Embed Size (px)
Citation preview


II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
Resumo das propostas de pesquisas do Programa de Pós-Graduação em Engenharia de Alimentos -
UFPR
Setor de Tecnologia

E56e
Encontro do Programa de Engenharia de Alimentos UFPR (2. : 2015 : Curitiba, PR). II Encontro do Programa de Engenharia de Alimentos UFPR: resumo das propostas de pesquisas do programa de pós-graduação em engenharia de alimentos - UFPR, Curitiba, 27 nov 2015. / Organizadores: Rosemary Hoffmann Ribani; Agnes de Paula Scheer; Gerson Lopes Teixeira. Curitiba, 2016. 156p. : il. e-book ISBN 978-85-5780-005-2 1. Engenharia de alimentos. 2. Tecnologia de alimentos. I. Ribani, Rosemary Hoffmann. II. Scheer, Agnes de Paula. III. Teixeira, Gerson Lopes. IV. Título. CDD: 664

UNIVERSIDADE FEDERAL DO PARANÁ
Reitor Prof. Dr. Zaki Akel Sobrinho
Vive-Reitor Prof. Dr. Rogério Andrade Mulinari Pró-Reitor de Pesquisa e Pós Graduação Prof. Dr. Edilson Silveira Diretor do Setor de Tecnologia Prof. Dr. Marcos Antonio Marino Coordenadora do PPGEAL Profª. Drª. Rosemary Hoffmann Ribani COMISSÃO ORGANIZADORA DO II EPEAL Comissão Docente Profª. Drª. Rosemary Hoffmann Ribani Profª. Drª. Agnes de Paula Scheer Comissão Discente Engª. M.Sc. Caroline Goltz
Tecgº. M.Sc. Gerson Lopes Teixeira Engº. M.Sc. Marcelo Barba Bellettini Tecgª. M.Sc. Polyanna Silveira Hornung Engº. M.Sc. Suelen Ávila
Ilustração Gerson Lopes Teixeira APOIO/PATROCÍNIO
App

PREFÁCIO
O II EPEAL tem por objetivo promover a inter-relação dos alunos
de pós-graduação e profissionais da Ciência de Alimentos, permitindo o
engrandecimento da qualidade das pesquisas desenvolvidas em
Engenharia de Alimentos. Idealizado inicialmente como um evento de
apresentação das pesquisas e projetos que estão sendo desenvolvidos
ou serão concluídos em 2015/16 no Programa de Pós-Graduação em
Engenharia de Alimentos/UFPR, o II EPEAL consolida o objetivo da troca
de experiências profissionais e a discussão de assuntos de interesse
comum iniciado no I EPEAL em 2013.
O Programa de Pós-Graduação em Engenharia de Alimentos
(PPGEAL) da Universidade Federal do Paraná, iniciado em 1983, possui
como objetivo principal a formação de pessoal altamente qualificado
para atuação nos diversos campos da engenharia de alimentos pela
realização de pesquisas e o aprofundamento de estudos científicos
capazes de contribuir para o desenvolvimento regional e do País.
O evento foi organizado pela Coordenação e por uma
Comissão discente deste programa e contará com exposição e
apresentação oral de pôsteres pelos alunos, além das palestras:
“Publicação de Artigos Científicos em Inglês: 3 Camadas de
Sucesso” pelo Prof. Ron Martinez, Ph.D. - Assistant Professor of
English/ HL/DELEM-UFPR/ Coordenador Pedagógico, Inglês sem
Fronteiras.
“Writing and publishing in science and technology: Thoughts of an author/ supervisor/ reviewer/ editor", pelo Prof. David Alexander Mitchell, Ph.D - BL/DBIOQ –UFPR.
Na primeira edição do EPEAL em 2013 tivemos a apresentação de um total de 50 resumos simples e pôsteres de todos os discentes de mestrado e doutorado do PPGEAL. Nesta segunda edição, apresentamos 68 resumos do atual corpo discente e 04 resumos de parceiros da Universidade Federal de Santa Catarina (UFSC), totalizando 72 resumos, dos quais 23 apresentados na forma expandida.
A Comissão Organizadora agradece os autores pelo empenho
na preparação dos resumos e apresentação de seus trabalhos.
Gostaríamos também de agradecer a participação dos palestrantes
por sua valiosa colaboração para o desenvolvimento de
conhecimentos e critérios para apresentação escrita de trabalhos
científicos.
A Comissão Organizadora

RESUMOS SIMPLES
II EPEAL-UFPR

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
RESUMOS SIMPLES
1. Otimização da extração dos compostos fenólicos do chá branco (Camellia sinensis L. Kuntze) por superfície de resposta e suas identificações por LC-DAD-Q-TOF-MS/MS Acácio Antonio Ferreira ZIELINSKI, Trust BETA, Charles Windson Isidoro HAMINIUK
2. Determinação e análise de propriedades termofísicas do melaço de soja Amanda Roman GUEDES; Everton Fernando ZANOELO; Marcos Lúcio CORAZZA
3. Propriedades e modelagem da hidratação de sementes de CHIA (Salvia hispânica L.) Ana Gabriela da Silva ANTHERO; Regina Maria Matos JORGE
4. Antocianinas do bagaço de uva: extração e biossorção em Saccharomyces cerevisiae Ana Paula STAFUSSA, Giselle Maria MACIEL, Ana Gabriela da Silva ANTHERO, Marcos Vieira da SILVA, Acácio Antonio Ferreira ZIELINSKI, Charles Windson Isidoro HAMINIUK
5. Remoção de corantes presentes em efluentes líquidos da indústria de alimentos, utilizando adsorção em leito fixo Anderson Marcos Dias CANTELI; Fernando Augusto Pedersen VOLL; Agnes de Paula SCHEER
6. Determinação da solubilidade de ácidos orgânicos de interesse na indústria de
alimentos por meio de Calorimetria Exploratória Diferencial (DSC) Andrea Briones Gonçalves BONASSOLI; Marcos Rogério MAFRA
7. Modelagem matemática e análise de viabilidade termoeconômica de um sistema de
resfriamento a vácuo Andressa Carla Cintra da SILVA; Franciny Campos SCHMIDT
8. Desenvolvimento de pierogi com massa integral e recheio à base de batata, pinhão e ricota Bárbara Gomes IAREMA
9. Efeitos do congelamento e de crioprotetores na interação Entre proteína GLNK e ATP
por Calorimetria de Titulação Isotérmica Cíntia Tiemi MISUGI; Marco Aurélio Schüler de OLIVEIRA; Marcos Rogério MAFRA
10. Ozonização do corante amarelo crepúsculo Cristina Angélica Torres TORO; Tirzhá DANTAS; Luciana IGARASHI-MAFRA
11. Organismos fotossintetizantes - microfábricas de substâncias bioativas
Cristina Maria ZANETTE; Maria Lúcia MASSON; Michele Rigon SPIER
12. Sistema de duas fases aquosas empregando líquido iônico para extração de cafeína: diagramas de equilíbrio e estudo de partição Daniela de Araújo SAMPAIO; Luciana Igarashi MAFRA, Carlos Itsuo YAMAMOTO, Andrieli Dias MARTINS, Michèle Oberson de SOUZA, Marcos Rogério MAFRA, Fernanda de CASTILHOS
13. Degradação fotocatalítica de edulcorantes artificiais em solução aquosa Danielle WISNIEWSKI-ZELINSKI; Luciana IGARASHI-MAFRA

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
14. Tratamento de efluente de abatedouro de aves por processos oxidativos avançados e o reuso da água Danniele Miranda BACILA; Luciana Igarashi MAFRA
15. Produção de enzimas fúngicas por fermentação submersa para a indústria de alimentos. David Chacón ALVAREZ
16. Avaliação da influência de sais na geleificação a frio de proteínas
Elaine KASPCHAK; Marcos Rogério MAFRA; Luciana IGARASHI-MAFRA
17. Análise de titulação isotérmica (ITC) aplicada a engenharia de alimentos
Fabiane Oliveira FARIAS; Marcos R. MAFRA
18. Desenvolvimento de bebida probiótica não láctea a base de mel fermentada com
grãos de kefir Fernanda Assumpção FIORDA; Gilberto Vinicius de Melo PEREIRA; Carlos Ricardo SOCCOL
19. Modelagem e simulação da liberação em ambiente gastrointestinal de insulina encapsulada Fernando Villaverde CENDON; Regina Maria Matos JORGE; Regina WEINSCHUTZ; Álvaro Luiz MATHIAS
20. Seleção de potenciais microbianos e estudo cinético de co-cultivos de sourdough tipo
II Francieli Begnini SIEPMANN; Nina WASZCZYNSKYJ; Michele Rigon SPIER
21. Extração de compostos bioativos da erva mate por diferentes técnicas de extração a baixa pressão e com fluidos pressurizados Gerson Lopes TEIXEIRA; Rosemary Hoffmann RIBANI
22. Degradação da solução sintética de metilparabeno utilizando fotocatálise heterogênea Giovanna DONÁ, Fernanda de CASTILHOS; Luciana IGARASHI-MAFRA
23. Diagramas de equilíbrio no processo de extração de solúveis de erva-mate (Ilex paraguariensis) assistida por pressurização cíclica a temperatura constante Heron FAGGION; Fernando Augusto Pedersen VOLL; Everton Fernando ZANOELO
24. Degradação fotocatalítica de tartrazina com TiO2 imobilizado em esferas de alginato Ithiara DALPONTE; Regina WEINSCHUTZ; Regina Maria Matos JORGE; Álvaro Luiz MATHIAS
25. Separação de aromas por pervaporação com biofilmes Joel Robert KARP; Vítor Renan da SILVA
26. Pervaporação aplicada à indústria de alimentos: estado da arte Klayton Marcel Prestes ALVES; Agnes de Paula SCHEER
27. Controle ótimo aplicado a produção de xilitol em processo batelada alimentada Laís KOOP; Fernando Pedersen VOLL; Marcos Lúcio CORAZZA
28. Avaliação da variabilidade de compostos fenólicos de amostras de erva-mate de
diferentes municípios do Paraná através de calibração multivariada Larize MAZUR; Rosemary Hoffmann RIBANI

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
29. Propriedade térmica e reológica da farinha e amido de trigo-sarraceno (Fagopyrum
esculentum) Layse do Prado CORDOBA; Nina WASZCZYNSKYJ
30. Avaliação de compostos bioativos em bagaço de uva (Vitis vinífera e Vitis labrusca) por métodos espectrofotométrico, cromatográfico e espectroscópico Leomara Floriano RIBEIRO; Rosemary Hoffmann RIBANI; Andréia Assunção SOARES ; Charles Windson Isidoro HAMINIUK
31. Caracterização térmica por calorimetria exploratória diferencial (DSC) das frações ricas em glutenina do trigo (Triticum aestivum), cultivar BRS-parrudo) obtidas por diferentes métodos de extração Lizandra K. SAVI; Marco Aurélio S. de OLIVEIRA; Marcos R. MAFRA
32. Resfriamento a vácuo de alimentos
Lucas Carvalho de OLIVEIRA; Heron Vieira Batistela NETO; Franciny Campos SCHMIDT
33. Calorimetria de Titulação Isotérmica como ferramenta no estudo de interações proteicas Lucas Stiegler RIBEIRO; Maria Lúcia MASSON
34. Extração de inflorescências de M. paradisíaca L. utilizando CO2 supercrítico Madeline de Souza CORREA; Michele Cristiane MESOMO; Marcos Lúcio CORAZZA
35. O processo de extrusão e suas aplicações na indústria de alimentos
Manoela Estefânea Boff Zortéa GUIDOLIN; Ivo Mottin DEMIATE; Agnes de Paula SCHEER
36. Estudo da incorporação de farinha de pinhão em diferentes proporções com farinha de arroz para produção de pré-mistura para bolos destinados aos portadores da doença celíaca Mônica IKEDA; Rosemary Hoffmann RIBANI; Rossana Catie Bueno de GODOY
37. Determinação do segundo coeficiente virial de proteínas empregando calorimetria de titulação isotérmica Nayara Maysa da Silva CARVALHO; Marcos Rogério MAFRA
38. Otimização da hidrólise do óleo de oliva para produção de ácidos graxos livres e acilgliceróis. Paloma Souza Cabral ZAPPANI; Fernando Augusto Pedersen VOLL; Marcos Lúcio CORAZZA
39. Produção de pão de forma com enzimas amilolíticas e avaliação dos parâmetros físico-químicos e reológicos da farinha de trigo em Mixolab® Paola Maria Lopes da SILVA; Agnes de Paula SCHEER; Michele Rigon SPIER
40. Estudo das propriedades térmicas, reológicas e estruturais do amido de três variedades de Dioscoreáceas e de sua aplicação como filme comestível Polyanna Silveira HORNUNG; Egon SCHNITZLER, Rosemary Hoffmann RIBANI
41. Biofilmes de amido de pinhão avaliados antes e depois de armazenar em ambiente refrigerado Priscila MÜLLER; Nina WASZCZYNSKYJ
42. Recuperação do aroma de maçã por pervaporação Raquel ROSSETTO; Agnes de Paula SCHEER

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
43. Hidrogel de caseinato de sódio reticulado com genipina para encapsulação de ácido
fólico Rayssa Cristine SIMONI; Regina Maria Matos JORGE
44. Produção de ácido dl-málico por hidratação do ácido fumárico mediante síntese
química em condições supercríticas Ronald Wbeimar Pacheco ORTIZ; Éverton Fernando ZANOELO
45. Estudo do efeito da concentração de tensoativo hidrofílico na formação de emulsões duplas Sarah Vitorino Estevam DIAS; Agnes de Paula SCHEER; Alexandre Ferreira SANTOS
46. Extração e separação de biomoléculas utilizando sistema de duas fases aquosas Tâmisa Pires Machado dos SANTOS, Luciana Igarashi MAFRA
47. Estudo dos processos fermentativos em batelada (batch) e batelada alimentada (fed-batch) na produção de enzimas microbianas de interesse industrial Tatiane Aparecida GOMES; Alessandro NOGUEIRA, Michele Rigon SPIER
48. Cinética da secagem do ácido málico obtido por reações de hidratação Thairo Bicalho de FREITAS; Éverton Fernando ZANOELO
49. Avaliação da degradação térmica de óleos vegetais por termogravimetria,
cromatografia gasosa e espectroscopia de infravermelho médio Valéria RAMPAZZO, Poliana Macedo dos SANTOS, Maresa Custódio Molinari FERREIRA; Charles W. I. HAMINIUK

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
10
OTIMIZAÇÃO DA EXTRAÇÃO DOS COMPOSTOS FENÓLICOS DO CHÁ BRANCO (Camellia sinensis L. Kuntze) POR SUPERFÍCIE DE RESPOSTA E
SUAS IDENTIFICAÇÕES POR LC-DAD-Q-TOF-MS/MS
Acácio Antonio Ferreira ZIELINSKI1*, Trust BETA2, Charles Windson Isidoro HAMINIUK3
1Programa de Pós-Graduação em Engenharia de Alimentos, Universidade Federal do Paraná. 2Universidade de Manitoba. 3Universidade Tecnológica Federal do Paraná.
Os chás apresentam-se como a segunda bebida mais consumida no mundo atrás apenas da água. Um grande número de diferentes tipos de chás é produzido no mundo entre eles os mais populares são o preto, verde, vermelho, amarelo, e o branco. A diferenciação entre o branco e os outros, é que para a produção do chá branco (não-fermentado) é realizado com novos brotos e novas folhas que são colhidas e secas imediatamente. Assim, o objetivo deste estudo foi modelar a extração dos compostos fenólicos e realizar a identificação dos principais compostos fenólicos individuais do chá branco (Camellia sinensis) por LC-DAD-MS/MS. Um planejamento experimental de Box-Behnken foi utilizado para avaliar os efeitos do tempo, temperatura e concentração de etanol na extração dos compostos fenólicos e a atividade antioxidante in vitro. Todos os modelos matemáticos propostos pela análise de regressão múltipla foram significativos (P < 0,001) e explicaram mais que 85% da variância (R2
adj > 0,80). Em seguida, uma otimização simultânea (função de desejabilidade) foi realizada usando DPPH, ABTS, FRAP, (-)-epigalocatequina galato, e (-)-epicatequina galato para maximizar a extração e foi sugerido o tempo de 10 min, a temperatura de 66 °C e uma solução de etanol de 30% como condição ótima de extração, com um erro absoluto menor que 7%. As condições ótimas de extração foram confirmadas por validação externa. Os principais compostos fenólicos individuais identificados por espectroscopia de massa foram ácido gálico, ácido 5-galoilquinico, cafeína, teobromina, galocatequina, epigalocatequina, epicatequina, epigalocatequina galato e epicatequina galato. Portanto, o extrato de chá branco pode ser um bom recurso de compostos bioativos (principalmente flavan-3-óis) para suplementar produtos alimentícios.
Palavras-chave: Box-Behnken, flavan-3-óis, atividade antioxidante.

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
11
DETERMINAÇÃO E ANÁLISE DE PROPRIEDADES TERMOFÍSICAS DO MELAÇO DE SOJA
Amanda Roman GUEDES1*; Everton Fernando ZANOELO2; Marcos Lúcio CORAZZA2
1Programa de Pós Graduação em Engenharia de Alimentos. Universidade Federal do
Paraná. 2Departamento de Engenharia Química, Universidade Federal do Paraná. *[email protected].
O melaço de soja é um subproduto do processamento de farinha desengordurada de soja para produção de concentrado protéico de soja (CPS). A concentração das proteínas ocorre por extração dos carboidratos solúveis com uma mistura álcool-água, o que gera após centrifugação e remoção de álcool uma torta rica em proteína (CPS) e uma solução aquosa essencialmente composta por carboidratos solúveis (melaço de soja). O melaço concentrado por evaporação é empregado como matéria-prima para ração animal, como combustível de caldeira industrial, para produção de isoflavonas e como substrato em processos fermentativos, principalmente para produção de álcoois. Apesar do grande volume de geração deste resíduo e de suas crescentes aplicações comerciais, suas propriedades termofísicas de importância para dimensionamento, simulação e otimização das operações de transformação deste subproduto não são disponíveis na literatura. Neste contexto, o presente trabalho visou determinar experimentalmente a elevação do ponto de ebulição (EPE), o calor específico e a densidade de soluções aquosas de melaço. EPEs de até 8,2 °C foram registrados com um ebuliômetro operando de 7,6 a 86,9 kPa com soluções de melaço envolvendo frações mássica de sólidos totais de 0,3 a 0,6. No caso do calor específico, valores da ordem de 3394 a 3948 J kg-1 oC-1 a temperatura ambiente foram obtidos pelo método da mistura em calorímetro quase adiabático para soluções de melaço com teores de sólidos totais variando de 0,1 a 0,4. Em uma faixa análoga de concentração de sólidos, densidades de aproximadamente 995 a 1104 kg m-3 foram medidas com o método do tubo em U oscilante em temperaturas entre 40 e 60 oC. Modelos empíricos consistentes com as medidas experimentais foram propostos para estimativa das propriedades investigadas em toda a faixa de frações mássicas de sólidos totais possível, isto é, entre a que caracteriza o melaço puro e submetido a diluições infinitas.
Palavras-chave: Melaço de soja, elevação do ponto de ebulição, densidade, calor específico, evaporação.

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
12
PROPRIEDADES E MODELAGEM DA HIDRATAÇÃO DE SEMENTES DE CHIA (Salvia hispânica L.)
Ana Gabriela da Silva ANTHERO¹*; Regina Maria Matos JORGE1
1Programa de Pós-Graduação em Engenharia de Alimentos, Universidade Federal do Paraná.
*[email protected] As sementes de chia (Salvia hispânica L.) são originárias das áreas montanhosas do oeste e centro do México. Para os Maias, essas sementes eram sinônimas de energia, vitalidade e sustentação. A chia é uma ótima fonte de fibras, proteínas, antioxidantes e, ainda, é rica em ácidos graxos poli-insaturados, em particular o ácido alfa-linolênico. Na presença de água, a semente exsuda um gel rico em fibras dietéticas com potencial aplicação na indústria de alimentos. Neste trabalho será realizada a caracterização das sementes de Chia, da variedade Criz, safra de 2015, cultivadas em Campo Mourão, quanto à sua composição centesimal, propriedades físico-químicas, morfológicas e térmicas. Dada a importância deste grão associada à escassez de dados publicados na literatura científica, o presente trabalho visa estudar a cinética do processo de hidratação de chia. Do ponto de vista de processo de engenharia, há interesse não apenas no conhecimento da rapidez com que ocorre a absorção de água, mas também como a dinâmica será afetada pelas variáveis de processo e ainda, como predizer o tempo de hidratação requerido sobre determinadas condições. Para estimar tal comportamento, serão utilizados modelos empíricos, geralmente obtidos a partir de simples correlações matemáticas, tais como Peleg, modelo de distribuição de Weibull e modelo cinético de 1° ordem. Será investigada também a estrutura da semente hidratada pela técnica de Microscopia Eletrônica de Varredura e as características reológicas da mucilagem obtida no processo de hidratação, obtendo-se os seguintes parâmetros: viscosidade aparente e tensão de cisalhamento em função da taxa de deformação. Diante o exposto, a proposta inovadora do presente projeto está no ajuste de modelos cinéticos e na caracterização tanto do grão quanto do produto hidratado, atendendo a busca por parte do setor industrial por novos materiais para aplicação em alimentos. Palavras-chave: Cinética, sorção, mucilagem.

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
13
ANTOCIANINAS DO BAGAÇO DE UVA: EXTRAÇÃO E BIOSSORÇÃO EM SACCHAROMYCES CEREVISIAE
Ana Paula STAFUSSA1*, Giselle Maria MACIEL2, Ana Gabriela da Silva ANTHERO1, Marcos Vieira da SILVA3, Acácio Antonio Ferreira ZIELINSKI1,
Charles Windson Isidoro HAMINIUK4. *[email protected]
1Programa de Pós Graduação em Engenharia de Alimentos, Universidade Federal do Paraná.2Departamento Acadêmico de Química e Biologia, Universidade Tecnológica
Federal do Paraná. 3Programa de Pós Graduação em Ciência de Alimentos, Universidade Estadual de Maringá. 4Programa de Pós Graduação em Tecnologia de
Alimentos, Universidade Tecnológica Federal do Paraná. *e-mail: [email protected]
Para a realização do estudo, foram analisados dois resíduos originados pela indústria de alimentos. Foram realizadas a otimização da extração de antocianinas de diferentes variedades de bagaços de uva (Merlot, Cabernet, Tannat e Bordô) e a aplicação de resíduos de biomassa da levedura cervejeira (Saccharomyces cerevisiae) como biossorvente de antocianinas em solução hidroetanólica. A capacidade de biossorção da biomassa foi avaliada pelo modelo cinético de pseudo-segunda ordem e diferentes modelos de isotermas foram utilizados para descrever o processo de biossorção. A análise de Espectroscopia de Infravermelho com Transformada de Fourier (FTIR) foi efetuada para caracterizar a interação da biomassa com antocianinas. O processo de biossorção, também foi avaliado por análise de HPLC. Os dados experimentais de isotermas foram adequadamente descrito pelo modelo de Temkin. O valor médio da energia livre a partir do modelo de Dubinin-Radushkevich propõe a ocorrência de um mecanismo químico (quimiossorção) no processo de biossorção. O espectro FTIR de absorção da biomassa de levedura foi complexo. Foram observadas modificações significativas na intensidade das bandas de absorção das células de levedura e mudanças de bandas características após o processo de biossorção. Desta forma, a biomassa Saccharomyces cerevisiae enriquecida com antocianinas pode ser um ingrediente antioxidante promissor para os produtos das indústrias de alimentos e farmacêutica. Palavras-chaves: Saccharomyces cerevisiae, antocianinas, Temkin, FTIR.

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
14
REMOÇÃO DE CORANTES PRESENTES EM EFLUENTES LÍQUIDOS DA INDÚSTRIA DE ALIMENTOS, UTILIZANDO ADSORÇÃO EM LEITO FIXO
Anderson Marcos Dias CANTELI1*; Fernando Augusto Pedersen VOLL1; Agnes de Paula SCHEER1.
1Programa de Pós Graduação em Engenharia de Alimentos, Universidade Federal do
Paraná. *[email protected]
A indústria de alimentos gera grandes volumes de efluentes líquidos durante as diversas etapas de processamento de seus produtos. É comum a presença de corantes nestas correntes líquidas, que devem ser removidos antes de seu despejo nos corpos receptores. A produção de salsichas se enquadra nestas características, sendo comum o emprego de dois corantes naturais em sua formulação, utilizados para promover cor característica ao produto. São eles o carmim de cochonilha (responsável pela cor interna do produto) e o urucum (responsável pela cor externa). O objetivo deste trabalho é i) propor um tratamento para o efluente gerado durante a produção de salsichas, utilizando o processo de adsorção em leito fixo para a remoção dos corantes carmim de cochonilha e urucum simultaneamente; e ii) obter um pacote computacional de interface simplificada para analise de dados experimentais. Como etapa preliminar, pretende-se obter dados cinéticos e de equilíbrio em sistema tipo batelada, com o intuito de obter informações sobre o fenômeno de adsorção entre os corantes e o adsorvente utilizado. Estes dados serão utilizados como base inicial para as investigações em modo contínuo. Técnicas instrumentais como FTIR, ITC, DSC, BET, MEV, também serão utilizadas para obter uma melhor compreensão do fenômeno de adsorção envolvido entre os corantes e o adsorvente. Dados em modo contínuo serão obtidos em diversas condições operacionais (vazão de alimentação, concentração de alimentação, pH e altura do leito), com o intuito de obter dados de ruptura através do estudo do processo de leito fixo. Serão estudados dois sistemas mono componente, bem como o sistema binário de corantes. Os dados obtidos serão utilizados para validar um modelo matemático descrito na literatura. Este modelo foi desenvolvido utilizando o método da colocação ortogonal para a discretização do espaço e método das características para solucionar problemas de assimetria do sistema. As linhas de programação do modelo serão adaptadas da linguagem FORTRAM para o software MATLAB. Palavras-chave: Tratamento de efluentes, adsorção, corantes, salsicha, modelagem.

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
15
DETERMINAÇÃO DA SOLUBILIDADE DE ÁCIDOS ORGÂNICOS DE INTERESSE NA INDÚSTRIA DE ALIMENTOS POR MEIO DE
CALORIMETRIA EXPLORATÓRIA DIFERENCIAL (DSC)
Andrea Briones Gonçalves BONASSOLI1*; Marcos Rogério MAFRA1
1Programa de Pós-Graduação em Engenharia de Alimentos, Universidade Federal do
Paraná. *[email protected]
Os processos de separação e purificação por cristalização são muito utilizados na indústria de alimentos, principalmente devido a sua seletividade e eficiência. A cristalização consiste na precipitação de cristais e é obtida pela variação nas condições de solubilidade do soluto em um solvente. A solubilidade do soluto deve ser conhecida em função da temperatura e da composição do solvente a ser utilizado no processo. Os métodos experimentais convencionais para determinação da solubilidade são, em geral, muito lentos e demandam um grande volume de amostra, o que dificulta sua aplicação na determinação da solubilidade de moléculas com alto valor agregado. Uma técnica bastante promissora no estudo da solubilidade é a Calorimetria Exploratória Diferencial (DSC) que pode levar a resultados próximos aos obtidos em métodos convencionais com a vantagem de ser uma ferramenta de análise rápida, precisa e que requer pequenas alíquotas de amostra. Os ácidos orgânicos são aditivos amplamente aplicados na indústria de alimentos e apreciavelmente solúveis em água. Atualmente, encontram-se diversos estudos na literatura que correlacionam os dados experimentais com modelos matemáticos, como o modelo modificado de Apelblat, visando compreender o fenômeno de cristalização. Desta forma, este trabalho pretende desenvolver a aplicação da técnica de Calorimetria Exploratória Diferencial (DSC), na determinação da solubilidade de ácidos orgânicos de interesse da indústria de alimentos. Os ácidos orgânicos foram selecionados devido ao grande número de trabalhos encontrados na literatura abordando a solubilidade destes compostos por técnicas convencionais. Este fato favorece a comparação e consequente validação da técnica proposta, a fim de viabilizar a sua aplicação em sistemas que envolvam moléculas de alto valor agregado da área de alimentos. Para tanto, serão avaliadas pela técnica de DSC a solubilidade dos ácidos cítrico, DL - málico e L - tartárico.
Palavras-chave: Ácidos orgânicos, solubilidade, DSC.

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
16
MODELAGEM MATEMÁTICA E ANÁLISE DE VIABILIDADE TERMOECONÔMICA DE UM SISTEMA DE RESFRIAMENTO A VÁCUO
Andressa Carla Cintra da SILVA¹*; Franciny Campos SCHMIDT¹
1Programa de Pós Graduação em Engenharia de Alimentos, Universidade Federal do Paraná.
O resfriamento a vácuo (RV) tem sido apontado como um método alternativo para o resfriamento de alimentos. A redução no tempo de processo em comparação com métodos de resfriamento tradicionais e a uniformidade final de temperatura proporcionada pelo RV trazem vantagens na conservação e qualidade do produto. O princípio básico do RV consiste na remoção de calor sensível do produto através da evaporação da sua água livre a baixas pressões. O processo termodinâmico envolvido no processo pode ser dividido em duas fases distintas. Na primeira, a bomba de vácuo é acionada para reduzir a pressão da câmara até a pressão de saturação à temperatura inicial do produto. A segunda fase começa simultaneamente com o fim da primeira, quando a pressão de saturação é atingida ocasionando a evaporação da água na superfície e no interior dos poros do produto. A pressão da câmara é reduzida até o produto ser resfriado à temperatura desejada ou até não haver mais água livre para evaporação. A modelagem matemática é fundamental para simulação, projeto e avaliação de parâmetros que definem o desempenho de processos e equipamentos. Um sistema térmico pode ser modelado por meio da aplicação da Primeira e Segunda Lei da Termodinâmica visando à obtenção de variáveis que representem o comportamento do sistema. A Segunda Lei complementa a Primeira nas suas limitações permitindo quantificar a energia útil, além de identificar os pontos de ineficiência termodinâmica de um sistema, irreversibilidades, e classificá-las por ordem de importância. Relacionando a análise termodinâmica e econômica tem-se a termoeconomia. Os objetivos de uma análise termoeconômica são calcular individualmente os custos de cada um dos produtos gerados por um sistema, entender a formação de custos, o fluxo de custos, além de otimizar variáveis específicas em um componente ou no sistema global. Neste contexto, a tese tem como objetivo desenvolver um modelo termodinâmico que represente o comportamento de um sistema de resfriamento a vácuo, bem como avaliar a viabilidade termoeconômica para implantação desse sistema quando comparado com sistemas convencionais. Dados experimentais serão utilizados para validar o modelo. A partir disso, será possível simular, projetar e manipular as variáveis do processo com vistas a sua otimização.
Palavras-chave: Resfriamento, vácuo, alimentos, análise termodinâmica, termoeconomia.

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
17
DESENVOLVIMENTO DE PIEROGI COM MASSA INTEGRAL E RECHEIO À BASE DE BATATA, PINHÃO E RICOTA
Bárbara Gomes IAREMA1*
1Programa de Pós-Graduação em Engenharia de Alimentos, Universidade Federal do
Paraná. *[email protected]
O estudo do “Desenvolvimento de pierogi com massa integral e recheio à base de batata, pinhão e ricota” tem por objetivo produzir um alimento com características funcionais e que, ao mesmo tempo, represente a cultura local. A massa conteria não somente a farinha de trigo integral, mas também seria adicionada de farelo de aveia, fonte de beta-glucanas, que são fibras solúveis reconhecidamente benéficas ao organismo. Tais fibras atuam na diminuição do colesterol total e do LDL (Low Density Lipoprotein), redução da taxa glicêmica e aumento do nível de colesterol HDL (High Density Lipoprotein). Já o pinhão possui compostos fenólicos em sua casca que, durante o cozimento, migram para a semente, aumentando a quantidade de compostos antioxidantes disponíveis para alimentação. Para o desenvolvimento do produto, seriam aplicadas formulações variando especialmente o teor de farelo de aveia na massa e a quantidade de pinhão no recheio, selecionando a melhor condição a partir de testes de análise sensorial, especialmente o ADQ (Análise Descritiva Quantitativa), que avalia os atributos sensoriais presentes no produto. Seriam analisados os parâmetros textura (em função do equilíbrio entre farinha de trigo integral e o farelo de aveia), sabor e aroma (recheio típico de pierogi adicionado de pinhão) e também a aparência do produto, principalmente em função da coloração gerada na massa rica em fibras. Além disso, pretende-se também estudar as legislações pertinentes ao produto, como a RDC nº 93 para massas alimentícias, e a RDC Nº 54, sobre informação nutricional complementar no caso de produto com alto teor de fibra alimentar. Almeja-se igualmente obter uma Tabela Nutricional para 100 g de produto e, de acordo com a disponibilidade de recursos/parcerias do projeto, testar a estabilidade do pierogi sob congelamento e sob refrigeração em atmosfera modificada.
Palavras-chave: Pierogi, beta-glucanas, pinhão, fibra alimentar.

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
18
EFEITOS DO CONGELAMENTO E DE CRIOPROTETORES NA INTERAÇÃO ENTRE PROTEÍNA GLNK E ATP POR CALORIMETRIA DE
TITULAÇÃO ISOTÉRMICA
Cíntia Tiemi MISUGI1*; Marco Aurélio Schüler de OLIVEIRA2; Marcos Rogério MAFRA1
1Programa de Pós-Graduação em Engenharia de Alimentos, Universidade Federal do Paraná. 2Departamento de Bioquímica e Biologia Molecular, Universidade Federal do
Paraná. *[email protected]
O congelamento é uma técnica de conservação empregada em alimentos. Este processo tem como finalidade a redução da velocidade de reações bioquímicas, microbiológicas e de oxidação nos produtos. Os efeitos negativos desta técnica estão relacionados às modificações nas propriedades sensoriais e de textura dos alimentos, como consequência da formação de cristais de água (gelo). Este trabalho teve como objetivo avaliar os efeitos de ciclos de congelamento e dos crioprotetores ácido lactobiônico (ALB) e glicerol na estrutura da proteína GlnK por meio da sua interação com a adenosina trifosfato (ATP) avaliado por calorimetria de titulação isotérmica (ITC). A GlnK de Herbaspirillum seropedicae, foi purificada por cromatografia FPLC e quantificada por espectrofotometria. O processo de purificação da Glnk se mostrou adequado para as análises de ITC. Os ensaios de ITC revelaram que o congelamento alterou a interação entre as amostras de proteína e o ATP, o que pôde ser observado devido alterações na entalpia de interação e na saturação. O glicerol 10% não apresentou atividade crioprotetora, diferente do observado para amostras com ALB. Nas amostras com ALB não foram observas alterações nas entalpias de interação e na saturação dos sistemas GlnK-ATP decorrentes dos ciclos de congelamento. Portanto, este trabalho comprova a adequação da calorimetria de titulação isotérmica (ITC) na avaliação dos danos estruturais de sistema proteicos submetidos ao congelamento, bem como demonstrou o efeito crioprotetor do ALB. Palavras-chave: Soluções proteicas, ciclos de congelamento, interação molecular, termodinâmica.

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
19
OZONIZAÇÃO DO CORANTE AMARELO CREPÚSCULO
Cristina Angélica Torres TORO1.; Tirzhá DANTAS1; Luciana IGARASHI-MAFRA1
1 Programa de Pós-Graduação em Engenharia de Alimentos, Universidade Federal do Paraná.
Compostos recalcitrantes, ou refratários, são compostos de difícil degradação. Os processos de oxidação avançada (POA’s) têm ganhado popularidade no tratamento de efluentes contendo este tipo de compostos devido a sua grande efetividade e simplicidade. Os POA’s são definidos como processos envolvendo a geração de radicais altamente oxidantes: especialmente radicais hidroxila (OH●). Existem inúmeras formas de se obter os radicais que atuam como agentes oxidantes em POA’s, dentre estes encontra-se o processo de ozonização. O poder oxidante do ozônio é elevado e através de uma reação direta ou indireta, ozônio pode oxidar diferentes tipos de compostos. Neste trabalho se estudou a degradação do azo corante alimentício Amarelo Crepúsculo por meio da Ozonização. Foi avaliado o efeito do pH durante o processo de remoção da cor. A ozonização do corante amarelo crepúsculo foi realizada em um reator de vidro com capacidade de 250 ml, mantido em um banho termostático a temperatura constante de 25°C e também agitação constante (120 rpm). Em cada ensaio, foram adicionados ao reator 200 mL de solução de corante na concentração de 40 mg L-1. A entrada do reator foi conectada ao ozonizador ID-10 (Philozon O3R, Brasil) e o ozônio foi borbulhado por um difusor (pedra porosa). A vazão do ozônio foi controlada pelo fluxímetro de oxigênio do ozonizador. Os ensaios foram realizados em diferentes pH’s, na faixa de 3 a 10, e para manter o pH constante na reação foi utilizado uma solução tampão. A eficiência do processo nas diferentes condições foi avaliada em termos de redução de cor em função do tempo. Os resultados indicaram que a remoção total da cor foi atingida em no máximo 15 minutos em todos os pH’s avaliados. Observou-se que no pH alcalino (pH 10) a degradação foi mais rápida (3 min) comparada com o ensaio em solução ácida (pH 3) (15 min). Os resultados experimentais também foram ajustados ao modelo cinético de pseudo-primeira ordem em todos os ensaios, onde o valor da constante de velocidade em cada ensaio variou conforme o pH aumentou 2,11x10-3
(pH 3), 6,79x10-3 (pH 7), 1,34x10-2 (pH 10). Foi observado que o meio básico favoreceu a decomposição do ozônio em radicais hidroxilas e estes radicais, não seletivos, possuem um potencial de oxidação mais alto que o próprio ozônio. Palavra-chaves: Processo oxidativo avançado, tratamento de efluentes, corante.

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
20
ORGANISMOS FOTOSSINTETIZANTES - MICROFÁBRICAS DE SUBSTÂNCIAS BIOATIVAS
Cristina Maria ZANETTE1,2, Maria Lúcia MASSON2, Michele Rigon SPIER2*
1Departamento de Engenharia de Alimentos, Universidade Estadual do Centro-Oeste. 2Programa de Pós-Graduação em Engenharia de Alimentos, Universidade Federal do
Paraná. *[email protected]
Organismos fotossintetizantes são capazes de converter a energia solar, água e gás carbônico em biomassa. Microrganismos unicelulares eucariontes e cianobactérias estão presentes em ambientes aquáticos (água doce, marinha ou salobra). Estes organismos podem ser utilizados para a produção de compostos de alto valor farmacológico ou nutracêutico, biomassa para consumo humano ou animal, produção de bioenergia e tratamento de água residuárias. A exploração comercial destes organismos se justifica pela necessidade de processos eficientes, de baixo custo e com produtos de qualidade. Estima-se que existam entre 200.000 e 500.000 espécies, das quais poucas tem sido utilizadas para aplicações comerciais. Alguns exemplos são Spirulina, Chlorella, Haematococcus, Dunaliella, Botryococcus, Phaeodactylum, e Porphyridium. Estes organismos são principalmente fotoautotróficos, sendo cultivados na presença de luz natural ou artificial e fornecimento de CO2. No entanto, nesta forma de cultivo a eficiência da produção de biomassa é limitada pela penetração da luz e a aeração pode favorecer a contaminação. A alternativa a esta forma de cultivo é o desenvolvimento em condições heterotróficas e mixotróficas. O cultivo mixotrófico é uma variante do heterotrófico em que o CO2 e carbônico orgânico são simultaneamente assimilados. Apresenta maior rendimento de biomassa, menor tempo de divisão celular e menor custo de cultivo quando comparado aos cultivos fotoautotróficos e heterotróficos. Considerando a grande biodiversidade de organismos fotossintéticos ainda não exploradas e diferentes formas de cultivo, este grupo microbiano representa umas das mais promissoras fontes de novos produtos e aplicações biotecnológicas.
Palavras chave: Bioatividade, nutracêuticos, organismos fotossintéticos.

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
21
SISTEMA DE DUAS FASES AQUOSAS EMPREGANDO LÍQUIDO IÔNICO PARA EXTRAÇAO DE CAFEÍNA: DIAGRAMAS DE EQUILÍBRIO E ESTUDO
DE PARTIÇÃO
Daniela de Araújo SAMPAIO1; Luciana Igarashi MAFRA1, Carlos Itsuo
YAMAMOTO1, Andrieli Dias MARTINS2, Michèle Oberson de SOUZA2, Marcos Rogério MAFRA1, Fernanda de CASTILHOS3
1Programa de Pós-Graduação em Engenharia de Alimentos, Universidade Federal do Paraná. 2Universidade Federal do Rio Grande do Sul. 3Universidade Federal de Santa
Maria *[email protected].
O interesse por métodos de extração líquido-líquido pouco prejudiciais ao meio ambiente tem estimulado a utilização de sistemas de duas fases aquosas (SDFA) para extração e/ou purificação de moléculas. O conhecimento do comportamento termodinâmico destes sistemas bem como o estudo de partição das moléculas, é de fundamental importância para o projeto de unidades de extração. A substituição de umas das fases dos SDFA tradicionais por líquido iônico (LI) tem sido proposta com o objetivo de obter maiores rendimentos e/ou sistemas menos viscosos, o que facilitaria as etapas subsequentes de quantificação e purificação da molécula alvo. Neste trabalho, um SDFA empregando o LI tetrafluoroborato de 1-butil-3-metilimidazólio (BMI.BF4) e sulfato de sódio (Na2SO4) foi proposto para a extração de cafeína. Diagramas de fases foram obtidos, pelo método do ponto de névoa a 25 °C, para os sistemas aquosos BMI.BF4 + Na2SO4 + H2O e BMI.BF4 + Na2SO4. + H2O + Cafeína. Linhas de amarração, na mesma temperatura, foram auferidas para ambos os sistemas aplicando o método proposto por Merchuk et al. (1998). A partição da cafeína foi investigada em diferentes comprimentos de linha de amarração (CLA), com o auxilio da metodologia analítica de espectrofotometria. Foi observado que a adição de cafeína não exerceu grande influência sobre os dados de equilíbrio líquido-líquido e que a partição de cafeína foi dependente do CLA. Foi observado também que o efeito salting-out exerceu grande influência na partição de cafeína, o que levou as moléculas a particionarem preferencialmente na fase rica em LI. O rendimento teórico do processo de extração foi de 58,4%. Palavras-chave: Líquido iônico, sistema de duas fases aquosas, equilíbrio líquido-líquido, extração, cafeína.
II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
22
DEGRADAÇÃO FOTOCATALÍTICA DE EDULCORANTES ARTIFICIAIS EM SOLUÇÃO AQUOSA
Danielle WISNIEWSKI-ZELINSKI1*; Luciana IGARASHI-MAFRA1
1 Programa de Pós-Graduação em Engenharia de Alimentos, Universidade Federal do
Paraná. *[email protected]
Edulcorantes artificiais estão sendo classificados como marcadores ambientais, ou seja, quando detectados, em determinados ambientes, como: águas superficiais, subterrâneas, potáveis, mares entre outras, podem não ser prejudiciais aos organismos aquáticos, mas dão indícios de que pode existir a presença de esgoto. Logo, alguns edulcorantes são úteis na identificação de fontes de contaminação de águas. Por outro lado, essa classe tradicional de aditivo alimentar está em crescente utilização pela indústria de alimentos, em consequência do significativo aumento no consumo de edulcorantes atrelado a preocupação da população com a estética e a saúde, e vem sendo reconhecida como contaminante emergente devido a sua persistência e ocorrência em vários ambientes hídricos. Este trabalho visa à elaboração de uma dissertação a partir do estudo da degradação de edulcorantes artificiais em solução aquosa. Nesta pesquisa, a degradação será avaliada por meio de processo oxidativo avançado (POA), mais precisamente fotocatálise heterogênea. O experimento será conduzido por um reator de bancada, operado em batelada com a utilização de radiação UV na presença de TiO2 como catalisador. A eficiência do processo e os intermediários formados, durante a degradação, serão monitorados através de técnicas analíticas como a Cromatografia Líquida de Alta Eficiência – HPLC, Cromatografia Gasosa acoplada a Espectrometria de Massas – CG/MS e Análise de Carbono Orgânico Total – TOC. Pretende-se, com este trabalho, contribuir com o desenvolvimento de metodologias, que sejam viáveis, na degradação de edulcorantes. Palavras-chave: Aditivo alimentar, marcador ambiental, contaminante, processo oxidativo avançado.

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
23
TRATAMENTO DE EFLUENTE DE ABATEDOURO DE AVES POR PROCESSOS OXIDATIVOS AVANÇADOS E O REUSO DA ÁGUA
Danniele Miranda BACILA1*, Luciana IGARASHI-MAFRA1
1Programa de Pós-Graduação em Engenharia de Alimentos, Universidade Federal do Paraná.
Atualmente as legislações do MAPA autorizam o uso de aditivos na alimentação animal, denominados de melhoradores do desempenho. Estes seriam classificados como antibióticos, sendo ministrados de tal forma que os resíduos seriam mínimos no produto final e de maneira preventiva, visando evitar doenças e possibilitar o atendimento das demandas atuais da produção de carne. Há um monitoramento de resíduos destes aditivos e de outros agentes no produto final, no entanto não há acompanhamento previsto em lei nos efluentes (sangue, águas de lavagem, outros) gerados em abatedouros e no lodo resultante do tratamento. Do ponto de vista ambiental, mesmo que em baixas quantidades, estes tipos de antibióticos podem ocasionar impactos ao meio ambiente se liberados de forma contínua. Outro problema relacionado ao efluente de abatedouros é o nitrogênio amoniacal, pois este dificilmente é removido somente com tratamentos secundários, o que pode ocasionar o fenômeno da eutrofização em corpos hídricos. O estudo proposto pretende abordar o tratamento de efluentes de indústrias de carnes de frango por meio de Processos Oxidativos Avançados (POAs), a fim de promover uma eliminação adequada dos contaminantes orgânicos, dentre eles os antibióticos, no efluente tratado visando o reuso do líquido gerado. O reuso da água será apoiado pela Análise de Perigos e Pontos Críticos de Controle (APPCC). Os resultados previstos pelos POAs aplicados ao efluente são a eliminação da matéria orgânica, bem como a diminuição da contagem de coliformes e redução da toxicidade. Entre os POAs aplicados ao efluente, serão avaliados o processo Fenton, foto-Fenton e H2O2/UV. A análise de cromatografia gasosa acoplada à espectrometria de massa será conduzida para detectar a presença de antibióticos e o nitrogênio amoniacal será avaliado por espectrofotometria. A partir dos resultados obtidos será avaliado o tratamento mais indicado para o efluente e a disposição mais apropriada para o lodo, reduzindo impactos ambientais tanto pela minimização da liberação de compostos prejudiciais ao meio ambiente quanto pelo mapeamento das possibilidades de reuso da água.
Palavras-chave: Tratamento avançado de efluentes, foto-fenton, antibióticos, APPCC.

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
24
PRODUÇÃO DE ENZIMAS FÚNGICAS POR FERMENTAÇÃO SUBMERSA PARA A INDÚSTRIA DE ALIMENTOS.
David Chacón ALVAREZ1
1Programa de Pós-Graduação em Engenharia de Alimentos, Universidade Federal do Paraná.
*[email protected] O presente trabalho tem por finalidade fazer uma revisão bibliográfica sobre processos fermentativos envolvendo fungos produtores de enzimas que possam ser utilizadas no processo de amaciamento de carnes (proteases). Pretende-se utilizar fungos isolados da biodiversidade brasileira, e a partir de um screening, utilizando um planejamento do tipo Plackett-Burman (PB), será avaliada a capacidade dos mesmos quanto à produção destas enzimas. Para isto o processo de cultivo será conduzido em frascos Erlenmeyers de 300mL com agitação (120rpm) por um período de 7 dias e as amostras coletadas serão analisadas para determinar a presença e concentração de proteases. Após isto, os micro-organismos selecionados como maiores produtores de enzimas proteolíticas, serão submetidos a um planejamento composto central rotacional (DCCR), para avaliar a influência dos fatores temperatura, pH, agitação e aeração na cinética do processo fermentativo. Uma vez determinadas as condições ótimas do processo, será realizado um scale-up de 300mL para 3L utilizando um bioreator de mistura. O processo de fermentação será do tipo batelada (bacth) e o sobrenadante obtido, após centrifugação das amostras coletadas, será utilizado para avaliar a atividade das enzimas. Como resultado da pesquisa espera-se obter proteases com elevada atividade e estabilidade, assim como as condições ótimas dos parâmetros do processo de fermentação que permitam a reprodutibilidade dos resultados e outras ampliações de escala, visando a produção industrial.
Palavras-chave: Proteases, amaciamento, delineamento experimental, scale-up.

