Embed Size (px)
Citation preview

UNIVERSIDADE SÃO FRANCISCO
Curso de Engenharia de Produção
ANDERSON ALVES CHAVES
ESTUDO DE REUTILIZAÇÃO DE ABS DE EXTRUSÃO APÓS
PROCESSAMENTO NA INDÚSTRIA AUTOMOTIVA: UMA
PRÁTICA DE SUSTENTABILIDADE E COMPETITIVIDADE
PARA AS EMPRESAS
Campinas
2014

ANDERSON ALVES CHAVES – R.A. 004201100796
ESTUDO DE REUTILIZAÇÃO DE ABS DE EXTRUSÃO APÓS
PROCESSAMENTO NA INDÚSTRIA AUTOMOTIVA: UMA
PRÁTICA DE SUSTENTABILIDADE E COMPETITIVIDADE
PARA AS EMPRESAS
Monografia apresentada ao Curso de
Engenharia de Produção da Universidade São
Francisco, como requisito para obtenção do
título de Bacharel em Engenharia de Produção.
Orientador: Prof. Francisco Guilherme de
Camargo.
Campinas
2014


Dedico este trabalho a meus pais Valdir
Alves Chaves e Francisca Aparecida
Coutinho Chaves, que batalharam ao longo
de suas vidas para darem o melhor de si a
mim e aos meus irmãos, serei eternamente
grato por tudo que fizeram por nós.
A minha Mãe Francisca Aparecida
Coutinho Chaves: Mãe não há palavras que
eu coloque aqui que irão demonstrar o tão
grande é o meu amor e gratidão pela
senhora, essa conquista também é sua!
Ao meu Pai Valdir Alves Chaves: Meu
querido Pai eu esperei sete anos para
escrever essa frase para o senhor, eu me
lembro como se fosse hoje o dia que o
senhor foi internado com AVC e eu ainda
estava no primeiro ano da faculdade, foi
difícil e muito, mas Deus me deu forças
através de você para que eu pudesse chegar
onde cheguei!
A minha amada companheira Michele
Flores Baccin que teve muita paciência e
compreensão ao longo dos últimos quatros
anos, obrigado pelo seu amor e apoio
disposto todos esses anos que me ajudaram
a vencer essa fase da vida. Te Amo!

A minha irmã Cilene Alves Chaves por me
transferir a sua paz e me direcionar aos
caminhos corretos nos momentos mais
difíceis ao longo dessa caminhada.
Ao meu irmão Fernando Alves Chaves por
ter compartilhado e acreditado no meu
sonho, me escutando e apoiando nas horas
que necessitei com a sua linda humildade.

AGRADECIMENTOS
Inicialmente gostaria de agradecer a Deus por me iluminar ao longo dessa longa
caminhada, me proporcionado saúde, força e proteção para concluir mais uma fase da
minha vida.
Agradeço a minha Família por todo apoio concedido.
Agradeço professor Francisco Guilherme de Camargo pela orientação dedicada.
Agradeço os meus Professores da Universidade São Francisco campus de Campinas,
Itatiba e Bragança Paulista, por terem compartilhado como muita dedicação e carinho
seus conhecimentos e experiências de vida.
Agradeço a todo time da Universidade São Francisco que contribui de alguma forma
positiva para que esse momento chegasse.
Agradeço a todos os amigos de classe que estiveram comigo ao longo dessa jornada,
serei eternamente grato a todos vocês, cada disciplina, cada turma, tanto para aqueles
que irão continuar estudando quanto para os que já concluíram sua graduação.
Agradeço aos meus amigos que trabalham ou já trabalharam profissionalmente comigo
que puderam contribuir de forma positiva para a minha graduação, são eles: Alencar
Silva, Eduardo Dalarte, Jorge Lima, Evandro Zani, Thalison Escuer, Rogério Costa,
André Souza, André Camargo, Michele Flores Baccin, Marcio Tiraboschi, George
Mello, Geralda Silva, Müller Reis, Jair Barros e Alexandre José Ignácio.

“A mente que se abre a uma nova ideia jamais voltará ao seu tamanho original.”
(Albert Einstein)

CHAVES, Anderson Alves. Estudo de reutilização de ABS de extrusão após
processamento na indústria automotiva: uma prática de sustentabilidade e
competitividade para as empresas. 2014. 58p. Monografia – Curso de Engenharia de
Produção da Universidade São Francisco Campus de Campinas.
RESUMO
Para esse estudo utilizou-se um ABS, indicado para a indústria
automobilística, especificamente para aplicações de peças de interior,
como coberturas de janelas e revestimentos de coluna. O material na forma
de grânulos foi processado por extrusão, extrudando chapas que
posteriormente foram utilizadas para estampagem de corpos de prova.
Foram utilizados duas condições de material, uma condição utilizando
somente material virgem e outra condição utilizando 80% de material
virgem mais 20% de aparas pós-industriais. Após a confecção das chapas
foram extraídos os corpos de provas que foram submetidos a ensaios
físicos, mecânicos e térmicos, com o objetivo de avaliar as diferenças de
propriedades entre os dois materiais. Os dados encontrados foram tratados
e confrontados com a especificação original do material, utilizou-se
literaturas específicas para polímeros para a conclusão dos resultados.
PALAVRAS-CHAVE: ABS, reciclagem, caracterização de ABS, redução de custos.

ABSTRACT
For this study we used an ABS, indicated for the automotive, parts specifically for
indoor applications, such as roofing and window coverings column. The material in the form
of granules was processed by extrusion, extruding plates that were subsequently used for
stamping specimens. Two conditions of material were used, a condition using only virgin
material and other conditions using 80% of virgin material plus 20% post-industrial scrap.
After preparation of the plates the bodies of evidence were submitted to physical, mechanical
and thermal tests, with the aim of evaluating the differences in properties between the two
materials were extracted. The data were processed and compared with the original material
specification, we used specific literature for polymers to completion of results.

7
LISTA DE FIGURAS
Figura 1 - 3R`s .......................................................................................................................... 17
Figura 2 - Representação esquemática do ciclo total dos materiais ......................................... 20
Figura 3 - Processo de fabricação do ABS através de mistura banbury ou extrusora .............. 22
Figura 4 - Diagrama esquemático de uma extrusora ................................................................ 23
Figura 5 - Comportamento tensão-deformação para polímeros frágeis (curva A), plásticos
(curva B) e altamente elásticos (elastoméricos) (curva C) ....................................................... 25
Figura 6 - Grânulos material virgem (esquerda) e grânulos material já processado e após
moagem (direita)....................................................................................................................... 29
Figura 7- Fluxograma de processamento da primeira etapa. .................................................... 30
Figura 8 - Fluxograma de processamento da segunda etapa. ................................................... 30
Figura 9 – Ilustração de um sistema de extrusão para a produção de chapas, itens 1 ao 10
(adaptado). ................................................................................................................................ 32
Figura 10 – Placas tamanho A4 do material formulado (80% material virgem + 20% material
reciclado) (à esquerda) e com material 100% virgem (primeiro processamento) (à direita). .. 32
Figura 11 – Prensa manual utilizada para estampagem (direita) e Molde utilizado para
estampagem dos corpos de prova (esquerda). .......................................................................... 33
Figura 12 - Representação esquemática do dispositivo de ensaio de tração universal............. 34
Figura 13 - Corpos de prova tipo 1A e 1B segundo ................................................................. 34
Figura 14 – Máquina de ensaio de tração KRATOS M500MP ................................................ 35
Figura 15 - Tipos de entalhe ..................................................................................................... 37
Figura 16 - Equipamento de ensaio de resistência ao impacto MICROTEST 5102. ............... 38
Figura 17 - Equipamento utilizado para a determinação da temperatura de distorção térmica
HDT, modelo CEAST 6510. .................................................................................................... 39
Figura 18 - Plastômetro TINIUS OLSEN MP600. .................................................................. 41
Figura 19 – Equipamento típico para avaliação de índice de fluidez – Plastômetro. ............... 42
Figura 20 - Densímetro Wallace N0510879 ............................................................................. 43

8
LISTA DE TABELAS
Tabela 1 – Parâmetros utilizados na máquina extrusora para confecção das chapas extrudadas.
.................................................................................................................................................. 31
Tabela 2 - Dimensões dos corpos de prova 1A e 1B em mm. .................................................. 35
Tabela 3 - Dimensões dos corpos de prova em mm para ensaio de resistência ao impacto
CHARPY. ................................................................................................................................. 37
Tabela 4 - Resultados obtidos ensaio de resistência à tração. .................................................. 45
Tabela 5 - Resultados obtidos ensaio de resistência à tração / alongamento no escoamento... 46
Tabela 6 - Resultados obtidos ensaio de resistência ao impacto. ............................................. 46
Tabela 7 - Resultados obtidos ensaio de temperatura de distorção térmica HDT. ................... 47
Tabela 8 - Resultados obtidos ensaio de índice de fluidez. ...................................................... 48
Tabela 9 - Resultados obtidos ensaio de densidade. ................................................................. 48
Tabela 10 – Resumo dos resultados das propriedades encontradas versus a especificação do
material conforme boletim técnico. .......................................................................................... 49
Tabela 11 – Custo com matéria-prima por ano sem a aplicação de aparas pós-industriais ..... 51
Tabela 12 – Custo com matéria-prima por ano com a aplicação de 20% de aparas pós-
industriais ................................................................................................................................. 51

9
LISTA DE ABREVIATURAS E SIGLAS
ABS – Acrilonitrila-Butadieno-Estireno
HDT – Heat Deflection Temperature
MFI – Melt Flow Index
MFR – Melt Mass-flow rate
MVR – Melt volume-flow rate
DFE – Desig For Environment
3R´s – Reduzir, Reutilizar, Reciclar
ISO – International Organization for Standardization
10
LISTA DE EQUAÇÕES
Equação 1 – Equação para cálculo de resistência ao impacto .................................................. 38
Equação 2 - Cálculo de carga aplicada ..................................................................................... 40
Equação 3 – Cálculo de densidade ........................................................................................... 44

