Embed Size (px)
Citation preview



Governador
Vice Governador
Secretária da Educação
Secretário Adjunto
Secretário Executivo
Assessora Institucional do Gabinete da Seduc
Coordenadora da Educação Profissional – SEDUC
Cid Ferreira Gomes
Domingos Gomes de Aguiar Filho
Maria Izolda Cela de Arruda Coelho
Maurício Holanda Maia
Antônio Idilvan de Lima Alencar
Cristiane Carvalho Holanda
Andréa Araújo Rocha


Escola Estadual de Educação Profissional [EEEP] Ensino Médio Integrado à Educação Profissional
1
Técnico em Mecânica
INTRODUÇÃO A evolução da sociedade humana sempre foi influenciada pela descoberta de
novos materiais. É possível correlacionar cada importante salto ocorrido no desenvolvimento da humanidade com descobertas envolvendo novos materiais.
Os primeiros utensílios utilizados pelo homem foram obtidos a partir de madeira ou pedra, principalmente para a fabricação de ferramentas e armas. Outros materiais tambémmforam largamente utilizados para fins específicos como ossos, fibras vegetais, conchas, pele de animais e argila. A partir do momento que o homem produziu ferramentas e novas técnicas para facilitar sua vida, passou a ter mais tempo para concatenar idéias, levando-o mais rapidamente a novas soluções para os problemas do dia-a-dia, como obter alimento, armazenar comida, desenvolver técnicas de caça e assim por diante. O desenrolar deste processo funcionou como uma bola de neve. Quanto mais ele se desenvolvia mais tempo disponível para pensar e se desenvolver ele tinha. A descoberta de novos materiais teve um papel fundamental neste desenvolvimento. Os primeiros elementos que o homem modificou quimicamente foram o carbono, de materiais queimados, e uma pequena quantidade de metais.
Os primeiros utensílios fabricados com ferro foram obtidos a partir de meteoritos, já que a análise de objetos daquela época mostra a presença de teores relativamente elevados de níquel, típico de ferro meteorítico. O ferro advindo de minério (que nada mais é que óxido de ferro misturado com materiais de rochas como sílica) foi provavelmente obtido pela primeira vez quando alguém fez uma grande fogueira sobre algumas rochas contendo minério de ferro. Com a ação do carbono em altas temperaturas este minério reduziu (ou seja, o oxigênio se separou do ferro), tendo-se então o ferro metálico parcialmente isolado. Nos dias de hoje a quantidade de materiais e técnicas para produção são enormes.
A escolha do material mais adequado para uma determinada aplicação não é uma tarefa trivial, necessitando de um bom conhecimento em materiais. O técnico deve conhecer os tipos básicos de materiais e suas propriedades principais, saber articular estes conhecimentos e determinar, da melhor forma possível, a escolha do material mais apropriado, levando em consideração o custo, suas características específicas e outros fatores que possam afetar o usuário/operador assim como o ambiente onde o mesmo se encontra.
Os materiais pode ser dividida em alguns segmentos que, embora possam ser tratados independentemente, estão interligados. Dentre estes podemos citar alguns tópicos que são estudados: Extração/Síntese, Estrutura/ Propriedades, Fabricação/Uso, Proteção e Reciclagem.

Escola Estadual de Educação Profissional [EEEP] Ensino Médio Integrado à Educação Profissional
2
Técnico em Mecânica
1.1 Definições Básicas
Matéria-Prima ou 1o. Material: Pode ser mineral ou vegetal. No caso da Engenharia de Materiais, a matéria prima de maior interesse é a mineral. Tem ocorrência natural nas minas. Mineral: é um conjunto de elementos que se caracteriza por ter propriedades específicas e estrutura bem definida, pois se forma da repetição da célula unitária. Algumas destas propriedades específicas são densidade própria, coloração, susceptibilidade magnética e arranjo cristalino bem definido. Ex.: hematita = mineral do minério de ferro Mineral de Interesse: É o mineral constituinte do minério, que tem algum interesse econômico e/ou técnico. Quando o mineral de interesse é separado dos demais constituintes do minério, ele passa a ser denominado concentrado. Minério: pode ser definido como um agregado de minerais, onde pelo menos um deles tem algum valor econômico, ou seja, é uma ocorrência mineral natural que tem algum valor comercial. A mineração ou lavra pode ser feita na superfície ou subterrânea. Isso vai depender do minério. Arranjo Cristalino: é um arranjo interno dos átomos, que se posicionam em lugares bem definidos de um dos sistemas cristalinos (existem 7). Todos os cristais da mesma substância são semelhantes . Entretanto, podem não ter a mesma aparência externa, pelo fato de que faces diferentes se encontram durante o processo natural de formação devido a existência de diferentes frentes de nucleação e crescimento.
Eng. de Materiais e Metalurgia
Caracterização Processos (Obtenção)
Propriedades / Uso
Extração / Síntese

Escola Estadual de Educação Profissional [EEEP] Ensino Médio Integrado à Educação Profissional
3
Técnico em Mecânica
Po
ssív
el
Inco
mu
m
Siderurgia (Ind. do Ferro)
Metálicos (Metalurgia)
Metais não-Ferrosos
Cerâmicos
Polímeros
Compósitos
ENGENHARIA MATERIAIS E METALURGIA
Extração / Síntese
Estrutura/ Propriedade / Desempenho
Processos de
Fabricação (do prod. acabado)
Processos Físicos
Processos Químicos
Caracterização
Ensaios
Processamento
Usinagem
Conformação
Fundição
Metalurgia do pó
Convencionais
Termoplásticos
CLASSIFICAÇÃO DE MATERIAIS OPERAÇÕES
Ten
dên
cia
Ten
dên
cia
Diversas formas

Escola Estadual de Educação Profissional [EEEP] Ensino Médio Integrado à Educação Profissional
4
Técnico em Mecânica
1.2 Materiais de Construção Mecânica
Os materiais de construção mecânica, por classificação, são divididos em quatro grandes grupos de desenvolvimento tecnológico. O primeiro em escala de uso e mais antigo é o grupo de materiais metálicos. Em seguida temos os materiais poliméricos e, de desenvolvimento mais recente os materiais de cerâmica avançada e também os materiais compósitos. A disponibilidade comercial dos mesmos é crescente e competem entre si por propriedades de uso em situações específicas de engenharia.
- Materiais metálicos; - Materiais cerâmicos; - Materiais poliméricos; - Materiais compósitos.
1.2.1. Materiais Metálicos
Os materiais metálicos são substâncias inorgânicas formadas a partir da composição de um ou mais elementos da família dos metais, podendo apresentar também elementos não metálicos. Assim, metais como o ferro, cobre, alumínio, níquel e titânio constituem exemplos de materiais metálicos e tem posição definida na tabela periódica. Como exemplo de materiais não metálicos e que podem fazer parte da composição dos metais temos o carbono, o nitrogênio e o oxigênio. Na classificação do tipo de arranjo atômico presente nos mesmos, recebem designação de materiais de estrutura cristalina por apresentarem organização espacial ordenada e suas ligações químicas são consideradas de longo alcance. Por apresentarem elétrons livres nas últimas camadas de valência, tem importância fundamental quando as propriedades específicas de aplicação dos mesmos são condução térmica e elétrica. Desta maneira pode-se associar seu emprego na manufatura de diversos componentes de uso doméstico como, por exemplo, panelas, chapas de fogão a lenha, resistências elétricas e condutores elétricos (fios e cabos de energia). De uma forma geral, também apresentam alto ponto de fusão, o que favorece o seu uso em altas temperaturas. Quando se trata de utilização de metais com baixo ponto de fusão para aplicações específicas pode-se contar também com ligas de estanho. Ligas metálicas consistem numa combinação de dois ou mais metais ou de um metal (ou metais) com um não-metal (ou não metais).
Pode-se estudar os materiais metálicos dividindo-os em duas classes: ferrosos e não ferrosos. Tal classificação pode ser entendida se for levado em conta que o elemento químico que contribui em maior peso atômico para a composição da liga designa sua origem. Assim uma liga que possui peso atômico predominante de ferro é classificada como ferrosa caso contrário, como não ferrosa.
Escola Estadual de Educação Profissional [EEEP] Ensino Médio Integrado à Educação Profissional
5
Técnico em Mecânica
1.2.2. Materiais Poliméricos
A origem da composição dos materiais poliméricos é orgânica, ou seja, constituídos de longas cadeias carbônicas, compondo moléculas. Em alguns casos de polímeros pode-se observar a presença de pequenos cristais (cristalitos), mas a predominância de arranjo atômico é a estrutura molecular (figura 3). Sua aplicação como material de engenharia está bastante diversificada, em função das várias composições possíveis desenvolvidas ao longo dos anos. Assim, os polímeros estão substituindo componentes importantes até então manufaturados a partir de metais ou outros materiais. As aplicações principais estão relacionadas principalmente em situações onde se requer baixo custo, boa resistência mecânica, razoável estabilidade estrutural, isolamento elétrico e baixa densidade. Desta maneira vemos nosso cotidiano sendo invadido por materiais desta natureza, porém encontrando limitações na maioria dos casos na baixa resistência mecânica para aplicações de maior responsabilidade na engenharia.
Figura 1: Cadeia polimérica(A) e Produtos Pláticos(B)
1.2.3. Materiais Cerâmicos
Os cerâmicos são caracterizados como materiais inorgânicos constituídos por elementos metálicos e não metálicos ligados quimicamente entre si. Podem apresentar arranjo atômico cristalino, não cristalino, ou mistura dos dois. Como características os cerâmicos apresentam elevada dureza, grande resistência
Escola Estadual de Educação Profissional [EEEP] Ensino Médio Integrado à Educação Profissional
6
Técnico em Mecânica
mecânica em temperaturas elevadas, porém manifestam grande grau de fragilidade. Uma das aplicações mais recentes dos materiais cerâmicos está na indústria automobilística como componente do motor. Suas propriedades de resistência ao desgaste, resistência ao calor, baixo coeficiente de atrito e baixo peso são vantajosos do ponto de vista de eficiência mecânica.
Também muito importante é a propriedade relacionada com isolamento térmico que estes materiais apresentam, não só utilizando-os em motores como em fornos para a fusão e tratamentos térmicos dos metais e suas ligas.
Figura 2: Componentes cerâmicos automotivos
1.2.4. Materiais Compósitos
Os materiais compósitos são misturas de dois ou mais materiais. A maioria dos materiais compósitos é produzida a partir de uma mistura de um material de características apropriadas ao produto e um material compatível que serve de matriz, de maneira que ao final obtém-se determinadas propriedades inerentes ao uso do objeto. De um modo geral, os componentes não se dissolvem uns nos outros e podem ser identificados pelas interfaces que os separam. Existem vários tipos de materiais compósitos que servem as mais diversas aplicações na engenharia. Assim, a análise detalhada da fibra de vidro, por exemplo, revela uma composição de poliéster (matriz) e fibra de vidro (reforço).

Escola Estadual de Educação Profissional [EEEP] Ensino Médio Integrado à Educação Profissional
7
Técnico em Mecânica
Figura 3: Ferramenta de corte fabricados com compósitos
Esta classificação é baseada na estrutura atômica e nas ligações químicas predominantes em cada grupo. Os materiais compósitos foram incorporados recentemente nesta classificação e representa os materiais formados por aqueles pertencentes a diferentes classes ou da mesma classe desde que não haja dissolução de um no outro. Não vamos confundir esta classificação com a classificação dos elementos químicos da tabela periódica. Os elementos químicos são classificados como metais, não-metais, semi-metais e gases nobres. Quando falamos em materiais, queremos dizer um conjunto de elementos químicos formando uma substância com estrutura e ligações entre os átomos. Para que um amontoado de átomos permaneça junto é necessário que haja atração entre eles. Esta atração é a ligação química.
2. Ligações químicas
Como já dito, as ligações químicas fazem com que um amontoado de átomos permaneça unido. Antes de começarmos, vamos lembrar como é o átomo. O átomo é constituído de prótons, nêutrons e elétrons. Os prótons possuem carga positiva, os elétrons possuem carga negativa e os nêutrons não possuem carga. O átomo possui um núcleo muito pequeno e denso e uma nuvem de partículas em sua volta. Esta nuvem de partículas são os elétrons (carga negativa) que viajam em torno do núcleo cada qual em sua órbita específica, a eletrosfera. Já o núcleo é composto de prótons e nêutrons. A massa do átomo está praticamente toda no núcleo. O átomo em si é eletricamente neutro, pois o número de prótons é igual ao número de elétrons, como ambos possuem cargas opostas estas se anulam. A natureza do átomo é dada pelo número de prótons (ou de elétrons) e a tabela periódica os classifica todos os cento e tantos átomos um a um desta maneira.
Como vimos, os átomos são eletricamente neutros, mas estes não são necessariamente estáveis. Com exceção dos gases nobres, quando um átomo se aproxima do outro ocorre uma interação entre as eletrosferas de ambos. Esta interação pode ser de várias formas, compartilhamento de elétrons, troca de elétrons ou “socialização” de elétrons dos átomos “em contato”. Esta interação produz uma força que faz com que os átomos permaneçam unidos, ou seja, produz a força de ligação química (ou ligação química). Com

Escola Estadual de Educação Profissional [EEEP] Ensino Médio Integrado à Educação Profissional
8
Técnico em Mecânica
esta força atuando, os átomos ficam unidos e para separá-los é necessário ceder uma força maior que a da ligação química (já experimentou quebrar uma lajota com o dedão do pé?).
Mas como agem as ligações químicas? O que ocorre é que existe uma força que faz com que os átomos se atraiam agrupando-os. Ocorre como num imã. O pólo negativo de um imã é atraído pelo pólo positivo de outro. Lembrando, cargas opostas se atraem. É exatamente o que ocorre no caso das ligações químicas. Os átomos quando próximos de outros modificam o equilíbrio das suas cargas elétricas fazendo com que um átomo fique “grudado” em outro devido à atração de cargas. Esta força é conhecida como força de ligação química, ou simplesmente ligação química. Existem vários tipos de ligações químicas, que podem ser classificadas de várias formas. Existem ligações químicas fortes e ligações químicas fracas.
As ligações fortes podem ser basicamente de três tipos. - Ligação metálica; - Ligação iônica; - Ligação covalente.
Na ligação iônica, um ou mais elétrons são transferidos de um átomo menos “ávido
por elétrons” (eletropositivo) para outro sedento por elétrons (eletronegativo). A força de ligação existe, pois um ao ceder e o outro ao receber elétrons ficaram eletricamente desbalanceados. O que recebeu o elétron ficou negativo e o que cedeu ficou positivo. A ligação ocorre devido à atração do íon negativo e do positivo.
Figura 4: Ligação Iônica(adaptado de Padilha, 2000)
Na ligação covalente, um ou mais elétrons são compartilhados entre dois átomos, gerando uma força de atração entre aqueles que participam da ligação. Este compartilhamento é muito comum nas moléculas orgânicas.
A ligação metálica ocorre da seguinte forma: átomos com 1, 2 ou no máximo 3 elétrons na última camada (de valência) possuem possibilidade de se movimentar livremente quando juntos com outros átomos com as mesmas características. Os elétrons

Escola Estadual de Educação Profissional [EEEP] Ensino Médio Integrado à Educação Profissional
9
Técnico em Mecânica
que não são de valência permanecem presos ao átomo. Estes elétrons presos mais o núcleo formam um “caroço” eletricamente positivo que é envolvido por uma nuvem de elétrons. Os elétrons da nuvem atuam como uma “cola” mantendo os caroços positivos unidos (Figura 1.4).
O fato dos materiais metálicos possuírem este tipo de ligação determina as propriedades físicas e mecânicas, como condutividade elétrica, térmica e capacidade de modelagem (ductilidade).
Figura 5: Nuvem eletrônica, que caracteriza a ligação metálica
Os principais tipos de ligações químicas fracas são:
Pontes de hidrogênio; Forças de Van der Walls;
Estas ligações são muito mais fracas que as ligações metálicas, iônicas e
covalentes. A força de Van der Walls é uma força de atração muito fraca que tem sua origem na atração dos núcleos positivamente carregados de cada molécula pelos elétrons de outra molécula. Este tipo de ligação tem sua importância ressaltada nos polímeros (plásticos). Estes materiais possuem principalmente ligações covalentes e iônicas entre os átomos formando moléculas. No entanto, existem ligações fracas (do tipo velcro) entre as moléculas ou entre partes diferentes de uma mesma molécula formando um emaranhado de moléculas rígido (como um novelo de lã cheio de nós). Isso faz com que o material polimérico tenha características plásticas quando aquecido (no caso dos termoplásticos).
O outro tipo de ligação fraca, as pontes de hidrogênio, forma-se quando um átomo de hidrogênio se assenta sobre dois átomos de oxigênio ou dois átomos de nitrogênio, ou um de cada. Um exemplo importante é a água. Existem ligações fracas entre os átomos de hidrogênio de uma molécula com o oxigênio de outra molécula de H2O. Caso não existisse esta ligação a água seria gasosa nas condições em que vivemos, este simples fato definiu nossa existência na Terra.
Escola Estadual de Educação Profissional [EEEP] Ensino Médio Integrado à Educação Profissional
10
Técnico em Mecânica
Tanto a força de Van der Walls como as pontes de hidrogênio são facilmente formadas e facilmente rompidas. Poderíamos fazer uma analogia: as ligações fortes seriam como uma solda e a ligações fracas como um velcro.

