apresentando
carbonetos globulares distribuídos na matriz ferrítica. Ataque: Nital 4%, 1000x
......................................................................................................................... 51
Figura 26 – Aço AISI H13 convencional nitretado (a) a 490ºC, (b) a 510º C.
Martensita revenida e pequenos carbonetos globulares no substrato. Ataque:
Nital 4%. Aumento 1000x................................................................................. 53
Figura 27 – Microscopias obtidas por MEV do aço AISI H13 convencional
nitretado por 8 horas (a,b) a 490°C, (c) a 510°C. Ataque: Nital 4% ................ 54
Figura 28 – Microscopias obtidas por MEV do aço AISI H13 convencional
oxidado a 490°C, por tempos de: (a) 01 hora, (b) 3 horas, (c) 5 horas. Ataque:
Nital 4%............................................................................................................ 57
Figura 29 – Microscopias obtidas por MEV do aço AISI H13 convencional
oxidado a 510°C, por tempos de: (a) 01 hora, (b) 3 horas, (c) 5 horas. Ataque:
Nital 4%............................................................................................................ 58
Figura 30 – Microscopias obtidas por MEV do aço AISI H13 convencional
oxidado a 490°C por tempo de: (a) 01 hora, (b) 03 horas, (c) 05 horas e
oxidados a 510°C por tempos de (d) 01 hora, (e) 03 horas, (f) 05 horas.
Ataque: Nital 4% ............................................................................................. 60
Figura 31 – Variação de espessura do filme de óxido no aço AISI H13
convencional em função do tempo e da temperatura de oxidação ................. 61
Figura 32 - EDS do filme de óxido no aço AISI H13 convencional oxidado a
490°C por 01 hora, mostrando nos espectros a presença de oxigênio. (a) MEV
do filme de óxido e a camada nitretada; (b) detalhamento das regiões
analisadas; (c), (d) espectros da região (1) e (2) – presença de oxigênio; (e), (f)
espectros da região (3) e (4) – ausência de oxigênio ..................................... 63
Easy PDF Creator is professional software to create PDF. If you wish to remove this line, buy it now.

5
Figura 33 - EDS do filme de óxido no aço AISI H13 convencional oxidado a
510°C por 01 hora, mostrando nos espectros a presença de oxigênio. (a) -
MEV do filme de óxido e a camada nitretada; (b) - detalhamento das regiões
analisadas; (c), (e), (f) - espectros da região (1), (2) e (3): presença de
oxigênio; (d) - ampliação do espectro na região (1); (f) - espectro da região (4):
ausência de oxigênio ....................................................................................... 64
Figura 34 - Padrões de difração de raios x obtidos em amostra de aço AISI
H13 convencional, oxidado pós-nitretação a 490ºC por tempos variáveis: (a)
t=1 hora e (b) t=5 horas ................................................................................... 65
Figura 35 - Variação da microdureza da superfície do aço AISI H13
convencional em função em função do tempo de oxidação pós-nitretação as
temperaturas (a) 490°C e (b) 510°C ................................................................ 68
Easy PDF Creator is professional software to create PDF. If you wish to remove this line, buy it now.

6
RESUMO
A fundição sob pressão de alumínio constitui um importante processo para o
desenvolvimento do segmento metal-mecânico, devido ao alto volume de
produção, complexidade dos produtos obtidos e à qualidade de acabamento
superficial exigida. Entretanto, o acentuado desgaste dos ferramentais utilizados
nesse processo aponta para a constante procura de soluções de engenharia de
superfície, no sentido de aumentar a vida útil dos mesmos. O processo de
oxidação pós-nitretação gasosa é usado para conferir ao material da ferramenta a
resistência ao desgaste e resistência à fadiga térmica solicitadas pelo processo
fabril. Através desse tratamento térmico um filme de óxido é depositado com o
intuito de minimizar a aderência do alumínio fundido na cavidade da ferramenta.
Neste trabalho foram desenvolvidos ciclos de tratamento térmico, variando a
temperatura e o tempo de oxidação pós-nitretacão do aço AISI H13 convencional,
com o intuito de avaliar a influência destes parâmetros na morfologia do filme de
óxido decorrente. Para tanto, foram utilizadas as técnicas de caracterização
microestrutural, tais como: microscopia óptica, microscopia eletrônica de
varredura, microanálise química com EDS, difração de raios x e microdureza. Os
resultados das medidas experimentais mostraram uma tendência linear para o
crescimento do filme de óxido em função do tempo e da temperatura de oxidação,
obedecendo às condições necessárias para crescimento do filme pelo modelo
parabólico. Os resultados obtidos através de EDS e de difração de raios x
confirmaram a formação de magnetita (Fe3O4) e hematita (Fe2O3), independente
das condições impostas durante o tratamento de oxidação. O crescimento do
filme de óxido obedece a cinética parabólica, apresentando um ganho de
espessura da ordem de 0,23 a 0,25µm/h nas temperaturas de ensaios realizadas.
Easy PDF Creator is professional software to create PDF. If you wish to remove this line, buy it now.

7
ABSTRACT
Aluminum die casting is an important process to the development of metal-
mechanical segment, due to high production volume, and the complexity of the
products and surface quality required. However, the sharp wear of tools usually
used in this process leads to a continued search for superficial engineering
solutions, in a way to increase their life cycle. Oxidation process post gas nitriding
is used to attribute to the tool material the wear and thermal fatigue resistance
required by industry process. Through this thermal treatment an oxide film is
coated to prevent melted aluminum adherence in the tool cavity. In this work it was
developed thermal treatment cycles varying the oxidation temperature and the
time post nitriding of AISI H13 conventional steel aiming the influence evaluation
of these parameters over the oxide film morphology. This way, some
microstructural characterization techniques were used such as: optical
microscopy, electronic scanning microscopy, chemical microanalyse with energy
dispersive spectrometry (EDS), X-ray diffraction and micro-hardness. The
experimental measures showed a linear trend to oxide film growth as a function of
oxidation time and temperature, according to parabolic model conditions to film
growth. The results obtained by EDS and X-ray diffraction confirmes magnetite
(Fe3O4) and hematite (Fe2O3) formation independent of conditions imposed during
oxidation treatment. The growth of the oxide film obeys parabolic kinetics, showing
a gain of thickness of the order of 0.23 to 0.25 µm/h at temperatures of tests
performed.
Easy PDF Creator is professional software to create PDF. If you wish to remove this line, buy it now.

1
INTRODUÇÃO
Cada vez mais é acentuado o desenvolvimento de novos materiais e são
aperfeiçoados os processos de fabricação, visando o aumento da produtividade e
o melhoramento da qualidade dos produtos. Atualmente, os produtos fundidos em
alumínio são produzidos usando moldes metálicos permanentes, em fundição por
gravidade ou sob pressão. De acordo com Mitterer et al, (2000) a utilização de
moldes metálicos permanentes se destaca pelas seguintes vantagens: maior
volume de produção com produtos mais uniformes, obtenção de produtos com
tolerâncias dimensionais menores, melhor acabamento final e melhores
propriedades mecânicas e custo relativamente menor.
Entre os processos de transformação de metais, o da fundição sob
pressão de alumínio é um dos mais severos quanto à solicitação sobre o
ferramental. Os elevados esforços mecânicos, as altas temperaturas envolvidas,
os ataques químicos produzidos pelo alumínio fundido e a complexidade
geométrica dos produtos exigem ferramentais de alto desempenho, tanto em vida
útil quanto em estabilidade química e mecânica. (Oliveira 2006; Björk et al 2001;
Yoshida et al).
As tensões mecânicas são provocadas pelo fluxo do alumínio líquido em
alta pressão, que encontra no molde um obstáculo para seu escoamento. As
tensões térmicas, por sua vez, são ocasionadas devido ao contato alternado com
o metal fundido a elevadas temperaturas, acima de 700°C, e a temperatura
ambiente, quando a máquina não está em processamento.
Também, durante o processamento verificam-se altas velocidades do
fluxo de alumínio da ordem de 100 m/s, pressões de injeção em torno de 70 MPa
e gradientes de temperatura de até de 1000°C/cm. (Sartori e Andrade, 2004;
Chen e Jahedi, 1999; Chen, 2005).
Easy PDF Creator is professional software to create PDF. If you wish to remove this line, buy it now.

2
Essas condições de processamento são identificadas como as razões
para o desgaste e para a formação de trincas, fatos que desqualificam o
ferramental para o uso, tornando necessária sua recuperação, quando possível.
O desgaste e as falhas em ferramentais de fundição sob pressão de
alumínio envolvem uma interação complexa de vários mecanismos. O impacto do
metal fundido na cavidade do ferramental durante a etapa de preenchimento tem
sido apontado como um dos mais importantes fatores causadores da erosão sob
pressão (soldering). A erosão mecânica e a erosão sob pressão são identificadas
como as causas primárias da diminuição da vida útil do processo de fundição sob
pressão. (Chen e Jahedi 1999)
Sartori e Andrade (2004), Yoshida et al, Chen e Jahedi (1999) e Mitterer
et al (2000) apresentam os principais mecanismos que levam ao desgaste e
perda do ferramental de fundição sob pressão de alumínio: erosão, adesão e
trincas térmicas. Seus estudos são relatados a seguir.
Venkatesan, Shivpuri apud Chen e Jahed (1999) conduziram estudos
para investigar a erosão em ferramentais no processo de fundição sob pressão de
alumínio, e propõem que a erosão mecânica é causada pelo impacto das
partículas solidificadas que estão presentes no banho fundido de alumínio,
durante o preenchimento da cavidade do ferramental. Também, esses autores
assinalam que a erosão sob pressão tem natureza metalúrgica, pois envolve o
fenômeno de difusão e a formação de compostos intermetálicos.
A interação química provocada pela interdifusão entre a liga de alumínio
injetado e os elementos de liga do ferramental, aliada à capacidade de difusão
dos elementos de liga no alumínio líquido, provocam a formação de compostos
intermetálicos de alumínio, ferro e outros elementos de liga. Adicionalmente, as
altas temperaturas de vazamento provocam a corrosão da superfície da
ferramenta.
Easy PDF Creator is professional software to create PDF. If you wish to remove this line, buy it now.

3
A adesão ou “agarramento” da peça fundida ocorre na superfície interna
da cavidade do ferramental durante a solidificação e a extração, provocando
fundidos defeituosos e manchas. Esta adesão, também, pode dar origem à
corrosão superficial e ao desgaste adesivo do ferramental. (Mitterer et al, 2000;
Sartori e Andrade, 2004).
As trincas de fadiga térmica ou “heat checking”, podem ocorrer logo no
início da utilização do ferramental, o que provoca marcas no produto fundido de
forma microscópica, comumente chamadas de microtrincas, tomando muitas
vezes proporções macroscópicas. A erosão da superfície do ferramental provoca
o surgimento de trincas, as quais crescem continuamente durante os ciclos de
trabalho, causando um mau aspecto superficial do produto ou até mesmo levar o
ferramental à fratura catastrófica. (Ferreira, 2001)
Os tratamentos térmicos aplicados aos ferramentais de fundição sob
pressão de alumínio procuram obter propriedades específicas, tais como: elevada
dureza superficial e resistência ao desgaste, aliadas à tenacidade do núcleo da
ferramenta. Assim, o desenvolvimento de revestimentos superficiais adequados
pode melhorar o desempenho dos mesmos.
Subramanian et al (1993) apud Oliveira (2006) citam que o principal
objetivo do tratamento térmico em ferramentais de fundição sob pressão de
alumínio é evitar o contato metálico entre o aço da ferramenta e o metal fundido.
Nesse sentido, os ferramentais nitretados e revestidos pelo processo PVD* tem-
se mostrado eficazes no desempenho em serviço, por apresentarem elevada
dureza na superfície e por possuir uma melhor proteção na superfície do molde
contra a erosão, retardando o surgimento de trincas térmicas.
Atualmente, um dos processos que se destacam no tratamento térmico
de ferramentais de fundição sob pressão de alumínio é o tratamento de oxidação
pós-nitretação, que provoca a formação de um filme de óxido de espessura
reduzida sobre a camada nitretada.
*PVD – physical vapor deposition
Easy PDF Creator is professional software to create PDF. If you wish to remove this line, buy it now.

4
De acordo com Sartori e Andrade (2004) o filme de óxido diminui o
contato entre o aço ferramenta e o alumínio líquido constituindo uma barreira
química à difusão de elementos químicos, apresentando baixo coeficiente de
atrito, facilitando a extração do produto injetado, minimizando os fenômenos de
erosão e trincas térmicas.
Sob esta óptica, a unidade de serviços de tratamento térmico da
Sociedade Educacional de Santa Catarina vem desenvolvendo um procedimento
de tratamento térmico consistindo na oxidação dos aços ferramentas após o
tratamento de nitretação gasosa. As ferramentas tratadas tem mostrado maior
tempo de vida útil em serviço, quando comparado aos ferramentais tratados pelo
modelo convencional (sem oxidação pós-nitretação).
OBJETIVO GERAL
Estudar a formação de óxidos durante o tratamento térmico de oxidação
pós-nitretação no aço AISI H13 convencional, com base na relação entre os
parâmetros do tratamento térmico com a morfologia e comportamento das
camadas de óxidos decorrentes, buscando a otimização dos procedimentos deste
tipo de tratamento na unidade de serviços da SOCIESC.
OBJETIVOS ESPECÍFICOS
• Reproduzir o tratamento térmico de oxidação pós-nitretação no aço AISI H13
convencional em intervalos de tempos pré-determinados;
• Caracterizar a morfologia do filme de óxido formado;
• Avaliar a cinética de formação do filme de óxido;
• Determinar o tipo de óxido formado;
• Avaliar o perfil de dureza da camada nitretada
Easy PDF Creator is professional software to create PDF. If you wish to remove this line, buy it now.

5
REVISÃO BIBLIOGRÁFICA
1. Tratamentos térmicos superficiais aplicados aos
ferramentais de fundição sob pressão de alumínio
De acordo com Hutchings apud Guimarães (2008), existem dois objetivos
comuns no uso da engenharia de superfície para aplicações tribológicas: o
aumento da resistência ao desgaste e a modificação do comportamento do atrito.
Em alguns casos, alcançam-se ambos objetivos simultaneamente. Isto se
consegue pela mudança das características estruturais ou da composição das
superfícies das peças e componentes de engenharia, através da aplicação de
tecnologias de superfície tradicionais, como os tratamentos termoquímicos; e as
tecnologias inovadoras, como os revestimentos superficiais.
De acordo com Mitterer et al, (2000) a vida útil do ferramental de fundição
sob pressão de alumínio está relacionada com diversos fatores:
• fatores geométricos: projeto da ferramenta, tensões e gradientes
térmicos;
• material: usinabilidade, tratamento térmico, tenacidade;
• processamento: pré-aquecimento, ciclos de aquecimento e
resfriamento, força de fechamento, lubrificação e intervalos entre ciclos; e
• superfície da matriz: resistência ao desgaste e às trincas térmicas
superficiais.
A resistência ao desgaste não é o principal objetivo do tratamento térmico
de têmpera, pois o desgaste é um fenômeno de superfície, e depende da
aplicação de revestimentos e tratamentos superficiais. No entanto, para moldes e
matrizes, o tratamento térmico deve ter efeito em todo o corpo da ferramenta, ou
Easy PDF Creator is professional software to create PDF. If you wish to remove this line, buy it now.

6
seja, as diferenças de propriedades entre superfície e núcleo devem ser os
menores possíveis. (Yoshida, 2004)
Os requisitos fundamentais para a obtenção de um revestimento ser
eficaz nas ferramentas de fundição sob pressão de alumínio são: elevada adesão
ao metal base, para suportar as altas cargas e forças de cisalhamento sem
descolar-se; dureza e tenacidade elevadas e baixo coeficiente de atrito para
reduzir o desgaste.
Ferreira (2001) afirma que o tratamento térmico de nitretação gasosa é o
tratamento superficial mais comum para ferramentas de processamento de ligas
de alumínio, pois aumenta substancialmente a vida útil da matriz pela proteção da
superfície contra o desgaste.
Revestimentos duros constituídos por uma rede finamente distribuída de
nitretos e carbetos podem proteger a superfície do aço ferramenta da erosão e da
erosão sob pressão (soldering), bem como aumentar a resistência contra as
trincas térmicas. (Oliveira 2006, Sartori e Andrade 2004).
Mitterer et al (2000) realizaram um estudo onde TiN, Ti(C,N), Ti(B,N) e
(Ti, Al) (C,N)* foram depositados em um aço ferramenta para trabalho a quente e
avaliados em serviço. Esses revestimentos possuem as características físico-
mecânicas dos seus metais constituintes e elevada adesão ao substrato do aço
ferramenta e, também, uma pequena diferença no coeficiente de expansão
térmica do revestimento e substrato. Este fator é considerado o mais importante
para minimizar a possibilidade de trincas térmicas na interface do substrato com o
revestimento.
O resultado dos testes mostraram que os revestimentos TiN e Ti (C,N)
suportaram um maior número de tiros de injeção conforme a figura 01, devido a
uma melhor combinação de dureza, adesão, erosão sob pressão, resistência à
corrosão e estado de tensões. Os revestimentos Ti(B,N) e (Ti,Al) (C,N)
*TiN – nitreto de titânioTi(C,N) – carbonitreto de titânio
Ti(B,N) – boro-nitreto de titânio(Ti,Al) (C,N) – carbonitreto de titânio-alumínio
Easy PDF Creator is professional software to create PDF. If you wish to remove this line, buy it now.

