-
MB 355 K
Fonte de Soldagem MIG-MAG MB 355 K
Merkle Balmer - Linha Geral de Produtos Fontes de soldagem de
eletrodo revesti-
do Transformadores e Retificadores Fontes de soldagem MIG-MAG
Fontes de soldagem MIG-Pulsadas Fontes de soldagem TIG DC Fontes de
soldagem TIG AC/DC Fontes de soldagem por plasma Fontes de corte
por plasma Fontes para solda pino Stud welding Mdulos para automao
Robtica
Tochas MIG-MAG Tochas TIG Tochas para soldagem plasma Tochas
para corte plasma
Merkle Balmer Equipamentos de Soldagem Lt-da. Unidade:Iju/RS
Tel/Fax:(55) 3305 0707/0713 E-mail:[email protected]
Unidade:So Bernardo do Campo/SP Tel/Fax:(11) 4398 6440/6441
E-mail:[email protected]
Fricke Equipamentos de Soldagem Lt-da. Unidade:Iju/RS
Tel/Fax:(55) 3305 0707/0713 E-mail:[email protected]
www.merklebalmer.com.br
-
MB 355 K
2
3 3 4 5 5 6 15 15 15 15 16 16 17 18 18 18 19 19 20 21 21 21 21
21 22 23 24 24 24 25 26 26 26 27 27 27 28 36 38 41 42
NDICE Agradecimento
..........................................................................................................................
Institucional
................................................................................................................................
Instrues gerais
.......................................................................................................................
Etiqueta WEE disposio do equipamento no final da vida til
.............................................. Simbologia utilizada
na fonte de soldagem
...............................................................................
Recomendaes de segurana LEIA ATENTAMENTE ANTES DE OPERAR
....................... 1.0 Descrio geral
....................................................................................................................
1.1 Materiais
..............................................................................................................................
1.2 Fonte
...................................................................................................................................
1.3 Recursos
.............................................................................................................................
1.4 Ciclo de trabalho - Norma EN 60974
...................................................................................
1.5 Composio
.........................................................................................................................
1.6 Dados tcnicos MB 355 K
...................................................................................................
2.0 Instalao
............................................................................................................................
2.1 Avaliao da rea de instalao
..........................................................................................
2.2 Seleo do local da instalao
............................................................................................
3.0 Acionamento da mquina
....................................................................................................
3.1 Guia de servio eltrico
.......................................................................................................
3.2 Conexo da mquina rede eltrica
...................................................................................
3.3 Aterramento correto da mquina de soldagem
...................................................................
4.0 Instalao e uso correto dos perifricos
..............................................................................
4.1 Cabo-obra conexo na
mquina..........................................................................................
4.2 Tocha de soldagem MIG-MAG, conexo na mquina
......................................................... 4.3
Instalao do gs de proteo, conexo na mquina
......................................................... 4.4
Alimentador para tracionar o arame, modelo DV-25
........................................................... 4.5
Introduo do arame de soldagem
......................................................................................
5.0 Instrues operacionais para a MB 355 K
...........................................................................
5.1 MB 355 K Vista Frontal
.....................................................................................................
5.2 Painel de comando
..............................................................................................................
5.3 MB 355 K Vista Lateral
.....................................................................................................
5.4 Modo de operao
...............................................................................................................
Modo de 2-passos
.....................................................................................................................
Modo de 4-passos
.....................................................................................................................
6.0 Soldagem de materiais especiais
........................................................................................
6.1 Soldagem de aos de alta liga
............................................................................................
6.2 Soldagem de alumnio e as respectivas ligas
......................................................................
7.0 Guia de identificao e soluo de problemas
....................................................................
8.0 Circuito Eltrico
...................................................................................................................
8.0 TERMO DE GARANTIA
.......................................................................................................
RELATRIO DE
INSTALAO......................................................................................
SOLICITAO DE SERVIO
........................................................................................
-
MB 355 K
3
Agradecimento! A Merkle Balmer/Fricke Soldas agradece a sua
preferncia e descreve aqui em detalhes, to-do o procedimento para a
instalao, operao e utilizao adequada dos recursos dispon-veis no
seu equipamento de soldagem, inclusive a resoluo de dvidas. Leia
atentamente todas as pginas deste manual e garanta a plena satisfao
no uso do seu novo equipamento, e assim certifique-se que a Merkle
Balmer/Fricke Soldas utilizou toda a sua tecnologia para satisfazer
voc. Faa a leitura deste manual tendo ao lado seu equipamento de
soldagem e veja como pr-tica a operao do mesmo. Obrigado por ter
escolhido a Merkle Balmer/Fricke Soldas como seu fornecedor de
equipa-mentos de soldagem. Institucional Fricke Equipamentos de
Soldagem Ltda. A nossa origem Em 1983 inicia as atividades de uma
fase promissora para o Fricke Equipamentos de Solda-gem Ltda., foi
quando a empresa assume a Carrocerias Iju, de propriedade do Sr.
Alberto Balmer, e investe na fabricao de transformadores para
soldagem a arco eltrico. Infra-estrutura Planta Iju RS 5.000 m de
rea construda 210.000 m de rea disponvel Quadro de setenta
colaboradores A Fricke Soldas atua em todo territrio nacional com
clientes desde Manaus (AM) a Santana do Livramento (RS), com mais
de 150 pontos assistenciais distribudos por todo o Brasil. Merkle
Balmer A nossa origem Aps uma cooperao de sucesso, no final de 2003
foi fundada a empresa Merkle Balmer com a finalidade de fabricar
equipamentos de soldagem com alta tecnologia desenvolvida pela
Merkle da Alemanha no Brasil. O nosso Compromisso : Tecnologia
Qualidade Pontualidade Disponibilidade Reduo de custos
-
MB 355 K
4
Merkle do Brasil A nossa Origem Fundada em 1997 a filial
brasileira da tradicional empresa alem Merkle
Schweissanlagen-Technik Gmbh, que atua h mais de 40 anos na rea de
soldagem e possuem filiais em prati-camente todo o mundo.
Equipamentos produzidos Fontes de Soldagem MIG-MAG Fontes de
Soldagem MIG-MAG Pulsadas Fontes de Soldagem TIG Fontes d Soldagem
por Plasma Fontes de Soldagem com Eletrodo Revestido Fontes para
Corte Plasma Automao e Robtica Aperfeioamentos Treinamentos A
Merkle Balmer/Fricke Soldas promove work shops, treinamentos de
manuteno e de pro-cesso, tanto no Brasil como na Alemanha.
Informe-se com seu representante mais prximo sobre datas e locais.
Instrues gerais As informaes contidas neste manual visam orientar o
uso do equipamento produzido e co-mercializado pela Merkle Balmer
Equipamentos de Soldagem Ltda./Fricke Equipamentos de Soldagem
Ltda. Solicitamos que antes de colocar o equipamento em operao, o
usurio siga rigorosamente as instrues apresentadas neste manual e
nas referncias de normas sugeridas, que envol-vem o procedimento de
soldagem. O objetivo do procedimento de leitura do manual
aproveitar todo o potencial do equipamen-to, obtendo os melhores
resultados possveis propostos pelo processo de soldagem, sem a-brir
mo dos aspectos de segurana para o operador, ou para as instalaes
de sua empre-sa. Orientamos tambm que os acessrios e outras partes
aplicveis ao conjunto de soldagem tais como mangueiras, conexes,
reguladores de gs, pistolas ou tochas de solda e suas pe-as de
reposio, aterramentos, instrumentos de medio, perifricos, sejam
verificados de modo a garantir a perfeita instalao dos mesmos, e a
adequao ao processo e segurana em seu manuseio.
-
MB 355 K
5
Etiqueta WEE disposio do equipamento no final da vida til
No descarte este produto juntamente com lixo comum. Reuse ou
recicle resduos de equipamentos eltricos e eletrnicos (WEEE)
entregando a um coletor habilitado para tal servio. Entre em
contato com as autoridades locais competentes para realizao da
reciclagem ou com seu distribuidor local para maiores informaes.
Simbologia utilizada na fonte de soldagem
Volts
Amperes
Hertz
Tenso a Vazio
Tenso Primria
Tenso de Trabalho
Terra
Corrente Primria
Corrente de Trabalho
Grau de Proteo
Ciclo de Trabalho
Percentagem
Tenso Alternada
Corrente Contnua
Tenso Trifsica Alternada
Transforma-dor Trifsico,
retificador esttico
Tenso Constante
Tipo de Conexo a
rede
Indutncia
Soldagem Mig-Mag
Adequada para Ambien-
tes Perigosos
-
MB 355 K
6
Recomendaes de segurana LEIA ATENTAMENTE ANTES DE OPERAR
Proteja a si e a terceiros de ferimentos leia e siga estes
procedimentos de pre-cauo.
Simbologia
PERIGO Indica situao de risco a qual se no evitada, pode
resultar em ferimentos graves ou levar a morte. Os perigos
inerentes so mostrados em smbolos ou explicados no texto Advertncia
indica recomendaes que no proporcionam riscos de ferimentos.
Indica instrues especiais
Este grupo de smbolos indica Cuidado! Choque eltrico, partes
mveis e partes quentes. Consulte smbolos e instrues re-lacionadas
abaixo para aes e procedimen-tos para evitar estes perigos.