Escola Estadual de Educação Profissional [EEEP] Ensino Médio Integrado à Educação Profissional
11
Técnico em Mecânica
A Estrutura de Sólidos Cristalinos
São pequenas grupos de átomos que formam um padrão repetitivo. Uma célula unitária é escolhida para representar a simetria da estrutura cristalina, ela consiste na unidade estrutural básica ou bloco de construção básico da estrutura cristalina e define a estrutura cristalina em virtude da sua geometria e das posições dos átomos no seu interior.
2.1. Estruturas Cristalinas
Os materiais sólidos podem ser classificados de acordo coma regularidade segundo os átomos se agrupam. Um material cristalino é aquele o qual os átomos estão em um arranjo que se repete ou que é periódico ao longo de uma grande distância atômica formando uma estrutura tridimensional que se chama de rede
cristalina.
Todos os metais, parte dos materiais poliméricos e muitos matérias cerâmicos possuem uma estrutura cristalina quando são solidificados em condições normais. Nos materiais não materiais não-cristalinos ou amorfos cristalinos ou
amorfos não existe ordem de longo alcance na disposição dos átomos, as propriedades dos materiais sólidos cristalinos depende da estrutura cristalina, ou seja, da maneira na qual os átomos, moléculas ou íons estão espacialmente dispostos.
Figura 6: Representação esquemática de uma rede cristalina

Escola Estadual de Educação Profissional [EEEP] Ensino Médio Integrado à Educação Profissional
12
Técnico em Mecânica
Há um número grande de diferentes estruturas cristalinas, desde estruturas simples exibidas pelos metais até estruturas mais complexas exibidas pelos cerâmicos e polímeros.
Numa rede cristalina os átomos são considerados como pequenas esferas sólidas que tocam entre se. Para simplificar a representação de uma rede cristalina pra efeito de cálculos aplica-se a sub-divisão da rede em células unitárias(unidade básica repetitiva da estrutura tridimensional) que consiste num pequeno grupos de átomos que formam um modelo repetitivo ao longo da estrutura tridimensional (analogia com elos de uma corrente). A célula unitária é escolhida para representar a simetria da estrutura cristalina, onde todas as posições dos átomos no cristal podem ser geradas mediante translações proporcionais às distâncias inteiras da célula unitária ao longo de cada uma de suas arestas..
Figura 7:Modelo de esfera rígida de sistema cristalino
As temperaturas provocam varias alterações metal, como já foi dito, grande
parte dos metais são obtidos pelo processo de fusão o qual permite se trabalhar com metais mais facilmente. Este temperatura influi na formação dos metais, pois ela permite que os átomos obtenham mais energia facilitando as vibrações intra-molecular. Estas vibrações provocam uma “livre locomoção” dos átomos e elétrons. Com o resfriamento estes realizam as ligações e ocorre um agrupamento de forma ordenada formando uma estrutura cristalina, sendo a menor parte representativa desta estrutura chama de Cristal, a repetição deste cristal forma uma estrutura cristalina. Esta estrutura é representada regularmente sobre três eixos(XYZ), figura 5, em forma de empilhamento simétrico de cristais(Sistema Cristalino).
A maioria dos metais são representados pelo sistema cristalino cúbico, podendo ser cúbico simples(CS); cúbico de corpo centrado(CCC) ou cúbico de face centrada(CFC), porém há outros sistemas como o tetragonal. Ortogonal, monoclínico, triclínico, hexagonal e romboédrico.
A célula unitária consiste na unidade estrutural básica ou bloco de construção básico da estrutura cristalina. É escolhida para representar a simetria da estrutura cristalina.

Escola Estadual de Educação Profissional [EEEP] Ensino Médio Integrado à Educação Profissional
13
Técnico em Mecânica
2.1. Estruturas Cristalinas dos Metais
No caso dos metais, ao se utilizar o modelo de esferas rígidas para representar a estrutura cristalina, cada esfera representa um núcleo iônico. A Tabela (1) apresenta os raios atômicos para os metais mais comumente utilizados na engenharia.
Tabela 1: Estrutura cristalina para 16 metais
Metal Estrutura cristalina Metal Estrutura cristalina Alumínio Cádmio Chumbo Cobalto Cobre Cromo
Ferro (α) Molibdênio
CFC HC
CFC HC
CFC CCC CCC CCC
Níquel Ouro
Platina Prata
Tântalo Titânio
Tungstênio Zinco
CFC CFC CFC CFC CCC HC
CCC HC
CFC = cúbico de faces centradas, HC = Hexagonal compacto, CCC = cúbico de corpo centrado.
Existem apenas sete figuras geométricas que representam sete sistemas
cristalinos onde apresentam as formas de células unitárias possíveis que podem ser "empilhadas" e preencher totalmente o espaço tridimensional, que por sua vez irão formar quatorze distribuições características dos átomos(reticulados cristalinos de bravais), produzindo quatorze estruturas cristalinas.

Escola Estadual de Educação Profissional [EEEP] Ensino Médio Integrado à Educação Profissional
14
Técnico em Mecânica
Tabela 2:Sistemas Cristalinos

Escola Estadual de Educação Profissional [EEEP] Ensino Médio Integrado à Educação Profissional
15
Técnico em Mecânica
Os quatorze reticulados cristalinos de bravais são
Figura 8: 14 Reticulados cristalinos de Bravais

Escola Estadual de Educação Profissional [EEEP] Ensino Médio Integrado à Educação Profissional
16
Técnico em Mecânica
2.2. Definições importantes para a caracterização dos reticulados cristalinos
NÚMERO DE COORDENAÇÃO:Representa o número de átomos mais próximos à um átomo de referência.
PARÂMETRO DO RETICULADO:Constitui uma relação matemática entre uma dimensão da célula e o raio atômico.
FATOR DE EMPACOTAMENTO ATÔMICO:É a relação entre o volume dos átomos no interior da célula unitária pelo volume total da célula
a) Fator de Empacotamento Atômico (FEA).
O FEA representa a fração do volume de uma célula unitária que corresponde a esferas sólidas, matematicamente definidas como:
3
3
3
4
a
r
céluladatotalVolume
unitáriacélulaumaemátomosdeVolumeFEA
Considerando o átomo uma esfera perfeita, cujo volume é dado por:
Considerando que a célula unitária é um cubo perfeito de lado (a) Três estruturas relativamente simples são encontradas para a maioria
dos metais comuns, a CFC, a CCC e HC
b) Cúbicas de Faces Centradas (CFC)
Esta estrutura é encontrada na maior parte dos metais
Consiste de uma célula unitária, com os átomos localizados em cada um
dos vértices e no centro de todas as faces do cubo, como mostra a figura 9
3
4 3r
Vá tomo
3
célulaaV

Escola Estadual de Educação Profissional [EEEP] Ensino Médio Integrado à Educação Profissional
17
Técnico em Mecânica
Figura 9: Célula unitária CFC
Estas esferas ou núcleos iônicos se tocam umas as outras através de
uma diagonal da face. Caracterizam-se por: Possuir 4 átomos por célula
Possuir Número de coordenação(Nc)( Número átomos mais próximos) 12 Parâmetro de rede(a)(Comprimento da aresta)
c) C
úbicas de Corpo Centrado (CCC) Os átomos no centro e nos vértices tocam-se
ao longo da diagonal do cubo. Número de átomos por célula = 2
Possui Número de coordenação(Nc)= 8
42
16
8
18
222
4a r
r
218
18
Figura 10: Célula Unitária CCC

Escola Estadual de Educação Profissional [EEEP] Ensino Médio Integrado à Educação Profissional
18
Técnico em Mecânica
Parâmetro de rede(a) =
d) Estrutura Cristalina Hexagonal Simples (HC).
A estrutura hexagonal simples é formada por átomos posicionados nos vértices de dois hexágonos sobrepostos. Outros dois átomos localizam-se no centro de cada hexágono.
Figura 11: Célula Unitária Hexagonal Simples
Esta estrutura cristalina pode ser encontrada no selênio e no telúrio. O número de átomos existentes no interior de uma célula hexagonal simples é três. O fator de empacotamento de cristais hexagonais simples é calculado da mesma forma feita anteriormente, sendo novamente necessário determinar o volume de uma célula unitária desta estrutura. Tal volume é dado por:
sendo seu fator de empacotamento FAE=0,60
e) Estrutura Cristalina Hexagonal Compacta (HC).
A estrutura hexagonal compacta é formada por dois hexágonos sobrepostos e entre eles existe um plano intermediário de três átomos. Nos hexágonos, novamente, existem seis átomos nos vértices e um outro no centro.
3
4ra

Escola Estadual de Educação Profissional [EEEP] Ensino Médio Integrado à Educação Profissional
19
Técnico em Mecânica
Figura 12: Célula Unitária Hexagonal Compacta
Contendo 6 átomos por célula:
632
12
6
112
E Relação: c/a = 1,633 Sendo seu FAE=0,78
Exercício: Calcule O FEA para as estruturas cristalinas CFC, CCC, HC, CS? f) Cálculo da Densidade (ρ).
O conhecimento da estrutura cristalina de um sólido metálico permite o cálculo da sua densidade verdadeira ρ, que é obtida da seguinte relação:
onde: n = número de átomos associados a cada célula. A = peso atômico [g/ mol]
VC = Volume da Célula unitária NA = Número de Avogrado (6,023 x 1023 átomos/ mol)
AC NV
An

Escola Estadual de Educação Profissional [EEEP] Ensino Médio Integrado à Educação Profissional
20
Técnico em Mecânica
EXERCÍCIOS: 1-Mostre que o fator de empacotamento atômico para o CCC é de 0,68 2- Calcule o raio de um átomo de vanádio, dado que possui uma estrutura cristalina CCC, uma densidade de 5,96 g/cm3 e um peso atômico de 50,9 g/mol. 3- Um metal hipotético possui a estrutura cristalina cúbica simples. Se o seu peso atômico é de 70,4 g/mol e o raios atômico de 0,126 nm, calcule a sua densidade. 4- O zircônio possui uma estrutura cristalina HC e uma densidade de 6,51 g/cm3. Qual o volume de sua célula unitária em metros cúbicos? 5- O ródio (Rh) possui um raio atômico de 0,1345 nm , uma densidade atômica de 12,41 g/cm3. Determine se possui estrutura cristalina CCC ou CFC

Escola Estadual de Educação Profissional [EEEP] Ensino Médio Integrado à Educação Profissional
21
Técnico em Mecânica
IMPERFEIÇÕES EM SÓLIDOS 3.1 Defeitos Cristalinos
Vimos que a organização atômica nos cristais segue uma determinada
ordem alonga distância. Imagine uma estrada feita de caixa de ovos. Cada ovo teria seu lugar na estrada. Com os átomos na rede cristalina ocorre da mesma forma. A estrutura cristalina, como mostrado na seção anterior, é isenta de defeitos. No entanto, sabe-se que na natureza nem tudo é perfeito, então seria razoável esperar certa quantidade de defeitos na rede na rede cristalina.
Já foi mencionado que a estrutura cristalina define as propriedades dos materiais. No entanto, não foi dito que nesta estrutura cristalina existem defeitos. Sim, estes defeitos são inevitáveis e inclusive existe um certo valor mínimo de defeitos presentes num material cristalino em equilíbrio, para uma determinada temperatura. Na verdade, o tipo de rede cristalina, os tipos de defeitos cristalinos e a quantidade destes defeitos é que determinam o comportamento mecânico de um material. Nós veremos isso durante todo o curso. Será sempre mencionado algo relacionado à rede cristalina e a um tipo de defeito específico (as discordâncias). Mas primeiro vamos apresentar os principais tipos de defeitos cristalinos e como eles são.
3.1.2. Vazios
Os vazios (ou lacunas) ocorrem quando a posição de um átomo na rede
cristalina não está ocupada. No caso da analogia com a caixa de ovos, seria o mesmo que se estivesse faltando um ovo na caixa.
A quantidade de vazios (lacunas) presente na rede cristalina aumenta com a temperatura, pois os átomos oscilam mais violentamente e é provável que saltem para outro local ou em direção à superfície. Por exemplo, a 700 ºC, de cada 100.000 pontos da rede cristalina, um está vazio. A Figura 1 mostra um exemplo de um vazio na rede cristalina

Escola Estadual de Educação Profissional [EEEP] Ensino Médio Integrado à Educação Profissional
22
Técnico em Mecânica
Figura 13:Representação esquemática de um vazio na rede cristalina (a) e uma
analogia com os grãos de milho de uma espiga
Este tipo de defeito é considerado um defeito de ponto, pois é unidimensional, diferentemente de outros tipos de defeitos como “em linha”, superficiais ou volumétricos.
3.1.3. Átomo Intersticial
Os átomos intersticiais ocorrem quando um átomo não está em sua
posição correta, havendo um átomo a mais na rede cristalina. Este átomo acaba “empurrando” os átomos vizinhos produzindo uma certa distorção na rede. A Figura 1.16 mostra um exemplo de átomos intersticiais
Figura 14:Representação esquemática de um átomo intersticial na rede
cristalina (a) e uma anologia com a espiga de milho
Este defeito também é considerado um defeito pontual. Este tipo de
defeito interfere muito pouco nas propriedades mecânicas dos materiais.
3.1.4. Contornos de Grão Os contornos de grão são defeitos importantes nos materiais. Eles são na
verdade uma falha na orientação dos cristais. É mais fácil entender o que é o contorno de grão quando explicamos de onde ele vem.
Durante a solidificação do ferro (por exemplo), começam a surgir núcleos de cristalização (Figura 14a). Isto é, átomos começam a se aglomerar (sempre

Escola Estadual de Educação Profissional [EEEP] Ensino Médio Integrado à Educação Profissional
23
Técnico em Mecânica
seguindo a estrutura cristalina). No entanto, numa panela onde se tem o metal derretido (fundido) começam a aparecer milhões de núcleos de solidificação ao mesmo tempo. Um núcleo não sabe, no entanto, a orientação dos outros núcleos, e assim, cada um deles se forma numa orientação diferente. Dentro do núcleo é que se tem a mesma orientação cristalográfica.
Conforme os núcleos vão crescendo (Figura 15b) os átomos se agregam no núcleo formado seguindo a orientação cristalográfica deste núcleo. Quando todo o material se solidificou os núcleos se encontram, porém, com orientações cristalográficas diferentes (Figura 15c). Assim, nesta região de encontro dos núcleos não há uma união completa e perfeita como dentro do núcleo. Estes núcleos, ou seja, região cristalina com a mesma orientação cristalográfica é chamada de grão. Os contornos de grãos então são as fronteiras onde regiões com diferentes orientações cristalinas se encontram. Estas regiões são possíveis de se visualizar em um microscópio e aparecem como linhas de separação como mostrado na Figura 1.5d.
Figura 15: Representação esquemática da solidificação do material e a
formação dos contornos de grão a partir de vários núcleos (Callister, 2002)
Os contornos de grão influenciam marcadamente nas propriedades dos
materiais. Quanto menor o tamanho dos grãos mais resistente tende a ser o material. Existem tratamentos térmicos que podem alterar o tamanho de grão. Veremos isso mais adiante do curso. Por hora basta entender o que são os contornos de grão.