11
SUMÁRIO
RESUMO ................................................................................................................................... 5
LISTA DE FIGURAS ............................................................................................................... 7
LISTA DE ABREVIATURAS E SIGLAS ............................................................................. 9
LISTA DE EQUAÇÕES ........................................................................................................ 10
SUMÁRIO ............................................................................................................................... 11
1 INTRODUÇÃO .............................................................................................................. 14
1.1 Objetivos .......................................................................................................................... 16
1.1.1 Objetivo geral .......................................................................................................... 16
1.1.2 Objetivo específico .................................................................................................. 16
2 REVISÃO DA LITERATURA ..................................................................................... 17
2.1 Conceito 3R´s .................................................................................................................. 17
2.1.1 Redução ................................................................................................................... 17
2.1.2 Reutilização ............................................................................................................. 18
2.1.3 Reciclagem ............................................................................................................... 19
2.1.3.1 Classificação dos tipos de reciclagem ........................................................... 20
2.2 Polímero ........................................................................................................................... 21
2.3 Blendas poliméricas ........................................................................................................ 21
2.3.1 Blenda de ABS ........................................................................................................ 21
2.3.1.1 Exemplos de aplicações da blenda de ABS ................................................... 22
2.4 Processo de extrusão de polímeros ................................................................................ 23
2.5 Degradação dos polímeros ............................................................................................. 23
2.6 Propriedades mecânicas dos polímeros ........................................................................ 24

12
2.7 Técnicas de processamento e caracterização de polímeros ........................................ 24
2.7.1 Ensaio de resistência à tração para polímeros ..................................................... 24
2.7.2 Ensaio de resistência ao impacto ........................................................................... 25
2.7.3 Propriedades térmicas dos polímeros ................................................................... 26
2.7.3.1 Temperatura de distorção térmica (HDT) ................................................... 26
2.7.4 Propriedades físicas dos polímeros ....................................................................... 27
2.7.4.1 Índice de fluidez .............................................................................................. 27
2.7.4.2 Densidade ........................................................................................................ 27
3 METODOLOGIA ........................................................................................................... 28
3.1 Matéria-prima – ABS virgem e Aparas de ABS pós-industriais ............................... 28
3.2 Fluxograma do processamento dos materiais .............................................................. 29
3.2.1 Fluxograma da primeira etapa de processamento .............................................. 29
3.2.2 Fluxograma da segunda etapa de processamento ............................................... 30
3.3 Confecção dos corpos de prova ..................................................................................... 30
3.4 Parâmetros de caracterização das amostras ................................................................ 33
3.4.1 Ensaio de resistência à tração ................................................................................ 33
3.4.2 Ensaio de resistência ao impacto ........................................................................... 36
3.4.3 Ensaio de temperatura de distorção térmica HDT ............................................. 39
3.4.4 Ensaio de índice de fluidez ..................................................................................... 40
3.4.5 Ensaio de densidade ............................................................................................... 43
4 DISCUSSÕES DOS RESULTADOS ............................................................................ 45
4.1 Resistência à tração ........................................................................................................ 45
4.1.1 Alongamento no escoamento ................................................................................. 46
4.2 Resistência ao impacto Izod com entalhe. .................................................................... 46
4.3 Temperatura de distorção térmica HDT ...................................................................... 47
4.4 Índice de fluidez .............................................................................................................. 48
4.5 Densidade ........................................................................................................................ 48

13
4.6 Resumo do resultado encontrado versus a especificação do ABS .............................. 49
4.7 Redução de custos ........................................................................................................... 50
5 CONCLUSÃO ................................................................................................................. 52
REVISÃO BIBLIOGRÁFICA .............................................................................................. 54

14
1 INTRODUÇÃO
Extrair recursos naturais primários do planeta exige a retirada de milhões de toneladas
de materiais que irão degradar e alterar o meio ambiente como um todo, além disso, durante
os processos de transformação são gerados refugos que não são aproveitados.
A aplicação de materiais poliméricos em novos produtos cresce a todo momento no
Brasil e no mundo. Todos os dias nascem projetos de produtos que viabilizam a substituição
de metais, cerâmicas e madeiras pelo plástico, onde o objetivo inicial são as facilidades de
design, grandes resistências, redução de peso, além disso, os processos de transformação em
sua grande maioria possuem baixo tempo de ciclo de produção.
O aumento no consumo desta classe de material se deve também à diversidade
considerável de polímeros, com propriedades específicas que fornecem uma extraordinária
gama de possibilidades.
É possível obtermos materiais com ótima performance mecânica e térmica, além de
resistência à abrasão, à fadiga, à intempéries, ao risco, baixo peso específico e aspectos
visuais que variam de efeitos superficiais que imitam madeira e aço ou até mesmos cores
fluorescentes, fosforescente, opacas, translucidas e transparentes. Há também uma grande
disponibilidade de aditivos, cargas minerais ou até mesmo cargas naturais que podem ser
adicionadas ao material polimérico, fazendo com que se aperfeiçoe com as características
desejadas.
A reutilização dos plásticos aumenta a cada dia em função de tornar cada vez mais
uma ótima fonte de lucro para as empresas do ramo, onde há uma busca constante de redução
de custos e aumento de competitividade no mercado. Porém, para reutilizar os materiais que
já foram descartados é necessário ter um certo cuidado na forma que o mesmo será reaplicado
e os métodos e ferramentas que devem ser utilizadas para controle, as susceptíveis variações
que podem ocorrer estruturalmente e as aplicações aceitáveis para esta condição. A
reutilização desses resíduos durante o próprio ciclo de manufatura, também está voltada as
necessidades eco sociais de se adequar às exigências cada vez mais fortes das leis ambientais,
dos órgãos públicos regulamentadores e dos consumidores, reduzindo o desperdício de
matéria-prima, energia e mão-de-obra, além de um dos pontos mais importantes que é a-
geração de lixo sólido que se descartado e maneira incorreta contamina o meio ambiente -
como todo.

15
Em função das características reológicas e de transformação, há diversas formas e
processos de fabricação disponíveis para está classe de material, que são aplicadas de acordo
com a necessidade do produto a ser fabricado. Tanto os materiais poliméricos como os
materiais metálicos, cerâmicos e madeira em seus processos de transformação geram uma-
parte que não são aproveitadas em função de sobras de processos, recortes, soldas e demais
processos de acabamento.
Estas aparas (para processos de extrusão) ou galhos de injeção (para processos de
injeção), juntamente com refugos gerados, são comumente chamados de resíduos pós-
industriais, ou seja, não chegaram a ser utilizados como um determinado bem de consumo e
descartado na natureza, coletados por coletas seletivas, cooperativas de reciclagem, ou até
mesmo empresas especializadas neste ramo que são uma minoria. Este fato contribui
positivamente para a reutilização, já que não houve contaminações com outros materiais como
resíduos orgânicos, solventes, sujeiras, entre outras condições que possam ser potencialmente
contaminantes.
Foi estimado que em todo o mundo algo em torno de 15 bilhões de toneladas de
matérias-primas são extraídas da terra a cada ano, algumas dessas matérias-primas são
renováveis, enquanto outras não o são. Com o passar do tempo, está se tornando mais
evidente que a Terra é virtualmente um sistema fechado em relação dos seus materiais
constituintes e que os seus recursos são finitos (CALLISTER, 2008, p.632).

16
1.1 Objetivos
1.1.1 Objetivo geral
O objetivo geral deste trabalho é um estudo de avaliação para a reutilização de aparas
pós-industriais de ABS (Acrilonitrila-Butadieno-Estireno) em suas peças de origem, visando à
diminuição de consumo de material virgem (primeiro processamento) e consequentemente a
redução de custos, mão-de-obra, poluição e energia. O processo de fabricação das peças de
ABS que será o objeto do estudo gera de 15 a 25% de aparas pós-industriais ao mês, com
isso, este estudo tem como objetivo em avaliar a aplicação de 20% de aparas pós-industriais
junto aos 80% de material virgem (primeiro processamento), com esse percentual será
possível reutilizar quase todas as aparas pós-industriais geradas no processo.
1.1.2 Objetivo específico
O objetivo específico deste trabalho é estudar a possibilidade de reciclar as aparas pós-
industriais de ABS que são geradas no processo de fabricação e que posteriormente são
vendidas. Em suma, retornar 20% de material reciclado nas peças de origem diretamente no
processo de fabricação.

17
2 REVISÃO DA LITERATURA
2.1 Conceito 3R´s
Segundo MARQUES (2008 apud CÂNDIDO, 2011, p.18) “é fundamental que o
governo e a sociedade assumam novas atitudes, visando gerenciar de modo mais adequado a
grande quantidade e diversidade de resíduos que são produzidos pelas empresas e residências.
É preciso por em prática a desejável política dos “3R´s” (Reduzir, Reutilizar e Reciclar) e não
continuar produzindo e gerando mais resíduos, deixando sem solução adequada seu
tratamento e disposição”.
Segundo VEIT (2005 apud CÂNDIDO, 2011, p.18) a Figura 1 abaixo descreve o
conceito dos 3R´s e os seus respectivos subitens utilizados na pesquisa.
Figura 1 - 3R`s
Fonte: CÂNDIDO,2011, p.18
2.1.1 Redução
Segundo VEIT (2005 apud CÂNDIDO, 2011, p.19) o primeiro “R de reduzi consiste
basicamente na busca constante pela redução do número de componentes de um produto, pela
redução do volume de materiais e pela redução do número de materiais incompatíveis e
tóxicos.
O DfE, Design for Environment, é definido como a maneira sistemática de
incorporação de atributos ambientais, fazendo escolhas adequadas durante o processo de-

18
concepção, o que resultará em menor impacto a ambiental durante todo o ciclo de vida do
produto até seu descarte. O DfE deve ocorrer no início da fase de concepção para assegurar
que as variáveis ambientais sejam levadas em consideração antes de qualquer decisão
defabricação. A seguir, são listados alguns exemplos de requisitos orientados pela aplicação
do DfE:
Utilizar sistemas de junção eficientes;
Minimizar o volume de materiais;
Minimizar a variedade de materiais utilizados;
Identificar todos os materiais, visando a sua posterior reciclagem;
Projetar sistemas modulares;
Estes requisitos são pontos que devem ser considerados no início do projeto, devendo
ser balizado por informações técnico-cientificas que auxiliem na reflexão o impacto de ações
tomadas no presente, e o que irão representar no futuro.
2.1.2 Reutilização
Segundo VEIT (2005 apud CÂNDIDO, 2011, p.19) “o segundo “R de reutilizar”
significa novamente os sistemas e subsistemas dos objetos em sua forma original, ou não,
incluindo também a reutilização dos materiais. O Design de produto vem passando por
mudanças profundas no processo de projeto nos últimos anos. Essa mudança transpassa a
questão do produto ser esteticamente agradável ser funcional e ter uma estrutura bem
resolvida. Mas, além dessas questões, a aplicação do fator ambiental vem sendo imposta dia a
dia como outro requisito de projeto.
Além de um projeto eficiente, as áreas de Engenharia e de Design precisam estar
constantemente em vigília tecnológica no tocante à inovação, à seleção de materiais, aos
processos de fabricação e outros. Produtos complexos, diversidade de materiais compatíveis
e incompatíveis, dificuldade de separação dos componentes, a escassa identificação do tipo-

