Embed Size (px)
Citation preview

Fabricação de Dispositivo em Nylon para Uso em Teste in vivo como Guia de Neoformação Óssea Dentro de um Sistema Fechado
L. Vechi (1); N.H.A. Camargo (1); J.O. da Silva (2); E. Gemelli (1) (1) Departamento de Engenharia Mecânica – UDESC; (2) Departamento de Engenharia de Produção e Sistemas – UDESC Centro de Ciências Tecnológicas - CCT / Rua Paulo Malschitzki, 200 - Campus Universitário Prof. Avelino Marcante - Bairro Zona Industrial Norte - Joinville - SC – Brasil, CEP: 89.219-710, [email protected]
RESUMO
As técnicas de fabricação e de tratamentos de superfícies de biomateriais e dispositivos podem contribuir para qualidade de vida. O nylon é um material conhecido por ser bioinerte e muito utilizado em processos cirúrgicos como suturas. Esse trabalho teve como objetivo a usinagem de um dispositivo em nylon, para uso em experimentos ósseos guiados. O método de formação óssea guiada permite criar novo osso em um local em que não havia tecido ósseo previamente (crescimento ósseo exoesqueletal). Para realização de experimentos de aumento ósseo guiado é necessário o uso de dispositivos rígidos e impermeáveis para estabilizar o biomaterial granulado e promover o isolamento completo de tecidos adjacentes. Os dispositivos foram fabricados utilizando principalmente os processos de torneamento e furação para a condição necessária para o acabamento final. Três metodologias de processamento de usinagem foram testadas a fim de obter guias com a melhor qualidade na superfície do dispositivo e também para estes métodos variou-se o fluido de corte. Em seguida, os dispositivos foram caracterizados utilizando a microscopia eletrônica de varredura, Confocal e foram realizadas medidas do ângulo de contato. Os resultados mostram que o método de usinagem forneceu guias com superfícies hidrofóbicas, com baixa rugosidade, condições adequadas para uso como guias de formação óssea em testes in vivo.
Palavras-chave: Usinagem, Dispositivo, Neoformação Óssea.
INTRODUÇÃO
A Usinagem é definida como toda operação que produz cavaco durante a
modelação de uma peça ou dispositivo pela remoção de material por uma
ferramenta de corte, dando origem a uma peça com forma, dimensões e
acabamento desejados(1).
Segundo Ferraresi(1), a furação é um processo de usinagem destinado à
obtenção de um furo, normalmente cilíndrico, numa peça através do uso de uma
ferramenta geralmente multicortante. A trajetória da ferramenta (ou peça) é retilínea
9º Congresso Latino-Americano de Orgãos Artificiais e Biomateriais13º Congresso da Sociedade Latino Americana de Biomateriais, Orgãos Artificiais e Engenharia de Tecidos - SLABO
24 a 27 de Agosto de 2016, Foz do Iguaçu, PR
278