Escola Estadual de Educação Profissional [EEEP] Ensino Médio Integrado à Educação Profissional
24
Técnico em Mecânica
3.2. Discordâncias
As discordâncias podem ser consideradas como os defeitos mais
importantes nos materiais metálicos cristalinos. Um tipo de discordância é mostrado na Figura 1.18.
Figura 16:Representação esquemática de uma discordância em forma de cunha (a) e sua analogia com a espiga de milho
Esta é caracterizada pela presença de uma fileira extra de átomos na
rede cristalina. A este tipo de discordância damos o nome de discordância em cunha.
Existem outros tipos de discordâncias (em hélice e mista), mas iremos nos fixar nesta para fins didáticos. Este tipo de defeito é chamado defeito em linha, pois o defeito seria uma linha perpendicular ao plano da página.
A discordância é um defeito tão importante, pois ela comanda o mecanismo de deformação plástica do material. Quando um material cristalino se deforma permanentemente ele o faz através de movimentação de discordâncias. Como assim? A figura abaixo exemplifica este raciocínio.
Figura 17:Representação esquemática da movimentação de discordância em cunha (Callister, 2002).
Se eu aplico uma força (como aquela representada pelas flechas na Figura 1.19) para deformar o material. Tudo nos levaria a pensar que a força

Escola Estadual de Educação Profissional [EEEP] Ensino Médio Integrado à Educação Profissional
25
Técnico em Mecânica
necessária para movimentar uma coluna de átomos seria a somatória das forças de ligação entre os átomos do plano, certo? No entanto, a força necessária é muito menor. Isto ocorre porque os átomos adjacentes à discordância quebram suas ligações e se ligam com os sucessivos átomos mais próximos, assim a discordância se movimenta.
3.2.1. Discordância em cunha
Ocorre pela interrupção de um plano atômico como mostra a figura 18. A distância de deslocamento dos átomos ao redor da discordância é
denominada de vetor de Burgers (b) e neste caso esse vetor é perpendicular à linha de discordância.
Figura 18:Ilustração de uma discordância em cunha, que ocorre pela
interrupção de um plano atômico. A letra b corresponde ao vetor de Burgers

Escola Estadual de Educação Profissional [EEEP] Ensino Médio Integrado à Educação Profissional
26
Técnico em Mecânica
3.2.2. Discordância em hélice Uma discordância é helicoidal quando o empilhamento é feito como se
fosse uma mola. Neste caso, o vetor de Burgers é paralelo à linha de discordância, conforme mostra a figura 19.
Figura 19: Discordância em hélice. O vetor de Burgers é paralelo à linha de discordância.
3.2.3. Discordância mista (cunha + hélice)
As discordâncias são produzidas durante solidificação do material ou
quando é aplicada uma tensão cisalhante sobre o mesmo, como mostra a figura 4.9.

Escola Estadual de Educação Profissional [EEEP] Ensino Médio Integrado à Educação Profissional
27
Técnico em Mecânica
A discordância mista é formada por uma discordância em cunha associada a uma discordância em hélice. Neste caso, as duas discordâncias apresentam uma única linha de discordância.
Figura 20: Discordância mista, que é produzida durante a solidificação
do material ou quando se aplica uma tensão cisalhante sobre o mesmo. A discordância mista é formada por uma discordância em cunha associada a uma discordância em hélice.
Figura 20 Discordância mista, que é produzida durante a solidificação do material ou quando se aplica uma tensão cisalhante sobre o mesmo. A discordância mista é formada por uma discordância em cunha associada a uma discordância em hélice.
3.3 Defeitos de superfícies
Os cristais também apresentam defeitos que se estendem ao longo de
sua estrutura, formando superfícies e denominados de imperfeições de superfície. Esse tipo de imperfeição cristalina pode ser de três tipos:
1. superfícies livres; 2. contornos de grão;
3. maclas.

Escola Estadual de Educação Profissional [EEEP] Ensino Médio Integrado à Educação Profissional
28
Técnico em Mecânica
3.3.1. Superfícies livres Apesar de serem consideradas o término da estrutura cristalina, as
superfícies externas de um cristal são consideradas defeitos cristalinos, já que o número de vizinhos de um átomo superficial não é o mesmo de um átomo no interior do cristal (figura 4.10). Os átomos superficiais possuem vizinhos apenas de um lado, tem maior energia e assim, estão ligados aos átomos internos mais fragilmente.
Figura 21:Apesar de ser considerada o término da estrutura
cristalina, as superfícies externas de um cristal são consideradas defeitos cristalinos, já que o número de vizinhos de um átomo superficial não é o mesmo de um átomo no interior do cristal.
3.3.2. Contornos de grão Uma barra de cobre puro, embora contenha um único elemento, possui
vários grãos, ou seja, regiões onde a estrutura cristalina tem a mesma orientação. Durante a solidificação, vários núcleos sólidos surgem no interior do líquido, como é apresentado na figura 22.
Numa fase seguinte, denominada de crescimento, estes núcleos crescem e se juntam, formando nestas "juntas", uma região conhecida como contorno de grão. Como os diversos grãos não apresentam necessariamente a mesma orientação cristalográfica, como pode ser visto na figura 23, o encontro dos mesmos cria superfícies de contato dentro do cristal.

Escola Estadual de Educação Profissional [EEEP] Ensino Médio Integrado à Educação Profissional
29
Técnico em Mecânica
Figura 22:Formação de um material policristalino: (a) Etapa de nucleação;
(b) Etapa de crescimento; (c) Material policristalino.
Figura 23: Os grãos de um material policristalino não apresentam uma mesma orientação cristalográfica.
O tamanho de grão de um material policristalino é importante ser
conhecido, já que o número de grãos tem papel significativo em muitas propriedades dos materiais, especialmente na resistência mecânica. Em baixas temperaturas, até metade da temperatura de fusão do material, os contornos de grão aumentam a resistência do material através da limitação do movimento de discordâncias. Em altas temperaturas pode ocorrer o escorregamento de contornos de grão ou seja o mecanismo de deformação plástica nestas temperaturas é o de fratura intergranular. Este mecanismo é um dos responsáveis pela queda da resistência mecânica do material em temperaturas elevadas. Na produção de peças submetidas a temperaturas mais próximas a de fusão do material, como é o caso de turbinas de avião, são utilizados processos de fundição com crescimento direcional e controlado. Isto permite obter um sólido com um número de grãos pequeno e indicado para temperaturas de trabalho elevadas.

Escola Estadual de Educação Profissional [EEEP] Ensino Médio Integrado à Educação Profissional
30
Técnico em Mecânica
3.3.3. MACLAS
As maclas constituem um outro tipo de defeito de superfície e podem surgir
a partir de tensões térmicas ou mecânicas. Tal defeito de superfície ocorre quando parte da rede cristalina é deformada, de modo que a mesma forme uma imagem especular da parte não deformada (figura 4.16).
O plano cristalográfico de simetria entre as regiões deformadas e não deformada, é chamado de plano de maclação. A maclação ocorre em direções específicas chamadas de direções de maclação.
Figura 24:Diagrama esquemático do defeito de maclação

Escola Estadual de Educação Profissional [EEEP] Ensino Médio Integrado à Educação Profissional
31
Técnico em Mecânica
4. PROPRIEDADES MECÂNICAS DOS METAIS
Os materiais muitas vezes são identificados pelos atributos ou qualidades
que apresentam, por exemplo os materiais que possuem boa condutibilidade térmica e elétrica são os materiais metálicos. Os atributos ou qualidades dos materiais são conhecidos tecnicamente como propriedades, e são fundamentais para seleção dos mesmos.
As propriedades dos materiais dependem da natureza do material, composição química e microestrutura. Pode-se classificar as propriedades dos materiais em:
Propriedades físicas (a tabela 2 apresenta a subdivisão dessas propriedades); Propriedades químicas; Propriedades físico-químicas; Propriedades tecnológicas
Tabela 3: Propriedades dos Materiais
PROPRIEDADES DOS MATERIAIS
CARACTERISTICAS
Mecânicas
Ductilidade Dureza
Elasticidade Resistência a tração
Térmicas Condutibilidade Térmica
Expansão Térmica
Elétricas Condutibilidade Elétrica
Resistência ao Arco
Físicas Óticas e Transparência
Densidade
As propriedades mecânicas constituem uma das características mais
importantes das ligas metálicas ferrosas em suas várias aplicações, visto que o projeto e a execução de componentes mecânicos estruturais são baseados nestas propriedades.
As propriedades mecânicas definem o comportamento do material quando sujeito a esforços de natureza mecânica e correspondem as propriedades que, num determinado material, indicam a sua capacidade de transmitir e resistir aos esforços que lhe são aplicados, sem romper ou sem que produzam deformações incontroláveis.
A determinação das propriedades mecânicas dos materiais, pode ser obtida através de ensaios mecânicos, que será abordado num próximo tópico.

Escola Estadual de Educação Profissional [EEEP] Ensino Médio Integrado à Educação Profissional
32
Técnico em Mecânica
Escola Estadual de Educação Profissional [EEEP] Ensino Médio Integrado à Educação Profissional
33
Técnico em Mecânica
4.1. A propriedade mecânica
A propriedade mecânica que geralmente está associada com
componentes mecânicos estruturais e a resistência mecânica. Outras propriedades mecânicas são elasticidade, ductilidade, dureza, tenacidade, resiliência e outras. A caracterização dessas propriedades pode ser vista a seguir:
Resistência mecânica: Pode-se conceituar resistência mecânica como sendo, a capacidade dos materiais de resistir a esforços de natureza mecânica, como tração, compressão, cisalhameto, torção, flexão e outros sem romper e/ou deformar-se. Porém, o termo resistência mecânica, abrange na prática um conjunto de propriedades que o material deve apresentar, dependendo da aplicação ao qual se destina. É muito comum para efeito de projeto relacionar diretamente resistência mecânica com resistência a tração. Elasticidade – é a capacidade que o material apresenta de deformar-se elasticamente. A deformação elástica de um material, acontece quando o material é submetido a um esforço mecânico e o mesmo tem suas dimensões alteradas, e quando o esforço é cessado o material volta as suas dimensões iniciais. Ductilidade e/ou Plasticidade – é a capacidade que o material apresenta de deformar-se plasticamente ou permanentemente antes de sua ruptura. A deformação plástica de um material, ocorre quando o material é submetido a um esforço mecânico e o mesmo tem suas dimensões alteradas, e quando o esforço é cessado o material permanece com as dimensões finais. Dureza – essa propriedade embora tenha mais de uma caracterização, tecnicamente a definição mais utilizada é: Dureza é uma medida da resistência do material a deformações plásticas localizadas. Associada a essa propriedade, temos a resistência ao desgaste e a resistência a abrasão. Resiliência – é a capacidade do material absorver e devolver energia sem deformação permanente. Essa propriedade tem validade no campo elástico. f) Tenacidade – é a capacidade do material de absorver energia antes de sua ruptura. Uma outra definição para esse termo, é a capacidade que o material apresenta de resistir a esforços de impacto.

Escola Estadual de Educação Profissional [EEEP] Ensino Médio Integrado à Educação Profissional
34
Técnico em Mecânica
4.2. Propriedade Química Uma propriedade importante, que servirá de critério para escolha do
material em nosso instrumento gerador (extrusora de massa), é a resistência a corrosão, e pode ser definida como: A resistência que o material apresenta a deterioração, por ação química ou eletroquímica do meio ambiente.
4.3 Propriedades Tecnológicas
No processamento de componentes mecânicos, certas propriedades
tecnológicas devem ser consideradas, para que o material a ser processado tenha um comportamento que não comprometa seu desempenho tanto durante o processamento, como em sua utilização. Essas propriedades derivam-se das propriedades físicas, químicas e físicoquímicas dos materiais, mas que devido a sua importância são tratadas como uma nova classe de propriedades, que são: Usinabilidade – de um material pode ser definida como uma
grandeza tecnológica, que expressa por meio de um valor numérico comparativo (índice ou percentagem) um conjunto de propriedades de usinagem do material, em relação a um outro tomado como padrão. Conformabilidade – é a capacidade do material de ser deformado plasticamente, através de processos de confomação mecânica. Essa propriedade está associada a ductilidade ou plasticidade do material. Temperabilidade – ou endurecibilidade de aços está diretamente relacionada com a capacidade que os mesmos tem de endurecer da superfície em direção ao núcleo, considerando-se a quantidade de martensita formada durante o resfriamento. Soldabilidade – é a capacidade que os materiais tem de ser unidos pelo processo de soldagem, tendo por objetivo a continuidade das propriedades físicas (mecânicas) e químicas dos mesmos. Sinterabilidade – é a capacidade dos materiais na forma de pó, apresentarem difusão no estado sólido, ativada por energia térmica, obtendo-se como produto final, coesão do material na forma desejada.
A determinação e/ou conhecimento das propriedades mecânicas é muito
importante para a escolha do material para uma determinada aplicação, bem como para o projeto e fabricação do componente.

Escola Estadual de Educação Profissional [EEEP] Ensino Médio Integrado à Educação Profissional
35
Técnico em Mecânica
Estas propriedades mecânicas definem o comportamento do material
quando sujeitos à esforços mecânicos, pois estas estão relacionadas à capacidade do material de resistir ou transmitir estes esforços aplicados sem romper e sem se deformar de forma incontrolável.
As principais propriedades mecânicas observadas para confecção de sistemas ou peças mecânica são:
Resistência à tração Elasticidade Ductilidade Fluência Fadiga Dureza Tenacidade
Em a sua grande maioria os estruturas e elementos mecânicas estão
sujeitos a tensões como:Tração, compressão, cisalhamento e torção A determinação das propriedades mecânicas é feita através de ensaios
mecânicos em máquinas especificas para este fim, sendo utilizado normalmente corpos de prova (amostra representativa do material) para o ensaio mecânico, já que por razões técnicas e econômicas não é praticável realizar o ensaio na própria peça, que seria o ideal. Todos estes procedimentos são normatizados, em geral aplica-se as normas técnicas(ABNT) para o procedimento das medidas e confecção do corpo de prova para garantir que os resultados sejam comparáveis.
4.4. Ensaio convencional de tração
É medida submetendo-se o material à uma
carga ou força de tração, paulatinamente crescente, que promove uma deformação progressiva de aumento de comprimento sendo regido pela NBR-6152 para metais, são aplicados neste processo a máquina de tração universal.
Os corpos de provas normalmente a seção reta é circular, porém corpos de provas retangulares também são usados. Durante os ensaios, a deformação fica confinada à região central, mais estreita, do corpo de prova. O diâmetro padrão é aproximadamente 12,8 mm, enquanto a seção reduzida deve ser pelo menos quatro vezes esse diâmetro. O corpo de prova é preso pelas extremidades nas garras de fixação do dispositivo Figura 25: Máquina Universal
de ensaios

Escola Estadual de Educação Profissional [EEEP] Ensino Médio Integrado à Educação Profissional
36
Técnico em Mecânica
de testes. A máquina de ensaio de tração é projetada para alongar o corpo de prova a uma taxa constante, além de medir contínua e simultaneamente a carga instantânea aplicada e os alongamentos resultantes, isso com o auxilio de extensômetros.
Quando um corpo de prova é submetido a um ensaio de tração, a máquina de ensaio fornece um gráfico que mostra as relações entre a força aplicada e as deformações ocorridas durante o ciclo.
A tensão axial em um corpo de prova é calculada dividindo a carga F pela área da seção transversal A. A deformação do corpo de prova é encontrada dividindo o alongamento medido entre as marcas de medida pelo comprimento L.
Após executar um teste de tração e determinar a tensão e a deformação em várias magnitudes da carga, podemos plotar um gráfico chamado de tensão x deformação(×). Esse diagrama tensão-deformação é uma característica do material em particular sendo testado e contém informação importante sobre as propriedades mecânicas e o tipo de comportamento.
Aplicando a equação descrita acima pode-se encontrar os valores da
tensão e fazer o gráfico conhecido como tensão-deformação.
Figura 26: Gráfico tensão x deformação resultante de ensaio de tração

Escola Estadual de Educação Profissional [EEEP] Ensino Médio Integrado à Educação Profissional
37
Técnico em Mecânica
Como efeito da aplicação de uma tensão tem-se a deformação (variação dimensional). Esta deformação pode ser expressa através da equação:
Onde: Lf-Comprimento Final do corpo de prova após a deformação L0-Comprimento inicial do corpo de prova
• O número de milímetrosa de deformação por milímetros de comprimento
• O comprimento deformado como uma percentagem do comprimento original
4.4.1. Elasticidade Linear, Lei de Hooke e Coeficiente de Poisson
Muitos materiais estruturais, incluindo a maioria dos metais, madeira,
plásticos e cerâmicas, comportam-se elástica e linearmente quando carregados da primeira vez.
Consequentemente, suas curvas de tensão-deformação começam com uma reta passando através da origem. Como exemplo, temos a curva tensão-deformação para o aço estrutural, como mostrado na Figura 5, onde a região da origem 0 ao limite de proporcionalidade (ponto A) é linear e elástica.
Quando um material comporta-se elasticamente e também exibe uma relação linear entre a tensão e deformação, é chamado de elástico linear. Esse tipo de comportamento é extremamente importante na engenharia pois, ao se projetar estruturas e máquinas que se comportem nessa fase, estaremos evitando deformações permanentes devido ao escoamento do material.
Lei de Hooke
A relação linear entre a tensão e a deformação para uma barra em tração
ou compressão simples é expressa pela equação:
Em que:
= é a tensão axial
= é a deformação axial

Escola Estadual de Educação Profissional [EEEP] Ensino Médio Integrado à Educação Profissional
38
Técnico em Mecânica
E = é uma constante de proporcionalidade conhecida como módulo de elasticidade para o material.
O módulo de elasticidade é a inclinação do diagrama tensão-deformação na região elástica linear. Uma vez que a deformação é adimensional, as unidades para o E são as mesmas que as unidades de tensão.
A equação é conhecida como Lei de Hooke, em homenagem ao famoso cientista inglês Robert Hooke (1635 – 1703). Essa equação é uma versão limitada da Lei de Hooke porque relaciona apenas as tensões e deformações longitudinais desenvolvidas em tração e compressão simples de uma barra (tensão uniaxial). Para lidar com estados de tensão mais complicados, como aqueles encontrados na maioria das máquinas e estruturas, devemos usar equações mais abrangentes da Lei de Hooke. Como exemplo exemplo temos:
Eaço = 210GPa Ealumínio = 73GPa Eplásticos = 0,7 a 14GPa
Coeficiente de Poisson() Quando uma barra prismática é carregada em tração, o alongamento
axial é acompanhado por uma contração lateral (isto é, contração normal à direção da carga aplicada). Essa mudança na forma está ilustrada na Figura 27, onde a parte (a) mostra a barra antes do carregamento e a parte (b) a mostra após o carregamento. Na parte (b) as linhas pontilhadas representam a forma da barra antes do carregamento.Figura 27 – Alongamento axial e contração lateral A contração lateral é facilmente vista esticando-se uma borracha, mas nos metais as mudanças nas dimensões laterais (na região elástica linear) são usualmente pequenas demais para serem visíveis. Entretanto, podem ser detectadas com sistemas de medição sensíveis.
Figura 27: Deformação com alongamento axial e contração lateral

Escola Estadual de Educação Profissional [EEEP] Ensino Médio Integrado à Educação Profissional
39
Técnico em Mecânica
A deformação lateral (’) em qualquer ponto na barra é proporcional à
deformação axial no mesmo ponto se o material é linearmente elástico. A razão entre essas deformações é uma propriedade do material conhecida como
pode ser expresso pela equação:
O sinal negativo é para indicar que as deformações lateral e axial tem normalmente sinais contrários. Por exemplo, a deformação axial em uma barra em tração é positiva e a deformação lateral é negativa (porque a largura da barra diminui). Já para a compressão teremos a situação oposta.
Devemos sempre ter em mente que a equação somente se aplica a uma barra em tensão uniaxial. Para a maioria dos metais o valor do coeficiente de Poisson está entre 0,25 e 0,35. Para o concreto, o valor é baixo, cerca de 0,1 ou 0,2.

