Embed Size (px)
Citation preview
Docente: Sérgio R. Barra, Dr. Eng. 2013.2
UNIVERSIDADE FEDERAL DO RIO GRANDE DO NORTE
CURSO DE ENGENHARIA DE MATERIAIS
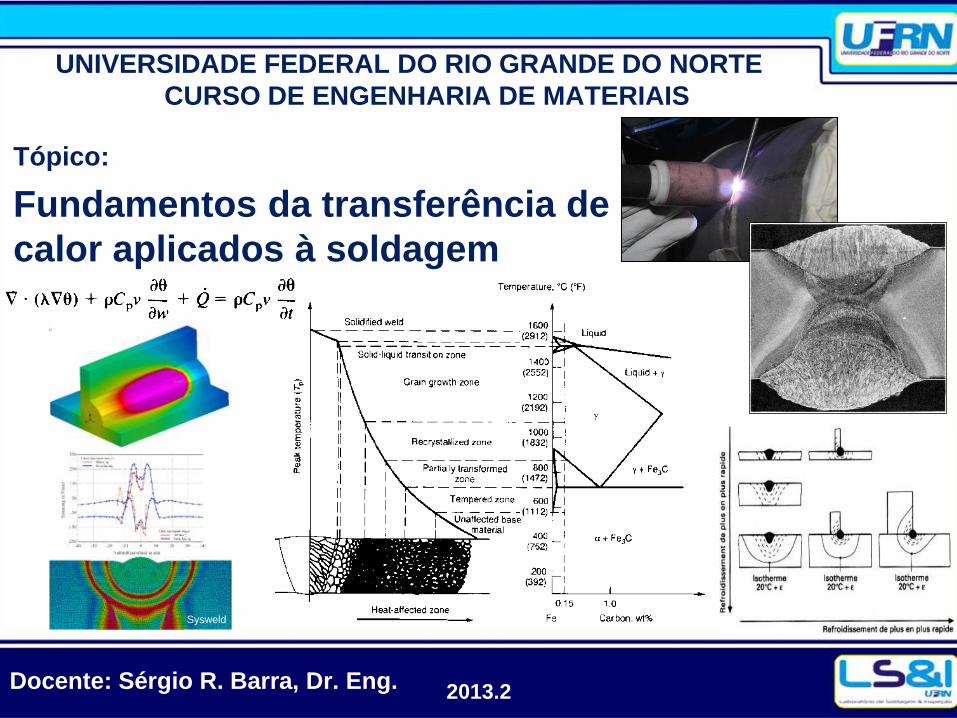
Tópico:
Fundamentos da transferência de
calor aplicados à soldagem
Sysweld

Prof. Sérgio R. Barra, Dr. Eng.
Fundamentos da transferência de calor
Índice (conteúdos abordados):
Apresentação geral do conteúdo;
Importância do estudo da Metalurgia da Soldagem;
Fundamentos da transferência de calor aplicados à soldagem;
Previsão do tempo para a solidificação da Zona Fundida e da sua possível forma;
Fundamentos da formação da Zona Termicamente Afetada;
Princípios da transformações de fases, no estado sólido, decorrentes da operação de soldagem (ligas ferrosas).
Referências básicas:
KOU, Sindo. Welding Metallurgy; WAINER, Emilio. Soldagem: Processos e Metalurgia; MESSLER,
R.. Principles of Welding: Processes, Physics, Chemistry, and Metallurgy; MACHADO, Ivan.
Soldagem e Técnicas Conexas: Processos; ASM. ASM Handbook: Welding, Brazing and Soldering;
AWS. Welding Handbook: Welding Science and Technology; OYSTEIN, Grong. Metallurgical
Modelling of Welding; BLONDEAU, Régis. Metallurgy and Mechanics of Welding; MESSLER, R..
Joining of Materials and Structures; BONNET, C. Le Soudage Métallurgie et Produits; ISF Aachen.
Welding Metallurgy; Revista Soldagem & Inspeção; Revista Welding Journal.
Consultas/dúvidas: [email protected]

Prof. Sérgio R. Barra, Dr. Eng.
Fundamentos da transferência de calor
O que é soldagem e quais os pontos chaves a serem considerados?
“Soldagem é um processo em que materiais, iguais ou dissimilares, são
aproximados e unidos por meio da formação de ligação química (primária ou
secundária) sob ação combinada de calor e pressão” (Messler, 1993)
“É um processo de fabricação, do grupo dos processos de união, que visa o
revestimento, a manutenção e/ou a união de materiais, em escala atômica, com
ou sem o emprego de pressão e/ou com ou sem a aplicação de calor. Nesse
caso, sempre que a ideia se refira a operação (preparação, execução e/ou
avaliação), o termo correto a ser utilizado é soldagem” (Site da Soldagem)
Pontos chaves a serem considerados na conceituação/ou estudo da soldagem:
1) Continuidade Exemplos: (a) Soldagem de duas chapas de aço inoxidável austenítico de mesma composição química ou (b) Soldagem dissimilar - metal com cerâmica, aço carbono com alumínio, outros.
2) Não se une, por soldagem, apenas metal
3) Soldagem é a ação combinada de calor e pressão
4) Necessidade ou não de uso de material de adição
5) Soldagem é aplicada para produzir/reparar um conjunto/estrutura
(ausência de interrupção física em escala atômica, não implicando em continuidade química e/ou homogeneidade na microestrutura?!)
(e os materiais poliméricos e cerâmicos?)
(pode ter ação isolada!?)
(geometria x composição)
(uma função!)
Prof. Sérgio R. Barra, Dr. Eng.
Fundamentos de transferência de calor
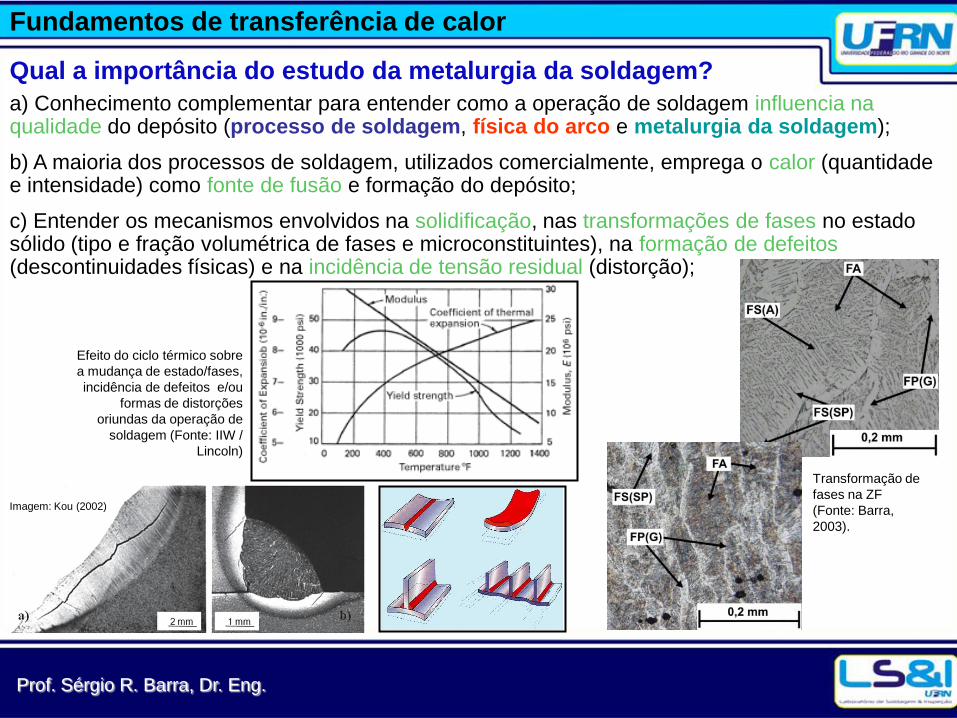
a) Conhecimento complementar para entender como a operação de soldagem influencia na qualidade do depósito (processo de soldagem, física do arco e metalurgia da soldagem);
b) A maioria dos processos de soldagem, utilizados comercialmente, emprega o calor (quantidade e intensidade) como fonte de fusão e formação do depósito;
c) Entender os mecanismos envolvidos na solidificação, nas transformações de fases no estado sólido (tipo e fração volumétrica de fases e microconstituintes), na formação de defeitos (descontinuidades físicas) e na incidência de tensão residual (distorção);
Qual a importância do estudo da metalurgia da soldagem?
Efeito do ciclo térmico sobre
a mudança de estado/fases,
incidência de defeitos e/ou
formas de distorções
oriundas da operação de
soldagem (Fonte: IIW /
Lincoln)
Transformação de
fases na ZF
(Fonte: Barra,
2003).
Imagem: Kou (2002)
Prof. Sérgio R. Barra, Dr. Eng.
Fundamentos da transferência de calor
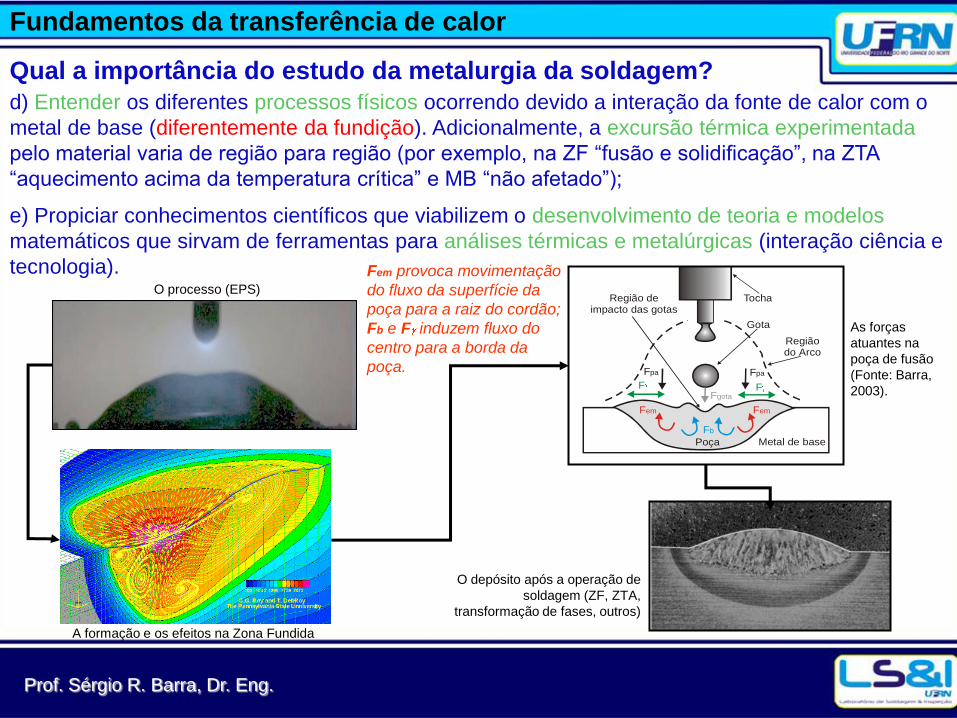
e) Propiciar conhecimentos científicos que viabilizem o desenvolvimento de teoria e modelos
matemáticos que sirvam de ferramentas para análises térmicas e metalúrgicas (interação ciência e
tecnologia).
d) Entender os diferentes processos físicos ocorrendo devido a interação da fonte de calor com o
metal de base (diferentemente da fundição). Adicionalmente, a excursão térmica experimentada
pelo material varia de região para região (por exemplo, na ZF “fusão e solidificação”, na ZTA
“aquecimento acima da temperatura crítica” e MB “não afetado”);
O processo (EPS)
A formação e os efeitos na Zona Fundida
O depósito após a operação de
soldagem (ZF, ZTA,
transformação de fases, outros)
Fem Fem
Fpa
FgotaFF
Fpa
Fb
Metal de basePoça
Gota
Tocha
Regiãodo Arco
Região deimpacto das gotas
As forças
atuantes na
poça de fusão
(Fonte: Barra,
2003).
Fem provoca movimentação
do fluxo da superfície da
poça para a raiz do cordão;
Fb e F induzem fluxo do
centro para a borda da
poça.
Qual a importância do estudo da metalurgia da soldagem?
Prof. Sérgio R. Barra, Dr. Eng.
Fundamentos da transferência de calor
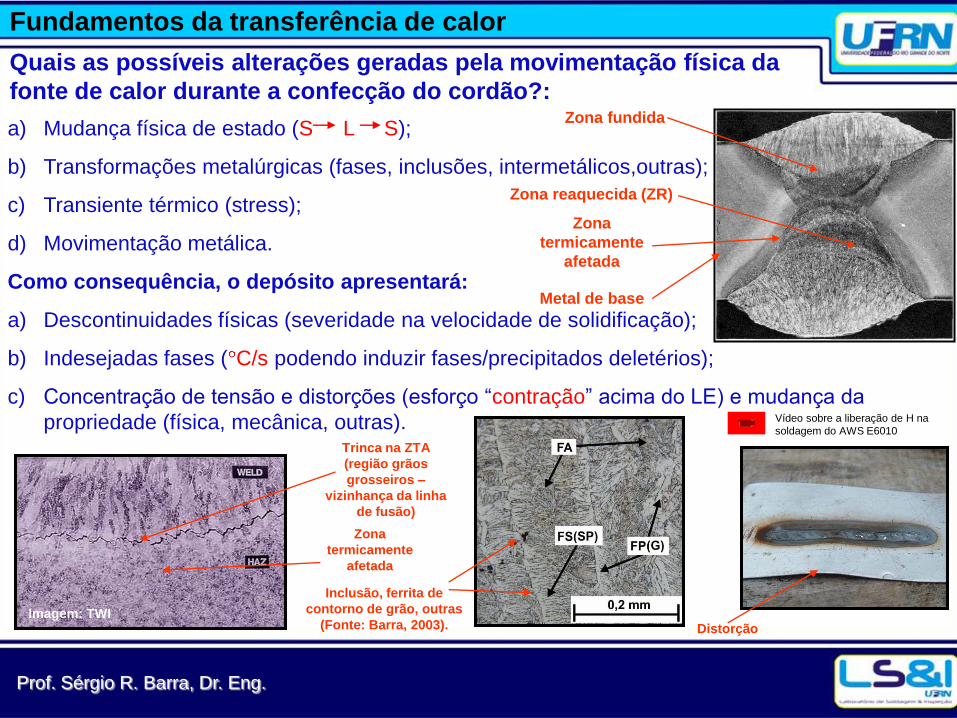
a) Mudança física de estado (S L S);
b) Transformações metalúrgicas (fases, inclusões, intermetálicos,outras);
c) Transiente térmico (stress);
d) Movimentação metálica.
Como consequência, o depósito apresentará:
a) Descontinuidades físicas (severidade na velocidade de solidificação);
b) Indesejadas fases ( C/s podendo induzir fases/precipitados deletérios);
c) Concentração de tensão e distorções (esforço “contração” acima do LE) e mudança da
propriedade (física, mecânica, outras).
Zona fundida
Zona
termicamente
afetada
Metal de base
Zona reaquecida (ZR)
Inclusão, ferrita de
contorno de grão, outras
(Fonte: Barra, 2003).
Trinca na ZTA
(região grãos
grosseiros –
vizinhança da linha
de fusão)
Zona
termicamente
afetada
Distorção
Imagem: TWI
Vídeo sobre a liberação de H na
soldagem do AWS E6010
Quais as possíveis alterações geradas pela movimentação física da
fonte de calor durante a confecção do cordão?:

