Embed Size (px)
Citation preview

Faculdade de Tecnologia “José Crespo Gonzales”
Flávia Cristiane Gobbo
Estudo de Corrosão por PIT do Aço Inox 321H Soldado pelo Processo
GTAW Autógeno
Sorocaba
2017

Estudo de Corrosão por PIT do Aço Inox 321H Soldado pelo Processo
GTAW Autógeno
Trabalho de Conclusão de Curso, apresentado a
Faculdade de Tecnologia de Sorocaba (FATEC) “José
Crespo Gonzalez” para a obtenção do título de
Tecnólogo em Processos Metalúrgicos.
Orientador: Prof. M. Sc. Marcos Dorigão Manfrinato
Sorocaba
2017

AGRADECIMENTOS
Primeiramente agradeço a Deus e minha família pela vida e força para enfrentar as
adversidades que sobrevieram durante esse período de aprendizado e crescimento
profissional.
A todos os professores e orientadores em especial ao Marcos Dorigão, Luciana Sgarbi
Rossino, Igor Franco e César Antonio que me proporcionaram todos os suportes necessários,
e que contribuíram para que obtivesse sucesso em meus estudos.
Também agradeço aos colegas de classe pelo companheirismo e motivação durante
minha trajetória nesta conceituada Faculdade.
“No meio da dificuldade encontra-se a oportunidade.”
(Albert Einstein)

0
RESUMO
Neste trabalho foi utilizado o aço 321H austenítico, que foi desenvolvido para evitar a
sensitização, através da adição de titânio. Este elemento apresenta maior afinidade com o
carbono do que com o cromo, e induzem a formação de carbonetos. A soldagem GTAW
autógena do aço inoxidável austeníticos AISI 321H foi realizada de maneira automática na
empresa Senior Flexonics Brasil. Após a soldagem, o tratamento térmico realizado em uma
amostra foi a 1050°C por 30 minutos para remover os precipitados de carbonetos de cromo
(Cr23C6) que ocorrem preferencialmente nos contornos de grãos na zona afetada pelo calor. A
área que sofre a precipitação de carbonetos fica empobrecida de cromo em sua matriz e, por
consequência, apresenta uma forte tendência a processos de corrosão. Os ensaios
metalográficos para caracterização microestrutural foram realizados com ataque eletrolítico.
A obtenção de imagens foi possível com auxílio de microscópio eletrônico de varredura. O
ensaio de corrosão eletroquímica por pite em solução de NaCl à 0,1 Mol com PH =2. O ciclo
de polarização foi realizado durante 30 minutos, e após, o ensaio de polarização cíclica para
revelar os pites de corrosão. Os ensaios de corrosão eletroquímica foram realizados no cordão
de solda sem tratamento e com tratamento térmico de solubilização e foram replicados 3
vezes para garantir a precisão do ensaio. Os ensaios foram realizados na zona fundida, zona
afetada pelo calor e metal de base. Nas análises da zona afetada pelo calor após o tratamento
de solubilização, foi possível verificar a presença do titânio e, um aumento na composição do
carbono na matriz. Os carbonetos de titânio formados dentro do grão não cresceram devido a
capacidade do titânio se estabilizar em altas temperaturas, sua presença diminui a
concentração de cromo, através da sua precipitação no tratamento térmico. O potencial de pite
para as regiões do material soldado e solubilizado aumentou consideravelmente em relação ao
material soldado e não tratado termicamente. Este fato, deve-se ao tratamento térmico de
solubilização que eliminou a pequena quantidade de carboneto de cromo que se formou
devido ao fluxo de calor durante a soldagem.
Palavras-chave: soldagem, aço inoxidável, corrosão, solubilização.

1
ABSTRACT
In this work 321H austenitic steel was used, which was developed to avoid the sensitization,
through the addition of titanium. This element exhibits greater affinity with carbon than with
chromium, and induces the formation of carbides. The welding GTAW autogenous of the
austenitic stainless steel AISI 321H was realized of automatic way in the company Senior
Flexonics Brazil. After welding, the heat treatment performed in a sample was at 1050 ° C for
30 minutes to remove precipitates of chromium (Cr23C6) carbides which occur preferentially
in grain contours in the heat affected zone. The area that undergoes the precipitation of
carbides is depleted of chromium in its matrix and, consequently, presents a strong tendency
to processes of corrosion. The metallographic assays for microstructural characterization were
performed with electrolytic attack. The imaging was possible using a scanning electron
microscope. The electrochemical corrosion test by pitting in 0.1 Mol NaCl solution with PH =
2. The polarization cycle was performed for 30 minutes, and after, the cyclic polarization test
to reveal corrosion pits. The electrochemical corrosion tests were performed on the weld bead
without treatment and with solubilization heat treatment and were replicated 3 times to
guarantee the accuracy of the assay. The tests were carried out in the melt zone, zone affected
by heat and base metal. In the analyzes of the heat affected zone after the solubilization
treatment, it was possible to verify the presence of titanium and an increase in the
composition of the carbon in the matrix. The titanium carbides formed within the grain did
not grow due to the ability of the titanium to stabilize at high temperatures, its presence
decreases the chromium concentration, through its precipitation in the heat treatment. The
pitting potential for the regions of the welded and solubilized material has increased
considerably with respect to welded and untreated material. This fact is due to the
solubilization heat treatment that eliminated the small amount of chromium carbide that
formed due to the heat flux during welding.
Keywords: welding, stainless steel, corrosion, solubilization.

2
1- INTRODUÇÃO
O aço inoxidável austenítico AISI 321 foi desenvolvido para evitar o processo de
sensitização, através da adição de titânio. Este elemento apresenta maior afinidade com o
carbono do que com o cromo e induzem a formação de carbonetos, reduzindo drasticamente a
quantidade de carbono na matriz. A adição de elemento estabilizante nesse aço inoxidável,
tem o objetivo de eliminar a sensitização, inibir o crescimento de grão pelo ancoramento dos
contornos de grão por partículas de precipitados (SILVA, 2007). Dessa forma, este tipo de aço
inoxidável estabilizado pode ser utilizado em equipamentos para indústria de petroquímica e
química que operam na faixa de temperatura de 500°C à 800°C, mas para tal devem passar
por um tratamento térmico de estabilização (TAVARES, 2008).
O fenômeno da sensitização que ocorre em aços inoxidáveis faz com que o material
fique sensível à corrosão intragranular, pois as regiões adjacentes aos contornos de grão ficam
escuros e pobres em Cr, pois há a formação de carbonetos de Cr (Cr23C6 e TiC) nos contornos
de grão em uma faixa de temperatura entre 450OC a 850
OC conforme a Figura 1. [LIPPOLD,
2005]
Figura 1: Corrosão intragranular no contorno de grão – ASTM A240 Gr304
Fonte: Lippold (2005)
Para reduzir o fenômeno da sensitização podemos utilizar a solubilização, que é o
aquecimento do material entre 1050 O
C e 1100 O
C e logo após resfriar em água. Podemos
também utilizar materiais com baixo teor de C, como os aços inoxidáveis com o sufixo “L”
(304L, 316L, etc.), com o baixo teor de C retardando a formação de carbonetos. Outra opção e

3
a utilização de materiais com elementos de liga como o Ti e o Nb, os quais tendem a formar
os carbonetos de Ti e Nb evitando a formação de Cr23C6. [LIPPOLD, 2005]
Para qualquer processo de soldagem a condução de calor do cordão de solda modifica
a granulometria, transformação de fase e precipitação de carbonetos nos contornos
principalmente na região de granulação fina e parcialmente transformada, como ilustra a
Figura 2. [MANFRINATO, 2014]
Figura 2: Microestrutura típica de uma zona afetada pelo calor (ZAC
Fonte: Manfrinato (2014)
2- REVISÃO BIBLIOGRAFICA
2.1 COROSSÃO DE MATERIAIS METÁLICOS
São bastante elevados os prejuízos causados pela corrosão. Estimativas mostram que
oscilam em torno de 3 a 4% do PIB, o que representa valores significativos da economia de
uma nação, sendo equivalente aos gastos em educação ou mesmo em financiamento de
pesquisas científicas. [GEMELLI, 2001]
Os problemas de corrosão são frequentes e ocorrem nas mais variadas atividades,
como por exemplo nas indústrias química, petrolífera, petroquímica, naval, de construção
civil, automobilística, na medicina (ortopedia) e em obras de arte como monumentos e
esculturas. [GENTIL, 2014]
ZONA AFETADA PELO CARLOR

4
Os fenômenos de corrosão de metais envolvem uma grande variedade de mecanismos
que, no entanto, podem ser resumidos em quatro grupos: [WOLYNEC, 2003]
Corrosão em meios aquosos (90%);
Oxidação e corrosão a quente (8%);
Corrosão em meios orgânicos (1,8%);
Corrosão por metais líquidos (0,2%).
Uma reação de corrosão implica na transferência de elétrons entre um elemento
químico do material e outro meio, essa transferência de elétrons pode ocorrer através de um
mecanismo químico, chamado corrosão química, ou através de um mecanismo eletroquímico,
chamada corrosão eletroquímica. [GEMELLI, 2001]
Na corrosão eletroquímica, os elétrons são transferidos indiretamente, ou seja,
difundem-se através da superfície do sólido (metal ou filme) até o ponto onde são recebidos
pelo elemento do meio (oxidante). Nesse caso, o doador e o receptor encontram-se em lugares
diferentes. Esse processo faz com que haja a geração de corrente elétrica na interface
sólido/meio corrosivo (corrente eletrônica no metal ou iônica e eletrônica no filme e iônica no
meio líquido). A região onde ocorre oxidação é chamada de anodo e aquela em que os
elétrons são consumidos denomina-se catodo. [GEMELLI, 2001]
A corrosão pode ocorrer sob diferentes formas, e o conhecimento das mesmas é muito
importante nos processos corrosivos. As formas (ou tipos) de corrosão podem ser
apresentadas considerando-se a aparência ou forma de ataque e as diferentes causas de
corrosão e seus mecanismos que estão ilustrados na Figura 3, como: uniforme, por placas,
alveolar, puntiforme ou por pite, intergranular (ou intercristalina), intragranular (ou
transgranular ou transcristalina), filiforme, por esfoliação, grafítica, dezincificação, em torno
de cordão de solda e empolamento pelo hidrogênio. [GENTIL, 2006]
Figura 3: Formas de corrosão conforme sua aparência e diferentes causas de ataque