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
25
AVALIAÇÃO DA INFLUÊNCIA DE SAIS NA GELEIFICAÇÃO A FRIO DE PROTEÍNAS
Elaine KASPCHAK1; Marcos Rogério MAFRA2; Luciana IGARASHI-MAFRA2
1Programa de Pós-Graduação em Engenharia de Alimentos, Universidade Federal do Paraná.
Os géis proteicos têm importantes aplicações alimentares uma vez que constituem uma matriz estrutural de retenção de água e de outros ingredientes alimentares como por exemplo gordura, compostos aromáticos e sais minerais. Além disso, podem auxiliar nas características nutricionais dos alimentos devido ao fornecimento de aminoácidos ou pela substituição de gordura. Em geral, a geleificação de proteínas é obtida por meio da desnaturação proteica seguida da reorientação das proteínas em uma rede tridimensional. O método mais comum para a formação de géis com proteínas globulares é por aquecimento, porém, para algumas proteínas, é possível a obtenção de géis a frio. Usualmente a geleificação a frio é obtida por meio de um pré-tratamento para a desnaturação proteica, seguida pela diminuição do pH e adição de sais. Os géis formados a frio são requeridos quando se deseja preservar componentes termossensíveis de um produto, além disso, podem ser mais transparentes, finos e homogêneos quando comparados a géis formados a quente. A geleificação a frio vem sendo amplamente estudada em proteínas do leite, porém sabe-se que outras proteínas podem apresentar esta propriedade, como é o caso da proteína de quinoa, estudada previamente por este grupo de pesquisa, e a proteína de soja e ervilha. O estudo da capacidade geleificante e características de géis proteicos é realizado principalmente por técnicas como análises reológicas, de textura e microscopia. Ainda não há relatos na literatura, que sejam do nosso conhecimento, relacionando a interação das proteínas com íons e a sua geleificação utilizando a técnica de calorimetria de titulação isotérmica (ITC). Esta técnica poderia proporcionar a determinação da quantidade exata desses sais para a formação de géis proteicos a frio além de ajudar a entender o seu mecanismo de formação. Desta forma, neste trabalho é proposto o estudo da relação entre a afinidade das proteínas albumina do soro bovino, glicina e proteína de quinoa com os íons Na+, Ca2+ e Mg2+ utilizando a técnica de ITC. Pretende-se relacionar os resultados obtidos por ITC com a capacidade geleificante e as características dos géis formados utilizando análise visual, microscópica e reológica. Observou-se nesta revisão a necessidade de novas técnicas para auxiliar no entendimento da organização de uma matriz proteica geleificada e entender os mecanismos envolvidos na formação desses géis. O estudo da formação de géis a frio em outros tipos de proteínas pode ser demandado pois estes géis apresentam vantagens frente aos obtidos a quente. Palavras-chave: ITC, gel proteico, geleificação a frio, componentes termossensíveis.

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
26
ANÁLISE DE TITULAÇÃO ISOTÉRMICA (ITC) APLICADA A ENGENHARIA DE ALIMENTOS
Fabiane Oliveira FARIAS1*; Marcos R. MAFRA1
1Programa de Pós-Graduação em Engenharia de Alimentos, Universidade Federal do Paraná.
A análise calorimétrica de titulação isotérmica tem sido amplamente utilizada para o estudo das interações entre biomoléculas por medição de características fundamentais da formação de complexos, elucidando também os mecanismos subjacentes às interações moleculares. O método já se apresentou adequado para inúmeros processos presentes na área de Engenharia de Alimentos entre eles: separação de moléculas, como as proteínas, interações entre macromoléculas presentes nos alimentos, estudos cinéticos, encapsulação, entre outras aplicações O sistema calorimétrico é formado, principalmente, por duas cápsulas, nas quais uma receberá a amostra a ser analisada e nela ocorrerá a titulação do ligante e uma segunda capsula adicionada de água para ser utilizada como célula de referência. Conforme o ligante é injetado no meio que contém a amostra ocorrem mudanças na temperatura do sistema devido às interações entre os componentes. As mudanças de temperatura são detectadas pelos sensores de temperatura presentes, os quais retornam a informação para a fonte de calor, que compensam essa diferença e retornam ao estado isotérmico em ambas as capsulas. A técnica consiste em registrar a energia necessária para reaver o equilíbrio térmico do sistema. Esta energia, então, é plotada em gráficos em função do tempo, gerando os chamados dados brutos da análise. Com a integração dos picos resultantes de cada injeção em função da razão molar da amostra, no momento da titulação que o causou, obtém-se uma curva sigmoide característica desta análise da qual serão retirados os dados de constante de afinidade (K), estequiometria da reação (N) e variação de entalpia (ΔH). A análise de ITC, então, é a única ferramenta analítica capaz de fornecer um perfil termodinâmico completo a nível molecular utilizando um único experimento além de possuir fácil manuseio, alta sensibilidade, ampla aplicabilidade, mesmo em estudos com homômeros e interações específicas. Desta forma, o estudo tem como objetivo avaliar a aplicabilidade da Calorimetria de Titulação Isotérmica (ITC) em processos voltados a Engenharia de Alimentos, assim como obter os dados termodinâmicos resultantes destes processos. Palavras-chave: Análise térmica, parâmetros termodinâmicos, interações moleculares.

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
27
DESENVOLVIMENTO DE BEBIDA PROBIOTOCA NÃO LACTEA A BASE DE MEL FERMENTADA COM GRAOS DE KEFIR
Fernanda Assumpção FIORDA1*; Gilberto Vinicius de Melo PEREIRA2; Carlos Ricardo SOCCOL1,2
1Programa de Pós-graduação em Engenharia de Alimentos, Universidade Federal do
Paraná; 2Departamento de Engenharia de Bioprocessos e Biotecnologia, Universidade Federal do Paraná.
Devido à utilização de matérias-primas lácteas ser limitada por problemas como a intolerância à lactose e alergias à proteínas do leite; frutas e extratos vegetais vêm demonstrando serem uma alternativa não láctea para o emprego de microrganismos probióticos. O objetivo do estudo foi avaliar a produção de compostos voláteis, antioxidantes, viscosidade e propriedades reológicas, compostos fenólicos, viabilidade microbiológica, cor e aspectos cinéticos de uma bebida potencialmente probiótica não láctea a base de mel fermentada com grãos de kefir em biorreator a fim de fornecer informações importantes para a indústria de alimentos. Além disso, identificou-se a população microbiológica usando técnicas moleculares (Rep-PCR e seqüenciamento de rRNA), avaliou-se a capacidade de proteção do DNA e analisou-se sensorialmente o produto desenvolvido. Estudou-se a estabilidade da bebida durante 35 dias. Planejamentos experimentais (Plackett-Burman e Delineamento Composto Central Rotacional) foram utilizados para otimizar as fontes de nitrogênio, concentração de mel e temperatura de incubação. Viscosidade e parâmetros reológicos das bebidas foram realizadas a 25 °C e 5 °C e modelos de Ostwald-de-Waele de Herschel-Bulkley foram usados para prever o comportamento reológico. O aumento da biomassa (5,0 g) foi obtido a 30 oC com maior concentração de mel (até 40%), enquanto fontes de nitrogênio não afetaram no crescimento da biomassa. Os grãos de kefir foram adaptados às condições estudadas, com aumento microbiológico após 8 horas de fermentação, atingindo 108 UFC/mL para bactérias e 106 UFC/mL para leveduras no final da fermentação. Observou-se também produção de compostos fenólicos (190 GAE/100g) e diminuição do pH (de 3,9 para 3,6). Cor L* e a* não alteraram e croma b* decresceu durante o tempo de fermentação. Tempo de fermentação não afetou a viscosidade, esta foi afetada apenas pela temperatura de incubação (5 oC e à 25 oC). Bebidas demonstraram um comportamento ligeiramente newtoniano e o comportamento das curvas de fluxo indica que podem ser classificados como fluidos ligeiramente pseudoplásticos. Os modelos de Ostwald-de Waele (R2 ≥ 0,98) e de Herschel-Bulkley (R2 ≥ 0,99) podem ser usados para prever o comportamento da bebida fermentada a base de mel. Altos níveis de bactérias e leveduras (acima de 106 UFC/mL) foram encontrados no produto compostas principalmente de potenciais estirpes probióticas de Lactobacillus statsumensis, Leuconostoc mesenteroides, Bacillus megaterium, Saccharomyces cerevisiae e Lachancea fermentati. A bebida demonstrou efeito protetor sobre danos ao DNA e boa aceitação sensorial e intenção de compra. Após 35 dias de armazenamento a bebida apresentou elevados níveis de potenciais microrganismos probióticos. Palavras-chave: Bebida não-láctea, funcional, fermentação, biorreator, cinética

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
28
MODELAGEM E SIMULAÇÃO DA LIBERAÇÃO EM AMBIENTE GASTROINTESTINAL DE INSULINA ENCAPSULADA
Fernando Villaverde CENDON1*; Regina Maria Matos JORGE1; Regina WEINSCHUTZ2; Alvaro Luiz MATHIAS1
1Programa de Pós Graduação em Engenharia de Alimentos, Universidade Federal do Paraná.2Universidade Federal do Paraná, Departamento de Engenharia Química.
A administração oral de insulina em diabéticos é restringida pela sua degradação enzimática antes de atingir o intestino, que é a região de maior absorção. Porém, esferas de alginato (ALG) ou de sua associação com proteína isolada do soro de leite (WPI) contendo insulina podem protegê-la do ambiente estomacal. A liberação do medicamento em meio aquoso foi descrita como predominantemente controlada pelo processo de difusão fickiana. O objetivo deste trabalho foi obter os coeficientes de difusão da insulina numa matriz mista de ALG-WPI em pH estomacal (1,2) e intestinal (6,8) e avaliar o efeito da concentração inicial de insulina com uso de modelagem aplicada aos dados experimentais. As partículas foram confeccionadas a partir da extrusão (dispositivo seringa-agulha 18G) da mistura de uma solução de 3% de alginato e outra contendo 11% de WPI. Esta última foi previamente mantida a 80°C por 40 minutos para a desnaturação das proteínas. O modelo desenvolvido, que descreve adequadamente a liberação observada experimentalmente, tem a absorção de água, o inchamento, a geração térmica e o campo de velocidade das esferas considerados nulos. O método dos elementos finitos foi aplicado a uma geometria bidimensional e resolvido em COMSOL 4.3b. Os coeficientes de difusão foram calculados para as concentrações iniciais de insulina nas partículas de 5% e 10% em pH estomacal (9,13 e 7,81.10-12 m²/s) e intestinal (1,88 e 3,25.10-11 m²/s). Os coeficientes de determinação variaram de 0,909 a 0,980. Os resultados contribuem para o desenvolvimento de produtos terapêuticos de modo a minimizar o estresse de insulinodependentes, bem como para estudos de novos sistemas de administração controlada. Palavras-chave: Insulina, alginato, whey protein, diabetes, modelagem.

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
29
SELEÇÃO DE POTENCIAIS MICROBIANOS E ESTUDO CINÉTICO DE CO-CULTIVOS DE SOURDOUGH TIPO II
Francieli Begnini SIEPMANN1*; Nina WASZCZYNSKYJ1; Michele Rigon SPIER1
1Programa de Pós Graduação em Engenharia de Alimentos. Universidade Federal do Paraná.
*[email protected] O sourdough é um termo designado para a massa ácida obtida por processo de fermentação natural por meio das bactérias acido-láctica (BAL) juntamente com leveduras específicas utilizado na produção de produtos de panificação. É classificado em três tipos (I, II e III) conforme o processo utilizado. O primeiro é obtido pelo método artesanal em que a massa é composta de farinha de trigo + água e fermentada espontaneamente. O sourdough do tipo II é preparado com a adição de culturas starters de BAL + leveduras e a fermentado em torno de 24 horas. O tipo III é o produto industrial, obtido da secagem do tipo II. Na Europa, onde o consumo do sourdough é mais difundido, diversos estudos vêm sendo conduzidos para avaliar o processo produtivo e a microbiota do sourdough e da farinha utilizada. Entretanto no Brasil, esse processo ainda é pouco conhecido e explorado. Diante disso, o objetivo desse estudo será avaliar a concentração de leveduras e identificar as espécies de BAL presentes no trigo cultivado no Brasil. Avaliar a cinética do co-cultivo de algumas espécies de BAL heterofermentativas em associação com S. cerevisiae no sourdough tipo II, e aplicar o sourdough em um produto de panificação por meio da técnica de produção esponja-massa. Cinéticas dos co-cultivos serão realizadas e os parâmetros serão obtidos e comparados com processos similares reportados na literatura. Com os resultados obtidos neste trabalho, será possível determinar a microbiota presente naturalmente na farinha de trigo, além de contribuir para a otimização do processo de produção do sourdough tipo II e oferecer alternativa tecnológica para a indústria de panificação nacional. Palavras-Chave: Bactérias ácido-láticas, S. cerevisiae, trigo, co-cultivo, sourdough.

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
30
EXTRAÇÃO DE COMPOSTOS BIOATIVOS DA ERVA MATE (Ilex paraguariensis) POR DIFERENTES TÉCNICAS DE EXTRAÇÃO A BAIXA
PRESSÃO E COM FLUIDOS PRESSURIZADOS
Gerson Lopes TEIXEIRA1*; Rosemary Hoffmann RIBANI1
1Programa de Pós Graduação em Engenharia de Alimentos, Universidade Federal do
Paraná. *[email protected]
Ilex paraguariensis é uma árvore que cresce naturalmente na América do Sul (Argentina, Brasil e no Paraguai), destacando-se como fonte econômica, social e ecológica para a região sul do Brasil, onde é consumida principalmente na forma de chimarrão. Das folhas frescas e ramos é preparada a chamada “erva-mate”, usada no preparo de bebidas típicas, apreciadas por seu sabor amargo e por apresentar propriedades benéficas à saúde humana. Os compostos fenólicos encontrados na erva-mate são reconhecidos devido às suas propriedades antioxidantes, de redução dos níveis de triglicerídeos e do colesterol LDL, diurética, anti-inflamatória, anti-obesidade, hepatoprotetiva, de estimulação do sistema nervoso central e efeitos benéficos ao sistema cardiovascular, entre outras. Tendo em vista os benefícios do consumo de produtos derivados desta planta, e o potencial de aplicação dos compostos presentes nela, este trabalho tem por objetivo avaliar o conteúdo de compostos bioativos em diferentes extratos de erva mate tradicional e orgânica obtidos por distintas técnicas de extração: Extração por Maceração; Extração Soxhlet; Extração Assistida por Ultrassom; Extração Assistida por Enzimas; Extração por Fluidos Pressurizados (CO2 supercrítico e propano comprimido); e ainda quantificar o teor de compostos bioativos nos extratos obtidos. Os compostos fenólicos totais serão avaliados pelo método de Folin Ciocalteau. Utilizando cromatografia líquida de alta eficiência (CLAE) serão quantificados os componentes individuais (ácido cafeico, ácido 5-cafeoilquínico, rutina, metilxantinas e saponinas). Os taninos serão avaliados por método espectrofotométrico (colorimétrico) de vanilina-HCl e o potencial antioxidante utilizando o ensaio de captação do radical DPPH. Palavras-chave: Ilex paraguariensis, compostos fenólicos, saponinas, taninos.
II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
31
DEGRADAÇÃO DA SOLUÇÃO SINTÉTICA DE METILPARABENO UTILIZANDO FOTOCATÁLISE HETEROGÊNEA
Giovanna DONÁ1*, Fernanda de CASTILHOS2 Luciana IGARASHI-MAFRA3
1Programa de Pós-Graduação em Engenharia de Alimentos, Universidade Federal do
Paraná. *[email protected]
Vários compostos considerados como micropoluentes emergentes não são completamente removidos nos métodos convencionais aplicados nas estações de tratamento e, consequentemente essas substâncias são encontradas nos efluentes de estações de tratamento de esgoto (ETE) e de água (ETA), nas águas de rios e lagos, e em águas subterrâneas. Por este motivo, torna-se necessário o estudo e o desenvolvimento de processos capazes de degradar estes compostos, como os Processos Oxidativos Avançados, que são capazes de oxidar uma grande variedade de substâncias poluentes encontradas no meio ambiente. Estes processos podem ser caracterizados pelo uso do radical hidroxila (OH •) como agente oxidante. O presente trabalho teve como objetivo avaliar a eficiência da remoção e da mineralização do efluente sintético contendo o micropoluente Metilparabeno, por meio da aplicação direta do processo oxidativo, Fotocatálise Heterogênea, analisando a influência do pH da solução, da concentração do metilparabeno e da concentração do catalisador Dióxido de Titânio, em diferentes radiações: UV-C, UV-A e UV-Vis. O estudo da degradação fotocatalítica realizado permitiu verificar uma maior eficiência de tratamento (acima de 99%) em tempos de 75 minutos de reação quando se utilizou a radiação UV-C. Entretanto, observou-se que grande parte da degradação foi devida a processos de fotólise (quando a reação ocorreu na ausência do fotocatalisador TiO2), devido a elevada fotossensibilidade do composto. Na presença da radiação de menor energia (UV-A) a degradação do metilparabeno pôde ser observada em tempos de reação na ordem de 90 minutos. Já nos processos assistidos por radiação visível, a fotocatálise mostrou uma capacidade de degradação baixa, não permitindo a remoção completa dos compostos em tempos de reação de 90 minutos. Estes resultados permitem inferir que processos de fotocatálise heterogênea mediados por TiO2 e assistidos por radiação artificial (UV-A e UV-C) proporcionam uma eficiente degradação do metilparabeno em solução aquosa. Palavras-chave: Metilparabeno, processos oxidativos avançados, fotocatálise heterogênea.

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
32
DIAGRAMAS DE EQUILÍBRIO NO PROCESSO DE EXTRAÇÃO DE SOLÚVEIS DE ERVA-MATE (Ilex paraguariensis) ASSISTIDA POR
PRESSURIZAÇÃO CÍCLICA A TEMPERATURA CONSTANTE
Heron FAGGION1*; Fernando Augusto Pedersen VOLL2; Everton Fernando ZANOELO1
¹Programa de Pós-Graduação em Engenharia de Alimentos, Universidade Federal do
Paraná. ²Departamento de Engenharia Química, Universidade Federal do Paraná. *[email protected]
A extração sólido-líquido assistida por pressurização cíclica a baixa temperatura proporciona rendimentos de extrato equiparáveis aos obtidos por percolação a aproximadamente 100 oC, porém sem o efeito negativo das altas temperaturas sobre a qualidade sensorial do extrato. Entretanto, o dimensionamento de extratores industriais que envolvam esta técnica de extração demandam de dados de equilíbrio, os quais são utilizados para determinação do número teóricos de estágios de extração por aplicação de técnicas analíticas ou gráficas extensivamente reportadas na literatura. Neste contexto, foram obtidos dados experimentais de equilíbrio sólido-líquido para o sistema água + solúveis + insolúveis de folhas secas de erva-mate, a 17 °C. A obtenção de tais dados envolveu o levantamento de curvas de cinética de extração à mesma temperatura, em razões sólido: solvente de 1,5:30, 3:30, 4,5:30 e 6:30. O procedimento de extração foi conduzido em um extrator em batelada sob uma freqüência de pressurização de 1: 600 ciclos por segundo (ciclos de 300 s a 182, 8 kPa e 300 s a 91, 2 kPa) por um tempo de 25200 s. A fração mássica de soluto no extrato no equilíbrio foi determinada ajustando-se os parâmetros de um modelo de primeira ordem aos dados cinéticos. A fração mássica de soluto na fase sólida no equilíbrio foi calculada por um balanço de massa, que considerou a fração extraída de soluto e a quantidade de soluto inicialmente presente no sólido. A massa de solvente retido por massa de inerte foi determinada experimentalmente (por drenagem por gravidade) para as mesmas razões sólido: solvente anteriormente reportadas, resultando em um valor constante de aproximadamente 4,2. Os diagramas de equilíbrio construídos a partir destes dados evidenciam a diferença de distribuição de soluto nas fases de extrato e lama, causada pela adsorção do soluto pela fase sólida. Palavras-chave: Extração sólido-líquido, erva-mate, dados de equilíbrio.

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
33
DEGRADAÇÃO FOTOCATALÍTICA DE TARTRAZINA COM TiO2 IMOBILIZADO EM ESFERAS DE ALGINATO
Ithiara DALPONTE1*; Regina Weinschutz2; Regina Maria Matos JORGE2; Álvaro Luiz MATHIAS1,2
1Programa de Pós-Graduação em Engenharia de Alimentos, Universidade Federal do
Paraná; 2Programa de Pós-Graduação em Meio Ambiente Urbano e Industrial, Universidade Federal do Paraná.
*[email protected] As indústrias de transformação de alimentos figuram entre as atividades mais poluidoras devido aos grandes volumes de água que seus processos requerem. Existe hoje a necessidade do desenvolvimento de novos processos de tratamento de efluentes que garantam um baixo nível de contaminantes e a eliminação de compostos recalcitrantes. A fotocatálise heterogênea via combinação de dióxido de titânio (TiO2) e radiação UV têm recebido um crescente destaque por ser um processo oxidativo avançado muito promissor na degradação completa de compostos orgânicos. Devido às limitações do uso em suspensões do semicondutor TiO2, este trabalho tem por objetivo avaliar a potencialidade da fotocatálise heterogênea usando o TiO2 imobilizado em esferas de alginato para a degradação do corante alimentício amarelo tartrazina. A fotocatálise heterogênea com catalisador em suspensão foi realizada sob ação de uma lâmpada de vapor de mercúrio de alta pressão de 125 W e a análise de degradação utilizando dados de absorbância lidos em um fotocolorímetro, a fim de se obter a melhor condição de degradação. Os parâmetros analisados estatisticamente foram: a concentração de corante, a concentração de catalisador e o pH. Estudos preliminares apontaram que os parâmetros reacionais que apresentaram maiores percentuais de degradação, na faixa de 97%, foram: concentração de corante de 20 μmol. L-1 com pH 5,0 e 9,0, e concentração de TiO2 de 0,1 e 0,2 g. L-1. As esferas com dióxido de titânio imobilizado na matriz polimérica de alginato foram confeccionadas com o teor de TiO2 determinado por termogravimetria (TG) e caracterizadas por microscopia eletrônica de varredura (MEV). A imobilização do TiO2 se mostrou uma técnica bastante simples e reprodutível, a superfície das esferas apresentou distribuição homogênea de sítios catalíticos, indicando que o procedimento foi adequado. Os ensaios de degradação do corante usando as esferas confeccionadas atingiram 27% de eficiência. A cinética também foi determinada e pôde ser descrita como de pseudo-primeira ordem de Langmuir-Hinshelwood para catalisador disperso e de segunda ordem para catalisador imobilizado em esferas de alginato. Apesar da baixa eficiência, o processo pode ser considerado economicamente viável, pois a separação das esferas com catalisador imobilizado é mais simples do que quando as partículas de catalisador são usadas em suspensão.
Palavras-chave: Corante alimentício, imobilização de TiO2, alginato de cálcio, fotocatálise heterogênea.

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
34
SEPARAÇÃO DE AROMAS POR PERVAPORAÇÃO COM BIOFILMES
Joel Robert KARP1*; Vítor Renan da SILVA1
1Programa de Pós-Graduação em Engenharia de Alimentos, Universidade Federal do
Paraná. *[email protected]
O casulo do bicho-da-seda Bombyx mori é constituído principalmente por duas proteínas: a fibroína, 70-80% da massa total, e a sericina, 20-30%, sendo que esta possui a função de unir os filamentos da primeira, conferindo características de resistência mecânica ao casulo. A fibroína é uma fibra valiosa, com caráter hidrofóbico, sendo o principal produto no processamento do casulo, principalmente para obtenção da fibra têxtil. A sericina é uma proteína globular, de caráter hidrofílico, composta pelos aminoácidos serina, ácido aspártico e glicina. Durante a produção da seda, na etapa da degomagem, essa proteína é removida e usualmente descartada. O presente estudo tem como objetivo elaborar biofilmes derivados das proteínas do casulo do bicho-da-seda e aplicá-los como membranas de pervaporação para obtenção de aromas alimentícios. Os casulos serão submetidos a dois processos de degomagem: extração aquosa a 120°C (para obtenção da sericina) e extração química com solução aquosa de Na2CO3 a 0,5 % (m/V) (para hidrólise da sericina e obtenção da fibroína pura). A fibroína obtida da degomagem passará por um processo de solubilização, mediante solução EtOH:H2O:CaCl2 em diferentes proporções a serem definidas. A partir das soluções aquosas contendo sericina e fibroína, serão confeccionados os biof1ilmes por meio da técnica casting, avaliando razão proteína/agente reticulante e proteína/plastificante, assim como diferentes tipos de agentes reticulantes. Diversos ensaios morfológicos, mecânicos e hidráulicos (espectroscopia, microscopia eletrônica, difração de raio-X, medidas de espessura, aspecto visual, tração de ruptura, alongamento, módulo de Young, grau de “swelling” e estimativa de permeabilidade da água) serão realizados com os filmes obtidos a fim de estabelecer os materiais com as melhores propriedades físicas para os processo de pervaporação. Após a escolha dos biofilmes com as propriedades requeridas para o processo, um estudo de validação dos mesmos será conduzido, a partir de uma solução aquosa contendo componentes característicos de aromas comuns na indústria de alimentos. Nos ensaios de pervaporação serão avaliados os efeitos dos parâmetros operacionais (pressão no lado de permeado, temperatura da solução alimentada, vazão de alimentação) sobre o fluxo de permeado e fator de separação, para cada componente presente na solução aquosa contendo os aromas a serem investigados.
Palavras-chave: Degomagem; sericina; fibroína; casting; pervaporação
II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
35
PERVAPORAÇÃO APLICADA À INDÚSTRIA DE ALIMENTOS: ESTADO DA ARTE
Klayton Marcel Prestes ALVES1*; Agnes de Paula SCHEER2
¹Programa de Pós-graduação em Engenharia de Alimentos, Universidade Federal do Paraná.
As tecnologias de separação por membranas, como a microfiltração (MF), ultrafiltração (UF), nanofiltração (NF) e osmose inversa (OI) estão entre as que mais crescem nas últimas décadas. Esse processo de separação pode ser aplicado nas indústrias de alimentos, química, farmacêutica e de biotecnologia, como uma alternativa aos processos clássicos, destilação e extração. As principais vantagens são a economia de energia, alta seletividade, instalação em módulos, facilidade de operação e limpeza e a possibilidade de combinação com outras separações. Podendo variar quanto à porosidade, estado físico, simetria e/ou carga elétrica, a membrana pode ser definida como um meio semipermeável seletivo ao transporte de moléculas/íons. Dentre as técnicas existentes, a pervaporação (PV) é o processo de separação líquido-líquido no qual ocorre a sorção de componentes pela membrana na interface membrana-líquido, difusão desses componentes pela membrana, seguida pela dessorção, e por fim, a evaporação do permeado. A seletividade e produtividade dependem da sorção e da difusão na membrana, enquanto que a força motriz do processo é a diferença de atividades entre a alimentação e o permeado, mantida por vácuo ou por arraste com um gás inerte no permeado. Apesar de ser conhecida há mais de 20 anos, a pervaporação ocupa apenas uma pequena parcela nos processos de separação por membranas na indústria de alimentos e somente na última década se deu mais ênfase na pesquisa de suas aplicações. Dentre elas, na desalcoolização pervaporativa, o etanol permeia por uma membrana hidrofóbica, ou ainda, por uma membrana hidrofílica com um gás de arraste contendo vapor d’água, a fim de manter os compostos aromáticos na bebida sem álcool. Enquanto a recuperação/concentração de aromas vem sendo bastante explorada nos últimos anos devido ao alto valor agregado do produto e é uma alternativa para recuperar os compostos orgânicos voláteis nas etapas de concentração de sucos de frutas e processos fermentativos, através da permeação por uma membrana hidrofóbica em condições mais amenas de operação. Além disso, a pervaporação também é utilizada em processos com misturas azeotrópicas, como na mistura isopropanol-água resultante da extração de óleos comestíveis. A modelagem do fouling nas membranas e do fluxo mássico nos módulos, o desenvolvimento de novos materiais e de membranas mais seletivas, mais duráveis e mais baratas, tais como as membranas cerâmicas e as zeólitas, a otimização e controle destes processos estão entre os principais campos de pesquisa nesta área.
Palavras-chave: Pervaporação; membranas; recuperação de aromas; desalcoolização.

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
36
CONTROLE ÓTIMO APLICADO A PRODUÇÃO DE XILITOL EM PROCESSO BATELADA ALIMENTADA
Laís KOOP1*, Fernando Pedersen VOLL2, Marcos Lúcio CORAZZA1
¹Programa de Pós-graduação em Engenharia de Alimentos, Universidade Federal do
Paraná. ²Departamento de Engenharia Química, Universidade Federal do Paraná *[email protected]
O xilitol é um álcool de açúcar de cinco carbonos que apresenta aplicação comercial em diferentes setores e, em especial, na utilização como adoçante alternativo para pessoas diabéticas. Sua produção em grande escala é tipicamente realizada através de um processo químico de hidrogenação de d-xilose. No entanto, ao longo da última década a via biotecnológica tem sido objeto de intensa investigação porque, além de implicar em custos menores, diversos microrganismos podem ser utilizados. O emprego de substratos não convencionais como fontes de carbono para esta produção também se destaca como uma alternativa promissora. Neste sentido, o objetivo deste trabalho consiste na otimização da vazão de alimentação dos substratos num processo de fermentação de xilose para produção de xilitol utilizando a levedura Candida moggi. Para a realização da otimização, inicialmente simulou-se o perfil de biomassa, substrato e produto para diferentes condições de processos em plataforma Matlab. Os resultados destas simulações foram então comparados com dados da literatura. Uma vez validada a implementação do modelo matemático desse processo, novos testes foram realizados otimizando-se o perfil de alimentação dos substratos xilose e glicose com os métodos estocásticos Colônia Artificial de Abelhas (ABC) e Evolução Diferencial (DE). Para esta otimização considerou-se um tempo de processo de 20 horas e concentrações de xilose e glicose iguais a 200 g.L-1 em correntes de alimentação separadas. O perfil otimizado que apresentou maior rendimento de xilose em xilitol (0,36 g.g-1) foi obtido utilizando-se o algoritmo DE. O mesmo também foi responsável por gerar a maior taxa de produção, equivalente à 4,32 g.h-1. Esses resultados superaram tanto o rendimento e a taxa gerados pelo ABC, equivalente a 0,34 g.g-1 e 3,71 g.h-1, respectivamente; e os resultados dessa fermentação com os parâmetros da literatura obtidos por otimização com Algoritmo Genético (GA), equivalentes a 0,33 g.g-1 e 3,81 g.h-1, respectivamente. Palavras-chave: Controle ótimo, batelada alimentada, xilitol.

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
37
AVALIAÇÃO DA VARIABILIDADE DE COMPOSTOS FENÓLICOS DE AMOSTRAS DE ERVA-MATE DE DIFERENTES MUNICÍPIO DO PARANÁ
ATRAVÉS DE CALIBRAÇÃO MULTIVARIADA
Larize MAZUR1*, Rosemary Hoffmann RIBANI1
1Programa de Pós-graduação em Engenharia de Alimentos, Universidade Federal do Paraná.
A erva-mate apresenta capacidade antioxidante pronunciada correlacionada com o conteúdo do flavonoide rutina e dos derivados cafeoilquínicos como os ácidos caféico e 5-cafeoilquínico (5-CQA), entre outros compostos. A erva mate pode ser consumida na forma de chimarrão, tererê e chá (verde ou tostado). Neste trabalho, o objetivo foi identificar diferenças entre as amostras de erva-mate, quanto ao teor de compostos fenólicos, através de Análise de Componentes Principais (PCA). Foram analisadas 42 amostras provindas de diferentes municípios do Paraná (São Mateus do Sul, São João do Triunfo, Cruz Machado, Mallet e Imbituva) das safras 2013 e 2014. As amostras coletadas passaram por um processo de beneficiamento tradicional na Ervateira Baldo, localizada em São Mateus do Sul. Para quantificação dos compostos fenólicos (Rutina, Ácido cafeíco e Ácido 5-CQA) foi utilizada a Cromatografia Líquida de Alta Eficiência (CLAE), após uma prévia extração destes compostos da amostra. Com base nos dados obtidos através da CLAE foi determinado o valor médio dos compostos fenólicos, sendo que a rutina, ácido 5-CQA e ácido cafeíco apresentaram valor médio de 3,33 mg.g-1, 6,76 mg.g-1 e 0,93 mg.g-1, respectivamente. As amostras de erva-mate foram avaliadas com base nos espectros NIR na região espectral entre 10.000 e 4.000 cm-1. Para análise da PCA, os dados espectrais foram pré-processados aplicando-se a correção do espalhamento multiplicativo (MSC), a variação de padrão normal (SNV), alisamento e dados centrados na média (DCM). Com a análise dos resultados da PCA, pelo gráfico de escores, verificou-se que não houve diferenciação entre as amostras analisadas. Palavras-chave: Erva-mate, compostos fenólicos, PCA.

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
38
PROPRIEDADE TÉRMICA E REOLÓGICA DA FARINHA E AMIDO DE TRIGO-SARRACENO (Fagopyrum esculentum).
Layse do Prado CORDOBA*¹; Nina WASZCZYNSKYJ¹
1Programa de Pós-Graduação em Engenharia de Alimentos, Universidade Federal do Paraná. *[email protected]
O trigo-sarraceno é conhecido também por trigo mourisco, trigo mouro ou trigo preto (Fagopyrum esculentum Moench). Enquanto o trigo-sarraceno é semelhante em tamanho ao grão de trigo comum, apresenta uma forma triangular única. Como não contém glúten é muitas vezes utilizado para substituição parcial de outro tipo de farinha com glúten (como o trigo comum) em produtos de panificação e correlatos. Esse trabalho teve como objetivo fazer a caracterização da farinha e amido do trigo-sarraceno, extraído com peneiras de diferentes malhas (150 e 270 mesh). As análises utilizadas para a caracterização foram: termogravimetria (TG/DTG) e propriedade de pasta (RVA). O amido foi isolado pelo método aquoso, utilizando peneiras de 150 e 270 mesh. O material peneirado foi centrifugado para a retirada de proteínas e outros componentes, recuperado e seco em estufa de circulação de ar por 24h. Obteve-se 3 amostras para se analisar, denominadas respectivamente de: (a) amido de trigo-sarraceno extraído com peneira de 150mesh, (b) amido de trigo-sarraceno extraído com peneira de 270mesh e (c) farinha de trigo-sarraceno. Por meio de TG/DTG pode-se perceber 3 perdas de massa características de polissacarídeos para todas as amostras analisadas. As três amostras apresentaram umidade de 9,5-11%, valor obtido para a 1ª perda de massa. As amostras (a) e (b) apresentaram um platô antes da 2ª perda, comportamento característico de amostras amiláceas. A amostra (c) iniciou a 2ª perda, processo de degradação e oxidação da matéria orgânica, em temperaturas inferiores às amostras de amido (amostras b e c), cerca de 50ºC antes. O que mostra uma menor estabilidade térmica da farinha frente a degradação térmica. Já pela análise de RVA pode-se observar que a viscosidade de pico das amostras (a) e (b), de aproximadamente 1400cP, foram superiores a da amostra (c), de 685cP. A temperatura de pasta dos amidos de trigo-sarraceno foi em média de 81,4ºC, enquanto que na farinha obteve-se o valor de 94,95ºC, mostrando que apesar da baixa viscosidade, pela presença de outros componentes, a gelatinização necessita de uma maior temperatura para ocorrer nesta amostra. Uma característica a ser estudada e melhorada nos amidos do trigo-sarraceno é a tendência retrogradação, por apresentarem altos valores (1100cP). O trigo-sarraceno apresentou boa estabilidade frente à degradação térmica e valores apreciáveis para a propriedade de pasta, assim se faz interessante a utilização de métodos físicos ou químicos a fim de se diminuir sua retrogradação, para possibilitar seu uso em produtos de panificação e correlatos.
Palavras-chave: Amido, trigo-sarraceno, análise térmica, propriedade de pasta.

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
39
AVALIAÇÃO DE COMPOSTOS BIOATIVOS EM BAGAÇO DE UVA (Vitis vinífera e Vitis labrusca) POR MÉTODOS ESPECTROFOTOMÉTRICO,
CROMATOGRÁFICO E ESPECTROSCÓPICO
Leomara Floriano RIBEIRO1*; Rosemary Hoffmann RIBANI 2; Andréia Assunção SOARES 3; Charles Windson Isidoro HAMINIUK4
1,2Programa de Pós-Graduação em Engenharia de Alimentos, Universidade Federal do Paraná, 3Departamento de Bioquímica, Universidade Estadual de Maringá. 4Programa de Pós-Graduação em Tecnologia de Alimentos, Universidade Tecnológica Federal do
Paraná, PR. *[email protected]
No processo de industrialização do vinho são gerados resíduos sólidos e líquidos. Entre os resíduos sólidos estão as grainhas, o engaço, as sementes e o bagaço, sendo este último, o mais representativo entre os resíduos. Entretanto, o bagaço de uva apresenta compostos bioativos, como os compostos fenólicos (CFs) de natureza flavonoide (flavanois, flavonois, flavonas, antocianidinas, entre outros) e compostos de natureza não flavonoide (ácidos fenólicos, benzoicos, cinâmicos e estilbenos), os quais permanecem no resíduo devido a sua extração incompleta durante o processamento. Apesar disso, o bagaço de uva ainda é utilizado como adubo ou na alimentação animal. A identificação destes compostos é realizada por métodos espectrofotométricos e cromatográficos. No entanto, estas técnicas requerem procedimentos de extração prévia dos compostos. Neste contexto, a espectroscopia no infravermelho apresenta-se como uma técnica analítica alternativa por ser rápida, de simples operação e não destrutiva com o intuito de indicar os compostos orgânicos presentes. Desta forma, o objetivo deste estudo foi avaliar os compostos bioativos majoritários, tais como os compostos fenólicos e as antocianinas por diferentes técnicas analíticas. As variedades avaliadas foram Cabernet Sauvignon (CS) e Merlot (ME) (Vitis vinifera L.), Terci (TE) e Mix (MI) (Vitis labrusca L.), composto por (65:25:10) respectivamente para as variedades Bordô: Isabel: BRS Violeta. Os CFs totais foram determinados em espectrofotômetro a 765 nm pelo método de Folin-Ciocalteu. As análises na região do infravermelho próximo (NIR) foram realizadas em reflectância na faixa entre 10.000 e 4.000 cm-1. As antocianinas foram identificadas por cromatografia líquida de alta eficiência e espectrometria de massas (CLAE-EM) e quantificadas pelo método de pH diferencial em espectrofotômetro UV-Vis a 510 e 700 nm. A variedade MI apresentou a maior quantidade de CFs (41,24 ± 1,15 mg equivalentes de ácido gálico g-1) e estatisticamente diferente (P0,05) das demais variedades. A TE apresentou a maior quantidade de antocianinas totais (409,71 ± 17,13 mg equivalentes de cianidina-3-glicosídeo 100 g-1 por CLAE) estatisticamente diferente (P0,05) das demais variedades. Em todas as amostras foram identificadas 13 diferentes antocianinas, com sinais mais intensos para malvidina-3-O-glicosídeo, malvidina-3-O-acetilglicosídeo e malvidina-3-O-p-coumarilglicosídeo. Através dos espectros NIR foi possível identificar regiões entre 7.500 e 4.000 cm-1 (referente às ligações C–H, O-H e aromáticas) relacionadas à presença de compostos fenólicos. Desta forma, constata-se que o bagaço de uva apresenta importantes teores de compostos bioativos, quantificados por espectrometria e cromatografia, além da identificação por espectroscopia, indicando uma possibilidade de aproveitamento deste subproduto do setor vinícola. Palavras-chave: Infravermelho, antocianinas, compostos fenólicos, CLAE-EM.

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
40
CARACTERIZAÇÃO TÉRMICA POR CALORIMETRIA EXPLORATÓRIA DIFERENCIAL (DSC) DAS FRAÇÕES RICAS EM GLUTENINA DO TRIGO
(Triticum aestivum), CULTIVAR BRS-PARRUDO) OBTIDAS POR DIFERENTES MÉTODOS DE EXTRAÇÃO.
Lizandra Kamradt SAVI 1; Marco Aurélio S. de OLIVEIRA 2; Marcos R. MAFRA 1
1Programa de Pós-Graduação em Engenharia de Alimentos, Universidade Federal do Paraná. 2Departamento de Bioquímica e Biologia Molecular, Universidade Federal do
Paraná *[email protected]
As principais proteínas que compõem o glúten são a gliadina e a glutenina ambas insolúveis em água. Por serem as principais proteínas da farinha de trigo, o estudo do comportamento térmico destas frações proteicas é essencial. Os processos de separação e purificação tendem a alterar suas propriedades físico-químicas. Desta forma, este trabalho teve como objetivo avaliar as frações ricas em glutenina obtidas da farinha de trigo (cultivar BRS-Parrudo – Embrapa), separadas por quatro métodos de extração: extração padrão, extração com adição de DTT (ditiotreitol), extração por decantação e a extração direta. A quantidade de proteína obtida em cada extração foi quantificada pelo método de Bradford e as massas molares foram avaliadas por eletroforese em gel desnaturante SDS-PAGE. A temperatura de desnaturação das frações proteicas foi determinada pela calorimetria exploratória diferencial (DSC) e o grau de desnaturação foi avaliado por dicroísmo circular (CD). Na análise de Bradford, as concentrações de proteínas na extração padrão, extração com adição de DTT, extração por decantação e extração direta foram de 0,20 mg/mL, 0,30 mg/mL, 0,16 mg/mL e 8,87 mg/mL, respectivamente. As bandas identificadas na eletroforese para a avaliação das massas molares foram: 86,7 ± 2,9 KDa, para as frações de alta massa molar, e 48,3 ± 0,5 KDa e 39,1 ± 0,45 KDa, para as de baixa massa molar. Por dicroísmo circular, revelou-se que as frações proteicas não sofreram desnaturação durante os processos de extração. A análise de DSC revelou uma pequena variação da temperatura de desnaturação entre as amostras das diferentes extrações com eventos térmicos endotérmicos. Na extração padrão e extração direta foram obtidas as temperaturas de desnaturação de 64,3 ± 0,62°C e 67,2 ± 0,52°C, e variações de entalpia de -3,95 J/g e -10,80 J/g respectivamente. Para a extração com adição de DTT, a temperatura de desnaturação foi de 65,1 ± 1,74°C e a variação de entalpia de -12,68 J/g. O processo de diálise foi realizado para as amostras da extração padrão e extração com adição de DTT com o intuito de eliminar interferentes, sendo observado uma melhora na definição dos picos. Este trabalho demonstrou que o método de extração empregado pode alterar as propriedades das proteínas do glúten, especificamente a glutenina, sendo a análise de DSC um método confiável para avaliação destes extratos. As frações de glutenina extraída da farinha de trigo do cultivar BRS-Parrudo da Embrapa apresentaram temperatura de desnaturação intermediária, quando comparada com os valores já encontrados na literatura para outros cultivares. Palavras-chave: Glúten, desnaturação, ditiotreitol, propriedades físico-químicas

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
41
RESFRIAMENTO A VÁCUO DE ALIMENTOS
Lucas Carvalho de OLIVEIRA1*; Heron Vieira Batistela NETO2; FRANCINY CAMPOS SCHMIDT1,2
¹Programa de Pós-graduação em Engenharia de Alimentos, Universidade Federal do
Paraná. ²Departamento de Engenharia Química, Universidade Federal do Paraná *[email protected]
Mesmo com o surgimento de tecnologias não-térmicas, o método mais utilizado para garantir a qualidade microbiológica de alguns alimentos é o processamento térmico. Os benefícios referentes a esse tratamento vão desde o aumento da vida útil até ao desenvolvimento de características sensoriais desejáveis. Os produtos submetidos a um tratamento térmico, como o cozimento, devem ser rapidamente resfriados para garantir a sua qualidade microbiológica. Dentre as novas tecnologias, a técnica de resfriamento a vácuo (RV) vem se destacando por apresentar um aumento considerável na taxa de resfriamento de diversos produtos. O método consiste na remoção de calor através da evaporação de parte da água do próprio produto. Essa evaporação ocorre na superfície do material e nos poros conectados a ela com a diminuição da pressão no interior de uma câmara, onde o produto se encontra. A tecnologia de RV é difundida para produtos vegetais com intuito de retardar a velocidade de certos processos fisiológicos e também tem sido avaliada para produtos cárneos cozidos, com o objetivo de atender a legislação de diversos países que estabelecem o tempo de resfriamento após o processo de cozimento. Para o funcionamento, o sistema necessita basicamente de uma câmara de vácuo e um sistema de bombeamento (bomba de vácuo e condensador de vapor de água). A câmara de vácuo deve estar hermeticamente fechada para a eficiência do resfriamento. A bomba de vácuo deve ser projeta para reduzir rapidamente a pressão da câmara, da pressão atmosférica até a pressão de saturação da água na temperatura inicial do produto. O condensador serve como um sistema auxiliar de refrigeração, utilizado para que o vapor de água retirado do produto não atinja a bomba de vácuo, além de aliviar o sistema devido ao seu elevado volume específico a baixas pressões. Nesse contexto, o projeto de tese tem como objetivo avaliar a aplicação da técnica de resfriamento a vácuo para alimentos submetidos a um tratamento térmico preliminar. Para isso, será desenvolvido um dispositivo experimental que permita integrar os processos de cozimento e resfriamento a vácuo de alimentos, com intuito de otimizar o tempo de resfriamento, reduzir a manipulação excessiva do produto e o consequente risco de contaminação microbiológica. A técnica de RV será comparada com métodos tradicionais de resfriamento (resfriamento em câmara com circulação de ar forçado, túneis de resfriamento e resfriamento por imersão em água).
Palavras-chave: Resfriamento, vácuo, conservação, alimentos.

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
42
CALORIMETRIA DE TITULAÇÃO ISOTÉRMICA COMO FERRAMENTA NO ESTUDO DE INTERAÇÕES PROTEICAS
Lucas Stiegler RIBEIRO*1; Maria Lúcia MASSON 1
1Programa de Pós-Graduação em Engenharia de Alimentos, Universidade Federal do
Paraná. *[email protected].
Este trabalho traz um panorama sobre os conceitos relacionados à técnica termoanalítica Calorimetria de Titulação Isotérmica (ITC) e exemplos de aplicações em estudos envolvendo proteínas. O ITC é uma ferramenta em constante evolução científica, devido a sua grande gama de aplicações. Baseia-se na medição de parâmetros termodinâmicos (como entalpia, entropia e energia livre de Gibbs, por exemplo) durante a titulação de uma solução por um componente (chamado de ligante), o que é feito no interior de uma célula isotérmica. Durante a adição do ligante, por meio de uma seringa injetora com precisão de microlitros, são obtidos valores referentes a interação solvente-ligante, sendo possível definir a energia envolvida, assim como a quantidade e o tipo de reação (endo ou exotérmica). Mudanças nos parâmetros termodinâmicos indicam maior ou menor afinidade entre os compostos envolvidos, o que pode ser medido em diferentes valores de pH e temperatura. Estudos relatam a aplicação do ITC na caracterização do desenovelamento de algumas proteínas relacionadas com doenças neurodegenerativas, como a doença de Parkinson e o Alzheimer. As fibras amilóides, que são proteínas que tiveram sua estrutura modificada, estão sendo amplamente estudadas, com o auxílio do ITC, para melhor entendimento das suas interações a nível celular. Trabalhos reportam sobre a interação da bixina, corante usado na indústria de alimentos, com 3 proteínas do soro em pH 7,4. Nesse trabalho foi possível perceber que a temperatura é importante no tipo de interação, além de se tratar de uma complexação espontânea guiada por interações hidrofóbicas. O ITC é uma técnica com possibilidades de aplicações nas diversas áreas do conhecimento, com potencial para melhor entendimento das reações protéicas nos alimentos. Palavras-chave: Análise térmica, proteínas, termodinâmica, energia de ligação.

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
43
EXTRAÇÃO DE INFLORESCÊNCIAS DE M. paradisíaca L. UTILIZANDO CO2 SUPERCRÍTICO
Madeline de Souza CORREA1*; Michele Cristiane MESOMO2; Marcos Lúcio CORAZZA1
1Programa de Pós-Graduação em Engenharia de Alimentos, Universidade Federal do Paraná. 2Departamento de Engenharia de Alimentos, Universidade Estadual do Centro-
Oeste.
Os extratos naturais são utilizados durante muitos anos para diversas finalidades e, recentemente, eles estão sendo estudados como soluções alternativas aos conservantes sintéticos de alimentos. As inflorescências de M. paradisíaca L., conhecida popularmente como o coração da banana, tem grande interesse econômico devido ao seu fruto. Todas as partes da bananeira são utilizadas para diversos fins, inclusive na medicina popular. O uso da tecnologia de extração com fluidos supercríticos tem crescido nos últimos anos, no entanto ainda é necessário obter mais informações experimentais para a construção de instalações industriais. Este trabalho relata a extração das inflorescências da M. paradisíaca L. utilizando CO2 supercrítico como solvente. Avaliaram-se os efeitos dos parâmetros de pressão e temperatura das extrações sobre o rendimento. A matéria-prima, inflorescências da banana, foram submetidas a secagem a temperatura de 313,15 K, até atingir a umidade de 8,5%, e em seguida, moídas. O leito de extração foi formado por partículas de tamanho de 12 mesh (23,5%), de 16 mesh (23,5%), 32 mesh (34,5%) e 48 mesh (18,5%). As extrações foram realizadas em uma unidade de escala de laboratório, foi utilizado um planejamento fatorial 22 com três repetições no ponto central nas pressões de 15,0 MPa, 20,0 MPa e 25,0 MPa, e nas temperaturas de 313,15 K, 333,15 K e 353,15 K. As condições de maior pressão e menor temperatura, 25,0 MPa e 313,15 K apresentaram rendimento máximo de 3,29% em peso. O menor rendimento, 0,39% em peso foi obtido na condição de menor pressão e maior temperatura, 15,0 MPa e 353,15 K. O efeito da pressão sobre o rendimento da extração com CO2 supercrítico foi significativo e positivo, já o efeito da temperatura foi significativo e negativo sobre o rendimento. Apenas as curvas globais de extração na menor temperatura, 313,15 K, apresentaram comportamento próximo ao típico obtido para os processos de extração supercrítica apresentando uma taxa de extração constante em cerca de 160 min.
Palavras-chave: Extração supercrítica; extratos naturais; banana.