19
de material utilizado e raras informações sobre a reciclabilidade dos produtos são barreiras
técnicas para que o processo de reutilização tenha uma aplicação mais ativa e eficiente.
Diante das informações, pode-se concluir que o processo de reutilização de um
produto, ou de seu respectivo material, em muitos casos, é preterido em função dos atuais
processos de reciclagem, que não levam em consideração a relação produto standard e
produto reciclado, principalmente, no tocante à qualidade do material utilizado.
2.1.3 Reciclagem
Segundo VEIT (2005 apud CÂNDIDO, 2011, p.19) “o último “R de reciclar” é
utilizado como foco também nesta pesquisa, e consiste em aproveitar materiais descartados no
processo produtivo que não são reaproveitados. Nos dias atuais, a busca pela eficiência dos
processos de reciclagem é vista como prioritária em diversos países industrializados, isto
porque a quantidade de materiais e produtos descartados tem aumentado gradativamente.
Além do aspecto ambiental, já discutido pela sociedade, o aspecto econômico tem feito a
reciclagem tomar uma importância estratégica sem precedentes, não só para os materiais
poliméricos, mas também para as demais classes de materiais.
O aumento na produção de bens de consumo e a redução do seu ciclo de vida geram
vultuosa quantidade de resíduos sólidos em nosso planeta, sendo que o cenário tecnológico
atual está agindo de forma direta nessa degradação, principalmente pela dificuldade de
separação dos componentes de um produto, o que inviabiliza sua plena reciclagem.
Encontramo-nos numa situação em que a sustentabilidade de vossas vidas está diretamente
relacionada com a preservação do ecossistema, e torna-se cada vez mais necessário criar
soluções e tomar medidas preventivas para minimizar este problema, sendo, que, uma medida
viável é o reaproveitamento dos diferentes materiais utilizados na composição de um produto.

20
Figura 2 - Representação esquemática do ciclo total dos materiais
Fonte: CALLISTER, 2008, p.632
2.1.3.1 Classificação dos tipos de reciclagem
Segundo a norma ASTM D 5033-00 (2000 apud CÂNDIDO, 2011, p.22) classifica os
processos de reciclagem quatro classes:
Reciclagem primária: processo no qual o resíduo gerado pela indústria no processo de
fabricação do produto, como sobra de aparas, canais de injeção e outros, é introduzido
novamente no processo produtivo. A matéria-prima deve conter propriedades similares ou
iguais à matéria-prima virgem;
Reciclagem secundária: processo no qual a utilização da matéria-prima reciclada gera
produtos com características técnicas diferentes do produto original, sendo que suas
propriedades são inferiores a do material virgem;
Reciclagem terciária: processo pelo qual os materiais são reciclados via processo químico,
gerando matérias-primas que podem ser utilizados no processo produtivo direto ou indireto;
Reciclagem quartenária: processo pelo qual os materiais são utilizados como fonte
energética.

21
2.2 Polímero
Segundo Canevarolo (2006, p.21) a palavra polímero originou-se do grego poli
(muitos) e mero (unidade de repetição). Assim um polímero consiste em uma
macromolécula constituída por muitas (dezenas de milhares) de unidades de repetição,
titulados de meros, que são unidos por ligação covalente. A base para fabricação de um
polímero são os monômeros, assim, uma molécula com uma (mono) unidade de repetição.
2.3 Blendas poliméricas
Segundo Wiebeck et al. (2012, p.163) as blendas poliméricas são misturas físicas ou
mecânicas de dois ou mais materiais poliméricos que resultam em um único material, desde
que os materiais que estão sendo utilizados para a formação de uma blenda só possuam
interações intermoleculares secundária, ou que não possua qualquer interação química
tradicional entre as cadeias moleculares dos polímeros aplicados. As blendas poliméricas são
aplicadas como plásticos de engenharia, em aplicações que exigem performance do material.
As blendas poliméricas podem ser obtidas de duas formas:
Um misturador, onde a temperatura de trabalho é suficientemente alta para fundir ou
amolecer os componentes poliméricos e não causa a degradação dos mesmos;
Dissolvendo os polímeros num bom solvente comum ao mesmo e deixando o solvente
evaporar posteriormente.
2.3.1 Blenda de ABS
A blenda de ABS é uma blenda obtida à partir da mistura mecânica entre três
componentes que são a Acrilonitrila o Butadieno e o Estireno que após a sua mistura formam-
a resina de ABS, onde a sigla em questão são as iniciais dos três componentes em inglês
(Acrylonitrile-Butadiene-Styrene).

22
A partir de 1948, quando foi introduzido no mercado norte-americano em forma de
lâminas pela U. S. Rubber Company, o terpolímero ABS tem se expandido continuamente
(SIMIELLI et al., 2010, p.21).
Segundo Simielli et al. (2010, p.20) a fabricação do ABS por mistura mecânica e fusão
consiste em inserir os componentes em um misturador interno tipo banbury ou em uma
extrusora dupla-rosca. Uma formulação tradicional de ABS é composta por 60 partes de
coplímero estireno-acrilonitrila (70:30) e 40 partes de borracha de butadieno-acrilonitrila
(65:35), podendo ser variado as proporções informadas acima para atingir uma propriedades
específicas em função da aplicação ou processo como ampla faixa de fluidez, resistência
mecânica e resistência térmica.
Figura 3 - Processo de fabricação do ABS através de mistura banbury ou extrusora
Fonte: SIMIELLI et al., 2010, p.21
2.3.1.1 Exemplos de aplicações da blenda de ABS
O ABS é muito utilizado na indústria automobilística e de eletrodoméstico em peças
sujeitas a grandes esforços mecânicos (WIEBECK et al., 2012, p.61).
Segundo Simielli et al. (2010, p.23) o ABS apresenta uma considerável performance
mecânica de resistência à tração e impacto, dureza superficial e módulo de elasticidade em
uma faixa de temperatura de -40°C a 105°C, além de suas características de alto brilho,
estabilidade dimensional que se tornam perfeito para diversos tipos de aplicações como
componentes automotivos, eletrodomésticos, computadores e utensílios-domésticos em geral.

23
2.4 Processo de extrusão de polímeros
O processo de extrusão resume-se na conformação de um termoplástico de alta
viscosidade, onde submetido à pressão, cisalhamento e calor é extraído através de matriz com
orifício com as características do tipo de produto que será fabricado.
Uma rosca transportadora ou parafuso sem fim transporta o material peletizado através
de uma câmara, onde ele é sucessivamente compactado, fundido e conformado com uma
carga contínua de um fluído viscoso (CALLISTER, 2008, p.413).
Figura 4 - Diagrama esquemático de uma extrusora
Fonte: CALLISTER 2008, p.413
2.5 Degradação dos polímeros
Degradação é o conjunto de reações que envolvem quebra de ligações primárias da
cadeia principal do polímero e a formação de outras, com a consequente mudança da estrutura
química e redução da massa molecular (CANEVAROLO, 2007, p.138).
Segundo De Paoli (2008, p.77) durante a sua produção, processamento e utilização
os polímeros os são submetidos a diversos tipos de intemperismo ou solicitações que iniciam
o processo de degradação.
A iniciação da degradação de polímeros por esforço mecânico, ou por uma aplicação
de uma tensão mecânica, é uma questão com um sentido bem amplo, pois compreende desde
os fenômenos de fratura, o processamento, até as modificações químicas induzidas pela
tensão mecânica ou por cisalhamento combinado com reação química. (DE PAOLI, 2008,
p.77).

24
2.6 Propriedades mecânicas dos polímeros
Comparado aos metais e às cerâmicas, os polímeros apresentam resistência mecânica
bastante inferior. Isto ocorre principalmente devido às diferenças na estrutura e nas ligações
atômicas e moleculares apresentadas por estes materiais (CANEVAROLO, 2007, p.342).
As propriedades mecânicas dos polímeros são caracterizadas pelo modo como estes
materiais respondem as solicitações mecânicas aplicadas, podendo estas ser do tipo tensão ou
deformação. A natureza desta resposta depende da estrutura química, tempo e da história
(condições) do processamento do polímero (CANEVAROLO, 2006, p.191).
2.7 Técnicas de processamento e caracterização de polímeros
O processo de extrusão, as técnicas de caracterização de polímeros via Resistência à
Tração, Resistência ao Impacto Izod, HDT, Índice de Fluidez e Densidade, foram utilizadas
para a presente pesquisa.
2.7.1 Ensaio de resistência à tração para polímeros
Os resultados de ensaios de resistência à tração são traçados em curvas do tipo tensão
versus deformação, ou simplesmente tensão-deformação.
Segundo Callister (2008, p.381) entre os materiais poliméricos é possível encontrar
três tipos de comportamento mecânico que podem ser identificados no gráfico tensão-
deformação conforme Figura 5. A curva A demonstra o comportamento de um polímero
frágil, pois sofre fratura sem sair do regime elástico. A curva B demonstra o comportamento
de um material plástico, o que pode ser comparado ao metais, onde a deformação inicial é
elástica, seguida por escoamento e por uma região de deformação plástica, chegando a fratura.
E a curva C demonstra o comportamento de um polímero totalmente elástico, que são típicos
de elastômeros e borrachas, onde após exposições a grandes deformações podem ser
recuperadas.