5
Fonte: ICZ Portal da Galvanização (2017)
2.1.1. Corrosão por Polarização Cíclica – PITE
A corrosão que ocorre em pontos localizados na superfície metálica dá-se o nome de
corrosão por pite. Esse tipo de corrosão são cavidades que apresentam o fundo em forma
angulosa e profundidade geralmente maior que o seu diâmetro. A norma ASTM G46-2005
apresenta diferentes formas de pites como ilustrada na Figura 4.
Figura 4: Seção tranversal das diferentes morfologias de pites conforme norma ASTM G46-2005.
Fonte: Norma ASTM G46-2005.
A corrosão por pite é caracterizada por um ataque altamente localizado e se inicia em
diferentes pontos da superfície de aços inoxidáveis passivos na presença de cloretos. É uma
(a) Narrow , Deep (b) Eliptical
(d) Subsurface (e) Undercutting
(Horizontal) (Vertical)
(c) Wide, Shallow

6
forma destrutiva de corrosão, uma vez que causa a perfuração do equipamento. É muito difícil
medir quantitativamente e comparar a extensão dos pites devido à variação de profundidade e
o número de pites que podem ocorrer sob idênticas condições. [FONTANA, 1986]
A corrosão por pites pode iniciar de diversas formas, dentre elas podemos destacar:
danos à camada protetiva de óxidos, através de fatores que podem acentuar a quebra desta
camada protetora (tintas, por exemplo) danificada ou aplicada de forma incorreta presença de
não uniformidades na estrutura cristalina do metal, como a presença de inclusões.
[MORONA, 2007]
A corrosão por pite é regida exclusivamente por reação anódica autocatalítica, isto é, o
processo de corrosão dentro dos pites produz condições nas quais tanto são estimuladas,
quanto são necessárias pela atividade contínua dos pites, o que está apresentada na Figura 5,
onde um metal é atacado por uma solução aerada de cloreto de sódio. O processo de
nucleação, onde ocorre a quebra da camada passiva na superfície do material, formando assim
uma célula eletrolítica. Com isso, a diferença de potencial entre ânodo e o cátodo faz com que
a dissolução anódica seja bem acentuada, originando alta densidade de corrente. [FONTANA,
1986]
Figura 5: Processo autocatalítico ocorrendo em corrosãopor pite
Fonte: Morona (2007)
Como observado na ilustração da Figura 5, ocorre um excesso de cargas positivas
produzidas devido à rápida dissolução do material, resulta na migração de íons cloreto para
manter a neutralidade elétrica. Com alta presença de íons cloreto dentro do pite, ocorre a
formação de grande quantidade de MCl. Como resultado da hidrólise do MCl, aumenta-se a

7
produção de íons H+, como consequência ocorre o aumento da acidez localizada, aumentando
a dissolução do material com o tempo. [MORONA, 2007]
O conhecimento do comportamento eletroquímico de um metal num potencial de
eletrodo diferente do Ecorr (ou de equilíbrio) apresenta interesse tanto prático quanto teórico.
Para impor experimentalmente a um eletrodo, um potencial de eletrodo diferente com de
corrosão é preciso lançar mão de fontes externas de potencial, como, por exemplo, uma
bateria. Neste caso, no entanto, não se consegue manter um controle desse potencial.
[MORETO, 2012]
Um controle adequado do potencial de eletrodo é conseguido com um potenciostato,
através do qual é possível, além de impor ao eletrodo o potencial desejado com o eletrodo de
referência, também medir a corrente de polarização e, inclusive resgistrá-la em função do
potencial. Dessa forma, é possível obter as curvas de polarização experimentais que
representam a relação entre potencial de eletrodo aplicado e a correspondente corrente medida
no potenciostato [MORETO, 2012]. As Figuras 6(a) e 6(b) ilustram esquematicamente o
arranjo experimental utilizado para o levantamento das curvas de polarização
potenciodinâmica.
Figura 6: Polarização Potenciodinâmica. (a) Arranjoesquemático para levantamento das curvas de polarização
[MORETO, 2012] e (b) detalhes esquemático da célula eletroquímica contendo o eletrodo de trabalho, eletrodo
de referência e contra-eletrodo
(a) (b)
Fonte: MORONA (2007)
Uma curva potenciodinâmica pode ser observada na Figura 7. Nessa curva podemos
obter algumas informações, dentre elas: o potencial de passivação primário (Epp) é o potencial
após a qual ocorre um decréscimo de corrente ou então esta corrente se torna constante até um
determinado potencial; o potencial de ruptura (Eb), é o potencial onde ocorre aumento da

8
corrente devido ao aumento do potencial; a região passiva é a região entre o potencial de
passivação primário (Epp) e o potencial de ruptura (Eb); a região ativa é a região da curva onde
os potenciais são menores que o potencial de passivação primário (Epp); já a porção da curva
onde os potenciais são maiores que o potencial de ruptura (Eb) é denominada como sendo a
região transpassiva. [MORONA, 2007]
Figura 7: Curva potenciodinâmica para corrosão passiva
Fonte: Morona (2007)
2.1.2 Técnica de Varredura com Eletrodo Vibratório – SVET
A técnica SVET (do nome inglês Scanning Vibrating Electrode Technique, que em
português pode ser traduzido por Técnica do Elétrodo Vibrante de Varrimento) foi
originalmente desenvolvida por biólogos entre as décadas de 1950 e 1970 com o objetivo de

9
medir as correntes iónicas associadas a processos de diferenciação celular, regeneração de
tecidos e electrofisiologia, áreas onde é conhecida como Vibrating Probe. [BASTOS, 2013]
Atualmente a técnica SVET é um procedimento rápido no processamento de dados
com o objetivo de fazer medições em tempo real e em diferentes tipos de superfícies.
Técnicas eletroquímicas de varredura com alta resolução espacial permitem fazer medidas “in
situ” fornecendo informação valiosa sobre comportamento de um processo de corrosão em
nível microscópio. [ROQUE, 2015]
As técnicas eletroquímicas convencionais utilizam eletrodos com dimensões da ordem
de milímetros ou centímetros, obtendo-se valores médios correspondentes à resposta de toda a
amostra. Particularmente, no estudo da corrosão de metais soldados, estas técnicas podem
limitar a investigação, uma vez que as regiões afetadas pela soldagem podem ter dimensões
reduzidas. Dentre as técnicas eletroquímicas localizadas, a utilização da técnica SVET vem
crescendo significativamente. [BERTONCELLO, 2014]
Essa técnica é capaz de medir variações muito pequenas na atividade eletroquímica à
superfície ativa, imersa em um meio eletrolítico. Como resultado, obtêm-se mapas de
potencial e densidade de corrente que permitem avaliar a severidade do processo corrosivo na
superfície do material em estudo, inclusive sendo possível a detecção de densidade de
corrente de ordem 5A.cm-2
. [BERTONCELLO, 2014]
Quando ocorre a corrosão localizada de um metal é gerada uma separação espacial das
áreas anódicas e catódicas, a qual conduz a pequenas variações no potencial e geração de um
fluxo iônico dentro do eletrólito. Este fluxo iônico gera uma corrente iônica de potencial é
distribuído acima dos sítios ativos de corrosão, conforme ilustra a Figura 8(a). Dessa forma, a
técnica de varredura com eletrodo vibratório usa um microelétrodo fino acima da amostra, o
qual é capaz de medir estes gradientes de potencial entre os pontos de vibração, permitindo
assim fazer um estudo in situ da corrosão. A Figura 8(b) apresenta diferentes resultados
obtidos de acordo com as intensidades de corrente na região anódica e catódica. [ROQUE,
2015]
Figura 8: Interpretação química e elétrica do processo de corrosão. (a) interpretação dos processos que ocorrem
em termos químicos. (b) interpretação em termos elétricos

10
Fonte: Bastos (2013)
Um diagrama esquemático do SVET é apresentado na Figura 9. Este modelo incorpora
um amplificador que retifica o sinal AC usando filtros de frequência eletrônica que convertem
a corrente contínua em corrente alternada, com uma frequência igual à da vibração do
eletrodo, a qual é analisada num amplificador que só aceita o sinal proveniente da frequência
de vibração do microelétrodo, dessa forma, eliminando o ruído não desejado e aumentando a
sensibilidade técnica, possibilitando assim detectar variações de corrente elétrica da ordem de
nanoamperes. [ROQUE, 2015]
Figura 9: Esquema de funcionamento do SVET
Fonte: Roque (2015)
A Figura 10 apresenta os mapas de densidade de corrente obtidos via SVET realizado
por Bertoncello em 2014 na soldagem por fricção linear em juntas sobrepostas das ligas
AA7050-T76511 e AA2024-T3. Nos mapas de densidade de corrente observam-se correntes
(a) (b)

11
anódicas mais intensas na região central da janela, ou seja, no núcleo da solda, além de uma
leve tendência catódica para a liga AA2024-T3. Os pontos de maior intensidade anódica são
na verdade pites que nucleam na região central da solda, principalmente na parte da liga AA
7050. Ainda, foi possível identificar que ao longo do ensaio houve a modificação da atividade
local, isto é, em determinado local houve diminuição da corrente ao longo do tempo, enquanto
em outro houve aumento ao longo do tempo. Obviamente existe um tempo para ocorrência de
determinado fenômeno, entretanto, não houve necessariamente um tempo específico, pois ele
se dará ao mesmo tempo em toda a amostra.
Figura 10: (a) Microscopia Optica antes do ensaio SVET, (b) Microscopia Optica após o ensaio SVET, (c) mapa
imediatamente após imersão, (d) mapa após 15 minutos de imersão, (e) mapa após 30 minutos de imersão e (f)
mapa após 45 minutos de imersão.
Fonte: Bertoncello (2014)