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
44
O PROCESSO DE EXTRUSÃO E SUAS APLICAÇÕES NA INDÚSTRIA DE ALIMENTOS
Manoela Estefânea Boff Zortéa GUIDOLIN1*; Ivo Mottin DEMIATE2;
Agnes de Paula SCHEER1
¹Programa de Pós Graduação em Engenharia de Alimentos, Universidade Federal do Paraná; ²Universidade Estadual de Ponta Grossa.
O termo "extrusão" provém da palavra latina extrudere que significa “ação de empurrar para fora”. Na área de engenharia, descreve a operação de induzir um material para fora através de uma abertura estreita. A prática de extrusão para o processamento comercial de alimentos surgiu por meados da década de 40 em virtude dos costumes pressionados pela falta de tempo e necessidades da população. Essa tecnologia permite a obtenção de produtos alimentícios com boa aceitação sensorial, de fácil preparo ou prontos para o consumo, como os snacks, as farinhas pré-gelatinizadas e os cereais pré-cozidos, além de aumentar a digestibilidade com melhoria de sabor e textura. Uma extrusora é constituída basicamente por cinco partes: alimentador, rosca ou parafuso de Arquimedes, cilindro estacionário encamisado, matriz e mecanismo de corte. O cozimento por extrusão ocorre em três etapas: a plastificação, a moldagem do material e o cozimento/texturização. O princípio básico é converter um material sólido em fluido pela aplicação de calor e trabalho mecânico e forçar sua passagem através de uma matriz para formar um produto com características físicas e geométricas pré-determinadas. O processo combina várias operações unitárias como: mistura, cocção, cisalhamento e formatação em um único equipamento, podendo melhorar as características nutricionais dos produtos por meio da gelatinização do amido, da desnaturação e re-orientação das proteínas, da inativação enzimática, da destruição de algumas substâncias tóxicas e da diminuição da contagem microbiana. A principal propriedade dos produtos extrusados é a expansão, a qual é originada da evaporação instantânea da água ocasionada pela alta pressão existente, próxima à descarga da matriz, ser reduzida quando o produto sai da extrusora. A utilização da extrusão pela indústria de alimentos difundiu-se muito nos últimos anos por apresentar uma série de vantagens em relação aos processos tradicionais. Contudo, é essencial o conhecimento técnico de operação para atuar nas variáveis independentes do processo, as quais influenciarão diretamente nos atributos de qualidade dos produtos.
Palavras-chave: Extrusado, snacks, alta pressão, expansão.

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
45
ESTUDO DA INCORPORAÇÃO DE FARINHA DE PINHÃO EM DIFERENTES PROPORÇÕES COM FARINHA DE ARROZ PARA
PRODUÇÃO DE PRÉ-MISTURA PARA BOLOS DESTINADOS AOS PORTADORES DA DOENÇA CELÍACA
Mônica IKEDA¹, Rosemary Hoffmann RIBANI 1, Rossana Catie Bueno de GODOY2
¹Programa de Pós Graduação em Engenharia de Alimentos, Universidade Federal do Paraná 2 Empresa Brasileira de Pesquisa Agropecuária – Unidade Embrapa Florestas.
Diante da necessidade imposta pela alimentação de celíacos, buscam-se alternativas para desenvolver produtos capazes de suprir a restrição de glúten. Nesse desenvolvimento, as novas opções devem estabelecer propriedades estruturais, sensoriais e nutricionais correspondentes aos alimentos inapropriados a essa dieta. O presente estudo verifica a utilização de mesclas, entre farinha de arroz e farinha de pinhão (semente proveniente de Araucária angustifólia), para desenvolver uma pré-mistura de bolo destinada ao público portador da doença celíaca. O emprego da farinha de pinhão tem o propósito de conferir valor nutricional ao produto final, bem como, permitir a aplicação de pinhão em alimentos processados, uma vez que essa semente é pouco usada industrialmente. Por consequência, estima-se valorizar a importância e conservação do pinhão em termos ambientais. Os métodos aplicados avaliam o conjunto de resultados de cada mescla de farinha individualmente, onde são utilizadas as proporções entre 100:0 e 50:50 de farinha de arroz e farinha de pinhão, respectivamente. Os teores são indicados pelo planejamento experimental estatístico do tipo simplex centroide. A avaliação é realizada de forma físico-química, com testes de umidade, cinzas, proteínas, lipídeos, fibras e carboidratos; e reológica, com testes em RVA 4500 (Rapid Visco Analyser), amido danificado, cor, granulometria, textura e volume específico; além de sensorial, que ocorre por meio de escala hedônica de 9 pontos. Os dados resultantes estudam os parâmetros para análise de propriedades individuais e de aceitação, sendo avaliados de forma estatística para melhor precisão. Por fim, o levantamento das informações propõe a possibilidade de inserção do produto em meio ao mercado atual e viabilidade de industrializar a semente da Araucária angustifólia, promovendo a sua preservação.
Palavras-chave: Farinha de pinhão, farinha de arroz, bolo, celíaco.

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
46
DETERMINAÇÃO DO SEGUNDO COEFICIENTE VIRIAL DE PROTEÍNAS EMPREGANDO CALORIMETRIA DE TITULAÇÃO ISOTÉRMICA
Nayara Maysa da Silva CARVALHO¹*; Marcos Rogério MAFRA¹
¹ Programa de Pós Graduação em Engenharia de Alimentos. Universidade Federal do Paraná.
A cristalização é um importante processo de separação de biomoléculas nas indústrias de alimentos, farmacêutica e química. No entanto, as condições ideais para indução deste processo em muitos sistemas não são completamente elucidadas. Conhecer as interações intermoleculares no meio é determinante para induzir a cristalização. Estas interações podem ser descritas por equações de estado, que visam prever o comportamento real de gases e soluções. Neste contexto tem-se a Equação virial, importante em estudos termodinâmicos devido à sua significância física, pois seus coeficientes não são arbitrários ou com base empírica, mas relacionados às interações intermoleculares envolvidas. Esta equação usualmente apresenta-se truncada no segundo coeficiente virial, uma vez que ele representa as forças intermoleculares mais significativas no desvio do comportamento ideal. Portanto, o conhecimento do segundo coeficiente virial de um sistema é muito útil para entender a cristalização e promovê-la. Usualmente este parâmetro é obtido por osmometria de membranas, técnicas de espalhamento de luz polarizada (DLS e SLS), espalhamento de raios-X e nêutrons (SAXS e SANS) ou cromatografia de exclusão por tamanho e auto interação (SEC e SIC). O intuito deste trabalho é validar a calorimetria de titulação isotérmica (ITC) como um método de obtenção do segundo coeficiente virial a partir de métodos matemáticos que relacionam o calor de diluição com o segundo coeficiente virial. Estão sendo utilizadas neste estudo proteínas modelo com parâmetros bioquímicos e comportamento quanto à solubilidade amplamente conhecidos: lisozima e albumina bovina sérica (BSA). Os dados de segundo coeficiente virial obtidos serão comparados com dados da literatura a fim de validar o método e será verificado se eles se encaixam na “janela de cristalização” proposta por George e Wilson (1994), primeiros autores a relacionar segundo coeficiente virial e solubilidade. Aliado à solubilidade (que será determinada experimentalmente), os dados de segundo coeficiente virial serão correlacionados a partir dos modelos teóricos de Haas et. al. (1999), Ruppert et. al.(2001) e Franco e Pessôa Filho (2012) e do modelo experimental de Guo el. al.(1999) para verificar qual modelo apresenta melhor ajuste de dados. Palavras chave: ITC, BSA, lisozima, interações intermoleculares, cristalização.

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
47
OTIMIZAÇÃO DA HIDRÓLISE DO ÓLEO DE OLIVA PARA PRODUÇÃO DE ÁCIDOS GRAXOS LIVRES E ACILGLICERÓIS.
Paloma Souza Cabral ZAPPANI1*; Fernando Augusto Pedersen VOLL2, Marcos Lúcio CORAZZA3
1Programa de Pós Graduação em Engenharia de Alimentos, Universidade Federal do Paraná.
*[email protected]. Segundo a Organização Mundial da Saúde há mais de 300 milhões de pessoas obesas no mundo. Pesquisas com óleos e gorduras alimentícios indicam que os produtos ricos em diacilgliceróis, ao invés de triacilgliceróis apresentam ação benéfica sobre a saúde humana, pois o diacilglicerol tem a capacidade de reduzir o nível de lipídios pós prandial, auxiliar na redução de peso e evitar o acúmulo de gordura abdominal e, ao longo do tempo, auxilia no combate da obesidade. Neste contexto surge o interesse pela biotransformação dos óleos usados na alimentação humana, tornando-os ricos em diacilgliceróis, que são semelhantes a triacilgliceróis quanto a digestibilidade e valor energético. Entre os processos de modificação de óleos de maior interesse industrial estão as reações de hidrólise do triacilglicerol. Este processo pode ser catalisado por enzimas ou catalisadores químicos, ou ainda acontecer em água subcrítica, dispensando o emprego de quaisquer catalisadores e ao mesmo tempo garantindo a formação dos produtos nas concentrações desejadas. A modelagem matemática da cinética dos processos de hidrólise torna possível o direcionamento e maximização dos produtos de interesse. Este trabalho tem como objetivo a otimização de processos de hidrólise para produção de ácidos graxos e acilgliceróis por meio de estudos teóricos e experimentais. Palavras-chave: Otimização, hidrólise, acilgliceróis, óleo de oliva.

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
48
PRODUÇÃO DE PÃO DE FORMA COM ENZIMAS AMILOLÍTICAS E AVALIAÇÃO DOS PARÂMETROS FÍSICO-QUÍMICOS E REOLÓGICOS DA
FARINHA DE TRIGO EM MIXOLAB®
Paola Maria Lopes da SILVA1*; Agnes de Paula SCHEER1; Michele Rigon SPIER1
1 Programa de Pós Graduação em Engenharia de Alimentos, Universidade Federal do Paraná.
Cerca de 6 milhões de toneladas de farinha de trigo por ano no Brasil são destinadas à panificação. Presume-se que 10 a 15% dos pães são descartados porque não atendem as demandas dos consumidores de qualidade quanto ao sabor, maciez, características de casca, miolo e cor. A manutenção da maciez dos pães, ao longo de sua vida útil poderia economizar pelo menos 600 mil quilos de farinha de trigo anualmente. As enzimas são amplamente utilizadas na formulação de pães, a fim de garantir melhorias no processamento bem como nas características do produto final. As enzimas α-amilase maltogênica e α-amilase fúngica, contribuem na diminuição da firmeza de pães durante a vida útil. A atuação dessas duas enzimas, em sinergia, permite hidrolisar as ligações glicosídicas α-1,4 das frações amilose e amilopectina do amido presentes na farinha de trigo, mantendo intacta a estrutura primária da amilopectina. Desta forma, as taxas de retrogradação e de recristalização são reduzidas ao longo da vida útil dos pães. Pães de forma produzidos com enzimas amilolíticas α-amilase fúngica e α-amilase maltogênica foram avaliados através da análise de textura instrumental durante a vida útil, nos dias 1, 4, 7, e 14 após a fabricação. Em paralelo foi realizada a avaliação da farinha de trigo através de análises físico-químicas e reológicas com o uso do equipamento Mixolab®. Foram avaliados os resultados de firmeza ao longo da vida útil dos pães para verificar a influência da dosagem das enzimas. Através dos resultados da firmeza e retrogradação no Mixolab® determinou-se a dosagem de ambas enzimas maltogênica e fúngica necessária para obter menor firmeza com a formulação F4 (30 ppm α-amilase fúngica e 20 ppm α-amilase maltogênica). Constatou-se que é possível anteceder as alterações na firmeza dos pães através de análise reológica e definir a dosagem ideal das enzimas amilolíticas para aplicação na formulação dos pães de forma.
Palavras-chave: Pão de forma, vida-útil, firmeza.

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
49
ESTUDO DAS PROPRIEDADES TÉRMICAS, REOLÓGICAS E ESTRUTURAIS DO AMIDO DE TRÊS VARIEDADES DE Dioscoreáceas E DE
SUA APLICAÇÃO COMO FILME COMESTÍVEL
Polyanna Silveira HORNUNG1; Egon SCHNITZLER2, Rosemary Hoffmann RIBANI1*
1Programa de Pós-Graduação em Engenharia de Alimentos, Universidade Federal do Paraná. 2Programa de Pós-Graduação em Ciência e Tecnologia em Alimentos,
Universidade Estadual de Ponta Grossa. *[email protected]
O amido, carboidrato de reserva das plantas superiores, é um polissacarídeo neutro formado por unidades de D-glicose unidas por ligações α-1,4. Devido a sua constituição, este polímero natural possui propriedades tecnológicas de interesse, sendo muito empregado na fabricação de alimentos, papel, têxteis, fármacos, filmes biodegradáveis e outros. O Brasil apresenta uma grande variedade de espécies amiláceas pouco estudadas como as espécies da família de tuberosas da família Dioscoreáceae (cará). As tuberosas são constituídas de 60 a 85% de amido que possuem características superiores aos amidos da mandioca e do milho. Muitos estudos têm descrito o cará como fonte de compostos bioativos como ácidos orgânicos, compostos fenólicos (polifenóis, antocioaninas, catequinas), saponinas, terpenóides (carotenoides). Devido às restrições por resíduos provenientes da modificação química dos amidos, a indústria alimentícia vem buscando novas fontes de amidos e técnicas de modificação por meios físicos. A mistura de amidos de diferentes fontes botânicas apresenta-se como outra alternativa aos métodos de modificação química para transformar as propriedades (redução da retrogradação, da entalpia de gelatinização) do amido conforme requerem os processos industriais. Um exemplo das potencialidades tecnológicas de aplicação dos amidos e das misturas é a sua utilização na produção de biofilmes em substituição aos filmes derivados de produtos do petróleo. Desta maneira o objetivo do trabalho será estudar as propriedades térmicas por Calorimétrica Exploratória Diferencial (DSC) e Termogravimetria (TG), reológicas por Visco Analisador Rápido (RVA), colorimétricas por Espectrometria de Refletância, estruturais por raio X e Microscopia de Força Atômica (AFM) dos amidos e das misturas ternárias de três variedades de Dioscoreáceas (Dioscorea alata; Dioscorea trífida L. e Dioscorea bulbífera L.). A partir dos resultados obtidos será estudada a aplicação dos amidos e suas misturas na elaboração de filmes comestíveis por soluções casting. As propriedades mecânicas de tração por resistência ao alongamento de estrutura de superfície por AFM e físicas (umidade, espessura, densidade, gramatura) e de barreira por permeabilidade ao vapor d’água dos filmes serão avaliadas. Portanto, o resultado esperado é a obtenção de filmes comestíveis bioativos com baixa taxa de permeabilidade ao vapor d’água e que possam atuar como agentes no aumento da durabilidade dos alimentos.
Palavras-chave: Polímero natural, termogravimetria, embalagem, bioativos.

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
50
BIOFILMES DE AMIDO DE PINHÃO AVALIADOS ANTES E DEPOIS DE ARMAZENAR EM AMBIENTE REFRIGERADO
Priscila MÜLLER¹*; Nina WASZCZYNSKYJ¹
1Programa de Pós-Graduação em Engenharia de Alimentos, Universidade Federal do Paraná.
*[email protected] A conscientização ambiental dos consumidores tem aumentado o interesse na produção de filmes biodegradáveis. Os filmes biodegradáveis foram produzidos por extrusão soprada usando amido termoplástico de pinhão, polibutileno adipato co-tereftalato (PBAT) e glicerol. Os filmes biodegradáveis foram avaliados quanto as suas propriedades mecânicas e de barreira, antes e depois de armazenado por 45 dias em ambiente refrigerado a 10ºC. Com a determinação destas propriedades a composição e o comportamento do material do filme pode ser otimizado. A resistência a tração, o módulo Young e a elongação foram avaliados em texturômetro, a permeabilidade ao vapor d´agua (PVA) foi determinada gravimetricamente sob um gradiente de umidade de 33 e 75%. e a opacidade foi determinada utilizando um colorímetro. O objetivo deste trabalho foi avaliar se o armazenamento em ambiente refrigerado altera as propriedades mecânicas e de barreira de biofilmes. Após 45 dias de armazenamento a resistência à tração dos filmes aumentou e o alongamento diminuiu 81%. O módulo Young aumentou três vezes, a opacidade e a PVA diminuíram após o armazenamento devido aos filmes tornarem-se mais rígidos muito provavelmente devido ao processo de recristalização ou a retrogradação do amido. Os filmes apresentaram propriedades mecânicas e de barreira adequadas para uso como embalagem para alimento refrigerado a 10ºC por 45 dias.
Palavras-chave: Filmes biodegradáveis, armazenamento refrigerado, propriedades mecânicas, propriedades de barreira.

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
51
RECUPERAÇÃO DO AROMA DE MAÇÃ POR PERVAPORAÇÃO
Raquel ROSSETTO¹*; Agnes de Paula SCHEER¹
1Programa de Pós-Graduação em Engenharia de Alimentos, Universidade Federal do Paraná.
O uso dos aromas desperta grande interesse na indústria alimentícia, afinal, são responsáveis pela caracterização do sabor do produto a ser consumido. Os aromas estão situados no mesmo nível de importância que os nutrientes em um alimento, pois, o sabor, constituído pelo aroma e gosto, é o responsável pelo consumo em quantidade adequada do produto. A pervaporação é um processo de separação por membranas, em que os componentes de uma mistura líquida são fracionados seletivamente. A força motriz desse processo é o gradiente de potencial químico, o qual é obtido pela redução da pressão parcial no lado do permeado. Os processos comuns de recuperação de aromas utilizam, em geral, altas temperaturas e pressões, como os compostos são sensíveis às condições de operação o produto obtido sofre algumas alterações indesejadas. Estudos apontam que a pervaporação pode ser capaz de reduzir significativamente as perdas desses compostos aromatizantes.A maioria dos aromas produzidos atualmente são sintéticos, ou seja, produzidos a partir de substâncias químicas, obtidas por síntese ou isoladas por processos químicos. O objetivo deste trabalho será avaliar a pervaporação na obtenção do aroma de maçã a partir dos dois tipos de solução, uma solução sintética e outra natural, o qual poderá ser utilizado na indústria alimentícia posteriormente.O trabalho será realizado em uma unidade experimental desenvolvida na UFPR. Parâmetros como vazão, temperatura e pressão, serão avaliados, para, assim, definir as condições operacionais que fornecem os melhores resultados. Será proposto, também, um modelo matemático que represente o processo.
Palavras-Chave: Compostos aromáticos, membrana densa, separação por membranas, suco de maçã, modelagem matemática.

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
52
HIDROGEL DE CASEINATO DE SÓDIO RETICULADO COM GENIPINA PARA ENCAPSULAÇÃO DE ÁCIDO FÓLICO
Rayssa Cristine SIMONI1*; Regina Maria Matos JORGE1
1Programa de Pós-Graduação em Engenharia de Alimentos, Universidade Federal do Paraná.
Ácido fólico, também denominado de vitamina B9, é considerado um micronutriente essencial para a dieta humana e pode ser encontrado em vegetais verde escuro, leguminosas e frutas cítricas. Na maioria dos países tem sido verificado um consumo abaixo do ideal de ácido fólico, sendo um alerta devido aos benefícios que este pode proporcionar à saúde, como por exemplo, na prevenção de anomalias do tubo neural, anemia, doenças cardiovasculares, desempenho cognitivo e alguns tipos de câncer. Apesar de ser utilizada como fortificador de alimentos, essa vitamina é instável, sensível a luz ultravioleta e pode sofrer degradação oxidativa, ocasionando uma redução de seu valor durante o processamento e estocagem dos produtos e na biodisponibilidade oral. Uma alternativa para proteger a substância de interesse, de modo a controlar a liberação desta, aumentar a estabilidade e prolongar o tempo de ação do composto, é a encapsulação, que abrange os hidrogéis. Estes são formados por redes poliméricas através de ligações covalentes, onde ocorre a reticulação, ou físicas, por ligações de hidrogênio e forças de van der Waals. Os hidrogéis são capazes de absorver grande quantidade de água e podem ser sintetizados a partir de polímeros naturais ou sintéticos. Dentre os naturais tem-se empregado o caseinato de sódio que é uma proteína não tóxica, isolada do leite, por isso de fácil obtenção e aplicado na formação de micelas, proporcionando estabilidade à estrutura, e na formação de gel. Para a reticulação, um bom agente é o glutaraldeído, porém, este apresenta efeitos citotóxicos que levam a procura de agentes reticulantes naturais como a genipina. Dessa forma verifica-se que a encapsulação pode proporcionar maior viabilidade do composto, minimizando a perda deste durante processamento, armazenamento e ingestão direta pelo organismo. O objetivo proposto abrange a síntese de hidrogéis de caseinato de sódio reticulado com genipina, em diferentes concentrações, contendo ácido fólico, bem como a sua caracterização através de análises de cinética de liberação, coeficiente de difusão, estabilidade em diferentes índices de pH e temperatura, análise de sua estrutura morfológica mediante microscopia eletrônica de varredura e grau de inchamento. O resultado esperado compreende a obtenção da encapsulação do ácido fólico através da matriz de caseinato de sódio de modo a proporcionar melhorias na estabilidade da vitamina durante processamento e armazenamento dos alimentos, garantindo o enriquecimento do produto com este composto, além da sua atividade quando disponibilizada para ingestão oral direta. Palavras chave: micela, agente reticulante, cinética, vitamina.

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
53
PRODUÇÃO DE ÁCIDO DL-MÁLICO POR HIDRATAÇÃO DO ÁCIDO FUMÁRICO MEDIANTE SÍNTESE QUIMICA EM CONDIÇÕES
SUPERCRITICAS
Ronald Wbeimar Pacheco ORTIZ1; Éverton Fernando ZANOELO1*
1Programa de Pós-Graduação em Engenharia de Alimentos, Universidade Federal do Paraná.
O ácido málico é um material cristalino de cor branca e inodoro. O isômero ácido L-málico é um componente natural e metabolito comum em plantas e animais (intermediário do ciclo de Krebs). Este ácido está presente de forma predominante nas maçãs, sendo extraído pela primeira vez a partir do suco de maçã em 1785. A mistura racêmica do ácido DL-málico foi produzida sinteticamente em 1923, no entanto foi nos anos 1960 que começou a produção em grande escala deste ácido orgânico. O principal uso do ácido DL-málico é como acidulante (E296) em diversos alimentos, encontrando também aplicação na indústria química e farmacêutica. O ácido málico é produzido atualmente por dois métodos: (i) Síntese química, via dupla hidratação do anidrido maléico com catalisadores químicos em alta temperatura e alta pressão, resultando na mistura racêmica (DL), e (ii) Síntese enzimática (fumarase), pela qual o ácido fumárico e transformado em ácido L-málico. Devido ao fato de que a síntese enzimática requer maior tempo e custos de operação e apresenta menor rendimento, a via química é preferida, constituindo aproximadamente 85% do montante de ácido málico produzido comercialmente. A produção de ácido málico a partir do ácido fumárico é interessante por ser simplesmente uma reação de hidratação, o que se traduz em menor tempo de reação, e menos etapas posteriores de purificação do produto. As pesquisas recentes tem se focado na catalise enzimática desta hidratação, existindo pouca informação sobre a catalise química. A baixa solubilidade do ácido fumárico em água constitui a principal desvantagem deste processo, sendo necessário um excesso de água para que a hidratação aconteça, isto requer etapas posteriores de remoção de água e por conseguinte aumenta o tempo e custo do processo. O objetivo principal do presente trabalho é estudar a produção de ácido málico por hidratação do ácido fumárico em condições supercríticas. Sob estas condições de temperatura e pressão supercrítica da água, espera-se solubilizar e hidratar o ácido fumárico com menor quantidade de água e possivelmente sem utilizar catalisador químico, resultando em um processo mais rápido e em um produto livre de impurezas químicas, característica importante para seu uso em alimentos. Palavras-chave: Ácido málico, ácido fumárico, reação de hidratação, água supercrítica.

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
54
ESTUDO DO EFEITO DA CONCENTRAÇÃO DE TENSOATIVO HIDROFÍLICO NA FORMAÇÃO DE EMULSÕES DUPLAS
Sarah Vitorino Estevam DIAS1*; Agnes de Paula SCHEER1; Alexandre Ferreira SANTOS2
1Programa de Pós-Graduação em Engenharia de Alimentos. Universidade Federal do
Paraná; 2Programa de Pós-Graduação em Engenharia Química. Universidade Federal do Paraná. *[email protected]
As emulsões duplas tem sido alvo de inúmeras pesquisas que se concentram em
encontrar métodos eficientes para torná-la estável e, como consequência, viável. Este
tipo de emulsão possui grande potencial de aplicação na encapsulação, proteção e
liberação de compostos bioativos e na formulação de produtos com reduzido teor
calórico. Tendo este caráter de alimento funcional, neste trabalho, utilizou-se o óleo de
abacate como fase oleosa, o qual é rico em ácidos graxos monoinsaturados e
quantidades apreciáveis de vitaminas lipossolúveis A, D e E. A formação de uma
emulsão dupla (A1/O/A2) apresenta maior complexidade, comparada à uma emulsão
simples, devido à coexistência de duas barreiras interfaciais, o que cria a necessidade da
utilização de agentes estabilizantes de natureza distintas. Para a formação da emulsão
interna (A1/O) utiliza-se um de caráter lipofílico, e outro hidrofílico, para a emulsão
externa (O/A2). Com o intuito de avaliar a estabilidade deste tipo de emulsão, esta
pesquisa visa estudar, do ponto de vista microscópico, a morfologia das emulsões
duplas formadas mantendo a composição da emulsão interna, mas com concentrações
distintas de tensoativo hidrofílico. A fase aquosa interna é composta por uma solução
salina acrescida de gelatina, a qual é dispersa na fase oleosa, contendo PGPR
(tensoativo lipofílico). Formada esta emulsão primária, a mesma é dispersa nas fases
aquosas externas constituídas com concentrações diferentes de Tween 40 (tensoativo
hidrofílico): 1, 2 e 3% (m/m).As análises microscópicas foram realizadas 24 horas e 1
semana após o preparo. Foi evidenciada que com o aumento da concentração de Tween
40 as gotículas dispersas na fase aquosa externa se apresentaram menores e mais
uniformes. Estas características demonstraram também maior estabilidade, pois
dificultam a ocorrência de fenômenos como a coalescência e a maturação de Ostwald.
Tal resultado era esperado, já que o aumento da quantidade de tensoativo aumenta a
barreira interfacial entre as gotículas fazendo com que as mesmas fiquem menos
susceptíveis à colisão, porém se faz necessário avaliar se essa maior quantidade não
apresenta contraindicações na formulação de produtos com fim alimentício. Dado que a
preparação de emulsões duplas não é trivial, este trabalho também se mostrou
satisfatório na formação de emulsões duplas estáveis e reprodutíveis.
Palavras-chave: emulsão dupla, óleo de abacate, estabilidade.

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
55
EXTRAÇÃO E SEPARAÇÃO DE BIOMOLÉCULAS UTILIZANDO SISTEMA DE DUAS FASES AQUOSAS
Tâmisa Pires Machado dos SANTOS¹*, Luciana Igarashi MAFRA²
¹Programa de Pós Graduação em Engenharia de Alimentos, Universidade Federal do Paraná. ²Departamento de Engenharia Química, Universidade Federal do Paraná
O sistema de duas fases aquosas (SDFA) é uma técnica que pode ser utilizada para extrair e/ou separar biomoléculas. Esse sistema é formado por dois componentes miscíveis em água e imiscíveis entre si. Os sistemas amplamente utilizados atualmente compreendem polietileno glicol (PEG) e dextrana, ou fosfato de potássio. A aplicação do SDFA é proposta como alternativa para separar e concentrar compostos como proteínas, antibióticos, vitaminas e outros, pois permite a separação e análise de biomoléculas, de modo que estas não percam sua atividade ou propriedades desejadas. O processo de separação depende de muitos fatores, como o tipo de polímero utilizado, e pode ser combinações polímeros e sal ou polímero e polímero, massa molar, a composição iônica e características da substância a ser analisada. A aplicação do SDFA apresenta alta viabilidade de produção em escala industrial devido a fácil reprodutibilidade a partir de ensaios em escala laboratorial. Além disso, pode ser desenvolvido em processo contínuo de extração, permite partição seletiva com potencial de obtenção de altos rendimentos, rápida transferência de massa e rápida obtenção do equilíbrio com baixo gasto energético, uma vez que o processo também é realizado a temperatura ambiente, além de apresentar boa relação custo-benefício. Esta técnica parece ser especialmente adequada para as primeiras etapas dos processos de separação, mas pode substituir etapas cromatográficas dependendo da aplicação final do produto a ser purificado. Tem sido amplamente utilizada principalmente por ser um processo parcimonioso quando comparado a outras técnicas de separação.
Palavras-chave: Separação, extração, polímeros.

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
56
ESTUDO DOS PROCESSOS FERMENTATIVOS EM BATELADA (BATCH) E BATELADA ALIMENTADA (FED-BATCH) NA PRODUÇÃO DE ENZIMAS
MICROBIANAS DE INTERESSE INDUSTRIAL
Tatiane Aparecida GOMES1; Alessandro NOGUEIRA2, Michele Rigon SPIER1
1Programa de Pós-Graduação em Engenharia de Alimentos, Universidade Federal do Paraná.2Programa de Pós-Graduação em Ciência e Tecnologia em Alimentos,
Universidade Estadual de Ponta Grossa. *[email protected]
Os processos enzimáticos são muito importantes no processamento de alimentos, pois catalisam tanto reações desejáveis quanto indesejáveis, fazendo-se necessário o controle do processo para sua aplicação. A aplicação de enzimas no processo produtivo de alimentos é crescente, sendo empregadas como coadjuvantes de tecnologia na biossíntese de aromas, compostos bioativos, no amaciamento de carnes, clarificação de sucos, produção de xaropes, hidrólise de fatores antinutricionais, hidrólise de compostos indigeríveis, entre outras. Para tanto, os processos tipo Batelada (Batch) e Batelada Alimentada (Fed-Batch) são aplicados visando a produção enzimática por via microbiana. Nos processos tipo Batelada, os reagentes são inicialmente carregados e no final do processo os produtos são recuperados de forma descontínua. Já no processo tipo Batelada-alimentada (Fed-Batch), os reagentes são alimentados continuamente, ou em pulsos, sendo os produtos recuperados de forma descontínua. Nos dois processos, a concentração de reagentes e produtos varia conforme o tempo. Em ambos os processos faz-se necessário o conhecimento das fases do crescimento celular, tendo em vista que o tamanho das células, concentração de nutrientes no meio de cultivo, bem como funções metabólicas variam consideravelmente durante as fases de crescimento, e os bioprodutos podem, parcialmente ou não serem associados ao crescimento microbiano. Sendo assim, o objetivo do trabalho será comparar os processos tipo Batch e Fed-Batch na produção de enzimas microbianas de interesse industrial. Com os resultados obtidos neste estudo será possível definir os parâmetros cinéticos relacionados a cada processo, bem como seu desempenho visando a otimização e escalonamento dos mesmos.
Palavras-chave: Batelada, Batelada-alimentada, enzimas, otimização.

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
57
CINÉTICA DA SECAGEM DO ÁCIDO MÁLICO OBTIDO POR REAÇÕES DE HIDRATAÇÃO
Thairo Bicalho de FREITAS1*; Éverton Fernando ZANOELO1
1Programa de Pós-Graduação em Engenharia de Alimentos, Universidade Federal do
Paraná. *[email protected]
O ácido málico é amplamente utilizado como aditivo na indústria de alimentos. Estimasse que o mercado global deste ácido movimente negócios da ordem de US$ 130 milhões com crescimento próximo a 4% ao ano. Sua utilização na indústria de alimentícia é principalmente atribuída ao fato de proporcionar aos alimentos sabor ácido prolongado e suave, além de ter funções como tamponante e quelante, e apresentar alta solubilidade em água, baixa higroscopicidade e baixo ponto de fusão. É também componente flavorizante, mascarando o gosto indesejado de alguns edulcorantes, como a sacarina, principalmente em bebidas e produtos dietéticos, realçando o sabor e reduzindo a necessidade de flavorizantes. As duas principais rotas comerciais de produção de ácido málico envolvem uma reação de hidratação. A rota química envolve a dupla hidratação do anidrido maléico com catalisador ácido, enquanto que na rota enzimática o ácido fumárico é convertido em málico por hidratação na presença de catalisador enzimático. Em ambos os casos o produto final é uma solução aquosa de ácido málico que é concentrada em evaporadores e cristalizadores até acima e abaixo da saturação, respectivamente. O sólido final contém quantidades residuais de água que precisa ser removida por secagem até valores inferiores a 2%. Apesar da importância mundial do ácido málico, principalmente como aditivo na indústria de alimentos, a cinética de secagem é surpreendentemente desconhecida, o que inviabiliza cálculos de dimensionamento de secadores inevitavelmente necessários nas plantas industriais que demandam reações de hidratação. Neste sentido, e considerando a importância do ácido málico para a indústria alimentícia, pretende-se nesta dissertação investigar a cinética de secagem do ácido málico em diferentes condições de operação envolvendo secador adequado as características do material a ser processado. Palavras-chave: ácido orgânico, secagem, acidulante.

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
58
AVALIAÇÃO DA DEGRADAÇÃO TÉRMICA DE ÓLEOS VEGETAIS POR TERMOGRAVIMETRIA, CROMATOGRAFIA GASOSA E
ESPECTROSCOPIA DE INFRAVERMELHO MÉDIO
Valéria RAMPAZZO1*, Poliana Macedo dos SANTOS2, Maresa Custódio Molinari FERREIRA3,Charles W. I. HAMINIUK1,3
1Programa de Pós-Graduação em Engenharia de Alimentos, Universidade Federal do Paraná. 2Universidade Tecnológica Federal do Paraná (Curitiba). 3Programa de Pós-
graduação em Tecnologia de Alimentos, Universidade Tecnológica Federal do Paraná (Campo Mourão).
Os óleos vegetais possuem grande importância nutricional e por isso fazem parte da dieta cotidiana das pessoas, e devido às propriedades tecnológicas, também possuem ampla aplicação industrial. A degradação de óleos vegetais durante o processo de aquecimento tem sido estudado para o controle de qualidade do produto final e derivados deste material. Tendo em vista a importância da caracterização de óleos pouco estudados como os óleos de semente de maracujá, semente de uva, gérmen de trigo, abacate e amêndoa, estes e óleos com maior produção como óleos de soja, canola, milho e girassol foram aquecidos à temperatura de 180 °C durante 8 horas. As amostras não aquecidas foram analisadas por termogravimetria para avaliar estabilidade ao longo do aquecimento. Os óleos foram analisados antes e após o processo de aquecimento por cromatografia em fase gasosa (CG) e espectroscopia de infravermelho médio (FTIR-ATR) para avaliar possíveis alterações na composição. Os métodos PCA e PLS foram aplicados para verificar tendências de agrupamento e criar modelos preditivos de índice de iodo e composição de ácidos graxos, respectivamente. Comportamento térmico semelhante foi observado por termogravimetria onde as amostras apresentaram-se estáveis até 300 °C e três principais perdas de massa foram obtidas. A análise por cromatografia gasosa mostrou diferenças significativas (p>0,05) na composição após aquecimento, onde na maioria das amostras ocorreu diminuição dos ácidos graxos polinsaturados e aumento dos ácidos graxos saturados e monoinsaturados. Os ácidos graxos palmítico (C16:0), esteárico (C18:0), oléico (C18:1), linoléico (C18:2 n-6) e linolênico (C18:3 n-3) compõem a maior parte entre os ácidos identificados. Ácidos graxos monoinsaturados e polinsaturados estão associados a benefícios a saúde. A PCA dos grupos de ácidos graxos explicou 97,4% da variância total agrupando as amostras com composição semelhante. 87,8% da variância foi explicada na PCA dos dados espectroscópicos e demonstraram que as amostras de girassol e abacate se distanciaram das demais o que possivelmente ocorreu pela influência dos grupamentos com duplas ligações identificados em 1396, 1417 e 1650 cm-1. Bons modelos preditivos de índice de iodo e composição de ácidos graxos foram criados a partir dos espectros obtidos por FTIR-ATR obtendo RMSEC variando entre 0,56 - 1,09. Palavras-chave: óleos vegetais, degradação térmica, cromatografia gasosa, espectroscopiade infravermelho médio, análise quimiométrica.

RESUMOS EXPANDIDOS
II EPEAL-UFPR

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
RESUMOS EXPANDIDOS
1. Extração de compostos fenólicos com elevada atividade antioxidante in vitro da goji berry orgânica (Lycium barbarum L.) Alessandra Cristina PEDRO; Charles Windson Isidoro HAMINIUK
2. Caracterização físico-química do resíduo da indústria cervejeira Aline da Rosa ALMEIDA; Leomara Floriano RIBEIRO; Márcia Regina Ferreira GERALDO; Matheus Vinicius de Oliveira Brisola MACIEL; Charles Windson Isidoro HAMINIUK
3. Microencapsulação de vitamina D3 em matriz de proteína isolada de soro de leite Bianca Cardoso GASPARINI; Matheus Vinicius de Oliveira Brisola MACIEL; Bruna JUMMES; Amanda Alves FERNANDES; Michelle Heck MACHADO; Ana Paula ZAPELINI; Ana Paula Pereira de MELO; Pedro Luiz Manique BARRETO
4. Efeito da concentração de vitamina D3 em micropartículas de matriz de proteína isolada de soro de leite Bianca Cardoso GASPARINI; Matheus Vinicius de Oliveira Brisola MACIEL; Cleonice Gonçalves da ROSA; Carolina Montanheiro NORONHA; Daniele Ziglia FREITAS; Aline da Rosa ALMEIDA; Giovana Carolina BAZZO ; Pedro Luiz Manique BARRETO
5. Determinação dos parâmetros termodinâmicos envolvidos na capacidade antioxidante de diferentes classes de antioxidantes Caroline GOLTZ; Marcos R. MAFRA
6. Estudo cinético do processo de hidratação dos grãos de soja da variedade BRS 257® - EMBRAPA Soja Cristiane Wing Chong BORGES; Luiz Mário de Matos JORGE; Regina Maria Matos JORGE;
7. Caracterização da farinha e amido de ervilha (Pisum sativum L) por análises térmicas, reológicas e estruturais Daiane de Souza GOMES; Michele Rigon SPIER; Nina WASZCZYNSKYJ
8. Modelagem matemática da hidratação de grãos de sorgo Danielli A. Reino Olegário da SILVA; Luiz Mário de Matos JORGE; Regina Maria Matos JORGE
9. Caracterização físico-química de cogumelos Pleurotus spp comercializados em Curitiba Fabiane BACH; Cristiane V. HELM; Charles W. I. HAMINIUK
10. Análise da cinética da hidratação de grãos de trigo Fernanda MATTIODA; Luiz Mário de Matos JORGE; Regina Maria Matos JORGE
11. Modelagem da hidratação de grãos de feijão (Phaseolus vulgaris L.) Gabriel CECCHIN; Luiz Mário de Matos JORGE; Regina Maria de Matos JORGE

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
12. Obtenção de extrato aquoso de erva-mate (Ilex paraguariensis) Isabel Boger Bubans GERKE; Vítor Renan da SILVA; Agnes de Paula SCHEER
13. Bioconversão de bainha foliar de pupunha úmida (Bactris gasipaes) por Pleurotus ostreatus Marcelo Barba BELLETTINI; Rosemary Hoffmann RIBANI
14. Validação térmica ponto crítico de controle – processamento de bolo de maçã Mariana Pereira MARTINS; Maria Lucia MASSON
15. Extração do óleo da semente do maracujá-doce orgânico (Passiflora alata Curtis) assistida por ultrassom Marlene Gomes PEREIRA; Agnes de Paula SCHEER; Marcos Lúcio CORAZZA
16. Secagem do yacon Michele Cristina Rodrigues da Cruz, Maria Lúcia MASSON
17. Solubilidade de filmes de quitosana em diferentes valores de pH Michelle Heck MACHADO; Aline da Rosa ALMEIDA; Matheus Vinícius De Oliveira Brisola MACIEL; Bianca Cardoso GASPARINI; Daniele Ziglia De FREITAS; Pedro Luiz Manique BARRETO
18. Estudo das características morfológicas, térmicas e físico químicas do soro de leite, maltodextrina e suco de yacon. Radla Zabian Bassetto BISINELLA; Cristina Soltovski de OLIVEIRA; Paloma Souza Cabral ZAPPANI; Egon SCHNITZLER; Maria Lúcia MASSON
19. Abelhas nativas do Brasil Suelen ÁVILA; Rosemary Hoffman RIBANI
20. Caracterização da transferência de umidade na parboilização
Thaisa Carvalho VOLPE; Luiz Mário de Matos JORGE; Regina Maria Matos JORGE
21. Planejamento Plackett-Burman para o tratamento de efluente de café utilizando ozonização Thiago Atsushi TAKASHINA; Tirzhá Lins Porto DANTAS; Luciana Igarashi MAFRA
22. Novas perspectivas na gestão ambiental do soro de leite Vanessa LEIFELD; Luciana Igarashi MAFRA
23. Estudo do processo de hidratação de cevada Viviani Martins Borsato BOTELHO; Álvaro Luiz MATHIAS; Regina Maria Matos JORGE

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
62
EXTRAÇÃO DE COMPOSTOS FENÓLICOS COM ELEVADA ATIVIDADE ANTIOXIDANTE IN VITRO DA GOJI BERRY ORGÂNICA (Lycium barbarum
L.)
Alessandra Cristina PEDRO1; Charles Windson Isidoro HAMINIUK1
1Programa de Pós-graduação em Engenharia de Alimentos, Universidade Federal do Paraná.
* [email protected]. Palavras-chave: metodologia de superfície de resposta, fruta seca, solvente atóxico.
INTRODUÇÃO Frutas da espécie Lycium barbarum L., conhecidas como “goji berry” são
produzidas principalmente na China, Ásia, América do Norte e Austrália (Potterat, 2010). São conhecidas como “superfrutas” e utilizadas a mais de 2500 anos em países da Ásia para fins medicinais, devido ao elevado conteúdo de compostos bioativos. Estudos in vivo e in vitro indicam que o consumo de goji berry proporciona efeitos na redução do risco de diabetes, problemas oculares, peso corporal e efeitos imunomoduladores e antiproliferativos (Qian, Liu & Huang, 2004; He, Zhou & Qiu, 1998; Amagase, 2010; Hogan et al., 2010). Entretanto, alguns países alertam quanto a possível presença de elementos tóxicos nestas frutas, relacionados à utilização de pesticidas (Llorent-Martínez et al., 2013). Países como China usam métodos ecológicos de cultivo de frutas goji. Produtos orgânicos, além de apresentarem ótima qualidade e segurança alimentar, podem apresentar maiores conteúdos de fitoquímicos que produtos convencionais (Brandt et al., 2011). As condições de extração de compostos bioativos de fontes naturais podem ser otimizadas através da metodologia de superfície de resposta (MSR). Na literatura foi descrito apenas um estudo com a utilização da MSR na otimização da extração de polissacarídeos da goji berry (Yin & Dang, 2008). Portanto, o objetivo deste trabalho foi a utilização da MSR na otimização da extração de compostos fenólicos com elevada atividade antioxidante da goji berry orgânica.
MATERIAL E MÉTODOS
As amostras desidratadas de goji berry orgânica (Lycium barbarum L.) foram adquiridas no Mercado Municipal de Curitiba, PR, Brasil (colheita de 2015). Certificado Orgânico: Controle IMO, fabricado: Qingdao Ri Tai Food Co., Ltd. As frutas foram moídas (Marconi, MA 630/1, São Paulo, Brasil) a 10 mesh e armazenadas a 4 °C em frascos de vidro âmbar. Os compostos fenólicos foram extraídos da goji berry conforme metodologia proposta por Liyana-Pathirana & Shahidi, 2005. Um planejamento experimental Box-Behnken foi utilizado para avaliar o efeito das combinações de 3 variáveis independentes (temperatura (25, 35 e 45 °C), tempo (60, 120 e 180 min) e proporção sólido-líquido (1:10, 1:20 e 1:30 mL)) na extração de compostos fenólicos e atividade antioxidante in vitro da goji berry. As variáveis de resposta foram: total de compostos fenólicos (TPC), flavonoides (TFC) e atividade antioxidante. O TPC foi determinado utilizando o método de Folin-Ciocalteau (Singleton & Rossi, 1965), e expressos em mg equivalente de ácido gálico por 100 g de amostra seca (mgEAG 100 g-1). O TFC foi quantificado usando ensaio colorimétrico de cloreto de alumínio (Jia, Tang & Wu, 1999), e expressos em mg equivalente de

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
63
catequina por 100 g de amostra seca (mgEC 100 g-1). A atividade antioxidante pelos ensaios de FRAP e DPPH foi determinada conforme metodologias propostas por Benzie & Strain (1996) e Brand-Williams, Cuvelier & Berset (1995), respectivamente, e os resultados expressos em mmol de Trolox equivalente por 100 g de amostra seca (mmolTE 100 g-1).
RESULTADOS E DISCUSSÃO
Todas as variáveis de resposta apresentaram homogeneidade das variâncias (p ≥ 0,05) pelo teste de Levene e diferenças significativas (p < 0,001) por ANOVA, conforme observado na Tabela 1. O conteúdo de compostos fenólicos e flavonoides variaram estatisticamente de 1136,63 a 1401,43; 102,82 a 183,22 respectivamente. A atividade antioxidante in vitro determinada pelos ensaios de FRAP e DPPH variou de 0,22 a 1,21; 2,08 a 2,85 mmolTE 100 g-1, respectivamente. Tabela1 – Variáveis independentes e dependentes do planejamento experimental Box-Behnken para extração de compostos bioativos da Goji berry.
Variáveis independentes Variáveis de resposta1
Originais e codificadas
Ensaios
Temp. Tempo 1:X TPC TFC FRAP2 DPPH3
(°C) (min) (mL) (mgEAG 100g-1) (mgEC 100g-1)
1 25(-1) 120(0) 30(+1) 1263,72 ± 3,66de 108,94 ± 27,19fgh 1,10 ± 0,15b 2,56 ± 0,35b
2 25(-1) 60(-1) 20(0) 1147,72 ± 41,56kl 136,66 ± 15,65cde 0,37 ± 0,05fg 2,60 ± 0,12b
3 25(-1) 180(+1) 20(0) 1168,06 ± 3,56jkl 112,49 ± 19,09fgh 0,65 ± 0,07cd 2,33 ± 0,02cd
4 25(-1) 120(0) 10(-1) 1207,80 ± 22,95ghi 132,69 ± 13,06cdef 0,55 ± 0,09de 2,09 ± 0,04ef
5 35(0) 180(+1) 10(-1) 1136,63 ± 7,30l 112,99 ± 3,02efgh 0,24 ± 0,14hijk 2,39 ± 0,29bcd
6 35(0) 60(-1) 10(-1) 1250,95 ± 24,47def 102,82 ± 2062h 0,32 ± 0,02ghi 2,46 ± 0,19bc
7 35(0) 180(+1) 30(+1) 1194,56 ± 13,21hij 122,28 ± 0,00defgh 0,26 ± 0,04hij 2,23 ± 0,06cde
8 35(0) 60(-1) 30(+1) 1218,83 ± 24,62fgh 137,62 ± 20,57cd 1,21 ± 0,01a 2,62 ± 0,07b
9 45(+1) 120(0) 10(-1) 1376,74 ± 3,62ab 164,47 ± 3,02ab 0,57 ± 0,09de 2,85 ± 0,18a
10 45(+1) 120(0) 30(+1) 1401,43 ± 22,65a 162,66 ± 15,77ab 0,57 ± 0,10de 2,66 ± 0,22b
11 45(+1) 180(+1) 20(0) 1340,17 ± 14,12bc 183,32 ± 11,78a 0,69 ± 0,16c 2,46 ± 0,39cde
12 45(+1) 60(-1) 20(0) 1228,78 ± 9,73efg 153,00 ± 13,06bc 0,47 ± 0,16ef 2,23 ± 0,04cde
13 (C) 35(0) 120(0) 20(0) 1271,99 ± 25,29d 123,66 ± 7,36defgh 0,20 ± 0,07jk 2,29 ± 0,17cd
14 (C) 35(0) 120(0) 20(0) 1334,21 ± 24,90c 127,02 ± 12,83defg 0,32 ± 0,02gh 2,35 ± 0,06bcd
15 (C) 35(0) 120(0) 20(0) 1176,16 ± 21,03ijk 111,04 ± 14,81gh 0,15 ± 0,02k 2,24 ± 0,09de
16 (C) 35(0) 120(0) 20(0) 1265,47 ± 17,01de 113,80 ± 4,64fgh 0,26 ± 0,04hij 2,13 ± 0,26efg
17 (C) 35(0) 120(0) 20(0) 1265,48 ± 17,61de 121,59 ± 2,31defgh 0,22 ± 0,04ijk 2,08 ± 0,13g
p (Normality)4
0,56 0,07 0,64 0,76
p (Levene)5 0,59 0,34 0,42 0,10
p (ANOVA)6 < 0,001 < 0,001 < 0,001 < 0,001 (C) = pontos centrais; 1Valores expressos em média (n = 3); Atividade antioxidante (mmolTE 100 g-1): 2Potencial antioxidante de redução do Ferro, 3Capacidade de sequestro do radical DPPH; 4Valores obtidos por teste de normalidade Anderson-Darling; 5Valores obtido por teste de Levene para homogeneidade de variâncias; 6Valores obtidos por análise de um fator de variância (ANOVA). Diferentes letras na mesma coluna representam resultados com diferença estatística, de acordo com teste Fisher LSD (p ≤ 0,05).