7
apresentaram uma resistência à oxidação superior, mostrando uma tendência
maior à erosão sob pressão e maiores tensões compressivas, levando
rapidamente à fadiga térmica.
Sartori e Andrade (2004) citam outro processo de tratamento superficial
utilizado: nitrocarbonetação em banhos ativados e ricos em enxofre, que introduz
nitrogênio e sulfeto de ferro na superfície. O enxofre age contra o fenômeno de
adesão reduzindo problemas de “agarramento” do alumínio.
Björk et al, (2001) realizaram um estudo para elucidar os mecanismos de
fim de vida por desgaste de ferramentas, em aço AISI H13, nitretadas a gás e em
ferramentas revestidas duplex: nitretado a plasma e revestimento PVD CrN*,
utilizando o processo de extrusão de alumínio.
O estudo realizado constatou que a entrada da superfície da ferramenta
foi revestida com um filme de óxido de alumínio estável. As ferramentas nitretadas
a gás foram severamente desgastadas (vide figura 02(a)), promovendo o
descolamento entre as camadas e a remoção de material em grandes volumes.
Por outro lado, as ferramentas também sofreram desgaste suave em uma
camada composta, que foi parcialmente removida e transformada quimicamente,
Figura 01 – Número de tiros de injeção sob pressão para diferentes tratamentossuperficiais (Mitterer et al 2000; Hein et al 1999)
Superfície tratada/revestimento
No
deTi
ros
deIn
jeçã
o
*CrN – nitreto de cromo
Easy PDF Creator is professional software to create PDF. If you wish to remove this line, buy it now.

8
contendo Al superficial, Mg, O e Fe, conforme mostra-se na figura 02 (b) (Björk et
al, 2001).
Por outro lado, o estudo mostrou que as ferramentas com revestimento
duplex apresentaram somente suaves marcas de desgaste, permanecendo o
revestimento em grande parte da superfície. No entanto, nas bordas de entrada
da ferramenta ocorreu o descolamento e quebra do revestimento PVD CrN, como
indicado na figura 03. Grandes deposições de Mg foram também detectadas na
superfície do revestimento. (Björk et al, 2001)
(a)(b)
Extrudado
Depósito de Al
Material daferramentarico em Mg
Material daferramenta
Figura 02 – (a) Matriz nitretada com marcas de desgaste severo; (b) Camada superficial comdepósito de alumínio e quebras na interface nas camadas. (Björk et al, 2001)
Figura 03 – (a) Quebras do revestimento PVD CrN na entrada da matriz e deposições de Mg;(b) descolamento do revestimento PVD CrN. (Björk et al, 2001)
(a) (b)
Easy PDF Creator is professional software to create PDF. If you wish to remove this line, buy it now.
9
O desgaste do ferramental tem um importante significado econômico e
tecnológico, pois altera a qualidade dimensional e a superfície final do produto
processado. Quando o ferramental de fundição sob pressão de alumínio requer
uma maior proteção contra a corrosão e desgaste, pode-se aplicar um
revestimento superficial composto por um filme de óxido depositado sobre a
camada nitretada. O filme de óxido é obtido por meio do tratamento térmico de
oxidação pós-nitretação, ou após nitrocarbonetação. O próximo capítulo aborda
este assunto.
Easy PDF Creator is professional software to create PDF. If you wish to remove this line, buy it now.

10
2. O tratamento superficial de oxidação pós-nitretação
Através do revestimento superficial de oxidação pós-nitretação, que
dificulta a interdifusão entre os átomos do aço da ferramenta e os de alumínio da
liga fundida, minimizando a formação de compostos intermetálicos que geram
problemas de adesão e dificultam a extração do fundido. (Yoshida et al)
Sartori e Andrade (2004) realizaram testes de caracterização do
tratamento de oxidação pós-nitretação. Para tanto, os autores utilizaram corpos
de prova de aço AISI H13 que foram austenitizados a 1030°C por 30 minutos em
forno a vácuo e temperados sob alta pressão de nitrogênio. Em seguida foram
executados três revenimentos a 540°C, 600°C, e 660°C, por 2 horas cada.
Posteriormente os corpos de prova foram oxidados em fornos do tipo poço.
Na figura 04 pode-se visualizar o filme de óxido formado no processo de
oxidação pós-nitretação, que apresenta espessura variando entre 5 a 6 µm. A
dureza do núcleo dos corpos de prova apresentou valores entre 46HRC a 47HRC,
e a camada superficial apresentou valores médios de 473 HV0,2
(aproximadamente 47 HRC).
O espectro representado na figura 05, utilizando a técnica RBS
(Rutherford Back Scattering Spectrometry), mostra a distribuição dos elementos
Camada de óxidoformada (5 a 6 µm)
Figura 04 – Filme de óxido formado em aço AISI H13 temperado, revenido e pós oxidado;Nital 3% (500x). (Adaptado de Sartori e Andrade, 2004)
Cobre utilizadono embutimento
Easy PDF Creator is professional software to create PDF. If you wish to remove this line, buy it now.
11
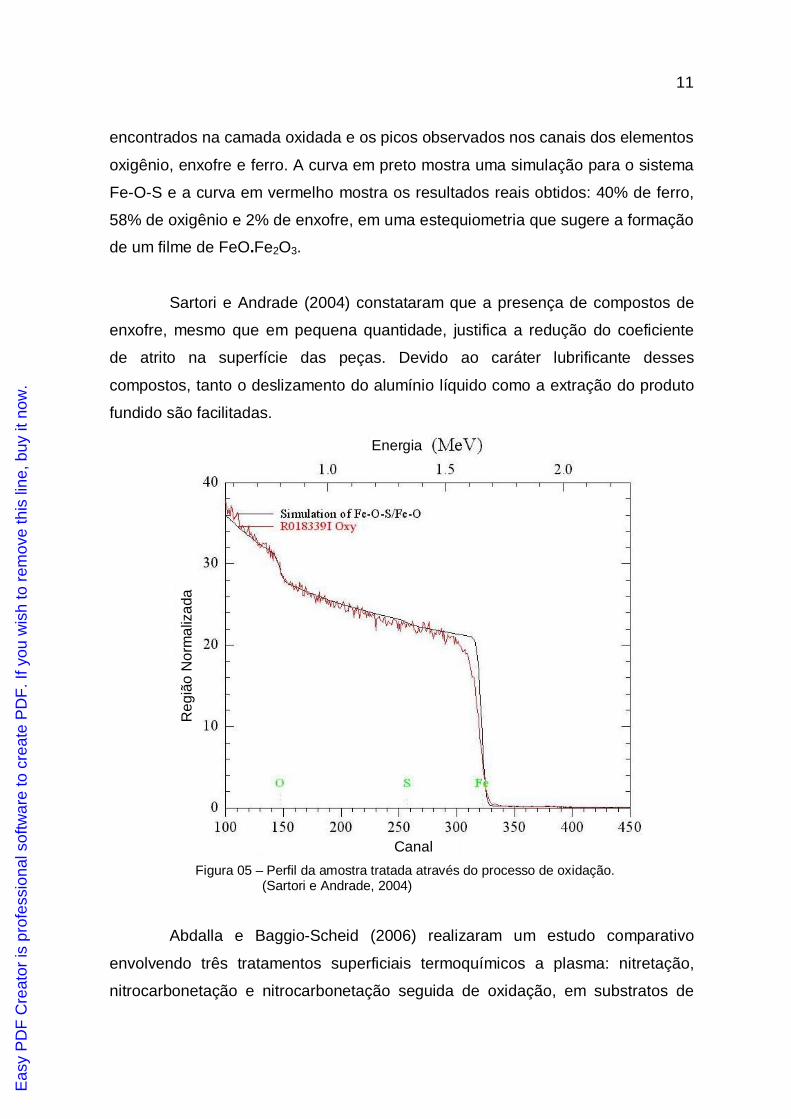
encontrados na camada oxidada e os picos observados nos canais dos elementos
oxigênio, enxofre e ferro. A curva em preto mostra uma simulação para o sistema
Fe-O-S e a curva em vermelho mostra os resultados reais obtidos: 40% de ferro,
58% de oxigênio e 2% de enxofre, em uma estequiometria que sugere a formação
de um filme de FeO.Fe2O3.
Sartori e Andrade (2004) constataram que a presença de compostos de
enxofre, mesmo que em pequena quantidade, justifica a redução do coeficiente
de atrito na superfície das peças. Devido ao caráter lubrificante desses
compostos, tanto o deslizamento do alumínio líquido como a extração do produto
fundido são facilitadas.
Abdalla e Baggio-Scheid (2006) realizaram um estudo comparativo
envolvendo três tratamentos superficiais termoquímicos a plasma: nitretação,
nitrocarbonetação e nitrocarbonetação seguida de oxidação, em substratos de
Simulação Fe-O-S/Fe-OLiga metálica: FeO. Fe2O3
Figura 05 – Perfil da amostra tratada através do processo de oxidação.(Sartori e Andrade, 2004)
Energia
Canal
Reg
ião
Nor
mal
izad
a
Eas
y P
DF
Cre
ator
is p
rofe
ssio
nal s
oftw
are
to c
reat
e P
DF.
If y
ou w
ish
to re
mov
e th
is li
ne, b
uy it
now
.

12
aço AISI 1010 e 1020. Como resultado destes experimentos constatou-se que a
oxidação pós-nitrocarbonetação aumentou a proteção superficial por dois motivos:
a) formação de uma camada fina de óxido de ferro na superfície;
b) parte do óxido formado penetra nos poros existentes na camada
nitrocarbonetada e veda-os.
Os resultados mostraram também que o aumento da concentração
gasosa e do tempo de nitretação ocasionaram um notável aumento na espessura
da camada nitretada, acima de 10 µm, mesmo em tempos reduzidos, conforme a
figura 06.
De acordo com a figura 06 a amostra tratada por nitrocarbonetação
seguido de oxidação apresentou uma espessura de camada em torno de 14 µm,
apresentando uma mínima diferença à amostra que foi tratada somente por
nitrocarbonetação, o que indica que o filme de óxido formado é extremamente
fino.
Figura 06 – Espessura das camadas nitretadas ou nitrocarbonetadas formadas por diferentestratamentos termoquímicos a plasma. (Abdalla e Baggio-Scheid, 2006)
Mínima diferençadevido à camadade óxido
Easy PDF Creator is professional software to create PDF. If you wish to remove this line, buy it now.

13
A figura 07 mostra as camadas formadas no tratamento de oxidação pós-
nitrocarbonetação. Observou-se que ocorre a formação de uma subcamada
abaixo da camada típica do processo de nitretação ou nitrocarbonetação, indicada
por ã’. Esta camada forma-se devido ao processo de transformação de fases do
aço na temperatura utilizada (região austenítica) e à maior concentração de
átomos de nitrogênio e carbono na região. (Abdalla e Baggio-Scheid, 2006)
Figura 07 – Micrografias obtidas em MEV mostrando o perfil das camadas de proteção formadacom 30 minutos de tratamento: (a) nitrocarbonetação a 873 K e (b) nitrocarbonetação a873 K + oxidação pós-nitrocarbonetação a 873 K, onde se observa a presença de ã’.(Abdalla e Baggio-Scheid, 2006)
Camada ã’
Camada austenítica
Material Base
Filme de óxido
Camada ã’
Camada austenítica
Material Base
(a) (b)
Easy PDF Creator is professional software to create PDF. If you wish to remove this line, buy it now.

14
3. Fundamentos do Processo de Oxidação
O termo “oxidação” refere-se, geralmente, a uma reação que produz íons,
sendo freqüentemente utilizado para designar a reação entre um metal ou liga
metálica com o ar ou oxigênio, produzindo óxidos. (Ramanathan, 2006; Scully,
1975)
Entretanto, a corrosão, de um modo geral, pode ser classificada como
corrosão seca ou corrosão aquosa. A primeira refere-se à reação de oxidação
entre metais e gases a alta temperatura, também chamada de corrosão a quente.
A última requer a presença de água e a reação é essencialmente de natureza
eletroquímica, havendo há um fluxo de íons e elétrons de um metal com potencial
de redução menor para outro metal com potencial de redução maior, através da
solução iônica. (Ramanathan, 2006)
Neste contexto, é importante considerar o aspecto energético da reação,
pois é sabido que a obtenção de um metal ocorre mediante a cessão de certa
quantidade de energia por intermédio de processos metalúrgicos, como se vê na
expressão clássica abaixo: (Gentil, 2003; Jones, 1996; Ribbe et al, 1971)
Como resultado do próprio processo de obtenção dos metais na sua
forma refinada, encontra-se em um nível energético superior ao do composto que
lhes deu origem, ou seja, o metal refinado encontra-se num estado de equilíbrio
metaestável.
Cessando a aplicação de energia ocorre a oxidação, que devolve o metal
à sua forma original de composto, de menor energia, obviamente liberando
Composto + Energia MetalMetalurgia
Oxidação
Easy PDF Creator is professional software to create PDF. If you wish to remove this line, buy it now.

15
energia para o meio ambiente. (Gentil, 2003; Dutra e Nunes, 2006; Jones, 1996;
Ribbe et al, 1971)
Assim, muitas vezes o produto da oxidação de um metal é bem
semelhante ao minério do qual é originalmente extraído. O óxido de ferro mais
comumente encontrado na natureza é a hematita, Fe2O3, e a ferrugem é o Fe2O3
hidratado - Fe2O3•nH2O, isto é, o metal tendendo a retornar a sua condição
original de estabilidade de menor energia. (Gentil, 2003)
A oxidação, além dos problemas associados à deterioração dos materiais,
apresenta também um lado positivo. Pode-se citar como efeitos benéficos
decorrentes da passivação causada por películas de óxidos obtidos nos
processos de oxidação, de elevada importância industrial:
− oxidação dos aços inoxidáveis e de titânio, com formação de películas
protetoras de óxido de cromo (Cr2O3) e titânio (TiO2);
− oxidação a altas temperaturas formando uma camada de óxido de ferro
protetor, aplicada a ferramentas de processamento de alumínio;
− oxidação de peças de alumínio formando Al2O3, protetor, e confere aspecto
decorativo. (Jones, 1996; Gentil, 2003)
3.1 Termodinâmica da Oxidação
Numa reação química, há a passagem de um estado inicial de maior
energia a um estado final de menor energia, com trabalho cedido ao ambiente,
utilizado na reorganização do sistema. A energia que sobrar, será aproveitada
pelo ambiente, sendo chamada de “Energia livre da reação”.
Esta energia livre da reação é também chamada de energia livre de Gibbs
∆G, e é utilizada para determinar a espontaneidade ou não de um processo
Easy PDF Creator is professional software to create PDF. If you wish to remove this line, buy it now.

16
químico ou físico, efetuado em sistema fechado, a pressão e temperatura
constantes:
∆G > 0 - processo não é espontâneo
∆G < 0 - processo espontâneo
∆G = 0 - o sistema está em equilíbrio
A formação de um óxido de determinado material metálico pode ser
calculada termodinamicamente através da variação da energia livre ∆G do
sistema: metal mais oxigênio. A oxidação pode ocorrer se for acompanhada por
um decréscimo de energia livre ∆G. Inversamente, se a energia livre da formação
do óxido for positiva, o metal não se oxidará.
A tabela 01 apresenta os valores de entalpia de formação ∆H e energia
livre de Gibbs ∆G para alguns óxidos. A maioria dos metais listados apresenta
energia livre ∆G negativa, portanto, reagirá com o oxigênio. (Gentil, 2003; Dutra e
Nunes, 2006; Pardini 2008)
Óxido
formado∆H a 25°C
(Kcal/mol)
∆G a 25°C
(Kcal/mol)
Al2O3 -399,09 -376,87
V2O5 -373 -342
Cr2O3 -268,8 -249,3
Fe3O4 -266,8 -242,3
TiO2 -225 -211,9
SiO2 -203,35 -190,4
Fe2O3 -198,5 -179,1
FeO -64,62 -59,38
Ag2O -6,95 -2,23
Au2O3 +11 +18,71
Tabela 01 – Valores de entalpia de formação (∆H) e energia livre de formação ∆G.(Adaptado de Gentil, 2003)
Easy PDF Creator is professional software to create PDF. If you wish to remove this line, buy it now.