Prof. Sérgio R. Barra, Dr. Eng.
Fundamentos da transferência de calor
O que provoca mudança no valor do rendimento térmico ( )?
Causas da perda de energia da
fonte de calor para a peça/meio.
Como consequência, o valor de “ ”
muda para um mesmo processo e
para diferentes processos de
soldagem ao arco elétrico (Fonte:
Messler, 2004) .
Típicos valores de rendimento térmico “ ” para os processos de
soldagem por fusão (Fonte: Messler, 2004).
Rendimento térmico do arco elétrico ( )
Para um mesmo heat
input, como o valor de “ ”
muda em função do
processo de soldagem
(Fonte: ISF Aachen, 2005).
Calor aportado = Is.Us. /vs
Prof. Sérgio R. Barra, Dr. Eng.
Fundamentos da transferência de calor
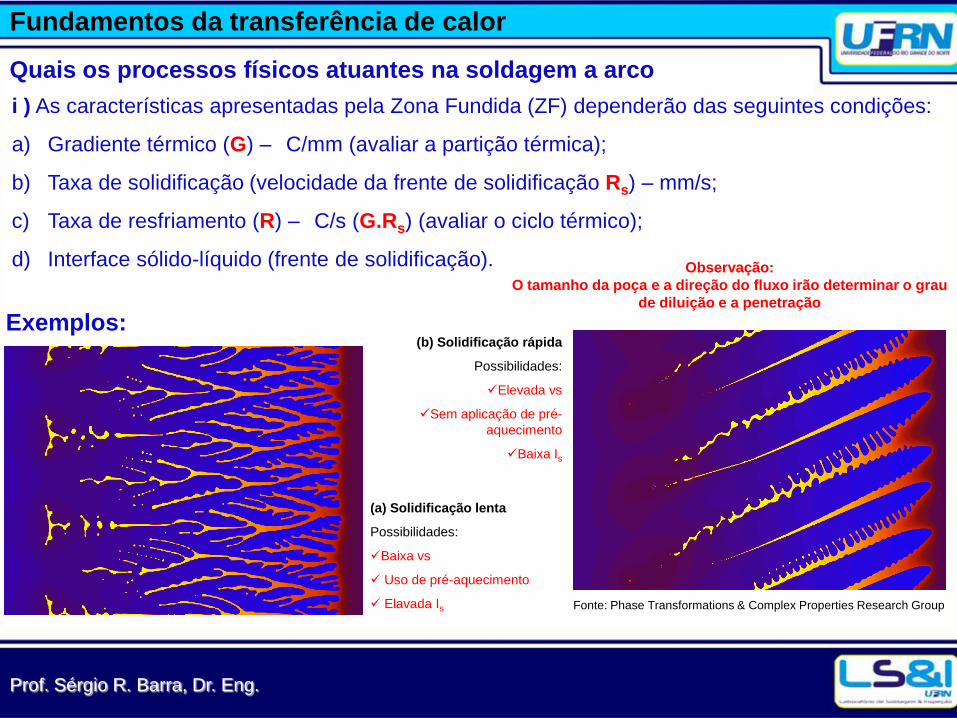
i ) As características apresentadas pela Zona Fundida (ZF) dependerão das seguintes condições:
a) Gradiente térmico (G) – C/mm (avaliar a partição térmica);
b) Taxa de solidificação (velocidade da frente de solidificação Rs) – mm/s;
c) Taxa de resfriamento (R) – C/s (G.Rs) (avaliar o ciclo térmico);
d) Interface sólido-líquido (frente de solidificação).
Quais os processos físicos atuantes na soldagem a arco
Exemplos:
Observação:
O tamanho da poça e a direção do fluxo irão determinar o grau
de diluição e a penetração
(a) Solidificação lenta
Possibilidades:
Baixa vs
Uso de pré-aquecimento
Elavada Is
(b) Solidificação rápida
Possibilidades:
Elevada vs
Sem aplicação de pré-
aquecimento
Baixa Is
Fonte: Phase Transformations & Complex Properties Research Group

Prof. Sérgio R. Barra, Dr. Eng.
Fundamentos da transferência de calor
(a) ZTA decorrente de CC
(b) ZTA decorrente de dupla pulsação de corrente (MIG Térmico)
E no caso (b) como ficaria a ZTA?
Diagrama
Fe-Fe3C
ZF
ZTA
•MB
723 C
1147 C
+
Fonte: Barra, 2003
Fonte: Easterling, 1992.
ZTA
ZF
MB
550 C
ii) As características apresentadas pela Zona Termicamente Afetada (ZTA) dependerão das
seguintes condições: (a) Temperatura de pico, (b) partição e (c) ciclo térmico
Escamas
Dpt
Detalhe A
Detalhe A
Zona fundida (ZF)Seção transversal
Região de análise (micrografias)
Seção longitudinal
ZTA
Zona fundida
A
C
B
D
F
E
ZTA
Metal de base
Pontos de análise metalográfica
Quais os processos físicos atuantes na soldagem a arco
911 C
A1
A3
1392 C
1536 C
Prof. Sérgio R. Barra, Dr. Eng.
Fundamentos da transferência de calor
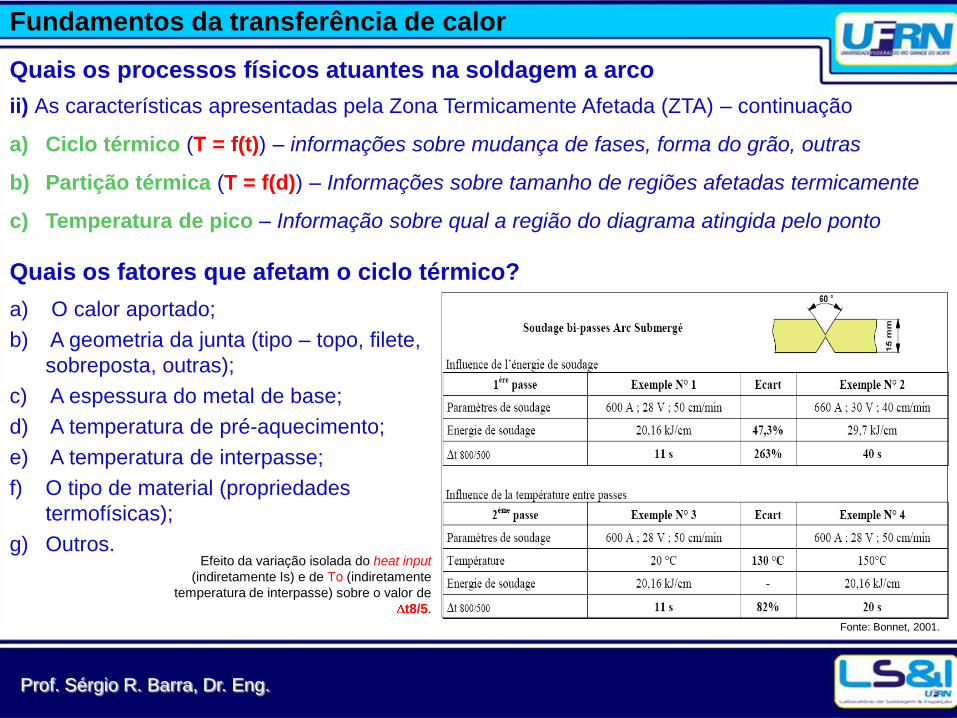
ii) As características apresentadas pela Zona Termicamente Afetada (ZTA) – continuação
a) Ciclo térmico (T = f(t)) – informações sobre mudança de fases, forma do grão, outras
b) Partição térmica (T = f(d)) – Informações sobre tamanho de regiões afetadas termicamente
c) Temperatura de pico – Informação sobre qual a região do diagrama atingida pelo ponto
Quais os fatores que afetam o ciclo térmico?
a) O calor aportado;
b) A geometria da junta (tipo – topo, filete,
sobreposta, outras);
c) A espessura do metal de base;
d) A temperatura de pré-aquecimento;
e) A temperatura de interpasse;
f) O tipo de material (propriedades
termofísicas);
g) Outros.
Fonte: Bonnet, 2001.
Efeito da variação isolada do heat input
(indiretamente Is) e de To (indiretamente
temperatura de interpasse) sobre o valor de
t8/5.
Quais os processos físicos atuantes na soldagem a arco

