Embed Size (px)
Citation preview

WALÉRIO GERSZEWSKI
IMPLANTAÇÃO DE CÉLULAS DE MONTAGEM UTILIZANDO
MOCK-UPS
JOINVILLE - SC
2007

UNIVERSIDADE DO ESTADO DE SANTA CATARINA - UDESC
CENTRO DE CIÊNCIAS TECNOLÓGIAS – CCT
DEPARTAMENTO DE ENGENHARIA DE PRODUÇÃO E
SISTEMAS
WALÉRIO GERSZEWSKI
IMPLANTAÇÃO DE CÉLULAS DE MONTAGEM
UTILIZANDO MOCK-UPS
Trabalho de Conclusão de Curso apresentadoao Curso de Engenharia de Produção eSistemas da Universidade do Estado de SantaCatarina – UDESC – como requisito parcialpara obtenção de Bacharelado em Engenharia:Habilitação de Produção e Sistemas.
Orientador: Regis Kovacs Scalice
Joinville - SC
2007

Walério Gerszewski
Implantação de Células de Montagem utilizando Mock-ups
Trabalho de Conclusão de Curso apresentado ao Curso de Engenharia de Produção e
Sistemas da Universidade do Estado de Santa Catarina – UDESC – como requisito para
obtenção de Bacharelado em Engenharia: Habilitação de Produção e Sistemas.
BANCA EXAMINADORA:
Orientador:
___________________________________________________________________
Prof. Dr. Regis Kovacs Scalice
UDESC - CCT
Membro:
__________________________________________________________________
Prof. Dr. Adalberto José Tavares Vieira
UDESC - CCT
Membro:
__________________________________________________________________
Prof. Dr. Evandro Bittencourt
UDESC – CCT
Joinville/SC: 09 de novembro de 2007.

Dedico este trabalho aos meus pais emretribuição ao apoio que sempre me deram.

I
AGRADECIMENTOS
Agradeço aos meus amigos Adelmo, Arlindo, Diogo, Henriciulan, Tobias e André, e a
todos os demais pelo apoio e companheirismo durante o período de faculdade.
Ao Elton que me ajudou a coletar os dados para a execução desse trabalho.
E ao professor Regis apoio dado durante a realização desse trabalho.

II
RESUMO
Devido à alta competitividade das indústrias no cenário internacional se faz necessário
a escolha de um sistema de manufatura que mais se adeqüe a seus objetivos de produção.
Dentro desse contexto a empresa deve se adaptar rapidamente às necessidades do mercado,
devem ser estabelecidas normas para prevenção de acidentes, a sua repetitividade deve levar
ao mínimo de defeitos, os recursos devem ser otimizados e o usuário deve ser capaz de
entender e desempenhar suas atividades com facilidade. Assim surge a Manufatura Celular,
com a finalidade de se adequar a forma de produção ao mercado atual visando uma maior
flexibilidade, qualidade e redução de desperdícios. Este trabalho tem por objetivo fazer um
estudo da Manufatura Celular e apresentar as vantagens perante outros modos de produção,
bem como os casos que ela é indicada. Foi desenvolvido um estudo de caso na empresa
Schulz, onde foi feita uma mudança de um layout de duas linhas que montavam compressores
de ar para uma única célula de montagem. Foi realizada uma simulação através de modelos
em tamanho real, chamada mock up. Essa pesquisa foi feita com a colaboração de colegas de
trabalho e do estudo bibliográfico a respeito desse tema. Os principais objetivos do projeto
desenvolvido na empresa eram a redução dos desperdícios, adequação ao tempo TAKT dos
produtos e aumento de flexibilidade, os quais ela conseguiu atingir.
PALAVRAS-CHAVE: Manufatura celular, TAKT e flexibilidade.

III
GLOSSÁRIO
Layout - Distribuição física dos equipamentos em determinado espaço.
Front Picking –Ato de Pegar de peças quando é feito pela parte frontal.
Flow Rack – Sistema de abastecimento onde se usam prateleiras deslizantes para o
abastecimento de caixas.
Backup – Recurso utilizado como reserva caso o principal tenha algum tipo de problema
Lean – Também chamado de Lean Manufacturing ou Manufatura Enxuta. Visa a eliminação
contínua dos desperdícios.
Setup – Tempo de troca de ferramentas.
Mix – Variedade de produtos fabricados por uma empresa.
Andom – Sistema de sinalização que é acionado toda vez que há algum problema no processo
produtivo.
Tempo de máquina (TM) – Tempo de processamento gasto pelas máquinas.
Tempo de Ciclo (TC) – Tempo necessário para que uma unidade seja produzida.
Poka yoke – Dispositivos de segurança a prova de erros.
Programa 5 S – Metodologia que visa a mudança de atitude das pessoas. Os passos
recomendados são: Senso de utilização, organização, limpeza, saúde e autodisciplina.
Buffer – Estoque intermediário que visa absorver problemas e variações na produção.
TAKT – Tempo necessário por unidade produzida para que a instituição consiga atender seus
pedidos de venda.
Mock-up – Técnica de simulação através da utilização de réplicas em escala 1/1.
Kanban – São cartões que sinalizam a necessidade de abastecimento ou movimentação de
materiais.
DNA – Técnica de eliminação de atividades em um processo, onde o D significa
desnecessário, N não agrega valor e A agrega valor.

IV
LISTA DE FIGURAS
Figura 2.1 – Arranjo Físico por Processo......................................................................................................................5Figura 2.2 – Seqüência de processos na manufatura do papel .....................................................................7Figura 2.3 – Posição do processo no volume contínuo.......................................................................................8Figura 2.4 (a) – Casos mais indicados para cada tipo de Layout. 2.4 (b) –Zonas de transiçãoentre um Layout e outro................................................................................................................................................................9Figura 2.5 – Pequena Célula operada com quatro máquinas e um operador....................................11Figura 2.6 – Foco da Célula de Trabalho, o plano de Produto-Processo.............................................12Figura 2.7 – Células em Linha Reta..................................................................................................................................15Figura 2.8 – Células em Serpentina..................................................................................................................................16Figura 2.9 – Célula em U.........................................................................................................................................................17Figura 2.10 (a) – Célula com 3 operadores 2.10 (b) – Célula com 3 operadores............................18Figura 2.11 – Célula em U Inverso....................................................................................................................................19Figura 2.12 – Distribuição ruim do trabalho...............................................................................................................20Figura 2.13 – Distribuição melhor do trabalho.........................................................................................................20Figura 2.14 – Análise do Fluxo de Produção.............................................................................................................24Figura 2.15 – Mock up.................................................................................................................................................................26Figura 2.16 – Versões com um operador a mais e um a menos...................................................................28Figura 2.17 – Quadro de multifuncionalidade.......................................................................................................... 28Figura 2.18 – Funcionamento do Front Picking......................................................................................................29Figura 2.19 – Balanceamento de Linhas........................................................................................................................31Figura 2.20 – Um exemplo de como uma Célula de Manufatura trabalha...........................................32Figura 2.21 – Células ligadas com Estoques de Segurança.............................................................................36Figura 2.22 – Exemplo de Célula Manual para usinagem de uma família de peças.....................36Figura 4.1 – Empresa Schulz em 1963...........................................................................................................................41Figura 4.2 – Vista aérea da empresa................................................................................................................................42Figura 4.3 – Foto do Mock up a partir do lado de entrada e saída da Célula....................................51Figura 4.4 – Foto do Mock up a partir do lado de transferência da Célula.......................................52Figura 4.5 – Foto da linha de montagem ML de compressores de ar antes da implantação daCélula de Montagem.....................................................................................................................................................................56Figura 4.6 – Vista superior da Linha ML....................................................................................................................57Figura 4.7 – Flow Rack de abastecimento dos blocos.......................................................................................61Figura 4.8 – Célula de Montagem com dois operadores trabalhando....................................................62Figura 4.9 – Célula de Montagem sem operadores..............................................................................................63Figura 4.10 – Vista a partir da mesa de roletes para abastecimento dos reservatórios e tubospara abastecimento de peças de tamanho pequeno................................................................................................64Figura 4.11 – Plataforma pneumática..............................................................................................................................65Figura 4.12 – Plataforma pneumática elevada..........................................................................................................66Figura 4.13 – Caixas de abastecimento em seu respectivo Flow Rack.................................................67Figura 4.14 – Tubos de abastecimento e mesa de roletes para abastecimento dereservatórios.......................................................................................................................................................................................68Figura 4.15 – Célula em fase de projeto.......................................................................................................................69Figura 4.16 – Primeira versão do projeto da Célula............................................................................................70

V
LISTA DE TABELAS
Tabela 2.1 – Vantagens e limitações do Layout em Linha.................................................................................7Tabela 2.2 – Vantagens e desvantagens dos tipos básicos de Arranjo Físico....................................10Tabela 2.3 (a) – Uso da Análise do Fluxo de Produção aleatória. 2.3 (b) – Máquinasagrupadas por semelhança de processo...........................................................................................................................13Tabela 2.4 (a) – Um exemplo de como uma Célula de Manufatura trabalha (legendas)...........32Tabela 2.4 (b) – Um exemplo de como uma Célula de Manufatura trabalha (tempos)..............32

VI
LISTA DE FÓRMULAS
Fórmula 1 – TAKT..........................................................................................................................................................................27Fórmula 2 – Quantidade de Operadores..........................................................................................................................27Fórmula 3 – Tempo de Máquina...........................................................................................................................................33Fórmula 4 – Tempo de Ciclo...................................................................................................................................................33Fórmula 5 – Demanda Diária de Peças............................................................................................................................33Fórmula 6 – Relação entre Velocidade de Corte e Vida da ferramenta..................................................33

VII
SUMÁRIO
1 INTRODUÇÃO......................................................................................................................1
1.1 APRESENTAÇÃO DO TEMA............................................................................................21.2 OBJETIVO GERAL.............................................................................................................21.3 OBJETIVOS ESPECÍFICOS...............................................................................................21.4 JUSTIFICATIVA........................................................................................................................21.5 DELIMITAÇÃO DO ESTUDO...........................................................................................31.6 METODOLOGIA.................................................................................................................31.7 ESTRUTURA DO TRABALHO..........................................................................................3
2 REVISÃO BIBLIOGRÁFICA .............................................................................................4
2.1 ARRANJO FÍSICO..............................................................................................................42.1.1 Arranjo Físico por Processo...............................................................................................42.1.2 Arranjo Físico por Produto ................................................................................................62.1.3 Arranjo Físico Posicional .................................................................................................72.1.4 Arranjo Celular ..................................................................................................................82.1.5 Volume - Variedade e tipo de Arranjo Físico....................................................................82.2 CÉLULA DE MANUFATURA..........................................................................................112.2.1 Tecnologia de Grupo .......................................................................................................132.2.2 Tipos de Layout Celular...................................................................................................152.2.3 Como funciona uma Célula de Montagem ......................................................................202.2.4 Como funciona a Célula de Manufatura ..........................................................................212.2.5 Elaboração do Processo de Produção da Célula ..............................................................232.2.6 Planejamento da Célula ...................................................................................................252.2.7 Verificação do projeto de Manufatura Celular ................................................................262.2.8 Utilização das máquinas ..................................................................................................292.2.9 Balanceamento da Célula de máquinas ...........................................................................302.2.10 Backup de Célula e Célula de uma máquina..................................................................342.2.11 Flexibilidade no projeto de Célula.................................................................................342.2.12 Células Interligadas .......................................................................................................352.2.13 Células Piloto.................................................................................................................372.2.14 Funcionamento contínuo ...............................................................................................382.2.15 Benefícios ......................................................................................................................382.2.16 Limitações......................................................................................................................39
3 METODOLOGIA DA PESQUISA ....................................................................................40
3.1 PROBLEMA.......................................................................................................................403.2 PESQUISA E METODOLOGIA.......................................................................................403.3 FASES DA PESQUISA..................................................................................................... 40
4 ESTUDO DE CASO ............................................................................................................41
4.1 A empresa............................................................................................................................414.2 UMA VISÃO GERAL DO PROCESSO NA LINHA DE MONTAGEM ...........................434.3 OPORTUNIDADES DE MELHORIA IDENTIFICADAS ..............................................434.4 PROCEDIMENTOS DE MELHORIA..............................................................................44

VIII
4.5 INFORMAÇÕES SOBRE O TEMA..................................................................................444.6 DESENVOLVIMENTO DA CÉLULA.............................................................................444.6.1 As Principais dificuldades ocorridas durante o projeto e implantação ............................454.6.2 Análise do desenvolvimento da célula ............................................................................454.6.3 Mock up............................................................................................................................514.7 ANÁLISE DA CONFIGURAÇÃO DA CÉLULA............................................................544.8 AVALIAÇÃO GERAL DO PROCESSO..............................................................................584.8.1 Pontos positivos ...............................................................................................................594.8.2 Pontos negativos ..............................................................................................................604.8.3 Pontos que necessitam de melhorias................................................................................614.9 RESULTADOS...................................................................................................................62
5 CONSIDERAÇÕES FINAIS ..............................................................................................72
REFERÊNCIAS BIBLIOGRÁFICAS..................................................................................74
ANEXO 1 – QUESTIONÁRIO UTILIZADO NO TRABALHO.......................................76
ANEXO 2 – TABELA DE ELEMENTOS E TEMPOS ......................................................80
ANEXO 3 – FOLHA DE BALANCEAMENTO..................................................................81
ANEXO 4 – LAYOUT DA CÉLULA DE MONTAGEM....................................................81

1
1 INTRODUÇÃO
O sistema de manufatura vem sofrendo constantes mudanças devido a várias
tendências de mercado. Então, as empresas têm buscado formas de se produzir uma variedade
de produtos maior, consequentemente devem ser feitas adaptações de modo que a produção
seja em menor escala. Seguindo, é importante que o consumidor receba esse produto acabado
no menor tempo possível, antes que ele se torne obsoleto. Além disso, o preço do produto não
é mais determinado pelas leis de oferta e demanda, mas sim pelo preço que o consumidor está
disposto a pagar, então os custos dos materiais, energia e movimentação devem ser reduzidos
ao máximo. Também, o consumidor tem exigido cada vez mais exatidão e precisão nos
produtos que está disposto a adquirir.
Para que todas essas exigências sejam atendidas o sistema deve ser capaz de produzir
com qualidade superior, custo unitário reduzido e prazos de entrega mais rápidos. Ele deve ser
projetado para ser flexível, confiável e o mais simples possível. Melhorias contínuas devem
fazer parte rotina para atender a esses consumidores cada vez mais exigentes.
Algumas medidas devem ser tomadas para que essas condições possam ser atendidas.
O arranjo físico pode contribuir significativamente quanto a redução de desperdícios
relacionados à forma de melhorar a movimentação de materiais e pessoas. É uma forma de
racionalização dos recursos existentes visando aumentar a produtividade.
As tarefas devem ser focadas tanto num nível macro, procurando aperfeiçoar a relação
entre os processos, quanto num nível micro, onde se estuda as relações entre as atividades
pertencentes a um mesmo processo. É nesse contexto que surgem as Células de Manufatura
ou de Montagem, para organizar a produção de forma a se obter os melhores ganhos através
da otimização das relações específicas em cada etapa de um mesmo processo. As Células
visam atender da melhor maneira possível às necessidades do mercado comentadas
anteriormente.

