Embed Size (px)
Citation preview

1
Experimentos em afiação de facas
John D. Verhoeven Emeritus Professor
Department of Materials Science and Engineering Iowa State University
Ames, IA Traduzido por Arnaldo Gonçalves ( Manolita ) à pedido de Marcos Cabete em outubro de 2006.
Introdução Experimentos com o equipamento de afiação de facas Tru Hone Experimentos com aços Afiação manual com pedras lisas e tiras de couro Experimentos com o equipamento Tormek Experimentos com rodas de polimento Experimentos com aços carbono Experimentos com polimento de compostos diamantados Sumário e conclusões Referencias Apêndice 1- Medição de ângulos de arestas com um dispositivo a laser Apêndice 2-O equipamento de afiação Tormek Apêndice 3-O equipamento de afiação Tru Hone

2
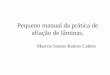
Introdução Este relatório relata os resultados de uma série de testes feitos considerando vários aspectos na afiação de facas. É dividido em seções devotadas a cada aspecto. Cada seção se encerra com um conjunto de conclusões e um Sumário destas conclusões é apresentado no final deste relatório. Este trabalho se concentrou na avaliação da efetividade de várias técnicas de afiação de facas, examinando as arestas afiadas das facas em um microscópio de varredura de elétrons (SEM-Scanning Electron Microscope). Aprende-se muito examinando a aresta da faca afiada com uma lupa de aumento ou um microscópio ótico, particularmente com o microscópio convencional. Entretanto, o microscópio ótico apresenta uma severa limitação. A profundidade do seu campo torna-se extremamente pequena quando mais se aumenta a sua magnitude. Devido à curvatura inerente da aresta afiada da faca, as imagens óticas perdem a sua utilidade em magnitudes por volta de 50x ou mais. O SEM contorna esta dificuldade. Uma de suas características é que a profundidade do campo é muito melhor que o microscópio ótico, da ordem de 300x. Assim, o SEM é capaz de fornecer imagens claras da aresta de facas afiadas em magnitudes de até 10000 x. Formação de rebarbas A Figura 1 mostra três imagens geradas pelo SEM, da região da aresta da lâmina de um barbeador comercial de aço inoxidável. A lâmina tinha uma espessura de 0,027”(0,68 mm) e uma dureza Rockwell (HRC=60). Na imagem de topo a lâmina é orientada no SEM para produzir uma imagem que vê a aresta da lâmina por cima, isto é, a aresta é orientada a um ângulo reto em relação à linha da visão. As duas imagens inferiores vêem a lâmina apoiadas em cada um dos seus lados, denominados face Superior (Up face) e face inferior (Down face). As faces superior e inferior são identificadas na vista da imagem de topo. Em todas as imagens a aresta foi girada para se posicionar na diagonal da imagem, maximizando assim o comprimento da aresta mostrada.. A linha horizontal logo abaixo da indicação de 10 microns fornece o comprimento da lâmina. (25 microns=0,001”). A imagem da aresta foi tirada com uma ampliação de 600x e as duas vistas laterais a 2000x. Este jogo de imagens ilustra um fato importante sobre a

3
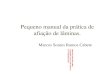
qualidade das arestas de facas no SEM. Se examinarmos somente a face superior da lâmina pode parecer que a aresta estava excelente, muito lisa ao longo de seu comprimento sem rebarbas significativas. Entretanto, o lado reverso da lâmina, a face Down (inferior), revela uma rebarba significativa.. Portanto, para se caracterizar a geometria da aresta com o SEM deve-se observar ambas as faces da lâmina , assim como a vista da aresta de um ângulo reto ,que fornece a medição da espessura da aresta de corte. A Figura 2 mostra as vistas esquemáticas da seção transversal das arestas de corte. Os croquis superiores (A) superpõem-se às linhas pontilhadas que definem um ponto afiado da aresta. Se a afiação for perfeita, sem rebarbas ou arredondamentos na aresta, deverá mostrar este formato. As vistas das arestas obtidas pelo SEM mostram a aparência na parte inferior da Figura 2 e permitem medir a espessura da aresta, denominada de EW (edge width-largura da aresta). A vista da aresta na Figura 1 mostra que o valor de EW varia ao longo da lâmina e o valor próximo do centro da imagem é identificado pela cota EW. Para este autor, dois mecanismos geram a formação de rebarbas ao longo da aresta durante o processo de afiação. (1) Depósito de cavacos O polimento e o desbaste
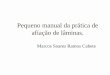
nas faces metálicas da lâmina durante a afiação produzem uma ação abrasiva de polimento. Pode-se imaginar esta ação como milhares de partículas abrasivas que se movem ao longo da superfície removendo cavacos (partículas de metal), que se encontram em sua trajetória. Se a direção da abrasão tiver a direção A na Figura 3 ,então os cavacos serão depositados ao longo da aresta na face oposta à face sendo trabalhada.Se a direção de abrasão tiver a direção I na Figura 3 ,não se espera o acúmulo de cavacos ao longo da aresta pois neste caso são arrastados para longe da mesma.Entretanto,como será visto posteriormente ,existe um acúmulo de cavacos pela abrasão na direção I ,embora em menor extensão.Deve existir um sutil mecanismo de deposito de cavacos ao longo da aresta,talvez envolvendo algum tipo de redemoinho reverso na aresta.
(2) Tombamento do fio de corte A largura da lâmina na aresta de corte e logo abaixo é extremamente fina. Assim, a força contra a aresta, pelo meio abrasivo, irá acarretar grandes tensões, força por unidade de área, na mesma, que podem levar a um fluxo de deformação plástica (tombamento do fio).

4
(nota: pequenos relevos paralelos à aresta, como os dois mostrados na face Up da Figura 1, resultam de um pequeno fluxo de deformação na mesma não observados a olho nu). A combinação do tombamento do fio e do acúmulo das partículas forma um cavaco no lado da aresta localizado no lado oposto ao do meio abrasivo. Os cavacos que dobram em volta da aresta podem ser chamados de “cavacos tombados” e têm uma variedade de formatos como os dois exemplos mostrados na Figura 2(B). Os cavacos das arestas na Figura 2(A) mostram pouco sobremetal e aparentemente são arestas que foram simplesmente arredondadas durante a afiação.Entretanto ,tais arestas imperfeitas serão chamadas aqui de “cavacos de aresta”,para indicar um tipo de aresta formada pela afiação que difere de uma aresta com “fio tombado”. Livros que discutem a afiação de lâminas de aço [1-3, ver página] consistentemente recomendam a detecção de “fios tombados” como um guia para uma técnica de boa afiação. A formação de um cavaco uniforme ao longo da aresta afiada indica que a face afiada se estendeu uniformemente sobre toda a aresta. A formação do cavaco é facilmente detectada por um olho bem treinado ou pelo uso da unha dos dedos e serve como um bom guia para determinar quando virar a lâmina e desbastar a face oposta.
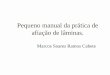
Ângulos de afiação – Muitas facas são afiadas usando dois ângulos distintos de afiação, conforme ilustrado na Figura 4. O ângulo de afiação para a face maior é chamado de alfa, a, e o ângulo final da aresta da faca é chamado de beta, ß. Para a afiação de talhadeiras (cinzel) é comum usar somente o ângulo de afiação a.Muitas facas são afiadas com uma aresta simétrica, que significa que a afiação com o uso de um rebolo, ou de uma pedra lisa, é feita com a troca intercalada dos lados da lâmina. Assim, o ângulo final formado na aresta da lâmina é duas vezes ß,ou 2ß.A menos que se utilize um dispositivo para assegurar os ângulos de afiação, é necessária muita habilidade manual para manter os ângulos de afiação constantes. Os especialistas em afiação de facas [2} ensinam que a manutenção de um ângulo de afiação constante é um dos mais importantes requisitos para a produção de facas e ferramentas afiadas.Neste estudo todas as afiações foram feitas com o uso de um dispositivo para manter o ângulo de afiação constante. Além disso, foram utilizados dois tipos de equipamentos nos quais o ângulo de afiação é automaticamente mantido constante. Na ausência de rebarbas, a força necessária para pressionar o material é dependente dos ângulos de afiação e da espessura da lâmina. A força é reduzida na medida em que os ângulos de afiação e a espessura da lâmina diminuem. Estes fatores poderiam indicar que se deseja manter o menor ângulo de afiação possível e a menor espessura de lâmina

5
possível.Entretanto, existe um fator contraditório que deve ser considerado.Quando a espessura da lâmina e o ângulo de afiação diminuem ,aumentam em contrapartida as tensões mecânicas (força por unidade de área) na região da aresta da lâmina na operação de corte.Isto pode levar à deformações ,isto é, dobramento localizado ( tombamento), na aresta de corte.Assim, é necessário se estabelecer um compromisso, e os ângulos de afiação e a espessura da lâmina são menores em ferramentas de corte para materiais macios do que aquelas usadas para materiais mais duros ou para operações de corte não delicadas como de um facão ou machado. A Tabela I mostra alguns ângulos aproximados usados para várias aplicações. Não aparece haver nenhuma publicação com uma regra rígida e rápida de um ângulo exato para cada aplicação. Por exemplo, Leonard [1] recomenda que o ângulo 2ß para facas usadas para aplicações como, cortar cordas, apontar estacas de barracas, seja no mínimo 25º e preferivelmente 30º. Se utilizada para escalpelamento (skinning) e filetamento um ângulo de 15º seria adequado. O autor observou que um ângulo 2ß de 10º-12º em uma faca de uso normal de cozinha com Rc= 60 leva a uma rápida deterioração da aresta de corte. Valores de 20 a 30º são mais aceitáveis. Tabela 1-Alguns ângulos aproximados de aresta
Outro fator de interesse é o efeito do ângulo final da aresta, 2ß, nas características da afiação. Quando 2ß torna-se muito pequeno, como na faixa de 10 a 15º, a força aplicada contra o rebolo, roda de desbaste ou de polimento, pode produzir tensões suficientes (força por unidade de área) na região da aresta para causar não somente o dobramento da aresta (tombamento do fio), como também a sua fratura. O tombamento do fio irá aumentar a formação de rebarbas, enquanto a fratura irá produzir o desprendimento de lascas ou trincas na aresta. Este ultimo problema torna-se mais evidente em lâminas com dureza extremamente alta,como as lâminas japonesas que contem uma tira central de alto teor de carbono na faixa de 64-65 HRC. Os aços nesta faixa de dureza recebem pouco ou nenhum alívio de tensões (revenimento) após a tempera e são extremamente quebradiços. Tais arestas são facilmente lascadas durante a afiação. Neste trabalho os ângulos de afiação foram medidos em algumas lâminas cortando-as transversalmente, montando e polindo-as usando os métodos padrão de metalografia. Os ângulos da aresta foram então medidos com microscópio de alta ampliação, escaneados para um computador e medidos com um software de computação gráfica. Na maioria das lâminas,entretanto, os ângulos foram medidos com um feixe de luz laser.O feixe é direcionado para a aresta de corte e da posição dos pontos do feixe defletida de ambos os
Lâmina 2a 2ß Lâminas para barbear (*) 11-12º 15-19º
Facas para cozinha (*) e facas para filetamento
3-10º 20-30º
Facas utilitárias 13-20º 30º Facas de impacto [1] 30-60º
Cinzéis para madeira [3] a =20-25º ß = 25-30º

6
lados das arestas se medem os ângulos.A Cutlery &Allied Trades Research Association,CATRA, de Sheffield Inglaterra fabrica um dispositivo comercial muito bom para medição dos ângulos de arestas chamados de goniômetros a laser.Neste trabalho foi construído um dispositivo caseiro conforme descrição no Apêndice I. Este forneceu medições de 2a e 2ß que coincidiram com os valores metalográficos dentro de +/- ½ º. Materiais de facas estudados – A maioria dos experimentos fo i feita com lâminas de navalha de aço inoxidável usados na indústria de empacotamento de carne. As lâminas são fabricadas em aço inoxidável Udeholm AEB-L e tratadas com uma dureza de 60 HRC. A Figura 5 mostra a vista seccionada das lâminas.As lâminas foram fornecidas com afiação conforme a geometria mostrada à esquerda na Figura 5 e definidas como extremidade de aresta T. O ângulo a é 17º e os ângulos ß1 e ß2 são ambos 22º dando um total de 2ß igual a 44º.As lâminas foram fornecidas com comprimento de 3,8” (96,52 mm). A Figura 1 foi confeccionada de acordo com uma das lâminas recebidas.. Em alguns experimentos foi desbastada uma aresta simétrica no lado aposto da aresta T , identificado na Figura 5 como extremidade de aresta A. Alguns experimentos foram feitos em lâminas de aço carbono tendo a geometria da seção transversal conforme a Figura 6.
As lâminas foram preparadas pelo fabricante de facas Benchmade onde as faces a foram desbastadas em máquina. O ângulo de aresta final 2ß foi desbastado aqui conforme descrito. Estas extremidades de arestas serão denominadas como extremidade B conforme a esquerda na Figura 6. Três diferentes aços carbono foram estudados conforme a lista na Tabela 2. Os aços foram tratados termicamente com a dureza mostrada na referida tabela por tempera e revenimento antes do desbaste feito pela Benchmade. Máquinas de afiação – Além das pedras manuais de afiação padrão com o auxílio de um dispositivo para manter um ângulo de aresta constante,