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
64
O conteúdo de compostos fenólicos da goji berry orgânica (1401,43 mg 100 g-1) pode ser considerado elevado, quando comparado com outras superfrutas, como mirtilo, amora, morango e cereja, 305,38; 850,52; 624,92 e 314,45 mg 100 g-1 (Souza et al., 2014). Seguindo a classificação do conteúdo de compostos fenólicos, proposta por Vasco, Ruales & Kamal-Eldin (2008), a goji berry orgânica é uma excelente fonte de fenólicos (> 500 mg 100 g-1).
Para todas as variáveis de resposta, a temperatura apresentou maior efeito, com relação a tempo e proporção sólido:líquido (1:X). A elevação da temperatura proporcionou maior extração de compostos fenólicos e flavonoides, com elevada atividade antioxidante. Temperaturas elevadas aumentam o coeficiente de difusividade, a descontinuidade do tecido e ocasionam hidrólise de ligações químicas entre moléculas antioxidantes, aumentando a solubilidade e a biodisponibilidade destes compostos.
Uma otimização simultânea com base na função de preferência foi realizada com o objetivo de maximizar o conteúdo de compostos fenólicos e a capacidade antioxidante (FRAP e DPPH) de extratos da goji berry orgânica. As condições de extração de 162 min a 45 ºC e relação sólido:líquido (1:X) de 1:30 podem ser consideradas adequadas para se obter a solução otimizada da combinação destas variáveis. A função global de conveniência obtida para esta solução foi de 0,7457. As condições otimizadas foram aplicados à extração experimental de compostos fenólicos e determinação da atividade antioxidante. Os valores médios observados e preditos, juntamente com os erros absolutos (AE) foram: compostos fenólicos (mg 100 g-1) (1338,80 e 1335,54, AE = -0,44%); e atividade antioxidante (mmolTE 100 g-1) por FRAP (0,7323 e 0,7437, AE = 1,42%) e DPPH (2,81 e 2,87, AE = -1,13%). O modelo pode ser utilizado para prever uma resposta calculada com base nos valores dos fatores específicos (variáveis independentes) quando as equações de regressão geradas pelo RSM são estatisticamente significativas (p-valor inferior ao α estipulado) e as equações podem explicar mais de 70% da variabilidade nos dados (R2 > 0,70). Em nosso estudo, todos os modelos de regressão gerados apresentaram p ≤ 0,05 e R2 > 0,78, e os valores previstos e observados tiveram um erro padrão relativo abaixo de 10%. Portanto, o modelo de MSR pode ser considerado significativo e utilizado para fins preditivos.
CONCLUSÕES A goji berry quando comparada a outras superfrutas, pode ser considerada uma
excelente fonte de antioxidantes. Além disso, a goji berry orgânica, em relação a produtos cultivados de forma convencional, é uma fruta que proporciona segurança alimentar. A MSR provou ser útil para avaliar o efeito da temperatura, tempo e proporção líquido-sólido na extração de fenólicos da goji berry orgânica. A análise estatística baseada em um planejamento experimental Box-Behnken mostrou que uma extração a 45 °C durante 162 min, utilizando uma relação sólido:solvente (1:X) de 1:30 maximizou o conteúdo de compostos fenólicos e a atividade antioxidante in vitro.
REFERÊNCIAS
Amagase, H. Comparison of Lycium barbarum - containing liquid dietary supplements to caffeinated beverages on energy/caloric metabolism activity and salivary adrenocortical hormone levels in healthy human adults. FASEB Journal, 24, 540, 2010. Benzie, I. F., Strain, J. J. The ferric reducing ability of plasma as a measure of ‘antioxidant power’: The FRAP assay. Analytical Biochemistry, 239, 70-76, 1996.

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
65
Brand-williams, W., Cuvelier, M. E., Berset, C. Use of a free radical method to evaluate antioxidant activity. Food Science and Technology, 28, 25-30, 2011. Brandt, K., Leifert, C., Sanderson, R., Seal, C. J. Agroecosystem management and nutritional quality of plant foods: the case of organic fruits and vegetables. Critical Reviews in Plant Sciences, 30, 177-197, 2011. He, J., Zhou, W., Qiu, Y. A clinical study in the effect of Lycium barbarum L. on antioxidizing reaction in the patients with diabetic retinopathy. Journal of Chinese Traditional Medical Ophthalmology, 8, 74-76, 1998. Hogan, S., Chung, H., Zhang, L., Li, J., Lee, Y., Dai, Y., Zhou, K. Antiproliferative and antioxidant properties of anthocyanin-rich extract from açaí. Food Chemistry, 118, 208-214, 2010. Jia, Z., Tang, M., Wu, J. The determination of flavonoid contents in mulberry and their scavenging effects on superoxide radicals. Food Chemistry, 64, 555-559, 1999. Liyana-Pathirana, C., Shahidi, F. Optimization of extraction of phenolic compounds from wheat using response surface methodology. Food Chemistry, 93, 47-56, 2005. Llorent-Martínez, E.J., Fernández-de-Córdova, M.L., Ortega-Barrales, P., Ruiz-Medina, A. Characterization and comparison of the chemical composition of exotic superfoods. Microchemical Journal, 110, 444-451, 2010. Potterat, O. Goji (Lycium barbarum and L. chinense): Phytochemistry, pharmacology and safety in the perspective of traditional uses and recent popularity. Planta Medica, 76, 7-19, 2010. Qian, J., Liu, D., Huang, A. The efficiency of flavonoids in polar extracts of Lycium chinense Mill fruits as free radical scavenger. Food Chemistry, 87, 283-288, 2004. Singleton, V. L., Rossi, J. A. Colorimetry of total phenolics with phosphomolybdic-phosphotungstic acid reagents. American Journal of Enology and Viticulture, 16, 144-158, 1965. Souza, V., Pereira, P. A. P., Lima, T. L. T., Pio, R., Queiroz, F. Determination of the bioactive compounds, antioxidant activity and chemical composition of Brazilian blackberry, red raspberry, strawberry, blueberry and sweet cherry fruits. Food Chemistry, 156, 362-368, 2014. Vasco, C., Ruales, J., Kamal-Eldin, A. Total phenolic compounds and antioxidant capacities of major fruits from Ecuador. Food Chemistry, 111, 816-823, 2008. Yin, G., Dang, Y. Optimization of extraction technology of the Lycium barbarum polysaccharides by Box–Behnken statistical design. Carbohydrate Polymers, 74, 603-610, 2008.

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
66
CARACTERIZAÇÃO FÍSICO-QUÍMICA DO RESÍDUO DA INDÚSTRIA CERVEJEIRA
Aline da Rosa ALMEIDA1; Leomara Floriano RIBEIRO2; Márcia Regina Ferreira GERALDO3; Matheus Vinicius de Oliveira Brisola MACIEL1; Charles Windson
Isidoro HAMINIUK2
1Programa de Pós-Graduação em Ciência dos Alimentos, Departamento de Ciência e Tecnologia de Alimentos, Universidade Federal de Santa Catarina.2Universidade
Federal do Paraná; 3Universidade Tecnológica Federal do Paraná. *[email protected].
Palavras-chave: bagaço de malte, reaproveitamento, fibra alimentar, proteína, cerveja.
INTRODUÇÃO
A cerveja é uma bebida composta por água, malte, lúpulo e levedura, obtida a partir da fermentação natural da cevada, na qual o açúcar existente nos próprios ingredientes é transformado em álcool. Acredita-se, que tenha sido a primeira bebida alcoólica desenvolvida pelo homem, desde o ano 8.000 a.C (CARVALHO et al., 2006).
Segundo a legislação brasileira, Decreto nº 2314, de 04 de setembro de 1997, art.64 a art.71: “Cerveja é a bebida obtida pela fermentação alcoólica do mosto cervejeiro oriundo do malte de cevada e água potável, por ação da levedura, com adição de lúpulo. O malte de cevada usado na elaboração de cerveja e o lúpulo poderão ser substituídos por seus respectivos extratos. Parte do malte de cevada poderá ser substituído por cereais maltados ou não, e por carboidratos de origem vegetal, transformados ou não, os cereais referidos neste artigo são a cevada, o arroz, o trigo, o centeio, o milho, a aveia e o sorgo, todos integrais, em flocos ou a sua parte amilácea”.
O Brasil é o 3° maior produtor de cerveja do mundo, com uma média de 13 bilhões de litros ao ano, ultrapassando a produção da Alemanha (11,6 bilhões de L/ano) ficando atrás apenas da China (35 bilhões de L/ano), EUA (25 bilhões de L/ano), no entanto, é o 24º país no ranking de consumo per capita de cerveja, com uma média de 65 L/ano para cada habitante (CERVBRASIL, 2013).
O processo de produção de cerveja pode diferir quanto ao tipo de fermentação aplicada, podendo esta ser tradicional (descontínuo) ou contínuo. Independente do tipo, o processo é dividido nas seguintes etapas: moagem do malte, mosturação ou tratamento enzimático do mosto (preparo do mosto), filtração ou decantação do mosto, fervura ou cozimento, tratamento do mosto (remoção do precipitado (trub), resfriamento e aeração), fermentação, maturação, filtração do levedo ou clarificação, pasteurização e envase (TSCHOPE, 2001).
O bagaço de malte também chamado de polpa cervejeira, bagaço de malte ou cevada, foram definidos por Clark et al., (1987) como resultante do processo inicial da fabricação de cerveja, destacando-se por ser gerado o ano todo e em grandes quantidades. A indústria de cerveja no Brasil utiliza o malte de cevada, como matéria prima para a produção de cerveja. Malte é um termo técnico utilizado para definir a matéria-prima resultante da germinação de qualquer cereal sob condições controladas. Os resíduos sólidos na fabricação de cerveja são gerados principalmente na etapa de filtração do mosto, ou seja, os “grãos usados”, que são os resíduos oriundos do

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
67
aproveitamento do conteúdo dos grãos de malte, constituídos de restos de casca e polpa dos grãos, misturados, em suspensão ou dissolvidos no mosto.
Assim sendo, o desenvolvimento deste trabalho se faz importante para a caracterização físico-química do bagaço de malte proveniente da produção de cerveja, pois aumenta o interesse de novas pesquisas tecnológicas agregando valor a esse resíduo.
MATERIAL E MÉTODOS
O resíduo da produção de cerveja Pilsen puro malte, utilizado neste trabalho, foi obtido a partir de um único lote e após a etapa de filtração do mosto. O bagaço de malte foi doado pela Micro-Cervejaria Bier Hoff (Curitiba, Paraná).
O resíduo foi seco em estufa de circulação de ar (Marconi MA 035) a 50 °C por 24 horas e, em seguida, triturado em moinho de facas e armazenado em embalagem de polietileno à vácuo, ao abrigo da luz e a –20 ºC até a realização dos experimentos.
As análises de fibra bruta, fibra alimentar e minerais, tais como cálcio, ferro, fósforo, manganês, potássio e zinco foram realizadas no CEPPA (Centro de Pesquisa e Processamento de Alimentos) na UFPR.
Foram realizadas as seguintes análises de composição físico-química: pH com leitura direta em pHmetro; determinação de umidade por dessecação e diferença de massa; acidez titulável determinada pela titulação com solução de 0,1M de NaOH e auxílio de pHmetro, pois o resíduo tem uma coloração turva; cinzas à 550 ºC determinada por diferença de massa; proteínas utilizando a metodologia de Kjeldahl, segundo as seguintes etapas: digestão, destilação e titulação e teor de lipídeos extraído continuamente por 6 horas em aparelho Soxhlet com éter de petróleo, determinada por diferença de massa (IAL, 2008). Para todas as análises os dados foram apresentados como médias e o desvio padrão para três repetições.
RESULTADOS E DISCUSSÃO
A composição físico-química do bagaço de malte após o processo de secagem e moagem pode ser visualizada na Tabela 1.
Tabela 1 – Composição físico-química do bagaço de malte.
Proteína * 18,50±0,12 Umidade * 6,32±0,05 Lipídios * 6,41±0,02 Cinzas * 3,23±0,05 Fibra alimentar * 43,69±0,00 Fibra bruta * 12,50±0,10 Acidez * 8,03±0,00 pH 5,93±0,05 Cálcio ** 81,60±0,07 Ferro ** 21,00±0,08 Fósforo ** 488,27±0,32 Manganês ** 3,43±0,01 Potássio ** 157,09±0,26 Zinco ** 6,72±0,12 * Expresso em g 100g-1; ** Expresso em mg 100g-1 Os principais componentes do bagaço de malte são casca, pericarpo e semente,
que são ricos em celulose, polissacarídeos não celulósicos e lignina além de algumas proteínas e lipídios. A casca também contém quantidades consideráveis de sílica e a maior parte dos compostos fenólicos do grão de cevada (SANTOS et al., 2003).

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
68
Ao observar os resultados obtidos através da caracterização físico-química do bagaço de malte pode-se dizer que os resultados de proteínas e fibra alimentar se destacaram em relação aos demais resultados.
O presente trabalho observou um teor de fibras alimentar de 43,69±0,00 g 100g-1 e de fibra bruta de 12,50±0,10 g 100g-1. Em geral o bagaço de malte é considerado como um material lignocelulósico (rico em proteínas e fibras) sendo que o principais componentes destes tecidos fibrosos são arabinoxilano, lignina (uma macromolécula de polifenóis) e celulose (um homopolímero linear de unidades de glicose) de acordo com Santos et al., (2003).
Já em relação ao conteúdo de fibra alimentar, os resultados mostram uma quantidade significativa, sendo que quando inserido na dieta humana na forma de pães, biscoitos, sopas entre outros pode trazer benefícios para o consumidor.
Devido ao seu alto teor proteico (18,50±0,12 g 100g-1) este resíduo vem sendo muito utilizado como ração animal e alvo de muitas pesquisas com essa mesma finalidade. Segundo Silva et al., (2010), consideráveis proporções de proteína encontradas nesse resíduo resistem à degradação no rumem, disponibilizando uma parcela significativa de proteína para a absorção no intestino delgado e posterior utilização pelo animal.
O estudo mostrou que o bagaço de malte tem alto teor de proteína e fibras, bem como consideráveis quantidades de elementos minerais, tais como fósforo e potássio, como pode ser visto na Tabela 1. O resultado do teor de proteína do bagaço de malte foi semelhante aos relatados por outros autores, 24,2% (SANTOS et al., 2003), 24.0% (KANAUCHI et al., 2001) e 15.2% (MUSSATTO & ROBERTO, 2005), confirmando o seu alto teor proteico.
O valor de fósforo encontrado neste trabalho (488 mg 100g-1) foi menor que o reportado por Meneses et al., (2013), para o conteúdo de potássio o teor observado pelo mesmo autor (60 mg 100g-1) foi menor que obtido neste trabalho (157 mg 100g-1).
É importante destacar que a composição físico-química do resíduo pode variar de acordo com o processo de fabricação em cada indústria, matéria prima utilizada para produção de cerveja, condições de estocagem do malte, qualidade e tipo de adjuntos adicionados em processo de fabricação de cerveja, que podem ser modificado de acordo com a necessidade de fabricação ou com a época do ano (SANTOS et al., 2003).
CONCLUSÕES
A partir deste trabalho pode-se inferir que dentre os parâmetros analisados na caracterização físico-químico do bagaço de malte dois deles se destacaram sendo eles proteínas e fibra alimentar. Observando-se a importância de estudos complementares para determinar composição de outros resíduos do processo de produção de cerveja e aplicação dos mesmos em alimentos.
REFERÊNCIAS Brasil. Ministério da agricultura. Secretaria nacional de defesa agropecuária. Decreto n° 2.314, de 4 de setembro de 1997. Diário Oficial da União. Acesso em: Março 2013. Carvalho, B. M., Bento, C. V., Silva, J. B. A. Elementos Biotecnológicos Fundamentais no Processo Cervejeiro: 1ª parte – As Leveduras. Revista Analytica N° 25. Outubro/ Novembro, 2006.

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
69
Cervbrasil, Notícia. Disponível em <http://www.cervbrasil.org.br>., Acesso em: Agosto de 2013. Clark, J. H., Murphy, M. R., Crooker, B. A. Supplying the protein needs of dairy cattle from by products feeds. Journal of Dairy Science. 70, 1092-1109, 1987. Instituto Adolfo Lutz. Métodos físico-químicos para análise de alimentos. 4ª ed. 1ª edição digital. São Paulo: IMESP, 2008. Kanauchi, O., Mitsuyama, K., Araki, Y. Development of a functional germinated barley foodstuff from brewers’ spent grain for the treatment of ulcerative colitis. Journal of the American Society of Brewing Chemists. 59, 59–62, 2001. Mussatto, S.I. and Roberto, I.C., Acid hydrolysis and fermentation of brewers’ spent grain to produce xylitol. Journal of the Science of Food and Agriculture (in press), 2005. Santos, M., Jime´nez, J.J., Bartolome´, B., Go´mez-cordove´s, C., Del nozal, M.J. Variability of brewers’ spent grain within a brewery. Food Chemistry. 80, 17–21, 2003. Silva, V. B., Fonseca, C. E. M., Morenz, J. F. Resíduo Úmido de cervejaria na Alimentação de Cabras. Revista Brasileira Zootecnia. 39 (7), 1595-1599, 2010. Unep/IE- United nations environment programme/Industry and environment, Environmental management in the brewing industry. UNEP Technical Report Series nº33, UNEP, Paris, 1996. Tschope, Egon Carlos. Micro cervejarias e Cervejarias: A História, a Arte e a Tecnologia. 1.ed. São Paulo: Aden, 2001.

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
70
MICROENCAPSULAÇÃO DE VITAMINA D3 EM MATRIZ DE PROTEÍNA ISOLADA DE SORO DE LEITE
Bianca Cardoso GASPARINI1; Matheus Vinicius de Oliveira Brisola MACIEL1; Bruna JUMMES1; Amanda Alves FERNANDES1; Michelle Heck MACHADO1; Ana Paula ZAPELINI1; Ana Paula Pereira de MELO1; Pedro Luiz Manique BARRETO 1
1Programa de Pós- Graduação em Ciência dos Alimentos, Departamento de Ciência e
Tecnologia de Alimentos, Universidade Federal de Santa Catarina. *[email protected].
Palavras chave: Microencapsulação, vitamina D3, proteína.
INTRODUÇÃO
As micropartículas têm sido alvo de grande interesse, principalmente devido às propriedades que apresentam o que possibilita sua utilização para diversas aplicações, como a adição de compostos bioativos naturais em alimentos entre os quais os aromas, pigmentos e vitaminas (AZEREDO, 2005). Os alimentos são fontes de vitaminas, porém no caso da vitamina D a síntese cutânea é sua principal fonte, sendo que a obtida pela alimentação é de baixa concentração (HEANEY, 2008).
A combinação de fatores como a exposição ao sol restrita, pouca atividade física e obesidade geram riscos de deficiência de vitamina D, o que pode provocar alterações ósseas e renais, como por exemplo, o raquitismo (RUIZ-IRASTORZA et al., 2008). Porém, atualmente diversos estudos têm relacionado à carência da vitamina D, com outras doenças como: a obesidade, hipertenção, câncer, doenças autoimunes como esclerose múltipla, artrite reumatoide, doença inflamatória intestinal entre outras (MARQUES, 2010).
Devido à necessidade de suplementação alimentar desta vitamina, sua adição vem sendo realizada em alimentos (COULTATE, 2004). No entanto algumas características físico-químicas da vitamina D3 como, por exemplo, sua hidrofobicidade e sua rápida decomposição na presença de oxigênio atmosférico, dificultam sua utilização em diversos produtos alimentícios industriais, tanto sólidos quanto líquidos (ABBASI, 2014).
Sendo assim, a microencapsulação é uma alternativa tecnológica, que fornece proteção, a ingredientes sensíveis, como a vitamina D, podendo preservar suas propriedades nutricionais e manter sua estabilidade (YOSHIDA & ANTUNES, 2009; ABBASI, 2014). Existem muitos materiais que podem servir como matrizes de compostos encapsulados, por exemplo, zeína (prolamina do milho), gomas (goma arábica, alginato, goma guar etc), proteína de soro de leite entre outros (AZEREDO, 2005).
As proteínas de soro de leite são muito interessantes para aplicação como material de parede na elaboração de micropartículas, pois apresentam propriedades funcionais como: a formação de espuma, solubilidade, viscosidade, capacidade emulsificante e estabilidade das emulsões (MODLER, 2000; ANTUNES, 2003).
Este trabalho teve como objetivo, a obtenção de micropartículas com matriz de
proteína isolada de soro de leite com potencial para uso como encapsulante da vitamina
D3, a partir do processo de secagem por atomização.

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
71
MATERIAL E MÉTODOS
As micropartículas de proteína isolada de soro de leite foram obtidas a partir da secagem por atomização, de uma emulsão composta de isolado proteico de soro de leite comercial (PI), com 92% de proteína, obtido pela Provon® 292, e a vitamina D3, adquiridos pela SIGMA-ALDRICH®. Para a obtenção da emulsão, foi preparada uma solução na concentração 10% ( m/v) PI em água destilada, essa foi mantida sob agitação por 12h, até total dispersão dos sólidos. Após a dispersão dos sólidos adicionou-se a vitamina D3 20% (m/m em relação a PI). A emulção foi homogenizada como um homogeneizador Ultra-Turrax® e em seguida passou pelo processo de secagem através do método de atomização em um equipamento da marca BÜCHI modelo: Mini Spray Dryer B-290, para a formação das micropartícula. A morfologia da micropartículas foi análisada por meio de microscopia eletrônica de varredura através de um microscópio modelo JEOL JSM-6390LV. As partículas foram metalizadas com Au e aplificadas de 500 a 3000 vezes. A eficiência de encapsulação (EE%) das micropartículas foi calculada através da relação entre as concentrações totais e superficiais de vitamina D3 presentes nas partículas, com a concentração teórica de vitamina. A determinação da concentração total de vitamina D3, uma massa de 0,05 g de micropartículas foi dissolvida em 10,0 mL água destilada até total dissolução. Em seguida uma alíquota de 1,0mL desta solução foi diluída em 10,0 mL de etanol 85% (v/v), e centrifugada em uma centrífuga
Centribio 80-2B por 30min a 6000 rpm. A concentração da vitamina foi determinada através da leitura do sobrenadante, em um aparelho espectrofotômetro HITACHI, U-1800 (Tokyo, Japão), em um comprimento de onda λ = 265 nm. A concetração superficial da vitamina D3 foi obtida através da solubilização de 0,05 g de micropartículas em 10,0 mL de etanol 85% (v/v) em um tubo de ensaio. Em seguida a solução foi centrifugada e o mesmo procedimento seguido na determinação da concentração de vitamina superficial foi utilizado.
RESULTADOS E DISCUSSAO As imagens obtidas por microscopia eletrônica de varredura para a amostra foi avaliada e a morfologia das micropartículas foi observada como mostra a Figura 1.
Figura 1. Micrografias das micropartículas de proteína isolada de soro de leite carregadas com vitamina D3. Onde A e C estão em uma magnificação de 500 vezes e B e D 1500 e 3000 vezes, respectivamente.
As microcápsulas de vitamina D3 obtidas pelo método de spray drying com proteína isolada de soro de leite apresentaram formato esférico, com a presença de

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
72
concavidades ou achatamentos (Figura 1). De acordo com Fávaro-Trindade et al. (2010), as concavidades são típicas de produtos atomizados, mas segundo Lian, Hsiao e Chou (2002), a formação de tais achatamentos depende do material encapsulante utilizado e pode ser denominada como “efeito bola murcha” (flat ball effect). Rodríguez-Huezo et al. (2007) relataram que a presença destas concavidades dão aos pós obtidos características como resistência à fratura mecânica e à difusão do soluto. A eficiência de encapsulação (EE%) das micropartículas de vitamina D3 com proteína isolada de soro de leite, obtida através da quantidade total de vitamina D3 presente nas partículas e a quantidade total presente em sua superfície, em relação à quantidade teórica adicionada no preparo da solução, apresentou um valor de 57,7%. Onde a porção do composto bioativo presente nas micropartículas secas foi de 5,987 mg/mL concentração total de vitamina, e de 1,18 mg/mL concentração superficial, em relação à quantidade total adicionada no início da emulsão. Os resultados apresentados pela eficiência de encapsulação das micropartículas mostraram que, o procedimento de encapsulação do composto ativo estudado foi bem sucedido, tendo sido incorporada aproximadamente 2,40 mg de vitamina D3 a cada 100g de partículas.
CONCLUSÕES Através dos resultados da eficiência de encapsulação (EE%) das
micropartículas de proteína isolada de soro de leite com vitamina D3, observa-se que grande parte do composto bioativo utilizado na formulação das partículas foi encapsulado, o que indica que o material de parede utilizado possui potencial como agente encapsulante da vitamina estudada, e que a secagem por atomização apresentou-se como uma boa metodologia para formação deste material. A morfologia das micropartículas, obtida através da microscopia eletrônica de varredura revelou que as amostras apresentaram formato esférico, com a presença de concavidades, proporcionando as mesmas características que ampliam suas aplicações na indústria alimentícia como a resistência à fratura mecânica e à difusão do soluto. Os resultados apresentados pela eficiência de encapsulação e as micrografias das micropartículas mostraram que, o procedimento de encapsulação do composto ativo estudado foi bem sucedido através da metodologia proposta, o que indica que o material de parede utilizado possui grande potencial como agente encapsulante da vitamina.
AGRADECIMENTOS
Agradeço a Coordenação de Aperfeiçoamento de Pessoal de Nível Superior (CAPES) e o departamento de Ciência e Tecnologia de Alimentos da Universidade Federal de Santa Cataria o apoio oferecido no desenvolvimento deste projeto.
REFERÊNCIAS
Abbasi, A.; Emam-djomeh, Z.; Mousavi, M. A. E.; Davoodi, D. Stability of vitamim D3 encapsulated in nanoparticles of whey protein isolate. Food Chemistry, v.143, p.379-383, 2014. Antunes, A.J. Funcionalidade de proteínas do soro de leite bovino. São Paulo: Manole, p. 135, 2003.

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
73
Azeredo, H. M. C. Encapsulação: aplicação à tecnologia de Alimentos. Alimentos e Nutrição, v. 16, n. 1, p. 89-97, 2005. Coultate, T.P. Alimentos: a química de seus componentes. Vitaminas. Porto Alegre: Artmed, 2004, p. 239 – 242. Favaro-Trindade, C.S.; Santana, A.S.; Monterrey-Quintero, E.S.; Trindade, M.A.; Netto, F.M. The use of spray drying technology to reduce bitter taste of casein hydrolysate. Food Hydrocolloids, v. 24, p. 336–340, 2010. Lian, W. C.; Hsiao, H. C.; & Chou, C. C. Survival of bifidobacteria after spray-drying. International Journal of Food Microbiology, v. 74, p. 79-86, 2002. Modler, H.W. Milk processing. In: Nakai, S.; Modler, W. (Eds.). Food proteins: processing applications. Wiley-VCH, Inc. p.1-21, 2000. Rodríguez-Huezo, M.E.; Durán-Lugo, R.; Prado-Barragán, L.A.; Cruz-Sosa, F.; Lobato-Calleros, C.; Alvarez-Ramírez, J.; Vernon-Carter, E.J. Pre-selection of protective colloids for enhanced viability of Bifidobacterium bifidum following spray-drying and storage, and evaluation of aguamiel as thermoprotective prebiotic. Food Research International, v. 40, p. 1299–1306, 2007. Ruiz-Irastorza, G.; Egurbide, M.V.; Olivares, N.; Martinez-Berriotxoa, A.; Aguirre, C. Vitamin D deficiency in systemic lupus erythematosus: prevalence, predictors and clinical consequences. Rheumatology, v. 47, p.920-3, 2008. Yoshida, C. M. P.; Antunes, A. J. Aplicação de filmes proteicos à base de soro de leite. Ciência e Tecnologia de Alimentos, Campinas, v.29, n.2, p. 420-430, abril-junho.2009.

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
74
EFEITO DA CONCENTRAÇÃO DE VITAMINA D3 EM MICROPARTÌCULAS DE MATRIZ DE PROTEÍNA ISOLADA DE SORO DE LEITE
Bianca Cardoso GASPARINI1; Matheus Vinicius de Oliveira Brisola MACIEL1; Cleonice Gonçalves da ROSA1; Carolina Montanheiro NORONHA1; Aline da Rosa
ALMEIDA1; Giovana Carolina BAZZO1; Pedro Luiz Manique BARRETO1
1Programa de Pós- Graduação em Ciência dos Alimentos, Departamento de Ciência e Tecnologia de Alimentos, Universidade Federal de Santa Catarina.
*[email protected] Palavras chave: Microencapsulação, eficiência de encapsulação, vitamina D3.
INTRODUÇÃO
Com o objetivo de proteger as propriedades de alimentos com alta sensibilidade, a indústria alimentícia vem aplicando na fabricação de seus produtos, o processo de encapsulação (AZEREDO, 2005). A encapsulação é uma tecnologia atualmente bem desenvolvida em diversos campos de aplicações, incluindo farmacêuticos, químicos, cosméticos, perfumaria, produtos têxteis, agricultura, entre outros, sendo as indústrias de alimentos, apenas recentemente reconhecidas como um potencial significativo para a utilização dessa tecnologia (POTHAKUMARY, 1995).
A encapsulação aplicada à ciência de alimentos é uma técnica que consiste em empacotar um ou mais compostos alimentícios sensíveis, em partículas comestíveis (AZEREDO, 2005). Essa técnica tem como finalidade reduzir as interações de compostos instáveis com fatores ambientais, retardando alterações que podem resultar em modificações das características físico-químicas como variação de cor, aroma, sabor, e diminuição de valores nutricionais. Além destas funções, a encapsulação tem como objetivo evitar reações prematuras de um substrato, reduzir a taxa de migração do material do núcleo para o ambiente externo, mascarar compostos que apresentem um sabor indesejável, e separar componentes incompatíveis ou reativos (DEPYPERE et al., 2003).
O processo de encapsulação envolve diversos fatores, como o tempo, e a temperatura de secagem, e a concentração tanto da matriz quanto do recheio, que podem interferir no resultado desejado como a eficiência de encapsulação e o processo de liberação do núcleo. Além destes fatores a escolha do método, como por exemplo, atomização, liofilização e coacervação, da matriz como os polissacarídeos e as proteínas, e do recheio como óleos essenciais, vitaminas lipossolúveis (DIARRASSOUBA et al., 2013), antioxidantes (BETZ et al., 2012), entre outros compostos ativos podem afetar o potencial das micropartículas.
As vitaminas são essenciais para saúde humana, porém muitas são altamente oxidáveis, e são eliminadas durante a fabricação alimentícia (YOSHIDA & ANTUNES, 2009). A vitamina D é essencial no desenvolvimento do tecido ósseo, porém apresenta-se em concentrações muito baixas nos alimentos, sendo a síntese cutânea a principal fonte desta vitamina para maioria dos indivíduos (HEANEY, 2008). Porém muitos fatores podem afetar a síntese cutânea desta vitamina, sendo necessária sua suplementação. Devido às características físico-químicas desta vitamina, como a alta sensibilidade à luz ultravioleta, e a hidrofobicidade a encapsulação tornou-se uma alternativa para facilitar sua aplicação na indústria.

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
75
Este trabalho teve como objetivo, avaliar o efeito de diferentes concentrações da vitamina D3, em micropartículas produzidas a partir do processo de secagem por atomização de matrizes a base de proteína isolada de soro de leite.
MATERIAL E MÉTODOS
Para o processo de produção de micropartículas foram utilizados os seguintes reagentes: isolado proteico de soro de leite comercial, com 92% de proteína, obtido pela Provon® 292, surfactante Pluronic® F-68, etanol, e a vitamina D3, adquiridos pela SIGMA-ALDRICH®.
As micropartículas de proteína isolada de soro de leite foram obtidas a partir de três soluções compostas de isolado proteico de soro de leite comercial (PI) 10% (m/v) PI em água destilada. Essas soluções foram mantida sob agitação por 12h, até total dispersão dos sólidos. Após a dispersão dos sólidos, foram adicionados 2,0g do surfactante, e estas foram novamente mantida sob agitação até formar uma solução homogenia. Em seguida a vitamina D3 foi adicionada nas proporções 20%, 25% e 30% (m/m em relação à massa de PI). A emulção foi homogenizada como um homogeneizador Ultra-Turrax® e em seguida passou pelo processo de secagem através do método de atomização em um equipamento da marca BÜCHI modelo: Mini Spray Dryer B-290, para a formação das micropartícula.
A eficiência de encapsulação (EE%) das micropartículas foi obtida através do desconto da quantidade total de vitamina D3, presente na superfície das partículas em relação ao conteúdo total desta nas partículas após a secagem por atomização. A razão desta quantidade de vitaminada D3 presente nas micropartículas com o valor total teórico adicionado desta no preparo da solução e é expressa em porcentagem de vitamina D3 encapsulada, calculada utilizando a Equação 1 exposta a seguir (Quispe-Condori, Sldaña e Temelli, 2011).
A concentração superficial de vitamina de foi obtida através da solubilização
de 0,05 g de micropartículas em 10,0 mL de etanol 85% (v/v) em um tubo de ensaio. Essa solução foi centrifugada em uma centrífuga Centribio 80-2B por 30min a 6000 rpm. A concentração superficial de vitamina foi determinada através da leitura do sobrenadante, em um aparelho espectrofotômetro HITACHI, U-1800 (Tokyo, Japão), em um comprimento de onda λ = 265 nm e relacionada com uma curva de calibração previamente obtida.
Para a determinação da concentração total de vitamina D3, uma massa de 0,05 g de micropartículas foi dissolvida em 10,0 mL água destilada até total dissolução. Em seguida uma alíquota de 1,0mL desta solução foi diluída em 10,0 mL de etanol, e o mesmo procedimento seguido na determinação da concentração de vitamina superficial foi utilizado.
RESULTADOS E DISCUSSAO Foram obtidos três materiais com a mesma matriz, proteína isolada de soro de
leite, porém com concentrações diferentes de recheio, vitamina D3, e estes foram classificados como PI(A) para 20% de vitamina, PI(B) para 25% e PI(C) para 30%. Na Tabela 1 pode-se observar a eficiência e encapsulação das micropartículas estudadas.

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
76
Tabela 1: Eficiência de encapsulação da micropartículas Amostra Concentração de vitamina D3
(%) Eficiência de Encapsulação
(EE%) PI (A) 20 23,66 PI (B) 25 19,97 PI (C) 30 13,58
Observando os dados apresentados na Tabela 1, podemos perceber que, quanto maior a concentração de vitamina D3 utilizada no preparo das partículas, menor seu valor da eficiência de encapsulação, no entanto, as micropartículas preparadas com concentrações menores do composto ativo de interesse, 20% vitamina m/m em relação à massa de PI, apresentam valores de EE% mais elevados, de 23,66%. Assim, pode-se perceber que quanto maior a concentração de recheio utilizada no preparo das micropartículas estudadas, maior a concentração destas na superfície das partículas, e segundo a equação 1 apresentada por Quispe-Condori, et al. (2011), quanto maior a concentração de recheio na superfície das partículas menor a eficiência de encapsulação. O mesmo foi observado em relação a estabilidade de compostos ativos em diferentes concentrações por Abbasi et al. (2014) em nanopartículas de vitamina D3 com isolado proteico de soro de leite, onde foram estudadas amostras de partículas com concentrações de 280 ug / ml e 560 ug /ml de vitamina D3. Estas amostras foram avaliadas antes e após sete dias de armazenamento, e os resultados apontam uma redução da estabilidade do composto ativo de 17-12% do valor inicial das partículas contendo 280 ug / ml de vitamina e de 34-20% do valor inicial das partículas contendo 560 ug /ml de vitamina.
CONCLUSÕES A possibilidade de encapsular compostos bioativos, sensíveis a reações com o
ambiente, através de partículas comestíveis proporciona muitos benefícios ao setor industrial em diversas áreas. Porém muitos fatores podem afetar as características da partícula realizada, como a escolha dos materiais utilizados como matriz e como recheio, e de suas concentrações.
Neste trabalho, um dos fatores analisados no preparo das micropartículas foi à concentração do composto bioativo, onde quantidades diferentes de vitamina D3 foram utilizadas no preparo das partículas. Essas diferentes concentrações proporcionaram valores diferentes na eficiência de encapsulação do material, resultando em valores de EE% menores para partículas preparadas com maior a concentração de vitamina D3 e EE% maiores para micropartículas contendo concentrações menores do composto ativo de interesse.
Ao observar os resultados descritos, é possível concluir que as micropartículas de proteína isolada de soro de leite com vitamina D3, obtido a partir do método de secagem por atomização, apresentaram resultados de eficiência de encapsulação mais elevados quando formalizadas com concentrações menores do composto ativo estudado, o que indica que a concentração da vitamina D3 utilizada nestes parâmetros, influencia no potencial de encapsulação destas micropartículas, devendo ser aplicada quantidades menores, quando se desejar obter estas micropartículas com resultados bem sucedidos de eficiência de encapsulação.
AGRADECIMENTOS

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
77
Agradeço o apoio no desenvolvimento deste projeto oferecido pelo departamento de Ciência e Tecnologia de Alimentos da Universidade Federal de Santa Cataria e da Coordenação de Aperfeiçoamento de Pessoal de Nível Superior (CAPES).
REFERÊNCIAS Abbasi, A.; Emam-Djomeh, Z.; Mousavi, M. A. E.; Davoodi, D. Stability of vitamim D3 encapsulated in nanoparticles of whey protein isolate. Food Chemistry, v.143, p.379-383, 2014. Azeredo, H. M. C. Encapsulação: aplicação à tecnologia de Alimentos. Alimentos e Nutrição, v. 16, n. 1, p. 89-97, 2005. Betz, M.; Steiner, B.; Schantz, M.; Oidtmann, J.; Mäder, K. Richling, E. ; Kulozik, U. Antioxidant capacity of bilberry extract microencapsulated in whey protein hydrogels. Food Research International, v.47, p. 51–57, 2012. Depypere, F.; Dewettinck, K.; Ronsse, F.; Pieters, J. Food powder microencapsulation: principles, problems and opportunities. Applied Biotechnology Food Science Policy, v.1, n.2, p.75-94, 2003. Diarrassouba, F.; Remondetto, G.; Liang, L.; Garrait, G.; Beyssac, E.; Subirade, M. Effects of gastrointestinal pH conditions on the stability of the b-lactoglobulin/vitamin D3 complex and on the solubility of vitamin D3. Food Research International, v.52, p. 515 – 521, 2013. Heaney, R. P.; Armas, L.A.G; Shary, J.R.; Bell, N.H.; Binkley, N.; Hollis, B.W. 25-hydroxilation of vitamin D3: relation to circulating vitamin D3 under various input conditions. American Journal Clinical Nutrition, v.87, n.6, p. 1738-42, 2008. Pothakumary,U.R.;Barbosa-Canovas, G. V. Trends in Food Science Technology, v.6, p. 397–406, 1995. Quispe-Condori, S.; Saldaña, M. D.A.; Temelli, F. Microencapsulation of flax oil with zein using spray and freeze drying. LWT - Food Science and Technology, v. 44, p. 1880 – 1887, 2011. Yoshida, C. M. P.; Antunes, A. J. Aplicação de filmes proteicos à base de soro de leite. Ciência e Tecnologia de Alimentos, Campinas, v.29, n.2, p. 420-430, abril-junho.2009.
II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
78
DETERMINAÇÃO DOS PARÂMETROS TERMODINÂMICOS ENVOLVIDOS NA CAPACIDADE ANTIOXIDANTE DE DIFERENTES CLASSES DE
ANTIOXIDANTES
Caroline GOLTZ ¹*; Marcos R. MAFRA¹
1Programa de Pós Graduação em Engenharia de Alimentos, Universidade Federal do Paraná.
Palavras-chave: atividade antioxidante, calorimetria de titulação isotérmica, pH e temperatura.
INTRODUÇÃO
Os antioxidantes são moléculas capazes de retardar ou inibir a ação de espécies reativas de oxigênio. Devido à sua característica de ação, são empregados como aditivos em muitos produtos alimentícios com a finalidade de aumentar a estabilidade dos mesmos. Pelo fato de existirem diferentes classes dessas moléculas assim como diversos procedimentos utilizados na avaliação da capacidade antioxidante, as respostas obtidas apresentam divergências e até o momento não existe uma metodologia padrão para este fim.
Tendo em vista estas limitações, o presente estudo abordará a investigação dos parâmetros termodinâmicos que dirigem a ação de diferentes espécies de antioxidantes utilizando como ferramenta a calorimetria de titulação isotérmica (ITC). Como o estudo ainda está na fase inicial, são necessários mais ensaios para que se conheçam as concentrações adequadas para a determinação dos parâmetro termodinâmicos dos sistemas em questão.
Desta forma, as respostas obtidas por meio do ITC permitirão uma verificação mais profunda dos mecanismos de ação dos antioxidantes e serão correlacionadas com as respostas de metodologias de avaliação da capacidade antioxidante já consolidadas, tais como captura do radical ABTS, captura do radical DPPH e FRAP.
MATERIAL E MÉTODOS Os radicais DPPH e ABTS, assim como os antioxidantes das classes dos
carotenoides (β-caroteno e licopeno), polifenóis (ácido gálico e ácido caféico) e sintéticos (BHT e BHA) e o padrão TROLOX foram adquiridos da Sigma-Aldrich (Saint Louis, MO). Todos os reagentes utiliados são de alto grau de pureza com o intuito de se obter uma maior confiabilidade e precisão dos resultados.
Em uma primeira etapa, a capacidade antioxidante das amostras dos padrões de antioxidantes descritos anteriormente serão avaliadas pelo método da captura do radical ABTS (Re et al., 1999), DPPH (Brand-Williams, Cuvelier e Berset ,1995) e pelo método de redução do ferro (FRAP) descrito por Benzie e Strain (1996) com modificações descritas por Erel (2004). Posteriormente, estas mesmas amostras serão analisadas por calorimetria de titulação isotérmica (ITC) utilizando diferentes radicais livres, temperaturas e faixas de pH com o intuito de avaliar a magnitude da influência de tais parâmetros nos mecanismos de reação dos antioxidantes.
O calorímetro de titulação isotérmica (ITC 200, Microcal Inc., Northampton, EUA) será utilizado para obtenção dos parâmetros termodinâmicos dos padrões de antioxidantes. Estes parâmetros incluem a constante de ligação (Ka), entalpia (ΔH), entropia (ΔS), a estequiometria de ligação (n) e a energia livre de Gibbs (ΔG). Serão

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
79
injetadas sequencialmente 38 alíquotas de 1 μL das soluções dos radicais em 200 μL nas soluções dos padrões de antioxidantes contidas na célula de titulação. Cada injeção terá uma duração de 2 s e um intervalo de 60 s entre as sucessivas injeções. A temperatura da solução da célula de titulação será mantida a 20 °C e a solução será agitada a 300 rpm em todos os experimentos para assegurar a homogeneização do sistema durante as titulações. As medidas de ITC serão conduzidas em duplicata e os resultados serão reportados como a média das titulações. O software Microcal ORIGIN 7.0 ® do ITC será utilizado para o tratamento dos dados coletados.
Estes parâmetros termodinâmicos obtidos pelo ITC serão correlacionados com as respostas obtidas por meio das metodologias já consolidadas, visando uma maior compreensão dos fatores envolvidos na atividade antioxidante.
RESULTADOS PRELIMINARES E DISCUSSÃO A Figura 1 mostra os resultados obtidos das titulações do radical DPPH no
antioxidante BHT em diferentes concentrações. Ambas as curvas demostram a potencialidade do emprego da técnica de ITC para a avaliação das reações envolvendo antioxidantes. Apesar do potencial dos resultados ainda serão necessários ajustes para que os modelos termodinâmicos sejam aplicados e os parâmetros termodinâmicos sejam quantificados adequadamente.
Figura 1 - Curvas de ITC (parte superior) e isotermas de ligação (parte inferior) da reação do DPPH (seringa) e do BHT (célula) nas s concentrações: (a) 0,036 mM (DPPH) e 0,3 mM (BHT) e (b) 0,03 mM (DPPH) e 0,6 mM (BHT).
CONCLUSÕES A determinação dos parâmetros termodinâmicos envolvidos nas interações de
diferentes antioxidantes é imprescindível para o entendimento e elucidação de lacunas existentes quanto aos mecanismos de reação envolvidos neste processo. Desta forma, a técnica de ITC será empregada neste estudo com o intuito de fornecer estas informações de forma simples e precisa. Além disso, a complementariedade e cruzamento dos dados
a b

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
80
obtidos por ITC com as técnicas de mensuração da capacidade antioxidante já existentes possibilitarão uma maior compreensão dos fatores envolvidos neste processo, com a finalidade de encontrar as melhores condições de atividade antioxidante para cada espécie estudada.
AGRADECIMENTOS Os autores agradecem à CAPES pela bolsa e ao Programa de Pós Graduação em Engenharia de Alimentos (PPGEAL) pelo suporte ao projeto.
REFERÊNCIAS
Benzie, I. F.; Strain, J. J. The ferric reducing ability of plasma (FRAP) as a measure of “antioxidant power”: the FRAP assay. Analytical biochemistry, 239 (1), 70–76, 1996.
Brand-Williams, W.; Cuvelier, M. E.; Berset, C. Use of a free radical method to evaluate antioxidant activity. LWT - Food Science and Technology 28 (1), 25–30, 1995.
Erel, O. A novel automated direct measurement method for total antioxidant capacity using a new generation, more stable ABTS radical cation. Clinical Biochemistry 37 (4), 277–285, 2004.
Re, R. et al. Antioxidant activity applying an improved ABTS radical cation decolorization assay. Free Radical Biology and Medicine 26 (9-10), 1231–1237, 1999.