25
Figura 5 - Comportamento tensão-deformação para polímeros frágeis (curva A), plásticos (curva B) e altamente
elásticos (elastoméricos) (curva C)
Fonte: CALLISTER, 2008, p.381
Canevarolo (2007, p.343) alerta também que todos os comportamentos citados acima
dependem do fator tempo e temperatura do ensaio, da incorporação de carga de reforço ou de
um segundo polímero na matriz estudada (blenda polimérica), e da geometria e história de
preparação do corpo de provas.
2.7.2 Ensaio de resistência ao impacto
A resistência ao impacto é uma das propriedades mais requisitadas para a
especificação do comportamento mecânicos dos polímeros, principalmente para os plásticos.
A habilidade de um material polimérico em suportar choques acidentais pode decidir sobre o
sucesso ou fracasso do seu uso em determinada aplicação (CANEVAROLO, 2007, p.363).
26
De acordo com Canevarolo (2007, p. 365),
a habilidade de um material absorver energia sem sofrer ruptura é
definida como tenacidade, como definido no item anterior.
Geralmente esta propriedade é determinada através da integração da
força aplica em relação à deformação sofrida pelo material durante um
ensaio mecânico. Por exemplo, a área integrada sob uma curva tensão-
deformação num ensaio de tração representa a tenacidade do material
ensaiado. Geralmente a tenacidade torna-se um parâmetro mais
importante na caracterização de um material quando- força é aplicada
repentinamente como num ensaio sob impacto. Assim, a tenacidade
sob impacto, assim mais popularmente conhecida como resistência ao
impacto depende da força máxima que um material pode suportar sob
impacto sem romper. Esta força multiplicada pela deformação
correspondente proporciona o valor de energia gasto para romper o
corpo de prova, que representa o valor quantitativo da tenacidade sob
impacto.
2.7.3 Propriedades térmicas dos polímeros
A mobilidade de uma cadeia polimérica determina as características físicas do
produto, seja ele um plástico duro e frágil, borrachoso ou tenaz ou um fluido viscoso. A
mobilidade é função da agitação dos átomos nas moléculas, sendo esta diretamente
proporcional à temperatura (CANEVAROLO, 2006, p.149).
2.7.3.1 Temperatura de distorção térmica (HDT)
É a temperatura que, durante o aquecimento a uma taxa constante de 2±0,2°C min,
uma barra de secção retangular de espessura de 13mm e comprimento entre apoios de 100
mm, posicionada de lado e tensionada no centro, deforma em 0,25 mm (0,01 in). A tensão-
máxima de fibra (S) deve ser de 0,455 MPa (66 psi) ou 1,82 MPa (264 psi) (CANEVAROLO,
2006, p. 159).
Este ensaio é de fundamental importância, pois revela a temperatura na qual o
polímero ou compósito cede sob calor a uma determinada tensão. É útil na comparação do
comportamento de vários materiais, sendo utilizado para o controle e desenvolvimento de
materiais poliméricos (MANRICH, 2005, p.60).
27
2.7.4 Propriedades físicas dos polímeros
2.7.4.1 Índice de fluidez
IF é uma medida de fluidez dos polímeros para controle da qualidade da matéria-
prima, servindo também como padrão para classificação de resinas quanto ao processamento e
aplicação (MANRICH, 2005, p.95).
Segundo Canevarolo (2006, p.256), a medida do índice de fluidez foi uma alternativa
criada para medir a processabilidade do material polimérico, de forma simplificada para fins
de controle de qualidade.
O ABS, objeto do presente estudo, é designado a ser ensaiado com temperatura de
220°C e massa removível de 10,0 kg.
2.7.4.2 Densidade
A densidade de polímeros é especificada pela unidade de g/cm³, mas também é
possível encontrarmos algumas referências em kg/m³.
A amostra previamente seca e pesada ao ar é imersa em um fluido (água normalmente)
e então é pesada neste outro meio. O valor da densidade é calculo através da razão do peso
aparente medido no ar e o peso aparente medido quando a amostra está totalmente imersa no
fluido (MANRICH, 2005, p.59).
A densidade ou também denominada de peso específico demonstra a estrutura química
e molecular do material (MANO,1991, p.34).
Mudanças na densidade podem significar variação na cristalinidade, perda de
plastificantes ou outros aditivos, ou absorção de solvente ou umidade (MANRICH, 2005,
p.59).
A ficha técnica do ABS utilizado para esta pesquisa informa que o valor típico para
está propriedade é de 1,05 g/cm³, podendo variar de 1,04 a 1,06 g/cm³.
28
3 METODOLOGIA
Este estudo tem sua classificação como uma pesquisa qualitativa, onde as avaliações
finais serão realizadas com base nos valores obtidos da caracterização do material virgem
(primeiro processamento) e do material formulado (virgem + aparas pós-industriais).
Neste estudo será adotado o método exploratório, pois, envolve avaliações de
propriedades do material formulado (virgem + aparas pós-industriais), com o objetivo de
avaliar se com os valores de propriedades encontrados no material formulado é possível
substituir o material sem processamento (virgem), ou seja, uma mistura de 80% de material
virgem + 20% de material já reprocessado (aparas pós-industriais).
Para as aparas pós-industriais será utilizado o processo de moagem das sobras de
processo oriundas do processo de extrusão e usinagem, pois, assim é possível conferir a
homogeneização e regularidade dimensional dos grânulos, este processo é necessário para
garantir condições aceitáveis de processabilidade ao material reaproveitado.
Os produtos que geram as aparas pós-industriais são fabricados através do processo
de extrusão (chapas) e posteriormente são moldadas através do processo de vacuum forming
que também é chamado de termo-formagem, após essas duas etapas é realizado o processo de
acabamento realizado por um robô que faz os cortes e furos necessários no produto já
moldado.
Para as avaliações de propriedades os corpos de prova foram confeccionados através
da seguinte forma, as chapas extrudadas são inseridas em uma prensa hidráulica e são
pressionadas contra um estampo metálico que já possui as dimensões necessárias para cada
propriedade.
O objetivo é identificar as quedas de propriedades na reciclagem do termoplástico
ABS na composição informada acima e o quanto está queda é representativa na comparação
com valores encontrados no material virgem.
3.1 Matéria-prima – ABS virgem e Aparas de ABS pós-industriais
O nome e código comercial do ABS utilizado para esse estudo não serão divulgados
por questões confidenciais.

29
Abaixo estão as imagens do grânulo do ABS virgem e do ABS já processado (pós-
industriais) após o processo de moagem.
Figura 6 – Grânulos de material virgem (esquerda) e grânulos de material já processado e após moagem
(direita).
Fonte: O Autor, 2014.
3.2 Fluxograma do processamento dos materiais
O processamento dos materiais ABS virgem e ABS formulado foram divididos em
duas etapas. A primeira etapa consiste no processamento para confecção dos corpos de prova
padrão utilizando o ABS virgem (primeiro processamento), a segunda etapa consiste no
processamento para confecção dos corpos de prova utilizando o material formulado, que
possui uma composição de 80% do ABS virgem + 20% de material reciclado (aparas pós-
industriais).
3.2.1 Fluxograma da primeira etapa de processamento
O processamento do ABS virgem referente a primeira etapa de processamento para
confecção dos corpos de prova é ilustrado abaixo no fluxograma conforme Figura 7.

30
Composição
ABS virgem Secagem Extrusão
Estampagem
dos Corpos
de Prova
Resistência à tração
Resistência ao Impacto
HDT
Índice de Fluidez
Densidade
Processo Corpo de prova Análises
Figura 7- Fluxograma de processamento da primeira etapa.
Fonte: O Autor, 2014.
3.2.2 Fluxograma da segunda etapa de processamento
O processamento do ABS formulado (80% ABS virgem + 20% aparas ABS pós-
industriais) referente a segunda etapa para confecção dos corpos de prova é ilustrado abaixo
no fluxograma conforme Figura 8.
Sobras de ABS
pós-industriais
Resíduos pós-
industriaisMoagem
Mistura
80% ABS virgem
+
20% ABS moído
Secagem Extrusão
Estampagem
dos Corpos
de Prova
Resistência à tração
Resistência ao Impacto
HDT
Índice de Fluidez
Densidade
Corpo de prova AnálisesProcesso
Figura 8 - Fluxograma de processamento da segunda etapa.
Fonte: O Autor, 2014.
3.3 Confecção dos corpos de prova
Tendo como meta o objetivo de avaliação de propriedades do ABS virgem e
formulado, sendo o último possuindo 20% de material reciclado, foram tomadas as devidas
precauções para eliminação de variáveis que possam interferir de alguma forma nos
resultados. Com isso, foram utilizados os mesmos equipamentos e parâmetros de processo
para a fabricação das chapas extrudadas utilizando as duas condições de material, mantendo-
se o mesmo lote de material virgem.
Os parâmetros utilizados para a confecção dos corpos de prova serão descritos na
Tabela 1 a seguir.

31
Quanto a quantidade de corpos de prova produzidos, foram confeccionados 40 corpos
de prova na primeira etapa de processamento e 40 corpos de prova na segunda etapa de-
processamento, ambos no tamanho A4, nessa dimensão e quantidade foram suficientes para a
execução dos ensaios definido. Para a confecção dos corpos de prova utilizando o material
formulado referente aos 20% de material reciclado, utilizou-se aparas pós-industriais geradas
dos produtos de origem que antes de ser incorporadas aos 80% de material virgem (primeiro
processamento) as aparas passaram pelo processo de moagem, que foi feito por moinhos
mecânicos.
Tabela 1 – Parâmetros utilizados na máquina extrusora para confecção das chapas extrudadas.
Posição
ilustrativa Parâmetros Unidade
Material
Virgem
Material
Formulado
(80/20)
10 Espessura da Chapa mm 3,00 3,00
3 Temperatura do Canhão °C 180 a 240 180 a 240
4 Temperatura do Flat
DIE °C 230 230
9 Temperatura do Cilindro
Superior °C 85 85
8 Temperatura do Cilindro
Central (textura) °C 15 15
7 Temperatura do Cilindro
Inferior °C 85 85
- Temperatura de secagem
do material °C 95 95
1 Bomba de Engrenagem RPM 48 48
2 Velocidade da rosca* RPM 72 a 90 72 a 90
6 Marcha metro /
minuto 2,2 2,2
5 Pressão no Flat DIE bar 55 55
- Vazão da máquina kg/hora 250 250
* A velocidada da rosca varia em função do torque da Bomba de Engrenagem.
Fonte: O Autor, 2014.