Prof. Sérgio R. Barra, Dr. Eng.
Fundamentos da transferência de calor
Cortes da região do
depósito mostrando
os perfis das
isotermas nos
planos XY(a), XZ
(c), e ZY (d)
Representação
esquemática da
forma de
medição do ciclo
térmico e do
efeito da
distancia sobre o
a temperatura de
pico (Tp)
Fonte: Murry
Exemplos do procedimento para mapeamento do ciclo térmico e dos
perfis das isotemas (linhas de iso-temperatura)
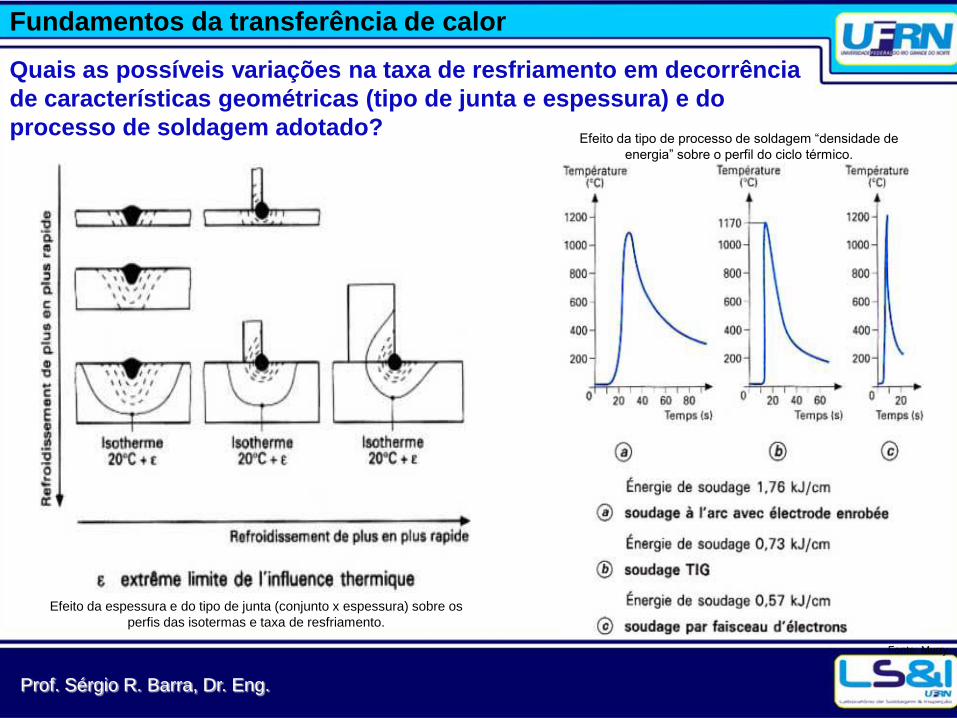
Efeito da espessura e do tipo de junta (conjunto x espessura) sobre os
perfis das isotermas e taxa de resfriamento.
Quais as possíveis variações na taxa de resfriamento em decorrência
de características geométricas (tipo de junta e espessura) e do
processo de soldagem adotado? Efeito da tipo de processo de soldagem “densidade de
energia” sobre o perfil do ciclo térmico.
Fonte: Murry
Prof. Sérgio R. Barra, Dr. Eng.
Fundamentos da transferência de calor

Prof. Sérgio R. Barra, Dr. Eng.
Fundamentos da transferência de calor
O tamanho da Zona Termicamente Alterada (ZTA ou Zona Regenerada “ZR”) dependerá da
partição térmica apresentada (temperatura x distância) e, por sua vez, as modificações da
estrutura “dinâmica”, em um determinado ponto da zona, serão função do ciclo térmico
(temperatura x tempo). Fonte: Barra, 2007
Soldagem multipasse com processo convencional
de soldagem (representação didática dos efeitos
da partição e do ciclo térmico )
Diferentes condições de
soldagem multipasse com
processo convencional de
soldagem (efeito da partição
térmica).
Regiões brancas
representam as ZTAs / ZRs
(“reustenitização”).
Fonte: Barra (2003)
Fonte: Phase Transformations &
Complex Properties Research Group
(University of Cambridge)
Considerações
Prof. Sérgio R. Barra, Dr. Eng.
Fundamentos da transferência de calor
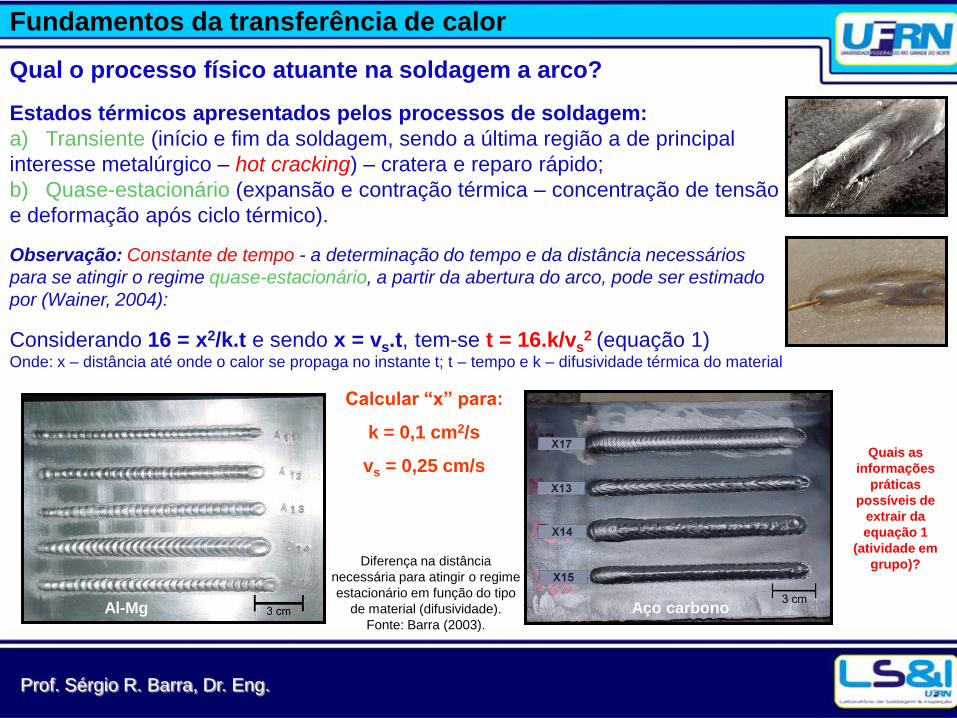
Estados térmicos apresentados pelos processos de soldagem:
a) Transiente (início e fim da soldagem, sendo a última região a de principal
interesse metalúrgico – hot cracking) – cratera e reparo rápido;
b) Quase-estacionário (expansão e contração térmica – concentração de tensão
e deformação após ciclo térmico).
Observação: Constante de tempo - a determinação do tempo e da distância necessários
para se atingir o regime quase-estacionário, a partir da abertura do arco, pode ser estimado
por (Wainer, 2004):
Considerando 16 = x2/k.t e sendo x = vs.t, tem-se t = 16.k/vs2 (equação 1)
Onde: x – distância até onde o calor se propaga no instante t; t – tempo e k – difusividade térmica do material
Diferença na distância
necessária para atingir o regime
estacionário em função do tipo
de material (difusividade).
Fonte: Barra (2003).
Qual o processo físico atuante na soldagem a arco?
Calcular “x” para:
k = 0,1 cm2/s
vs = 0,25 cm/s
Aço carbono Al-Mg
Quais as
informações
práticas
possíveis de
extrair da
equação 1
(atividade em
grupo)?
Prof. Sérgio R. Barra, Dr. Eng.
Fundamentos da transferência de calor
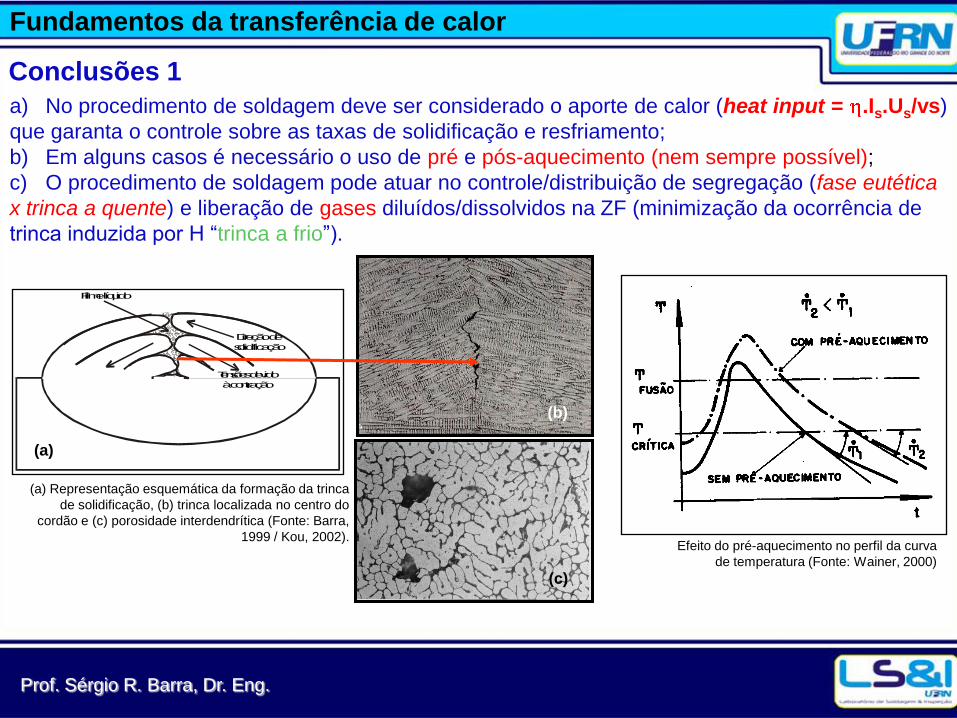
a) No procedimento de soldagem deve ser considerado o aporte de calor (heat input = .Is.Us/vs)
que garanta o controle sobre as taxas de solidificação e resfriamento;
b) Em alguns casos é necessário o uso de pré e pós-aquecimento (nem sempre possível);
c) O procedimento de soldagem pode atuar no controle/distribuição de segregação (fase eutética
x trinca a quente) e liberação de gases diluídos/dissolvidos na ZF (minimização da ocorrência de
trinca induzida por H “trinca a frio”).
Conclusões 1
Efeito do pré-aquecimento no perfil da curva
de temperatura (Fonte: Wainer, 2000)
(a) Representação esquemática da formação da trinca
de solidificação, (b) trinca localizada no centro do
cordão e (c) porosidade interdendrítica (Fonte: Barra,
1999 / Kou, 2002).
(b)
Filme líquido
Tensões devido
à contração
Direção de
solidificação
(a)
(c)