2
1.1 APRESENTAÇÃO DO TEMA
O tema deste trabalho é a implantação de células de montagem numa empresa do ramo
de fabricação de compressores de ar. Um modelo de simulação de baixo custo será utilizado,
o mock up. O layout celular está de acordo com as tendências do mercado em se projetar
modos de produção que sejam flexíveis para se adequarem rapidamente à dinâmica do
mercado.
1.2 OBJETIVO GERAL
Estudar a aplicação da célula de montagem, utilizando um mínimo de investimentos e
o máximo de recursos já existentes na empresa, bem como identificar seus impactos no
sistema produtivo.
1.3 OBJETIVOS ESPECÍFICOS
Os objetivos específicos deste trabalho são:
Redução dos desperdícios no processo;
Melhorias ergonômicas e de segurança no trabalho;
Aumento de produtividade;
Redução dos deslocamentos;
Melhorias na organização dos postos de trabalho;
Redução dos estoques intermediários;
Aumento da flexibilidade na produção;
Criação de um sistema de abastecimento padronizado.
1.4 JUSTIFICATIVA
O trabalho de mudança para célula será feito na linha de montagem Moto-Alumínio e
Odontológico, selecionadas pela necessidade de redução de mão-de-obra. Também
influenciou o fato da empresa estar implantando o sistema de manufatura enxuta, que visa
uma melhor adequação da produção ao mercado e a seus colaboradores.
Portanto, este trabalho será importante para identificação das mudanças na passagem
de linha para célula, podendo estes resultados ser utilizados como referência em outras
aplicações que seguem essa filosofia de redução de desperdícios.

3
1.5 DELIMITAÇÃO DO ESTUDO
Esse trabalho se limita ao estudo das melhorias aplicáveis nas células de produção.
Isso envolve desde aspectos logísticos, processos, engenharia, qualidade, manutenção,
ergonomia até segurança. Será dado um enfoque maior as atividades relacionadas ao setor de
processos por ser o foco do trabalho.
1.6 METODOLOGIA
Essa pesquisa pode ser considerada como descritiva, relacionado aos seus objetivos,
que é feita na forma de observações, e estudo de caso, relacionado aos procedimentos
técnicos, com o intuito de se conhecer detalhadamente o objeto de estudo.
Na primeira parte do trabalho será feito um levantamento bibliográfico com
explanações importantes sobre conceitos a fim de se atingir o objetivo proposto. Enquanto
que na segunda parte serão obtidos os dados práticos bem como será feita uma análise dos
resultados conseguidos.
1.7 ESTRUTURA DO TRABALHO
No primeiro capítulo serão apresentados o objetivo geral e específicos, a justificativa
do trabalho, a delimitação e a metodologia aplicada no trabalho.
No segundo capítulo será feita uma revisão bibliográfica a respeito do tema com o
objetivo de informar sobre o assunto e fundamentar o que será proposto em capítulos que
virão a seguir.
O terceiro capítulo define o tipo de pesquisa que será aplicada neste trabalho.
O quarto capítulo abrange o estudo de caso de como foi feita a mudança proposta.
Finalmente, o quinto capítulo apresenta as considerações finais e as referências
bibliográficas utilizadas na pesquisa.

4
2 REVISÃO BIBLIOGRÁFICA
2.1 ARRANJO FÍSICO
Conforme Martins e Laugeni (1998), o arranjo físico é uma das características mais
visíveis da forma de produção porque determina sua aparência influenciando a maneira que os
insumos irão seguir na operação.
Esses autores ainda citam algumas razões para elucidar a importância na seleção do
tipo de arranjo físico:
Mudar de arranjo físico é uma atividade trabalhosa e de longa duração por
causa das características dos recursos transformadores. Por isso, sua execução pode ser difícil
e cara, razão pela qual muitos gerentes relutam em fazê-la com freqüência;
Fazer um rearranjo físico pode causar alterações na quantidade produzida
levando a insatisfação do cliente;
Um arranjo mal elaborado pode aumentar os estoques de materiais, criar filas
nos processos produtivos, aumentar o tempo de processamento da matéria-prima, causar perda
de flexibilidade nas operações e um conseqüente aumento nos custos.
Segundo Tompkins (1996) o planejamento do arranjo físico de uma empresa é
determinado pela forma como os recursos serão dispostos e quanto à distribuição dos centros
de trabalho. As modificações no arranjo têm como principal objetivo reduzir a movimentação
diminuindo os custos de produção.
O conceito de processo de produção e de arranjo físico tem uma diferença sutil.
Enquanto o arranjo é a manifestação física de um tipo de processo, o processo tem uma
abordagem mais geral para a organização das atividades. (Martins e Laugeni, 1998).
2.1.1 Arranjo Físico por Processo
Segundo Harmon e Peterson (1991), o arranjo físico por processo, ou funcional, se
caracteriza pela concentração de um mesmo tipo de máquina em um mesmo setor.
No exemplo da figura 2.1 podemos ver que os tornos estão todos reunidos em um
departamento e assim por diante.

5
Figura 2.1 – Arranjo Físico por Processo.Fonte: Tubino, 1999 – pg 46.
Os argumentos usados para a utilização desse método, segundo os autores, são:
O agrupamento de máquinas de mesmo tipo visa minimizar a complexidade das
tarefas porque elas serão executadas por especialistas na função;
A semelhança das máquinas simplifica a organização das mesmas em ambientes
com espaço restrito;
Muitas máquinas se destinam a um único tipo de operação, não sendo necessário o
agrupamento com outras máquinas.
Harmon e Peterson (1991) também apresentam as desvantagens desse tipo de
organização:
As peças costumam se deslocar com certa periodicidade de uma máquina para a
outra conforme uma fila de programação de trabalhos. Então um trabalho terá que esperar a
finalização de várias outras operações para que possa seguir para a próxima etapa do
processo, gerando assim grandes estoques intermediários e um aumento no tempo de
produção pelo fato de se ficar esperando um período até a formação de certas quantidades
para ir para a fase seguinte;
Dificuldade na redução do tempo de setup de peças que poderiam ser preparadas
de forma semelhante;
Ociosidade dos operários durante o processamento das operações;
Aumento no custo de movimentação de materiais pelo fato das peças percorrerem
distâncias maiores;

6
Baixa satisfação e motivação dos operários por realizarem atividades rotineiras e
muito especializadas.
Martins e Laugeni (1998) conceituam o arranjo físico por processo como sendo aquele
onde os recursos são mantidos próximos de modo que o produto deva fluir passando por cada
processo até sua finalização.
Os mesmos autores exemplificam o arranjo físico por processo a seguir:
Hospitais – alguns processos como os raios-x são necessários a um grande número
de pacientes e normalmente se concentram em um determinado setor do hospital;
Indústria de motores de aviões – certos processos estão em um mesmo local por
necessitarem de alguns recursos comuns, como o de tratamento térmico que precisa de um
sistema de exaustão para a fumaça;
Supermercado – alguns processos, se mantidos próximos, facilitam a execução do
serviço, como é o caso dos enlatados, que se mantidos agrupados tornam a reposição mais
eficiente.
2.1.2 Arranjo Físico por Produto
Martins e Laugeni (1998) consideram o arranjo físico por produto como aquele no
qual cada produto coincide com a seqüência de processos que ele necessita. Esse tipo de
arranjo pode ser chamado de arranjo físico por “fluxo” ou em “linha”. É um arranjo fácil de
ser controlado e muito previsível.
Esses autores dão exemplos de arranjo físico por produto como:
Montagem de automóveis – os mesmos modelos seguem uma mesma seqüência de
processos;
Programas de vacinação em massa – a burocracia referente à vacinação é igual
para todos os pacientes;
Restaurantes self-service – A seqüência: entrada, prato principal e sobremesa é
igual para todos os clientes.
A figura 2.2 mostra os processos de manufatura do papel que passa pelo cozimento,
limpeza, refinamento, mistura, alinhamento, rolos de pressão, secagem e embobinamento,
caracterizando um arranjo físico por produto.

7
Figura 2.2 – Sequência de processos na manufatura do papel.Fonte: Martins, 1998 – pg 209.
Tompkins (1996) avalia as vantagens e desvantagens desse tipo de processo na tabela
2.1.
Vantagens Limitações
Simplicidade, lógica e um fluxo direto como
resultado
Parada de máquinas resulta numa interrupção da
linha
Pouco trabalho em processo e redução do
inventário sendo processado
Mudanças no design do produto tornam o layout
obsoleto
O tempo total de produção por unidade é baixo As estações de trabalho mais lentas são as que
limitam o trabalho da linha de produção
A movimentação de material é reduzida Necessidade de uma supervisão geral
Não exige muita habilidade dos trabalhadores Resulta geralmente em altos investimentos em
equipamentos
Resulta num controle simples da produção Equipamentos para fins específicos precisam ser
utilizados
Tabela 2.1 – Vantagens e limitações do Layout em Linha.Fonte: Silva, Tbuosi, Buosi e Oliveira apud Tompkins, 1996.
2.1.3 Arranjo Físico Posicional
Martins e Laugeni (1998) afirmam que esse tipo de arranjo físico é uma contradição se
comparado aos demais porque, ao invés dos insumos fluírem na operação, quem têm que se
deslocar são os equipamentos. Isso ocorre porque os produtos que estão sendo manufaturados
podem ter dimensões que dificultam o transporte, ou ainda, o estado do mesmo é desfavorável
ao deslocamento por estar em um estado frágil, por exemplo:
A construção de uma rodovia – é muito grande para ser removida;
8
Cirurgia do coração – o paciente está em um estado muito frágil para ser
movimentado;
Restaurante de alta classe – os clientes não ficariam satisfeitos se tivessem que se
deslocar para se servir.
2.1.4 Arranjo Celular
Células de Manufatura são arranjos de pessoas, máquinas, materiais e métodos com os
processos colocados em seqüência, fluxo contínuo, de forma flexível e sem desperdícios
(Lean Consultores, 2007).
Esse tipo de layout é o foco do trabalho e será abordado com maior profundidade no
capítulo 2.2.
2.1.5 Volume - Variedade e tipo de Arranjo Físico
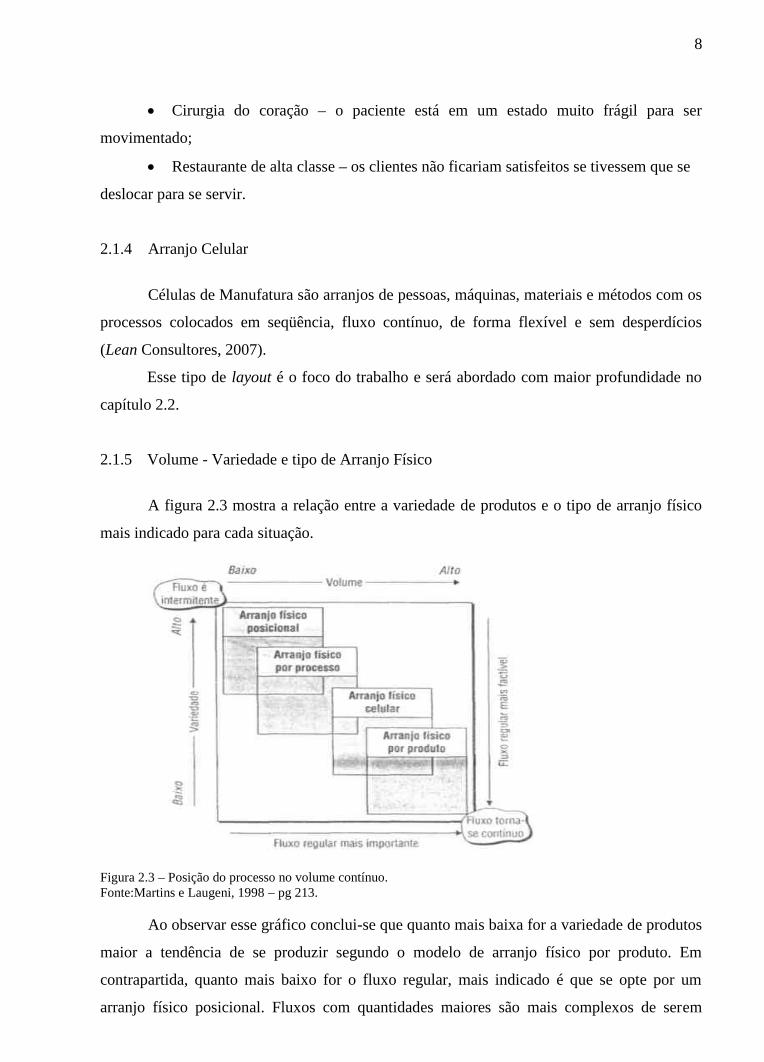
A figura 2.3 mostra a relação entre a variedade de produtos e o tipo de arranjo físico
mais indicado para cada situação.
Figura 2.3 – Posição do processo no volume contínuo.Fonte:Martins e Laugeni, 1998 – pg 213.
Ao observar esse gráfico conclui-se que quanto mais baixa for a variedade de produtos
maior a tendência de se produzir segundo o modelo de arranjo físico por produto. Em
contrapartida, quanto mais baixo for o fluxo regular, mais indicado é que se opte por um
arranjo físico posicional. Fluxos com quantidades maiores são mais complexos de serem

9
analisados porque deve ser combinada a necessidade de um fluxo regular com a variedade de
produção (Martins e Laugeni, 1998).
A decisão de optar por um ou outro tipo de arranjo físico se dá pelo bom entendimento
das vantagens e desvantagens de cada tipo de arranjo, continuam os mesmo autores.
Pode ser observada a relação entre o custo e o volume na figura 2.4 (a) e (b).
Figura 2.4 (a) Casos mais indicados para cada tipo de Layout. 2.4 (b) Zonas de transição entre um Layout eoutro.Fonte: Martins e Laugeni, 1998 – pg 214.
Outros fatores que são destacados por Martins e Laugeni (1998) para se estabelecer
um arranjo físico é o custo fixo e o variável. Para um arranjo posicional os custos fixos são
relativamente baixos, em compensação os variáveis são altos. Os custos fixos tendem a
aumentar quando estamos migrando para o arranjo por produto, enquanto que os variáveis
tendem a diminuir. Deve-se diminuir o intervalo de incerteza em relação ao investimento
necessário porque quanto maior esse for, mais opções de arranjo teremos. Ao fazer isso ficará
mais claro qual tipo de arranjo que será o mais indicado, aumentado as chances de sucesso de
sua implantação.
A tabela 2.2 mostra as vantagens e desvantagens de cada um dos arranjos físicos
citados anteriormente.