Escola Estadual de Educação Profissional [EEEP] Ensino Médio Integrado à Educação Profissional
40
Técnico em Mecânica
5. Diagrama de fases
5.1. Definição:
São representações gráficas das fases que estão presentes em um sistema de materiais a várias temperaturas, pressões e composições. A maioria dos diagramas de fase foram construídos segundo condições de equilíbrio (condições de resfriamento lento), sendo utilizados para entender e predizer muitos aspectos do comportamento dos materiais. Os diagramas de fases mais comuns são os de temperatura versus composição.
O diagrama de fases fornece as seguintes informações termodinâmicas sobre um sistema em equilíbrio.
1. FASES PRESENTES 2. COMPOSIÇÃO DAS FASES 3. PROPORÇÃO DAS FASES
Os diagramas de fases, também chamados de diagramas de equilíbrio ou
de constituição, são ferramentas muito importantes no estudo das ligas metálicas. Eles definem as regiões de estabilidade das fases que podem ocorrer num sistema sob a condição de pressão constante (atmosférica). As coordenadas desses diagramas são temperatura (ordenadas) e composição (abscissas). Note que a expressão “sistema” se refere a todas as ligas possíveis de serem formadas a partir de um dado conjunto de componentes. Este uso da palavra sistema difere da definição termodinâmica que significa um corpo simples e isolado de matéria. Uma liga de uma composição é representativa de um sistema termodinâmico, enquanto um sistema de ligas compreende todas as composições.
Todos os metais possuem uma certa característica física em um determinado estado físico. Sendo ele líquido, gasoso ou sólido, suas características se repetem sempre que as condições do meio necessárias são atingidas.
As ligas, apesar de serem misturas de elementos, não fogem desta regra. Também apresentam suas características definidas.
Para a qualquer aplicação que formos usar as ligas, seja ela para construção civil ou para aplicações no setor elétrico, temos que ter o conhecimento do comportamento do material, para que todo o tipo de situações seja previsto. Evitamos assim surpresas e prejuízos tanto materiais, quanto monetários e perdas de vida.
Assim, o diagrama de fases é um método muito eficiente de predizermos em que fases se encontram em equilíbrio para uma dada composição de liga e uma certa temperatura.
Também podemos determinar a composição química de cada fase e calcular a quantidade de cada fase presente.

Escola Estadual de Educação Profissional [EEEP] Ensino Médio Integrado à Educação Profissional
41
Técnico em Mecânica
Antes de falarmos propriamente sobre o diagrama de fase de ligas é importante termos uma noção sobre a teoria empregada na construção do diagrama.
A Figura 28 mostra a solubilidade do açúcar na água; a curva na figura é uma curva de solubilidade. Todas as composições à esquerda da curva, correspondem a uma única fase, pois todo o açúcar está dissolvido na fase líquida. Com porcentagens mais elevadas de açúcar, que correspondem ao lado direito da curva, é impossível dissolver completamente o açúcar; logo, teremos uma mistura de duas fases, açúcar sólido e um “xarope” líquido.
Figura 28: Diagrama de solubilidade açúcar e água
Essas relações de fusão e solidificação são muito comuns em todos os
tipos de combinações de dois componentes. Quando dois metais formam uma fase líquida homogênea, isto é, eles são completamente solúveis um no outro, eles não necessariamente se solidificarão para formar uma fase sólida homogênea. Quando solidificados dois metais podem ser:
completamente solúveis um no outro; completamente insolúveis um no outro; parcialmente solúveis um no outro; combinados para formar um composto intermetálico.
Os diagramas de equilíbrio ou de fase (algumas vezes chamados curvas
de solubilidade) são usados para mostrar a percentagem de cada metal na liga com

Escola Estadual de Educação Profissional [EEEP] Ensino Médio Integrado à Educação Profissional
42
Técnico em Mecânica
o eixo das ordenadas indicando a temperatura. Este é um método conveniente para indicar as mudanças de estado e estrutura pelas quais cada liga passa durante o resfriamento lento a partir do estado líquido para o estado sólido em condições de equilíbrio.
A situação mais comum ocorre quando dois metais são parcialmente solúveis. O diagrama de fases para esta situação é mostrado na Fig. 3, que mostra a solubilidade sólida e a formação de uma mistura eutética (derivada da palavra grega que significa “fundindo bem”).
Figura 29: Diagrama de fase esquemático A-B
5.1.2. Entendendo o diagrama
1. a linha AEB é do líquido e a linha ACEDB é do sólido; 2. a solução sólida() é metal (soluto) dissolvido no metal A (solvente); 3. a solução sólida é metal A (soluto) dissolvido no metal B (solvente); 4. as linhas CF e DG denotam a máxima solubilidade de B em A e de A em B, respectivamente. Se uma pequena quantidade de qualquer dos metais está presente,
então a solução sólida ( ou ) se forma; para proporções intermediárias a estrutura contem laminações de ambas soluções sólidas. A mistura eutética contém ambas
P Q
R
P Q
R

Escola Estadual de Educação Profissional [EEEP] Ensino Médio Integrado à Educação Profissional
43
Técnico em Mecânica
soluções sólidas, e a microestrutura mostrada na Figura 30. As solubilidades sólidas de B em A e de A em B, ocorrem ambas na temperatura eutética (TE) e são representadas pelos pontos C e D respectivamente. Se uma liga líquida tem uma composição dada pelo ponto E, então quando resfriada para TE, a mistura eutética dada pela equação.
Figura 30: Reação Eutética
Considere o resfriamento de três ligas mostradas na Fig. 3 e
representadas pelos pontos (P), (Q) e (R). Para liga (P) a solidificação começa em( T1) e é completa em (T2), formando a solução sólida completa ().
Para a liga Q a solidificação começa em (T3) e é completa em (T4), formando uma solução sólida completa (). Se a temperatura for reduzida um pouco além, então abaixo de (T5) o limite de solubilidade de B em A é excedido, e o metal em excesso B é precipitado da solução sólida().Entretanto, não é B puro, mas um solução sólida â saturado. Esta fase â precipitada pode ocorrem nas bordas dos grãos á ou dentro dos cristais á ou em ambas localizações.
Para a liga ( R ) a solidificação começa em (T6) e produz uma solução sólida (). A proporção de B no líquido remanescente aumenta, até que a solidificação em (TE) é completada e a estrutura contém á e o eutético ( + ). O resfriamento desta mistura abaixo da temperatura TE causa a mudança da solubilidade de A em B e de B em A e as composições da solução sólida (á e â) são dadas pelos pontos nas curvas CF e DG respectivamente. A microestrutura para esta liga (sólida) é mostrada também na Fig. 3. Resultados similares podem ser deduzidos para o resfriamento de soluções líquidas com composições de metal B maiores que a eutética.
Para uma composição particular de uma liga a microestrutura pode ser composta de uma ou duas fases. É freqüentemente necessário conhecer o quanto de cada fase está presente. Informações quantitativas podem ser obtidas dos diagramas de fases. Duas fases nunca têm propriedades idênticas, pois têm estruturas diferentes.
Escola Estadual de Educação Profissional [EEEP] Ensino Médio Integrado à Educação Profissional
44
Técnico em Mecânica
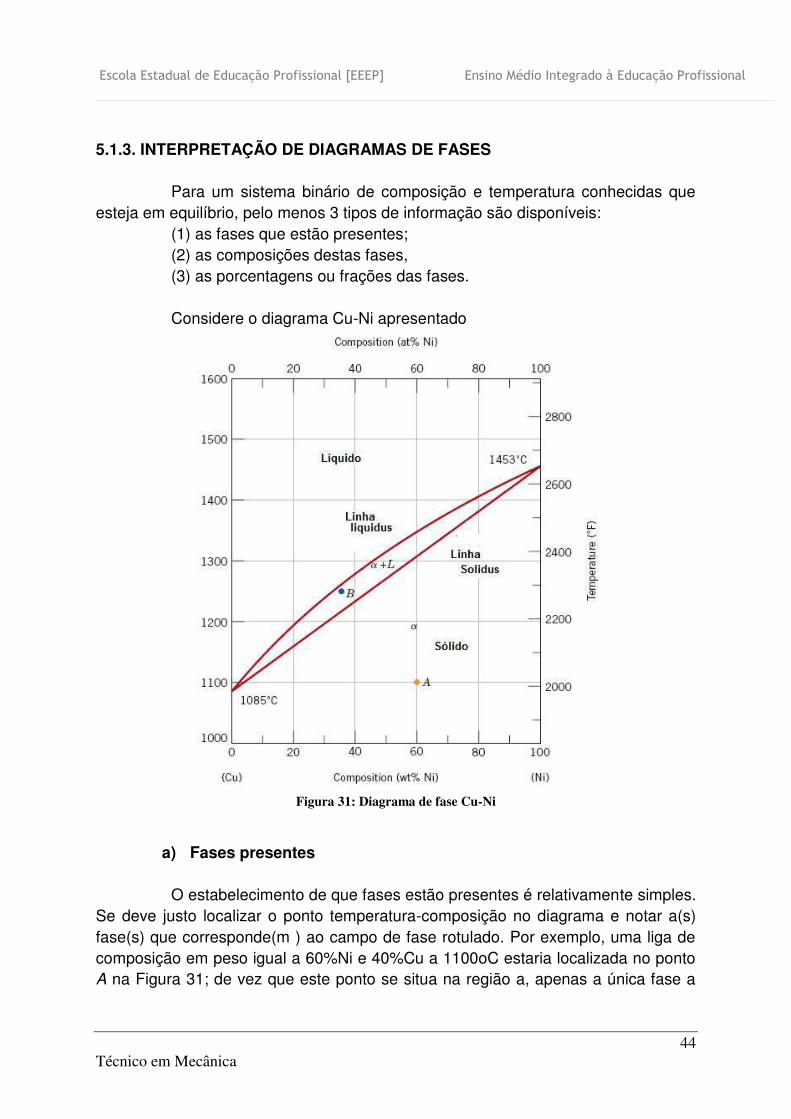
5.1.3. INTERPRETAÇÃO DE DIAGRAMAS DE FASES
Para um sistema binário de composição e temperatura conhecidas que
esteja em equilíbrio, pelo menos 3 tipos de informação são disponíveis: (1) as fases que estão presentes; (2) as composições destas fases, (3) as porcentagens ou frações das fases. Considere o diagrama Cu-Ni apresentado
Figura 31: Diagrama de fase Cu-Ni
a) Fases presentes
O estabelecimento de que fases estão presentes é relativamente simples.
Se deve justo localizar o ponto temperatura-composição no diagrama e notar a(s) fase(s) que corresponde(m ) ao campo de fase rotulado. Por exemplo, uma liga de composição em peso igual a 60%Ni e 40%Cu a 1100oC estaria localizada no ponto A na Figura 31; de vez que este ponto se situa na região a, apenas a única fase a

Escola Estadual de Educação Profissional [EEEP] Ensino Médio Integrado à Educação Profissional
45
Técnico em Mecânica
estará presente. Por outro lado, uma liga 35%Ni-65%Cu, em peso, a 1250oC (ponto B ) consistirá das fases a e líquido em equilíbrio.
b) Determinação das composições de fases. A primeira etapa na determinação de composições de fases (em termos
das concentrações dos componentes) é localizar o ponto tempeatura-composição no diagrama de fases. Diferentes métodos são usados para regiões monofásicas e bifásicas. Se apenas uma fase estiver presente, o procedimento é trivial: a composição desta fase é simplesmente a mesma composição global da liga. Por exemplo,
Considere-se a liga 60%Ni-40%Cu, em peso, a 1100 oC (ponto A, Figura 31.). Nesta composição e temperatura, apenas a fase a está presente, tendo uma composição 60%Ni-40%Cu, em peso. Para uma liga tendo composição e temperatura localizada numa região bifásica, a situação é mais complicada. Em todas as regiões bifásicas (e em regiões bifásicas apenas ), se pode imaginar uma série de linhas horizontais, uma em cada uma das temperaturas; cada uma destas linhas horizontais é conhecida como uma linha de ligação ou às vezes como uma isoterma.
Estas linhas de ligação se estendem através da região de 2 fases e terminam nas linhas de limite de fases em ambos os lados. Para calcular as concentrações de equilíbrio das 2 fases, o seguinte procedimento é usado:
1. Uma linha de ligação é construída através da região de 2 fases na
temperatura da liga. 2. As interseções da linha de ligação com as linhas de limites de fases
em cada lado são notadas . 3. Perpendiculares são traçadas a partir destas interseções ao eixo
horizontal de composição, onde a composição de cada uma das respectivas fases é lida.
Por exemplo, considere-se de novo a liga 35%Ni-65%Cu, em peso, a
1250oC, localizada no ponto B na Figura 31 e situando-se na região + L.

Escola Estadual de Educação Profissional [EEEP] Ensino Médio Integrado à Educação Profissional
46
Técnico em Mecânica
Figura 32: Regra da alavanca
Assim o problema é determinar a composição (em % em peso de Ni e de Cu) para as fases a e líquido. A linha de ligaçào foi construída através da região de fase + L, como mostrado na Figura 31. A perpendicular a partir da interseção da linha de ligação com o limite de liquidus encontra o eixo da composição em 32% de Ni e 68%de Cu, em peso, que é a composição da fase líquida, CL . Do mesmo modo, para a interseção solidus-linha de ligação, nós encontramos ma composição para a fase solução sólida a, C, de 43%de Ni e 57% de Cu, em peso.
c) Determinação das Quantidades de Fases.
As quantidades relativas (como fração ou porcentagem) das fases
presentes em equilíbrio podem também ser calculadas com a ajuda de diagrama de fases. Na região monofásica a liga é composta inteiramente daquela fase, isto é 100%. Para uma liga 60%Ni-40%Cu, em peso, a 1100oC (ponto A, da Figura 32), apenas a fase a está presente; portanto, a liga é completamente ou 100% .
Se a posição da composição e temperatura estiver localizada dentro de uma região de 2 fases, a linha de ligação deve ser utilizada em conjunção com um procedimento que é às vezes conhecido como a regra da alavanca ("lever rule", ou regra da alavanca inversa), que é aplicada do seguinte modo:

Escola Estadual de Educação Profissional [EEEP] Ensino Médio Integrado à Educação Profissional
47
Técnico em Mecânica
1. A linha de ligação é construída através da região de 2 fases na temperatura da liga. 2. A composição total da liga é localizada na linha de ligação. 3. A fração de uma fase é calculada tomando o comprimento da linha de ligação a partir da composição global da liga até o limite de fase para a outra fase e dividindo pelo comprimento total da linha de ligação. 4. A fração da outra fase é determinada da mesma maneira. 5. Se as porcentagens de fases forem desejadas, cada fração deve ser multiplicada por 100.
Quando o eixo de composição for posto em escala de porcentagem em peso, as frações de fase computadas usando a regra da alavanca são frações de massa - a massa (ou peso) de uma fase específica dividida pela massa (ou peso) total da liga. A massa de cada fase é calculada a partir do produto da fração de cada fase e a massa total da liga. Ocasionalmente, se torna necessário calcular as frações volumétricas de fases, que é realizado considerando as densidades das fases, como delineado no Problema.
No emprego da regra da alavanca, os comprimentos da linha de ligação podem ser determinados quer por medição direta a partir do diagrama de fases usando uma escala linear, de preferência em mm, ou subtraindo composições tomadas a partir do eixo das composições.
Considere-se novamente o exemplo mostrado na Figura 32, no qual a 1250oC para uma liga 35%Ni-65%Cu, em peso, as fases a e líquido estão presentes. O problema é calcular a fração de cada uma das fases a e líquido. Foi construída a linha de ligação que foi usada para determinação das composições de e L. Seja localizada a composição global da liga ao longo a linha de ligação e denotada como Co e representadas por WL e W as frações mássicas para as respectivas fases. A partir da regra da alavanca, WL pode ser calculada de conformidade com
ou, por subtração de composições,
Composição tem que ser especificada apenas em termos de um dos
constituintes para uma liga binária; para o cálculo acima, a % em peso de Ni será usada (isto é, Co = 35%Ni, em peso, C =43%Ni e CL = 32%Ni) e

Escola Estadual de Educação Profissional [EEEP] Ensino Médio Integrado à Educação Profissional
48
Técnico em Mecânica
Similarmente, para a fase a,

Escola Estadual de Educação Profissional [EEEP] Ensino Médio Integrado à Educação Profissional
49
Técnico em Mecânica
Exercicio Considere para o diagrama abaixo que:
Fase de elevada ductilidade(); Fase dúctil() porém menos dúctil que () Fase de elevada resistência()
1. Complete diagrama e identifique reações eutética e peritética; 2. Descreva a estrutura da liga hipoeutética na temperatura de 200°C. 3. Para a liga hipereutética determine composição química e proporção das fases a temperatura ambiente 4. Se de 28% a 97%B estão presentes sempre as mesmas fases porque se devem esperar propriedades diferentes?