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
81
ESTUDO CINÉTICO DO PROCESSO DE HIDRATAÇÃO DOS GRÃOS DE
SOJA DA VARIEDADE BRS 257® - EMBRAPA SOJA
Cristiane Wing Chong BORGES¹; Luiz Mário de Matos JORGE2; Regina Maria Matos
JORGE¹
1Programa de Pós-Graduação em Engenharia de Alimentos, Universidade Federal do
Paraná; ²Programa de Pós-Graduação em Engenharia Química, Universidade Estadual
de Maringá.
Palavras-chave: hidratação, embebição, grãos de soja, modelo de Peleg, cinética
INTRODUÇÃO Entre os produtos agrícolas que atualmente alimentam o mundo, a soja ocupa
uma posição de crescente destaque e extraordinária expansão. A soja é considerada um alimento funcional, produz efeitos benéficos à saúde, que podem reduzir o riscos de algumas doenças crônicas e degenerativas. A cultivar de soja BRS 257 desenvolvida pela Embrapa é isenta das três isoenzimas lipoxigenases (L1, L2 e L3) responsáveis pelas reações de oxidação sobre os ácidos graxos polinsaturados. Esta inibição torna a cultivar propícia para o cultivo orgânico e para a alimentação humana, principalmente para a produção de farinha e leite de soja (EMBRAPA,2008). Sua composição centesimal é de 5,7% de umidade, 41,7% de proteínas, 21,2% de lipídeos, 24,9% de carboidratos e 6,6% de fibras (ALVES, 2011).
A hidratação é o processo onde os grãos de soja são submersos em água durante tempo e temperatura pré-estabelecidos. Este processo está diretamente relacionado com as características de permeabilidade do envoltório (casca) e com as propriedades dos colóides constituintes dos grãos, sendo importante considerar as variações de espessura, composição das diferentes cultivares e locais de produção (CAVARIANI et al., 2009). A distribuição de umidade no grão é regulada pelo potencial celular, ocorre por difusão e por capilaridade, sempre no sentido do maior para o menor potencial hídrico (BRAGA et al., 2012). O processo de hidratação de grãos de soja é frequentemente utilizado em diversos processos tais como o cozimento e extração de algum constituinte de interesse e também na produção de alimentos tradicionais derivados de soja.
Neste processo ocorrem modificações de textura e extração de proteínas, que afetam diretamente as etapas de moagem e os processos de extração (LIU, 1997). A operação de hidratação na fase inicial do processamento da soja diminui o tempo de cozimento, melhora a aparência e o grau de desnaturação da proteína, sendo uma recomendação para a melhoria da digestibilidade da proteína. (BAYRAM et al., 2004a). Conhecer as mudanças resultantes do processo de hidratação em relação à expansão dos grãos; efeito do tempo e temperatura; transferência de massa de água e, caracterização fisiológica do grão, são essenciais para o controle de qualidade do fenômeno. Desta forma, é possível caracterizar as condições de hidratação, além de predizer o caminho de absorção em função do tempo e da temperatura de maior rendimento (OLIVEIRA et al., 2013).
A ferramenta, na qual, tem se mostrado eficaz no ajuste dos dados experimentais, na caracterização, interpretação e apresentação de um perfil de

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
82
comportamento ao longo do evento do processo de imersão, são os modelos matemáticos, principalmente os modelos empíricos (SHANTHILAL & ANANDHARAMKRISHNAN, 2013).
Dentre os modelos empíricos aplicados ao fenômeno da hidratação em produtos alimentícios destaca-se o modelo não exponencial de Peleg para a descrição da absorção da água em grãos e cereais, possibilitando o cálculo do teor de umidade de equilíbrio; propriedade de grande valor para a cinética de hidratação. (PELEG, 1988).
O presente trabalho teve por objetivo a análise de dados da cinética de hidratação dos grãos de soja, descrito pelo modelo empírico de Peleg.
MATERIAL E MÉTODOS
Para os ensaios utilizou-se grãos de soja da variedade BRS 257, safra 2014, fornecidos pela EMBRAPA SOJA - distrito de Warta - Londrina – PR, Brasil. As amostras foram armazenadas a temperatura ambiente e acondicionadas em sacos de polietileno hermeticamente selados. O teor de umidade inicial da amostra foi de 12,79%, determinado em estufa a 105±5°C por 24 horas sob três repetições. Para cada ensaio de hidratação utilizou-se a proporção de 1:3 de grãos de soja em água destilada contendo 0,5% de benzoato de sódio, dispostos em formas de alumínio, sem agitação em banho termostático.
Foram pré-estabelecidas as temperaturas de 30, 40, 50 e 60±0.2°C e tempo total de 8 horas de hidratação. Foram retiradas porções de aproximadamente 30 g em intervalo de tempo de 30 minutos até a 3° hora e posteriormente em intervalos de 60 minutos até a 8° hora. As porções amostradas foram drenadas em peneiras e secas em papel toalha removendo a água superficial. Os ensaios ocorreram em triplicata, visando determinar o teor de água para cada instante, calculado com base no aumento da massa do grão em relação a sua massa inicial, Equação 1.
%��� = �������
���. 100 (1)
A Equação 1 expressa a massa da amostra hidratada (Massa Úmida - Xbu) e depois de seca (Massa Seca - Xbs). O modelo de Peleg foi aplicado tendo em vista a correlação matemática dos dados experimentais obtidos, com base na Equação 2.
�� = �� +�
(������) (2)
As constantes C1 e C2 foram obtidas pelo ajuste não-linear, realizado pelo programa estatístico Excell 2007. Em que, Ut designa o teor de água para um dado tempo; U0 indica o teor de água inicial do produto; C1 refere-se à transferência de massa, proporcional à temperatura; C2 indica à capacidade máxima de absorção de umidade e t o tempo em horas. O teor de água de equilíbrio foi obtido pela própria Equação 2, quando o tempo tende ao infinito, resultando na Equação 3, onde, Ue é o teor de água de equilíbrio.
�� = �� +�
�� (3)
Sopade et al. (1994) observaram que o parâmetro C1 do modelo de Peleg está inversamente relacionado com a temperatura e seu recíproco define a taxa de hidratação inicial, Equação 4, para U em t=t0.
�� =�
�� (4)
RESULTADOS E DISCUSSÃO
Foi verificado que o grão de soja durante o processo de hidratação exibiu comportamento de absorção de umidade característica de produtos agroindustriais, ou seja, absorção rápida de umidade no início do processo, seguida por uma taxa mais

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
83
pausada, até estabilização, Figura 1. O aumento da umidade dos grãos foi em média igual a 78,4%, considerando a faixa de estabilização da absorção de umidade em cada temperatura estudada. Esta estabilização de absorção de umidade pelo grão de soja ocorreu em diferentes tempos. A 30°C o tempo foi de 6 horas, a 40°C o tempo foi de 4 horas, a 50°C o tempo foi de 3 horas e a 60°C o tempo foi de 1,5 horas. Foi observado que os dados experimentais esboçaram conduta acreditada em relação ao aumento da temperatura, ou seja, maior taxa de absorção foi alcançada pelo aquecimento do sistema.A variedade BRS 257 absorveu umidade numa relação linear ao longo do processo para as temperaturas ensaiadas, Tabela 1.
Na Figura 1, é exposto o gráfico de correspondência entre os valores observados experimentalmente e estimados pelo modelo para a faixa de 30 a 60°C. A análise destes resultados admite que o modelo representa adequadamente as principais tendências de absorção de umidade do processo de hidratação da soja, R² de 99.89%.
Figura 1 - Ajuste do modelo de Peleg aos dados experimentais.
Tabela 1 - Dependência da absorção de umidade ao longo do processo para as temperaturas de
hidratação.
Temperatura (°C)
Tempo de Processo
(h) Equação R² (%)
30 8 0,01866x + 0,0177 99,79 40 8 0,0196x + 0,0103 99,84 50 8 0,0193x + 0,0067 99,98 60 8 0,02x + 0,0023 99,98
Tabela 2 – Parâmetros de ajustes estatísticos do modelo de Peleg em função da temperatura de hidratação.
Temperatura (°C) Ajustes do Modelo
R2(%) RMSE(Xbu) SE(Xbu) P(%)
30 99,79 2,3858 1,1378 1,5994
40 98,84 3.4299 1,5634 2,2192
50 99,98 1,1312 0,6852 0,7970
60 99,98 1,6167 0,9348 0,9382
O desprendimento da casca dos grãos de soja ocorreu após 4 horas de
hidratação a 30°C e após 2 horas de hidratação a 60°C. Pesquisadores como Maskan (2001), Addo et al., (2006), Billirs et al., (2012) também verificaram a veracidade do efeito da temperatura ao longo do processo para a taxa de absorção e, o atribuíram ao coeficiente de difusão, tal que, com o aumento da temperatura aumenta-se a taxa de difusão de água para o interior do alimento.

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
84
CONCLUSÕES O modelo de Peleg, mostrou-se apropriado para descrever a etapa de
hidratação dos grãos de soja na faixa de aquecimento explorada, apresentando capacidade de representação dos dados acima de 99%. Os resultados estimados pelo modelo e os dados experimentais não coincidiram 100%, desta forma, demais parâmetros estatísticos possibilitaram confirmar a qualidade do modelo quanto sua capacidade preditiva como apresentado na Tabela 2. Valores de P estiveram abaixo de 10%, representando um ajuste satisfatório do modelo diante da extensão da variação dos dados.
REFERÊNCIAS
Addo, A.; Bart-Plange, A.; Dzisi, K. Water Absorption characteristics of Obatanpa and Mamaba Maize Hybrids (Zea mays). International Journal of Food Engineering, v. 2, n. 3, p. 7, 2006. Alves, F.P.; Oliveira, M.A.; Mandarino, J.M.G.; Leite, R.S.; Seibel, N.F. Composição centesimal, teor de isoflavonas e inibidor de tripsina em cultivares de soja especiais para alimentação humana. VI Congresso Brasileiro de Soja, Cuiabá - MT, 2011.
Bayram, M.; Kaya, A.; Öner, M. D. Changes in properties of soaking water during production of soy-bulgur. International Journal of Food Engineering, v. 61, p. 221-230, 2004. Billiris, M. A.; Siebenmorgen, T. J.; Wang, Y.-J. Rice degree of milling effects on hydration, texture, sensory and energy characteristics. Part 2. Cooking using fixed, water-to-rice ratios. International Journal of Food Engineering, v. 113, p. 589–597, 2012. Cavariani, C.; Toledo, M. Z.; Rodella, R. A.; Neto, J. de B. F.; Nakagawa, J. Velocidade de hidratação em função de características do tegumento de sementes de soja de diferentes cultivares e localidades. Revista Brasileira de Sementes, v. 31, n. 1, p. 30-39, 2009. Embrapa, 2008. Empresa Brasileira de Pesquisa Agropecuária - Informe técnico. 2008. Gowen, A.; Ghannam, A. N.; Frias, J.; Oliveira, J. Modelling the water absorption process in chickpeas (Cicer arietinum L.) - The effect of blanching pre.treatment on water intake and texture kinetics. International Journal of Food Engineering, v. 78, p. 810-819, 2007a. Liu, K. Soybeans: Chemistry, Technology and Utilization. New York: Chapman & Hall, 1997. 532p. Maskan, M. Effect of maturation and processing on water uptake characteristics of wheat. International Journal of Food Engineering , v. 47, p. 51-57, 2001. Oliveira, A. L.; Colnaghi, B. C.; Silva, E. S.; Gouvea, I. R.; Vieira, R. L.; Augusto, P. E. D. Modelling the effect of temperature on the hydration kinetic of adzuki beans (Vigna angularis). International Journal of Food Engineering, v. 118, p. 417–420, 2013.

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
85
Peleg, M. An empirical model for the description of moisture sorption curves. Journal of Food Science, v. 53, p. 1216-1217, 1988. Shanthilal, J. Anandharamakrishnan C. Computational and Numerical Modeling of Rice Hydration and Dehydration: Food Science and Technology, v. 31, p. 100-117, 2013. Sopade, P.A., Ajisegiri, E.S., Okonmah, G.N.. Modelling water absorption characteristics of some Nigerian varieties of cowpea during soaking. Tropical Science 34, 297–305. 1994.

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
86
CARACTERIZAÇÃO DA FARINHA E AMIDO DE ERVILHA (Pisum sativum L) POR ANÁLISES TÉRMICAS, REOLÓGICAS E ESTRUTURAIS
Daiane de Souza GOMES1*, Michele Rigon SPIER1, Nina WASZCZYNSKYJ1
1Programa de Pós Graduação em Engenharia de Alimentos, Universidade Federal do Paraná.
*[email protected] Palavras-chave: Ervilha, amido, comportamento térmico.
INTRODUÇÃO
A ervilha (Pisum sativumL.) é uma das leguminosas mais consumidas do mundo e pertence à família Fabaceae (PEREIRA, 1989). Originária do Oriente Médio, mas hoje é cultivada em várias partes do mundo (PEIXOTO, 2000). Em 2010 a área plantada de ervilhas no Brasil foi de 2575 ha, com produção total de 5963 t (IBGE, 2010).
As ervilhas apresentam alto valor nutritivo, pois contém teor significativo proteína (24%), fibra dietética (14%) e carboidratos (58%) (CANNIATTI-BRAZACA, 2006). De acordo com Chung & Liu (2012) a ervilha pode apresentar teor de amido altamente significativo, que varia entre 48,8 % a 50,2 %. O amido pode ser usado como ingrediente de modificação da textura de produtos alimentícios. Neste aspecto, as informações sobre as características do amido (reologia e comportamentos térmicos) são importantes para melhorar a textura de alimentos congelados, biscoitos, bolachas, molhos e sopas (SIMSEK et al., 2009).
Alguns estudos relatam as propriedades térmicas, de pasta e estruturais de variedades cultivadas nos Estados Unidos e China (SIMSEK et al., 2009; CHUNG & LIU, 2012). Neste sentido, o presente estudo tem como objetivo investigar a morfologia, propriedades térmicas e reologia da farinha e amido isolado a partir da ervilha comercial.
MATERIAL E MÉTODOS
Extração do amido
A ervilha (Pisum sativum L.) foi adquirida no comércio de Curitiba/PR. A
extração do amido de foi realizada de acordo com o método proposto por Leivas et al.
(2013).
Morfologia do grânulo
Os grânulos de amido da farinha e amido de ervilha foram observados por
microscopia eletrônica de varredura (MEV) no equipamento VEGA3 (TESCAN,
República Tcheca). Os parâmetros da análise foram: 20 µm de escala de leitura com 15
kV de tensão no feixe de elétrons. O preparo e leitura das amostras foram realizados de
acordo com metodologia proposta por Wang & Copeland (2012).
Calorimetria exploratória diferencial (DSC)
As curvas DSC da farinha e amido de ervilha foram obtidas no equipamento
DSC-Q200 (TA-Instruments, EUA) seguindo a metodologia proposta por Ribeiro et al.
(2014).

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
87
Curvas termogravimétricas (TG/DTG)
As curvas termogravimétricas da farinha e amido de ervilha (TG/DTG) foram realizadas no equipamento TGA-50 (Shimadzu, Japão) seguindo a metodologia proposta por Hornung et al. (2015). Propriedades de pasta As propriedades de pasta das amostras de farinha e amido de ervilha foram determinadas em um viscoamilógrafo RVA-4 (Newport Scientific, Austrália) de acordo com a metodologia proposta por Ribeiro et al. (2014). Análise estatísticas Os resultados obtidos nas análises foram avaliados empregando análise de variância (ANOVA) à nível de 5% de significância estatística e a diferença entre as médias foi feita utilizando teste de Tuckey pelo programa SASMAgri 8.2.
RESULTADOS E DISCUSSÃO Rendimento de extração O rendimento de extração do amido de ervilha foi de 22,73 %. De acordo com
Chavan et al. (1999) o rendimento de extração da ervilha foi de 30 %, superior ao valor encontrado no presente estudo, devido ao método diferenciado de extração. Normalmente os rendimentos dos amidos extraídos utilizando reagentes como NaOH e HCl são superiores aos rendimentos de amidos obtidos por extração aquosa, porém optou-se pelo método aquoso para evitar uma modificação prévia na estrutura do amido, a qual pode acarretar em mudanças nas suas propriedades físicas.
Características morfológicas dos grânulos de amido Através das análises realizadas por MEV (Figura 1), foi possível verificar nas
micro-imagens que a maioria grânulos da farinha (a) e amido isolado de ervilha (b) possuem formato elipsoide ou arredondado, condizendo aos formatos encontrados por Simsek et al. (2009). Os diâmetros médios das amostras foram de 27,94±4,39a µm e 30,63±5,77a μm, para farinha e amido de ervilha, respectivamente. Esses valores se encontram dentro dos valores de diâmetros médios obtidos em leguminosas, que variam de 11 a 33 μm (HOOVER, 2010). As superfícies dos grânulos do amido isolado (b) não ficaram completamente intactas, pois o método de extração utilizado não purifica completamente o amido.
Figura 1 – Microimagens obtidas no MEV (com aplicação de 1000 x e escala de 20 μm) das amostras de farinha (a) e amido isolado de ervilha (b).
Comportamento térmico As curvas de DSC da farinha e amido de ervilha estão demonstradas na Figura
2A, onde é possível observar um pico endotérmico característico em todas as amostras, do fenômeno de gelatinização. O farinha de ervilha (a) apresentou temperatura inicial
(a) (b)

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
88
(To = 59,36°C), temperatura de pico (Tp = 65,76°C), temperatura de conclusão (Tc = 68,94°C) e entalpia de gelatinização (ΔHgel = 9,54 J g-1) significativamente superiores aos valores encontrados para a amido de ervilha (b) (To = 59,17°C; Tp = 65,32°C; Tc = 68,09°C e ΔHgel = 8,10 J g-1). Essas diferenças podem ser atribuídas a presença de componentes não amiláceos da farinha, tais como proteínas, fibras e lipídios, que interferem na gelatinização (CHUNG & LIU, 2012).
Figura 2 – Curvas DSC (A) e RVA (B) para as amostras de farinha de ervilha (a) e amido de ervilha (b).
Os resultados das curvas TG das amostras de farinha e amido de ervilha podem
ser observadas na Tabela 1. As perdas de massa durante a degradação térmica
ocorreram em três etapas. A primeira perda é referente a desidratação. Após esta perda
foi possível observar uma estabilidade na amostra (b), que é comportamento
característico de amidos. A segunda e a terceira perda referem-se à degradação da
matéria orgânica (HORNUNG et al., 2015). Após a terceira perda restam apenas as
cinzas, que foram de 5,37 % e 3,28% para a amostra (a) e (b), respectivamente. A
amostra (b) apresentou maior teor de cinzas, pois a farinha contém outros componentes
além do amido.
Tabela 1 – Resultados TG/DTG das amostras de: farinha de ervilha (a) e amido de ervilha (b).
Amostras Resultados TG e DTG
Etapa m/% T/ºC Tp/°C
(a)
1° 10,86 17-153 57,89
2° 57,29 153-409 271,62
3° 26,48 409-605 528,79
(b)
1° 8,93 17-129 67,69 Estabilidade - 129-216 -
2° 73,11 216-379 292,53 3° 14,68 379-529 476,85
Δm, perda de massa (%); ΔT, diferença de temperatura (°C); Tp, temperatura de pico (°C).
Propriedades de pasta
Pelos valores obtidos no RVA observou-se uma menor viscosidade de pico e
final, além de um maior tempo de pico para a farinha de ervilha, o que pode ser
observado na Tabela 2. De acordo com Chung & Liu (2012) o perfil inferior de
viscosidade da farinha de ervilha em relação ao amido isolado da ervilha se deve ao
menor teor de amido na farinha, além da presença de proteína, lipídios e fibras.
(A) (B)

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
89
Tabela 2 – Resultados RVA das amostras: farinha de ervilha (a) e amido de ervilha (b)
Amostra Temperatura de
pasta/°C Viscosidade de
pico/cP Tempo de pico/seg
Tendência à retrogradação/c
P Quebra/cP
Viscosidade final/cP
(a) - 132,50±0.71b 764,70±1,27a 83,00±1,41b 3,25±0,35b 211,95±1,34b
(b) 73,94 ±0,01a 1254,05± 0,07a 536,10 ±0,42b 1108,50±0,71a 277,00 ±1,41a 2087,25 0,35a
(*) cP “centipoises”, seg “segundos”. a,b sobrescritas na mesma coluna indicam diferenças significativas entre as amostras.
A partir das curvas de RVA (Figura 2B) é possível observar que a tendência a retrogradação mostrou-se elevada no amido de ervilha (b), aspecto muitas vezes indesejado para a indústria. Wang & Copeland (2012) observaram uma diminuição na tendência a retrogradação do amido de ervilha utilizando-se uma hidrólise alcalina.
CONCLUSÕES A partir dos resultados obtidos foi possível observar que a farinha de ervilha
apresentou comportamento térmico, reológico e aspecto microscópico claramente diferenciado dos obtidos para o amido. Isso ocorre pois existem outros elementos como proteínas, fibras e lipídios, que certamente interferem nas propriedades encontradas. O amido de ervilha possui características físicas interessantes, dentre elas a viscosidade, porém para que possa ter aplicação na indústria de alimentos sugere-se que modificações químicas ou físicas sejam realizadas com a finalidade de melhorar as suas propriedades, como a forte tendência a retrogradação.
REFERÊNCIAS
Canniatti-Brazaca, S. G. Valor nutricional de produtos de ervilha em comparação com a ervilha fresca. Ciência e Tecnologia de Alimentos, 26(4), 766-771, 2006.
Chavan, U. D.; Shahidi, F.; Hoover, R.; Perera, C. Characterization of beach pea (Lathyrus maritimus L.) starch. Food Chemistry, 65(1), 61-70, 1999. Chung, H. J.; Liu, Q. Physicochemical properties and in vitro digestibility of flour and starch from pea (Pisum sativum L.) cultivars. International Journal of Biological Macromolecules, 50(1), 131-137, 2012.
Hoover, R.; Hughes, T.; Chung, H. J; Liu, Q. Composition, molecular structure, properties, and modification of pulse starches: a review. Food Research International, 43, 399-413, 2010. Hornung, P. S.; Granza, A. G.; Oliveira, C. S.; Lazzarotto;, M.; Schnitzler, E. Study of the Effects of Ultraviolet Light and Sodium Hypochlorite Solutions on Properties of Cassava Starch Granules. Food Biophysics, 10(3), 368-374, 2015. IBGE. Instituto Brasileiro de Geografia e Estatística. Produção Agrícola Municipal: culturas temporárias e permanentes. Rio de Janeiro: Instituto Brasileiro de Geografia e Estatística, 2010.
Leivas, C. L.; Costa, F. J. O. G.; Almeida, R. R.; Freitas, R. J. S.; Stertz, S. C.; Schnitzler, E. Structural, physico-chemical, thermal and pasting properties of potato (Solanum tuberosum L.) flour. Journal of Thermal Analysis and Calorimetry, 111, 2211-2216, 2013.

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
90
Peixoto, A. M. Ervilha. Enciclopédia Agrícola Brasileira. São Paulo: Universidade de São Paulo: 83-85 p. 2000.
Pereira, A. S. Ervilha: Integração Pesquisa/ Iniciativa Privada. Informe Agropecuário, 1989.
Ribeiro, L. S.; Cordoba, L. P.; Colman, T. A. D.; Oliveira, C. S.; Andrade, M. M. P.; Schnitzler, E. Influence of some sugars on the thermal, rheological and morphological properties of ‘‘pinhão’’starch, Journal of Thermal Analysis and Calorimetry, 117, 935–942, 2014. Simsek, S; Tulbek, M. C.; Yao, Y.; Schatz, B. Starch characteristics of dry peas (Pisum sativum L.) grown in the USA. Food Chemistry,115(3), 832-838, 2009.
Wang, S.; Copeland, L. Effect of alkali treatment on structure and function of pea starch granules. Food Chemistry, 135 (1), 1635–1642, 2012.

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
91
MODELAGEM MATEMÁTICA DA HIDRATAÇÃO DE GRÃOS DE SORGO
Danielli A. Reino Olegário da SILVA1; Luiz Mário de Matos JORGE²; Regina Maria Matos JORGE1
1Programa de Pós-Graduação em Engenharia de Alimentos, Universidade Federal do
Paraná. ²Programa de Pós-Graduação em Engenharia de Alimentos, Universidade Estadual de Maringá.
Palavras-chave: page, sorghum bicolor L. Moench, absorção de água.
INTRODUÇÃO
O grão de sorgo é o quinto cereal mais produzido no mundo e, no Brasil, a produção de grãos vem crescendo nas últimas décadas, mas ainda é destinada exclusivamente para fabricação de ração animal (FAO, 2015). Porém, o sorgo é um cereal livre de glúten e pode ser utilizado em uma variedade de outros produtos destinados ao público celíaco, incluindo cervejas, mingau, cuscuz, sorgo parboilizado, amido, pães e outras massas fermentadas e não fermentadas (TAYLOR et al., 2006).
O pré-processamento do sorgo para fabricação de alimentos geralmente envolve a etapa de hidratação, como é o caso da extração do amido, malteação para fabricação de cerveja e moagem para a produção de farinha. Nesses processos, o teor de umidade ao final da hidratação deve alcançar um nível desejado para que o grão seja submetido às etapas subsequentes da linha de produção (ADEYEMI,1983).
Dessa forma, pesquisas sobre o comportamento da umidade do grão ao longo da hidratação são de extrema importância industrial para o controle e otimização do processo. Modelos matemáticos têm sido desenvolvidos com essa finalidade porque são ferramentas essenciais que podem predizer a umidade dos grãos em função do tempo e temperatura de processo (GARCIA, 2013). Equações empíricas são frequentemente utilizadas na modelagem da hidratação de cereais e legumes, porque geralmente são capazes de descrever o processo de forma mais simples, como é o caso do modelo empírico de Page (CUNHA et al., 2008).
Assim, devido à importância do desenvolvimento de produtos alimentícios dedicados ao publico celíaco no país, o estudo das etapas do processamento de alimentos a base de sorgo, como é o caso da hidratação, por meio da modelagem matemática se faz essencial. Desta forma, neste trabalho foi realizada a hidratação de grãos de sorgo, com análise do nível de umidade em função do tempo em diferentes temperaturas, e a equação de Page foi utilizada para modelar o processo.
A pesquisa teve como objetivo estudar o processo de hidratação, avaliando o efeito da temperatura e do tempo na absorção de água pelos grãos de sorgo, além de verificar se o modelo matemático utilizado é indicado para descrever o processo e, em caso positivo, desenvolver uma equação generalizada que mensure os dados de umidade em função do tempo e da temperatura de hidratação.
MATERIAL E MÉTODOS
A cultivar de grãos de sorgo utilizada neste trabalho foi o híbrido BRS 310 (sorgo de grãos vermelhos, tipo granífero), cultivado em fazendas pertencentes ao município de Paracatu (MG), relativo à safra 2014/2014.

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
92
Para o experimento de hidratação dos grãos de sorgo, uma amostra foi imersa em água destilada na proporção de 1:3 (m/v) e hidratada por um período de 12 horas nas temperaturas de 30 ºC, 40 ºC, 50 ºC e 60 ºC. As amostras foram retiradas, secas superficialmente e pesadas para análise de umidade pelo método de estufa a 105 ºC durante 24 horas (ADOLF LUTZ, 1985) de meia em meia hora durante as quatro primeiras horas e de uma em uma hora no restante do experimento.
A modelagem do processo de hidratação foi realizada com o modelo empírico desenvolvido por Page em 1949 (Equação 1) para descrever a secagem em grãos de milho (CUNHA et al., 1998).
(1)
Onde Mt é a umidade no instante de tempo t (% b.u.); Me é a umidade de equilíbrio (% b.u.); M0 a umidade inicial (% b.u.); t o tempo (h); kp (h-1) a taxa de absorção do processo e N é uma constante adimensional. Os parâmetros pertencentes à equação de Page foram encontrados pelo método de linearização da Equação 1.
O nível de ajuste do modelo foi avaliado pelo coeficiente de determinação (R²) e pela análise de desvios realizada por meio da raiz quadrada média do erro (RMSE), do erro médio relativo (P) e do erro padrão da estimativa (SE) (RESIO et al., 2003). O efeito do tempo e da temperatura na absorção de água durante a hidratação foi determinado utilizando a analise de variância (ANOVA) a 95% de significância.
RESULTADOS E DISCUSSÃO
Para avaliar os resultados obtidos nesse trabalho, primeiro foi realizada a análise da absorção de água nos grãos de sorgo ao longo da cinética de hidratação nas diferentes temperaturas e, posteriormente, o modelo matemático utilizado foi avaliado. Cinética de Hidratação - A umidade das amostras de sorgo BRS 310 variou significativamente (p < 0,05) durante a hidratação dos grãos. Inicialmente há uma alta taxa de absorção de água (% b.u./h) que diminui ao longo do tempo com a aproximação da umidade de equilíbrio (Figura 1). A alta taxa de absorção inicial ocorre provavelmente devido ao fenômeno da capilaridade que acelera a difusão da água no interior do grão e ao alto gradiente de concentração na fase inicial do processo (FAN et al., 1963).
Figura 1 – Cinética de hidratação do cultivar de sorgo BRS 310
Após a primeira hora de hidratação ocorre a redução da quantidade de água
absorvida, o que se deve à redução do efeito da capilaridade e do gradiente de concentração e, por conseguinte, da taxa de difusão de água no grão. À medida que a umidade de equilíbrio se aproxima, a força motriz da difusão diminui ainda mais e a
0 2 4 6 8 10 12
0
5
10
15
20
25
30
35
30 ºC 40 ºC 50 ºC 60 ºC
Um
ida
de
(%
b.u
)
Tempo (h)
)(
0
Nptk
E
Et eMM
MM

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
93
taxa de absorção dos grãos de sorgo torna-se ainda menor (KASHANINEJAD et al., 2009; PRASAD et al., 2010).
O sorgo também absorveu mais água em temperaturas mais elevadas durante a hidratação (p<0,005), comportamento também observado em outros grãos (KHAZAEI & MOHAMMADI, 2009; MONTANUCI et al., 2013). Esse fato ocorre porque o aumento da temperatura expande e amacia o grão, aumentando sua taxa de hidratação (KASHANINEJAD et al., 2009). Modelagem - O modelo obtido por meio dos parâmetros kp e N, encontrados para cada temperatura por meio da linearização da Equação 1, apresentou determinados níveis de ajuste em relação ao R², SE, RMSE e P (Tabela 1).
Tabela 1 – Parâmetros de ajuste do modelo de Page.
Temperatura (ºC) SE (% b.u.) P (%) RMSE (%) R² (%)
30 0,68 2,05 2,64 95,4 40 0,48 1,24 1,78 96,8 50 0,29 0,77 0,98 98,8 60 0,24 0,52 0,75 97,4
Para que um modelo seja considerado aceitável na descrição de um processo, o valor de P deve ser menor do que 10 % (BOTELHO et al., 2013) e a raiz quadrada média do erro (RMSE) menor do que 5% (RESIO et al., 2003). De um modo geral, para a escolha de um modelo adequado é levado em consideração aquele que contém um alto coeficiente de determinação (R²) e baixos valores de SE, P e RMSE (PRASAD et al., 2010).
Como o modelo de Page apresentou valores de P e RMSE menores do que 3%, valores de SE menores do que 1%. e valores de R² maiores do que 95% para todas as temperaturas estudadas, ele conseguiu predizer de modo adequado o processo de hidratação para a cultivar de sorgo BRS 310. Por apresentar bons ajustes, esse modelo pode ser utilizado para obter uma equação generalizada que fornece informações sobre a umidade do grão em função do tempo e da temperatura de processo.
Para obter o modelo generalizado de Page, o parâmetro que apresenta relação com a taxa de absorção do grão (kp) foi relacionado com a temperatura por uma equação do tipo Arrhenius, que pôde ser substituída na Equação 1.
O modelo generalizado de Page (Figura 2) apresentou erro médio relativo (P) de 1,13%, raiz quadrada do erro médio (RMSE) igual a 1,61% e erro padrão da estimativa (SE) de 0,42%, ajustes considerados excelentes (RESIO et al., 2003). Por isso, esse modelo foi considerado adequado para descrever a hidratação do sorgo BRS 310 em função do tempo e da temperatura.
Figura 2 – Modelo generalizado de Page para a cultivar de sorgo BRS 310
0 2 4 6 8 10 12
0
5
10
15
20
25
30
35
30 ºC 40 ºC 50 ºC 60 ºC 30 ºC modelo 40 ºC modelo 50 ºC modelo 60 ºC modelo
Um
idade (
% b
.u.)
Tempo (h)

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
94
CONCLUSÕES O aumento do tempo e da temperatura teve um efeito positivo no aumento da
absorção de água dos grãos. Observando a interferência da temperatura na hidratação, verifica-se que o processo pode ser encurtado em temperaturas mais elevadas. Dessa forma, o monitoramento da temperatura da água de hidratação é de extrema importância no controle da taxa absorção de água da cultivar de sorgo BRS 310 durante o processo.
O modelo de Page apresentou bons ajustes e por isso pôde ser utilizado desenvolver o modelo generalizado de Page que se mostrou adequado para descrever o processo de hidratação da cultivar BRS 310, podendo, assim, prever a umidade dos grãos em função do tempo e da temperatura de hidratação.
REFERÊNCIAS
Adeyemi, I. A. Dry-milling of sorghum for ogi manufacture. Journal of Cereal Science, 1(3), 221-227, 1983. Botelho, F. M.; Corrêa, P. C.; Martins, M. A.; Botelho, S. DE C. C.; Oliveira, G. H. H. DE. Effects of the mechanical damage on the water absorption process by corn kernel. Food Science and Technology, 33(2), 282-288, 2013. Cunha, L. M.; Oliveira, F. A. R.; Oliveira, J. C. Optimal experimental design for estimating the kinetic parameters of processes described by the Weibull probability distribution function. Journal of Food Engineering, 37(2), 175-191, 1998. Fan, L.-T.; Chu, P.-S.; Shellenberger, J. A. Diffusion of water in kernels of corn and sorghum. Cereal Chemistry, 40(4), 303-313, 1963. FAO - Food and Agriculture Organization of the United Nations - statistics division. Disponível em: <http://faostat3.fao.org/browse/Q/QC/E>. Acesso em: 10/3/2015. Garcia, C. Modelagem e simulação de processos industriais e sistemas eletromecânicos. 2. ed. São Paulo: Editora da Universidad de São Paulo, 2013. Instituto Adolf Lutz. Normas analíticas do Instituto Adolf Lutz. 3a ed. São Paulo, 1985. Kashaninejad, M.; Dehghani, A. A.; Kashiri, M. Modeling of wheat soaking using two artificial neural networks (MLP and RBF). Journal of Food Engineering, 91(4), 602-607, 2009. Khazaei, J.; Mohammadi, N. Effect of temperature on hydration kinetics of sesame seeds (Sesamum indicum L.). Journal of Food Engineering, 91(4), 542-552, 2009. Montanuci, F. D.; Jorge, L. M. DE M.; Jorge, R. M. M. Kinetic , thermodynamic properties and optimization of barley hydration. Food Science and Technology, 33(4), 690-698, 2013. Prasad, K.; Vairagar, P. R.; Bera, M. B. Temperature dependent hydration kinetics of Cicer arietinum splits. Food Research International, 43(2), 483-488, 2010.

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
95
Resio, A. N. C.; Aguerre, R. J.; Suárez, C. Study of some factors affecting water absorption by Amaranth grain during soaking. Journal of Food Engineering, 60(4), 391-396,2003. Taylor, J. R. N.; Schober, T. J.; Bean, S. R. Novel food and non-food uses for sorghum and millets. Journal of Cereal Science, 44(3), 252-271, 2006.

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
96
CARACTERIZAÇÃO FÍSICO-QUÍMICA DE COGUMELOS Pleurotus spp COMERCIALIZADOS EM CURITIBA
Fabiane BACH1; Cristiane V. HELM2; Charles W. I. HAMINIUK3
1Programa de Pós-Graduação em Engenharia de Alimentos, Universidade Federal do Paraná; 2Empresa Brasileira de Pesquisa Agropecuária (Embrapa Florestas,
Colombo/PR); 3Universidade Tecnológica Federal do Paraná. *[email protected].
Palavras-chave: Shimeji, Eryngii, proteína, fibra, lipídeos.
INTRODUÇÃO
Os cogumelos são fungos macroscópicos conhecidos e utilizados como alimento e/ou medicamento há milhões de anos. O consumo de cogumelos no Brasil é considerado baixo, quando comparado a outros países como China, Japão, Coréia, França, Portugal. No Brasil, os cogumelos são produzidos e consumidos principalmente nas regiões Sudeste e Sul, sendo que os cogumelos mais consumidos são o Agaricus bisporus (Champignon), o Lentinula edodes (Shiitake) e cogumelos da espécie Pleurotus ostreatus (Shimeji).
Nutricionalmente os cogumelos são ricos em proteínas, fibras alimentares, vitaminas e minerais; apresentam baixo teor de gordura total, mas com uma elevada proporção de ácidos graxos insaturados, e não possuem colesterol. A maior parcela do corpo de frutificação dos cogumelos é composta por água (entre 85 e 95%), o que os torna muito perecíveis, além do fato de apresentarem rápida maturação morfológica. De acordo com dados coletados de diversas espécies de cogumelos por Kalač (2009) e Wang et al. (2014), o percentual de proteína pode variar de 12,0 a 56,3%, em base seca. A proteína presente nos cogumelos contém os nove aminoácidos essenciais requeridos pelos seres humanos. Sua qualidade pode ser comparada à proteína animal, mas a quantidade proteica é inferior às encontradas em carnes. Quando comparado ao leite e a outros alimentos (maioria dos cereais e vegetais), os cogumelos apresentam maior teor proteico (AKBARIRAD et al., 2013; CHANG & WASSER, 2012; BARROS et al., 2007).
Nos cogumelos o conteúdo de carboidratos pode variar de 13 a 65%, em base seca, os quais podem ou não ser digestíveis, sendo em sua maior parte não digestíveis, como os oligo e polissacarídeos. (WANG et al., 2014; CHEUNG, 2008). Em relação ao teor lipídico, os cogumelos apresentam baixas concentrações, variando de 2 a 10%, em base seca (KALAČ, 2009; CHEUNG, 2008). Podem ser considerados uma fonte de fibra alimentar, uma vez que o seu conteúdo pode variar de 4 a 55%, em base seca (VILLARES et al., 2012). São ricos em sais minerais (6 a 10,9%, em base seca), sendo os que apresentam-se em maiores quantidades são o potássio, o fósforo, o enxofre, o magnésio, o cálcio e o sódio (KALAČ, 2009).
Para Ribeiro et al. (2009) e Bernaś et al. (2006), os cogumelos deveriam ser considerados como “alimento dietético”, uma vez que possuem elevado teor proteico e reduzido valor calórico, recorrente a baixa concentração de lipídeos em sua constituição. Este trabalho teve o objetivo estudar a composição físico-química de quatro cogumelos comestíveis, do gênero Pleurotus sp, comercializados no município de Curitiba/PR.

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
97
MATERIAL E MÉTODOS
Cogumelos do gênero Pleurotus sp (Pleurotus eryngii (Eryngui); Pleurotus djamor (Salmão); Pleurotus ostreatus branco (Shimeji branco); Pleurotus ostreatus cinza (Shimeji cinza)) foram adquiridos no comércio de Curitiba, no ano de 2015. Para a determinação da composição química desses cogumelos, utilizou-se a totalidade do corpo de frutificação dos mesmos. As amostras foram lavadas, drenadas e trituradas até a obtenção de consistência pastosa e homogênea. Desse material foram separadas alíquotas para a caracterização química. O teor de umidade, cinzas, proteínas, extrato etéreo (lipídeos) e fibras alimentares foram quantificados segundo os métodos da AOAC 1995. O fator de conversão utilizado para a proteína foi 4,38, conforme Çağlarirmak (2007). Os carboidratos totais foram calculados por diferença. Todas as determinações foram realizadas em triplicata, com exceção da fibra alimentar que foi feita em quatro replicatas.
RESULTADOS E DISCUSSÃO
A composição química dos cogumelos pode diferir de acordo com a espécie, o substrato de cultivo, as condições atmosféricas, a idade e a parte do corpo de frutificação analisada (BERNAŚ et al., 2006). O teor de umidade foi elevado para os quatro cogumelos analisados. O P. djamor foi o que obteve o maior teor de umidade (91,63%), enquanto o P. ostreatus cinza apresentou a menor umidade (88,19%). O cogumelo P. eryngii e o P. ostreatus branco eram compostos por 89,52 e 90,65% de umidade, respectivamente. Valores semelhantes foram encontrados na literatura, para diversas espécies de cogumelos, sugerindo que os basidiomicetos utilizados na pesquisa encontravam-se em conformidade no que se refere à proporção de umidade e sólidos totais (LA GUARDIA et al., 2005; REIS et al., 2012; SALES-CAMPOS et al., 2011).
A caracterização química dos cogumelos comestíveis estudados (gênero Pleurotus sp), expressa em base seca, é apresentada na Tabela 1. Destaca-se, na composição química dos cogumelos, a elevada concentração de proteínas e fibras alimentares. A quantidade de proteína presente nos cogumelos estudados variou de 16,47 g 100g-1 no P. eryngii até 36,96 g 100g-1 no P. ostreatus cinza. Valores semelhantes foram descritos em trabalhos de pesquisa realizados por Cohen et al. (2014) e Ulziijargal & Mau (2011). Tabela 1 – Caracterização físico-química dos cogumelos do gênero Pleurotus sp.
Propriedade
Espécie de cogumelo/ Quantidade em base seca (g.100g-1)
Pleurotus djamor
(salmão)
Pleurotus eryngii
(ostra rei)
Pleurotus ostreatus
(Shimeji cinza)
Pleurotus ostreatus
(Shimeji branco) Cinzas 8,17±0,27 6,93±0,16 8,12±0,09 6,99±0,17
Lipídeos 1,40±0,17 1,74±0,12 1,60±0,18 1,40±0,07 Proteínas 22,54±0,18 16,47±0,42 36,96±0,44 22,54±0,20
Fibra alimentar 33,98±3,15 29,03±1,63 32,96±1,49 43,53±1,55 Carboidratos 33,91* 45,83* 20,36* 25,54* * teor de carboidratos obtido por diferença
O teor de fibra alimentar encontrada nos cogumelos foi elevado, variando de 29,03 g 100g-1 para o P. djamor a 43,53 g 100g-1 para o P. ostreatus branco. La Guardia

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
98
et al. (2005) também encontraram teores elevados de fibra alimentar na espécie Pleurotus: 39,82% no P. ostreatus e 28,57% no P. eryngii.
Em relação ao resíduo mineral fixo (cinzas), Çağlarirmak (2007) obteve um teor de 7,94% B.S. para o gênero P. ostreatus, sendo esse valor intermediário ao encontrado em nosso estudo para a mesma espécie (8,12% para o Shimeji branco e 6,99% para o Shimeji cinza). P. ostreatus, cultivados em diferentes substratos, apresentaram variação no teor de mineral fixo entre 6,10 a 8,97 g 100g-1 (Sales-Campos et al., 2011).
O teor de lipídeos presentes nos corpos de frutificação dos cogumelos é ínfimo, mesmo quando o produto encontra-se desidratado. Foram encontrados teores lipídicos de 1,40 a 1,74 g 100g-1 de produto seco. Ulziijargal & Mau (2011) também constataram baixo teor lipídico no gênero Pleurotus sp, variando de 1,57 g 100g-1 (P. eryngii) a 3,76 g 100g-1 (P. ostreatus cinza) em base seca. Sales-Campos et al. (2011) quantificaram os lipídios de cogumelos P. ostreatus cultivados em diferentes substratos. O teor lipídico em base seca variou de 1,27 a 2,14 g 100g-1.
CONCLUSÕES
O estudo permite concluir que os cogumelos comestíveis de gênero Pleurotus sp analisados nesse trabalho contém elevados teores de proteínas, fibras alimentares e carboidratos. Em contrapartida, apresentam ínfima presença de lipídeos, mesmo quando se encontram desidratados. Dessa forma, podem ser considerados uma excelente fonte de proteína para pessoas que aderem dieta vegetariana.
REFERÊNCIAS
Akbarirad, H.; Kazemeini, S. M.; Shariaty, M. A. Deterioration and some of applied preservation techniques for common mushrooms (Agaricus bisporus, followed by Lentinus edodes, Pleurotus spp.). Journal of Microbiology, Biotechnology and Food Sciences. 2 (6), 2398-2402, 2013. AOAC. Official methods of the Association of Official Analytical Chemists. 16th ed. Arlington, VA: Association of Official Analytical Chemists, 1995. Barros, L.; Baptista, P.; Correia, D. M.; Casal, S.; Oliveira, B.; Ferreira, I. C. F. R. Fatty acid and sugar compositions, and nutritional value of five wild edible mushrooms from Northeast Portugal. Food Chemistry, 105, 140-145, 2007. Bernás, E.; Jaworska, G.; Lisiewska, Z. Edible mushrooms as a source of valuable nutritive constituents. ACTA Scientiarum Polonorum Technologia Alimentaria, 5(1), 5-20, 2006. Chang, S. T.; Wasser, S. P. The Role of Culinary-Medicinal Mushrooms on Human Welfare with a Pyramid Model for Human Health. International Journal of Medicinal Mushrooms, 14 (12), 95-134, 2012. Cheung, P. C. K. Nutritional Value and Health Benefits of Mushrooms. In: Cheung, P. C. K. Mushrooms as functional foods. New Jersey: John Wiley & Sons, 2008.

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
99
Cohen, N.; Cohen, J.; Asatiani, M. D.; Varshney, V. K.; Yu, H. T.; Yang, Y. C. Li, Y. H.; Mau, J. L.; Wasser, S. P. Chemical Composition and Nutritional and Medicinal Value of Fruit Bodies and Submerged Cultured Mycelia of Culinary-Medicinal Higher Basidiomycetes Mushrooms. International Journal of Medicinal Mushrooms, 16 (3), 273-291, 2014 Çağlarirmak, N. The nutrients of exotic mushrooms (Lentinula edodes and Pleurotus species) and an estimated approach to the volatile compounds. Food Chemistry, 105, 1188-1194, 2007. Kalač, P. Chemical composition and nutritional value of European species of wild growing mushrooms: A review. Food Chemistry, 113, 9-16, 2009.