32
Quanto à posição ilustrativa descrita na primeira coluna da Tabela 1 é possível
observar ilustrativamente as funções / parâmetros no equipamento de acordo com a Figura 9
abaixo.
Figura 9 – Ilustração de um sistema de extrusão para a produção de chapas, itens 1 ao 10 (adaptado).
Fonte: O Autor, 2014.
Na Figura 10 abaixo é possível observar os dois tipos de placas extrudadas, de onde
foram extraídos os corpos de prova para as avaliações em questão:
Figura 10 – Placas tamanho A4 do material formulado (80% material virgem + 20% material reciclado) (à
esquerda) e com material 100% virgem (primeiro processamento) (à direita).
Fonte: O Autor, 2014.
33
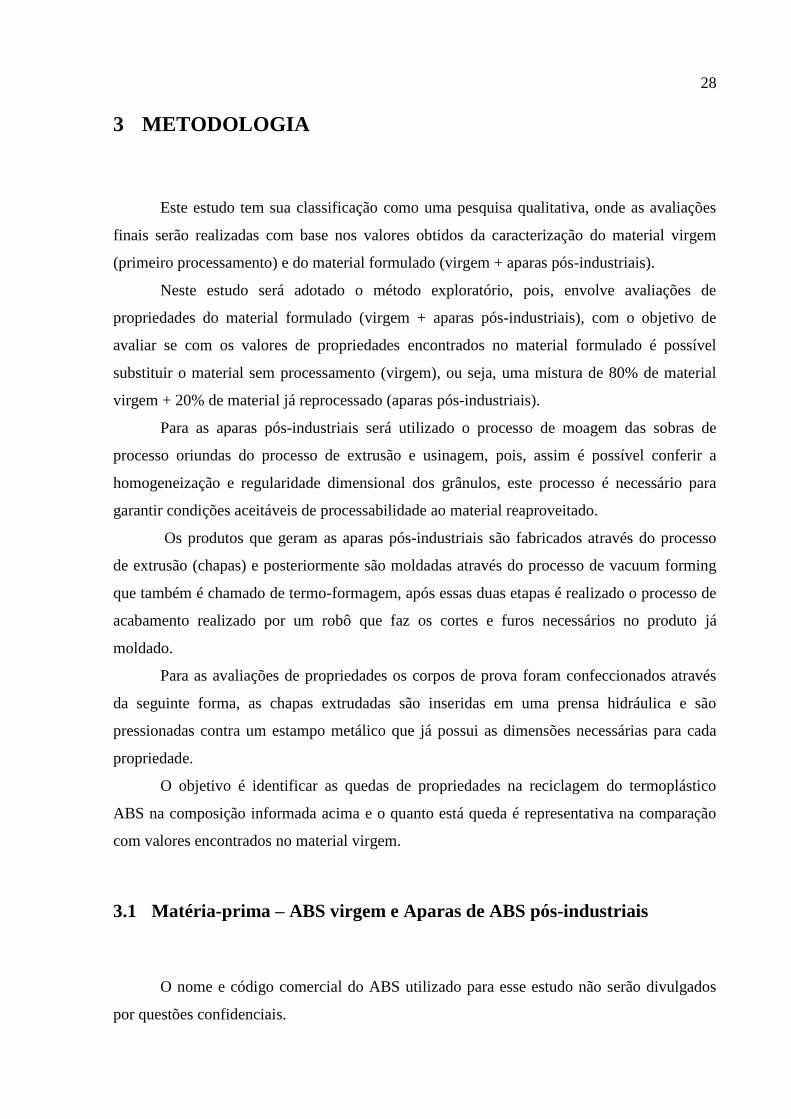
À partir das placas extrudadas, foram gerados os corpos de prova nas dimensões
estabelecidas para a cada propriedade. A confecção desses corpos de prova foram realizadas
através de pequenos moldes que possuem as medidas exatas, que realizam o corte através do
processo de prensagem contra a chapa extrudada que podem ser visualizados conforme Figura
11.
Figura 11 – Prensa manual utilizada para estampagem (direita) e Molde utilizado para estampagem dos corpos
de prova (esquerda).
Fonte: O Autor, 2014.
3.4 Parâmetros de caracterização das amostras
São diversas as técnicas que podem ser aplicadas para análises e avaliações de
polímeros, sendo que, para este trabalho foram utilizadas: ensaio de tração, ensaio de impacto,
ensaio de HDT, ensaio de índice de fluidez e ensaio de densidade.
3.4.1 Ensaio de resistência à tração
Segundo a norma ISO 527-2 (versão 15/02/2012) o ensaio de resistência à tração
resume-se em fixar o corpo de prova de dimensões padronizadas através das garras de um
dinamômetro e submetê-lo a um tracionamento, o qual é gerado pelo deslocamento de uma
garra no sentido longitudinal conforme ilustração da Figura 12 a seguir.

34
Figura 12 - Representação esquemática do dispositivo de ensaio de tração universal.
Fonte: CANEVAROLO, 2007, p. 346
A norma ISO 527-2 também especifica as dimensões que os corpos de prova devem
possuir, a norma classifica os mesmos por 1A (corpos de prova injetados e retirados de chapa
por compressão) e 1B (usinados).
Figura 13 - Corpos de prova tipo 1A e 1B segundo
Fonte: ISO 527-2, 15/02/2012, p.8
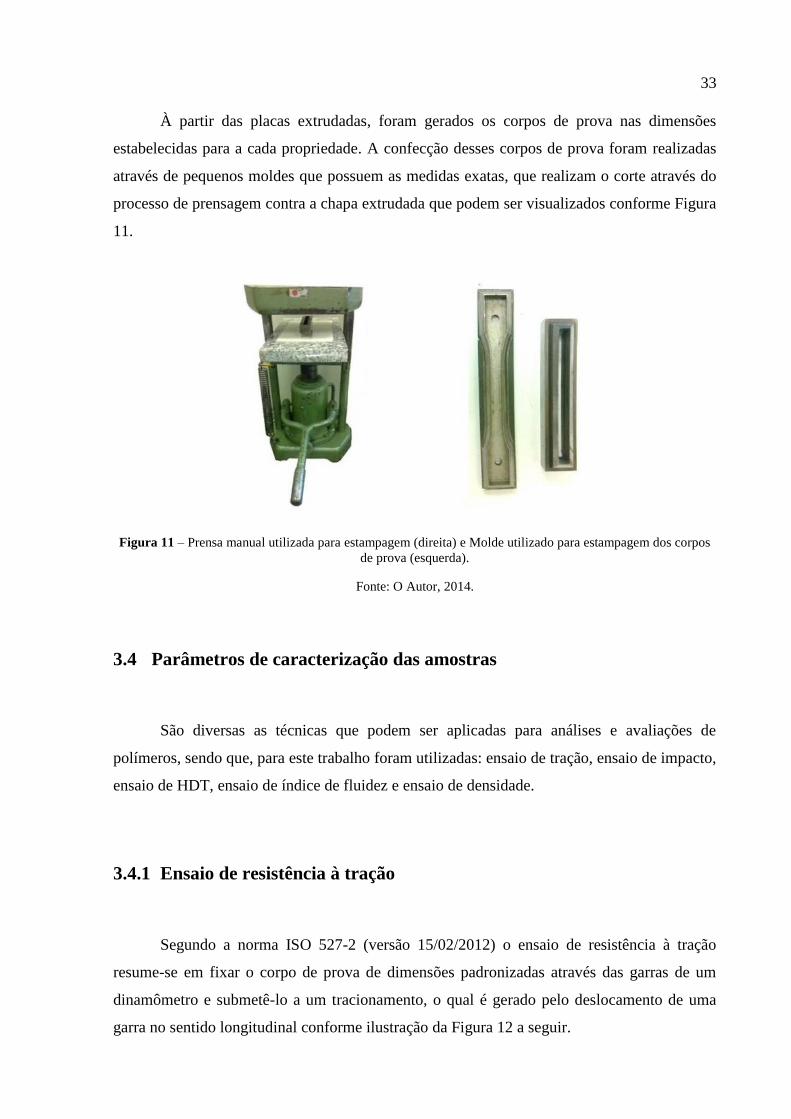
Na Tabela 2 a seguir é possível visualizar as dimensões que os corpos de provas tem
que possuir e suas respectivas tolerâncias dimensionais aceitáveis:
35
Tabela 2 - Dimensões dos corpos de prova 1A e 1B em mm.
Fonte: ISO 527-2, 15/02/2012, p.9
Para o ensaio em questão foi utilizado o equipamento da marca KRATOS modelo
M500P, que possui uma capacidade máxima de 500 kgf, abaixo imagem do equipamento
descrito:
Figura 14 – Máquina de ensaio de tração KRATOS M500MP
Fonte: O Autor, 2014.

36
No total foram avaliados 10 corpos de prova, sendo 5 para o material virgem (primeiro
processamento) e 5 corpos de prova para o material formulado (80/20). Todos os corpos de
provas foram dimensionados e estavam de acordo com a especificação exigida
De acordo com o data sheet do ABS utilizado para este estudo em questão o valor
esperado para o ensaio de resistência à tração no escoamento é de ≥ 37 MPa e para o
alongamento no escoamento é de ≥ 2,6%, seguindo a velocidade de 50 mm/minuto.
3.4.2 Ensaio de resistência ao impacto
De acordo com a norma ISO 180/A (revisão 15/12/2000), este ensaio é ideal para
materiais termoplásticos e tem como objetivo apresentar as condições de fragilidade e
resistência.
O ensaio resume-se em golpear um corpo de prova, entalhado e posicionado na
posição vertical, com um pêndulo de energia padronizada em Joules (J). A energia despendida
no impacto que é registrada no relógio do equipamento (J/m) é dividida pela área de entalhe
do corpo de prova onde é possível obter o valor da energia em kJ/m².
Quanto ao peso a ser utilizado para execução do ensaio CANEVAROLO (2007,
p.374) afirma: O peso deve ser adequado de tal forma que a energia registrada durante o
impacto fique entre 10 a 85% da capacidade máxima do pêndulo.
Para as dimensões dos corpos de prova a ISO 180 também descreve as medidas que os
corpos de prova devem possuir que podem ser vistos na Tabela 3 abaixo.