e coincidente ou paralela ao eixo principal de rotação da máquina. Além disso,
simultaneamente a essa trajetória, há o movimento de giro da peça ou da
ferramenta.
O torneamento é um processo de usinagem em que a peça gira em torno do
eixo principal de rotação da máquina, enquanto a ferramenta se desloca com uma
trajetória coplanar com este eixo. O processo de torneamento pode ser classificado
como retilíneo ou curvilíneo, dependendo da trajetória da ferramenta(1). Esse
processo de usinagem é de fácil operacionalização e fornece peças ou dispositivos
com dimensões precisas e acabamento superficial com baixa rugosidade.
O uso de materiais poliméricos do tipo nylon, teflon, como também o metálico
em titânio se destacam como dispositivos para aplicação em estudos guiados de
neoformação óssea em testes in vivo(2,3,4). Esses dispositivos normalmente são
produzidos pelo processo de usinagem por torneamento, devido à usinagem por
torneamento oferecer superfícies com baixa rugosidade(4).
O método experimental de condução óssea guiada permite avaliar o
comportamento da neoformação óssea dentro de um sistema fechado com apenas
uma superfície de contato com o tecido ósseo receptor. Esse método já foi utilizado
por diferentes autores e se mostrou ser um potencial na avaliação de biomateriais,
com relação à neoformação óssea(2,5,6).
Esta pesquisa teve como objetivo a usinagem de dispositivos em Nylon, para
uso como guias de formação óssea em testes in vivo. O dispositivo a ser fabricado
deve ter o melhor acabamento superficial possível, de forma a evitar que suas
superfícies influenciem sobre o mecanismo de formação óssea e permitam sua fácil
aplicação e retirada quando aplicados in vivo.
Para a produção das guias foram utilizados dois processos de torneamento
retilíneo (quando a ferramenta de corte se desloca com trajetória retilínea):
torneamento cilíndrico externo, no qual a ferramenta se desloca segundo uma
trajetória paralela ao eixo principal de rotação da máquina, e torneamento radial, no
qual a ferramenta se desloca perpendicularmente ao eixo principal de rotação da
máquina. Além disso, foi realizada uma primeira operação de furação utilizando uma
fresa para produzir a cavidade da guia. Outro processo de furação foi realizado,
porém com uma broca, a fim de possibilitar a passagem do parafuso de fixação
utilizado nos testes in vivo.
9º Congresso Latino-Americano de Orgãos Artificiais e Biomateriais13º Congresso da Sociedade Latino Americana de Biomateriais, Orgãos Artificiais e Engenharia de Tecidos - SLABO
24 a 27 de Agosto de 2016, Foz do Iguaçu, PR
279

Três métodos de fabricação foram testados, a fim de verificar qual deles produz
os melhores resultados em relação às características de superfície das guias. A
diferença entre estes três métodos foi o fluido lubrirrefrigerante utilizado durante a
primeira operação de furação, ou a ausência dele. Nessa pesquisa foram testados
três métodos de usinagem: 1º) a seco (sem utilização de fluidos lubrirrefrigerantes),
2º) com água e 3º) com ar comprimido como fluido lubrirrefrigerante. Segundo
Wiebeck et al.(7), a usinagem de materiais plásticos é influenciada pelo tipo de
lubrirrefrigerante, visto que a baixa condutividade térmica dos plásticos, pode levar a
deformação do material, isso pode conduzir um aumento do volume de defeitos na
superfície usinada, conduzindo um aumento da rugosidade superficial do dispositivo.
Os resultados encontrados pelos três métodos de usinagem foram
semelhantes, observando acabamento superficial levemente superior para os
dispositivos obtidos pelo método de usinagem a seco.
MÉTODO EXPERIMENTAL
Esse projeto de pesquisa envolveu a usinagem de dispositivos em nylon para
posteriormente uso como guias de neoformação óssea em testes in vivo. Os
dispositivos foram fabricados por três métodos de usinagem: 1º) usinagem a seco,
2º) com água e 3º) com ar comprimido como fluido lubrirrefrigerante. Os estudos de
caracterização foram sempre realizados em três pontos demarcados nas guias.
Nessas peças foi realizado o ensaio de Ângulo de Contato para verificar a
molhabilidade da superfície das guias, a Microscópio Eletrônico de Varredura (MEV)
e a Microscópia Confocal, ajudaram na avaliação da superfície das guias através do
uso de imagens.
PROCESSO OPERACIONAL NA FABRICAÇÃO DA GUIA
O material escolhido para a fabricação das guias foi o Nylon, por ser um
material bioinerte e de fácil acesso comercialmente, além de ser utilizado em muitos
processos cirúrgicos como suturas e também na fabricação de guias para estudos
de neoformação óssea guiado.
Para fabricação das guias foram utilizados um torno mecânico da marca Atlas
Máquinas, modelo TM-360, e uma furadeira de bancada da marca Motomil, modelo
FBM 160i, a fim de realizar as operações de torneamento e de furação.
9º Congresso Latino-Americano de Orgãos Artificiais e Biomateriais13º Congresso da Sociedade Latino Americana de Biomateriais, Orgãos Artificiais e Engenharia de Tecidos - SLABO
24 a 27 de Agosto de 2016, Foz do Iguaçu, PR
280