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
100
ANÁLISE DA CINÉTICA DA HIDRATAÇÃO DE GRÃOS DE TRIGO
Fernanda MATTIODA1*; Luiz Mário de Matos JORGE2; Regina Maria Matos JORGE1
1Programa de Pós Graduação em Engenharia de Alimentos, Universidade Federal do Paraná. 2Universidade Estadual de Maringá.
Palavras-chave: modelo de Peleg, imersão, absorção de umidade.
INTRODUÇÃO
O trigo está presente na história da humanidade há aproximadamente 10 mil anos, e desde então é o mais importante dos cereais devido a sua adaptação a todo tipo de terreno e a diferentes climas (QUAGLIA, 1991). Pertencente à família das Gramíneas, o trigo é formado por uma cobertura do fruto, chamada pericarpo, que rodeia a semente. A semente é constituída por gérmen e endosperma (HOSENEY, 1991).
Na indústria, o trigo é submetido ao acondicionamento, etapa que consiste na adição de água do grão, com o principal objetivo de obter uma separação eficiente do farelo e endosperma, na moagem (EL-DASH et al., 1982). Em seguida, os grãos de trigo são moídos a fim de separar o endosperma de outros tecidos do grão e reduzir gradualmente o tamanho das partículas até transformar em farinha (POMERANZ, 1978).
As características dos processos de hidratação do trigo são muito importantes e são informações utilizadas nos processos de transformação. Sendo assim, a etapa de acondicionamento tem sido estudada por pesquisadores, a fim de compreender a dinâmica de absorção de umidade no interior do grão (BECKER, 1960; VENGAIAH et al., 2012) e verificar alterações de volume e perda por lixiviação (KASHANINEJAD, et al., 2007). Esses estudos foram feitos considerando diferentes condições de tempo e temperatura.
A modelagem matemática é utilizada para predizer e simular o comportamento dos materiais submetidos a determinado processo, como a hidratação, podendo-se utilizar os modelos fenomenológicos e empíricos como ferramenta para o projeto, otimização e controle do processo.
Diante do exposto, o presente trabalho tem como objetivo analisar a cinética de hidratação de grãos de trigo, utilizando o modelo empírico de Peleg (1988).
MATERIAL E MÉTODOS
Foram utilizados no experimento grãos de trigo do cultivar Quartzo da safra de 2014, gentilmente cedidos pela cooperativa Castrolanda, Ponta Grossa-PR. Foi utilizado um banho termostático para a realização dos ensaios em triplicata nas temperaturas de
30, 40, 50 e 60°C.
As amostragens foram realizadas nos seguintes instantes: 30, 60, 90, 120, 150, 180, 210, 240, 300, 360, 420, 480, 510, 540, 570, e 600 minutos. Utilizou-se uma parte da amostra para avaliar a densidade do grão de trigo, enquanto a outra parte destinou-se à determinação da umidade em base úmida (Xbu) (Equação 1). A umidade foi estimada

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
101
pelo método clássico de secagem em estufa à 105 °C durante 24 horas ou até peso constante.
MU
MSMUXbu
(1)
O modelo utilizado foi o de Peleg (1988), o qual desenvolveu um modelo
empírico com dois parâmetros. E para o cálculo da umidade em determinado instante de tempo (t), segue a Equação 2. Onde Xbs é a umidade em base seca, k1 e k2 são as constantes do Modelo de Peleg.
(2) A Equação 2 do modelo de Peleg pode ser linearizada resultando na Equação 3,
e assim os parâmetros k1 e k2 podem ser obtidos por regressão linear.
(3)
A constante k1 do Modelo de Peleg está relacionada com a taxa de transferência de massa e quanto menor for o seu valor, maior a taxa de absorção inicial de umidade do grão (TURHAN et al., 2002).
RESULTADOS E DISCUSSÃO
Análise do processo de hidratação A Figura 1 apresenta os valores de umidade para cada uma das temperaturas
estudadas em cada instante (0 a 600 minutos).
Figura 1 – Cinética da Hidratação do grão de trigo.
De acordo com a Figura 1 pode-se perceber que o processo de hidratação apresentou rápida absorção de umidade no início do processo, nos primeiros 100 minutos, seguido por uma redução da taxa de absorção. Kornarzyñski et al. (2002) com grão de trigo, e Botelho et al. (2010) com arroz verificaram comportamento semelhante.
De acordo com Geankopolis (1983), a taxa de hidratação aumenta com o aumento da temperatura, situação observada no presente estudo. Pesquisadores como Maskan (2002) e Oliveira et al. (2013) também verificaram a veracidade do efeito da temperatura ao longo do processo para a taxa de absorção e, o atribuíram ao coeficiente
0 100 200 300 400 500 600
0
10
20
30
40
50
30 ºC 40 ºC 50 ºC 60 ºC
Um
ida
de
(%
)
Tempo (min)

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
102
de difusão, tal que, com o aumento da temperatura aumenta-se a taxa de difusão de água.
Kashaninejad e Kashiri (2007) avaliaram a absorção de água no grão de trigo sob diferentes temperaturas (25 a 65ºC) e afirmaram que o aumento do conteúdo de umidade com o aumento da temperatura é devido a alterações de resistência à difusão no grão. Vengaiah et al. (2012) também analisaram grãos de trigo na imersão em água sob diferentes temperaturas (30 a 70 ºC) e obtiveram estas mesmas conclusões.
Modelagem matemática do processo de imersão: Os dados experimentais e o ajuste do Modelo de Peleg são apresentados na
Figura 2.
Figura 2 – Ajuste do Modelo de Peleg aos dados experimentais.
A Figura 2 mostra que, para as temperaturas de hidratação de 30, 40, 50 e 60°C, houve um bom ajuste do modelo na fase dinâmica (inicial) como na estacionária (equilíbrio).
Considerando-se que k1 se refere à transferência de massa e é proporcional à temperatura e k2 refere-se à capacidade máxima de absorção de umidade, temos para o Modelo de Peleg os valores da Tabela 1.
Tabela 1- Valores das constantes (k1 e k2), do R2 e umidade de equilíbrio em todas as temperaturas.
°C
k1
k2 R2 XE*
30 3,8180 0,0328 0,9931 38,9241
40 2,5498 0,0295 0,9985 42,4220
50 2,2030 0,0271 0,9980 46,8404
60 1,7822 0,0234 0,9986 51,7192 * XE: umidade de equilíbrio
Observa-se que os valores de k1 e k2 decresceram com o aumento da temperatura, porém os valores de k2 apresentaram uma variação pouco significativa. Essa tendência de decréscimo dos valores de k1 e k2 corrobora com o trabalho de Vengaiah et al. (2012), que analisou grãos de trigo. Ao contrário do que aconteceu com outros produtos, como o feijão vermelho (ABU-GHANNAN & MCKENNA, 1997), no qual os valores de k1 mantiveram-se praticamente constantes.
0 100 200 300 400 500 600
0
10
20
30
40
50
Um
idad
e(%
)
Tempo (min)
30 ºC 40 ºC 50 ºC 60 ºC 30 ºC-modelo 40 ºC-modelo 50 ºC-modelo 60 ºC-modelo

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
103
Considerando os valores do Coeficiente de Correlação (R2), pode-se observar que o Modelo de Peleg teve um bom ajuste para os dados experimentais nas quatro temperaturas (30, 40, 50 e 60 ºC), pois todos os valores mantiveram-se em torno de 0,99.
CONCLUSÕES
O aumento da temperatura de hidratação promoveu uma maior taxa de absorção, resultante do aumento do coeficiente de difusão. O ajuste do Modelo de Peleg aos dados experimentais gerou valores de k1 e k2 que decresceram com o aumento da temperatura. Com base nos Coeficientes de Correlação, pode-se perceber que o Modelo de Peleg teve um bom ajuste aos dados experimentais nas quatro temperaturas.
REFERÊNCIAS
Abu-Ghannan, N., Mc Kenna, B. The application of Peleg’s equation to model water absorption during soaking of red kidney beans. Journal of Food Engineering, 32 (4), 391-401, 1997.
Becker, H. A. On the absorption of liquid water by the wheat kernel. Cereal chemistry, 37, 309-323, 1960.
Botelho, F. M., Correa, P. C., Goneli, A. L. D., Martins, M. A., Baptestini, F. M. Análise da hidratação do arroz na parboilização. Ciência e Tecnologia Alimentos, 30 (3), 713-718, 2010.
El-Dash, A. A.; Camargo, C, O.; Diaz, N. M. Fundamentos da Tecnologia de Moagem. Secretaria da Indústria, Comércio e Tecnologia do Estado de São Paulo, 1-400, 1982.
Geankopolis, C.J. Transport processes: momentum, heat and mass allyn and bacon series in engineering. Allyn & Bacon, Boston, 1983
Hoseney, R. Carl. Principios de ciencia y tecnología de los cereales. Zaragoza: Acribia, 1991. 321 p.
Kashaninejad, M.; Maghsoudlou, Y.; Rafiee, S.; Khomeiri, M. Study of hydration kinetics and density changes of rice (Tarom Mahali) during hydrothermal processing. Journal of Food Engineering, 79, 1383–1390, 2007.
Kent, N. L. Tecnologia de los cereales: introducción para estudiantes de ciencia de los alimentos y agricultura. Zaragoza: Acribia, 1987. 221p.
Kornarzynski, K.; Pietruszewski, S.; Lacek, R. Measurement of the water absorption rate in wheat grain. International Agrophysics. 16, 33-36, 2002.
Maskan, M. Effect of processing on hydration kinetics of three wheat products of the same variety. Journal of Food Engineering, 52, 337-341, 2002.
Oliveira, A. L.; Colnaghi, B. C.; Silva, E. S.; Gouvea, I. R.; Vieira, R. L.; Augusto, P. E. D. Modelling the effect of temperature on the hydration kinetic of adzuki beans (Vigna angularis). Journal of Food Engineering, 118, 417–420, 2013.

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
104
Peleg, M. An empirical model for the description of moisture sorption curves. Journal of Food Science, 53, 1988.
Pomeranz, Y. Wheat: Chemistry and Technology. AACC, St. Paul, 3 ed. 821p., 1978.
Quaglia, G. Ciencia y tecnología de la panificación. Zaragoza: Acribia, 1991. 485p.
Vengaiah, P.C.; Raigar, R.K.; Srivastav, P.P.; Majumdar G.C. Hydration characteristics of wheat grain. Agricultural Engeneering International, 14 (1), 116-119, 2012.

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
105
MODELAGEM DA HIDRATAÇÃO DE GRÃOS DE FEIJÃO (Phaseolus vulgaris L.)
Gabriel CECCHIN1; Luiz Mário de Matos JORGE2; Regina Maria de Matos JORGE1
1Programa de Pós-Graduação em Engenharia de Alimentos, Universidade Federal do
Paraná; 2Programa de Pós-Graduação em Engenharia Química, Universidade Estadual de Maringá.
*[email protected] Palavras-chave: Peleg, cinética, embebição.
INTRODUÇÃO O feijão-comum (Phaseolus vulgaris) é uma leguminosa originária da
América, amplamente cultivada e consumida no Brasil, onde representa uma das principais fontes de proteína de origem vegetal da população (DURIGAN, 1987; OLIVEIRA DA SILVA, 2006). Na safra de 2014/2015 o Brasil produziu 3275 mil toneladas de feijão, obtendo destaque a região sul com 963 mil toneladas e a região centro-oeste com 776 mil toneladas (CONAB, 2015). O processamento e a preparação de alimentos estão exigindo maior rapidez e praticidade, desta forma a hidratação e o cozimento do feijão requerem períodos cada vez menores (RIBEIRO, 2007). O modelo empírico de Peleg é o mais utilizado na hidratação de grãos atualmente, publicado em 1988, vem demonstrando bons ajustes na modelagem de hidratação de grãos, como arroz (FONSECA et al., 2011), feijão (ABU-GHANNAM, 1997). Neste trabalho foi realizado o ensaio de hidratação do feijão, do cultivar BRS Esplendor, onde a partir desses dados foi ajustado o modelo empírico de Peleg, com objetivo de avaliar as curvas de hidratação do grão, ajustar o modelo e obter seu modelo generalizado.
MATERIAL E MÉTODOS A amostra de feijão, da safra 2014/2015 produzidas em Goiás foram doadas
pela Empresa Brasileira de Pesquisa e Agropecuária (EMBRAPA), do município de Santo Antônio do Goiás – GO, sendo o cultivar BRS Esplendor utilizado para os experimentos de hidratação.
Cinética da hidratação A amostra foi imersa em água destilada na proporção 1:3 (v/v), com
temperatura controlada em banho termostático a 30, 40, 50 e 60ºC +/- 1ºC. Aproximadamente 5 gramas de amostra foram retiradas em intervalos de tempo determinados e secas superficialmente com papel toalha, para que a água superficial fosse eliminada e não interferisse na umidade. As amostras foram pesadas e secas em estufa a 105°C/24h para o cálculo da umidade.
Modelagem empírica de Peleg Este modelo empírico, proposto por Peleg em 1988, foi utilizado para ajustar as
curvas de hidratação de leite em pó e arroz, segundo a Equação 1, com valores de R2 satisfatórios
��� = ���� +�
(�1 + �2�)(1)
Onde, Xbu é a umidade no instante t (%b.s.), Xbuo a umidade inicial (%b.s.), t
é o tempo (h), a unidade de k1 é (h. %bs-1) e de k2 (%bs-1).

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
106
A linearização da Equação 1 resulta na Equação 2, que pode ser utilizada para a obtenção dos parâmetros k1 e k2 por regressão linear.
�
���(�) ����= �1 + �2�(2)
O efeito da temperatura e do tempo na hidratação dos grãos foi determinado
pela análise de variância (ANOVA) a 95% de significância.
RESULTADOS E DISCUSSÃO Cinética A cinética representa o teor de umidade dos grãos no decorrer da hidratação.
As curvas são típicas dos produtos agrícolas, onde nos instantes iniciais, a absorção de água é instantânea e ocorre a uma taxa acelerada (MARQUES, 2014). Este fator é decorrente da rápida absorção de água que a camada externa consegue absorver e também pelo alto gradiente entre os tecidos do grão e o meio (BELLO et al., 2004; BOTELHO et al., 2013).
A cinética do cultivar BRS Esplendor está representada na Figura 1.
Figura 1 - Hidratação do cultivar BRS Esplendor nas temperaturas de 30, 40, 50 e 60°C.
A absorção de água de maneira rápida no início do processo pode ocorrer
devido a presença de fissuras ou poros no grão, permitindo ação capilar na superfície, conduzindo a absorção de umidade no grão. O tempo de hidratação influenciou significativamente a umidade do grão (p<0,05). A casca também tem função protetora e reguladora, controlando a velocidade de absorção de água, prevenindo de danos que podem ser causados pelas pressões desenvolvidas na hidratação (TAGAWA et al, 2003; CAVARIANI et al, 2009). A temperatura não obteve influência significativa no teor de umidade do grão (p<0,05).
Qualidade de ajuste Na Tabela 1 estão representados os valores de R², P (erro relativo), RMSE (raiz
quadrada média do erro), SE (estimativa do desvio padrão) para o modelo de Peleg, onde foi considerado que obteve um bom ajuste, obtendo R² entre 99,81 e 99,98%. Tabela 1 - Ajuste do modelo de Peleg em função da temperatura
Temperatura (°C) R² (%) P (%) RMSE (%b.u.) SE (%b.u.) 30 99,81 3,47 4,39 2,50 40 99,93 1,88 2,27 1,32 50 99,98 0,85 1,15 0,71 60 99,94 2,71 3,53 2,23

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
107
Os valores de P (erro relativo), para o modelo de Peleg estiveram abaixo de
10%, valor máximo predito por Mohapatra e Rao (2005). A raiz quadrada média do erro (RMSE) também esteve menor do que 5%, indicando que o modelo é considerado adequado (RESIO et al., 2003).
Modelo generalizado de Peleg Para obtenção do modelo generalizado de Peleg foi usado o valor de k2 como a
média relativa às temperaturas de 30, 40, 50 e 60°C e para a obtenção do k1 foi plotado um gráfico da Temperatura versus k1 e a equação de regressão linear foi utilizada como valor de k1 em função da temperatura.
A equação generalizada gerada para o modelo foi a Equação 3.
��� = ���� +�
(0,0094 0,0001� + 0,0207�)(3)
Com a equação neste formato, o modelo generalizado de Peleg em função das
temperaturas para o cultivar BRS Esplendor pode ser comparado com os dados experimentais (Figura 2).
Figura 2 – Simulação do modelo de Peleg generalizado para o cultivar BRS Esplendor
Os valores de P, RMSE e SE estiveram dentro do limite aceitável, onde o valor
de P foi de 2,9e1% e RMSE de 3,36% Como representado na Figura 3, o modelo generalizado consegue seguir uma tendência na fase inicial e intermediária do processo, não obtendo a mesma qualidade de ajuste para umidade de equilíbrio da hidratação, principalmente nas temperaturas mais elevadas, como 50°C e 60°C, devido à perda de sólidos solúveis.
CONCLUSÕES Durante o processo de hidratação os cultivares apresentaram alta taxa de
absorção de água inicial, seguido da diminuição desta taxa até sua fase de estabilização. O modelo empírico de Peleg apresentou bons resultados, onde o R² foi satisfatório e os erros P, RMSE e SE estiveram dentro de um limite aceitável. O modelo de Peleg foi generalizado, conseguindo prever as principais tendências do processo de hidratação, desde sua fase inicial até sua fase intermediária. Com essa modelagem de hidratação do feijão, é possível determinar o teor de umidade do grão em um função do tempo e da temperatura.

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
108
REFERÊNCIAS Abu-Ghannan, N.; Mackenna, B. The application of Peleg’s equation to model water absorption during the soaking of red kidney beans (Phaseolus vulgaris L.) Journal of Food Engineering, 32, 391-401, 1997. Bello, M.; Tolaba, M. P.; Suarez, C. Factors affecting water uptake of rice grain during soaking. Lebensmittel-Wissenschaft und-Technologie, 37, 811-816, 2004.
Botelho, F. M.; Corrêa, P. C.; Martins, M. A.; Botelho, S. C. C.; Oliveira, G. H. H. Effects of the mechanical damage on the water absorption process by corn kernel. Food Science and Technology, 33(2), 282-288, 2013.
Cavariani, C.; Toledo, M. Z.; Rodella, R. A.; Neto, J. B. F.; Nakagawa, J. Velocidade de hidratação em função de características do tegumento de sementes de soja de diferentes cultivares e localidades. Revista Brasileira de Sementes, 31(1), 030-039, 2009.
CONAB. Companhia Nacional de Abastecimento. Acompanhamento da safra brasileira. Grãos, v. 2 - Safra 2014/15, n. 9 - Nono levantamento, Brasília, p. 1-104, junho 2015.
Durigan, J. F.;Sgarbieri, V. C.; Bulisani, E.A. Protein Value of Dry Bean Cultivars: Factors Interfering with Biological Utilization. Journal Agric. Food Chemistry, 35(5), 694-698, 1987. Fonseca, F.A.; Soares Júnior, M.S.; Caliari, M.; Bassinello, P.Z.; Eifert, E.C.; Garcia, D.M. Changes occuring during the parboiling of upland rice and in the maceration water at diferente temperatures and soaking times. International Journal of Food Science and Technology, (46), 1912–1920, 2011.
Marques, B. C.; Jorge, L. M. M.; Jorge, R. M. M. . Hydration kinetics, physicochemical composition, and textural changes of transgenic corn kernels of flint, semi-flint, and dent varieties. Ciência e Tecnologia de Alimentos, 34, 88-93, 2014.
Mohapatra, D.; Rao, P.S. A thin layer drying model of parboiled wheat. J. Food Eng., London, 66(4), 13- 18, 2005.
Oliveira Da Silva, C.; Gomes, J. C.; Brunono C. N. M; De Andrade, N. J.; Minim, V. P. R. Caracterização nutricional de feijão (phaseolus vulgaris L.) após processamento térmico. Ceres, 53(309), 528-532, 2006.
PELEG, M. An empirical model for the description of moisture sorption curves. Journal of Food Science, 53(4), 1216-1219, 1988.
Resio, A. C.; Aguerre, R. J.; Suarez, C. Hydration kinetics of amaranth grain. Journal of Food Engineering, 72, 247–253, 2006.
Ribeiro, N. D.; Rodrigues, J. A.; Gargnelutti Filho, A.; Poersch, N. L.; Trentin, M.; Rosa, S. S. Efeito de períodos de semeadura e das condições de armazenamento sobre a qualidade de grãos de feijão para o cozimento. Bragantia, 66(3), 369-376, 2007.
Tagawa A, Muramatsu Y, Nagasuna T, Yano A, Iimoto M & Murata S. Water absorption characteristics of wheat and barley during soaking. Transactions of the ASAE, 46, 361–366, 2003.

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
109
OBTENÇÃO DE EXTRATO AQUOSO DE ERVA-MATE (Ilex paraguariensis)
Isabel Boger Bubans GERKE1; Vítor Renan da SILVA1; Agnes de Paula SCHEER1
1Programa de Pós-Graduação em Engenharia de Alimentos, Universidade Federal do Paraná. *[email protected].
Palavras-chave: Erva-mate; Extrato aquoso; Metilxantinas; Compostos fenólicos.
INTRODUÇÃO
A erva-mate (Ilex paraguariensis Saint Hilaire) é cultivada e consumida predominantemente nos países sul-americanos: Argentina, Brasil, Paraguai e Uruguai. No Brasil a atividade ervateira predomina na Região Sul. Segundo dados do IBGE (2013) e EMBRAPA (2014), a cadeia produtiva da erva-mate obteve um valor de produção de R$ 406 milhões em 2013, empregando cerca de 700 mil colaboradores. Os principais usos da erva-mate são no preparo de chimarrão, tererê e chá mate. A composição química da erva-mate é complexa, constituída por compostos bioativos, como alcalóides (metilxantinas) (MAZUR et al., 2014), saponinas (COELHO et al., 2010) e compostos fenólicos (FRIZON et al., 2015). A ingestão de compostos fenólicos, antioxidantes naturais, auxilia na prevenção de doenças causadas pelo estresse oxidativo como o câncer, osteoporose e doenças cardiovasculares (SCALBERT et al., 2005). A crescente preocupação dos consumidores com bem-estar e saúde tem feito com que as empresas de bebidas invistam no segmento de funcionais que já cresce cinco vezes mais que o dos refrigerantes tradicionais (VENTURINI FILHO, 2011). Neste sentido, o consumo e interesse em bebidas que contém extratos de ervas tem aumentado nos últimos anos (ASHURST, 2005). A produção de chás do tipo pronto para beber está em crescimento e constitui um mercado promissor. Desta forma, pesquisas que visam otimizar o processo de obtenção de extratos, matéria-prima para bebidas como estas, são necessárias, a fim de reduzir custos e garantir que o produto contenha os compostos desejados. O objetivo deste trabalho é a obtenção de um extrato aquoso de erva-mate verde nas condições mais adequadas de processamento (temperatura, agitação e tempo).
MATERIAL E MÉTODOS
A matéria-prima erva-mate seca cancheada, fornecida pela empresa Vier Ltda (Palmerinha – PR), foi submetida à extrações aquosas conduzidas em bateladas na concentração de 7% m/m por 30 min, definidos em estudo prévio, e nas condições de temperatura e agitação definidas pelo delineamento composto central 22 + ponto central apresentado na Tabela 1. As respostas analisadas foram: extrato seco, fenólicos totais, ácido 5-cafeoilquínico (5-CQA), rutina, cafeína e teobromina. A análise estatística foi feita através do software Statistica®. O extrato seco foi determinado pelo método gravimétrico de secagem em estufa de 4,0 mL do extrato até peso constante. A análise de fenólicos totais foi feita através do método de Folin-Ciocalteu (SINGLETON et al., 1999) utilizando o 5-CQA como padrão e a resposta foi dada em g equivalente de 5-CQA/L de amostra. Os teores do ácido fenólico 5-CQA, do flavonol rutina e das metilxantinas cafeína e teobromina foram determinados por cromatografia líquida de alta eficiência (CLAE).

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
110
Tabela 1 – Delineamento Experimental da Extração Aquosa de Erva-Mate Ensaio Temperatura (ºC) Agitação (rpm)
1 20 (-1) 0 (-1) 2 80 (+1) 0 (-1) 3 20 (-1) 400 (+1) 4 80 (+1) 400 (+1) 5 50 (0) 200 (0)
A cinética da extração foi feita em batelada de 1,0 L na mesma concentração (7% m/m) e na temperatura de 80ºC sem agitação (condição determinada pela análise do planejamento experimental). Alíquotas de 6,0 mL foram retiradas e filtradas nos tempos de 3, 10, 20, 30, 60, 120 e 180 minutos. As amostras de extrato foram submetidas à análises de quantificação de extrato seco, fenólicos totais, 5-CQA, rutina, cafeína e teobromina.
RESULTADOS E DISCUSSÃO Através da análise estatística verificou-se que para o teor de cafeína, ambas as
variáveis (temperatura e agitação) e a interação entre elas foram significativas a 95% de confiança. Para todas as outras respostas avaliadas (extrato seco, fenólicos totais, 5-CQA, rutina e teobromina) somente a variável temperatura foi significativa com o mesmo grau de confiança. As curvas de contorno para as resposta de extrato seco e cafeína estão apresentadas na Figura 1. As demais respostas (fenólicos totais, 5-CQA, rutina, teobromina) apresentaram comportamento semelhante ao do extrato seco. Através dessas representações pode-se observar que para o extrato seco o aumento da agitação pouco influencia no rendimento da extração e que o aumento da temperatura ocasiona um aumento considerável da extração. Para o teor de cafeína, o uso da agitação colabora com o rendimento da extração até na região que corresponde ao ponto central do delineamento, porém nas temperaturas mais altas essa influência não é observada.
Figura 1 – Superfícies de contorno da extração aquosa de erva-mate. Extrato seco (esquerda); Cafeína
(direita).
A maior concentração dos compostos encontrada nas temperaturas mais altas está relacionada com o aumento da velocidade inicial de extração, proveniente do aumento da solubilidade do soluto e do coeficiente de difusão (LINARES et al., 2010; HARBOURNE, et al., 2011). A influência negligenciável da agitação em extrações aquosas de erva-mate já foi reportada (JENSEN & ZANOELO, 2012).

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
111
Na Figura 2 estão apresentadas as curvas cinéticas para cada resposta avaliada durante o processo de extração. Apenas os teores de rutina e teobromina não tiveram um aumento expressivo com o passar do tempo, porém para todas as outras respostas observa-se uma evolução na extração de cada componente, de forma mais evidente no início e menos intensa a partir de 30 min.
Figura 2 – Comportamento das respostas avaliadas durante a cinética da extração aquosa de erva-mate a
80ºC. Resíduo seco e Fenólicos totais – g.L-1, demais respostas – mg.L-1. * Fenólicos totais em g de equivalente 5-CQA.
Em geral, o tempo de extração de matrizes vegetais é definido pela concentração dos compostos desejados levando em conta os custos efetivos do processo (HARBOURNE, et al., 2011). Portanto, neste caso, o tempo de 30 minutos pode ser utilizado por apresentar concentrações adequadas de resíduo seco (1,45 g.L-1), fenólicos totais (8,87 g.L-1), 5-CQA (559,70 mg.L-1), rutina (47,08 mg.L-1), cafeína (827,95 mg.L-
1) e teobromina (118,75 mg.L-1) além de que para todas as respostas o uso de um maior tempo representa um aumento menor que 3,5% da concentração por minuto.
CONCLUSÕES
De acordo com os resultados obtidos, constatou-se que o uso da agitação no processo de extração aquosa de erva-mate não apresentou resultados relevantes nos níveis avaliados. A temperatura é uma variável significativa no processo de extração, sendo que as maiores temperaturas resultam nas maiores concentrações de sólidos totais, compostos fenólicos e metilxantinas. O tempo adequado de extração encontrado foi de 30 minutos.
AGRADECIMENTOS
Ao Programa de Pós-Graduação em Engenharia de Alimentos (PPGEAL-UFPR) por possibilitar a realização da pesquisa e à Coordenação de Aperfeiçoamento de Pessoal de Nível Superior (CAPES) pelo apoio financeiro.
REFERÊNCIAS
Ashurst, P. R. Chemistry and Technology of Soft Drinks and Fruit Juices. 2ed. Blackwell Publishing Ltd, 2005.
0
100
200
300
400
500
600
700
800
900
0.0
2.0
4.0
6.0
8.0
10.0
12.0
14.0
16.0
18.0
20.0
3 10 20 30 60 120 180
mg.
L-1
g.L-1
Tempo (min)
Resíduo seco Fenólicos totais* 5-CQA
Rutina Cafeína Teobromina
II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
112
Coelho, G. C.; Gnoatto, S. B.; Bassani, V. L.; Schenkel, E. P. Quantification of saponins in extractive solution of mate leaves (Ilex paraguariensis A. St. Hil.). Journal of medicinal food, v. 13, n. 2, p. 439–443, 2010. EMBRAPA, (Empresa Brasileira De Pesquisa Agropecuária). Cultivo da Erva-Mate. 2 ed., p.1–55, 2014. Embrapa Florestas - Sistemas de Produção. Disponível em: <https://www.spo.cnptia.embrapa.br/temas-publicados>. Acesso em: 17/3/2015. Frizon, C. N. T.; Oliveira, G. A.; Perussello, C. A.; Peralta-Zamora, P. G.; Camlofski, A. M. O.; Bossa, Ü. B.; Hoffmann-Ribani, R. Determination of total phenolic compounds in yerba mate (Ilex paraguariensis) combining near infrared spectroscopy (NIR) and multivariate analysis. Food Science and Technology, v. 60, n. 2, p. 795-801, 2015. Harbourne, N.; Marete, E.; Jacquier, J. C.; O’riordan, D. Stability of phytochemicals as sources of anti-inflammatory nutraceuticals in beverages – A review. Food Research International, v. 50, p. 480-486, 2011. IBGE, (Instituto Brasileiro De Geografia E Estatística). SIDRA – Sistema IBGE de Recuperação Automática: Agricultura. Disponível em: <http://www.sidra.ibge.gov.br/bda/agric/default.asp?t=2&z=t&o=11&u1=1&u3=5&u4=1&u5=1&u6=1&u2=1>. Acesso em: 17/3/2015. Jensen, S.; Zanoelo, É. F. Kinetics of aqueous extraction of mate (Ilex paraguariensis) leaves. Journal of Food Process Engineering, v. 36, n. 2, p. 220–227, 2012. Linares, A. R.; Hase, S. L.; Vergara, M. L.; Resnik, S. L. Modeling yerba mate aqueous extraction kinetics: Influence of temperature. Journal of Food Engineering, v. 97, n. 4, p. 471–477, 2010. Mazur, L.; Peralta-Zamora, P. G.; Demczuk Jr., B.; Ribani, R. H. Application of multivariate calibration and NIR spectroscopy for the quantification of methylxanthines in yerba mate (Ilex paraguariensis). Journal of Food Composition and Analysis, v. 35, n. 2, p. 55-60, 2014. Scalbert, A.; Manach, C.; Morand, C.; Rémésy, C.; Jiménez, L. Dietary polyphenols and the prevention of diseases. Critical reviews in food science and nutrition, v. 45, n. 4, p. 287–306, 2005. Singleton, V. L.; Orthofer, R.; Lamuela-Raventós, R. M. Analysis of Total Phenols and Other Oxidation Substrates and Antioxidants by Means of Folin-Ciocalteu Reagent. Methods in Enzymology, v. 299, p. 152-178, 1999. Venturini Filho, W. G. Indústria de Bebidas: Inovação, Gestão e Produção. 1 ed. São Paulo: Blucher, 2011.

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
113
BIOCONVERSÃO DE BAINHA FOLIAR DE PUPUNHA ÚMIDA (Bactris gasipaes) POR Pleurotus ostreatus
Marcelo Barba BELLETTINI1*; Rosemary Hoffmann RIBANI1
1Programa de Pós Graduação em Engenharia de Alimentos, Universidade Federal do Paraná
*[email protected]. Palavras-chave: Degradação de substrato úmido, fermentação em estado sólido, quantidade de inóculo, número de furos.
INTRODUÇÃO
O Brasil é o maior produtor e consumidor de palmito como alimento no mundo (ESPINOSA-PARDO, 2014). Pouco tem sido feito quanto a utilização dos resíduos do processamento da indústria de pupunha, tanto pelos produtores, quanto pelas autoridades públicas, tornando-se em alguns locais um problema ambiental e de saúde pública. Estima-se que, em média, 80% da produção de pupunha são resíduos (bainha, caule e folhas), o que significa que uma pequena fábrica que corta cerca de 3000 palmeiras por dia gera aproximadamente 5,5 t dia-1 de resíduo, o que representa em um mês dia 24 dias de produção, cerca de 131 t mês-1. Os resíduos orgânicos podem ser utilizados no desenvolvimento de atividades rentáveis e viáveis com ênfase no processo de bioconversão de resíduos lignocelulósicos por cogumelos (FERNANDES et al., 2015).
Pleurotus spp., da classe dos Basidiomycetes, pertence a um grupo conhecido como "fungos de podridão branca" à medida que produzem um micélio branco e degradam lignina e celulose com uma capacidade efetiva de bioconversão de vários materiais lignocelulósicos, no qual vários tipos de Pleurotus são cultivados comercialmente em diferentes partes do mundo.
Na literatura, estudos apontam para vários fatores que resultam em um maior rendimento de cogumelos. Cogorni et al. (2014) relatam a quantidade de inóculo como fator importante para a produtividade, porém inconclusivos. O entendimento do impacto do substrato sobre a qualidade e produtividade do cogumelo é necessário para a melhor combinação entre a composição do substrato e a quantidade de inoculante para a bioconversão (BALDRIAN; VAL ́AˇSKOV ́, 2008). O número de furos feitos em pacotes de cultivo de cogumelos utilizando a técnica Jun Cao, pouco tem sido estudado e de acordo Rajarathnam e Bano (1987), um maior número de furos em pacotes de cultivo de cogumelos influenciam na eficiência biológica e no rendimento de Pleurotus spp.
O processo de secagem é uma etapa preliminar na cultura de cogumelos. O substrato é triturado, seco a 45-55 oC e então novamente umedecido até 60-65%. De acordo com Oei e Nieuwenhuijzen (2005), resíduos agroindustriais utilizados como substratos podem ser submetidos a prensagem, sem utilização de secagem, para correção de umidade. Portanto, o estudo teve como objetivo avaliar o efeito do inóculo e do número de furos em pacotes de cultivo de cogumelo utilizando bainha foliar úmida de pupunha como substrato avaliando-se a produtividade de basidiocarpos de P. ostreatus na fermentação em estado sólido.

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
114
MATERIAL E MÉTODOS
Pleurotus ostreatus foi obtido a partir do isolamento de cultura do kit de cogumelos Cogoo, cultivado por fermentação em estado sólido, oriundo da empresa Cogubrás (Curitiba, Paraná, Brasil). A cepa foi mantida em placas de batata-dextrose-ágar, inicialmente incubadas a 25 ± 2 °C, pH 6-6,5 e armazenados a 4 °C até sua utilização (BELLETTINI et al., 2015).
De acordo com a metodologia descrita por Singh et al. (2011), o trigo foi utilizado como substrato e suporte fúngico para a produção de inóculo (spawn) por ser o composto amiláceo mais adequado para o desenvolvimento de P. ostreatus por fermentação em estado sólido. Esta matriz serviu como fonte de inóculo para os substratos de cultivo para a produção de basidiocarpos de P. ostreatus em bainha foliar de pupunha.
A bainha foliar de pupunha foi inicialmente triturada e pressionada manualmente para redução do excesso de água (OEI & NIEUWENHUIJZEN, 2005) apresentando umidade de 90%, aproximadamente. Em seguida, 500 g de bainha foliar de pupunha úmida foram acondicionados em pacotes de polipropileno (20x30 cm, 0,12 mm), fechados com espuma para respiro e esterilizados em autoclave a 121 °C durante 40 minutos (permitindo ambiente aeróbio e estéril após autoclavagem). Em uma câmara de fluxo laminar, a bainha foliar triturada de pupunha esterilizada foi inoculada com diferentes quantidades de micélio de P. ostreatus (10, 25 e 40%) em relação ao peso úmido do substrato. A incubação ocorreu a 20-25 °C, em sala fechada e escura com umidade média de 70%, até completa colonização do substrato pelo micélio (33 dias) (ZHANXI, 2012). Posteriormente, os pacotes foram incubados com temperatura média de 18-25 °C, umidade relativa de 80-90%, concentração de CO2 média de 600 ppm, luz solar indireta em quantidade adequada para a cultura (1500-2000 lux/hora) em um fotoperíodo de 12 horas de luz/dia. Os pacotes foram furados (forma de "X") com 2, 3 ou 4 furos (dependendo do ensaio), com diâmetro médio de 1,5 cm/furo e colocados em prateleiras a 20 cm do chão. Após o fim da frutificação, os cogumelos maduros foram colhidos e pesados para posterior análise. A produtividade (%, em Kg de cogumelos frescos/Kg de substrato úmido) de cogumelos no final da segunda frutificação foi calculada (MACHADO et al. 2015).
Para estudar a produção de P. ostreatus em bainha foliar úmida de pupunha, uma região experimental foi definida utilizando um design fatorial 22, dois fatores (variáveis) em dois níveis, totalizando quatro ensaios para cada substrato, mais 3 repetições do ponto central. As variáveis reais e codificadas foram a quantidade de inoculo de P. ostreatus (%) e o número de furos no pacote (unidade), respectivamente. O parâmetro avaliado foi a produtividade de cogumelos (%) na primeira e segunda frutificação de P. ostreatus cultivado em bainha foliar úmida de pupunha. Os resultados foram comparados por análise de variância (ANOVA) e o teste de Tukey foi realizado para identificar diferenças significativas entre os valores médios. Todas as análises foram realizadas no software STATISTICA 7.0 (Statsoft Inc., Tulsa, OK, EUA) e as diferenças para o nível de probabilidade de 5% (p <0,05) foram consideradas estatisticamente significativas.
RESULTADOS E DISCUSSÃO Este estudo demonstrou que a quantidade de inóculo não foi um fator
importante no que diz respeito aos custos de produção na cultura de cogumelos. De acordo com estudos anteriormente realizados por Bellettini (2014) utilizando bainha foliar de pupunha como substrato seco, com correção de umidade para 70%, na

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
115
primeira frutificação, o nível de spawn de 40% resultou em rendimento significativamente mais elevado de produtividade de cogumelos. Na segunda frutificação, a quantidade de inóculo não teve nenhuma influência sobre a produtividade. Portanto a utilização de um nível máximo utilizado para obtenção de micélio de cogumelos é adequado. Para a técnica de redução de umidade sem secagem proposta por Oei e Nieuwenhuijzen (2005), utilizada nesse estudo, diferentes concentrações de inóculo não foram significativas na velocidade da bioconversão da bainha foliar de pupunha como substrato em basidiocarpo.
As concentrações de CO2 e O2 desempenham papéis importantes no crescimento de fungos e na produção de cogumelos. Rajarathnam e Bano (1987) relataram que o maior número de furos em pacotes de cultivo de cogumelos promoveu maior taxa de colonização do substrato, influenciando na eficiência biológica e na produtividade de Pleurotus spp. No entanto, neste estudo, verificou-se que essa influência não foi significativa. Para a técnica de redução de umidade proposta por Oei e Nieuwenhuijzen (2005), utilizada nesse estudo, diferentes quantidades de número de furos nos pacotes de cultivo não influenciaram na troca gasosa pela liberação de CO2 acumulado e O2 no interior dos pacotes de cultivo. Isto se deve ao fato do substrato sem processo de secagem apresentar 91% de umidade no momento da inoculação e durante o desenvolvimento micelial, quantidade acima da recomendada para o desenvolvimento do fungo, ideal em 70%, tornando a umidade um fator mais influente do que a quantidade de inóculo ou o número de furos.
Durante o crescimento micelial de cogumelos e o amadurecimento dos basidiocarpos, ocorrem alterações bioquímicas, como um resultado extracelular segregado das enzimas para degradação de materiais insolúveis e solúveis em moléculas simples, que são posteriormente utilizadas por enzimas intracelulares dentro do cogumelo (RASHAD, 2009). Verificou-se neste estudo que a utilização de bainha foliar úmida de pupunha como substrato, pela técnica proposta por Oei e Nieuwenhuijzen (2005), não é viável, com velocidade reduzida no tempo de frutificação, na qual o número de furos e a quantidade de inóculo não influenciam no sistema fungo/substrato na produção de basidiocarpos.
CONCLUSÕES
Este estudo demonstrou que o potencial para o aumento da produtividade de cogumelos pela simples manipulação da quantidade de inóculo de P. ostreatus e pelo número de furos nos pacotes de cultivo, não foi eficiente devido a alta quantidade de umidade mantida no substrato (bainha foliar de pupunha) mesmo após aplicação da técnica de retirada de água livre neste.
REFERÊNCIAS
Baldrian, P., Val ́AˇSkov ́A.V. Degradation of cellulose by basidiomycetous fungi. FEMS Microbiology Review. 32, 501-521, 2008. Bellettini, M. B. Desenvolvimento de um bioprocesso integrado para valorização de bainha de pupunha (Bactris gasipaes Kunth): produção de cogumelos (Pleurotus spp.) e alface (Lactuca sativa) cv. Verônica. 2014. Dissertação (Mestrado em Engenharia de Alimentos), Universidade Federal do Paraná, Curitiba, 2014.

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
116
Bellettini, M. B.; Fiorda, F. A.; Bellettini, S. Aspectos gerais do cultivo de cogumelo Pleurotus ostreatus e djamor pela técnica Jun - Cao. Guarapuava: Apprehendere, 2015. 28p. Cogorni, P. F. B. O., Schulz, J. G., Alves, E. P., Gern, R. M. M., Furlan, S. A., Wisbeck, E. The production of Pleurotus sajor-caju in peach palm leaves (Bactris gasipaes) and evaluation of its use to enrich wheat flour. Food Science and Technology International, 34, 267-274, 2014. Espinosa-Pardo, F. A.; Martinez, J.; Martinez-Correa, H. A. Extraction of bioactive compounds from peach palm pulp (Bactris gasipaes) using supercritical CO2. The Journal of Supercritical Fluids, 93, 2-6, 2013. Fernandes, Â., Barros, L., Martins, A., Herbert P, Ferreira, I. C. Nutritional characterisation of Pleurotus ostreatus (Jacq. ex Fr.) P. Kumm. produced using paper scraps as substrate. Food Chemistry. 169, 396-400, 2015 Machado, A. R. G, Teixeira, M. F. S., Kirsch, L.S, Campelo, M.C.L, Oliveira I. M. A. Nutritional value and proteases of Lentinus citrinus produced by solid state fermentation of lignocellulosic waste from tropical region. Saudi J. Biol. Sci. xxx, xxx–xxx, 2015. Oei, P., Nieuwenhuijzen, B. V. Small-scale mushroom cultivation: oyster, shiitake and wood ear mushrooms. Wageningen: Agromisa Foundation and CTA, 2005, 13p. Rajarathnam, S. Pleurotus mushrooms. Part IA. Morfology, life cicle, taxonomy breeding and cultivation. Critical Review in Food Scence Nutrition, 26, 157-223, 1987. Rashad, M. M., Habdou, H. M., Mahmoud, A. E., Nooman, M. U. Nutritional analysis and enzyme activities of Pleurotus ostreatus cultivated on Citrus limonium and Carica papaya wastes. Australian Journal of Basic and Applied Sciences, 3, 3352-3360, 2009. Zhanxi, L. Jun Cao Science. Beijing: National Administrative College Publisher, 2012.

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
117
VALIDAÇÃO TÉRMICA PONTO CRÍTICO DE CONTROLE – PROCESSAMENTO DE BOLO DE MAÇÃ
Mariana Pereira MARTINS¹; Maria Lucia MASSON²
1Programa de Pós Graduação em Engenharia de Alimentos, Universidade Federal do Paraná
*[email protected] Palavras- chave: Validação; Ponto Critico de Controle; Processamento térmico; HCCPP.
INTRODUÇÃO
A validação é uma das etapas do plano HCCPP, na qual todas as medidas de controle definidas para os pontos críticos identificados no plano devem ser aferidas, a fim de garantir a efetividade dos parâmetros que controlam o perigo, além de garantir a produção de alimentos seguros (NACNCF, 1998).
Na indústria de alimentos, a validação pode ocorrer de diversas formas e cabe a equipe responsável escolher o método que melhor se adeque ao seu processo. Geralmente, mais de um método é utilizado, combinando a coleta de dados na fábrica com uso de bases cientificas que assim comprovam a efetividade dos parâmetros que controlam os perigos (SCOTT,2005).
Os processos térmicos são validados baseando se em dados presente na literatura, tais como resistência térmica dos patógenos em estudo, associado a normas e recomendações de órgãos reguladores. Com dados do binômio tempo/temperatura praticados no processo, obtidos por sensores calibrados, é possível averiguar se o interior do produto atinge temperaturas por tempo suficiente para eliminação dos microrganismos alvo do processo.
O objetivo do presente trabalho foi a validação térmica da etapa do forneamento do bolo de maça, utilizando dados obtidos do processo (temperatura no interior do produto) em comparação com dados presentes na literatura de destruição térmica de microrganismo.
MATERIAL E MÉTODOS
O trabalho foi realizado em uma Indústria de Panificação e Confeitaria de Diadema – SP como validação do plano HCCPP do Bolo de Maça Canela e Nozes.
Para a medição de temperaturas no interior do produto foi utilizada um sensor calibrado tipo K e termômetro SALVITEK 1200K TIPO K calibrado por MULTIAÇÃO.
O equipamento utilizado para o forneamento dos produtos foi um forno marca Líder, modelo Turbo (ETG 5.76) a gás. O sistema de aquecimento com ar quente é insulflado pela parte inferior do equipamento e distribuído por todo o equipamento através de um conjunto de 2 ventoinhas internas. Internamente é equipado com sensor de medida de temperatura tipo PT100, sendo este sensor responsável por registrar a temperatura interna do equipamento e é visualizada no display presente no painel frontal do forno.
Os bolos utilizados para a verificação de temperatura foram dosados no peso de 1400g em formas de alumínio redondas, com furo no meio diâmetro de 23com e 2mm de espessura. As formas foram acondicionadas em assadeiras retangulares (57cm X 77cm).

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
118
O forno possui capacidade para forneamento de setenta e dois bolos de 1400g por intervalo de tempo determinado. A temperatura e tempo estabelecidos para o processo são respectivamente, 145ºC e 50 minutos.
Por ser um forno vertical onde os produtos são assados em alturas diferentes com distribuição do calor distinta, determinou se que a coletada de dados seria realizada em três unidades de bolo da assadeira superior, três unidades da assadeira do meio, e três unidades da assadeira inferior. Sendo este processo realizado em triplicata para cada altura.
A sonda foi introduzida no bolo antes do forneamento e conectada ao termômetro de leitura de temperaturas. O processo de introdução da sonda foi monitorado de tal forma que nenhuma de suas extremidades encostasse ao fundo ou lateral da assadeira, a fim de evitar que a temperatura medida fosse da assadeira durante o contato. Após o forno ter atingindo a temperatura estabelecida para o processo, o “carrinho” (contendo as 72 assadeiras) foi introduzido ao forno. Durante os cinquenta minutos de processo as temperaturas medidas foram assinaladas a cada sessenta segundos até o término do forneamento.
As análises foram realizadas em triplicata e os resultados obtidos foram submetidos à análise de variância (ANOVA) e as médias foram comparadas utilizando o teste de Tukey (p < 0,05), utilizando o programa público ASSISTAT 7.6 beta (ASSISTAT, 2014).
RESULTADOS E DISCUSSÕES
No intervalo de tempo de 16 minutos (a partir dos 34 minutos do processo de forneamento) avaliado, os resultados não diferiram estatisticamente entre si, o que permite afirmar que o produto fica exposto à temperatura acima de 90ºC, sendo suficiente para a eliminação dos microrganismos (Salmonela sp, Staphylococcus aureus, Escherichia colli e Bacillus cereus).
Os resultados estatísticos evidenciam que não existe diferença significativa entre as médias das alturas de forneamento, permitindo concluir que o processo é homogêneo e em qualquer altura de exposição do produto a temperatura interna desejada será atingida.
Na tabela I, definida em 1973 por STUMBO, constam os valores de destruição térmica utilizados para comparação dos resultados obtidos. Conforme pode ser observado na tabela, comparando o tempo e temperatura de exposição necessária para a letalidade dos microrganismos e o valor obtido no processo é possível afirmar que haverá a destruição daqueles.
Tabela I – Tratamento Térmico e Tempo dos microrganismos alvo.
Microrganismo Temperatura (ºC) Tempo (minutos) Salmonella sp 65,5ºC 0,02 a 025 Staphylococcus aureus 65,5ºC 0,02 a 0,20 Escherichia coli 65,0ºC 0,1 Bacillus cereus 80,0ºC 2,0
CONCLUSÕES De acordo com os resultados obtidos, constatou-se que a validação térmica do
processo de forneamento confirmou distribuição homogênea de calor entre as diferentes alturas (superior, meio e inferior) do forno, não apresentando diferença significativa entre as médias de cada altura.

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
119
Observou-se que as variáveis do processo, tempo e temperatura, são capazes de eliminar os microrganismos alvo do estudo (Salmonella sp, Bacillus cereus, Staphylococcus aureus e Escherichia coli), uma vez que o produto atinge em seu interior temperaturas superiores a 80ºC mantendo-a por período de 25 minutos.
Através da análise microbiológica do produto acabado (pronto pra consumo), pode-se verificar que os resultados estão dentro do nível aceitável, conforme contemplado na RDC 12, que estabelece os padrões microbiológicos para alimentos.
Sendo assim, o tempo e a temperatura estabelecidos como forma de controle para o PCC (Ponto Crítico de Controle) da etapa de forneamento são eficientes para eliminar os microrganismos presente no produto, e com isso, garantir a segurança do alimento.
REFERÊNCIAS BRASIL. Ministério da Saúde. Agência Nacional de Vigilância Sanitária-ANVISA- Resolução – RDC nº 12, de 2 de janeiro de 2001 – Regulamento Técnico sobre Padrões Microbiológicos para Alimentos. Disponível em: <http://www.anvisa.gov.br>. Acesso em: 07 de Outubro 2015. CODEX. Hazard analysis and critical control point (HACCP) system and guidelines for its application. Alinorm 97/13A. Codex Alimentarius Committee on Food Hygiene, Rome, Italy, 1997. NACMCF (National Advisory Committee on The Microbiological Criteria for Foods). Hazard analysis and critical control point principles and application guidelines. J. Food Prot. 61(6):762-775, 1998. Scott, N. V. How does industry validate elements of HACCP plans? Food Control 16: 497-503, 2005. Stumbo, C.R. Thermobacteriology in Food Processing, Academic Pres, 1973.