7
foram utilizadas duas diferentes máquinas para preparar as arestas afiadas. A operação destas máquinas e os métodos desenvolvidos para ajustar os ângulos de afiação de cada uma delas são descritas nos Apêndices 2 e 3. Padrões para lâminas de navalha
Dois tipos de lâminas de navalha foram utilizados para estabelecer um padrão que pudesse comparar as lâminas produzidas nestes experimentos. A primeira foi uma lâmina Gillette de aço inox de arestas de corte duplas produzida no início dos anos 80, quando as lâminas de aresta duplas eram ainda usadas em barbeadores descartáveis. A Figura 7 mostra a micrografia SEM desta lâmina nas três orientações discutidas na Figura I. A análise da largura da aresta (EW) foi feita em três pontos aleatórios da aresta em ampliações de 3000 a 10000x e os valores de EW variaram entre 0,35 e 0,45 microns (µm). As setas na vista da aresta no topo da Figura 7 ilustram esta faixa. (Nota: O equipamento SEM mostra uma linha nas micrografias do tamanho correspondente a ampliação. Por exemplo, o texto vertical na Vista da Aresta mostra uma linha à esquerda de x3000. Verticalmente acima de x300 observa-se 10 µm, que especifica que a linha vertical tem comprimento de 10 microns. A marca 10 µm à esquerda de x3000 foi adicionada pelo autor, mas nas micrografias futuras esta marcação será omitida uma vez que pode ser encontrada verticalmente acima do valor x). As duas vistas da face tem uma linha reta superposta a direita da aresta afiada para permitir uma medição da planicidade da aresta. O ângulo da aresta, 2ß, foi medido com o dispositivo a laser no Apêndice I com 17º e o ângulo da face 2a com 12º. Estes valores coincidem com aqueles divulgados pelas lâminas de navalha Wilkinson em 1978 [4]. Embora aquela publicação reporte valores de EW mais finos ,os valores medidos por este autor (0,3 µm)no microscópio SEM são próximos.(Nota: Para mudar entre as três vistas no SEM é necessário remover a lâmina do posicionador e reorientá-la. Foi feita uma pequena marca próxima a aresta como marca de referência.Isto permitiu localizar as três marcas na mesma região ao longo da aresta,mas não exatamente no mesmo ponto.Isto significa que as faces Superior e Inferior da Figura 7 se localizam próximo,mas não exatamente nas faces Superior e Inferior na Vista da Aresta(Topo).Portanto, nas fotos SEM as rebarbas observadas nas três diferentes vistas não serão necessariamente as mesmas).
Mr. Willian Dauksch tem usado uma navalha reta há décadas. A lâmina é de aço inox fabricada pela Solingen Co. na Alemanha. Conforme mostrado na vista na Figura 8 a lâmina tem uma superfície desbastada vazada (hollow) de navalhas retas, que asseguram que a afiação com correia de couro irá manter a superfície da aresta em um ângulo de abrasão constante com a superfície da correia. Conforme mostrado na figura a lâmina Solingen irá automaticamente se afiar para gerar um ângulo 2ß na aresta com 17º.
Após a afiação com a correia de couro a amostra foi levada ao SEM e apresentou-se como na Figura 9. As medições da largura da aresta tiveram uma média de 0,4 µm, que era essencialmente a mesma encontrada na lâmina da Gillete na Figura 7. As duas vistas da face

8
mostram que a planicidade ao longo da aresta está excelente, muito similar à lâmina Gillette. Entretanto, existe uma pequena aspereza na navalha reta, que aparece mais claramente nas fotos de maior ampliação,não mostradas aqui.É interessante que ambas as lâminas tem um ângulo de aresta 2ß de 17º. Estas duas lâminas serão usadas aqui como padrão para comparação com as lâminas afiadas neste estudo, com relação a: (1) largura da aresta, (2) planicidade ao longo da aresta, (3) aspereza ao longo da aresta, e (4) suavidade na superfície da face.
Experimentos com a máquina de afiação de facas Tru Hone O Apêndice 3 apresenta uma descrição razoavelmente detalhada da máquina de afiação Tru Hone usada nestes experimentos. As lâminas de aço inox foram afiadas em grupos de 4 usando um posicionador/fixador especial mostrado na Figura A10. Este garantiu que as lâminas fossem mantidas verticalmente entre os jogos de rodas de afiação e que a pressão para baixo pudesse ser mantida essencialmente constante nas 4 lâminas. O botão de controle da velocidade é calibrado de S=1 a 10(do mais lento ao mais rápido). O procedimento geral usado foi passar as lâminas para frente e para trás com a maior velocidade, de 5 a 10 vezes com uma leve pressão manual. Para o acabamento com a menor velocidade possível, com 1 a 2 passes com o peso da lâmina somente para frente e para trás. O ângulo de afiação foi ajustado para os valores desejados usando o procedimento descrito no Apêndice 3. A menos que especificado de outra maneira o trabalho foi feito simplesmente reafiando a extremidade T das lâminas, mostrado na Figura 5, para um ângulo 2ß de 39-41º. As lâminas desbastadas com rebolos de óxido de alumínio com granas 100, 220, 400, e 600 foram feitas a seco. Os rebolos com grana 1000 foram usadas com o uso de água. Estes rebolos parecem ser mais macios que os rebolos de óxido de alumínio, como se as partículas de óxido ficassem presas no material resinado. Eles sempre foram usados após o desbaste com os rebolos de óxido de alumínio com grana 600. O angulo 2ß foi aumentado em poucos graus ( de 38,8 a 41,3º) para garantir que somente a região da extremidade fosse afiada. As Figuras 10 e 12 mostram um jogo de micrografias SEM das lâminas como foram desbastadas. Não aparenta ter uma diferença significativa nas lâminas desbastadas com o rebolo 220 versus 600. Ambas tem rebarbas significativas na aresta desbastada e ambas

9
apresentam arestas ásperas nas vistas das faces acompanhadas de marcas (riscos) abrasivas ao longo das superfícies. O rebolo de grana 1000 produz uma melhoria significativa nas superfícies desbastadas. As vistas das faces mostram riscos de tamanho bem menor devido à ação abrasiva e as arestas se apresentam bem mais suaves. A vista da aresta mostra que uma pequena rebarba distinta ocorre na aresta tendo uma largura de aresta que foi medida em várias lâminas com uma média de 1 a 1,5 microns. Pensou-se que devido aos rebolos da máquina girarem em direção ao fio durante a afiação que as partículas abrasivas fossem arrastadas para fora do fio e, portanto muito pouca rebarba seria formada ao longo da aresta (fio). Este não é claramente o caso, especialmente para as granas 600 e mais grossas. Deve existir algum tipo de mecanismo que deposita partículas ao longo da aresta, mesmo com a rotação em direção ao fio. Talvez envolva partículas que se prendem rebolos e se depositam novamente quando a aresta da lâmina encontra o rebolo novamente. CATRA produz uma máquina de afiação similar à máquina Tru Hone já que emprega a mesma geometria dos rebolos e a orientação das facas conforme mostrado na Figura A11. Esta máquina emprega um sistema de travamento espiral especial nas rodas de desbaste.
A comparação das lâminas desbastadas nestas máquinas com as máquinas Tru Hone, ambas com rebolos de grana 220, não revelaram nenhuma diferença significativa nas imagens SEM conforme a Figura 10.

10

11
A Tru Hone recomenda que o último passo no processo de afiação de facas deve ser feito girando o botão de controle do espaçamento dos rebolos de afiação em uma seqüência específica de marcas coloridas gravadas no próprio botão. Foi determinado de tal maneira que o ângulo 2ß aumenta em incrementos de cerca de 3,5 º em cada um dos últimos dois jogos de passes. Um experimento usando o rebolo de grana 1000 foi feito para examinar o efeito do incremento do ângulo de afiação 2ß no passo final. Um jogo de lâminas de controle foi desbastado no rebolo 600, com um ângulo de aresta 2ß de 38,8 º. Foram então afiados com grana 1000 com um ângulo de aresta 2ß de 41,3 º com a última etapa consistindo de três passes de ida e volta com pressão manual (pressão muito baixa) na mínima velocidade da roda, S=1. A taxa de avanço através das rodas foi estimada em 2 a 3” por segundo. A vista da aresta da lâmina está mostrada à esquerda da Figura 13. Na lâmina no centro da Figura 13 imprimiu-se uma pressão manual a baixas velocidades em idas e voltas com o ângulo 2ß aumentado em 2,2 º. A lâmina à direita na Figura 13 foi feita com passe adicional único com o angulo aumentado em 7,2 º. O exame das micrografias da Figura 13 demonstra algumas coisas interessantes. Primeiro, pode-se observar claramente as regiões ao longo das arestas desbastadas pelo passe final de ida e volta. Este resultado mostra que mesmo um simples passe de ida e volta com baixa pressão remove uma porção significativa da superfície da lâmina.Segundo, a rebarba da aresta produzida pelo pequeno aumento do ângulo2ß aparentemente não se reduz em tamanho.Portanto, aparentemente não existe uma vantagem significativa em um pequeno aumento no ângulo da aresta para o desbaste final. Uma série de experimentos foi feita com o equipamento Tru Hone com o ângulo 2ß reduzido para 30 e 20 º. Quando o ângulo diminui a sobreposição dos rebolos torna-se menor e qualquer não uniformidade no raio da roda causa ondulação para cima e para baixo na aresta da faca quando passa pelo jogo de rodas. As ondulações verticais por sua vez produzem variação no ângulo de desbaste e na retilineidade da aresta. Mesmo com um rebolo “dressado” o ângulo de aresta de 20º foi muito pequeno para gerar uma qualidade de aresta razoável. A

12
30º os resultados foram somente nominalmente aceitáveis. Mas acima de 35º obteve-se bons resultados. Conclusões 1. As rodas de lixa (ou rebolos) de grana 1000 produzem uma superfície muito lisa com pequenas rebarbas ao longo da aresta. A largura da rebarba conforme observada no SEM se apresenta consistentemente na faixa de 1 a 1,5 microns. A formação das rebarbas aparenta ser uma característica inerente a ação de afiação no equipamento Tru Hone. Não pode ser reduzida em tamanho empregando afiações adicionais de baixa pressão e ângulos 2ß ligeiramente maiores. Baixas velocidades parecem ser melhores para uma afiação uniforme, mas a variação das velocidades finais entre 1 e 2 não tiveram um efeito estatisticamente observável na largura da rebarba. 2. As rodas de lixa (ou rebolos) de granas 600 e 200 produziram superfícies que foram difíceis de separar. Em ambos os casos as marcas de abrasão na face foram significativamente maiores e os rebarbas da aresta mais largas e mais enroladas que aquelas observadas na grana 1000. Além disso, as vistas da face das arestas apresentaram-se mais ásperas e menos retas que as tratadas com grana 1000. Entretanto,as arestas produzidas por grana 600 e 200 são bastante finas,com uma largura da aresta na ordem de 2 a 3 microns para a grana 600, e 2 a 4 microns para a grana 200.Do ponto de vista prático, as arestas são bastante afiadas,sendo capazes de cortar os pêlos do braço tão bem quanto as de arestas com a grana 1000. Nenhuma corta pêlos como uma navalha. Isto provavelmente é devido ao menor ângulo da aresta das navalhas que é de 17º (2ß) versus 40 º. 3. A formação ótima das arestas requer concentricidade dos rebolos com o eixo de rotação de tal maneira que não haja movimento da superfície do rebolo durante a rotação. Se existir,tal movimento produz ondulações ao longo do comprimento da aresta.O efeito de ondulação é mais pronunciado quando se usa os rebolos com pequena sobreposição ,típico dos pequenos valores de 2ß.As ondulações observadas neste experimento foram menores em valores de 2ß de 35 a 45 º.Entretanto, para valores de 2ß iguais ou menores de 30º as ondulações tornaram-se muito severas para permitir uma afiação satisfatória. [3] Experimentos com aço Os aços são largamente usados para remover rebarbas após a afiação com pedras. Juranitch [2] apresenta uma boa discussão sobre o uso de aços. Suas principais recomendações são:
(1) Mantenha sempre o ângulo constante durante os passes.
(2) Use uma pressão muito leve e uniforme. (3) Use um aço com superfície suave ao invés
de um aço com acabamento irregular.

13
As experiências com uso do aço foram feitas usando ambos os aparatos com haste de aço liso apresentados na Figura 14. Os afiadores de aço fornecidos pela Tru Hone vêm com uma mola e o ângulo 2ß entre as hastes varia quando se pressiona a aresta da lâmina contra as mesmas. Neste trabalho as hastes de aço foram reguladas com o ângulo 2ß desejado usando um calibrador e fixados naquela posição para garantir um ângulo constante. O aparato “Razor Edge” teve o par de hastes fixado em um ângulo desejado, e primeiro um lado da lâmina foi passado ao longo da haste esquerda e o outro lado ao longo da haste direita. Em ambos os casos tentou-se manter ao máximo as lâminas na posição vertical ao passar pelas hastes. A maioria do trabalho com as hastes de aço foi feita com o afiador Tru Hone, com um experimento final feito com o aparato “Razor Edge” para comparação. Experimentos com lâminas desbastadas com rebolos Tru Hone de grana 1000 Os experimentos iniciais foram feitos com lâminas de aço inoxidável desbastadas em rebolos com grana 1000 no equipamento Tru Hone conforme descrito na seção anterior. Foram estudados três jogos de quatro lâminas e a Figura 12 representa uma destas lâminas. Duas variáveis foram examinadas.
(1) O número de passes nas hastes de aço. Três níveis de passes foram estudados, 15 passes de ida e volta versus 2 de ida e volta, e então com 2 passes de ida e volta.
(2) O efeito do ângulo 2ß regulado para as hastes de aço. A lâmina de controle tinha 2ß= 41,3º e as lâminas afiadas nas hastes de aço usaram valores de 2ß aumentados para a faixa de 45 a 70º.
Foram examinadas 12 lâminas onde se estabeleceu os efeitos das variáveis. As tendências observadas nas micrografias SEM foram razoavelmente consistentes. Consequentemente, os resultados de somente uma das lâminas será apresentado na discussão a seguir. O efeito de se diminuir o número de passes de ida e volta de 15 para 2 pode ser observado comparando as Figuras 15 e 16. O uso de 15 passes de ida e volta foi claramente mais severo. Em todas as lâminas testadas o processo de afiação com aço produziu uma série de riscos paralelos a aresta de corte.Com os 15 passes de ida e volta, estes riscos se estendem mais distante da aresta que com os 2 passes de ida e volta.Também se observou muito comumente o lascamento de saliências ao longo da aresta de corte,conforme mostrado claramente na vista da face superior(Up face) na Figura 15. A vista da aresta de corte, à esquerda, na Figura 15 revela uma região bem onde houve um lascamento da saliência do material. A redução do número de passes para 2 reduziu dramaticamente a densidade das saliências lascadas na aresta de corte, assim como o tamanho destas saliências. Em ambas as faces apresentadas na Figura 16 não se observou lascamento e a retilineidade da aresta é muito boa, não melhor, entretanto que a lâmina original mostrada na Figura 12. A vista da aresta na Figura 16 mostra a região no canto inferior direito onde ocorreu o lascamento. Em regiões onde não ocorreu o lascamento, como no canto superior esquerdo na Figura 16, a largura da aresta se apresenta em torno de 1,5 microns, que é o que foi observado nas lâminas de controle antes da afiação com hastes de aço. As lâminas examinadas após 5 passes apresentaram resultados intermediários entre as de 15 e 2 passes, mas mais próximas daquelas com 2 passes. Em resumo, o efeito do número de passes foi claro, o menor número de passes estudados ,2 passes, produziu as melhores arestas.Entretanto,mesmo neste caso, não se observou uma melhoria em relação as lâminas afiadas com grana 1000 da Figura 12, e algum efeito prejudicial foi encontrado com lascamento ocasional ,conforme ilustrado na Figura 16. Os efeitos de se mudar o ângulo 2ß estão ilustrados comparando a lâmina da Figura 17que tinha 2ß =70º com a Figura 16 onde 2ß =50º. Em ambos os casos se usou passes de 2 idas e

14
voltas.O maior ângulo produziu nitidamente mais lascamento ao longo da aresta,um efeito que foi confirmado com o aumento dos 3 valores estudados,50, 60 e 70º.