10
Vantagens Desvantagens
Posicional Flexibilidade muito alta de
mix e produto.
Produto ou cliente não
movido ou perturbado.
Alta variedade de tarefas para
a mão-de-obra.
Custo unitário muito alto.
Programação de espaço ou
atividades pode ser
complexa.
Pode significar muita
movimentação de
equipamentos e mão-de-
obra.
Processo Alta flexibilidade de mix e
produto.
Relativamente robusto em
caso de interrupção de etapas.
Supervisão de equipamento e
instalações relativamente
fáceis.
Baixa utilização de
recursos.
Pode ter alto estoque em
processo ou filas de
clientes.
Fluxo complexo pode ser
difícil de se controlar.
Celular Pode dar um bom equilíbrio
entre custo e flexibilidade
para operações com variedade
relativamente alta.
Atravessamento rápido.
Trabalho em grupo pode
resultar em melhor
motivação.
Talvez seja caro
reconfigurar o arranjo físico
atual.
Possibilidade de requerer
capacidade adicional.
Pode reduzir níveis de
utilização de recursos.
Produto Baixos custos unitários para
altos volumes.
Dá oportunidade para
especialização de
equipamento.
Movimentação conveniente
de clientes e materiais.
Pode ter baixa flexibilidade
de mix.
Não muito robusto contra
interrupções.
Trabalho pode ser repetitivo
Tabela 2.2 – Vantagens e desvantagens dos tipos básicos de Arranjo Físico.Fonte: Martins e Laugeni, 1998 – pg 214
11
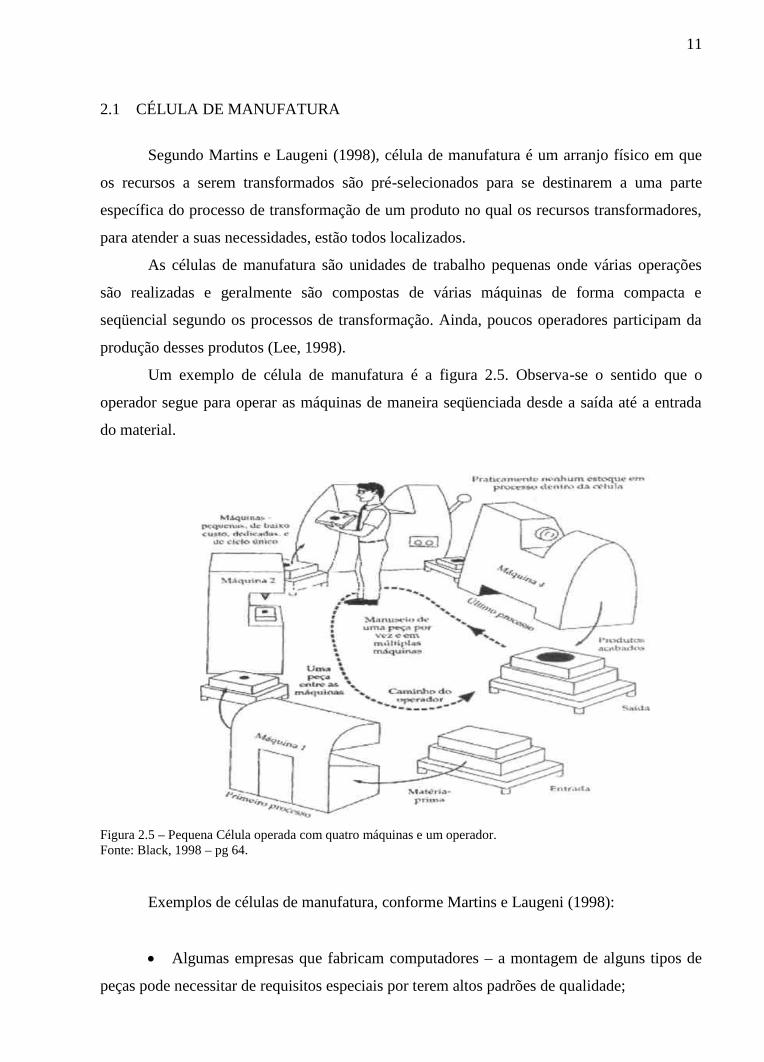
2.1 CÉLULA DE MANUFATURA
Segundo Martins e Laugeni (1998), célula de manufatura é um arranjo físico em que
os recursos a serem transformados são pré-selecionados para se destinarem a uma parte
específica do processo de transformação de um produto no qual os recursos transformadores,
para atender a suas necessidades, estão todos localizados.
As células de manufatura são unidades de trabalho pequenas onde várias operações
são realizadas e geralmente são compostas de várias máquinas de forma compacta e
seqüencial segundo os processos de transformação. Ainda, poucos operadores participam da
produção desses produtos (Lee, 1998).
Um exemplo de célula de manufatura é a figura 2.5. Observa-se o sentido que o
operador segue para operar as máquinas de maneira seqüenciada desde a saída até a entrada
do material.
Figura 2.5 – Pequena Célula operada com quatro máquinas e um operador.Fonte: Black, 1998 – pg 64.
Exemplos de células de manufatura, conforme Martins e Laugeni (1998):
Algumas empresas que fabricam computadores – a montagem de alguns tipos de
peças pode necessitar de requisitos especiais por terem altos padrões de qualidade;

12
Área para produtos específicos em supermercados – produtos alimentícios que
alguns clientes buscam na hora do almoço estão normalmente localizados próximos uns dos
outros para que o consumidor não precise buscar pelo mercado inteiro;
Maternidade em um hospital – os bebês necessitam de cuidados em comum e
possivelmente não necessitarão de outras áreas do hospital.
Lee (1998) classifica as células segundo o foco na operação:
Célula dedicada – possui processos múltiplos e seqüenciais. Destinam-se a um
único tipo de produto com pequenas alterações;
Célula de Tecnologia de Grupo (TG) – produz uma família de produtos com
processos semelhantes, mas não necessariamente idênticos;
Célula funcional – usam um único processo muitas vezes com uma grande
variedade de produtos distintos;
Célula de projeto – usam diversos processos. Não têm foco no produto nem no
processo.
A figura 2.6 representa um gráfico relacionando o número de processos com o
número de produtos.
Figura 2.6 – Foco da Célula de Trabalho, o plano de Produto-Processo.Fonte: Lee, 1998 – pg 113.

13
2.2.1 Tecnologia de Grupo
Conforme Tubino (1999), a idéia de agrupar peças com similaridade geométrica
surgiu a partir do desenvolvimento da Tecnologia de Grupo desenvolvida pelo engenheiro
russo Mitrofanov com a finalidade de produzir várias peças em uma mesma máquina.
Segundo Lorini (1993), a Tecnologia de Grupo é que define a solução de problemas
baseada nas semelhanças a fim de se obter vantagens operacionais e econômicas.
Os métodos para a definição de famílias para serem processadas em células podem ser
divididos em quatro grupos (Lorini, 1993):
Inspeção visual – É um método simples e rápido para se identificar famílias de itens,
mas limita-se a experiência do analista e ao número de itens que podem ser manuseados
fisicamente;
Análise do fluxo de produção (PFA) - Os itens são agrupados pela semelhança do
fluxo de produção independente de suas características dimensionais. Para se fazer essa
classificação usa-se uma matriz com índices 0 (se a peça não passa pela máquina respectiva)
ou 1 (se a peça não passa pela máquina respectiva). Depois desse passo as linhas e colunas
são permutadas para se poderem encontrar itens que podem ser fabricados em uma mesma
seqüência de máquinas;
A análise do fluxo de produção pode ser feita conforme exemplo da tabela 2.3.
Tabela 2.3 (a) Uso da Análise do Fluxo de Produção aleatória. 2.3 (b) Máquinas agrupadas por semelhança deprocesso.Fonte: Adaptado de Martins e Laugeni, 1998 – pg 227.
No exemplo de Martins e Laugeni (1998) acima foram consideradas 8 famílias de
produtos. Estão assinalados os componentes que devem ser processados em suas máquinas
correspondentes. No primeiro caso elas estão dispostas segundo a ordem natural, no segundo
caso estão ordenadas seguindo a diagonal da matriz. Tiramos conclusão do segundo caso que
A B
1 2 3 4 5 6 7 8 3 6 8 5 2 4 1 71 X X 4 X X X2 X X X 1 X X Célula A3 X X X 6 X X Célula B4 X X X 3 X X X5 X X X 8 X X6 X X 2 X X X7 X X 5 Célula C X X X8 X X X 7 X X
Familias de Comp
Máq
uina
s
Máq
uina
s
Familias de Comp

14
as máquinas podem ser dispostas para se formar 3 células de manufatura. Mais soluções
podem ser encontradas para se otimizar o processo produtivo:
Outra máquina igual à máquina 3 poderia ser adquirida e destinada à célula A, mas
isso acarretaria em um investimento para comprar a nova máquina;
Componentes da família 8 poderiam ser enviados para a célula B depois de terem
sido processados na célula A. Essa solução evita a compra de uma nova máquina, mas não
está de acordo com os princípios de simplificação do arranjo celular;
Se existem vários problemas como esse, pode ser desenvolvida uma célula de
remanescentes que seria de acordo com o tipo de arranjo físico por processo. Novamente, essa
alternativa não estaria de acordo com os ideais do arranjo celular.
Classificação por código – Visa a codificação de itens por características do projeto,
processo ou ambos, quando itens com códigos em comum são fabricados por uma mesma
seqüência de máquinas. É muito utilizada quando se usam softwares de CAD, CAE, CAM,
CIM e CAPP;
Slack, Chambers e Johnston (2002) afirmam que cada parte do produto tem um código
que descreve as características físicas da peça como: tamanho, forma ou volume.
Segundo os mesmos autores, as vantagens da codificação são:
Os roteiros de fabricação ficam mais claros. Uma família de produtos simplificará
a análise do processo;
O número de partes pode ser armazenado em um banco de dados e acessado para
comparar com as peças que já existem;
Peças similares podem ser feitas numa mesma célula.
Reconhecimento de padrões – busca a similaridade através de algumas características
geométricas ou tecnológicas padrão. Emprega funções analíticas e sistemas de ponderação
conforme se queira dar mais importância à determinada característica.
Tubino (1999) sugere o método da análise do fluxo da produção como sendo o mais
indicado. Harmon e Peterson (1991) citam experiências da Andersen Consulting em mais de
400 fábricas mostrando que não é preciso codificar as peças para reuní-las em células. Usando
a matriz de processos têm-se uma maior rapidez.

15
2.2.2 Tipos de Layout Celular
Segundo Lee (1998), o layout celular pode ser dividido em:
Células em linha reta – Foi o modelo que se baseou Henry Ford para organizar o fluxo
de materiais, onde um grande número de pessoas trabalhava em operações de curto tempo.
A figura 2.7 mostra como pode ser uma célula em linha reta.
Figura 2.7 – Células em Linha Reta.Fonte: Lee, 1998 – pg 153.
Características:
Múltiplos pontos de entrada de materiais;
Fluxo de materiais eficaz;
Distâncias reduzidas;
Equilíbrio de pessoal difícil;
Pouca flexibilidade;
Pouca comunicação;
Layout macro difícil.
Células em S – São normalmente linhas mais longas que têm essa configuração para se
adaptar ao edifício em que estão alocadas. Permite uma melhor comunicação e uma redução
no espaço físico

16
A figura 2.8 indica o fluxo que o trabalho segue ao ser processado.
Figura 2.8 – Células em Serpentina.Fonte: Lee, 1998 – pg 154.
Características:
Várias entradas;
Fluxo de materiais eficaz;
Distâncias reduzidas entre zonas;
Equilíbrio fácil;
Boa flexibilidade;
Boa comunicação;
Layout macro fácil;
Acomoda muitos processos.
Células em U – São altamente flexíveis. De acordo com a mudança na demanda pode-
se rearranjar o número de pessoas. Existe certa dificuldade quanto ao fluxo de materiais
porque este tem que ser levado ao interior da célula. A eficiência fica prejudicada quando o
tamanho do U aumenta porque a comunicação entre os empregados diminui e também fica
mais difícil para os operadores se ajudarem nesse caso;

17
A seguir, na figura 2. 9, pode-se ver como é o layout de uma célula em U.
Figura 2.9 – Célula em U.Fonte: Lee, 1998 – pg 155.
Características:
Grande flexibilidade de pessoal;
Equilíbrio fácil;
Boa comunicação;
Bom fluxo de materiais;
Distâncias reduzidas;
Um único ponto de entrada de materiais;
Bom feedback da qualidade;
Operadores com múltiplas habilidades
Tubino (1999) cita algumas vantagens da célula em U:
Manutenção de um ritmo de produção: Como os postos de trabalhos estarão
próximos um do outro, um único operador poderá ser responsável pela operação de várias
máquinas. Esse operador será quem vai ditar o tempo de produção ao retirar a peça de uma
máquina na qual o trabalho já foi executado e posteriormente colocá-la na próxima até a
última máquina da célula;
Flexibilidade na capacidade de produção: Pode ocorrer uma variação no número
de trabalhadores conforme a necessidade;

18
As células proporcionam certa flexibilidade conforme é mostrado na figura 2.10 (a) e
(b).
Figura 2.10 (a) – Célula com 3 operadores 2.11 (b) – Célula com 3 operadores.Fonte: Tubino, 1999 – pg 54.
Figura 2.11 (a):
Demanda de 240 peças.
Tempo de ciclo = 2 minutos por unidade.
Operador 1 responsável pelas máquinas: 1, 6 e 7.
Operador 2 responsável pelas máquinas: 2, 3, 4 e 5.
Figura 2.11 (b):
Demanda de 320 peças.
Tempo de ciclo = 1,5 minutos por unidade.
Operador 1 responsável pelas máquinas: 1 e 7.
Operador 2 responsável pelas máquinas: 2 e 6.
Operador 3 responsável pelas máquinas: 3, 4 e 5.
Manutenção do padrão individual de operação: Ritmo da produção será
determinado pelo número de operadores na célula e não pelo nível de atividade deles. O
operador fará sua atividade na velocidade que sempre faz, não terá que acelerar ou reduzir a
velocidade de suas atividades. Isso gera um padrão de ritmo individual de trabalho que será
levado em consideração ao se estabelecer o tempo de ciclo. Um eventual problema na célula

19
poderá ser resolvido com a ajuda mútua entre os indivíduos de modo a compensar perdas no
processo produtivo;
Facilidade em adequar o layout às instalações: Esse formato de célula pode ser
reduzido ou aumentado de acordo com as necessidades do momento, evitando assim que
novas instalações tenham que ser construídas.
Células em U invertido – é uma variação do layout em U, porém menos flexível.
A célula em U inverso funciona conforme a figura 2.11.
Figura 2.11 – Célula em U Inverso.Fonte: Lee, 1998 – pg 155.
Características:
Boa comunicação;
Bom fluxo de materiais;
Distâncias reduzidas;
Múltiplos pontos de entrada de materiais.
Na figura 2.12, Harmon e Peterson (1991) mostram um exemplo de como se planejar
as operações dos operários. Nesse caso os trabalhadores estão de costas um para o outro,
desenvolvendo atividades seqüenciais. Dessa forma o operador desperdiçará tempo e terá que
se deslocar mais ao ir de um lado a outro da célula.