Prof. Sérgio R. Barra, Dr. Eng.
Fundamentos da transferência de calor
Considerações para a modelação:
a) Fonte de calor (arco) com movimento
constante ao longo de uma trajetória linear;
b) Existência de transiente térmico (aquecimento
antes de atingir o a condição de regime –
quase-estacionário);
c) Distribuição de temperatura estacionária na
região de regime;
d) O centro da fonte de calor é considerado
como ponto de origem.
Observações:
a) O arco elétrico provoca fusão localizada;
b) Na região do arco há existência de perda de calor por convecção, radiação e condução (impacto sobre o valor do rendimento térmico “ ”);
c) O processo de aquecimento e resfriamento induz a formação de três regiões metalúrgicas distintas (ZF, ZTA e MB).
Eletrodo
Arco
Poça
ZF
ZTA
W
Fonte: ASM Handbook, Vol 6.
Como modelar o arco elétrico?
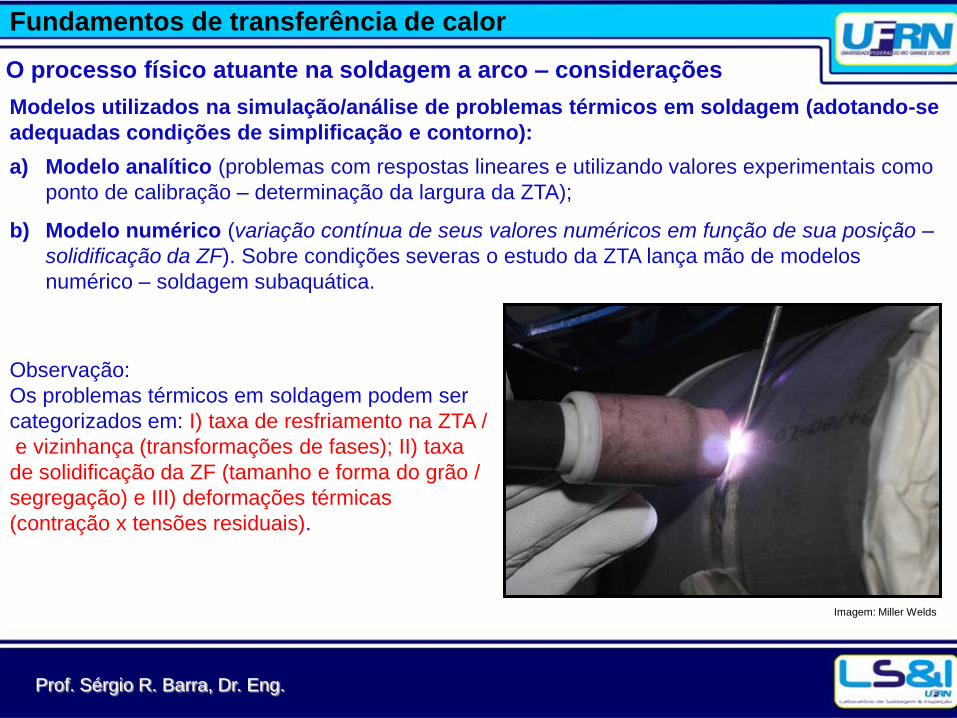
a) Modelo analítico (problemas com respostas lineares e utilizando valores experimentais como
ponto de calibração – determinação da largura da ZTA);
b) Modelo numérico (variação contínua de seus valores numéricos em função de sua posição –
solidificação da ZF). Sobre condições severas o estudo da ZTA lança mão de modelos
numérico – soldagem subaquática.
Observação:
Os problemas térmicos em soldagem podem ser
categorizados em: I) taxa de resfriamento na ZTA /
e vizinhança (transformações de fases); II) taxa
de solidificação da ZF (tamanho e forma do grão /
segregação) e III) deformações térmicas
(contração x tensões residuais).
Imagem: Miller Welds
O processo físico atuante na soldagem a arco – considerações
Modelos utilizados na simulação/análise de problemas térmicos em soldagem (adotando-se
adequadas condições de simplificação e contorno):
Prof. Sérgio R. Barra, Dr. Eng.
Fundamentos de transferência de calor
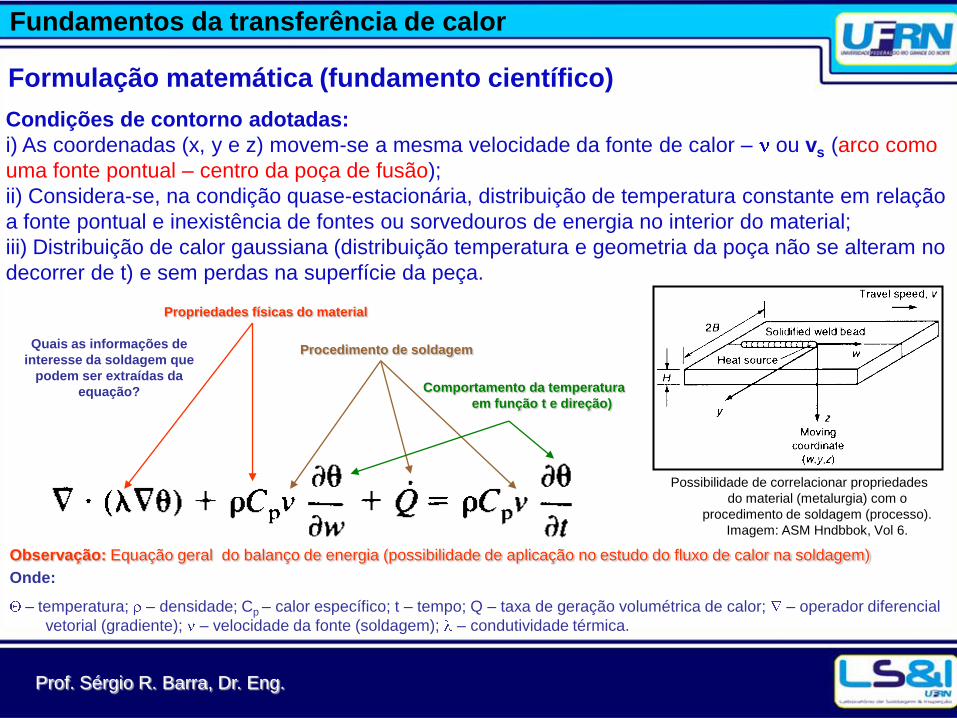
Condições de contorno adotadas:
i) As coordenadas (x, y e z) movem-se a mesma velocidade da fonte de calor – ou vs (arco como
uma fonte pontual – centro da poça de fusão);
ii) Considera-se, na condição quase-estacionária, distribuição de temperatura constante em relação
a fonte pontual e inexistência de fontes ou sorvedouros de energia no interior do material;
iii) Distribuição de calor gaussiana (distribuição temperatura e geometria da poça não se alteram no
decorrer de t) e sem perdas na superfície da peça.
Onde:
– temperatura; – densidade; Cp – calor específico; t – tempo; Q – taxa de geração volumétrica de calor; – operador diferencial
vetorial (gradiente); – velocidade da fonte (soldagem); – condutividade térmica.
Formulação matemática (fundamento científico)
Observação: Equação geral do balanço de energia (possibilidade de aplicação no estudo do fluxo de calor na soldagem)
Propriedades físicas do material
Procedimento de soldagem
Comportamento da temperatura
em função t e direção)
Quais as informações de
interesse da soldagem que
podem ser extraídas da
equação?
Possibilidade de correlacionar propriedades
do material (metalurgia) com o
procedimento de soldagem (processo).
Imagem: ASM Hndbbok, Vol 6.
Prof. Sérgio R. Barra, Dr. Eng.
Fundamentos da transferência de calor