15
Experimentos em lâminas afiadas com equipamento Tru Hone com rebolo de grana 600 Uma vez que se deduziu nos estudos com a grana 1000 que a afiação com aço com poucos passes é recomendada para a formação da aresta, os estudos subseqüentes se restringiram ao uso de um ou dois passos. Foi preparado um jogo de 7 lâminas de controle, usando rebolos de óxido de alumínio, com um ângulo 2ß de 38,8º. A Figura 11 apresenta a micrografia SEM de uma destas lâminas antes da afiação por hastes de aço. Foi feita a afiação nos equipamentos com valores 2ß de 50.60 e 70º e as micrografias SEM das lâminas de 50 e 70º são mostradas nas Figuras 18 e 19, respectivamente. Comparando a Figura 18 com a lâmina da Figura 11 pode se observar uma melhoria dramática na retilineidade e aspereza da aresta em ambas as faces. A vista de topo da aresta mostra uma largura da aresta da ordem de 1,5 a 2 microns. O aumento dos ângulos de 50,60 e 70º não têm muito efeito na retilineidade, aspereza, ou largura da aresta de corte, como foi encontrado nas granas 1000, comparando as Figuras 18 e 19. A Figura 19 mostra uma rebarba relativamente grande produzida pela grana 600 que envolveu (envelopou) e se achatou em um dos lados da aresta pela ação da afiação com hastes de aço. Comparando as duas vistas da face pode se observar a rebarba que envolveu e se achatou na vista da face superior(Up face) no centro da figura. Na Figura 18 o efeito é menos visível, mas a rebarba remanescente pousa sobre a face inferior da lâmina. O principal efeito observado em aumentar o ângulo 2ß foi um pequeno aumento na largura da aresta.

16
Duas das lâminas desbastadas com grana 600 foram afiadas com o aparato de afiação Razor Edge mostrado na Figura 14 com ângulos de 50,60 e 70º e os resultados são apresentados na Figura 20. Neste caso as lâminas foram passadas pelas hastes de aço com somente um passe em uma direção. As lâminas da Figura 18 e 19 foram passadas 2 idas e voltas sobre o aparato de afiação Tru Hone, assim cada lado passou quatro vezes sobre a superfície de afiação, dois em uma direção e dois em outra. Esta diferença no processo de afiação aparentemente produz um efeito diferente no “envelopamento” da rebarba remanescente ao longo da aresta da lâmina afiada. A rebarba remanescente na Figura 20 apresentou “envelopamento e compactação” não tão severos quanto como foram encontrados com o equipamento Tru Hone. Este mesmo resultado foi aparente nas lâminas 70º feitas com o aparato Razor Edge não mostrado aqui.Portanto, os experimentos feitos aqui com o aparato Razor Edge não gera subsídios para se decidir sobre os méritos relativos entre usar a afiação cruzada versus as hastes separadas de aço.É provável que ambos os métodos produzam os mesmos resultados de “envelopamento e compactação” da rebarba se cada um empregar o mesmo número de passes. O que os experimentos Razor Edge verificam é que a afiação por hastes de aço

17
realmente “envelopa” a rebarba em um dos lados da lâmina. Provavelmente o lado para o qual a rebarba irá tombar é definido pela primeira haste que contacta a aresta de corte neste processo de afiação.A única diferença significante nos dois processos ,fora a facilidade de uso, é o intervalo de tempo entre contato com as hastes nas faces direita e esquerda da lâmina.
Conclusões
1. Estes experimentos confirmam a recomendação de Juranitch [2] que a formação ótima da aresta no processo de afiação com aço requer somente poucos passes com baixa pressão. O uso de mais de 2 passes de ida e volta levou a uma aspereza da aresta de corte devido ao lascamento de saliências ao longo da mesma.
2. O processo de afiação com aço não oferece uma melhoria na qualidade da aresta de corte com respeito à retilineidade da aresta, aspereza ou largura sobre aquela obtida com grana 1000 no equipamento Tru Hone, e é levemente prejudicial.
3. Com rebolos de grana 600 de óxido de alumínio (e presumivelmente mais grossas) a afiação produz uma melhoria dramática na aspereza e retilineidade e uma pequena melhoria na largura da aresta de 2 -3 microns a 1,5 -2 microns.
4. As micrografias SEM mostram que a ação de afiação com aço nas lâminas desbastadas com grana 600 é responsável pelo “envelopamento” da rebarba formada pela lixa em um dos lados da aresta deformando-a contra a face. O resultado é uma aresta ligeiramente mais reta com uma redução na aspereza das faces a uma largura da aresta mais uniforme e levemente mais finas.
5. Com as lâminas afiadas com grana 600 não foi observado um efeito significativo em mudar o ângulo de aresta de afiação com aço de 50 para 70º em lâminas desbastadas com um ângulo de 39º.
6. O trabalho nas lâminas de grana 1000 que apresentaram lascamento com o aumento do número de passes apresenta forte evidência que a aresta de uma lâmina é muito susceptível a fraturas, assim como a deformação plástica no processo de afiação com hastes de aço. Esta conclusão é bastante razoável quando se percebe como é fina a aresta de corte da lâmina.
7. Todas as lâminas estudadas aqui tinham um ângulo 2ß próximo de 40º. Nas lâminas onde o ângulo da aresta é reduzido para valores menores, como 20 ou 30 º, as tensões criadas pelo processo de afiação com aço na aresta será mais alta devido às larguras da

18
aresta mais finas abaixo da aresta principal. É provável que para evitar a fratura da aresta ao longo da aresta nestes casos seria necessário somente alguns passes muito leves, com um ângulo 2ß de não mais de 10º acima do ângulo da aresta conforme desbastada.
8. É provável que a dureza das lâminas tenha um efeito significativo na ocorrência de lascamentos da aresta durante a afiação com aço. Durezas com 60 HRC podem aumentar a ocorrência de lascamentos acima do que foi encontrado aqui e valores abaixo de 60 HRC podem reduzir a sua ocorrência.
[4] Afiação manual com pedras planas e tiras de couro Todos os experimentos foram feitos com lâminas de aço inoxidável conforme a Figura 5 com a extremidade T reafiada no equipamento Tru Hone usando rebolos com grana 600 ou 1000. Este processo,já descrito anteriormente produziu um ângulo 2ß de essencialmente 39º nos rebolos de grana 600 e 41º para os rebolos de grana 1000.As lâminas foram afiadas a mão conforme os meios descritos abaixo com a ajuda de um fixador de afiação Razor Edge conforme a Figura 21. O valor do ângulo 2ß foi controlado ajustando a distância da lâmina estendida dentro do fixador. O valor foi medido com um transferidor e verificado nas lâminas com o dispositivo a laser descrito no Apêndice 1.O fixador Razor Edge foi ajustado para produzir um ângulo 2ß de 48º ,gerando um ângulo de aresta 9º maior que os ângulos conforme desbastados no rebolo de grana 600 e 7º maiores que as no rebolo com grana 1000.Este aumento em 2ß assegurou que a ação de afiação manual ocorreu uniformemente ao longo da aresta de corte das lâminas desbastadas. Após algumas experimentações adotou-se o método de afiação manual mostrado na Figura 22. Foi usado um ciclo de 4 passes alternados. No primeiro passe a lâmina desliza contra a pedra ou a tira de couro á direita com a orientação A. Gira-se então o fixador no lado oposto da lâmina com a orientação B para a direita. Repete-se então o procedimento com as orientações C e D com os passes agora na direção à esquerda. Este procedimento alternou a ação abrasiva entre os lados opostos das faces e em cada face produziu abrasão em direções alternadas. Em todos os casos para a afiação com a tira de couro o passe moveu a lâmina a favor da aresta, direção A na Figura 3. Para a afiação manual com pedras, entretanto, a direção dos passes em relação à aresta da lâmina, ambas as direções A ou I da Figura 3, variaram conforme discussão abaixo. Experimentos feitos na afiação com pedras Vários experimentos foram feitos com as lâminas de aço inoxidável afiadas com as seguintes pedras e rebolo de diamante:

19
1. Suehiro Deluxe 6000-3, uma pedra d´agua com grana 6000. 2. Kitayama Super Polish Stone, uma pedra d´agua de grana 8000. 3. Ultra fine hone da Razor Edge, uma pedra a seco. 4. DMT SuperHone Kit, um afiador de diamante.
As duas primeiras pedras são japonesas e foram utilizadas com água após o uso da pedra Nagura seguindo as recomendações fornecidas. A 3º pedra é uma pedra cerâmica usada a seco conforme recomendação do fornecedor Razor Edge. O afiador de diamante é do tipo com diamantes incrustados em uma matriz de níquel em uma placa perfurada de aço. Pedras japonesas seguidas de assentamento com tira de couro Aproximadamente 10 lâminas de cada foram afiadas nas pedras d´agua de grana 6000 e 8000. Metade em lâminas preparadas no rebolo de grana 600 Tru Hone e a outra metade em rebolos com grana 1000.A menos que especificado ao contrário o procedimento usado foi 10 ciclos de 4 passes.Observou-se este número de passes desbastou as arestas obtidas na afiação preliminar de tal maneira que todas as rebarbas originais desapareceram.Consequentemente ,os resultados obtidos pelas pedras foram independentes da afiação inicial, tanto com grana 600 como 1000.Os experimentos iniciais usaram 10 ou 4 passes com quatro ciclos cada.Observou-se que o tratamento de 4 ciclos não foi adequado para assegurar que as rebarbas remanescentes do desbaste inicial pudessem ser removidas. O propósito destes experimentos foi caracterizar a natureza das arestas produzidas com as pedras d´agua de afiação e então examinar os efeitos do assentamento com couro sobre a qualidade da aresta. A opinião do autor no início dos experimentos que uma tira de couro limpo poderia conter níveis suficientes de abrasivos naturais adequados para produzir melhorias significativas na qualidade da aresta. Portanto inicialmente os experimentos foram feitos com tiras de couro limpo. Em seguida foi experimentado a adição de uma fina camada de composto de polimento.O composto usado aqui foi o Micro Fine Honing Compound ,fornrcido sob a forma de uma barra de cera impregnada com a cor verde.O abrasivo da barra de cera é o óxido de cromo de 0,5 microns.A menos que especificado este foi o composto utilizado nos experimentos subseqüentes.A maioria dos experimentos usou uma tira de couro comercial , a Butz Strop, que foi fornecida fixada em uma tábua de madeira.Entretanto,os experimentos iniciais foram feitos com tiras de couro limpo comprados em uma loja de reparos de calçados e coladas em uma placa de madeira.Foram obtidos resultados similares usando as faces macia ou dura do couro, assim como com a tira Butz. A Figura 23 mostra imagens SEM de uma lâmina desbastada com grana 1000 e afiada com pedra d´agua e grana 6000. O processo de afiação utilizou 10 sessões do ciclo de 4 passes com uma pequena pressão descendente e com a direção de movimento da lâmina na superfície da pedra pela aresta de corte.As duas vistas com uma ampliação de 800x mostra que o processo de afiação removeu metal de uma região uniformemente fina ao longo da aresta de corte desbastada . A vista de topo da lâmina mostra que a pedra d´agua de afiação produziu uma rebarba fina ao longo da aresta com uma largura de aresta da ordem e 0,5 microns.