PERIGO! Indica situao de risco a qual se no for prevenida, pode
resultar em ferimentos graves ou levar a morte. Os riscos so
mostrados em smbolos adjuntos ou explicados no texto.
Riscos no processo de soldagem a arco eltrico Os smbolos
mostrados abaixo so utilizados neste manual para chamar ateno e
identificar possveis perigos. Quando voc ver estes smbolos,
preste ateno e siga as instrues para evitar riscos. O procedimento
de segurana fornecido abaixo a-penas um resumo das informaes de
segurana contidas nas NORMAS DE SEGU-RANA, listados na Seo 1-5.
Consulte e siga todas as NORMAS DE SEGURANA. Apenas tcnicos
qualificados devem instalar e realizar manuteno e reparos nesta
unidade.
Durante a operao, mantenha todos, especialmente crianas
distantes da rea de trabalho.
-
MB 355 K
7
CHOQUE ELTRICO PODE MATAR
Tocar em partes eltricas pode resultar em choques fatais ou
graves queimaduras. O eletrodo/arame, circuito de entrada de
energia e circui-tos internos tambm esto energizados quando a
unidade est conec-
tada rede de energia. Equipamentos instalados de maneira
incorreta ou inapropria-damente aterrados so perigosos.
No toque em partes eltricas energizadas. Vista luvas e roupas de
proteo secas e livre de furos. Isole-se do material de trabalho e
do solo usando protees que evita o contato com
os mesmos. Precaues de segurana so necessrias quando ha alguma
situao de risco pre-
sente: quando as roupas de proteo esto midas; em estruturas
metlicas, gaiolas ou andaimes; e em posies com pouco espao para
movimentao como, sentado, de joelhos ou deitado; quando existe
grande risco ou inevitvel contato com a pea em trabalho ou com o
plano de terra. Para estas condies, use o seguinte ajuste no
equipamento em ordem de apresentao: 1) fonte de soldagem
semi-automtica de tenso constante CC, 2) fonte CC manual para solda
com eletrodo, ou 3) transforma-dor CA com reduzida tenso de
circuito aberto. Na maioria das situaes use fonte de soldagem CC,
com tenso constante a arame. Se possvel no trabalhe sozinho!
Desconecte a fonte da entrada de energia para desativar, e assim
realizar manuten-o no equipamento. Bloqueie e identifique o cabo de
entrada de energia de acordo com OSHA 29 CFR 1910.147 (consulte
Normas de Segurana).
Instale e aterre apropriadamente o equipamento de acordo com o
manual do proprie-trio e com o cdigo das concessionrias ou rgos
locais e nacionais de distribuio e fornecimento de energia.
Sempre verifique e se assegure que o cabo de terra se encontra
devidamente conec-tado ao terminal de terra na tomada de
energia.
Ao fazer as conexes de entrada, primeiramente instale o condutor
de terra, e verifi-que mais de uma vez as conexes.
Mantenha os cabos secos, livres de leos ou graxas, e protegidos
de metais quentes e fascas.
Freqentemente inspecione o cabo de entrada procurando danos no
isolamento ou possveis quebras na barra, troque imediatamente os
condutores quando houver fios desencapados.
Desligue todos os equipamentos que no estiverem em uso. No
utilize cabos desgastados, sub-dimensionados ou extenses para
alimentao
das fontes de soldagem. No mantenha contado corporal com o cabo
de energia. Se for necessrio aterramento da pea em que se est
trabalhado, realize com cabo
separado. No toque no eletrodo/arame se voc estiver em contato
com a pea de trabalho, ter-
ra, garra negativa ou em outro eletrodo/arame de outra fonte de
soldagem. No toque no porta-eletrodo/tocha conectado duas fontes de
soldagem ao mesmo
tempo, a tenso de circuito aberto presente neste momento o dobro
da nominal. Utilize apenas equipamentos com programa de manutenes
rigorosamente em dia.
Repare ou substitua peas danificadas quanto antes possvel, de
acordo com o ma-nual.
-
MB 355 K
8
Use tirantes, cordas, freio oito e outros materiais de segurana
inerentes prtica de alpinismo quando o trabalho a ser realizado no
possibilitar o contato com o solo por parte do operador da fonte de
soldagem.
Mantenha todas as tampas do equipamento e painis em seus devidos
lugares. Mantenha a garra negativa conectada em pea metlica ou mesa
de trabalho o mais
prximo da solda possvel. Retire e isole a garra negativa da pea
para evitar contato ou disparo indevido na fon-
te de soldagem. No conecte mais de um porta-eletrodo/tocha ou
cabo obra a um terminal de fonte de
soldagem.
PARTES QUENTES PODEM OCASIONAR QUEIMADURAS
No toque em partes quentes sem a devida proteo. Aguarde o
resfriamento antes de retomar o trabalho ou manusear o
porta-eletrodo/tocha. Para tocar ou movimentar peas aquecidas,
utilize ferramentas ade-
quadas como alicates, luvas, etc.
FUMAAS E GASES PODEM SER PERIGOSOS
O procedimento de soldagem gera gases e fumaas. O ato de
respirar ou inalar estes gases pode ocasionar danos sua sade.
Mantenha sua cabea distante dos gases, no os respire. Se estiver
em local fechado, ventile o ambiente e/ou utilize dispositivo
de ventilao forada prximo ao ponto de soldagem para remover os
gases. Se a ventilao no ambiente for insuficiente, utilize mscara
de oxigenao de acordo
com a legislao local. Leia e compreenda as especificaes de
segurana dos materiais e instrues dos
fabricantes para os metais, consumveis, dispositivos de proteo,
limpadores, e de-sengraxantes.
Trabalhe em local confinado somente se, este for bem ventilado,
ou com uso de dis-positivo que auxilie a respirao humana. Possua
sempre inspetores por perto. Gases e fumaas do processo de soldagem
podem deslocar o ar ambiente e diminuir o nvel de oxignio e causar
ferimentos ou at morte. Assegure-se que o ar que est sendo
respirado saudvel.
No solde em locais prximos onde ha operaes de limpeza,
desengorduramento ou jateamento. As ondas de calor proporcionadas
pelo arco eltrico podem reagir com os vapores e formar gases
altamente txicos e irritantes.
No solde em metais tratados ou recobertos; como galvanizado,
pintado, ou ao co-berto por Cdmio, a no ser que a cobertura seja
removida da rea a ser soldada, o local de soldagem deve ser bem
ventilado, e em certos casos, recomenda-se o uso de equipamento de
auxlio respirao. Os metais com tratamento de superfcie podem
liberar gases txicos quando soldados.
-
MB 355 K
9
LUZ DO ARCO ELTRICO PODE QUEIMAR OLHOS E PELE
Os raios do arco eltrico produzem radiaes intensas visveis e
invis-veis, que podem queimar os olhos e a pele. Fagulhas e
respingos de metais incandescente freqentemente so projetados
durante o pro-cesso de soldagem.
Use mscara de soldagem aprovada e homologada, munida de lentes
de proteo adequadas para o processo ou para o acompanhamento do
procedimento de solda-gem. (consulte ANSI Z49. 1 e Z87.1 listadas
nos NORMAS DE SEGURANA).
Use culos de proteo homologados com blindagem lateral sob o
capacete de sol-dagem.
Utilize barreiras protetoras ou viseiras para proteger terceiros
do brilho, cintilao e fa-scas, avisando para que no olhem para o
arco.
Vista roupas protetoras manufaturadas de materiais durveis,
resistentes a chamas (couro, algodo grosso, l, etc.) e use sapatos
protetores.
SOLDAGEM PODE CAUSAR FOGO OU EXPLOSO
Soldar em lugares fechados como tanques, tambores ou tubulaes,
pode ocasionar exploses. Fagulhas podem se projetar a partir do
pon-to de soldagem. A alta temperatura do material sendo soldado e
o calor do equipamento pode causar fogo. O contato acidental do
eletrodo
com materiais metlicos pode causar superaquecimento, fascas,
fogo ou exploso. Verifique e certifique-se que o ambiente de
soldagem est seguro antes do incio de qualquer procedimento.
Remova todos os inflamveis para uma distncia superior a 10
metros do arco de sol-da. Se no for possvel, tape ou cubra com
tampas apropriadas, siga sempre as re-comendaes com bastante rigor
e precauo.
No solde onde fascas podem atingir materiais inflamveis.
Proteja-se e a terceiros das fascas e respingos de metal quente.
Esteja atento que fascas, respingos e materiais quentes, podem
passar com facilida-
de por rachaduras e pequenas aberturas para locais adjacentes.
Esteja atento ao fogo, e mantenha sempre extintores de incndio
prximo ao local do
procedimento. Certifique-se que a soldagem em tetos, assoalhos,
paredes ou reparties no posam
causar incndios do outro lado. No solde em estruturas fechadas
como container, tanques, tubulaes ou tambores,
a no ser que estejam adequadamente preparados conforme AWSF4.1
(consulte re-comendaes e normas de Segurana).
No solde onde o ambiente pode conter poeira, gases, vapores e
lquidos inflamveis. Conecte a garra negativa prxima pea a ser
soldada, prevenindo o aumento da re-
sistncia do circuito de solda e a possibilidade do deslocamento
por caminhos que proporcionem choque eltrico, fascas e riscos de
incndio.