Na prática, a significante fonte de calor (arco) pode ser considerada restrita a um círculo de
raio ra, onde de 0 a r há uma queda do fluxo de calor qo, do centro para a borda, na ordem de
1/100.
Existe uma distância a partir da qual o aumento de temperatura não é significante
metalurgicamente (para o aço esta distância fica na ordem de 150 mm).
A perda de calor na superfície, por convecção, é predominante para temperaturas inferiores a
550 C. Acima deste valor prevalece a perda por radiação.
Onde:
C – constante de forma do arco (função da
diâmetro da coluna do plasma e da relação
entre o calor concentrado e calor realmente
utilizado). Fonte: ASM Handbook Vol 6.
Formulação matemática (fundamento científico)
Prof. Sérgio R. Barra, Dr. Eng.
Fundamentos da transferência de calor
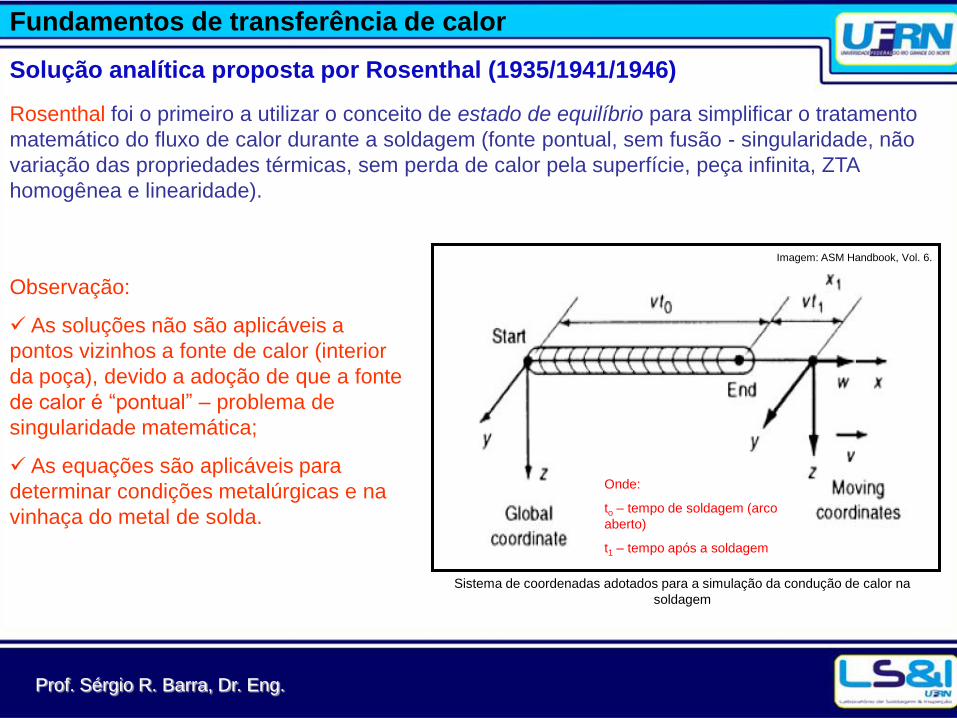
Rosenthal foi o primeiro a utilizar o conceito de estado de equilíbrio para simplificar o tratamento
matemático do fluxo de calor durante a soldagem (fonte pontual, sem fusão - singularidade, não
variação das propriedades térmicas, sem perda de calor pela superfície, peça infinita, ZTA
homogênea e linearidade).
Solução analítica proposta por Rosenthal (1935/1941/1946)
Sistema de coordenadas adotados para a simulação da condução de calor na
soldagem
Observação:
As soluções não são aplicáveis a
pontos vizinhos a fonte de calor (interior
da poça), devido a adoção de que a fonte
de calor é “pontual” – problema de
singularidade matemática;
As equações são aplicáveis para
determinar condições metalúrgicas e na
vinhaça do metal de solda.
Onde:
to – tempo de soldagem (arco
aberto)
t1 – tempo após a soldagem
Prof. Sérgio R. Barra, Dr. Eng.
Fundamentos de transferência de calor
Imagem: ASM Handbook, Vol. 6.
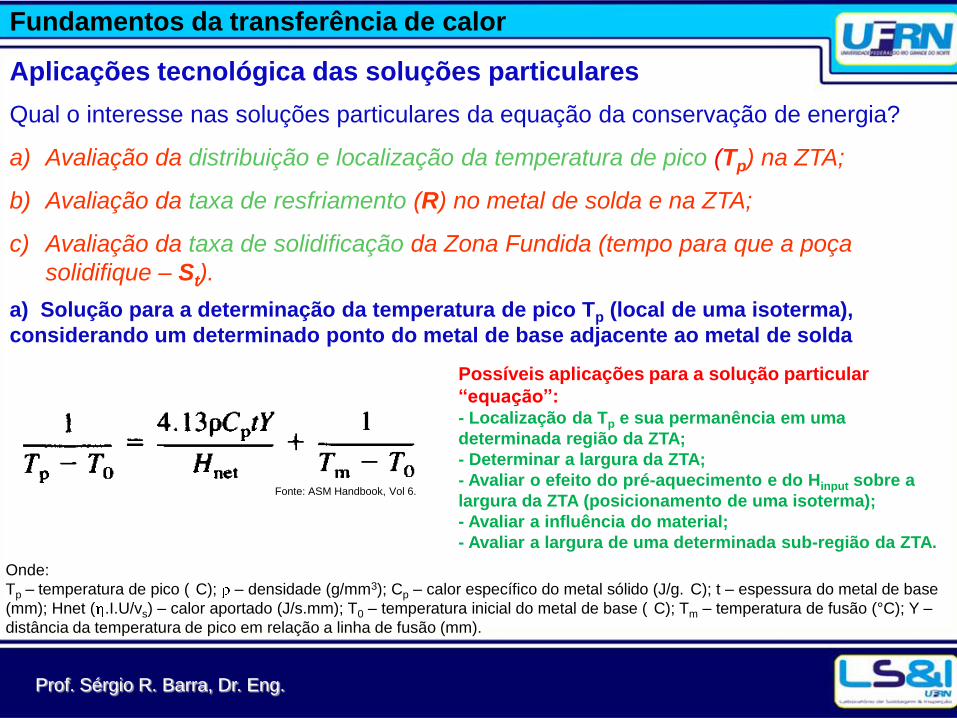
a) Solução para a determinação da temperatura de pico Tp (local de uma isoterma),
considerando um determinado ponto do metal de base adjacente ao metal de solda
Onde:
Tp – temperatura de pico ( C); – densidade (g/mm3); Cp – calor específico do metal sólido (J/g. C); t – espessura do metal de base
(mm); Hnet ( .I.U/vs) – calor aportado (J/s.mm); T0 – temperatura inicial do metal de base ( C); Tm – temperatura de fusão (°C); Y –
distância da temperatura de pico em relação a linha de fusão (mm).
Possíveis aplicações para a solução particular
“equação”: - Localização da Tp e sua permanência em uma
determinada região da ZTA;
- Determinar a largura da ZTA;
- Avaliar o efeito do pré-aquecimento e do Hinput sobre a
largura da ZTA (posicionamento de uma isoterma);
- Avaliar a influência do material;
- Avaliar a largura de uma determinada sub-região da ZTA.
Aplicações tecnológica das soluções particulares
Qual o interesse nas soluções particulares da equação da conservação de energia?
a) Avaliação da distribuição e localização da temperatura de pico (Tp) na ZTA;
b) Avaliação da taxa de resfriamento (R) no metal de solda e na ZTA;
c) Avaliação da taxa de solidificação da Zona Fundida (tempo para que a poça
solidifique – St).
Fonte: ASM Handbook, Vol 6.
Prof. Sérgio R. Barra, Dr. Eng.
Fundamentos da transferência de calor
Prof. Sérgio R. Barra, Dr. Eng.
Fundamentos da transferência de calor
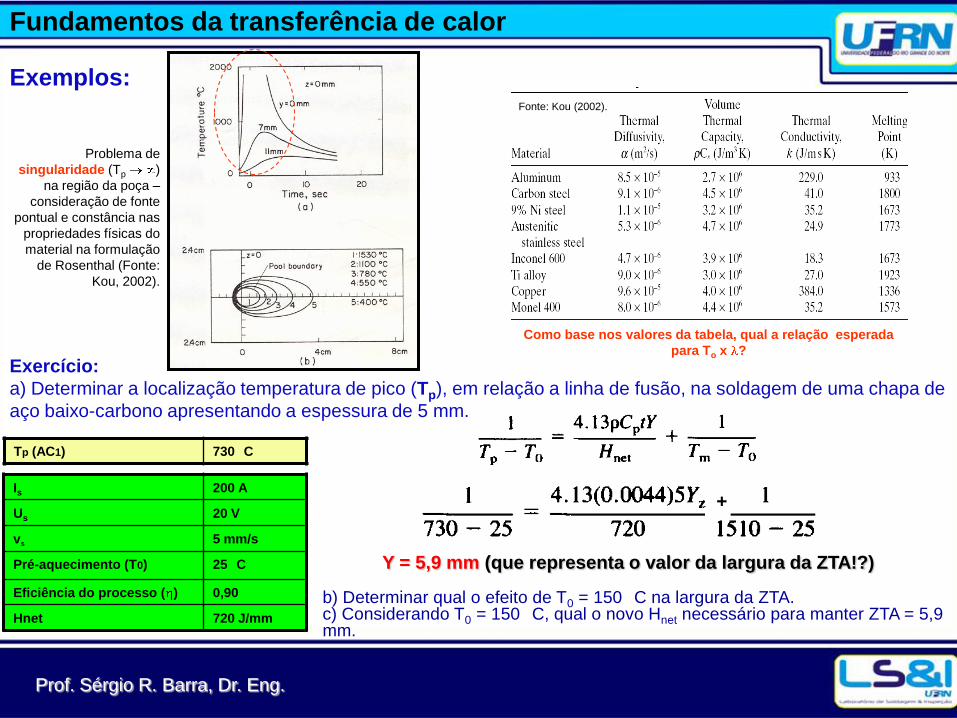
Problema de
singularidade (Tp )
na região da poça –
consideração de fonte
pontual e constância nas
propriedades físicas do
material na formulação
de Rosenthal (Fonte:
Kou, 2002).
Exemplos: Fonte: Kou (2002).
Como base nos valores da tabela, qual a relação esperada
para To x ?
Exercício:
a) Determinar a localização temperatura de pico (Tp), em relação a linha de fusão, na soldagem de uma chapa de
aço baixo-carbono apresentando a espessura de 5 mm.
Tp (AC1) 730 C
Is 200 A
Us 20 V
vs 5 mm/s
Pré-aquecimento (T0) 25 C
Eficiência do processo ( ) 0,90
Hnet 720 J/mm
+
Y = 5,9 mm (que representa o valor da largura da ZTA!?)
b) Determinar qual o efeito de T0 = 150 C na largura da ZTA. c) Considerando T0 = 150 C, qual o novo Hnet necessário para manter ZTA = 5,9 mm.
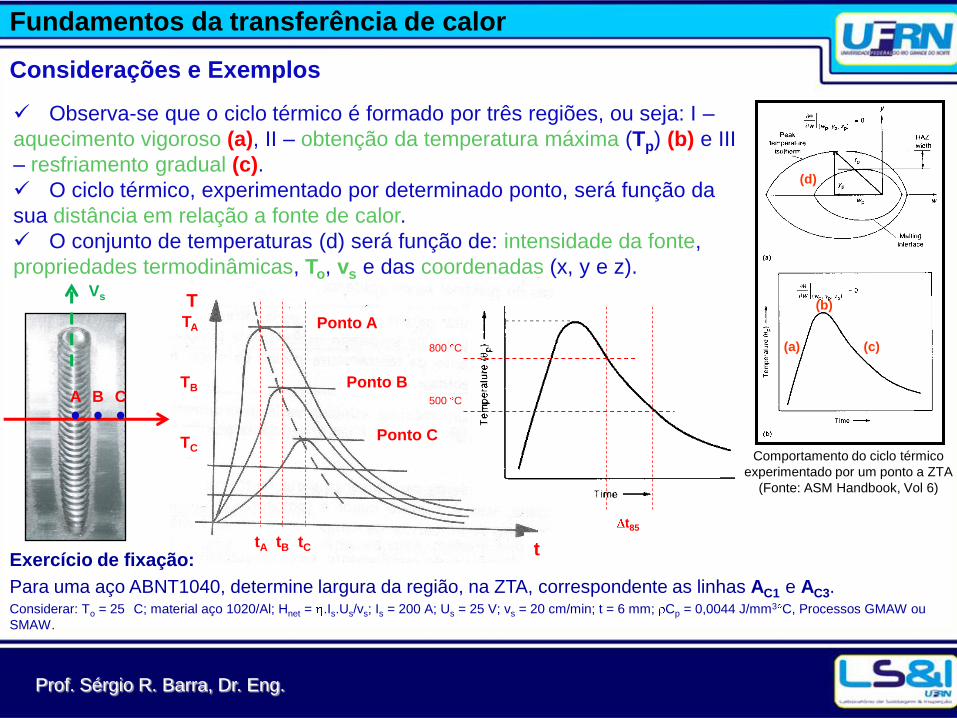
Comportamento do ciclo térmico
experimentado por um ponto a ZTA
(Fonte: ASM Handbook, Vol 6)
Considerações e Exemplos
(a)
(b)
(c)
(d)
Prof. Sérgio R. Barra, Dr. Eng.
Fundamentos da transferência de calor
Ponto A
Ponto B
Ponto C
T TA
TB
TC
TA
tA tB tC
Observa-se que o ciclo térmico é formado por três regiões, ou seja: I –
aquecimento vigoroso (a), II – obtenção da temperatura máxima (Tp) (b) e III
– resfriamento gradual (c).
O ciclo térmico, experimentado por determinado ponto, será função da
sua distância em relação a fonte de calor.
O conjunto de temperaturas (d) será função de: intensidade da fonte,
propriedades termodinâmicas, To, vs e das coordenadas (x, y e z).
A
B C
t Exercício de fixação:
Para uma aço ABNT1040, determine largura da região, na ZTA, correspondente as linhas AC1 e AC3. Considerar: To = 25 C; material aço 1020/Al; Hnet = .Is.Us/vs; Is = 200 A; Us = 25 V; vs = 20 cm/min; t = 6 mm; Cp = 0,0044 J/mm3 C, Processos GMAW ou
SMAW.
Vs
800 C
500 C
t85

