Embed Size (px)
Citation preview
1
Um subgrupo da norma DIN 8580 sob o termo "Separar", compreende os
processos de fabricação com remoção de cavaco com ferramenta de geometria
definida, que se caracteriza pela aplicação de ferramentas com características
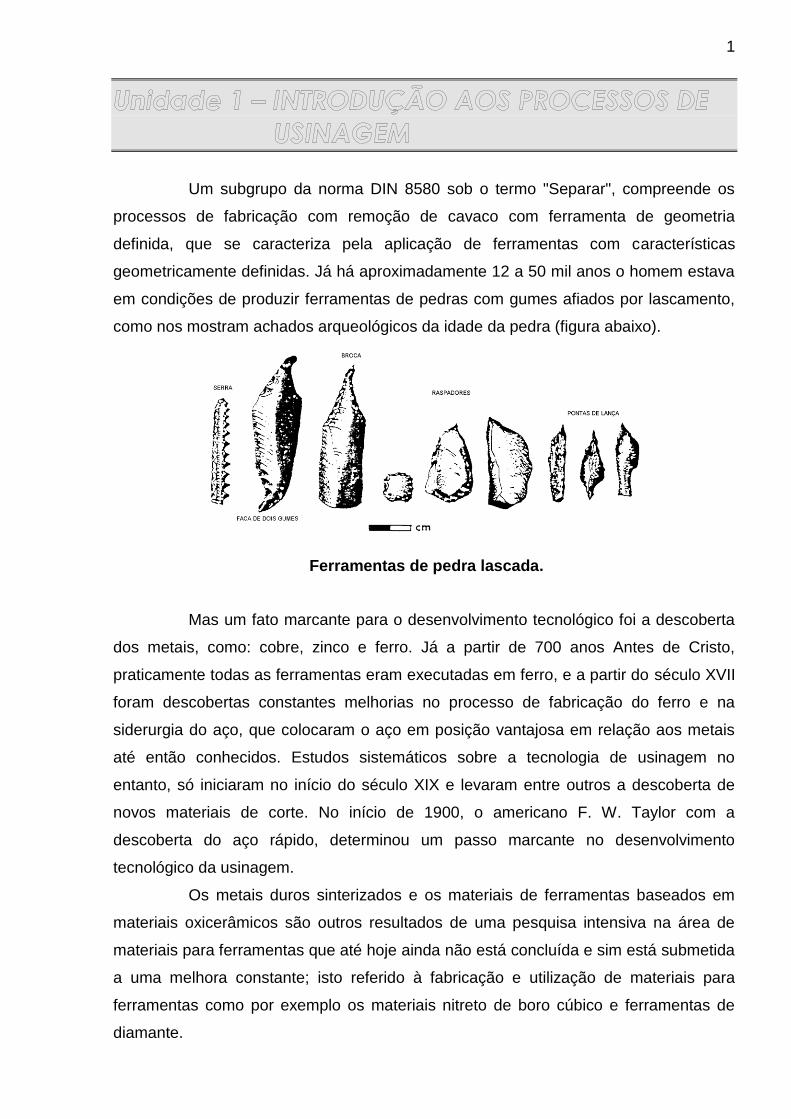
geometricamente definidas. Já há aproximadamente 12 a 50 mil anos o homem estava
em condições de produzir ferramentas de pedras com gumes afiados por lascamento,
como nos mostram achados arqueológicos da idade da pedra (figura abaixo).
Ferramentas de pedra lascada.
Mas um fato marcante para o desenvolvimento tecnológico foi a descoberta
dos metais, como: cobre, zinco e ferro. Já a partir de 700 anos Antes de Cristo,
praticamente todas as ferramentas eram executadas em ferro, e a partir do século XVII
foram descobertas constantes melhorias no processo de fabricação do ferro e na
siderurgia do aço, que colocaram o aço em posição vantajosa em relação aos metais
até então conhecidos. Estudos sistemáticos sobre a tecnologia de usinagem no
entanto, só iniciaram no início do século XIX e levaram entre outros a descoberta de
novos materiais de corte. No início de 1900, o americano F. W. Taylor com a
descoberta do aço rápido, determinou um passo marcante no desenvolvimento
tecnológico da usinagem.
Os metais duros sinterizados e os materiais de ferramentas baseados em
materiais oxicerâmicos são outros resultados de uma pesquisa intensiva na área de
materiais para ferramentas que até hoje ainda não está concluída e sim está submetida
a uma melhora constante; isto referido à fabricação e utilização de materiais para
ferramentas como por exemplo os materiais nitreto de boro cúbico e ferramentas de
diamante.
2
Para poder satisfazer as exigências crescentes feitas à qualidade das peças
e a viabilidade econômica do processo de fabricação, as ferramentas devem ser
usadas de forma econômica para que todas as grandezas que participam no processo
de usinagem como, geometria da ferramenta, condições de corte, material da peça e
materiais auxiliares, tenham a sua influência e seu efeito sobre o resultado do trabalho
considerados. O conhecimento da interdependência funcional dos diversos fatores,
permite o aproveitamento das reservas tecnológicas disponíveis. Ponto básico no
processo de usinagem, é o processo de corte propriamente dito com o que inicia esta
apostila.
No estudo das operações dos metais, distinguem-se duas grandes classes
de trabalho:
As operações de usinagem
As operações de conformação
Como operações de usinagem entendemos aquelas que, ao conferir à peça
a forma, ou as dimensões ou o acabamento, ou ainda uma combinação qualquer
destes três bens, produzem cavaco. Definimos cavaco como a porção de material da
peça, retirada pela ferramenta, caracterizando-se por apresentar forma geométrica
irregular. Além desta característica, estão envolvidos no mecanismo da formação do
cavaco alguns fenômenos particulares, tais como o recalque, a aresta postiça de corte,
a craterização na superfície de saída da ferramenta e a formação periódica do cavaco
(dentro de determinado campo de variação da velocidade de corte).
Como operações de conformação entendemos aquelas que visam conferir à
peça a forma ou as dimensões, ou o acabamento específico, ou ainda qualquer
combinação destes três bens, através da deformação plástica do metal. Devido ao fato
da operação de corte em chapas estar ligada aos processos de estampagem profunda,
dobra e curvatura de chapas, essa operação é estudada no grupo de operações de
conformação dos metais.
1.1 CLASSIFICAÇÃO E NOMENCLATURA DOS PROCESSOS MECÂNICOS DE USINAGEM
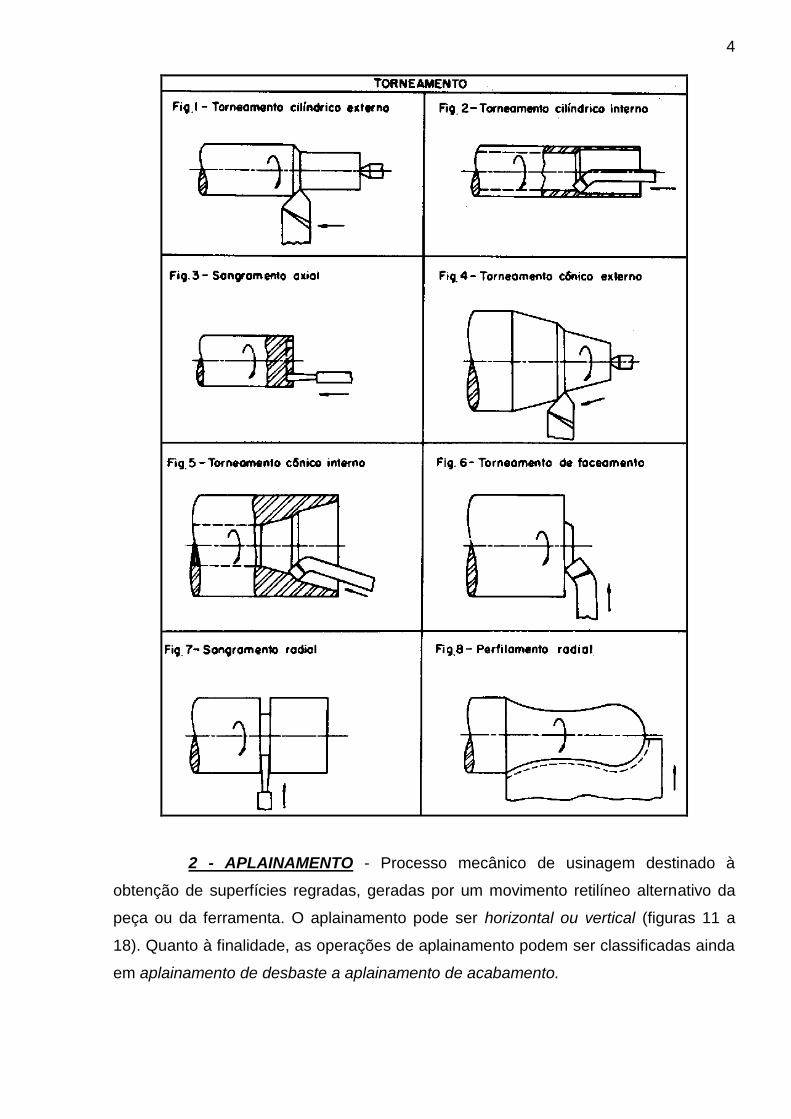
1 - TORNEAMENTO - Processo mecânico de usinagem destinado à
obtenção de superfícies de revolução com auxílio de uma ou mais ferramentas
monocortantes1. Para tanto, a peça gira em torno do eixo principal de rotação da
1 Denomina-se ferramenta de usinagem mecânica a ferramenta destinada à remoção de cavaco. No
caso de possuir uma única superfície de saída, a ferramenta é chamada ferramenta monocortante; quando possuir mais de uma superfície de saída, é chamada ferramenta multicortante.
3
máquina e a ferramenta se desloca simultaneamente segundo uma trajetória coplanar
com o referido eixo.
Quanto à forma da trajetória, o torneamento pode ser retilíneo ou curvilíneo.
1.1 - Torneamento retilíneo - Processo de torneamento no qual a ferramenta
se desloca segundo uma trajetória retilínea. O torneamento retilíneo pode ser:
1.1.1 - Torneamento cilíndrico - Processo de torneamento no qual a
ferramenta se desloca segundo uma trajetória paralela ao eixo principal de rotação da
máquina. Pode ser externo (figura 1) ou interno (figura 2).
Quando o torneamento cilíndrico visa obter na peça um entalhe circular, na
face perpendicular ao eixo principal de rotação da máquina, o torneamento é
denominado sangramento axial (figura 3).
1.1.2 - Torneamento cônico - Processo de torneamento no qual a ferramenta
se desloca segundo uma trajetória retilínea, inclinada em relação ao eixo principal de
rotação da máquina. Pode ser externo (figura 4) ou interno (figura 5).
1.1.3 - Torneamento radial - Processo de torneamento no qual a ferramenta
se desloca segundo uma trajetória retilínea, perpendicular ao eixo principal de rotação
da máquina.
Quando o torneamento radial visa a obtenção de uma superfície plana, o
torneamento é denominado torneamento de faceamento (figura 6). Quando o
torneamento radial visa a obtenção de um entalhe circular, o torneamento é
denominado sangramento radial (figura 7).
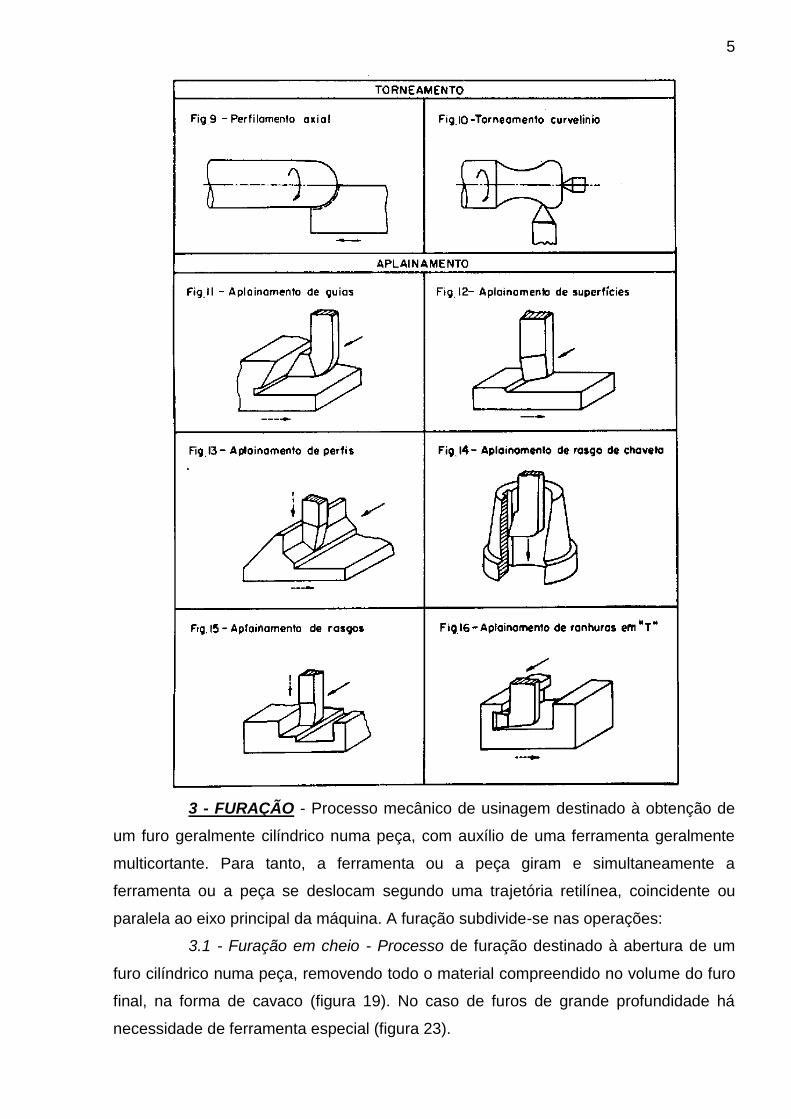
1.1.4 - Perfilamento - Processo de torneamento no qual a ferramenta se
desloca segundo uma trajetória retilínea radial (figura 8) ou axial (figura 9), visando a
obtenção de uma forma definida, determinada pelo perfil da ferramenta.
l.2 - Torneamento curvilíneo - Processo de torneamento, no qual a
ferramenta se desloca segundo uma trajetória curvilínea (figura 10).
Quanto à finalidade, as operações de torneamento podem ser classificadas
ainda em torneamento de desbaste e torneamento de acabamento. Entende-se por
acabamento a operação de usinagem destinada a obter na peça as dimensões finais,
ou um acabamento superficial especificado, ou ambos. O desbaste é a operação de
usinagem, anterior a de acabamento, visando a obter na peça a forma e dimensões
próximas das finais.
4
2 - APLAINAMENTO - Processo mecânico de usinagem destinado à
obtenção de superfícies regradas, geradas por um movimento retilíneo alternativo da
peça ou da ferramenta. O aplainamento pode ser horizontal ou vertical (figuras 11 a
18). Quanto à finalidade, as operações de aplainamento podem ser classificadas ainda
em aplainamento de desbaste a aplainamento de acabamento.
5
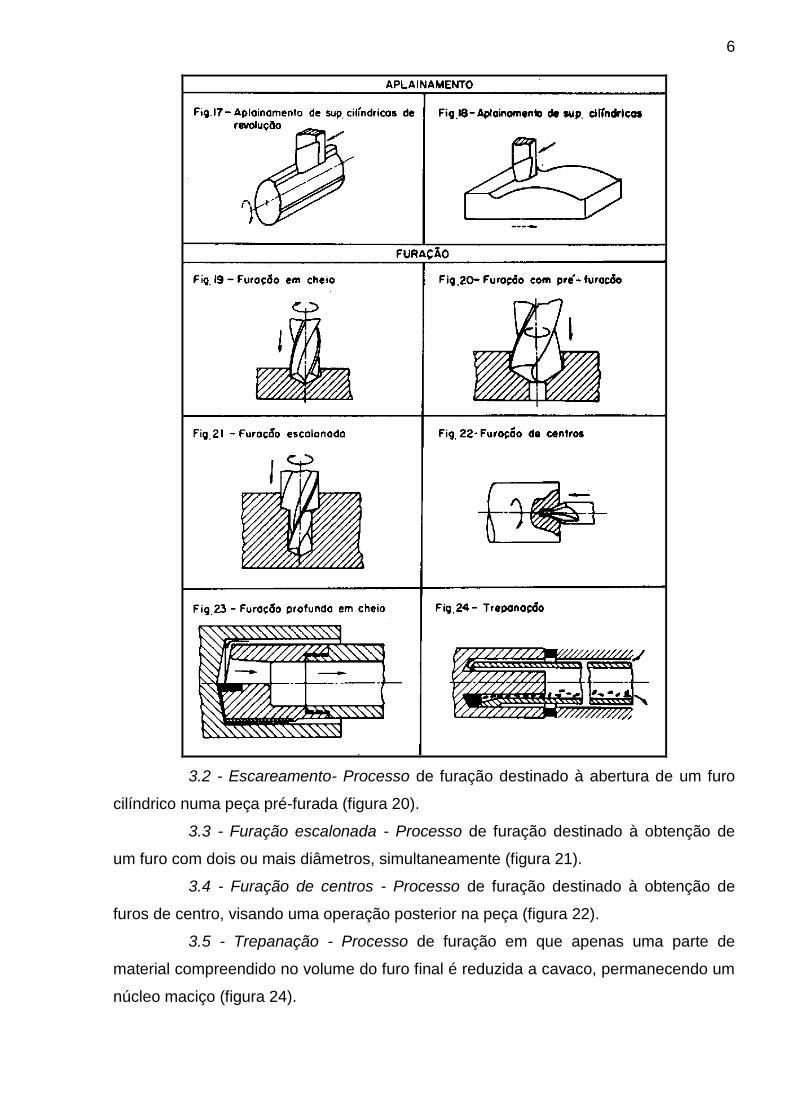
3 - FURAÇÃO - Processo mecânico de usinagem destinado à obtenção de
um furo geralmente cilíndrico numa peça, com auxílio de uma ferramenta geralmente
multicortante. Para tanto, a ferramenta ou a peça giram e simultaneamente a
ferramenta ou a peça se deslocam segundo uma trajetória retilínea, coincidente ou
paralela ao eixo principal da máquina. A furação subdivide-se nas operações:
3.1 - Furação em cheio - Processo de furação destinado à abertura de um
furo cilíndrico numa peça, removendo todo o material compreendido no volume do furo
final, na forma de cavaco (figura 19). No caso de furos de grande profundidade há
necessidade de ferramenta especial (figura 23).
6
3.2 - Escareamento- Processo de furação destinado à abertura de um furo
cilíndrico numa peça pré-furada (figura 20).
3.3 - Furação escalonada - Processo de furação destinado à obtenção de
um furo com dois ou mais diâmetros, simultaneamente (figura 21).
3.4 - Furação de centros - Processo de furação destinado à obtenção de
furos de centro, visando uma operação posterior na peça (figura 22).
3.5 - Trepanação - Processo de furação em que apenas uma parte de
material compreendido no volume do furo final é reduzida a cavaco, permanecendo um
núcleo maciço (figura 24).

7
4 - ALARGAMENTO - Processo mecânico de usinagem destinado ao
desbaste ou ao acabamento de furos cilíndricos ou cônicos, com auxílio de ferramenta
geralmente multicortante. Para tanto, a ferramenta ou a peça giram e a ferramenta ou a
peça se deslocam segundo uma trajetória retilínea, coincidente ou paralela ao eixo de
rotação da ferramenta. O alargamento pode ser:
4.1 - Alargamento de desbaste - Processo de alargamento destinado ao
desbaste da parede de um furo cilíndrico (figura 25) ou cônico (figura 27).
4.2 - Alargamento de acabamento - Processo de alargamento destinado ao
acabamento da parede de um furo cilíndrico (figura 26) ou cônico (figura 28).
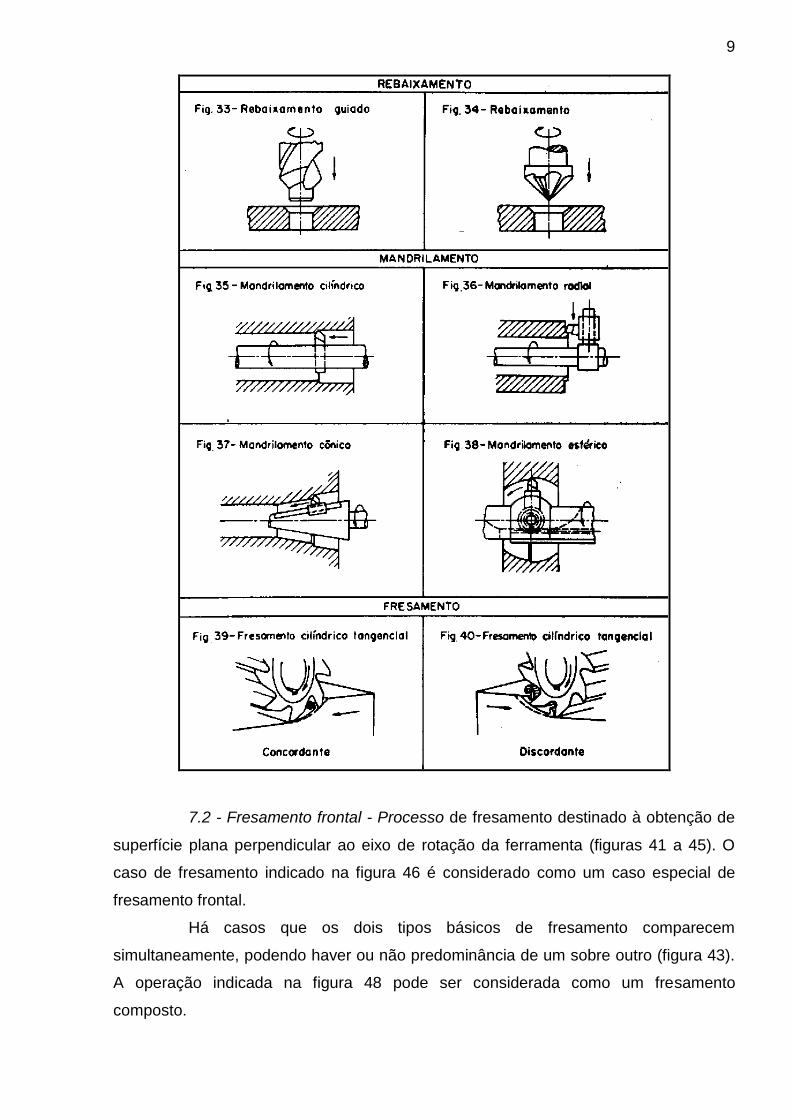
5 – REBAIXAMENTO - Processo mecânico de usinagem destinado à
obtenção de uma forma qualquer na extremidade de um furo. Para tanto, a ferramenta