17
Analisando a tabela 01 entende-se porque o óxido de alumínio Al2O3 é
extremamente estável a altas temperaturas, pois apresenta o valor mais negativo
de energia livre ∆G (-376,87 Kcal/mol) dentre os listados na tabela, e quanto mais
negativo este valor mais estável é o óxido formado.
Da mesma forma comprova-se que a prata (Ag) e o ouro (Au) são
praticamente isentos de oxidação devido à maior energia de formação necessária.
Estudando os fenômenos que ocorrem nos metais e suas ligas na
presença do oxigênio, através do entendimento da termodinâmica da reação de
oxidação, pode-se compreender o comportamento mecânico das ligas. O metal
que compõe a liga metálica que irá reagir inicialmente com o oxigênio será aquele
que apresentar maior afinidade pelo mesmo.
Se a velocidade de difusão do íon metálico, através do óxido formado, for
maior do que a velocidade de difusão dos outros metais que compõe a liga
metálica, a reação continuará. Esse fenômeno é conhecido como oxidação
seletiva. Se a película formada tiver características protetoras, haverá uma
diminuição da velocidade de oxidação. (Gentil, 2003; Jones, 1996; Pardini, 2008)
Exemplifica-se a oxidação seletiva através da adição de cromo nas ligas
de aço. Observa-se que o cromo é preferencialmente oxidado nos aços, formando
uma película protetora de Cr2O3. Analisando os valores de energia livre ∆G
listados abaixo, percebe-se que o Cr2O3 é o óxido que apresenta o valor mais
negativo de ∆G. Portanto, a sua oxidação é seletiva.
− Cr2O3................. ∆G = - 249,3 Kcal
− FeO................... ∆G = - 59,38 Kcal
− Fe2O3................. ∆G = - 179,1 Kcal
Considerando a reação: M + X → MX (eq. 1)
Easy PDF Creator is professional software to create PDF. If you wish to remove this line, buy it now.

18
Onde MX é o composto formado entre o metal M e o não-metal X à
temperatura T.
A variação da energia livre padrão ∆G0 para esta reação é dada pela
equação:
∆GT0
= ∆H00 + 0
T∆CpdT - T 0T∆Cpd nT (eq. 2)
Sendo ∆H00 o calor de reação no zero absoluto e ∆Cp a diferença nas
capacidades de calor entre os reagentes e produtos formados na reação.
À temperaturas maiores que 298K (25°C) a equação pode ser aproximada
para:
∆GT0 = ∆H0
298 - T∆S0298 (eq. 3)
Onde ∆H0298 e ∆S0
298 são variações na entalpia e entropia da reação a
298K.
Ramanathan (2006) dispõe os gráficos da variação de energia livre em
função da temperatura, conhecidos como diagramas de Ellingham para a
formação de compostos MX. A figura 08 mostra uma seqüência das linhas de
energia livre ∆G para diversos óxidos metálicos.
Easy PDF Creator is professional software to create PDF. If you wish to remove this line, buy it now.

19
3.2 Cinética de Oxidação
A velocidade de reação é o parâmetro mais importante na oxidação de
metais, do ponto de vista da aplicação em engenharia, sendo medida e expressa
como função do ganho de peso por unidade de área, que é proporcional a
espessura da camada do óxido formado.
Existem quatro equações principais que expressam o ganho de peso em
diferentes metais em função do tempo: linear, parabólica, cúbica e logarítmica,
como mostrado na figura 09. (Gentil, 2003; Ramanathan, 2006; Jones, 1996)
Figura 08 – Diagrama de Ellingham de energia livre versus temperatura de oxidaçãodos metais. (Adaptado de Ramanathan, 2006; Jones, 1996)
Easy PDF Creator is professional software to create PDF. If you wish to remove this line, buy it now.

20
A seguir serão descritos os quatro modelos cinéticos que estão
associados à formação de filmes de óxidos na superfície dos materiais metálicos.
3.2.1 Cinética Linear
No modelo de cinética linear, a velocidade de oxidação é constante e
independe da espessura do óxido. A lei de velocidade de crescimento do óxido
neste modelo pode ser expressa por:
x = K t + A (eq. 4)
Sendo “K” a velocidade constante de oxidação, “t” o tempo, e “A” é a
constante de integração que define a espessura “x” no tempo inicial de oxidação
(t=0). Se a oxidação iniciar em superfície limpa, a constante “A” é zero.
O equacionamento linear de velocidade de oxidação é seguido
geralmente pelos metais cujo óxido formado não é protetor, e não previne a
entrada do oxigênio no metal, ou seja, a película de óxido formado é muito porosa
e não impede a difusão. (Gentil, 2003; Ramanathan, 2006; Jones, 1996; Uhlig,
1975; Dutra e Nunes, 2006; Ribbe et al, 1971)
Figura 09 – Comportamento das cinéticas de oxidação.(Adaptado de Gentil, 2003; Ramanathan, 2006; Jones, 1996)
Easy PDF Creator is professional software to create PDF. If you wish to remove this line, buy it now.
21
A cinética linear é observada quando há ocorrência de baixa pressão de
oxigênio em um vácuo parcial, baixas pressões parciais de oxigênio diluído com
gases inertes e misturas de monóxido de carbono (CO) e dióxido de carbono
(CO2). (Jones, 1996)
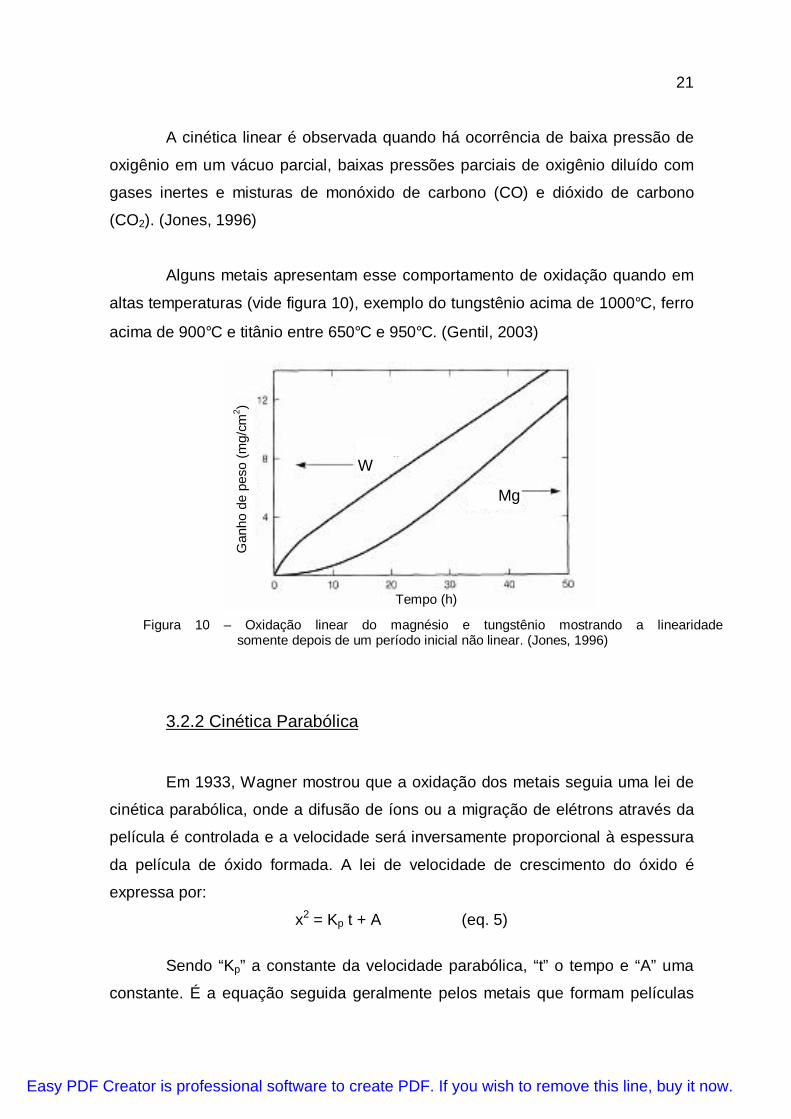
Alguns metais apresentam esse comportamento de oxidação quando em
altas temperaturas (vide figura 10), exemplo do tungstênio acima de 1000°C, ferro
acima de 900°C e titânio entre 650°C e 950°C. (Gentil, 2003)
3.2.2 Cinética Parabólica
Em 1933, Wagner mostrou que a oxidação dos metais seguia uma lei de
cinética parabólica, onde a difusão de íons ou a migração de elétrons através da
película é controlada e a velocidade será inversamente proporcional à espessura
da película de óxido formada. A lei de velocidade de crescimento do óxido é
expressa por:
x2 = Kp t + A (eq. 5)
Sendo “Kp” a constante da velocidade parabólica, “t” o tempo e “A” uma
constante. É a equação seguida geralmente pelos metais que formam películas
Figura 10 – Oxidação linear do magnésio e tungstênio mostrando a linearidadesomente depois de um período inicial não linear. (Jones, 1996)
Tempo (h)
Gan
hode
peso
(mg/
cm2 )
Mg
W
Easy PDF Creator is professional software to create PDF. If you wish to remove this line, buy it now.

22
de óxido protetoras, pouco porosas. (Gentil, 2003; Ramanathan, 2006; Jones,
1996; Uhlig, 1975; Dutra e Nunes, 2006; Ribbe et al, 1971)
Jones (1996) considera que vários metais a altas temperaturas oxidam
obedecendo a cinética parabólica: Fe, Ni, Cu, Cr, Co; e com o aumento da
temperatura a película formada aumenta de espessura, dificultando a difusão
iônica e a eletrônica.
O mecanismo do crescimento parabólico, explicado por Wagner, assume
que a camada de óxido é compacta, perfeitamente aderente e a migração de íons
através do óxido é controlada. (Jones, 1996)
Uma vez que o óxido formado inicialmente sobre a superfície metálica
separa fisicamente o metal e o oxigênio do meio exposto, a oxidação posterior
envolve duas etapas conforme Ramanathan (2006):
a) reações nas interfaces metal-óxido e óxido-oxigênio; e
b) transporte de material na forma de cátions metálicos, ânios de
oxigênio e elétrons, através do óxido.
O mais lento dos dois processos controla a velocidade de crescimento do
óxido. Inicialmente as reações interfaciais controlam o crescimento da oxidação,
e, quando o óxido aumenta de espessura, o transporte de material torna-se o
mecanismo de controle de velocidade da oxidação.
O gráfico que relaciona x2 (espessura2) ou W2 (ganho em peso2) em
relação ao tempo (t) torna-se linear se a cinética parabólica é obedecida. Um
exemplo da oxidação do cobalto (Co) puro em baixas pressões de oxigênio é
mostrado na figura 11, onde somente o óxido CoO é presente. (Jones, 1996)
Easy PDF Creator is professional software to create PDF. If you wish to remove this line, buy it now.

23
3.2.3 Cinética Cúbica
Sob condições específicas, alguns metais oxidam de acordo com a lei de
cinética cúbica:
W3 = Kc t + C (eq. 6)
Sendo “W” o ganho de peso por unidade de área, “Kc” a constante de
cinética cúbica e “C” uma constante.
A oxidação do zircônio ocorre de acordo com a cinética cúbica.
(Ramanathan, 2006). Neste caso a oxidação é controlada por difusão, dissolução
do oxigênio no metal, características morfológicas e difusão iônica através da
camada de óxido.
3.2.4 Cinética Logarítmica
A oxidação segundo a cinética logarítmica é observada geralmente em
películas finas de óxido, pouco permeáveis à baixas temperaturas. A lei de
velocidade logarítmica para o crescimento da película de espessura “x” é dada
pela expressão:
Tempo (h)
(Gan
hode
peso
)2(m
g2 /cm
4 )
Figura 11 – Ganho de peso versus tempo para oxidação do cobalto para temperaturasentre 900°C e 1300°C.
Easy PDF Creator is professional software to create PDF. If you wish to remove this line, buy it now.
24
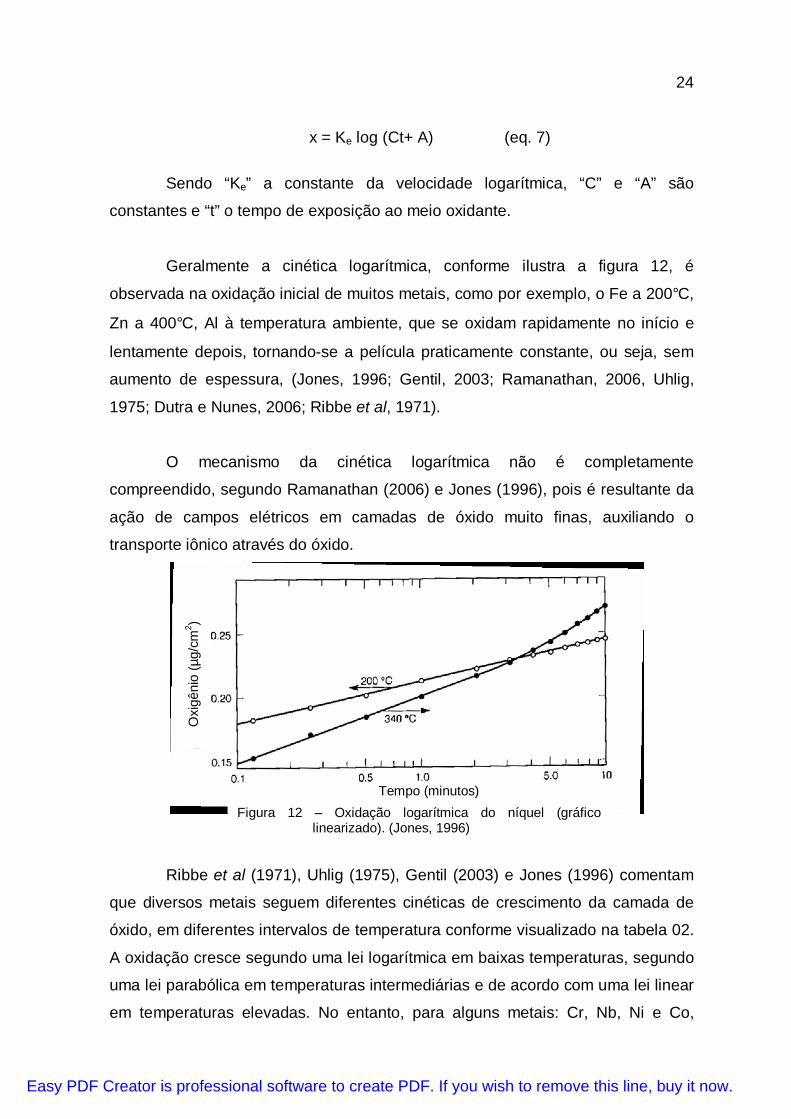
x = Ke log (Ct+ A) (eq. 7)
Sendo “Ke” a constante da velocidade logarítmica, “C” e “A” são
constantes e “t” o tempo de exposição ao meio oxidante.
Geralmente a cinética logarítmica, conforme ilustra a figura 12, é
observada na oxidação inicial de muitos metais, como por exemplo, o Fe a 200°C,
Zn a 400°C, Al à temperatura ambiente, que se oxidam rapidamente no início e
lentamente depois, tornando-se a película praticamente constante, ou seja, sem
aumento de espessura, (Jones, 1996; Gentil, 2003; Ramanathan, 2006, Uhlig,
1975; Dutra e Nunes, 2006; Ribbe et al, 1971).
O mecanismo da cinética logarítmica não é completamente
compreendido, segundo Ramanathan (2006) e Jones (1996), pois é resultante da
ação de campos elétricos em camadas de óxido muito finas, auxiliando o
transporte iônico através do óxido.
Ribbe et al (1971), Uhlig (1975), Gentil (2003) e Jones (1996) comentam
que diversos metais seguem diferentes cinéticas de crescimento da camada de
óxido, em diferentes intervalos de temperatura conforme visualizado na tabela 02.
A oxidação cresce segundo uma lei logarítmica em baixas temperaturas, segundo
uma lei parabólica em temperaturas intermediárias e de acordo com uma lei linear
em temperaturas elevadas. No entanto, para alguns metais: Cr, Nb, Ni e Co,
Tempo (minutos)
Oxi
gêni
o(µ
g/cm
2 )
Figura 12 – Oxidação logarítmica do níquel (gráficolinearizado). (Jones, 1996)
Easy PDF Creator is professional software to create PDF. If you wish to remove this line, buy it now.

25
conforme mostra a tabela, somente a cinética parabólica é observada em um
intervalo de temperatura definida, no caso citado entre 300°C e 475°C.
Cinética de Oxidação e Temperatura (°C)Metal Logarítmica Parabólica Linear
Alumínio Al < 300 300<T<475 >475
Cobre Cu < 100 >550 ----
Magnésio Mg ---- < 450 >450
Titânio Ti < 360 360<T<850 >850
Zinco Zn < 360 >360 ----
Ferro Fe < 180 400<T<1000 ----
Cromo (Cr),Nióbio (Nb),Niquel (Ni),
Cobalto (Co)
---- Unicamenteobservada ------
Entretanto, as faixas de temperatura nas quais ocorrem mudanças das
leis que governam o crescimento, dependem tanto do metal base, como do
ambiente. A transição para a cinética linear de crescimento está usualmente
associada à ruptura da película de óxido.
Pardini (2008) em seus estudos sobre a oxidação em aços inoxidáveis
verificou que o aço inoxidável AISI 430A oxidado por 50h apresentou um único
comportamento parabólico de oxidação na temperatura de 850°C, acima desta
temperatura encontra-se mais de um comportamento para a cinética de oxidação.
Por um lado, o aço inoxidável AISI 430E apresentou somente um comportamento
de oxidação em temperaturas até 950ºC.
Por outro lado, na temperatura de 1050ºC, este aço apresentou duas
cinéticas de oxidação, sendo uma parabólica para tempos de oxidação menores
Tabela 02 – Comportamento da cinética de oxidação, em diferentes intervalos de temperatura.(Adaptado de Ribbe et al, 1971)
Easy PDF Creator is professional software to create PDF. If you wish to remove this line, buy it now.