Escola Estadual de Educação Profissional [EEEP] Ensino Médio Integrado à Educação Profissional
50
Técnico em Mecânica
5.2. Diagrama de fase ferro-carboneto de ferro (fe-fe3c)
Os diagramas de fase ou diagramas de equilíbrio como também são denominados têm como finalidade mostrar alterações de estado físico e de estrutura que sofrem as ligas metálicas, em decorrência de aquecimentos ou resfriamentos lentos. 5.2.1. Dia grama Fe-C
O diagrama de fases Ferro-Carbono é obviamente o diagrama mais estudado entre todas as ligas metálicas presentes na atualidade, fato facilmente explicado já que os aços carbono, além de serem os materiais metálicos mais utilizados pelo homem, apresentam variadas e interessantes transformações no estado sólido.
O estudo do diagrama de fases permite-nos compreender porque variações do teor de carbono nos aços resultam na obtenção de diferentes propriedades, e dessa maneira, possibilitam a fabricação de aços de acordo com propriedades desejadas.
Figura 33: Diagrama Fe-C

Escola Estadual de Educação Profissional [EEEP] Ensino Médio Integrado à Educação Profissional
51
Técnico em Mecânica
O diagrama Fe-C mostrado acima não é um diagrama completo, já que
são mostradas somente concentrações de carbono inferiores a 6,67%, porcentagem de carbono da cementita (Fe3C). Do diagrama podemos destacar:
Campo ferrítico (fase ) – Campo correspondente à solução sólida de carbono no ferro α, nesse campo a estrutura atômica é cúbica de corpo centrado. Campo austenítico (fase ) – Campo correspondente à solução sólida de carbono no ferro, nesse campo a estrutura atômica é cúbica de face centrada. Essa fase tem solubilidade máxima de carbono de 2,06% à 1147°C. Cementita (Fe3C) – Microconstituinte composto de ferro e carbono. Esse carboneto apresenta elevada dureza, estrutura atômica ortorrômbica e 6,7% de carbono. Ponto eutetóide – Ponto correspondente à composição de carbono de 0,8%. Ligas dessa composição, elevadas até o campo austenítico (fase ) e em seguida resfriadas lentamente,atravessam a reação eutetóide, reação onde a austenita transforma-se em perlita, microestrutura constituída de lamelas de cementita (Fe3C) envoltas em uma matriz ferrítica (fase ). Ponto eutético – Ponto correspondente à composição de carbono de 4,3%. Trata-se do ponto de mais baixa temperatura de fusão ou solidificação, 1147°C. Ligas dessa composição são denominadas ligas eutéticas.
O diagrama pode ser dividido em duas faixas de porcentagem de
carbono, a faixa correspondente aos aços, de 0,008% até 2,11% de C, e a faixa correspondente aos ferros fundidos, com porcentagens de carbono acima de 2,11%. Os aços com porcentagem de carbono acima de 0,8% (composição eutetóide) são denominados aços hipereutetóides, enquanto que os aços com porcentagem de carbono inferior a 0,8% são denominados aços hipoeutetóides. Analogamente, os ferros fundidos com porcentagem de carbono acima de 4,3% (composição eutética) são denominados ferros fundidos hipereutéticos, e os ferros fundidos com porcentagem de carbono inferior a 4,3% são denominados ferros fundidos hipoeutéticos.
Os aços carbono podem ainda ser divididos em três grupos distintos, classificados em função do teor de carbono presente. São eles:
Aços de baixo teor de carbono, com % de C inferior a 0,2%; Aços de médio teor de carbono, com % de C entre 0,2% e 0,5%; Aços de alto teor de carbono, com % de C superior a 0,5%.

Escola Estadual de Educação Profissional [EEEP] Ensino Médio Integrado à Educação Profissional
52
Técnico em Mecânica
Deve-se ressaltar que o diagrama Fe-C é um diagrama dependente somente da temperatura e da porcentagem de carbono, e as transformações microestruturais que ocorrem sob aquecimento e resfriamento lentos são transformações ditas de equilíbrio. Para transformações rápidas o suficiente a ponto de evitar as transformações de equilíbrio estuda-se um diagrama distinto, o diagrama TTT (tempo-temperatura-transformação).
5.2.2.Propriedades das fases e constituintes presentes em aços ao carbono
AUSTENITA (do nome do metalurgista inglês Robert Austen) - Consiste em uma solução sólida intersticial de C (com até 2,11%) no ferro CFC. Em aços ao carbono e aços baixa liga só é estável acima de 727°C. Apresenta resistência mecânica em torno de 150 MPa e elevada ductilidade e tenacidade. A austenita não é magnética. FERRITA (do latim "ferrum")- Consiste em uma solução sólida intersticial de C (com até 0,022%) no ferro CCC. A ferrita é magnética e apresenta baixa resistência mecânica, cerca de 300 MPa, excelente tenacidade e elevada ductilidade. CEMENTITA (do latim "caementum")- Denominação do carboneto de ferro Fe3C contendo 6,7% de C e estrutura cristalina ortorrômbica. Apresenta elevada dureza, baixa resistência, baixa ductilidade e baixa tenacidade.
PERLITA (nome derivado da estrutura da madre pérola observada ao microscópio)- Consiste na mistura mecânica das fases ferrita (88,5% em peso) e cementita (11,5% em peso) formada pelo crescimento cooperativo destas fases. Apresenta propriedades intermediárias entre a ferrita e a cementita dependendo do tamanho e espaçamento das lamelas de cementita.

Escola Estadual de Educação Profissional [EEEP] Ensino Médio Integrado à Educação Profissional
53
Técnico em Mecânica
6. LIGAS METÁLICAS
A tecnologia moderna não usa metais em estado puro e sim ligas metálicas que não existem na natureza. Uma analogia sobre ligas metálica pode ser feita acrescentando-se um pouco de sal de cozinha a um copo de água verifica-se a dissolução do sal com a água. Os metais fundidos podem se dissolver e se misturar depois de solidificados formando novos materiais de características diferentes. Isso é realizado porque em geral os metais puros não reúnem todas as propriedades necessárias para uma determinada utilização, daí a pesquisa na produção de novas ligas. Através de máquinas e ferramentas adequadas pode se trabalhar facilmente por fusão, moldando-se em formas. Há bronzes especiais como os de alumínio que são elásticos e resistentes a ácidos. O bronze fosforoso é utilizado para fabricar desde molas até enormes hélices de navios. Outra liga muito usada é o latão, formado de cobre (60 a 90%) e zinco, (40 a 10%) ele não é duro e resistente como o zinco, mas reúne características nitidamente melhores que as do cobre. O latão chamado de liga Muntz é muito resistente á tração e ação corrosiva da água salgada, sendo por isso empregada na fabricação de partes de embarcações. Existem ainda ligas de baixo ponto de fusão como uma que se funde a 70°C que é utilizada na fabricação de dispositivos de segurança contra incêndio. Ligas leves devem possuir estrutura resistente. As mais difundidas tem como base o metal e o alumínio que é extremamente leve ao qual são adicionados. A adição de cobre ao alumínio o torna 10 vezes mais duro. O nome duralumínio se deriva da cidade alemã Duren. Em 1906 a liga foi descoberta quase por acaso na pesquisa da produção do aço. É a solução intermediária entre metais e ligas ultra leves.
De todas as ligas, a mais antiga é a de bronze, cuja utilização alargada marcou a Idade do Bronze. Outras ligas mais complexas são comuns atualmente, por exemplo, nas obturações dentárias, em que se utiliza uma liga de crómio, cobalto, molibdênio e titânio como alternativa menos dispendiosa ao ouro. Entre as ligas mais recentes, encontram-se as que permitem ser estiradas para o dobro do seu comprimento, a temperaturas específicas, permitindo assim, por exemplo, a sua fácil injeção em moldes, como acontece com os plásticos.
6.1. Classificação das ligas metálicas Ao planejar a combinação de metais, entre si ou com outros elementos,
considera-se com especial cuidado a variação das proporções, fator que influi decisivamente nas propriedades do material final. Certas misturas formam uma rede cristalina perfeita, com os átomos de diversos materiais dispostos em posições perfeitamente determinadas; em outros casos, os átomos se distribuem aleatoriamente.

Escola Estadual de Educação Profissional [EEEP] Ensino Médio Integrado à Educação Profissional
54
Técnico em Mecânica
No estudo das características de uma liga metálica são empregados gráficos ilustrativos da relação entre tempo e temperatura. Outro recurso útil à análise é o diagrama de fases, em que se apresentam a porcentagem dos componentes e a temperatura. A partir desses diagramas, que exibem as diversas fases ou formas de cristalização a que estão sujeitos os materiais, é possível classificar cinco tipos genéricos de ligas.
1. Tipo I: ligas com solução sólida. As ligas metálicas do tipo I são miscíveis tanto no estado sólido quanto no líquido. Na elaboração das combinações de solução sólida, formam-se cristais que contêm todos os metais componentes da liga. 2. Tipo II: ligas eutéticas. Chamam-se eutéticas as ligas que, em estado sólido, apresentam proporções inalteráveis e ponto de fusão constante e característico, também chamado eutético. Por manter constantes os pontos de fusão e solidificação, a liga eutética se comporta como um metal puro. 3. Tipo III: No grupo III os metais são totalmente miscíveis em estado líquido, mas em estado sólido só se misturam parcialmente. 4. Tipo IV: O grupo IV inclui as ligas de metais não miscíveis em estado líquido. 5. Tipo V: ligas que formam compostos. Os metais do tipo V combinam-se para formar compostos denominados intermetálicos, principais endurecedores das ligas industriais. Alguns, como os carbonetos de boro e de tungstênio, estão entre os materiais mais duros e resistentes que se conhecem.
6.2. Principais ligas metálicas As ligas dividem-se em dois grandes grupos: ferrosas e não-ferrosas.
Entre as primeiras, mais importantes sob o ponto de vista do volume de produção e da diversidade de propriedades, figuram os diversos tipos de aço, enquanto as não-ferrosas se caracterizam por suas propriedades específicas, como leveza ou resistência à corrosão.
a) Ligas à base de ferro: O aço comum é constituído de ferro e uma proporção de carbono, em geral inferior a 1,8%. A partir do aço comum se produzem materiais como o aço inoxidável, que contém níquel, titânio e cromo, e os aços especiais, com maiores concentrações desses e de outros elementos, de acordo com a aplicação a que se destinem. Outro tipo de ligas metálicas de ferro são as de ferro-níquel, com quarenta a cinqüenta por cento de níquel, que se caracterizam pelo coeficiente de dilatação muito baixo.

Escola Estadual de Educação Profissional [EEEP] Ensino Médio Integrado à Educação Profissional
55
Técnico em Mecânica
b) Ligas à base de cobre: Entre as ligas de cobre se incluem algumas de uso muito freqüente, como o latão, formado de cobre e zinco, e o bronze, de cobre com um máximo de dez por cento de estanho. As ligas não-ferrosas à base de cobre ocupam o segundo lugar em volume de produção, depois das ligas de ferro. c) Ligas à base de alumínio: Também comuns, as ligas de alumínio podem ser usadas em fundição, caso das que contêm silício. Entre as ligas forjadas de alumínio, que contêm cerca de quatro por cento de cobre e 0,6% de magnésio, ou um por cento de silício e um por cento de magnésio, se inclui o duralumínio, liga endurecível por envelhecimento. d) Ligas de chumbo e estanho: A solda é a mais conhecida das ligas à base de estanho e contém quarenta a cinqüenta por cento desse metal. O chumbo duro, liga de chumbo com 10 a 13% de antimônio, se usa na fabricação de placas de bateria. e) Ligas de manganês: Chamam-se ligas de manganês aquelas que combinam esse metal com cobre e níquel e apresentam coeficiente de dilatação térmica inusitadamente alto. Para compreender melhor os aços vejamos o gráfico abaixo
Figura 33: diagrama Fe-C

Escola Estadual de Educação Profissional [EEEP] Ensino Médio Integrado à Educação Profissional
56
Técnico em Mecânica
6.2.1. Ligas ferrosas Ligas ferrosas - das quais o ferro é o constituinte principal - são
produzidas em maiores quantidades do que qualquer outro de metal. Elas são especialmente importantes como materiais de construção de engenharia. O largamente difundido uso é devido a 3 fatores:
1. Compostos contendo ferro existem em quantidades abundantes na
crosta terrestre;
2. Ferro metálico e aços podem ser produzidos usando técnicas relativamente econômicas de extração, de refino, de adição de elementos de liga e de fabricação;
3. Ligas ferrosas são extremamente versáteis, no sentido de que elas podem ser elaboradas sob medida para ter uma larga faixa de propriedades mecânicas e físicas.
A principal desvantagem de muitas ligas ferrosas é sua susceptibilidade à
corrosão.
6.2.2. AÇOS Aços são ligas ferro-carbono que podem conter apreciáveis
concentrações de outros elementos de liga; existem milhares de ligas que têm diferentes composições e/ou tratamentos térmicos.
As propriedades mecânicas são sensíveis ao teor de carbono, que é normalmente menor do que 1,0% em peso. Alguns dos aços mais comuns são classificados de acordo com a concentração de carbono, isto é, em tipos baixo-carbono, médio-carbono e alto-carbono. Também existem sub-classes dentro de cada grupo de acordo com a concentração de outros elementos de liga. Aços-carbono comuns contém apenas concentrações residuais de impurezas outras que não o carbono. Para aços-liga, elementos de liga são intencionalmente adicionados em concentrações específicas.
a) Aços Baixo-Carbono: De todos os diferentes aços, aqueles produzidos nas maiores
quantidades caem dentro da classificação baixo-carbono. Estes geralmente contém menos do que cerca de 0,25% em peso de C e são não respondem ao tratamentos térmicos que pretendam a formação de martensita; o endurecimento é realizado por um trabalho a frio.
Escola Estadual de Educação Profissional [EEEP] Ensino Médio Integrado à Educação Profissional
57
Técnico em Mecânica
Estas ligas são relativamente macias e fracas, mas têm destacadas ductilidade e tenacidade; em adição, elas são usináveis, soldáveis e, de todos os aços, são os de produção mais barata. Aplicações típicas incluem componentes do corpo do automóvel, formas estruturais (vigas I, cantoneiras de ferro em U e em L), e chapas que são usadas em tubulações, edifícios, pontes e latas de estranho.
b) Aços Médio-Carbono Os aços médio-carbono têm concentrações de carbono entre cerca de
0,25 e 0,60%C em peso. Estas ligas podem ser tratadas termicamente por austenitização, têmpera e, a seguir, revenimento para melhorar suas propriedades mecânicas. Eles são muitas vezes utilizados na condição revenida, tendo microestruturas de martensita revenida. Os aços-carbono de médio-carbono têm baixas temperabilidades e só podem ser tratadas termicamente com sucesso em seções muito finas e com muito grandes taxas de resfriamento. Adição de cromo, níquel e molibdênio melhora a capacidade destas ligas de serem tratadas termicamente , dando origem a uma variedade de combinações resistência mecânica-dutilidade. Estas ligas tratadas termicamente são mais fortes do que os aços de baixo-carbono, mas mediante um sacrifício da ductilidade e da tenacidade. Aplicações incluem rodas de trens, trilhos de ferrovia, engrenagens, virabrequins e outras partes de máquinas e componentes estruturais de alta resistência mecânica requerendo uma combinação de alta resistência mecânica, resistência à abrasão e tenacidade temperabilidades e só podem ser tratadas termicamente com sucesso em seções muito finas e com muito grandes taxas de resfriamento.
Estas ligas tratadas termicamente são mais fortes do que os aços de baixo-carbono, mas mediante um sacrifício da ductilidade e da tenacidade. Aplicações incluem rodas de trens, trilhos de ferrovia, engrenagens, virabrequins e outras partes de máquinas e componentes estruturais de alta resistência mecânica requerendo uma combinação de alta resistência mecânica, resistência à abrasão e tenacidade.
d) Aços Alto-Carbono Os aços alto-carbono, normalmente tendo teores de carbono entre 0,60 e
1,4% em peso são os mais duros, os mais fortes e ainda os menos dúteis os aços-carbono. Eles sào quase sempre usados numa condição temperada e revenida e, como tal, são especialmente resistentes à abrasão e capazes de manter uma aresta cortante pontiaguda. Os aços para ferramentas e matrizes são aços alto-carbono, usualmente contendo cromo, vanádio,tungstênio e molibdênio. Estes elementos de liga se combinam com o carbono para formar compostos de carbeto (ou carboneto) muito duros e muito resistentes ao desgaste (por exemplo, Cr23C6 , V4C3 e WC). Estes aços são utilizados como ferramentas de corte e matrizes para transformação