8
ou a peça giram e a ferramenta ou a peça se deslocam segundo uma trajetória
retilínea, coincidente ou paralela ao eixo de rotação da ferramenta (figuras 29 a 34)2.
6 - MANDRILAMENTO - Processo mecânico de usinagem destinado à
obtenção de superfícies de revolução com auxílio de uma ou várias ferramentas de
barra. Para tanto, a ferramenta gira e a peça ou a ferramenta se deslocam
simultaneamente segundo uma trajetória determinada.
6.1 - Mandrilamento cilíndrico - Processo de mandrilamento no qual a
superfície usinada é cilíndrica de revolução, cujo eixo coincide com o eixo em torno do
qual gira a ferramenta (figura 35).
6.2 - Mandrilamento radial - Processo de mandrilamento no qual a superfície
usinada é plana e perpendicular ao eixo em torno do qual gira a ferramenta (figura 36).
6.3 - Mandrilamento cônico - Processo de mandrilamento no qual a
superfície usinada é cônica de revolução, cujo eixo coincide com o eixo em torno do
qual gira a ferramenta (figura 37).
6.4 - Mandrilamento de superfícies especiais - Processo de mandrilamento
no qual a superfície usinada é uma superfície de revolução, diferente das anteriores,
cujo eixo coincide com o eixo em torno do qual gira a ferramenta. Exemplos:
mandrilamento esférico (figura 38), mandrilamento de sangramento, etc..
Quanto à finalidade, as operações de mandrilamento podem ser
classificadas ainda em mandrilamento de desbaste e mandrilamento de acabamento.
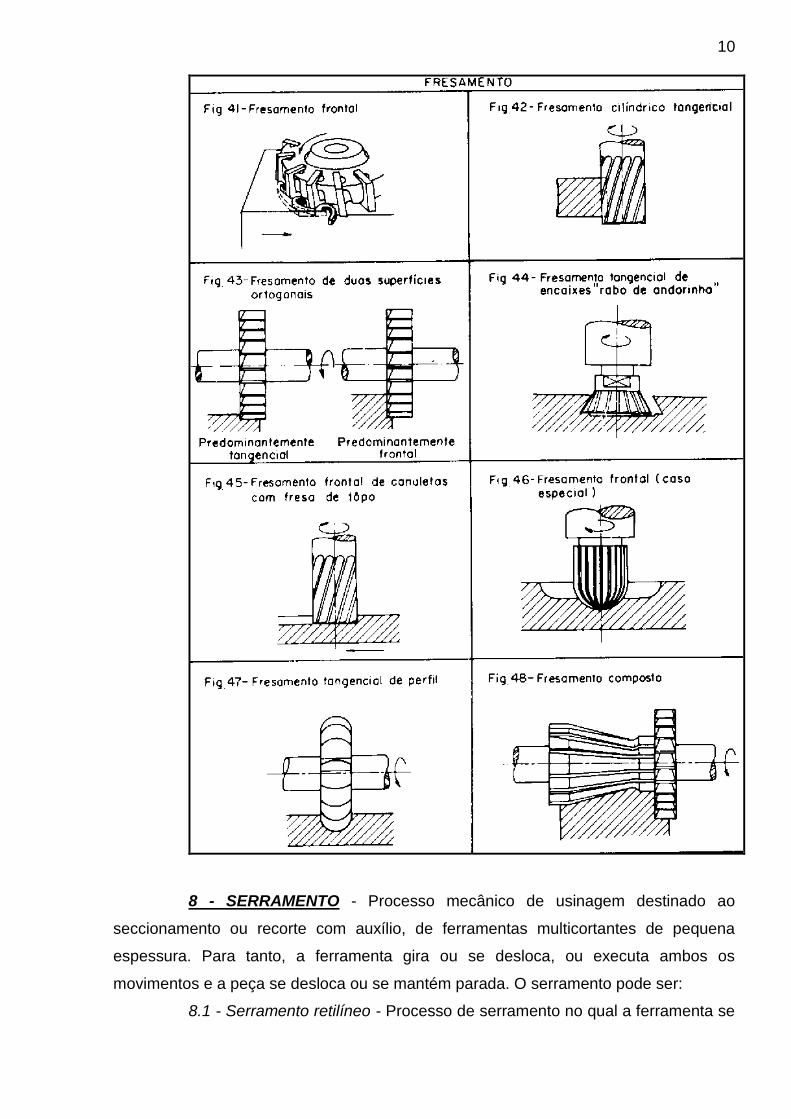
7 - FRESAMENTO - Processo mecânico de usinagem destinado à obtenção
de superfícies quaisquer com o auxílio de ferramentas geralmente multicortantes. Para
tanto, a ferramenta gira e a peça ou a ferramenta se deslocam segundo uma trajetória
qualquer. Distinguem-se dois tipos básicos de fresamento:
7.1 - Fresamento cilíndrico tangencial - Processo de fresamento destinado à
obtenção de superfície plana paralela ao eixo de rotação da ferramenta (figuras 39, 40
a 42). Quando a superfície obtida não for plana ou o eixo de rotação da ferramenta for
inclinado em relação à superfície originada na peça, será considerado um processo
especial de fresamento tangencial (figuras 44 a 47).
2 As operações indicadas nas figuras 33 a 34 são denominadas por alguns autores, de escareamento.
9
7.2 - Fresamento frontal - Processo de fresamento destinado à obtenção de
superfície plana perpendicular ao eixo de rotação da ferramenta (figuras 41 a 45). O
caso de fresamento indicado na figura 46 é considerado como um caso especial de
fresamento frontal.
Há casos que os dois tipos básicos de fresamento comparecem
simultaneamente, podendo haver ou não predominância de um sobre outro (figura 43).
A operação indicada na figura 48 pode ser considerada como um fresamento
composto.
10
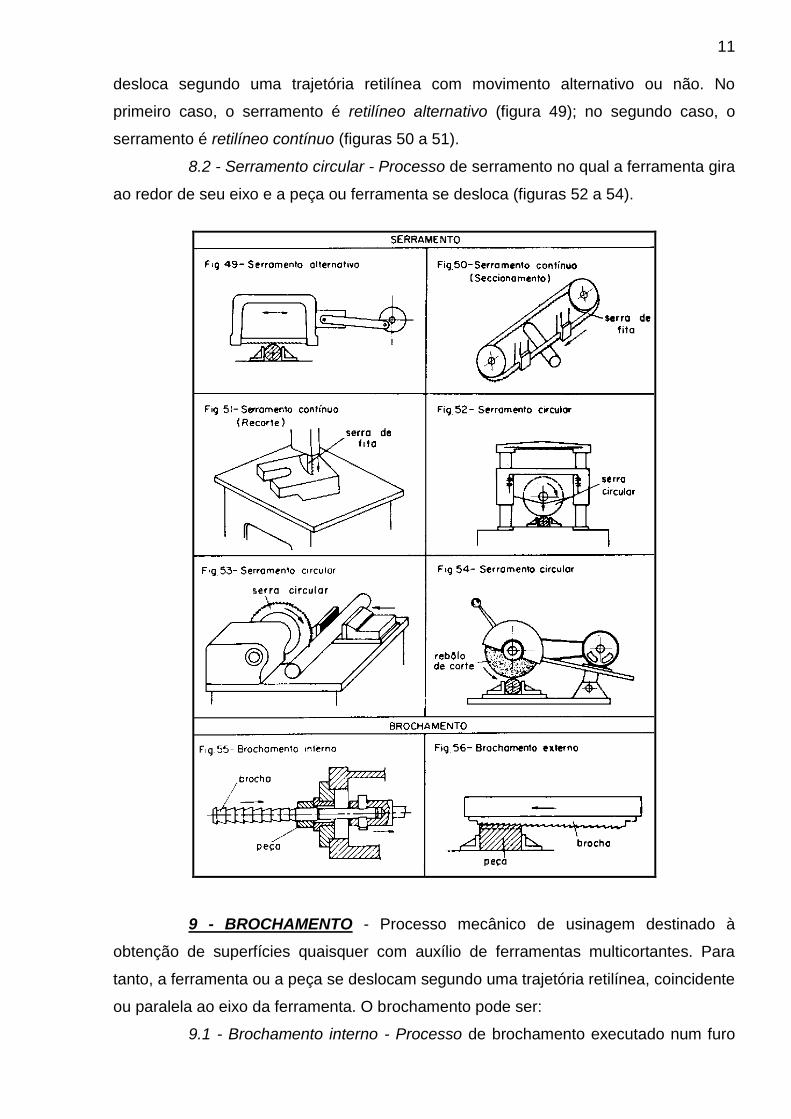
8 - SERRAMENTO - Processo mecânico de usinagem destinado ao
seccionamento ou recorte com auxílio, de ferramentas multicortantes de pequena
espessura. Para tanto, a ferramenta gira ou se desloca, ou executa ambos os
movimentos e a peça se desloca ou se mantém parada. O serramento pode ser:
8.1 - Serramento retilíneo - Processo de serramento no qual a ferramenta se
11
desloca segundo uma trajetória retilínea com movimento alternativo ou não. No
primeiro caso, o serramento é retilíneo alternativo (figura 49); no segundo caso, o
serramento é retilíneo contínuo (figuras 50 a 51).
8.2 - Serramento circular - Processo de serramento no qual a ferramenta gira
ao redor de seu eixo e a peça ou ferramenta se desloca (figuras 52 a 54).
9 - BROCHAMENTO - Processo mecânico de usinagem destinado à
obtenção de superfícies quaisquer com auxílio de ferramentas multicortantes. Para
tanto, a ferramenta ou a peça se deslocam segundo uma trajetória retilínea, coincidente
ou paralela ao eixo da ferramenta. O brochamento pode ser:
9.1 - Brochamento interno - Processo de brochamento executado num furo
12
passante da peça (figura 55).
9.2 - Brochamento externo - Processo de brochamento executado numa
superfície externa da peça (figura 56).
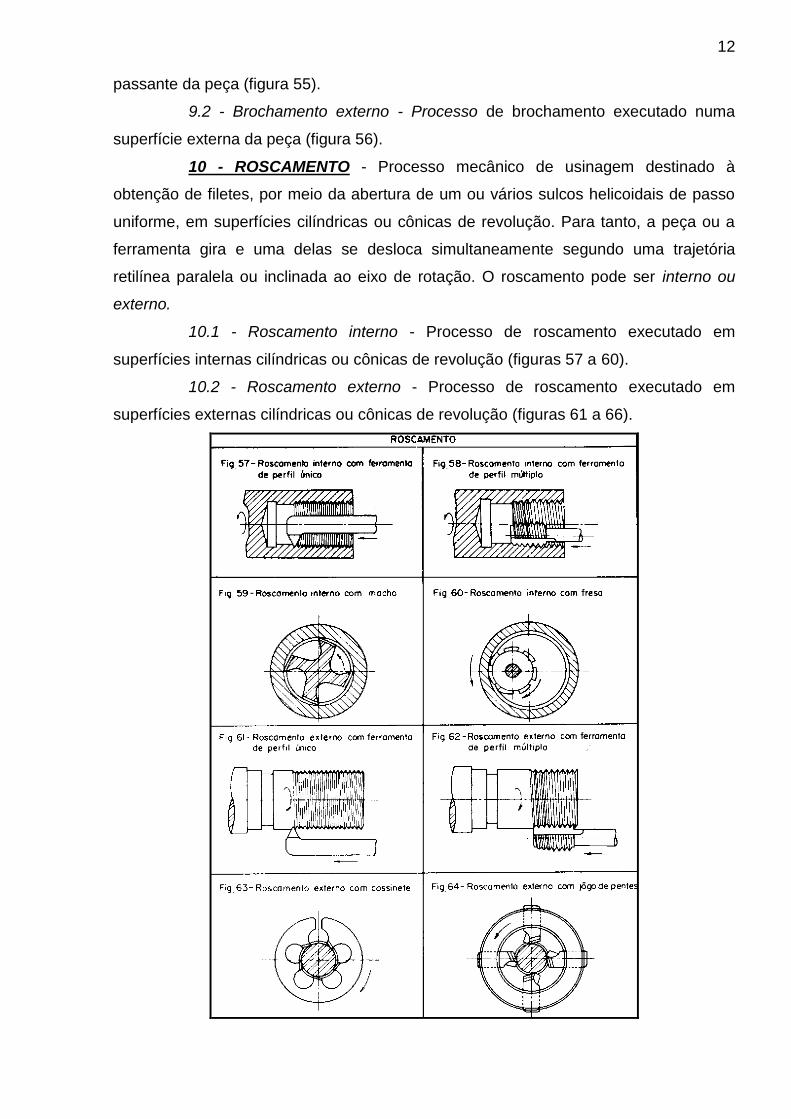
10 - ROSCAMENTO - Processo mecânico de usinagem destinado à
obtenção de filetes, por meio da abertura de um ou vários sulcos helicoidais de passo
uniforme, em superfícies cilíndricas ou cônicas de revolução. Para tanto, a peça ou a
ferramenta gira e uma delas se desloca simultaneamente segundo uma trajetória
retilínea paralela ou inclinada ao eixo de rotação. O roscamento pode ser interno ou
externo.
10.1 - Roscamento interno - Processo de roscamento executado em
superfícies internas cilíndricas ou cônicas de revolução (figuras 57 a 60).
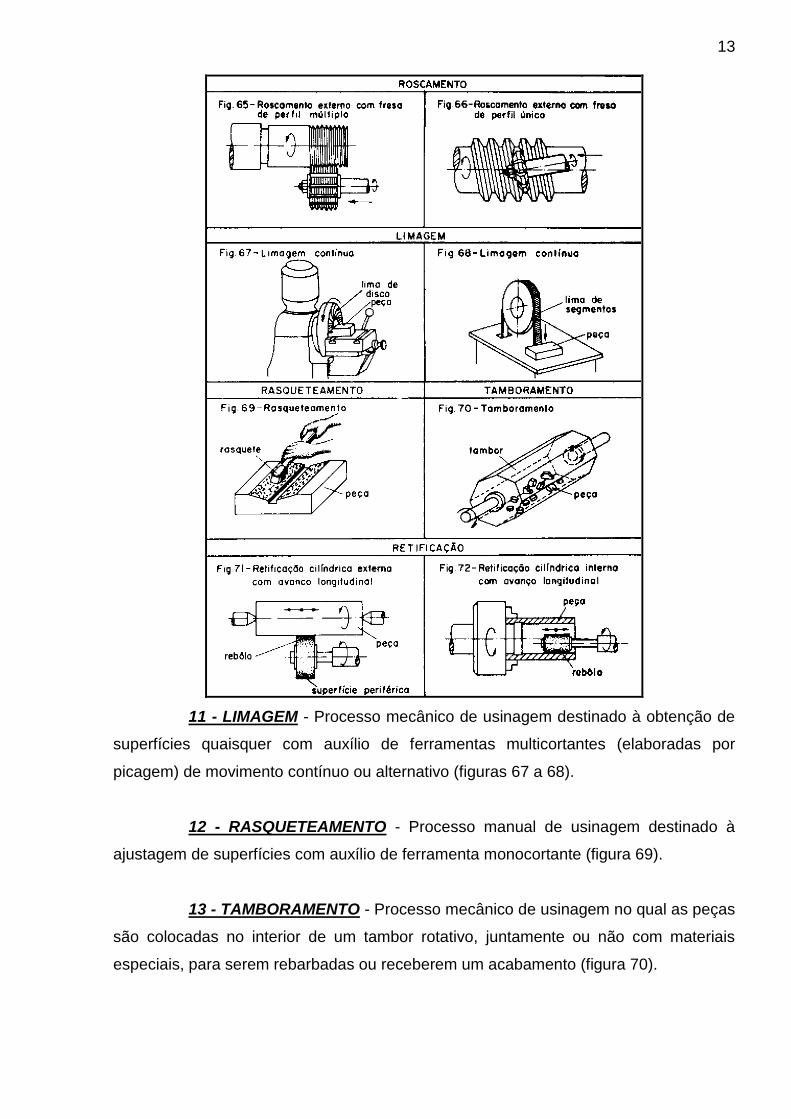
10.2 - Roscamento externo - Processo de roscamento executado em
superfícies externas cilíndricas ou cônicas de revolução (figuras 61 a 66).
13
11 - LIMAGEM - Processo mecânico de usinagem destinado à obtenção de
superfícies quaisquer com auxílio de ferramentas multicortantes (elaboradas por
picagem) de movimento contínuo ou alternativo (figuras 67 a 68).
12 - RASQUETEAMENTO - Processo manual de usinagem destinado à
ajustagem de superfícies com auxílio de ferramenta monocortante (figura 69).
13 - TAMBORAMENTO - Processo mecânico de usinagem no qual as peças
são colocadas no interior de um tambor rotativo, juntamente ou não com materiais
especiais, para serem rebarbadas ou receberem um acabamento (figura 70).
14
14 - RETIFICAÇÃO - Processo de usinagem por abrasão destinado à
obtenção de superfícies com auxílio de ferramenta abrasiva de revolução3. Para tanto,
a ferramenta gira e a peça ou a ferramenta se desloca segundo uma trajetória
determinada, podendo a peça girar ou não.
A retificação pode ser tangencial ou frontal.
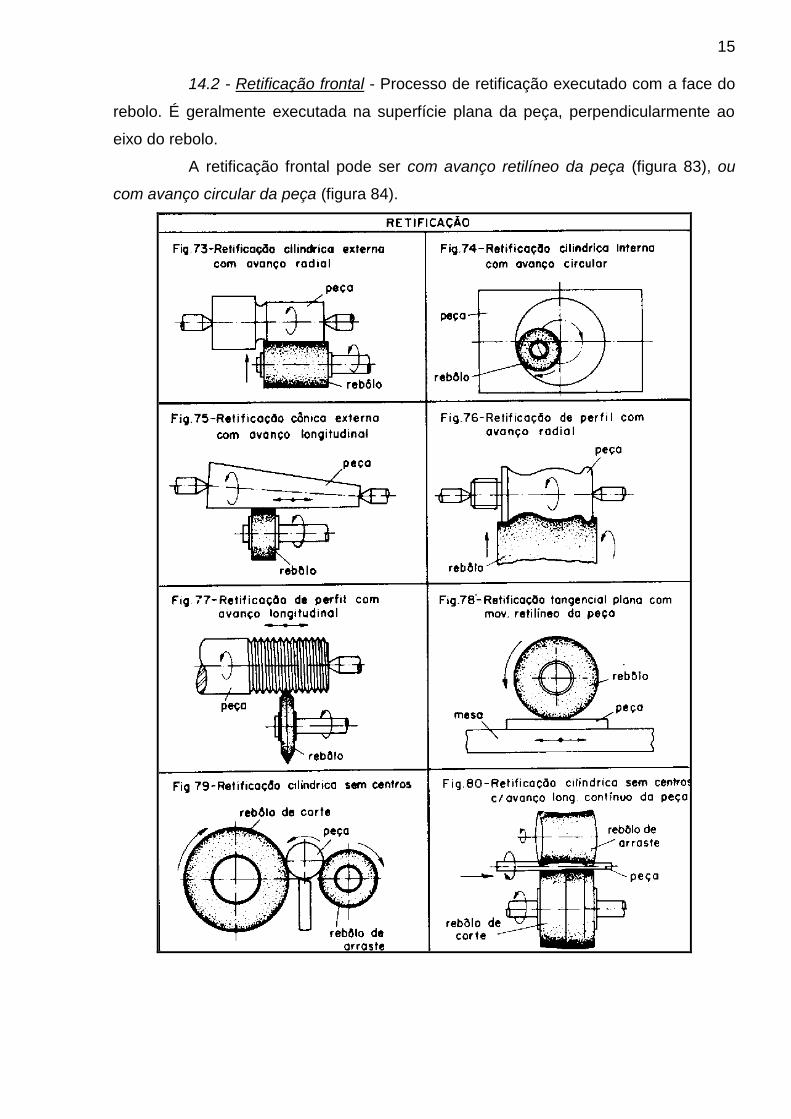
14.1 - Retificação tangencial - Processo de retificação executado com a
superfície de revolução da ferramenta (figura 71). Pode ser:
14.1.1 - Retificação cilíndrica - Processo de retificação tangencial no qual a
superfície usinada é uma superfície cilíndrica (figuras 71 a 74). Esta superfície pode ser
externa ou interna, de revolução ou não.
Quanto ao avanço automático da ferramenta ou da peça, a retificação
cilíndrica pode ser com avanço longitudinal da peça (figura 71), com avanço radial do
rebolo (figura 73), com avanço circular do rebolo (figura 74) ou com avanço longitudinal
do rebolo**.
14.1.2 - Retificação cônica - Processo de retificação tangencial no qual a
superfície usinada é uma superfície cônica (figura 75). Esta superfície pode ser interna
ou externa.
Quanto ao avanço automático da ferramenta ou da peça, a retificação cônica
pode ser com avanço longitudinal da peça (figura 75), com avanço radial do rebolo,
com avanço circular do rebolo ou com avanço longitudinal do rebolo.
14.1.3 - Retificação de perfis - Processo de retificação tangencial no qual a
superfície usinada é uma superfície qualquer gerada pelo perfil do rebolo (figuras 76 a
77).
14.1.4 - Retificação tangencial plana - Processo de retificação tangencial no
qual a superfície usinada é uma superfície plana (figura 78).
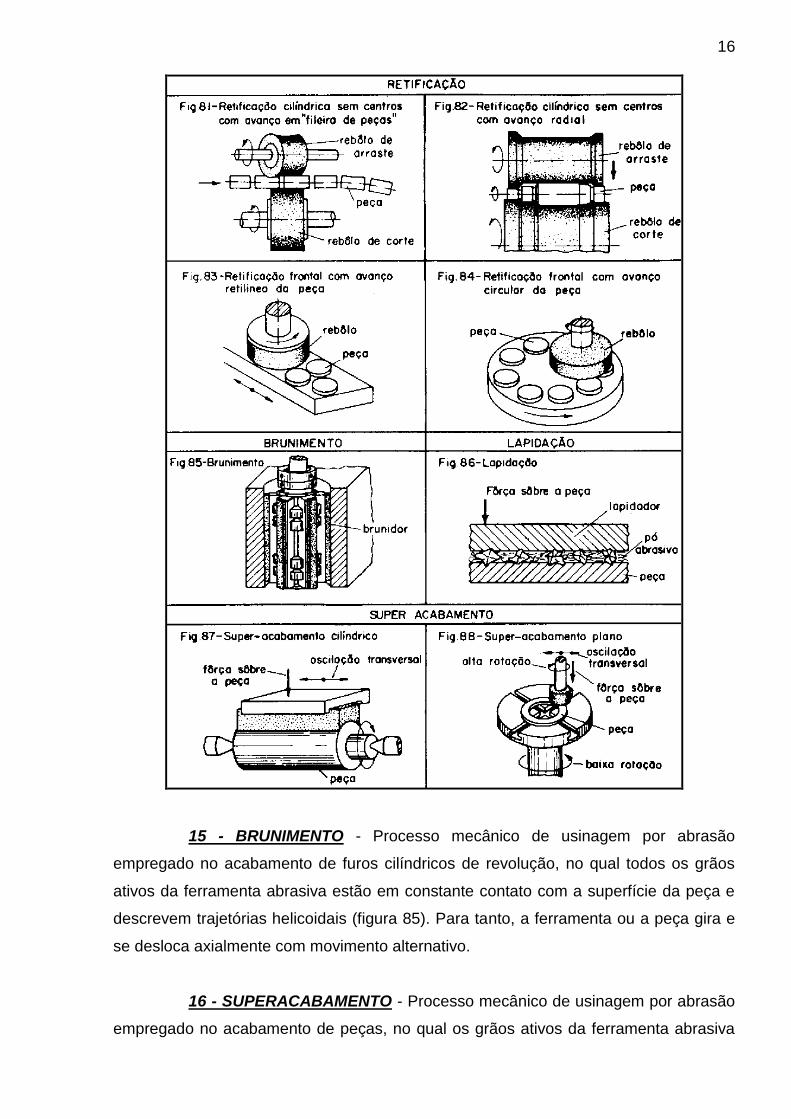
14.1.5 - Retificação cilíndrica sem centros - Processo de retificação cilíndrica
no qual a peça sem fixação axial é usinada por ferramentas abrasivas de revolução,
com ou sem movimento longitudinal da peça (figuras 79 a 82).
A retificação sem centros pode ser com avanço longitudinal da peça
(retificação de passagem) ou com avanço radial do rebolo (retificação em mergulho)
(figuras 80 a 82).
3 Denomina-se de usinagem por abrasão ao processo mecânico de usinagem no qual são
empregados abrasivos ligados ou soltos. Segundo a Norma PB-26 - Ferramentas Abrasivas da A.B.N.T., denomina-se ferramenta abrasiva a ferramenta constituída de grãos abrasivos ligados por aglutinante, com formas a dimensões definidas. A ferramenta abrasiva com a forma de superfície de revolução adaptável a um eixo, E denominada rebolo abrasivo. Não são considerados rebolos abrasivos rodas ou discos de metal, madeira, tecido, papel, tendo uma ou várias camadas de abrasivos na superfície.
15
14.2 - Retificação frontal - Processo de retificação executado com a face do
rebolo. É geralmente executada na superfície plana da peça, perpendicularmente ao
eixo do rebolo.
A retificação frontal pode ser com avanço retilíneo da peça (figura 83), ou
com avanço circular da peça (figura 84).
16
15 - BRUNIMENTO - Processo mecânico de usinagem por abrasão
empregado no acabamento de furos cilíndricos de revolução, no qual todos os grãos
ativos da ferramenta abrasiva estão em constante contato com a superfície da peça e
descrevem trajetórias helicoidais (figura 85). Para tanto, a ferramenta ou a peça gira e
se desloca axialmente com movimento alternativo.
16 - SUPERACABAMENTO - Processo mecânico de usinagem por abrasão
empregado no acabamento de peças, no qual os grãos ativos da ferramenta abrasiva
17
estão em constante contato com a superfície da peça. Para tanto, a peça gira
lentamente e, a ferramenta se desloca com movimento alternativo de pequena
amplitude e freqüência relativamente grande (figuras 87 a 88).
17 - LAPIDAÇÂO - Processo mecânico de usinagem por abrasão executado
com abrasivo aplicado por porta-ferramenta adequado, com objetivo de se obter
dimensões especificadas da peça (figura 86)4.
18 - ESPELHAMENTO - Processo mecânico de usinagem por abrasão no
qual é dado o acabamento final da peça por meio de abrasivos, associados a um porta-
ferramenta específico para cada tipo de operação, com o fim de se obter uma
superfície especular.
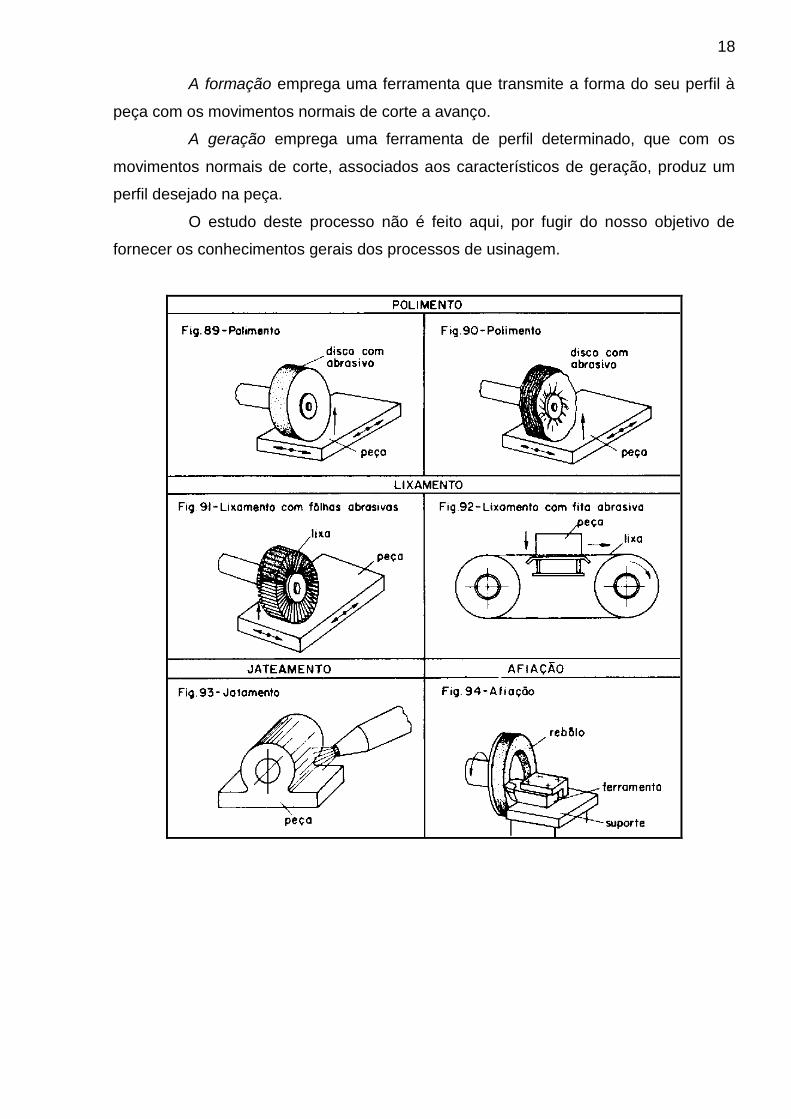
19 - POLIMENTO - Processo mecânico de usinagem por abrasão no qual a
ferramenta é constituída por um disco ou conglomerado de discos revestidos de
substâncias abrasivas (figura 89 a 90).
20 - LIXAMENTO - Processo mecânico de usinagem por abrasão executado
por abrasivo aderido a uma tela e movimentado com pressão contra a peça (figuras 91
a 92).
21 - JATEAMENTO - Processo mecânico de usinagem por abrasão no qual
as peças são submetidas a um jato abrasivo, para serem rebarbadas, asperizadas ou
receberem um acabamento (figura 93).
22 - AFIAÇÃO - Processo mecânico de usinagem por abrasão, no qual é
dado o acabamento das superfícies da cunha cortante da ferramenta, com o fim de
habilitá-la desempenhar sua função. Desta forma, são obtidos os ângulos finais da
ferramenta (figura 94).
23 - DENTEAMENTO - Processo mecânico de usinagem destinado à
obtenção de elementos denteados. Pode ser conseguido basicamente de duas
maneiras: formação e geração.