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
120
EXTRAÇÃO DO ÓLEO DA SEMENTE DO MARACUJÁ-DOCE ORGÂNICO (Passiflora alata Curtis) ASSISTIDA POR ULTRASSOM
Marlene Gomes PEREIRA*1; Agnes de Paula SCHEER1; Marcos Lúcio CORAZZA1
1Programa de Pós-Graduação em Engenharia de Alimentos, Universidade Federal do Paraná
Palavras-chave: Maracujá doce orgânico, Extração, Óleo, Ultrassom.
INTRODUÇÃO
A agricultura orgânica é o termo que se emprega para designar o sistema de produção agrícola ecológico e sustentável, baseado na preservação, respeito à terra, ao ambiente e ao homem. É um sistema de produção que substitui os agrotóxicos e adubos químicos por adubo orgânico e caldas, além de não utilizar organismos geneticamente modificados (BRASIL, 2003; BRASIL, 2007). É cada vez maior o número de pessoas que se preocupa com a saúde e a conscientização da importância de uma alimentação mais saudável e de se preservar o meio ambiente. O Brasil apresenta grande potencial para a expansão da produção de alimentos orgânicos. Todos esses fatores motivam esta pesquisa, uma vez que são raros os estudos com alimentos orgânicos no país.
O maracujá-doce (Passiflora alata Curtis) (BERNACCI et al., 2003) é uma espécie nativa do Brasil e de ocorrência bastante generalizada, podendo ser encontrada crescendo espontaneamente ou cultivada em todos os estados do país (ALVES et al., 2012). É a segunda dentre as espécies de maracujás em importância econômica no Brasil, embora ainda desconhecida da maioria da população (LIMA, 2002). O maracujá-doce pode ser consumido como fruta fresca devido a sua baixa acidez (PEREIRA et al., 2006) bem como ser utilizado no processamento para a produção de suco. As cascas e as sementes são os principais subprodutos do processamento do maracujá (OLIVEIRA, 1980). Pesquisas demonstraram que o óleo extraído das sementes do maracujá-azedo (Passiflora edulis Sims f. flavicarpa Degener) é rico em ácido linoleico (cerca de 70%), que pode ser utilizado pelas indústrias de alimentos, de cosméticos e de fármacos (LOPEZ, 1980).
Devido a sua composição química e valor nutricional, as sementes do maracujá-azedo apresentam potencial para aproveitamento. Existem vários métodos de extração de óleos a partir de alimentos e estes variam, entre outros fatores, com a localização do óleo em sua fonte e com a proposta de utilização do mesmo. Óleos vegetais comestíveis são convencionalmente extraídos usando processos de prensa mecânica ou solventes (OLIVEIRA et al., 2013).
Recentemente a literatura tem reportado o uso de ondas ultrassônicas nos processos de extração. O uso do ultrassom tem como vantagens a redução do tempo de extração quando comparado com os métodos convencionais e melhor rendimento (WU et al., 2001). Na extração, o ultrassom melhora a eficiência através de cavitação acústica e efeitos mecânicos. A cavitação acústica provoca cisalhamento criado pelo colapso de bolhas que causam explosões e perturbam as paredes celulares do extrato, produzindo sua ruptura, facilitando a penetração do solvente na célula e consequentemente aumentando a liberação do produto intracelular (LI et al., 2004; TOMA et al., 2001).
Outro efeito mecânico é causado pela agitação do solvente, o que permite o aumento da superfície de contato entre o solvente e as partículas sólidas, ocorrendo uma

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
121
maior penetração do solvente na amostra. São escassas as informações técnicas disponíveis na literatura acerca da qualidade do óleo presente nas sementes do maracujá-doce orgânico, bem como de informações referentes a técnicas de extração deste óleo.
Dentro desse cenário, o presente trabalho visa avaliar a extração assistida por ultrassom do óleo das sementes do maracujá-doce orgânico utilizando etanol como solvente.
MATERIAL E MÉTODOS
Foram utilizados frutos de maracujá-doce orgânico (Passiflora alata Curtis) coletados na região de Gravatal no estado de Santa Catarina, Brasil. Para a extração do óleo, o solvente utilizado foi o etanol p.a (99,8%) (Neon). Os frutos foram despolpados manualmente e separados em casca, polpa e sementes. A secagem das sementes foi realizada em estufa com circulação de ar (Nova Ética), a 50°C. A redução do teor de água das sementes foi monitorada por gravimetria, pesando-se o conjunto bandeja-amostra em balança semianalítica até obter massa constante. As amostras foram embaladas a vácuo em sacos de polietileno e mantidas protegidas da luz e sob refrigeração até o momento das extrações. A razão ótima de semente:solvente (m/v) foi definida a partir de testes preliminares, fixando-se o volume de etanol em 25 mL e variando a massa de sementes nas razões 2%, 5%, 10%, 15% e 20%.
As amostras de sementes previamente trituradas em processador foram adicionadas em vials de 50 mL e misturadas ao solvente, nas razões pré-estabelecidas. A extração assistida por ultrassom foi realizada inserindo os vials contendo amostra e solvente em um banho ultrassônico (Eco-sonics, Q 5.9/37A) com potência de 165 W e frequência de 37 kHz, mantido a 30 °C por 30 minutos. Após o período de extração as amostras foram filtradas, o excesso de solvente foi evaporado em rotaevaporador (IKA®, HB 10) a 70 °C e 450 mmHg, e mantida em estufa com circulação de ar a 65 °C por 2 horas. O rendimento foi calculado como a razão entre a massa extraída de óleo e a massa de semente utilizada.
Definida a razão ótima de massa de semente:volume de solvente, foram realizados dois experimentos a fim de identificar a influência da temperatura no rendimento da extração do óleo. O processo anteriormente descrito foi repetido, alterando-se as condições de processo para 30 °C e 60 °C e as amostras foram retiradas nos tempos 30 segundos, 1, 5, 15, 30, 45 e 60 minutos para a avaliação da extração de óleo ao longo do tempo. Os ensaios foram realizados em duplicata. A análise estatística dos resultados foi realizada através do software Statistica 8.0 (STATSOFT TM. Inc.).
RESULTADOS E DISCUSSÃO
Nos testes preliminares realizados para identificar a melhor razão massa de semente:volume de solvente na extração assistida por ultrassom, o rendimento médio em óleo variou de 9,66±0,14 a 14,98±0,64%, sendo o maior rendimento obtido para a razão massa de semente:volume de solvente 1:50 nos 30 minutos de extração a 30 °C. A extração conduzida com maior volume de solvente resultou na obtenção de maior rendimento, uma vez que o gradiente de concentração durante a difusão do sólido para a solução é maior, e portanto, maior a concentração de óleo no extrato (GOULA, 2013).
Os rendimentos médios obtidos para a extração do óleo da semente de maracujá-doce orgânico assistidos por ultrassom nas condições de processo de 30 °C e 60 °C, ambas em 60 minutos de extração e razão amostra:solvente 1:50 estão apresentados na figura 01. O maior rendimento (21,10±0,42%) foi obtido na

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
122
temperatura de 60 °C em 45 minutos. O rendimento aumentou com o tempo, especialmente nos primeiros 5 minutos de extração. Isso pode ser atribuído ao fato de que a extração ocorre em dois estágios; o primeiro é caracterizado por uma rápida taxa, envolve a penetração do solvente na estrutura celular seguida da dissolução dos constituintes solúveis no solvente, enquanto que a segunda etapa envolve a difusão dos constituintes solúveis através da estrutura porosa da fração sólida e sua transferência para a solução (GOULA, 2013). O tratamento com temperatura de 60 °C proporcionou os maiores rendimentos. O aumento da temperatura favorece um maior rendimento em óleo, pois aumenta a solubilidade e difusividade mássica entre a amostra e o solvente (ZHANG et al., 2008).
0 5 10 15 20 25 30 35 40 45 50 55 60 65
0
2
4
6
8
10
12
14
16
18
20
22
Re
nd
ime
nto
(%
)
Tempo (min.)
60ºC; 60 min. 30ºC; 60 min.
Figura 01 – Rendimento médio (%) obtido para a extração do óleo da semente de maracujá-doce orgânico em função do tempo e da temperatura.
CONCLUSÕES
As condições de extração ótimas foram obtidas para a razão semente:solvente de 1:50 (m/v), tempo de extração de 45 minutos e temperatura de 60 °C. Nessas condições, o rendimento em óleo foi de 21,10±0,42%.
REFERÊNCIAS Alvez, R. R., Salomão, L. C. C., Siqueira, D. L. de, Cecon, P. R. Silva, D. F. P. da. Desenvolvimento do maracujá doce em Viçosa, Minas Gerais. Revista Ceres, Viçosa, 59 (6), 127-133, 2012. Bernacci, L. C., Meletti, L. M. M., Soares-Scott, M. D. Maracujá-doce: o autor, a obra e a data da publicação de Passiflora alata (Passifloraceae). Revista Brasileira de Fruticultura, Jaboticabal, 25 (2), 355-356, 2003.

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
123
Brasil. Ministério da Agricultura, Pecuária e Abastecimento. Lei nº 10.831 de 23 de dezembro de 2003. Dispõe sobre a agricultura orgânica e dá outras providências. Diário Oficial [da] República Federativa do Brasil, publicado em 24 de dezembro de 2003.
Brasil. Ministério da Agricultura, Pecuária e Abastecimento. Decreto nº 6.323 de 27 de dezembro de 2007. Regulamenta a Lei nº 10.831 de 23 de dezembro de 2003, que dispõe sobre a agricultura orgânica e dá outras providências. Diário Oficial [da] República Federativa do Brasil, publicado em 27 de dezembro de 2007.
Goula, A. M. Ultrasound-assisted extraction of pomegranate seed oil – Kinetic modeling. Journal of Food Engineering, 117, 492-498, 2013.
Lima, A. de A. Maracujá produção: aspectos técnicos. Cruz das Almas: Embrapa Mandioca e Fruticultura. Brasília: Embrapa Informação Tecnológica, 2002. 104 p. (Frutas do Brasil; 15).
Lopez, A. S. Lipids from the seeds of passion fruit (Passiflora edulis). Revista Theobroma, v. 10, p. 47–50, 1980.
Oliveira, J. C. Melhoramento genético de Passiflora edulis f. flavicarpa Deg. visando aumento de produtividade. Jaboticabal: FCAVJ: UNESP, 35p. 1980.
Oliveira, R. C. de, Barros, S. T. D. de, Gimenes, M. L. The extraction of passion fruit oil with green solvents. Journal of Food Engineering, 117, 458-463, 2013.
Pereira, F. A., Carneiro, M. R., Andrade, L. M. A cultura do maracujá. Brasília, DF: Embrapa Informações Tecnológicas, 2006, 124p.
Toma, M., Vinatoru, M., Paniwnyk, L., Mason, T. J. Investigation of the effects of ultrasound on vegetal tissues during solvent extraction. Ultrasonic Sonochemistry. 8, 137–142, 2001.
Wu, J., Lin, L., Chau, F. T., Ultrasound-assisted extraction of ginseng saponins from ginseng roots and cultured ginseng cells. Ultrasonic Sonochemistry, 8, 347–352, 2001.
Zhang, Z. S., Wang, L. J., Li, D., Jiao, S. S., Chen, X. D., Mao, Z. H. Ultrasound-assisted extraction of oil from flaxseed. Separation Purification Technology, 62, 192-198, 2008.

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
124
SECAGEM DO YACON
Michele Cristina Rodrigues da CRUZ1*, Maria Lúcia MASSON1
1Programa de Pós-Graduação em Engenharia de Alimentos, Universidade Federal do
Paraná. *[email protected]
INTRODUÇÃO
O yacon é uma espécie originária da região Andina, na América do Sul, pertencente à família Asteraceae, a mesma família do girassol, dália e dente de leão, cujo nome científico é Smallanthus sonchifolius Poepp. & Endl. H. Robinson (BUTLER & RIVERA, 2004). É uma planta perene, sua altura varia de 1,5 a 3,0 m, é composta por um sistema radicular, contendo de 4 a 20 raízes, que podem atingir 25 cm de comprimento por 10 cm de diâmetro (GRAU & REA, 1997). É uma raiz tuberosa que armazena carboidratos como a frutose, glicose, tendo como principais carboidratos os fruto-oligossacarídeos (FOS) e a inulina. Os FOS e a inulina apresentam propriedades funcionais e têm sido considerados como prebióticos, por exercerem atividade bifidogênica.
O yacon possui vida útil reduzida em condições ambientais, devido ao seu elevado teor de água, cerca de 90 % (SANTANA & CARDOSO, 2008), o que explica a sua rápida degradação. A secagem é uma das alternativas que tem sido estudadas para que a raiz permaneça própria para o consumo por um maior período de tempo.
O objetivo deste trabalho é abordar alguns dos estudos realizados com a secagem do Yacon no Programa de Pós-Graduação em Engenharia de Alimentos da Universidade Federal do Paraná.
REFERENCIAL TEÓRICO
A pesquisa realizada por Reis e colaboradores (2012) teve como objetivo estudar a secagem a vácuo de fatias de yacon (Smallanthus sonchifolius) e avaliar o efeito de diferentes condições de processo sobre parâmetros de qualidade do produto. Foram avaliados parâmetros como efeito da temperatura de secagem, espessura de corte, concentração de ácido cítrico na solução do pré-tratamento da inibição do escurecimento enzimático sobre a cor e textura das fatias de yacon.
Com relação a análise de cor, conforme o avanço da secagem, a cor do yacon tornou-se mais escura (diminuição do valor de luminosidade ou L*), mais vermelha (aumento da tonalidade verde-vermelha ou a*) e mais amarela (aumento da tonalidade azul-amarela ou b*). Nos instantes iniciais da secagem, houve pouca variação de textura do yacon, seguida de amaciamento (diminuição da dureza) em instantes intermediários e endurecimento (aumento da dureza) nos instantes finais.
Em altas temperaturas (58 -65 °C), baixas espessuras (≤0,4 cm) e em altas concentrações de ácido (0,8 -1,0 g/100 g) foi observado produtos de cor pouco escurecida (altos valores de L*), amarela dourada (altos valores de b*) e bastante apelativa (altos valores de C*). A qualidade desejável do produto é representada por L* (baixo escurecimento), b* (valores elevados de cor amarelo-dourado) e altos valores de C*(alta plenitude cor), o que pode ser conseguido através da combinação de alta temperatura de secagem, baixa espessura de corte e alta concentração de ácido.

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
125
Perussello e colaboradores (2013) em seu trabalho estudaram a aplicação da secagem osmo-convectiva em raízes de yacon, quanto à sua composição e atributos de qualidade. As fatias de yacon com espessura de 2 mm foram submetidas ao tratamento osmótico por 2 horas em solução de sucralose 20% (m/m) e proporção entre yacon e solução de 1:5 (m/m), seguida de secagem convectiva. Os experimentos seguiram um planejamento fatorial completo23para avaliar o efeito de três variáveis do processo. Testou-se a influência de dois níveis de agitação (0 cm/s e 4 cm/s) e de temperatura (30 °C e 50 °C) para a desidratação osmótica, e de dois níveis de temperatura (60 °C e 80 °C) para a etapa de secagem convectiva nos seguintes parâmetros de qualidade do produto final: conteúdo de umidade, concentração de sólidos solúveis, luminosidade e mudança de cor.
A aplicação do tratamento osmótico antes da secagem reduziu os graus de escurecimento e encolhimento e danos estruturais, tais como distorção angular e o aparecimento de fissuras, das fatias submetidas à secagem convectiva em comparação com as amostras secas diretamente no secador de bandeja. O efeito do tratamento osmótico na composição centesimal do yacon resultou na absorção de sucralose e perda de água sem perda dos atributos sensoriais atrativos para o consumidor.
Kotovicz e colaboradores (2014) estudaram a otimização da desidratação osmótica seguida de secagem convectiva de yacon utilizando a metodologia de superfície de resposta (SR). Foram analisados parâmetros como a perda de umidade, a incorporação de sólidos e a atividade de água das fatias de yacon tendo como variáveis independentes a temperatura de desidratação (30 - 50 °C), a concentração da solução de frutose (40 – 68% p/p) e a utilização de revestimento com cobertura comestível de alginato de sódio. Foram construídos modelos matemáticos de primeira ordem descrevendo o efeito das variáveis independentes do processo.
As condições ótimas de desidratação aplicando a SR foram o revestimento com alginato de sódio, em solução a 68 °Brix e temperatura de 30 °C por 60 minutos. Com relação a perda de água, o fator mais significativo foi a concentração de frutose, seguido da incorporação de sólidos e da temperatura e concentração da solução de frutose. A atividade de água final do produto foi afetada pela temperatura, concentração da solução e presença da cobertura. O modelo para atividade de água foi o único que apresentou efeito significativo da interação entre o revestimento e a concentração da solução desidratante.
Franco e colaboradores (2015) pesquisaram a secagem em camada de espuma do suco e do suco concentrado de yacon adicionando ovoalbumina e um agente emulsificante. Estas foram submetidas a diferentes tempos de batimento de acordo com um planejamento fatorial 22. Após a formação das espumas, foram avaliados a sua densidade, “overrun”, a estabilidade física, valor de tensão limite e microscopia estrutural. A análise dos dados obtidos pela metodologia de superfície de resposta foi capaz de identificar que a concentração do agente emulsificante em conjunto com o tempo de incorporação de ar diminuiu a densidade, aumentou a expansão, fração de volume de ar e a estabilidade física do produto. As espumas formadas com a adição de ovoalbumina mostraram valores maiores de tensão limite do que os adicionados de emulsificante. Durante o período de repouso, a tensão limite foi reduzida para ambos agentes de formação de espuma. Com a análise das imagens das espumas, foi possível verificar que quanto maior o número de bolhas de ar presente, menor seu diâmetro, um comportamento afetado pelo tempo de repouso. Espumas formadas com concentrações mais elevadas de agente de formação de espuma e tempos mais longos de batimento

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
126
mostraram caráter mais desejável para o processo de desidratação por camada em espuma.
O consumo do yacon (Smallanthus sonchifolius) tem aumentado em decorrência da comprovação científica de suas atividades prebiótica e antioxidante e de seu baixo valor calórico. Considerando que sua vida útil é muito reduzida em condições ambientes, métodos de desidratação têm sido empregados a fim de estendê-la.
REFERÊNCIAS
Butler, G.; Rivera, D. Innovations in peeling technologyfor yacon. Project Report International Potato Center,2004. Franco, T. S., Ellendersen, L. S. N., Fattori, D., Granato, D., Masson, M. L. Influence of the Addition of Ovalbumin and Emulsifieron the Physical Properties and Stability of Yacon (Smallanthus sonchifolius) Juice Foams Prepared for Foam Mat Drying Process. Food Bioprocess Technol, 8, 2012-2026, 2015. Grau, A; Rea, J. Yacon. Smallanthus sonchifolius (Poep. &Endl.) H. Robinson. In: Hermann, M.; Heller, J. (Eds.). Andean roots and tubers: ahipa, arracacha, maca andyacon. Promoting the conservation and use of underutilized and neglected crops. (Institute of Plant Genetics and Crop Plant Research). Gatersieben/International Plant Genetic Resources Institute. Rome, Italy, p.199- 242, 1997. Kotovicz, V., Ellendersen, L. S. N., Clarindo, M. M., Masson, M. L. Influence of process conditions on the kinetics ofthe osmotic dehydration of yacon (polymniasonchifolia) in fructose solution. Journal of Food Processing and Preservation, 38,1385–1397,2014. Reis, F. R., Lenzi, M. K., Masson, M. L. Effect of vacuum drying conditions on the quality ofyacon (smallanthus sonchifolius) slices: processoptimization toward color quality. Journal of Food Processing and Preservation, 36, 67–73, 2012. Santana, I.; Cardoso, M.H. Raiz tuberosa de yacon (Smallanthus sonchifolius): potencialidade de cultivo, aspectos tecnológicos e nutricionais. Ciência Rural, Santa Maria, 38, 3, 898-905, 2008.

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
127
SOLUBILIDADE DE FILMES DE QUITOSANA EM DIFERENTES VALORES DE pH
Michelle Heck MACHADO1*; Aline Da Rosa ALMEIDA 1; Matheus Vinícius De Oliveira Brisola MACIEL1; Bianca Cardoso GASPARINI1; Daniele Ziglia De
FREITAS1; Pedro Luiz Manique BARRETO1
1Programa de Pós Graduação em Ciência dos Alimentos, Universidade Federal de Santa Catarina
Palavras-chave: quitosana, filmes biodegradáveis, estabilidade, solubilidade em água.
INTRODUÇÃO Há um crescente interesse no desenvolvimento de embalagens obtidas a partir
de polímeros naturais, devido à biodegradabilidade e capacidade de retardar o transporte de umidade, gases, flavor e de lipídeos (DUTTA et al., 2009; YOSHIDA; BASTOS; FRANCO, 2010; YOSHIDA; OLIVEIRA-JUNIOR; FRANCO, 2009). Além disso podem atuar no transporte de ingredientes alimentícios como: antioxidantes, antimicrobianos e flavorizantes, e ainda, melhorar a integridade mecânica, assim conceituadas embalagens ativas (KROCHTA, 1997). Inúmeras pesquisas têm mostrado a utilização potencial de revestimentos incorporados de agentes ativos que contribuem na manutenção e prolongamento da vida de prateleira de alimentos de origem vegetal ou animal (KUBOTA et al., 2000; KUMAR, 2000; PEN; JIANG, 2003).
A quitosana (QTS) é o segundo polissacarídeo mais abundante na natureza depois da celulose, está presente no exoesqueleto de crustáceos e insetos, além de ser obtida a partir da hidrólise alcalina da quitina (ROBERTS, 1992; KAFETZOPOULOS; MARTINOU; BOURIOTIS, 1993; KUBOTA et al., 2000). É composta predominantemente, por unidades D-glicosamina (KIMURA et al., 1999), solúvel em ácidos orgânicos, e amplamente utilizada no desenvolvimento de cosméticos (SKJAK-BRAEK; ANTHONSEN; SANDFORD, 1989; BRINE et al., 1992; MUZZARELLI, 2003) e biomateriais, tais como géis, filmes e membranas poliméricas com diversas aplicações (NAKATSUTA; ANDRADY, 1992; KUBOTA et al., 1993; PHAECHAMUD; KOIZUMI; RITTHIDEJ, 2000). A propriedade de formar filmes semipermeáveis desperta o interesse em pesquisas com a quitosana (PEN; JIANG, 2003), além de possuir ação antifúngica e antibacteriana, o que vem sendo bastante estudada para aumentar a vida útil de alimentos em geral. Biofilmes de quitosana são conhecidos, por possuírem as mesmas atividades biológicas que a sua matriz, atualmente vêm sendo estudados para aumentar a estabilidade no pós-colheita de frutas e hortaliças (DA COSTA, 2009; JIANG et al., 2005), e até mesmo no pós-processamento, devido o aumento da preocupação com a segurança ambiental e a procura por alimentos mais seguros (KUBOTA et al., 2000).
Estudos anteriores avaliaram o efeito da mudança de pH na obtenção dos filmes, sobre as propriedades de biofilmes (CARVALHO, 1997; GONTARD et al., 1992). Porém, são inesistentes estudos sobre a solubilidade de biofilmes de quitosana submetidos a diferentes pH.
O objetivo deste trabalho é obter filmes de quitosana e determinar a solubilidade em água destes em diferentes valores de pH, avaliando a influencia do pH na estabilidade dos filmes.

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
128
MATERIAL E MÉTODOS Os filmes de quitosana de alta viscosidade (Sigma Aldrich, Brasil) foram
preparados pelo método casting a partir da dissolução da quitosana 2% (v/v) em 50 mL de ácido ácetico 0,5 M (Vetec, Brasil) e o volume foi completado para 100 mL com água destilada (YOSHIDA et al., 2009). As soluções filmogênicas foram mantidas sob agitação magnética por 120 minutos a 25 °C, até completa homogeneização. Os filmes foram preparados colocando-se 20 mL das soluções filmogênicas em placas de Petri e mantidos em capela química fechada, sob abrigo da luz, a temperatura ambiente (25 ºC), até completa evaporação do solvente (overnight). As amostras dos filmes de QTS foram cortadas em quadrados (2 cm2) e submetidas a secagem em estufa a vácuo (TE-395, Tecnal, Brasil) a 105 °C durante 24h, após secagem, foram coletados os dados da massa de cada filme.
A solubilidade de filmes de quitosana foi determinada em triplicata, de acordo com método descrito por Gontard et al. (1992), com modificações. As amostras foram acondicionadas em frascos fálcon contendo 30 mL de água destilada em diferentes valores de pH (1 ao 10) a temperatura ambiente durante 8 horas. As soluções de pH foram produzidas a partir da diluição de ácido acético (Vetec, Brasil ) e hidróxido de amônio (Nuclear, Brasil) em água destilada, e o pH detreminado em pHmetro (W3B, Bel Engineneering, Brasil). Em seguida, os filmes foram submetidos a secagem em estufa a 105 ºC por 12 horas, e posterior pesagem. A diferença entre a massa seca dos filmes antes e após a imersão em água de diferentes valores de pH é a medida da solubilidade em água destes filmes, dada pela equação (1):
%�� =��� ���.100
��(1)
onde, �� é a massa seca inicial dos filmes de QTS, �� é a massa seca dos filmes de
QTS após imersão em diferentes pH e %�� é a porcentagem de massa solúvel em água. Para a análise estatística dos resultados foi utilizada a análise de variância (ANOVA) e teste de Tukey com 5% de significância, com o objetivo de verificar diferença de solubilidade entre os filmes. Os dados foram analisados pelo software Statistical Analysis Software – SAS, versão 10 (SAS Institute, Inc.; Cary, N.C.).
RESULTADOS E DISCUSSÃO Algumas das aplicações dos filmes de quitosana podem exigir a insolubilidade
deste polímero, garantindo a integridade da embalagem e manutenção de características organolépticas do produto, em outros casos, deseja-se a solubilização do filme anteriormente ao consumo do produto (ROTTA et al., 2009), por isso se faz importante o conhecimento da resistência do filme com relação ao pH do alimento a ser embalado. Filmes que apresentam solubilidade e permeabilidade altas, podem ser usados em embalagens de vegetais frescos, enquanto os que apresentam baixas solubilidade e permeabilidade poderão ser indicados para produtos desidratados (MALI et al., 2010).
Os resultados obitidos a partir do teste de solubilidade dos filmes de QTS
submetidos em diferentes valores de pH são apresentados na Tabela 1.

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
129
Tabela 1 – Porcentagem de massa solúvel dos filmes de quitosana em diferentes condições de pH.
pH 1 2 3 4 5 6 7 8 9 10
% Ma
47,1 ± 5,8b
46,2 ± 12,3b
21,1 ± 10,4ab
24,4 ± 7,5ab
16,7 ± 5,2a
17,1 ± 7,1a
17,3 ± 7,4a
23,3 ± 2,3ab
20,5 ± 1,8ab
23,6 ± 2,1ab
Valores na mesma linha, seguidos de letra igual não apresentam diferença ao nível de 5% de significância.
Apesar das inúmeras possibilidades de utilização da quitosana, a solubilidade
em água pode ser um fator determinante na sua aplicação. Sabe-se que o polímero apresenta baixa solubilidade em água, uma vez que em pH acima de 6,5 sua natureza catiônica começa a ser prejudicada (LIM; HUDSON, 2004), o que corrobora com os resultados obtidos, sendo que os filmes analisados apresentaram menor solubilidade em pH próximo a neutralidade, e os demais valores de pH testados acarretaram em maior perda de massa dos filmes tanto quando submetidos a soluções ácidas ou básicas. Porém, pode-se constatar a sensibilidade dos filmes de quitosana quando expostos a valores de pH extremos, principalmente em meio ácido.
Os filmes testados em pH 1 e 2 sugeriram maior afinidade do polímero ao meio ácido, uma vez que este ocasionou a maior solubilização dos filmes (JIANG et al., 2005). Ainda, a fração solúvel dos filmes obtidos foram semelhantes aos resultados encontrados por Bertan et al. (2005).
CONCLUSÕES
Os resultados obtidos neste estudo comprovaram a baixa solubilidade de filmes de quitosana em água (pH próximo da neutralidade) conforme esperado, e ainda, sugeriram maior afinidade do polímero à solventes ácidos pela maior solubilização dos filmes em baixos valores de pH. Como os valores de solubilidade encontrados foram abaixo de 50%, exceto para os biofilmes em pH 1 e 2, o biofilme de quitosana pode ser usado em produtos que necessitam de embalagens de baixa soubilidade.
REFERÊNCIAS
Bertan, L. C., Tanada-Palmu, P. S., Siani, A. C., Grosso, C. R. F. Effect of fatty acids and ‘Brazilian elemi’on composite films based on gelatin. Food Hydrocolloids, 19, 73-82, 2005. Brine, C. J., Sandford, P. A., Zikakis, J. P. Advances in chitin and chitosan. Elsevier Applied Science, 1992. Carvalho, R. M. Desenvolvimento e caracterização de biofilmes a base de gelatina. Campinas (SP). Dissertação (Mestrado em Engenharia de Alimentos)- Faculdade de Engenharia de Alimentos, Universidade Estadual de Campinas, 1997. Da Costa, C. S. Coberturas à base de quitosana na qualidade pós-colheita de morangos cv. Aromas (Tese de doutorado) Programa de pós-graduação em ciência e tecnologia agroindustrial - Universidade Federal de Pelotas – Faculdade de Agronomia "Eliseu Maciel", 2009. Dutta, P.K., Tripathi, S., Mehrotra, G.K., Dutta, J. Perspectives for chitosan based antimicrobial films in food applications. Food chemistry, 114, 1173-1182, 2009.

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
130
Gontard, N., Guilbert , S., Cuq, J. L. Edible wheat gluten film: influence of the main process variables on film properties using response surface methodology. Journal of Food Science. 57, 190- 199, 1992. Jiang, Y., Li, J., Jiang, W. Effects of chitosan coating on shelf life of cold-stored litchi fruit at ambient temperature. LWT - Food Science and Technology. 38; 757-761, 2005. Kafetzopoulos, D., Martinou, A., Bouriotis, V. Bioconversion of chitin to chitosan: purification and characterization of chitin deacetylase from Mucor rouxii. Proc Natl Acad Sci USA, 90, 2564-8, 1993. Kimura, I. Y., Gonçalves, A. C., Stolberg, J., Laranjeira, M. C. M., Fávere, V. T. Efeito do pH e do tempo de contato na adsorção de corantes reativos por microesferas de quitosana. Polímeros: Ciência e Tecnologia, 9, 1-57, 1999. Krochta, J.M., Mulder-Johnston, C. Edible and biodegradable polymer films: challenges and opportunities. Food Technology, 51, 61-74, 1997. Kubota, E. H., Olivo, R.; Shimokomaki, M. Maturação da carne: um processo enzimático. Revista Nacional da Carne, 18, 12-15, 1993. Kubota, N., Tastumoto, N., Sano, T., Toya, K. A simple preparation of half Nacetylated chitosan highly soluble in water and aqueous organic solvents. Carbohydrate Research, 324, 268–274, 2000. Kumar M. N. V. R. A review of chtitin and chitosan applications. Reactive and Functional Polymers. 46, 1, 1-27, 2000. Lim, S., Hudson, S. M. Synthesis and antimicrobial activity of a water-soluble chitosan derivative with a fiber-reactive group. Carbohydrate research, 339, 313-319, 2004. Mali, S., Grossmann, M.V.E., Yamashita, F. Filmes de amido- produção, propriedades e potencial de utilização. Semana- Ciências Agrárias, Londrina, 31, 1, 137-156, 2010. Muzzarelli, C., Tosi, G., Francescangeli, O., Muzzarelli, R. A.. Alkaline chitosan solutions. Carbohydrate research, 338, 21, 2247-2255, 2003. Nakatsuka, S.; Andrady, A. L. Permeability of vitamin B‐12 in chitosan membranes. Effect of crosslinking and blending with poly (vinyl alcohol) on permeability. Journal of applied polymer science, 44, 17-28, 1992. Pen, L. T., Jiang, Y. M. Effects of chitosan coating on shelf life and quality of fresh-cut Chinese water chestnut. Lebensmittel, Wissenschaft und Technologie, San Diego, 36, 359-364, 2003. Phaechamud, T.; Koizumi, T.; Ritthidej, G. C. Chitosan citrate as film former: compatibility with water-soluble anionic dyes and drug dissolution from coated tablet. International journal of pharmaceutics, 198, 97-111, 2000.

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
131
Roberts, G. A. F. Chitin Chemistry, Macmillan, London. 166-169, 1992. Rotta, J., Ozório, R. Á., Kehrwald, A. M., De Oliveira Barra, G. M., Amboni, R. D. D. M. C., Barreto, P. L. M. Parameters of color, transparency, water solubility, wettability and surface free energy of chitosan/hydroxypropylmethylcellulose (HPMC) films plasticized with sorbitol. Materials Science and Engineering: 29, 619-623, 2009. Skjak-Braek, G.; Anthonsen, T.; Sandford, P. Chitin and chitosan. In: Proceedings of the 4th International Conference on Chitin and Chitosan, Elsevier, London. 1989. Yoshida, C.M.P., Oliveira, E. N., Franco, T.T. Chitosan tailor-made films: the effects of additives on barrier and mechanical properties. Packaging Technology and Science, 22, 161-170, 2009. Yoshida, C.M.P, Bastos, C.E.N., Franco, T.T. Modeling of potassium sorbate diffusion through chitosan films. LWT-Food Science and Technology, 43, 584-589, 2010.

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
132
ESTUDO DAS CARACTERÍSTICAS MORFOLÓGICAS, TÉRMICAS E FÍSICO QUÍMICAS DO SORO DE LEITE, MALTODEXTRINA E SUCO DE
YACON.
Radla Zabian Bassetto BISINELLA1*, Cristina Soltovski de OLIVEIRA2, Paloma Souza Cabral ZAPPANI1, Egon SCHNITZLER2, Maria Lúcia MASSON1
1Programa de Engenharia de Alimentos, Universidade Federal do Paraná.2 Universidade
Estadual de Ponta Grossa *[email protected]
Palavras-chave: Yacon, soro de leite, maltodextrina
INTRODUÇÃO
O yacon (Smallanthus sonchifolius), tubérculo originário dos Andes que apresenta elevado teor de água e reduzido valor energético, tem como carboidratos de reserva a inulina e os frutooligossacarídeos, estes considerados não digeríveis têm uma escala de funções importantes nos sistemas biológicos, vêm sendo utilizados como componentes funcionais em alimentos são de interesse para a indústria de alimentos e a farmacêutica (ROBERFROID, 2000). Pertencem ao grupo dos frutanos e são considerados prebióticos (SAAD, 2006). A vida de prateleira do yacon é muito curta, devido à sua alta perecibilidade, mesmo sob refrigeração. Após a colheita é iniciado transformações químicas e bioquímicas tais como a hidrólise dos frutooligossacarídeos em açúcares simples, diminuindo assim a funcionalidade da raiz. Assim, a indústria busca constantemente por processos simples que visem preservar a qualidade nutricional e permitam maior vida útil (SANTANA e CARDOSO, 2008). A secagem de alimentos consiste em um processo de remoção de água de um produto e têm como resultado principal o aumento da sua vida de prateleira devido à diminuição da sua atividade de água (RUIZ-LÓPEZ et al.,2008). A aplicação de yacon como produto desidratado na indústria alimentícia mostra-se promissora, haja vista os inúmeros estudos atuais (SILVA, 2007). A microencapsulação por spray dried representa uma alternativa interessante, considerado um processo econômico e flexível, oferece variação na matriz de encapsulamento e produz partículas de boa qualidade (DZIEZAK, 1988).
A maltodextrina é um amido hidrolisado muito utilizado como agente encapsulante, porém devido a sua baixa capacidade emulsificante é comum sua utilização com goma arábica, amidos modificados ou mesmo com proteínas (REINECCIUS, 1989). O uso de soro de leite o em aplicações que resultam em produtos com valor agregado vem se constituindo em solução para os problemas ambientais
MATERIAL E MÉTODOS As raízes de yacon foram selecionadas, pesadas, lavadas, descascasdas
manualmente e fatiadas em um microprocessador, conforme procedimento de JAY (2005). Para finalizar e aumentar o rendimento foi submetido a uma pressão de 3 kgf / cm2 durante 5 minutos. O teor de sólidos solúveis encontrado foi baixo (5° Brix), então

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
133
houve a necessidade da crioconcentração em ultrafreezer a -80ºC/24horas até o teor de sólido solúvel desejado (18° Brix). Para a caracterização físico-química foram realizadas análises de umidade (925.09 AOAC; 2000), cinzas (923.03 AOAC; 2000), proteínas (920.87 AOAC; 2000), lipídeos (968.20 da AOAC;1997)
As curvas termogravimétricas (TG/DTG) foram obtidas com o sistema de análise térmica TGA 50 (Shimadzu, Japão), onde as amostras foram aquecidas de 35 ºC até 650 ºC. foi utilizado cadinho de de alumina aberto com aproximadamente 7,0 mg de cada amostra, sob um fluxo de ar com vazão de 150 mL min-1, a uma razão de aquecimento de 10 ºC min-1. O instrumento foi preliminarmente calibrado com peso padrão e sua calibração foi checada com oxalato de cálcio mono-hidratado. Todas as percentagens de perda de massa foram determinadas utilizando o software de análise de dados TA-60 WS. A termogravimetria derivada (DTG) foi determinada com o mesmo software, auxiliando na determinação das temperaturas de perda de massa.
As curvas DSC (calorimetria exploratória diferencial) foram obtidas em equipamento DSC-Q200 (TA Instruments, EUA) previamente calibrado com padrão de Índio 99,99%. Foram pesadas cerca de 3mg das amostras, que foram resfriadas de 20 até -50º C e posteriormente aquecidas de -50º C até 250º C, a uma razão de aquecimento de 10º C min-1. Utilizou-se cadinho de alumínio que foram selados antes de ir ao equipamento. Ar sintético com vazão de 50 mL min-1 foi usado como gás de purga. O software Universal Analysis foi utilizado para determinar a pureza da amostra.
RESULTADOS Na Tabela 1, estão expostos os resultados das análises físico-químcas das
amostras estudadas.
Tabela 1: Resultados físico-químicos das amostras suco de yacon, maltodextrina e soro de leite.
Suco de yacon
Soro de Leite
Maltodextrina
Umidade 83,40% 3% 8,92% Cinzas* 0,84% 4,25% 0,15% Proteínas* 3,79% 11,87% 0,25% Lipídeos* Não detectado 0,389% Não
detectado *base seca
De acordo com os resultados das análises físico- químicas realizadas, o suco de
yacon contém 83,40%, 0,84% de cinzas e 3,79% de proteínas, o soro de leite contém 3% de umidade, 4,25% de cinzas, 11,87% de proteínas e 0,389% de lipídeos, já a maltodextrina contém 8,92% de umidade, 0,15% de cinzas e 0,25% de proteínas. Na Figura 1 é possível verificar as perdas de massa que as amostras sofreram conforme aumentou-se a temperatura no equipamento. O soro de leite apresentou 4 perdas de massa, a maltodextrina e o suco de yacon apresentaram 3 perdas de massa.
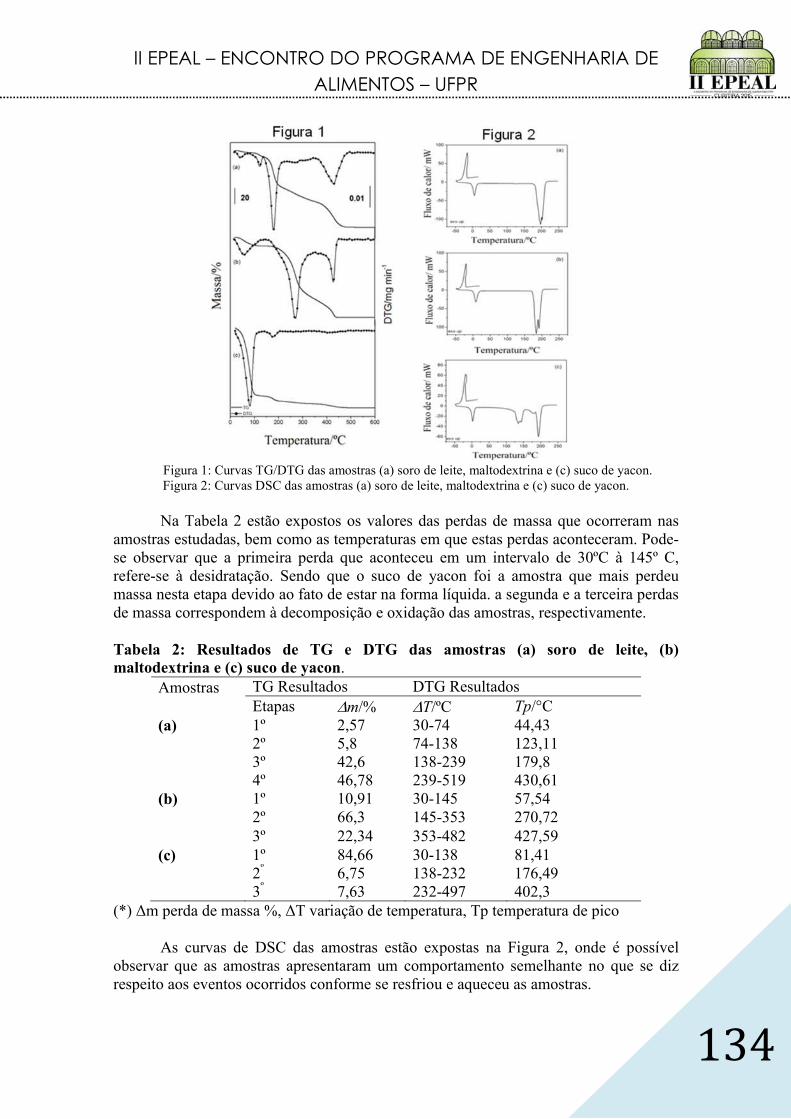
II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
134
Figura 1: Curvas TG/DTG das amostras (a) soro de leite, maltodextrina e (c) suco de yacon.
Figura 2: Curvas DSC das amostras (a) soro de leite, maltodextrina e (c) suco de yacon.
Na Tabela 2 estão expostos os valores das perdas de massa que ocorreram nas amostras estudadas, bem como as temperaturas em que estas perdas aconteceram. Pode-se observar que a primeira perda que aconteceu em um intervalo de 30ºC à 145º C, refere-se à desidratação. Sendo que o suco de yacon foi a amostra que mais perdeu massa nesta etapa devido ao fato de estar na forma líquida. a segunda e a terceira perdas de massa correspondem à decomposição e oxidação das amostras, respectivamente. Tabela 2: Resultados de TG e DTG das amostras (a) soro de leite, (b) maltodextrina e (c) suco de yacon.
Amostras
TG Resultados DTG Resultados Etapas m/% T/ºC Tp/°C
(a) 1º 2,57 30-74 44,43
2º 5,8 74-138 123,11
3º 42,6 138-239 179,8 4º 46,78 239-519 430,61 (b) 1º 10,91 30-145 57,54 2º 66,3 145-353 270,72 3º 22,34 353-482 427,59 (c) 1º 84,66 30-138 81,41 2º 6,75 138-232 176,49 3º 7,63 232-497 402,3
(*) Δm perda de massa %, ΔT variação de temperatura, Tp temperatura de pico
As curvas de DSC das amostras estão expostas na Figura 2, onde é possível observar que as amostras apresentaram um comportamento semelhante no que se diz respeito aos eventos ocorridos conforme se resfriou e aqueceu as amostras.

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
135
Ao serem resfriadas até -50 ºC houve um evento exotérmico para todas as amostras, o que corresponde à cristalização de algum componente das mesmas. As temperaturas em que o evento aconteceu foram semelhantes. Quando as amostras foram aquecidas até 250º C, dois eventos endotérmicos aconteceram, o primeiro em torno de 1 ºC até 14 ºC refere-se à fusão das amostras, e o segundo a decomposição das mesmas. Para a amostra c, suco de yacon, nota-se que houveram dois eventos endotérmicos, o primeiro em torno de 100 °C que corresponde a evaporação da água presente na amostra, e outro em torno de 200 °C correspondente à decomposição.
As entalpias de cristalização das amostras foram (a) 193, (167) e (c) 138 J g-1. Já as entalpias de fusão foram (a) 200, (b) 196 e (c) 145 J g-1, e para a decomposição das amostras as entalpias foram 1374, 1284 e 463 J g-1, para o suco de yacon, maltodextrina e soro de leite, respectivamente.
CONCLUSÕES
Através do presente trabalho, pode-se caracterizar termicamente o soro de leite, a maltodextrina e o suco de yacon. Através das curvas DSC foi possível determinar as temperaturas e entalpias de cristalização e fusão das amostras.
AGRADECIMENTOS
À CAPES e Fundação Araucária.
REFERÊNCIAS Dziezak, J. D. Microencapsulation and encapsulated ingredients. Food Technology, v.42, n.4, p.136-148. 1988. Jay, J. M. Microbiologia de alimentos. Editora Artmed, 2005. Saad, S. M. I. Probióticos e Prebióticos: o estado da arte. Brazilian Journal of Pharmaceutical Sciences, v.42, p.1 –16, 2006. Santana, I.; Cardoso, M.H. Raiz tuberosa de yacon (Smallanthus sonchifolius): potencialidade de cultivo, aspectos tecnológicos e nutricionais. Ciência Rural, Santa Maria, v.38, n.3, p. 898-905, 2008. Reineccius, G. A. Flavorencapsulation. Food Reviews International, v.5. n.2, p.147-176, 1989. Roberfroid, M.B. Chicory fructooligosaccharides and the gastrointestinal tract. Nutrition, v.16, p.677-679, 2000. Ruiz-lópez, I. I., Martínez-sánchez, C. E., Cobos-vivaldo, R., Hermanlara, E. Mathematical modeling and simulation of batch drying of foods. Journal of Food Enginering, v. 89, p. 310-318, 2008. Silva, A. S. S. A raiz do yacon (Smallanthus sonchifollius Poepping&Endlicher) como fonte de fibras alimentares, sua caracterização físico-química, uso na panificação e sua influência pós-prandial. Tese (Doutorado em Ciência e tecnologia de Alimentos), Universidade Federal de Santa Catarina,UFSC, 2007.

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
136
ABELHAS NATIVAS DO BRASIL
Suelen ÁVILA1*; Rosemary Hoffman RIBANI1 1Programa de Engenharia de Alimentos, Universidade Federal do Paraná. Curitiba, PR,
Brasil. *[email protected]
Palavras-chave: Meliponicultura, mel, análise polínica, qualidade.
INTRODUÇÃO
Nas regiões tropicais e subtropicais existem mais de 400 espécies descritas de abelhas sociais que podem produzir mel. Estas outras abelhas são conhecidas como abelhas indígenas sem ferrão, ou meliponíneos. São abelhas dóceis, de fácil manejo e necessitam de pouco investimento para a sua criação. É uma atividade que pode ser integrada a plantios florestais, de fruteiras e de culturas de ciclo curto, podendo contribuir, através da polinização, com o aumento da produção agrícola e regeneração da vegetação natural (Venturieri et al., 2003). Dentro da Apicultura, o conhecimento sobre o mel já vem sendo estudado em várias regiões do Brasil, no entanto na Meliponicultura, esses estudos são mais recentes, sendo desenvolvidos com as abelhas regionais (Evangelista-Rodrigues et al., 2005). O mel é produzido a partir do néctar das flores ou das secreções procedentes de partes vivas das plantas ou de excreções de insetos sugadores de plantas que ficam sobre partes vivas de plantas, que as abelhas recolhem, transformam, combinam com substâncias específicas próprias, armazenam e deixam madurar nos favos da colméia (Brasil, 2000). O homem tem utilizado o mel de diversas maneiras, seja como alimento, ou como medicamento, devido às suas propriedades anti-sépticas e, ainda, como conservante de frutas e grãos (Cortopassi-Laurino & Gelli, 1991). O mel tem na sua composição tem vários compostos que lhe confere propriedades antioxidantes, caso dos compostos fenólicos e dos flavonóides. Os compostos fenólicos têm um papel fundamental como marcadores bioquímicos e são freqüentemente utilizados na determinação da origem geográfica do mel. Por outro lado, uma vez que são compostos antioxidantes, permitem também inferir sobre as potencialidades benéficas para a saúde do consumo de cada mel em particular. Quanto mais escuro o mel, maior é a quantidade de minerais e compostos bioativos e, conseqüentemente, maior a capacidade antioxidante (Bertoncelj et al., 2007). Segundo Mendes & Mesquita (2009) a importância das análises físico–químicas de mel é necessária para se ter certeza da qualidade do produto comprado e deveriam ser criados padrões de análise físico-químicas do mel de abelhas sem ferrão, já que este apresenta valores diferentes para alguns parâmetros determinados para a Apis mellifera, mesmo o mel sendo de boa qualidade. A qualidade do mel é determinada pelas suas propriedades sensoriais, físicas e químicas, as quais dependem do néctar, do pólen e da fonte floral (Azeredo et al., 2003). O controle de mel requer parâmetros que determinam o que poderia inequivocamente estabelecer sua origem, buscando melhorar a caracterização do mel. Melissopalinologia consiste na análise e identificação de pólens contidos no mel. Foi a primeira técnica utilizada e, atualmente é complementado por análise sensorial e

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
137
continua a ser uma ferramenta de referência para esta finalidade. No entanto, as suas limitações conhecidas têm incentivado a busca de parâmetros físico-químicos adequados como indicadores de mel (Bettar et al., 2015). Estudos sobre a composição química e o potencial terapêutico de méis em várias regiões do mundo têm aumentado, mas, no Brasil apesar da grande extensão territorial e da variedade florística, estes ainda são escassos. Dessa forma, este trabalho objetiva ampliar o conhecimento sobre méis de abelhas indígenas sem ferrão, ou meliponíneas do Paraná e colocar em evidência seu potencial como matéria-prima para o desenvolvimento de estudos no campo biotecnológico.
MATERIAL E MÉTODOS O mel, quando disponível, será coletado diretamente dos potes de alimento presentes no interior das colônias, por meio de seringas, acondicionadas em frascos plásticos esterilizados, com fechamento hermético e mantidas sob refrigeração até posterior realização das análises. As amostras serão submetidas a análises melissopalinológicas e físico-químicas (umidade, sólidos insolúveis em água, acidez total, cinzas, açúcares totais, açúcares redutores, sacarose aparente, pH, cor, condutividade elétrica, hidroximetilfurfural (HMF), densidade, atividade diastásica, provas de Lund e Fiehe).
RESULTADOS E DISCUSSÃO
Os valores individuais de cada variável analisada serão comparados com parâmetros estabelecidos provisoriamente pelo Ministério da Agricultura e do Abastecimento avaliando se os resultados serão satisfatórios, tentando propor um padrão adequado. Será verificada a diversidade de espécies vegetais utilizadas pelas abelhas estudadas e qual família apresentará maior riqueza de tipos polínicos e se o tipo de florada influencia nas características físico-químicas dos méis a serem estudados. A água é o segundo maior componente na composição do mel e antes da completa desidratação o teor de água no mel geralmente varia de 15% a 21%. O teor final de água depende de vários fatores como, por exemplo, o clima e época de colheita, o grau de maturação da colméia, mas também das condições do néctar e tratamento do mel durante a extração e armazenamento (Evangelista-Rodrigues et al., 2005). Se o teor de umidade estiver muito elevado (máximo de 20%) isso pode favorecer a fermentação dos açúcares presentes, causadas por microrganismos osmofílicos (tolerantes ao açúcar) que fazem parte da microbiota inerente (néctar), ou veiculadas durante o processo de manejo (Iurlina & Fritz, 2005). O mel é constituído principalmente por hidratos de carbono. Estes compostos correspondem a cerca de 95% da matéria seca e são essencialmente monossacarídeos como a frutose (38,5%) e a glucose (31,0%). Contém cerca de 25 oligossacarídeos, sendo a maltose (7,2%) e a sacarose (1,5%) os mais significativos. São responsáveis por várias características do mel, tais como a viscosidade, a densidade, a cristalização, o valor energético, características que estão intimamente relacionadas com a qualidade do mel (Anklam, 1998). Através do método de determinação de cinzas é possível determinar algumas irregularidades no mel, como exemplo a falta de higiene e a não decantação e/ou filtração no final do processo de retirada do mel pelo apicultor (Evangelista-Rodrigues et al., 2005). Os minerais encontram-se em pequena quantidade no mel variando entre 0,04% nos méis mais claros e 0,2% nos mais escuros. O mineral mais abundante é o potássio podendo, no entanto, ser encontrado alumínio, boro, cálcio, chumbo, cloro,

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
138
ferro, silício, sódio, ósmio, fósforo, enxofre, estanho, potássio, rádio, zinco e titânio. O teor em minerais é uma ferramenta auxiliar na caracterização dos méis, podendo fornecer informação relacionada com a origem geográfica e a poluição ambiental (Anklam, 1998). Substâncias mandibulares da abelha acrescidas ao néctar quando do transporte até a colméia também podem alterar o pH do mel (Evangelista-Rodrigues et al., 2005).
CONCLUSÕES
Demonstrar que a legislação atual, referente ao mel de Apis mellifera (BRASIL, 2000) não é adequada para todos os caracteres analisados, reforçando a necessidade de um padrão próprio para os méis de meliponíneos, a fim de evitar as constantes fraudes e possibilitar sua comercialização no mercado formal.
AGRADECIMENTOS
Os autores são gratos a CAPES e a UFPR.
REFERÊNCIAS Anklam, E. A review of the analytical methods to determine the geographical and botanical origin of honey. Food Chemistry, 63(4), 549–562, 1998. Azeredo, L. D. C., Azeredo, M., De Souza, S. R., Dutra, V. M. L. Protein contents and physicochemical properties in honey samples of Apis mellifera of different floral origins. Food Chemistry, 80(2), 249–254, 2003. Bertoncelj, J., Doberšek, U., Jamnik, M., Golob, T. Evaluation of the phenolic content, antioxidant activity and colour of Slovenian honey. Food Chemistry, 105(2), 822–828, 2007. Bettar, I., González-Miret, M. L., Hernanz, D., Marconi, A., Heredia, F. J., Terrab, A. Characterisation of Moroccan Spurge (Euphorbia) honeys by their physicochemical characteristics, mineral contents and colour. Arabian Journal of Chemistry, 1–9, 2015. Brasil, Ministério da Agricultura, Pecuária e Legislação, Defesa Animal. In Ministério da Agricultura, Pecuária e Legislação, Defesa Animal.Legislação de Produtos Apícolas Derivados. Abastecimento.Regulamento Técnico de Identidade e Qualidade do Mel (p. Instrução Normativa n. 11, de 20 de outubro de 200). Cortopassi-Laurino, M., & Gelli, D. S. Analyse pollinique, propriétés physico-chimiques et action antibactérienne des miels d’ abeilles africanisées Apis mellifera et de Méliponinés du Brésil. Apidologie, 22, 61–73,1991. Evangelista-Rodrigues, A., Silva, E. M. S. Da, Beserra, E. M. F., Rodrigues, M. L. Análise físico-química dos méis das abelhas Apis mellifera e Melipona scutellaris produzidos em regiões distintas no Estado da Paraíba. Ciência Rural, 35(5), 1166–1171, 2005.