26
que 5h30min seguida de comportamento linear para tempos de oxidação maiores
que 6h.
3.3 O Processo de Oxidação Metálica
A quase totalidade dos metais e ligas aplicados na indústria sofrem de
corrosão, quando expostos a agentes oxidantes, tais como: oxigênio, enxofre,
halogênios, dióxido de enxofre (SO2), gás sulfídrico (H2S) e vapor d’água. Este
fenômeno deve-se ao caráter exotérmico da reação que se dá entre os metais
com os agentes oxidantes, sendo termodinamicamente possível a altas
temperaturas, onde a diminuição de energia livre ∆G é menor. Neste caso, a
cinética da reação é favorecida e a velocidade de oxidação é consideravelmente
maior. (Gentil, 2003).
O material metálico em contato com a atmosfera oxidante se corrói
quimicamente pela transferência direta dos elétrons que cada átomo do metal
cede aos átomos do elemento oxidante, conforme se ilustra na figura 13.
Sendo o oxigênio o elemento oxidante, resultam da reação os íons Mn+ e
O2- os quais passam a constituir um óxido cristalino que recobre o metal,
conforme descrito através do equacionamento químico abaixo relacionado:
Figura 13 – Processos parciais possíveis durante a oxidação de um metal.(Adaptado de Ramanathan, 2006)
Metal
Meio gasoso
M
e-
O2
O2-
O2-
Óxido
M+
e-
M+
e-
O-
Easy PDF Creator is professional software to create PDF. If you wish to remove this line, buy it now.

27
− reação de oxidação: 4M → 4Mn+ + 4ne;
− reação de redução: nO2 + 4ne → 2nO2-; e
− reação de oxirredução: 4M + nO2 → 4Mn+ + 2nO2-.
Em geral a película de óxido, M2On, à temperatura ambiente, é muito
tênue, fina e de difícil percepção. Com o aquecimento essa película cresce,
podendo-se destacar do metal sob a forma de flocos ou escamas, durante a
oxidação ou quando se resfria o metal, devido à diferença de coeficiente de
dilatação do óxido e do metal. (Gentil, 2003).
Conforme Ramanathan (2006) o mecanismo total de oxidação pode
envolver vários processos parciais, entre os quais o mais lento é o determinante
da velocidade. Os vários processos parciais podem ser:
A. reações das fases formadas nas interfaces:
1. adsorção química de moléculas de oxigênio, seguida por
ruptura das moléculas na interface gás-óxido;
2. transferência do metal da fase metálica na forma de íons e
elétrons para a interface metal-óxido;
3. nucleação do óxido; e
4. crescimento do óxido cristalino.
B. difusão ou transporte de cátions, ânions e elétrons através da camada de
óxido.
C. transporte das espécies reagentes através da película fina em que existe
um campo elétrico.
Segundo Jones (1996), os metais reagem quimicamente com o oxigênio
em altas temperaturas, pela adsorção inicial do oxigênio, formando uma superfície
Easy PDF Creator is professional software to create PDF. If you wish to remove this line, buy it now.

28
de óxido, seguida da nucleação de óxido e do crescimento lateral, como um filme
contínuo, que deve proteger o substrato metálico. Com o espessamento, o filme
de óxido pode tornar-se uma camada não-protetora com vários defeitos:
cavidades, micro-trincas e porosidade, como mostrado esquematicamente na
figura 14.
Os óxidos são formados por grãos que possuem características similares
a aquelas do metal. Um óxido pode recristalizar-se, exibir uma tendência a
crescimento de grão e deformar-se plasticamente, particularmente em altas
temperaturas. (Scully, 1975)
O2 (g)
Adsorção
Nucleação de óxido + crescimentoDissolução de oxigênio
Crescimento da camada
Oxidação interna
Cavidades
Porosidades
Micro-trincas
Macro-trincas
Possível óxido fundido eevaporação
Figura 14 – Formação de filme fino e camada de óxido durante a oxidação metálica a altatemperatura. (Adaptado de Jones, 1996)
Easy PDF Creator is professional software to create PDF. If you wish to remove this line, buy it now.
29
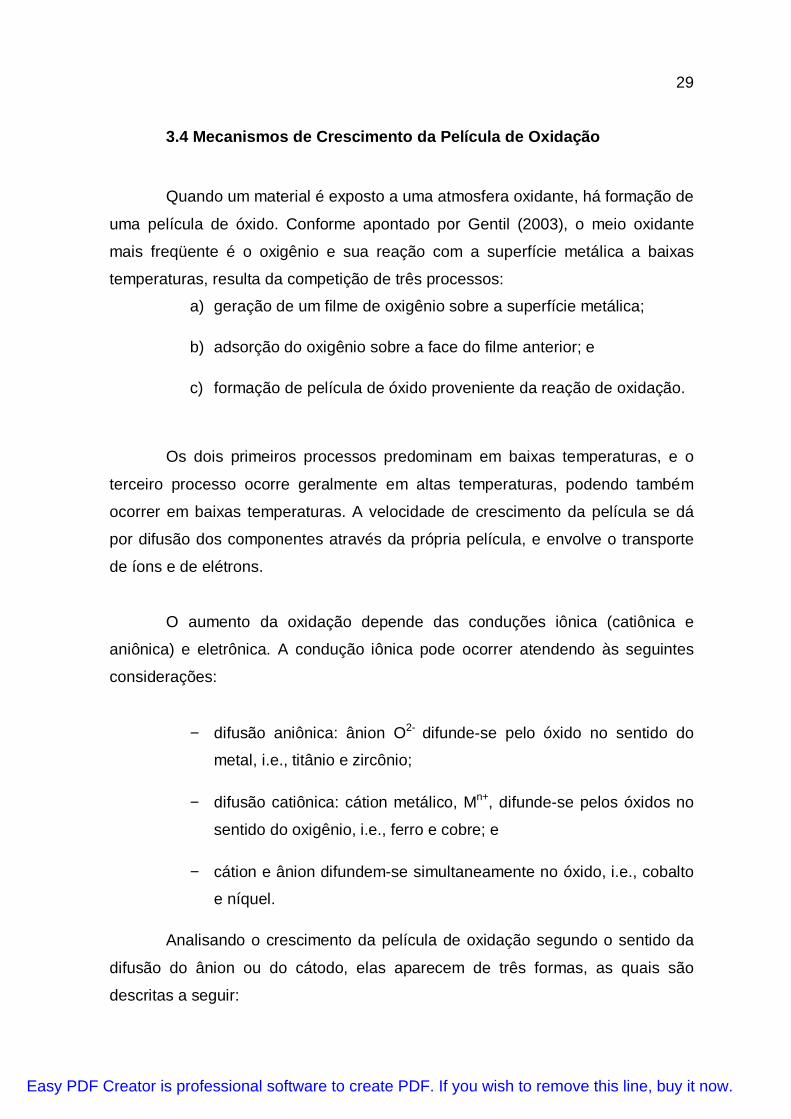
3.4 Mecanismos de Crescimento da Película de Oxidação
Quando um material é exposto a uma atmosfera oxidante, há formação de
uma película de óxido. Conforme apontado por Gentil (2003), o meio oxidante
mais freqüente é o oxigênio e sua reação com a superfície metálica a baixas
temperaturas, resulta da competição de três processos:
a) geração de um filme de oxigênio sobre a superfície metálica;
b) adsorção do oxigênio sobre a face do filme anterior; e
c) formação de película de óxido proveniente da reação de oxidação.
Os dois primeiros processos predominam em baixas temperaturas, e o
terceiro processo ocorre geralmente em altas temperaturas, podendo também
ocorrer em baixas temperaturas. A velocidade de crescimento da película se dá
por difusão dos componentes através da própria película, e envolve o transporte
de íons e de elétrons.
O aumento da oxidação depende das conduções iônica (catiônica e
aniônica) e eletrônica. A condução iônica pode ocorrer atendendo às seguintes
considerações:
− difusão aniônica: ânion O2- difunde-se pelo óxido no sentido do
metal, i.e., titânio e zircônio;
− difusão catiônica: cátion metálico, Mn+, difunde-se pelos óxidos no
sentido do oxigênio, i.e., ferro e cobre; e
− cátion e ânion difundem-se simultaneamente no óxido, i.e., cobalto
e níquel.
Analisando o crescimento da película de oxidação segundo o sentido da
difusão do ânion ou do cátodo, elas aparecem de três formas, as quais são
descritas a seguir:
Easy PDF Creator is professional software to create PDF. If you wish to remove this line, buy it now.

30
1) difusão através do metal – a película cresce na interface de separação
metal-óxido;
2) difusão através da película – o crescimento da película ocorre na
interface óxido-ambiente oxidante; e
3) difusão simultânea – os íons se encontram em qualquer parte da
massa da película.
Conforme Gentil (2003) a difusão catiônica ocorre mais freqüentemente
do que a difusão aniônica. Essa tendência justifica-se porque o íon metálico Mn+ é
geralmente menor que o íon O2-. Logo, o metal tem mais mobilidade, podendo
assim atravessar a rede cristalina do óxido com mais facilidade do que o íon O2-
atravessar a rede cristalina metálica.
Gentil (2003) constatou a difusão catiônica através de uma experiência
que expunha uma lâmina de ferro revestida com Cr2O3 à atmosfera oxidante.
Após algum tempo foi observado que a camada de óxido de ferro estava sobre a
camada de Cr2O3, ou no meio desta. Isto confirma que os íons Fe2+ se difundem
através da camada de Cr2O3, e reagem com o oxigênio na interface óxido-ar. A
difusão catiônica promove a formação de espaços vazios na interface metal e
óxido, devido à movimentação atômica do íon metálico, que permitem que o metal
fique sempre livre para ser oxidado, acelerando a oxidação.
Considerando que nenhuma difusão ocorra nos poros ou contornos de
grão, Gentil (2003) apud Wagner admitiu que o transporte de matéria através da
camada de óxido ocorre sob a influência do gradiente de concentração ou de
potencial elétrico. O primeiro deve-se à variação de composição de óxido entre as
interfaces metal-óxido e óxido-ar. O segundo deve-se à diferença de
concentração da carga, particularmente nas interfaces. Para uma camada de
óxido relativamente espessa, o gradiente de potencial é muito pequeno,
prevalecendo somente o gradiente de concentração.
Easy PDF Creator is professional software to create PDF. If you wish to remove this line, buy it now.

31
Wagner também considerou que a difusão é consideravelmente facilitada
pelas imperfeições no reticulado cristalino do óxido formado de duas formas:
1) a rede cristalina possui um excesso de íons metálicos Mn+ intersticiais
que migram durante a oxidação para a camada externa de óxido, i.e.,
ZnO, TiO2, Fe2O3, Al2O3, entre outros; e
2) na rede cristalina há uma falta de cátions, compensado por uma perda
de elétrons, provocado pelo oxigênio que retira um elétron do metal
levando a um estado ainda mais elevado de oxidação, i.e., Cu2O, NiO,
FeO, MnO, entre outros.
Os metais alcalinos e alcalino-terrosos (sódio, potássio, magnésio entre
outros) formam uma camada porosa do óxido. Outros metais, como ferro, cobre e
níquel formam películas mais densas. A espessura e a velocidade do crescimento
dessas películas determinam o grau com que o óxido protege o metal abaixo dele.
3.4.1 Relação de Pilling-Bedworth (PB)
O fato do óxido formado ser denso ou poroso pode se associar à relação
do volume de óxido produzido com o volume do metal consumido durante o
processo de oxidação. Essa relação empírica é conhecida como equação de
Pilling-Bedworth (PB), e pode se expressar como sendo:
PB = Vóxido/ Vmetal = Md/nmD (eq. 8)
Onde “Vóxido” é o volume do óxido e “Vmetal” é o volume do metal, “M” é o
peso molecular do óxido, “D” a densidade do óxido, “d” a densidade do metal, “m”
é o peso molecular do óxido e “n” o número de átomos metálicos da fórmula
molecular do óxido. (Gentil, 2003; Ramanathan, 2006)
Easy PDF Creator is professional software to create PDF. If you wish to remove this line, buy it now.

32
− se PB < 1 – películas porosas, não protetoras, e metais
rapidamente oxidados; e
− se PB > 1 – películas não porosas, protetoras, e metais mais
resistentes.
Com o crescimento as películas se deformam e tendem a fraturar e
descolar reduzindo a capacidade de proteção, mesmo tendo um valor de PB>1,
conforme se ilustra na figura 15. A tabela 03 apresenta relações estabelecidas por
Pilling e Bedworth (1923) para alguns metais e se a camada formada tem
característica protetora.
Metal Óxido Formado Relação PB Proteção
Mg MgO 0,81 Sim
Al Al2O3 1,28 Sim
Zn ZnO 1,56 Não
Ni NiO 1,65 Não
Cu Cu2O 1,65 Sim
Cr Cr2O2 2,04 Sim
Fe FeO 1,76 Sim
Fe Fe2O3 2,14 Sim
Fe Fe3O4 2,10 Sim
Mo MoO3 3,28 Não
Tabela 03 – Valores da relação Pilling-Bedworth (PB) para alguns óxidos metálicos.(Adaptado de Gentil, 2003; Ramanathan, 2006; Jones, 1996)
(b)(a)
Figura 15 – Superfície oxidada (a) aço carbono e (b) aço baixa liga, mostrando uma camadacom ruptura e outra camada contínua, respectivamente. (Adaptado de Jones, 1996)
Easy PDF Creator is professional software to create PDF. If you wish to remove this line, buy it now.