Para a produção das guias, utilizou-se um tarugo de Nylon de 17 mm de
diâmetro. O processo de usinagem foi realizado com o uso de um torno mecânico
com características técnicas adequadas para a realização do torneamento cilíndrico
externo. A velocidade de corte utilizada para o processo de usinagem balizou-se em
40 m/min, sendo avanço da ferramenta de corte de 0,052 mm/rotação. A ferramenta
de corte utilizada para usinagem das guias foi um inserto de metal duro triangular.
Com interesse de se obter melhor acabamento superficial externo das guias,
efetuou-se um lixamento com uma lixa de gramatura 1200.
No processo de usinagem seguinte foi realizada uma primeira operação de
furação, coaxial ao eixo do tarugo, com diâmetro de 10 mm e profundidade de 4 mm,
produzindo a cavidade da guia (Figura 1B). Para esta etapa, optou-se por utilizar
uma fresa de aço rápido, 4 dentes e diâmetro de 10 mm. O processo baseia-se na
fixação da fresa no mandril presente no cabeçote móvel do torno de forma que
esteja centralizada em relação ao eixo do tarugo cilíndrico de Nylon.
Com o tarugo cilíndrico em rotação e a fresa rente à extremidade deste,
promove-se um microavanço no mandril, fazendo a fresa penetrar no tarugo girante
e retirar a quantidade de material desejada. Esta etapa pode ou não envolver a
aplicação de fluidos na região de corte, dependendo do método que está sendo
testado.
Na sequência, utilizou uma broca com 2,5 mm de diâmetro. Da mesma
maneira, promove-se um microavanço do mandril, com profundidade de 3 mm a 5
mm, produzindo um furo no tarugo girante que servirá para a passagem do parafuso
de fixação da guia, quando a essa for submetida aos testes in vivo.
A etapa seguinte consiste em cortar uma porção da extremidade do tarugo de
Nylon na dimensão conforme o projeto. Este processo é realizado também no torno
mecânico e, como o corte deve ser feito perpendicularmente ao eixo do tarugo
cilíndrico, então foi realizado o torneamento radial. Para a realização desta operação
é utilizado um bedame de aço rápido, sendo que o posicionamento do bedame deve
obedecer a uma distância de 6 mm da extremidade do tarugo, estando esta em
rotação e realizando o avanço da ferramenta na direção perpendicular ao eixo do
tarugo cilíndrico. Antes de finalizar o corte, procurou-se realizar um arredondamento
nos cantos vivos nas bordas da peça com uma lima e uma lixa de gramatura 1200. A
peça obtida ainda passou pelo processo de usinagem para abertura de um cone na
superfície superior, com diâmetro de aproximadamente 5 mm (Figuras 1A e 1C), a
9º Congresso Latino-Americano de Orgãos Artificiais e Biomateriais13º Congresso da Sociedade Latino Americana de Biomateriais, Orgãos Artificiais e Engenharia de Tecidos - SLABO
24 a 27 de Agosto de 2016, Foz do Iguaçu, PR
281

fim de alojar a cabeça do parafuso de fixação da guia quando em aplicação em
testes in vivo. Essa usinagem foi realizada com uma broca, sendo que a mesma
deve penetrar somente na porção inicial da superfície, sem furar completamente a
parede superior da peça. Obtém-se desta forma a guia em sua forma final conforme
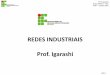
ilustrado na Figura 1.
Figura 1 - Dispositivo a ser fabricado. (A) Vista superior-lateral. (B) Vista inferior-lateral. (C) Vista superior. (D) Vista inferior.
(Fonte: Próprio autor) TÉCNICAS DE CARACTERIZAÇÃO
Medidas do Ângulo de Contato
Os estudos de caracterização por ângulo de contato foram realizados para as
guias obtidas pelos três métodos de usinagem, com o uso de um Goniômetro da
marca Ramé-Hart Instrument Co. do Laboratório de Física na UDESC. As guias
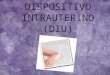
foram cortadas conforme a Figura 2B, com o objetivo de diminuir os erros
associados à concavidade das guias. Os fragmentos obtidos foram chamados de
pontos 1, 2 e 3 e foram esterilizados por ultrassom antes da realização dos estudos
de caracterização. A esterilização teve como interesse garantir que as superfícies
dos fragmentos estavam isentos de impurezas. Foram realizadas três medidas
conforme ilustrado pela figura 2B. As medidas do ângulo de contato foram realizadas
a partir de uma gota de água deonizada de 1µL, que foi depositada na superfície de
9º Congresso Latino-Americano de Orgãos Artificiais e Biomateriais13º Congresso da Sociedade Latino Americana de Biomateriais, Orgãos Artificiais e Engenharia de Tecidos - SLABO
24 a 27 de Agosto de 2016, Foz do Iguaçu, PR
282