Escola Estadual de Educação Profissional [EEEP] Ensino Médio Integrado à Educação Profissional
58
Técnico em Mecânica
mecânica e conformação de materiais, bem como em facas, navalhas, lâminas de serra, molas e fios de alta resistência mecânica.
e) Aços Inoxidáveis Os aços inoxidáveis são altamente resistentes à corrosão
(enferrujamento) numa variedade de ambientes, especialmente o ambiente atmosférico. Seu elemento de liga predominante é o cromo; uma concentração de pelo menos 11%Cr em peso é requerida. A resistência à corrosão pode também ser melhorada por adições de níquel e de molibdênio.
Aços inoxidáveis são divididos em 3 clases com base na predominante fase constituinte da microestrutura - martensítico, ferrítico e austenítico.. Uma larga faixa de propriedades mecânicas combinadas com excelente resistência à corrosão torna os aços inoxidáveis muito versáteis em sua aplicabilidade.
Aços inoxidáveis austeníticos e ferríticos são endurecidos e fortalecidos por meio de trabalho a frio porque eles não são susceptíveis a tratamento térmico. Os aços inoxidáveis austeníticos são os mais resistentes à corrosão por causa dos altos teores de cromo e também das adições de níquel; e eles são produzidos nas maiores quantidades.
Tanto os aços inoxidáveis martensíticos quanto os aços inoxidáveis ferríticos são magnéticos; o aço inoxidável austenítico não é magnético.
Alguns aços inoxidáveis são frequentemente usados a elevadas temperaturas e em ambientes severos porque eles resistem à oxidação e mantém sua integridade mecânica sob tais condições; o limite superior de temperatura em atmosferas oxidantes é cerca de 1000oC (1800 oF).
Equipamento empregando estes aços incluem turbinas a gás, caldeiras de vapor de alta temperatura, fornos de tratamento térmico, aeronave, mísseis e unidades de geração de potência nuclear. Há também o aço inoxidável de ultra-alta resistência mecânica, que é usualmente forte e resistente à corrosão. Fortalecimento é realizado por tratamentos térmicos de endurecimento por precipitação.
6.2.3. FERRO FUNDIDO
Segundo CHIAVERINI, “ferro fundido é a liga ferro-carbono-silício, de
teores de carbono geralmente acima de 2,0%, em quantidade superior à que pode ser retida em solução sólida na austenita, de modo a resultar carbono parcialmente livre, na forma de veios ou lamelas de grafita”.
Para maior entendimento sobre Ferros Fundidos é necessário o estudo de seu diagrama de equilíbrio. Verdadeiramente o diagrama Fe-C não é um diagrama de equilíbrio, uma vez que o composto formado – carboneto de ferro (Fe3C) – não é uma fase de equilíbrio. A cementita (Fe3C) pode se decompor em

Escola Estadual de Educação Profissional [EEEP] Ensino Médio Integrado à Educação Profissional
59
Técnico em Mecânica
fases mais estáveis de ferro e carbono (grafita). Na maioria das situações práticas a cementita é bastante estável.
Ligas com teor de carbono de 4,3% a 1148°C (ponto C), são chamadas
de ligas eutéticas. São as ligas de menor pondo de fusão ou solidificação. Ferros fundidos com teor de carbono variando entre 2,0 a 4,3 % são denominadas de hipoeutéticas, teores de carbono superiores a 4,3% são características dos ferros fundidos hipereutetóides.
Ao se resfriar lentamente uma liga eutética, a solidificação ( a 1148°C) se procede havendo equilíbrio de duas fases, austenita e cementita (Fe3C) . Este cristalizado é chamado ledeburita, e constituído de um fundo de cementita (6,7% C) e cristais dentríticos de austenita ( 2,0% C).
Continuando o resfriamento, verifica-se uma diminuição do teor de carbono da austenita até a 727° C e com 0,8%C (ponto S). Ao ultrapassar a a linha PSK, a austenita se transforma em perlita. A ledeburita será constituída de glóbulos de perlita sobre um fundo de cementita.
Analisando um ferro fundido hipoeutético de 3,0% de teor de carbono (linha X), resfriando a liga, à medida que esta se aproxima da linha solidus, cristais de austenita se formam em quantidades cada vez maiores, diminuindo a quantidade da fase líquida. Ao atingir a linha solidus, estarão em equilíbrio a fase austenita com 2,0% de carbono e ledeburita com 4,3% de carbono, esta constituída de austenita e cementita.
Escola Estadual de Educação Profissional [EEEP] Ensino Médio Integrado à Educação Profissional
60
Técnico em Mecânica
Mantendo o resfriamento, a concentração de carbono da austenita isolada e da austenita da ledeburita diminuirá, percorrendo a linha SE, até a temperatura de 727°C. Abaixo desta temperatura, a liga será constituída de cristais de perlita envolvidos por ledeburita, que é formada por glóbulos de perlita sobre um fundo de cementita.
Uma amostra de ferro fundido hipereutético com 5,0% de carbono (linha Y), solidificará ao atingir 1148°C, apresentando as seguintes fases em equilíbrio: cementita e o eutético ledeburita. Continuando o resfriamento, cementita permanecerá a mesma e a austenita da ledeburita sofrerá diminuição do seu teor de carbono (linha SE) transformando-se em perlita a 723°C. A partir desta temperatura a liga estudada terá duas fases constituíntes: cristais alongados de cementita e um fundo de ledeburita.
a) FERRO FUNDIDO BRANCO Praticamente todo carbono se apresenta na forma combinada de
carboneto de ferro, mostrando uma superfície de fratura clara. Devido a grande quantidade de cementita, apresentam elevada dureza e resistência ao desgaste.
A produção de ferro fundido branco é baseada na adequação da composição química – teores de carbono e silício – e na velocidade de resfriamento. O coquilhamento é um sistema usado, que consiste em resfriamento do metal líquido em moldes nas condições apropriadas reduzindo bastante o efeito da grafitização.
Estes materiais são empregados em revestimento de moinhos, rodas de trem, cilindros para laminação e britamento de minério entre outas.
Nos ferros fundidos brancos é usual fazer tratamentos térmicos para reduzir as tensões decorrentes das diferentes velocidades de solidificação através das seções da peça. A uniformização da estrutura é fundamental quando essas peças são sujeitas a esforços mecânicos de choque.
b) FERRO FUNDIDO CINZENTO
Nestes materiais parte do carbono está sob a forma de grafita, o aspecto
da fratura é escuro, o que origem ao nome. Suas principais características são:
fácil fusão e moldagem; boa resistência mecânica; excelente usinabilidade; boa resistência ao desgaste; boa capacidade de amortecimento.
Escola Estadual de Educação Profissional [EEEP] Ensino Médio Integrado à Educação Profissional
61
Técnico em Mecânica
As propriedades mecânicas e estrutura do ferro fundido cinzento está intimamente ligada devido à presença de carbono livre (grafita). A forma, distribuição e dimensões dos veios de grafita são determinantes no comportamento do material.
É possível determinar as propriedades mecânicas do ferro fundido cinzento em função de sua composição química, espessura das peças e forma de apresentação da grafita.
O tratamento térmico nos ferros fundidos cinzentos têm por objetivo melhorar suas propriedades, os mais comuns são: alívio de tensões ou envelhecimento artificial; recozimento, para melhorar as usinabilidade; normalização e têmpera com revenido, atuando na resistência à tração e dureza melhorando a resistência ao desgaste.
c) FERRO FUNDIDO MALEÁVEL É um material derivado do ferro fundido branco através de um tratamento
térmico – maleabilização – que torna a liga mais tenaz, dúctil e aliado às propriedades iniciais do material, amplia sua aplicação.
O processo de maleabização consiste em aquecimento prolongado, em condições de temperatura, tempo e meio adequadas, provocando a transformação total ou parcial do carbono combinado em grafita.
Sua característica principal é sua ductilidade, podendo ultrapassar a 10% do alongamento. Este material é intermediário entre o aço e o ferro fundido branco.
O ferro fundido maleável é empregado em conexões para tubulação hidráulicas, conexões para linhas de transmissão elétrica, sapatas de freios, etc.
d) FERRO FUNDIDO NODULAR As estruturas contendo grafita em veios são indesejáveis sob o ponto de
vista de algumas propriedades mecânicas. A adição de pequenos teores de elementos como Mg, Ca, Ce a um ferro fundido comum produz grafita em forma de nódulos quase esféricos. O magnésio retarda a formação inicial de grafita, o ferro fundido branco solidifica com a formação de cementita. Depois da ações do magnésio, a cementita se decompõe e a grafita se desenvolve por igual em todas as direções.
Estes materiais caracterizados pela ductilidade, tenacidade, e resistência mecânica, destacando o elevado limite de escoamento.
Escola Estadual de Educação Profissional [EEEP] Ensino Médio Integrado à Educação Profissional
62
Técnico em Mecânica
Figura 34:COLETOR TURBO GOLF em Ferro Fundido Nodular
6.3. LIGAS NÃO FERROSAS Apesar da diversidade de propriedades das ligas ferrosas, facilidade de
produção e baixo custo, elas ainda apresentam limitações:como a allta densidade, baixa condutividade elétrica, corrosão.
Existem ligas de uma enorme variedade de metais e ligas não ferrosas como :
6.3.1.Cobre e sua ligas
O cobre apresenta uma qualidade única como material de
engenharia: • Combina boa resistência à corrosão com elevada condutividade elétrica e térmica, e a resistência mecânica, obtida através da adição de outros metais. • O cobre e suas ligas são quase sempre catódicos em relação a outros materiais estruturais como o aço carbono e o alumínio. • O cobre resiste a:
a. água do mar; b. água doce, fria ou quente; c. H2SO4, ácido acético e outros ácidos não oxidantes, desde que diluídos e não aerados; d. exposição à atmosfera. e. ácidos oxidantes (HNO3, H2SO4 quente concentrado e ácidos não oxidantes aerados); f. NH4OH mais oxigênio. Este meio provoca corrosão sob tensão; g. águas e soluções aquosas aeradas e com alta velocidade; h. sais oxidantes de metais pesados, como FeCl3 e Fe2(SO4)3;
Escola Estadual de Educação Profissional [EEEP] Ensino Médio Integrado à Educação Profissional
63
Técnico em Mecânica
i. H2S e alguns compostos de enxofre
6.3.2.Classificação
a)Cobre comercial; O emprego do cobre em equipamentos de processo é atualmente muito reduzido, devido ao custo elevado e também à sua baixa resistência mecânica.
b) Latões: ligas de cobre e zinco com até 40% de Zn; e pequenas quantidade de Al, Sn, Fe e outros elementos.
Propriedades que se alteram com a adição do Zn:
resistência mecânica (melhora até um limite de 30% de Zn); custo (reduz com a adição de Zn); resistência à corrosão (diminui). Os latões com mais de 15% de Zn podem sofrer dezinficação
(corrosão seletiva) por migração do Zn e ocorre na presença da água com muito O2 ou CO2 dissolvido ou soluções acidas; tornando a ligaesponjosa; sendo inibido pela adição de antimônio (Sb) ou estanho (Sn); • O limite de temperatura para o latão é de 200°C
c)Bronzes: ligas de cobre com Sn, Al, P e Si e outros elementos, contendo 85 a 95% de cobre;
Aplicações:
Tubos para trocadores de calor; Válvulas de pequeno diâmetro, peças internas em válvulas grandes, para baixa pressão e temperatura moderada, com ar, vapor e águas em geral.
Bronze
• O bronze-silício tem melhor resistência à corrosão do que os bronzes de alumínio, porém sua temperatura limite é de 100°C;
• Assim como o cobre está sujeito à corrosão sob tensão;
Classificação Bronzes para Laminação, Extrusão e Trefilação
Utilizados no estado encruado; Boa resistência mecânica, à corrosão e à fadiga; Aplicação:

Escola Estadual de Educação Profissional [EEEP] Ensino Médio Integrado à Educação Profissional
64
Técnico em Mecânica
Molas; Molas de contatos elétricos; Buchas; Pinos de segurança;
Bronzes para condutores
Para materiais empregados em condutores elétricos, devem possuir algumas características extras, como:
Resistência mecânica, resistência à corrosão, ao desgaste e em alguns casos à temperaturas elevadas quanto ao amolecimento;
Cobre puro não possui estas características; Bronze com baixo teor de estanho para obter
essas propriedades mecânicas com o mínimo de sacrifício da excelente condutividade do cobre;
Aplicações: construção de válvulas pequenas; para mecanismo interno de válvulas
grandes; espelho para trocadores de calor.
6.3.2. Alumínio e sua ligas
Propriedades do alumínio puro
Símbolo Químico: Al Número Atômico: 13 Peso Atômico: 26,98 Densidade: 2,7 g/cm3 (BAIXA DENSIDADE) Estado Físico: Sólido Ponto de Fusão: 933,7 K (660oC) Ponto de Ebulição: 2792,0 K (2519oC)
Características
Metal branco brilhante; Leve,Dúctil, Maleável; Sofre pouca influência do ar (Excelente resistência à corrosão, conferida pela camada protetora de óxido-Al2O); É o metal mais abundante da crosta terrestre; Não é encontrado livre, sempre na forma de alumina (Al2O3); Processamento ainda caro, mas fácil reciclagem;
Escola Estadual de Educação Profissional [EEEP] Ensino Médio Integrado à Educação Profissional
65
Técnico em Mecânica
Pode atingir resistência mecânica similar a alguns aços na forma de ligas (Obs: Al puro (99,99%) tem baixa resistência mecânica). O Alumínio não é ferromagnético, possui elevadas condutividades térmica e elétrica, e é não-tóxico; Resistência à oxidação progressiva, formação de camada de óxido protetor que impede a progressão da deterioração do material; O alumínio com tratamentos e/ou elementos de liga se torna resistente à corrosão em meios mais agressivos; O alumínio também encontra aplicações em peças decorativas, graças à sua superfície brilhante e refletiva.
Propriedades Mecânicas, Químicas e Elétricas das ligas
Leveza: Ex - no transporte, as embalagens Condutibilidade: Bom condutor elétrico e térmico Impermeabilidade e opacidade: Não permite a
passagem de luz e umidade Alta relação resistência /peso: Bastante
resistente em relação ao seu peso Beleza: Material nobre e limpo que não se
deteriora com o tempo. Largamente usado em confecções de peças para o lar.
Setores de consumo e aplicação
Setores de Consumo Aplicação
Bens de consumo
Utensílios domésticos, cadeiras e mesas de praia e jardim,bicicletas, escadas, objetos de decoração e etc
Transportes
Furgões, nas carrocerias abertas, nos tanques rodoviários,nos vagões ferroviários, nas carrocerias de ônibus e nasubstituição de peças mais pesadas por peças mais leves no setor automotivo.
Construção Civil
Revestimentos internos e externos, telhas, divisórias, forros

Escola Estadual de Educação Profissional [EEEP] Ensino Médio Integrado à Educação Profissional
66
Técnico em Mecânica
Embalagens
Fabricadas a partir de folhas e laminados, são empregadas para os mais variados tipos de consumo, com o objetivo de atender os mercados de produtos farmacêuticos, de higiene e limpeza, produtos alimentícios e bebidas.
Indústria Elétrica
Fios e cabos para utilização em linhas de transmissão de grande porte e subtransmissão, cabos condutores para distribuição aérea ou subterrânea instalações elétricas prediais e industriais
Outros setores
Indústrias de transformação, química em geral, papeleira, metalúrgica e petroquímica, para produção de refratários, revestimentos cerâmicos, abrasivos, vidros, porcelanas, massas de polimento, tintas, retardantes de chama, isoladores elétricos, pastilhas de freio, corantes e etc.
.
Perfis e lâminas de alumínio