33
Normalmente a película tenderá a ser mais protetora quando os valores
de PB forem maiores ou próximos de 1. Entretanto, um estudo do conjunto das
outras propriedades dos óxidos, tais como: aderência, plasticidade e
condutividade elétrica, deve ser considerado. (Gentil, 2003; Ramanathan, 2006)
Os mecanismos de crescimento da película de óxido podem seguir uma
das seguintes formas:
a. se a camada de óxido produzida é porosa, o oxigênio molecular pode
passar através de seus poros e reagir na interface metal-óxido. Esta
situação predomina quando a razão de volumes é menor do que um
(PB<1), como nos metais alcalinos;
b. se a película de óxido não é porosa, a reação de oxidação pode
ocorrer na interface ar-óxido. Neste caso, os íons do metal difundem-
se a partir da superfície metal-óxido, dirigindo-se para a interface ar-
óxido. Os elétrons, também, migram na mesma direção de modo a
completar a reação;
c. a reação, também, pode ocorrer na interface metal-óxido quando a
película não é porosa. Neste caso, os íons de oxigênio difundem-se
através da película para reagir na interface metal-óxido, e os elétrons
devem de novo mover-se para a interface ar-óxido; e
d. uma combinação dos casos (b) e (c), na qual o oxigênio difunde-se
para dentro e os íons do metal e os elétrons movem-se para fora.
Neste caso o local em que ocorre a reação pode ser qualquer ponto
na película de óxido.
Cada um dos três últimos casos necessita de alta difusividade iônica e
condutividade elétrica do óxido. Se sua condutividade elétrica for baixa, sua
Easy PDF Creator is professional software to create PDF. If you wish to remove this line, buy it now.
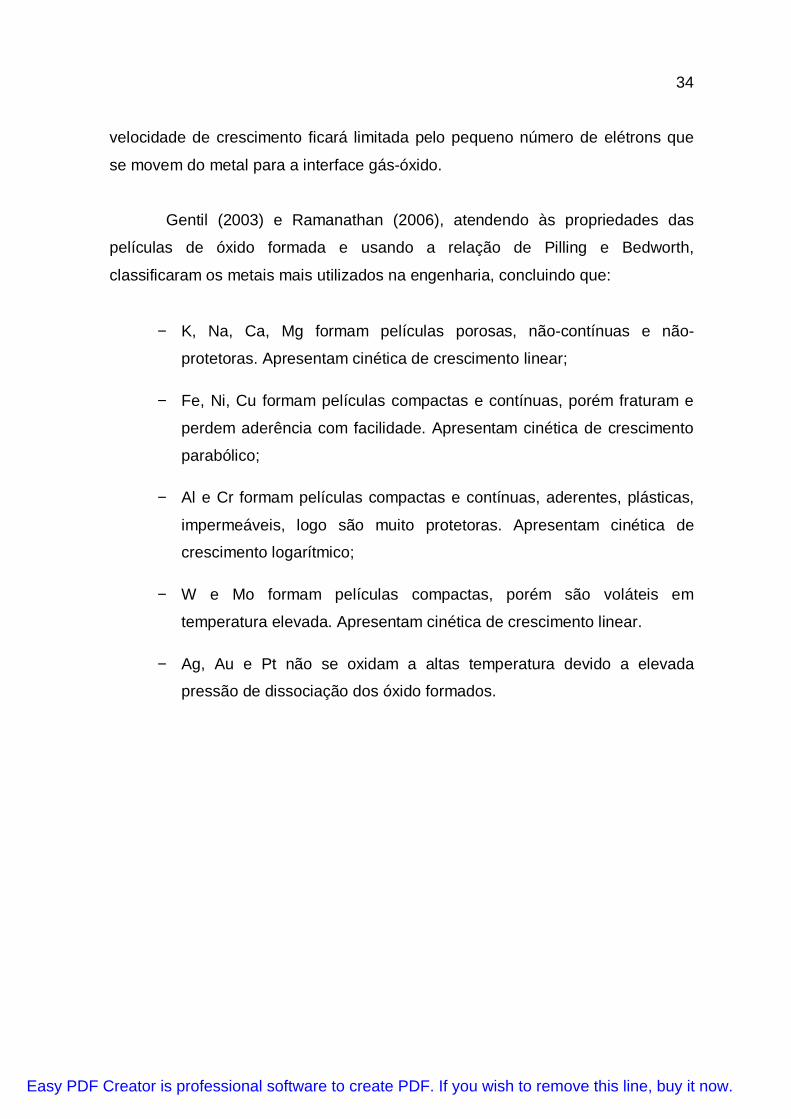
34
velocidade de crescimento ficará limitada pelo pequeno número de elétrons que
se movem do metal para a interface gás-óxido.
Gentil (2003) e Ramanathan (2006), atendendo às propriedades das
películas de óxido formada e usando a relação de Pilling e Bedworth,
classificaram os metais mais utilizados na engenharia, concluindo que:
− K, Na, Ca, Mg formam películas porosas, não-contínuas e não-
protetoras. Apresentam cinética de crescimento linear;
− Fe, Ni, Cu formam películas compactas e contínuas, porém fraturam e
perdem aderência com facilidade. Apresentam cinética de crescimento
parabólico;
− Al e Cr formam películas compactas e contínuas, aderentes, plásticas,
impermeáveis, logo são muito protetoras. Apresentam cinética de
crescimento logarítmico;
− W e Mo formam películas compactas, porém são voláteis em
temperatura elevada. Apresentam cinética de crescimento linear.
− Ag, Au e Pt não se oxidam a altas temperatura devido a elevada
pressão de dissociação dos óxido formados.
Easy PDF Creator is professional software to create PDF. If you wish to remove this line, buy it now.
35
4. A Oxidação do Ferro
O ferro pode apresentar vários estados de oxidação, assim como o cobre,
cobalto e manganês, e pode promover a formação de películas de óxidos com
diferentes composições químicas. A oxidação do ferro leva à formação de três
tipos óxidos: wüstita (FeO), magnetita (Fe3O4) e hematita (Fe2O3). Em certas
condições de trabalho esses três tipos podem ser encontrados juntos, quando o
ferro e suas ligas são aquecidos em ar ou oxigênio. (Ramanathan, 2006; Scully,
1975; Jones, 1996; Guimarães, 2008; Zielasko, 2007)
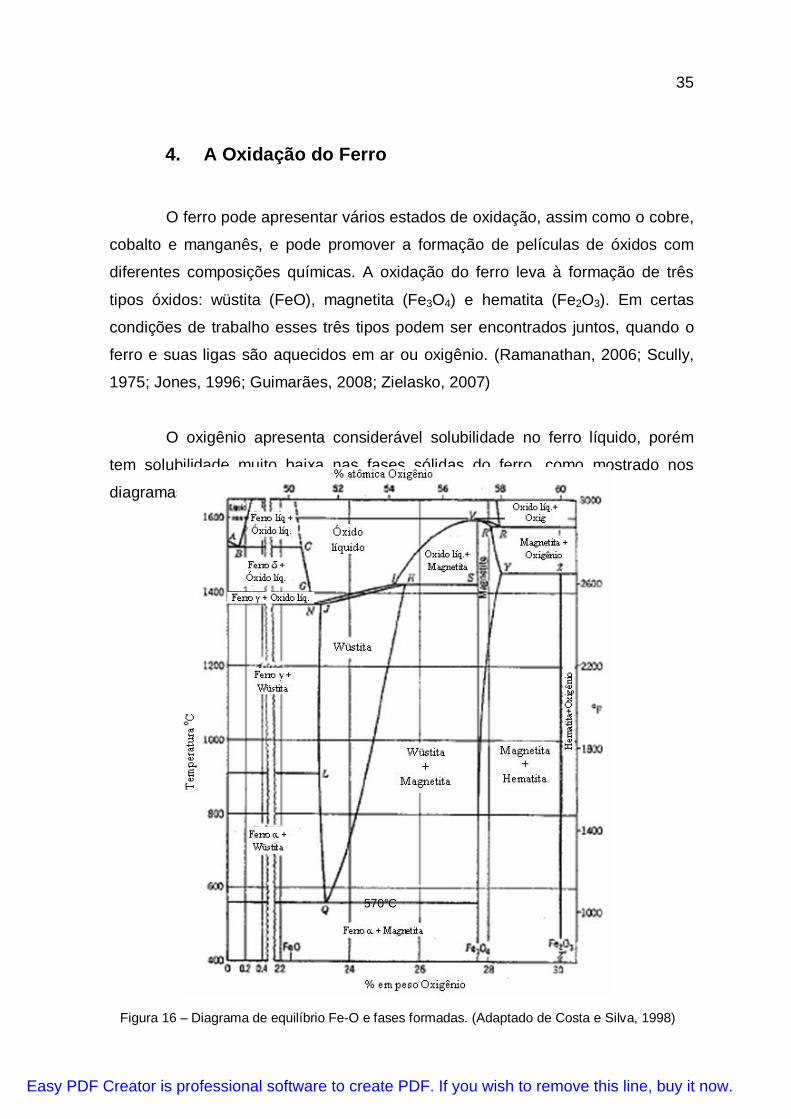
O oxigênio apresenta considerável solubilidade no ferro líquido, porém
tem solubilidade muito baixa nas fases sólidas do ferro, como mostrado nos
diagramas de equilíbrio das figuras 16 e 17.
Figura 16 – Diagrama de equilíbrio Fe-O e fases formadas. (Adaptado de Costa e Silva, 1998)
570°C
Easy PDF Creator is professional software to create PDF. If you wish to remove this line, buy it now.
36
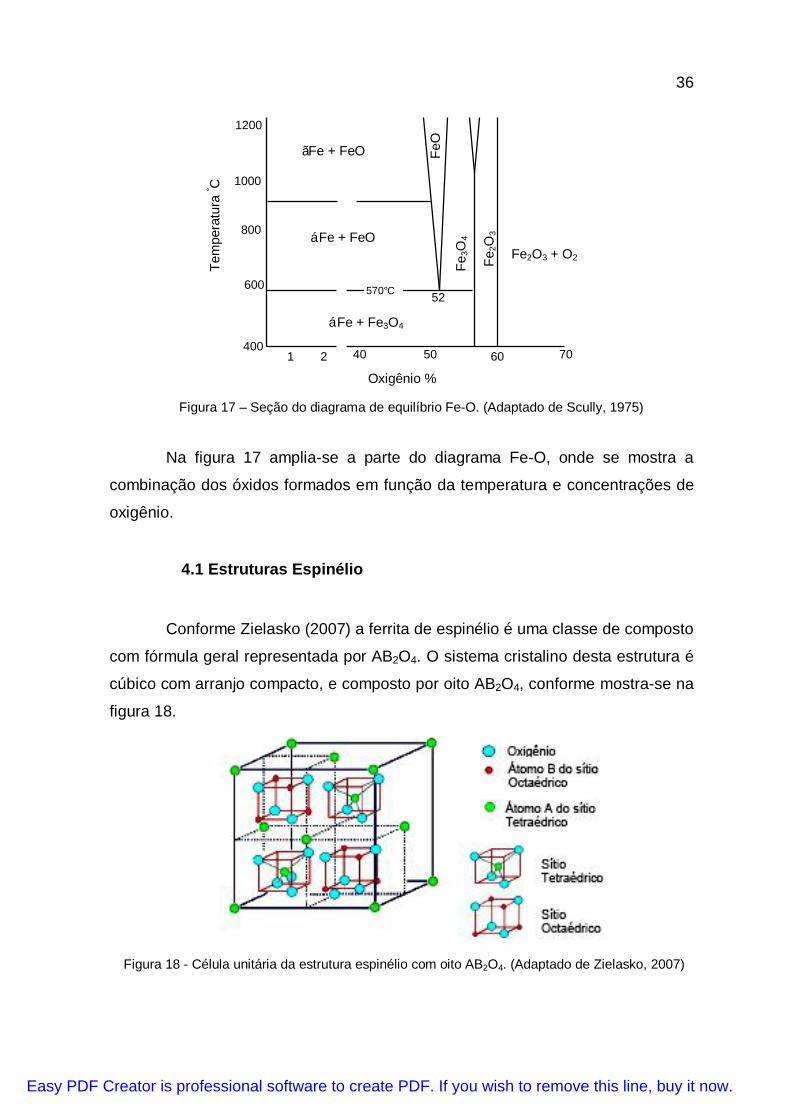
Na figura 17 amplia-se a parte do diagrama Fe-O, onde se mostra a
combinação dos óxidos formados em função da temperatura e concentrações de
oxigênio.
4.1 Estruturas Espinélio
Conforme Zielasko (2007) a ferrita de espinélio é uma classe de composto
com fórmula geral representada por AB2O4. O sistema cristalino desta estrutura é
cúbico com arranjo compacto, e composto por oito AB2O4, conforme mostra-se na
figura 18.
Figura 18 - Célula unitária da estrutura espinélio com oito AB2O4. (Adaptado de Zielasko, 2007)
400
600
800
1000
1200
7050 601 2 40
Fe2O3 + O2Fe2O
3
52
Fe3O
4
FeO
á Fe + FeO
ãFe + FeO
á Fe + Fe3O4
Oxigênio %
Tem
pera
tura
° C
570°C
Figura 17 – Seção do diagrama de equilíbrio Fe-O. (Adaptado de Scully, 1975)
Easy PDF Creator is professional software to create PDF. If you wish to remove this line, buy it now.

37
Onde: A representa o íon metálico divalente e B representa o íon metálico
trivalente e os íons de oxigênio. Os átomos são dispostos nos seguintes sítios
cristalográficos:
− sítios tetraédricos com 8 íons metálicos A e/ou B;
− sítios octaédricos com 16 íons metálicos A e/ou B; e
− 32 íons de oxigênio que constituem os vértices dos tetraedros e
octaedros.
Dependendo da distribuição dos íons metálicos, ou distribuição dos
cátions (A e/ou B) pelos sítios tetraédricos e octaédricos, podem ser definidos três
tipos de espinélio.
− O espinélio normal tem oito A no sítio tetraédrico e dezesseis B no
sítio octaédrico, podendo ser representado por A[B2]O4. Como é o
caso do espinélio Mg2+Al23+O4-2 onde os íons divalentes (Mg)
ocupam os sítios tetraédricos e os íons trivalentes (Al) ocupam os
sítios octaédricos.
− O espinélio inverso tem um A e um B no sítio octaédrico e um B no
sítio tetraédrico, podendo ser representado por B[AB]O4.
− O espinélio parcialmente inverso ou intermediário é representado
por B1-aAa[A1-a B1+a]O4, onde quantidade de A que ocupa o sítio
octaédrico fornece o grau de inversão do espinélio em estudo.
Por convenção o sítio octaédrico é representado nas notações entre
colchetes.
Easy PDF Creator is professional software to create PDF. If you wish to remove this line, buy it now.

38
4.2 Os Óxidos de Ferro
Gentil (2003), Jones (1996), Zielasko (2007), Varela (1991), Ramanathan
(2006) descrevem os principais tipos de óxidos de ferro formados, os quais são de
interesse neste estudo, sento estes:
− wüstita (FeO): óxido semicondutor estável somente acima de
570°C, conforme mostra o diagrama de equilíbrio das figuras 16 e
17. Também, pode-se notar que a proporção atômica à
temperatura de 570°C não é 50:50, e sim Fe:48 e O:52.
− magnetita (Fe3O4): óxido semicondutor que tem uma condutividade
muito menor que a wüstita. A formulação da magnetita tem de
valência dupla, Fe3+ [Fe2+ Fe3+]O4, em termos de ferro trivalente
(Fe3+) e do ferro bivalente (Fe2+), esta forma de óxido é
considerada pura e rara. O que freqüentemente ocorre é a
presença de impurezas, tais como: íons bivalentes de cobalto
(Co2+), níquel (Ni2+), zinco (Zn2+), cobre (Cu2+), manganês (Mn2+) e
íons trivalentes dos elementos alumínio (Al3+), vanádio (V3+) e
cromo (Cr3+).
1. A hematita (Fe2O3), também, é um semicondutor que tem duas
estruturas: á (estrutura romboédrica) e ã (estrutura espinélio similar
a Fe3O4).
A estrutura da magnetita pode ser descrita como um conjunto cúbico de
face centrada formado por átomos de oxigênio que delimitam dois sítios
cristalográficos, o A e o B: o do tipo A é tetraédrico, definido por quatro átomos de
oxigênio nos vértices de um tetraedro; o do tipo B é octaédrico, definido por seis
átomos de oxigênio dispostos como um octaedro. Este tipo de óxido tem uma
estrutura de espinélio inverso e algumas vezes é representada por FeO.Fe2O3.
Ânions e cátions podem se difundir na magnetita.
Easy PDF Creator is professional software to create PDF. If you wish to remove this line, buy it now.

39
Quando o ferro é aquecido a 700°C, em presença de oxigênio, forma-se
uma película decorrente do processo de oxidação, a qual é constituída por três
tipos de óxidos conforme os esquemas apresentados nas figuras 19 e 20.
Nesse modelo a camada mais interna e espessa corresponde ao FeO,
seguida do Fe3O4 e a localizada externamente corresponde-se com a do óxido
Fe2O3.
OxigênioHematita
MagnetitaWüstitaFerro
Fe FeO Fe3O4 Fe2O3 O2
e e e
FeFe
FeO2-
Figura 19 – Esquema da oxidação do ferro em oxigênio. (Ramanathan, 2006)
Figura 20 – Constituição da película de oxidação do ferro aquecido a 700°C. (Jones, 1996)
Easy PDF Creator is professional software to create PDF. If you wish to remove this line, buy it now.

40
A camada de óxido que se forma em temperaturas superiores a 625°C é
essencialmente de FeO, pois este tipo de óxido não é estável abaixo de 570°C,
portanto, forma-se uma dupla camada composta por Fe3O4 e Fe2O3.
O principal óxido que se forma a temperaturas inferiores a 400°C é Fe3O4.
A baixas temperaturas muito pouco Fe2O3 é formado. (Gentil, 2003, Ramanathan,
2006; Scully, 1975)
O óxido mais rico em metal é o FeO o qual se forma mais próximo da
superfície metálica, e o óxido mais pobre em metal é o Fe2O3, o qual se forma
forma mais distante da superfície. Em termos de espessura, a camada de Fe2O3
externa é a mais fina. (Ramanathan, 2006)
Como os compostos formados podem apresentar instabilidade segundo as
variações de temperatura ou de pressão parcial de oxigênio, pode-se ter uma
variação na composição dessas camadas. O ferro, por exemplo, quando aquecido
em diferentes temperaturas e em presença de oxigênio sob pressão parcial de
uma atmosfera, pode apresentar as seguintes camadas, com peso
aproximadamente igual. (Gentil, 2003)
600°C ----------------- 100 minutosInterna -- FeO
Externa - Fe3O4
Interna --- FeO (95%)
1000°C ---------------- 25 minutos Média --- Fe3O4 (4%)
Externa -- Fe2O3 (1%)
Os limites entre as diferentes camadas apresentam misturas de óxido
devido à não penetração das camadas umas nas outras, (Gentil, 2003). O
Easy PDF Creator is professional software to create PDF. If you wish to remove this line, buy it now.

41
mecanismo de oxidação a altas temperaturas é diferente do mecanismo a baixas
temperaturas.
Abaixo de 570°C, a velocidade de oxidação total é dada pela velocidade
de crescimento do Fe3O4, enquanto uma camada de FeO é formada somente
como película muito fina na interface primeira camada-ferro.
Easy PDF Creator is professional software to create PDF. If you wish to remove this line, buy it now.

42
5. MATERIAIS E PROCEDIMENTOS EXPERIMENTAIS
Neste capítulo serão descritos os materiais, os procedimentos
experimentais e as principais técnicas de análises empregadas neste trabalho.
5.1 Materiais
Neste trabalho foi utilizado um aço para trabalho a quente, denominado
comercialmente como: AISI H13 convencional, o qual foi fornecido pela empresa
Villares Metals, através da unidade serviços de tratamento térmico da Sociedade
Educacional de Santa Catarina – SOCIESC. A composição química deste material
aparece indicada na tabela 04.
Composição química, %pDenominação
C Si Mn Cr Mo VH13
convencional 0,38 0,93 0,35 5,10 1,50 0,87
Este aço é obtido seguindo a rota normal de processamento: lingotamento
seguido de conformação mecânica, daí a expressão “convencional”. Este aço é
anisotrópico, podendo apresentar bandas de deformação na sua microestrutura
no estado como recebido.
Este material foi escolhido para a realização deste trabalho em função da
sua alta demanda em aplicações de engenharia, que atualmente vem
apresentando, principalmente na fabricação de ferramentais para os processos de
fundição sob pressão de alumínio.
Tabela 04 – Composição química do aço AISI H13 convencional como fornecida pelaVillares Metals, (%p).
Easy PDF Creator is professional software to create PDF. If you wish to remove this line, buy it now.