12
2.2 SOLDAGEM TIG
A soldagem TIG (Tungsten Inert Gas) ou GTAW (Gas-Shielded Tungsten Arc
Welding) é um processo que utiliza um eletrodo sólido de tungstênio não consumível. O
eletrodo, o arco e a área em volta da poça de fusão da solda são protegidos por uma atmosfera
protetora de gás inerte. Se um metal de enchimento é necessário, ele é adicionado no limite da
poça de fusão. [ESAB, 2017]
A soldagem TIG produz uma solda limpa e de alta qualidade. Como não é gerada
escória, a chance de inclusão da mesma no metal de solda é eliminada, e a solda não necessita
de limpeza no final do processo. A soldagem TIG pode ser usada para quase todos os metais e
o processo pode ser manual ou automático. A soldagem TIG é largamente utilizada para solda
com alumínio e com ligas de aço inoxidável onde a integridade da solda é de extrema
importância. É também utilizada para juntas de alta qualidade em indústrias nucleares,
químicas, aeronáuticas e de alimentos. [ESAB, 2017]

13
O arco elétrico é formado na ponta de um eletrodo de tungstênio não consumido
durante o processo, porém é preciso deixa a ponta dele com um formato de cone, e sempre
bem afiado para garantir melhor controle do arco elétrico o que acaba o consumindo. Por
conta disso o arco elétrico fica mais concentrado, reduzindo a zona afetada pelo calor,
transformações de microestrutura e distorções no metal base. É um processo que pode ser
utilizado para quase todos os materiais, podendo ser automatizada ou manual, com ou sem
adição de material. Quando necessário é feita a deposição de um metal de adição junto a poça
de fusão, é utilizado um arame de soldagem nu (ou vareta) com a composição química
desejada, essa vareta se funde junto ao metal de base. Esse processo permite que se tenha um
excelente controle da quantidade de material depositado, isso faz com que seja muito
empregado em diversas áreas, como, petroquímica, papel e celulose, naval, aeronáutica,
alimentícia, entre outras, possibilitando assim um ótimo acabamento, porém com uma
velocidade de soldagem baixa. [BRACARENSE, 2000]
A soldagem TIG pode ser feita utilizando corrente contínua (CC- ou CC+) ou corrente
alternada (CA). Cada uma dessas alternativas irá influenciar fortemente os mecanismos de
emissão de elétrons e consequentemente as características de soldabilidade. [ESAB, 2017]
Na Figura 11, podemos ver de forma esquemática o equipamento utilizado no
processo TIG, com a fonte, cilindro de gás e tocha com o detalhe da tocha com o arco elétrico
aberto com adição de material para a poça de fusão.
Figura 12: Processo de soldagem TIG
Fonte: DBC Oxigênio (2017)
A utilização de fontes de energia com um estabilizador de alta freqüência, em que não
é necessário encostar o eletrodo na peça para iniciar o arco. Uma tensão de alta frequência
ioniza o gás de proteção, tornando-o condutor, e um arco elétrico é estabelecido. A alta
frequência é automaticamente desligada imediatamente após o início do arco. [ESAB, 2017]

14
A escolha do gás de proteção para vários metais base e suas ligas: Argônio é o gás de
proteção mais utilizado em soldagem pelo processo TIG. Hélio (He), misturas de
Argônio/Hélio ou a mistura de Argônio/Hidrogênio são utilizados em casos específicos.
[DBC OXIGENIO, 2014]
O processo TIG, é mais comum em soldagens de chapas finas de aço inoxidável e
metais não ferrosos, como alumínio, magnésio e ligas de cobre. [DBC OXIGENIO, 2014]
2.2.1- Soldagem do Aço Inox
O processo de soldagem de uma maneira geral causa uma modificação na
microestrutura do material, devido a sua elevada temperatura, e essa modificação afeta
diretamente as características do material, como diminuição da resistência mecânica,
resistência a corrosão, ductilidade, entre outras. Entre tanto, independente das modificações
ocorridas o principal objetivo da soldagem, é de proporcionar juntas soldadas com a mesma
característica do metal de base ou superior. Observando esquematicamente uma peça soldada
possui 3 áreas, zona fundida (ZF), zona afetada pelo calor (ZAC) e o metal de base (MB)
como pode ser visto na Figura 11 [AMERICAN WELDING SOCIETY, 1991].
Figura 11: Esquema das zonas formadas durante processo de soldagem.
Fonte: Bracarense (2000)
Os aços inoxidáveis possuem um comportamento metalúrgico similar aos aços
carbono possíveis de serem temperados. Pelo fato de também poder ser austenitizados quando
aquecidos a uma determinada temperatura. E durante o resfriamento desses aço pode ocorrer a
transformação dessa austeníta em outros produtos, dependendo da velocidade desse
resfriamento. Quando em velocidade de resfriamento baixa, obtém-se ferrita e alguns
carbonetos, para velocidades elevadas o produto formado é a martensita. Na soldagem desse
material, ocorre a solidificação da poça de fusão na forma de ferrita δ, que se transforma em

15
austeníta durante o resfriamento. A transformação dessa ferrita δ ocorre somente se os teores
de Cr, C e outros elementos estiverem corretamente ajustados. Si, Mo e Al por exemplo,
estabilizam a ferrita δ, enquanto que o Nb e o V, formam finos carbonetos muitos estáveis.
Porém mesmo que a liga esteja corretamente ajustada pode ocorrer de nem toda a ferrita δ se
transformar em austeníta, isso acontece em velocidade de resfriamento elevada, como ocorre
comumente a soldagem. Por causa desse fato, em geral, é indesejável a presença de muita
ferrita na zona fundida [MODENESI, 2001].
2.3- TRATAMENTO TÉRMICO DE SOLUBILIZAÇÃO
O tratamento de solubilização deve ser feito sob temperatura de no mínimo 900°C,
durante período de uma a dez horas. É ocasionalmente empregado em conjuntos soldados,
quando sua utilização em trabalho for na faixa de 400 a 900°C. O objetivo da solubilização é
a aglomeração dos carbonetos para a prevenção de precipitação intergranular de carbonetos;
tal como no alívio pleno, conseguem-se bons resultados de susceptibilidade à corrosão
intergranular, de acordo com ASTM A262. [INFOSOLDA, 2017]
Tabela 1: Finalidade e temperatura do tratamento térmico de solubilização
Fonte: Infosolda (2017)

16
3- OBJETIVO
O objetivo deste trabalho é realizar a soldagem TIG de uma junta em “I” de maneira
autógena e automática para determinar as propriedades de corrosão do cordão de solda e da
zona afetada pelo calor. Realizar o tratamento térmico de solubilização da junta soldada para
verificar se ocorreu a diluição dos carbonetos de cromo nos contorno de grão na zona afetada
pelo calor, aumentando a resistência a corrosão. Através da realização deste trabalho,
pretende-se:
Comparar os valores de corrosão por pit do Aço Inox 321H obtido para o material
soldado e material soldado e solubilizado, e determinar os fatores que influenciam no
resultados obtidos, como por exemplo, tamanho dos carbonetos, tipos de carbonetos,
diferenças de potencial no ensaio de corrosão.
4- MATERIAIS E MÉTODOS
O procedimento experimental apresentado no presente trabalho, está detalhado em
forma de fluxograma a seguir.
O material utilizado no desenvolvimento deste trabalho foi o aço inoxidável
austenítico AISI 321H. O material foi fornecido pela empresa Senior Flexonics Brasil na
forma de chapas laminadas a frio com espessura de 1,5mm, das quais foram cortadas 4 chapas
de 150mm de largura por 500mm de comprimento. A composição química nominal em
percentagem em peso do aço inoxidável austenítico AISI 321H está apresentado na Tabela 2.

17
Tabela 2: Composição química em percentagem em peso do aço inoxidável austenítico AISI 321H conforme
norma ASTM A240 GR 321H.
Fonte: autor
As chapas foram soldadas de topo sem abertura de chanfro e folga e soldadas pelo
processo TIG seam welder sem adição de metal utilizando um backing de cobre.
A soldagem TIG foi realizada em um equipamento seam welder da marca JetLine,
ilustrada na Figura 13, com controlador de altura da tocha e velocidade de soldagem. O
equipamento possui uma fonte de tensão da marca Miller modelo MaxStar200.
Figura 13: Dispositivo de solda automática TIG JetLine pertencente à empresa Senior Flexonics Brasil.
Fonte: Senior Flexonics Brasil (2016)
O dispositivo de soldagem GTAW automático possui uma tocha refrigerada e utiliza
um eletrodo de tungstênio com thório (EWTh-2) de 2,4 mm de diâmetro e 45° de ângulo de
apontamento do eletrodo. O gás de proteção do arco elétrico e também da raiz foi o argônio.
A Figura 14 apresenta a fixação das chapas utilizando pinças, o backing (barramento) de
cobre com a entrada de gás de proteção para a raiz.
C Si Mn Cr Ni Ti P S
0,04 - 0,10 1,00 máx. 1,00 máx. 17 - 19 9 - 12 0,60 máx. 0,04 máx. 0,03 máx.