20
A Figura 24 mostra micrografias da lâmina da Figura 23 após ter sido o assentamento na tira de couro Butz na condição limpa. O procedimento de assentamento usou o mesmo ciclo de 10 sessões de 4 ciclos cada.A ação de assentamento na tira de couro limpa não parece ter tido muito efeito na lâmina desbastada.A rebarba mostrada na vista de topo da lâmina é um pouco menor ,mas tem pouco efeito.Os riscos abrasivos ao longo das faces aparentemente foram pouco afetados pela ação do assentamento.Este resultado é típico com o que foi encontrado nos experimentos adicionais usando a segunda tira de couro limpa.
Os experimentos com tiras de couro limpas em lâminas preparadas nos rebolos de grana 600 mostrou que as mesmas não foram efetivas em remover as rebarbas maiores formadas nos rebolos de grana 600. Os resultados em usar as tiras de couro impregnadas do composto de óxido de cromo versus couro limpo está mostrado comparando a lâmina das Figuras 25-26 com aquelas nas Figuras

21
23-24. A lâmina da Figura 25 foi afiada na pedra com grana 6000 usando a mesma técnica da lâmina da Figura 23, sendo a única diferença que lâmina da Figura 25 foi afiada no rebolo Tru Hone de grana 600 comparada com a lâmina da Figura 23 afiada com grana 1000. A rebarba original na lâmina de grana 600 da Figura 25 é consideravelmente maior que as lâminas de grana 1000. Compare as Figuras 11 e 12 para estimar a diferença da largura e retidão da aresta conforme desbaste. Podem-se verificar pelas Figuras 23 e 25 que as pedras d´agua de grana 6000 produziram arestas que são bastante similares as condições da lâmina afiadas. O efeito de impregnar a tira de couro com o composto de óxido de cromo antes do assentamento é mostrado comparando as Figuras 24 e 26. O abrasivo oxido de alumínio como usado na lâmina da Figura 26 produziu uma redução dramática no tamanho dos riscos abrasivos remanescentes na face da lâmina. Conforme a Figura 26 a largura da rebarba é da ordem de 0,4 a 0,5 microns. Comparando a largura da aresta e retilineidade com os padrões da lâmina de navalha das Figuras 7 e 8, pode-se ver que a qualidade da aresta da Figura 26 é próxima dos padrões. Conforme será mostrado na próxima seção, entretanto, a a afiação da lâmina com o ângulo 2ß da aresta de corte de navalhas, 17º, é mais difícil que uma lâmina de ângulo de aresta 2ß igual a 40º.

22
Conforme discutido acima, pensou-se inicialmente que uma tira de couro limpa poderia conter material abrasivo natural suficiente para produzir uma melhoria na qualidade da aresta. Com isto em mente, vários experimentos iniciais foram feitos com tiras de couro limpas incluindo um experimento com 3 ciclos alternados de quatro assentamentos mais uma afiação simples com pedra d´agua de grana 6000. Em todos os casos o assentamento com tiras de couro limpas foi ineficaz em comparação com a melhoria encontrada no assentamento com óxido de cromo agregado à tira de couro ilustrado na Figura 26. Em todas as afiações feitas com pedras moveu-se a lâmina ao longo da pedra na direção contra a aresta de corte causando o afastamento das partículas da aresta. A teoria é que o movimento nesta direção poderia reduzir o tamanho da rebarba na aresta evitando que as partículas ficassem depositadas ao longo da mesma. Para verificar se esta teoria é suportada por evidências foi feito um experimento com pedra d´agua de grana 6000 com 10x4 passes sessões com a aresta de corte movendo-se a favor da superfície da pedra, ao invés de contra a superfície. Os resultados são mostrados na Figura 27.Comparando as figuras 25 e 27 pode-se perceber que o movimento da aresta a favor da superfície da pedra ,como na Figura 27 , produz realmente rebarbas maiores do que movimentando a aresta de corte contra a superfície da pedra conforme a Figura 25. A rebarbas maiores são acompanhadas por um aumento da aspereza da aresta, mostrados nas duas vistas. Foi feito uma série completa de experimentos similares às lâminas da figura 23 e 26 usando a pedra d´agua de grana 8000. Os resultados foram essencialmente os mesmos como mostrado nas figuras 23 e 26 e, portanto, micrografias adicionais não foram apresentadas aqui. Surpreendentemente, uma comparação cuidadosa da qualidade da aresta feita com as duas pedras indicou que os riscos abrasivos para a pedra d´agua de grana 6000 eram ligeiramente mais finos que com a grana 8000. Os resultados indicam que a propaganda de granas mais

23
finas na faixa de 6000 a 8000 não necessariamente se convertem em uma ação abrasiva mais fina. Comparação entre as pedras 3 e 4 Uma lâmina desbastada com grana 600 foi afiada usando a pedra Ultra fine fornecida pela Razor Edge. Esta pedra é uma pedra convencional de granulação fina ,provavelmente de óxido de alumínio. O método de afiação na pedra foi idêntico aquele usado pelas pedras d´agua, Figuras 23 e 26. A Figura 28 mostra que a pedra Ultrafine Razor não produziu uma abrasão uniforme ao longo de ambos os lados da aresta, ver micrografia do topo de aresta, que é ampliada em somente 800x comparada com 3000x nas Figuras 23 e 26. Aparentemente a pedra de cerâmica convencional não expulsa o metal tão
rápido quanto às pedras d´agua água. A aresta desdentada e cheia de rebarbas mostrada na face superior no centro da Figura 28 pode ser resultado em parte devido ao menor índice de abrasão que não removeu material adequado das rebarbas produzidas pelas lâminas de grana 600. Embora as pedras d´agua aparentemente sejam superiores as pedras convencionais, pode ser necessário fazer experimentos adicionais para confirmar esta conclusão. Pode ser que as

24
pedras convencionais simplesmente necessitam de uma abrasão mais extensiva que requerem as pedras d´agua. O kit de diamante DMT é fornecido com um dispositivo para prender a lâmina com um ângulo pré-fixado para a afiação. Este dispositivo foi usado para o experimento da afiação com diamante ao invés do fixador Razor Edge da Figura 21. Como com o fixador Razor Edge, os experimentos foram ajustados para produzir o mesmo ângulo 2ß de 48º. Duas das lâminas afiadas com grana 1000 foram afiadas com a pedra d´agua de diamante usando 2 e 6 passes por lado com a direção de abrasão com a aresta de corte da lâmina contra a superfície da pedra. Infelizmente o número de passes foi significativamente menor que o usado nos experimentos sendo a comparação direta limitada.A Figura 29 mostra 2 vistas da lâmina afiada com dois passes por lado e 1 vista da lâmina afiada com 6 passes por lado. O menor número de passes de afiação desbastou uma região mais estreita quando comparada com as pedras d´agua. Além disso, os resultados mostram que a pedra d´agua de diamante de grana 1000 produziu maiores riscos abrasivos nas faces da lâmina e resultou em uma aresta mais áspera do que com as pedras d´agua. Conclusões
1. As pedras d´agua japonesas na faixa de granas 6000 a 8000 produziram uma aresta excelente nas lâminas de aço inox com dureza HRC=60 com um ângulo de desbaste da aresta de mais ou menos 40º. As pedras d´agua produziram arestas lisas e retas conforme vista de topo. A largura da rebarba remanescente observada foi pequena , na ordem de 0,5 microns.A qualidade da aresta é independente do tamanho das rebarbas do desbaste original com os rebolos 600 ou 1000.As rebarbas originais com grana 600 e as rebarbas mais finas com grana 1000 foram ambas substituídas por geometria similar de aresta.
2. A aspereza da aresta e o tamanho da rebarba produzida com a pedra cerâmica e a pedra d´agua de diamante foram maiores que as encontradas com as pedras d´agua. Entretanto, seria necessário fazer experimentos adicionais com estas ultimas para uma comparação quantitativa.
3. O assentamento das lâminas após a afiação com as pedras d´agua, com tiras de couro limpas agregaram pouco efeito na geometria das lâminas. Os riscos abrasivos nas faces e o tamanho da rebarba ao longo da aresta não foram significativamente modificados. As rebarbas nas lâminas pré-afiadas com grana 600 não foram efetivamente removidas.Aparentemente, os abrasivos naturais no couro limpo, em ambas as faces (macia ou dura), não é adequada para produzir uma abrasão significativa na superfície.
4. O assentamento das lâminas afiadas com pedras d´agua, nas tiras de couro impregnado com óxido de cromo, produziu uma mudança significativa na geometria das arestas das lâminas. Os riscos abrasivos oriundos da afiação com as pedras d´agua foram alisados significativamente. A largura da rebarba da aresta não se reduziu abaixo dos 0,5 microns da afiação pelas pedras d´agua ,mas foram talvez um pouco mais uniformes ao longo da aresta.Entretanto, as rebarbas das lâminas pré-afiadas com

25
grana 600 reduziram significativamente,ao mesmo nível daquelas lâminas pré-afiadas pelas pedras d´agua.A geometria geral das arestas assentadas se comparam favoravelmente aos padrões de navalhas.
5. Na discussão do mecanismo da formação de rebarbas na página 3 especulou-se que a afiação da lâmina com a aresta movendo-se contra a superfície da pedra, chamada de direção I, produziria menos rebarbas que no caso de mover a lâmina a favor da pedra, a direção A. Os experimentos com afiação manual concordam com esta especulação, vide a discussão na Figura 27.
[5] Experimentos com o equipamento Tormek O equipamento de afiação Tormek está descrito no Apêndice 2. A máquina gira 2 rodas em baixa velocidade, 90 rpm, uma roda de 10 “de cerâmica e outra de 8,75” de couro. A máquina é fornecida com um rebolo de óxido de alumínio de grana 220 e uma roda japonesa d´agua com grana 4000. Estes experimentos podem ser divididos em três estudos. (1) No primeiro foram feitas comparações entre as lâminas afiadas no rebolo de óxido de alumínio e no rebolo de pedra d´agua com um ângulo 2ß de 40º. (2) Os experimentos na seção prévia demonstrou vantagens de usar o composto de polimento de óxido de cromo nas tiras de couro. Portanto o uso da roda de couro na máquina Tormek foi usada com a impregnação de óxido de cromo.O couro foi coberto com óleo mineral ,aplicou-se a cera na roda de giro para produzir uma camada pesada não uniforme no couro e então alisou-se esta camada para uma espessura mais fina com a aresta da faca na roda de giro. Os experimentos neste segundo estudo compararam o efeito da roda de couro nas lâminas afiadas com a roda de pedra d´agua e a roda de óxido de alumínio mais grosseira. (3) Todos os experimentos prévios utilizaram lâminas preparadas pela máquina Tru Hone e, portanto foram restritas a um ângulo de 40º. Entretanto, neste terceiro estudo as lâminas de aço inox foram reafiadas para ângulos 2ß de 20 e 40º e foi feita a comparação entre as lâminas com esses dois ângulos. Comparação das superfícies conforme afiadas Os estudos iniciais foram feitos em lâminas desbastadas com ângulo 2ß de 40 º. Todo o trabalho até este momento foi feito na extremidade T das lâminas inoxidáveis. Conforme mostrado na Figura 5, esta extremidade não coincide com o centro da lâmina. Não se esperava que esta diferença de centros poderia ter algum efeito nas características da afiação. Entretanto, para confirmar esta expectativa foi feito um estudo em várias lâminas que foram desbastadas no lado oposto não desbastado para dar a simetria geométrica reconhecida na Figura 5 como a extremidade A. As extremidades A foram desbastadas com um ângulo 2ß de 40º usando a máquina Tru Hone com grana 100 para assegurar que a extremidade ficasse centrada e então foram reafiadas com o mesmo ângulo na máquina Tormek com uma grana 220. Foi feita então uma comparação na qualidade das arestas de corte das lâminas em ambas as extremidades A e T , e como esperado não se encontrou nenhuma diferença significativa entre ambas. Portanto todos os dados de experimentos apresentados aqui para 2ß=40º são para lâminas afiadas com extremidade T. As figuras 30 e 31 comparam a qualidade das arestas das lâminas afiadas na máquina Tormek com rebolo 220 e rebolos de pedra d´agua respectivamente. As lâminas foram passadas ida e volta várias vezes usando pressão muito leve no dispositivo fixador usado para assegurar um ângulo constante de desbaste. A direção dos rebolos foi contra a aresta de corte em todos os experimentos. Ambos os rebolos produziram uma rebarba proeminente e as Figuras 30 e 31

26
mostram resultados típicos paras duas diferentes rodas. A rebarba produzida pela grana 220, Figura 30 consiste de uma tira fina de metal aderida na aresta dobrando-se predominantemente, mas não exclusivamente em um lado da lâmina. A rebarba produzida pela pedra d´agua, Figura 31, é mais claramente uma rebarba dobrada em um lado da lâmina. Em geral, a aspereza da lâmina, como visto nas vistas das faces, produzida pelo rebolo de grana 220 era maior que aquela produzida pelo rebolo de pedra d´agua. Interessante, que a rebarba formada pelo rebolo de grana 220 aparentemente resulta no mecanismo de Dobramento discutido na página 3, enquanto que o formado pelo rebolo de pedra d´agua foi formado pelo mecanismo de Depósito de Partículas.

27
Assentamento com roda de couro As lâminas foram assentadas na roda de couro impregnada com óxido de cromo ajustando-se o ângulo 2ß ,primeiramente para combinar com o ângulo de afiação de 40º. Várias lâminas foram assentadas com um ângulo 2ß aumentado para 45-46º. Embora o aumento do ângulo de assentamento aparentemente não tenha mudado muito a suavidade ou a retilineidade da lâmina, produziu uma largura de aresta de corte menor. Assim, os experimentos com assentamento com couro apresentados aqui foram feitos com o ângulo 2ß de assentamento ajustado para 5 ou 6º maior que o ângulo 2ß de afiação das
lâminas. O assentamento com couro foi feito com leve pressão. As lâminas foram passadas em movimentos alternados de ida e volta pelos rebolos a um índice baixo de 1 polegada por segundo. Foi dado um total de 4 a 6 passes de ida e volta alternadamente nas lâminas. Experimentos com um aumento da pressão não produziram resultados significativos. As figuras 32 e 33 apresentam a micrografia SEM das lâminas da Figura 30 e 31 após a operação de assentamento. Um aumento no número de passes de 10 para 12 não produziu mudanças significativas.