43
5.1.1 Confecção dos corpos de prova
Foram confeccionados 12 corpos de prova do aço AISI H13 convencional,
a partir de uma barra do aço com seção retangular, em estado bruto, cujas
dimensões aparecem representadas na figura a seguir.
O corte transversal da barra quadrada foi feito mediante uma serra fita
circular. As faces foram usinadas através de fresamento, utilizando uma fresadora
CNC para esquadrejamento e maior precisão. Após o fresamento, as superfícies
foram retificadas de modo a obter um acabamento superficial semelhante com o
especificado em ferramentais para conformação a quente.
Os corpos de prova, em um total de 12, foram identificados mediante
marcação mecânica, utilizando um marcador industrial pneumático.
5.2 Procedimento Experimental
O procedimento experimental foi realizado na unidade de Tratamento
Térmico da SOCIESC, adotando-se os mesmos parâmetros de tratamento e os
métodos de controle que normalmente são adotados, na referida unidade de
serviços, com a finalidade de reproduzir a condição fabril e avaliar o
comportamento microestrutural decorrente, visando estabelecer uma correlação
entre o processo, a microestrutura e o comportamento em serviço.
Figura 21 – Geometria e dimensões dos corpos de prova utilizados.
Easy PDF Creator is professional software to create PDF. If you wish to remove this line, buy it now.

44
5.2.1 Tratamento Térmico de Têmpera e Revenido do Aço AISI H13
Convencional
Os tratamentos térmicos de têmpera e revenido foram realizados em fornos
do tipo banho de sais. De acordo com a figura 22, o aquecimento foi feito em dois
estágios isotérmicos, o primeiro a 450°C e o segundo a 800°C, com a finalidade
de reproduzir a prática do aquecimento que é adotada em escala fabril, quando é
feito o tratamento térmico de grandes volumes de material, de modo a garantir a
homogeneidade da temperatura de forma gradual durante o aquecimento.
A austenitização foi realizada a 1020°C, durante 30 minutos, em banho de
sais de acordo com o sugerido na literatura (Franco, Jr., 2003). Após a
austenitização, foi promovido o resfriamento em dois estágios isotérmicos em
banho de sais, o primeiro a 530°C, por 30 segundos de duração, e o segundo a
320°C, por 180 segundos, com a finalidade de evitar tensões internas que podem
ser induzidas pela severidade do resfriamento, principalmente quando se resfria
grandes volumes de material.
Após o estágio a 320°C as amostras foram resfriadas ao ar. O
procedimento de resfriamento, anteriormente descrito, corresponde ao padrão de
resfriamento adotado pela unidade de tratamento térmico da SOCIESC.
Figura 22 – Ciclos térmicos de pré-aquecimento, austenitização, têmpera e revenimentodo aço AISI H13 convencional.
450°C
800°C
1020°C - austenitização
530°C
380°C
550°C580°C
610°C
Tempo
Tem
pera
tura
banhode sal
banhode sal
ar ar ar
ar
Easy PDF Creator is professional software to create PDF. If you wish to remove this line, buy it now.
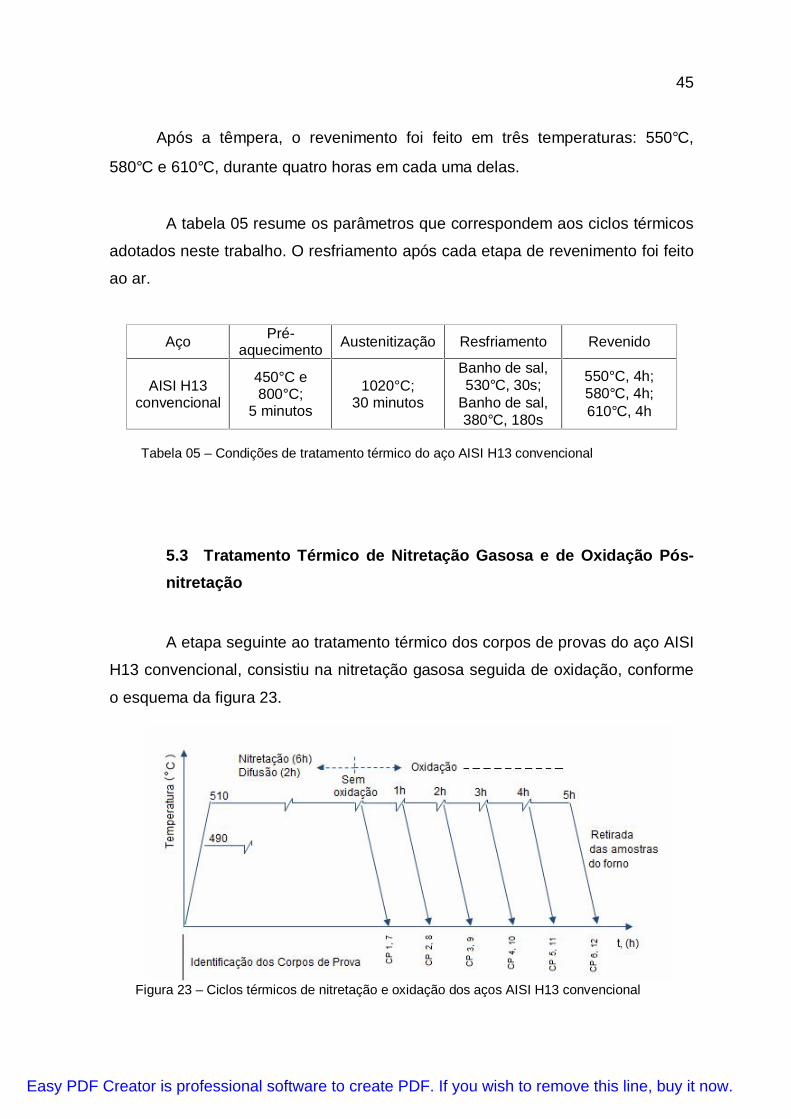
45
Após a têmpera, o revenimento foi feito em três temperaturas: 550°C,
580°C e 610°C, durante quatro horas em cada uma delas.
A tabela 05 resume os parâmetros que correspondem aos ciclos térmicos
adotados neste trabalho. O resfriamento após cada etapa de revenimento foi feito
ao ar.
Aço Pré-aquecimento Austenitização Resfriamento Revenido
AISI H13convencional
450°C e800°C;
5 minutos
1020°C;30 minutos
Banho de sal,530°C, 30s;
Banho de sal,380°C, 180s
550°C, 4h;580°C, 4h;610°C, 4h
5.3 Tratamento Térmico de Nitretação Gasosa e de Oxidação Pós-
nitretação
A etapa seguinte ao tratamento térmico dos corpos de provas do aço AISI
H13 convencional, consistiu na nitretação gasosa seguida de oxidação, conforme
o esquema da figura 23.
Tabela 05 – Condições de tratamento térmico do aço AISI H13 convencional
Figura 23 – Ciclos térmicos de nitretação e oxidação dos aços AISI H13 convencional
Easy PDF Creator is professional software to create PDF. If you wish to remove this line, buy it now.

46
De acordo com a figura 23 a nitretação gasosa foi realizada à temperatura
de 490°C, temperatura normalmente adotada pela unidade de Tratamento
Térmico da SOCIESC, e a 510°C, temperatura adotada neste trabalho, com o
intuito de avaliar o efeito da temperatura na morfologia do filme de óxido que é
decorrente do processo de oxidação pós-nitretação.
Para o tratamento térmico de nitretação e de oxidação foi utilizado um forno
convencional de nitretação a gás com formato cilíndrico de 800 mm de altura e
diâmetro de 560 mm, com área útil de 740 mm x 520 mm, com atmosfera rica em
amônia (NH3), fabricado pela própria unidade de serviços da SOCIESC. O
aquecimento do forno é feito através de resistências elétricas e o mesmo é
controlado por comando elétrico, termopares, sondas e por um pressostato. A
abertura do forno é feita através da tampa superior, a qual possui um travamento
manual.
Para a execução do experimento o forno foi ligado em vazio, sem a carga
de amostras. Reproduzindo o tratamento usual da unidade de serviços
previamente citada, na temperatura de 350°C foi inserido o primeiro conjunto de
corpos de prova, de modo a garantir que os mesmos estivessem na temperatura
de tratamento quando o forno atingisse as temperaturas de ensaio: 490°C e
510°C
A injeção de amônia NH3 foi realizada a 450°C garantindo a
homogeneidade da atmosfera do forno quando atingisse as temperaturas de
ensaio. Uma vez atingida a temperatura de ensaio iniciou-se a contagem do
tempo de nitretação, mantendo-se a atmosfera do forno pressurizada entre 0,4 e
0,6 kg/cm2 de amônia NH3.
Transcorrido o tempo de nitretação de seis horas, concluiu-se a injeção
de amônia NH3 e iniciou-se a injeção de nitrogênio para purificar o forno, obtendo-
se uma atmosfera adequada no interior do mesmo, momento a partir do qual se
iniciou a contagem de duas horas para promover o processo de difusão atômica.
Easy PDF Creator is professional software to create PDF. If you wish to remove this line, buy it now.

47
Este procedimento tem por objetivo o de permitir a difusão do nitrogênio, da
superfície para o interior da amostra, eliminando, por conseqüência, a camada
branca formada, a qual dificulta a fixação do óxido no tratamento térmico de
oxidação pós-nitretação.
O tratamento térmico de oxidação pós-nitretação foi realizado
imediatamente após as etapas de nitretação gasosa e de difusão, permanecendo
as amostras no interior do forno de nitretação. Decorridos o tempo de difusão, a
injeção de amônia NH3 permanece interrompida, mantendo-se o aquecimento do
forno às temperaturas pré-determinadas para a realização do ensaio: 490°C e
510°C.
A oxidação foi realizada através do insuflamento de ar atmosférico à
câmara do forno. O procedimento realizado consiste no acionamento de um
ventilador acoplado na tampa superior do forno de nitretação. Esta prática já vem
sendo empregada pela unidade de tratamento térmico da SOCIESC, quando se
tratam os ferramentais destinados à fabricação de pecas pelo processo de
fundição sob pressão de alumínio.
A figura 23 mostra o esquema de trabalho que foi adotado nesta etapa da
pesquisa, onde se varia a temperatura de tratamento e o tempo de oxidação pós-
nitretação. Os tempos do tratamento térmico de oxidação foram determinados de
01 a 05 horas, com intervalos de amostragem de 01 em 01 hora, conforme se
resume na tabela 06. O procedimento padronizado pela unidade de tratamento
térmico da SOCIESC para o tratamento de oxidação pós-nitretação é de 05 horas
em ferramentas de fundição sob pressão de alumínio.
Identificação dos Corpos de Prova para o Tratamento de oxidação pós-nitretaçãoTempo (h)Temperatura
(°C) 0 1 2 3 4 5
490 CP1 CP2 CP2 CP4 CP5 CP6
510 CP7 CP8 CP9 CP10 CP11 CP12
Tabela 06 – Condições da oxidação pós-nitretação dos aços AISI H13 convencional.
Easy PDF Creator is professional software to create PDF. If you wish to remove this line, buy it now.

48
5.4 Técnicas de Caracterização Microestrutural
5.4.1Microscopia Ótica
A técnica de microscopia ótica foi utilizada para a caracterização
microestrutural das diversas condições de tratamentos desenvolvidas neste
trabalho. Os corpos de prova, correspondentes a cada uma das condições de
tratamento térmico, foram embutidos a quente em baquelite Polifast - Sultrade.
De modo a preservar a integridade da camada nitretada e do filme de
óxido, obtido durante o tratamento de oxidação pós-nitretação, foi posicionada
uma lâmina de aço paralela a ambas as faces laterais de cada amostra, como se
ilustra na fotografia da figura 24.
A preparação metalográfica consistiu nas seguintes etapas: Lixamento
(utilizando lixas com grana variando de 320 até 1500, adotado um único sentido
de lixamento, de modo a preservar a superfície oxidada); Polimento (utilizando
pasta de diamante de 3 e 1microns); Ataque Químico (com solução ácida de Nital
4% e tempo de ataque variando entre 5 a 20 segundos).
Para a análise microestrutural, utilizou-se um microscópio óptico de marca
Olympus, modelo BX-51, com câmera digital acoplada para captura de imagens,
alocado no Laboratório de Materiais da SOCIESC.
Figura 24 – Forma de embutimento das amostras
Superfíciesoxidadas amostra
lâminas de açobaquelite
Easy PDF Creator is professional software to create PDF. If you wish to remove this line, buy it now.

49
5.4.2Microscopia Eletrônica de Varredura MEV
As análises de microscopia eletrônica de varredura procuraram um
melhor detalhamento da morfologia do filme de óxido, nos seguintes aspectos:
espessura, continuidade do filme, adesão à matriz, bem como o detalhamento da
morfologia da matriz e da camada nitretada em ambos os materiais tratados.
As análises foram feitas no Laboratório de Caracterização Microestrutural
da SOCIESC, junto à empresa ARCELORMITTAL VEGA, situada na cidade de
São Francisco do Sul – SC, com auxílio de um microscópio eletrônico de
varredura (MEV), marca JEOL, modelo JSM 6360, com aumentos que variaram
de 1.000 a 30.000 vezes.
Também, foram feitas medidas de microanálise química dos filmes de
óxidos mediante Espectrometria de Energia Dispersiva (EDS), usando
microssonda da marca: NORAN System SIX, versão: 1.5, acoplado ao
microscópio eletrônico de varredura.
Esta análise possibilitou identificar os elementos químicos que estão
presentes no filme de óxido. O aumento utilizado para a realização desta análise
foi de cerca de 25.000 vezes.
5.4.3Microdureza Vickers
Esta técnica foi utilizada com o intuito de determinar a perfil de dureza da
camada nitretada, de acordo com a norma ASTM E384-04. Busca-se através da
análise de microdureza identificar a espessura de camada nitretada do aço AISI
H13 convencional e a influência dos parâmetros de ensaio: material da amostra,
temperatura de nitretação e tempo de exposição às temperaturas de ensaio.
As medições de microdureza Vickers foram realizadas no Laboratório de
Materiais da SOCIESC, utilizando carga de ensaio 100g em um microdurômetro
Easy PDF Creator is professional software to create PDF. If you wish to remove this line, buy it now.

50
Leitz Wetzlar Germany 6833. Para cada ensaio, um penetrador de diamante com
geometria piramidal, é forçado contra a superfície do corpo de prova
As medidas de microdureza foram realizadas a partir da superfície
oxidada na direção do núcleo da amostra, espaçadas 20 µm uma das outras.
Essas medidas foram reproduzidas cinco vezes em regiões distintas de cada
amostra, mantendo o padrão de distância previamente estabelecido,
possibilitando o cálculo da média aritmética e dos desvios padrões das leituras
em cada amostra.
5.4.4Difração de Raios X
A técnica de Difração de Raios X foi utilizada para a identificação dos
óxidos formados decorrentes do arranjo experimental referente ao tratamento de
oxidação pós-nitretação.
O equipamento utilizado consistiu em um difractrômetro Shimadzu XRD
6000, com ângulo rasante e radiação de cobre, intervalo de varredura de 10° a
120°, passo angular 0,02° e tempo de contagem de 5 a 6 segundos, disponível no
Laboratório de Caracterização de Materiais da Universidade do Estado de Santa
Catarina – UDESC.
Easy PDF Creator is professional software to create PDF. If you wish to remove this line, buy it now.

51
6. RESULTADOS E DISCUSSÃO
6.1 Caracterização do Aço AISI H13 Convencional no Estado como
Recebido
A figura 25 ilustra a microestrutura do aço AISI H13 convencional no estado
como recebido.
Nota-se que a estrutura do aço AISI H13 convencional está bem refinada,
com matriz ferrítica onde os antigos contornos de grão de austenita aparecem
sutilmente delineados.
Observou-se, também, a predominância de carbonetos finamente
dispersos, correspondendo provavelmente ao carboneto tipo M7C3, em
concordância com outras pesquisas realizadas nas mesmas condições de
tratamento em aço AISI H13 (Franco, Jr., 2003).
Figura 25 – Aço AISI H13 convencional em estado de recozido, apresentando carbonetosglobulares distribuídos na matriz ferrítica. Ataque: Nital 4%, 1000x.
Easy PDF Creator is professional software to create PDF. If you wish to remove this line, buy it now.

52
Por outro lado, a análise por microscopia ótica não revelou a presença de
bandas de deformação e alongamento dos grãos, embora o processo de
obtenção do material contribua para este tipo de morfologia.
6.2 Caracterização Microestrutural do Aço AISI H13 Convencional
após Tratamento Térmico de Nitretação Gasosa.
As amostras do aço AISI H13 convencional após tratamento de têmpera e
de triplo revenimento (conforme os ciclos térmicos descritos no item 5.2), foram
submetidas à nitretação gasosa nas temperaturas de ensaio pré-determinadas.
Após estas condições, essas amostras foram retiradas do interior do forno
apresentando o comportamento microestrutural descrito a seguir.
6.2.1 Caracterização do Substrato e da Camada Nitretada
A microestrutura do aço AISI H13 convencional após ciclos de tratamento
de nitretação gasosa a 490°C e a 510°C, foi caracterizada por microscopia óptica
e microscopia eletrônica de varredura.
A figura 26 mostra os resultados das observações em microscópio ótico.
Constata-se no substrato metálico a presença de uma matriz constituída por
martensita revenida e de pequenos carbonetos globulares regularmente dispersos
na matriz.
As observações em microscopia ótica das amostras nitretadas a 490°C
(figura 26(a)) e a 510°C (figura 26(b)) não revelaram diferenças marcantes na
morfologia dos constituintes presentes, visto que o não houve variação do tempo
do tratamento de nitretação e as variações de temperatura deram-se em uma
faixa muito estreita.
Easy PDF Creator is professional software to create PDF. If you wish to remove this line, buy it now.