37
Tabela 3 - Dimensões dos corpos de prova em mm para ensaio de resistência ao impacto CHARPY.
Fonte: ISO 180, 15/12/2000, p. 10
Quanto ao tipo de ao tipo de entalhe a ser aplicado no corpo de prova, esta informação
é descrita na norma ISO 180, onde há duas opções tipo A e B, para o estudo em questão foi
utilizado o entalhe conforme dimensões tipo A que é a condição definida para corpos de prova
confeccionados pelo processo de injeção ou extraído de chapas extrudadas que é o nosso
caso.
Figura 15 - Tipos de entalhe
Fonte: ISO 180, revisão 15/12/2000, p.9
Segundo Canevarolo (2007, p.374) o motivo para o uso do entalhe no corpo de prova é
a necessidade de gerar concentração de tensão na extremidade do entalhe, fazendo assim que
o corpo de prova tenha uma fratura ao invés de uma fratura dúctil.
38
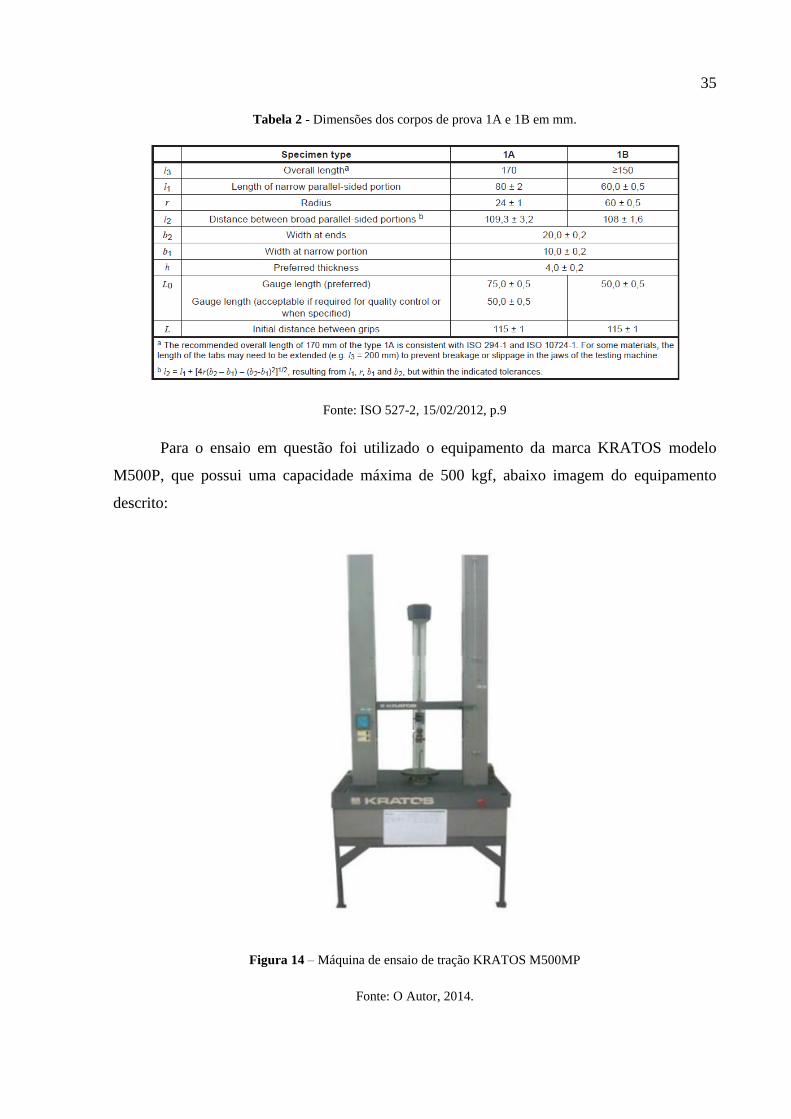
Para o ensaio em questão foi utilizado o equipamento de ensaio de resistência ao
impacto fabricado pela MICROTEST, modelo 5102. Esse equipamento tem a possibilidade de
deslocamento de 160° e possui cinco opões de escalas para leitura de energia (0,5J, 1J, 2J, 4J
e 6J), abaixo imagem do equipamento descrito conforme Figura 16.
Figura 16 - Equipamento de ensaio de resistência ao impacto MICROTEST 5102.
Fonte: O Autor, 2014.
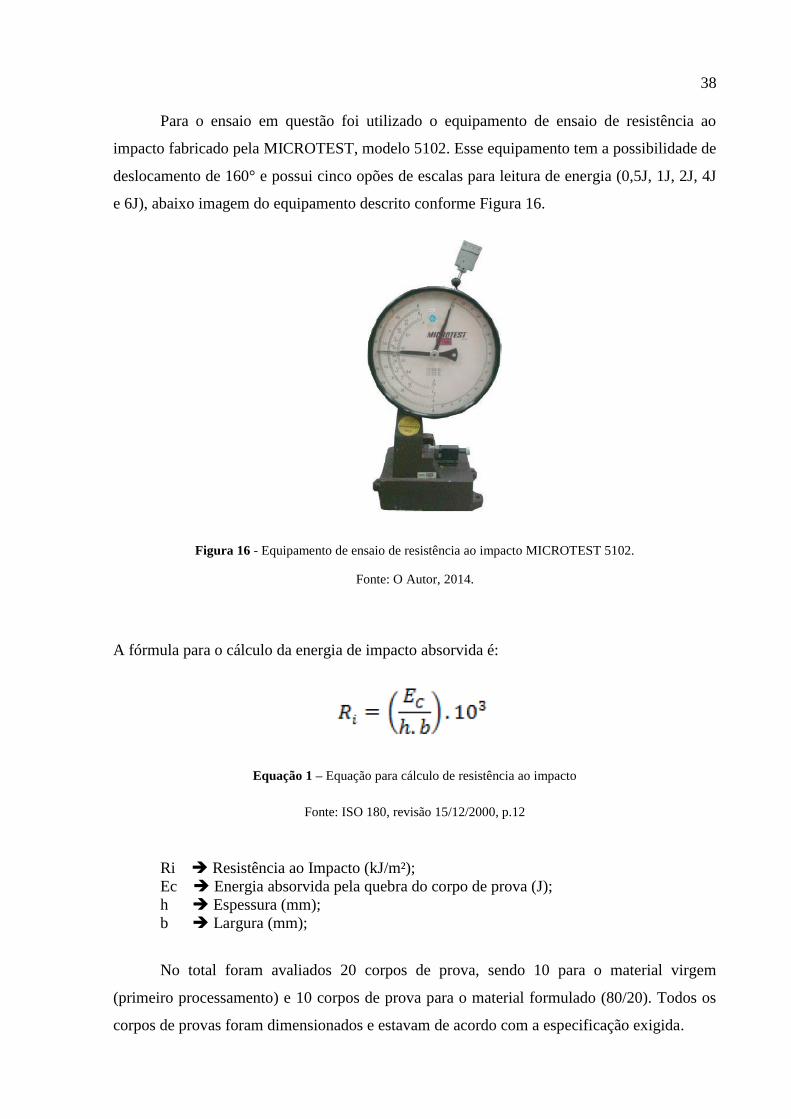
A fórmula para o cálculo da energia de impacto absorvida é:
Equação 1 – Equação para cálculo de resistência ao impacto
Fonte: ISO 180, revisão 15/12/2000, p.12
Ri Resistência ao Impacto (kJ/m²);
Ec Energia absorvida pela quebra do corpo de prova (J);
h Espessura (mm);
b Largura (mm);
No total foram avaliados 20 corpos de prova, sendo 10 para o material virgem
(primeiro processamento) e 10 corpos de prova para o material formulado (80/20). Todos os
corpos de provas foram dimensionados e estavam de acordo com a especificação exigida.

39
De acordo com o data sheet do ABS utilizado para este estudo em questão o valor
esperado para o ensaio de resistência à ao impacto IZOD ISO 180/A é de ≥ 42 kJ/m².
3.4.3 Ensaio de temperatura de distorção térmica HDT
De acordo com a norma ISO 75-2 (revisão 15/05/2004), o ensaio de Temperatura de
Distorção Térmica – HDT originado do termo em inglês (Heat Deflection Temperature) é um
ensaio que possui como objetivo a determinação da temperatura na qual um corpo de prova
sofre uma deflexão quando submetido a uma carga em um meio fluído, sob uma taxa de
aquecimento constante, o resultado deste ensaio é expresso em °C.
O fluído que tem a função de aquecimento do corpo de prova é a base de óleo de
silicone, parafina e óleo mineral, quando o ensaio se inicia o mesmo é aquecido sob uma taxa
determinada de 50°C/h ou 120°C/h, para esse estudo em questão foi utilizado a taxa de
aquecimento de 120°C/h.
A norma também especifica três opções diferentes de carga para a execução do ensaio,
para o opção A é especificado a carga de 1,80 MPa, para a opção B é especificado a carga de
0,45 MPa e para a opção C é especificado a carga de 8,00 MPa, para esse estudo em questão
foi utilizado a carga de 1,80 MPa.
Para a avaliação em questão foi utilizado o equipamento da marca CEAST, modelo
6510, que possui as duas opções de taxa de aquecimento conforme citado anteriormente,
abaixo pode-se observar a imagem frontal do equipamento conforme Figura 17 abaixo.
Figura 17 - Equipamento utilizado para a determinação da temperatura de distorção térmica HDT, modelo
CEAST 6510.
Fonte: O Autor, 2014.