4 Segundo a Padronização Brasileira PB-26 da A.B.N.T., abrasivo é um produto natural ou sintético,
granulado, usado de várias formas, com a finalidade de remover o material das superfícies das peças até o desejado.
18
A formação emprega uma ferramenta que transmite a forma do seu perfil à
peça com os movimentos normais de corte a avanço.
A geração emprega uma ferramenta de perfil determinado, que com os
movimentos normais de corte, associados aos característicos de geração, produz um
perfil desejado na peça.
O estudo deste processo não é feito aqui, por fugir do nosso objetivo de
fornecer os conhecimentos gerais dos processos de usinagem.
19
2.1. GENERALIDADES
Para o estudo racional dos ângulos das ferramentas de corte, das forças de
corte e das condições de usinagem é imprescindível a fixação de conceitos básicos
sobre os movimentos e as relações geométricas do processo de usinagem. Estes
conceitos devem ser seguidos pelos técnicos e engenheiros que se dedicam à
usinagem e à fabricação das ferramentas de corte e máquinas operatrizes. Desta
forma, torna-se necessária a uniformização de tais conceitos, objeto das associações
de normas técnicas. Cada país industrializado tem, assim, as suas normas sobre
ângulos das ferramentas, formas e dimensões das mesmas, etc. Na falta de norma
brasileira sobre esse assunto, vamos seguir a norma DIN 6580, a qual é a mais
completa e a que melhor se aplica aos diferentes processos de usinagem. Esta norma
contém os fundamentos sobre uma sistemática uniforme de usinagem, constituindo a
base para uma série de normas referentes ao corte dos metais. Aplica-se
fundamentalmente a todos os processos de usinagem. Quando resultam limitações
através de particularidades sobre certas ferramentas (por exemplo, ferramentas
abrasivas), as mesmas são indicadas através de anotações. A numerosidade de
conceitos, que servem somente para uma ferramenta ou um processo de corte, não é
tratada nesta norma. Por outro lado, a validade universal do conceito para todos os
processos de usinagem fornece a possibilidade de reduzir ao mínimo a quantidade de
conceitos necessários à prática.
Os conceitos tratados nessa norma se referem a um ponto genérico da
aresta cortante, dito ponto de referência. Nas ferramentas de barra este ponto é fixado
na parte da aresta cortante próximo à ponta da ferramenta.
2.2. MOVIMENTOS ENTRE A PEÇA E A ARESTA CORTANTE
Os movimentos no processo de usinagem são movimentos relativos entre a
peça e a aresta cortante. Estes movimentos são referidos à peça, considerada como
parada.
Deve-se distinguir duas espécies de movimentos: os que causam
diretamente a saída de cavaco e aqueles que não tomam parte direta na formação do
20
cavaco. Origina diretamente a saída de cavaco o movimento efetivo de corte, o qual na
maioria das vezes é o resultante do movimento de corte e do movimento de avanço.
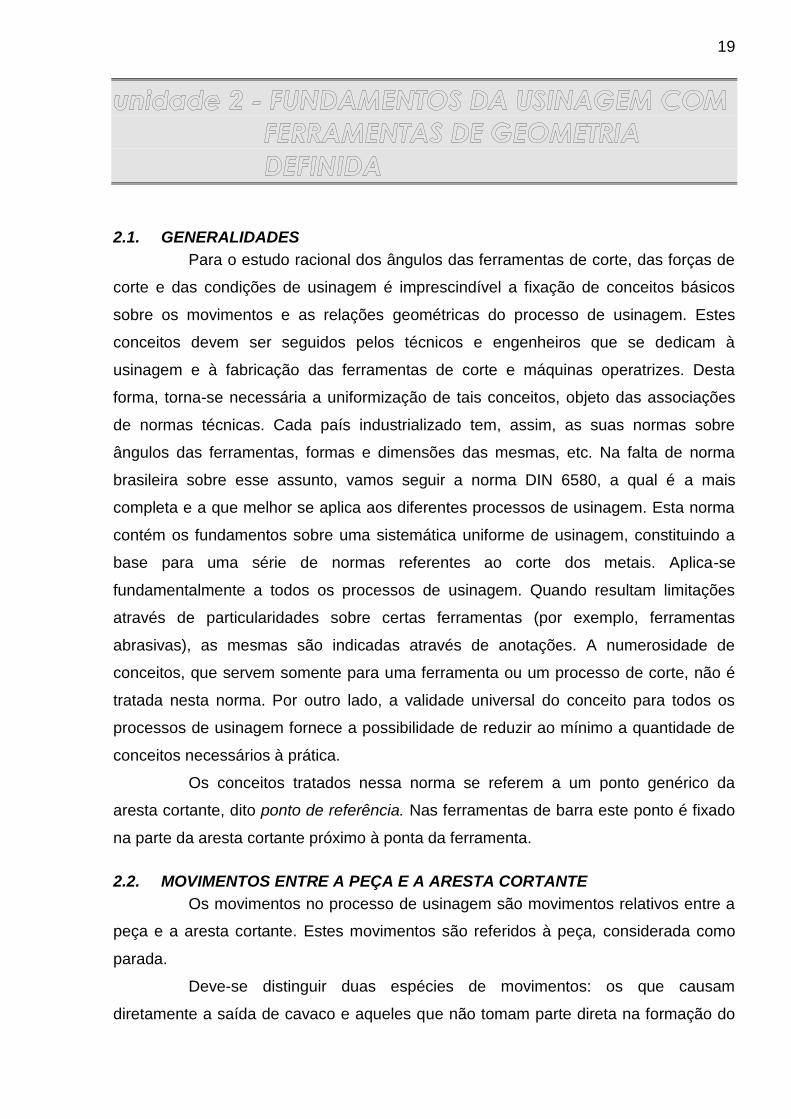
2.2.1. Movimento de corte
O movimento de corte é o movimento entre a peça e a ferramenta, o qual
sem o movimento de avanço origina somente uma única remoção de cavaco durante
uma volta ou um curso (Figura 2.1, Figura 2.2 e Figura 2.3).
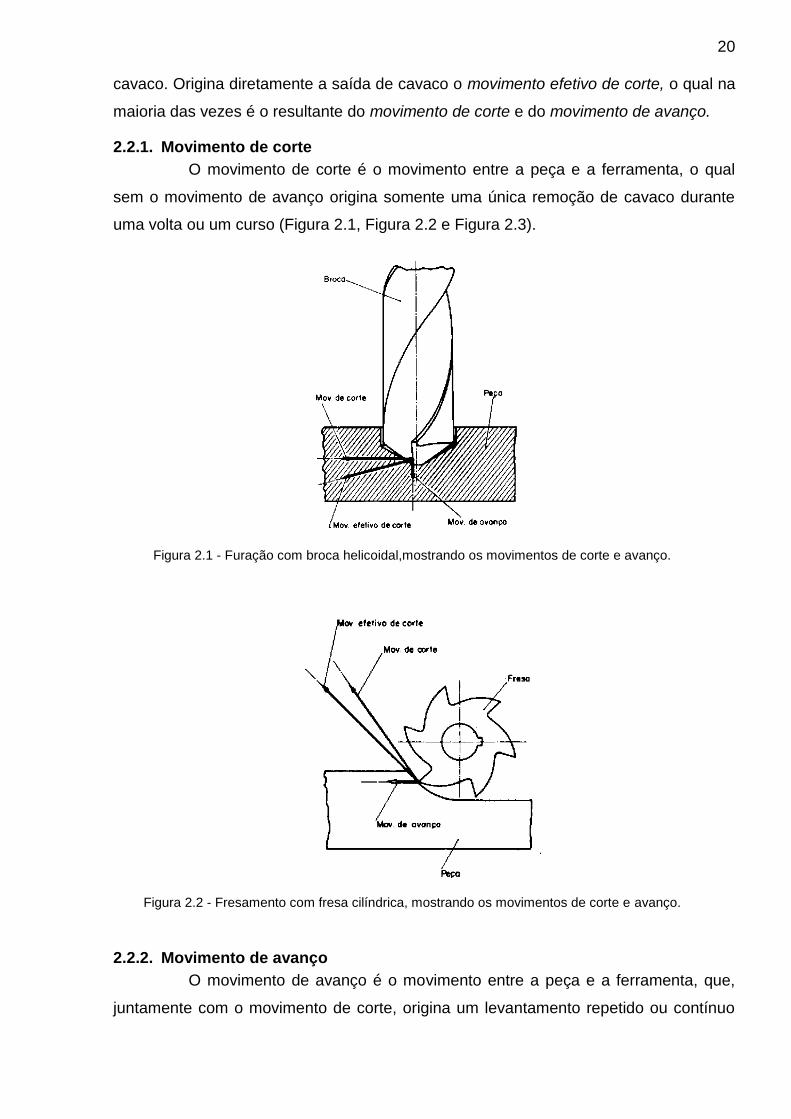
2.2.2. Movimento de avanço
O movimento de avanço é o movimento entre a peça e a ferramenta, que,
juntamente com o movimento de corte, origina um levantamento repetido ou contínuo
Figura 2.1 - Furação com broca helicoidal,mostrando os movimentos de corte e avanço.
Figura 2.2 - Fresamento com fresa cilíndrica, mostrando os movimentos de corte e avanço.
21
de cavaco, durante várias revoluções ou cursos (Figuras 2.1, 2.2 e 2.3).
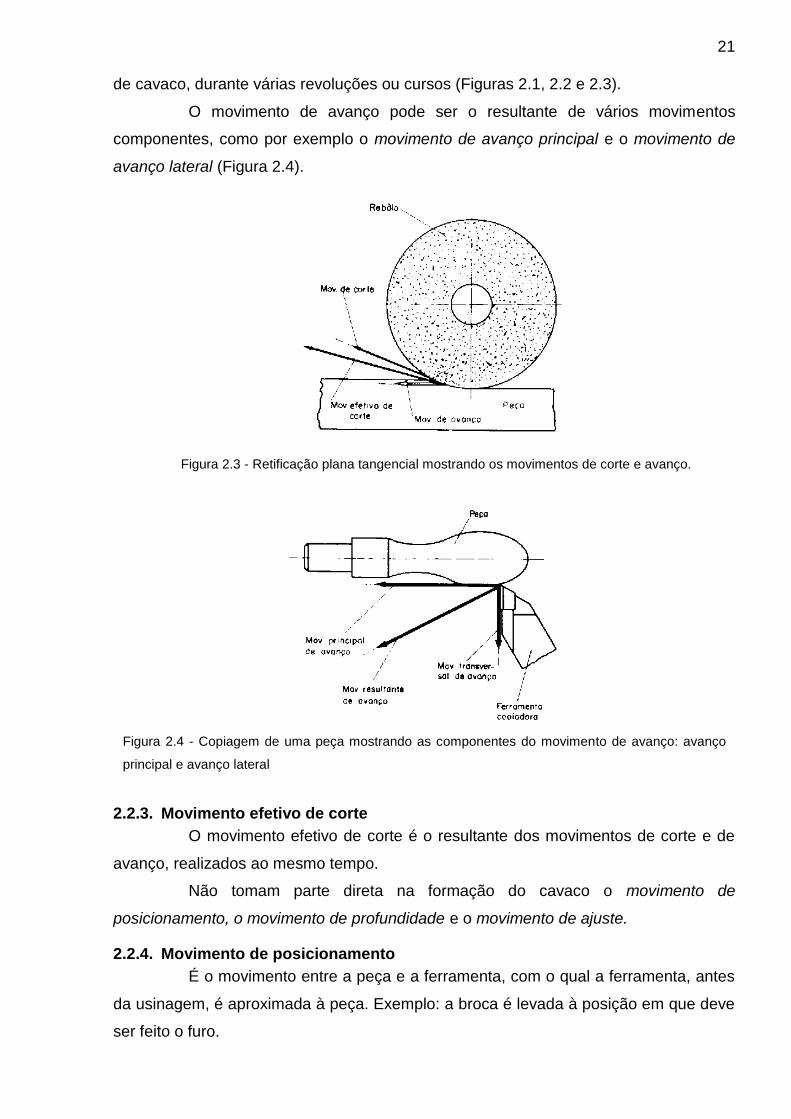
O movimento de avanço pode ser o resultante de vários movimentos
componentes, como por exemplo o movimento de avanço principal e o movimento de
avanço lateral (Figura 2.4).
2.2.3. Movimento efetivo de corte
O movimento efetivo de corte é o resultante dos movimentos de corte e de
avanço, realizados ao mesmo tempo.
Não tomam parte direta na formação do cavaco o movimento de
posicionamento, o movimento de profundidade e o movimento de ajuste.
2.2.4. Movimento de posicionamento
É o movimento entre a peça e a ferramenta, com o qual a ferramenta, antes
da usinagem, é aproximada à peça. Exemplo: a broca é levada à posição em que deve
ser feito o furo.
Figura 2.3 - Retificação plana tangencial mostrando os movimentos de corte e avanço.
Figura 2.4 - Copiagem de uma peça mostrando as componentes do movimento de avanço: avanço
principal e avanço lateral
22
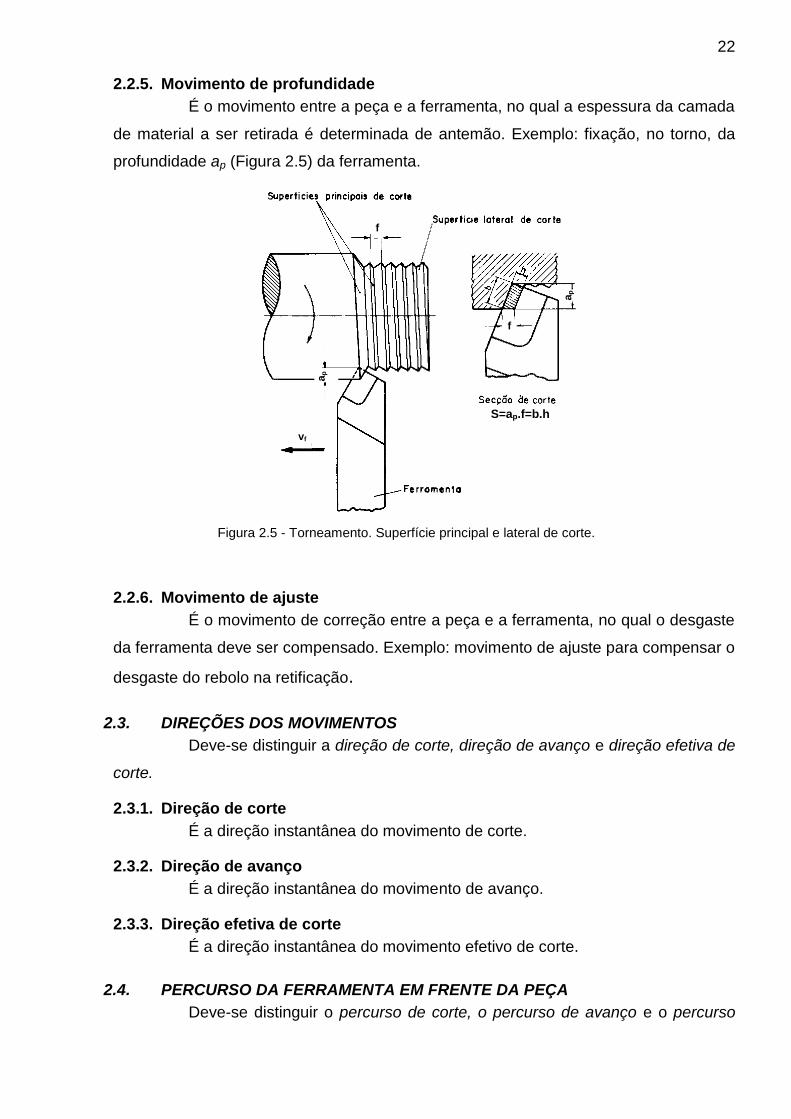
2.2.5. Movimento de profundidade
É o movimento entre a peça e a ferramenta, no qual a espessura da camada
de material a ser retirada é determinada de antemão. Exemplo: fixação, no torno, da
profundidade ap (Figura 2.5) da ferramenta.
2.2.6. Movimento de ajuste
É o movimento de correção entre a peça e a ferramenta, no qual o desgaste
da ferramenta deve ser compensado. Exemplo: movimento de ajuste para compensar o
desgaste do rebolo na retificação.
2.3. DIREÇÕES DOS MOVIMENTOS
Deve-se distinguir a direção de corte, direção de avanço e direção efetiva de
corte.
2.3.1. Direção de corte
É a direção instantânea do movimento de corte.
2.3.2. Direção de avanço
É a direção instantânea do movimento de avanço.
2.3.3. Direção efetiva de corte
É a direção instantânea do movimento efetivo de corte.
2.4. PERCURSO DA FERRAMENTA EM FRENTE DA PEÇA
Deve-se distinguir o percurso de corte, o percurso de avanço e o percurso
Figura 2.5 - Torneamento. Superfície principal e lateral de corte.
ap
ap
f
S=ap.f=b.h
f
vf
23
efetivo de corte.
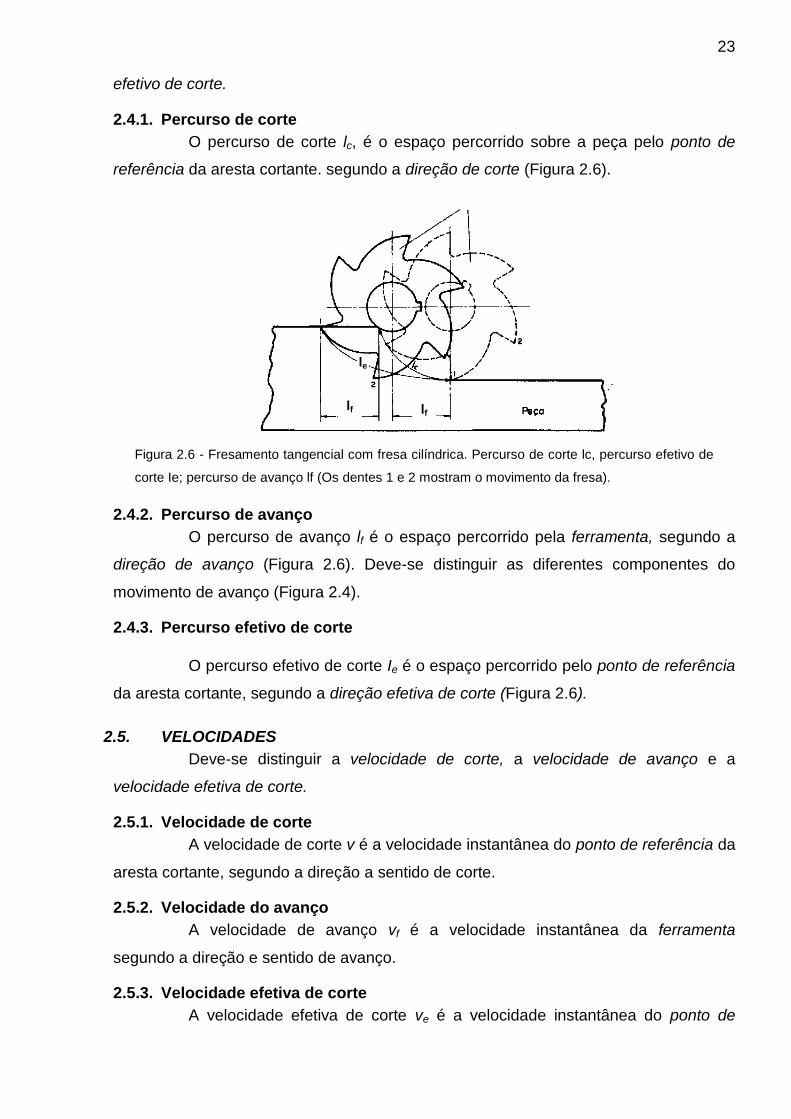
2.4.1. Percurso de corte
O percurso de corte lc, é o espaço percorrido sobre a peça pelo ponto de
referência da aresta cortante. segundo a direção de corte (Figura 2.6).
2.4.2. Percurso de avanço
O percurso de avanço lf é o espaço percorrido pela ferramenta, segundo a
direção de avanço (Figura 2.6). Deve-se distinguir as diferentes componentes do
movimento de avanço (Figura 2.4).
2.4.3. Percurso efetivo de corte
O percurso efetivo de corte Ie é o espaço percorrido pelo ponto de referência
da aresta cortante, segundo a direção efetiva de corte (Figura 2.6).
2.5. VELOCIDADES
Deve-se distinguir a velocidade de corte, a velocidade de avanço e a
velocidade efetiva de corte.
2.5.1. Velocidade de corte
A velocidade de corte v é a velocidade instantânea do ponto de referência da
aresta cortante, segundo a direção a sentido de corte.
2.5.2. Velocidade do avanço
A velocidade de avanço vf é a velocidade instantânea da ferramenta
segundo a direção e sentido de avanço.
2.5.3. Velocidade efetiva de corte
A velocidade efetiva de corte ve é a velocidade instantânea do ponto de
Figura 2.6 - Fresamento tangencial com fresa cilíndrica. Percurso de corte lc, percurso efetivo de
corte Ie; percurso de avanço lf (Os dentes 1 e 2 mostram o movimento da fresa).
lf lf
le
24
referência da aresta cortante, segundo a direção efetiva de corte. Pode-se ter ainda,
conforme o item 2, as velocidades de posicionamento, de profundidade e de ajuste.
2.6. GRANDEZAS DE CORTE
As grandezas de corte são as grandezas que devem ser ajustadas na
máquina direta ou indiretamente para a retirada do cavaco.
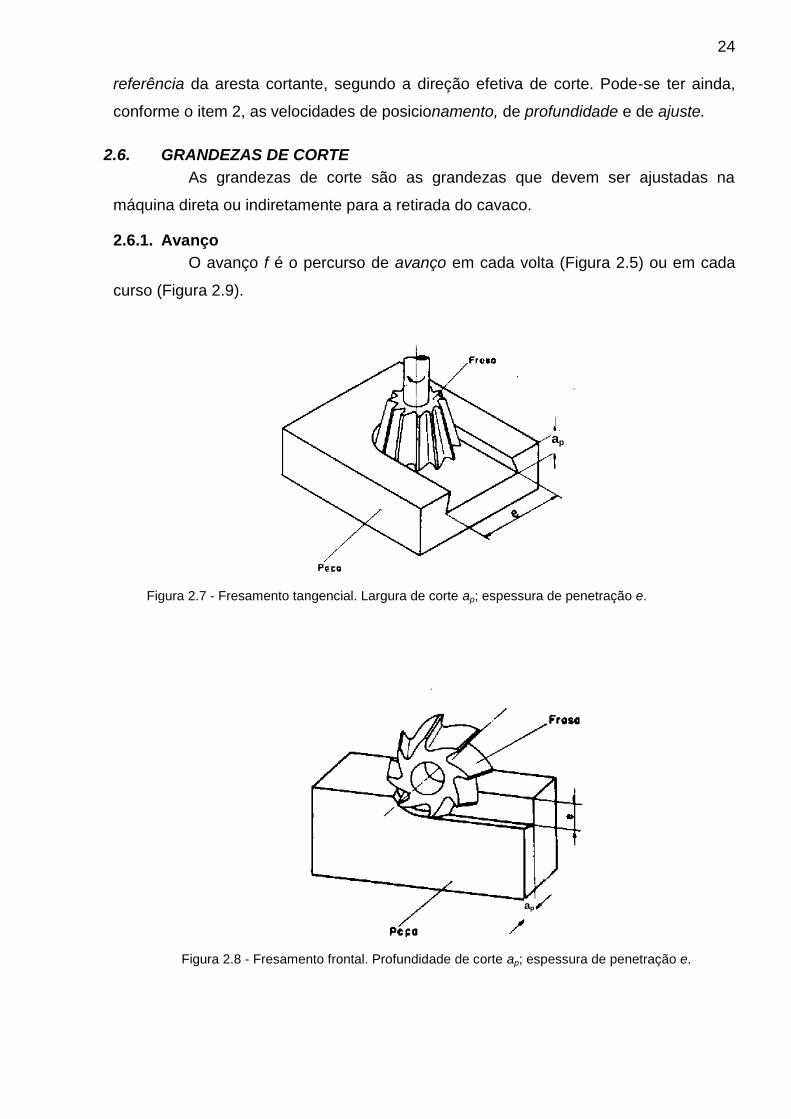
2.6.1. Avanço
O avanço f é o percurso de avanço em cada volta (Figura 2.5) ou em cada
curso (Figura 2.9).
Figura 2.7 - Fresamento tangencial. Largura de corte ap; espessura de penetração e.
ap
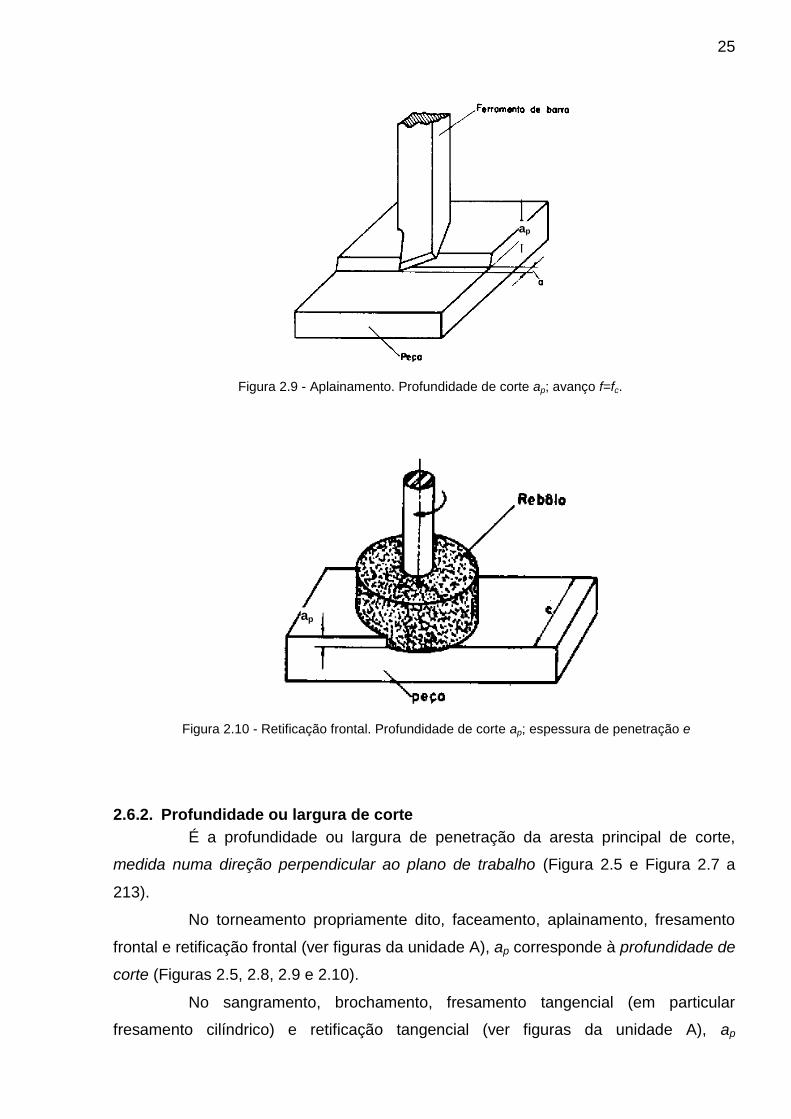
Figura 2.8 - Fresamento frontal. Profundidade de corte ap; espessura de penetração e.
ap
25
2.6.2. Profundidade ou largura de corte
É a profundidade ou largura de penetração da aresta principal de corte,
medida numa direção perpendicular ao plano de trabalho (Figura 2.5 e Figura 2.7 a
213).
No torneamento propriamente dito, faceamento, aplainamento, fresamento
frontal e retificação frontal (ver figuras da unidade A), ap corresponde à profundidade de
corte (Figuras 2.5, 2.8, 2.9 e 2.10).
No sangramento, brochamento, fresamento tangencial (em particular
fresamento cilíndrico) e retificação tangencial (ver figuras da unidade A), ap
Figura 2.9 - Aplainamento. Profundidade de corte ap; avanço f=fc.
ap
Figura 2.10 - Retificação frontal. Profundidade de corte ap; espessura de penetração e
ap
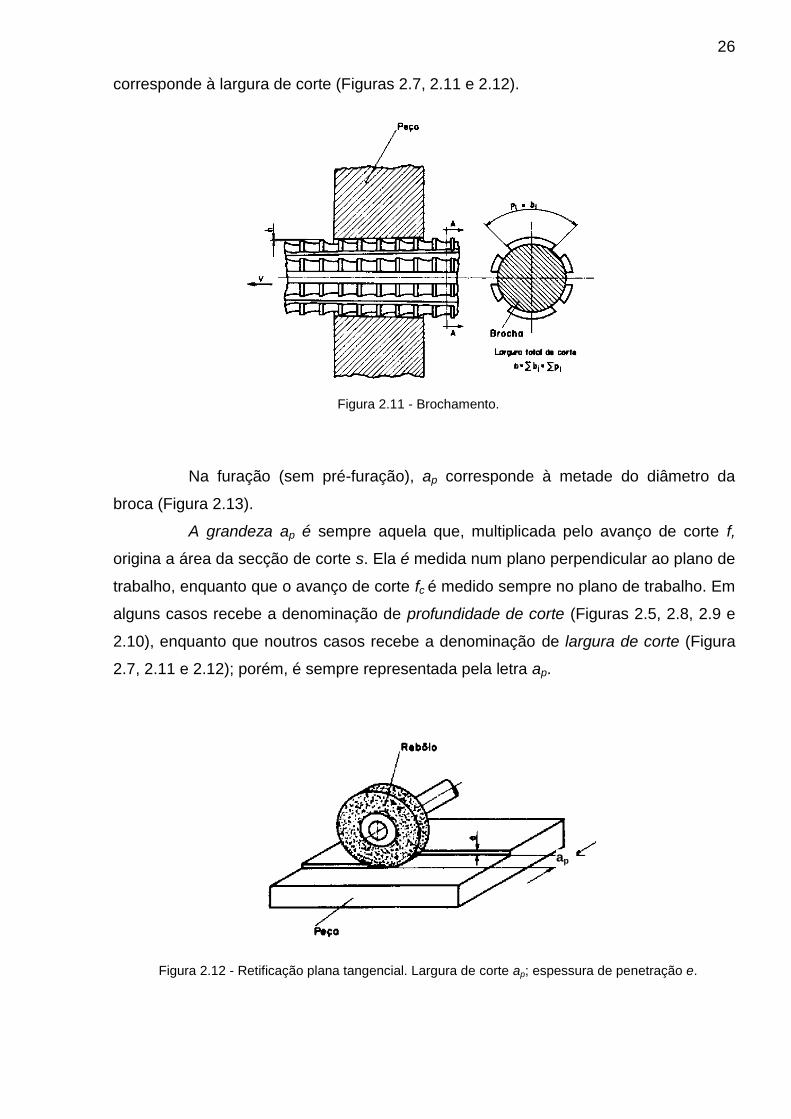
26
corresponde à largura de corte (Figuras 2.7, 2.11 e 2.12).
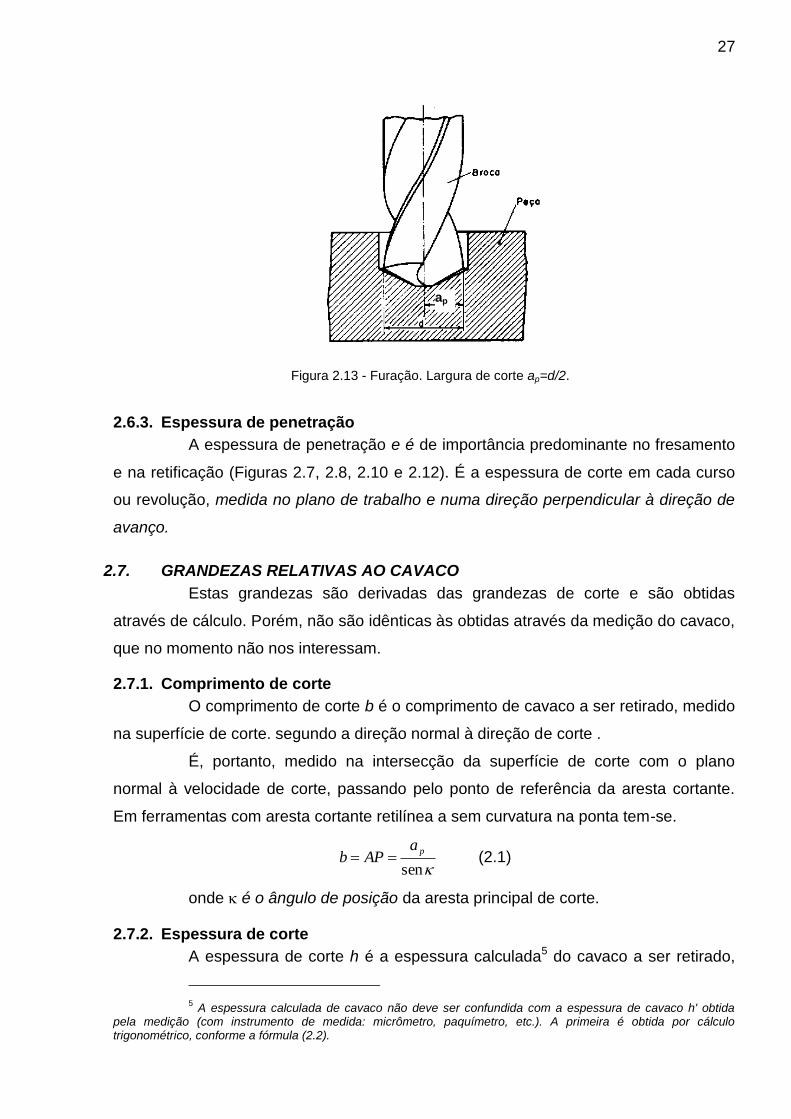
Na furação (sem pré-furação), ap corresponde à metade do diâmetro da
broca (Figura 2.13).
A grandeza ap é sempre aquela que, multiplicada pelo avanço de corte f,
origina a área da secção de corte s. Ela é medida num plano perpendicular ao plano de
trabalho, enquanto que o avanço de corte fc é medido sempre no plano de trabalho. Em
alguns casos recebe a denominação de profundidade de corte (Figuras 2.5, 2.8, 2.9 e
2.10), enquanto que noutros casos recebe a denominação de largura de corte (Figura
2.7, 2.11 e 2.12); porém, é sempre representada pela letra ap.
Figura 2.11 - Brochamento.
Figura 2.12 - Retificação plana tangencial. Largura de corte ap; espessura de penetração e.
ap
27
2.6.3. Espessura de penetração
A espessura de penetração e é de importância predominante no fresamento
e na retificação (Figuras 2.7, 2.8, 2.10 e 2.12). É a espessura de corte em cada curso
ou revolução, medida no plano de trabalho e numa direção perpendicular à direção de
avanço.
2.7. GRANDEZAS RELATIVAS AO CAVACO
Estas grandezas são derivadas das grandezas de corte e são obtidas
através de cálculo. Porém, não são idênticas às obtidas através da medição do cavaco,
que no momento não nos interessam.
2.7.1. Comprimento de corte
O comprimento de corte b é o comprimento de cavaco a ser retirado, medido
na superfície de corte. segundo a direção normal à direção de corte .
É, portanto, medido na intersecção da superfície de corte com o plano
normal à velocidade de corte, passando pelo ponto de referência da aresta cortante.
Em ferramentas com aresta cortante retilínea a sem curvatura na ponta tem-se.
sen
paAPb (2.1)
onde é o ângulo de posição da aresta principal de corte.
2.7.2. Espessura de corte
A espessura de corte h é a espessura calculada5 do cavaco a ser retirado,
5 A espessura calculada de cavaco não deve ser confundida com a espessura de cavaco h' obtida
pela medição (com instrumento de medida: micrômetro, paquímetro, etc.). A primeira é obtida por cálculo trigonométrico, conforme a fórmula (2.2).
Figura 2.13 - Furação. Largura de corte ap=d/2.
ap