53
A seqüência da figura 27 mostra detalhes da camada nitretada do aço AISI
H13 convencional em função da temperatura de nitretação, podendo-se constatar
que não há vestígio de camada branca (figura 27(a)).
(b)
(a)
Figura 26: Aço AISI H13 convencional nitretado (a) a 490°C, (b) a 510°C. Martensita revenida e
pequenos carbonetos globulares no substrato. Ataque: Nital 4%. Aumento 1000x.
Easy PDF Creator is professional software to create PDF. If you wish to remove this line, buy it now.
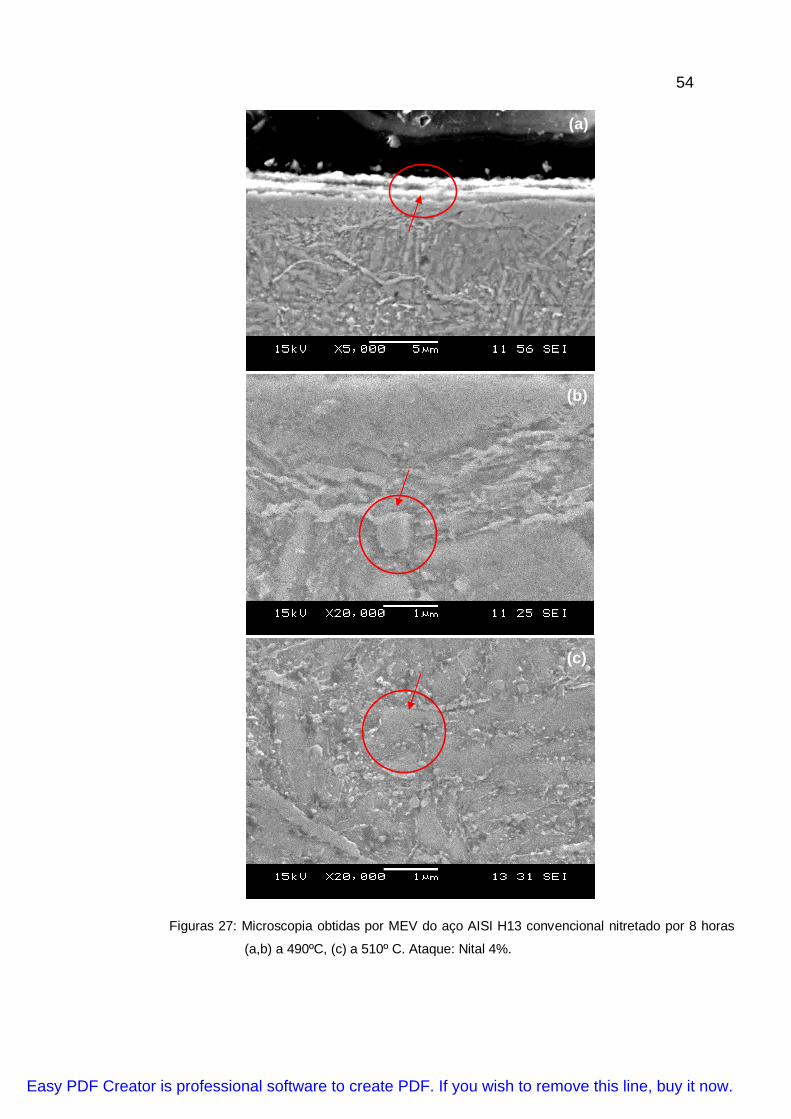
54
(a)
(b)
(c)
Figuras 27: Microscopia obtidas por MEV do aço AISI H13 convencional nitretado por 8 horas
(a,b) a 490ºC, (c) a 510º C. Ataque: Nital 4%.
Easy PDF Creator is professional software to create PDF. If you wish to remove this line, buy it now.

55
Em relação aos carbonetos no substrato, sugere-se a presença de
carbonetos do tipo MC e M6C, o que está de acordo com a caracterização
morfológica proposta por Franco Jr., (2003).
Segundo este pesquisador, não é possível detectar a presença do
carboneto M7C3, no substrato do aço AISI H13, em estado de têmpera e
revenimento, uma vez que uma parte deste tipo de precipitado solubiliza-se
durante a etapa de austenitização a 1200°C e a outra parte decompõe-se nos
carbonetos do tipo MC e M6C durante o ciclo de resfriamento.
Também, observa-se a presença de fases intermetálicas com formato
globular nos antigos grãos de austenita, que corresponde ao nitreto de cromo CrN
(figura 27(b)), semelhantes às observadas por Franco Jr., (2003).
Além disso, verifica-se que essas partículas globulares mostram-se
dispersas na zona de difusão com um engrossamento considerável, mostrando-se
maiores em temperaturas mais altas (figura 27(c)).
A presença de CrN está de acordo com Franco Jr. (2003), que sugere a
notoriedade da presença de precipitados de CrN na camada nitretada em aços
AISI H13, nitretados a temperatura de 510°C. O mesmo autor sugere um
engrossamento destes precipitados em função da temperatura e do tempo de
nitretação.
6.3 Caracterização Microestructural do Aço AISI H13 Convencional
após a Oxidação Pós-nitretação
Após os ciclos térmicos de oxidação pós-nitretação as amostras foram
retiradas do interior do forno apresentando o comportamento microestrutural
descrito a seguir.
Easy PDF Creator is professional software to create PDF. If you wish to remove this line, buy it now.

56
6.3.1 Análise morfológica do filme de óxido no aço AISI H13 convencional.
A microestrutura do aço AISI H13 convencional após ciclos de tratamento
de oxidação pós-nitretação a 490°C e a 510°C, foi caracterizada por microscopia
eletrônica de varredura e com o auxilio da técnica de microanálise química - EDS.
Na seqüência de imagens das figuras 28 e 29 são mostrados detalhes do
filme de óxido obtido durante o tratamento do aço AISI H13 convencional em
função do tempo de oxidação às temperaturas de 490°C e 510°C,
respectivamente.
Em ambas as seqüências, podem-se notar a presença de filmes de óxidos
densos e compactos, totalmente aderidos ao longo da superfície da camada
nitretada, o que potencializará a proteção superficial desejada ao substrato
metálico.
Por outro lado, a morfologia destes filmes de óxido não mostrou nenhuma
descontinuidade ao longo da superfície nitretada independente do tempo e da
temperatura de tratamento.
Na figura 29 (b) o que visualiza-se não é um descolamento do filme de
óxido do substrato metálico, e sim uma falha de aderência das lâminas de aço
inseridas na preparação metalográfica, conforme descrito no item 5.4.1.
Easy PDF Creator is professional software to create PDF. If you wish to remove this line, buy it now.

57
(a)
(b)
(c)
Figuras 28: Microscopias obtidas por MEV do aço AISI H13 convencional oxidado a
490ºC, por tempos de: (a) 01 hora, (b) 3 horas, (c) 5 horas. Ataque: Nital 4%.
Filme óxido
Matriz metálica – camada nitretada
Filme óxido
Matriz metálica – camada nitretada
Matriz metálica – camada nitretada
Filme óxido
Easy PDF Creator is professional software to create PDF. If you wish to remove this line, buy it now.

58
.
(a)
(c)
(b)
Figuras 29: Microscopias obtidas por MEV do aço AISI H13 convencional oxidado a 510ºC, por
tempos de: (a) 01 hora, (b) 03 horas, (c) 05 horas. Ataque: Nital 4%.
Matriz metálica – camada nitretada
Filme óxido
Matriz metálica – camada nitretada
Filme óxido
Filme óxido
Matriz metálica – camada nitretada
Easy PDF Creator is professional software to create PDF. If you wish to remove this line, buy it now.

59
6.3.2. Espessura do filme de óxido dos aços AISI H13 convencional.
A medição da espessura do filme de cada uma das amostras oxidadas nas
temperaturas de 490°C e 510°C, por tempos variáveis, foi realizada com o auxílio
de microscopia eletrônica de varredura, utilizando aumentos de 10000 vezes,
onde foram capturadas as imagens para uma posterior medição através do
software de análise de imagens Image Pro Plus, como se indica na figura 30.
A seqüência vertical de imagens da figura 30, à esquerda, corresponde às
amostras tratadas a 490°C, e as imagens à direita correspondem às amostras
tratadas a 510°C. De acordo com essas micrografias, constata-se um aumento da
espessura do filme com o aumento do tempo, independente da temperatura de
tratamento. O aumento da espessura tornou-se mais expressivo nas amostras
oxidadas a 510°C, não correspondendo de igual forma com as tratadas a 490°C.
De acordo com a figura 30, a condição de tratamento que obteve como
resultado o maior valor de espessura do filme de óxido, de aproximadamente
2,4µm, corresponde com a oxidação a 510°C por 05 horas. O valor mais baixo
nessa temperatura foi de 1,96µm.
A tabela 07 apresenta a média de cinco medidas de espessura do filme em
cada uma das imagens analisadas, bem como o desvio padrão das mesmas.
Easy PDF Creator is professional software to create PDF. If you wish to remove this line, buy it now.

60
Figura 30- Microscopias obtidas por MEV do aço AISI H13 convencional oxidado a 490°C por
tempo de: (a) 01 hora, (b) 03 horas, (c) 05 horas e oxidados a 510°C por tempos
de: (d) 01 hora, (e) 03 horas, (f) 05 horas. Ataque: Nital 4%.
(a)
(b)
(c)
(d)
(e)
(f)
Easy PDF Creator is professional software to create PDF. If you wish to remove this line, buy it now.

61
Tempo de oxidação (h)Material Temperatura
(ºC) 1 2 3 4 5
1,50 1,52 1,62 1,75 1,89490
± 0,04 ± 0,08 ± 0,07 ± 0,05 ± 0,06
1,96 1,99 2,02 2,21 2,41
AISI H13
Convencional510
± 0,06 ± 0,06 ± 0,08 ± 0,07 ± 0,07
O gráfico da figura 31 mostra a tendência de crescimento linear do filme de
óxido em função do tempo e da temperatura de oxidação, o que está de acordo
com a literatura, Jones (1996).
De acordo com Jones (1996), quando se torna linear o gráfico que
relaciona a espessura do filme em relação ao tempo significa que foram
obedecidas as condições para que ocorra o crescimento do filme pelo modelo
parabólico.
y = 0,1106x + 1,7894R2 = 0,8775
y = 0,1003x + 1,353R2 = 0,9504
1,20
1,35
1,50
1,65
1,80
1,95
2,10
2,25
2,40
2,55
0 1 2 3 4 5 6
Tempo de oxidação ( h )
Espe
ssur
a( µ
m)
490ºC 510ºC
Tabela 07 – Medidas de espessura (µm) e desvio padrão do filme de óxido em função da
temperatura e do tempo de oxidação pós-nitretação do aço AISI H13 Convencional.
Figura 31. Variação de espessura do filme de óxido no aço AISI H13 convencional em função
do tempo e da temperatura de oxidação
Easy PDF Creator is professional software to create PDF. If you wish to remove this line, buy it now.

62
O mecanismo do crescimento parabólico assume que a camada de óxido é
compacta, perfeitamente aderente e a migração de íons através do óxido é
controlada.
Segundo Ramanathan (2006), uma vez que o óxido formado sobre a
superfície metálica separa fisicamente o metal e o oxigênio do meio exposto, a
oxidação posterior envolve duas etapas, sendo estas: as reações nas interfaces
metal-óxido e óxido-atmosfera, e o transporte de material na forma de cátions
metálicos, ânios de oxigênio e elétrons, através do óxido. O mais lento dos dois
processos controla a velocidade de crescimento do óxido. Inicialmente as reações
interfaciais controlam o crescimento da oxidação, e, quando o óxido aumenta de
espessura, o transporte de material torna-se o mecanismo de controle de
velocidade da oxidação.
As equações indicadas na figura 31 apresentam ganhos por hora de
0,23µm/h e de 0,25µm/h na espessura do filme de óxido, às temperaturas de
490°C e 510°C, respectivamente. Esse comportamento atribui-se ao fato de que,
em maiores temperaturas, a condição termodinâmica que promove a oxidação é
promovida, facilitando a difusividade dos íons de metal e a atividade eletrônica do
oxigênio.
6.3.3 Microanálises Químicas do Filme de Óxido no Aço AISI H13
Convencional.
As amostras decorrentes do arranjo experimental às temperaturas de
490°C e 510°C foram avaliadas mediante a técnica de EDS, a qual possibilitou a
microanálise química para detectar de forma qualitativa a presença de oxigênio no
interior do filme de óxido.
Easy PDF Creator is professional software to create PDF. If you wish to remove this line, buy it now.

63
Uma seqüência de espectros obtidos por EDS são mostrados nas figuras
32 e 33, referentes à amostra oxidada a 490°C por 01 hora, e à amostra oxidada a
510°C por 05 horas, respectivamente.
Figura 32. EDS do filme de óxido no aço AISI H13 convencional oxidado a 490°C por 01 hora,
mostrando nos espectros a presença de oxigênio. (a) MEV do filme de óxido e a
camada nitretada; (b) detalhamento das regiões analisadas; (c), (d) espectros da
região (1) e (2) – presença de oxigênio; (e), (f) espectros da região (3) e (4) – ausência
de oxigênio.
(a)
(c)
(d)
(e)
(f)
(b)
filme de óxido
camada nitretada
Easy PDF Creator is professional software to create PDF. If you wish to remove this line, buy it now.

64
Figura 33. EDS do filme de óxido no aço AISI H13 convencional oxidado a 510°C por 01 hora,
mostrando nos espectros a presença de oxigênio. (a) - MEV do filme de óxido e a
camada nitretada; (b) - detalhamento das regiões analisadas; (c), (e), (f) - espectros da
região (1), (2) e (3): presença de oxigênio; (d) - ampliação do espectro na região (1); (f)
- espectro da região (4): ausência de oxigênio.
(a)
(b)
(c)
(d)
(e)
(f)
(g)
filme de óxido
camada nitretada
Easy PDF Creator is professional software to create PDF. If you wish to remove this line, buy it now.
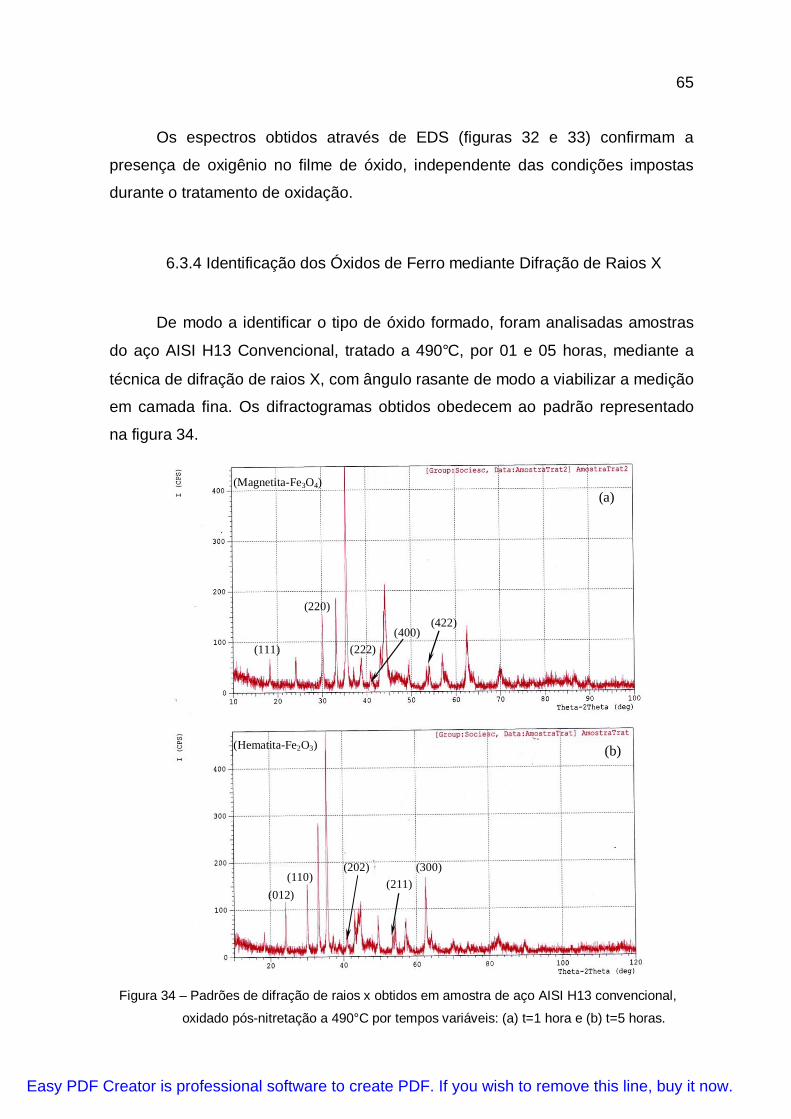
65
Os espectros obtidos através de EDS (figuras 32 e 33) confirmam a
presença de oxigênio no filme de óxido, independente das condições impostas
durante o tratamento de oxidação.
6.3.4 Identificação dos Óxidos de Ferro mediante Difração de Raios X
De modo a identificar o tipo de óxido formado, foram analisadas amostras
do aço AISI H13 Convencional, tratado a 490°C, por 01 e 05 horas, mediante a
técnica de difração de raios X, com ângulo rasante de modo a viabilizar a medição
em camada fina. Os difractogramas obtidos obedecem ao padrão representado
na figura 34.
(a)(Magnetita-Fe3O4)
(111)
(220)
(222)(400)
(422)
(b)
(012)
(202)(211)
(Hematita-Fe2O3)
(110)(300)
Figura 34 – Padrões de difração de raios x obtidos em amostra de aço AISI H13 convencional,
oxidado pós-nitretação a 490°C por tempos variáveis: (a) t=1 hora e (b) t=5 horas.
Easy PDF Creator is professional software to create PDF. If you wish to remove this line, buy it now.