No utilize a fonte de soldagem em tubulaes congeladas. Remova o
eletrodo do porta-eletrodo ou corte a ponta do arame de solda
quando a
mquina no estiver em uso. Utilize dispositivos de proteo como
luvas de couro, camisas, calados e chapu de
proteo sob a mscara de solda.
-
MB 355 K
10
Retire combustveis, como isqueiro a butano ou palitos de fsforo
do local antes de fa-zer qualquer solda.
Aps completar o trabalho inspecione a rea para se certificar que
est livre de fas-cas, respingos incandescentes ou chamas.
Siga as especificaes em OSHA 1910.252 (a) (2)(iv) e NFPA 51B
para o trabalho em ambientes quentes, e mantenha os extintores de
incndio apropriados prximos ao lo-cal de servio.
METAL PROJETADO, SUJEIRA OU FAGULHAS PODEM FERIR OS OLHOS.
Soldagem, corte, escovamento e esmerilhamento causam fascas,
fa-gulhas e projetam partes de metais. Como a soldagem pode
projetar
materiais metlicos quentes. Utilize culos de proteo com abas
laterais sob sua mscara de solda.
INALAO DE GS PODE FERIR OU MATAR
Feche os registros do gs de proteo quando no estiver em uso.
Sempre ventile espaos confinados ou utilize o dispositivo de
auxilio
respirao homologada. CAMPOS MAGNTICOS PODEM AFETAR DISPOSITIVOS
MDICOS IMPLANTADOS.
Usurios de marca passo ou outros dispositivos mdicos implantados
devem manter distncia do procedimento de soldagem.
Usurios de dispositivos mdicos implantados devem consultar seus
mdicos e o fa-bricante do dispositivo antes de se aproximar de
soldagem a arco, solda ponto, goiva-gem, corte plasma ou operaes de
aquecimento por induo.
RUDO PODE PREJUDICAR AUDIO
O rudo de alguns processos ou equipamentos pode prejudicar
seria-mente a audio.
Utilize protetores auriculares se o nvel de rudo for
elevado.
CILINDROS DE GS PODEM EXPLODIR SE DANIFICADOS.
O cilindro de gs de proteo contm gs armazenado em alta pres-so.
Se danificado pode explodir, sabendo que o mesmo parte inte-grante
do processo de soldagem, certifique-se que durante sua mani-pulao
ou manobra o cilindro esteja bem fixado na maquina ou no ca-
rinho de transporte. Proteja o cilindro de gs de choques
mecnicos, danos fsicos, calor excessivo, me-
tais quentes, chamas e fascas. Instale os cilindros em posio
vertical sendo suportados por dispositivos estacion-
rios ou em porta gs para prevenir quedas ou choques. Mantenha os
cilindros afastados de qualquer circuito de solda ou circuito
eltrico.
-
MB 355 K
11
Nunca suspenda ou coloque a tocha sobre um cilindro de gs. Nunca
encoste o eletrodo/arame de solda no cilindro de gs. Nunca solde um
cilindro pressurizado, sob pena de exploso do cilindro. Utilize
somente cilindros, gases de proteo, reguladores, mangueiras e
acoplamen-
tos adequados para cada aplicao; mantenha todas as partes e
dispositivos associa-dos em boas condies.
Nunca deixe sua face prxima sada de gs quando estiver abrindo a
vlvula. Mantenha a capela protetora sobre a vlvula quando o
cilindro no estiver em uso ou
conectado para o uso. Use equipamento e procedimento adequado,
bem como o nmero de pessoas sufici-
ente para erguer e mover os cilindros. Leia e siga as instrues
com relao aos cilindros de gases e equipamentos associ-
ados, e a publicao P-1 da Associao de gases comprimidos
(Compressed Gas As-sociation CGA) listados nas NORMAS DE
SEGURANA.
Smbolos adicionais para instalao, operao e manuteno
RISCO DE FOGO OU EXPLOSO
No instale ou coloque a unidade de solda, sobre ou perto de
superf-cies com combustveis.
No instale a unidade prxima a inflamveis. No sobre carregue as
instalaes eltricas do local, certifique-se que
o sistema de alimentao de energia est adequadamente dimensionado
e protegido para suportar e alimentar esta fonte de soldagem.
A QUEDA DA UNIDADE PODE CAUSAR FERIMENTOS
Certifique-se que a unidade est desconectada da rede eltrica. No
levante ou erga a unidade com cabos ou outros acessrios acoplados
fonte de soldagem.
Use apenas equipamentos de capacidade adequada para erguer e
su-portar a unidade.
Se forem utilizados ganchos ou braos para mover a unidade,
certifique-se que estes so longos suficientemente para ultrapassar
com folga o lado oposto da unidade.
SOBREUTILIZAO PODE CAUSAR SOBRE AQUECIMENTO
Faa com que acontea o tempo de resfriamento da fonte e do
porta-eletrodo/tocha de soldagem; seguindo as instrues do ciclo de
traba-lho.
Reduza corrente ou o ciclo de trabalho antes de recomear o
processo de solda-gem.
No bloqueie ou filtre o fluxo de ar destinado unidade.
-
MB 355 K
12
FASCAS E RESPINGOS QUE SE PROJETAM PODEM CAUSAR FE-RIMENTOS
Utilize capacete de soldagem para proteger os olhos e face.
Utilize equipamentos de proteo individual, compostos de proteo
para face, mos e corpo. Fascas podem causar incndio, mantenha
inflamveis distantes dos procedimentos.
ELETRICIDADE ESTTICA (ESD) PODE DANIFICAR PLACAS DE CIRCUITO
IMPRESSO
Utilize pulseira anti-esttica durante o manuseio de placas de
circuito impresso ou partes eletrnicas.
Utilize embalagens prova de esttica para armazenar, mover ou
des-pachar dispositivos eletrnicos e placas de circuito
impresso.
PARTES MVEIS PODEM CAUSAR FERIMENTOS
Afaste-se das partes mveis. Afaste-se de pontos de trao, como
roletes.
ARAME DE SOLDA PODE CAUSAR FERIMENTOS
No acione o gatilho at a tocha estar posicionada no local a ser
sol-dado.
No aponte ou direcione a tocha de soldagem para qualquer parte
do corpo, metal ou objeto quando estiver realizando a passagem do
ara-me de solda pela tocha. (alimentao inicial do arame).
PARTES MVEIS PODEM CAUSAR FERIMENTOS
Afaste-se de partes mveis como ventiladores. Mantenha todas as
tampas, painis, capas e guardas fechadas e em
seus devidos lugares. Permita que apenas pessoal qualificado e
treinado realize a abertura e
remoo das tampas, painis, capas e guardas destinadas
estritamente a manuten-o.
Reinstale tampas, painis, capas e guardas to logo que se termine
o processo de manuteno e somente aps isso, religue o cabo de
entrada de energia.
LEIA AS INSTRUES
Leia as instrues do Manual do Proprietrio antes de utilizar a
fonte de soldagem.
Utilize apenas peas genunas para reposio obtidas a partir do
fabri-cante e das assistncias autorizadas.
-
MB 355 K
13
RADIAO DE ALTA FREQNCIA PODE CAUSAR INTERFE-RNCIA Alta freqncia
pode interferir em navegao por rdio, sistemas de
segurana, computadores e equipamentos de comunicao. Possua
apenas pessoal qualificado e familiarizado com equipamentos
eletrnicos para realizar a instalao. O usurio responsvel por ter
eletricista qualificado para corrigir qualquer problema
de interferncia resultante da instalao. Interrompa imediatamente
a utilizao do equipamento se notificado pela FCC ou a-
gncia reguladora local com respeito interferncia. Regularmente
realize vistorias e inspees na instalao eltrica. Mantenha portas e
painis isoladores contra fontes de alta freqncia rigorosamente
fechados, utilize aterramento e blindagem para minimizar
qualquer possvel interfe-rncia.
SOLDAGEM A ARCO PODE CAUSAR INTERFERNCIA
Energia eletromagntica pode interferir em equipamentos
eletrnicos sensveis tais como; computadores e dispositivos
controlados por eles, robs, etc.
Certifique-se que todo o equipamento na rea de soldagem
eletro-magneticamente compatvel.
Para reduzir possvel interferncia, mantenha os cabos de soldagem
to curtos e mais prximos do cho quanto possvel for.
Distancie a operao de solda 100 m de qualquer equipamento
eletrnico sensvel. Certifique-se que esta fonte de soldagem est
instalada e aterrada de acordo com o
manual. Se ainda ocorrer interferncia, o usurio deve tomar
medidas cautelares tais como,
trocar de lugar a mquina de solda, utilizar cabos blindados,
utilizar filtros de linha ou blindar a rea de trabalho.