28
medida normalmente à superfície de corte e segundo a direção perpendicular à direção
de corte .
Em ferramentas com aresta cortante retilínea e sem curvatura da ponta, tem-
se
sen efh (2.2)
2.7.3. Área da secção de corte
A área da secção de corte s (ou simplesmente secção de corte) é a área
calculada6 da secção de cavaco a ser retirado, medida no plano normal à direção de
corte.
6 A área calculada da secção de cavaco não deve ser confundida com a área da secção de cavaco a
qual é obtida pela medição do cavaco através de instrumentos de medida.
29
2.8. A CUNHA DE CORTE - TERMOS E DENOMINAÇÕES
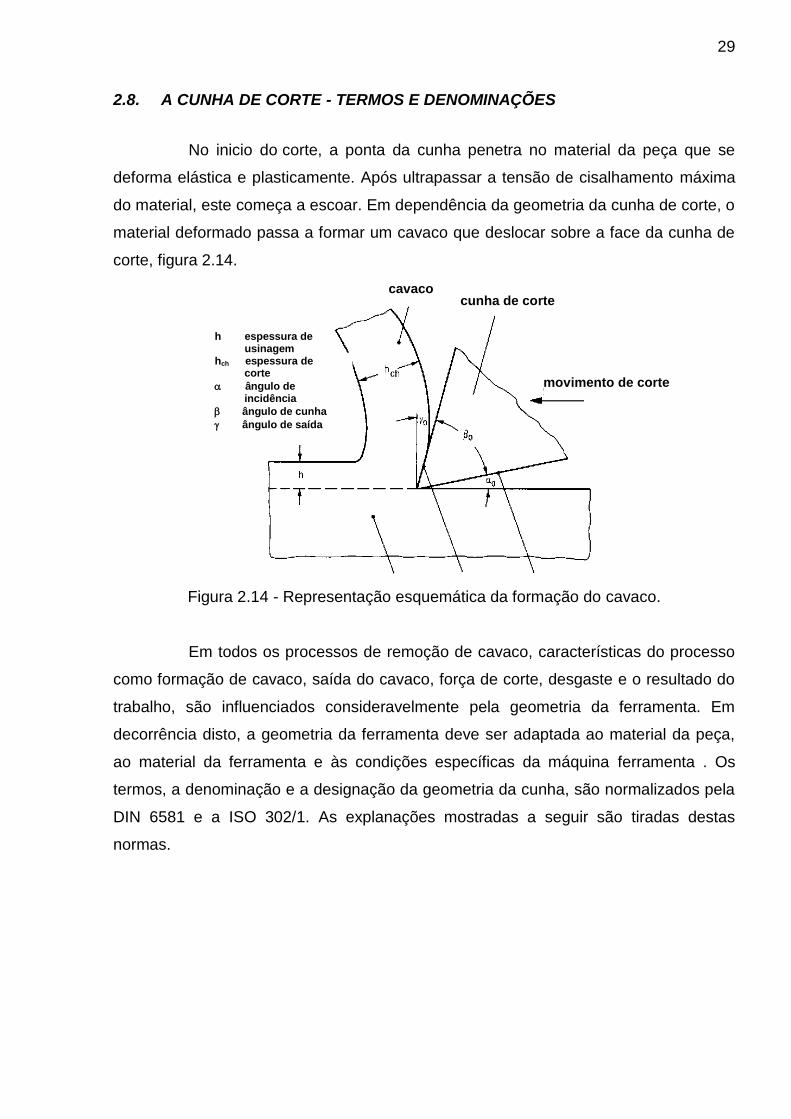
No inicio do corte, a ponta da cunha penetra no material da peça que se
deforma elástica e plasticamente. Após ultrapassar a tensão de cisalhamento máxima
do material, este começa a escoar. Em dependência da geometria da cunha de corte, o
material deformado passa a formar um cavaco que deslocar sobre a face da cunha de
corte, figura 2.14.
Figura 2.14 - Representação esquemática da formação do cavaco.
Em todos os processos de remoção de cavaco, características do processo
como formação de cavaco, saída do cavaco, força de corte, desgaste e o resultado do
trabalho, são influenciados consideravelmente pela geometria da ferramenta. Em
decorrência disto, a geometria da ferramenta deve ser adaptada ao material da peça,
ao material da ferramenta e às condições específicas da máquina ferramenta . Os
termos, a denominação e a designação da geometria da cunha, são normalizados pela
DIN 6581 e a ISO 302/1. As explanações mostradas a seguir são tiradas destas
normas.
cavaco cunha de corte
movimento de corte
h espessura de usinagem
hch espessura de corte
ângulo de incidência
ângulo de cunha
ângulo de saída
30
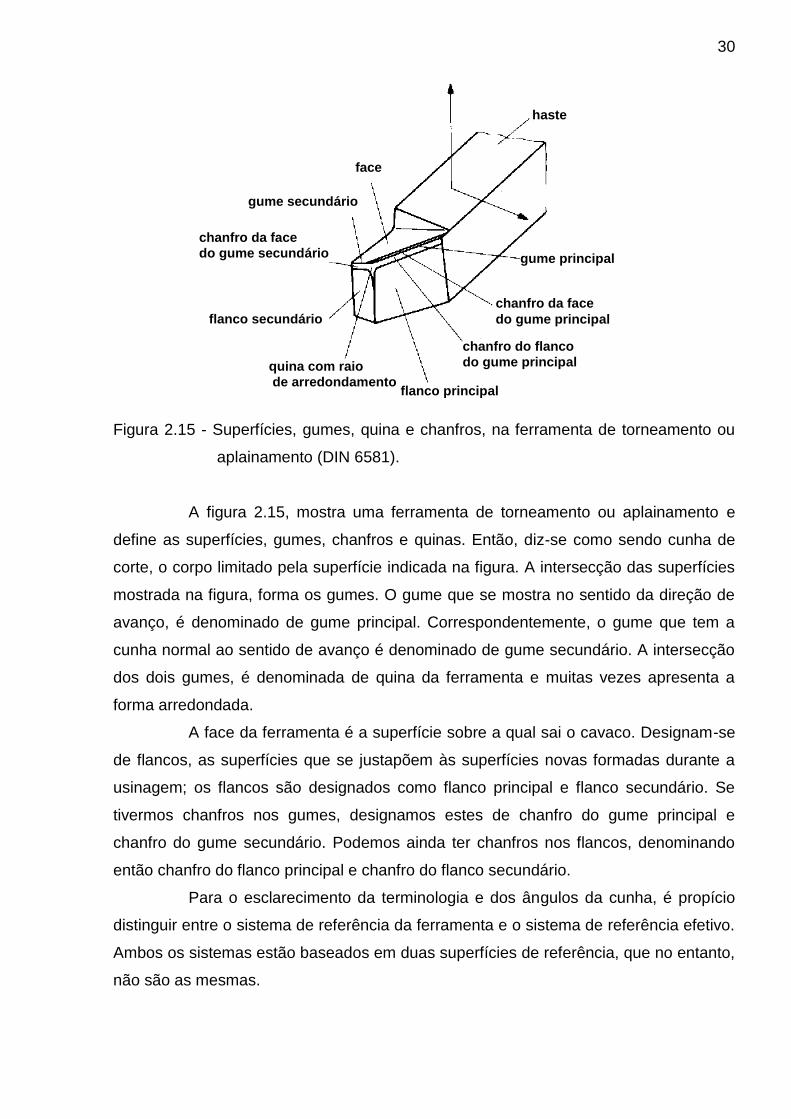
Figura 2.15 - Superfícies, gumes, quina e chanfros, na ferramenta de torneamento ou
aplainamento (DIN 6581).
A figura 2.15, mostra uma ferramenta de torneamento ou aplainamento e
define as superfícies, gumes, chanfros e quinas. Então, diz-se como sendo cunha de
corte, o corpo limitado pela superfície indicada na figura. A intersecção das superfícies
mostrada na figura, forma os gumes. O gume que se mostra no sentido da direção de
avanço, é denominado de gume principal. Correspondentemente, o gume que tem a
cunha normal ao sentido de avanço é denominado de gume secundário. A intersecção
dos dois gumes, é denominada de quina da ferramenta e muitas vezes apresenta a
forma arredondada.
A face da ferramenta é a superfície sobre a qual sai o cavaco. Designam-se
de flancos, as superfícies que se justapõem às superfícies novas formadas durante a
usinagem; os flancos são designados como flanco principal e flanco secundário. Se
tivermos chanfros nos gumes, designamos estes de chanfro do gume principal e
chanfro do gume secundário. Podemos ainda ter chanfros nos flancos, denominando
então chanfro do flanco principal e chanfro do flanco secundário.
Para o esclarecimento da terminologia e dos ângulos da cunha, é propício
distinguir entre o sistema de referência da ferramenta e o sistema de referência efetivo.
Ambos os sistemas estão baseados em duas superfícies de referência, que no entanto,
não são as mesmas.
haste
gume principal
chanfro da face
do gume principal
chanfro do flanco
do gume principal
flanco principal
quina com raio
de arredondamento
flanco secundário
chanfro da face
do gume secundário
gume secundário
face
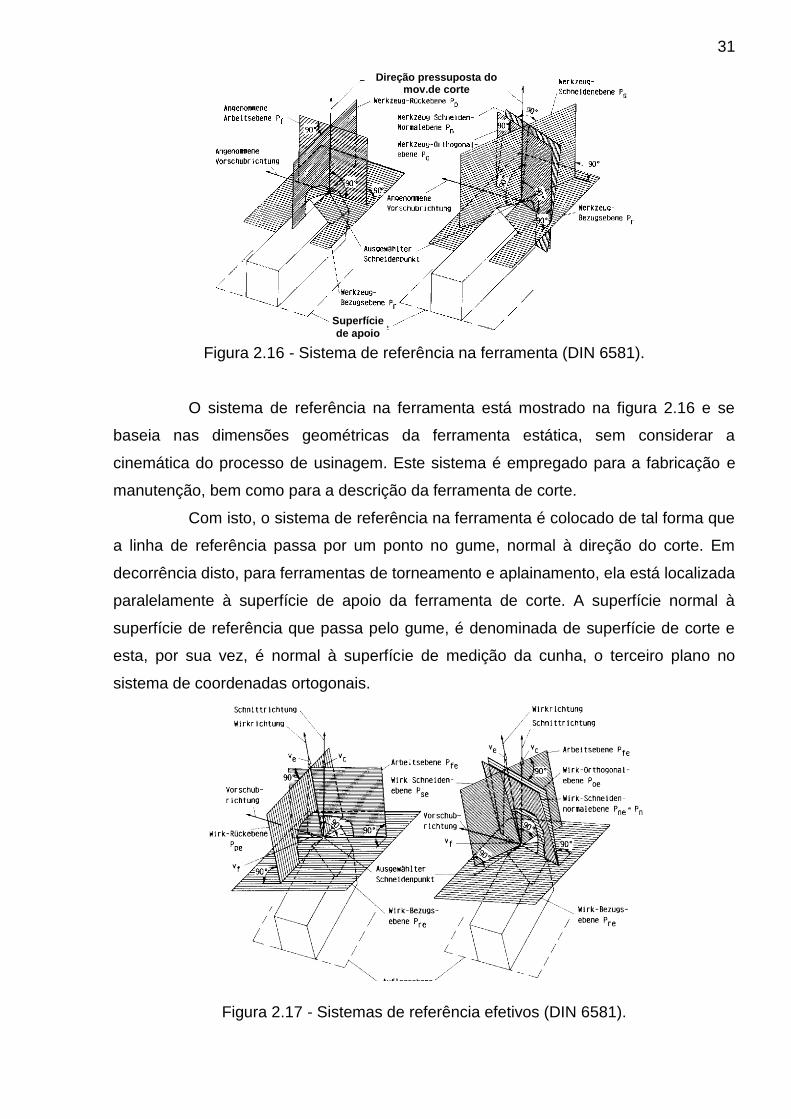
31
Figura 2.16 - Sistema de referência na ferramenta (DIN 6581).
O sistema de referência na ferramenta está mostrado na figura 2.16 e se
baseia nas dimensões geométricas da ferramenta estática, sem considerar a
cinemática do processo de usinagem. Este sistema é empregado para a fabricação e
manutenção, bem como para a descrição da ferramenta de corte.
Com isto, o sistema de referência na ferramenta é colocado de tal forma que
a linha de referência passa por um ponto no gume, normal à direção do corte. Em
decorrência disto, para ferramentas de torneamento e aplainamento, ela está localizada
paralelamente à superfície de apoio da ferramenta de corte. A superfície normal à
superfície de referência que passa pelo gume, é denominada de superfície de corte e
esta, por sua vez, é normal à superfície de medição da cunha, o terceiro plano no
sistema de coordenadas ortogonais.
Figura 2.17 - Sistemas de referência efetivos (DIN 6581).
Superfície
de apoio
Direção pressuposta do mov.de corte
32
O sistema de referência efetivo, mostrado na figura 2.17, considera a
velocidade de avanço durante o processo de usinagem.
A superfície de referência efetiva em decorrência disto, é normal à direção
efetiva do corte que resulta da soma da velocidade de corte e velocidade de avanço. A
superfície efetiva de corte e a superfície efetiva de medição de cunha, se orientam da
mesma forma que as superfícies no sistema de referência na ferramenta.
Segundo a DIN 6580, a superfície de trabalho no sistema de referência e no
sistema efetivo, são superfícies imaginárias que compreendem a direção da velocidade
de corte e a direção da velocidade de avanço. Nela, nós temos a realização de todos
os movimentos que estão relacionados com a formação de cavaco. Nas ferramentas de
torneamento e aplainamento, ela normalmente é uma superfície normal ou paralela ao
suporte da ferramenta.
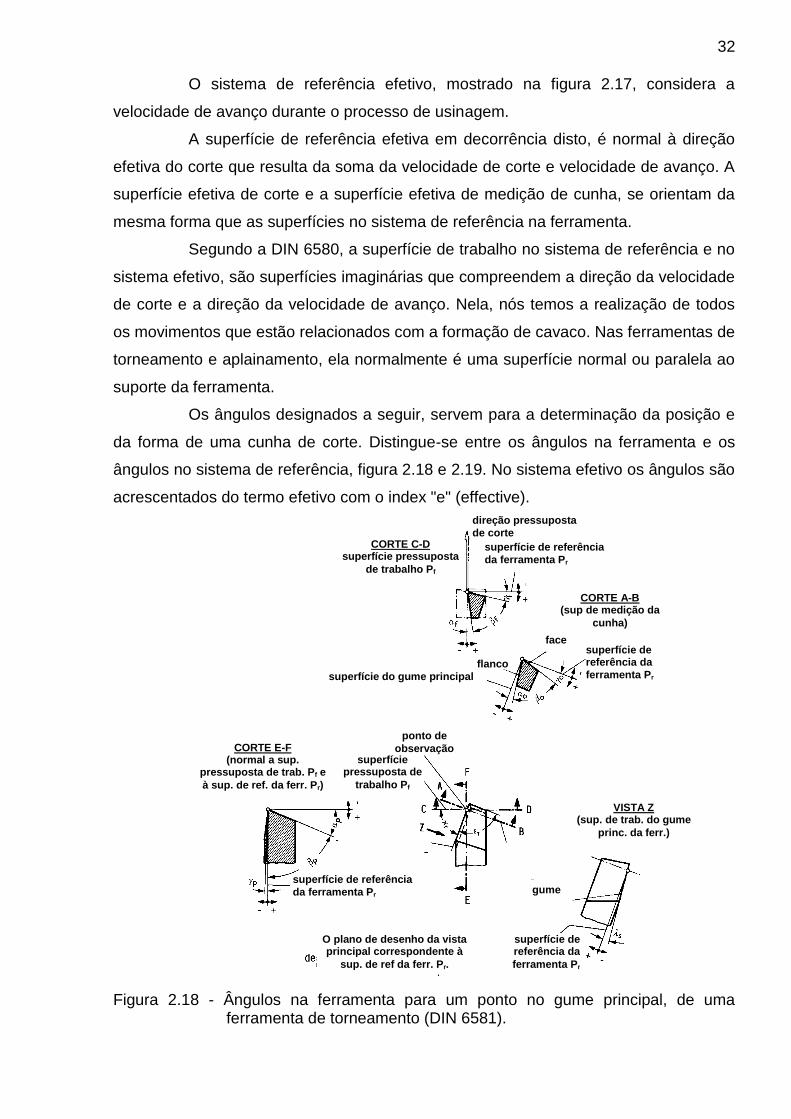
Os ângulos designados a seguir, servem para a determinação da posição e
da forma de uma cunha de corte. Distingue-se entre os ângulos na ferramenta e os
ângulos no sistema de referência, figura 2.18 e 2.19. No sistema efetivo os ângulos são
acrescentados do termo efetivo com o index "e" (effective).
Figura 2.18 - Ângulos na ferramenta para um ponto no gume principal, de uma ferramenta de torneamento (DIN 6581).
CORTE C-D superfície pressuposta
de trabalho Pf
direção pressuposta
de corte
superfície de referência
da ferramenta Pr
CORTE A-B (sup de medição da
cunha)
face superfície de referência da
ferramenta Pr superfície do gume principal
flanco
ponto de
observação superfície
pressuposta de
trabalho Pf
CORTE E-F (normal a sup.
pressuposta de trab. Pf e
à sup. de ref. da ferr. Pr)
superfície de referência
da ferramenta Pr
superfície de referência da
ferramenta Pr
VISTA Z (sup. de trab. do gume
princ. da ferr.)
gume
O plano de desenho da vista principal correspondente à
sup. de ref da ferr. Pr.
33
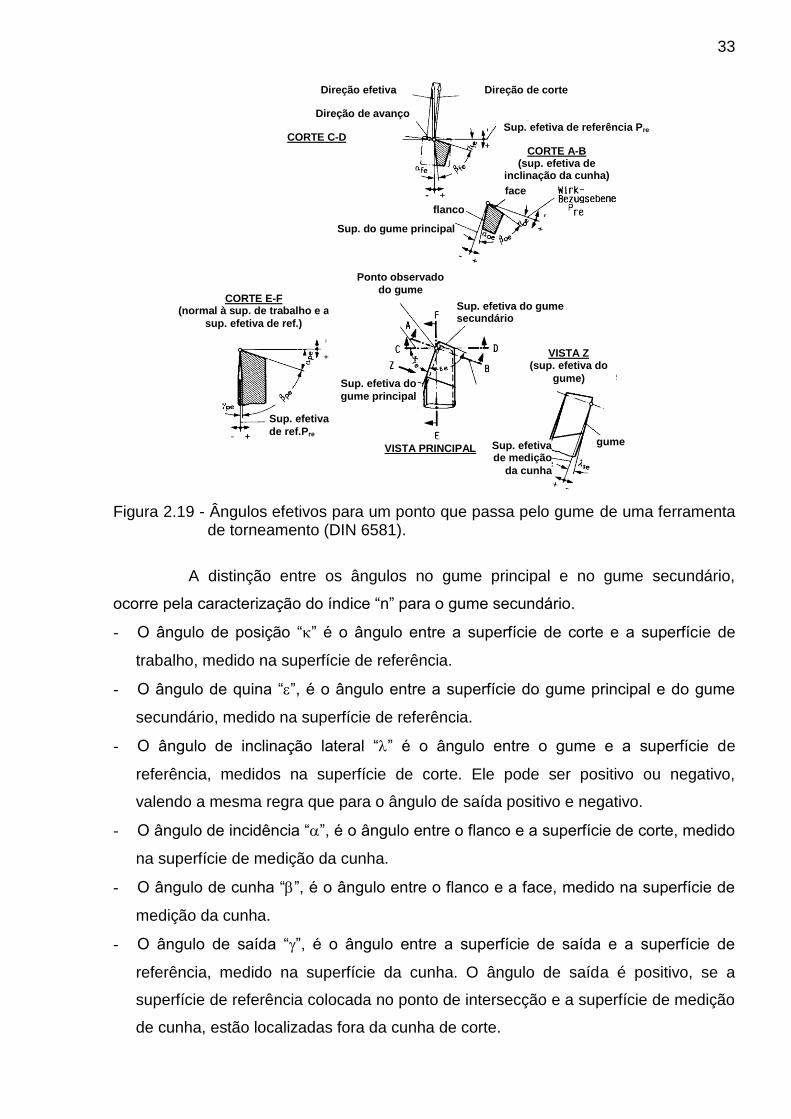
Figura 2.19 - Ângulos efetivos para um ponto que passa pelo gume de uma ferramenta de torneamento (DIN 6581).
A distinção entre os ângulos no gume principal e no gume secundário,
ocorre pela caracterização do índice “n” para o gume secundário.
- O ângulo de posição “” é o ângulo entre a superfície de corte e a superfície de
trabalho, medido na superfície de referência.
- O ângulo de quina “”, é o ângulo entre a superfície do gume principal e do gume
secundário, medido na superfície de referência.
- O ângulo de inclinação lateral “” é o ângulo entre o gume e a superfície de
referência, medidos na superfície de corte. Ele pode ser positivo ou negativo,
valendo a mesma regra que para o ângulo de saída positivo e negativo.
- O ângulo de incidência “”, é o ângulo entre o flanco e a superfície de corte, medido
na superfície de medição da cunha.
- O ângulo de cunha “”, é o ângulo entre o flanco e a face, medido na superfície de
medição da cunha.
- O ângulo de saída “”, é o ângulo entre a superfície de saída e a superfície de
referência, medido na superfície da cunha. O ângulo de saída é positivo, se a
superfície de referência colocada no ponto de intersecção e a superfície de medição
de cunha, estão localizadas fora da cunha de corte.
Direção efetiva Direção de corte
CORTE C-D Sup. efetiva de referência Pre
Direção de avanço
CORTE A-B (sup. efetiva de
inclinação da cunha)
face
flanco
Sup. do gume principal
VISTA PRINCIPAL
Ponto observado
do gume
Sup. efetiva do gume secundário
VISTA Z (sup. efetiva do
gume)
Sup. efetiva de medição
da cunha
gume
CORTE E-F (normal à sup. de trabalho e a
sup. efetiva de ref.)
Sup. efetiva
de ref.Pre
Sup. efetiva do
gume principal
34
Para a designação dos termos na cunha, foi empregada a geometria de uma
ferramenta de torneamento, já que nesta é mais simples de exemplificar os diversos
aspectos. As definições aqui representadas, em principio, valem para todas as
ferramentas de corte de geometria definida.
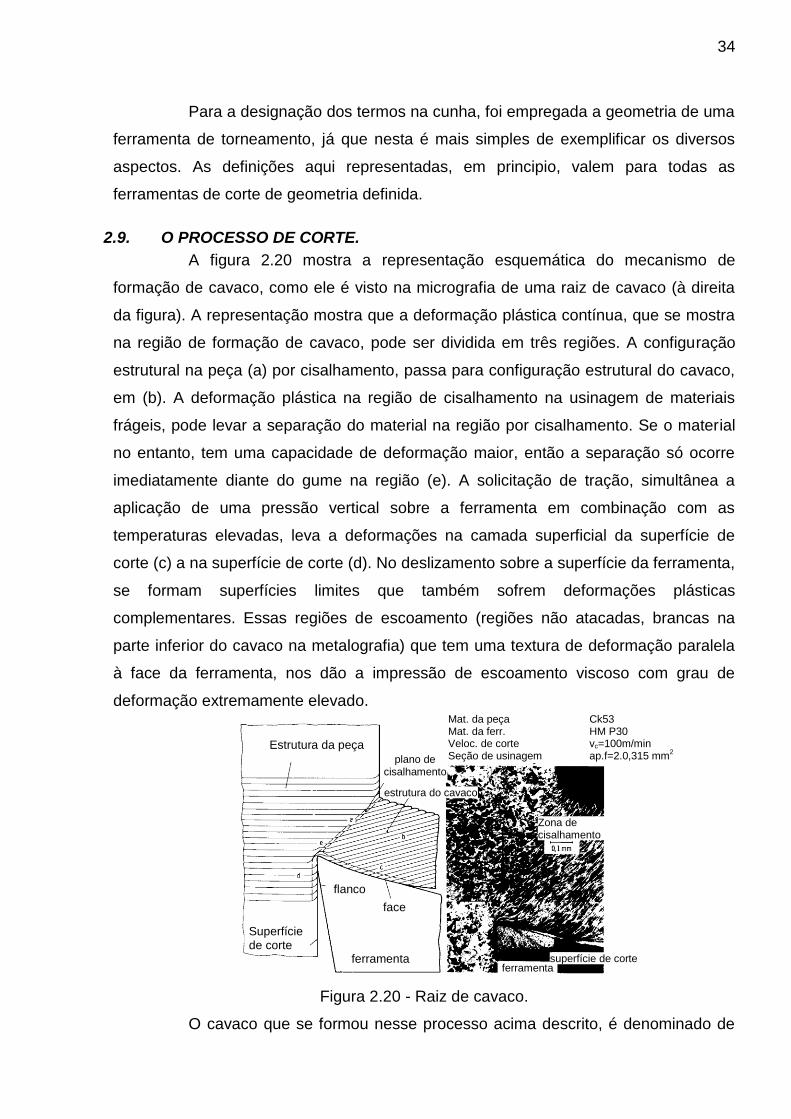
2.9. O PROCESSO DE CORTE.
A figura 2.20 mostra a representação esquemática do mecanismo de
formação de cavaco, como ele é visto na micrografia de uma raiz de cavaco (à direita
da figura). A representação mostra que a deformação plástica contínua, que se mostra
na região de formação de cavaco, pode ser dividida em três regiões. A configuração
estrutural na peça (a) por cisalhamento, passa para configuração estrutural do cavaco,
em (b). A deformação plástica na região de cisalhamento na usinagem de materiais
frágeis, pode levar a separação do material na região por cisalhamento. Se o material
no entanto, tem uma capacidade de deformação maior, então a separação só ocorre
imediatamente diante do gume na região (e). A solicitação de tração, simultânea a
aplicação de uma pressão vertical sobre a ferramenta em combinação com as
temperaturas elevadas, leva a deformações na camada superficial da superfície de
corte (c) a na superfície de corte (d). No deslizamento sobre a superfície da ferramenta,
se formam superfícies limites que também sofrem deformações plásticas
complementares. Essas regiões de escoamento (regiões não atacadas, brancas na
parte inferior do cavaco na metalografia) que tem uma textura de deformação paralela
à face da ferramenta, nos dão a impressão de escoamento viscoso com grau de
deformação extremamente elevado.
Figura 2.20 - Raiz de cavaco.
O cavaco que se formou nesse processo acima descrito, é denominado de
Estrutura da peça
Superfície de corte
flanco
face
ferramenta
estrutura do cavaco
plano de cisalhamento
Mat. da peça Ck53 Mat. da ferr. HM P30 Veloc. de corte vc=100m/min Seção de usinagem ap.f=2.0,315 mm
2
Zona de cisalhamento
ferramenta superfície de corte
35
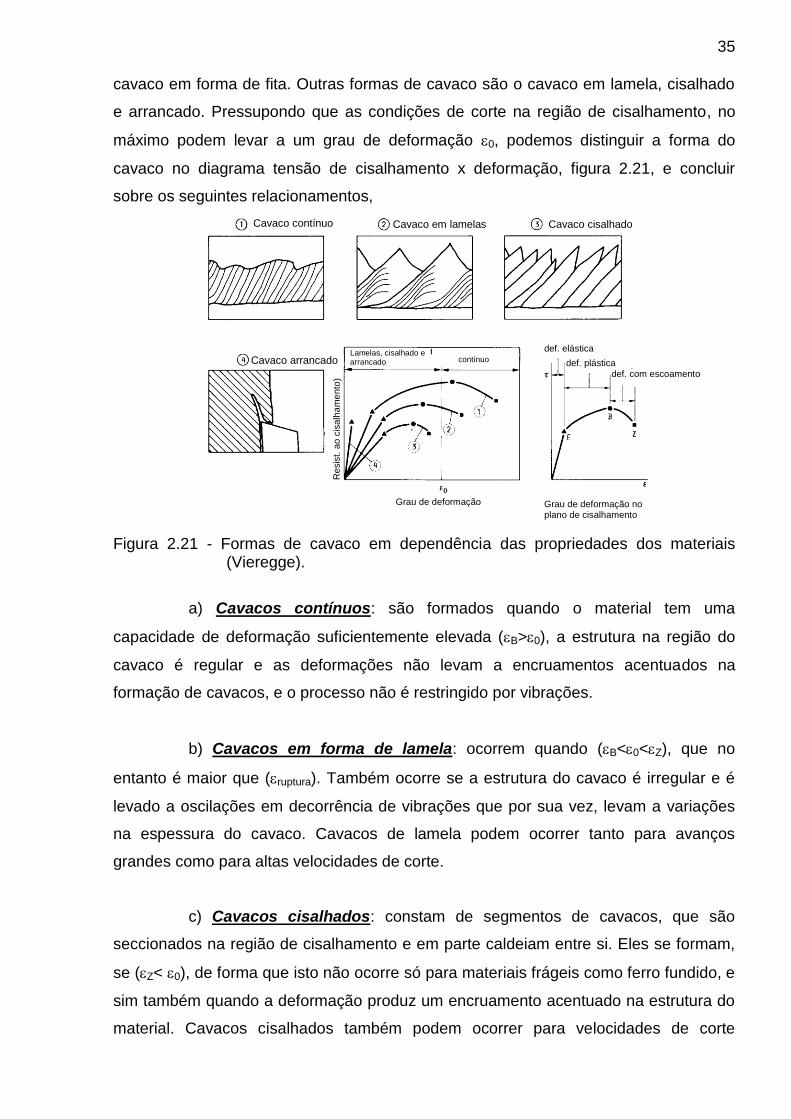
cavaco em forma de fita. Outras formas de cavaco são o cavaco em lamela, cisalhado
e arrancado. Pressupondo que as condições de corte na região de cisalhamento, no
máximo podem levar a um grau de deformação 0, podemos distinguir a forma do
cavaco no diagrama tensão de cisalhamento x deformação, figura 2.21, e concluir
sobre os seguintes relacionamentos,
Figura 2.21 - Formas de cavaco em dependência das propriedades dos materiais (Vieregge).
a) Cavacos contínuos: são formados quando o material tem uma
capacidade de deformação suficientemente elevada (B>0), a estrutura na região do
cavaco é regular e as deformações não levam a encruamentos acentuados na
formação de cavacos, e o processo não é restringido por vibrações.
b) Cavacos em forma de lamela: ocorrem quando (B<0<Z), que no
entanto é maior que (ruptura). Também ocorre se a estrutura do cavaco é irregular e é
levado a oscilações em decorrência de vibrações que por sua vez, levam a variações
na espessura do cavaco. Cavacos de lamela podem ocorrer tanto para avanços
grandes como para altas velocidades de corte.
c) Cavacos cisalhados: constam de segmentos de cavacos, que são
seccionados na região de cisalhamento e em parte caldeiam entre si. Eles se formam,
se (Z< 0), de forma que isto não ocorre só para materiais frágeis como ferro fundido, e
sim também quando a deformação produz um encruamento acentuado na estrutura do
material. Cavacos cisalhados também podem ocorrer para velocidades de corte
Cavaco contínuo Cavaco em lamelas Cavaco cisalhado
Cavaco arrancado
Resis
t. a
o c
isalh
am
ento
)
Lamelas, cisalhado e arrancado contínuo
Grau de deformação Grau de deformação no plano de cisalhamento
def. elástica
def. plástica def. com escoamento
36
extremamente baixas (velocidades de corte de 1 a 3 m/min).
d) Cavacos arrancados: normalmente ocorrem na usinagem de materiais
frágeis com estrutura irregular como em alguns ferros fundidos e na usinagem de
rochas. Os cavacos não são cisalhados e sim arrancados da superfície com o que a
estrutura superficial da peça, muitas vezes é danificada por microlascamentos.
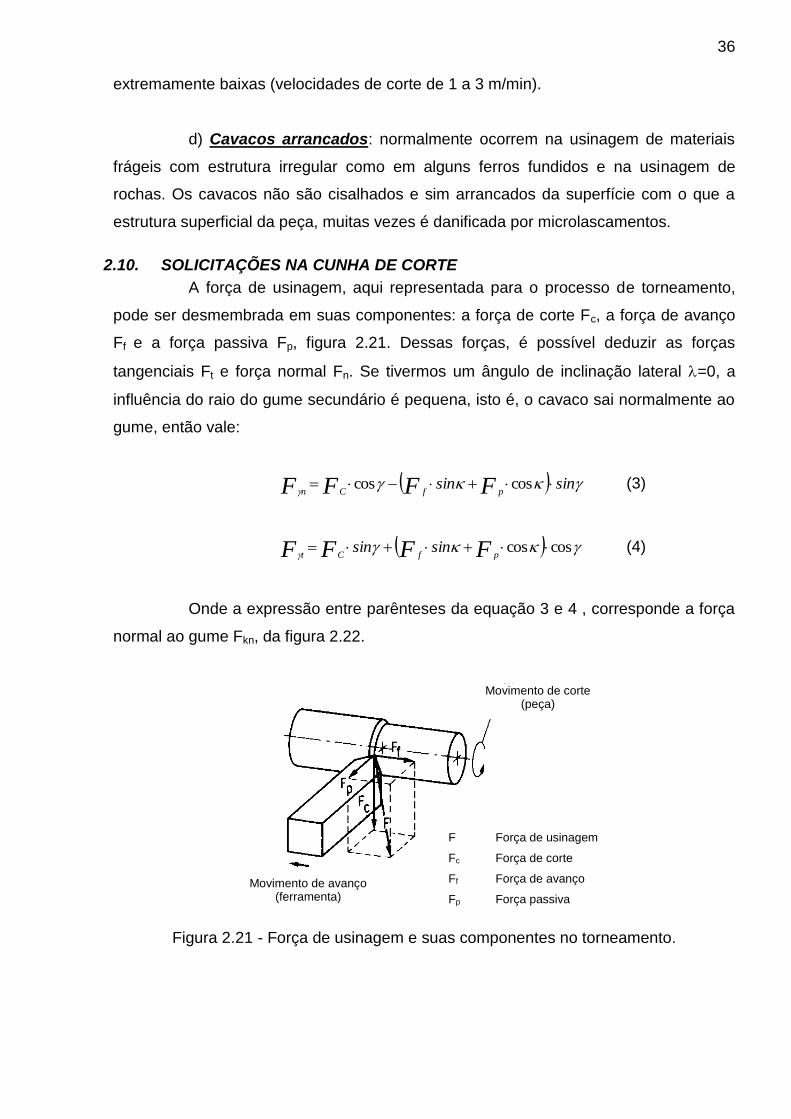
2.10. SOLICITAÇÕES NA CUNHA DE CORTE
A força de usinagem, aqui representada para o processo de torneamento,
pode ser desmembrada em suas componentes: a força de corte Fc, a força de avanço
Ff e a força passiva Fp, figura 2.21. Dessas forças, é possível deduzir as forças
tangenciais Ft e força normal Fn. Se tivermos um ângulo de inclinação lateral =0, a
influência do raio do gume secundário é pequena, isto é, o cavaco sai normalmente ao
gume, então vale:
sinsin FFFF pfCn coscos (3)
coscos FFFF pfCtsinsin (4)
Onde a expressão entre parênteses da equação 3 e 4 , corresponde a força
normal ao gume Fkn, da figura 2.22.
Figura 2.21 - Força de usinagem e suas componentes no torneamento.
Movimento de corte (peça)
F Força de usinagem
Fc Força de corte
Ff Força de avanço
Fp Força passiva
Movimento de avanço (ferramenta)
37
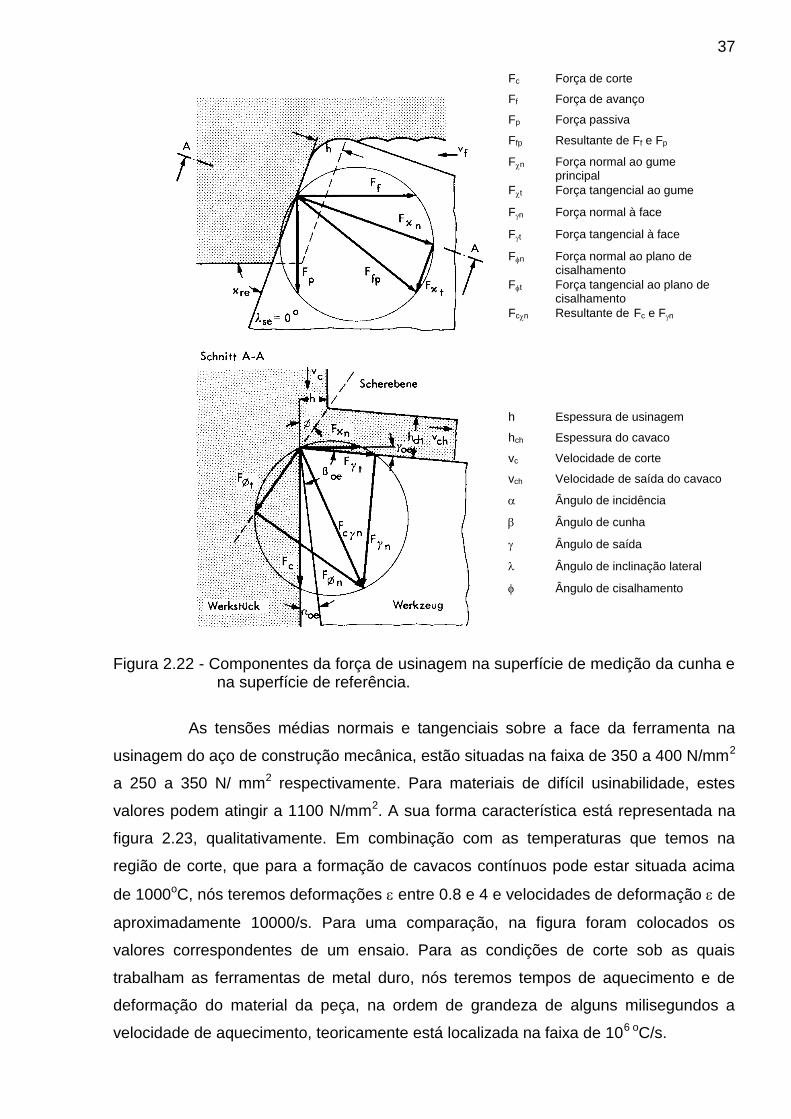
Figura 2.22 - Componentes da força de usinagem na superfície de medição da cunha e na superfície de referência.
As tensões médias normais e tangenciais sobre a face da ferramenta na
usinagem do aço de construção mecânica, estão situadas na faixa de 350 a 400 N/mm2
a 250 a 350 N/ mm2 respectivamente. Para materiais de difícil usinabilidade, estes
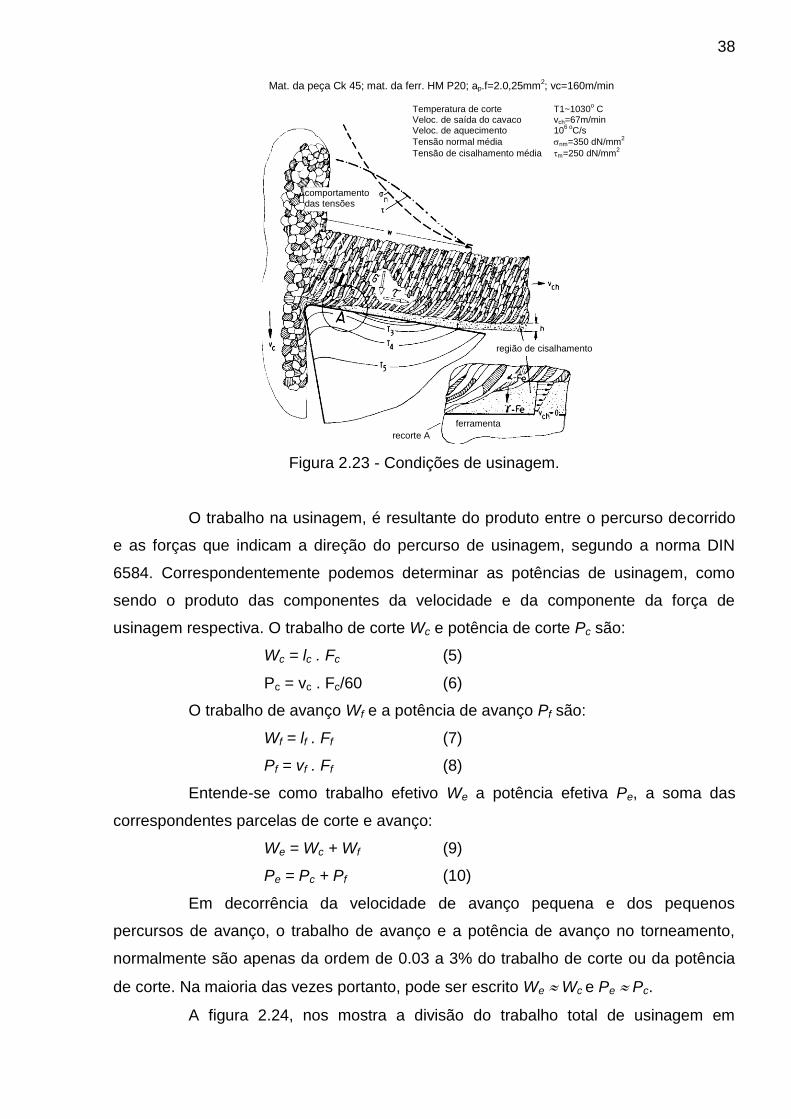
valores podem atingir a 1100 N/mm2. A sua forma característica está representada na
figura 2.23, qualitativamente. Em combinação com as temperaturas que temos na
região de corte, que para a formação de cavacos contínuos pode estar situada acima
de 1000oC, nós teremos deformações entre 0.8 e 4 e velocidades de deformação de
aproximadamente 10000/s. Para uma comparação, na figura foram colocados os
valores correspondentes de um ensaio. Para as condições de corte sob as quais
trabalham as ferramentas de metal duro, nós teremos tempos de aquecimento e de
deformação do material da peça, na ordem de grandeza de alguns milisegundos a
velocidade de aquecimento, teoricamente está localizada na faixa de 106 oC/s.
Fc Força de corte
Ff Força de avanço
Fp Força passiva
Ffp Resultante de Ff e Fp
Fn Força normal ao gume principal
Ft Força tangencial ao gume
Fn Força normal à face
Ft Força tangencial à face
Fn Força normal ao plano de cisalhamento
Ft Força tangencial ao plano de cisalhamento
Fcn Resultante de Fc e Fn
h Espessura de usinagem
hch Espessura do cavaco
vc Velocidade de corte
vch Velocidade de saída do cavaco
Ângulo de incidência
Ângulo de cunha
Ângulo de saída
Ângulo de inclinação lateral
Ângulo de cisalhamento
38
Figura 2.23 - Condições de usinagem.
O trabalho na usinagem, é resultante do produto entre o percurso decorrido
e as forças que indicam a direção do percurso de usinagem, segundo a norma DIN
6584. Correspondentemente podemos determinar as potências de usinagem, como
sendo o produto das componentes da velocidade e da componente da força de
usinagem respectiva. O trabalho de corte Wc e potência de corte Pc são:
Wc = lc . Fc (5)
Pc = vc . Fc/60 (6)
O trabalho de avanço Wf e a potência de avanço Pf são:
Wf = lf . Ff (7)
Pf = vf . Ff (8)
Entende-se como trabalho efetivo We a potência efetiva Pe, a soma das
correspondentes parcelas de corte e avanço:
We = Wc + Wf (9)
Pe = Pc + Pf (10)
Em decorrência da velocidade de avanço pequena e dos pequenos
percursos de avanço, o trabalho de avanço e a potência de avanço no torneamento,
normalmente são apenas da ordem de 0.03 a 3% do trabalho de corte ou da potência
de corte. Na maioria das vezes portanto, pode ser escrito We Wc e Pe Pc.
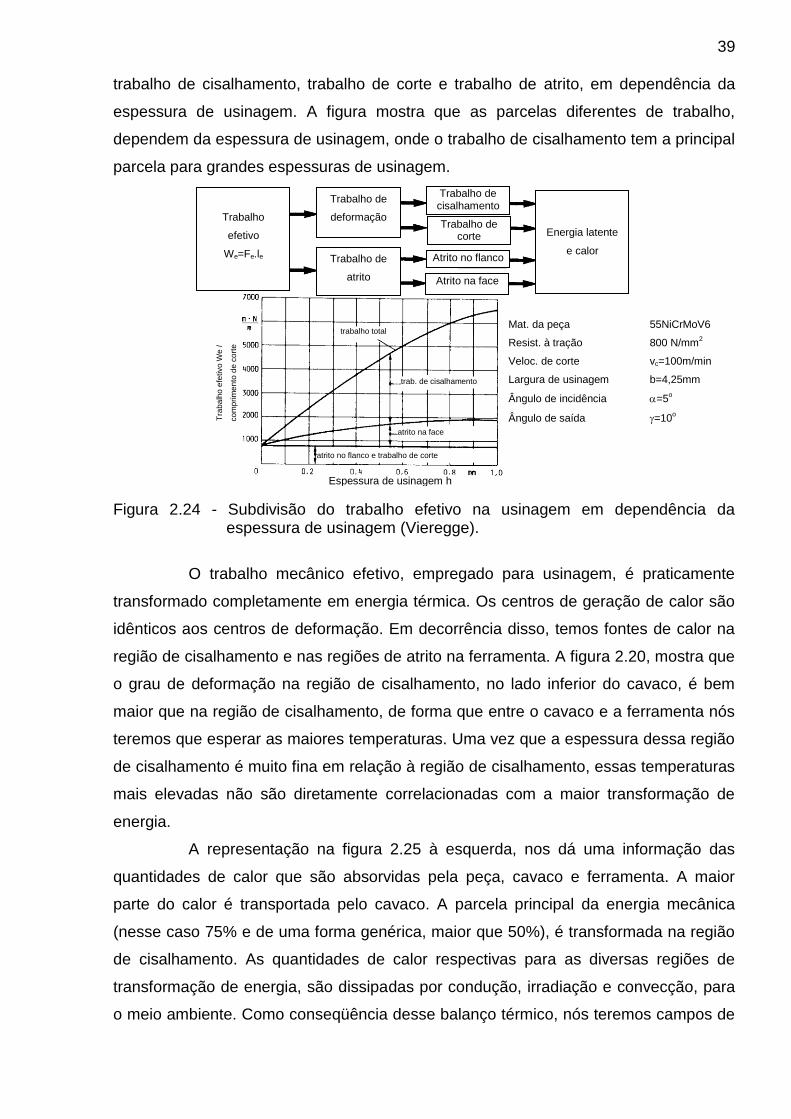
A figura 2.24, nos mostra a divisão do trabalho total de usinagem em
Mat. da peça Ck 45; mat. da ferr. HM P20; ap.f=2.0,25mm2; vc=160m/min
Temperatura de corte T1~1030o C
Veloc. de saída do cavaco vch=67m/min Veloc. de aquecimento 10
6 oC/s
Tensão normal média nm=350 dN/mm2
Tensão de cisalhamento média m=250 dN/mm2
comportamento das tensões
região de cisalhamento
ferramenta recorte A
39
trabalho de cisalhamento, trabalho de corte e trabalho de atrito, em dependência da
espessura de usinagem. A figura mostra que as parcelas diferentes de trabalho,
dependem da espessura de usinagem, onde o trabalho de cisalhamento tem a principal
parcela para grandes espessuras de usinagem.
Figura 2.24 - Subdivisão do trabalho efetivo na usinagem em dependência da espessura de usinagem (Vieregge).
O trabalho mecânico efetivo, empregado para usinagem, é praticamente
transformado completamente em energia térmica. Os centros de geração de calor são
idênticos aos centros de deformação. Em decorrência disso, temos fontes de calor na
região de cisalhamento e nas regiões de atrito na ferramenta. A figura 2.20, mostra que
o grau de deformação na região de cisalhamento, no lado inferior do cavaco, é bem
maior que na região de cisalhamento, de forma que entre o cavaco e a ferramenta nós
teremos que esperar as maiores temperaturas. Uma vez que a espessura dessa região
de cisalhamento é muito fina em relação à região de cisalhamento, essas temperaturas
mais elevadas não são diretamente correlacionadas com a maior transformação de
energia.
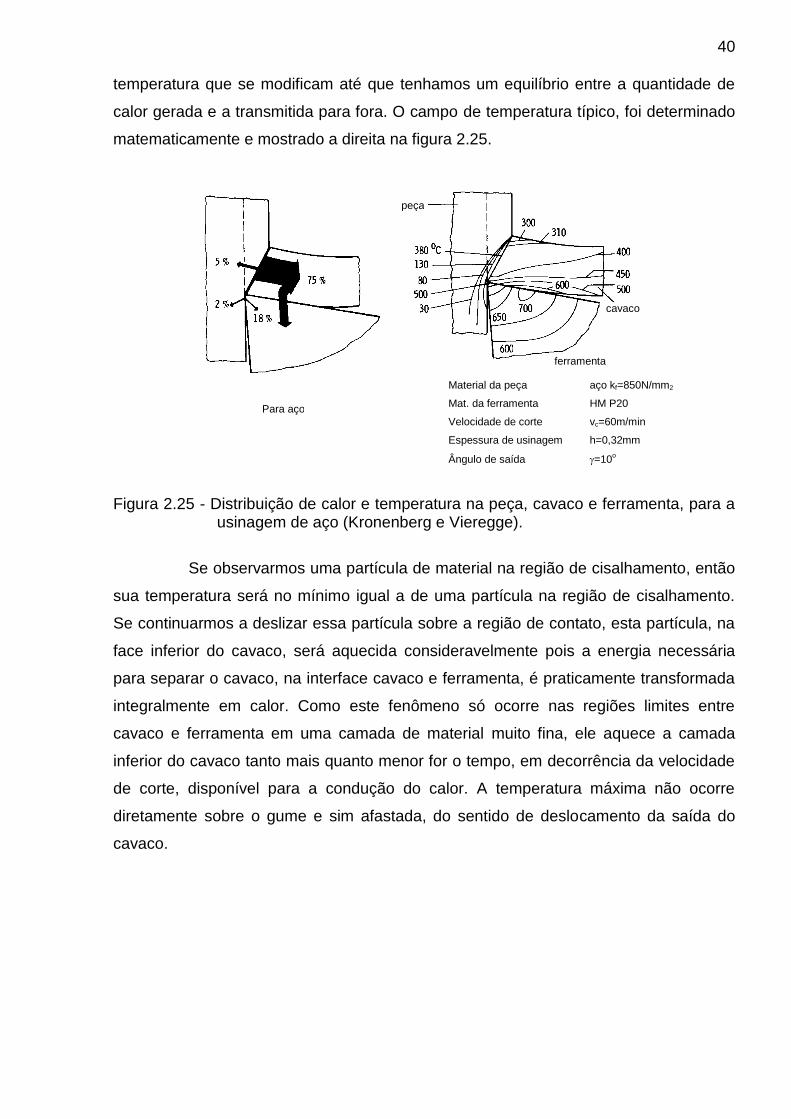
A representação na figura 2.25 à esquerda, nos dá uma informação das
quantidades de calor que são absorvidas pela peça, cavaco e ferramenta. A maior
parte do calor é transportada pelo cavaco. A parcela principal da energia mecânica
(nesse caso 75% e de uma forma genérica, maior que 50%), é transformada na região
de cisalhamento. As quantidades de calor respectivas para as diversas regiões de
transformação de energia, são dissipadas por condução, irradiação e convecção, para
o meio ambiente. Como conseqüência desse balanço térmico, nós teremos campos de
Trabalho
efetivo
We=Fe.le
Trabalho de
deformação
Trabalho de
atrito
Trabalho de cisalhamento
Trabalho de corte
Atrito no flanco
Atrito na face
Energia latente
e calor
Mat. da peça 55NiCrMoV6
Resist. à tração 800 N/mm2
Veloc. de corte vc=100m/min
Largura de usinagem b=4,25mm
Ângulo de incidência =5o
Ângulo de saída =10o
Espessura de usinagem h
atrito no flanco e trabalho de corte
atrito na face
trab. de cisalhamento
trabalho total
Tra
ba
lho
efe
tivo W
e /
co
mp
rim
en
to d
e c
ort
e
40
temperatura que se modificam até que tenhamos um equilíbrio entre a quantidade de
calor gerada e a transmitida para fora. O campo de temperatura típico, foi determinado
matematicamente e mostrado a direita na figura 2.25.
Figura 2.25 - Distribuição de calor e temperatura na peça, cavaco e ferramenta, para a usinagem de aço (Kronenberg e Vieregge).
Se observarmos uma partícula de material na região de cisalhamento, então
sua temperatura será no mínimo igual a de uma partícula na região de cisalhamento.
Se continuarmos a deslizar essa partícula sobre a região de contato, esta partícula, na
face inferior do cavaco, será aquecida consideravelmente pois a energia necessária
para separar o cavaco, na interface cavaco e ferramenta, é praticamente transformada
integralmente em calor. Como este fenômeno só ocorre nas regiões limites entre
cavaco e ferramenta em uma camada de material muito fina, ele aquece a camada
inferior do cavaco tanto mais quanto menor for o tempo, em decorrência da velocidade
de corte, disponível para a condução do calor. A temperatura máxima não ocorre
diretamente sobre o gume e sim afastada, do sentido de deslocamento da saída do
cavaco.
peça
ferramenta
cavaco
Para aço
Material da peça aço kf=850N/mm2
Mat. da ferramenta HM P20
Velocidade de corte vc=60m/min
Espessura de usinagem h=0,32mm
Ângulo de saída =10o