28
As Figuras 32 e 33 ilustram que o assentamento com óxido de cromo impregnado na tira de couro produz arestas com excelente qualidade nas lâminas desbastadas tanto no rebolo de grana 220 como nas rodas com pedras d´agua. Em ambos os casos a suavidade da face é excelente e a aspereza e retilineidade da aresta é também muito boa. Observa-se que a largura da aresta de corte das lâminas afiadas com grana 220, Figura 32, é ligeiramente maior que a lâmina afiada com pedra d´agua. A Figura 33 inclui uma ampliação da aresta com 10000x superposta na vista de topo da aresta. Como mostrado, a largura da aresta de corte é da ordem de 0,35 microns (Nota: Em arestas afiadas, os elétrons secundários que formam a imagem das micrografias SEM tendem a escapar dos lados das arestas devido à penetração do feixe
primário Isto resulta em um alargamento da aresta, tal que a posição real da aresta é escondida dentro desta região alargada. Portanto a real largura da aresta será um pouco menor que a imagem da aresta alargada total vista nas ampliações muito grandes). A qualidade da aresta da lâmina da Figura 33 se compara muito favoravelmente com a qualidade da aresta da lâmina de navalha das Figuras 7 e 9. A largura da aresta de corte da lâmina com grana 220 da Figura 32 é significativamente maior que aquela da lâmina de pedra d´agua da Figura 33. Mede mais ou menos o dobro da largura, por volta de 0,8 microns, e a vista de topo da Figura 32 indica que uma minúscula rebarba persiste ao longo da aresta de corte.. Entretanto, comparando a Figura 32 com o estado inicial desta lâmina mostrado na Figura 30, é surpreendente como a ação de assentamento com couro melhorou a aresta da lâmina. A Figura 34 apresenta micrografias de assentamento com couro de uma lâmina que havia sido afiada com um ângulo 2ß de 40º na máquina Tru Hone usando um rebolo de grana 220. De novo, observa-se que o assentamento com couro produziu arestas muito retilíneas e lisas ; A vista de topo destas lâminas mostra uma largura de aresta muito fina,mas contem também algumas regiões mais largas.A rebarba das lâminas conforme afiadas no rebolo de grana 220 na Tru Hone mostrado na Figura 10 aparenta ser de uma geometria ligeiramente diferente do que aquela produzida pelo rebolo Tormek ,compare a Figura 30.Talvez isto conte para a aresta de corte mais fina vista ao longo do comprimento da lâmina Tru Hone na Figura 34.

29
Efeito da mudança do ângulo de aresta 2ß de 40º para 20º As Figuras 35 e 36 mostram as arestas das lâminas afiadas com um ângulo 2ß de somente 20 º. Assim como os ângulos de aresta de 40 º das Figuras 3º e 31 o rebolo 220 produz arestas significativamente mais grosseiras nas vistas das faces que aquelas com rebolos de pedras d´agua. A diferença nas lâminas assentadas com couro mostradas nas Figuras 37 e 38 é similar a aquelas obtidas com as lâminas 40º da Figura 32 e 33. Somente que agora aparenta que a retilineidade da aresta, enfatizada na comparação pela superposição das linhas retas nas vistas da Figura 37 e 38, é significativamente inferior nas lâminas de grana 220. De novo, as lâminas de grana 220 mostram uma largura de aresta duas vezes maior que as lâminas de pedras d´agua. A largura da aresta da lâmina de pedra d´agua, embora tão fina como as lâminas de 40º da Figura 33, contem regiões onde a largura aumenta de cerca 0,35 microns para cerca de 0,6 microns.
Estes resultados indicam que se o ângulo de aresta 2ß cai de 40 para 20 º torna-se mais difícil afias as lâminas com a mesma qualidade das arestas de corte.. Isto provavelmente resulta da espessura reduzida da lâmina em locais logo abaixo da aresta de corte. Esta redução de

30
espessura irá aumentar as tensões de flexão na operação de afiação que podem levar ao tombamento e quebra do metal ao longo da aresta de corte.. Assim, a ação abrasiva mais Suave das pedras d´agua sobre os rebolos 220 tornam-se mais uma vantagem em ângulos 2ß mais baixos. Conclusões
1. Na condição da lâmina desbastada ambos os equipamentos Tormek com rebolo 220 e os rebolos de pedras d´agua produzem rebarbas tombadas claramente visíveis nas vistas das faces, com as rebarbas muito maiores com o rebolo 220. O assentamento com óxido de cromo impregnado nas tiras de couro foi muito efetivo em melhorar a qualidade da aresta das lâminas afiadas em ambas os rebolos. Após o assentamento , a diferença na qualidade das duas lâminas era muito menos aparente.
2. O raio da vista de topo das lâminas assentadas tinha um valor máximo médio de cerca de 0,4 microns, para os rebolos de pedras d´agua como para os rebolos 220 Tru Hone.

31
Este raio aumentou para 0,8 microns para os rebolos Tormek.Rebarbas tombadas ocasionais são aparentes nas vistas das lâminas com a máquina Tormek com grana 220 que produzem o máximo raio nas vistas de topo. Tais rebarbas foram raramente vistas nas lâminas de pedras d´agua e ocasionalmente nas lâminas com a máquina Tru Hone com grana 220. A qualidade em geral das lâminas afiadas com pedras d´agua e assentadas com tiras de couro foi equivalente com o padrão de lâminas de navalhas da Figura 7 e 9 em todos os aspectos avaliados aqui: largura da aresta, retilineidade da aresta de corte, aspereza da aresta de corte, e superfície lisa.
3. Reduzir o ângulo 2ß de 40 para 20º teve um efeito pequeno na qualidade das lâminas afiadas com pedras d´agua e assentadas com couro. As lâminas afiadas com rebolo 220 mostraram mais ou menos o mesmo aumento na largura da aresta de corte que encontrados com as lâminas de 40º, de cerca de 0,4 para 0,8 microns. Entretanto, para os ângulos de 20º, a retilineidade das arestas das lâminas 220 não foram tão boas como foram as lâminas de pedras d´agua , com a aresta mostrando uma pequena mas distinta ondulação ,ver Figura 37.Parece improvável que o pequeno aumento na ondulação e máximo raio teria um efeito significativo no desempenho de corte para a maioria das aplicações.A qualidade da aresta de corte de ambas as lâminas é muito boa.
[6] Experimentos com Rodas de Polimento Rodas de polimento são comumente usadas para dar acabamento ao processo de afiação das facas. Portanto, foi feito um estudo em que as lâminas de aço inox foram acabadas com rodas de feltro e de tecidos. A operação de polimento foi executada pelo Máster Bladesmith, Alfred Pendray de Williston, FL. As extremidades T das lâminas de inox fora reafiadas para um ângulo 2ß de 40º usando progressivamente a maquina Tru Hone com rebolos 220, 400, e 600. Além disso foram produzidas lâminas com a geometria de extremidade A da Figura 5 usando o mesmo procedimento.Foi feito um dispositivo para prender firmemente as lâminas nas rodas de polimento utilizando os quatro procedimentos de polimento mostrados na tabela 3 para as extremidades T e A.O composto de polimento 555 é um produto da Brownells,Inc.O composto é aplicado em uma barra de cera similar ao composto de óxido de cromo usado nas tiras ou rodas de couro para assentamento.O abrasivo é óxido de alumínio , e o Branco tem um tamanho de partícula de menos de 1 mícron ,enquanto o Preto em uma faixa de 1 -5 microns. A olho nu, todas as amostras apresentaram uma aparência brilhante da ação de polimento, mas o efeito foi mais pronunciado na lâmina no procedimento 4. As lâminas foram examinadas por duas técnicas. Na primeira a seção de 1 “da lâmina foi cortada com serra refrigerada a água e a aresta de corte foi examinada no SEM.. Na segunda, foi cortado um pedaços de comprimento 1/8” de cada lado que sobrou do corte anterior Estes dois pedaços foram montados em uma plaqueta de plástico e polidos com diamante de 1 mícron conforme as técnicas de polimento e metalografia. Após a montagem,as amostras foram desbastadas com papel de grana 50 para remover quaisquer rebarbas geradas no corte com serra. As seções polidas foram examinadas para revelar o formato das seções transversais. Estudo SEM das arestas polidas As fotos SEM neste estudo forma tiradas das lâminas somente na vista de topo da aresta. A vista de topo da aresta de uma lâmina na condição

32
afiada, mas não polida é mostrada na Figura 39. A comparação das micrografias das lâminas polidas com esta permitirá a avaliação do efeito da operação de polimento.Todas as 8 arestas das lâminas polidas da Tabela 3 ( 4 lâminas cada com arestas tipo A ou T) foram examinadas no SEM e a Figura 40 apresenta micrografias representativas de três desta lâminas.A designação A ou T nas micrografias refere-se ao tipo da aresta da lâmina examinada..Por exemplo,2T significa a aresta tipo T da lâmina 2 da Tabela 3 e 3A significa a aresta tipo A da lâmina 3 da Tabela 3.Após o polimento as arestas das lâminas se mostraram lisas e brilhantes , e a Figura 40 mostra que os riscos abrasivos produzidos pelas rodas de grana 600 foram bastante removidas na operação de polimento.
Encontrou-se de maneira consistente uma pequena rebarba em todas as lâminas e mediu-se a largura das arestas em cada uma delas usando as micrografias SEM. A Tabela 4 apresenta um sumário da faixa encontrada das larguras de aresta de corte encontradas nas 8 lâminas.Dois resultados bastante claros foram observados. (1) A aresta tipo T das lâminas apresentaram rebarbas mais finas que as arestas tipo A. Além disso, as rebarbas ao longo da aresta tipo T foram mais uniformes que as de tipo A.. Este resultado pode ser visto comparando a lâmina 2T com a lâmina 3 A na Figura 40. (2) O uso da operação de polimento de dois passos, produziu de forma consistente rebarbas mais finas que qualquer outra com a operação de um único passo usadas nas lâminas 1 a 3. As variações nos procedimentos de polimento com as lâminas 1 a 3. ver Tabela 3, não produziram qualquer mudança significativa na qualidade da aresta de corte.

33
A operação de polimento de dois passos consistiu no uso de um composto de grana mais grosseira para o primeiro passo na roda de tecido, seguido por um composto na roda de feltro. É prática comum na metalografia o polimento de metais começar com um abrasivo mais grosseiro e depois um mais fino.Tem sido experiência do autor que o emprego este tipo progressivo de polimento é mais efetivo em produzir superfícies finais mais lisas.Igualmente aqui, ocorre este tipo de efeito,com o uso de polimento de dois passos progressivo capaz de reduzir as rebarbas da aresta de corte mais efetivamente que o uso de um único composto abrasivo.Seriam necessários experimentos adicionais para avaliar esta ultima possibilidade.A razão do porque o tamanho das arestas de corte tipo A foram significativamente maiores que as de tipo T é desconhecida..Também aqui, seria necessário experimentos adicionais para determinar a fonte desta variação. Contornos das seções transversais As imagens óticas das seções transversais das lâminas foram coletadas digitalmente. As imagens foram então processadas em um PC para superpor uma linha branca ao longo das superfícies externas das lâminas ,como mostrado para as duas lâminas na Figura 41.A extensão dos contornos até o ponto de cruzamento permite uma estimativa razoável do contorno original das lâminas antes do polimento.A geometria original da aresta da lâmina era conhecida das seções das lâminas ainda não polidas.É aparente na Figura 41 que se pode estimar destas micrografias quanto se perdeu de no ângulo de afiação devido a operação de polimento.
A distância de retração da ponta das linhas extrapoladas foi medida para cada par de seções das lâminas e os resultados são apresentados nas 3 colunas à esquerda da Tabela 5 para as arestas tipo A distância de retração media é 73 e 42 microns para as lâminas 1 A e 4 A, e 25 e 39 microns para as lâminas 2 A e 3 A respectivamente. Poder-se-ia esperar mais retração nas lâminas 1 e 4 porque elas tiveram 4 passes a mais que as outras lâminas, e os dados são consistentes com esta expectativa. Os resultados correspondentes para as seções T não são fáceis de interpretar. O contorno da lâmina original foi ajustado ao das lâminas polidas superpondo as imagens. Se o polimento removeu material significativo das faces de topo e da

34
base aparecendo nas micrografias ,então o contorno se moveria um pouco mais à direita o que deveria.Isto teria o efeito de reduzir a distância de contração da verdadeira posição da ponta.A distância média de retração para as lâminas 1T e 4T é (38+54)/2=46 microns,comparado com (51+54)/2=52,5 microns para as lâminas 2T e 3T ,que não consistente com o maior número de passes nas lâminas 1 e 4.Talvez esta inconsistência resulte da superposição(ajuste de imagens). De qualquer maneira, os dados realmente mostram que as arestas de corte tipo T retraíram no mínimo 40 a 55 microns durante o polimento. Os dados deste estudo mostram claramente que qualquer rebarba na ponta oriunda da operação de afiação deve ser removida pela operação de polimento. Por exemplo, os dados da Tabela 5 mostram que a ponta original recuou pelo menos 25 microns na aresta de corte tipo A polida levemente e no mínimo de 40 a 50 microns na aresta de corte tipo T.O tamanho da rebarba nas lâminas finais estão na faixa de 1 a 5 microns , e na condição original, afiada somente, não eram maiores que 7 microns.Olhando para a Figura 41 observa-se que a ação de polimento está removendo uma quantidade razoável de metal da região da ponta,muito maiores que o tamanho de rebarbas envolvido na afiação das lâminas..Assim, é aparente que qualquer rebarba nas lâminas polidas foi produzida pela ação de polimento propriamente. Na conclusão desta fase do estudo de polimento talvez a formação de rebarbas na operação de polimento possa ser minimizada com aplicação de pressões de polimento mais leves e esta afirmação leva ao próximo estudo. Estudo de polimento em aço inoxidável Para investigar os efeitos de usar uma pressão de polimento mais leve, e expandir o estudo para as lâminas de aço inoxidável, Al Pendray preparou um jogo de 3 lâminas feitas de aço 52100 austemperado. A dureza das lâminas é de HRC=56. A Figura 42 ilustra o formato da lâmina. A extremidade marcada CL foi presa em um grampo e o lado oposto das lâminas foi afiado com uma lixadeira de cinta usando lixas 3M Trizact A-65, A-30, A-16, e A-6, que correspondem a 280, 700,1200 e 2000 respectivamente. As lâminas entram em contato com a cinta após esta sair da polia criando um efeito um efeito no desbaste chamado de “ slack belt”- afrouxamento da cinta.Após a operação de desbaste na cinta as lâminas foram levemente polidas e/ou assentadas no couro conforme a Tabela 5. A Figura 43 apresenta as micrografias SEM da lâmina AP-1. As duas faces da lâmina são razoavelmente lisas indicando que a combinação das cintas de grana 2000 e o polimento foram efetivas em fornecer uma superfície bem polida. Entretanto, existe uma rebarba dominante ao longo da aresta de corte e a micrografia da Vista de Topo 3000x indica a largura da rebarba da aresta de corte com cerca de 1 a 1,2 microns.A rebarba se enrolou em torno da face inferior mostrada a direita da Figura 43.