-
MB 355 K
14
Referncias de leituras para preveno de acidentes Segurana em
Soldagem, Corte e Processos Aliados (Ttulo original: Safety in
Welding, Cut-ting, and Allied Processes), Norma ANSI Z49.1, Global
Engineering Documents (websi-te:www.global.ihs.com). Procedimentos
de Segurana Recomendados para a Preparao da Soldagem e Corte de
Containers e Tubulaes (Ttulo original: Recommended Safe Practices
for the Preparation for Welding and Cutting of Containers and
Piping, Norma American Welding Society AWS F4.1, de Global
Engineering Documents (website: www.global.ihs.com). National
Electrical Code, Norma 70 NFPA, Associao para Proteo contra o Fogo
(USA) (website: www.nfpa.org e www. sparky.org). Manuseio Seguro de
Gases Comprimdos em Cilindros (Ttulo original: Safe Handling of
Com-pressed Gases in Cylinders , Panflheto CGA P-1, Associao de
Gases Comprimidos (USA) (website:www.cganet.com). Procedimentos
Seguros Ocupacionais e Educacionais para Proteo Facial e dos Olhos
(T-tulo original: Safe Practice For Occupational And Educational
Eye And Face Protection), Nor-ma ANSI Z87.1, American National
Standards Institute (website: www.ansi.org). Padro para Preveno de
Incndio Durante a Soldagem, Corte e Processos Similares (Ttulo
original: Standard for Fire Prevention During Welding, Cutting, and
Other Hot Work), Norma NFPA 51B, Associao Nacional de Proteo contra
o Fogo (National Fire Protection Associ-ation-USA), (website:
www.nfpa.org). OSHA, (Segurana Ocupacional e Normas de Sade para a
Indstria em Geral (Occupational Safety and Health Standards for
General Industry) , Ttulo 29, Cdigo de Regulamentaes Federais
(CFR), Parte 1910, Subparte Q, e Parte 1926, Subparte J, do USA
Government Printing Office, Superintendente de Documentos,
(website: www.osha.gov). Informao acerca do campo eletromagntico
(EMF) As correntes de soldagem, ao passar por condutores, produzem
campos eletromagnticos, consideraes acerca do processo de soldagem,
enfocando campos eltricos e magnticos de baixa freqncia e seus
efeitos em seres vivos. Houve e ainda h algumas preocupaes com
respeito a estes campos. Entretanto, aps e-xaminar mais de 500
estudos distribudos em 17 anos de pesquisa, o comit do Conselho
Americano de Pesquisa (National Research Council) concluiu que: O
corpo em evidncia, no julgamento do comit, no demonstrou que a
exposio, nestas faixas de potncia e freqn-cia, em campos eltricos e
magnticos, constitui riscos sade humana. Todavia, estudos ainda so
desenvolvidos e as evidncias continuam a ser examinadas. At que se
tenha o parecer final destas pesquisas, recomenda-se que se deve
minimizar a exposio aos cam-pos eletromagnticos durante os
processos de soldagem ou corte. Para reduzir os campos
eletromagnticos no local de trabalho, utilize os seguintes
procedi-mentos:
Mantenha os cabos prximos, entrelaando ou utilizando uma capa
metlica. No envolva seu corpo com os cabos. Disponha os cabos
direcionados a um lado, estando o mais distante possvel do ope-
rador. Conecte a garra negativa mais prxima possvel da pea a ser
soldada.
-
MB 355 K
15
1.0 Descrio geral A mquina de soldagem MIG-MAG, modelo MB 355 K
proporciona uma excelente estabilida-de do arco eltrico em todas as
faixas de soldagem com regulagem por comutador de mlti-plas faixas
que permite o ajuste preciso dos parmetros, possui tracionador de 4
roletes com controle linear exato de velocidade com sistema de
freio eletrnico do motor e compartimento do rolo de arame interno a
fonte. Completa conta com todos os recursos para o timo conforto
operacional e produtivo, como rodzios de borracha, ventilao forada,
suporte de gs rebaixado, controle eletrnico para temporizao,
intermitncia, ponteamento, requeima do arame e funo 2 e 4 toques,
fazen-do do equipamento Merkle Balmer perfeito para os mais
exigentes profissionais. 1.1 Materiais A MB 355 K recomendada para
a soldagem de seguintes materiais:
Ao de baixa liga em soldagem MIG e MAG Ao de alta liga em
soldagem MIG Alumnio e as respectivas ligas em soldagem MIG Cobre e
as respectivas ligas em soldagem MAG
Para soldagens de alumnio com altas exigncias em resistncia,
repetibilidade e aspecto vi-sual, recomendamos o processo
MIG-Pulsado da linha PU ou HighPulse. Favor consultar a sua revenda
mais prxima.
1.2 Fonte A mquina possui uma fonte transformadora de alta
durabilidade, com curva caracterstica de tenso constante (CP) e
regulagem precisa de 20 posies (a chave regulagem grossa de 2
posies e a chave de regulagem fina de 10 posies, ou seja 2 x 10 =
20), abrindo uma faixa de trabalho de 30A a 350A. Conta com
conjunto de potncia semi-industrial com tima efici-ncia energtica,
arco estvel, conjunto retificador, filtro de indutncia possibilitam
uma sol-dagem de baixssimo ndice de respingo e facilidade de
abertura de arco para soldagem. To-dos os componentes sensveis
possuem controle trmico e proteo eltrica com fusveis in-dividuais.
1.3 Recursos
Soldagem em 2-passos e 4-passos Soldagem contnua com ciclo de
trabalho industrial: 350A - 40% (10 min) Soldagem Intermitente de
0,5 s a 2,0 s / Ponteamento de 0,5 s a 2,0 s Velocidade do arame de
0,7 a 25 m/min. Soldagem com arames slidos de 0,8 mm / 1,0 mm / 1,2
mm LED vermelho para indicao de sobre temperatura
-
MB 355 K
16
1.4 Ciclo de trabalho - Norma EN 60974-1
Com uma corrente de 350A, o ciclo de trabalho de 40% (10 min)
Com uma corrente de 220A, o ciclo de trabalho de 100% (10 min)
Os valores so vlidos para temperatura ambiente de at 40 C e 1000
m de altitude. Tempe-raturas mais elevadas e maiores altitudes
diminuem o ciclo de trabalho.
1.5 Composio
Voc esta recebendo os seguintes itens:
01 Fonte de Soldagem modelo MB 355 K 01 Garra negativa de 500 A
01 Cabo obra de 50 mm2 com 4 metros de comprimento. Com engate
rpido 01 Corrente para o cilindro de gs 01 Mangueira de gs 1/4 com
2 metros de comprimento. Com 2 abraadeiras 04 Fusveis reserva 01
Chave do eixo carretel 01 manual de instrues 01 certificado de
garantia
-
MB 355 K
17
1.6 Dados tcnicos MB 355 K:
Primrio Tenso (V) 3x220/380 opcional 440 Freqncia (HZ) 50 ou 60
Potncia Mxima (KVA) 17,5 Potncia Nominal (KVA) 8,8 Corrente Mxima
(KVA) 43,3/25/21,7 Corrente Nominal (KVA) 23,2/13,4/11,5 Fator de
Potencia (cos.Phi) 0,80
Secundrio Tenso a vazio (V) 18 a 48 Tenso de trabalho (V) 15,5 a
31,5 Regulagem de tenso (tipo) Tape Posio da chave de tenso (N) 20
Faixa de corrente (A) 30 a 350 Ciclo de trabalho (A@%) 350@40 Ciclo
de trabalho (A@%) 150@100 Classe de isolao Trmica (tipo) H Tipo de
fonte CV/CC Transformador de potencia Ncleo em ao silcio com
bobinas em cobre Grau de proteo (classe) IP 21 Proteo trmica
(termostato) Sim Ventilao (tipo) Forada Norma EN60974-1 S/CE Peso
(kg) 160 Dimenses (mm) 990x510x820
Recursos Display digital Opcional Acionamento por 2 toques Sim
Acionamento por 4 toques Sim Temporizador para soldagem
Ponteamento/Intermitncia Sim
Burnback Sim Parmetros Ajustveis
Controle de Indutncia 1 Nvel Leds
Indicao de fonte energizada Indicao de sobre temperatura Sim
Caractersticas do alimentador Velocidade (m/min.) 0,7 a 25
Modelo (padro) DV-26 Cabeote de alimentao Interno Numero de roletes
de arraste 4 Dimetros de arames (mm) 0,8/1,0/1,2 Conexo tipo euro
conector Sim
-
MB 355 K
18
2.0 Instalao 2.1 Avaliaes da rea de instalao Antes de instalar o
equipamento, o usurio dever fazer uma avaliao na rea, quanto s
condies fsicas, eltricas e magnticas, buscando identificar possveis
fatores que possam gerar problemas ao equipamento ou aos usurios.
Em caso de dvidas sugerimos consultar o Departamento de Suporte
Tcnico ou um Servio Autorizado da Merkle Balmer/Fricke Soldas. A
Merkle Balmer/Fricke Soldas no se responsabiliza por qualquer
procedimento adotado que no esteja de acordo com as recomendaes
descritas neste manual e que por iniciativa e ao de terceiros
possam gerar algum acidente. 2.2 Seleo do local da instalao
-
MB 355 K
19
3.0 Acionamento da mquina 3.1 Guia de servio eltrico
A falha no seguimento das recomendaes deste guia de servio
eltrico pode resultar em choques eltricos ou risco de incndio.
Estas recomendaes so para a parte do circuito dimensionada para sua
capacidade de corrente de sada e ciclo de trabalho nominal.