41
Figura 2.26 - Temperatura média na face da ferramenta.
Uma idéia da ordem de grandeza das temperaturas médias na face das
ferramentas em dependência da velocidade de corte para diversos materiais de
ferramenta, nos está dada na figura 2.26. Na faixa de velocidade de corte vc = 20 até
50 m/min, o comportamento da temperatura no papel Log-Log não é linear. O motivo
para isto, é que nesta faixa de velocidade nós temos a formação de gumes postiços
(veja parágrafo 1.4.2), que perturba a condução de calor.
2.10.1. Influência da geometria da cunha sobre a sua resistência
Dependendo da função que a ferramenta deve exercer na usinagem, tem-se
geometrias da cunha bastante distintas. A escolha da geometria depende de:
- material da ferramenta,
- material da peça,
- condições de corte e
- geometria da peça.
Formação de gume postiço
Material da ferram. HM P10, P30, HSS 12-1-4-5
Material da peça Ck53N
Geometria da ferramenta:
Seção de usinagem ap.f = 3.0,25 mm2
Tempo de corte t = 15 s
Velocidade de corte vc
Te
mp
era
tura
na f
ace

42
Ângulo de
saída
Ângulo de incidência
Ângulo de inclinação
Ângulo de posição
Ângulo de quina
Raio da quina
r Aço rápido -6
o a +20
o 6
o a 8
o
-6o a +6
o 10
o a 100
o 60
o a 120
o 0,4 a 2mm
Metal duro -6o a +15
o 6
o a 12
o
Tabela 2.1 - Ângulos da ferramenta para a usinagem do aço.
Geometrias usuais em ferramentas de corte, representadas pelos seus
ângulos de cunha na usinagem de aço, são representadas na tabela 2.1. Cada
determinação de um ângulo da geometria da ferramenta é uma solução de
compromisso, que pode satisfazer a diversas exigências na usinagem, apenas
aproximadamente.
A figura 2.27, mostra em qual forma as variações de geometria da cunha
influenciam as características de usinagem.
Figura 2.27 - Influência da geometria da cunha sobre as características da usinagem.
2.10.1.1. Ângulo de incidência “”
O desgaste do flanco (caracterizado pela marca de desgaste de flanco VB),
é influenciado consideravelmente pelo ângulo de incidência. Se este for grande, a
cunha é enfraquecida duplamente: na ferramenta poderemos ter um acúmulo de calor,
que pode levar a perda da dureza a quente; uma cunha muito pequena além disso,
aumenta o perigo do lascamento e quebra da ferramenta.
Se o ângulo de incidência “” tende a 0o, o desgaste de flanco aumenta em
decorrência dos caldeamentos na região de contato com o parceiro de atrito.
2.10.1.2. Ângulo de saída “” , ângulo de cunha “”
O ângulo de saída “”, ao contrário do ângulo “”, pode estar situado tanto
43
no lado positivo quanto no lado negativo. O ângulo de saída é responsável pelo corte
do material em questão. A ordem de grandeza do ângulo “”, influencia a estabilidade
da cunha consideravelmente; em decorrência disso, ferramentas positivas podem
quebrar como decorrência do enfraquecimento demasiado da cunha. Como vantagens
de um ângulo de salda positivo, em primeiro lugar, devemos citar a diminuição da forca
de corte e força de avanço, bem corno uma melhora considerável na qualidade da
superfície da peça. A saída do cavaco, favorecida pelo ângulo de saída positivo, no
entanto muitas vezes apenas propicia uma quebra de cavaco insuficiente (tendência a
um cavaco contínuo). Ângulos de saída negativos, aumentam a estabilidade da
ferramenta (aplicação por exemplo, no aplainamento e na usinagem de peças com
interrupções de corte, tarefas de laminação ou de fundição). A deformação plástica na
usinagem com ferramentas de ângulo de saída negativo é maior, e em decorrência
disto temos forças de corte maior e uma solicitação térmica da cunha. Nós teremos um
desgaste de cratera maior na face, que por sua vez pode levar a vidas mais curtas das
ferramentas.
O ângulo de saida “” e o ângulo de incidência “”, somados, formam o
ângulo de cunha “”, a soma dos três ângulos, por definição, é 90o (figura 2.18 e 2.19).
2.10.1.3. Ângulo de quina “”
Para garantir uma boa estabilidade da ferramenta, principalmente quando
se trata de uma solicitação pesada, o ângulo de quina deverá ser escolhido o tão
grande quanto possível. Ângulos de quina pequenos, são empregados de sobre modo
em tornos copiadores e na usinagem comandada numericamente. A faixa útil, com isto,
está prescrita e o ângulo entre o gume secundário e a direção de avanço deve ser no
mínimo 2o, para evitar que a ferramenta exerça um raspamento com o gume
secundário sobre a superfície da peça.
2.10.1.4. Ângulo de posição “”
Para um avanço constante e profundidade de corte constante, com “”
diminuindo, a largura de usinagem “b” aumenta. Com isso, diminui a força específica
por unidade de comprimento de gume, de forma que a variação do ângulo de posição
para valores pequenos, é especialmente favorável na usinagem de materiais de alta
resistência, para com isto, garantir uma diminuição do desgaste da ferramenta. Por
outro lado, a força passiva aumenta com a diminuição de “” e com isso incorremos ao
perigo de que, em decorrência da instabilidade crescente do processo de usinagem,
44
tenhamos vibrações regenerativas sobre a superfície da peça.
2.10.1.5. Ângulo de inclinação “”
Através de um ângulo de inclinação negativo, o processo de usinagem pode
ser estabilizado, porque o inicio do corte da ferramenta não se dá na quina e sim na
posição mais avançada em direção aparte central do gume. Com isso teremos uma
solicitação adequada, de forma que o perigo da quebra do gume, em decorrência de
uma solicitação excessiva, é evitado. A problemática da diminuição de solicitação no
início de corte, tem uma importância maior em corte interrompido (por exemplo no
fresamento a no aplainamento) e na usinagem de materiais fundidos e forjados (peças
com furos transversais e vazios).
Ângulos de inclinação lateral negativos, também provocam forças passivas
grandes, que devem ser absorvidas pela máquina ferramenta (grande rigidez normal à
árvore principal).
O ângulo de inclinação lateral além disso, tem uma influência sobre o
sentido e direcionamento da saída do cavaco. Um ângulo de inclinação lateral negativo,
tem como conseqüência o direcionamento do cavaco sobre a superfície já usinada da
peça e eventualmente com isso, podemos ter uma piora de qualidade da superfície
usinada.
2.10.1.6. Raio da Quina “r”.
A escolha do raio da quina de uma ferramenta, depende do avanço “f” e da
profundidade de corte “ap”. Em dependência do avanço escolhido, o raio de
arredondamento da quina influencia a qualidade da superfície usinada, para a qual vale
a equação seguinte:
Rt f2/8.r (11)
Raios de quina grandes, levam a uma melhora da qualidade superficial e a
uma melhora da estabilidade dos gumes. Raios de quina pequenos têm a vantagem de
tenderem menos a vibrações regenerativas, em decorrência da força passiva menor.
45
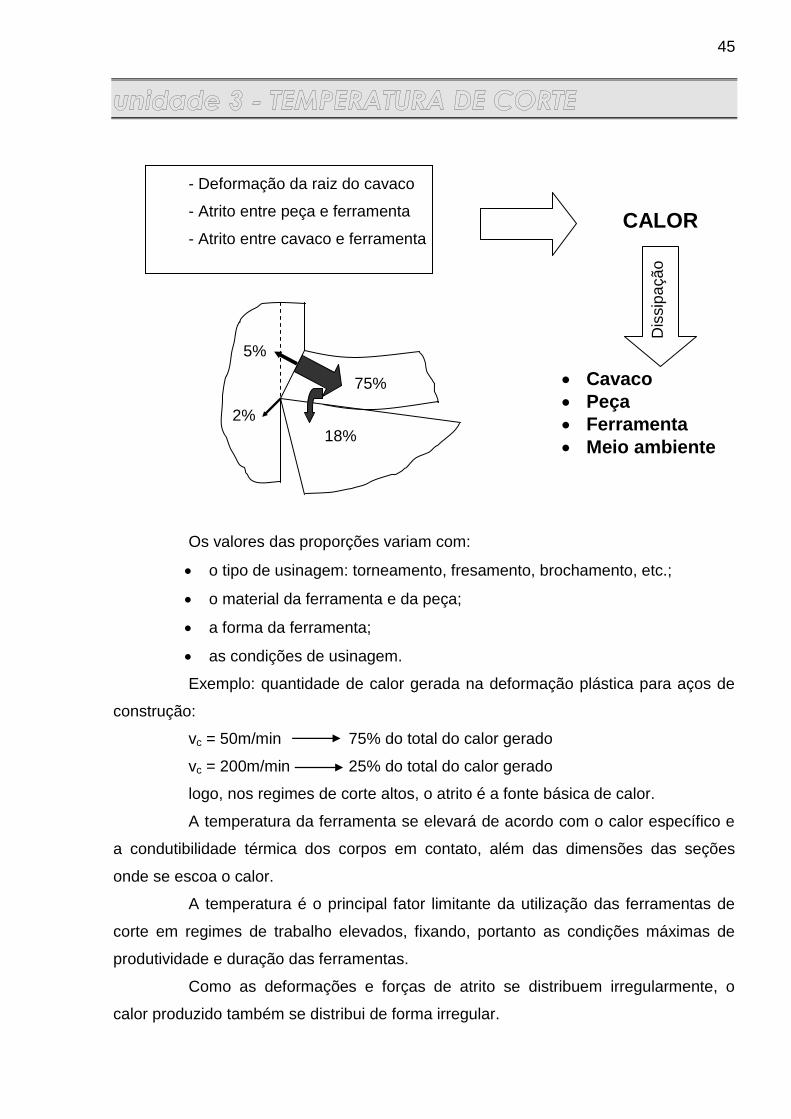
- Deformação da raiz do cavaco
- Atrito entre peça e ferramenta
- Atrito entre cavaco e ferramenta
Os valores das proporções variam com:
o tipo de usinagem: torneamento, fresamento, brochamento, etc.;
o material da ferramenta e da peça;
a forma da ferramenta;
as condições de usinagem.
Exemplo: quantidade de calor gerada na deformação plástica para aços de
construção:
vc = 50m/min 75% do total do calor gerado
vc = 200m/min 25% do total do calor gerado
logo, nos regimes de corte altos, o atrito é a fonte básica de calor.
A temperatura da ferramenta se elevará de acordo com o calor específico e
a condutibilidade térmica dos corpos em contato, além das dimensões das seções
onde se escoa o calor.
A temperatura é o principal fator limitante da utilização das ferramentas de
corte em regimes de trabalho elevados, fixando, portanto as condições máximas de
produtividade e duração das ferramentas.
Como as deformações e forças de atrito se distribuem irregularmente, o
calor produzido também se distribui de forma irregular.
CALOR
Cavaco
Peça
Ferramenta
Meio ambiente
Dis
sip
açã
o
75%
18%
5%
2%
46
A quantidade de calor devida ao atrito do cavaco com a superfície de saída e
que vai à ferramenta, é relativamente pequena. Porém, como esta superfície de contato
é reduzida, desenvolvem-se ali temperaturas significantes.
A quantidade de calor gerada aumenta com a velocidade e com a força de
corte. Conseqüentemente, a temperatura cresce com o aumento da velocidade de
corte, do avanço e da profundidade.
Este aumento de temperatura é acelerado com o desgaste da ferramenta, o
qual aumenta o valor do coeficiente de atrito e conseqüentemente a força de corte.
Para aumentar a produtividade da ferramenta deve-se aumentar a
velocidade, o avanço e a profundidade de corte. Todos estes fatores aumentam a
temperatura. Portanto deve-se procurar diminuir esta temperatura além de empregar
materiais de corte resistentes a altas temperaturas e ao desgaste.
O meio mais barato para a diminuição da temperatura de corte é o emprego
de fluidos de corte.
47
O conhecimento da força de usinagem F ou de suas componentes: força de
corte Fc, força de avanço Ff e da força passiva Fp, é a base:
Para o projeto de uma máquina ferramenta (dimensionamento das estruturas,
acionamentos, fixações, etc.);
Para a determinação das condições de corte em condições de trabalho;
Para a avaliação da precisão de uma máquina ferramenta, em certas
condições de trabalho (deformação da ferramenta, máquina e peça);
Para a explicação de mecanismos de desgaste.
A força de usinagem é também um critério para a determinação da
usinabilidade de um material de peça.
Os componentes da força de usinagem (Fc, Ff e Fp) diminuem com o
aumento da velocidade de corte vc devido à diminuição da resistência do material com
o aumento da temperatura.
Os componentes da força de usinagem aumentam com o aumento da
profundidade de corte ap de uma forma proporcional (só vale para ap maior que o raio
de quina).
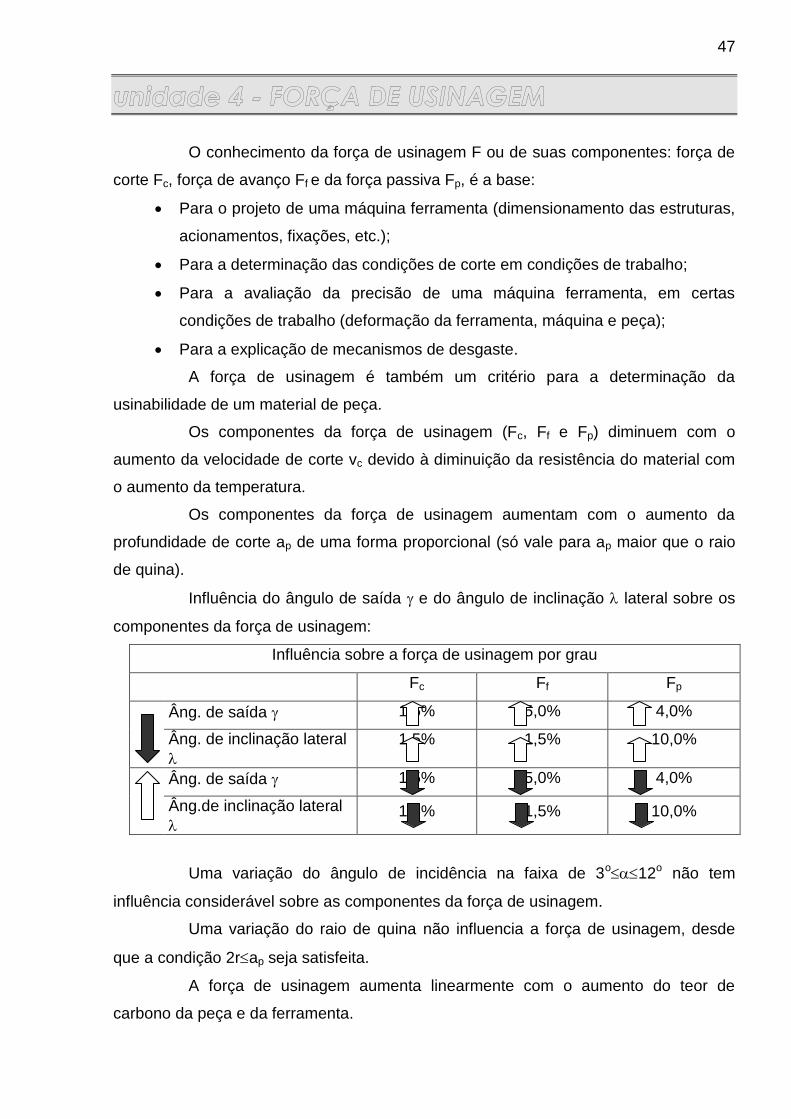
Influência do ângulo de saída e do ângulo de inclinação lateral sobre os
componentes da força de usinagem:
Influência sobre a força de usinagem por grau
Fc Ff Fp
Âng. de saída 1,5% 5,0% 4,0%
Âng. de inclinação lateral
1,5% 1,5% 10,0%
Âng. de saída 1,5% 5,0% 4,0%
Âng.de inclinação lateral
1,5% 1,5% 10,0%
Uma variação do ângulo de incidência na faixa de 3o12o não tem
influência considerável sobre as componentes da força de usinagem.
Uma variação do raio de quina não influencia a força de usinagem, desde
que a condição 2rap seja satisfeita.
A força de usinagem aumenta linearmente com o aumento do teor de
carbono da peça e da ferramenta.
48
Pode-se ter variações consideráveis pela variação dos teores de elementos
de liga que atuam sobre a diminuição da força de corte, como por exemplo pelo
enxofre.
O tipo de material da ferramenta, atua principalmente no coeficiente de atrito
entre cavaco e ferramenta e em decorrência disso, principalmente sobre a força
passiva e a força de avanço.
Com o aumento da condutividade térmica do material da ferramenta, em
regra geral, verifica-se o aumento da força de corte.
O desgaste de cratera sobre a face da ferramenta que leva à formação de
um ângulo de saída mais positivo, em regra, leva à diminuição das componentes da
força de usinagem.
O desgaste do flanco da ferramenta aumenta as componentes da força de
usinagem devido ao aumento da superfície de atrito entre peça e superfície de
incidência.
49
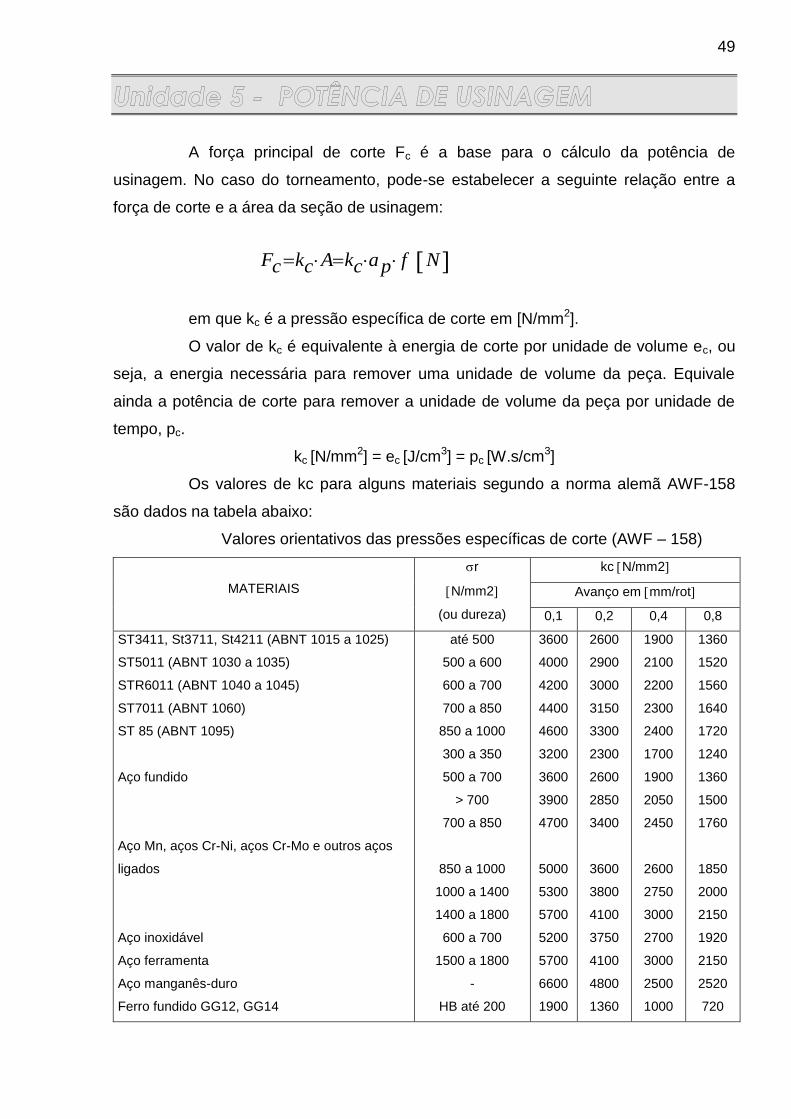
A força principal de corte Fc é a base para o cálculo da potência de
usinagem. No caso do torneamento, pode-se estabelecer a seguinte relação entre a
força de corte e a área da seção de usinagem:
em que kc é a pressão específica de corte em [N/mm2].
O valor de kc é equivalente à energia de corte por unidade de volume ec, ou
seja, a energia necessária para remover uma unidade de volume da peça. Equivale
ainda a potência de corte para remover a unidade de volume da peça por unidade de
tempo, pc.
kc [N/mm2] = ec [J/cm3] = pc [W.s/cm3]
Os valores de kc para alguns materiais segundo a norma alemã AWF-158
são dados na tabela abaixo:
Valores orientativos das pressões específicas de corte (AWF – 158)
MATERIAIS
r
N/mm2
(ou dureza)
kc N/mm2
Avanço em mm/rot
0,1 0,2 0,4 0,8
ST3411, St3711, St4211 (ABNT 1015 a 1025)
ST5011 (ABNT 1030 a 1035)
STR6011 (ABNT 1040 a 1045)
ST7011 (ABNT 1060)
ST 85 (ABNT 1095)
Aço fundido
Aço Mn, aços Cr-Ni, aços Cr-Mo e outros aços
ligados
Aço inoxidável
Aço ferramenta
Aço manganês-duro
Ferro fundido GG12, GG14
até 500
500 a 600
600 a 700
700 a 850
850 a 1000
300 a 350
500 a 700
> 700
700 a 850
850 a 1000
1000 a 1400
1400 a 1800
600 a 700
1500 a 1800
-
HB até 200
3600
4000
4200
4400
4600
3200
3600
3900
4700
5000
5300
5700
5200
5700
6600
1900
2600
2900
3000
3150
3300
2300
2600
2850
3400
3600
3800
4100
3750
4100
4800
1360
1900
2100
2200
2300
2400
1700
1900
2050
2450
2600
2750
3000
2700
3000
2500
1000
1360
1520
1560
1640
1720
1240
1360
1500
1760
1850
2000
2150
1920
2150
2520
720
NfpackAckcF