Escola Estadual de Educação Profissional [EEEP] Ensino Médio Integrado à Educação Profissional
67
Técnico em Mecânica
Principais Ligas de alumínio e aplicações
Ligas Aplicações principais
Al comercialmente puro Contatos elétricos
Al-Cu e Al-Cu-Mg Indústria aeronáutica
Al-Si-Mg e Al-Si-Cu Várias
Al-Si Pistões fundidos de motores
Al-Mg Aplicações náuticas (navios e barcos)
Al-Zn e Al-Zn-Mg Indústria aeronáutica
Al-Sn Várias, para ligas com baixo ponto de fusão
6.3.3. Ligas Al-Cu Série 2XXX Conhecidas como DURALUMÍNIO Elevada resistência a tração Tratamento térmico de envelhecimento aumenta mais a
resistência Resistência a corrosão baixa Conformabilidade e Soldabilidade restrita Acréscimo do Mg aumenta o endurecimento
6.3.4. Ligas Al-Mn Série 3XXX Não é endurecida por precipitação e sim por trabalho mecânico Alta resistência mecânica Redução da Dutilidade e da susceptibilidade à corrosão sobre tensão 3003 – Panelas

Escola Estadual de Educação Profissional [EEEP] Ensino Médio Integrado à Educação Profissional
68
Técnico em Mecânica
3004 – Latas para acondicionamento de bebidas
6.3.5. Ligas Al-SI
Série 4XXX Utilizadas como liga de fundição Silício confere à liga um aumento da fluidez do alumínio líquido, permitindo melhor o fluxo através do molde Reduz porosidade, contração no resfriamento Melhora soldabilidade e Reduz usinabilidade.
6.3.6. Ligas Al-Mg Série 5XXX Melhor combinação entre resistência mecânica, resistência a corrosão e ductilidade. Boa soldabilidade Usada em grande escala na Indústria Naval
6.3.7. Ligas Al-Sn; Al-Li; Al-Fe
Série 8XXX Grupo que engloba as outras ligas não pertencentes às ligas anteriores Al-Li: mais baixa densidade Al-Sn: grande resistência a fadiga e boa resistência a corrosão
6.3.8. Ligas de Al para fundição
São ligas muito versáteis para fundição: Baixa viscosidade: > facilidade preencher molde; Baixa temperatura de fusão (uso de moldes metálicos); Elevado coeficiente de transferência de calor (ciclos de fundição curtos); H2 tem solubilidade significativa em ligas de alumínio e seu teor pode ser controlado pelos processos de desgaseificação; A maior parte das ligas de alumínio não apresenta tendências ao fenômeno de trinca a quente; Não apresentam interações ou reações metal-molde bom acabamento superficial após a fundição.
Escola Estadual de Educação Profissional [EEEP] Ensino Médio Integrado à Educação Profissional
69
Técnico em Mecânica
Ligas para fundição Ligas Al-Cu (série 200): resistência mecânica, boa
usinabilidade, resistência à corrosão. Aplicações: peças estruturais, carcaças e pistões para motores diesel; Ligas Al-Si (série 300): 90% das peças fundidas em alumínio
são da série 300. resistência à corrosão, boa soldabilidade, mas são de usinagem difícil. Aplicações: coletores de admissão, cabeçotes e blocos de motor, pistões e rodas automotivas, peças estruturais para a industria aeroespacial, bombas e carcaças; Ligas Al-Mg (série 500): elevada resistência à corrosão e
excelente usinabilidade. Aplicação: peças estruturais para a industria química, de alimentos e naval; Ligas Al-Zn (série 700): características semelhantes às ligas da
série 500; Ligas Al-Sn (série 800): boa usinabilidade e boas propriedades
anti-fricção. Aplicações: mancais, buchas e bronzinas.
6.3.9. Ligas de Magnésio
Densidade: 1,7 g/cm3 (menor que do Al) Estrutura cristalina HC Baixo módulo: 45GPa; Deformação difícil (baixa deformação); Fabricação por fundição (ou def. a quente) Ponto Fusão: 651oC
Aplicações: As ligas de magnésio são largamente utilizadas na indústria aeronáutica em componentes de motores, na fuselagem e em trens de aterrisagem, por exemplo. Encontra aplicação, também, na indústria automobilística (caixas de engrenagem, rodas, colunas de direção), indústria bélica (mísseis) e em alguns componentes eletro-eletrônicos
Figura 35: Aplicação de ligas de magnésio

Escola Estadual de Educação Profissional [EEEP] Ensino Médio Integrado à Educação Profissional
70
Técnico em Mecânica
6.3.10. Ligas de Titânio
Densidade: 4,5 g/cm3; Ponto de Fusão alto: 1668ºC; Elevada rigidez: E=107GPa; LRT: 1.400MPa; Dúcteis, fácil forjamento, usinagem e resistente à corrosão; Limitação: reatividade à altas temperaturas (requer processo especiais beneficiam., fusão e fundição); Aplicações: próteses, implantes metálicos, estruturas de aeronaves, veículos espaciais.
Outras ligas não Ferrosas Metais refratários
Nb, Mo, W, Ta. Altíssimo ponto de fusão (de 2468°C a 3410°C). Ligações atômicas extremamente fortes, alto módulo de Young, resistência e dureza alta. Usados em filamentos de lâmpadas, cadinhos, eletrodos de soldagem, etc...
Super-ligas Ligas de Co, Ni ou Fe com Nb, Mo, W, Ta, Cr e Ti. Usados em turbinas de avião. Resistem a atmosferas oxidantes a altas temperaturas.

Escola Estadual de Educação Profissional [EEEP] Ensino Médio Integrado à Educação Profissional
71
Técnico em Mecânica
7 TRATAMENTOS TÉRMICOS DOS AÇOS
7.1. Definição e Objetivos
Tratamento térmico é o conjunto de operações de aquecimento e
resfriamento a que são submetidas as ligas metálicas, sob condições controladas de temperatura, tempo, atmosfera e velocidade de resfriamento, com o objetivo de alterar as suas propriedades ou conferir-Ihes características determinadas.
As propriedades das ligas metálicas dependem, em princípio, de sua microestrutura. Os tratamentos térmicos modificam, em maior ou menor escala, a microestrutura das ligas, resultando, em conseqüência na alteração, de suas propriedades.
Os principais objetivos dos tratamentos térmicos são os seguintes: 1. remoção de tensões, 2. aumento ou diminuição da dureza, 3. aumento da resistência mecânica, 4. melhora de ductilidade, 5. melhora da usinabilidade, 6. melhora da resistência ao desgaste, 7. melhora das propriedades de corte, 8. melhora da resistência à corrosão, 9. melhora da resistência ao calor,
A simples enumeração dos objetivos acima evidencia claramente a
importância e a necessidade do tratamento térmico dos aços. Em geral, a melhora de uma ou mais propriedades, mediante um determinado tratamento térmico, é conseguida com prejuízo de outras. Por exemplo, o aumento da ductibilidade provoca simultaneamente queda nos valores da dureza e resistência à tração.
É necessário, pois, que o tratamento térmico seja escolhido e aplicado criteriosamente, para que os inconvenientes apontados sejam reduzidos ao mínimo. Não se verifica, pela simples aplicação de um tratamento térmico, qualquer alteração da composição química do aço. Há casos, entretanto, em que interessa somente uma modificação parcial de certas propriedades mecânicas; por exemplo, melhorar superficialmente a dureza do aço. Esse efeito é conseguido pela alteração parcial da sua composição química. Os tratamentos em que a combinação de operações de aquecimento e resfriamento é realizada em condições tais que conduzem a uma mudança parcial da composição química da liga e, consequentemente, uma modificação parcial de suas propriedades mecânicas, serão chamados de “tratamentos termo-químicos".
Escola Estadual de Educação Profissional [EEEP] Ensino Médio Integrado à Educação Profissional
72
Técnico em Mecânica
7.2 Fatores de influência nos tratamentos térmicos Antes de serem definidos e descritos os vários tratamentos térmicos, será
feita uma rápida recapitulação dos diversos fatores que devem ser levados em
conta na sua realização, são eles:
a) Aquecimento
O aquecimento é geralmente realizado a uma temperatura acima da crítica, porque tem-se a completa austenitização do aço, ou seja total dissolução do carboneto de ferro gama: essa austenitização é o ponto de partida para as transformações posteriores desejadas, as quais se processarão em função da velocidade de resfriamento adotada.
Na caso do aquecimento, dentro do processo de tratamento térmico, devem ser apropriadamente consideradas as velocidades de aquecimento e a temperatura máxima de aquecimento.
A velocidade do aquecimento, embora na maioria dos casos seja fator secundário, apresenta certa importância, principalmente quando os aços estão em estado do tensão interna ou possuem tensões residuais devidas a encruamento prévio ou ao estado inteiramente martensítico porque, nessas condições, um aquecimento muito rápido pode provocar empenamento ou mesmo aparecimento de fissuras. Há casos, contudo, de aços fortemente encruados que apresentam uma tendência para excessivo crescimento de grão quando aquecidos lentamente dentro da zona crítica, sendo então conveniente realizar um aquecimento mais rápido através dessa zona de transformação.
A temperatura do aquecimento é mais ou menos um fator fixo determinado pela natureza do processo e dependendo, é evidente, das propriedades e das estrutures finais desejadas, assim como da composição química do aço, principalmente do seu teor do carbono.
Quanto mais alta essa temperatura, acima da zona crítica, maior segurança se tem da completa dissolução das fases no ferro gama; por outro lado, maior será o tamanho do grão da austenita. As desvantagens de um tamanho de grão excessivo são maiores que as desvantagens de não se ter total dissolução das fases no ferro gama, de modo que se deve procurar evitar temperaturas muito acima da linha superior A3 da zona crítica. Na prática, o máximo que se admite é 50oC acima de A3 e assim mesmo para os aços hipoeutetóides. Pare os hipereutotóides, a temperatura recomendada é inferior à da linha Acm. A razão é óbvia a linha Acm sobe muito rapidamente em temperatura com o aumento do teor de carbono; para que haja, portanto, completa dissolução do carboneto de ferro

Escola Estadual de Educação Profissional [EEEP] Ensino Médio Integrado à Educação Profissional
73
Técnico em Mecânica
gama, são necessárias temperaturas muito altas com conseqüente e excessivo crescimento de grão de austenita, condição essa mais prejudicial que a presença de certa quantidade de carboneto não dissolvido.
b) Tempo de permanência à temperatura de aquecimento
A influência do tempo de permanência do aço à temperatura escolhida de aquecimento mais ou menos idêntica à da máxima temperatura de aquecimento, isto é, quanto mais longo o tempo à temperatura considerada de austenitização, tanto mais completa a dissolução do carboneto de ferro ou outras fases presentes (elementos de liga) no ferro gama, entretanto maior o tamanho de grão resultante, como mostra a figura 36.
Figura 36: Influência da temperatura e do tempo no tamanho dos grãos
Procura-se evitar, pois, permanência à temperatura além do estritamente
necessário para que se obtenha uma temperatura uniforme através de toda a secção do aço e para que consigam as modificações microestruturais mais convenientes. Tempo muito longo pode também aumentar a oxidação ou descarbonetação do material. Sob o ponto de vista de modificação microestrutural, admite-se que uma temperatura ligeiramente mais elevada seja mais vantajosa que um tempo mais longo a uma temperatura inferior, devido a maior mobilidade atômica. De qualquer modo, o tempo à temperatura deve ser pelo menos o suficiente a se ter sua uniformização através de toda a secção.

Escola Estadual de Educação Profissional [EEEP] Ensino Médio Integrado à Educação Profissional
74
Técnico em Mecânica
c) Resfriamento
Este é o fator mais importante, pois é ele que determinará efetivamente a microestrutura e, em conseqüência, as propriedades finais dos aços. A figura 37 mostra que, pela variação da velocidade de resfriamento pode-se obter desde a perlita grosseira de baixa resistência mecânica e baixa dureza até a martensita que é o constituinte mais duro resultante dos tratamentos térmicos. Por outro lado, a obtenção desses constituintes não é só função da velocidade de resfriamento, dependendo também como se sabe, da composição do aço (teor em elementos de liga, deslocando a posição das curvas em C), das dimensões das pecas, etc.
Os meios de resfriamento usuais são: ambiente do forno, ar e meios líquidos. O resfriamento mais brando é, evidentemente, o realizado no próprio interior do forno e ele se torna mais severo à medida que se passa para o ar ou para um meio líquido, onde a extrema agitação dá origem aos meios de resfriamento mais drásticos ou violentos.
Figura 37:Curvas de resfriamento, traçadas sobre curvas TTT
Na escolha do meio de resfriamento, o fator inicial a ser considerado é o
tipo de estrutura final desejada a uma determinada profundidade. Não é só, entretanto. De fato, a secção e a forma da peça influem consideravelmente na escolha daquele meio. Muitas vezes, por exemplo, a secção da peça é tal que a

Escola Estadual de Educação Profissional [EEEP] Ensino Médio Integrado à Educação Profissional
75
Técnico em Mecânica
alteração microestrutural projetada não ocorre a profundidade esperada, conforme mostrado na figura 38.
Figura 38: Meio de resfriamento
Por outro lado, algumas vezes a forma da peça é tal que um resfriamento mais drástico, como em água, pode provocar conseqüências inesperadas e resultados indesejáveis tais como empenamento e mesmo ruptura da peça. Um modo de resfriamento menos drástico, como óleo, seria o indicado sob o ponto de vista de empenamento ou ruptura, porque reduz o gradiente de temperatura apreciavelmente durante o resfriamento, mas pode não satisfazer sob o ponto de vista de profundidade de endurecimento. É preciso, então, conciliar as duas coisas: resfriar adequadamente para obtenção da estrutura e das propriedades desejadas A profundidade prevista e, ao mesmo tempo, evitar empenamento, distorção ou mesmo ruptura da peça quando submetida ao resfriamento. Tal condição se consegue com a escolha apropriada do aço.
De qualquer modo, o meio de resfriamento é fator básico no que se refere à reação da austenita, em conseqüência, em produtos finais de transformação.
Os meios de resfriamento mais comumente utilizados são: soluções aquosas,água, óleo e ar.
Como já foi observada, a escolha do meio de resfriamento não depende somente das propriedades finais desejadas no aço, pois o empenamento ou as fissuras que podem resultar ao ser o material resfriado, assim como o aparecimento de apreciáveis tensões internas podem determinar o substituto do meio ideal sob o ponto de vista de propriedades desejadas, por um meio menos severo, de modo a serem contornadas aquelas dificuldades. Pode-se chegar, então, à necessidade de se usar meios de resfriamento cada vez menos severos, o que implica na escolha simultânea de aços com temperabilidade cada vez maior, de modo a ser atingido o objetivo final-estrutura e propriedades desejadas com um mínimo de empenamento e tensões internas-nas melhores condições.
Meios de resfriamento ainda menos severos que óleo, água aquecida ou ar, são banhos de sal ou banhos de metal fundido.