35
A Figura 44 apresenta a micrografia das lâminas AP-3. A sua preparação diferiu das AP-1 pela cinta final que era de grana mais grosseira, 700 vs. 2000, e a roda de polimento de feltro ao invés de tecido. Comparando as Figuras 44 com a 43 observa-se que a face da roda de feltro efetivamente removeu as marcas de abrasão mais grosseiras que devem ter sido produzidas pela cinta de lixa de grana 700 usada na lâmina AP-3.Contudo, a rebarba produzida pelas rodas de feltro é mais dominante, sob a forma de uma rebarba grande dobrada sobre a vista da face inferior, que é ilustrada na micrografia (Down Face) da Figura 44 e no topo direito da micrografia de topo ( Edge View). O experimento de assentamento com couro limpo empregou uma tira de couro fixada a uma tábua. O experimento foi similar aquela da seção [4].p.19,exceto que foi feito por Al Pendray em sua oficina, ao invés do autor em laboratório.Como no estudo da seção [4] ,observou´se que a operação de assentamento com couro limpo teve pouco efeito na suavidade da superfície ou na geometria da rebarba.Para economizar espaço as micrografias das lâminas

36
AP-2 não foram apresentadas.As suas aparências são muito similares a Figura 43 ,com a adição de alguns riscos de tamanho pequeno produzidos pela operação de polimento. Conclusões
1. Estes resultados sugerem que o polimento com rodas e feltro ou tecido não são o melhor método para o acabamento das lâminas de facas. Aparentemente mesmo uma leve ação de polimento remove uma quantidade significativa de metal próximo à fina aresta de corte gerando uma rebarba ao longo da aresta de corte que é consistentemente maior que a rebarba formada pelo assentamento ou rebolos..Entretanto,um simples experimento com uma operação de polimento de dois passos ,o primeiro com um composto mais grosso e em seguida o mais fino, produziu resultados melhorados e estudos adicionais deste método podem indicar que é equivalente ao polimento final com couro.
2. O experimento com assentamento com couro limpo confirma o experimento prévio. Os abrasivos naturais presentes no couro limpo não são adequados para remover rebarbas da aresta ou riscos abrasivos de superfície.
[7] Experimentos com aços carbono Uma série de experimentos foi feita com lâminas de aço carbono tendo uma geometria mostrada na Figura 6 e a composição e dureza mostrados na Tabela 2. O principal propósito deste estudo foi avaliar o efeito de reduzir a dureza dos aços de HRC=60 até o nível e HRC=40. Os aços convencionais, 52100 e 1086, foram tratados termicamente para uma dureza final conforme a Tabela 2 por tempera e revenimento. O aço Damasco era um aço com 1,6 % de carbono do tipo de Damasco genuíno [6] que foi temperado a óleo abaixo da sua temperatura crítica para produzir o valor de dureza HRC=40.É um aço perlítico,enquanto os outros aços são martensíticos.temperados e revenidos. Experimentos com a máquina Tru Hone Estes experimentos utilizaram rebolos de grana 1000 com a máquina Tru Hone para afiação final após uma afiação inicial com grana 600. Os experimentos iniciais foram feitos com um ângulo 2ß de 38º usando o mesmo procedimento usado nas lâminas de aço inox exceto que os ângulos 2ß em ambas as granas 600 e 1000 foi diminuído em 3 graus. A Figura 45 apresenta vistas da face de três aços com HRC variando de 40 a 60. Os resultados mostram que a com a dureza reduzida de HRC=40 existe um aumento no grau de aspereza da aresta de corte.

37
Estas lâminas de carbono foram usadas com a máquina Tru Hone procurando reduzir o ângulo 2ß aos menores valores possíveis. Os experimentos iniciais foram feitos com 2ß de 20º. Com este ângulo o operador pôde sentir um movimento de pulsação vertical quando as lâminas passam pelos rebolos. Com 20º os rebolos da máquina Tru Hone têm uma sobreposição muito pequena.Assim, qualquer variação na concentricidade do rebolo leva a uma pulsação para cima e para baixo significativa quando a lâmina passa pelos rebolos.Esta ação produz com resultado arestas não retilíneas.
Concluiu-se que o ângulo de 2ß de 20º é muito pequeno para uma boa afiação, e a série de lâminas foi feita com o que pareceu o menor ângulo adequado para a máquina Tru Hone, 2ß=30º. Os perfis das três lâminas afiadas com este ângulo estão mostrados na Figura 46. Observa-se que a variação da aspereza da aresta de corte com dureza é similar àquela mostrada na Figura 45.

38
Experimentos com a máquina Tormek Experimentos adicionais foram feitos com aços carbono usando o rebolo de cerâmica da máquina Tormek. Foram afiadas lâminas de aço 1086 com dois níveis de dureza a uma ângulo 2ß de 40º. As vistas das faces estão mostradas na Figura 47.Pode-se comparar diretamente as duas vistas da face do material mais duro à esquerda que aquele à direita.Como com os experimentos nos rebolos de grana 1000 observou-se que o material mais mole produz uma aresta mais áspera após afiação.Também, se compararmos a aspereza da aresta dos materiais mais duros dos aços da Figura 45 a 47 com as lâminas de aço inox ,que também tinham valores de dureza próximos de 60 ,observou-se que a qualidade da aresta é similar.
Conclusões 1. A aspereza das lâminas de aço afiadas com o rebolo 1000 na máquina Tru Hone e com o rebolo 200 na máquina Tormek mostram a mesma dependência na dureza do aço. Em ambos os casos a aspereza da aresta de corte é significativamente maior para as lâminas com dureza HRC=40 do que para as lâminas de HRC=60. 2. Para o nível de dureza de HRC-60 a aspereza da aresta dos aços 1086 e 52100 é essencialmente a mesma para os aços inox AEB-L. [8] Experimentos com composto de polimento diamantado O autor tem considerável experiência com polimento padrão para metalografia de aços. Os estágios finais de polimento empregam rodas de polimento horizontais cobertas com algum tipo de tecido coberto com materiais abrasivos finos.Era tradicional utilizar abrasivos finos a base de alumina(Al2O3) ,mas nas ultimas décadas os abrasivos a base de diamante têm se

39
tornado comercialmente disponíveis.Inicialmente estes abrasivos a base de diamante eram disponíveis somente com uma pasta a base de óleo ,mas atualmente eles são definíveis em spray.de aerossol.Estes abrasivos diamantados são comumente disponíveis em tamanhos 6 e 1 mícron. O autor observou que para aços duros o polimento com diamante é muito mais rápido que com alumina, e o composto de 1 mícron produz uma superfície que parece ser livre de riscos na maior ampliação útil no microscópio ótico (1000x). Portanto um conjunto final de experimentos foi feito em que as lâminas foram polidas nos rebolos de couro da maquina Tormek usando abrasivos diamantados assim os abrasivos de oxido de cromo. Neste trabalho 3 rebolos diferentes de couro foram usados para o polimento final
1. uma roda coberta com abrasivo de oxido de cromo como descrito acima. 2. uma roda coberta com spray aerosol de diamante 6 microns. 3. uma roda coberta com spray aerosol de diamante 1 mícron.
Os compostos de diamante usados aqui são produtos da Buehler, chamados de “Metadi”. O composto foi aplicado na roda simplesmente aplicando o spray na roda até que ficasse molhada.. Como cima, as lâminas de comprimento 3.8 polegadas foram passadas ida e volta nas rodas de couro várias vezes, mantendo o ângulo de afiação maior que aquele da lâmina pré-afiada por uma pequena diferença chamada ? ß,após o que os centros das lâminas foram observados no SEM. Todos os experimentos foram feitos em lâminas de aço inox. Três jogos de lâminas foram pré- afiadas como segue. Cada jogo consistiu de 4 a 8 lâminas afiadas com a extremidade T(ver Figura 5) com a maquina Tru Hone usando (jogo1) rebolos de grana 220, (jogo 2) rebolos de grana 600, e (jogo3) rebolos de cerâmica, todos com ângulo 2 ß por volta de 40º. Neste trabalho a analise SEM foi modificada para dar uma avaliação estatística melhor da largura da aresta (EW); Para cada lâmina foram tiradas 3 fotos da vista de topo da aresta com ampliação de 3000x. A lâmina foi aleatoriamente analisada e a primeira foto foi tirada.Em seguida, a lâmina foi sendo movida gradualmente ao longo da aresta com incrementos de 1 mm e as 2 micrografias finais foram tirada com 3000x. A largura mínima e máxima da aresta foi medida em cada micrografia e a media dos 3 mínimos máximos valores foram registradas e relatadas aqui. Este procedimento foi adotado para evitar avaliação tendenciosas pelo observador e dar uma media estatística melhor das larguras da aresta de corte. Resultados experimentais O principal objetivo desta fase de estudo foi determinar os valores mínimos de largura da aresta (EW) que poderiam ser obtidos com o composto de polimento a base de diamante. A tabela 6 apresenta os resultados dos valores ótimos obtidos.Estas lâminas tinham sido pré-afiadas com grana 600 na maquina Tru Hone com ângulos de aresta 2ß de 40º.As medias dos valores na parte inferior desta tabela fornecem uma medida valores ótimos de EW encontrados para um polimento com composto de diamante de 1 mícron. Os números ± seguindo os valores das medias são desvios padrão

40
sobre as 4 medições. O polimento em primeira instancia com CrO ou compostos de diamante de 6 microns não produziram resultados significativos. A lâmina Gillette usada como padrão acima foi também analisada com o mesmo procedimento da Tabela 6 e deu os resultados mostrados na parte inferior da tabela. Assim, os valores da largura da aresta obtidos aqui são comparáveis com a lâmina de barbear. (Nota: Os valores EW obtidos aqui para a lâmina Gillette foram um pouco menores que aqueles dados na pagina 6, onde a media de Ew=0,40. Esta diferença está, entretanto, dentro do desvio padrão de ± 0,06 microns relatado na Tabela 6. Comparando os valores de EW medidos nas lâminas pré-afiadas com as rodas 220 ou 1000 com os resultados das lâminas pré-afiadas com as rodas 600 na Tabela 6 não se encontraram diferenças significativas, condicionada ao numero de passes ida e volta dados.. As lâminas examinadas após diferentes números de passes de ida e volta revelaram que um numero mínimo de 12 a 15 passes foram necessários para produzir faces lisas que removeram a maioria dos riscos abrasivos estendendo-se até a aresta de corte.A Figura 48 ilustra o efeito de aumentar o numero de passes de 4 para 10 na lâmina pré-afiada com grana 600. O resultado para o CrO ou compostos de diamante foi essencialmente o mesmo, um mínimo de 12 a 15 passes foi melhor para remover os riscos abrasivos mais profundos até a aresta de corte. Algumas lâminas foram polidas com o composto CrO somente, e outras com diamante 6 microns somente. Em ambos os casos encontraram-se valores de EW maiores que aqueles da Tabela 6 por volta de 0,1 a 2,2 microns. Um jogo de 2 lâminas foi polido em ambos as rodas de diamante 1 mícron e o CrO com os ângulos de polimento aumentados em relação ao ângulo de pré-afiação, ?ß, modificados de 3 º para 5-6 º. Os resultados deste estudo se alinham com aquele apresentado na seção 5, ou seja, valores de ?ß=5-6 graus geraram valores de largura de aresta de corte (EW) ligeiramente menores que aqueles com ?ß=3 graus.