cada ponto de peça (Figura 2B) e fotografada. Através desta imagem e com ajuda
computacional e de Software de captura de vídeo tornou-se possível avaliar o valor
médio dos Ângulos de Contato de cada superfície que foi analisada.
Figura 2 – Guia fabricada. (A) Região de análise dos testes. (B) Esquema de corte das guias para a realização dos testes. (Fonte: próprio autor)
Caracterização Superficial das Guias (MEV)
Os estudos de caracterização da superfície das guias foram realizados pelo
Grupo de Pesquisa em Biomateriais da UDESC/CCT – Joinville, com a utilização de
um Microscópio Eletrônico de Varredura (MEV) marca ZEISS, modelo DSM 940A,
através do sistema de elétrons secundários (SE), com distância de trabalho de 10
mm e tensão de aceleração dos elétrons entre 15 kV. Todas as amostras avaliadas
seguiram a mesma metodologia de metalização por pulverização catódica.
Microscopia Confocal
Com interesse em avaliar a topografia superficial e rugosidade das guias
obtidas pelos três métodos de usinagem, utilizou-se o microscópio Confocal laser
3D, marca Leica DCM 3D, instalado no Departamento de Física no Centro de
Ciências Tecnológicas, Universidade do Estado de Santa Catarina. Os estudos de
caracterização foram realizados sobre a superfície das guias obtidas pelos três
métodos de usinagem.
RESULTADOS E DISCUSSÃO
Ângulo de contato
Os resultados obtidos das medidas do ângulo de contato para os três métodos
de usinagem estão representados na tabela 1. Esses mostram que o método de
9º Congresso Latino-Americano de Orgãos Artificiais e Biomateriais13º Congresso da Sociedade Latino Americana de Biomateriais, Orgãos Artificiais e Engenharia de Tecidos - SLABO
24 a 27 de Agosto de 2016, Foz do Iguaçu, PR
283

usinagem a seco e com água se apresentaram semelhantes entre si, observando
valores levemente inferiores para o 3º método que se utilizou como fluido
lubrirrefrigerante ar comprimido. Isto pode estar associado à direção de aplicação do
ar comprimido, que pode ter inibido a saída do cavaco, contribuindo para a
modificação das superfícies das peças. De toda maneira, os resultados encontrados
mostram, para os três métodos de usinagem, que as superfícies das guias são
hidrofóbicas revelando ângulos de contato superiores a 45º. Esse resultado indica
que as superfícies das guias não influenciarão sobre o processo de neoformação
óssea quando aplicadas em testes in vivo.
Tabela 1 - Valor médio do ângulo de contato encontrado para cada método de
usinagem. (Fonte: Próprio autor)
Método 1 Método 2 Método 3
Ponto 1 - - 81,44
Ponto 2 94,57 92,27 80,14
Ponto 3 97,97 90,94 81,31
Média 96,27 91,61 80,96
Microscopia Eletrônica de Varredura (MEV) Os resultados obtidos pela microscopia eletrônica de varredura sobre a
superfície das guias obtidas pelos métodos de usinagem 1 e 2, revelou em suas
micrografias (Figuras 3 e 4) uma semelhança entre as superfícies, revelando
superfícies com baixa rugosidade. Já os resultados obtidos pelo método de
usinagem 3 revelou em sua micrografia (Figura 5) uma rugosidade superior, se
comparado com os métodos de usinagem 1 e 2, o que pode estar associado a
direção de aplicação do ar comprimido, conforme já explicado anteriormente. Esses
resultados também já foram constatados nos obtidos pelo ângulo de contado que
revelaram menor ângulo de contato para as guias obtidas pelo método de usinagem
3, revelando que a presença do fluido de ar comprimido influenciou diferentemente
na usinagem das guias.
9º Congresso Latino-Americano de Orgãos Artificiais e Biomateriais13º Congresso da Sociedade Latino Americana de Biomateriais, Orgãos Artificiais e Engenharia de Tecidos - SLABO
24 a 27 de Agosto de 2016, Foz do Iguaçu, PR
284