40
A formula para determinar a carga aplicada é:
Equação 2 - Cálculo de carga aplicada
Fonte: ISO 75-2, 2004
Onde P é a carga (N); b é a largura do corpo de prova (mm); h é a altura do corpo de
prova em (mm); L é a distância entre apoios (100 mm) e E é a máxima tensão (MPa).
No total foram avaliados 12 corpos de prova, sendo 6 para o material virgem (primeiro
processamento) e 6 corpos de prova para o material formulado (80/20). Todos os corpos de
provas foram dimensionados e estavam de acordo com a especificação exigida.
De acordo com o data sheet do ABS utilizado para este estudo em questão o valor
esperado para o ensaio de temperatura de distorção térmica ISO 75-2/A é de ≥ 97°C.
3.4.4 Ensaio de índice de fluidez
A norma ISO 1133 (revisão 01/06/2005) define as condições que deverão ser
consideradas para a execução do ensaio de índice de fluidez, o equipamento para avaliação
desta propriedade é chamado plastômetro e a norma define que tal ensaio pode ser realizado
através de duas opõções MVR (melt volume-flow rate) ou MFR (melt mass-flow rate), onde
pelo método MVR a fluidez é avaliada pelo volume dado pela unidade cm³/10 minutos, já
pelo método MFR a fluidez é avaliada pela massa dado pela unidade g/10 minutos.
O ensaio consiste em avaliar a taxa de extrusão de uma resina termoplástica fundida
através de uma matriz com um pequeno diâmetro pré-definido, o termoplástico fundido na
condição determinada sofre uma pressão constante através de uma carga sustentada por um
pistão que por sua vez o material é obrigado a ser escoado pelo orifício da matriz. As
condições de avaliação variam de acordo com o tipo de material e seu comportamento, com-

41
isso, o equipamento apresenta opções de massa a ser aplicada que variam de 0,325 a 21,60 kg
e as temperaturas também podem variar de 125 a 300°C.
A avaliação deste trabalho foi realizada em um equipamento da empresa TINIUS-
OLSEN, modelo MP 600, que poderá ser visualizado na Figura 18 abaixo. Ele possui
condições de executar ensaios com cargas de até 21,6 kg e temperaturas de até 300°C
Figura 18 - Plastômetro TINIUS OLSEN MP600.
Fonte: O Autor, 2014.
A norma 1133 (revisão 01/06/2005, p.8) descreve um modelo típico de plastômetro e
suas funções conforme Figura 19 a seguir:

42
Figura 19 – Equipamento típico para avaliação de índice de fluidez – Plastômetro.
Fonte: ISO 1133, revisão 01/06/2005, p.8
Conforme ilustração da Figura 19, um Plastômetro típico é composto pelas partes e
funções abaixo:
1 Isolamento 2 Massa removível
3 Pistão 4 Marca de referência superior
5 Marca de referência inferior 6 Cilindros
7 Cabeça do pistão 8 Matriz
9 Placa de matriz de retenção 10 Placa isolante
11 Isolamento 12 Sensor de temperatura
No total foram avaliados 12 amostras, sendo 6 para o material virgem (primeiro
processamento) e 6 corpos de prova para o material formulado (80/20). Todas as amostras
foram avaliadas utilizando grânulos.
De acordo com o data sheet do ABS utilizado para este estudo em questão o valor
esperado para o ensaio de índice de fluidez pode variar de 3,0 a 6,0 g/10 minutos, utilizando a
condição de 220°C / 10 kg.

43
3.4.5 Ensaio de densidade
A norma ISO 1183-1 (revisão 15/05/2012) define o procedimento para a execução do
ensaio de densidade, este método é utilizado para avaliar as variações na estrutura física e
composição física dos materiais poliméricos.
O equipamento utilizado para este ensaio é chamado de densímetro eletrônico e é
composto por uma balança analítica e também um recipiente onde é colocado água deionizada
e um termômetro para verificação da temperatura da água. É importante ter o controle de
temperatura da água para termos a menor variação possível no ensaio, pois, a temperatura da
água também é uma variável.
O equipamento utilizado para esta avaliação foi fabricado pela empresa Wallace e seu
modelo é o N0510879 que poderá ser visualizado na Figura 20 a seguir, esse equipamento
possui uma precisão de 0,001 e garante leituras de densidade de 0,2 a 2,0 g/cm³.
Figura 20 - Densímetro Wallace N0510879
Fonte: O Autor, 2014.
Para as avaliações um corpo com no mínimo 3,93 gramas deverá ser pesado e
posteriormente deve-se inserir o mesmo dentro do densímetro para verificação do volume que
é obtido através do aumento de volume gerado. Para materiais poliméricos com densidade
abaixo de 1,0 g/cm³ pode ser utilizado um dispositivo metálico que mantém o corpo de prova
submerso.

44
A partir das informações obtidas de massa e volume é possível calcular o valor de
densidade através da seguinte formula:
Equação 3 – Cálculo de densidade
Fonte: ISO 1183-1, revisão 2012, p.6
Onde: p é a densidade do polímero; m é a massa do corpo de prova e v é o volume do
corpo de prova.
No total foram avaliados 12 amostras, sendo 6 para o material virgem (primeiro
processamento) e 6 corpos de prova para o material formulado (80/20). Todas as amostras
foram avaliadas utilizando pedaços de chapas.
De acordo com o data sheet do ABS utilizado para este estudo em questão o valor
esperado para o ensaio de densidade pode variar de 1,04 a 1,06 g/cm³ conforme ISO 1183-1.

45
4 DISCUSSÕES DOS RESULTADOS
Nesta etapa serão apresentados os resultados obtidos das avaliações comparativas de
propriedades entre o material virgem (primeiro processamento) e material formulado (80%
ABS virgem + 20% aparas ABS pós-industriais).
4.1 Resistência à tração
Tabela 4 - Resultados obtidos ensaio de resistência à tração.
Corpo de Prova ABS Virgem ABS Formulado
Resistência à tração (MPa) 1 44,2 37,3
2 44,3 38,1
3 43,9 37,5
4 44,3 38,6
5 44,1 37,6
Média 44,2 37,8
Desvio Padrão (s) n=5 0,2 0,5
Fonte: O Autor, 2014.
De acordo com a Tabela 4 acima o ABS Virgem apresentou uma Resistência à Tração
média de 44,2 MPa, já o ABS Formulado apresentou uma Resistência à Tração média de 37,8
MPa, ambos estão dentro da especificação fornecida em boletim técnico do fornecedor que é
≥ 37 MPa, os detalhes e discussões sobre tal variação serão discutidos no item 5.6 adiante.

46
4.1.1 Alongamento no escoamento
Tabela 5 - Resultados obtidos ensaio de resistência à tração / alongamento no escoamento.
Corpo de Prova ABS Virgem ABS Formulado
Alongamento no escoamento (%) 1 4,5 2,6
2 4,6 2,9
3 4,2 2,8
4 4,6 3,2
5 4,4 2,7
Média 4,46 2,84
Desvio Padrão (s) n=5 0,167 0,230
Fonte: O Autor, 2014.
De acordo com a Tabela 5 acima o ABS Virgem apresentou um Alongamento no
Escoamento médio de 4,46%, já o ABS Formulado apresentou um Alongamento no
Escoamento médio de 2,84%, ambos estão dentro da especificação fornecida em boletim
técnico do fornecedor que é ≥ 2,6%, os detalhes e discussões sobre tal variação serão
discutidos no item 5.6 adiante.
4.2 Resistência ao impacto Izod com entalhe.
Tabela 6 - Resultados obtidos ensaio de resistência ao impacto.
Corpo de Prova ABS Virgem ABS Formulado
Resistência ao Impacto Izod (kj/m²) 1 46,1 42,5
2 46,3 43,2
3 46,6 43,8
4 46,2 43,1
5 46,2 43,1
6 46,1 43,3
7 46,0 42,2
8 46,4 43,1
9 46,1 42,4
10 46,3 42,4
Média 46,2 42,9
Desvio Padrão (s) n=10 0,17 0,48
Fonte: O Autor, 2014.

47
De acordo com a Tabela 6 acima o ABS Virgem apresentou uma Resistência ao
Impacto média de 46,2 kj/m², já o ABS Formulado apresentou uma Resistência ao Impacto
médio de 42,9 kj/m², ambos estão dentro da especificação fornecida em boletim técnico do
fornecedor que é ≥ 42 MPa, os detalhes e discussões sobre tal variação serão discutidos no
item 5.6 adiante.
4.3 Temperatura de distorção térmica HDT
Tabela 7 - Resultados obtidos ensaio de temperatura de distorção térmica HDT.
Corpo de Prova ABS Virgem ABS Formulado
HDT (°C) 1 99,2 97,6
2 99,1 97,7
3 99,2 97,5
4 99,1 97,3
5 99,2 97,3
6 99,3 97,4
Média 99,2 97,5
Desvio Padrão (s) n=6 0,07 0,15
Fonte: O Autor, 2014.
De acordo com a Tabela 7 acima o ABS Virgem apresentou uma Temperatura de
distorção Térmica média de 99,2°C, já o ABS Formulado apresentou uma Temperatura de
distorção Térmica média de 97,5°C, ambos estão dentro da especificação fornecida em
boletim técnico do fornecedor que é ≥ 97°C, os detalhes e discussões sobre tal variação serão
discutidos no item 5.6 adiante.

48
4.4 Índice de fluidez
Tabela 8 - Resultados obtidos ensaio de índice de fluidez.
Corpo de Prova ABS Virgem ABS Formulado
Índice de fluidez (g/10 minutos) 1 3,2 5,2
2 3,3 5,3
3 3,2 5,5
4 3,2 5,4
5 3,1 5,3
6 3,3 5,2
Média 3,2 5,3
Desvio Padrão (s) n=6 0,07 0,11
Fonte: O Autor, 2014.
De acordo com a Tabela 8 acima o ABS Virgem apresentou um Índice de Fluidez
médio de 3,2 g/10 minutos, já o ABS Formulado apresentou um Índice de Fluidez médio de
5,3 g/10 minutos, ambos estão dentro da especificação fornecida em boletim técnico do
fornecedor que é de 3 a 6 g/10 minutos, os detalhes e discussões sobre tal variação serão
discutidos no item 5.6 adiante.
4.5 Densidade
Tabela 9 - Resultados obtidos ensaio de densidade.
Corpo de Prova ABS Virgem ABS Formulado
Densidade (g/cm³) 1 1,043 1,052
2 1,044 1,050
3 1,046 1,051
4 1,045 1,045
5 1,047 1,049
6 1,048 1,047
Média 1,046 1,049
Desvio Padrão (s) n=6 0,002 0,003
Fonte: O Autor, 2014.