41
Conclusões
1. O uso de composto para polimento de diamante 1 mícron para a roda de couro Tormek gerou resultados excelentes. Contudo, a qualidade da largura da aresta de corte e da suavidade da face só fo i levemente superior àquela obtida com o composto de CrO. As larguras de aresta ótimas nas lâminas pré-afiadas com ângulos 2ß e 40º foram de 0,2-0,4 microns com o diamante, comparadas com 0,3-0,5 com o CrO. Estes valores de largura de aresta de corte foram obtidos com uma amostragem estatística melhorada sobre aquele feito na seção anterior.
2. Não se encontrou redução significativa nos valores de EW para o processo de 2 estágios de polimento indo do CrO para o diamante 1 mícron ou do diamante 6 microns para o diamante 1 mícron.
3. Um aumento no ângulo de polimento para o polimento final de ?ß=5 a 6 º foi melhor que 3, em concordância com os resultados apresentados na seção 5.
4. Foi necessário um mínimo de 12 a 15 passes de ida e volta na roda de couro para remover os riscos abrasivos mais grosseiros nas lâminas pré-afiadas com grana 600. Este resultado foi obtido com o uso dos abrasivos diamante 1 mícron e CrO.
[9] Sumários e Conclusões Estes experimentos foram dirigidos para avaliar a qualidade da aresta de corte do processo de afiação com relação ás seguintes propriedades: 1) Largura do topo da aresta, 2) Retilineidade e aspereza da aresta vista da face da lâmina, e 3) Suavidade da lâmina. Todas estas três

42
propriedades foram avaliadas pelas micrografias SEM tiradas das vistas das faces e da aresta das lâmina afiadas. O grande volume experimentos foi feito com as lâminas de aço inox AEB-L com uma dureza de 60 HRC. Um pequeno numero de experimentos comparativos foi feito com aços carbono, 1086, 52100, e Damasco genuíno, a durezas de 60 a 40 HRC. A maioria das lâminas foi afiada com a maquina de afiação Tru Hone, ver Apêndice 3, ou a maquina Tormek, ver Apêndice 2. Um numero limitado de lâminas foi afiado com pedras planas com um dispositivo para manter um ângulo de afiação constante. Dois ângulos foram definidos para caracterizar a aresta de corte afiada.. A Figura 4 mostra os dois ângulos: o ângulo de aresta, 2ß e ângulo da face, 2a. Estes ângulos são medidos com o goniômetro a laser descrito no Apêndice 1, ou por seccionamento metalográfico seguido por medições em microscópio ótico, vê Figuras 41 e A13. A afiação foi feita com rebolos de cerâmica ou de granas 220, 600, e 1000, com rebolo de diamante de grana 1200, com uma pedra d´agua de oxido fino de alumínio, e com pedras d´agua de 6000 e 8000 ou ainda com rebolo de pedras d´agua de grana 4000. O polimento final foi feito com três diferentes métodos: (1) Assentamento com aços de superfície lisa. (2) Polimento com couro, tanto “in natura” (limpo) como impregnado com compostos de oxido de cromo ou de diamante. O polimento com couro foi feito tanto com couro plano como com rodas de couro na maquina Tormek. Em todos os casos o ângulo da aresta de polimento foi cuidadosamente controlado para valores ligeiramente maiores que os ângulos de afiação por uma incremento chamado de ?ß. (3) Polimento feito com rodas de feltro e/ou tecidos impregnadas com composto de oxido de alumínio. Conclusão Principal Os especialistas em afiação de facas [1,2] ensinam que para um dado ângulo de aresta de corte 2ß e ângulo da face 2a, deveriam ser formados por pedras ou cintas de lixa mantendo um ângulo fixo de afiação, verificando quando a face da aresta é afiada até o centro (teórico) da aresta detectando uma rebarba ao longo da mesma Este estudo se dirige a questão de qual técnica de polimento final é a melhor para remover a rebarba e alisar a face da aresta de corte. A principal conclusão deste estudo é que dos três métodos usados ,o melhor método par remover as rebarbas e ajustar o ângulo de aresta é o polimento final em couro com um composto de oxido de cromo ou de diamante. A qualidade da aresta comparou-se ao padrões de lâminas de barbear: Larguras de aresta de corte de 0,3 a 0,5 microns, retilineidade de aresta (essencialmente qualidade de linha reta), pouca ou nenhuma aspereza na vista lateral e muito boa suavidade na face. Conclusões secundárias
1. A roda de couro da Tormek oferece um excelente método para polimento final de lâminas. Os experimentos foram feitos usando compostos abrasivos de oxido de cromo e “sprays” de 6 e 1 microns de diamante. O abrasivo de diamante 1 mícron

43
gerou larguras de aresta ótimas de 0,3 microns ,enquanto o abrasivo CrO gerou valores de EW levemente maiores,cerca de 0,4 microns. Ambos os abrasivos produziram excelente suavidade das faces e retilineidade das arestas após 12 a 15 passes de ida e volta sobre a roda de couro.
2. Um polimento final em um aço liso produziu uma melhoria dramática na aresta com
rebarbas originárias da afiação com lixa 600 ou mais grossas. Como definido por Juranitch [2], foi definido que somente poucos passes deveriam ser usados com pouca pressão a um ângulo pré estabelecido.A necessidade de assentamento da lâmina resulta do dobramento da aresta de corte e a deformação plástica (achatamento) para um dos lados.O acabamento ( aspereza) e a retilineidade da aresta de corte foram dramaticamente melhorados e se obtiveram larguras de aresta na faixa de 1,5 a 2 microns. A melhoria na qualidade da aresta se mostrou largamente independente do aumento do ângulo de assentamento da aresta sobre o ângulo de afiação original. A faixa de aumento do ângulo de assentamento da aresta foi de 10 a 30º.
3. O acabamento final nas rodas de polimento produziu superfícies muito lisas.
Entretanto, embora o processo de polimento, mesmo com uma leve pressão tenha removido a rebarba da operação original de afiação, acabou substituindo aquela rebarba por outra criada pelo próprio processo.Assim, o processo de polimento acabou produzindo arestas ligeiramente mais que o polimento com couro,com uma largura de aresta por volta de duas vezes o tamanho, ou seja, 0,8 a 1 mícron.
4. Os experimentos com as pedras planas e rebolos que compararam as arestas afiadas
em rebolos de óxidos cerâmicos com as pedras d´agua japonesas, mostraram que as pedras d´agua produziram rebarbas menores e geralmente mais uniformes. Após o polimento final no couro a qualidade da aresta se mostrou similar com relação ao acabamento (suavidade) da face, acabamento da aresta (aspereza), e retilineidade da aresta. Contudo, as larguras das arestas das lâminas com as pedras d´agua foram geralmente menores que as lâminas com cerâmica por fator por volta de 2, comumente por volta de 0,4 microns para s lâminas preparadas com pedras d´agua comparadas com 0,8 microns das lâminas preparadas com cerâmica.
5. Os dois jogos de experimentos independentes usando o assentamento em couro limpo
mostraram resultados similares. A ação de assentamento não é efetiva em remover as rebarbas das lâminas afiadas ou as marcas de abrasão na superfície.Aparentemente os abrasivos naturais no couro limpo não são adequados para produzir um polimento efetivo.
6. Quando se reduz o ângulo de aresta de corte 2ß torna-se mais difícil se manter a
qualidade da aresta. Os experimentos feitos com os ângulos 2ß de 20 e 40º mostraram que as rebarbas feitas formadas pelos ângulos de 20º foram maiores. Após o polimento final com couro nas lâminas feitas nas pedras d´agua a qualidade da aresta de corte foi equivalente para ambos os ângulos. Contudo, as lâminas de 20º preparadas em rebolos de grana 220 quando comparados com as lâminas preparadas com pedra d´agua, apresentaram arestas de corte mais ásperas e menos retilíneas, além de um aumento da largura da aresta de corte da conclusão 3.
7. É possível na operação de afiação nas pedras cerâmicas ou pedras d´agua mover a
aresta de corte em direção contra a aresta de corte, I, ou favor da aresta de corte, A,

44
ver Figura 3. O mecanismo de formação de rebarbas discutido na página 3 conclui que a direção I produz rebarbas menores. Os experimentos com afiação manual com pedras d´agua (Figura 27) também concluíram que a afiação na direção I produz menos rebarbas que na direção A, e, portanto todas as afiações neste estudo foram feitas nesta direção. Contudo, com o composto impregnado,seja couro ou rodas de polimento o polimento deve ser na direção A.
8. O polimento final com diamante de grana 1200 tendo o diamante incrustrado em
matriz de níquel numa placa de aço produziu surpreendentemente marcas abrasivas grandes na superfície, conforme figura 29.
9. Os rebolos de grana 1000 especial fornecido pela Tru Hone produziram arestas quase
tão boas quanto às arestas polidas com couro com respeito à retilineidade da aresta, acabamento (aspereza) e suavidade da face. As larguras das arestas de corte foram significativamente mais altas, contudo, na faixa de 1 mícron versus 0,3 microns para as superfícies polidas com couro.
10. O jogo de experimentos nos aços 52100 e 1086 à mesma dureza dos estudos com aço
inox, HRC=60, mostraram que a qualidade das arestas formadas nestes aços foram bastante similares ás arestas dos aços inox.
11. Foi feito um estudo em três aços carbono, 52100, 1086, e Damasco genuíno que
compararam a qualidade das arestas das lâminas nas durezas HRC de 40 e 60. As lâminas de dureza HRC= 60 produziram consistentemente qualidade de aresta de corte superior após a afiação com pedras cerâmicas e pedras d´agua.
A habilidade de uma faca cortar facilmente um material é alterada significativamente se a ação de cortar for modificada de uma simples pressão em um sentido, como empregado no ato de barbear, para uma ação de serrar para frente e para trás com uma faca serrilhada. A rebarba formada pelas pedras d´agua de afiação realmente produz uma aresta grosseira e pode até reduzir a força requerida para algumas operações do tipo serrar. Contudo, a rebarba produz um aumento substancial na largura da aresta de corte e para ação de corte envolvendo um mínimo de movimento de serrilhar a rebarba pode ser prejudicial. O autor não familiarizado de nenhum estudo que tenha levado em conta a questão de quando, se existe uma aresta com rebarba poderia ser superior para cortar. Este estudo foi dirigido na melhor maneira para remover as rebarbas de afiação. Referências
1. L. Leonard, The Complete Guide to Sharpening, The Tauton Press, Newtown, CT (1995).
2. J. Juranitch, The Razor Edge Book of Sharpening, Warner Books, New York, NY (1995).
3. I. Kirby, Sharpening with Waterstones, Cambium Press, Bethel, CT (1998). 4. J.F.Sackman, A Close Shave,Physics in Technology,vol.9, 208-213 (1978). 5. E. Kiesler,personal communication,Technical Services,Brownells,Inc. (2004).

45
6. J.D. Verhoeven,A.H.Pendray,W.E.Dauksch, The key role of impurities in ancient Damascos steel blades,Journal of Metals,vol. 50, 58-64 (1998).www.tms.org/pubs/journals/JOM/9809/Verhoeven-9809.htlm

46
Apêndice 1 Medições de angulo de aresta com laser Foi construído um dispositivo grosseiro, mas efetivo para medir os ângulos de aresta 2a e 2� Usando um feixe de laser. Uma ponta simples de laser, vendida como dispositivo para facilitar palestras foi montada como mostrado na Figura A1. O diagrama mostra como o feixe de laser é refletido nos dois lados da aresta da faca.O feixe defletido se projeta em uma régua transversal calibrada com posições especificas, que pode ser visualizada em uma sala iluminada.Os riscos em uma lâmina causam no ponto do feixe de laser uma mancha.A precisão dos pontos defletidos em uma sala escura foram úteis para avaliar a suavidade da aresta.O dispositivo permitiu o ajuste da distância da régua transversal à aresta da lâmina para manter um valor fixo de X. A distância do ponto defletido do ponto zero de deflexão do feixe laser ,chamada de d , em relação ao ângulo da face a é definida como: a 1 = [arctangente (d(a 1) /X)] /2, onde 2a = a 1+ a 2
Usando esta equação foi fixada na régua transversal uma escala calibrada. Os valores de 4 ângulos, ß 1, a 1, a 2, e ß 2 podem ser lidos diretamente da escala.

47
Apêndice 2 A Máquina de Afiação Tormek A Tormek Supergrind 2000 foi usada para afiar as lâminas neste estudo. Este sistema, divulgado virtualmente em todos os catálogos de trabalhos com madeira, gira com um rebolo de cerâmica de 10 “e uma roda de polimento de couro de 8,75” no mesmo eixo a uma rotação baixa de 90 RPM, com a parte inferior do rebolo de cerâmica mergulhada em água. Fornece dispositivos simples para manter um ângulo constante de afiação, e o dispositivo para facas longas foi o escolhido para fixar nas lâminas neste trabalho.A Figura A2 apresenta um croqui geral da afiação da lâmina da faca no rebolo rotativo de afiação. O ângulo de afiação é definido aqui como beta, ß, e a Figura A2 ilustra que é o ângulo médio sobre a face curvada sendo afiada da lâmina. Quando a espessura da lâmina se torna menor a face afiada se torna mais plana e o ângulo ß se aproxima mais de uma reta na aresta afiada. A curvatura do rebolo irá diminuir o valor de ß de um pequeno valor chamado ?ß, onde a letra grega delta, ?, é usada para denotar “a mudança em”. Geralmente ? ß é pequeno e será desconsiderado aqui, para ser avaliado no final deste apêndice. Rebolos de Cerâmica Neste trabalho foi feito um esforço especial para controlar os ângulos de afiação para os valores desejados fixados. Em consonância, foram determinados métodos para permitir que os ângulos de afiação desejados fossem previstos dado uma determinada preparação da máquina Tormek, e estes métodos serão detalhados aqui. A Figura A3 mostra um croqui geral da geometria da máquina Tormek com o ângulo 2ß girado 180º para o leitor conforme a Figura A2. A lâmina da faca é fixada no dispositivo fornecido pela Tormek ,Figura A4, que permite o operador fazer pequenos ajustes na distância chamada de L.Esta é a distância da ponta da lâmina à base do dispositivo fixador que se apóia na em uma barra.A barra do fixador pode ser ajustada para cima e para baixo ,e a distância do topo da barra de fixação ao topo da estrutura da máquina é chamada de X.A equação foi