50
Ferro fundido GG18, GG26
Ferro fundido ligado
Ferro fundido maleável
Ferro fundido duro
Cobre
Cobre com mica (coletores)
Latão
Bronze vermelho (10Sn, 4Zn, 86Cu)
Bronze de fundição
Ligas de zinco
Alumínio puro
Ligas de Al, c/ alto teor de Si (11-13%)
Ligas p/ Al-Si (11-13,5% Si) (tenaz)
Pistão G Al-Si (11-13,5% Si)
Outras ligas de alumínio para fundição e trabalho
a frio
Ligas de magnésio
Borracha dura, ebonite
Baquelite, Pertinax, Novotext (massas isolantes
prensadas, isentas de borracha)
37.Papel duro
HB 200 A 250
HB 250 A 400
Shore 65/90
HB 80/120
até 300
300 a 420
420 a 580
2900
3200
2400
3600
2100
1900
1600
1400
3400
940
1050
1400
1400
1250
1150
1400
1700
580
480
480
380
2080
2300
1750
2600
1520
1360
1150
1000
2450
700
760
1000
1000
900
840
1000
1220
420
350
350
280
1500
1700
1250
1900
1100
1000
850
700
1800
560
550
700
700
650
600
700
850
300
250
250
200
1080
1200
920
1360
800
720
600
520
1280
430
400
520
520
480
430
520
640
220
180
180
140
A potência de corte Pc é a potência disponível no gume da ferramenta e
consumida na operação de remoção de cavacos. É ela que interessa no cálculo de
forças e pressões específicas de corte.
A potência de acionamento Pa é a potência fornecida pelo motor à
máquina-ferramenta. Ela difere da potência de corte pelas perdas que ocorrem por
atrito nos mancais, engrenagens, sistemas de lubrificação e refrigeração, sistema de
avanço, etc.
A potência de avanço, embora seja uma parcela utilizada na operação de
corte, é muito pequena em relação à potência de corte, sendo mais prático reuni-la no
grupo das “perdas”.
A potência em vazio Po é a potência consumida pela máquina-ferramenta
ligada, com o mecanismo de avanço funcionando, porém sem que tenha lugar qualquer
operação de corte.
51
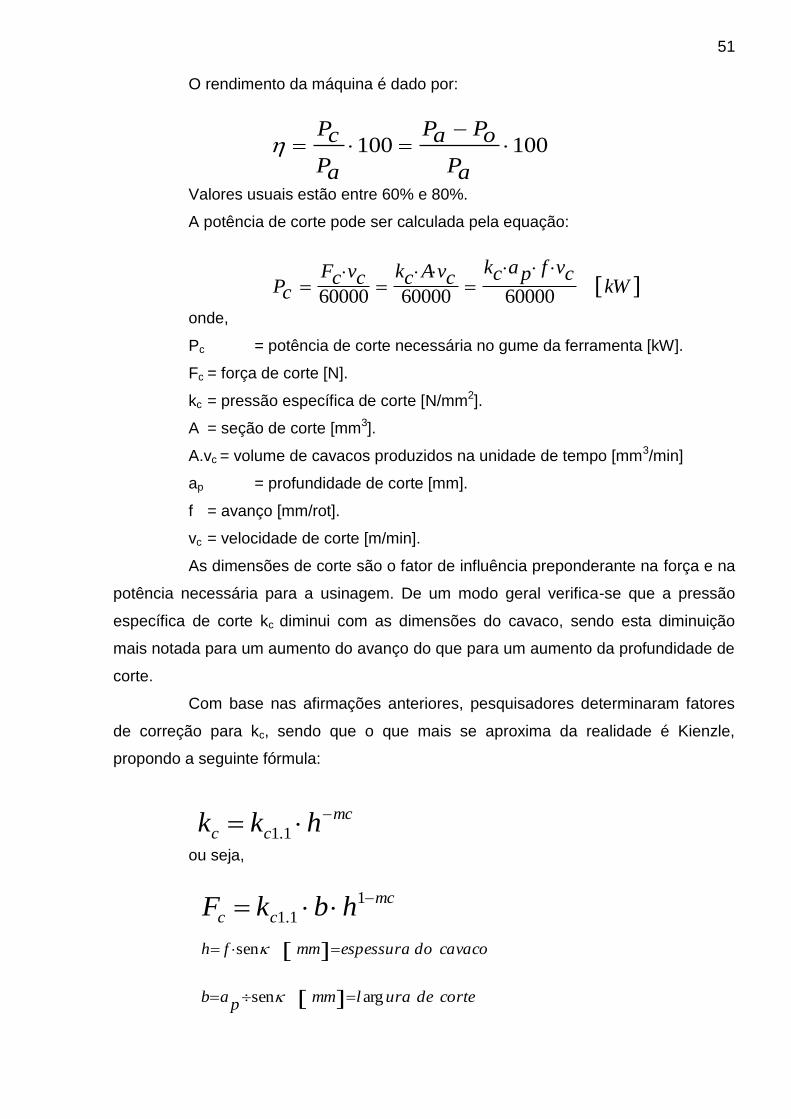
O rendimento da máquina é dado por:
Valores usuais estão entre 60% e 80%.
A potência de corte pode ser calculada pela equação:
onde,
Pc = potência de corte necessária no gume da ferramenta [kW].
Fc = força de corte [N].
kc = pressão específica de corte [N/mm2].
A = seção de corte [mm3].
A.vc = volume de cavacos produzidos na unidade de tempo [mm3/min]
ap = profundidade de corte [mm].
f = avanço [mm/rot].
vc = velocidade de corte [m/min].
As dimensões de corte são o fator de influência preponderante na força e na
potência necessária para a usinagem. De um modo geral verifica-se que a pressão
específica de corte kc diminui com as dimensões do cavaco, sendo esta diminuição
mais notada para um aumento do avanço do que para um aumento da profundidade de
corte.
Com base nas afirmações anteriores, pesquisadores determinaram fatores
de correção para kc, sendo que o que mais se aproxima da realidade é Kienzle,
propondo a seguinte fórmula:
ou seja,
kWcvfpack
cvAckcvcFcP
600006000060000
100100
aP
oPaP
aP
cP
mc
cc hkk 1.1
mc
cc hbkF 1
1.1
cavacodoespessurammfh sen
cortedeuralmmp
ab argsen
52
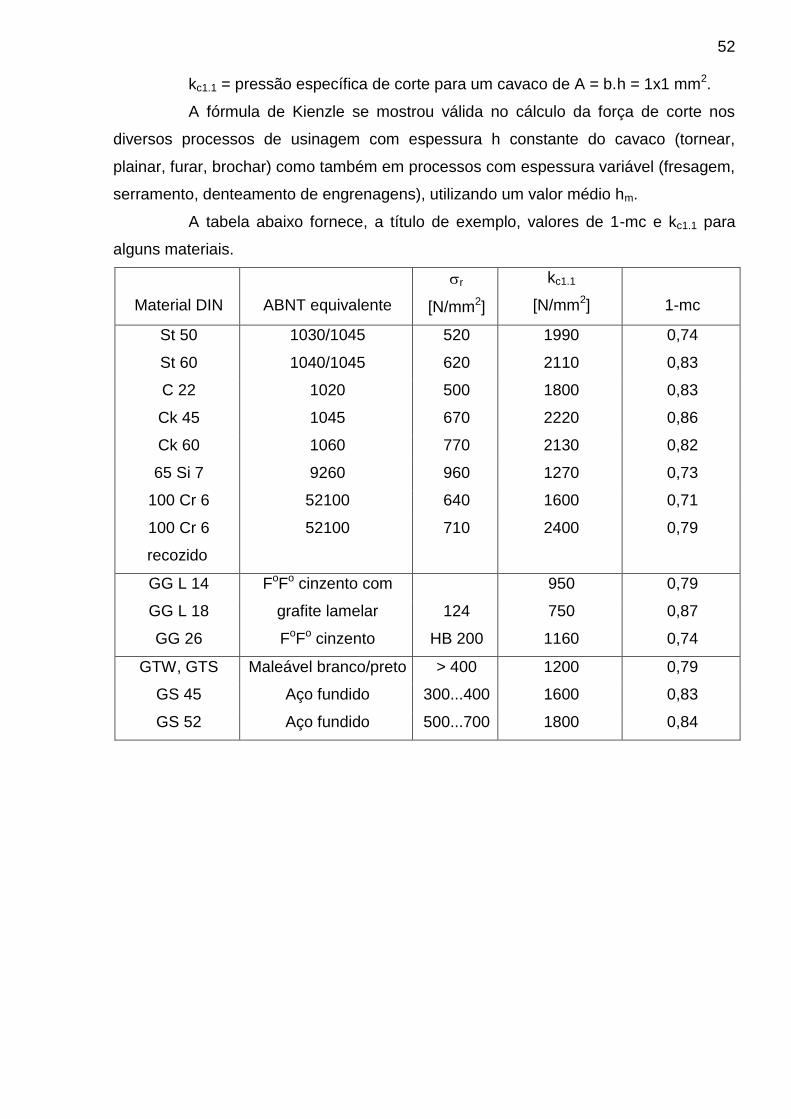
kc1.1 = pressão específica de corte para um cavaco de A = b.h = 1x1 mm2.
A fórmula de Kienzle se mostrou válida no cálculo da força de corte nos
diversos processos de usinagem com espessura h constante do cavaco (tornear,
plainar, furar, brochar) como também em processos com espessura variável (fresagem,
serramento, denteamento de engrenagens), utilizando um valor médio hm.
A tabela abaixo fornece, a título de exemplo, valores de 1-mc e kc1.1 para
alguns materiais.
Material DIN
ABNT equivalente
r
[N/mm2]
kc1.1
[N/mm2]
1-mc
St 50 1030/1045 520 1990 0,74
St 60 1040/1045 620 2110 0,83
C 22 1020 500 1800 0,83
Ck 45 1045 670 2220 0,86
Ck 60 1060 770 2130 0,82
65 Si 7 9260 960 1270 0,73
100 Cr 6 52100 640 1600 0,71
100 Cr 6
recozido
52100 710 2400 0,79
GG L 14 FoFo cinzento com 950 0,79
GG L 18 grafite lamelar 124 750 0,87
GG 26 FoFo cinzento HB 200 1160 0,74
GTW, GTS Maleável branco/preto > 400 1200 0,79
GS 45 Aço fundido 300...400 1600 0,83
GS 52 Aço fundido 500...700 1800 0,84
53
6.1. EXIGÊNCIAS BÁSICAS PARA UM MATERIAL DE CORTE:
- Elevada dureza a quente;
- Elevada dureza a frio bem superior à da peça usinada;
- Tenacidade para resistir aos esforços de corte e impactos;
- Resistência à abrasão;
- Estabilidade química;
- Facilidade de obtenção a preços econômicos.
Nenhum material dispõe de todas essas características. Deve-se, portanto
verificar quais as primordiais e as secundárias.
6.2. CLASSIFICAÇÃO DOS MATERIAIS DE CORTE:
- Aços ferramenta
- Aços rápidos comuns
- Aços rápidos ao cobalto
- Ligas fundidas
- Carbonetos sinterizados
- Cerâmicas de corte
- Diamantes
- Nitreto de boro cristalino cúbico (CBN)
6.2.1. Aços ferramenta
Possuem de 0,8% a 1,5 de C e mínima porcentagem de outros elementos de
liga. Até 1900 eram os únicos materiais disponíveis para ferramentas. Obtém dureza
por tratamento térmico.
Apresentam baixa resistência a quente (~200o C), o que permite sua
utilização em baixas velocidades de corte (~25m/min), tornando-os impróprios para
usinar aços de alta resistência.
São utilizados em aplicações secundárias, tais como: limas, cinzéis, serras
para madeira, ferramentas domésticas, ferramentas de forma para usinagem de latão e
ligas de alumínio, ferramentas para serem utilizadas uma única vez ou para poucas
peças.
Para melhorar a sua qualidade adiciona-se à sua composição pequenas
quantidades de Cr, V e W.
54
Principais vantagens:
- Baixo custo
- Facilidade de usinagem (gumes muito vivos)
- Fácil tratamento térmico
- Quando bem temperado, elevada dureza e resistência ao desgaste
- Boa tenacidade.
6.2.2. Aços rápidos
6.2.2.1. Aços rápidos comuns
Foram criados em 1900, por F.W. Taylor, sendo que originalmente usavam
W, Cr e V como elementos de liga além de teores mínimos de Mn para evitar a
fragilidade. No decorrer dos anos foram adicionados outros elementos de liga.
Durante a Segunda Guerra Mundial a escassez de tungstênio (W) levou a
sua substituição parcial ou total por Mo. Além disso, os aços ao Mo são mais baratos
que os ao W.
São ferramentas que mantém a dureza até temperaturas em torno de 600oC,
possuindo maior resistência à abrasão associada à resistência a quente, o que permite
a utilização de velocidades de corte maiores que os aços ferramenta.
Apresentam como desvantagens o preço elevado e difícil tratamento
térmico.
6.2.2.2. Aços rápidos com cobalto
Surgiram em 1921. O cobalto aumenta a dureza a quente e a resistência ao
desgaste, mas diminui a tenacidade, sendo que o teor de Co varia de 5 a 12%.
6.2.2.3. Aço rápido com revestimento de nitreto de titânio - TiN
A aplicação sobre o aço rápido de um revestimento de TiN (1 a 3 m de
espessura) aplicado por processos PVD (Physical Vapor Deposition) abaixo de 550o C
conferem aparência dourada às ferramentas. Este revestimento reduz o desgaste da
face e do flanco, pelo aumento da dureza. Além disso, o revestimento resulta numa
diminuição do coeficiente de atrito reduzindo a força de corte (Fc) melhorando o
acabamento superficial das peças usinadas. O revestimento com TiN protege o metal
base contra temperatura, sendo que o sucesso da ferramenta depende mais da adesão
do revestimento do que da sua espessura.
O lascamento do revestimento tem sido a principal causa de falha deste tipo
de ferramenta.
Apresenta bons resultados em usinagem com corte interrompido
55
(fresamento, plainamento, etc.)
6.2.2.4. Aço rápido sinterizado
São obtidos por processos de metalurgia do pó (sinterização), o que resulta
numa estrutura cristalina muito fina e uniforme, apresentando uma menor deformação
na têmpera e no revenido, além de possuírem menor tendência a trincas e tensões
internas. Apresentam uma tenacidade um pouco mais alta que os aços rápidos
comuns, além de uma vida mais longa e melhor aderência de revestimentos de TiN
6.2.2.5. Ligas fundidas
Foram descobertas por Haynes em 1922. Apresentam altas porcentagens de
W, Cr e Co.
As ligas são fundidas e vazadas em moldes, sendo as peças depois limpas
de carepas de fundição e retificadas até a medida final.
Apresentam como nomes comerciais: Stellite, Tantung, Rexalloy,
Chromalloy, Steltan (Brasil).
Uma composição tópica deste tipo de liga é:
W = 17%, Cr = 33%, Co = 44%, Fe = 3%
Possuem elevada resistência a quente permitindo a utilização em
temperaturas em torno de 800o C. Apresentam qualidades intermediárias entre o aço
rápido e o metal duro.
6.2.3. Metal duro
O tungstênio (W) é o metal de mais alto ponto de fusão (3387o C), maior
resistência à tração (4200 N/mm2) e mais baixo coeficiente de dilatação térmica.
A dificuldade de fusão do W levou ao desenvolvimento da metalurgia do pó.
A Osram (fabricante de lâmpadas alemã) cedeu seus estudos sobre o
desenvolvimento de filamentos de W para lâmpadas à Krupp, que os usou como base
para pesquisas de aplicação do carboneto de tungstênio para a usinagem de metais.
Em 1927 a Krupp lançou o produto Widia (“Wie diamant” – como diamante).
Uma composição típica deste material é: 81% de W, 6% de C e 13% de Co.
6.2.3.1. Técnica de fabricação do metal duro
1 - O minério Scheelita ou tungstato de cálcio (CaWO4) é reduzido a trióxido
de tungstênio (WO3).
2 - A redução do trióxido de tungstênio (WO3) pelo hidrogênio (H2) dá origem
ao tungstênio (W) puro em partículas.
3 - O W é misturado a carbono puro (negro de fumo) e a mistura é levada a
56
um forno onde se obtém carboneto de tungstênio.
4 - O carboneto é moído e misturado em um moinho de bolas com pó muito
fino e puro de cobalto (Co).
5 - A mistura é comprimida (~400Mpa) a frio em matrizes obtendo-se
pastilhas no formato desejado.
6 - As pastilhas são levadas a um forno de sinterização que trabalha sob
vácuo ou em atmosfera de hidrogênio (1350 a 1600oC). O material sofre uma contração
de 15 a 22%.
As pastilhas possuem elevada resistência à compressão (3500 N/mm2),
dureza de 9,7 Mohs, mantendo elevada dureza até ~1000oC, sendo empregadas com
sucesso na usinagem do ferro fundido e de materiais não ferrosos.
Não se prestam para usinagem de aço devido ao forte atrito entre
ferramenta e cavaco. O cavaco escorrega com grande pressão e sob elevada
resistência, com forte geração de calor, formando-se rapidamente uma cratera sobre a
face da ferramenta e lavando o gume ao esfacelamento.
6.2.3.2. Componentes dos metais duros e suas propriedades
A adição de carboneto de titânio e de tântalo ao metal duro reduz
grandemente o atrito. Estes carbonetos apresentam dureza maior que o de tungstênio.
Atualmente são usados como componentes dos metais duros:
6.2.3.2.1. WC – Co:
O carboneto de tungstênio é solúvel no cobalto, e em decorrência disso
temos uma alta correspondência entre a resistência de ligação interna com boa
resistência de gume.
Por outro lado, o carboneto de tungstênio tem limitações de velocidade de
corte devido a sua alta afinidade de difusão em temperaturas mais elevadas.
6.2.3.2.2. TiC:
Os carbonetos de titânio têm pouca tendência à difusão, o que resulta em
uma maior resistência a quente. No entanto, as ferramentas apresentarão uma menor
resistência de ligação interna e uma menor resistência do gume.
Metais duros com altos teores de TiC são frágeis e de fácil fissura, sendo
usados para usinagem de materiais ferrosos em altas velocidades de corte.
6.2.3.2.3. TaC:
Pequenas quantidades de carbonetos de tântalo diminuem o tamanho dos
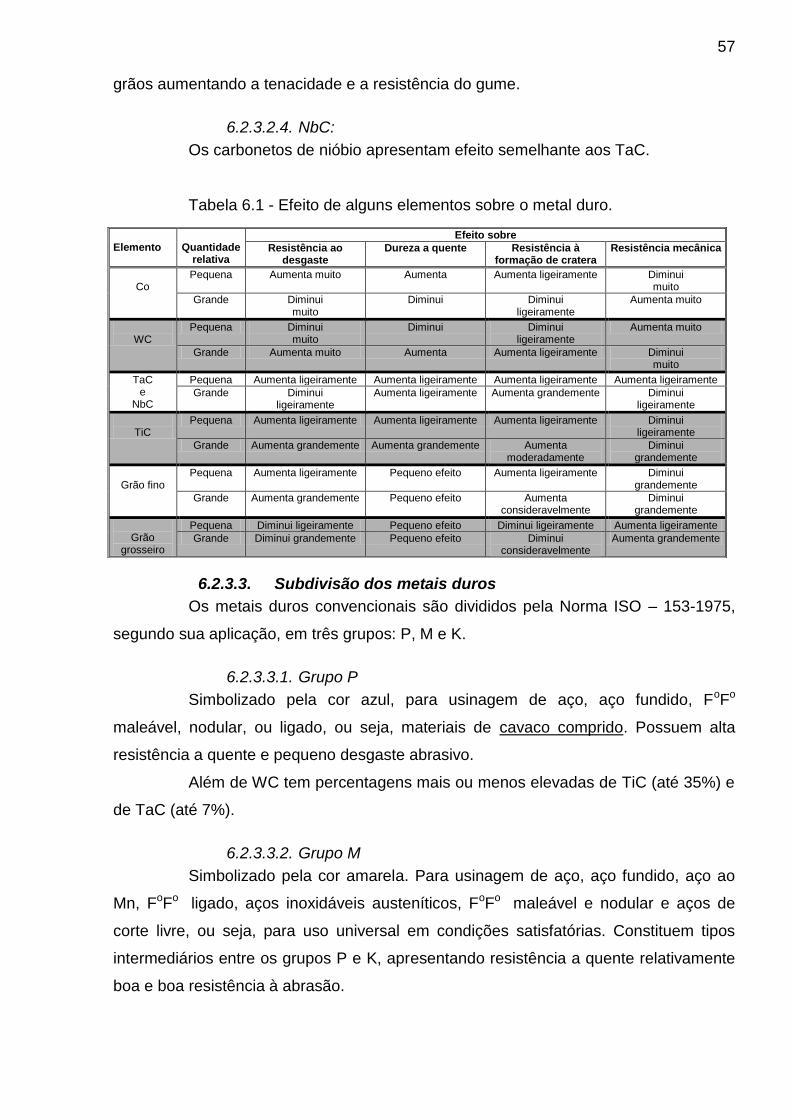
57
grãos aumentando a tenacidade e a resistência do gume.
6.2.3.2.4. NbC:
Os carbonetos de nióbio apresentam efeito semelhante aos TaC.
Tabela 6.1 - Efeito de alguns elementos sobre o metal duro.
6.2.3.3. Subdivisão dos metais duros
Os metais duros convencionais são divididos pela Norma ISO – 153-1975,
segundo sua aplicação, em três grupos: P, M e K.
6.2.3.3.1. Grupo P
Simbolizado pela cor azul, para usinagem de aço, aço fundido, FoFo
maleável, nodular, ou ligado, ou seja, materiais de cavaco comprido. Possuem alta
resistência a quente e pequeno desgaste abrasivo.
Além de WC tem percentagens mais ou menos elevadas de TiC (até 35%) e
de TaC (até 7%).
6.2.3.3.2. Grupo M
Simbolizado pela cor amarela. Para usinagem de aço, aço fundido, aço ao
Mn, FoFo ligado, aços inoxidáveis austeníticos, FoFo maleável e nodular e aços de
corte livre, ou seja, para uso universal em condições satisfatórias. Constituem tipos
intermediários entre os grupos P e K, apresentando resistência a quente relativamente
boa e boa resistência à abrasão.
Elemento
Quantidade
relativa
Efeito sobre
Resistência ao desgaste
Dureza a quente Resistência à formação de cratera
Resistência mecânica
Co
Pequena Aumenta muito Aumenta Aumenta ligeiramente Diminui muito
Grande Diminui muito
Diminui Diminui ligeiramente
Aumenta muito
WC
Pequena Diminui muito
Diminui Diminui ligeiramente
Aumenta muito
Grande Aumenta muito Aumenta Aumenta ligeiramente Diminui muito
TaC e
NbC
Pequena Aumenta ligeiramente Aumenta ligeiramente Aumenta ligeiramente Aumenta ligeiramente
Grande Diminui ligeiramente
Aumenta ligeiramente Aumenta grandemente Diminui ligeiramente
TiC
Pequena Aumenta ligeiramente Aumenta ligeiramente Aumenta ligeiramente Diminui ligeiramente
Grande Aumenta grandemente Aumenta grandemente Aumenta moderadamente
Diminui grandemente
Grão fino
Pequena Aumenta ligeiramente Pequeno efeito Aumenta ligeiramente Diminui grandemente
Grande Aumenta grandemente Pequeno efeito Aumenta consideravelmente
Diminui grandemente
Grão
grosseiro
Pequena Diminui ligeiramente Pequeno efeito Diminui ligeiramente Aumenta ligeiramente
Grande Diminui grandemente Pequeno efeito Diminui consideravelmente
Aumenta grandemente
58
6.2.3.3.3. Grupo K
Simbolizado pela cor vermelha. Para usinagem de FoFo comum e
coquilhado, FoFo maleável de cavaco curto, aços temperados, não ferrosos, não
metálicos, pedra e madeira, ou seja, materiais de cavaco curto.
Possuem menor resistência a quente e alta resistência ao desgaste, sendo
constituídos quase que totalmente de WC-Co.
Os metais mais duros são usados para usinagens de acabamento (altas vc e
baixas ap). Em geral, as pastilhas possuem ângulo de saída negativo.
Os menos duros e mais tenazes (alto Co) são usados em cortes pesados de
desbaste, baixas vc, cortes interrompidos, vibrações, máquinas velhas, etc.
A tabela 6.2, a seguir, dá as recomendações de aplicação dos metais duros
em função do grupo de aplicação e do grau de dureza.
6.2.3.4. Metais duros de múltiplas faixas de aplicação
Partindo de matérias-primas de maior pureza e maior controle da
sinterização, foi possível obter pastilhas de elevada resistência à flexão com mínima
perda de dureza devido à granulometria mais fina e uniforme, distribuição mais perfeita
dos carbonetos e melhor solubilidade dos carbonetos no metal de ligação.
As pastilhas cobrem mais faixas de aplicação reduzindo os tipos
necessários, existindo inclusive estudos para eliminar o grupo M.
6.2.3.5. Metais duros com uma camada de revestimento
Foram desenvolvidos com o objetivo de explorar melhor as vantagens
isoladas de alguns materiais de elevada dureza e estabilidade química.
São compostos por uma base de metal duro tenaz sobre a qual se aplica
uma ou mais camadas finas, duras, resistentes à abrasão e de fina granulometria de
um material composto de carbonetos (TiC, HfC, ZrC, etc.), nitretos (TiN, HfN, ZrN, etc.),
carbonitretos (TiCN) ou de óxidos (p. ex. Al2O3).
Os revestimentos aumentam varias vezes a vida de ferramenta. Aplicações
típicas em torneamento e fresamento.
O processo de revestimento mais utilizado é a deposição de um vapor
químico (CVD - Chemical Vapor Deposition).
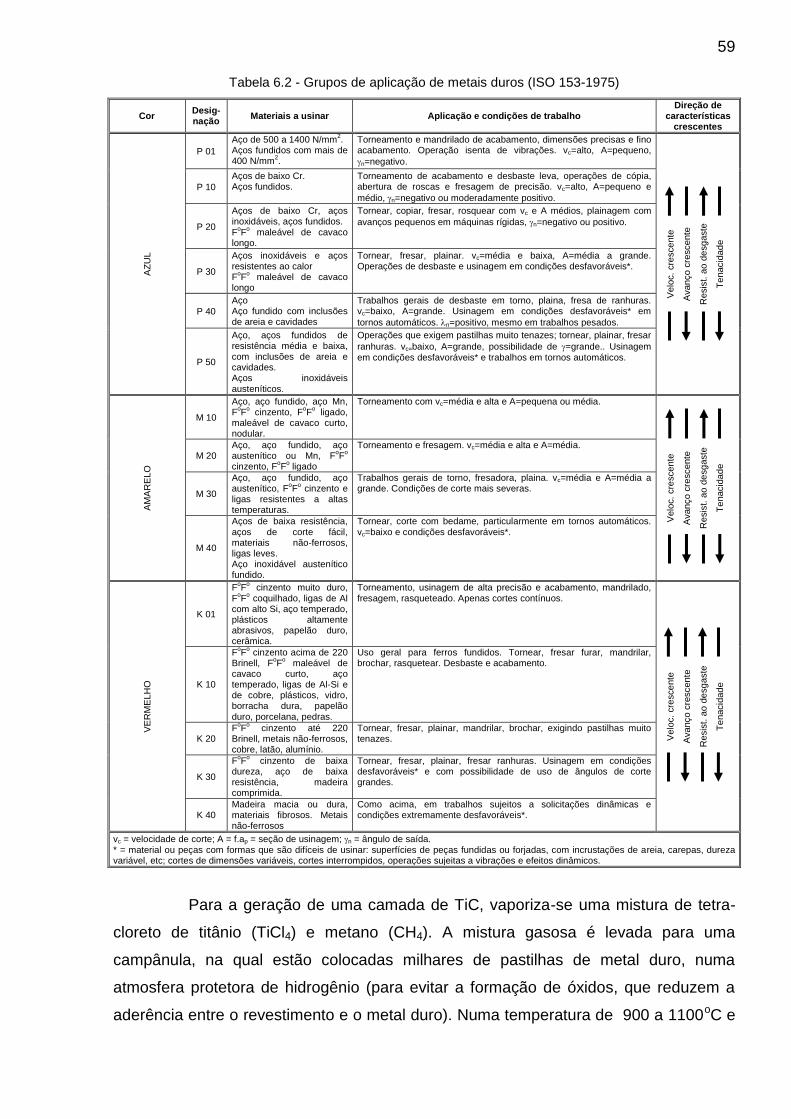
59
Tabela 6.2 - Grupos de aplicação de metais duros (ISO 153-1975)
Cor Desig-nação
Materiais a usinar Aplicação e condições de trabalho Direção de
características crescentes
AZ
UL
P 01
Aço de 500 a 1400 N/mm2.
Aços fundidos com mais de 400 N/mm
2.
Torneamento e mandrilado de acabamento, dimensões precisas e fino acabamento. Operação isenta de vibrações. vc=alto, A=pequeno,
n=negativo.
Velo
c.
cre
sce
nte
Avanço c
rescente
Resis
t. a
o d
esg
aste
Te
nacid
ad
e
P 10
Aços de baixo Cr. Aços fundidos.
Torneamento de acabamento e desbaste leva, operações de cópia, abertura de roscas e fresagem de precisão. vc=alto, A=pequeno e
médio, n=negativo ou moderadamente positivo.
P 20
Aços de baixo Cr, aços inoxidáveis, aços fundidos. F
oF
o maleável de cavaco
longo.
Tornear, copiar, fresar, rosquear com vc e A médios, plainagem com
avanços pequenos em máquinas rígidas, n=negativo ou positivo.
P 30
Aços inoxidáveis e aços resistentes ao calor F
oF
o maleável de cavaco
longo
Tornear, fresar, plainar. vc=média e baixa, A=média a grande. Operações de desbaste e usinagem em condições desfavoráveis*.
P 40
Aço Aço fundido com inclusões de areia e cavidades
Trabalhos gerais de desbaste em torno, plaina, fresa de ranhuras. vc=baixo, A=grande. Usinagem em condições desfavoráveis* em
tornos automáticos. n=positivo, mesmo em trabalhos pesados.
P 50
Aço, aços fundidos de resistência média e baixa, com inclusões de areia e cavidades. Aços inoxidáveis austeníticos.
Operações que exigem pastilhas muito tenazes; tornear, plainar, fresar
ranhuras. vc=baixo, A=grande, possibilidade de =grande.. Usinagem
em condições desfavoráveis* e trabalhos em tornos automáticos.
AM
AR
ELO
M 10
Aço, aço fundido, aço Mn, F
oF
o cinzento, F
oF
o ligado,
maleável de cavaco curto, nodular.
Torneamento com vc=média e alta e A=pequena ou média.
Velo
c.
cre
sce
nte
Avanço c
rescente
Resis
t. a
o d
esg
aste
Te
nacid
ad
e
M 20 Aço, aço fundido, aço austenítico ou Mn, F
oF
o
cinzento, FoF
o ligado
Torneamento e fresagem. vc=média e alta e A=média.
M 30
Aço, aço fundido, aço austenítico, F
oF
o cinzento e
ligas resistentes a altas temperaturas.
Trabalhos gerais de torno, fresadora, plaina. vc=média e A=média a grande. Condições de corte mais severas.
M 40
Aços de baixa resistência, aços de corte fácil, materiais não-ferrosos, ligas leves. Aço inoxidável austenítico fundido.
Tornear, corte com bedame, particularmente em tornos automáticos. vc=baixo e condições desfavoráveis*.
VE
RM
ELH
O
K 01
FoF
o cinzento muito duro,
FoF
o coquilhado, ligas de Al
com alto Si, aço temperado, plásticos altamente abrasivos, papelão duro, cerâmica.
Torneamento, usinagem de alta precisão e acabamento, mandrilado, fresagem, rasqueteado. Apenas cortes contínuos.
Velo
c.
cre
sce
nte
Avanço c
rescente
Resis
t. a
o d
esg
aste
Te
nacid
ad
e
K 10
FoF
o cinzento acima de 220
Brinell, FoF
o maleável de
cavaco curto, aço temperado, ligas de Al-Si e de cobre, plásticos, vidro, borracha dura, papelão duro, porcelana, pedras.
Uso geral para ferros fundidos. Tornear, fresar furar, mandrilar, brochar, rasquetear. Desbaste e acabamento.
K 20 F
oF
o cinzento até 220
Brinell, metais não-ferrosos, cobre, latão, alumínio.
Tornear, fresar, plainar, mandrilar, brochar, exigindo pastilhas muito tenazes.
K 30
FoF
o cinzento de baixa
dureza, aço de baixa resistência, madeira comprimida.
Tornear, fresar, plainar, fresar ranhuras. Usinagem em condições desfavoráveis* e com possibilidade de uso de ângulos de corte grandes.
K 40 Madeira macia ou dura, materiais fibrosos. Metais não-ferrosos
Como acima, em trabalhos sujeitos a solicitações dinâmicas e condições extremamente desfavoráveis*.
vc = velocidade de corte; A = f.ap = seção de usinagem; n = ângulo de saída. * = material ou peças com formas que são difíceis de usinar: superfícies de peças fundidas ou forjadas, com incrustações de areia, carepas, dureza variável, etc; cortes de dimensões variáveis, cortes interrompidos, operações sujeitas a vibrações e efeitos dinâmicos.
Para a geração de uma camada de TiC, vaporiza-se uma mistura de tetra-
cloreto de titânio (TiCl4) e metano (CH4). A mistura gasosa é levada para uma
campânula, na qual estão colocadas milhares de pastilhas de metal duro, numa
atmosfera protetora de hidrogênio (para evitar a formação de óxidos, que reduzem a
aderência entre o revestimento e o metal duro). Numa temperatura de 900 a 1100oC e
60
uma pressão levemente inferior à atmosférica, produz-se uma reação química, na qual
é formado TiC. O vapor condensa sobre as pastilhas, produzindo uma camada de
revestimento que cresce muito lentamente.
6.2.3.5.1. Revestimento com uma camada de carboneto de titânio : TiC
O TiC tem menor coeficiente de atrito que os metais duros convencionais de
WC e TiC – Co.
A redução do atrito e o baixo coeficiente de condutibilidade térmica do
revestimento, produzem temperaturas mais baixas no gume diminuindo a difusão entre
ferramenta e peça. Isto reduz o desgaste por abrasão e difusão.
O TiC é mais duro que o TiN, o que o torna mais resistente ao desgaste por
abrasão. Além disso, do seu uso resultam menores forças de usinagem devido ao
menor atrito e menor aderência.
O coeficiente de dilatação térmica menor o torna vantajoso em operações
com variações de temperatura, como o fresamento.
A espessura das camadas vai de 4 a 8 m.
6.2.3.5.2. Revestimento com uma camada de nitreto de titânio : TiN
O TiN é quimicamente mais estável que o TiC, ou seja, tem menor tendência
à difusão com aços. Isto reduz o desgaste por formação de crateras na superfície de
saída. No entanto, o desgaste do flanco é maior que no TiC, a aderência sobre o
material de base não é muito boa.
A espessura da camada vai de 5 a 7 m e tem a cor dourada.
6.2.3.5.3. Revestimento com uma camada de óxido de alumínio : -Al2O3
O uso deste revestimento resulta em uma elevada dureza a quente e numa
resistência à oxidação a altas temperaturas e ataques químicos. Isto proporciona uma
elevada resistência ao desgaste de cratera.
O óxido de alumínio é o mais frágil de todos os materiais duros (pequena
resistência a choques e a oscilações de temperatura), e apresenta pouca aderência
sobre bases de metal duro.
6.2.3.6. Metais duros com múltiplas camadas de revestimento
Apresentam menor tendência ao lascamento do revestimento que os de
camada única.
61
6.2.3.6.1. Revestimentos de carbonitreto de titânio : TiC-Ti (C,N)-TiN
Combinam a resistência ao desgaste do flanco do TiC com a resistência ao
desgaste de cratera e desgaste por oxidação do TiN.
Sobre o material de base aplica-se uma camada de TiC puro, que assegura
uma boa aderência. Aplica-se em seguida uma camada de TiN, gerando-se uma
passagem progressiva do TiC para o TiN.
Como o TiN é menos frágil e apresenta menores coeficientes de atrito que o
TiC, ocorrem menores forças de usinagem e há condições de utilização em cortes
interrompidos, como o fresamento. Aplica-se para usinagem de aço, aço fundido, FoFo
cinzento, FoFo maleável e semelhantes, materiais duros com alta velocidade de corte.
Não são adequados para a usinagem de materiais que tenham afinidade
com o TiC ou o TiN, como ligas de alumínio, magnésio e titânio, materiais com altas
ligas de níquel, aços de nitretação e alguns aços resistentes à corrosão e aos ácidos.
6.2.3.6.2. Revestimentos de TiC-Al2O3
Como a aderência do óxido de alumínio puro numa base de metal duro não
é perfeita, usa-se aqui uma camada intermediária de TiC. Seu campo principal de
aplicação é na usinagem de aço fundido e FoFo.
A vida de ferramenta é aproximadamente seis vezes maior que o metal duro
não revestido na usinagem de FoFo e três vezes maior para o aço.
Na usinagem de peças forjadas e fundidas, tem-se obtido uma vida da
ferramenta 120 a 140% maior.
6.2.4. Cerâmicas de corte
Muito importantes nos últimos anos na usinagem em alta velocidade de aço
e FoFo.
A velocidade de corte pode ser de 4 a 5 vezes maior que as ferramentas de
metal duro (menor tempo de usinagem).
A possibilidade de usar pequenos avanços (da ordem de 0,1 mm/rot) e altas
velocidades de corte (da ordem de 1000 m/min) permite excelente acabamento
(semelhante à retificação).
Durante muitos anos não obtiveram sucesso comercial por exigirem
máquinas-ferramenta de alta velocidade de corte, grande potência e extrema rigidez.
A alta velocidade de corte implica num fluxo intenso de cavacos tornando
necessária sua eficiente remoção e proteção do operador.
62
6.2.4.1. Classificação dos materiais cerâmicos de corte
As cerâmicas de corte são classificadas segundo o seu teor de óxidos de
alumínio em cerâmica óxida e cerâmica mista.
6.2.4.1.1. Cerâmica óxida
Materiais com óxido de alumínio superior a 90% o que dá a cor branca.
O componente principal é o coríndon (Al2O3), o qual é uma forma estável
da alumina.
O material de partida é um pó finíssimo (1 a 10 m), sendo que as peças
são obtidas pela prensagem a frio da matéria-prima que pode ser Al2O3 com 99,98% de
pureza, ou então, uma composição de 90 a 99% de coríndon e o restante de óxido de
silício, de Mn, de Cr ou de Ni ou, ainda, outros componentes (hoje se adiciona ZrO2 na
cerâmica pura para obter maior tenacidade). O material prensado ainda apresenta-se
muito poroso, sendo sinterizado a ~1700oC. Durante a sinterização o material contrai
diminuindo a porosidade.
A qualidade de uma ferramenta de cerâmica depende de sua pequena
porosidade associada a pequenos tamanhos de grãos. Isto exige controle rigoroso da
sinterização.
Vantagens das ferramentas de cerâmica oxida:
- Alta dureza a quente (maior que as cerâmicas mistas), que se mantém
até ~1600oC, permitindo altas velocidades de corte (5 a 10 vezes maiores
que as do metal duro comum).
- Elevada estabilidade química do óxido de alumínio, que se mantém até
aproximadamente o seu ponto de fusão (2050oC). Não há pois
fenômenos de oxidação ou difusão como no metal duro.
- Como a cerâmica é isolante térmico, não há risco de desgaste eletro-
químico.
- Alta resistência à compressão.
- Baixo coeficiente de atrito.
- Nenhuma afinidade química com o aço, não se formando gume postiço.
- Excelente acabamento superficial.
- Menor desgaste assegura melhor precisão dimensional.
Problemas na aplicação de ferramentas de cerâmica óxida
Grande fragilidade, o que a torna deficiente na usinagem interrompida, no
emprego em máquinas pouco rígidas, grandes balanços das ferramentas, vibrações.
63
Condutibilidade térmica muito baixa, o que a torna sensível a variações
bruscas de temperatura. Por isso, não se recomenda o uso de fluidos refrigerantes.
Quase todos os materiais podem ser usinados com cerâmica. As poucas
exceções são:
Alumínio, que reage quimicamente com Al2O3.
Ligas de titânio, com alto teor de Ni e materiais resistentes ao calor, pela
tendência a reações químicas.
Magnésio, berílio e zircônio, que são inflamáveis na temperatura de trabalho
da cerâmica
6.2.4.1.2. Cerâmicas mistas
Possuem teor de Al2O3 menor que 90%, com adição de óxidos e carbonetos
metálicos, especialmente o TiC e o WC. Também denominados CERMETS
(cerâmica+metal).
São obtidas por prensagem a quente, o que produz uma estrutura mais
fechada, sendo geralmente de cor preta.
A presença de carbonetos de titânio e outros óxidos inibe o crescimento dos
grãos. Isto dá elevada dureza, maior tenacidade e resistência a impactos, ao desgaste
do gume e à formação de crateras.
São condutores elétricos, tem razoável condutibilidade térmica e são menos
frágeis. São menos sujeitas as trincas térmicas do que as cerâmicas óxidas.
Empregada para desbaste e acabamento de ferro fundido duro, ferro fundido
maleável, esferoidal e cinzento até dureza de 700HB e de aços (aços de cementação,
beneficiamento, aço rápido e aço de alta liga) com dureza até 64 HRC.
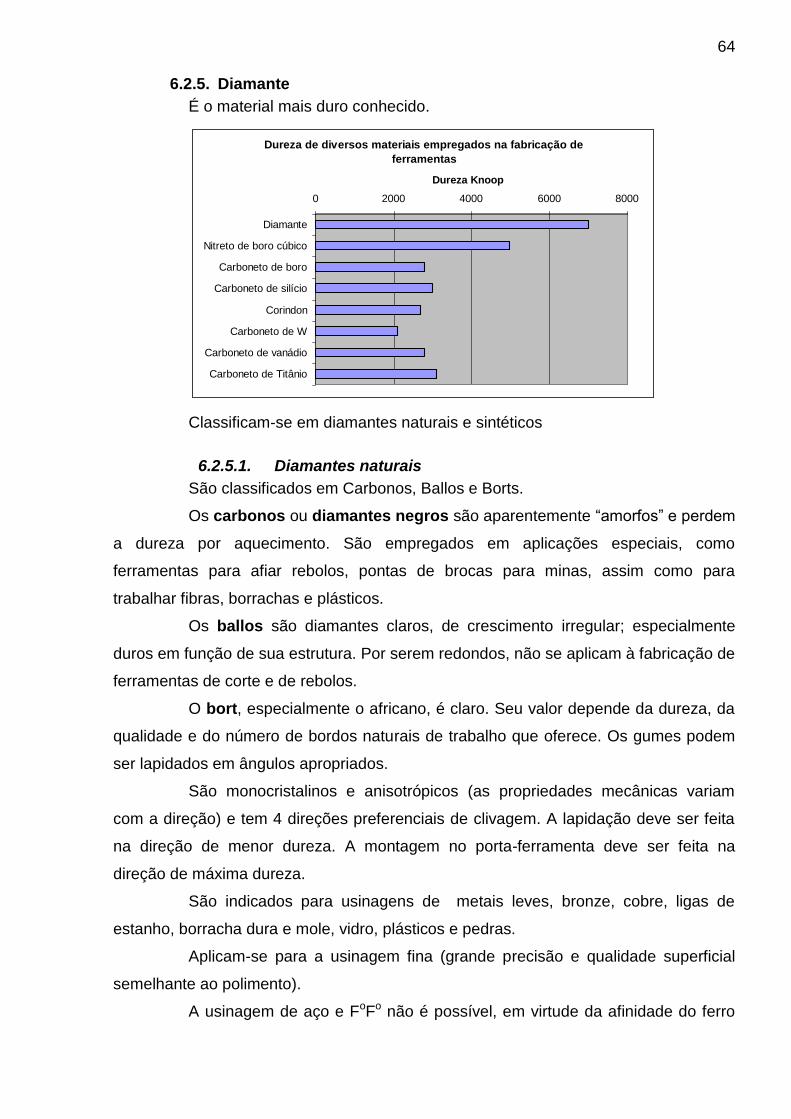
64
6.2.5. Diamante
É o material mais duro conhecido.
Dureza de diversos materiais empregados na fabricação de
ferramentas
0 2000 4000 6000 8000
Diamante
Nitreto de boro cúbico
Carboneto de boro
Carboneto de silício
Corindon
Carboneto de W
Carboneto de vanádio
Carboneto de Titânio
Dureza Knoop
Classificam-se em diamantes naturais e sintéticos
6.2.5.1. Diamantes naturais
São classificados em Carbonos, Ballos e Borts.
Os carbonos ou diamantes negros são aparentemente “amorfos” e perdem
a dureza por aquecimento. São empregados em aplicações especiais, como
ferramentas para afiar rebolos, pontas de brocas para minas, assim como para
trabalhar fibras, borrachas e plásticos.
Os ballos são diamantes claros, de crescimento irregular; especialmente
duros em função de sua estrutura. Por serem redondos, não se aplicam à fabricação de
ferramentas de corte e de rebolos.
O bort, especialmente o africano, é claro. Seu valor depende da dureza, da
qualidade e do número de bordos naturais de trabalho que oferece. Os gumes podem
ser lapidados em ângulos apropriados.
São monocristalinos e anisotrópicos (as propriedades mecânicas variam
com a direção) e tem 4 direções preferenciais de clivagem. A lapidação deve ser feita
na direção de menor dureza. A montagem no porta-ferramenta deve ser feita na
direção de máxima dureza.
São indicados para usinagens de metais leves, bronze, cobre, ligas de
estanho, borracha dura e mole, vidro, plásticos e pedras.
Aplicam-se para a usinagem fina (grande precisão e qualidade superficial
semelhante ao polimento).
A usinagem de aço e FoFo não é possível, em virtude da afinidade do ferro