Figura 3 - Superfície da guia obtida pelo método de usinagem 1 (MEV). (Fonte: Próprio autor)
Figura 4 - Superfície da guia obtida pelo método de usinagem 2 (MEV). (Fonte: Próprio autor)
9º Congresso Latino-Americano de Orgãos Artificiais e Biomateriais13º Congresso da Sociedade Latino Americana de Biomateriais, Orgãos Artificiais e Engenharia de Tecidos - SLABO
24 a 27 de Agosto de 2016, Foz do Iguaçu, PR
285

Figura 5 - Superfície da guia obtida pelo método de usinagem 3 (MEV). (Fonte: Próprio autor)
Microscopia Confocal
A técnica de microscopia confocal teve como objetivo avaliar a topografia da
superfície dos fragmentos de guias, nos pontos 1, 2 e 3, conforme ilustrados pela
figura 2B. O interesse foi verificar as características de rugosidade das superfícies
das guias obtidas pelos três métodos de usinagem. As imagens foram obtidas
dentro de um sistema 3D com os eixos Y e Z na escala do μm, sendo o eixo Z que
indica a rugosidade da superfície das guias.
Os resultados obtidos para o método de usinagem 1 revelou em sua
micrografia (Figura 6), uma superfície com baixa rugosidade. A micrografia (Figura
7), obtida sobre a superfície da guia usinada pelo método 2 revelou a presença de
picos de baixa intensidade no eixo Z, dispersos na superfície da guia, o que mostra
uma rugosidade heterogênea da superfície. Já a guia usinada pelo método 3 revelou
em sua micrografia (Figura 8), uma rugosidade superior em relação as guias
usinadas pelos métodos 1 e 2. Esses resultados também foram observados, nas
micrografias obtidas por microscopia eletrônica de varredura e das medidas de
ângulo de contato.
9º Congresso Latino-Americano de Orgãos Artificiais e Biomateriais13º Congresso da Sociedade Latino Americana de Biomateriais, Orgãos Artificiais e Engenharia de Tecidos - SLABO
24 a 27 de Agosto de 2016, Foz do Iguaçu, PR
286

Figura 6 – Micrografia obtida sobre a superfície da guia fabricada pelo método de usinagem 1. (Fonte: Próprio autor)
Figura 7 – Micrografia obtida sobre a superfície da guia fabricada pelo método de usinagem 2. (Fonte: Próprio autor)
Figura 8 – Micrografia obtida sobre a superfície da guia fabricada pelo método de usinagem 3. (Fonte: Próprio autor)
9º Congresso Latino-Americano de Orgãos Artificiais e Biomateriais13º Congresso da Sociedade Latino Americana de Biomateriais, Orgãos Artificiais e Engenharia de Tecidos - SLABO
24 a 27 de Agosto de 2016, Foz do Iguaçu, PR
287