66
O resultado das análises dos difratogramas obtidos por difração de raios-X,
bem como a interpretação das microfichas dos óxidos resultantes, confirmam a
presença de óxidos do tipo magnetita (Fe3O4) e de hematita (Fe2O3) no aço AISI
H13 convencional, oxidado durante uma e cinco horas, respectivamente, após a
nitretação a 490°C.
Este resultado pressupõe que a formação da camada de óxido pode-se dar
com a formação de magnetita para tempos menores seguida da formação de uma
camada de óxidos rica em hematita na medida em que o tempo aumenta. Este
modelo de camada composta está em concordância com o proposto por Jones
em 1996.
6.4. Perfil de dureza na superfície do aço AISI H13 convencional após
oxidação pós-nitretação.
A tabela 08 apresenta as medidas de Microdureza Vickers do topo da
superfície oxidada até o substrato, passando pela camada nitretada, no aço AISI
H13 convencional, em função da temperatura e do tempo de oxidação, bem como
a microdureza da camada nitretada a 490°C e a 510°C.
A figura 35 ilustra a variação de dureza do topo do filme oxidado até o
substrato do aço AISI H13 convencional em função do tempo e da temperatura de
oxidação. Verifica-se nesta figura, que a máxima dureza atingida é de 1022 HV e
de 1098 HV, nas temperaturas de 490°C e 510°C, respectivamente, para o maior
tempo (5 horas).
Apesar das endentações de dureza utilizando a técnica de Microdureza
Vickers não permitir uma medida efetiva da dureza do filme de óxido, devido ao
espaçamento mínimo entre as medidas ser maior que a espessura da camada – o
indicada seria utilizar a técnica de nano-dureza, podem-se observar alguns
comportamentos que apontam para o efeito do tempo de oxidação pós-nitretação
no comportamento mecânico da camada nitretada.
Easy PDF Creator is professional software to create PDF. If you wish to remove this line, buy it now.

67
Distância (µm)Material
Temperatura
(°C)
Tempo de
oxidação
(h)20 40 60 70 80
1 824 772 600 508 4492 905 814 665 542 4663 946 842 681 552 4884 974 933 772 654 512
490
5 1022 970 842 698 5361 907 754 671 602 4932 925 844 742 621 4933 946 889 784 681 5014 974 946 853 781 533
AISI H13
oxidado pós-
nitretado
510
5 1098 988 902 828 584490 0 820 780 587 513 442AISI H13
nitretado 510 0 898 762 678 612 504
Através dos dados da tabela 10 pode-se constatar que a microdureza do
aço AISI H13 convencional não varia significativamente em relação à microdureza
atingida no estado nitretado. Os resultados experimentais apontam que, para
tempos de oxidação pós-nitretação de até 01 hora, a dureza da camada nitretada
não varia em relação ao seu estado original.
Para tempos superiores a 01 hora, independente de qual seja a
temperatura de oxidação pós-nitretação, a microdureza da camada nitretada
tende aumentar com o aumento do tempo.
A explicação para esse comportamento pode estar associada a que na
mesma temperatura em que o material é nitretado realiza-se o tratamento de
oxidação pós-nitretação. Nessas condições é provável que o processo de difusão
precedente à oxidação continue acontecendo, permitindo o endurecimento do
material induzido pela precipitação de compostos intermetálicos (carbonetos), que
são característicos deste tipo de materiais.
Tabela 08. Medidas de microdureza (HV) e desvio padrão da superfície dos aços AISI H13
Convencional em função da temperatura e do tempo de oxidação pós-nitretação.
Easy PDF Creator is professional software to create PDF. If you wish to remove this line, buy it now.

68
Figura 35. Variação da microdureza da superfície do aço AISI H13 convencional em função do
tempo de oxidação pós-nitretação as temperaturas (a) 490°C e (b) 510°C
490 ºC400
500
600
700
800
900
1000
1100
0,01 0,02 0,03 0,04 0,05 0,06 0,07 0,08 0,09
Distância, mm
Dur
eza,
HV 1 h
2 h
3 h
4 h
5 h
510 ºC400
500
600
700
800
900
1000
1100
1200
0,01 0,02 0,03 0,04 0,05 0,06 0,07 0,08 0,09
Distância, mm
Dur
eza,
HV
1 h
2 h
3 h
4 h
5 h
(a)
(b)
Easy PDF Creator is professional software to create PDF. If you wish to remove this line, buy it now.

69
7. CONCLUSÕES
As conclusões deste trabalho são:
1. Foram obtidos filmes de óxido, na superfície nitretada no aço AISI
H13 convencional, através de tratamento de oxidação pós-
nitretação, com densidade, aderência e sem descontinuidade ao
longo da superfície nitretada, independente do tempo e da
temperatura de tratamento empregados.
2. A condição de tratamento que teve como resultado o maior valor
de espessura do filme de óxido, de aproximadamente 2,4µm,
corresponde com a oxidação a 510ºC por 05 horas. O valor mais
baixo nessa temperatura foi de 1,96µm.
3. Os resultados das medidas experimentais mostram uma tendência
linear para o crescimento do filme de óxido em função do tempo e
da temperatura de oxidação, obedecendo às condições
necessárias para que ocorra o crescimento do filme de óxido pelo
modelo parabólico.
4. Os espectros obtidos através de EDS confirmaram a presença de
oxigênio no filme superficial, independente das condições impostas
durante o tratamento térmico realizado.
5. Através de difração de raios X foi possível constatar, em amostras
oxidadas após a nitretação a 490 ºC, a formação de magnetita
(Fe3O4) para tempos menores (t=1h) e de hematita (Fe2O3) para as
amostras tratadas por tempos maiores (t=5h), pressupondo a
existência de camada de óxido composta.
Easy PDF Creator is professional software to create PDF. If you wish to remove this line, buy it now.

70
6. Para tempos superiores a uma hora, independente de qual seja a
temperatura de oxidação pós-nitretação, a microdureza da camada
nitretada tende aumentar com o aumento do tempo de oxidação,
fenômeno que está associado à continuidade dos mecanismos de
difusão atômica que se iniciou durante o tratamento de
nitretação/difusão precedente.
Easy PDF Creator is professional software to create PDF. If you wish to remove this line, buy it now.

71
8. CONSIDERAÇÕES PARA TRABALHOS FUTUROS
− Realizar estudos mais aprofundados no sentido de identificar os tipos de
óxidos decorrentes do tratamento de oxidação pós-nitretação nas
condições experimentais intermediárias (entre 01 e 05 horas) e para
tempos menores a 01 hora.
− Promover estudos de caracterização microestrutural que permitam o
melhor entendimento dos modelos de crescimentos da camada oxidada,
bem como da morfologia, tamanho, quantidade e distribuição destes
óxidos.
− Realizar testes de campo em ferramentais de processo avaliando-se o
comportamento mecânico dos filmes de óxidos, os mecanismos de
desgaste, a qualidade dos produtos obtidos e a vida útil do ferramental.
− Avaliação das propriedades de superfície e mecânicas dos filmes de óxido
através de ensaios laboratoriais de desgaste visando identificar o
comportamento tribológico e os mecanismos de desgaste atuantes.
Easy PDF Creator is professional software to create PDF. If you wish to remove this line, buy it now.

72
9. REFERÊNCIAS BIBLIOGRÁFICAS
ABDALLA, A. J.; BAGGIO-SCHEID, V. H. Tratamentos termoquímicos a
plasma em aços carbono. Corros. Prot. Mater., Vol. 25 N.º 3. 2006.
ABDALLA, A. J.; BAGGIO-SCHEID, V. H.; OLIVEIRA, M.A.S.;
FERREIRA, B.C.; Resistência à corrosão em aços de baixo carbono tratados
termoquimicamente a plasma. Revista Brasileira de Aplicações de Vácuo, v.
23, n. 1, 5-10, 2004.
BJÖRK, T.; WESTERGARD, R.; HOGMARK, S.; Wear of surface treated
dies for aluminium extrusion – a case study. Wear. v. 249, pp. 316-323, 2001.
CHEN, Z.W.; JAHEDI, M.Z.; Die erosion and its effect on soldering
formation in high pressure die casting of aluminium alloys. Materials and Design,
p. 303-309, 1999.
CHEN, Z.W. Formation and progression of die soldering during high
pressure die casting. Materials Science and Engineering, p. 356-369, 2005.
COSTA E SILVA, A. L. V. Termodinâmica Aplicada a Aciaria. Material
didático. UFF, 1998
DUTRA, A. C., NUNES, L. P. Proteção Catódica-Técnica de Combate à
Corrosão. 4a edição Revista e Ampliada. Editora Interciência, Rio de Janeiro/RJ,
2006.
FERREIRA, G. E. F. Avaliação da Resistência à fadiga Térmica do Aço
AISI H13 Nitretado pelos Processos Gasoso e por Plasma. Dissertação de
Mestrado. 80p. UFSC, SC, 2001
Easy PDF Creator is professional software to create PDF. If you wish to remove this line, buy it now.

73
FRANCO JUNIOR, A. R. Obtenção de revestimentos dúplex por
nitretação a plasma e PVD-TiN em aços ferramenta AISI D2 e AISI H13. Tese de
doutorado. 178p. USP, SP, 2003.
FRANCO JUNIOR, A. R.; PINEDO, C. E.; TSCHIPTSCHIN, A. P.
Influência do Tratamento de Nitretação sob Plasma no Desempenho de
Superfícies Dúplex Revestidas com TiN. Parte 1 – Influência na Resistência ao
Desgaste. 3o Encontro da Cadeia de Ferramentas Moldes e Matrizes, São
Paulo/SP, 2005
GENTIL, V. Corrosão. LTC Editora. 4a edição, Rio de Janeiro/RJ, 2003.
GERDAU AÇOS FINOS PIRATINI, Catálogos de Aços para Trabalho a
Quente.
GUIMARÃES, R. C. Efeito da ferro-oxidação a vapor antes e após
operação de usinagem na resistência ao desgaste de ferro sinterizado.
Dissertação de Mestrado, p57. Universidade de São Paulo - USP, São
Carlos/SP, 2008.
HAN Q.; KENIK E. A.; VISWANATHAN S. Die Soldering in aluminum die
cssting. Oak Ridge National Laboratory, USA.
Heat Tech Tecnologia em Tratamento Térmico e Engenharia de
Superfície Ltda. Aços Ferramenta – Informações básicas. Informe de Produtos,
São Paulo/SP, 2007
Heat Tech Tecnologia em Tratamento Térmico e Engenharia de
Superfície Ltda. Aços Ferramenta para Trabalho a Quente. Informe de Produtos,
São Paulo/SP, 2007.
Easy PDF Creator is professional software to create PDF. If you wish to remove this line, buy it now.

74
HEIM D.; HOLLER F.; MITTERER C.; Hard coatings produced by PACVD
applied to aluminium die casting. Surface and Coatings Technology 116–119,
pg. 530–536, 1999.
JONES, D. A., Principles and Prevention of Corrosion. Second Edition.
Editora Prentice-Hall do Brasil, Rio de Janeiro/RJ, 1996.
KLOBCAR, D.; TUSEK, J.; TALJAT, B. Thermal fatigue of materials for
die-casting tooling. Materials Science and Engineering A 472 (2008), p. 198–207.
MITTERER, C.; HOLLER, F.; ÜSTEL, F.; HEIM, D. Application of hard
coatings in aluminium die casting—soldering, erosion and thermal fatigue
behaviour. Surface and Coatings Technology 125, (2000), pg. 233–239
NADCA Recommended Procedures for H13 Tool Steel, EUA, 1997.
NEVES, E. M.; ALBANO, J.; VUROBI JR, S.; CINTHO, O. Caracterização
Metalográfica Convencional e Contraste por Interferência Diferencial (DIC). 17º
CBECIMat, 2006, Foz do Iguaçu/PR.
OLIVEIRA, C. K. N.; Avaliação de camadas de carbonetos e boretos
produzidas nos aços AISI H13 e AISI D2 por meio de tratamentos termo-reativos.
Tese de doutorado. 116p., USP, SP, 2006.
PARDINI, A. C. P. Estudo da Oxidação em alta temperatura dos aços
inoxidáveis ferríticos AISI 430A e AISI 430E em ar. Dissertação de Mestrado,
p125. Universidade Federal de Ouro Preto – UFOP, Ouro Preto/MG, 2008.
RAMANATHAN, L. V. Corrosão e seu controle. Hemus Editora, São
Paulo/SP, 2006.
Easy PDF Creator is professional software to create PDF. If you wish to remove this line, buy it now.

75
RIBBE, A. P., FOLDES, A. G., CORREA, A., HUGENNEYER, C.,
BAUER, P., REUSS, F., LICHTENFELD, H., AGOSTI, G., FERREIRA, J. D.,
SPIER, L. R., ETT, R. H., GRUNDIG, W. Corrosão e Tratamentos Superficiais.
Associação Brasileira de Metais, São Paulo/SP, 1971.
RIBEIRO, J. D. Avaliação do Aço para Trabalho a Quente H13
Propriedades Mecânicas e Fadiga Térmica. Dissertação de Mestrado.
Universidade Federal do Rio Grande do Sul, Porto Alegre/RS, 1998.
SALGADO, M. F., SABIONI, A. C. S., HUNTZ, A.M., ROSSI, E. H. High
Temperature Oxidation Behavior of the AISI 430A and AISI 430E Stainless Steels
in Ar/H2/H2O Atmosphere. Materials Research, Vol. 11, No. 2, p.227-232, 2008.
SARTORI, C. H.; ANDRADE, C. M de. Processo Oxy – Um novo
tratamento superficial para ferramentas de fundição sob pressão de alumínio.
Trabalho apresentado no 59º Congresso Anual da ABM Internacional, SP, 2004.
SCULLY, J. C. The Fundamentals of Corrosion. Second Edition.
International Series on Materials Science and Technology, Vol. 17, Pergamon
Press, 1975.
SOARES JUNIOR, E. Efeito do Tratamento Térmico na Microestrutura e
nas Propriedades Mecânicas de Aços-ferramenta para Trabalho a Frio.
Dissertação de Mestrado. IPEN-USP, 2006, São Paulo/SP.
SUBRAMANIAN, C.; STRAFFORD, K.N. Review of multicomponent and
multilayer coatings for tribological applications. Wear, v. 165, p. 85-95, 1993.
TANAKA, D. K., FENILI, C., DI GIORGI, F., WINNISCHOFER, G. E.,
OLIVIERI, J. C., JOSÉ, M. CHAVES, R. WOLYNEC, S. PANOSSIAN, Z. Corrosão
e Proteção contra Corrosão de Metais. Instituto de Pesquisas Tecnológicas do
Estado de São Paulo-IPT, 3a impressão, São Paulo/SP, 1982.
Easy PDF Creator is professional software to create PDF. If you wish to remove this line, buy it now.

76
UDDEHOLM ORVAR SUPERIOR. Informativo Técnico. Edição 1, 2007,
São Bernardo do Campo/SP.
UDDEHOLM ORVAR SUPREME. Informativo Técnico. Edição 6, 2005,
São Bernardo do Campo/SP.
UDDEHOLM, Catálogos de Aços para Trabalho a Quente.
UHLIG, H. H., Corrosion y Control de Corrosion. Urmo S. A. de Ediciones,
Bilbao/Espanha, 1975.
VARELA, M. C. R. S., Obtenção e caracterização de (hidr) óxidos de
ferro. Tese de Doutorado. 147p. UNICAMP, Campinas/SP, 1991.
YOSHIDA. S.; SARTORI, C. H.; ARRUDA, A. C. Recomendações para a
seleção de aços, tratamentos térmicos e tratamentos de superfície de ferramentas
de injeção de alumínio. Artigo Técnico Brasimet.
YOSHIDA. S. Comparativo de processos de tratamento térmico em
moldes e ferramentas. Trabalho apresentado no 2º Encontro da cadeia de
ferramentas, moldes e matrizes. Associação Brasileira de Materiais ABM, SP.
2004.
ZIELASKO, K. Obtenção e caracterização do sistema CoxFe2-xO4.
Dissertação de Mestrado. 74p. UEPG, Ponta Grossa/PR, 2007
http://www.abraco.org.br/corros1.htm#fig01. Acesso em setembro de
2008.
Easy PDF Creator is professional software to create PDF. If you wish to remove this line, buy it now.