48
derivada por Roger Homer, um emérito professor do Departamento de Matemática da Universidade do Estado de Iowa, que avalia o ângulo de afiação ß,como segue: ß = arccosseno ((R²+L²-Y²-h²) / (2*R*L))-90 equação 1 Existem 4 variáveis de precisam ser especificadas para estabelecer o valor de ß. Dois deles são fixados pela máquina e 2 estabelecidos pelo operador. Variáveis da máquina: R é o raio do rebolo, 127 mm para o rebolo SG fornecido com a máquina. Y é à distância do centro do rebolo ao plano vertical à barra do fixador, definido como -53 mm. L deve ser medido para cada preparação. X é à distância do topo da carcaça da máquina ao topo da barra de fixação e deve ser medido para cada preparação (set-up). O valor de h é calculado por: h = X+26,5mm equação 2 A geometria do fixador da faca O dispositivo fixador da faca é mostrado na Figura A4. Existem um par de características que define limites no seu uso. Limite 1: à distância L é ajustável de duas maneiras (1) à distância Y que a lâmina se projeta para fora e (2) o ajuste fornecido girando-se a manopla. Os valores de L entre 12 e 16 cm são geralmente adequados. Limite 2: o ângulo ß não pode ser
reduzido abaixo de um valor mínimo que é formado quando a distância w se aproxima de zero, porque isto causa a projeção da porca para baixo atingindo o rebolo. O mínimo ß depende mais sensivelmente da distância Y.A Tabela 1 fornece alguns números para o valor mínimo de beta calculado pela equação 1 ,medindo o valor de X necessária para reduzir w ao valor de 1 mm. Assim, para lâminas mais largas nós podemos afiar ângulos ß menores ,mas para facas estreitas ,como facas de aparas, o valor mínimo é limitado em 11º. Existe outro problema com o fixador de facas Tormek. Quando os lados alternados da lâmina são afiados o manípulo visto na Figura A4 será posicionado tanto para cima como para baixo.O fundido que compõe o corpo do fixador é aparentemente um pouco assimétrico, tal

49
que o ângulo formado entre estas duas posições são um pouco diferentes.Experimentos mostram que o ângulo afiado no lado quando o manípulo está para cima, é maior que quando o manípulo está para baixo.A diferença medida pelo goniômetro a laser é de cerca de 3,2º ,o que significa que existe uma assimetria de mais ou menos 1,6 º quando o fixador é invertido.O lado afiado da lâmina orientada oposta ao manípulo tem o ângulo maior em cerca de 3,2 º.
Equação 1 aplicada para rebolos de cerâmica Os valores teóricos de ß previstos pela equação 1 foram verificados medindo-o pelo goniômetro a laser. Observou-se que as previsões foram 7º mais baixo quando vários parâmetros foram mudados.Portanto a equação corrigida 3 fornece uma excelente previsão para os ângulos reais formados. Pensou-se que talvez um erro sistemático na medição dos parâmetros de entrada pudessem ser responsáveis por esta discrepância. Entretanto, os cálculos que examinaram os possíveis erros sistemáticos não consideram este o caso. A Equação 3 foi considerada como uma excelente estimativa de ângulo ß formado para um dado conjunto de parâmetros controláveis. A Figura A5 apresenta os resultados da Equação 3 em um gráfico útil para o caso de 3 valores convenientes de L, 13, 14, e 15 cm. Rodas de polimento de couro A Equação 1 também pode ser usada para calcular o ângulo ß para polimento na roda de couro. Neste caso não foi possível verificar o ângulo de polimento real com o laser porque a ação macia da roda de polimento de couro não irá mudar o ângulo original de afiação. Entretanto, foi possível estimar o ângulo ß usando o dispositivo fornecido pela Tormek para estimar o ângulo de afiação. O dispositivo é posicionado na lâmina e a roda de couro para um dado conjunto de X e L e fornece uma estimativa do ângulo ß .A geometria da preparação para a roda de couro está mostrada na Figura A6.Para este caso os parâmetros foram medidos como

50
H= X+81,6 mm Y = 45,5 mm Estes parâmetros poder inseridos na Equação 1 para gerar ß em função de X. Após isto ter sido feito e a comparação feita para os valores de ß medidos com o dispositivo, observou-se que os valores de ß eram muito pequenas, cerca de 2º. Portanto a Equação 1 foi modificada de acordo com a forma: ß = arccosseno (R²+L²-Y²-h²) / (2*R*l))-88 Equação 4 Um gráfico desta equação usando os valores da roda de couro acima para h e Y são mostrados na Figura A7 junto com os valores reais medidos com o dispositivo de medição de ângulos da Tormek. O dado rotulado como CorRog é aquele calculado pela Equação 4 , e o dado rotulado como Measured é aquele medido com o dispositivo de medição de ângulos Tormek. Observa-se que se obtêm uma concordância razoavelmente boa.
Uma das limitações do dispositivo Tormek é não pode ser usado para valores de ß menores que 15 º. Portanto os gráficos da Figura A7 são bastante úteis para extrapolar para valores menores que 15º. Após afiar a lâmina no rebolo de cerâmica deve-se levar em conta a assimetria quando prepará- la para o polimento na roda de couro. Geralmente é desejável ter um ângulo um pouco maior na roda de couro.Chamando este aumento no ângulo de sobre-ângulo,AO. É

51
desejável tê- lo igual em ambos os lados das faces afiadas. Assim, deve-se assegurar em fixar a lâmina no fixador usando a mesma orientação empregada para a afiação inicial no rebolo de cerâmica. É uma boa idéia marcar a face da lâmina orientada em direção ao manípulo na afiação inicial com rebolo de cerâmica para evitar problemas. Efeito da curvatura do rebolo e afiação no ângulo de afiação, � Conforme discutido acima o efeito da afiação côncava (hollow) produzido pela roda circular irá causar uma diminuição no ângulo de aresta abaixo do ângulo médio de afiação, que neste apêndice é chamado de ß.Este efeito pode ser explicado com o auxílio da Figura A8. Se a lâmina neste croqui fosse afiada em uma pedra plana a superfície afiada da lâmina cairia ao longo da linha horizontal pontilhada. O ângulo na aresta afiada seria dado por ß .É aparente que a curvatura do rebolo, mostrada aqui como o raio D/2 causaria a diminuição do ângulo de aresta em ?ß mostrada na figura. Pode-se observar pelo diagrama que quando a espessura T da lâmina diminui, o valor de ß também diminui,mas quando o diâmetro do rebolo torna-se menor, os valores de ?ß tornam-se maiores.É um problema geométrico relativamente simples mostrar que ?ß é relativo à espessura da lâmina, T, e o diâmetro do rebolo,D, como segue: ?ß = arcseno [T/ (D x seno (ß))] Equação 5 As previsões desta equação são mostradas na Figura A9 para o rebolo de cerâmica de 10 “nas lâminas com uma espessura de T= 1/8, 1/4, e ½”. Pode-se ver que os valores de ?ß tornam-se razoavelmente significativos para as condições comuns de afiação usada em cinzéis, com ângulos de 20 a 40 e espessuras de lâminas de 1; 8 a 1; 4”. Contudo, se tais cinzéis são acabados em uma pedra plana, como é comumente feito em cinzéis afiados côncavos [1,3] o ângulo da aresta retorna para o valor de ß. Na afiação de facas os experimentos feitos aqui com a máquina Tormek o ângulo final ß foi afiado nas lâminas com um ângulo a prévio. Os valores de a

52
são mostrados nas Figuras 5 e 6. Assim, o ß se estendeu da aresta de corte somente uma pequena distância e a espessura efetiva da lâmina em contato com o rebolo não foi mais que 0,1 mm. Sob estas condições o valor de ?ß foi menor que 0,1º, uma magnitude desprezível.
Apêndice 3
A máquina de Afiação Tru Hone A segunda máquina usada para afiação de lâminas neste estudo foi a Tru Hone fabricada pela Tru Hone Corp em Ocala, FL. A Figura A10 apresenta uma foto da máquina com um dispositivo especial de fixação da lâmina feita na oficina da Engenharia Mecânica da Universidade do Estado de Iowa para se ajustar ao topo da máquina. Esta máquina emprega 2 jogos de rebolos interpenetrantes localizados em frente a Figura A10.A Figura A11 apresenta a vista frontal de 4 rebolos à esquerda e na vista de topo à direita.Como mostrado à esquerda os rebolos giram em direção às arestas da lâmina.Existe uma cobertura de plástico que foi removida para mostrar claramente os rebolos na Figura A10. A cobertura contém uma cuba que permite que os rebolos possam trabalhar molhados, se
desejado.Foram usados quatro rebolos de óxido de alumínio a seco nas granas 100,220,400,e 600.Um rebolo de cerâmica de grana 1000 de diâmetro ligeiramente reduzido trabalhou molhado em uma solução aquosa fornecida pela Tru Hone para uso neste modelo.O desempenho foi melhorado com o uso deste líquido.Os ajustes da máquina permitem variação da rotação e a distância entre os rebolos.Quatro das lâminas de 3,8 “ de aço inox puderam ser presas no fixador e afiadas na mesma operação.O fixador tem uma ajuste vertical na

53
extremidade que garante o alinhamento horizontal da barra do fixador , medida com o nível no centro superior da barra. A Figura A11 à esquerda mostra que o ângulo 2ß da aresta de corte depende do número de sobreposições, O, entre os rebolos. Uma arruela de bronze de fixação é usada no lado externo dos rebolos. É possível medir o diâmetro das arruelas, WD, e a distância ent re estas arruelas, d, precisamente com um paquímetro. O diâmetro dos rebolos,2R, pode também ser medido precisamente com o paquímetro.Conhecendo estas dimensões pode-se calcular o valor teórico do ângulo de afiação 2ß ,combinando as equações mostradas à esquerda inferior na Figura A11 e inferior de A12.Obtêm-se como resultado a equação 6 abaixo: 2ß = 2 arccosseno [(d-WD) /2R] Equação 6 Devido à pequena, mas significante diferença nos diâmetros nos diâmetros dos rebolos para cada uma das granas, o cálculo deve ser feito para cada tipo de rebolo. Experimentos foram feitos sistematicamente variando a sobreposição dos rebolos e medindo os ângulos reais 2ß obtidos na afiação, comparando estes dados com as previsões da equação. O estudo inicial foi feito nas extremidades T das lâminas de aço inoxidável mostrado na Figura 5. As arestas pré-afiadas foram re-afiadas com um rebolo de grana 220 usando 5 passes por lâmina. As lâminas foram então seccionadas em um disco de corte refrigerado a água e duas partes da porção central de cada lâmina foi montada em plásticos padrão usados na metalografia, e polidas em diamante de 6 microns.Foram feitas imagens digitais destas secções e examinadas em um programa de computação gráfica para determinar os ângulos ß e a mostrados na Figura A13.Foram feitos experimentos em cinco tipos diferentes de sobreposição variando das posições 1 a 5 na manopla de controle da máquina. O valor médio do ângulo a foi encontrado na faixa de 16,6 a 17,1 º, e a média da metade do ângulo ß foi encontrada variando com a sobreposição como mostrado na Figura A14. À primeira vista a queda abrupta do ângulo ß medido abaixo do valor teórico que ocorre por volta de 18º estimado. Lembre-se, entretanto, que o valor medido de ß destas lâminas é por volta de 17º, que é provavelmente um pouco menor que o ângulo a pré-afiado das lâminas. Quando se estabelece o ângulo ß abaixo do ângulo a , um dos rebolos irá desbastar ao longo do comprimento total da face original a da lâmina. Isto irá reduzir bastante o índice no qual o ângulo da ponta irá mudar , e é razoável esperar que com somente

54
5 passes de afiação cairia abaixo do valor teórico porque não haveria afiação feita suficiente para mudar o ângulo do valor teórico.Os resultados mostram um ponto prático interessante, que é óbvio talvez, após uma avaliação mais cuidadosa. Se se tenta simplesmente a reafiação da extremidade T de uma destas lâminas de aço inox a sobreposição deveria ser ajustada para ter ß combinando com o ângulo original a ou para ser ligeiramente maior que este ângulo. Para contornar este problema com o índice de afiação dependente do ângulo de superfície pré-afiado, foram feitos experimentos em que a aresta foi afiada no lado não afiado das lâminas de aço inox, mostrado como a aresta A na Figura 1. Estas arestas foram afiadas com rebolos de grana 100 e foram necessários cerca de 150 passes para produzir uma aresta totalmente afiada. Foram usados quatro valores de sobreposição, O, e as lâminas foram seccionadas. montadas, e polidas como acima e os ângulos de dos valores médios dos ângulos de ponta foram medidos e apresentados na Figura A15. Observou-se que os ângulos medidos e calculados desviaram ligeiramente por uma magnitude constante sobre a faixa total de experimentos. Os resultados mostram que a mudança nos valores calculados com mudança na sobreposição é uma combinação próxima aos dados medidos, mas os valores de ângulos de ponta reais aparentemente são consistentemente menores que os valores calculados em cerca de 0,8 a 1,2 º. Este resultado final mostra que os ângulos de ponta medidos se aproximam razoavelmente dos valores calculados. Assim, a equação para calcular os ângulos de ponta fo rnecem uma boa estimativa, para que se afie as lâminas adequadamente. Em vários dos experimentos feitos com a máquina Tru Hone a afiação do ângulo 2ß foi feita com um ângulo ligeiramente aumentado da afiação subseqüente para assegurar que a afiação final se restrinja somente para a afiação final da aresta. Como o rebolo de grana 1000 tem um diâmetro menor ,e como os rebolos tiveram que ser trocados antes desta afiação final , a equação para calcular o ângulo de ponta foi muito útil. O aumento desejado no ângulo de ponta foi usado para calcular a distância requerida entre rebolos. Isto é, a dimensão d. As análises feitas nas pontas afiadas no SEM mostraram que o ajuste da sobreposição deste modo foi muito efetivo em fornecer um pequeno aumento no ângulo de ponta, de tal maneira que somente a região da ponta foi afiada na operação final. A Figura A16 apresenta o cálculo para a redução no ângulo de aresta (Equação 5) com o

55
rebolo de 3” usado na máquina Tru Hone. A curva T= 0,68 mm se aplica às lâminas de aço inox para as extremidades A. Assim o ângulo de aresta nestas lâminas afiadas com ângulo 2ß de 40º deveria ser reduzido em 3º. A curva T=0,1 mm dá uma redução máxima esperada na afiação de lâminas com um ângulo a pré-existente, as extremidades T. Os valores esperados espera-se, serão somente uma fração de graus.