18
Figura 14: Ilustração do sistema de fixação de chapas e alimentação de gás de proteção do barramento
de cobre da Jet Line
Fonte: Kawano (2013)
Os parâmetros utilizados para a soldagem estão apresentados na Tabela 3. O operador
possui qualificação para soldar o aço inoxidável AISI 321H e espessura de chapa.
Tabela 3: Parâmetros de soldagem autógena GTAW seam welder.
Velocidade de soldagem 15 cm/min.
Corrente elétrica 135 A
Tensão 8,6 V
Gás de proteção Argônio
Vazão de gás da tocha 14,0 Lpm
Vazão de gás na raiz 2,0 Lpm
Fonte: autor
Após o término do processo de soldagem as chapas foram submetidas a um processo
chamado planish, no qual consiste em conformar mecanicamente com rolos o reforço de solda
da face e da raiz, conforme ilustra a Figura 15. A máquina que fez o reforço o planish nesse
trabalho não pode ser fotografada pois está em processo de patente, e a imagem da Figura 13
é uma máquina do maior fabricante desse tipo de equipamento. Este processo de planish
diminui o reforço da solda da face e da raiz da solda pois de acordo com a norma ASME 31.3
seção VII o reforço de solda não pode ser superior a 10% da espessura da chapa, e no
processo de soldagem TIG autógeno automático o reforço é maior que 10% da espessura. Este

19
processo aumenta as propriedades mecânicas da região do cordão de solda pois o material
nessa região fica encruado.
Figura 15: Sistema de conformação mecânica para reduzir o reforço do cordão de solda da face e raiz,
processo planishing
Fonte: Techweld (2017)
4.1 TRATAMENTO TÉRMICO DE SOLUBILIZAÇÃO
O tratamento térmico foi realizado na própria faculdade em apenas uma das chapas
soldadas, no patamar de temperatura de 1050°C por 30 minutos, com um tempo de 15
minutos de encharque. Após, a mesma foi resfriada em água em temperatura ambiente.
4.2 ENSAIOS METALOGRÁFICOS
Para avaliar e microestrutura formada na zona fundida, zona afetada pelo calor e metal
de base os cordões de solda para todas as condições com e sem tratamento térmico de
solubilização cortadas transversalmente ao cordão de solda. Após o corte, as amostras foram
embutidas em baquelite e posteriormente lixadas. A sequência de lixamento em água
obedeceu à ordem crescente de granulométrica da lixa (120, 240, 320, 400, 600, 1200 e 2000).

20
Após a lixamento as amostras foram polidas com óxido de alumina de granulométrica de 1μm
e 0,5μm. As amostras foram preparadas conforme o estabelecido pela norma ASTM E3-2011.
Para revelar a microestrutura do aço inoxidável austenítico AISI 321H utilizou-se o
reagente água régia (50% HCl e 50% HNO3). Para demonstrar o grau de sensitização do
material após o processo de soldagem com e sem tratamento de solubilização utilizou-se o
ataque eletrolítico em solução de 10% de ácido oxálico (H2C2O4x2H2O), que avalia a
suceptibilidade à corrosão intergranular, conforme a norma ASTM A262-2014. Executou-se o
ataque eletrolítico com uma densidade de corrente de 1A/cm2 por um tempo de 60 segundos.
A análise microestrutural foi realizada com auxílio de um microscópio ótica da marca Leica
modelo DMi8M com câmera acoplada da marca Leica DFC365 Fx com resolução de 1,4MP e
software de captura LAS com pacote Quantimet da Leica.
Todas as análises foram realizadas utilizando um microscópio eletrônico de varredura
(MEV) da marca HITACHI modelo TM3000, com módulo EDS para análise química pontual.
O MEV pertence ao laboratório de caracterização da UFSCar de Sorocaba. Com auxílio do
MEV/EDS realizou-se a análise da superfície de corrosão por pite, análise microestrutural dos
precipitados do aço inoxidável austenítico AISI 321H no metal de base, zona fundida e zona
afetada pelo calor e precipitados de carbonetos de titânio, precipitação dos carbonetos de
cromo, eficiência do tratamento térmico de solubilização.
4.3 ENSAIO ELETROQUÍMICO DE CORROSÃO
Os ensaios eletroquímicos foram realizados para obter o potencial de corrosão,
potencial de pite, densidade de corrente para passivação e densidade de corrente passiva.
Utilizou-se um potenciostato da marca Gamry Instruments modelo Reference 600 com um
software de aquisição de dados pertence ao laboratório de eletroquímica de corrosão do
Departamento de Engenharia Química da Escola Politécnica da Universidade de São Paulo.
Utilizou-se uma célula eletroquímica clássica de três eletrodos com área exposta do eletrodo
de trabalho de 0,0314cm2 (diâmetro 2mm), a escolha de uma área pequena deve-se ao fato
que a solda tig autógena possuir um cordão de solda estreito e, respectivamente, a zona
afetada pelo calor. Utilizou-se um eletrodo de referência de Ag/AgCl(KCl sat), e um contra-
eletrodo de platina, para promover a corrente elétrica entre o eletrodo de trabalho e o contra-
eletrodo. A Figura 16 apresenta a montagem da célula eletroquímica utilizada nesse trabalho.

21
Figura 16: Célula eletroquímica utilizada nos ensaios de corrosão por pite.
Fonte: autor
A preparação dos corpos de prova foi realizada cortando na região da solda uma placa
de 40mm x 40mm, conforme ilustra a Figura 17. As medidas foram programadas para iniciar
a aquisição dos dados após 30 minutos de potencial de circuito aberto. As curvas de
polarização potenciodinâmicas foram obtidas apartir do potencial de circuito aberto e
limitando a corrente de retorno em 2mA/cm2, retornando até o potencial de circuito aberto. O
eletrólito utilizado foi a solução de 0,1 mol/L de NaCl acidificado com HCl até pH = 2, à
temperatura ambiente de 25°C. Realizou-se três ensaios por região (zona fundida, zona
afetada pelo calor e metal de base) para creditar confiabilidade aos resultados repetiu-se o
mesmo ensaio três vezes em cada região para as seguintes condições:
AISI 321H soldado;
AISI 321H soldado e solubilizado à 1050°C;
Após a realização dos ensaios de corrosão as amostras foram limpas com álcool e feito
a análise dos pites de corrosão com auxílio de um microscópio eletrônico de varredura.
Figura 17: Dimensões do corpo de prova para realização dos ensaios eletroquímicos de corrosão (dimensões
em milímetro). As posições referentes as áreas molhadas do ensaio de corrosão com eletrólito de 0,1 mol/L de
NaCl acidificado com HCl em pH= 2.

22
Fonte: autor
4.4 MEDIDAS COM O ELETRODO VIBRATÓRIO (SVET)
Para realizar as medidas de potencial com eletrodo vibratório, a região da solda
necessitou ser preparada utilizando o embutimento em resina epóxi e posterior processo de
lixamento e polimento conforme norma ASTM E3-2011. A região de leitura do potencial foi
de 4mm x 7mm pegando as regiões do metal de base, zona afetada pelo calor e a zona
fundida, conforme ilustra a Figura 18. As medidas foram realizadas utilizando o equipamento
da marca Applicable Eletronics e controlado pelo software ASET (Sciencewares). O eletrodo
vibratório utilizado foi de platina-iridio recoberto com polímero e ficando apenas uma ponta
descoberta com diâmetro variando entre 40m à 50m. A distância da ponta do eletrodo para
à superfície da amostra foi mantida em 100m. A solução de imersão utilizada foi de 0,1
mol/L de NaCl acidificado com HCl até pH = 4, à temperatura ambiente de 25°C.
Figura 18: Região analisada pela técnica de eletrodo vibratório (SVET)
Fonte: autor
5- RESULTADOS E DISCUSSÕES

23
5.1 ANÁLISE QUÍMICA
O resultado de análise de composição química está apresentado na Tabela 4.
Conforme analisado através da composição química nominal deste material, observa-se que
os valores obtidos estão de acordo com a norma.
Tabela 4: Composição química encontrada pelo espectrômetro do AISI 321H.
C Si Mn Cr Ni Ti P S
Obtido 0,04 0,2 1 19 9,48 0,2 0,03 0,005
Nominal 0,04 -
0,10
1,00
max
1,00
max 17 - 19 9 - 12
0,60
max
0,04
max
0,03
max Fonte: autor
5.2 METALOGRAFIA
Na Figura 19 são apresentadas as imagens metalográficas das regiões: metal base
(MB), zona afetada pelo calor (ZAC) e zona fundida (ZF) para a amostra soldada e sem
tratamento térmico de solubilização. Observa-se na Figura 19(a) e 19(c) a presença de
austeníta () grãos claros, e ferrita () grãos escuros, na zona fundida. No trabalho realizado
por Passos em 2010, a presença de ferrita () contribui fortemente, para a ocorrência de
precipitados intermetálicos, principalmente a fase , dependendo da temperatura de aplicação
do aço inoxidável austenítico.
Figura 19: Cordão de solda do aço inoxidável austenítico AISI 321H soldado pelo processo TIG autógeno
automático. (a) sem tratamento e aumento de 200x na região de transição do metal de base e zona fundida, (b)
sem tratamento e aumento de 1000x na região da zona afetada pelo calor, (c) sem tratamento e aumento de 200x
na região central da zona fundida

24
Fonte: autor
Na Figura 19(b), interface entre zona fundida e zona afetada pelo calor, apresenta
crescimento de grão epitaxial na direção do centro da zona fundida, dando início a
solidificação, formando as dendritas colunares, como indicado na Figura 19(c). Observa-se
também na Figura 19(b) a presença de carbonetos no contorno de grão na zona afetada pelo
calor. Possivelmente são carbonetos de cromo (CrxCy),de acordo com a análise MEV/EDS
que será discutida posteriormente.
A presença de ferrita () na zona fundida da Figura 19(c) é devida a participação de
seu elemento químico promotor, como o cromo [PESSANHA, 2011]. Para prever a
microestrutura da zona fundida durante a sua solidificação podemos empregar a relação
Creq/Nieq. Para calcular o Creq e o Nieq utilizou-se a as equações de Schaeffler e a Tabela 3
com a composição química do metal de base em percentagem em peso. Tem-se então os
seguintes valores:
Dendrita
celular
Dendrita
colular
(b) (a)
(c)