20
Figura 2.12 – Distribuição ruim do trabalho.Fonte: Harmon e Peterson, 1991 – pg 176.
O trabalho na célula pode ser otimizado segundo figura 2.13.
Figura 2.13 – Distribuição melhor do trabalho.Fonte: Harmon e Peterson, 1991 – pg 177.
Nesse caso os operadores estão trabalhando com máquinas mais próximas, então o
deslocamento para ir de uma máquina à outra será menor.
2.2.3 Como funciona uma Célula de Montagem
Segundo Black (1998), a principal diferença entre células de manufatura e de
montagem é que nas células de montagem os operadores têm que estar presente enquanto está
se realizando a tarefa porque os processos são geralmente totalmente manuais. Segundo ele,
uma célula pode ser operada por um único operador quando a procura esta baixa e por até 8
trabalhadores quando está alta. Os operadores usam um sistema de luzes, chamado Andom,
para avisar quando têm problemas que podem atrasar o fluxo de produção, nesse caso
amarelas. Ainda, se esse problema pode parar o funcionamento da produção são acionadas
luzes vermelhas. Assim que o problema é resolvido os operadores voltam a trabalhar e a luz é
21
apagada. Esses problemas são registrados para que um programa de melhoria contínua seja
implantado.
Tubino (1999) ressalta a importância de técnicas motivacionais em células de
montagem porque os processos dependem em grande parte dos operadores, e as empresas
geralmente se preocupam com investimentos em equipamentos deixando o trabalhador em
segundo plano. Ele também destaca a importância da utilização de amortecedores (buffers)
entre as células, bem como o esforço em se reduzi-los, ou até eliminá-los no decorrer do
tempo, porque esses amortecedores são responsáveis por um aumento no estoque e no espaço
físico, fazendo com que os processos se tornem mais burocráticos. O ideal, para o autor, é que
um operador passe diretamente um produto ao próximo operador.
Tubino (1999) cita algumas vantagens de se trabalhar com vários produtos
pertencentes a uma mesma família, como:
Redução do espaço físico: ao se reunir os produtos em famílias teremos uma
redução nos buffers porque grande parte dos componentes será o mesmo;
Ritmo regular da produção: evita-se formação de grandes estoques porque
trabalhamos com o valor médio de produção, que pode ser compensando por outro produto;
Redução dos defeitos: exige uma maior atenção dos operadores, devido à
variabilidade e quebra da monotonia, bem como estimula a polivalência;
Segurança e flexibilidade: com a montagem de células mistas pode-se transferir a
produção de um item de uma célula para a outra caso aconteça algum problema. Isso significa
que pode haver mais de uma célula para um mesmo produto.
2.2.4 Como funciona a Célula de Manufatura
Severiano (1999) descreve a célula de manufatura como uma minifábrica porque ela
contém os processos necessários para a transformação da matéria-prima em produto acabado.
Existem outras funções que essa célula faz, como serviços de manutenção, conservação,
controle de qualidade e outros que podem ser comparados a uma fábrica.
Segundo Monden apud Serveriano (1999) as células de produção podem ser divididas
em dois tipos: as células dirigidas e as não dirigidas.
As dirigidas têm operadores treinados para fabricação de diferentes produtos, assim a
célula pode ser adaptada ao número de operadores que a variação da produção determinar.

22
As células não dirigidas são aquelas que são basicamente automatizadas com um ou
nenhum operador. Essas por sua vez podem ser divididas em dois grupos: as células
automatizadas fixas e as flexíveis.
As células automatizadas fixas são aquelas feitas para lotes grandes, que geralmente
possuem correias transportadoras que são programadas para levar as máquinas diferentes, mas
que estas tenham um tempo padrão de execução.
As células automatizadas flexíveis apresentam dois tipos: a célula robótica e o sistema
flexível de manufatura (FMS). A célula robótica tem poucas máquinas e o robô é que
transporta de uma máquina para a outra, geralmente em forma circular. O FMS geralmente
tem forma retangular e uma correia que transporta o produto de uma máquina para outra.
Harmon e Peterson (1991) ainda comentam outros tipos de configuração como:
Semicélulas e subfábricas diversificadas.
Há diferenças entre as células e as semicélulas. As semicélulas têm o processo das
peças em seqüências diferentes, já na célula o sequenciamento é o mesmo.
Conseqüentemente, o estoque e a área de armazenagem das semicélulas é maior. Acontece
também que uma máquina ainda pode estar sendo usada para concluir outra peça e existe uma
na espera.
Também existem as subfábricas diversificadas que são organizadas obedecendo um
fluxo lógico, mas têm características gerenciáveis diferentes, por exemplo, uma subfábrica
para produtos terrestres e outra para produtos náuticos. São indicadas quando:
Peças com grande variedade de seqüências operacionais tornando impraticável a
formação de uma célula;
O número de peças usinadas é muito grande e o volume muito baixo, gerando uma
quantidade muito grande de operações;
Falta de tempo e recursos financeiros para se criar células.
Existem algumas formas de se identificar a necessidade da criação de células de
manufatura. Se alguns dos itens abaixo ocorrerem significa que as células devem ser criadas:
(Lean Consultores, 2007):
Estoque não controlado entre máquinas;
Produção irregular, imprevisível;
Excesso de área;
1 operador por máquina;
23
Operações fora de ciclo;
O operador 1 tem que deixar o posto a cada 25 peças para alimentar a dobradeira,
por exemplo;
Os operadores buscam peças trazidas em paletes para próximo da “célula”.
2.2.5 Elaboração do Processo de Produção da Célula
Segundo Lee (1998), a elaboração do processo de produção da célula força uma
análise crítica em relação ao tipo, tamanho, capacidade do equipamento, de forma a eliminar
aquilo que não agrega valor ao produto.
Uma análise do fluxo de produção se faz necessário de forma a otimizar os processos,
isso é mostrado na figura 2.14.

24
Figura 2.14 – Análise do Fluxo de Produção.Fonte: Adaptado de Lee, 1998 – pg 129.
O bloco 1 escolhe os equipamentos necessários ao processo;
O bloco 2 é onde os elementos que não agregam valor são eliminados;
Selec. Processo/Equip. Preliminar
1
Estimar Tempode Pessoal
5
Estimar Tempode Equipamento
4
Estimas Tempode Preparação
3
Aperfeiçoar oProcesso
2
Calcular Equip. ePessoal Necessário
7
Estimar Tempode Processo
6
OutrosProcessos
Disponíveis10
FamíliasParecemViáveis
9
Selec. Tamanhode Lote Externo
8

25
Os blocos de 3 a 6 estimam o tempo de preparação de máquina, equipamentos,
processos e tempo de pessoal;
O bloco 7 usa estimativas de tempo para calcular os equipamentos e o número de
pessoas para cada processo;
O bloco 8 calcula a quantidade de produtos que foram produzidos depois de uma
mudança de máquina ou preparação na fábrica;
O bloco 9 analisa se a alternativa é viável, caso não seja o bloco 10 analisará se
existem outras soluções para o problema.
2.2.6 Planejamento da Célula
Conforme Hales, Andersen e Fillmore (1996), devem se seguidos seis passos no
planejamento de células de manufatura:
1. Orientar o projeto: organização, objetivos, melhorias desejadas e escopo do projeto.
Outros assuntos devem ser discutidos nessa fase do projeto como: restrições de tempo,
manutenção, métodos de contabilidade, treinamento e equipamentos;
2. Classificar as partes: classificação das partes que pertencem e as que não pertencem
à célula com base no tipo de material, tolerância de qualidade, tamanho, peso, formato e risco
de avaria. Também deve ser discutido o volume da demanda, seqüência de processos, serviços
necessários aos equipamentos e tempos de processamento;
3. Analisar o processo: são analisadas quantas máquinas, pessoas e estações de
trabalho serão necessárias para que seja produzida a demanda necessária. Visa minimizar as
atividades que não agregam valor ao produto. É nessa fase que é feito o balanceamento da
linha;
4. Adequar as células: o layout deve incluir os equipamentos operacionais, fluxo de
materiais, procedimentos de suporte à célula e treinamento de pessoal para que a célula possa
funcionar. As partes da célula devem ser capazes de serem visualizadas como bancadas, áreas
de inspeção, lixo, terminais de computador, etc;
5. Selecionar o melhor plano: seleção através da análise dos custos operacionais como:
custo da mão-de-obra, manutenção, retrabalho, inventário, etc. Mas as decisões geralmente
são tomadas com base em aspectos intangíveis como: flexibilidade, tempo de resposta à
demanda, facilidade de supervisão, facilidade de manuseamento de materiais e utilização do
chão de fábrica;

26
6. Detalhar e implementar o plano: nessa etapa deve estar definida a posição de
trabalho do operador, a localização das ferramentas, equipamentos manuais e contenedores,
pontos de conexão, pontos de acesso aos painéis e maquinários, e posição da iluminação.
Pode-se desenvolver um mock up. Este consiste em uma simulação em tamanho real feita de
papelão, madeira, metal leve ou tubos plásticos. É uma maneira simples de envolver os
trabalhadores e de conseguir resultados bem detalhados. Através do mock up podem ser
descobertos detalhes que seriam dispendiosos de serem alterados posteriormente no projeto,
por isso é utilizado como um método de fácil visualização e baixo custo devido a substituição
de programas computacionais por um ambiente em 3 dimensões;
A figura 2.15 mostra uma das formas de se fazer um mock up através de armações
metálicas simulando o espaço que a célula ocupará.
Figura 2.15 – Mock up.Fonte: Hales, Andersen e Fillmore, 1996.
2.2.7 Verificação do projeto de Manufatura Celular
Quando se está planejando um sistema de manufatura celular devem ser respondidas
as seguintes perguntas (Lean Consultores):
1. Escolhemos os produtos certos?
Os produtos devem ser semelhantes;
O conteúdo de trabalho não deve variar mais do que 30%;
Idealmente o TAKT deve ser entre 10 segundos e 5 minutos ;

27
Considerar sempre a flexibilidade.
2. Qual é o TAKT? (ritmo do mercado)
TAKT = Tempo Efetivo de Trabalho no Intervalo [1]Demanda do Cliente no Intervalo
Obs.: Não confundir com tempo de ciclo (TC) que é o tempo para produzir uma
unidade. Se o TC for maior que o TAKT não será possível atender à demanda. Se o
TC for muito menor que o TAKT haverá muitos desperdícios.
3. O equipamento consegue manter o TAKT?
Deve-se evitar que os operadores esperem nas máquinas. O TC deve ser o mais
próximo possível do TAKT.
4. De quanta automação precisamos?
5. Quais são os elementos de trabalho? (menor incremento de trabalho que poderia
ser movido para o outro operador)
6. Qual é o tempo real para cada elemento?
Cronometrar os tempos reais no chão de fábrica;
Cronometrar cada elemento de trabalho separadamente 10 vezes cada um;
Escolher um operador típico;
Separar o tempo homem do tempo máquina;
Não usar a média dos tempos coletados, uso o menor tempo sustentável.
7. Quantos operadores precisamos?
Quantidade de operadores = Conteúdo de trabalho [2]TAKT
8. Como reagir as flutuações da demanda?
Absorver com o estoque nivelador;
Realizar horas extras;
Alterar o número de operadores na célula;

28
Preparar sempre versões da célula com “um a mais” e “um a menos”, conforme
apresentado na figura 2.16;
Figura 2.16 – Versões com um operador a mais e um a menos.Fonte: Lean Institute Brasil, 2007.
Fazer um quadro de multifuncionalidade, que é evidenciado na figura 2.17.
Figura 2.17 – Quadro de multifuncionalidade.Fonte: Lean Institute Brasil, 2007.
9. Como deveria ser o layout?
Deve-se estudar a utilização de front picking, de acordo com a figura 2.18;

29
Figura 2.18 – Funcionamento do Front Picking.Fonte: Lean Institute Brasil, 2007.
Sistema Lean recomenda sempre trabalhar em pé;
Reduzir os desperdícios devido aos deslocamentos;
Manter o estoque no mínimo possível e constante;
Remover obstáculos ao deslocamento dentro da célula;
Manter um operador experiente no primeiro e no último processo;
Eliminar superfícies onde poderiam se acumular estoques;
Racionalizar o movimento do material (uso de gravidade, não permitir retornos e
não permitir contra-fluxos);
Racionalizar o uso das ferramentas (usar ferramentas dedicadas, manter
ferramentas ao alcance das mãos e balancins);
Usar prateleiras deslizantes, flow racks;
Estudar o uso de kits para abastecimento.
10. Como sustentar e melhorar?
2.2.8 Utilização das máquinas
Harmon e Peterson (1991) destacam alguns mitos que devem ser evitados ao se
analisar a capacidade de produção das máquinas:
30
Mito 1 - Os tempos de processamento das máquinas numa célula podem ser
equilibrados. Na realidade, a taxa de utilização das máquinas deve ser significativamente
inferior a 100 %;
Mito 2 - A capacidade das máquinas pode ser plenamente utilizada. Isso não é
verdade porque elas têm velocidades e tempos de máquina diferentes;
Mito 3 - A carga de longo prazo das máquinas pode ser prevista. As indústrias não
têm como prever com exatidão as variações na demanda, por isso produz-se muitas vezes em
excesso ou em menor quantidade que o necessário;
O que tem acontecido na prática é o seguinte (Harmon e Peterson, 1991):
Grande parte das máquinas excede em capacidade as necessidades reais;
Máquinas são utilizadas depois de estarem plenamente depreciadas;
Os fabricantes variam as quantidades a serem produzidas devido à sazonalidade
dos produtos, tendências do mercado, etc.
Algumas observações devem ser seguidas ao se projetar células, segundo os mesmo
autores:
Projetar células de forma que seja possível a adição de outras máquinas, caso haja
um aumento na demanda;
Analisar a possibilidade de criar células em duplicata;
Dividir a carga da célula destinando parte da carga para outra célula.
2.2.9 Balanceamento da Célula de máquinas
Harmon e Peterson (1991) comentam que no sistema de manufatura celular já não é
interessante mensurar as atividades individuais, sendo que o sistema é determinado pelo
operador mais lento. Cada operário deve trabalhar o quanto for capaz e não somente aquilo
que está sob sua responsabilidade.

31
A figura 2.19 é um exemplo de um balanceamento de uma forma simplificada de cinco
máquinas e seus respectivos tempos.
Figura 2.19 – Balanceamento de Linhas.Fonte: Harmon e Peterson, 1991 – pg 175.
Nesse caso, considerando que um operador só pode manejar um número inteiro de
máquinas, o primeiro operador ficaria responsável pelas máquinas 1 e 2, e o segundo operador
pelas 3, 4 e 5. Haveria uma diferença de 8 segundos no trabalho de um indivíduo se
comparado ao outro. Assim, a melhor alternativa seria o compartilhamento da máquina 3 no
primeiro processamento, e no segundo o compartilhamento da máquina 2.
Segundo Lee (1998) o uso do tempo ocioso pessoa-máquina pode contribuir com
aumentos significativos na produtividade, e quanto maior o processo, maiores serão os ganhos
devido à minimização da ociosidade.
Lee (1998) também cita 3 custos como sendo os principais responsáveis para se definir
um lote externo: custo de preparação da máquina, custos de estoque e custos da peça. Por
exemplo, se o custo de preparação de uma máquina leva 2 horas, a US$10,00 por hora. Então
US$ 20,00 seriam divididos na pela quantidade de unidades processadas. Se forem 100
unidades então teríamos que somar US$ 0,20 por unidade. Mas isso não significa que teremos
que aumentar os lotes infinitamente para diluir os custos de preparação da máquina porque
com lotes maiores teremos estoques maiores, o que gera diminuição no capital de giro e várias
outras despesas.
Ao selecionar um tamanho de lote externo devemos considerar vários fatores (Lee,
1998):
Grande parte das empresas usa tamanhos de lotes muito acima do ideal;
Devemos utilizar regras que tenham significado sob o custo;
Analisar os sistemas contábeis minuciosamente;
Considerar o valor e os efeitos da redução do tempo de preparação de máquina.