A conexo incorreta da alimentao eltrica pode danificar a fonte
de soldagem. Esta fonte de soldagem necessita de um fornecimento
contnuo de energia, com freqncia nomi-nal de 50Hz ou 60Hz (10%) e
tenso nominal de 220V/380V/440V (10%). A tenso de Fa-se Neutro no
deve exceder (10%) da tenso nominal de entrada. No utilize
geradores com funo de ponto morto automtico (que coloca o motor em
ponto morto quando a carga no est presente) para alimentar esta
fonte de soldagem.
Tenso Trifsica de entrada (Volts) 220 380 440
Corrente de entrada nominal com cor-rente de sada nominal (ciclo
de traba-lho em 100%) em (Ampere)
23,2 13,4 11,5
Fusvel standard mximo recomendado (Ampere) Seccionador
(disjuntor), de atraso Operao normal
32 20 16
Bitola mnima dos condutores de entra-da em (mm) 4 2,5 2,5
Comprimento mximo do condutor (mm) At 20m At 35m At 50m At
80m
4 4 4 6
2,5 2,5 2,5 4
2,5 2,5 2,5 2,5
Bitola mnima do condutor terra (mm) 4 2,5 2,5
Referncia: NBR5410 Os dispositivos de proteo devem ser
escolhidos entre os indicados e capazes de prover simultaneamente
proteo contra correntes de sobrecarga e contra correntes de
curto-circuito, esses dispositivos de proteo devem poder
interromper qualquer sobre corrente in-ferior ou igual corrente de
curto-circuito presumida no ponto em que o dispositivo for
insta-lado. Eles devem satisfazer as prescries abaixo:
Disjuntores conforme ABNT NBR 5361, ABNT NBR IEC 60947-2, ABNT
NBR NM 60898 ou IEC 61009-2.1.
-
MB 355 K
20
Dispositivos fusveis tipo gG, conforme ABNT NBR IEC 60269-1 e
ABNT NBR IEC 60269-2 ou ABNT NBR IEC 60269-3.
Disjuntores associados a dispositivos fusveis, conforme ABNT NBR
IEC 60947-2 ou ABNT NBR NM 60898.
3.2 Conexo da mquina rede eltrica Ateno: A fonte de soldagem MB
355 K permite o trabalho em redes eltricas de 3 x220V /380V /440V
(10%). Antes de instalar a mquina verifique sempre a tenso de
entrada da mquina e da rede eltrica local. A ligao errada
(sobtenso) pode danificar componentes da mquina. O seguinte
procedimento de instalao deve ser executado apenas por um
ele-tricista qualificado:
A mquina deve estar desconectada da rede eltrica Medir a tenso
da rede eltrica, especificamente na tomada a ser utilizada para
co-
nectar a mquina Abrir a lateral direita (maquina vista de
frente) Retirar a tampa de proteo do conector de ligao para ter
aceso ao mesmo Realizar a conexo conforme o diagrama eltrico abaixo
de acordo com a tenso da
sua rede eltrica tanto no transformador principal e no
transformador auxiliar Colocar a tampa de proteo Fechar a lateral
direita Conectar a mquina na rede eltrica Ligar a chave geral
[01]
Ateno! Choques eltricos podem ser fatais, com riscos de
ferimentos graves ou morte. A execuo de trabalhos em redes eltricas
ou na parte eltrica da mquina deve ser realizada apenas por pessoas
autorizadas e qualificadas. Qualquer servio no interior da mquina
deve ser fei-to com a mquina desligada da rede, pois mesmo com a
chave liga/desliga da mquina na posio desliga (OFF) alguns
componentes internos continuam energizados.
Ligao em 380V (Trifsico)
Ligao em 220V (Trifsico)
-
MB 355 K
21
3.3 Aterramento correto da mquina de soldagem Para fins de
segurana do operador e funcionamento correto do equipamento
necessrio ligar a fonte de soldagem ao terra (fio verde ou
verde-amarelo) no cabo de alimentao da fonte de soldagem: Aplicao
de potencial terra. Caso a rede local da fbrica no possua um
terminal de terra, favor entrar em contato com um tcnico autorizado
pela Merkle Balmer/Fricke Soldas. Ele far a instalao de um terminal
de terra sem custos elevados. Antes de instalar a mquina verifique
sempre a tenso de entrada da mquina e da rede lo-cal! Danos
provocados por ligaes erradas (sobtenso) no sero cobertos pela
garantia! 4.0 Instalao e uso correto dos perifricos 4.1 Cabo-obra
Para evitar problemas na soldagem importante que os terminais, o
plug na mquina e a garra negativa na pea de trabalho sejam mantidos
em bom estado, sem partes quebradas ou isolao avariada ou
danificada. Nunca fazer contatos eltricos atravs de superfcies
pin-tadas ou oxidadas. Deve-se garantir que a transmisso da
corrente ocorra sem interrupes. A garra negativa deve ser fixada a
uma parte descoberta da pea ou da mesa de soldagem. No se deve
per-mitir que gua, graxa ou sujeira se acumule na bucha de conexo.
4.2 Tocha de soldagem MIG-MAG, conexo na mquina A tocha de soldagem
MIG-MAG deve ser introduzida na conexo central [08] e fixada
firme-mente com a porca de trava. A conexo central (Euro-Conector)
responsvel pela passa-gem do gs de proteo, corrente de soldagem e o
sinal do gatilho. Para o funcionamento correto importante manter a
conexo central em bom estado, tanto na tocha como na m-quina. No se
deve permitir que gua, graxa ou sujeira se acumule na conexo
central. 4.3 Instalao do gs de proteo, conexo na mquina Ateno! Siga
rigorosamente as regras, normas e avisos de segurana especficos
indicados pelo fornecedor do gs de proteo. O manuseio inadequado ou
a queda do cilindro de gs pode provocar dano ou ruptura da vlvula
de fechamento com riscos de ferimento ou morte. O cilindro de gs
deve ser colocado sobre o suporte da mquina em posio vertical e
fixado firmemente com a corrente de segurana. Verificar sempre se
no h risco da corrente soltar-
-
MB 355 K
22
se. Conectar a mangueira de gs no niple [13] na parte traseira
da mquina e fixar firmemen-te com uma abraadeira.
Sempre conservar as mangueiras e conexes de gs em boas condies
de trabalho. O circuito de gs deve estar isento de vazamento.
Nunca conservar o cilindro de gs em reas confinadas. Quando o
cilindro de gs no estiver em uso, ele deve permanecer com sua
vlvula
fechada, mesmo que esteja vazio. Sempre manter o cilindro de gs
distante de chamas, fontes de fascas ou de calor Somente usar
regulador de presso especfico para o gs a ser utilizado. Nunca
usar
adaptadores de rosca entre o cilindro e o regulador de presso.
4.4 Alimentador para tracionar o arame, modelo DV-26 Ateno! Ao
trocar o arame deve-se seguir rigorosamente s normas de segurana.
Use culos de segurana para evitar ferimento grave na viso causada
pela ponta do arame. Manuseie o arame com o mximo de cuidado para
no causar ferimentos. O alimentador para tracionar o arame
encontra-se no lado direito da mquina. Durante o tra-balho e com a
mquina parada deve-se manter a lateral fechada para evitar
eventuais aci-dentes enquanto a bobina do arame estiver girando e
impedir contaminao do arame por partculas agressivas do ambiente. A
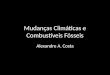
tampa lateral se abre com duas travas rpidas. 4.5 Introduo do arame
de soldagem Soltar a porca grande do eixo carretel [09] e
introduzir a bobina de arame de 15 kg ou 18 kg. O pino de arrasto
na base do eixo carretel deve se encaixar no furo do carretel da
bobina. Use a chave vermelha que acompanha o conjunto para apertar
a porca central vermelha do eixo carretel e assim ajustar a presso
do freio deste, afim de que o rolo de arame no conti-nue o giro por
inrcia aps a parada do tracionador de arame. Re-aperte a porca
grande. Sol-te a extremidade do arame da bobina e corte-o com
alicate para eliminar rebarbas.
-
MB 355 K
23
Levante a alavanca [21] do ali-mentador. Introduza a extremidade
do ara-me no bico de entrada por meio do guia [23]. Encaixe e fixe
o arame na ranhu-ra do rolete de arraste [18]. Passe pelo guia do
meio [19] e ento passe pelo outro rolete [18]. Continue levando o
arame at a sada no euro conector a-travs do guia [22]. Abaixe a
alavanca [21] e ajuste de acordo com a presso dese-jada
Alimentador DV-26
-
MB 355 K
24
5.0 Instrues operacionais para a MB 355 K 5.1 MB 355 K Vista
Frontal
5.2 Painel de comando Posio [01] : Chave Principal regulagem
grossa 2 posio e chave liga/desliga Posio [02] : Chave de regulagem
fina 10 posio Posio [03] : Potencimetro de velocidade do arame
Permite regular a velocidade do arame entre 0,7 a 25 m/min.
Posio [04] : Potencimetro de tempo de solda.
Permite regular o tempo de solda ou tempo de ponteamento de 0,5
a 2,0s, ele consiste em fechamento e abertura automtica do arco
eltrico no tempo de-terminado.
Posio [05] : Potencimetro de intervalo Permite regulagem do
intervalo da solda entre 0,5 a 2,0s para o reposiciona-mento da
tocha sem necessidade de um novo acionamento da tocha.
-
MB 355 K
25
Posio [06] : LED vermelho Acende quando a maquina ultrapassa o
ciclo de trabalho.