25
Pelo critério elaborado por Nayal em 1986, o modo de solidificação da junta soldada
foi do tipo III, ou seja, Creq/Nieq entre 1,5 e 2,0. Nesse tipo de solidificação ocorre a formação
de dendritas de ferrita e a austeníta é formada posteriormente na interface ferrita e liquido.
A Figura 20 apresenta a metalografia do cordão de solda, soldado e solubilizado das
regiões do metal de base (MB), zona fundida (ZF) e zona afetada pelo calor (ZAC). Na ZAC
apresentada na Figura 20(a) não se observou a presença de carbonetos de contorno de grão,
como já visto na junta apenas soldada e sem tratamento térmico de solubilização na Figura
20(b). Dessa forma, o tratamento térmico de solubilização eliminou os precipitados de fases
que surgiram devido ao ciclo térmico de soldagem a qual a junta foi submetida nesse trabalho.
GONÇALVES (2015) observou que, grande parte dos precipitados formados durante a
solidificação é dissolvida, mantendo os elementos de liga em solução sólida na matriz
eutetóide, o que pode ser observado nas Figuras 20(a) e 20(b).
Observa-se que após o tratamento térmico de solubilização ocorreu um aumento de
grão, como observado na Figura 20(c). Além de aumentar o tamanho de grão no metal de
base, ocorreu um aumento na quantidade de precipitados e seus tamanhos do mesmo ficaram
menores que o material sem tratamento térmico de solubilização.
Com a análise da Figura 20(a) na resolução de 50x, foi possível observar um aumento
no tamanho de grãos do material que foi submetido ao tratamento térmico de solubilização
maior dos seus precipitados ao longo da mostra, em ambos aumentos.
Figura 20: Cordão de solda do aço inoxidável austenítico AISI 321H soldado pelo processo TIG autógeno e
solubilizado. (a) interface entre zona fundida e metal de base com aumento de 50x, (b) região central da zona
fundida com aumento de 100x, (c) metal de base com aumento de 200x.
26
Fonte: autor
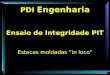
Os constituintes de menor tamanho como os carbonetos, existentes no material, são
impossíveis de serem analisados com o método comum de microscopia óptica, somente com a
utilização do método de raios-X, o qual não foi possível realizar. Foi necessário recorrer ao o
uso do MEV/EDS, pois, possibilita analisar a composição química pontual.
A Figura 21 ilustra a presença de carbonetos no contorno de grão (linhas escuras) na
região da zona afetada pelo calor sem realizar o tratamento térmico de solubilização.
Figura 21: Presença dos carbonetos na matriz e no contorno de grão. (a) Sem tratamento 4000x, (b) Com
tratamento 4000x, (c) Sem tratamento 3000x, (d) Com tratamento 3000x. Ataque eletrolítico com ácido oxálico
(b) (a)
(c)

27
Fonte: autor
Os carbonetos se comportaram de maneiras diferentes no material solubilizado e no
material sem o tratamento térmico de solubilização. O material não submetido ao tratamento
térmico de solubilização os carbonetos precipitam do contorno de grãos e na matriz, e suas
dimensões e composições químicas são diferentes. Para o material solubilizado, os carbonetos
de contornos de grão foram eliminados e surgiram carbonetos dentro do grão, como ilustra a
Figura 21(d). A variação da composição química pontual dos carbonetos e do grão foram
analisadas via EDS e estão apresentados na Figura 22.
Figura 22: Composição química em percentagem em peso (%wt) para diferentes regiões na ZAC do aço AISI
321H soldado sem tratamento térmico de solubilização. (a) contorno de grão; (b) região central do grão. Ataque
eletrolítico com ácido oxálico

28
%wt %at.
Fe 70,4 62,66
Cr 19,45 18,61
Ni 7,05 5,97
C 3,08 12,77
Ti 0,00 0,00
%wt %at.
Fe 72,34 65,63
Cr 15,96 15,55
Ni 9,09 7,84
C 2,06 10,97
Ti 0 0,00
Fonte: autor
Pela análise química pontual realizada pela técnica EDS na ZAC, conforme ilustra a
Figura 22, ocorreu a formação de carbonetos de cromo no contorno de grão, porém não é
possível determinar qual carboneto que se formou, somente com o ensaio de Raio-X.
Observa-se também nas imagens do MEV das Figuras 22(a) e 22(b) (ZAC sem sofrer
tratamento térmico de solubilização) a presença de precipitados no meio do grão. As análises
químicas pontuais destes precipitados no centro do grão foram realizadas via EDS estão
apresentadas na Figura 23.
A presença de titânio nos dois pontos da análise química pontual da Figura 23,
demonstra que os carbonetos dentro do grão são possivelmente carbonetos de titânio.
Figura 23: Composição química em percentagem em peso (%wt) para diferentes precipitados no centro do grão
na região na ZAC do aço AISI 321H soldado sem tratamento térmico de solubilização. (a) ponto 1; (b) ponto 2.
Ataque eletrolítico com ácido oxálico
(a)
(b)

29
%wt %at.
Fe 67,91 56,15
Cr 12,65 11,24
Ni 8,46 6,65
C 5,34 20,53
Ti 5,63 5,43
%wt %at.
Fe 69,61 56,45
Cr 14,40 12,54
Ni 6,88 5,31
C 6,05 22,80
Ti 3,06 2,90
Fonte: autor
A Figura 23 apresenta a análise química pontual via EDS da ZAC do aço AISI 321H
soldado com tratamento térmico de solubilização. Nesta Figura, não se observa a presença de
carbonetos de contornos de grão, apenas carbonetos dentro do grão. O tratamento térmico de
solubilização dos carbonetos de contornos de grão foi eficiente, pois na Figura 24(a) a
composição química do elemento cromo, 17,30%wt, está de acordo com a composição
química apresentada pela Tabela 1, composição química nominal do aço AISI 321H, o cromo
varia de 17 a 19%wt. A Figura 24(b) apresenta a composição química do carboneto dentro do
grão após realizar o tratamento de solubilização e observa-se a presença de titânio e um
aumento da composição de carbono em relação a matriz, Figura 24(a), que possivelmente
pode ser um precipitado de carboneto de titânio (TiC).
Figura 24: Composição química em percentagem em peso (%wt) para diferentes regiões do grão na região na
ZAC do aço AISI 321H soldado com tratamento térmico de solubilização. (a) centro do grão; (b) precipitado
dentro do grão. Ataque eletrolítico com ácido oxálico
(a)
(b)

30
%wt %
at.
Fe 67,0
1
54,
93
Cr 17,3
0
15,
20
Ni 9,85 7,6
8
C 5,83 22,
19
Ti 0,00 0,0
0
%wt %
at.
Fe 67,5
3
53,
05
Cr 17,7
9
15,
01
Ni 7,02 5,2
5
C 7,19 26,
26
Ti 0,47 0,4
3
Fonte: autor
A análise quantitativa do tamanho dos carbonetos de titânio estão apresentados nos
histogramas da Figura 25. O tamanho de grão diminui com o tratamento térmico de
solubilização, a zona fundida solubilizada posui um tamanho médio entre 18 a 19 enquanto
que a zona fundida com tratamento possui o mesmo tamanho médio entre 18 à 19. O metal de
base solubilizado possui um tamanho médio do de 19 à 20 enquanto que para o metal sem
tratamento térmico possui um tamanho médio entre 18 à 19.
(a)
(b)

31
Figura 25: Histograma do tamanho de carboneto de Titânio (a) metal de base do corpo de prova soldado sem
tratamento térmico; (b) zona fundida do corpo de prova soldado sem tratamento térmico; (c) zona fundida do
corpo de prova soldado e solubilizado; (d) metal de base do corpo de prova soldado e solubilizado.
Fonte: autor
5.3 ENSAIOS DE CORROSÃO
Nessa seção será demonstrado o estudo comparativo de resistência à corrosão, a partir
de curvas de polarização cíclicas e potencial do aço inoxidável austenítico 321H soldado pelo
processo TIG autógeno nas condições de sem tratamento térmico de solubilização e
solubilizado.
4,45% 4,45%
14,63%
25,39% 29,69%
21,38%
0,00%
50,00%
100,00%
150,00%
0,00%
10,00%
20,00%
30,00%
40,00%
15 a 16 16 a 17 17 a 18 18 a 19 19 a 20 20 a 21
2,77%
9,70%
16,62%
11,08% 14,96%
20,50% 24,38%
0,00%
50,00%
100,00%
150,00%
0,00%
10,00%
20,00%
30,00%
14 a 15 15 a 16 16 a 17 17 a 18 18 a 19 19 a 20 20 a 21
1,49% 1,49% 3,73% 3,73% 2,99%
10,95% 16,42%
27,86% 31,34%
0,00%
50,00%
100,00%
150,00%
0,00%
10,00%
20,00%
30,00%
40,00%
12 a13
13 a14
14 a15
15 a16
16 a17
17 a18
18 a19
19 a20
20 a21
6,28%
18,85% 17,06% 14,45%
20,11% 23,25%
0,00%
50,00%
100,00%
150,00%
0,00%
10,00%
20,00%
30,00%
15 a 16 16 a 17 17 a 18 18 a 19 19 a 20 20 a 21
(a)
(b)
(c)
(d)

32
Na Figura 26, ilustra a curva potenciostática para o material sem tratamento térmico de
solubilização e do material solubilizado, nas posições da zona fundida, zona afetada pelo calor
e metal de base. O potencial para o material solubilizado cai com o tempo e estabiliza para o
MB á -0,04V depois de 30 minutos. O mesmo ocorre para a ZF com 0,01V e ZAC com
0,09V. Para o material sem tratamento, o potencial cai drasticamente com o tempo logo após
o início do ensaio e estabilizando com -0,10V para o MB, 0,13V para a ZAC e 0,14V para a
ZF, todas as posições com 30 minutos.
Figura 26: Curvas Potenciostática realizadas na zona fundida, metal de base e zona afetada pelo calor do aço
inoxidável austenítico AISI 321H soldado sem tratamento e solubilizado.
Fonte: autor
Na Figura 27, é apresentado o resultado de polarização cíclica para a condição de
solubilizado para as posições da zona fundida, zona afetada pelo calor e metal de base. Os
potenciais de circuito aberto para as amostras solubilizadas variam de 0,1022V para o metal
de base, -0,0648V para a zona afetada pelo calor e na zona fundida esse potencial é de -
0,0115V. Na região passiva, o metal não corrói, ou a faz em uma velocidade muito baixa, a
menos que algum fator intervenha e favoreça a quebra da película passiva, fazendo o material
atingir o seu potencial de pite, EPIT, a partir da qual a densidade de corrente cresce muito
rapidamente.
Para as regiões da amostra solubilizada que o potencial de pite da zona fundida é de
1,3606V e para a zona afetada pelo calor é de 1,2907V. O potencial de pite para a região da
zona afetada pelo calor para o material solubilizado aumentou consideravelmente em relação
ao material soldado e não tratado termicamente, como ilustra a Figura 27. Este fato deve-se ao
tratamento térmico de solubilização que eliminou a pequena quantidade de carboneto de