Considerações sobre os perfis esperados das isotermas:
Observações:
O incremento da densidade de corrente (J – A/mm2) aumenta a faixa das isotermas, mas não afeta sua forma;
O incremento nos valores da condutividade e difusividade térmica irá alterar tanto a forma quanto a faixa das isotermas
(dependência do tipo de material);
A fonte de calor pode ser dividida em: instantâneas (descarga capacitiva), contínuas (CC-) e periódicas (pulsação térmica).
Fina Espessa
Variação de provocando mudança no formato
das isotermas “função do tipo de material“ (Fonte:
Kou, 2002)
Incremento da espessura
provocando “fechamento /
contração” no formato das
isotermas (Fonte: Kou,
2002)
Prof. Sérgio R. Barra, Dr. Eng.
Fundamentos da transferência de calor
a) Efeito da espessura da chapa sobre o perfil e a distribuição da temperatura (forma e
localização das isotermas);
b) Efeito do tipo de material (condutividade térmica) sobre o perfil e a distribuição da
temperatura.
Como se
comporta o
G?
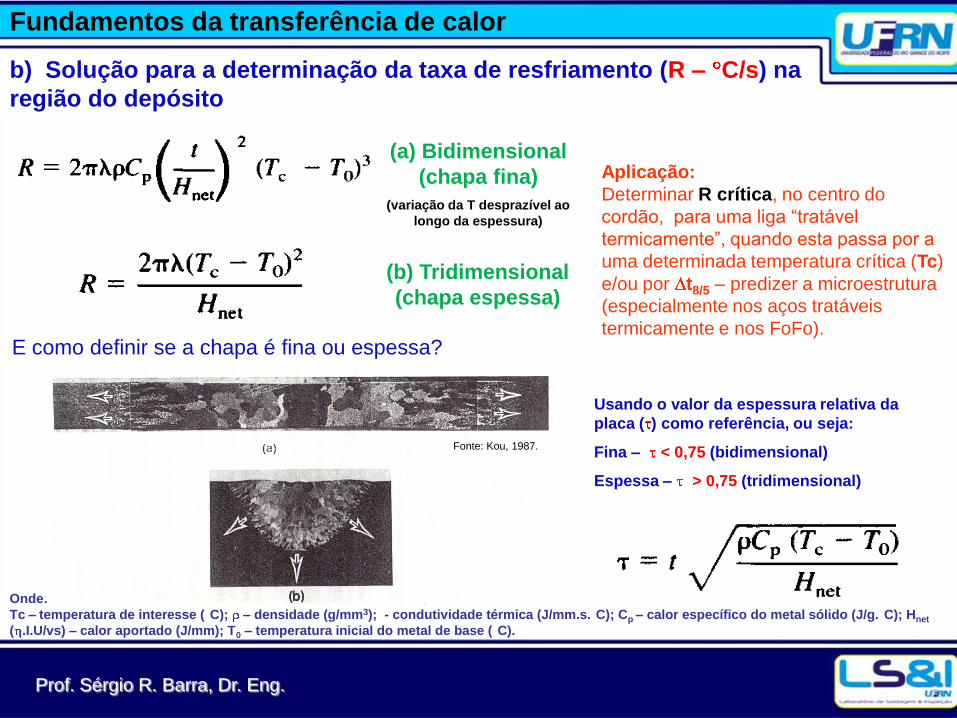
b) Solução para a determinação da taxa de resfriamento (R – C/s) na
região do depósito
Onde:
Tc – temperatura de interesse ( C); – densidade (g/mm3); - condutividade térmica (J/mm.s. C); Cp – calor específico do metal sólido (J/g. C); Hnet
( .I.U/vs) – calor aportado (J/mm); T0 – temperatura inicial do metal de base ( C).
Aplicação:
Determinar R crítica, no centro do
cordão, para uma liga “tratável
termicamente”, quando esta passa por a
uma determinada temperatura crítica (Tc)
e/ou por t8/5 – predizer a microestrutura
(especialmente nos aços tratáveis
termicamente e nos FoFo).
(b) Tridimensional
(chapa espessa)
(a) Bidimensional
(chapa fina)
(variação da T desprazível ao
longo da espessura)
Usando o valor da espessura relativa da
placa ( ) como referência, ou seja:
Fina – < 0,75 (bidimensional)
Espessa – > 0,75 (tridimensional)
E como definir se a chapa é fina ou espessa?
Fonte: Kou, 1987.
Prof. Sérgio R. Barra, Dr. Eng.
Fundamentos da transferência de calor
R1
R2
R2 < R1
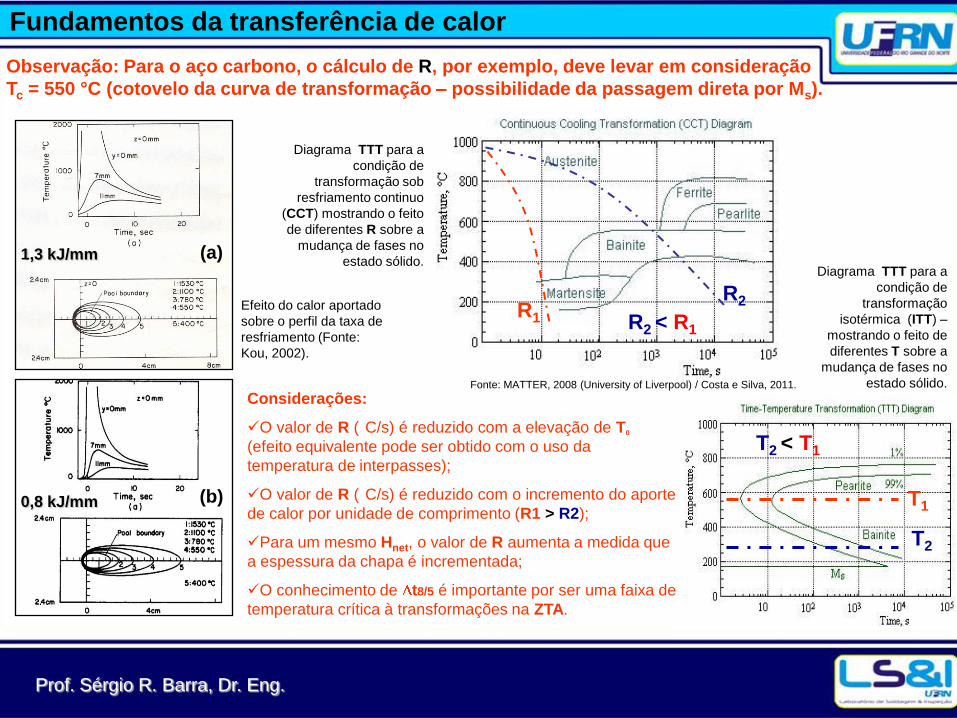
Observação: Para o aço carbono, o cálculo de R, por exemplo, deve levar em consideração
Tc = 550 °C (cotovelo da curva de transformação – possibilidade da passagem direta por Ms).
Considerações:
O valor de R ( C/s) é reduzido com a elevação de T0
(efeito equivalente pode ser obtido com o uso da
temperatura de interpasses);
O valor de R ( C/s) é reduzido com o incremento do aporte
de calor por unidade de comprimento (R1 > R2);
Para um mesmo Hnet, o valor de R aumenta a medida que
a espessura da chapa é incrementada;
O conhecimento de t8/5 é importante por ser uma faixa de
temperatura crítica à transformações na ZTA.
Efeito do calor aportado
sobre o perfil da taxa de
resfriamento (Fonte:
Kou, 2002).
0,8 kJ/mm (b)
1,3 kJ/mm (a)
Diagrama TTT para a
condição de
transformação sob
resfriamento continuo
(CCT) mostrando o feito
de diferentes R sobre a
mudança de fases no
estado sólido. Diagrama TTT para a
condição de
transformação
isotérmica (ITT) –
mostrando o feito de
diferentes T sobre a
mudança de fases no
estado sólido.
T1
T2
Fonte: MATTER, 2008 (University of Liverpool) / Costa e Silva, 2011.
T2 < T1
Prof. Sérgio R. Barra, Dr. Eng.
Fundamentos da transferência de calor

Prof. Sérgio R. Barra, Dr. Eng.
Fundamentos da transferência de calor
Efeito do teor de carbono sobre a posição da curva
TTT e o inicio de transformação martensítica (aços 0,5
e 0,8% de C).
Efeito do teor de elemento de liga sobre a posição da
curva TTT (aço 0,8% de C).
Posição das TTT x capacidade de transformação martensítica
Diagrama
Fe-Fe3C
ZF
ZTA
•MB
723 C
1147 C
+
Fonte: Easterling, 1992.
Exceto o Co
Tamanho do
grão
austenítico
Prof. Sérgio R. Barra, Dr. Eng.
Fundamentos da transferência de calor
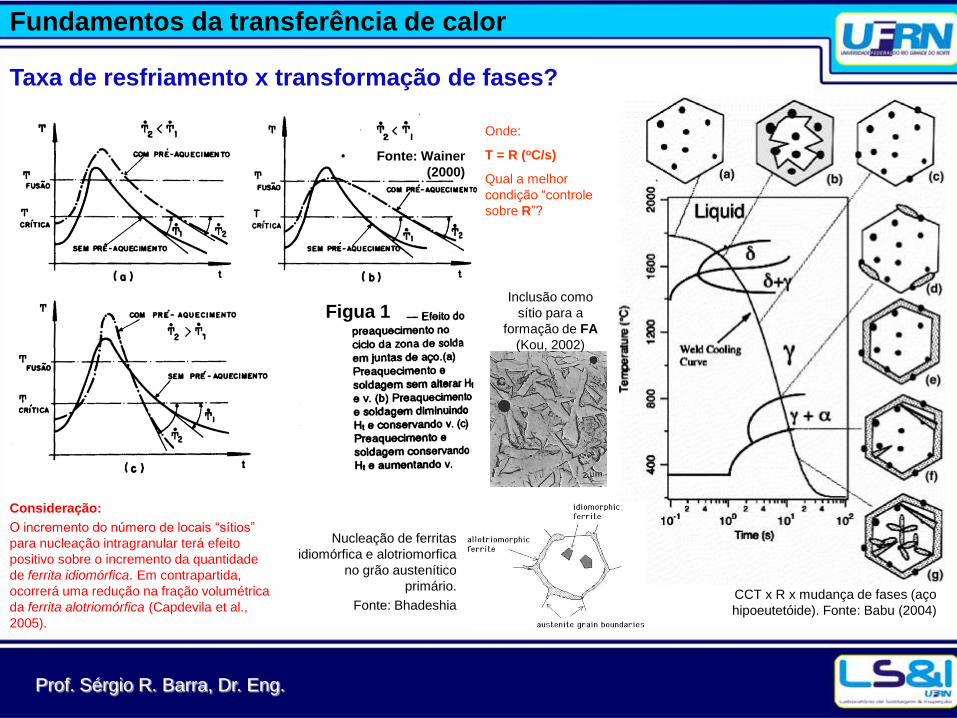
Taxa de resfriamento x transformação de fases?
CCT x R x mudança de fases (aço
hipoeutetóide). Fonte: Babu (2004)
Nucleação de ferritas
idiomórfica e alotriomorfica
no grão austenítico
primário.
Fonte: Bhadeshia
• Fonte: Wainer
(2000)
Figua 1
Consideração:
O incremento do número de locais “sítios”
para nucleação intragranular terá efeito
positivo sobre o incremento da quantidade
de ferrita idiomórfica. Em contrapartida,
ocorrerá uma redução na fração volumétrica
da ferrita alotriomórfica (Capdevila et al.,
2005).
Onde:
T = R (oC/s)
Qual a melhor
condição “controle
sobre R”?
Inclusão como
sítio para a
formação de FA
(Kou, 2002)
Prof. Sérgio R. Barra, Dr. Eng.
Fundamentos da transferência de calor
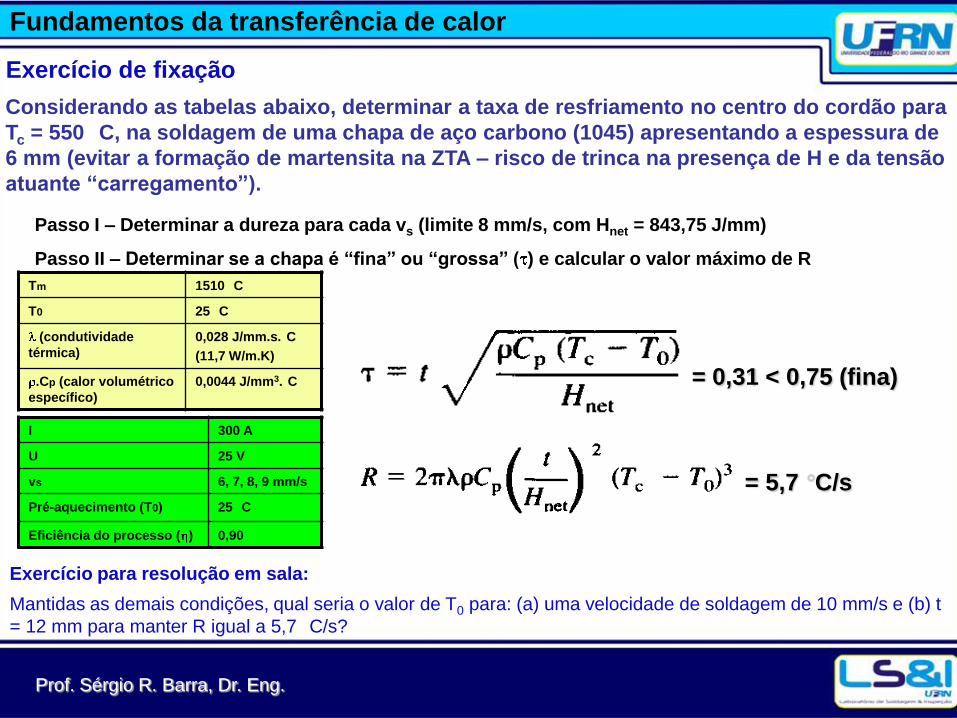
Tm 1510 C
T0 25 C
(condutividade
térmica)
0,028 J/mm.s. C
(11,7 W/m.K)
.Cp (calor volumétrico
específico)
0,0044 J/mm3. C
I 300 A
U 25 V
vs 6, 7, 8, 9 mm/s
Pré-aquecimento (T0) 25 C
Eficiência do processo ( ) 0,90
Exercício para resolução em sala:
Mantidas as demais condições, qual seria o valor de T0 para: (a) uma velocidade de soldagem de 10 mm/s e (b) t
= 12 mm para manter R igual a 5,7 C/s?
Considerando as tabelas abaixo, determinar a taxa de resfriamento no centro do cordão para
Tc = 550 C, na soldagem de uma chapa de aço carbono (1045) apresentando a espessura de
6 mm (evitar a formação de martensita na ZTA – risco de trinca na presença de H e da tensão
atuante “carregamento”).
Passo I – Determinar a dureza para cada vs (limite 8 mm/s, com Hnet = 843,75 J/mm)
= 0,31 < 0,75 (fina)
= 5,7 C/s
Exercício de fixação
Passo II – Determinar se a chapa é “fina” ou “grossa” ( ) e calcular o valor máximo de R
Prof. Sérgio R. Barra, Dr. Eng.
Fundamentos da transferência de calor
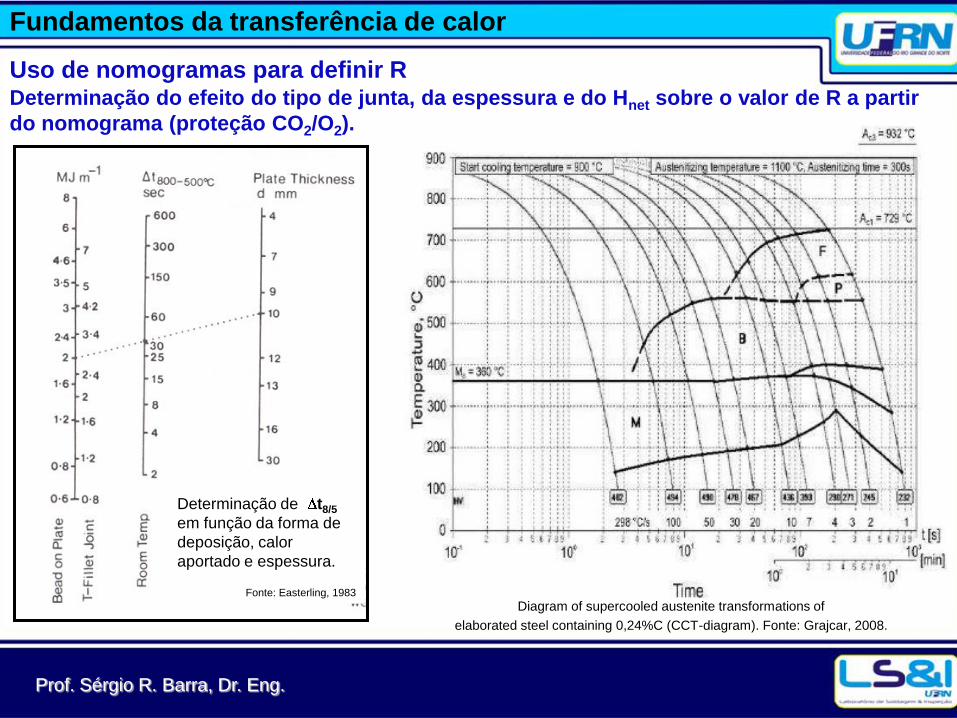
Uso de nomogramas para definir R
Fonte: Easterling, 1983
Determinação de t8/5
em função da forma de
deposição, calor
aportado e espessura.
Diagram of supercooled austenite transformations of
elaborated steel containing 0,24%C (CCT-diagram). Fonte: Grajcar, 2008.
Determinação do efeito do tipo de junta, da espessura e do Hnet sobre o valor de R a partir
do nomograma (proteção CO2/O2).