A mquina possui uma proteo trmica para evitar danos no seu
equipamento, a qual desli-ga a fonte de soldagem to logo o LED
vermelho acenda. Neste momento, a ventilao da mquina continua,
porm, a mquina no permite a continuao da soldagem. Ateno No
desligue a mquina nesta situao, mas sim, deixe a mquina ligada at
que o LED vermelho se apague e a temperatura interna da mquina
volte temperatura normal de tra-balho. Posio [07] : Bucha de
conexo, para o cabo-obra
Indutncias de100% na frente da mquina, ao lado do Euro conector
Posio [08] : Conexo central para a tocha MIG-MAG, tipo Euro
conector 5.3 MB 355 K Vista Lateral
Descrio das Posies Posio [09] :Eixo carretel Posio [10]
:Conjunto motor alimentador de arame DV-26
-
MB 355 K
26
Posio [11] :Alterao de voltagem Permite mudar a voltagem da
maquina na rede e do transformador auxiliar de 220V para 380V ou
vice-versa
Posio [12] :Porta fusveis de proteo. F1, F2, F3, F4
Os fusveis fazem a proteo dos componentes auxiliares contra
sobre carga Posio [13] : Niple para entrada do gs de proteo. Na
traseira da mquina. 5.4 Modo de operao 5.4.1 Modo de 2-passos Ao
desligar o potencimetro [05] intervalo e desligar e o potencimetro
[04] tempo de sol-da, o modo de 2 passos ativado:
Acionar o gatilho da tocha; incio da soldagem. Soltar o gatilho
da tocha; termino da soldagem.
5.4.2 Modo de 4-passos Ao ligar o potencimetro [05] intervalo e
desligar e o potencimetro [04] tempo de solda, o modo de 4 passos
ativado:
Acionar o gatilho da tocha; inicio da soldagem. Soltar o gatilho
da tocha; continuao da soldagem. Acionar o gatilho da tocha;
continuao da soldagem. Soltar o gatilho da tocha; termino da
soldagem.
5.5 Manuteno Peridica
Em processo normal de operao a fonte de soldagem MB 350K no
necessita de qualquer servio de manuteno especializado. Porm
importante manter uma rotina mensal de lim-peza interna com ar
comprimido sob baixa presso e isento de leo e gua, alm de
verifica-o das conexes eltricas e as condies dos cabos.
Para realizar a limpeza e verificao, desligue o equipamento da
rede eltrica!
Aps a limpeza com ar comprimido, verifique as conexes eltricas,
confira as ligaes do cabo-obra, tocha e garra negativa, observe se
h falhas na isolao dos fios ou cabos, e caso tenha,
substitua-os.
-
MB 355 K
27
6.0 Soldagem de materiais especiais 6.1 Soldagem de aos de alta
liga A MB 355 K permite a soldagem de aos de alta liga, entre
outros.
Deve-se utilizar o gs adequado de acordo com o material a ser
soldado, por exemplo, 97,5% Ar e 2,5% CO2.
Deve-se utilizar o arame adequado, de acordo com o material a
ser soldado. 6.2 Soldagem de alumnio e as respectivas ligas A MB
355 K permite a soldagem de alumnio e as respectivas ligas, como
por exemplo, alu-mnio de acordo com a norma AISI 304, 308, 316,
entre outros.
Para a soldagem destes materiais deve-se substituir o condute de
ao na tocha por um condute sinttico
Alimentador DV-26: substituir o rolete de arraste para ao, por
rolete de arraste espe-cial para alumnio.
Deve-se utilizar o gs adequado, 100% de Argnio, de acordo com o
material a ser soldado
Deve-se utilizar o arame adequado de acordo com o material a ser
soldado O comprimento do cabo da tocha no deve passar 3 m
Kit Merkle Balmer/Fricke Soldas completo para soldagem de
alumnio:
02 rolete DV-26 de arraste Condute sinttico para a tocha Bico de
entrada, tubo-guia e bico de sada para o alimentador DV-26
Ateno: Para soldagens de materiais especiais (aos de alta liga e
alumnio) com elevadas exigncias a resistncia, repetibilidade e
aspecto visual, recomendamos o processo MIG-Pulsado. Favor
consultar a sua revenda mais prxima sobre a linha MIG-Pulsada da
Merkle Balmer e consul-tar o nosso site www.merklebalmer.com.br
-
MB 355 K
28
7.0 Guia de identificao e soluo de problemas Ateno! Todos e
quaisquer servios de manuteno s devem ser executados por pessoas
qualifica-das e autorizadas. Seguindo rigorosamente s normas de
segurana para equipamentos el-tricos. A no observao destas regras e
normas de segurana pode resultar em acidentes com danos fsicos ou
eventualmente fatais, sob a inteira responsabilidade do usurio. Em
ca-so de dvida favor entrar em contato com a assistncia autorizada
mais prxima. Danos pro-vocados no equipamento por pessoas no
autorizadas no tero cobertura de garantia pelo fabricante.
Problemas Fsicos Problema Possveis falhas Soluo/Ao
Recomendada Estrutura comprometida Componentes quebrados Falta
de peas/acessrios
Contate o revendedor, a as-sistncia tcnica ou o fabri-cante.
CORRENTE E TENSO
Problema Possveis falhas Soluo/Ao Recomendada
Mquina no liga. Nenhum componente do e-quipamento funciona.
Chave liga/desliga na posio desligado (0). Chave liga/desliga
com defei-to. Ligao do equipamento ina-dequada. Falta ou queima de
fusvel.
Coloque a chave liga/desligada na posio ligado(1). Verifique e
corrija a ligao el-trica do equipamento. Verifique e se necessrio
subs-titua os fusveis de proteo do equipamento. Chame o servio de
assistncia tcnica autorizada.
No h tenso em vazio. O arame alimentado e a vlvula solenide do
gs abre normalmente quando o gati-lho da tocha acionado, po-rm a
solda no ocorre.
Ligao do equipamento ina-dequada. Cabo de corrente da tocha
danificado.
Verifique e corrija a ligao el-trica do equipamento. Verifique
as conexes dos ca-bos eltricos. Defeito na placa eletrnica. Chame o
servio de assistncia tcnica autorizada.
Corrente de sada baixa. O arame alimentado e a vlvula solenide
do gs abre normalmente quando o gati-
Condies da tocha, cabos e conexes eltricas inadequa-das.
Procedimentos de soldagem
Verifique as conexes da tocha e dos cabos eltricos. Consulte um
procedimento de soldagem.
-
MB 355 K
29
lho da tocha acionado, po-rm a solda no ocorre.
inadequados ao arame e chapa.
Chame o servio de assistncia tcnica autorizada.
Existncia de Tenso e ali-mentao do arame, mesmo sem o gatilho da
tocha estar pressionado.
Gatilho da tocha com proble-ma. Placa eletrnica danificada.
Verifique os contatos do gatilho da tocha. Defeito nas placas
eletrnicas. Chame o servio de assistncia tcnica autorizada.
No h controle de tenso do arco eltrico
Placa eletrnica danificada. Defeito no retificador.
Chame o servio de assistncia tcnica autorizada.
Aquecimento excessivo do cabo de soldagem e do terra.
Conexes frouxas do cabo de soldagem ou do cabo terra. Cabo de
soldagem muito lon-go. Ciclo de trabalho pesado. Tenso diferente da
indicada.
Verifique e aperte as conexes dos cabos. Melhore o aterramento.
Substi-tua-o por outro de bitola maior ou, se possvel, reduza o
com-primento. Use um ciclo menos intenso. Acerte as ligaes de
acordo com o esquema da fonte de energia.
ALIMENTAO DE ARAME
Problema Possveis falhas Soluo/Ao Recomendada
Alimentao do arame inter-rompida durante a soldagem
Tocha de solda est obstru-da. Presso dos roletes inade-quada.
Rolete de arraste imprprio para o arame que esta sendo utilizado.
Gatilho da tocha com defeito.
Verifique a tocha e se necess-rio substitua os componentes com
defeito. Verifique os roletes, se neces-srio substitua ou ajuste a
presso conforme sua exign-cia. Placa eletrnica danificada. Chame o
servio de assistncia tcnica autorizada.
No h controle da velocida-de de alimentao do arame
Boto (knob) controlador da velocidade de arame est sol-to.
Fusvel de proteo do motor de alimentao est queima-do.
Verifique o boto (knob) e se necessrio re-aperte-o ou
substitua-o. Verifique o fusvel de proteo do motor de alimentao do
arame. Se necessrio substitu-
-
MB 355 K
30
Motor de alimentao com defeito. Placa eletrnica com defeito
a. Verifique o motor de alimenta-o do arame. Se necessrio
substitua-o. Placa eletrnica danificada. Chame o servio de
assistncia tcnica autorizada.
No h alimentao de ara-me, mesmo com o gatilho da tocha
acionado.
Tocha de solda est obstru-da. Presso do rolete inadequa-da.
Rolete de arraste imprprio para o arame que esta sendo utilizado.
Fusvel de proteo do ali-mentador de arame, queima-do. Motor de
alimentao do a-rame est queimado. Gatilho da tocha com defeito.