33
cromo que se formou na região da ZAC devido ao fluxo de calor durante a soldagem, como
pode ser observado nas Figuras 21 e 22. O potencial de pite para o metal de base solubilizado
é 1,2907 já o metal de base sem tratamento o potencial de pite foi de 0,7148. O metal de base
solubilizado apresentou um ligeiro aumento do potencial de pite em relação ao material sem
tratamento térmico.
Figura 27: Curvas de Polarização cíclica realizadas na zona fundida, metal de base e zona afetada pelo calor do
aço inoxidável austenítico AISI 321H soldado e solubilizado.
Fonte: autor
As metalografias da zona fundida para o material sem tratamento térmico
apresentaram além da fase austeníta, uma boa quantidade de ferrita , ilustrado na Figura 19.
A presença de fases secundárias como a ferrita , promove uma maior incidência de pites. Já
o tratamento de solubilização eliminou por completo a ferrita na zona fundida, como ilustra
a Figura 28. O potencial de pite para a zona fundida para o material sem tratamento térmico
foi de 1,0669V e o material solubilizado apresentou na zona fundida um potencial de corrosão
de 1,3606V, devido a eliminação da ferrita durante o tratamento térmico, nesta faixa de
temperatura a ferrita é totalmente dissolvida.
Figura 28: Curvas de Polarização cíclica realizadas na zona fundida, zona afetada pelo calor e no metal de base
no aço inoxidável austenítico AISI 321H soldado sem tratamento térmico.

34
Fonte: autor
Para ilustrar os valores dos potencias de pite, potenciais de repassivação e potencial de
corrosão para o material soldado e solubilizado da Figura 27 e o material soldado sem
tratamento térmico da Figura 28, elaborou-se a Tabela 5 com os valores para cada região
analisada.
Não ocorreu aumento na quantidade de pites de corrosão, pois, toda corrente elétrica
após a quebra da camada passiva foi destinada para o crescimento, e desta forma, ocorreu a
repassivação da superfície. O fenômeno da repassivação da camada de oxido ocorreu tanto no
material solubilizado quando no material sem tratamento térmico.
Tabela 5: Parâmetros eletroquímicos no eletrólito de 0,1Mol/L de NaCl acidificado com HCl em PH 2 para o
material nas condições de solubilizado e sem tratamento térmico.
Parâmetros Eletroquímicos
MB
solubilizado
MB sem
tratamento
ZAC
solubilizado
ZAC sem
tratamento
ZF
solubilizado
ZF sem
tratamento
ECORR
(VECS) -0,1022 -0,0853 -0,0648 -0,1446 -0,1150 -0,1632
ICRIT
(nA/cm2)
9,2791 3,9126 4,4769 6,6667 10,1514 8,2823
EPIT
(VECS) 1,1208 1,0301 1,2907 0,7148 1,3606 1,0691
IPIT
(A/cm2)
1,9905 2,9843 1,9408 6,0741 3,8377 3,2869
EREP
(VECS) -0,1143 -0,0517 -0,1310 -0,1085 -0,1001 -0,0817
IREP
(nA/cm2)
10,9657 11,436 28,2774 365,5639 13,1326 55,6357

35
Fonte: autor
Ao analisar via MEV/EDS na região do ensaio de polarização cíclica observou-se que
para o metal de base sem tratamento térmico apareceram uma grande quantidade pontos
escuros, carboneto de titânio, que iniciaram o processo de abertura de pite, porém não
cresceram. A Figura 29(a) e 29(b) ilustram esses pontos. O metal de base solubilizado
apresentou também uma quantidade menor de regiões de carbonetos de titânio, porém o perfil
são os mesmos na Figura 29.
Figura 29: Região do ensaio de polarização cíclica para o metal de base sem tratamento térmico. (a) carbonetos
de titânio no metal de base com aumento de 250X; (b) grande quantidade de carboneto de titânio com aumento
de 150X.
Fonte: autor
O formato do pite de corrosão para o ensaio de polarização cíclica está apresentado na
Figura 30. Na região da zona fundida tanto para o material solubilizado, quanto para o
material sem tratamento térmico, apresentaram 2 pites na região do ensaio, como ilustra a
Figura 30(b).
Figura 30: Pite superficial. (a) pite no metal de base solubilizado; (b) 2 pites na zona fundida do cordão de solda
sem tratamento térmico.
(a) (b)
36
Fonte: autor
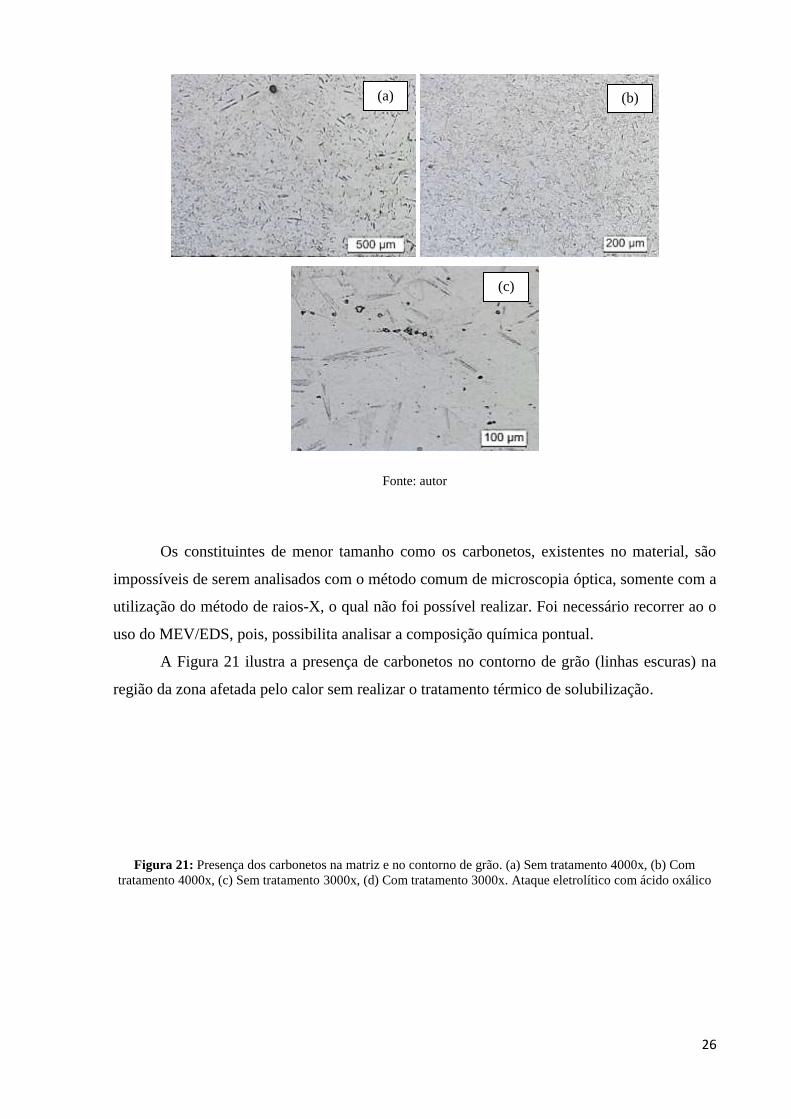
A causa da nucleação do pite nem sempre é de natureza local, embora as alterações ou
defeitos intrínsecos na interface do metal e a solução (por exemplo, inclusões que emergem
através da película passiva em aços inoxidáveis) representam frequentemente núcleos para
dissolução local. Todos esses núcleos potenciais não são atacados, mas o acoplamento
galvânico pode ser estabelecido entre as zonas descontínuas, que formam um ânodo pequenos
onde ocorre dissolução do metal, e o restante da superfície onde a reação catódica ocorre
[LOTO, 2013].
Um exemplo de produto de reação catódica esta apresentado na Figura 31. A Figura
31(a) representa o pite da zona afetada pelo calor solubilizada e a Figura 31(b) é o carboneto
de titânio dentro do pite de corrosão mostrando que esta inclusão não é atacada, mas sim
forma um par galvânico e o ânodo é a matriz austenítica que começa a dissolução do metal.
Figura 31: Pite na zona afetada pelo calor para o material submetido ao tratamento térmico de solubilização. (a)
superfície da nucleação do pite; (b) carbonitreto de titânio dentro da dissolução do metal do pite.
Fonte: autor
A Tabela 6 apresenta o diâmetro médio dos pites encontrados para as diferentes
regiões analisadas para o aço inoxidável soldado com e sem tratamento térmico de
solubilização. Diferentes regiões possuem diâmetros diferentes. Para o metal de base sem
(a) (b)
(a) (b)