Os resultados encontrados revelaram que a metodologia de usinagem pode
influenciar sobre a qualidade da superfície das guias, conforme já citado pelo
autor(7). Observou-se nos resultados uma melhor superfície para as guias obtidas
pelo método de usinagem 1.
CONCLUSÃO
A metodologia de usinagem por torneamento do nylon fornece guias de
neoformação óssea com ângulos de contato superiores a 80º, isso indica que as
superfícies das guias são hidrofóbicas. Esse resultado mostra que as superfícies das
guias não influenciarão sobre o processo de neoformação óssea guiada, quando
aplicadas in vivo. Constatou-se melhor resultado de usinagem para as guias obtidas
pelo método de usinagem 1, mas pode-se dizer que os três métodos ofereceram
guias com superfícies adequadas e com ângulo de contato superiores a 45º. Os
resultados encontrados são animadores e podem contribuir para o desenvolvimento
de guias de neoformação óssea em aplicações de testes in vivo. O método
neoformação ósseo guiado ainda é pouco utilizado em estudos comparativos de
formação óssea em testes in vivo, mas, esse método apresenta vantagens como
baixa morbidade e facilidade de fixação do dispositivo durante o procedimento
cirúrgico. Outro ponto positivo é que o procedimento para instalação das guias não
requer equipamentos adicionais e apresenta um trauma cirúrgico mínimo, além de
forte semelhança a situações clínicas.
AGRADECIMENTOS Pela Bolsa PROIP/UDESC e à FAPESC pelo apoio financeiro ao Grupo de Pesquisa
em Biomateriais.
REFERÊNCIAS
(1) FERRARESI, D. Fundamentos da usinagem dos metais. São Paulo: Edgard Blücher, 1970. 926 p.
(2) LEVANDOWSKI-JR, N. Biocerâmicas nanoestruturadas para aumento ósseo guiado: um estudo comparativo in vivo. Dissertação de mestrado em odontologia. Universidade de Santo Amaro, 2009.
(3) LEVANDOWSKI-JR, N. 2014. Análise comparativa de diferentes substitutos ósseos sintéticos microporosos em calvária de coelho. Tese de Doutorado.
9º Congresso Latino-Americano de Orgãos Artificiais e Biomateriais13º Congresso da Sociedade Latino Americana de Biomateriais, Orgãos Artificiais e Engenharia de Tecidos - SLABO
24 a 27 de Agosto de 2016, Foz do Iguaçu, PR
288

Universidade do Estado de Santa Catarina - Programa de Pós Graduação em Ciência e Engenharia de Materiais, Joinville, 2014, 193 p.
(4) BUSENLECHNER D, TANGL S, MAIR B, et al. Simultaneous in vivo comparison of bone substitutes in a guided bone regeneration model. Biomaterials, v.29, n.22, p.3195-3200, 2008.
(5) ZIGDON, H.; LEWINSON, D.; BICK, T.; MACHTEI, E. E. Vertical Bone Augmentation Using Different Osteoconductive Scaffolds Combined with Barrier Domes in the Rat Calvarium. Clinical Implant Dentistry and Related Research, Vol. 16, N.1, 2014.
(6) YAMADA, Y.; et. al. Correlation in the densities of augmented and existing bone in guided bone augmentation. Clin. Oral Impl. Res. 23, 837–845, 2012.
(7) WIEBECK, H. et al. Usinagem de plásticos de engenharia. Uma opção de processamento. In: 9o CONGRESSO BRASILEIRO DE POLÍMEROS, Campina Grande, PB, 2007. Anais... São Carlos: ABPol, 2007. Não paginado. Disponível em: https://www.ipen.br/biblioteca/cd/cbpol/2007/PDF/652.pdf. Acesso em: 07 de junho de 2016.
Manufacturing of Nylon Devices to the Usage in in vivo Tests as a Bone Neoformation Guide inside a Closed System
ABSTRACT
The techniques of manufacturing and of surface treatments of biomaterials and devices can contribute to the quality of life. Nylon is a material known as being bioinert and widely used in surgical processes as sutures. This assignment had as target the machining of a Nylon device, to the usage in guided bone experiments. The method of guided bone formation allows creating new bone in a location where didn’t existed bone tissue previously (exoskeletal bone growth). To the realization of experiments of guided bone growth is necessary the usage of rigid and impermeable devices to stabilize the granulated biomaterial and promote the complete isolation of adjacent tissues. The devices were manufactured using mostly the processes of turning and drilling to the necessary condition to the final finishing. Three methodologies of machining processing were tested in order to obtain guides with the best quality in the device’s surface and also for these methods the cutting fluid was varied. Then, the devices were featured using scanning electron microscopy, Confocal and contact angle measurements were realized. The results show that the machining method provided guides with hydrophobic surfaces, with low roughness, adequate conditions to the usage as bone formation guides in in vivo tests.
Key-words: Machining, Device, Bone Neoformation.
9º Congresso Latino-Americano de Orgãos Artificiais e Biomateriais13º Congresso da Sociedade Latino Americana de Biomateriais, Orgãos Artificiais e Engenharia de Tecidos - SLABO
24 a 27 de Agosto de 2016, Foz do Iguaçu, PR
289