Verifique a tocha e se necess-rio substitua o componente com
defeito. Verifique os roletes, se neces-srio substitua ou ajuste a
presso conforme sua exign-cia. Verifique o fusvel de proteo e o
motor de alimentao do arame. Se necessrio substi-tua-o. Verifique a
mangueira de gs. Placa eletrnica danificada. Chame o servio de
assistncia tcnica autorizada.
Alimentao irregular do ara-me
Presso dos roletes de arras-te insuficiente: o arame desli-za e
no alimenta a tocha. Presso dos roletes de arras-te excessiva, que
deforma o arame, arranca a camada de cobre e entope o bico de
con-tato. Rolete de arraste embola o arame. Rolete incorreto.
Velocidade de alimentao do arame muito baixa. Bico de contato sujo
ou muito gasto provoca mau contato. Abertura do arco eltrico no
bico de contato.
Aumente a presso dos roletes de arraste. Reduza a presso dos
roletes de arraste, limpe o condute e o bico de contato. Verifique
se est correto con-forme a bitola do arame. Limpe os roletes e o
alimenta-dor de arame. Acerte a presso dos roletes de arraste.
Verifique e aumente a veloci-dade de alimentao do arame. Limpe ou
substitua o bico de contato. Verifique a polaridade. Use po-
-
MB 355 K
31
Polaridade incorreta. Superaquecimento da tocha. Condute flexvel
(guia do a-rame) est sujo ou desgasta-do. O freio do
moto-alimentador no est funcionando corre-tamente e o arame enrosca
na sada do carretel. No ocorre alimentao do arame.
laridade positiva no arame. Use tocha que aceite maior corrente
de soldagem ou tocha refrigerada a gua. Limpe ou substitua o
condute flexvel (guia do arame). Limpe o sistema de freio do
moto-alimentador, retire exces-sos de graxa ou sujeiras
acu-muladas. Regule o freio de forma que o carretel pare no momento
em que o gatilho da pistola de sol-dagem desativado. Verifique se o
arame est pas-sando pelos canais das rolda-nas do moto-alimentador
e se o sistema eltrico do moto-alimentador est funcionando. Troque
o fusvel do sistema do moto-alimentador caso esteja queimado.
Verifique se o interruptor (gati-lho) da pistola de soldagem est
funcionando.
GS
Problema Possveis falhas Soluo/Ao Recomendada
No ocorre o fluxo do gs. Quando gatilho da tocha acionado, o
arame alimen-tado e h tenso em vazio, porm no h fluxo de gs
O cilindro de gs est vazio. Regulador de gs est com problemas.
Fusvel queimado ou defeito na vlvula solenide. Mangueira do gs
obstruda. Placa eletrnica com defeito.
Substitua o cilindro de gs de proteo. Verifique e se necessrio
subs-titua o regulador de gs. Verifique o fusvel de proteo e a
vlvula solenide. Se ne-cessrio substitua. Verifique a mangueira de
gs. Placa eletrnica danificada.
-
MB 355 K
32
Chame o servio de assistncia tcnica autorizada.
OPERAO DOS RECURSOS DO EQUIPAMENTO
Problema Possveis falhas Soluo/Ao Recomendada
Falha na regulagem com po-tencimetros Botes (Knobs) soltos.
Re-aperte os botes. Placa eletrnica danificada. Chame o servio
de assistncia tcnica autorizada.
Aps soltar o gatilho da tocha o arame continua sendo
tra-cionado.
Chave de 4 toques acionado. Gatilho da tocha com proble-mas.
Passe a chave para 2 toques. Verifique e se necessrio con-serte
o gatilho da tocha. Placa eletrnica danificada. Chame o servio de
assistncia tcnica autorizada.
PROCEDIMENTOS DE SOLDAGEM
Problema Possveis falhas Soluo/Ao Recomendada
Arco instvel e/ou apagando.
Bicos de contatos desgasta-dos. Cabos de solda e conexes com
defeitos. Polaridade da tocha inade-quada. Parmetros (voltagem,
velo-cidade de arame, vazo de gs, distncia entre a tocha e a pea
obra, velocidade de soldagem) esto inadequa-dos. Tipo de gs ou vazo
ajusta-da de forma inadequada. Peas a serem soldadas es-to
contaminadas.
Verifique todas as conexes e componentes da tocha e se necessrio
substitua-os. Verifique a polaridade da tocha e se necessrio
re-conecte-a no plo positivo. Obtenha os parmetros de sol-dagem
adequados a situao. Verifique a situao de solda-gem e utilize o gs
adequado e ajuste-o. Limpe as peas a serem sol-dadas. Placa
eletrnica danificada. Chame o servio de assistncia tcnica
autorizada.
Sopro Magntico Desvio do arco eltrico provo-cado pela
interferncia de um
Arco instvel que muda de direo sem causa aparente. Solda
efetuada na direo do
Mude a posio do cabo terra. Prenda o cabo terra diretamen-te na
pea de trabalho.
-
MB 355 K
33
campo magntico externo. cabo terra. A bancada ou a pea esto
magnetizadas.
Solde afastando-se do cabo terra. Substitua a bancada e
verifique periodicamente se no est ocorrendo magnetizao das
peas.
Falta de fuso ou penetrao. No ocorre fuso homognea ou penetrao
adequada entre as partes soldadas, o que reduz a resistncia da
solda e atua como pontos de incio de trincas quando a pea est em
servio.
Preparao da junta inade-quada. Corrente de soldagem (ampe-ragem)
muito baixa. Velocidade de soldagem mui-to alta. Distncia muito
alta da tocha pea. ngulo da tocha inadequado. Chapa suja,
enferrujada ou pintada. Manipulao inadequada da tocha.
Verifique o chanfro: aumente a abertura da raiz, reduza a face
da raiz e aumente o ngulo do chanfro. Aumente a velocidade de
ali-mentao do arame. Reduza a velocidade de solda-gem. Solde com a
tocha mais prxi-ma pea (distncia + ou - 10 vezes a bitola do
arame). Mude o ngulo da tocha. Solde com a tocha reta ou puxando
ligeiramente para aumentar a penetrao. Limpe as superfcies a serem
soldadas. Use lixadeira ou escova de ao para remover ferrugem e
sol-vente para remover leo, graxa ou tinta. Com oscilao durante a
sol-dagem, mantenha o arco sobre as laterais do chanfro,
permi-tindo a fuso completa das bordas.
Porosidade Incluses internas e/ou erup-es externas que provocam
reduo da resistncia da solda podem no ser visveis.
Proteo de gs inadequada. Chapa suja, enferrujada ou pintada.
ngulo da tocha inadequado.
Aumente a vazo de gs. Mantenha o bocal da tocha mais perto da
pea. Verifique se h vazamento de gs.
-
MB 355 K
34
Arame de solda sujo ou oxi-dado. Corrente de ar junto pea a ser
soldada desloca o gs de proteo. Vazo do gs muito elevada causa
turbulncia na poa de fuso, permitindo a entrada de ar. Condute do
arame sujo e/ou bocal com respingos. Velocidade de soldagem mui-to
alta.
Centralize o bico de contato no bocal da tocha. Troque o bocal
da tocha se es-tiver danificado. Verifique se a vlvula solenide do
gs est funcionando corre-tamente. Limpe as superfcies a serem
soldadas. Use lixadeira ou escova de ao para remover ferrugem e
sol-vente para remover leo, graxa ou tinta. Mude o ngulo da tocha
para melhorar a proteo do gs. Aps abrir a embalagem, man-tenha o
arame protegido de umidade, respingos de solda e poeira. Use
biombos ou cortinas ade-quadas para evitar as correntes de ar.
Reduza a vazo do gs. Limpe o condute e o bocal. Mantenha a poa de
solda fun-dida por mais tempo, para permitir que os gases escapem
antes que a solda solidifique.
Excesso de respingos. O acabamento do cordo fica irregular,
embora a resistn-cia da solda no seja afetada. O acabamento fica
prejudica-do, aumentando o custo de limpeza da solda.
Tenso (voltagem) muito alta, aumentando o comprimento do arco.
Distncia da tocha pea muito alta. Chapa suja, enferrujada ou
pintada. Vazo do gs muito elevada, que causa turbulncia na po-
Reduza o valor da tenso e trabalhe com arco curto. Solde com a
tocha mais prxi-ma pea. Limpe as superfcies a serem soldadas. Use
lixadeira ou escova de ao para remover ferrugem e sol-vente para
remover leo, graxa
-
MB 355 K
35
a de solda, permitindo a en-trada de ar, causando porosi-dade e
excesso de respingos. Indutncia da mquina de solda.
ou tinta. Reduza a vazo do gs. Se estiver soldando com
trans-ferncia tipo curto-circuito, au-mente a indutncia na mquina
de solda.
Trincas. Muitos tipos de trincas podem ocorrer em uma solda.
Algu-mas so visveis, outras no. Todas as trincas so conside-radas
potencialmente srias e devem ser evitadas ou repa-radas. As trincas
podem se propa-gar, causando a quebra da pea quando em servio.
Trinca de cratera: no final do cordo, o arco fechado mui-to
rapidamente. Teor de carbono ou enxofre elevado no metal base.
Cordo de solda cncavo. Velocidade de soldagem mui-to alta. Junta
muito rgida.