65
com o carbono. Na zona de contato da peça com a ferramenta o carbono, devido à alta
temperatura, transforma-se em grafite e reage com o ferro. Isto leva a um rápido
desgaste do gume.
A velocidade de corte praticamente não tem limite superior. Velocidades de
2000 m/min foram experimentadas com sucesso.
A velocidade de corte mínima é de 100 m/min, avanços entre 0,02 e 0,06
mm/rot, profundidades de corte entre 0,01 e 0,2 mm (excepcionalmente 1mm).
6.2.5.2. Diamante sintético
Em 1973 foi apresentada uma ferramenta revestida com uma camada de
diamante sintético policristalino.
A matéria-prima é partículas muito finas de diamantes sintéticos, de
granulação muita definida para se obter o máximo de homogeneidade e densidade.
A camada de diamante policristalino é produzida pela sinterização de
partículas de diamante com cobalto num processo de alta pressão (6000 a 7000 Mpa)
e alta temperatura (1400 a 2000o C).
A camada de 0,5mm de espessura, ou é aplicada diretamente sobre a
pastilha de metal duro pré-sinterizado ou então é ligada ao metal duro através de uma
fina camada intermediária de um metal de baixo módulo de elasticidade.
A camada é isotrópica e nunca atinge a dureza do diamante monocristalino
na direção de máxima dureza.
São usados na usinagem de metais leves, latão, cobre, bronze, estanho,
plásticos, asbesto, fibras reforçadas de vidro carbono, carvão grafite, metal duro pré
sinterizado, em operações de acabamento e desbaste.
Especial aplicação na usinagem de ligas alumínio-silício, que são de difícil
usinagem.
6.2.6. Nitreto de boro cúbico cristalino (CBN)
Depois do diamante é o material mais duro que se conhece.
É obtido sinteticamente pela reação de halogenietos de boro com amoníaco.
Como no diamante existe uma forma macia, hexagonal, de estrutura
cristalina igual a da grafite e uma forma dura, cúbica, de estrutura igual a do diamante.
O CBN foi obtido pela primeira vez em 1957, pela transformação do nitreto
de boro de estrutura hexagonal em estrutura cúbica sob pressões de 5000 a 9000 Mpa
e temperaturas de 1500 a 1900oC, na presença de um catalisador, geralmente lítio.
O CBN é quimicamente mais estável que o diamante, especialmente contra
66
a oxidação.
Sob pressão atmosférica o CBN é estável até 2000oC, o diamante grafitiza
ao redor de 900oC.
As pastilhas de CBN são fabricadas da mesma forma que as de diamante
policristalino. Uma camada de 0,5mm de espessura, de partículas de CBN é
sinterizada num processo de alta pressão e altas temperaturas, na presença de uma
fase ligante, sobre uma base de metal duro.
São empregadas na usinagem de aços duros (45 a 65 HRc), mesmo em
condições difíceis, aço rápido, ligas resistentes a altas temperaturas a base de Ni e Co,
revestimentos duros com altas porcentagens de WC ou Cr-Ni.
Velocidades de corte de 50 a 200m/min, avanços de 0,1 a 0,3mm. E
profundidade ap 2,5mm.
Pela sua resistência ao impacto podem ser usados em cortes interrompidos,
abrasivos, peças forjadas e fundidas e peças de FoFo coquilhado, para cortes
interrompidos, desbaste e acabamento, usinagem fina, obtendo rugosidades inferiores
a 1m, dispensando retificação.
67
7.1. DEFINIÇÕES:
Usinabilidade é a propriedade que os materiais têm de se deixarem trabalhar
por ferramentas de corte.
Alguns materiais podem ser trabalhados com grande facilidade enquanto
outros oferecem problemas tais como:
Desgaste rápido ou super aquecimento da ferramenta;
Empastamento ou enganchamento da ferramenta pelo material da peça;
Lascamento do gume de corte;
Mau acabamento superficial da peça usinada;
Necessidade de grandes forças ou potências de corte.
7.2. VARIÁVEIS QUE INFLUENCIAM A USINABILIDADE:
A usinabilidade depende das seguintes variáveis:
7.2.1. Variáveis dependentes da máquina:
Rigidez estática da máquina, do porta-ferramenta e do dispositivo de
sujeição da peça;
Rigidez dinâmica: amortecimento e freqüências próprias de vibração na
faixa de trabalho;
Potência e força de corte disponíveis na ponta da ferramenta;
Gama de velocidades de corte e de avanço.
7.2.2. Variáveis dependentes da ferramenta:
Geometria da ferramenta: ângulos, raio de quina, dimensões, forma do
gume, etc.
Material da ferramenta: composição química, dureza a quente,
tenacidade, tratamento térmico, etc.
Qualidade do gume: grau de afiação, desgaste, trincas, rugosidade da
face e dos flancos, etc.
7.2.3. Variáveis dependentes da peça:
Forma, dimensões, rigidez da peça;
Propriedades, físicas, químicas e mecânicas da peça: dureza, resistência
à tração, composição química, inclusões, afinidade química com o fluido
68
de corte ou com a ferramenta, microestrutura, etc.
Temperatura da peça.
7.2.4. Variáveis dependentes do fluido de corte:
Propriedades refrigerantes;
Propriedades lubrificantes;
Temperatura do fluido;
Forma e intensidade de aplicação.
7.2.5. Variáveis dependentes do processo:
Velocidade de corte;
Dimensões de usinagem: avanço e profundidade;
Modo de atuação da ferramenta sobre a peça: condições de entrada e
saída, corte contínuo ou interrompido, comprimento de contato entre o
gume e a peça, etc.
7.3. CRITÉRIOS PARA AVALIAÇÃO DO GRAU DE USINABILIDADE DE UM MATERIAL
Vida da ferramenta entre duas reafiações sucessivas (expressa de
diversas formas);
Grandeza das forças que atuam sobre a ferramenta e da potência
consumida;
Qualidade do acabamento superficial obtido pela usinagem;
Facilidade de deformação do cavaco.
Destes critérios, apenas os três primeiros podem ser expressos em valores
numéricos, sendo portanto os mais utilizados para a avaliação do grau de
usinabilidade.
Estes fatores definem também, em grande parte, o custo do trabalho de
usinagem realizado na fábrica. Assim:
A vida da ferramenta entre duas afiações sucessivas tem grande influência
no custo da operação. A força e a potência necessárias limitam as dimensões máximas
de corte e, portanto, o volume de material removido por hora-máquina.
Em certas peças, a exigência de um acabamento de alta qualidade pode ser
causa da rejeição, influindo assim no custo da usinagem.
Como os valores obtidos para a vida da ferramenta, força e potência de
corte, e acabamento superficial, na usinagem de um dado material, variam ainda em
função dos fatores dependentes da máquina, da ferramenta, do fluido de corte e do
69
processo, é praticamente impossível de se determinar um “índice de usinabilidade”
como característica clara e definida de um material. Entretanto, os valores dados em
publicações e manuais são de grande valor como uma primeira idéia sobre o
comportamento efetivo do material na usinagem. A significação e a importância desses
valores serão maiores quanto mais exatamente forem indicadas as condições sobre as
quais os ensaios foram realizados.
Em ensaios mais rápidos, onde se deseja reduzir o tempo e o custo dos
ensaios, utilizam-se variáveis de mais fácil mensuração, tais como:
Força axial de avanço da broca, em operações de furação;
Tempo de execução de um furo de dimensões dadas, com um mesmo
esforço axial de avanço da broca;
Temperatura da ferramenta e do cavaco;
Grau de encruamento do cavaco;
7.4. FALHA E DESGASTE DA FERRAMENTA DE CORTE
A falha de uma ferramenta de corte pode ocorrer de três formas distintas:
Lascamento do gume;
Desgaste do flanco (superfície de incidência) formando uma marca de
desgaste;
Desgaste da face (superfície de saída) sob a forma de uma cratera;
7.4.1. Lascamento:
É a quebra de pedaços do gume, produzindo superfícies ásperas e
irregulares devido a sobresolicitações térmicas e/ou mecânicas. A figura H.1 mostra
uma ferramenta de metal duro com o gume todo lascado.
São causas do lascamento:
Ferramenta pouco resistente devido a:
Ângulo de cunha n ou ângulo de quina r muito pequenos;
Mau acabamento do gume;
Pastilha muito dura ou pouco tenaz para o serviço que está sendo
executado;
Sobresolicitações mecânicas devido a:
Cortes interrompidos ou impactos, especialmente na usinagem de
materiais muito tenazes;
Inclusões duras no material da peça. Estas inclusões provocam
70
lascamentos parciais, especialmente nos graus mais duros e resistentes
ao desgaste de metal duro e nas cerâmicas. Os aços rápidos são pouco
sensíveis a este tipo de sobresolicitação;
Dimensões excessivas do cavaco;
Vibrações de qualquer origem, principalmente em ferramentas de metal
duro ou cerâmicas.
Sobresolicitações térmicas, causando um fissuramento do gume devido a
um resfriamento brusco de pastilhas muito quentes, na afiação ou na usinagem.
O problema do lascamento pode ser eliminado na maioria dos casos pela
correção dos defeitos acima. Recomenda-se:
Usar ângulos de incidência adequados;
Empregar ângulos de saída negativos em todos os trabalhos severos com
pastilhas de metal duro ou cerâmicas, especialmente em cortes
interrompidos, usinagem de fundidos com inclusões duras, peças com
cordões de solda, etc;
Emprego de metal duro de grau adequado;
Retificado fino ou polido da face e do flanco da ferramenta. Um
acabamento grosseiro destas superfícies resulta num gume como o
representado na figura 7.2, em que os ressaltos quebram, provocando um
microlascamento que reduz em muito a vida da ferramenta.
Na usinagem com fortes impactos devidos a cortes interrompidos ou com
grandes avanços, ou de materiais com inclusões de alta dureza, tem-se
obtido ótimos resultados com um leve “cegamento” do gume por meio de
uma pedra de afiar (“oilstone”). A pedra, segura num ângulo de 30 a 45o,
é passada no gume até que se forma um pequeno chanfro com largura
igual à aproximadamente 20% do avanço (Figura 7.3).
7.4.2. Marca de desgaste
É a faixa desgastada no flanco da ferramenta (Figuras 7.4 e 7.5), sendo que
a sua largura exprime o grau de desgaste. Esta largura, em geral, não é uniforme, mas
é maior nos extremos da marca e na quina da ferramenta. Um raio de quina adequado
pode diminuir a largura da marca nesta zona.
Uma marca de desgaste irregular é devida normalmente a um
microlascamento do gume.

71
Figura 7.1 – Lascamento do gume por inclusões duras. a) lascado; b) quina desgastada.
Figura 7.2 – Gume irregular e fraco devido à retificação com rebolo de grãos grossos. A vida de
ferramenta é pequena.
Figura 7.3 – Cegamento do gume com pedra de afiar. Recomenda-se:
Para aço rápido - pedra abrasiva de grãos finos de Al2O3. Para metal duro - pedra de diamante, granulação 250 ou pedra de SiC, granulação 80 a 1120.
a
b

72
Figura 7.4 – Pontos de desgaste na face (superfície de saída) e no flanco da ferramenta.
Figura 7.5 – Aspectos de desgaste na ferramenta: 1) face (superfície de saída); 2) flanco (superfície de incidência); B = largura da marca de desgaste.
Figura 7.6 – Desgaste da ferramenta. VB = largura da marca de desgaste; KT = profundidade de cratera; KM = distância da cratera ao gume; D = deslocamento do gume; KL = faixa entre o gume e o início da cratera.

73
7.4.3. Cratera
É a concavidade que se forma na face (superfície de saída) da ferramenta
devido ao atrito da mesma com o cavaco (Figuras 7.4 e 7.5). A cratera é caracterizada
pela sua profundidade KT e pela distância ao meio do gume KM (Figura 7.6).
O colapso da ferramenta pode dar-se pela cratera, pela marca de desgaste
ou pelo efeito combinado.
O desgaste provoca um deslocamento do gume.
7.5. CAUSAS DO DESGASTE DA FERRAMENTA
Os fatores principais de desgaste são:
Deformação plástica
Abrasão
Aderência
Difusão
Oxidação
Correntes elétricas iônicas
7.5.1. Deformação plástica
Ocorre quando a dureza a quente do material da ferramenta não é mais
suficiente para resistir às pressões de usinagem, o que se verifica especialmente com
maiores avanços.
Figura 7.7 - Deformação plástica no gume de uma ferramenta de torneamento de aço rápido.
7.5.2. Abrasão
É o arrancamento de finas partículas de material, em decorrência do
escorregamento sob alta pressão e temperatura entre a peça e a ferramenta.
Aumenta com o número de inclusões e partículas duras no aço (como
carbonetos e óxidos).
74
A presença de Al2O3 no aço é nociva devido a sua elevada dureza e
abrasividade.
A resistência à abrasão depende essencialmente da dureza do material da
ferramenta.
O aumento da vc aumenta a velocidade de desgaste, em virtude
principalmente da redução da resistência ao desgaste da ferramenta causada pelo
aumento da temperatura.
7.5.3. Aderência
A aderência entre o material da peça e as asperezas superficiais da
ferramenta se deve à ação das altas temperaturas e pressões presentes na zona de
corte e o fato de que a superfície inferior do cavaco, recém arrancada, apresenta-se
limpa, sem camadas protetoras de óxidos e, portanto, quimicamente muito ativa.
A prova de que tais aderências se podem formar, é o gume postiço; formado
por partículas que se soldam na face da ferramenta e apresentam um elevado grau de
deformação a frio, isto é, estão encruadas, duras e resistentes.
Elas dificultam o deslizamento do cavaco, aumentando o coeficiente de atrito
na face e provocando um maior recalque do cavaco.
O aumento do atrito provoca um aumento progressivo da força de
deslizamento do cavaco, até que as partículas soldadas são arrancadas.
O arrancamento destas partículas pode-se dar por cisalhamento das
asperezas da ferramenta, por separação na solda ou por cisalhamento dentro das
próprias partículas.
No primeiro caso ocorre maior desgaste na face da ferramenta.
De modo geral, o deslocamento de partículas encruadas e duras separadas
do gume postiço, sob alta pressão, provoca desgaste abrasivo no flanco e na face da
ferramenta.
O gume postiço ocorre em baixas velocidades de corte. O desgaste
aumenta, inicialmente, com a velocidade, pois vão se alcançando temperaturas e
pressões que favorecem a aderência.
Já as velocidades mais elevadas, a temperatura sobe a ponto de amolecer
as partículas aderidas, que recristalizam, enquanto o material da ferramenta, muito
mais resistente ao calor, não é afetado.
Não havendo mais condições de formação do gume postiço, o desgaste da
ferramenta diminui, bem como o recalque do cavaco, pois o mesmo desliza mais
facilmente pela face da ferramenta.
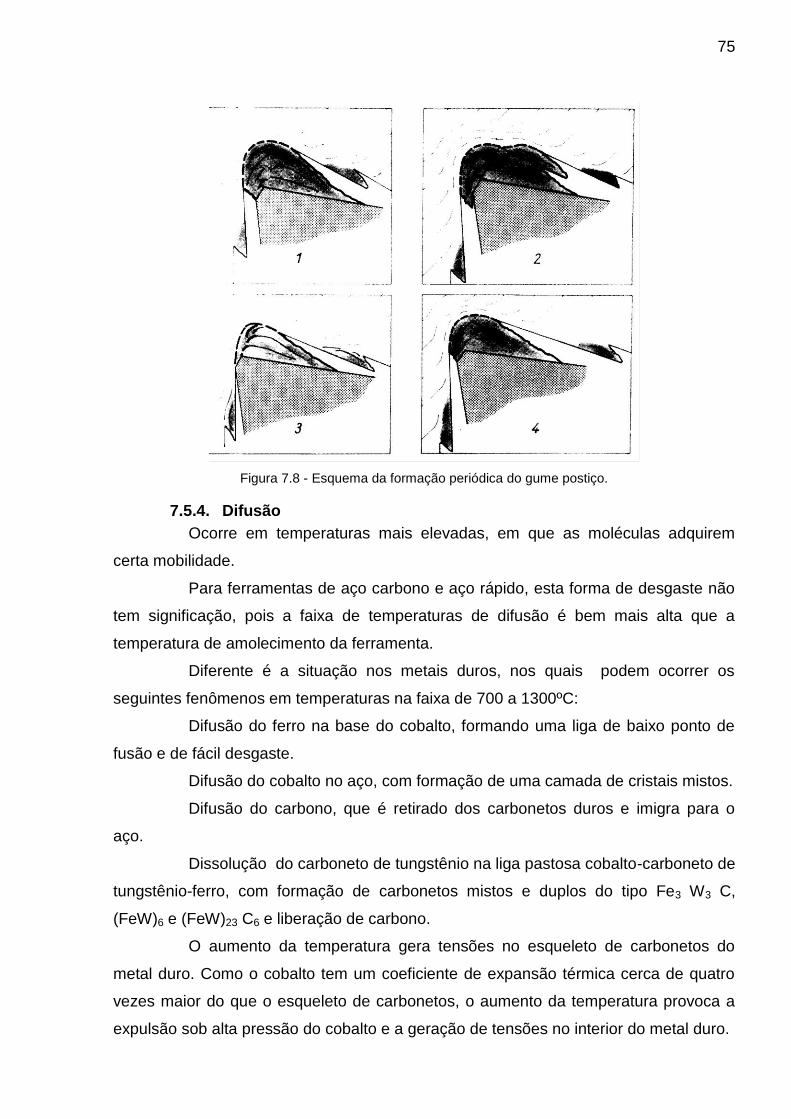
75
Figura 7.8 - Esquema da formação periódica do gume postiço.
7.5.4. Difusão
Ocorre em temperaturas mais elevadas, em que as moléculas adquirem
certa mobilidade.
Para ferramentas de aço carbono e aço rápido, esta forma de desgaste não
tem significação, pois a faixa de temperaturas de difusão é bem mais alta que a
temperatura de amolecimento da ferramenta.
Diferente é a situação nos metais duros, nos quais podem ocorrer os
seguintes fenômenos em temperaturas na faixa de 700 a 1300ºC:
Difusão do ferro na base do cobalto, formando uma liga de baixo ponto de
fusão e de fácil desgaste.
Difusão do cobalto no aço, com formação de uma camada de cristais mistos.
Difusão do carbono, que é retirado dos carbonetos duros e imigra para o
aço.
Dissolução do carboneto de tungstênio na liga pastosa cobalto-carboneto de
tungstênio-ferro, com formação de carbonetos mistos e duplos do tipo Fe3 W3 C,
(FeW)6 e (FeW)23 C6 e liberação de carbono.
O aumento da temperatura gera tensões no esqueleto de carbonetos do
metal duro. Como o cobalto tem um coeficiente de expansão térmica cerca de quatro
vezes maior do que o esqueleto de carbonetos, o aumento da temperatura provoca a
expulsão sob alta pressão do cobalto e a geração de tensões no interior do metal duro.

76
Figura 7.9 - Representação esquemática do desgaste por difusão em ferramentas de metal duro.
7.5.5. Oxidação
A oxidação, como ocorre no aquecimento de peças a altas temperaturas
com a formação de carepas, pode ser causa de desgaste.
A oxidação em baixas temperaturas é normalmente evitada por camadas
protetoras de material oxidado.
Aços-carbono, aços rápidos e Stellites só formam carepas em temperaturas
bem superiores à de amolecimento da ferramenta. Por sua vez, os metais duros já
iniciam a formação de carepas em temperaturas de 700 a 800ºC, ou seja, em
temperaturas usuais de usinagem com este material.
Experiências feitas demonstram, efetivamente, que na usinagem com metal
duro em altas velocidades, o desgaste é menor numa atmosfera neutra do que na
presença do ar.
7.5.6. Correntes elétricas
São produzidas no contato entre peça e ferramenta durante a usinagem.
Estas correntes podem ser explicadas como um fenômeno termoelétrico, gerando-se
pelo aquecimento do ponto de união de um par de materiais distintos (termopar).
Ensaios minuciosos realizados pelo Prof. Opitz e seus assistentes na Escola
Superior Técnica de Aachen, levaram à conclusão que:
Na usinagem, dependendo do par de materiais, a ferramenta constitui
usualmente o pólo negativo.
Em virtude das diferenças de temperatura nos diversos pontos da zona de
corte, ocorrem na própria ferramenta circuitos fechados de corrente, os quais explicam
a magnetização freqüente observada na mesma. A corrente medida no circuito
máquina-peça-ferramenta é, portanto, apenas uma fração da corrente total gerada.
A isolação pura e simples provoca, em alguns casos, uma pequena redução
do desgaste da ferramenta.

77
A aplicação de uma corrente de compensação produz geralmente uma
redução mais notável do desgaste, no flanco da ferramenta.
7.6. CRITÉRIOS PARA DETERMINAÇÃO DO FIM DE VIDA DA FERRAMENTA
À medida que a ferramenta vai se desgastando, observam-se variações
mais ou menos profundas no processo de usinagem. A temperatura se eleva
progressivamente, a força de corte e a potência consumida aumentam, as dimensões
da superfície usinada se alteram e o acabamento superficial piora.
Em condições extremas, ocorre um faiscamento intenso no corte e a
superfície usinada se apresenta áspera.
Com ferramentas de aço rápido, ocorre um sobreaquecimento do gume, que
amolece e fica com aspecto de queimado, ao mesmo tempo em que ocorre,
subitamente, um violento efeito de frenagem da ferramenta sobre a peça, na qual se
forma uma faixa altamente polida pelo atrito. Em ferramentas de metal duro o aumento
das forças de corte, no caso de um desgaste excessivo, provoca o lascamento e
destruição total do gume. A utilização de uma ferramenta até este ponto é de todo
desaconselhável, pois será necessário um longo trabalho de reafiação com a remoção
de uma extensa camada de material de corte, antes que se possa restabelecer um
gume adequado.
A fixação do ponto representativo do fim de vida de uma ferramenta é
fundamental no estudo da usinabilidade. São utilizados na prática e nos ensaios de
laboratório diversos critérios para determinar mais ou menos com exatidão este ponto,
dependendo a escolha, em grande parte, das exigências da usinagem (precisão de
medidas, grau de acabamento) e do material da ferramenta. Pode-se citar:
7.6.1. Falha completa da ferramenta:
Inabilita para o corte, por superaquecimento (queima), lascamento ou
quebra. Na prática não se recomenda ir até este ponto devido ao alto custo de
reafiação ou aquisição da ferramenta.
7.6.2. Falha preliminar da ferramenta:
Acusada pelo aparecimento na superfície usinada ou transitória da peça, de
uma estreita faixa altamente polida, indicando forte atrito de escorregamento com o
flanco da ferramenta. Ocorre faiscamento intenso. Este é um critério freqüentemente
usado no emprego de ferramentas de aço rápido.

78
7.6.3. Largura da marca de desgaste no flanco:
Este é o critério de emprego mais freqüente na indústria para a
determinação do fim de vida da ferramenta de metal duro e cerâmica. As ferramentas
de metal duro perdem a eficiência de corte com 0,8 a 2mm de marca de desgaste.
Ferramentas maiores, mais tenazes e em velocidades de corte mais baixas
admitem maiores marcas de desgaste. Pastilhas mais duras e frágeis, como a
cerâmica, admitem no máximo 0,5m de marca de desgaste.
7.6.4. Vibrações intensas da peça ou da ferramenta, ruídos fortes por vibração da máquina:
Impedem o prosseguimento da usinagem. Podem ter origem no desgaste no
flanco da ferramenta.
7.6.5. Profundidade de cratera KT ou distância KL:
A profundidade KT de cratera pode ameaçar o lascamento da pastilha. A
faixa remanescente KL entre o gume e o início da cratera pode se reduzir até ameaçar
a integridade do gume.
7.6.6. Deficiência de acabamento superficial:
Ocorre freqüentemente de maneira súbita e pronunciada do grau de
acabamento superficial, a qual pode ser tomada como limite de vida da ferramenta.
7.6.7. Formação de rebarbas de usinagem na peça.
7.6.8. Brusca variação na forma dos cavacos.
7.6.9. Alterações de dimensões da peça:
O desgaste provoca um deslocamento do gume, o que por sua vez
determina uma alteração nas dimensões da peça usinada. Um deslocamento de
0,1mm no gume resulta um aumento de 0,2mm no diâmetro da peça.
7.6.10. Força de corte, torque ou potência.
7.6.11. Aumento da força de avanço:
Este critério é usado especialmente em brocas. O aumento da força de
avanço está intimamente ligado ao desgaste do flanco e, portanto, com a marca de
desgaste.
7.6.12. Aumento na temperatura do gume.
79
7.7. MÉTODOS USUAIS NA ESPECIFICAÇÃO DA VIDA DE UMA FERRAMENTA DE CORTE ENTRE DUAS REAFIAÇÕES SUCESSIVAS:
Tempo de máquina (principalmente em máquinas automáticas).
Tempo efetivo de corte (mais usual).
Volume do metal removido.
Número de peças usinadas.
Velocidade de corte equivalente (ou velocidade de Taylor): é a velocidade
de corte que, sob um determinado conjunto de condições de corte,
permite obter um tempo pré-fixado. Exemplo: V60 é a velocidade de corte
para uma vida efetiva de 60 minutos.
80
8.1. OBJETIVOS:
O emprego de meios lubri-refrigerantes (também chamados fluidos de corte,
óleos de corte, meios de lubrificação e arrefecimento, líquidos refrigerantes, etc) tem
por finalidade:
Aumentar a vida da ferramenta
Aumentar a eficiência de remoção de material
Melhorar o acabamento superficial
Reduzir a força e potência de corte.
8.2. FUNÇÕES:
Os meios lubri-refrigerantes têm as seguintes funções básicas:
Refrigeração
Lubrificação
Proteção contra corrosão
Arrastamento dos cavacos
Eliminação do gume postiço
Refrigeração da ferramenta - É especialmente importante em altas
velocidades de corte. Quando se utiliza ao máximo as possibilidades ao máximo as
possibilidades da ferramenta e a temperatura do gume se aproxima do ponto de
amolecimento, pequeno esfriamento pode provocar grande aumento na vida da
ferramenta. Assim, num ensaio sob determinadas condições de corte, o abaixamento
da temperatura para 700ºC para 650ºC provocou um aumento de vida de 4 para 20
minutos e uma nova redução de temperatura para 600ºC elevou a vida da ferramenta
para várias horas. A Tabela 8.1 indica a possibilidade de praticar velocidades de corte
até 40% maiores com o uso de refrigeração intensa, mantida a mesma vida da
ferramenta.
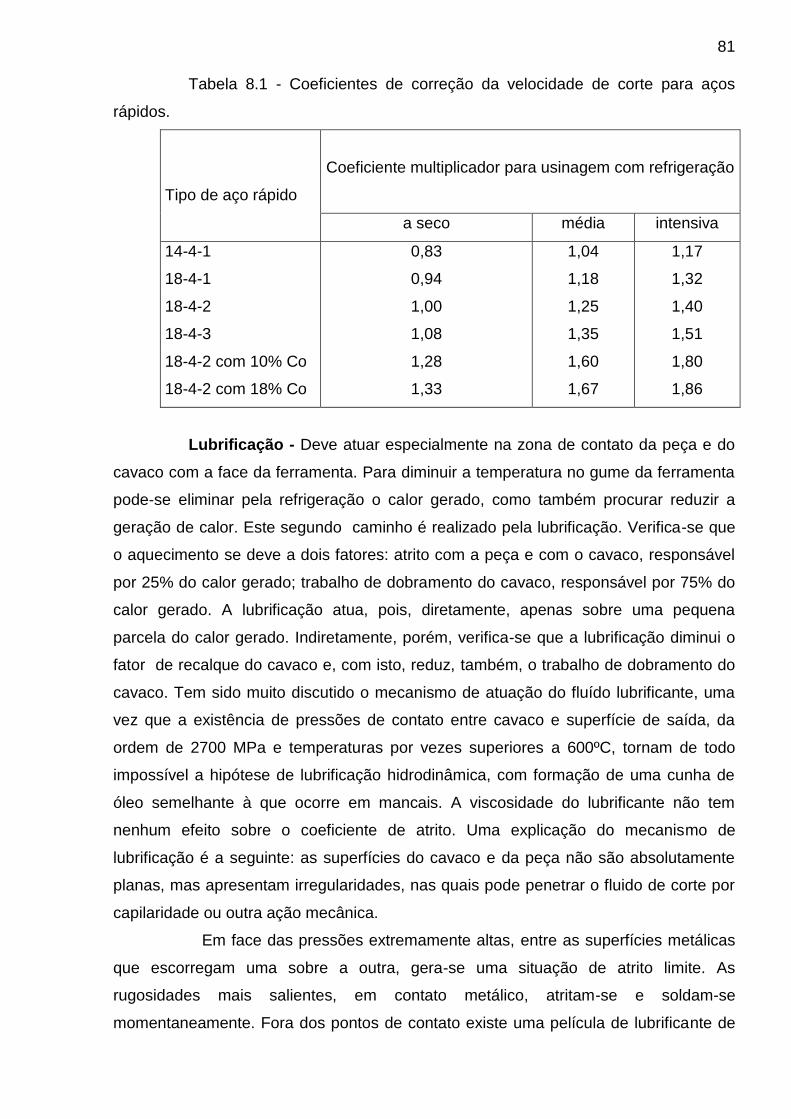
81
Tabela 8.1 - Coeficientes de correção da velocidade de corte para aços
rápidos.
Tipo de aço rápido
Coeficiente multiplicador para usinagem com refrigeração
a seco média intensiva
14-4-1
18-4-1
18-4-2
18-4-3
18-4-2 com 10% Co
18-4-2 com 18% Co
0,83
0,94
1,00
1,08
1,28
1,33
1,04
1,18
1,25
1,35
1,60
1,67
1,17
1,32
1,40
1,51
1,80
1,86
Lubrificação - Deve atuar especialmente na zona de contato da peça e do
cavaco com a face da ferramenta. Para diminuir a temperatura no gume da ferramenta
pode-se eliminar pela refrigeração o calor gerado, como também procurar reduzir a
geração de calor. Este segundo caminho é realizado pela lubrificação. Verifica-se que
o aquecimento se deve a dois fatores: atrito com a peça e com o cavaco, responsável
por 25% do calor gerado; trabalho de dobramento do cavaco, responsável por 75% do
calor gerado. A lubrificação atua, pois, diretamente, apenas sobre uma pequena
parcela do calor gerado. Indiretamente, porém, verifica-se que a lubrificação diminui o
fator de recalque do cavaco e, com isto, reduz, também, o trabalho de dobramento do
cavaco. Tem sido muito discutido o mecanismo de atuação do fluído lubrificante, uma
vez que a existência de pressões de contato entre cavaco e superfície de saída, da
ordem de 2700 MPa e temperaturas por vezes superiores a 600ºC, tornam de todo
impossível a hipótese de lubrificação hidrodinâmica, com formação de uma cunha de
óleo semelhante à que ocorre em mancais. A viscosidade do lubrificante não tem
nenhum efeito sobre o coeficiente de atrito. Uma explicação do mecanismo de
lubrificação é a seguinte: as superfícies do cavaco e da peça não são absolutamente
planas, mas apresentam irregularidades, nas quais pode penetrar o fluido de corte por
capilaridade ou outra ação mecânica.
Em face das pressões extremamente altas, entre as superfícies metálicas
que escorregam uma sobre a outra, gera-se uma situação de atrito limite. As
rugosidades mais salientes, em contato metálico, atritam-se e soldam-se
momentaneamente. Fora dos pontos de contato existe uma película de lubrificante de
82
espessura apenas molecular. Os aditivos existentes no lubrificante formam por
absorção ou por reação química camadas intermediárias, que reduzem o atrito metálico
entre as superfícies não é possível na usinagem.
As películas de adsorção são formadas por aditivos de atuação física (que
tem forte aderência, como os óleos graxos). As películas de adsorção são eficientes
até temperaturas de aproximadamente 150ºC e portanto, muito baixas por uma boa
atuação sob condições pesadas de usinagem.
Aditivos de extrema pressão (EP), de ação química, formam películas
resistentes a pressões e temperaturas mais elevadas. A parte inferior do cavaco, sem
nenhuma exposição anterior ao meio ambiente, apresenta-se quimicamente muito
ativa, o que somado às altas pressões e temperaturas, favorece as reações químicas.
Estas geram películas sólidas, fixas, que impedem as soldagens, resistem às altas
pressões e diminuem a resistência ao cisalhamento das rugosidades das superfícies
em contato. São usados como aditivos compostos de fósforo, cloro e enxofre, bem
como enxofre puro (não combinado). Estes aditivos tornam-se atuantes em
temperaturas na faixa de 200 a 1000ºC. A reação com o Cl forma uma camada de
FeCl2 ou de Fe2Cl6, cuja resistência ao cisalhamento é de apenas 380, respectivamente
155 N/mm2, contra 1330 N/mm2 do aço. Da mesma forma, a presença de enxofre
determina a formação de FeS e FeS2, com uma redução de 60% no atrito e
abaixamento da temperatura na zona de corte. Os componentes ativos adicionados ao
meio lubri-refrigerante devem ser selecionados especificamente de acordo com o tipo
de operação de usinagem.
À medida que aumenta a velocidade de corte, o tempo para a entrada do
fluido entre as superfícies atritantes e para a reação química dos aditivos se torna
insuficiente, perdendo-se progressivamente o efeito lubrificante. Em altas velocidades,
de qualquer forma o efeito refrigerante é mais importante que a lubrificação.
Proteção contra a corrosão - O fluído de corte deve proteger a peça, assim
como a máquina contra a corrosão. Isso obriga, no caso de utilização de água, que tem
excelentes qualidades de refrigeração, ao emprego de óleos com emulsificantes ou de
aditivos anticorrosão.
Arrastamento de cavacos - O fluido de corte, quer por ação mecânica de
arrastamento, quer pelo esfriamento brusco e fragilização do cavaco, quer por
alteração da forma do cavaco, tem uma importante função na eliminação dos cavacos
83
da área de trabalho. Esta ação é especialmente útil na furação profunda, na trepanação
e na furação com brocas canhão, onde se usa fluido injetado sob pressão, através da
ferramenta de corte, para forçar os cavacos para fora do furo.
Eliminação do gume postiço - O gume postiço se forma especialmente em
baixas velocidades de corte, prejudicando seriamente o acabamento superficial. A
lubrificação da face da ferramenta (superfície de saída) por fluidos com aditivos de
extrema pressão (EP) ou por óleos graxos, pode evitar a formação do gume postiço.
Qualidades acessórias – Os meios lubri-refrigerantes devem ter ainda as
seguintes qualidades acessórias:
Resistência a infectação por bactérias e fungos.
Não ter tendência ao envelhecimento (formação de borras, espumas,
oxidação, perda de estabilidade).
Não afetar a saúde, quer pelo contato direto, quer pelos seus vapores e
névoas.
Facilidade de preparação e manutenção.
Não atacar metais, plásticos, tintas, borrachas, elementos de vedação e
outras peças da máquina.
Não atacar ligantes dos rebolos (na retificação).
Boa transparência, para permitir a observação do processo de usinagem.
Baixa inflamabilidade.
Não afetar ou poluir o meio ambiente, nem na utilização nem no descarte.
Não ter cheiro incomodativo.
Poder de remover impurezas.
Boa molhabilidade e resistência a altas pressões.
Boa filtrabilidade.
Não formar espuma.
As qualidades exigidas variam de acordo com a aplicação e, às vezes,
são até extraordinárias. Não existe um fluido de características universais, que atende
a todas as exigências. No desenvolvimento de meios lubri-refrigerantes, a melhoria de
certas qualidades, por exemplo pelo uso de aditivos, induz freqüentemente a piora de
outras. Daí a necessidade do estudo de cada caso por especialistas, para a seleção do
84
tipo de lubri-refrigerante mais adequado.
Do ponto de vista econômico - A análise é em geral bastante complexa,
pois devem ser computados os custos globais de aquisição, estocagem, aplicação,
manutenção e descarte, os quais devem ser balanceados com os benefícios obtidos. O
custo simples do meio lubri-refrigerante tem pouca significação, representando em
geral menos de 1 a 2% do custo da usinagem.
8.3. TIPOS DE MEIOS LUBRI-REFRIGERANTES EMPREGADOS
Os inúmeros tipos de meios lubri-refrigerantes hoje empregados podem
ser classificados como segue:
- Meios lubri-refrigerantes miscíveis com a água:
o Soluções aquosas (representam poucos % do consumo)
o Emulsões (representam 40% do consumo)
- Meios lubri-refrigerantes não miscíveis com a água: (representam, em
conjunto, 60% do consumo)
o óleos minerais puros
o óleos graxos
o óleos mistos
o óleos com aditivos polares
o óleos com aditivos de extrema pressão (ativos e inativos).
- Gases e névoas.
- Sólidos.
8.3.1. Meios lubri-refrigerantes miscíveis com a água
A água é o mais eficiente absorvente e condutor de calor, mas seu uso em
máquinas é limitado porque acelera a corrosão e tem pequeno efeito lubrificante. Em
virtude da baixa viscosidade a água tem ótimas características de arraste de sua vida
limitada, exige despesas mais elevadas de controle, manutenção, manipulação e
descarte. Suas características refrigerantes, em relação aos óleos podem ser
deduzidas dos dados abaixo:
85
Óleo mineral água
Calor específico (J/gK) cerca 1,9 4,2
Condutibilidade térmica (W/mK) cerca 0,13 0,6
Calor de vaporização (J/g) cerca 210 2.260
Para melhorar as qualidades lubrificantes e evitar o efeito corrosivo da água,
usam-se aditivos. Distinguem-se dois tipos de meios lubri-refrigerantes miscíveis com
a água:
8.3.1.1. Soluções aquosas
Decorrem da mistura com água, de um concentrado de produtos orgânicos
ou inorgânicos, solúveis em água. Não contém derivados de petróleo. A adição de sais
alcalinos e soluções de nitrito de sódio (até 5%), boratos, fosfato trisódico,
alcanolamina, trietanolamina, sabão e derivados de ácidos orgânicos são usados para
controlar a corrosão. Tem a vantagem da limpeza, da transparência (facilitando a visão
do processo de usinagem) e do alto poder de refrigeração. São denominados, por
vezes, de “fluidos químicos” ou “fluidos sintéticos”, tendo encontrado aplicação
crescente face a elevação dos preços dos derivados de petróleo.
O pH das soluções é mantido em geral entre 8 e 9,5 para evitar a corrosão.
As soluções distinguem-se das emulsões pelos seguintes aspectos principais:
As soluções são mais resistentes às bactérias e tem, portanto, vida mais
longa;
São menos sensíveis à dureza da água;
A mistura é mais fácil, sendo necessário apenas um pouco de agitação;
São usados em concentrações menores, na faixa de 1:50 a 1:100;
Tem mostrado bons resultados na retificação, mas são utilizáveis, com
formulação adequada, em todas as operações de usinagem em que usa emulsões;
Repelem óleos infiltrados provenientes de sistemas hidráulicos e de
lubrificação;
Tem lubricidade muito limitada. Podem lavar películas lubrificantes
aderentes a guias, causando emperramentos;
Alta detergência pode irritar a pele de operadores sensíveis;
Podem atacar vernizes e vedantes e formar gomas aderentes, se
penetrarem em sistemas de lubrificação ou acionamentos hidráulicos;
Tendência a formar espumas (pode ser corrigida por formulação adequada);
Alguns problemas de descarte, pela dificuldade de remover os produtos
86
químicos da fase líquida;
Problemas decorrentes em torno da controvérsia sobre as nitrosaminas.
(Sob certas condições de pH e de temperatura, as misturas de alcanolaminas com
nitritos, podem formar nitrosaminas, as quais injetadas em animais tem mostrado
efeitos cancerígenos).
As soluções podem ser aditivadas com agentes “molhantes”, que permitem
que as guias, torres e outras partes móveis da máquina funcionem sem problemas. Em
operações difíceis, pode-se usar aditivos de extrema pressão (EP), que contém
enxofre, cloro ou fósforo. Estas soluções são usadas na faixa de concentração de 1:5 a
1:30.
Para obter qualidades lubrificantes, usa-se às vezes adicionar uma pequena
quantidade de óleo mineral mais aditivos para reforçar as qualidades lubrificantes.
Fala-se então em “fluidos semiquímicos” ou “fluidos semi-sintéticos”.
8.3.1.2. Emulsões
Consistem da mistura de óleo com água, com a adição de um agente
emulsificador, que faz com que o óleo fique distribuído, de modo uniforme e estável, na
água, sob a forma de finas gotículas. São utilizadas, usualmente, quando a ocorrência
de altas temperaturas de usinagem constitui um problema. São mais conhecidas pela
denominação errônea de “óleos solúveis”. Em sua forma original, estes produtos são
compostos líquidos ou pastosos de sabões e óleos, os quais misturados com uma larga
proporção (1:10 a 1:50) de água, formam um fluido de corte leitoso ou translúcido.
Com emulsificadores se usam sabões, sulfatos e sulfonatos.
Sabões
Como emulsificadores clássicos são conhecidos os sais de sódio e sais
amínicos de ácidos graxos de cadeia longa (ácidos esteáricos e oléicos), mas também
sabões naftênicos. Os sabões alcalinos têm a desvantagem de que só atingem plena
efetividade com alcalinidades muito altas (pH em volta de 10). Sabões amínicos ainda
são efetivos com pH igual a 8. Ambos tem a desvantagem de formarem com íons de
Ca e de Hg sabões insolúveis na água, que se separam. Sabões naftênicos têm a
vantagem de sua relativa insensibilidade eletrolítica, mas pode ter a desvantagem da
maior formação de espuma.
Sulfatos
Entre eles conhece-se óleos graxos sulfatados e álcoois graxos.
Sulfonatos
Entre os quais se distinguem os sulfonatos alifáticos e sulfonatos
87
aromáticos. Além de suas propriedades emulsificantes, representam um papel
importante nos fluidos de corte de metais, pela sua boa proteção contra a corrosão.
São usados, ainda, como agentes emulsificantes, produtos etoxilados, como
fenóis alquílicos, éteres de sorbita, álcoois graxos e amidos de ácidos graxos.
O óleo a ser emulsificado pode ser um óleo derivado de petróleo, um óleo
graxo ou qualquer combinação destes e outros óleos de corte. Usualmente, além do
sabão e do óleo, entra, ainda na composição um solvente mútuo, tal como um álcool ou
um glicol. O efeito principal dos óleos solúveis é o de refrigeração.
O fabricante do produto pode variar a formulação, de modo a levar em conta
as condições químicas e biológicas de água. Na hora de preparação da emulsão deve-
se ter presente este fato, pois um óleo feito para água dura pode espumar
excessivamente em água mole, enquanto que o produto feito para água mole
provavelmente se separa na água dura.
Com o uso, a concentração de óleo na emulsão irá se reduzindo
gradualmente, porque mais óleo do que água adere aos cavacos e às peças acabadas.
Há pois necessidade de adicionar, periodicamente, óleo, para manter a efetividade da
emulsão.
Micro-organismos na água encurtam a vida útil das emulsões de óleo. Três
tipos de micro-organismos são freqüentemente encontrados nas emulsões: bactérias,
algas e fungos. Podem ser combatidos com bactericidas e fungicidas, em quantidades
restritas pois os mesmos têm limitada solubilidade na água.
As emulsões também podem ser formuladas com aditivos de extrema
pressão, contendo enxofre, cloro, fósforo e óleos graxos, para oferecer condições de
lubrificação e operações de usinagem mais difícil. Estas emulsões são usadas em
concentrações maiores, na faixa de 1:5 a 1:20. Em algumas operações de usinagem
como brochamento e fresamento por geração de engrenagens, as emulsões EP têm
substituído os meios lubri-refrigerantes não miscíveis em água.
O custo inicial das soluções e emulsões é baixo, porém em virtude de sua
vida limitada, exigem despesas mais elevadas de controle, manutenção, manipulação e
descarte.
8.3.2. Meios lubri-refrigerantes não miscíveis com água
Os meios lubri-refrigerantes não miscíveis com a água são constituídos
pelos óleos graxos e óleos minerais, que podem ser usados puros, misturados ou com
aditivos polares e/ou aditivos químicos ativos e inativos. São usados em geral, em
88
processos de usinagem de baixa velocidade ou com metais de difícil usinabilidade.
Custo elevado, perigos decorrentes de névoas e incêndio, bem como efeitos nocivos à
saúde limitam sua utilização.
8.3.2.1. Óleos graxos
As moléculas dos óleos graxos são formadas por longas cadeias e átomos
de carbono, cujos extremos polarizados aderem fortemente às superfícies, formando
uma película lubrificante que reduz o atrito e o desgaste. Isto confere aos óleos graxos
excelentes qualidades de lubrificação, mesmo em situações de extrema pressão. Tem,
entretanto, o inconveniente de rancificarem com o tempo, apresentando, então um odor
desagradável. São usados tanto óleos de origem animal como vegetal, tais como óleo
de baleia, sebo, banha, óleo de algodão, de colza, de amendoim, de mamona, de soja,
de girassol, de palma, etc.
8.3.2.2. Óleos minerais puros
São utilizados para certas operações leves em máquinas automáticas, para
a usinagem de aço, latão, alumínio, magnésio e metais antifricção. Sua principal
vantagem é a lubrificação simultânea de guias e partes móveis da máquina, assim com
a proteção contra a corrosão. Do ponto de vista da refrigeração as qualidades são
muito inferiores às da água e as qualidades de lubrificação, nas condições extremas de
pressão e temperaturas que ocorrem entre cavaco e ferramenta, também são muito
limitadas. Os óleos minerais puros não são corrosivos e, mantidos limpos, podem ser
usados por longo tempo.
8.3.2.3. Óleos mistos
São óleos formulados pela mistura de óleos minerais com óleos graxos de
origem animal ou vegetal. Estes aditivos, pelas suas características polares, aumentam
a “molhabilidade” e a aderência do meio lubri-refrigerante, reduzindo o atrito entre a
face da ferramenta e o cavaco. Óleos minerais naftênicos ou misturas de parafínicos-
naftênicos, pela sua maior compatibilidade com os aditivos, são os mais empregados.
Os óleos mistos apresentam boa parte das vantagens de lubrificação sob extrema-
pressão dos óleos graxos. Quando a temperatura ultrapassa 150ºC a película
lubrificante perde sua efetividade. Por isto são empregados em processos difíceis de
usinagem, de baixa velocidade, onde ocorre pouca elevação de temperatura e se exige
bom acabamento superficial, como em máquinas de roscar, na usinagem de aço doce,
latão, bronze, cobre ou alumínio. Os óleos mistos não mancham os metais, tem
89
tendência a formar gomas. Modernos aditivos polares foram aperfeiçoados para evitar
estes inconvenientes, inclusive pelo uso crescente de substâncias sintéticas, como
éster de ácido carbônico.
8.3.2.4. Óleos com aditivos de extrema-pressão (EP)
Em aplicações em que as condições de usinagem são particularmente
difíceis e as forças de corte elevadas, usam-se óleos minerais ou óleos graxos com
aditivos EP. Estes são compostos de enxofre, cloro ou fósforo, que reagem em altas
temperaturas (200ºC a 1000ºC), formando na zona de corte sulfetos, cloretos ou
fosfetos, constituindo uma película anti-solda na face da ferramenta e assim,
minimizando a formação do gume postiço. Se a quantidade de aditivo for pequena e
fortemente ligada quimicamente, os óleos não mancham os metais e são denominados
de óleos inativos. Se houver enxofre livre ou cloro e fósforo em forma ativa, formam-se
películas EP estáveis e resistentes, especialmente úteis em aplicações de alta
temperatura e alta pressão. Estes óleos EP ativos mancham alguns metais.
8.3.2.4.1. Óleos sulfurados
Aditivos na base de enxofre formam camadas sulfetos metálicos que agem
como lubrificantes sólidos até temperaturas de 700ºC. Aços doces exigem usualmente
um teor mais elevado de enxofre. Aços duros precisam menos enxofre. Operações
difíceis, como brochar e roscar são feitas com óleo de alto teor de enxofre. Óleos com
baixo teor (menos de 2%) de enxofre são usados para furar, alargar, tornear e fresar.
Latão e outras ligas metálicas são enegrecidos por óleos de alto teor de enxofre.
8.3.2.4.2. Óleos clorados
Produzem um filme de cloreto de baixa resistência ao cisalhamento, que
reduz o atrito até temperaturas de cerca de 400ºC. Acima desta temperatura o filme se
decompõe. São usados especialmente no brochamento.
8.3.2.4.3. Óleos fosforados
Provocam a redução do atrito, do fator de recalque e do desgaste da
ferramenta. Seus efeitos em gral são menos dramáticos que os do enxofre e do cloro.
8.3.2.4.4. Óleos sulfo-clorados
Tanto de origem mineral como óleos graxos, oferecem características de EP
e anti-soldagem, efetivos sobre uma larga faixa de temperaturas de corte.
90
8.3.3. Gases refrigerantes
Têm sido ensaiados em operações de corte. Tem-se obtido alguns
resultados promissores com emprego de uma névoa de óleo com ar comprimido de
600 kPa (6kg/cm2) de pressão.
8.3.4. Bissulfeto de molibdênio (Molikote)
Pelas suas características de lubrificante em condições de extrema pressão,
tem dado excelentes resultados. Basta muitas vezes uma leve pintura da superfície de
saída da ferramenta com pasta de MoS2.
8.4. SELEÇÃO DOS MEIOS LUBRI-REFRIGERANTES PARA A USINAGEM DE METAIS
A seleção do meio lubri-refrigerante depende dos objetivos que se quer
alcançar: aumento da produção, vida mais longa da ferramenta, arraste de cavacos,
melhor acabamento superficial, etc. Não é tarefa fácil, pois deverão ser observadas
todas as condições gerais do processo de fabricação envolvendo:
Processo de usinagem, variáveis de usinagem, material da peça e da
ferramenta;
Qualidade da usinagem, precisão de forma e de medidas, acabamento
superficial;
Máquinas-ferramentas usadas: simples, múltipla usinagem; produção
individual, em série, em massa;
Armazenagem, limpeza, tratamentos posteriores das peças;
Sistemas de recirculação dos meios lubri-refrigerantes: sistemas
individuais, múltiplos, centralizados; tipo, tamanho e componentes do
sistema de recirculação; adução dos meios lubri-refrigerantes à zona de
corte;
Análise econômica: custos de preparação, manipulação, controle,
transporte, manejo, armazenagem; benefícios obtidos;
Segurança: efeitos sobre a saúde, névoas de óleo, risco de incêndios,
descarte;
Condições de fornecimento: apoio técnico do fornecedor, garantias de
fornecimento, etc.