32
Um exemplo de célula com seus tempos de operação é mostrado na figura 2.20.
Figura 2.20 – Um exemplo de como uma Célula de Manufatura trabalha.Fonte: Black, 1998 – pg 99.
LegendaFP Furadeira de pressãoT TornoFH Fresadeira horizontalFV Fresadora verticalTabela 2.4 (a) – Um exemplo de como uma Célula de Manufatura trabalha (legendas).Fonte: Adaptado de Black, 1998 – pg 99.
Sequência nome da operação Tempo Manual Tempo Caminhando TM - Máquina1 fresagem de topo 12´´ 5´´ 30´´2 fazer furação 15´´ 5´´ 20´´3 furo de torno 13´´ 5´´- 8´´ 180´´4 fresar faces 12´´ 8´´- 5´´ 20´´5 fresar rebaixos 13´´ 7´´ 30´´6 inspeção final 10´´ 5´´
75+35=110´´ 75´´ 35´´ 280´´Tabela 2.4 (b) – Um exemplo de como uma Célula de Manufatura trabalha (tempos).Fonte: Adaptado de Black, 1998 – pg 99.
O tempo de ciclo TC desse caso é de 110 segundos, que é a soma do tempo que o
operador usa na máquina mais o tempo caminhando de uma à outra. O tempo total de
máquina para uma peça é de 280 segundos. Desses, 180 segundos são para a terceira
operação. O tempo de máquina TM deve ser sempre menor que o tempo de ciclo. Então, para
reduzir o tempo de máquina da terceira operação teremos que duplicar a célula. (Black, 1998)

33
O tempo de máquina é calculado da seguinte forma:
TM = C + tolerância [3]abastecimento x rpm
O tempo de ciclo é calculado segundo a seguinte fórmula:
TC = horas em um turno x número de turnos [4]demanda diária por peças
Onde,
demanda diária de peças = demanda mensal_______ [5]número de dias em um mês
A velocidade e o abastecimento da máquina podem ser reduzidos com a finalidade de
aumentar a vida útil da ferramenta de corte segundo a fórmula a seguir:
VT^n = C [6]
V = velocidade de corte
T = vida da ferramenta
n e C = constantes empíricas
O que podemos concluir é que para uma pequena diminuição na velocidade de corte
conseguiremos um grande aumento na vida da ferramenta. Com isso, teremos um processo
com menos chances de quebra ou de produzir peças defeituosas.
Schonberger apud Tubino (1999) descreve o problema de se utilizar equipamentos
com capacidade muito acima da demanda chamando-o de “ciclo da super máquina”, que é:
Devido a um incremento na demanda pode-se aumentar a capacidade produtiva;
A empresa procura adquirir equipamentos que sejam capazes de satisfazer a
demanda para os próximos 3 a 5 anos;
A indústria subutiliza a máquina durante os primeiros 3 a 5 anos;
Após alguns anos a demanda atinge o previsto e a máquina é utilizada na sua
capacidade total, tendo pouco tempo para a manutenção;
Devido à baixa confiabilidade e a diminuição da capacidade produtiva a empresa
resolve substituir essa máquina por uma nova, e o ciclo recomeça.
Shingo apud Tubino (1999) explica a seguinte situação. Muitas empresas tendem a
utilizar a capacidade máxima de suas máquinas, mesmo que não haja um aumento na

34
demanda. Não se leva em consideração que os equipamentos, mesmo que contabilmente
depreciados, poderão gerar lucro, e que os custos gerados pela mão-de-obra ociosa geralmente
são maiores que o custo de depreciação.
Então devemos evitar o uso das “supermáquinas” porque com elas o nivelamento da
produção fica difícil de acontecer. É preferível trabalhar com máquinas menores e com custo
mais baixo, assim podemos planejar melhor o crescimento da capacidade produtiva e usar de
células duplicadas, que servem também como segurança caso haja um problema com uma
delas, ou ainda, um produto de uma mesma família pode ser fabricado por uma ou ambas as
células de acordo com a demanda (Tubino, 1999).
2.2.10 Backup de Célula e Célula de uma máquina
Harmon e Peterson (1991) discorrem sobre a importância de se usar backup de células
para se compensar os desequilíbrios causados principalmente por quebras de máquinas e
variações na demanda. Podem existir 2 células independentes, que produzam algumas peças
distintas, mas produzem um grupo de peças em comum, o que serve para balancear a carga
das células. Caso uma delas não consiga produzir a quantidade necessária, a outra irá ajudá-la
a atingir essa meta fabricando os produtos que ambas podem executar. Isso evita a
necessidade de se prever com exatidão a demandas futuras e também que se tenha que confiar
em demasia nos cálculos de tempos padrões.
Os autores também ressaltam a vantagem de se utilizar células de uma máquina. Ao
usar uma máquina para fazer certa atividade os operadores terão mais facilidade em fazer o
seu setup porque não terão que se preocupar com detalhes, como as variações que existem
entre máquinas supostamente iguais, assim reduzindo no tempo de setup também. Isso leva a
uma maior padronização, a especialização do operador e a uma melhoria na qualidade dos
produtos. Como alternativa poderiam ser destinados produtos feitos de um mesmo material a
mesma célula.
2.2.11 Flexibilidade no projeto de Célula
Para ser flexível, um projeto tem que conseguir se adaptar facilmente às dinâmica do
projeto de produto a fim de colocar um produto rapidamente no mercado ou atender às
mudanças que um cliente possa requisitar (Black, 1998).

35
O autor afirma que existem várias alternativas caso o tempo de máquina (TM) seja
maior que o tempo de ciclo (TC):
O processo que tem o TM alto é duplicado;
O processo é acelerado. Não é o ideal porque pode haver uma diminuição na
qualidade da peça e também um maior desgaste das máquinas;
Utilização de horas extras;
Transferência de operações para máquinas com maior tempo disponível;
O produto é reprojetado.
Ou ainda, a célula é duplicada e conseqüentemente sua capacidade é mais do que
duplicada porque podemos eliminar alguns setups, já que as atividades serão divididas.
Black (1998) ainda salienta que os layouts atuais seguem modelos diferentes dos que
eram projetados há alguns anos. Agora os arranjos de máquinas são constantemente
modificados visando uma otimização dos recursos, redução dos tempos, estoques, etc. Os
equipamentos atuais não são mais fixados no chão, eles devem estar livres para que novas
otimizações possam ser feitas.
2.2.12 Células Interligadas
Segundo Black (1998), as células interligadas são compostas de máquinas
automatizadas que não necessitam de acompanhamento para seu funcionamento, desligando
automaticamente depois que as peças são processadas. Podem ser ligadas umas às outras
diretamente ou indiretamente através de kanban. O uso de desacopladores entre as células,
que é o aparelho que segura a peça entre processos, faz com que o operador possa caminhar
no sentido oposto ao fluxo das peças. Os desacopladores são colocados entre as máquinas
para aumentar a flexibilidade, controle de qualidade, de produção e de processo da célula.
O fluxo de peças dentro da célula se dá pelo movimento de uma de cada vez. Assim,
podemos eliminar as filas no processo, diminui o manuseio de material e o espaço destinado
aos estoques. Deve haver uma maior preocupação para prevenção de paradas devido a
quebras (Black, 1998).
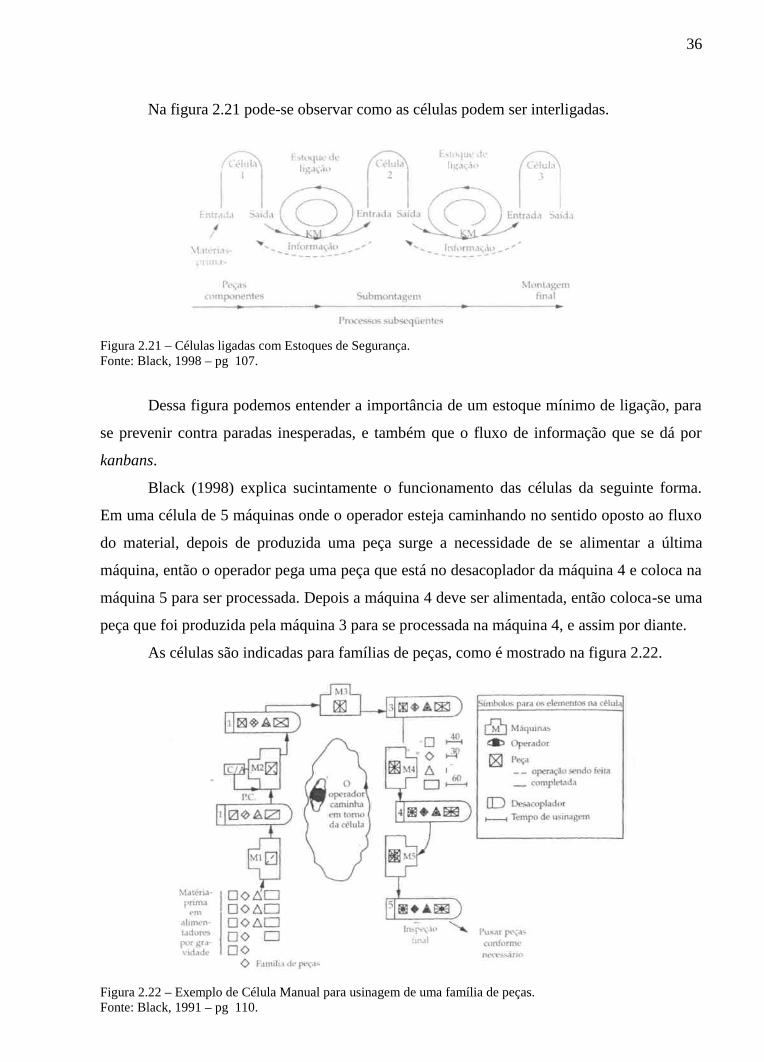
36
Na figura 2.21 pode-se observar como as células podem ser interligadas.
Figura 2.21 – Células ligadas com Estoques de Segurança.Fonte: Black, 1998 – pg 107.
Dessa figura podemos entender a importância de um estoque mínimo de ligação, para
se prevenir contra paradas inesperadas, e também que o fluxo de informação que se dá por
kanbans.
Black (1998) explica sucintamente o funcionamento das células da seguinte forma.
Em uma célula de 5 máquinas onde o operador esteja caminhando no sentido oposto ao fluxo
do material, depois de produzida uma peça surge a necessidade de se alimentar a última
máquina, então o operador pega uma peça que está no desacoplador da máquina 4 e coloca na
máquina 5 para ser processada. Depois a máquina 4 deve ser alimentada, então coloca-se uma
peça que foi produzida pela máquina 3 para se processada na máquina 4, e assim por diante.
As células são indicadas para famílias de peças, como é mostrado na figura 2.22.
Figura 2.22 – Exemplo de Célula Manual para usinagem de uma família de peças.Fonte: Black, 1991 – pg 110.

37
As células funcionam com trabalhadores de múltiplas habilidades porque devem ser
capazes de operar diferentes máquinas e ainda realizar inspeção e manutenção. A opinião
desses trabalhadores deve ter grande importância ao se implantar uma célula porque suas
opiniões podem conduzir a grandes mudanças responsáveis por resultados melhores para a
empresa (Black,1998).
Hales, Andersen e Fillmore (1996) indicam os casos em que a automatização pode ser
necessária:
A quantidade produzida é muito alta;
Muitas mudanças podem ocorrer porque a vida do produto é longa;
O trabalho é caro;
A empresa tem experiências de sucesso com sistemas automatizados;
Os processos são periculosos ou insalubres aos operadores;
Alta precisão e repetitividade são necessárias;
A tecnologia não é estável.
2.2.13 Células Piloto
Black (1998) enfatiza que algumas empresas precisam formar células piloto para
aprender como as células irão funcionar. Elas têm que entender que o grande objetivo é
utilizar ao máximo o trabalho do operador, e que este não esta mais acoplado a máquina, isso
significa dizer que poderá haver mais máquinas que trabalhadores.
Black (1998) sugere duas formas de transição para a implantação de células, primeira:
Achar a máquina principal e chamar todas as peças que vão para essa máquina de
família. Depois, mover todas as máquinas para próximo dessa máquina;
Construir uma célula de peças que tem características parecidas;
Projetar uma célula de peças que tem processos em comum;
Construir uma célula de peças visando eliminar os tempos mais longos;
Projetar um sistema de células interligadas de montagem final, submontagem,
peças, componentes e fornecedores.
Outro método:
Usar kanbans para puxar os processos;
Reduzir os estoques continuamente;

38
Reduzir o número de carrinhos e suas capacidades;
Aproximar as máquinas;
Se a qualidade já estiver alta, manutenção controlada, setups curtos, pode-se
colocar as máquinas uma ao lado da outra;
Diminuir o tamanho do lote para um e eliminar os carrinhos.
2.2.14 Funcionamento contínuo
Conforme Harmon e Peterson (1991), a manutenção tem papel essencial no sistema de
produção através de células. Mas normalmente não se dá muita importância a essas paradas
devido:
Os tempos de parada costumam ser menores porque os trabalhadores já têm
percepção para saber se uma máquina poderá parar ou não;
Muitas máquinas raramente param;
O efeito multiplicador é pequeno devido ao baixo número de máquinas;
Muitas vezes existem outras células que podem fazer o mesmo trabalho.
2.2.15 Benefícios
Segundo Slack, Chambers e Johston (2002):
Diminuem as distâncias, consequentemente reduzem os custos e também o número
de contenedores;
Na maioria dos casos, diminuem as distâncias percorridas pelos operadores;
Alimentação feita por gravidade na entrada e saída, simplificando os dispositivos;
Capacidade flexível da célula onde um operador pode trabalhar com várias
máquinas, e se necessário pode-se aumentar a quantidade de operadores conforme a
demanda até que se chegue a um operador por máquina;
Dispositivos de alarme de fácil percepção, como os sonoros e visuais;
O fato dos trabalhadores estarem pertos uns dos outros facilita a comunicação
entre eles, bem como a colaboração em caso de problemas;
Distâncias pequenas facilitam o deslocamento para o retrabalho;
Não formam corredores que dão passagem a pessoas e ao material, o que
geralmente contribui para a desatenção e em conseqüência acidentes e quedas na
produtividade;

39
Ajudam na distribuição das ferramentas, bem como do trabalho;
Tornam as ligações com outras células mais fáceis;
Reduzem os setups por torná-los mais simples;
Reduzem o tempo de treinamento;
Roteiros simplificados com a produção mais rápida e menos estoques;
Trabalhadores especializados aumentam o nível de qualidade;
Maior facilidade de implantar a automação;
Independem do tamanho da fábrica para sua implantação;
Grande redução de custos sem grandes investimentos.
2.2.16 Limitações
Segundo os mesmos autores:
O capital de investimento poderá ter que ser dobrado, até porque o backup de
células é necessário muitas vezes;
A utilização das máquinas pode ser menor;
Problemas de eficiência no balanceamento devido à flexibilidade.
Black (1998) ainda salienta alguns problemas que podem surgir na conversão de um
tipo de sistema de produção para as células:
Essa alteração tem grandes conseqüências na empresa e requer uma mudança de
atitude dos trabalhadores porque eles terão mais autonomia para resolver os
problemas;
As empresas têm a tendência de investir em mudança de produto comprando
novos equipamentos, mas não no processo de forma a poder melhorar a produtividade
de suas máquinas atuais;
Medo do desconhecido. Investimento que às vezes têm um longo prazo para dar
retorno aliado à dúvida dos gestores leva a não mudança;
As decisões não podem ser somente baseadas no lucro. Os prazos de entrega,
melhoria da qualidade e confiabilidade também são fatores a serem considerados;
Resistência da média gerência que teme perder sua posição na empresa;
As sugestões que forem viáveis devem ser implantadas e as pessoas que foram
responsáveis pelas idéias devem ser recompensadas.