Fonte: Murry,
•Parâmetros de
soldagem - entrada
Tipo de junta e
geometria do
chanfro Processo de
soldagem
•Pré-
aquecimento
Determinação do
t8/5 ou 7/3 em
função de:
parâmetros de
soldagem,
geometria do
chanfro, espessura
da chapa, pré-
aquecimento e
processo de
soldagem.
Uso de nomogramas para definir R
Prof. Sérgio R. Barra, Dr. Eng.
Fundamentos da transferência de calor
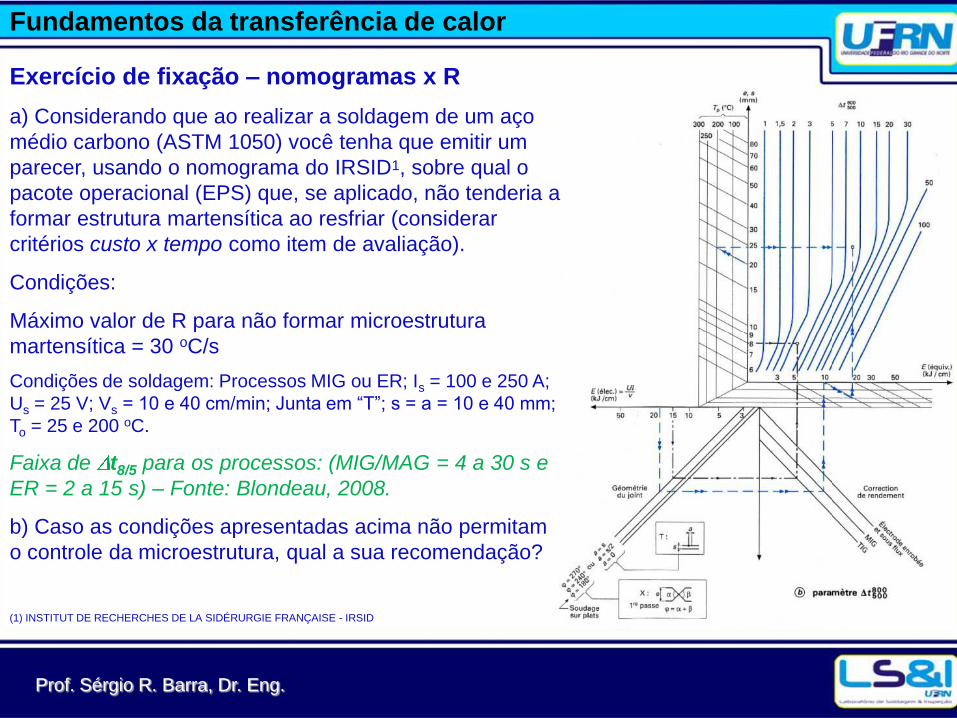
Exercício de fixação – nomogramas x R
a) Considerando que ao realizar a soldagem de um aço
médio carbono (ASTM 1050) você tenha que emitir um
parecer, usando o nomograma do IRSID1, sobre qual o
pacote operacional (EPS) que, se aplicado, não tenderia a
formar estrutura martensítica ao resfriar (considerar
critérios custo x tempo como item de avaliação).
Condições:
Máximo valor de R para não formar microestrutura
martensítica = 30 oC/s
Condições de soldagem: Processos MIG ou ER; Is = 100 e 250 A;
Us = 25 V; Vs = 10 e 40 cm/min; Junta em “T”; s = a = 10 e 40 mm;
To = 25 e 200 oC.
Faixa de t8/5 para os processos: (MIG/MAG = 4 a 30 s e
ER = 2 a 15 s) – Fonte: Blondeau, 2008.
b) Caso as condições apresentadas acima não permitam
o controle da microestrutura, qual a sua recomendação?
(1) INSTITUT DE RECHERCHES DE LA SIDÉRURGIE FRANÇAISE - IRSID
Prof. Sérgio R. Barra, Dr. Eng.
Fundamentos da transferência de calor
Prof. Sérgio R. Barra, Dr. Eng.
Fundamentos da transferência de calor
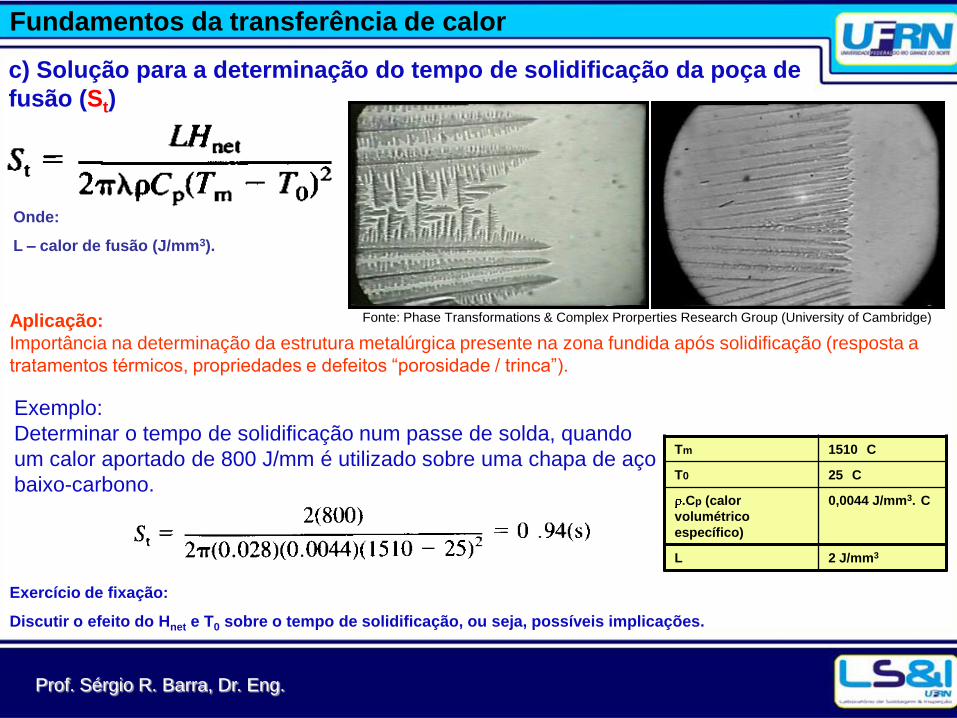
c) Solução para a determinação do tempo de solidificação da poça de
fusão (St)
Onde:
L – calor de fusão (J/mm3).
Aplicação:
Importância na determinação da estrutura metalúrgica presente na zona fundida após solidificação (resposta a
tratamentos térmicos, propriedades e defeitos “porosidade / trinca”).
Exemplo:
Determinar o tempo de solidificação num passe de solda, quando
um calor aportado de 800 J/mm é utilizado sobre uma chapa de aço
baixo-carbono.
Tm 1510 C
T0 25 C
.Cp (calor
volumétrico
específico)
0,0044 J/mm3. C
L 2 J/mm3
Exercício de fixação:
Discutir o efeito do Hnet e T0 sobre o tempo de solidificação, ou seja, possíveis implicações.
Fonte: Phase Transformations & Complex Prorperties Research Group (University of Cambridge)
Prof. Sérgio R. Barra, Dr. Eng.
Fundamentos da transferência de calor
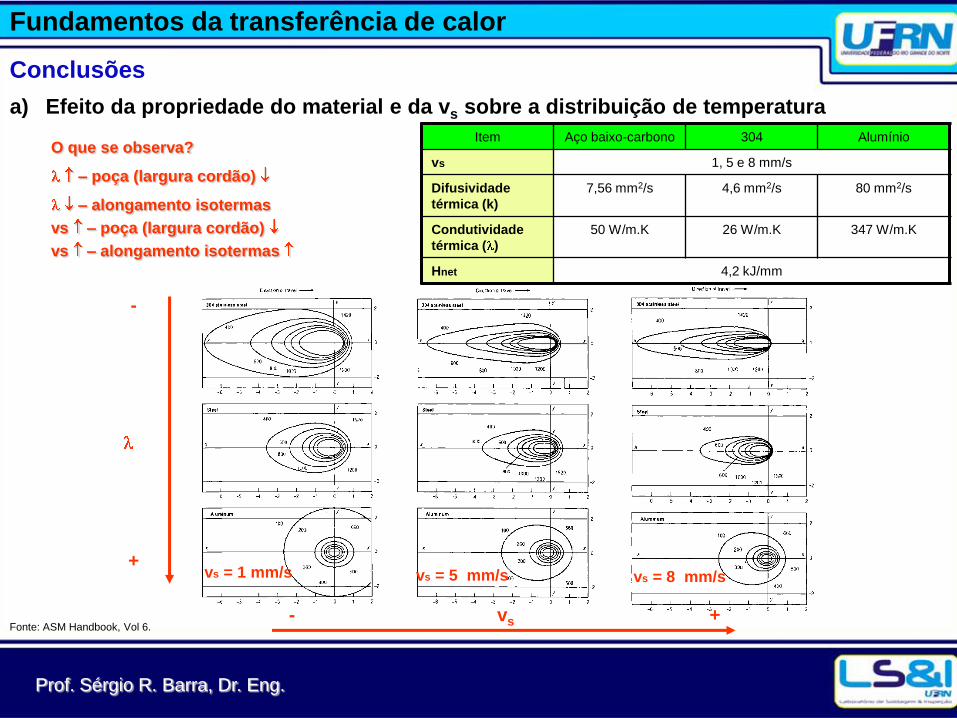
a) Efeito da propriedade do material e da vs sobre a distribuição de temperatura
vs = 1 mm/s vs = 5 mm/s vs = 8 mm/s
O que se observa?
– poça (largura cordão)
– alongamento isotermas
vs – poça (largura cordão)
vs – alongamento isotermas
Conclusões
+
-
vs + - Fonte: ASM Handbook, Vol 6.
Item Aço baixo-carbono 304 Alumínio
vs 1, 5 e 8 mm/s
Difusividade
térmica (k)
7,56 mm2/s 4,6 mm2/s 80 mm2/s
Condutividade
térmica ( )
50 W/m.K 26 W/m.K 347 W/m.K
Hnet 4,2 kJ/mm