No final do cordo, retorne ou pare o deslocamento para en-cher
adequadamente a cratera de solda. Pr-aquea a pea se o teor de
carbono no metal base for ele-vado. Reduza a penetrao, usando baixa
corrente de soldagem (utilize baixa velocidade de ali-mentao do
arame ou arames de menor bitola). Mude a velocidade de solda-gem ou
o tipo de gs de prote-o para obter um cordo mais plano. Reduza a
velocidade de solda-gem. Pr-aquea a pea. Melhore a montagem de
forma que o metal base dila-te/contraia livremente. Use chanfro
mais aberto.
-
MB 355 K
36
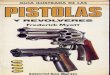
8.0 Circuito Eltrico
-
MB 355 K
37
-
MB 355 K
38
9.0 TERMOS DE GARANTIA A MERKLE BALMER EQUIPAMENTOS DE SOLDAGEM
LTDA/FRICKE EQUIPAMENTOS DE SOLDAGEM LTDA, nesta melhor forma de
direito, certifica ao cliente estar entregando um novo equipamento
em perfeitas condies de uso, sem defeitos de fabricao. Todo e
qualquer eventual defeito de fabricao poder ser reclamado nos
termos da Lei n 8.078 de 11 de setembro de 1990. A garantia cobre
componente e mo-de-obra. Prazo de garantia: Todos os prazos de
garantia iniciam-se a partir da data de emisso da nota fiscal. Para
com-provao deste prazo o cliente deve apresentar uma via original
da nota fiscal, ou outro do-cumento fiscal equivalente ao mesmo,
com o nmero de srie do equipamento, havendo a falta ou no
apresentao de um dos comprovantes a garantia no ser concedida. 01
(UM) ANO:
Fontes de soldagem MIG/MAG da linha M e MB Fontes de soldagem
MIG/MAG da linha PU Fontes de soldagem TIG da linha TIG e IQ Fontes
de corte por plasma da linha C, CM, Air Cut e Plasma Cut Mesa
posicionadora da linha D Dispositivos de refrigerao a gua tipo WK O
sistema integrado de refrigerao a gua nas mquinas com o cdigo W, ou
seja,
bomba de gua, radiador, pressostato, disjuntor, tubulao,
ventoinha. Motor de avano do tipo DV19, DV 20, DV 25 e DV 30
Dispositivos de automao Comando piloto PT 10, PT 11, PT 12
Retificadores de soldagem TE 161 DC, TIG 150 DC
Aos equipamentos no relacionados acima, como porta-eletrodo,
cabos e garras negativa, a MERKLE BALMER/FRICKE SOLDAS entende como
sendo consumveis e no so cobertos por garantia. Para obter a
cobertura da garantia Os consertos em garantia devem ser efetuados
por uma Assistncia Tcnica MERKLE BAL-MER/FRICKE SOLDAS, devidamente
autorizada pela MERKLE BALMER EQUIPAMENTOS DE SOLDAGEM LTDA/FRICKE
EQUIPAMENTOS DE SOLDAGEM LTDA, que para tanto, se utiliza de
tcnicos especializados e peas originais, garantindo o servio
executado. Reparos em garantia Se a inspeo do equipamento pela
MERKLE BALMER/FRICKE SOLDAS confirmar a exis-tncia de um defeito
por esta garantia, o defeito ser consertado atravs de reparo ou
substi-tuio, deciso que cabe nica e exclusivamente MERKLE
BALMER/FRICKE SOLDAS.
-
MB 355 K
39
Custos de garantia O equipamento em garantia deve ser levado e
retirado do centro de servio ou de um repre-sentante autorizado
pela MERKLE BALMER/FRICKE SOLDAS. O custo de deslocamento ou o
envio do aparelho a fabrica fica sob a responsabilidade do cliente.
Limitaes importantes da garantia Resultar nula a garantia e sem
efeito a cobertura concedida, em caso de:
O equipamento sofrer danos provocados por acidentes, agente da
natureza, uso inde-vido ou maus tratos;
Modificaes ou reparos efetuados por pessoas ou empresas no
autorizadas pela
MERKLE BALMER EQUIPAMENTOS DE SOLDAGEM LTDA/FRICKE EQUIPAMEN-TOS
DE SOLDAGEM LTDA.;
Instalao do equipamento em rede eltrica errada (sobtenso) ou
imprpria (sem a-
terramento,...);
O equipamento se no operado em condies normais, ou de no
compreenso dos intervalos de manuteno preventiva exigida de acordo
com o manual de operao.
A MERKLE BALMER EQUIPAMENTOS DE SOLDAGEM LTDA/FRICKE
EQUIPAMENTOS DE SOLDAGEM LTD., no se responsabiliza por danos
conseqentes por defeitos ou atrasos na correo destes, como perda de
negcios, etc. A responsabilidade da MERKLE BALMER EQUIPAMENTOS DE
SOLDAGEM LTDA/FRICKE EQUIPAMENTOS DE SOLDAGEM LTD. nesta garantia
no ultrapassar o custo do defeito. Recomendaes Para a sua segurana
e conforto e para melhor desempenho deste produto recomendamos que
a instalao fosse feita pelo Servio Tcnico Autorizado da MERKLE
BALMER/FRICKE SOLDAS. Leia sempre o manual de instrues antes de
instalar e operar o produto e quando tiver dvi-das. Seguir
rigorosamente os intervalos de manuteno exigidos pelo manual, para
ter sempre o seu equipamento em perfeitas condies de uso. Evite que
pessoas no autorizadas efetuem reparos ou alteraes tcnicas.
Informativo para o cliente / Custos:
Prezado cliente informamos que o servio para instalao e startup
gratuito e tem cobertura total sem qualquer nus para o cliente
dentro do contrato preestabelecido na fatura comercial entre
cliente/fornecedor.
-
MB 355 K
40
Assistncia tcnica: A Merkle Balmer/Fricke Soldas restringe sua
responsabilidade substituio de peas defeituosas, desde que, a
critrio de seu tcnico credenciado, se constate a falha em condies
normais de uso.
A Mo-de-obra e a substituio de pea(s) com defeito(s) de
fabricao, em uso nor-
mal do equipamento, sero gratuitas dentro do perodo de garantia
de acordo com o termo de garantia Merkle Balmer/Fricke Soldas.
Aviso: Caso a solicitao de servio feita pelo cliente esteja fora
do prazo de garantia
ou no relacionada ao produto Merkle Balmer/Fricke Soldas, ou
seja, relacionados aos perifricos, consumveis, peas no originais,
dispositivos de automao, erros operacionais, rede eltrica, etc., os
custos no sero assumidos pela Merkle Bal-mer/Fricke Soldas e a
contratao do servio ser paga pelo cliente.
-
MB 355 K
41
Relatrio de Instalao
N de Srie: Modelo: MB 355 K
Cdigo da Mquina: Descrio: Fonte de Soldagem a Arco El-trico
MIG/MAG
Data da Instalao: Data de Venda: Empresa: UF
Documentos entregues: Manual da Mquina, Certificado de
Garantia
Termo de Garantia
Check list: Barra de Conexo: 220V 380V 440V Tenso de entrada:
220V 380V 440V Aterramento: Sim No Condies ambientais (recomendar
filtro de ar): Sim No Observaes Tcnicas:
Cliente Declaro ter recebido treinamento e os documentos
referentes ao equipamento adquirido e que o mesmo est em perfeito
estado e funcionamento.
Nome: Assinatura: Depto.: Data:
Assistncia Tcnica:
Nome: Assinatura: Data:
Ateno: Caso a empresa no possua um terminal terra para conectar
a mquina adquirida, a assistncia tcnica autorizada Merkle
Balmer/Fricke Soldas poder orientar o cliente a for-ma correta para
executar o aterramento adequado. Importante: A instalao sem
aterramento adequado s ser feita caso um representante legal da
empresa, autorize a instalao e responsabilize-se por qualquer dano
que venha a ocorrer mquina ou operador. Consultar Termo de
Garantia. Autorizao: Autorizo a instalao sem aterramento, e declaro
estar ciente sobre os Ter-mos da Garantia
Nome: Assinatura: Carimbo: Data:
-
MB 355 K
42
Certificado de Garantia Data da Compra: ___/___/_____ Nota
Fiscal: N____________________ Data da Nota Fiscal:
___/___/_____
_________________________________ Carimbo da Empresa ou
Revenda
Cliente:
Nome:____________________________________________________________________
Endereo:_________________________________________________________________
Cidade:________________________UF:_____________CEP:_______________________
Fone:______________________ Equipamento: Modelo: Numero de
Srie:
IMPORTANTE! Solicitaes de garantia somente sero vlidas se o
certificado for preenchido no ato da compra.O certificado deve ser
apresentado a cada solicitao de garantia, acompanhado da Nota
fiscal de compra.
recorte e guarde recorte e envie
Solicitao de Servio* Recebida em: ___/___/_____ Por (nome
assistncia Tcnica): ________________________
Motivo:______________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
Data da Compra: ___/___/_____ Nota Fiscal: N____________________
Data da Nota Fiscal: ___/___/_____
_________________________________ Carimbo da Empresa ou
Revenda
Cliente:
Nome:____________________________________________________________________
Endereo:_________________________________________________________________
Cidade:________________________UF:____CEP:__________________ Fone:(
)________________ Equipamento: Modelo: Numero de Srie: *
Recomendamos ao cliente fazer uma cpia desta solicitao de
servio.