37
tratamento térmico o diâmetro médio foi de 522,67 m, já o metal de base solubilizado possui
um diâmetro médio de 454,67 m. Para a zona fundida independente ao tratamento térmico
ou não apareceram 2 pites nessa região, sendo um de diâmetro maior e outro de diâmetro
menor. O diâmetro médio dos pites para a zona fundida sem tratamento térmico foi 425m e
286m, foram bem maiores que os pites da zona fundida solubilizada, que apresentam um
diâmetro médio de 274m e 226,67m. Na zona afetada pelo calor ocorreu o mesmo efeito de
o diâmetro médio para o material soldado sem tratamento térmico possuir maior diâmetro que
o material soldado e solubilizado.
Como visto na Figura 31 a presença de carbonetos de titânio, suas quantidades e
tamanhos são responsáveis pelo diâmetro médio dos pites. O metal de base sem tratamento
térmico possui um tamanho médio de carbonitreto entre os tamanhos entre 18 e 19, já o metal
de base solubilizado possui um tamanho médio de carbonitreto 19 e 20. O mesmo raciocínio
se aplica para a zona afetada pelo calor e a zona fundida.
Tabela 6: Análise da região da polarização cíclica para contagem dos pits abertos e seus respectivos diâmetros
médios para o aço inoxidável austenítico AISI 321H sem tratamento térmico e solubilização.
Sem Tratamento Térmico de Solubilização
ZF
PIT 1
ZF
PIT 2
ZF
PIT 3
ZAC
PIT 1
ZAC
PIT 2
ZAC
PIT 3
MB
PIT 1
MB
PIT 2
MB
PIT 3
QTD 2 2 2 1 1 1 1 1 1
(m) 423 414 438 495 472 498 511 536 521
(m) 283 297 278
Médio
(m) 425,00 ± 12,12 488,33 ± 14,22 522,67 ± 12,58
Médio
(m) 286,00 ± 9,85
Com Tratamento Térmico de Solubilização
ZF
PIT 1
ZF
PIT 2
ZF
PIT 3
ZAC
PIT 1
ZAC
PIT 2
ZAC
PIT 3
MB
PIT 1
MB
PIT 2
MB
PIT 3
QTD 2 2 2 1 1 1 1 1 1
(m) 258 278 286 396 404 385 457 448 459
(m) 217 225 238
Médio
(m) 274,00 ± 14,42 395,00 ± 9,54 454,67 ± 5,86
Méd
io (m) 226,67 ± 10,60
Fonte: autor

38
A análise química quantitativa em linha do carboneto de titânio está apresentada na
Figura 32. Este carboneto de titânio está localizado na zona fundida do material soldado sem
tratamento térmico. Observa-se que a na região escura da micrografia tem-se um pico para o
elemento titânio e um leve aumento para o elemento carbono. Já para o elemento cromo
quando passa pelo carbonitreto de titânio tem sua percentagem de sua composição diminuída
a zero e depois volta a sua concentração normal.
Figura 32: Análise química em linha do carboneto de titânio na zona fundida do material soldado e sem
tratamento térmico.
Fonte: autor
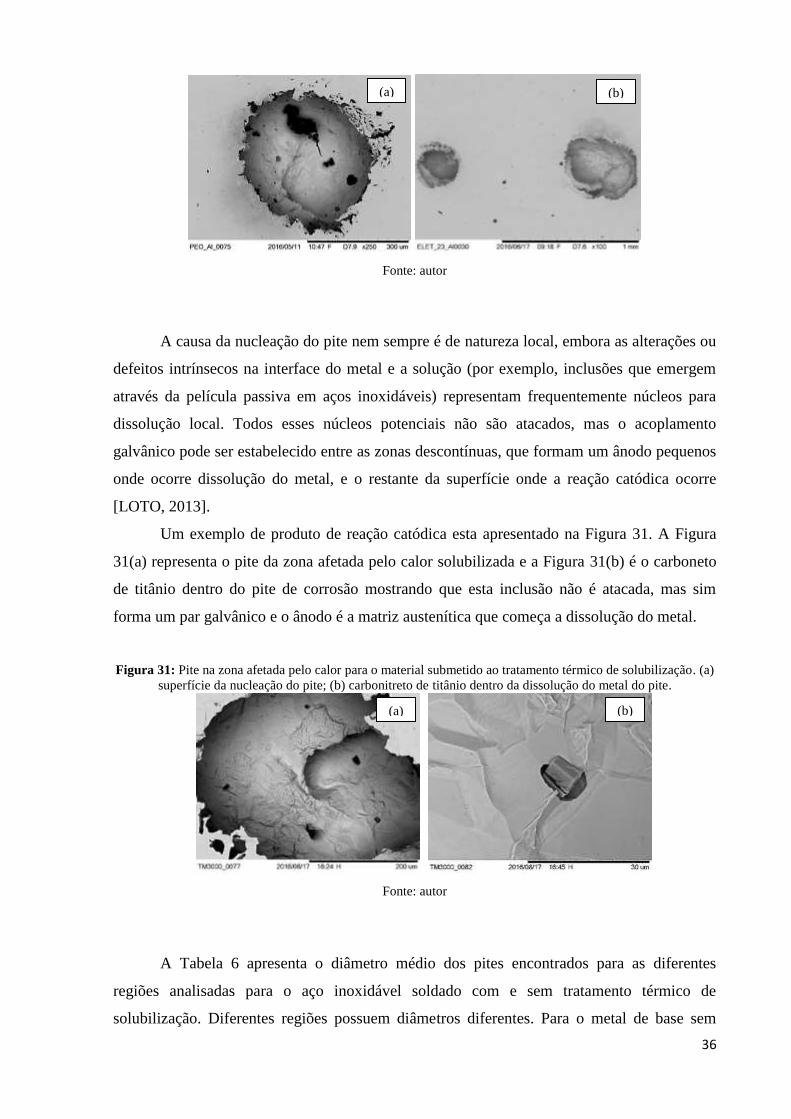
Para esse mesmo carboneto de titânio apresentando na Figura 33, realizou-se a análise
química pontual nos círculos em amarelo sobre o carboneto e na região circunvizinha a ele
ilustrado na Figura 33. Composição química em percentagem em peso da Figura 33(a) é o
elemento titânio presente, com 94,77%, demonstrando também que este escuro na imagem é
um carbonitreto de titânio. Na Figura 33(b) tem-se o titânio diluído na matriz austenítica do
aço em percentagem em massa de 1,5% e o cromo possui uma composição química de 17,5%
que está dentro da especificada para esse aço inoxidável austenítico AISI 321H que é entre
17% a 19% de cromo.
Figura 33: Analise química pontual via MEV/EDS na zona fundida do material soldado e sem tratamento
térmico. (a) sobre o carbonitreto de titânio; (b) região vizinha ao carbonitreto de titânio.
%wt %at.
Ti 94,77 89,43
Fe 2,16 1,75
C 2,13 8,04
Cr 0,64 0,52
(a)
39
Ni 0,00 0,00
%wt %at.
Ti 1,50 1,41
Fe 71,8 58,17
C 2,6 9,81
Cr 17,5 14,21
Ni 6,6 16,40
Fonte: autor
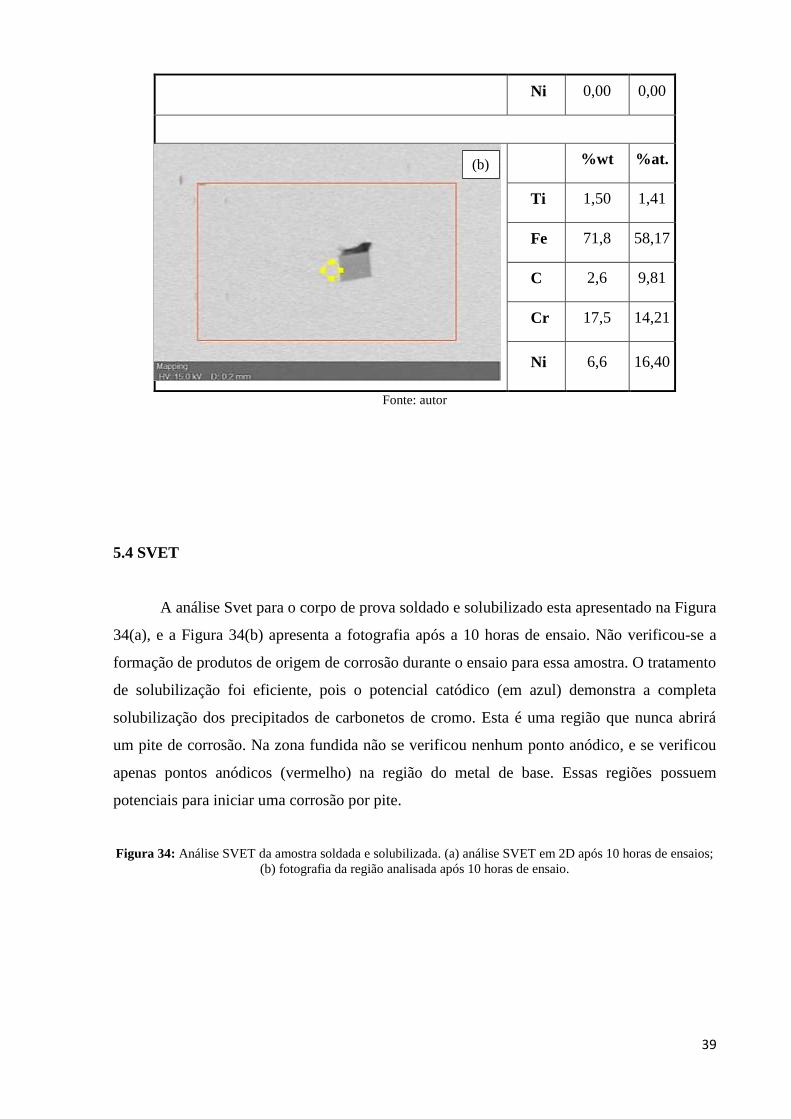
5.4 SVET
A análise Svet para o corpo de prova soldado e solubilizado esta apresentado na Figura
34(a), e a Figura 34(b) apresenta a fotografia após a 10 horas de ensaio. Não verificou-se a
formação de produtos de origem de corrosão durante o ensaio para essa amostra. O tratamento
de solubilização foi eficiente, pois o potencial catódico (em azul) demonstra a completa
solubilização dos precipitados de carbonetos de cromo. Esta é uma região que nunca abrirá
um pite de corrosão. Na zona fundida não se verificou nenhum ponto anódico, e se verificou
apenas pontos anódicos (vermelho) na região do metal de base. Essas regiões possuem
potenciais para iniciar uma corrosão por pite.
Figura 34: Análise SVET da amostra soldada e solubilizada. (a) análise SVET em 2D após 10 horas de ensaios;
(b) fotografia da região analisada após 10 horas de ensaio.
(b)