Conclusões – continuação
b) Efeito do calor aportado (heat input) sobre a temperatura de pico ( ) Condições:
Material – aço baixo-carbono com grande espessura
Processo de soldagem GMAW
Observações:
Is – Tp aumenta linearmente (a)
vs – Tp diminui exponencialmente (b)
Aumento proporcional de Is em relação a vs (Is/vs = cte - manter constante o Hnet por unidade de comprimento) – Tp aumenta
exponencialmente (este efeito e desprazível para pontos longe da poça de fusão), vide (c).
A 6,4 mm do centro
A 13 mm do centro
Is/vs = cte
Efeito da eficiência térmica
(a)
(b)
(c)
Fonte: ASM Handbook, Vol 6.
Fonte: Kou, 2002.
Prof. Sérgio R. Barra, Dr. Eng.
Fundamentos da transferência de calor

Prof. Sérgio R. Barra, Dr. Eng.
Fundamentos da transferência de calor
Conclusões - Continuação
Efeito da densidade de potência sobre a
geometria da poça (Fonte: Kou, 2002).
Soldagem com
feixe de elétrons
(um passe)
Soldagem ao arco elétrico
sem a constrição do arco
(dois passes)
•Fonte: ISF Aachen, 2005
Fonte: Kou, 2002
c) Distribuição do calor aportado (constrição do arco elétrico)
Consequências:
A concentração do calor aportado (constrição do arco) produz, para a
mesma potência, cordões mais profundos e, em alguns casos, mais largos
inicialmente, com estreitamento a medida que o calor e mais concentrado) ;
Quanto maior o valor do comprimento do arco, maior será a perda de
calor para a vizinhança e, como resultado, menor será o rendimento térmico.

Conclusões – Continuação
d) Distribuição de calor devida a agitação da poça de fusão
A agitação da poça e fusão, por diferentes técnicas, aumenta o efeito convectivo do metal
líquido e, como consequência, eleva o valor efetivo da condutividade térmica nesta região. Este
efeito melhora a transferência de calor da poça para o metal de base (queda de temperatura e
ajuda a nucleação – possibilidade de grãos equiaxiais);
A distribuição da densidade de corrente e a pressão do arco, também, influenciam no grau de
agitação da poça.
Fem Fem
Fpa
FgotaFF
Fpa
Fb
Metal de basePoça
Gota
Tocha
Regiãodo Arco
Região deimpacto das gotas
Fonte: Barra, 2003.
Comportamento da poça de fusão em função
das forças atuante.
Diferença de pressão estática do
gerada no arco entre o ânodo e
cátodo (GTAW).
Fonte: Eagar, 1983
Efeito do impacto da gota e da
pressão do arco sobre a agitação
da poça de fusão
Prof. Sérgio R. Barra, Dr. Eng.
Fundamentos da transferência de calor
Conclusões – Continuação
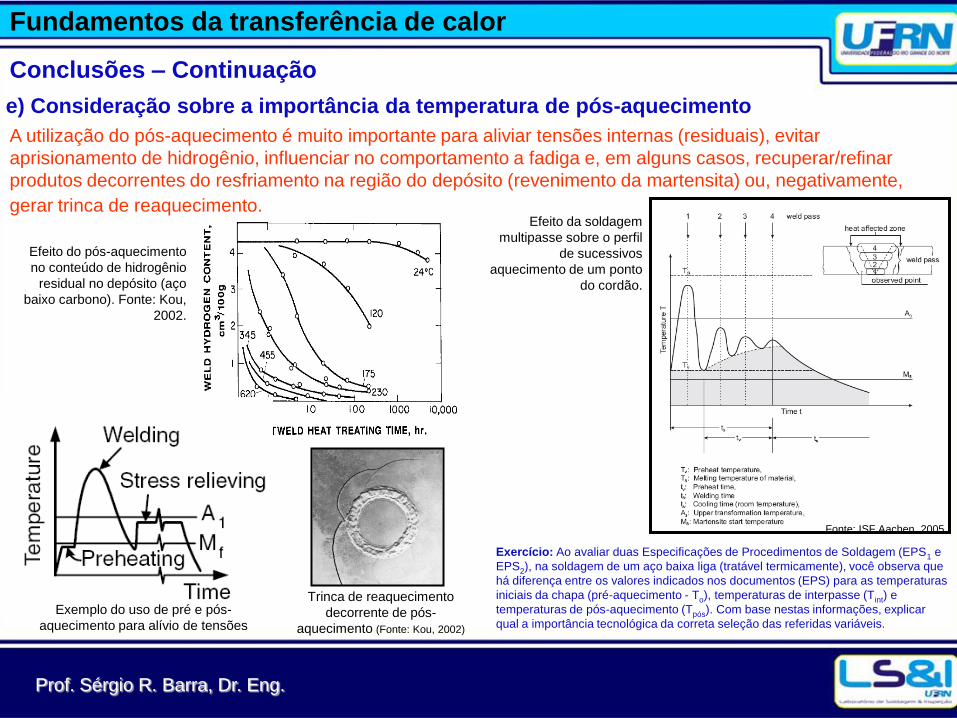
e) Consideração sobre a importância da temperatura de pós-aquecimento
Fonte: ISF Aachen, 2005
Trinca de reaquecimento
decorrente de pós-
aquecimento (Fonte: Kou, 2002)
Exemplo do uso de pré e pós-
aquecimento para alívio de tensões
A utilização do pós-aquecimento é muito importante para aliviar tensões internas (residuais), evitar
aprisionamento de hidrogênio, influenciar no comportamento a fadiga e, em alguns casos, recuperar/refinar
produtos decorrentes do resfriamento na região do depósito (revenimento da martensita) ou, negativamente,
gerar trinca de reaquecimento. Efeito da soldagem
multipasse sobre o perfil
de sucessivos
aquecimento de um ponto
do cordão.
Efeito do pós-aquecimento
no conteúdo de hidrogênio
residual no depósito (aço
baixo carbono). Fonte: Kou,
2002.
Prof. Sérgio R. Barra, Dr. Eng.
Fundamentos da transferência de calor
Exercício: Ao avaliar duas Especificações de Procedimentos de Soldagem (EPS1 e
EPS2), na soldagem de um aço baixa liga (tratável termicamente), você observa que
há diferença entre os valores indicados nos documentos (EPS) para as temperaturas
iniciais da chapa (pré-aquecimento - To), temperaturas de interpasse (Tint) e
temperaturas de pós-aquecimento (Tpós). Com base nestas informações, explicar
qual a importância tecnológica da correta seleção das referidas variáveis.
Conclusões – Continuação
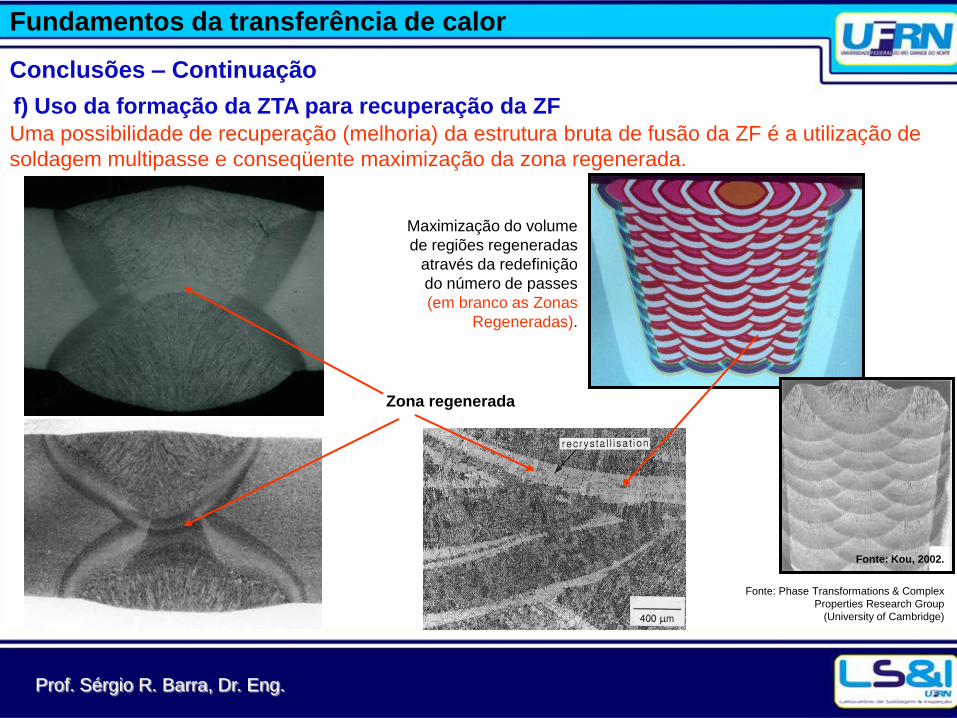
f) Uso da formação da ZTA para recuperação da ZF
Uma possibilidade de recuperação (melhoria) da estrutura bruta de fusão da ZF é a utilização de
soldagem multipasse e conseqüente maximização da zona regenerada.
Zona regenerada
Maximização do volume
de regiões regeneradas
através da redefinição
do número de passes
(em branco as Zonas
Regeneradas).
Fonte: Phase Transformations & Complex
Properties Research Group
(University of Cambridge)
Fonte: Kou, 2002.
Prof. Sérgio R. Barra, Dr. Eng.
Fundamentos da transferência de calor

Algumas indicações:
American Welding Society - AWS (www.aws.org/)
Site da Soldagem (www.sitedasoldagem.com.br)
Infosolda (www.infosolda.com.br/)
The International Institute of Welding - IIW (www.iiw-iis.org/)
University Cambridge (www.msm.cam.ac.uk/)
The Welding Institute and Welding & Joining Society - TWI (www.twi.co.uk/)
PATON Eletric Welding Institute (www.paton.kiev.ua/eng/inst/inst.html)
ASM (http://asmcommunity.asminternational.org/portal/site/asm/)
Edison Welding Institute - EWI (www.ewi.org/)
Labsolda UFSC (www.labsolda.ufsc.br) /
LRSS UFMG (www.demec.ufmg.br/Grupos/Solda/)
Graco – UnB (www.graco.unb.br/)
Laprosolda – UFU (www.mecanica.ufu.br/Laboratorios/laprosolda/index.html)
Welding and Joining Institute – Aachen (www.isf-aachen.de/eng/index_en.html)
Associação Brasileira de Soldagem - ABS (www.abs-soldagem.org.br)
Portal de Periódicos CAPES (www.periodicos.capes.gov.br/)
Prof. Sérgio R. Barra, Dr. Eng.
Onde buscar informações sobre a área de soldagem?





