40
3 METODOLOGIA DA PESQUISA
3.1 PROBLEMA
Segundo Oliveira (1998), problema é um fato ou fenômeno que ainda não possui
explicação, a resposta será o fruto da discussão seguindo um método de pesquisa até a
comprovação dos fatos.
No caso desse trabalho o problema é o estudo das ações tomadas para a formação de
uma célula de montagem em uma empresa do ramo de compressores de ar e suas
conseqüências.
3.2 PESQUISA E METODOLOGIA
Conforme Cervo e Bervian (1996), pesquisa é uma atividade destinada a solução de
problemas através de um método científico. Ela surge de um problema e com a utilização de
meios adequados busca-se sua solução.
Quanto à natureza, esse trabalho pode ser considerado um resumo do assunto porque é
baseado em pesquisas publicadas por especialistas no tema. Para esse tipo de pesquisa é
necessária uma atenção especial à interpretação dos fatos e idéias, utilização de metodologia
adequada e foco no tema de um ponto de vista original (Andrade, 2001).
Em relação aos objetivos gerais, a presente pesquisa pode ser classificada como
descritiva. O estudo descritivo abrange os aspectos gerais, permite ao leitor uma maior
compreensão do comportamento de vários fatores que influenciam no processo dando uma
visão abrangente de como as variáveis estão ocorrendo (Oliveira, 1998).
Cervo e Bervian (1996) comentam que a pesquisa descritiva observa, analisa e
correlaciona variáveis sem manipulá-las.
Quanto aos procedimentos técnicos que foram utilizados nesta pesquisa, ela é
considerada como estudo de caso.
3.3 FASES DA PESQUISA
A presente pesquisa foi realizada numa seqüência que facilitasse o entendimento do
estudo de caso em questão. As fases foram as seguintes:
Fase 1 – Revisão bibliográfica;
Fase 2 – Desenvolvimento da célula;

41
Fase 3 – Análise da configuração da célula desenvolvida;
Fase 4 – Avaliação geral do processo.
4 ESTUDO DE CASO
4.1 A EMPRESA
A Schulz começou suas atividades em 1963 com a razão social Heinz Schulz com a
finalidade de fundir alumínio, bronze e ferro fundido.
Figura 4.1 – Empresa Schulz em 1963.Fonte: Schulz.
Em 1972, a Schulz passou a produzir compressores de ar e atualmente é maior
empresa fabricante de compressores de ar da América Latina. É a única empresa
genuinamente nacional nesse segmento de mercado.
A Schulz S.A. é uma empresa de capital aberto com ações na Bovespa. Atualmente
ocupa uma área de 319 mil m2, desses 72.000 m2 são de áreas construídas. Cerca de 1450
colaboradores trabalham para garantir o padrão de excelência de seus produtos.

42
Figura 4.2 – Vista aérea da empresa.Fonte: Schulz.
Essa empresa também possui uma fundição nessa mesma planta, que produz
componentes para a indústria automotiva.
Os principais produtos da Schulz compressores são:
Linha de serviço e profissional – São os compressores voltados principalmente às
linhas de serviços;
Linha industrial – Na verdade fazem parte de uma linha semi-industrial;
Linha médico-odontológica – Destinam-se a fins médicos e odontológicos;
Compressores de ar alternativos de diafragma – Desenvolvido para uso doméstico;
Compressores rotativos de parafuso – Distribuidor exclusivo da LeRoi
International.
No final de 1994, a Schulz adquiriu a empresa WETZEL TECNOMECÂNICA S.A. e
hoje é responsável por aproximadamente 80% do mercador nacional de compressores de ar a
pistão.

43
4.2 UMA VISÃO GERAL DO PROCESSO NA LINHA DE MONTAGEM
O processo de montagem dos compressores de ar era feito em duas linhas de produção
com o trabalho de 10 operadores ligados diretamente a elas e outros que eram responsáveis
pelo abastecimento, manutenção e outras funções que não entravam no quadro das linhas por
se tratarem de funções relacionadas à empresa como um todo.
Os processos se caracterizam por ser extremamente manuais. Alguns equipamentos
são utilizados, como parafusadeiras e giga de teste elétrico, mas a maioria das operações são
relacionadas ao posicionamento da peça no compressor ou pela fixação da mesma. Assim, não
é necessária a explicação de todas as atividades porque a análise que está sendo feita é sob o
processo como um todo e não em relação às operações individuais, que são em grande
quantidade.
Os operadores deixam suas ferramentas em quadros de sombra, ou às vezes mais
próximas ao posto de trabalho devido a sua grande utilização. Esses quadros ficam
localizados atrás deles ou ao longo da linha.
O reservatório do compressor é colocado com o auxílio de um manipulador no começo
da linha, numa mesa de roletes, e conforme os operadores vão desenvolvendo suas tarefas o
produto é empurrado para o posto seguinte.
Basicamente dois postos são diferenciados, o teste elétrico e a embalagem. O teste
elétrico é feito em todos os produtos, e os dados são incluídos numa base de dados para o
controle da qualidade. A embalagem é feita no final da linha por um operador que se utiliza
de uma grampeadeira para formar caixas de madeira de modo a proteger o produto para a
estocagem e transporte.
Os equipamentos manuais utilizados são na sua maioria pneumáticos. Eles se
encontram suspensos e são abastecidos por tubos de ar que ficam logo à cima da linha.
O abastecimento de peças é feito através de caixas que são colocadas em prateleiras ao
longo da linha, geralmente ficam atrás do operador.
4.3 OPORTUNIDADES DE MELHORIA IDENTIFICADAS
Algumas necessidades de melhoria foram levantadas para justificar a mudança de
layout proposta, como:

44
Deixar as peças mais próximas do operador, reduzindo os deslocamentos
desnecessários;
Melhorar a ergonomia para que cada operador possa ajustar os equipamentos
conforme sua estatura;
Aumentar a produtividade por operador, reduzindo os tempos ociosos e atividades
que não agregam valor ao produto;
Melhorar a qualidade dos produtos e redução de perdas no processo;
Aumentar a flexibilidade em caso de alterações na produção;
Melhorar a comunicação na fábrica a fim de se reduzir os problemas relacionados
ao fluxo de informação;
Reduzir os estoques intermediários;
Diminuir o espaço físico ocupado pela linha;
4.4 PROCEDIMENTOS DE MELHORIA
Depois de levantadas as oportunidades de melhoria, foram discutidas os métodos que
seriam utilizados para se chegar aos objetivos propostos.
Foi sugerida a implantação da manufatura celular tendo um vista que grande parte dos
objetivos propostos poderiam ser alcançados. Em algumas fases do processo o pesquisador
pode acompanhar a implantação, mas na maior parte ele coletou as informações depois que a
implantação já tinha ocorrido.
4.5 INFORMAÇÕES SOBRE O TEMA
A revisão bibliográfica foi feita baseada em livros relacionados a layouts de produção
e outros que abrangiam áreas relacionadas à engenharia de produção, conforme já abordado
no segundo capítulo desse trabalho.
4.6 DESENVOLVIMENTO DA CÉLULA
Essa análise foi feita baseada em entrevistas com pessoas relacionadas à implantação e
funcionamento da célula, desde operadores de produção até os engenheiros responsáveis.
Dados também foram coletados na empresa em forma de planilhas, desenhos e outros com a
finalidade de se aprofundar na análise.

45
4.6.1 As Principais dificuldades ocorridas durante o projeto e implantação
Convencer o pessoal a mudar para a célula em U;
Posicionar as caixas nos postos;
Separação de kits por lote;
Alimentação de reservatório;
Balanceamento e mudança de ordem das operações;
Unificação de duas linhas de produtos com características e tamanhos diferentes. E
além disso, o abastecimento feito por somente um dos lados da célula;
Redução do número de operadores;
Imposição do layout em U pela empresa de auditoria, por isso não foram muito
estudadas outras formas de arranjo físico;
No início as peças não chegavam na hora certa, eram enviadas para o posto errado,
não eram entregues ou ainda eram trocadas;
Precisou ser feita adaptação do ferramental;
Alto gasto de tempo e mão-de-obra;
O software não estava preparado para fazer separação em forma unitária porque os
itens eram estocados em sistema de 2 caixas;
Ponto de aviso do tubo de alimentação não estava bem definido;
Com a despadronização das embalagens aumentou-se o tempo de separação;
O planejamento da célula não era feito com antecedência.
4.6.2 Análise do desenvolvimento da célula
A seguir serão expostas informações obtidas do questionário que consta no Anexo 1.
QUESTÕES FÍSICAS
Layout
O tipo de célula que foi implantado é o tipo em U. Estudou-se a possibilidade de se
curvar um dos lados para aumentar a segurança porque o último operador da linha usa uma
grampeadeira para embalar o produto final, assim em caso de acidente o grampo não atingiria

46
os outros operadores, mas não foi adotada essa configuração porque era muito improvável que
isso acontecesse. Foi escolhido o tipo em U pelo fato da célula ter um baixo nível de
automação, pensou-se na economia de espaço que poderia ocorrer e também no fato dos
operadores poderem se ajudar mutuamente.
Esse layout facilita para um operador poder auxiliar o outro caso haja necessidade.
Pensou-se na economia de espaço que também poderia ocorrer e no fato do operador que
abastece a célula também ajudar na retirada dos produtos acabados.
Quase todo tipo de material que é movimentado na fábrica é utilizado nessa célula. Na
pré-montagem são utilizados: motores e pressostatos. Na célula de montagem de blocos:
blocos e unidades compressoras. No almoxarifado: conexões, parafusos, serpentinas, correias,
protetores de correia, filtros, adesivos, fiação, mangueiras e válvulas. No depósito de
embalagens: embalagens de madeira.
Os equipamentos manuais utilizados são: parafusadeiras, chaves manuais, dispositivos
para alinhamento de motor e bloco.
Os contenedores utilizados serão: flow racks, estante para sistema duas caixas, caixas
de 7 tamanhos distintos, carrinho de abastecimento de reservatório, um carrinho para
transporte do motor e outro para abastecimento em geral. O motor e outros materiais são
puxados por uma “biga” ou carrinho rebocador que faz a rota. No começo, parte dos itens que
estavam no supermercado não tinha carrinho adequado para o transporte, depois essa
dificuldade foi superada.
Os materiais são estocados no almoxarifado e uma ou duas pessoas são responsáveis
pelo abastecimento da célula. Na célula as peças são alocadas em caixas, tubos para itens
pequenos ou ainda em cima de balsas e caixas com berços.
A quantidade de material que é armazenado na célula é de cerca de uma hora de
produção, portanto os insumos necessários à produção deverão ser suficientes para abastecer a
célula por esse tempo e não mais que isso, para se evitar estoques. Verificou-se certa
dificuldade quanto ao tempo de desembalagem, então foi proposto que os produtos fossem
levados à célula em sua grande maioria sem embalagem, ou que o fornecedor oferecesse
embalagens mais práticas ou em quantidades mais adaptadas às realidades da empresa.
Aproximadamente 16,50 m2 da célula são utilizados para a montagem e 43,50 m2 são
destinados ao abastecimento. Esse estoque está localizado no perímetro da célula. Observou-
se certa dificuldade de abastecimento devido à restrição no espaço para que ocorresse o
mesmo.
O layout da célula pode ser melhor observado no Anexo 4.

47
Serviços de suporte
As caixas vazias são colocadas na parte de cima do flow rack, então a caixa voltará à
parte de trás da prateleira (em relação aos operadores da célula) devido a um caimento, de
modo que o movimentador possa colocar essas caixas no carrinho a fim de gastar um mínimo
de tempo.
O setor de qualidade deverá fazer a calibração dos equipamentos que são utilizados no
processo, como: torquímetros, equipamentos de teste elétrico, manômetro, rotômetro e
instrumentos de medição (paquímetro).
O setor de manutenção será responsável pela manutenção preventiva e corretiva em:
instalações pneumáticas, elétricas e hidráulicas.
O setor de processos fará: as instruções de trabalho, gestão visual e calibração de
ferramentas pneumáticas.
A retirada do lixo é tercerizada. Haverá coleta seletiva na célula como acontece em
toda a empresa.
Um computador é necessário aos operadores para consultar a estrutura dos produtos e
também para que o operador possa fazer o registro dos testes que são feitos no produto.
Não há nenhum tipo de cuidado diferenciado quanto a iluminação, exaustão e
ventilação do local. Ainda, não tem abastecimento de água e o de óleo acontece através de
tubulações especiais que abastecem a fábrica inteira.
QUESTÕES DE PROCESSO
Controle de Qualidade
Todos os operadores são responsáveis pela qualidade em maior ou menor grau. A
responsabilidade maior cairá sob o inspetor da linha que faz o teste de segurança elétrica no
produto e também o teste de funcionalidade. Além dele, o líder da linha também tem
responsabilidade acentuada, faz inspeção visual nos produto, relacionada à segurança e à
funcionalidade do produto. O líder é aquele que consegue trabalhar em todos os postos da
célula dentro do tempo de ciclo.