40
Fonte: autor
A análise Svet para o corpo de prova soldado sem tratamento térmico está apresentado
na Figura 35(a), e a Figura 35(b) apresenta a fotografia após a 10 horas de ensaio. Não é
possível verificar a formação de produtos de origem de corrosão durante o ensaio para essa
amostra. Tem-se uma distribuição de pontos anódicos e catódicos sobre a superfície analisada.
Se compararmos a Figura 35(a) com a Figura 35(a) verifica-se um aumento significativo nos
campos anódicos (vermelhos) que poderiam nuclear pites. Não existe uma região clara onde
as regiões anódicas ficam concentradas.
Figura 35: Análise SVET da amostra soldada sem tratamento térmico. (a) analise SVET em 2D após 10 horas
de ensaios; (b) fotografia da região analisada após 10 horas de ensaio.
(a)
(b)

41
Fonte: autor
6- CONCLUSÕES
Através do processo de soldagem, o material sofre aquecimento e há a formação de
fases secundárias na microestrutura que podem afetar em sua resistência mecânica
posteriormente. Essas mudanças na microestrutura, são a ferrita e austeníta, que contribui
fortemente para a formação de pites. O tratamento térmico de solubilização tem papel
importante, pois elimina as fases secundárias presentes, evitando a sensitização do material.
Quando o material não é submetido ao tratamento térmico de solubilização, os
carbonetos precipitam do contorno do grãos até a matriz, além disso, há alterações nas
(a)
(b)
42
dimensões e em sua composição química. Para o material que sofreu a solubilização, os
carbonetos de contornos de grão foram eliminados e surgiram carbonetos dentro do grão.
Nas análises da zona afetada pelo calor após o tratamento de solubilização, foi
possível verificar a presença do titânio e, um aumento na composição do carbono na matriz.
Os carbonetos de titânio formados dentro do grão não cresceram devido a capacidade do
titânio se estabilizar quando em altas temperaturas, e sua presença diminui a concentração de
cromo, através da sua precipitação no tratamento térmico.
O potencial de pite para as regiões do material soldado e solubilizado aumentou
consideravelmente em relação ao material soldado e não tratado termicamente. Este fato,
deve-se ao tratamento térmico de solubilização que eliminou a pequena quantidade de
carboneto de cromo que se formou devido ao fluxo de calor durante a soldagem.
Através do ensaio com Eletrodo Vibratório, SVET, não foi verificar a presença de
indícios de produtos de corrosão. O tratamento de solubilização foi eficiente, pois demonstra a
completa solubilização dos precipitados de carbonetos de cromo na zona afetada pelo calor e
zona fundida que, posteriormente, poderiam contribuir para a formação de pites de corrosão.
A presença de pontos anódicos foi possível verificar no metal de base. Essas regiões possuem
potenciais para iniciar uma corrosão por pite.
7- REFERÊNCIAS BIBLIOGRÁFICAS
American Iron and Steel Institute Welding of Stainless Steel and Other Joining
Methods. Vol. 1. 8th ed American Welding Society, 1991.
ASTM A240 – Standard Specification for Chromium and Chromium-Nickel Stainless
SteelPlate, Sheet, and Strip for Pressure Vesselsand for General Applications. ASTM
International WEST Conshohocken, PA, 2015.
ASTM A262 - Standard Practices for Detecting Susceptibility to Intergranular Attack in
Austenitic Stainless Steels. ASTM International, WEST Conshohocken, PA, 2014.
ASTM E3 – Standard Guide for Preparation of Metallographic Specimens. ASTM
International, WEST Conshohocken, PA, 2011.
ASTM G46 - Standard Guide for Examination and Evaluation of Pitting Corrosion.
ASTM International, West Conshohocken, PA-2005.
BASTOS, A.C.; DIAS, S.A.S.; DIAMANTINO, T.C.; FERREIRA, M.G.S.. Uma
Introdução à Técnica SVET. Corrosão e Protecção de Materiais. vol. 32, n° 2, pg. 50-57,
2013.

43
BRACARENSE, A. Q.; "Processo De Soldagem Tig -GTAW". 2000. Trabalho de
conclusão de curso (Pós-Graduação em Engenharia Mecânica) - Universidade Federal de
Minas Gerais, Belo Horizonte, 2000.
BERTONCELLO, J.C.B.. Avaliação da Corrosão da Junta Dissimilar Sobreposta das
Ligas AA7050-T76511 e AA2024-T3 Soldada por Fricção Linear com Mistura. 2014.
Dissertação (Mestrado em Engenharia de Minas, Metalúrgica e de Materiais) – Ciência e
Tecnologia dos Materiais, Universidade Federal do Rio Grande do Sul, Porto Alegre, 2014.
DBC - Processos de soldagem TIG, [http://guias.oxigenio.com/processo-de-soldagem-tig.]
Acessado em 16/05/2017.
ESAB - Máquinas e consumíveis para soldagem e corte.
[http://www.esab.com.br/br/pt/education/blog/processo_soldagem_tig_gtaw.cfm]. Acessado
em 15/05/2017.
FONTANA, M.G.. Corrosion Engineering. Editora McGraw-Hill, 3° edição, 1986.
GEMELLI, E.. Corrosão de Materiais Metálicos e sua Caracterização. 1° edição, Rio de
Janeiro, 2001.
GENTIL, V.. Corrosão. 6° edição, Rio de Janeiro, 2014.
GONÇALVES, R.B.; ARAÚJO, P.H.D.; BRAGA, F.J.V.; TERRONES, L.A.H.;
PARANHOS, R.P.R.. Efeito do Tratamento Térmico de Solubilização e Estabilização
Convencional e Alternativo na Microestrutura de uma Junta soldada com Aço Inox 347. Soldagem & Inspeção, vol. 20 n° 1, pag. 105-116, 2015.
ICZ - Portal da Galvanização. [http://www.icz.org.br/portaldagalvanizacao/galvanizacao-
corrosao.php]. Acessado 06/08/2016.
INFOSOLDA - http://www.infosolda.com.br/biblioteca-digital/livros-senai/metalurgia/141-
tratamento-termico-aplicado-a-soldagem-acos-inoxidaveis.html. Acessado em 06/09/2017.
KAWANO, F.H.. Caracterização Microestrutural e Propriedades Mecânicas de Juntas
Similares e Dissimilares no Processo GTAW Automático. Monografia (Especialização em
Engenharia de Soldagem) Escola Politécnica da Universidade de São Paulo – Programa de
Educação Continuada em Engenharia, 2013.
LIPPOLD, J.C.; KOTECKI, D.J.. Welding Metallurgy and Weldability of Stainless Steel –
Wiley-Interscience – 2005.
LOTTO, R.T.. Pitting Corrosion Evaluation of Austenitic Stainless Steel Type 304 in
Acid Chloride Media. Journal Materials and Environmental Science. vol. 4, n° 4. pag. 448-
459. 2013.

44
MANFRINATO, M.D. Metalurgia da Soldagem. Disciplina de Soldagem II, Pág 80, 2014.
Notas de aula.
MODENESI, P. J..Soldabilidade dos Aços Inoxidáveis. São Paulo SENAI-SP,2001, pp 6 -
20. (Coleção Tecnologia da Soldagem Vol.1).
MORETO, J.A.. Estudo da Corrosão e Corrosão-Fadiga em Ligas de Al e Al-Li de Alta
Resistência para Aplicação Aeronáutica. Tese (Doutorado em Ciência e Engenharia de
Materiais) – Interunidades em Ciência e Engenharia de Materiais, Universidade de São Paulo,
2012.
MORONA, M.T.. Ensaios Eletroquímicos e Influência da Nitretação à Plasma na
Resistência a Corrosão do Aço Inoxidável ISSO 5832-1. Dissertação (Mestrado em
Engenharia Mecânica e de Materiais). Universidade Tecnologica Federal do Paraná, Curitiba,
2007.
NAYAL, G.EL.; BEECH, J.. Relationship Between Composition, Impurity Content,
Cooling Rate, and Solidification in Austenitic Stainless Steels. Materials Science and
Technology. Vol. 2, n° 6, pag. 603-610. 1986.
PASSOS, D.O.; OTUBO, J.. A Influência da Ferrita Delta em Aços Inoxidáveis
Austeníticos Forjados. Revista Escola de Minas, vol. 63, n° 1, pag 57-63, 2010.
PESSANHA, E.C.. Quantificação de Ferrita Delta e Avaliação da Relação
Microestrutura/Propriedades de um Aço Inoxidável Austenitico 347 Soldado. 2011.
Dissertação (Mestrado em Ciência e Engenharia de Materiais) – Ciência e Engenharia de
Materiais, Universidade Estadual do Norte Fluminense Darcy Ribeiro, Campos dos
Goytacazes, 2011. [Acesso 2016-10-11].
ROQUE, J.M.F.. Desenvolvimento de Difenrentes Tipos de Nanocontainers com Inibidor
Dodecilamina Encapsulado para Aditivação de Primers com Propriedades de
Autoproteção. Tese (Doutorado em Engenharia Química) – Engenharia Química,
Universidade de São Paulo, São Paulo, 2015.
SILVA, E.S. Efeitos do Tratamento Térmico de Solubilização sobre Crescimento de
Grão e o Grau de Sensitização dos Aços Inoxidáveis Austeníticos AISI 321 e AISI 347. Dissertação de Mestrado, Universidade Federal do Maranhão, São Luis, 2007.
TAVARES, S.S.M,; SOUZA, V.M..; KINA, A.Y.. Influência dos Tratamentos Térmicos
na Resistência à Corrosão do Aço Inoxidável AISI 347 Fundido. Tecnologia em
Metalurgia e Materiais, 2017.
TECHWELD, PROVIDING CUSTOM WELDED TUBES, TANKS, CONES AND
WELDMENTS. [http://www.techweld.net/planishing.html]. Acessado em 03/08/2016.
WOLYNEC, S..Técnicas Eletroquímicas em Corrosão. 1° edição, São Paulo, 2003.