Escola Estadual de Educação Profissional [EEEP] Ensino Médio Integrado à Educação Profissional
76
Técnico em Mecânica
d) Atmosfera do forno
Nos tratamentos térmicos dos aços, deve-se evitar dois fenômenos muito comuns que podem causar sérios aborrecimentos: a oxidação que resulta na formação indesejada “casca de óxido” e a descarbonetação que pode provocar a formação de uma camada mais mole na superfície do metal.
Tais fenômenos, de oxidação e de descarbonetação, são evitados pelo uso de uma atmosfera protetora, ou controlada no interior do forno, a qual, ao prevenir a formação da “casca de óxido”, torna desnecessário o emprego de métodos de limpeza e, ao eliminar a descarbonetação, garante uma superfície uniformemente dura e resiste nte ao desgaste.
7.3. TRATAMENTOS TÉRMICOS DOS AÇOS
Os tratamentos térmicos empregados em metais ou ligas metálicas, são
definidos como qualquer conjunto de operações de aquecimento e resfriamento, sob condições controladas de temperatura, tempo, atmosfera e velocidade de resfriamento, com o objetivo de alterar suas propriedades ou conferir-lhes características pré-determinadas.
Os principais objetivos dos tratamentos térmicos dos aços envolvem: Remoção de tensões residuais decorrentes de processos
mecânicos de conformação ou térmicos Refino da microestrutura (diminuição do tamanho de grão) Aumento ou diminuição de dureza Aumento ou diminuição da resistência mecânica Aumento da ductilidade Melhoria da usinabilidade Aumento da resistência ao desgaste Melhoria da resistência a corrosão Melhoria da resistência a fluência Modificação de propriedades elétricas e magnéticas Remoção de gases após operações de recobrimento por meio de
processos galvânicos (desidrogenação).
Os tratamentos térmicos aplicados aos aços são:
1- Alívio de tensões 2- Recozimento 3- Normalização 4- Têmpera 5- Revenimento

Escola Estadual de Educação Profissional [EEEP] Ensino Médio Integrado à Educação Profissional
77
Técnico em Mecânica
7.3.1 ALÍVIO DE TENSÕES Objetivos: Redução de tensões residuais provenientes dos processos de
fabricação ou adquiridas durante serviço. As tensões residuais mais comuns são: Tensões residuais de soldagem Tensões residuais de conformação mecânica (encruamento) Tensões residuais de solidificação (componentes fundidos) Tensões de usinagem (operações de torneamento, fresagem ou
retificação) Absorção de hidrogênio durante operações de recobrimento
galvânico (fragilização por hidrogênio) Execução do tratamento: O aquecimento é realizado em temperaturas
abaixo do limite inferior da zona crítica, sendo comuns temperaturas de até 600ºC. Em componentes temperados e revenidos, o alívio de tensões é realizado em temperaturas abaixo da temperatura empregada para o revenimento. O tempo de permanência varia de 1 até 100h e o resfriamento é retirando-se o componente do forno e deixando este ao ar.
a) ALÍVIO DE TENSÕES NATURAL: Atualmente é muito raro a prática do
alívio de tensões natural. Foi muito comum em fundições que dispunham de estoque de fundidos. Consiste em deixar ás intempéries componentes fundidos durante meses ou até anos. Estima-se que seja capaz de eliminar somente 10% a 20% das tensões residuais.
b) DESIDROGENAÇÃO: A desidrogenação é um tratamento térmico de alívio
de tensão aplicado após operações de recobrimento galvânico visando a remoção de hidrogênio. É realizado em estufa, em temperaturas da ordem de 150 a 250ºC imediatamente após o processo de recobrimento. A maioria dos processos eletroquímicos apresentam quantidades significativas de hidrogênio no estado iônico que difunde-se para o interior do metal pela diferença de concentração de H. A difusão de hidrogênio apresenta diversos efeitos deletérios, que incluem: geração de tensões internas, fragilização e/ou a precipitação de hidretos.

Escola Estadual de Educação Profissional [EEEP] Ensino Médio Integrado à Educação Profissional
78
Técnico em Mecânica
7.3.2. RECOZIMENTO
Objetivos:
remover tensões decorrentes de tratamentos mecânicos a frio ou a quente
reduzir a dureza aumentar a usinabilidade facilitar o trabalho a frio regularizar a textura bruta de fusão eliminar os efeitos de quaisquer tratamentos térmicos ou
mecânico anterior Microestrutura obtida:
Perlita grossa (com dureza na faixa de 80 HRB a 20 HRC) + ferrita pró-eutetóide para hipoeutetóides
Perlita grossa e cementita pró-eutetóide para aços hipereutetóides
Resfriamento: desliga-se o forno e deixa-se que o aço resfrie com a taxa
de resfriamento do forno
Tabela 4: Tipos de recozimento
TIPOS DE RECOZIMENTO CARACTERISTICAS
RECOZIMENTO PLENO
aquecimento acima da zona crítica até a total austenitização seguido de resfriamento lento dentro do forno (resfriamento contínuo com a taxa de resfriamento do forno).
RECOZIMENTO ISOTÉRMICO OU CRÍTICO
Aquecimento até a total austenitização, seguido de resfriamento até a temperatura de formação de perlita grossa. Permanência nesta temperatura até transformação (isotérmica) total, seguida de resfriamento rápido até a temperatura ambiente a microestrutura final é mais uniforme que no recozimento pleno, isto é não apresenta variações entre a superfície e o núcleo. ciclo de tratamento é mais rápido e econômico
RECOZIMENTO PARA ESFEROIDIZAÇÃO
A esferoidização tem como objetivo alterar a morfologia da cementita (Fe3C) de lamelar para esferoidal. A microestrutura formada pelo recozimento para esferoidização apresenta os valores máximos de ductilidade e usinabilidade e os valores mínimos de

Escola Estadual de Educação Profissional [EEEP] Ensino Médio Integrado à Educação Profissional
79
Técnico em Mecânica
resistência para um dado aço. pode-se aquecer a uma temperatura logo acima da zona crítica seguido de resfriamento lento; aquecimento prolongado logo abaixo da zona crítica ou aquecimento e resfriamento alternado acima e abaixo da zona crítica
7.3.3 NORMALIZAÇÃO Objetivos:
refino de grão e homogeneização de microestruturas de produtos conformados a quente
melhoria da usinabilidade refino microestrutural de estruturas brutas de fusão
Microestrutura obtida:
Perlita fina com dureza na faixa de 30 a 40 HRC + ferrita pró-eutetóide para aços hipoeutetóides e,
Perlita fina e cementita pró-eutetóide para aços hipereutetóides Resfriamento:Normalmente o resfriamento é realizado de maneira
contínua , retirando-se a peça do forno e deixando-a resfriar ao ar.
7.3.4. TÊMPERA Objetivo:
Aumento da dureza, resistência mecânica (limites de escoamento e resistência) e resistência ao desgaste.
Entretanto, a ductilidade e a tenacidade dos aços temperados é nula.
Microestrutura objetivada: 100% de martensita com dureza entre 60 a
67 HRC A martensita é uma solução sólida supersaturada em carbono com
reticulado TCC (tetragonal de corpo centrado).

Escola Estadual de Educação Profissional [EEEP] Ensino Médio Integrado à Educação Profissional
80
Técnico em Mecânica
Processo Resfriamento:para obtenção da austenita em água, salmoura,
óleo ou ar forçado.
Tabela 5: Meios de resfriamento
MEIOS DE RESFRIAMENTO CARACTERISTICAS
Têmpera em água
A água é o meio de têmpera mais antigo, mais barato e o mais empregado. O processo de têmpera em água é conduzido de diversas maneiras: por meio de imersão, jatos, imersão ou jatos com água aquecida, misturas de água com sal (salmoura), ou ainda, misturas de água e aditivos poliméricos. Os valores mais elevados de dureza são obtidos por meio de imersão, mantendose a temperatura da água entre 15 e 25ºC e agitação com velocidades superiores à 0,25 m/s. A temperatura, agitação e quantidade de contaminantes da água ou o teor de aditivos são parâmetros controlados periodicamente.
Têmpera em salmoura
O termo salmoura ("brine quenching") refere-se á solução aquosa contendo diferentes quantidades de cloreto de sódio (NaCl) ou cloreto de cálcio (CaCl). Asconcentrações de NaCl variam entre 2 á 25%, entretanto, utiliza-se como referência a solução contendo 10% de NaCl. As taxas de resfriamento da salmoura são superiores às obtidas em água pura para a mesma agitação. A justificativa é que, durante os primeiros instantes da têmpera, a água evapora com contato com a superfície metálica e pequenos cristais de NaCl depositam-se nesta. Com o aumento da temperatura, ocorre a fragmentação destes cristais, gerando turbulência e destruindo a camada de vapor. A capacidade de extração de calor não é seriamente afetada pela elevação da temperatura da solução. De fato, a salmoura pode ser empregada em temperaturas até 90ºC, entretanto, a capacidade máxima ocorre em aproximadamente 20ºC.
Têmpera em óleo
Todos os óleos de têmpera têm como base os óleos minerais, geralmente óleos parafínicos. Os óleos de têmpera são classificados em:

Escola Estadual de Educação Profissional [EEEP] Ensino Médio Integrado à Educação Profissional
81
Técnico em Mecânica
óleos de velocidade normal- para aços de alta temperabilidade; óleos de velocidade média - para aços de média temperabilidade; óleos de alta velocidade - para aços de baixa temperabilidade; óleos para martêmpera e óleos laváveis em água.
A maior parte dos óleos de têmpera apresentam taxas de resfriamento menores que as obtidas em água ou em salmoura, entretanto, nestes meios o calor é removido de modo mais uniforme, diminuindo as distorções dimensionais e a ocorrência de trincas.
Têmpera ao ar
Como a água, o ar é um meio de tempera antigo, comum e barato. A aplicação do ar forçado como meio de têmpera é mais comum em aços de alta temperabilidade como aços-liga e aços-ferramenta. Aços ao carbono não apresentam temperabilidade suficiente e, conseqüentemente, os valores de dureza após a têmpera ao ar são inferiores aos obtidos em óleo, água ou salmoura. Como qualquer outro meio de têmpera, suas taxas de transferência de calor dependem da vazão. A têmpera em ar é bastante empregada no resfriamento rápido de metais nãoferrosos, em um tratamento denominado solubilização.

Escola Estadual de Educação Profissional [EEEP] Ensino Médio Integrado à Educação Profissional
82
Técnico em Mecânica
7.3.5. REVENIMENTO O revenimento é um tratamento térmico destinado aos aços previamente
temperados (microestrutura martensítica), com o objetivo principal de aumentar sua ductilidade e tenacidade. É realizado em temperaturas inferiores à zona critica com tempos de duração e velocidades de resfriamento controladas. Os aços temperados são revenidos para a obtenção de propriedades mecânicas específicas (aumento de ductilidade e tenacidade), aliviar tensões internas e garantir estabilidade dimensional a peça (o revenimento é acompanhado por uma redução de volume).
Microestrutura obtida: Martensita revenida. As variáveis que afetam a microestrutura e propriedades mecânicas dos
aços temperados neste tratamento são: Temperatura de revenimento Tempo na temperatura de revenimento Velocidade de resfriamento após o revenimento Composição do aço, incluindo teor de C, elementos de liga e
impurezas. Com raras exceções, o revenimento dos aços é normalmente realizado
entre 175 e 700ºC e tempos que variam de 30 minutos até 4 horas.
7.4. TRATAMENTOS TÉRMICOS em ferro fundido De modo geral o principal motivo dos tratamentos térmicos em ferros
fundidos é o alívio de tensões decorrentes do processo de fundição. Nos ferros fundidos brancos é usual fazer tratamentos térmicos para
reduzir as tensões decorrentes das diferentes velocidades de solidificação através das seções da peça. A uniformização da estrutura é fundamental quando essas peças são sujeitas a esforços mecânicos de choque.
O tratamento térmico nos ferros fundidos cinzentos têm por objetivo melhorar suas propriedades, os mais comuns são: alívio de tensões ou envelhecimento artificial; recozimento, para melhorar as usinabilidade; normalização e têmpera com revenido, atuando na resistência à tração e dureza melhorando a resistência ao desgaste.
O recozimento consiste no aquecimento do material até acima da zona crítica, seguido de esfriamento lento e geralmente dentro de fornos. Visa devolver propriedades normais que foram alteradas em tratamentos mecânicos anteriores. O tempo de encharque depende da quantidade de grafitização desejada. O recozimento grafitizante, emprega-se a ferros fundidos que apresentam carbonetos

Escola Estadual de Educação Profissional [EEEP] Ensino Médio Integrado à Educação Profissional
83
Técnico em Mecânica
maciços. A normalização – recozimento com esfriamento à temperatura ambiente – visa obter matriz homogênia com eliminação de carbonetos maciços.
Na têmpera, a peça é aquecida acima da zona crítica e esfriada rapidamente em água ou óleo visando aumentar a dureza, limite de escoamento e resistência à tração.
O revenido consiste em reaquecer a peça temperada até a uma temperatura adequada abaixo da zona crítica e esfriá-la novamente. Visa corrigir os efeitos da têmpera quando se manifesta dureza e tensões internas excessivas e perigosas.
Os figura 39 abaixo relacionam a temperatura que a peça é levada e a velocidade de esfriamento dos tratamentos térmicos supra citados.
Figura 39:Relação temperatura e velocidade de resfriamento
Escola Estadual de Educação Profissional [EEEP] Ensino Médio Integrado à Educação Profissional
84
Técnico em Mecânica
BIBLIOGRAFIA
A.remy/M. Gray/ R. Gonthier, “Materiais”, editora Hermus, capítulo 3 inteiro.
Blücher. São Paulo, 1980.
CHIAVERINI, V. Aços e Ferros Fundidos.5a edição. Ed. ABM, São Paulo, 1984.
COLPAERT, Humbertus. Metalografia dos Produtos Siderúrgicos Comuns – ed.
Edgard Blucher
COUTINHO, Telmo de Azevedo. Metalografia de Não-Ferrosos. Editora Edgard
Edgard Blücher. São Paulo, 1988.
GARCIA A. (2000). “Ensaio dos materiais”. Livros técnicos e científicos Editora.
JÚNIOR, W. D. Callister. Materials Science and Engineering an Introduction. Fourth
Edition. United States, 1997.
ROTHERY, Hume W. Estrutura das Ligas de Ferro – ed. Edgard Blucher
SMITH, W. F.. Pricípios de Ciência e Engenharia de Materiais. Editora McGraw-Hill.
3ª Edição. 1998.
SOUZA, Sérgio Augusto de Souza. Ensaios Mecânicos de Materiais Metálicos. 3ª
VAN VLACK, Lawrence H.. Princípios de Ciência dos Materiais. 8ª Edição. Editora
http://pt.shvoong.com/books/1767526-ligas-met%C3%A1licas/#ixzz1UHOLvx2w;
25/junho/2011; 14:00h


Hino do Estado do Ceará
Poesia de Thomaz LopesMúsica de Alberto NepomucenoTerra do sol, do amor, terra da luz!Soa o clarim que tua glória conta!Terra, o teu nome a fama aos céus remontaEm clarão que seduz!Nome que brilha esplêndido luzeiroNos fulvos braços de ouro do cruzeiro!
Mudem-se em flor as pedras dos caminhos!Chuvas de prata rolem das estrelas...E despertando, deslumbrada, ao vê-lasRessoa a voz dos ninhos...Há de florar nas rosas e nos cravosRubros o sangue ardente dos escravos.Seja teu verbo a voz do coração,Verbo de paz e amor do Sul ao Norte!Ruja teu peito em luta contra a morte,Acordando a amplidão.Peito que deu alívio a quem sofriaE foi o sol iluminando o dia!
Tua jangada afoita enfune o pano!Vento feliz conduza a vela ousada!Que importa que no seu barco seja um nadaNa vastidão do oceano,Se à proa vão heróis e marinheirosE vão no peito corações guerreiros?
Se, nós te amamos, em aventuras e mágoas!Porque esse chão que embebe a água dos riosHá de florar em meses, nos estiosE bosques, pelas águas!Selvas e rios, serras e florestasBrotem no solo em rumorosas festas!Abra-se ao vento o teu pendão natalSobre as revoltas águas dos teus mares!E desfraldado diga aos céus e aos maresA vitória imortal!Que foi de sangue, em guerras leais e francas,E foi na paz da cor das hóstias brancas!
Hino Nacional
Ouviram do Ipiranga as margens plácidasDe um povo heróico o brado retumbante,E o sol da liberdade, em raios fúlgidos,Brilhou no céu da pátria nesse instante.
Se o penhor dessa igualdadeConseguimos conquistar com braço forte,Em teu seio, ó liberdade,Desafia o nosso peito a própria morte!
Ó Pátria amada,Idolatrada,Salve! Salve!
Brasil, um sonho intenso, um raio vívidoDe amor e de esperança à terra desce,Se em teu formoso céu, risonho e límpido,A imagem do Cruzeiro resplandece.
Gigante pela própria natureza,És belo, és forte, impávido colosso,E o teu futuro espelha essa grandeza.
Terra adorada,Entre outras mil,És tu, Brasil,Ó Pátria amada!Dos filhos deste solo és mãe gentil,Pátria amada,Brasil!
Deitado eternamente em berço esplêndido,Ao som do mar e à luz do céu profundo,Fulguras, ó Brasil, florão da América,Iluminado ao sol do Novo Mundo!
Do que a terra, mais garrida,Teus risonhos, lindos campos têm mais flores;"Nossos bosques têm mais vida","Nossa vida" no teu seio "mais amores."
Ó Pátria amada,Idolatrada,Salve! Salve!
Brasil, de amor eterno seja símboloO lábaro que ostentas estrelado,E diga o verde-louro dessa flâmula- "Paz no futuro e glória no passado."
Mas, se ergues da justiça a clava forte,Verás que um filho teu não foge à luta,Nem teme, quem te adora, a própria morte.
Terra adorada,Entre outras mil,És tu, Brasil,Ó Pátria amada!Dos filhos deste solo és mãe gentil,Pátria amada, Brasil!









![Governador - educacaoprofissional.seduc.ce.gov.breducacaoprofissional.seduc.ce.gov.br/...industrial/...e_pneumatica.pdf · Escola Estadual de Educação Profissional [EEEP] Ensino](https://img.document.onl/doc/110x75/5bd796a609d3f2a6618d15ce/governador-escola-estadual-de-educacao-profissional-eeep-ensino-medio.jpg)



