49
De acordo com a Tabela 9 acima o ABS Virgem apresentou uma Densidade média de
1,046 g/cm³, já o ABS Formulado apresentou uma Densidade média de 1,049 g/cm³, ambos-
estão dentro da especificação fornecida em boletim técnico do fornecedor que é de 1,04 a 1,06
g/cm³, os detalhes e discussões sobre tal variação serão discutidos no item 5.6 adiante.
4.6 Resumo do resultado encontrado versus a especificação do ABS
Á partir dos resultados obtidos e apresentados nos tópicos 5.1 ao 5.5 acima, realizou-
se um uma análise comparativa avaliando os valores médios obtidos do ABS virgem
(primeiro processamento) e ABS formulado (80% ABS virgem + 20% aparas ABS pós-
industriais) versus a especificação mínima ou variável do fornecedor que é fornecida no
boletim técnico do seu material, este comparativo será demonstrado através da Tabela 10
adiante.
Tabela 10 – Resumo dos resultados das propriedades encontradas versus a especificação do material conforme
boletim técnico.
Propriedade Unidade ABS conforme
Boletim técnico ABS Virgem ABS Formulado
Densidade g/cm³ 1,04 a 1,06 1,046 ± 0,002 1,049 ± 0,003
Resistência à tração MPa ≥ 37 44,2 ± 0,2 37,8 ± 0,5
Alongamento no escoamento % ≥ 2,6 4,46 ± 0,167 2,84 ± 0,230
Resistência ao impacto Izod kj/m² ≥ 42 46,2 ± 0,17 42,9 ± 0,48
HDT °C ≥ 97 99,2 ± 0,07 97,5 ± 0,15
Índice de fluidez g/10 min. 3,0 a 6,0 3,2 ± 0,07 5,3 ± 0,11
Fonte: O Autor, 2014.
Avaliando o comparativo descrito na tabela Tabela 10 acima é possível afirmar que
com a introdução de 20% de material após processamento ao material virgem (80%) teve-se
uma redução das propriedades mecânicas e térmicas e aumento das propriedades físicas como
Densidade e Índice de fluidez.

50
O aumento da fluidez em condições padrão é uma variação indireta da diminuição da
massa molar, ou seja, o MFI é inversamente proporcional a massa molar (DE PAOLI, 2008,
p.152).
Essa redução e aumento podem ser atribuídos a diversos fatores diretamente ligados ao
material e processamento, um dos fatores ligados ao material é o histórico térmico em que o
mesmo foi exposto, pois, o material pós-industrial já foi processado e passou novamente pelo-
processo, fazendo com que o mesmo tenha um longo histórico térmico, ou seja, aquecimento,
processo de transformação, resfriamento, moagem, aquecimento, transformação, resfriamento.
Quanto ao processamento, dentro do processo de extrusão além do aquecimento o material
também é submetido a elevadas pressões e cisalhamento que podem interferir na estrutura do
material, outro ponto que também pode ser levado em consideração é o processo de moagem
que é realizado através de facas metálicas giratórias fazendo com o material tenha certo
aquecimento e exposto a esforços mecânicos que contribuem com a degradação do material.
A variação das propriedades mecânicas fornece evidências indiretas do processo de
degradação, pois muitas vezes não há interesse nas mudanças químicas que estão ocorrendo,
ou não há como detectá-las diretamente (DE PAOLI, 2008, p.154).
De um modo geral, são as modificações químicas e físicas que o material polimérico
sofre durante a degradação que irão afetar a sua resposta aos ensaios mecânicos (DE PAOLI,
2008, p.155).
Uma observação a ser colocada é que as avaliações foram realizadas utilizando um
único lote de material virgem e as aparas pós-industriais foram utilizadas de um único
processamento.
4.7 Redução de custos
Considerando o reaproveitamento de 88 toneladas de aparas pós-industriais geradas
em uma ano, o que significa 20% de reaproveitamento de um total de 440 toneladas de ABS
virgem compradas em um ano, elaborou-se as planilhas abaixo evidenciando o custo com
matéria-prima por ano sem aplicação de aparas pós-industriais Tabela 11 e o custo com
matéria-prima por ano com aplicação de 20% de aparas pós-industriais Tabela 12.

51
Tabela 11 – Custo com matéria-prima por ano sem a aplicação de aparas pós-industriais
Descrição Unidade Custo Unidade Volume
(kg/ano) Custo
A - Compra ABS Virgem kg 8,90 R$ 440.000,00 3.916.000,00
B - Venda Apara pós-
industriais kg 0,95 R$ 88.000,00 -83.600,00
Custo total (A-B) R$3.832.400,00
Fonte: O Autor, 2014.
De acordo com a Tabela 11 acima o custo com matéria-prima por ano sem a aplicação
de aparas pós-industriais fica em R$ 3.832.400,00 considerando a compra de 440.000,00
kg/ano de ABS virgem e subtraindo o valor de venda de 20% das aparas pós-industriais R$
83.600,00.
Tabela 12 – Custo com matéria-prima por ano com a aplicação de 20% de aparas pós-industriais
Descrição Unidade Custo Unidade Volume
(kg/ano) Custo
A - Compra ABS Virgem kg 8,90 R$ 352.000,00 3.132.800,00
B - Custo para processo de
moagem e embalagem kg 0,60 R$ 88.000,00 52.800,00
Custo total (A+B) 3.185.600,00
Custo total matéria-prima virgem (Tabela 11) 3.832.400,00
Redução de custo gerada ao ano R$ 646.800,0
Fonte: O Autor, 2014.
De acordo com a Tabela 12 acima o custo com matéria-prima por ano com a aplicação
de 20% de aparas pós-industriais fica em R$ 3.185.600,00 considerando a compra de
352.000,00 kg/ano de ABS virgem (80% do volume) e incluindo o custo do processo de
moagem que ficou em R$ 52.800,00 por ano ou R$ 0,60/kg.
Comparando os custos finais com a inclusão de 20% de aparas pós-industriais é
possível obter um lucro anual de R$ 646.800,00.

52
5 CONCLUSÃO
Em função das altas produções em países industrializados é primordial que as
indústrias contribuam com o processo de reciclagem de materiais, seja uma contribuição
direta: reciclando os seus próprios resíduos ou até mesmo uma contribuição indireta:
separando os seus resíduos de forma correta para que empresas especializadas possam dar o
devido destino a esses materiais, com objetivo de retornar de alguma forma para fabricação do
próprio produto ou até mesmo subprodutos, assim amenizando o consumo excessivo e
descontrolado de matérias-primas, que consequentemente irão refletir diretamente em mão de
obra, custos, desperdícios, poluição e energia.
O objetivo deste trabalho foi a identificação das possíveis alterações de propriedades
do ABS após o processo de reciclagem, especificamente com a inclusão de 20% de aparas
pós-industrial junto a 80% de material virgem.
Os materiais termoplásticos em geral podem sofrer alterações consideráveis em sua
estrutura em função ao processo contínuo de transformação como a extrusão, moagem e
processos físicos e mecânicos provenientes do processo de reciclagem.
Avaliando as informações contidas na Tabela 10 é possível evidenciar as alterações de
propriedades entre o material virgem (primeiro processamento) e o material formulado (80%
de material virgem + 20% aparas pós-industriais), as variações encontradas ocorreram em
função da inserção dos 20% de aparas pós-industriais, visto que esse material já foi submetido
a todas as etapas do processo necessárias para a fabricação do produto, ou seja, o material
moído carrega contigo todo o histórico térmico do processo fazendo com que o mesmo tenha
alterações em sua estrutura ocasionando tais variáveis.
Através dos resultados obtidos nos ensaios é possível concluir que o material gerado
no processo (aparas pós-industriais) pode ser reaproveitado no percentual e condições
definidas neste estudo, pois aplicando 20% de material reciclado ao material virgem ocorrem
alterações, porém as propriedades se mantiveram dentro das faixas indicadas pelo fornecedor
de ABS, o que nos indica que o material está apto para ser aplicado em suas peças de origem.
Vale ressaltar que as analises foram realizadas considerando um único lote e um único
reprocessamento para um estudo mais complexo deve-se realizar avaliações abrangendo-

53
diversos lotes e aparas pós-industriais com mais de um reprocessamentos obtendo através de
estudos estatísticos quais serão os valores mínimos e máximos para cada propriedade para que
o material mantenha a sua performance e assim proporcionado a prática da sustentabilidade e
competitividade através do reaproveitamento.
Quanto à parte econômica do estudo é possível observar através da Tabela 12 o ganho
a ser gerado em função da aplicação de 20% de aparas pós-industriais ao material virgem, de
acordo com os cálculos e valores apresentados é possível obter um lucro em função da
aplicação em questão de R$ 646.800,00 ao ano, o que representa uma redução de custo de
16,87% que pode ser classificado como um de redução de custos considerável.

54
REVISÃO BIBLIOGRÁFICA
CÂNDIDO, Luiz Henrique Alves. Estudo do ciclo de reciclagem de materiais em blendas
Acrilonitrila-Butadieno-Estireno / Policarbonato. Porto Alegre: 2011.
Disponível em: http://www.lume.ufrgs.br/handle/10183/32618
Acesso em: 24/05/2014
CANEVAROLO Jr., Sebastião Vicente. Ciência dos polímeros. 2ed. São Paulo: Artliber,
2006.
CANEVAROLO Jr., Sebastião Vicente. Técnicas de caracterização de polímeros. São
Paulo: Artliber, 2007.
CALLISTER Jr., William D. Ciência e engenharia de materiais uma introdução.
Tradução por Sérgio Murilo Stamile Soares. 7ed. Rio de Janeiro: LTC 2008.
DE PAOLI, Marco Aurélio. Degradação e estabilização de polímeros. 2ed. on-line São
Paulo: Chemkeys 2008.
INTERNATIONAL ORGANIZATION FOR STANDARDIZATION . ISO 1133. Plastics
Determination of the melt mass-flow rate (MFR) and the melt flow rate (MVR) of
thermoplastics. 4ed. 2005.
INTERNATIONAL ORGANIZATION FOR STANDARDIZATION . ISO 1183-1. Plastics
Methods for determining the density of non-cellular plastics. 2ed. 2012.
INTERNATIONAL ORGANIZATION FOR STANDARDIZATION . ISO 180. Plastics
Determination of Izod impact strength. 3ed. 2000.
INTERNATIONAL ORGANIZATION FOR STANDARDIZATION . ISO 75-2. Plastics
Determination of temperature of deflection under load – Part2: Plastics and ebonite. 2ed.
2004.

55
INTERNATIONAL ORGANIZATION FOR STANDARDIZATION . ISO 527-2. Plastics
Determination of tensile properties – Part2: Test conditions for moulding and extrusion
plastics. 2ed. 2012.
MANRICH, Silvio. Processamento de termoplásticos rosca única, extrusão & matrizes,
injeção & moldes. 1ed. São Paulo: Artliber, 2005.
SIMIELLI, Edson Roberto. Plásticos de engenharia principais tipos e sua moldagem por
injeção. 1ed. São Paulo: Artliber 2010.
WIEBECK, Hélio. Plásticos de engenharia tecnologias e aplicações.1ed. São Paulo:
Artliber, 2012.