48
É realizado controle estatístico através do registro de testes (pressão, vazão e
vazamentos), teste funcional e elétrico (corrente, tensão e de segurança elétrica).
Não há poka yoke relacionado à qualidade, somente visando maior segurança no
trabalho. Futuramente deverá haver poka yoke e andoms (com sinalização de qualidade,
abastecimento e manutenção corretiva).
Os equipamentos de controle utilizados serão: giga de testes (para o teste elétrico),
manômetro e rotômetro.
Engenharia
O desenvolvimento da engenharia da célula foi feito pelo setor de métodos e
processos.
A supervisão de montagem da base operacional é responsável pela célula, portanto
será externo à célula. Secundariamente o setor de qualidade e de processos. Os equipamentos
de abastecimento são dedicados à célula, exceto: o carrinho rebocador, os equipamentos de
manutenção, equipamentos de calibração e carrinhos de embalagem.
As ferramentas, em geral, são expostas dentro da célula em quadros de sombra, já as
pneumáticas são suspensas em balancins.
Os setups não são comuns na célula, ocorrem normalmente no tencionador de correia
e no cabeçote de uma parafusadeira especial, sendo realizado pelo próprio operador.
Gerenciamento de materiais
Cada unidade produzida será reportada no final das operações pelo líder, que faz a
leitura dos códigos de barra e inclusão dos dados no sistema, que se chama Magnus e foi
desenvolvido pela Datasul.
O PCP passa as ordens de produção para o supervisor, o líder de processo e o
almoxarife responsável pelo abastecimento da célula. Ele também dará prioridade aos pedidos
chamados de carteira, que são aqueles que já foram efetuados, posteriormente aos do estoque
nivelador, que mantém certa quantidade dos itens mais vendidos.
O balanceamento de linha foi necessário porque se pretendeu fazer uma redução de 10
para 7 operadores realizando o mesmo número de operações. Algumas operações sofreram
mudança de ordem para que isso ocorresse, outras ficaram impossibilitadas disso porque o

49
sequenciamento depende da posição do produto em relação à linha. Certas vezes o produto
fica virado para o lado oposto do operador, não sendo possíveis em certas ações.
Ao se fazer o balanceamento foram levados em consideração fatores como ergonomia
e segurança. Foi feito uma análise DNA para redução de atividades desnecessárias (limpeza,
retrabalho de usinagem, desembalagem de peças, busca de peças, etc.) e melhoria de métodos
de atividades necessárias (apanhar peça, tirar proteção do adesivo, molhar reservatório para
aplicar adesivo, testar, deslocar produto sob a linha, etc.) e atividades que agregam valor ao
produto (colocar bloco, colar adesivo, colocar parafuso, embalar produto, etc.). Os produtos a
serem produzidos nessa célula foram definidos através da comparação do TAKT e não em
suas características físicas. Uniu-se a linha odontológica e a ML. Antes era uma linha para
moto-alumínio e odontológico e outra para a linha ML. Agora a célula produz ML e
odontológico, a moto-alumínio ficou sozinha.
Se ocorrer uma mudança na demanda pode-se diminuir a quantidade de operadores e
se rebalancear a célula. O balanceamento foi planejado para um aumento ou decréscimo na
produção em que se possa aumentar ou diminuir uma pessoa no quadro. No caso de
diminuição de pessoal, pode-se deslocar esse operador para a logística enquanto a situação
não se estabiliza. A folha de balanceamento e a tabela de elementos e tempos podem ser
contatadas nos Anexos 2 e 3 desse trabalho.
Não há planejamento para uma variação no mix de produtos. O tempo de ciclo está
projetado para ficar entre 0,90 e 0,95 do tempo TAKT. Se alterar muito a demanda a produção
poderá ser feito em 2 turnos, a célula será mais automatizada ou serão feitas horas extra, etc.
Conceitualmente, o gargalo deveria ser o primeiro posto de trabalho porque é aquele que puxa
a produção, mas ocorre do teste muitas vezes ser o gargalo porque é uma função diferenciada
das demais, com procedimentos de tempo fixo no teste. Outras vezes o embalamento é o posto
mais crítico, dependendo do tipo de produto que será embalado. Não há estoque intermediário
entre os postos, mas poderá haver um compressor de buffer entre os postos 3 e 4 e também
entre o 6 e 7.
Os produtos que têm grande diferença do TAKT tanto para mais quanto para menos
foram direcionados para outra célula que faz produtos variados, de maior complexidade. Se
houver um aumento de produtividade, pode-se direcionar a produção para esta célula especial
que é capaz de produzir todos os compressores da linha odontológica, profissional e
industrial. No caso de não se conseguir produzir a quantidade almejada, as prioridades por
ordem decrescente são as seguintes: serão feitas horas-extra, poderá ser contratado mais um
operador ou a célula poderá operar em mais um turno, sendo que já existe uma equipe
50
multifuncional que poderá suprir essa necessidade. A empresa não tem a cultura de contratar
funcionários em regime temporário. Existe ainda a possibilidade de se utilizar do estoque de
segurança em caso de necessidade.
Manutenção
A manutenção será externa à célula e interna à organização. São feitas manutenção
corretiva e preventiva, a manutenção preditiva não será realizada. Ainda, não são necessários
equipamentos especiais para esses fins.
Contabilidade
Os procedimentos de contabilidade permanecerão os mesmos de antes. A célula terá o
mesmo centro de custos para os produtos odontológico e ML. O setor de custos odontológico
foi incorporado ao ML.
O controle de material da célula é feito pelo setor de logística.
Como o retrabalho é feito fora da célula ele não será reportado. O refugo deverá ser
reportado se forem rejeitadas peças com valor financeiro significativo.
QUESTÕES RELACIONADAS AO PESSOAL
Supervisão e Medidas de Desempenho
A linha terá um supervisor, abaixo dele, um líder, seguido do inspetor e dos
operadores. O líder poderá assumir qualquer posição em caso de falta, saída de um operador,
etc. Os operadores são multifuncionais e podem assumir qualquer posto de outro operador. O
inspetor tem função diferenciada necessita de cursos de habilidade e capacitação específicos.
A performance será medida a cada hora através da comparação com o tempo TAKT e
será apontada em um quadro. O tempo TAKT foi calculado em 154,3 segundos. Se a célula
não conseguir produzir de acordo como o objetivo deverão ser apuradas as causas do
insucesso. Não há medida de desempenho individual, os resultados são medidos através da
produção da equipe formada na célula.

51
Definições quanto ao trabalho
Duas posições novas serão criadas, o líder e o abastecedor. Poderá haver mais de um
abastecedor exclusivo da célula. Os operadores são treinados para trabalhar em qualquer
posição na célula.
Atualmente a rotatividade não esta sendo respeitada e não foi feita uma programação
nesse sentido. Estuda-se a possibilidade de que a rotatividade seja inicialmente feita a cada dia
e posteriormente a cada hora.
Os operadores da célula são os mesmo da antiga linha. A seleção do líder e do inspetor
foi feita pela formação técnica, já os operadores não necessitam ser técnicos para assumirem
suas funções. Futuramente não haverá diferenciação de capacitação técnica entre os
operadores e inspetores porque todos terão que ter curso técnico.
Remuneração
O líder tem maior salário que o inspetor que tem maior salário que o operador. Mas
não há diferenciação alguma para com o resto da fábrica, se for feita comparação com cargos
equivalentes. Existem os cargos de Montador I, II e III. Os operadores podem ocupar os dois
primeiros níveis, já o terceiro é destinado ao inspetor, que tem um salário maior devido a sua
maior qualificação. Quanto à bonificações, somente o PPR (Participação nos Resultados) é
oferecido pela empresa, sendo o mesmo para toda a Schulz Compressores, exceto aquelas
funções em comum entre a Schulz Automotiva e a Schulz Compressores.
4.6.3 Mock-up
Nessa fase do projeto utilizou-se um método de simulação em que foram construídos
em tamanho real objetos ainda referentes ao projeto da célula, o mock-up. Conforme
demonstrado na figura 4.3.

52
Figura 4.3 – Foto do Mock- up a partir do lado de entrada e saída da Célula.Fonte: Schulz.
Na figura 4.4 podemos observar uma das versões do mock-up que foi feita antes da
implantação da célula. Esse se método utiliza de um modelo em escala de forma a se parecer
fisicamente com o que seria projetado, com a vantagem de poder ser visto em 3 dimensões. É
uma forma de se fazer alterações antes do projeto ficar pronto a fim de minimizar os custos. É
muito usado em indústrias quando os produtos têm que ser testados. Nesse caso foi usado o
papelão, mas outros materiais podem ser utilizados.

53
Figura 4.4 – Foto do Mock- up a partir do lado de transferência da Célula.Fonte: Schulz.
Construir um mock-up em tamanho real pode ser caro e consumir bastante tempo,
especialmente quando são feitas muitas alterações em sua configuração. Em uma das versões
desse mock-up foram utilizadas peças originais para facilitar o trabalho, já que elas poderiam
ser utilizadas posteriormente. É uma forma de visualização rápida para pessoas de várias
formações. Assim, pode-se fazer um modelo mais rápido em com menos custos, somente das
partes que são mais críticas. Não foi necessária uma precisão muito grande no mock-up. As
ferramentas utilizadas foram tesouras e canetas por ser um método de fácil alteração. Em
relação aos custos de implantação, foi gasto o equivalente à mão-de-obra de duas pessoas
trabalhando por período integral por uma semana para as principais configurações.
Eventualmente foram feitas mais alterações além do período comentado.

54
4.7 ANÁLISE DA CONFIGURAÇÃO DA CÉLULA
Nessa fase da pesquisa foi feita uma análise das principais mudanças trazidas pela
célula depois de sua implantação. Isso foi feito posto a posto através de entrevista com os
operadores.
Abastecedor da Célula
O abastecedor da linha é responsável pelo suprimento de motor, bloco, pressostato,
reservatório, entre outros. Também passa o macho nas luvas para retirar as limalhas de ferro
que podem causar problemas no desempenho do produto. Essa atividade foi classificada como
desnecessária ao se fazer o DNA e tentaram eliminá-la, mas ainda estão tendo que fazer a
limpeza embora seja algo que deva ser excluído do processo. Outro problema é a limpeza dos
reservatórios, que também se faz necessária quando o produto é estocado por alguns dias para
se retirar a poeira superficial. Também é uma atividade que deveria ter sido eliminada.
Esse abastecedor, o de célula, somente desloca os blocos de um flow rack para outro.
Outro abastecedor, que é o de logística, é responsável pela alimentação do primeiro flowrack.
O abastecedor da célula também coloca base de madeira no produto e alimenta os
contenedores feitos de canos de PVC quando uma fita vermelha é girada na entrada de
alimentação do tubo. A quantidade que é colocada é de cerca de um dia de produção por se
tratar de peças pequenas e de baixo valor agregado.
Foi programada uma rota de abastecimento que deveria ocorrer a cada uma hora, mas
ela ainda não está operando. Então surgem alguns problemas porque o abastecedor de linha
não deveria ter que se deslocar para fora da célula devido a falta de peça, mas isso deve
acabar o abastecedor de logística fizer essa atividade. Ele também avisa o abastecedor de
logística para não alimentar a célula com certas peças que ainda estão em estoque.
A maior dificuldade desse operador é levantar um peso de 23kg da altura da cintura até
os ombros. Ele também tem que se deslocar para apanhar as bases de madeira porque não há
espaço disponível mais próximo dele. Algumas peças chegam individualmente e é esse
operador que tem que levá-las a outro posto para que elas sejam montadas, o que não estava
também previamente planejado para essa célula.
O abastecedor é quem monta os kits em caixas identificadas por posto de trabalho. Para
o reservatório usa-se um manipulador para movimentar as peças. Ele é quem abastece a célula
obedecendo a programação, ordenando as quantidades a serem produzidas. As prateleiras não

55
têm o mesmo dimensionamento, algumas têm espaço para uma quantidade de produção,
outras uma quantidade menor. Existem peças que mudam conforme a produção, outras não
variam conforme o produto final. As áreas relativas às prateleiras ainda não foram
demarcadas porque haverá mudança no layout.
Posto 1
A situação do posto 1 melhorou porque antes o operador tinha que levantar os blocos
desde o chão, mas ainda pode ser melhorado porque não há manipulador para posicionar os
blocos nos reservatórios, isso causa certo esforço ao operador. O mesmo acontece para fixar
uma peça ao reservatório quando ele apoia os pés em cima da mesa de roletes para melhorar
seu posicionamento.
Posto 2
O posto 2 também necessita de um manipulador porque o peso esta acima do
recomendado pela metodologia Lean.
Posto 3
O posto 3 tem a peculiaridade do operador não necessitar mais se abaixar para colocar
o adesivo no produto, ele aciona o sistema pneumático que eleva a mesa de roletes, assim o
compressor fica na altura de seus braços. Quando o torpedo, mesa de roletes que muda o
produto de uma lado a outro da célula em U, for automatizado esse posto será responsável por
acionar o envio do mesmo até o próximo posto do outro lado da célula.
Posto 4
O posto 4 atualmente é responsável por movimentar o torpedo manualmente. Com a
futura automação, esse posto será responsável por mandar novamente o torpedo ao posto
anterior para que ele seja realimentado. Quando tem algum problema no teste elétrico esse
posto fica prejudicado e com freqüência tem que parar porque não consegue enviar sua
produção adiante.

56
Posto 5
No posto 5 não é mais preciso usar vários cabos para o teste elétrico e funcional, que
opera com um só cabo para vários comandos. O painel está mais próximo e não é mais
preciso pular a linha para se deslocar, como acontecia anteriormente à célula. Houve outras
melhorias em relação à segurança e também à distância entre o computador e o operador, que
foi reduzida. Mas o operador reclama do espaço de trabalho que ficou limitado e isso o deixa
estressado.
Posto 6
Quanto ao posto 6, o sentido de movimentação dos compressores dentro da célula é o
inverso da linha, então algumas operações são mais destinadas a pessoas destras devido ao
trabalho que tem que se fazer com a mão direita.
Posto 7
O operador do posto 7 é quem embala os produtos com uma grampeadeira. Se o
produto for exportação, o tempo de embalagem é muito maior que o nacional devido à
quantidade de grampos que deve ser pregada. O operador é quem leva os produtos até o
armazém. Ele reclama que tem que levantar sozinho as placas de madeira que deveriam ser
levantadas por duas pessoas. O operador reconhece que em termos de ergonomia melhorou
muito porque ele não precisa mais se abaixar para grampear as embalagens devido a presença
de dispositivos pneumáticos. Ele também lembra que agora o trabalho é mais constante, sem
picos de trabalho, o que prejudicava no seu desempenho em absorver os produtos da linha.
Líder
O líder deve ser capaz de resolver os problemas da linha e substituir o operador em
caso de ausência . É ele quem faz o acompanhamento da produtividade através de um quadro
de gestão visual a cada hora e os problemas que ocorreram na célula. Também anota nesse
quadro o acompanhamento do programa 5 S.

57
Fotos da linha de montagem antes de ocorrer a mudança para célula, figura 4.5.
Figura 4.5 – Foto da linha de montagem ML de compressores de ar antes da implantação da Célula deMontagem.Fonte: Schulz.
A figura acima mostra como era feita a produção de compressores de uma das linhas
que agora faz parte da célula. No canto inferior esquerdo se encontra o final da linha e na
outra ponta da mesa de roletes o início. As ferramentas, equipamentos e peças ficavam nas
laterais acompanhando o sentido da linha.

58
Fotos da linha de montagem antes de ocorrer a mudança para célula, figura 4.6.
Figura 4.6 – Vista superior da Linha ML.Fonte: Schulz.
Na figura 4.6 é possível observar melhor a linha através de uma vista superior. Nota-se
que há quadro de sombras, canalização para os equipamentos pneumáticos e outros
equipamentos que acompanham a linha. É possível de se ver o espaço que ela ocupava
fisicamente no interior da fábrica. No canto esquerdo se encontra o fim da linha com as
embalagens e os compressores embalados.
4.8 AVALIAÇÃO GERAL DO PROCESSO
Nessa fase do trabalho serão abordados os pontos positivos e negativos gerais que
puderam ser concluídos no estudo da implantação e desenvolvimento da célula. E ainda, os
pontos que necessitam de melhorias.