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
139
Iurlina, M. O. & Fritz, R. Characterization of microorganisms in Argentinean honeys from different sources. International Journal of Food Microbiology, 105(3), 297–304, 2005. Mendes, C. D. G. & Mesquita, L. X. De. As Análises De Mel : Revisão the Analysis of Meis : Review. Revista Caatinga, 22(2), 7–14, 2009. Venturieri, G. C., Raiol, V. de F. O., Pereira, C. A. B. Avaliação da introdução da criação racional de Melipona Fasciculata (Apidae: Meliponina), entre os agricultores familiares de Bragança - PA, Brasil. Biota Neotropica, 3(2), 1–7, 2003.

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
140
CARACTERIZAÇÃO DA TRANSFERÊNCIA DE UMIDADE NA PARBOILIZAÇÃO
Thaisa Carvalho VOLPE1; Luiz Mário de Matos JORGE2; Regina Maria Matos JORGE1
1Programa de Pós Graduação em Engenharia de Alimentos, Universidade Federal do
Paraná. 2Programa de Pós Graduação em Engenharia Química, Universidade Estadual de Maringá.
*[email protected] Palavras-chave: Arroz Parboilizado, Cinética de Hidratação e Modelagem Matemática.
INTRODUÇÃO
O processo de parboilização dentre as formas de beneficiamento do grão de arroz é destaque tecnológico e nutricional. A técnica elimina ou atenua incidência de grãos quebrados e fissurados durante o armazenamento, transporte e comercialização, além de proporcionar textura firme e mínima lixiviação dos nutrientes durante cozimento (Dors et al., 2011). Os benefícios conferidos ao arroz devido à parboilização são resultantes das características de processo. O grão ainda em casca é imerso em água aquecida na etapa de hidratação com finalidade de induzir o fenômeno da gelatinização. A gelatinização ocorre em razão do calor empregado no sistema e incorporação de umidade pelo grão (Ahromrit et al., 2007).
Segundo Marques et al. (2014) o conhecimento da transferência de umidade nos processos é de relevância para garantir e estabelecer a qualidade do produto final. Informações pertinentes às propriedades da cinética do ganho de umidade são comumente ajustadas a modelos matemáticos. Dentre os modelos, as equações empíricas constituem excelente alternativa para redução de tempo e custo das análises laboratoriais. Ademais, proporcionam aplicação rápida, acessível e precisa desses valores em projetos (MONTANUCI et al., 2014). Em virtude da importância e vantagens da parboilização em meio às raras informações sobre a transferência de umidade no processo, o objetivo do trabalho foi monitorar, caracterizar e modelar matematicamente o processo de hidratação na parboilização.
MATERIAL E MÉTODOS
Para os ensaios, foi utilizado arroz em casca da variedade IRGA 417, safra 2013/2014, teor de água inicial de 12,255% Xb.u., oriundos do estado do Rio Grande do Sul – Brasil. O processo de hidratação experimental utilizou proporção de 1:4 de massa de arroz com casca em água destilada, sem agitação, em banho termostático (SOLAB/SL-155/22/Brasil). As temperaturas exploradas foram de 35, 45, 55 e 60 ± 0,2°C. Porções de aproximadamente 20g (Bioprecisa/FA-2104N/Brasil) eram retiradas em intervalos de 30 minutos até totalizar 3 horas. Posteriormente, intervalos de 1 hora até a soma de 15 horas. Os ensaios foram realizados em triplicata. A umidade foi avaliada em base úmida (%Xb.u.) segundo metodologia da AOAC (2011) protocolo 925.10. Dados cinéticos do ganho de umidade foram ajustados ao modelo empírico proposto por Singh & Kulshrestha (1987) (Equação 1). Tal que, Ut é o teor de água em determinado instante (%Xb.u.); U0 remete ao teor de água inicial (%Xb.u.); C1 condiz com

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
141
a capacidade de absorção de água (%Xb.u.), enquanto C2 explica a velocidade de absorção (%hXb.u.); t é o tempo em horas. As constantes do modelo foram estimadas por regressão não-linear utilizando o software estatístico Origin 8.0 (Originlab/Inglaterra).
�� = �� +�����
����� (1)
A capacidade de ajuste dos dados foi avaliada pelo coeficiente de determinação (R2), erro médio relativo (P, Equação 2) e estimativa do desvio padrão (SE, Equação 3). A medida que, E é o valor observado, Ê remete ao valor predito pelo modelo, n ao número de dados observados e GLR o grau de liberdade do modelo.
� =���
�∑
|����|
� (2) �� = �
∑(����)�
��� (3)
RESULTADOS E DISCUSSÃO
Variação de Umidade no Processo de Hidratação A taxa de absorção de umidade ao longo do processo, independente da
temperatura explorada, exibiu dinâmica transiente nos primeiros instantes (I), seguido por fluxo de menor abrangência (II) até a fase de regime permanente (III), Figura 1. De acordo com Fracasso et al. (2014) o ganho de umidade instantâneo nas primeiras horas é devido à presença de fissuras e poros no alimento, tolerando maior ação capilar na superfície do pericarpo, induzindo absorção de água. Os espaços intermoleculares admitem que toda estrutura do grão se hidrate alcançando situação homogênea. Com o avanço da hidratação, a absorção diminui acentuadamente até o equilíbrio, uma vez que, espaços vazios foram preenchidos por umidade e as possíveis ligações da estrutura do alimento com a água foram feitas.
Figura 1 - Cinética de hidratação do arroz IRGA 417
Junto à análise da tendência de difusão de água, o efeito da temperatura sobre o ganho de umidade foi igualmente estudado. Com aumento do aquecimento houve acréscimo da capacidade de absorção (Figura 1). De acordo com Oliveira et al. (2013) este fenômeno é atribuído à crescente vibração das moléculas de água com o aumento da temperatura. A expansão das vibrações permite intensificar as ligações moleculares da água com os polímeros de glicose (amilose e amilopectina) presentes na estrutura do amido, possibilitando maior intumescimento do grão. Para parboilização a temperatura ideal de hidratação é a qual proporciona aos grãos atingirem a umidade necessária para ocorrência da gelatinização, almejada em 30% (IV, Figura 1) sem o rompimento das cascas. Os ensaios estabelecidos não propiciaram condições favoráveis ao rompimento da camada protetora do grão. Contudo, testes a 35 e 45°C foram considerados inviáveis por necessitarem de longos períodos de maceração (superior a 15 horas), o que viabiliza contaminação microbiana do produto. Os ensaios propostos a 55 e 60°C apresentaram a partir de 8 e 6 horas

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
142
(Figura 1) tempo ótimo de processo, respectivamente, decorrente da predisposição da quebra de ligações de hidrogênio da região amorfa e das matrizes cristalinas do amido em menor tempo.
Modelagem Matemática do Processo de Imersão O modelo proposto por Singh & Kulshrestha (1987) foi capaz de predizer as
principais características do processo de hidratação do arroz parboilizado (92,180≤R²≤96,150). Todavia, o confronto dos dados, apesar da qualidade, não foram totalmente coincidentes. Desta forma, parâmetros estatísticos (SE e P) foram avaliados quanto à eficácia do modelo (Tabela 1).
O modelo apresentou, na faixa de temperatura de 35 a 60°C, erro relativo (P) menor que 3,305%, o que representa ajuste satisfatório diante da extensão da variação dos dados. No trabalho de Resio et al. (2006) ao hidratar grãos de amaranto foi considerado aceitável até 10% de erro inserido no modelo para descrição da transferência de água. Valores SE (Tabela 1) identificaram que os dados experimentais e os valores preditos dispersaram de 0,679 a 1,195%Xb.u.. Perez et al. (2011) quando estudaram imersão de arroz na faixa de 25 a 55°C, por meio do modelo de Peleg, obtiveram valores na ordem de 0,66 a 2,52Xb.u. e consideraram o modelo adequado.
Tabela 1 – Parâmetros de ajustes do modelo de Singh & Kulshrestha Temperatura Parâmetros do Modelo Original Qualidade de Ajuste do Modelo Original
T (°C)
C1
(%Xb.u.) C2
(h.%Xb.u.) R2
(%) SE
(%Xb.u.) P
(%) 35 18,041 0,654 96,150 0,679 2,045 45 18,782 0,739 94,884 0,758 2,346 55 21,057 0,749 94,776 0,879 2,421 60 23,805 0,752 92,180 1,195 3,305
Apesar dos modelos empíricos não serem baseados em leis fundamentais o modelo aplicado apresentou apropriado ajuste, capaz de descrever o processo de hidratação do arroz parboilizado com desvio médio dos dados reais de ±3% (Figura 2). A diferença entre a correspondência dos dados preditos e experimentais é atribuída de resíduo (Figura 2). Este parâmetro esteve aleatoriamente distribuído entorno da reta identidade para as condições ensaiadas, dentro do intervalo de [-2, 2].
Figura 2 - Desvios do modelo frente aos dados experimentais e resíduos gerados na aplicação do modelo.
Análise das Constantes do Modelo O parâmetro C1 está diretamente relacionado com a capacidade máxima de
absorção de água. Quanto maior o valor da constante, mais efetivo é o ganho de umidade do produto. O aumento da temperatura implicou no potencial de hidratação dos grãos (Tabela 1). Em razão do aquecimento as moléculas da água são facilmente absorvidas pelos grânulos de amido, que contêm grupos –OH, que estabelecem ligações

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
143
hidrogênio-água, enquanto outras ocupam espaços vazios. O parâmetro C2 (Tabela 1), por sua vez, é proporcional à velocidade inicial de incorporação de umidade. Quanto maior a constante, maior a velocidade de absorção do produto. Os valores deparados cresceram ao variar a temperatura, sugerindo aumento correspondente na agilidade da transferência de umidade do cultivar nos primeiros instantes.
CONCLUSÕES
Na hidratação, com o aumento da temperatura do sistema, ocorreu crescente taxa de absorção de água pelo grão. A temperatura necessária para atingir a umidade ideal de processo foi entre 55 a 60°C por 8 a 6 horas. O modelo proposto por Singh & Kulshrestha concordou satisfatoriamente com os dados experimentais (dispersão de ±3% dos dados). Ao relacionar as constantes do modelo o perfil de hidratação do arroz no processo de parboilização pode ser caracterizado como dependente da temperatura. Com o aumento do aquecimento, maior foi a velocidade de absorção, mais rápido o sistema atingiu o equilíbrio e maior foi sua capacidade de hidratação.
REFERÊNCIAS
Ahromrit, A.; Ledward, D. A.; Niranjan, K. Kinetics of high pressure facilitated starch gelatinisation in Thai glutinous rice. Journal of Food Engineering, 79(3): 834–841, 2007. AOAC International. Official Methods of Analysis of AOAC International, Official Method 925.10. 18 ed. Gaithersburg: 2010. Dors, G, C.; Pinto, R. H.; Badiale-Furlong, E. Parboiled rice: chemical composition and the occurrence of mycotoxins. Ciência e Tecnologia de Alimentos, 31(1): 172-177, 2011. Fracasso, A. F.; Perussello, C. A. ; Haminiuk, C. W. I. ; Jorge, L. M. M.; Jorge, R. M. M. Hydratation Kinetics of soybeans: transgenic and conventional cultivars. Journal of Cereal Science. 60(3): 584–588, 2014. Marques, B. C.; Jorge, L. M. M.; Jorge, R. M. M. Hydration kinetics, physicochemical composition, and textural changes of transgenic corn kernels of flint, semi-flint, and dent varieties. Ciência e Tecnologia de Alimentos, 34(1): 88-93, 2014. Montanuci, F.; D.; Jorge, L. M. De M.; Jorge, R. M. M. Experimental analysis and finite element simulation of the hydration process of barley grains. Journal of Food Engineering, 131: 44-49, 2014. Oliveira, A. L.; Colnaghi, B. C.; Silva, E. S.; Gouvea, I. R.; Vieira, R. L.; Augusto, P. E. D. Modelling the effect of temperature on the hydration kinetic of adzuki beans (Vigna angularis). Journal of Food Engineering, 118(4): 417–420, 2013. Perez, J. H.; Tanaka, F.; Uchino, T. Comparative 3D simulation on water absorption and hygroscopic swelling in japonica rice grains under various isothermal soaking conditions. Food Research International, 44(9): 2615–2623, 2011.

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
144
Resio, A. C.; Aguerre, R. J.; Suarez, C. Hydration kinetics of amaranth grain. Journal of Food Engineering, 72(3): 247–253, 2006. Singh, B. P. N.; Kulshrestha, S. P. Kinetcs of water sorption by soybean and pigeonpea grains, Journal of Food Science, 52(6): 1538-1541, 1987.
II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
145
PLANEJAMENTO PLACKETT-BURMAN PARA O TRATAMENTO DE EFLUENTE DE CAFÉ UTILIZANDO OZONIZAÇÃO
Thiago Atsushi TAKASHINA1*; Tirzhá Lins Porto DANTAS1; Luciana Igarashi MAFRA1
1Programa de Pós Graduação em Engenharia de Alimentos. Universidade Federal do
Paraná. *[email protected]
Palavras-chave: cafeína, efluente de café, ozonização, Plackett-Burmann.
INTRODUÇÃO
Nas plantas de processamento de café são geradas grande quantidade de efluente, em geral apresenta coloração marrom escuro e contém muitas macromoléculas como as melanoidinas e a cafeína. As melanoidinas são formadas devido a torrefação de café e são responsáveis pela coloração marrom. A cafeína é um dos fármacos mais utilizados, e está presente em bebidas ou combinado com analgésicos. A cafeína foi classificada como um composto persistente, pois foi identificada, tanto a montante quanto a jusante nas estações de tratamento de esgotos (Rosal et al., 2009). Além disso, o café é muito mais do que uma mistura contendo cafeína, sua disposição sem tratamento prejudica o meio ambiente devido a opacidade e alta demanda biológica e química de oxigênio, causando eutrofização e bloqueio de luz afetando assim o processo de fotossíntese (Tokumura et al., 2006; Yamal-Turbay et al., 2012).
Devido a estas características observa-se que o tratamento convencional não é eficiente para o efluente de café, sendo necessário o estudo da viabilidade de alternativas. Os Processos Oxidativos Avançados (POA) tem se mostrado uma alternativa eficiente na degradação de compostos recalcitrantes. Os POA são processos baseados na geração de radicais hidroxila (OH●), e este apresenta potencial de redução de cerca de 2,8V. Para o tratamento do efluente de café foram estudados o processo foto-Fenton (Tokumura et al., 2008, 2006; Yamal-Turbay et al., 2012) e fotocatálise heterogênea (Satori & Kawase, 2014). Uma alternativa promissora é a utilização do processo de ozonização. O ozônio tem sido utilizado extensivamente com propósito de desinfecção e remoção de matéria orgânica dissolvida em águas superficiais, subterrâneas e residuais.
Este trabalho teve como objetivo o estudo da ozonização para degradação de cafeína e descoloração do efluente de café. Foi utilizado o planejamento de Plackett-Burman para avaliar a influência de quatro parâmetros sobre o processo.
MATERIAL E MÉTODOS
O efluente sintético de café foi preparado dissolvendo café instantâneo comercial em pó em água destilada. O pH da solução aquosa foi ajustado utilizando soluções de H2SO4 (0,1M) ou NaOH (0,1M).
O ozônio (O3) foi gerado a partir do ar ambiente por um ozonizador (O3R). Primeiramente, o ar era concentrado e em seguida era direcionado para o ozonizador sendo produzido pelo método de descarga por efeito Corona.
Os experimentos foram conduzidos em batelada em um reator de vidro encamisado com volume útil de 1 L e a temperatura controlada por um banho

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
146
termostático (Visomes V550). A mistura O3/O2 foi borbulhada no reator por um tubo de vidro e na extremidade um dispersor de gás. A agitação da solução no interior do reator foi por realizada por meio de agitador magnético. Em tempos pré-determinados foram retiradas alíquotas para quantificar a cafeína e absorbância da solução.
A quantificação de cafeína foi realizada por um cromatógrafo HPLC-DAD (Agilent) com um comprimento de onda de 273 nm utilizando uma coluna analítica Zorbax Eclipse XDB C18 (Agilent). A descoloração do efluente de café foi realizada utilizando um espectrofotômetro UV-vis (ProAnálise UV 6100PC) em um comprimento de onda de 400 nm.
Neste trabalho, o planejamento de Plackett-Burman foi aplicado para oito experimentos para avaliar a influência das quatro variáveis (Concentração inicial de café, concentração de ozônio, pH e temperatura) no processo de ozonização. Cada parâmetro foi testado em dois níveis codificados como (-1) para nível inferior e (+1) para nível superior (Tabela 1). Tabela 1 – Fatores e níveis utilizados para o planejamento Plackett-Burman para o processo de ozonização no tratamento do efluente de café.
Fatores Níveis (-1) (+1)
X1 - Concentração de Café (mg/L) 300 500 X2 - Percentual de Ozônio (% O3/O2) 10 30 X3 – pH 3 8 X4 - Temperatura (oC) 20 30 X5, X6, X7 - Fatores dummy
RESULTADOS E DISCUSSÃO A avaliação dos parâmetros que afetam o processo de ozonização foi realizada
mediante a análise da descoloração do efluente de café e quantificação da cafeína residual (Tabela 2).
Tabela 2 – Planejamento Plackett-Burman com variáveis respostas: percentual de descolorização (Y1) e degradação de cafeína (Y2).
Experiment
os X1 X2 X3 X4 X5 X6 X7
Y1 (%)
Y2 (%)
1 -1 -1 -1 1 1 1 -1 44,45 37,49 2 1 -1 -1 -1 -1 1 1 43,74 29,28 3 -1 1 -1 -1 1 -1 1 46,27 52,46 4 1 1 -1 1 -1 -1 -1 49,75 44,13 5 -1 -1 1 1 -1 -1 1 65,52 65,64 6 1 -1 1 -1 1 -1 -1 55,57 50,65 7 -1 1 1 -1 -1 1 -1 74,71 64,24 8 1 1 1 1 1 1 1 65,10 59,30
Pela Tabela 2 observou-se que em 30 minutos de ozonização a descoloração do
efluente de café está entre 43 a 74%. Em relação a degradação de cafeína pode chegar a 65%. Observou também que no pH 8 apresentou melhores percentuais de descoloração e de degradação de cafeína. Isso já era esperado uma vez que em condições alcalina, a

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
147
degradação do ozônio produz uma quantidade considerável de radicais hidroxila (OH●), favorecendo a degradação da cafeína e da descoloração.
Pela Tabela 3, tem-se a tabela de análise de variância (ANOVA) para variável resposta percentual de descoloração (Y1) e percentual de degradação de cafeína (Y2). Com 90% de confiança, observou que para a variável resposta Y1 o pH foi a variável significativa para processo de ozonização do efluente de café (p < 0,10). Em relação a variável resposta Y2 observou-se que a concentração inicial de café (C0), percentual de ozônio O3/O2 (O3) e pH foram variáveis significativa com p < 0,10. Tabela 3 – Análise de variância (ANOVA) para variáveis respostas percentual de descoloração (Y1) e percentual de degradação de cafeína (Y2) para ozonização do efluente de café.
Y1 Y2 Fatores SQ gl MQ F p
Fatores SS gl MQ F p
(1)C0 35,23 1 35,23 1,339 0,3310
(1)C0 166,2 1 166,2 6,387 0,0856 (2)O3 88,07 1 88,07 3,347 0,1647
(2)O3 171,7 1 171,7 6,597 0,0826
(3)pH 735,0 1 735,0 27,93 0,0132
(3)pH 731,2 1 731,2 28,09 0,0131 (4)Temp 2,569 1 2,569 0,0976 0,7751
(4)Temp 12,34 1 12,34 0,4740 0,5406
Erro 78,94 3 26,31
Erro 78,09 3 26,03
Total SQ 939,8 7 Total SQ 1160 7 SQ (soma dos quadrados), gl (graus de liberdade), MQ (Média dos quadrados)
A Figura 1 apresenta os gráficos de Pareto para variável resposta percentual de
descoloração (a) e percentual de cafeína (b). Observou que para as duas variáveis respostas, a variável (X3) pH foi mais significativo (p < 0,10). A variável (X4) temperatura não foi significativa (p > 0,10) para as duas variáveis respostas. (a) (b)
Figura 1 – Gráfico de Pareto dos efeitos estimados de quatro fatores a) percentual de descolorização (Y1); b) percentual de degradação de cafeína (Y2).
CONCLUSÃO O planejamento Plackett-Burman foi aplicado para avaliar as variáveis
significativas do processo de ozonização do efluente de café. A análise de variância (ANOVA) foi aplicada para testar a eficiência do planejamento Plackett-Burman e apresentar os parâmetros de processo significativo (p < 0,10), que influenciam na

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
148
descoloração e na degradação de cafeína. O percentual de descoloração do efluente de café foi influenciado significativamente pH inicial. Para a degradação de cafeína, a concentração inicial de café, percentual de ozônio O3/O2 e pH foram significativos (p < 0,10). Pelo gráfico de Pareto, observou que a temperatura não foi significativa (p > 0,10) tanto para descoloração, quanto para degradação de cafeína.
REFERÊNCIAS
Rosal, R., Rodríguez, A., Perdigón-Melón, J.A., Petre, A., García-Calvo, E., Gómez, M.J., Agüera, A., Fernández-Alba, A.R. Degradation of caffeine and identification of the transformation products generated by ozonation. Chemosphere. 74, 825–831, 2009. Satori, H., Kawase, Y. Decolorization of dark brown colored coffee effluent using zinc oxide particles: The role of dissolved oxygen in degradation of colored compounds. Journal of Environmental Management. 139, 172–179, 2014. Tokumura, M., Ohta, A., Znad, H.T., Ã, Y.K. UV light assisted decolorization of dark brown colored coffee effluent by photo-Fenton reaction. 40, 3775–3784, 2006. Tokumura, M., Znad, H.T., Kawase, Y. Decolorization of dark brown colored coffee effluent by solar photo-Fenton reaction: Effect of solar light dose on decolorization kinetics. Water Research 42, 4665–4673, 2008. Yamal-Turbay, E., Graells, M., Pérez-Moya, M. Systematic assessment of the influence of hydrogen peroxide dosage on caffeine degradation by the photo-fenton process. Industrial & Engineering Chemistry Research. 51, 4770–4778, 2012.

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
149
NOVAS PERSPECTIVAS NA GESTÃO AMBIENTAL DO SORO DE LEITE
Vanessa LEIFELD1*; Luciana Igarashi MAFRA1
1 Programa de Pós-Graduação em Engenharia de Alimentos, Universidade Federal do
Paraná. *[email protected]
Palavras-chave: efluentes, indústria alimentícia, soro de leite.
REVISÃO BIBLIOGRÁFICA Os efluentes industriais são considerados um grande problema ambiental quando
não são submetidos a algum tipo de tratamento. Um fator alarmante é que muitas indústrias ainda liberam seus resíduos líquidos brutos em rios que, por sua vez, não apresentam a capacidade de autodepuração suficiente para estabilizar a carga recebida, tornando as águas impróprias à vida aquática e ao abastecimento residencial, agrícola, industrial e recreativo (SCARASSATI, 2003).
Entre as indústrias de alimentos, os laticínios são as maiores fontes poluidoras em função do volume de água consumida e posterior geração de efluente, lançando de 0,2 a 10 litros de efluente por litro de leite processado (VOURCH et al., 2008). Neste tipo de indústria, é observado o consumo de água em diferentes etapas: limpeza da instalação, pasteurização, esterilização, refrigeração, resfriamento de leite e geração de vapor (BAZRAFSHAN et al., 2013). Agregado a esta água que se tornará efluente ao final do processo, especificamente na produção de queijos, observa-se que a maior parte do volume de leite empregado na sua produção é convertida ao produto secundário do processo, o soro de leite, já que seu rendimento atinge 10-15% do volume de leite total utilizado (SPACHOS & STAMATIS, 2011), aumentando drasticamente o volume de efluentes líquidos gerados.
O soro de leite se caracteriza por apresentar uma alta carga poluente. Por exemplo, os valores de Demanda Química de Oxigênio (DQO) variam de 30 a 102 g.L-1 e de Demanda Bioquímica de Oxigênio (DBO) de 27 a 60 g.L-1 (BALDASSO et al., 2011; SISO, 1996; YORGUN et al., 2008). Isto permite dizer que este tipo de efluente representa um poder poluente até 100 vezes maior que o esgoto doméstico, que possui DQO e DBO em torno de 0,6 e 0,3 g L-1, respectivamente (VON SPERLING, 2005). A produção de 10.000 L de soro seria, portanto, equivalente à poluição do esgoto de uma população de 5.000 habitantes (LIRA et al., 2009). A maior fração desta carga orgânica é atribuída à lactose, e em menores proporções, às proteínas e gorduras presentes neste tipo de rejeito (PRAZERES et al., 2012).
Os problemas ambientais provocados por efluentes de laticínios são tratados de acordo com a abordagem “end of pipe”, segundo a qual cada processo de produção resulta em resíduos que serão tratados no final da linha de produção (KIST et al., 2009), utilizando-se de métodos físico-químicos e processos biológicos para o tratamento destes tipos de efluentes. No entanto, estas tecnologias requerem alto investimento por parte das indústrias, além de elevado gasto energético pelas plantas de tratamento biológico aeróbio (SPACHOS & STAMATIS, 2011), levando muitas instalações a descartarem seus resíduos líquidos brutos nos rios.
II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
150
Nos laticínios, o tratamento mais encontrado é a operação de estações de tratamento de efluentes à nível secundário (tratamento biológico), sendo umas das opções mais viáveis na estabilização do efluente a biodigestão anaeróbia, que gera metano a ser utilizado na própria indústria para produção de energia (RUIZ et al., 1997). No entanto, a operação de processos anaeróbios pode ser prejudicada pela composição do soro de leite. Devido às altas concentrações de lactose, o rejeito tende a acidificar rapidamente, resultando em um pH baixo. Como o soro tem baixa capacidade de tamponamento, o baixo pH inibe a atividade dos microrganismos metanogênicos. Esta inibição, por consequência, não permite a conversão de compostos orgânicos complexos (poluentes) em produtos finais mais simples - gás carbônico e metano, comprometendo o sistema de tratamento (PERNA et al., 2013).
O destino final do efluente da fabricação de queijos é, portanto, um grande desafio, pois é impossível lançar ao meio ambiente sem causar sérios danos e, por outro lado, quando destinado para um sistema de tratamento de efluentes convencional, ocasiona vários problemas na operação dos processos. Com as leis ambientais mais rigorosas e buscando-se uma solução econômica para o rejeito, maior atenção foi dada à produção mais limpa nos laticínios nos últimos anos, visando o reaproveitamento de parte desse efluente que tem tido grande interesse industrial - o soro - como uma nova fonte de ingredientes alimentícios (OSTOJIĆ et al., 2005; SANTOS et al., 2012), bem como a completa mineralização dos compostos orgânicos nele presentes através das tecnologias de oxidação.
Vários autores têm buscado métodos viáveis de fracionamento dos nutrientes do soro de leite para a obtenção de fórmulas ou concentrados hipoalergênicos, a fim de remover porções alergênicas das proteínas, remover ou converter a lactose a monossacarídeos digeríveis pelo organismo humano e remoção de sais minerais para melhorar a qualidade do sabor dos produtos à base de soro (CHICÓN et al., 2009). Técnicas encontradas na literatura incluem hidrólises, cromatografias, filtração em membranas, precipitação seletiva, secagem, evaporação, desnaturação térmica, osmose reversa, cristalização da lactose e bioconversão dos nutrientes do soro. Desta forma, torna-se possível o aproveitamento e isolamento daqueles nutrientes que são prejudiciais ao organismo, ou mesmo para retirar porções que contribuem para a poluição ambiental. Outra alternativa proposta para o destino do soro de leite são os tratamentos terciários de efluentes industriais, baseados em processos oxidativos avançados (POA). Os POA’s visam a completa oxidação ou mineralização de contaminantes orgânicos não tratáveis por técnicas convencionais - por sua alta estabilidade química e/ou baixa biodegradabilidade - em processos conduzidos a temperatura ambiente e a pressão atmosférica (OLLER et al., 2011), com a produção de radicais altamente reativos (•OH), capazes de degradar a maioria dos poluentes orgânicos recalcitrantes devido sua capacidade oxidativa (DOUMIC et al., 2015). Dentre os processos mais conhecidos, pode-se citar Fenton, foto-Fenton, ozonização/ozonização catalítica, fotocatálise em presença de H2O2 com TiO2 e oxidação eletroquímica (SHAHIDI et al., 2015), sendo Fenton e foto-Fenton reconhecidamente mais eficientes para efluentes agroindustriais (IBÁÑEZ et al., 2014), ou seja, uma possibilidade para mineralização dos componentes do soro de leite.
CONSIDERAÇÕES FINAIS Os efluentes líquidos da fabricação de queijos contêm quantidades significativas
de compostos orgânicos, não indicado seu livre lançamento no meio ambiente.

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
151
Processos convencionais de tratamento de efluentes são insuficientes para reduzir sua carga orgânica; neste contexto, a reutilização do soro de leite surge como uma importante alternativa, reduzindo o volume de efluente a ser liberado no fim do processamento, diminuindo custos e preservando os recursos hídricos. Além disso, os POA’s podem ser considerados uma opção adicional para o tratamento deste tipo de matriz, através da completa mineralização da amostra, aumento da biodegradabilidade e redução de sua toxicidade.
REFERÊNCIAS Baldasso, C., Barros, T. C., Tessaro, I. C. Concentration and purification of whey proteins by ultrafiltration. Desalination, 278, 381-386, 2011. Bazrafshan, E., Moein, H., Mostafapour, F. K., Nakhaie, S. Application of electrocoagulation process for dairy wastewater treatment. Journal of Chemistry, 2013, 1-8, 2013. Chicón, R., Belloque, J. Alonso, E., López-Fandiño, R. Antibody binding and functional properties of whey protein hydrolysates obtained under high pressure. Food Hydrocolloids, 23, 593-599, 2009. Doumic, L. I., Soares, P. A., Ayude, M. A., Cassanello, M., Boaventura, R. A. R., Vilar, V. J. P. Enhancement of a solar photo-Fenton reaction by using ferrioxalate complexes for the treatment of a synthetic cotton-textile dyeing wastewater. Chemical Engineering Journal, 277, 86–96, 2015. Ibáñez, G. R., López, J. L. C., García, B. E., Sánchez Pérez, J. A. Controlling pH in biological depuration of industrial wastewater to enable micropollutant removal using a further advanced oxidation process. Journal of Chemical Technology and Biotechnology, 89, 1274–1282, 2014. Kist, L. T., Moutaqi, S., Machado, E. L. Cleaner production in the management of water use at a poultry slaughterhouse of Vale do Taquari, Brazil: a case study. Journal of Cleaner Production, 17, 1200-1205, 2009. Lira, H. L., Silva, M. C. D., Vasconcelos, M. R. S., Lira, H. L., Lopez, A. M. Q. Microfiltração do soro de leite de búfala utilizando membranas cerâmicas como alternativa ao processo de pasteurização. Ciência e Tecnologia de Alimentos, 29(1), 33-37, jan-mar, 2009. Oller, I., Malato, S., Sánchez-Pérez, J. A. Combination of Advanced Oxidation Processes and biological treatments for wastewater decontamination - A review. Science of the Total Environment, 409, 4141–4166, 2011. Ostojić, S., Pavlović, M., Živić, M., Filipović, Z., Gorjanović, S., Hranisavljević, S., Dojćinović, M. Processing of whey from dairy industry waste. Environmental Chemistry Letters, 3, 29-32, 2005. Perna, V., Castelló, E., Wensel, J., Zampol, C., Fontes Lima, D. M., Borzacconi, L., Varesche, M. B., Zaiat, M.; Etchebehere, C. Hydrogen production in an upflow

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
152
anaerobic packed bed reactor used to treat cheese whey. International Journal of Hydrogen Energy, 38, 54-62, 2013. Prazeres, A. R., Carvalho, F., Rivas, J. Cheese whey management: A review. Journal of Environmental Management, 110, 48-68, 2012. Ruiz, I., Veiga, M. C., De Santiago, P., Blásquez, R. Treatment of slaughterhouse wastewater in a UASB reactor and an anaerobic filter. Bioresource Technology, 60, 251-258, 1997. Shahidi, D., Roy, R., Azzouz, A. Advances in catalytic oxidation of organic pollutants – Prospects for thorough mineralization by natural clay catalysts. Applied Catalysis B: Environmental, 174–175, 277–292, 2015. Santos, M. J., Teixeira, J. A., Rodrigues, L. R. Fractionation of the major whey proteins and isolation of β-Lactoglobulin variants by anion exchange chromatography. Separation and Purification Technology, 90, 133-139, 2012. Scarassati, D., Carvalho, R. F., Delgado, V. L., Coneglian, C. M. R., Brito, N. N. B., Tonso, S., Sobrinho, G. D., Pelegrini, R. Tratamento de efluentes de matadouros e frigoríficos. III Fórum de estudos contábeis 2003, 2003. Siso, M. I. G. The biotechnological utilization of cheese whey: a review. Bioresource Technology, 57, 1-11, 1996. Spachos, T., Stamatis, A. Thermal analysis and optimization of an anaerobic treatment system of whey. Renewable Energy, 36, 2097-2105, 2011. Von Sperling, M. Introdução à qualidade das águas e ao tratamento de esgotos. 3ª edição. Belo Horizonte: Segrac, 1, 2005. Vourch, M., Balannec, B., Chaufer, B., Dorange, G. Treatment of dairy industry wastewater by reverse osmosis for water reuse. Desalination, 219, 190-202, 2008. Yorgun, M. S., Balcioglu, I. A., Saygin, O. Performance comparison of ultrafiltration, nanofiltration and reverse osmosis on whey treatment. Desalination, 229, 204-216, 2008.

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
153
ESTUDO DO PROCESSO DE HIDRATAÇÃO DE CEVADA
Viviani Martins Borsato BOTELHO1*; Álvaro Luiz MATHIAS1; Regina Maria Matos JORGE1
1Programa de Pós Graduação em Engenharia de Alimentos da Universidade Federal do
Paraná; *[email protected]
Palavras-chave: Embebição, Cinética, Modelos Matemáticos.
INTRODUÇÃO
A cevada está entre os cinco principais cereais produzidos no mundo. Em torno de 90% da produção de cevada destina-se a fabricação do malte, um dos principais ingredientes para a fabricação da cerveja (FAO, 2014). O processo de malteação ocorre em três etapas: maceração, germinação e secagem. A maceração é a hidratação, onde o grão em contato com a água aumenta a umidade e proporciona condições para iniciar a germinação, em que ocorre a modificação dos açúcares pelas enzimas que vão hidrolisar o amido presente para nutrir o gérmen, aumentando a atividade biológica do grão, a qual é paralisada pelo processo de secagem (PEIXOTO, 2002; LIMA, 2010).
O processo industrial de maior interesse para este trabalho que ocorre nas maltarias é a maceração. As condições aplicadas no processo podem ser otimizadas de forma a diminuir o tempo utilizado, aumentando o rendimento e melhorando a qualidade do produto final. A difusão de água no interior dos grãos quando hidratados tende ser maior com o aumento da temperatura, e esta deve ser aplicada de forma que não comprometa a integridade física do grão. De acordo com Montanucci (2014), a cevada quando hidratada a 45°C, perde sua estrutura física e desta forma dificulta o processo de germinação e por consequência afeta a qualidade do malte.
Os modelos matemáticos são ferramentas bastante exploradas em pesquisas de hidratação, pois são capazes de ajustar dados experimentais e apresentar um perfil do comportamento ao longo do processo. Estes modelos podem ser empíricos ou fenomenológicos (MASKAN, 2002; BELLO et al 2010). O Modelo de Peleg é um exemplo de modelo empírico o qual é obtido por uma correlação matemática dos dados experimentais, considerado um importante instrumento para processos de imersão, capaz de compreender o comportamento dos alimentos e predizer resultados a partir de equações de fácil aplicação e tem-se ajustado bem às curvas dos processos de hidratação de grãos, mesmo não se baseando em fundamentação teórica (SHANTHILAL e ANANDHARAMAKRISHNAN, 2013).
O objetivo deste trabalho é comparar o processo de hidratação dos grãos de cevada de diferentes variedades, aplicando temperaturas de 30 e 40°C e verificar se o Modelo de Peleg se ajusta bem aos dados experimentais.
MATERIAL E MÉTODOS As amostras utilizadas nos ensaios foram grãos de cevada das variedades Elis e Brau (nacionais) e da variedade Scarlett (importada da Argentina), ambas da safra de 2014, doadas pela Cooperativa Agrária Agroindustrial de Guarapuava, Paraná. Todas as amostras foram armazenadas em local seco livre de umidade. Antes de serem

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
154
submetidas às análises e aos processos de hidratação, passaram por pré-limpeza para retirada de palha e eventuais contaminantes. Foram realizadas análises das amostras de cevada in natura de acordo com as metodologias da AOAC (1995). O teor de proteínas foi obtido pelo método de Kjeldahl utilizando fator de conversão 6,25; o teor de lipídios pelo método de extração por Soxhlet; o teor de umidade foi obtido pela técnica de secagem direta em estufa a 105°C, por 24 horas; o teor de cinzas pelo método de incineração em mufla a 550°C; o teor de fibra bruta pela técnica de saqueta e o teor de carboidratos foi obtido por diferença. Vários trabalhos relacionados à hidratação de grãos formam a base para a metodologia utilizada, como por exemplo: Montanucci (2014) na hidratação de cevada; Marques (2014) hidratação de milho; Volpe (2014) e Botelho et al. (2010) hidratação de arroz; Omoto et al (2007) e Ferraz (2008) hidratação de ervilha e Coutinho et al. (2007) e Fracasso et al. (2010) hidratação de soja. Para a o processo de hidratação, foram utilizados os seguintes equipamentos: banho termostático da marca Solab (Banho Maria SL 155/22), estufa regulada em 105°C, balança analítica. Os ensaios foram realizados nas temperaturas de 30 e 40°C ± 0,2°C. Para as diferentes temperaturas de ensaio, as amostras das variedades de cevada em casca foram colocadas em béqueres de 600 mL com água destilada a uma proporção mássica de 1:2, em triplicata e dispostas no banho termostático sem agitação e à pressão atmosférica. Aproximadamente 7 g de material foram retiradas em intervalos de tempo pré-determinados: nas primeiras 4 horas, a cada 30 minutos e após a quarta hora, de hora em hora até completar 12 horas de ensaio, nos tempos de 0, 30, 60, 90, 120, 150, 180, 210, 240, 300, 360, 420, 480, 540, 600, 660, 720 minutos, totalizando 17 pontos experimentais. Foram aplicadas 12 horas de hidratação, pois de acordo com Montanucci (2014), a partir de 8 horas de hidratação, a velocidade de absorção de água é de aproximadamente 0,009g/h. 12 horas de hidratação também foram consideradas suficientes para simular o processo de maceração industrial, onde o grão deve absorver água até chegar entre 35-45% de umidade, segundo Tschope e Nohel (1999). As amostras foram retiradas dos béqueres e drenadas, o excesso de umidade foi retirado com papel toalha e após, submetidas à determinação de umidade pela metodologia de secagem direta em estufa a 105°C, por 24 horas de uma amostra de aproximadamente 5g. A umidade obtida é dada em base úmida (Xbu) segundo a equação:
���(%)= ��������
���� × 100 Xbu = umidade em base úmida, grão in natura
Xbs = umidade em base seca, grão hidratado e seco
RESULTADOS E DISCUSSÃO
A composição centesimal das variedades de cevada apresentaram teor de umidade variando entre 10-13%, de proteínas entre 9-12%, de lipídios entre 1,7-1,8%, fibra bruta entre 4,1-4,3%, cinzas entre 1,6-1,9% e carboidratos entre 67-69%.
Tabela 1. Composição centesimal das variedades de cevada
Variedades cevada
Umidade (%)
Lipídios (%)
Proteínas (%)
Cinzas (%)
Carboidratos (%)
Elis 10,76±0,08 1,71±0,15 12,42±0,29 1,75±0,02 73,36±0,35
Brau 14,45±0,08 1,71±0,16 10,49±0,52 1,61±0,10 71,74±0,61
Scarlett 13,58±0,12 1,86±0,12 9,70±0,55 1,93±0,02 72,93±0,38

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
155
Montanucci et al (2014), obteve para o cultivar Elis, 11,89% de umidade, 28% de proteínas, 2,2% de lipídios, cinzas 1,74 e 58,05% de amido, valores são semelhantes exceto para o teor de proteínas, o qual apresentou maior diferença.
De acordo com a figura 1, as curvas de hidratação para as variedades estudadas possui comportamento semelhante, evidenciando que o aumento de temperatura melhora a taxa de absorção de umidade, conforme já descrito pelos autores Marques (2014), Montanucci (2014) e Volpe (2014).
Os valores dos coeficientes (R2) apresentados na Tabela 2 indicam a qualidade do ajuste do modelo aos dados experimentais, estando todos ao redor de 0,98, confirmando que a equação do Modelo de Peleg é adequada para descrever a cinética de absorção de água dos grãos de cevada.
A constante k1 é função da temperatura e está associada ao coeficiente de difusão de massa, apresentando uma tendência decrescente com o aumento da temperatura. A constante k2 é um parâmetro de sorção do material e quanto menor este valor maior a capacidade de absorção de água.
Figura 1: Cinética de hidratação das variedades Elis, Brau e Scarlett em 30 e 40°C e comparativo de hidratação das 3 variedades.
Tabela 2: Coeficiente k1 e k2 e R2 para diferentes temperaturas e diferentes variedades
Elis 30°C Elis 40°C Brau 30°C Brau 40°C Scarlett 30°C Scarlett 40°C
k1 2,7585 2,1793 3,2043 2,3925 2,9721 2,468
k2 0,0313 0,0285 0,0347 0,0318 0,0337 0,0307
(R2) 0,981 0,9839 0,9804 0,9831 0,9808 0,981
CONCLUSÕES
Ao comparar o processo de hidratação dos grãos de cevada de diferentes variedades, aplicando temperaturas de 30 e 40°C, percebeu-se que todas possuem comportamento semelhante, levando em conta que o aumento de temperatura otimiza o processo atingindo a umidade estimada em menor tempo e que o Modelo de Peleg ajusta-se bem aos dados experimentais.
AGRADECIMENTOS
Agradecimento à CAPES (Brasil) para a bolsa concedida ao primeiro autor e Cooperativa Agrária Agroindustrial (Brasil) para a doação das amostras de cevada.

II EPEAL – ENCONTRO DO PROGRAMA DE ENGENHARIA DE
ALIMENTOS – UFPR
156
REFERÊNCIAS AOAC. Association of official analytical chemists. Official Methods of Analysis of the Association of Official Analytical Chemists. Arlington: A.O.A.C. v. 39, 1995. Bello, M.; Tolaba, M. P.; Suarez, C. Modeling water uptake in a cereal grain during soaking. Journal of Food Engineering, 97, 95–100, 2010. Botelho, F. M.; Corrêa, P. C.; Goneli, A. L. D.; Martins, M. A.; Baptestini, F. M. Análise da hidratação do arroz na parboilização. Ciência e Tecnologia de Alimentos, 30 (3), 713-718, 2010. Coutinho, M. R.; Conceição, W. A. S.; Omoto, E. S.; Andrade, C. M. G.; Jorge, L. M. M. Novo modelo de parâmetros concentrados aplicado à hidratação de grãos. Ciência e Tecnologia de Alimentos, 27(3), 2007. FAO – Food and Agriculture Organization of United Nations, 2004. Barley: Post-Harvest. Disponível em: <http://www.fao.org/fileadmin/user_upload/inpho/docs/Post_Harvest_Compendium_-_BARLEY.pdf>. Acesso em 29.09.2015. Ferraz, M. B. M. Determinação de cinética de hidratação de ervilhas Pisum sativum desidratadas. 125 f. Tese (Doutorado em Tecnologia de Alimentos) Faculdade de Engenharia de Alimentos, Universidade Estadual de Campinas, 2008. Fracasso, F. A.; Marques, B. C.; Zanoncine, B.; Pinto, H.; Martelli, L. B.; Ribani, R. H.; Jorge, L. M. M.; Jorge, R. M. M. Estudo da cinética da hidratação de soja transgênica. XVIII COBEQ – Anais do Congresso Brasileiro de Engenharia Química, 2010. Lima, U.A. (Coordenador). Matérias-primas dos alimentos. São Paulo; Blucher, 2010. Marques, B.C. Cinética de hidratação de grãos de milho transgênico e convencional e estudo de suas propriedades físico-químicas e tecnológicas. 124 f. Tese (Doutorado em Engenharia de Alimentos) – Setor de Tecnologia, Universidade Federal do Paraná, Curitiba, 2014. Maskan, M. Effect of processing on hydration kinetics of three wheat products of the same variety. Journal of Food Engineering, 52, (4), 337-341, 2002. Montanucci, F.D. Avaliação do efeito das variáveis de processo na produção de malte de cevada e na produção de bebidas tipo chá. 129 f. Tese (Doutorado em Engenharia de Alimentos) – Setor de Tecnologia, Universidade Federal do Paraná, Curitiba, 2014. Omoto, E. S. Modelagem da hidratação de grãos de ervilha segundo a hipótese de volume constante. 124 f. Dissertação (Mestrado em Engenharia Química) – Departamento de Engenharia Química, Universidade Estadual de Maringá, 2007. Peixoto, A.M. Enciclopédia Agrícola Brasileira. V.4, I-M. São Paulo; Editora da Universidade de São Paulo, 2002. Tschope, E.C.; Nohel, F. A Malteação da cevada. Vassouras: Senai-RJ, 1999. Volpe, T.C. Cinética da hidratação do grão de arroz no processo de parboilização.122f. Dissertação (Mestrado em Engenharia de Alimentos). Setor de Tecnologia, Universidade Federal do Paraná, Curitiba, 2014.





