91
8.4.1. Seleção do fluido lubri-refrigerante em função do processo de usinagem
Como regra, em processos de usinagem difícil usam-se baixas velocidades
de corte, recomendando-se o uso de fluidos que tenham boas características de
lubrificação. Ao contrário, em processos de usinagem fácil, usa-se altas velocidades de
corte e o fluido deve ter, preponderantemente, qualidades refrigerantes. O quadro a
seguir dá uma classificação orientativa dos vários processos de usinagem.
Para aços pode-se estabelecer as seguintes regras orientativas:
- Para processos de usinagem difícil usam-se óleos com aditivos EP.
Para processos de usinagem fácil usam-se emulsões ou soluções.
A Tabela 8.2 dá uma orientação sobre os fluidos de corte recomendados em
distintas operações de corte e diferentes materiais.
Processo de usinagem
Velocidade Dificuldade
de corte de usinagem
Alta Baixa
Fazer roscas
Escanhoar engrenagens
Geração por plainamento
Furação profunda
Cortar com bedame
Trabalhos em tornos automáticos
Furar
Geração por fresamento
Fresar
Serrar
Baixa Alta
Tabela 8.2 - Seleção do fluido de corte para a usinagem.
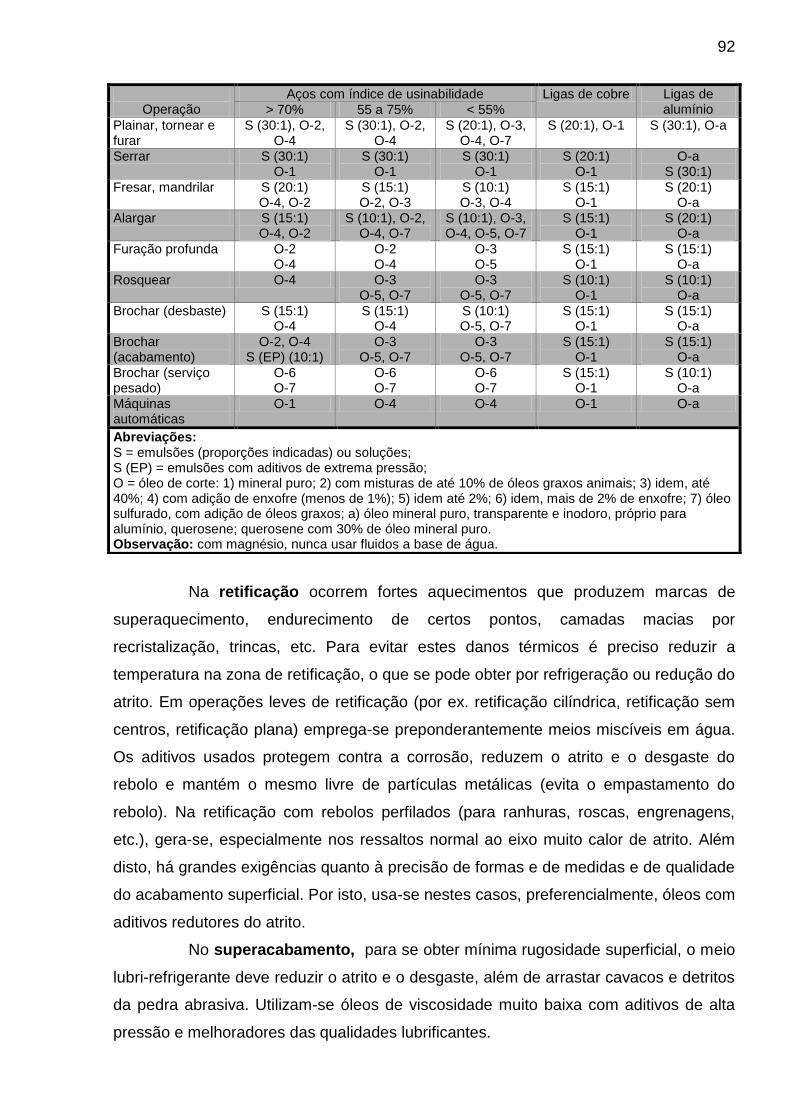
92
Na retificação ocorrem fortes aquecimentos que produzem marcas de
superaquecimento, endurecimento de certos pontos, camadas macias por
recristalização, trincas, etc. Para evitar estes danos térmicos é preciso reduzir a
temperatura na zona de retificação, o que se pode obter por refrigeração ou redução do
atrito. Em operações leves de retificação (por ex. retificação cilíndrica, retificação sem
centros, retificação plana) emprega-se preponderantemente meios miscíveis em água.
Os aditivos usados protegem contra a corrosão, reduzem o atrito e o desgaste do
rebolo e mantém o mesmo livre de partículas metálicas (evita o empastamento do
rebolo). Na retificação com rebolos perfilados (para ranhuras, roscas, engrenagens,
etc.), gera-se, especialmente nos ressaltos normal ao eixo muito calor de atrito. Além
disto, há grandes exigências quanto à precisão de formas e de medidas e de qualidade
do acabamento superficial. Por isto, usa-se nestes casos, preferencialmente, óleos com
aditivos redutores do atrito.
No superacabamento, para se obter mínima rugosidade superficial, o meio
lubri-refrigerante deve reduzir o atrito e o desgaste, além de arrastar cavacos e detritos
da pedra abrasiva. Utilizam-se óleos de viscosidade muito baixa com aditivos de alta
pressão e melhoradores das qualidades lubrificantes.
Operação
Aços com índice de usinabilidade Ligas de cobre Ligas de alumínio > 70% 55 a 75% < 55%
Plainar, tornear e furar
S (30:1), O-2, O-4
S (30:1), O-2, O-4
S (20:1), O-3, O-4, O-7
S (20:1), O-1 S (30:1), O-a
Serrar S (30:1) O-1
S (30:1) O-1
S (30:1) O-1
S (20:1) O-1
O-a S (30:1)
Fresar, mandrilar S (20:1) O-4, O-2
S (15:1) O-2, O-3
S (10:1) O-3, O-4
S (15:1) O-1
S (20:1) O-a
Alargar S (15:1) O-4, O-2
S (10:1), O-2, O-4, O-7
S (10:1), O-3, O-4, O-5, O-7
S (15:1) O-1
S (20:1) O-a
Furação profunda O-2 O-4
O-2 O-4
O-3 O-5
S (15:1) O-1
S (15:1) O-a
Rosquear O-4 O-3 O-5, O-7
O-3 O-5, O-7
S (10:1) O-1
S (10:1) O-a
Brochar (desbaste) S (15:1) O-4
S (15:1) O-4
S (10:1) O-5, O-7
S (15:1) O-1
S (15:1) O-a
Brochar (acabamento)
O-2, O-4 S (EP) (10:1)
O-3 O-5, O-7
O-3 O-5, O-7
S (15:1) O-1
S (15:1) O-a
Brochar (serviço pesado)
O-6 O-7
O-6 O-7
O-6 O-7
S (15:1) O-1
S (10:1) O-a
Máquinas automáticas
O-1 O-4 O-4 O-1 O-a
Abreviações: S = emulsões (proporções indicadas) ou soluções; S (EP) = emulsões com aditivos de extrema pressão; O = óleo de corte: 1) mineral puro; 2) com misturas de até 10% de óleos graxos animais; 3) idem, até 40%; 4) com adição de enxofre (menos de 1%); 5) idem até 2%; 6) idem, mais de 2% de enxofre; 7) óleo sulfurado, com adição de óleos graxos; a) óleo mineral puro, transparente e inodoro, próprio para alumínio, querosene; querosene com 30% de óleo mineral puro. Observação: com magnésio, nunca usar fluidos a base de água.

93
8.4.2. Seleção do fluido lubri-refrigerante em função do material da peça
8.4.2.1. Ligas de magnésio
Quase todas as ligas de magnésio são de corte fácil e permitem altas
velocidades de corte, com bom acabamento. O magnésio oxida facilmente,
decompondo a água e gerando calor e hidrogênio. Isto leva facilmente à auto-ignição.
Por isto o magnésio só pode ser usinado a seco ou com óleos de baixa viscosidade.
Nunca se deve usar água, emulsões ou soluções aquosas.
8.4.2.2. Ferro fundido
O ferro fundido cinza e o maleável de cavaco curto são usinados geralmente
a seco. O grafite dos cavacos de ferro fundido, na presença de óleos de corte e de
emulsões, induz a formação de massas que entopem os filtros e podem emperrar as
ferramentas (p.ex. brocas). No alargamento manual de furos o emprego de grafite
misturado com sebo, dá excelentes resultados. Com ferro fundido esferoidal
empregam-se emulsões com sucesso.
8.4.2.3. Ligas de alumínio
São em geral de fácil usinagem, permitindo o emprego de altas velocidades
de corte. O calor gerado, em virtude da boa condutibilidade térmica do alumínio, escoa
rapidamente. No caso de alumínio puro ou com percentagens muito baixas de liga,
ocorre forte tendência à formação de gumes postiços. Altas percentagens de silício
provocam forte desgaste abrasivo das ferramentas. Freqüentemente se usina alumínio
a seco. No corte refrigerado usam-se de preferência emulsões e, algumas vezes, óleos
de baixa viscosidade. Para operações difíceis usa-se óleos com aditivos EP, os quais
devem ter uma formulação que impeça a formação de manchas negras nas peças. Em
ligas de alumínio com alto teor de zinco não se deve usar soluções aquosas, pois estas
reagem com o zinco formando hidrogênio e amoníaco, com sério risco de incêndios e
explosões.
8.4.2.4. Ligas de cobre
Têm usinabilidade muito variável. O cobre puro, por exemplo, forma cavacos
longos, com elevado fator de recalque e péssimo acabamento. Latão, bronze e metais
de maior dureza são fáceis de usinar, em geral a seco ou usando emulsões. Para ligas
de cavaco longo usam-se óleos de baixa viscosidade com aditivos que melhoram o
efeito lubrificante. Cobre puro exige óleos mais viscosos. Aditivos EP com enxofre livre
produzem manchas nas peças.
94
8.4.2.5. Aços
Para aços de usinabilidade normal (aços de cementação, de beneficiamento
e de construção) recomenda-se o uso de emulsões e soluções. Para aços de
usinabilidade difícil (aços de cementação e beneficiamento de alta liga, aços Cr de alta
liga, aços CrNi, Inox, aço fundido) recomenda-se emulsões EP e óleos altamente
aditivados. Para aços de dificílima usinagem (aço manganês, MnSi, CrMo, aços silício)
é necessário a emprego de óleos EP.
8.4.3. Seleção do fluido lubri-refrigerante em função do material da ferramenta.
8.4.3.1. Aço rápido
Permite o uso de qualquer meio lubri-refrigerante.
8.4.3.2. Metal duro
Também não oferece problema para a maioria dos meios lubri-refrigerantes
bem formulados, o problema é a sensibilidade aos choques térmicos. Para minimiza-los
recomenda-se:
Ligar o fluxo refrigerante antes de iniciar a operação de corte;
Manter o fluxo refrigerante durante um pequeno espaço de tempo depois
de concluído o corte;
Usar óleos de baixas propriedades de transferência de calor quando não
há garantia de fluxo constante de refrigerante.
8.4.3.3. Cerâmica
É usualmente empregada a seco.
8.4.3.4. Diamante
É refrigerado usualmente por soluções aquosas.
8.4.4. Seleção do meio lubri-refrigerante em função do tipo de máquina
Muitas máquinas para processos de usinagem específicos, usando
ferramentas caras e com exigências de alto grau de acabamento das peças,
necessitam meios lubri-refrigerantes especiais, em geral óleos com aditivos EP. Inclui-
se nesta lista brochadeiras, rosqueadeiras, geradores de engrenagens,
superacabadoras, etc.
Centros de usinagem, que realizam uma grande variedade de processos de
usinagem, usando ferramentas de diversos tipos e materiais, com distintas velocidades
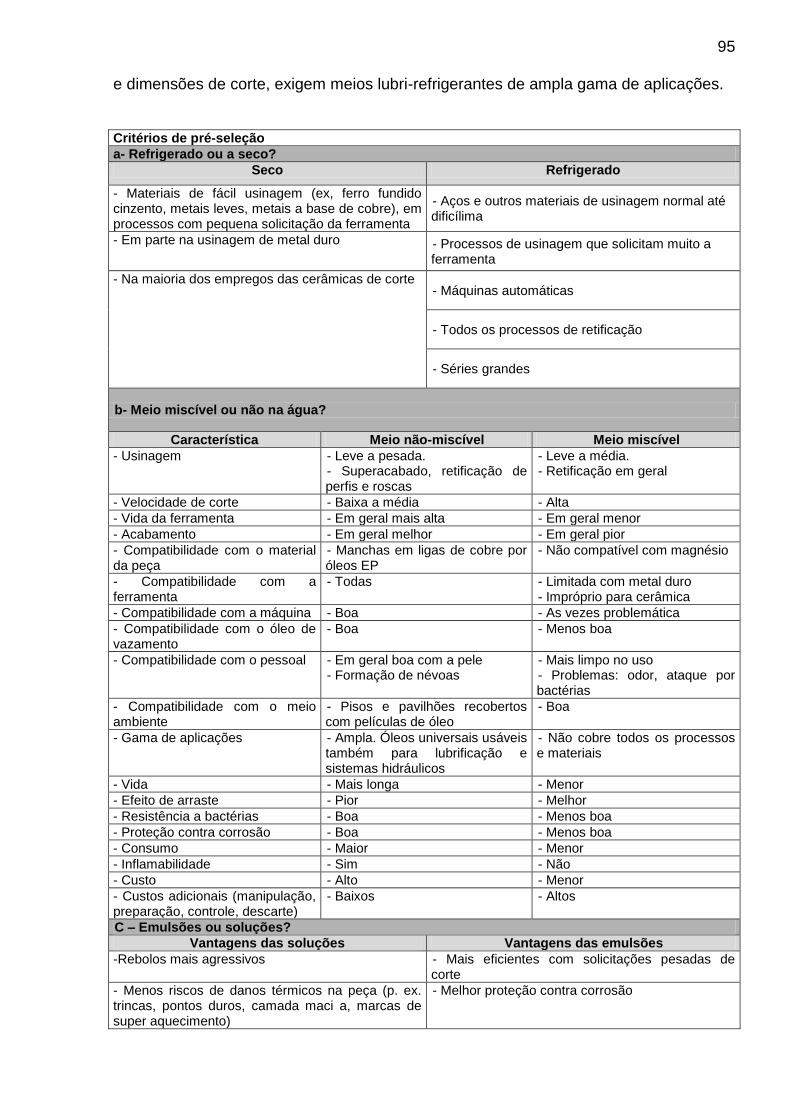
95
e dimensões de corte, exigem meios lubri-refrigerantes de ampla gama de aplicações.
Critérios de pré-seleção
a- Refrigerado ou a seco?
Seco Refrigerado
- Materiais de fácil usinagem (ex, ferro fundido cinzento, metais leves, metais a base de cobre), em processos com pequena solicitação da ferramenta
- Aços e outros materiais de usinagem normal até dificílima
- Em parte na usinagem de metal duro - Processos de usinagem que solicitam muito a ferramenta
- Na maioria dos empregos das cerâmicas de corte - Máquinas automáticas
- Todos os processos de retificação
- Séries grandes
b- Meio miscível ou não na água?
Característica Meio não-miscível Meio miscível
- Usinagem
- Leve a pesada. - Superacabado, retificação de perfis e roscas
- Leve a média. - Retificação em geral
- Velocidade de corte - Baixa a média - Alta
- Vida da ferramenta - Em geral mais alta - Em geral menor
- Acabamento - Em geral melhor - Em geral pior
- Compatibilidade com o material da peça
- Manchas em ligas de cobre por óleos EP
- Não compatível com magnésio
- Compatibilidade com a ferramenta
- Todas - Limitada com metal duro - Impróprio para cerâmica
- Compatibilidade com a máquina - Boa - As vezes problemática
- Compatibilidade com o óleo de vazamento
- Boa - Menos boa
- Compatibilidade com o pessoal - Em geral boa com a pele - Formação de névoas
- Mais limpo no uso - Problemas: odor, ataque por bactérias
- Compatibilidade com o meio ambiente
- Pisos e pavilhões recobertos com películas de óleo
- Boa
- Gama de aplicações - Ampla. Óleos universais usáveis também para lubrificação e sistemas hidráulicos
- Não cobre todos os processos e materiais
- Vida - Mais longa - Menor
- Efeito de arraste - Pior - Melhor
- Resistência a bactérias - Boa - Menos boa
- Proteção contra corrosão - Boa - Menos boa
- Consumo - Maior - Menor
- Inflamabilidade - Sim - Não
- Custo - Alto - Menor
- Custos adicionais (manipulação, preparação, controle, descarte)
- Baixos - Altos
C – Emulsões ou soluções?
Vantagens das soluções Vantagens das emulsões
-Rebolos mais agressivos - Mais eficientes com solicitações pesadas de corte
- Menos riscos de danos térmicos na peça (p. ex. trincas, pontos duros, camada maci a, marcas de super aquecimento)
- Melhor proteção contra corrosão
96
- Manutenção mais simples - Melhor compatibilidade com tintas e vernizes
- Vida mais longa em uso - Menos agressivos à pele dos operadores
- Melhor separação de óleos de vazamentos - Menos tendência de “lavar” o filme de lubrificante de guias, mancais e outras partes móveis da máquina
- Melhor resistência a bactérias
- Menor consumo de concentrado
- Transparência permite melhor observação do processo de usinagem
- Melhor estabilidade de mistura
- Preparação mais fácil
- Biodegradação mais fácil do descarte
8.5. FORMA DE APLICAÇÃO DOS MEIOS LUBRI-REFRIGERANTES
Os principais aspectos a serem considerados para uma eficiente utilização
de meios lubri-refrigerantes dizem respeito a sua forma de aplicação, quais sejam:
volume;
pressão;
velocidade dos jatos;
ângulo de impacto;
forma e número de bocais.
Em geral basta uma adução abundante, sob mínima pressão, dirigida
adequadamente para a região de corte. É importante que o meio lubri-refrigerante seja
aplicado antes e não depois do início do processo de usinagem. Não deve haver,
também, uma interrupção na adução, por qualquer que seja o motivo.
Na retificação
A vazão recomendada em máquinas modernas é de 3 a 4,5 l/min por
milímetro de largura do rebolo. As pressões aumentam com a potência da máquina,
indo de 0,15 MPa a 0,6 MPa (Figuras I.1 a I.8).
No torneamento
O volume de refrigerante deve ser o mais amplo possível, aplicando-se por
cima do gume, sem pressão, para evitar que os cavacos mudem a direção do jato e se
inunde o local de trabalho (Figura I.8). O volume mínimo recomendável é da ordem de
5 l/min por kW de potência de corte.
O diâmetro do tubo de saída do fluido deve ter ao menos ¾ da largura da
ferramenta, devendo sua boca ser dirigida diretamente sobre o gume e estar situada
tão próxima quanto possível do mesmo.
Em cortes pesados, além do jato por cima, convém aplicar outro jato, neste
caso com alguma pressão, por baixo do gume.
No fresamento
Aplicar dois jatos laterais dirigidos para a zona de corte (Figura I.8).
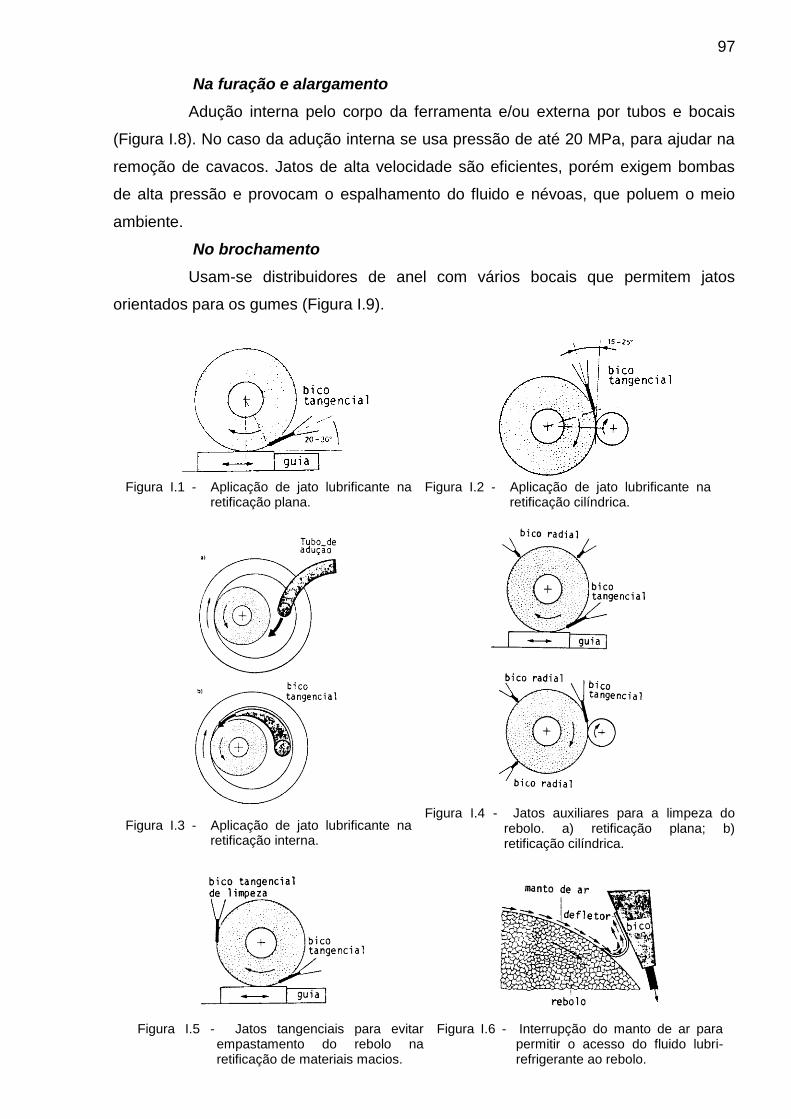
97
Na furação e alargamento
Adução interna pelo corpo da ferramenta e/ou externa por tubos e bocais
(Figura I.8). No caso da adução interna se usa pressão de até 20 MPa, para ajudar na
remoção de cavacos. Jatos de alta velocidade são eficientes, porém exigem bombas
de alta pressão e provocam o espalhamento do fluido e névoas, que poluem o meio
ambiente.
No brochamento
Usam-se distribuidores de anel com vários bocais que permitem jatos
orientados para os gumes (Figura I.9).
Figura I.1 - Aplicação de jato lubrificante na
retificação plana.
Figura I.2 - Aplicação de jato lubrificante na
retificação cilíndrica.
Figura I.3 - Aplicação de jato lubrificante na retificação interna.
Figura I.4 - Jatos auxiliares para a limpeza do
rebolo. a) retificação plana; b) retificação cilíndrica.
Figura I.5 - Jatos tangenciais para evitar empastamento do rebolo na retificação de materiais macios.
Figura I.6 - Interrupção do manto de ar para permitir o acesso do fluido lubri-refrigerante ao rebolo.

98
Figura I.7 - Forma de adução do meio lubri-refrigerante na retificação.
Figura I.8 - O meio lubri-refrigerante deve ser aplicado de forma que atinja o mais diretamente o ponto mais quente da ferramenta (gume), sem respingar demasiadamente.
Figura I.9 - Uso de um anel distribuidor de óleo de corte numa operação de brochamento, de modo a atingir todos os gumes.

99
FERRARESI, D. Fundamentos da Usinagem dos Metais. 4 ed. São Paulo: Edgard Blücher, 1977. 751p.
ANSELMO, E. D., et al. Tecnologia da Usinagem dos Materiais. 1 ed. São Paulo: Art
Liber, 2000. 244p. STEMMER, C. E. Ferramentas de Corte I e II. Florianópolis: Editora da UFSC, 1989.
295p. KÖNIG, W. Fertigunsverfahren – Band 1. Düsseldorf: VDI-Verlag, 1990. 416p.