59
4.8.1 Pontos positivos
Esses foram os benefícios trazidos pela célula:
As peças estão mais próximas às mãos dos operadores minimizando o esforço para
apanhá-las;
O operador fica mais tempo no posto de trabalho porque não precisa mais se
deslocar em busca de peças em falta;
O operador pode ajustar a altura da mesa de roletes a sua estatura física reduzindo
problemas relacionados a má postura;
Os carrinhos de abastecimento têm uma altura padrão, assim reduz-se o esforço
para mudar as peças do carrinho para as prateleiras;
Os balancins em espiral foram substituídos por outro com mangueira retrátil,
facilitando o manuseio desses equipamentos;
A produtividade por operador aumentou, embora a produtividade da célula tenha
sofrido uma leve queda na quantidade produzida devido a redução de 3
operadores;
Houve uma melhora na organização das ferramentas manuais com a colocação de
painéis de sombra. Já haviam quadros semelhantes na linha anterior, mas algumas
ferramentas não eram colocadas neles;
Os operadores não precisam se virar para apanhar ferramentas, peças ou outros
tipos de insumos;
O retrabalho diminuiu depois dessa mudança. Não se perde mais tempo com as
correções, o que é feito fora da célula;
Os operadores não empurram mais o produto para os postos seguintes de forma a
adiantar o trabalho, que deve ocorrer de maneira sincronizada. Não há espaço para
estoques intermediários;
O operador não tem mais a necessidade de trabalhar caminhando no sentido da
linha para não interromper o fluxo de trabalho. Os postos são fixos;
O local de trabalho está melhor iluminado porque foram instaladas lâmpadas
luminescentes a uma altura bem menor que a anterior;
O abastecimento melhorou, é mais constante e regular;

60
Para alguns postos seria melhor haver um espaço entre os postos para que a não
houvesse paradas nas célula devido a um mau balanceamento;
A produção passou a seguir melhor as quantidades requisitadas pelos clientes
obedecendo a um sequenciamento;
O fluxo de informações passou a ser mais rápido;
Houve uma separação de responsabilidade entre a logística e a produção;
Diminuiu-se a quantidade de caixas e estoques dentro da célula;
Melhoramento da comunicação visual através de painel;
Definição de plano de ação para cada problema ocorrido;
Há um maior espírito de equipe;
Ganhou-se espaço físico, de 120 m2 para 60m2. Embora não tenha sido tão
significativo se for considerado o espaço destinado às prateleiras;
O ambiente de trabalho ficou mais organizado;
Houve uma grande melhoria na flexibilidade, que é considerado um dos melhores
benefícios trazidos pela célula;
A mudança foi feita com um baixo custo;
Não foram necessários gastos com aquisição de ferramentas;
Não é preciso que o operador se desloque para descartar as embalagens vazias que
agora são colocadas em um flow rack.
4.8.2 Pontos negativos
Esses foram os pontos negativos trazidos pela célula:
Ainda ocorre a falta de materiais na célula por problemas de abastecimento;
Percebe-se certa dificuldade de adaptação do pessoal;
A meta está acima da capacidade atual de produção. Consegue-se produzir
atualmente cerca de 60% do que foi planejado. Ás vezes chega-se a produzir mais
do que a meta dependendo do tipo de compressor;
O dimensionamento do transporte foi feito para 24 peças por hora, como essa
quantidade não está sendo atingida há problemas de excesso no abastecimento;
Observa-se certo tempo ocioso entre alguns operadores quando há algum problema
na célula;

61
Alguns operadores reclamam que o espaço ficou um pouco reduzido;
Como a célula foi criada recentemente, os operadores não estão ainda muito bem
treinados e não há instruções de trabalho nos postos;
O gargalo é variável dependendo do produto que está sendo produzido. Às vezes é
o posto 3 ou 6, ou ainda se o produto é exportação passa a ser o posto 7 devido a
dificuldade no embalamento;
Aumentou o tempo de transbordo do recebimento até o supermercado pela falta de
padronização das embalagens;
Atualmente o abastecedor de logística tem que verificar quanto à necessidade de se
abastecer ou não dentro do tempo programado porque a quantidade produzida está
abaixo da planejanda e consequentemente o consumo de insumos.
4.8.3 Pontos que necessitam de melhorias
Existem algumas partes do processo que necessitam de melhorias, são elas:
Necessidade de automação da mesa de transferência;
Implantação de sistemas de segurança (travas, proteção no teste, etc);
Sistema de saída que exige que o líder tenha que ajudar o operador nos casos mais
críticos;
Abastecimento de alguns postos a fim de facilitar a pega;
Sistema com anteparo de proteção para a grampeadeira;
Algumas plataformas ficaram com a resistência física comprometida.
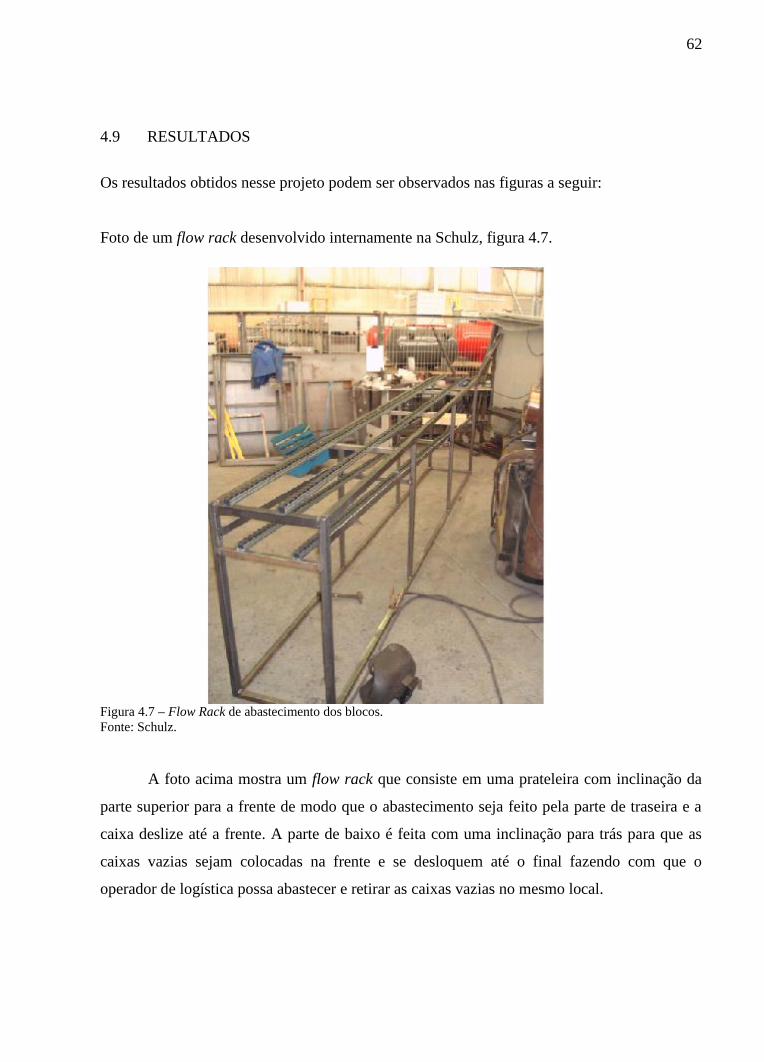
62
4.9 RESULTADOS
Os resultados obtidos nesse projeto podem ser observados nas figuras a seguir:
Foto de um flow rack desenvolvido internamente na Schulz, figura 4.7.
Figura 4.7 – Flow Rack de abastecimento dos blocos.Fonte: Schulz.
A foto acima mostra um flow rack que consiste em uma prateleira com inclinação da
parte superior para a frente de modo que o abastecimento seja feito pela parte de traseira e a
caixa deslize até a frente. A parte de baixo é feita com uma inclinação para trás para que as
caixas vazias sejam colocadas na frente e se desloquem até o final fazendo com que o
operador de logística possa abastecer e retirar as caixas vazias no mesmo local.

63
Foto da célula de montagem, figura 4.8.
Figura 4.8 – Célula de Montagem com dois operadores trabalhando.Fonte: Schulz.
Comentários dos detalhes da célula, conforme figura 4.8:
1 Distância reduzida entre os operadores ao trabalharem em lados opostos.
2 Iluminação próxima aos operadores e não no teto da fábrica melhorando a
visualização dos operadores.
3 Carrinho de abastecimento adaptado à altura das prateleiras.
1
2
3

64
Foto da célula de montagem, figura 4.9.
Figura 4.9 – Célula de Montagem sem os operadores.Fonte: Schulz.
Comentários dos detalhes da célula, segundo figura 4.9 :
1 Flow rack de abastecimento dos blocos para que as caixas deslizem em direção
aos operadores.
2 Posto onde se encontra a grampeadeira, responsável pelo abastecimento no
final da célula.
3 Flow rack com inclinação da caixa frontal para facilitar o picking frontal.
4 Travas entre as plataformas para fixação e liberação dos compressores
conforme a necessidade de produção. Funcionam através de acionamento de botão pelo
operador.
1
2
3
4

65
Foto da célula de montagem, figura 4.10.
Figura 4.10 – Vista a partir da mesa de roletes para abastecimento dos reservatórios e tubos para abastecimentode peças de tamanho pequeno.Fonte: Schulz.
Comentários dos detalhes da célula, conforme figura 4.10:
1 Abastecimento por trás da célula diferenciando o ponto de entrada e saída de
materiais na prateleira.
2 Tubos para abastecimento com sistema de elevação pneumático visando
manter a inclinação para que as peças possam deslizar até os operadores
3 Cartões de sinalização de necessidade de reposição. Na posição vermelha
indicam necessidade de abastecimento até nível demarcado.
4 Fila de espera do abastecimento dos reservatórios.
2
1
3
4

66
Foto da célula de montagem, figura 4.11.
Figura 4.11 – Plataforma pneumáticaFonte: Schulz.
A foto 4.11 identifica um sistema pneumático de elevação da plataforma de roletes
através de acionamento no pedal. Nessa foto a mesa se encontra rebaixada. A mesa pode ser
ajustada conforme a estatura do operador, bem como o trabalho a ser executado. Por exemplo,
se o operador precisar abaixar para colocar um componente, ele pode evitar essa operação
elevando a mesa, fixando ou posicionando o componente e posteriormente rebaixando a
mesma.

67
Foto da célula de montagem, figura 4.12.
Figura 4.12 – Plataforma pneumática elevada.Fonte: Schulz.
Na figura 4.12 a plataforma se encontra elevada, adaptada ao trabalho, produto e
altura do operador. Para que o compressor possa passar de um posto para o outro as mesas
precisam estar niveladas, para tal existe uma trava que bloqueia essa transferência caso elas
não estejam niveladas.

68
Foto da célula de montagem, figura 4.13.
Figura 4.13 – Caixas de abastecimento em seu respectivo Flow Rrack.Fonte: Schulz.
Na figura 4.13 observamos as caixas da prateleira inferior divididas em kits de acordo
com os produtos que estão sendo montados. As quantidades são calculadas para que o
abastecimento ocorra a cada hora e para que não ocorra falta e excesso de componentes nesse
intervalo.

69
Foto da célula de montagem, figura 4.14.
Figura 4.14 – Tubos de abastecimento e mesa de roletes para abastecimento de reservatórios.Fonte: Schulz.
Comentários dos detalhes da célula, de acordo com a figura 4.14:
1 Painel com tubos de abastecimento de peças de tamanho pequeno. Esse
abastecimento não é feito a cada hora, geralmente isso ocorre uma vez ao dia devido ao fato
desses componentes ocuparem pouco espaço e terem valor baixo.
2 Travas para contenção dos reservatórios. O acionamento é feito pelo operador
ao pressionar botão correspondente.
1
2

70
Fotos da célula de montagem em fase de testes, figura 4.15.
Figura 4.15 – Célula em fase de projeto.Fonte: Schulz.
Na figura 4.15 constatamos a montagem da célula antes dela entrar em operação com a
finalidade de observar as distâncias e de se fazer simulações de maneira flexível antes do
projeto ser concretizado. Os equipamentos e prateleiras foram somente posicionados de forma
provisória de acordo com o mock-up realizado.

71
Fotos da célula de montagem em fase de testes, figura 4.16.
Figura 4.16 - Primeira versão do projeto da Célula.Fonte: Schulz.
Na figura 4.16 observamos a primeira sugestão de layout com a rotação das mesas
laterais. Posteriormente esse dispositivo foi substituído por uma mesa de transferência com
um funcionamento chamado de torpedo, sendo que a mesa não rotaciona, é transportada
lateralmente de um lado ao outro da célula.

72
5 CONSIDERAÇÕES FINAIS
Com essa pesquisa comprovaram-se alguns impactos na produção quanto a
implantação do sistema de produção com células.
A revisão bibliográfica proporcionou um maior entendimento sobre o assuntos
ressaltando as características das células, seus tipos, métodos de implantação e os casos em
que as células são mais indicadas.
O estudo de caso foi feito através de entrevista com as pessoas que participaram do
projeto e com os operadores da célula, mostrando as diferenças proporcionadas por essa
mudança no modo de produção. O método de entrevista feito às pessoas chaves do projeto
através de um questionário com perguntas específicas para a implantação das células foi
extremamente útil na extração dos dados.
A utilização do mock up foi de fundamental importância no que tange a minimização
de gastos na implantação do projeto através de um modelo de simulação de baixo custo e
fácil entendimento.
As principais dificuldade se devem ao fato do pesquisador não ter participado do
processo de implantação, somente do início do projeto. Além disso, algumas conclusões não
puderam ser totalmente efetuadas porque a célula foi implantada há pouco tempo, então
algumas atividades relacionadas a sua implantação não foram totalmente concluídas, isto
significa dizer que a célula ainda não estava funcionando da maneira pela qual ela foi
projetada.
Foi percebido que a bibliografia a respeito das células não esgota o assunto.
Geralmente os autores abordam esse tema de forma introdutória, sendo assim necessária uma
pesquisa mais apurada de maneira a se aprofundar no assunto. Isso também se deve ao fato
desse sistema de produção ser mais recente que outros e seus conceitos estão mais ligados a
fortes tendências no mercado.
Quanto aos objetivos específicos do trabalho, ficam evidenciados que foram atingidos,
como:
Foi reduzido o desperdício na célula através de análise DNA;
Os operadores relataram várias melhorias relacionadas a ergonomia e segurança no
trabalho;

73
Houve um aumento na produtividade individual se considerarmos a redução do
quadro de funcionários;
Os equipamentos e insumos do processos foram alocados mais próximos dos
operadores;
Melhorou a organização das atividades através do balanceamento das tarefas e
definição de responsabilidades;
A célula não trabalha com estoques intermediários como era feito anteriormente
com peças entre processos;
Foi identificado um aumento na flexibilidade determinada pelo TAKT e não pelo
tipo de produto;
O abastecimento é feito em horário e em quantidades programadas.
Após esse estudo concluí-se que pelos resultados gerados na instituição e os custos
envolvidos no projeto possivelmente serão implantadas novas células em outros setores da
fábrica. Devido ao seu baixo custo é o método utilizado é viável, mas deve-se dar uma
atenção especial ao tempo para desenvolvê-lo tendo em vista as inúmeras modificações que
foram realizadas no decorrer do projeto. Outra observação importante, para podermos medir
todos os resultados da mudança o projeto tem que estar totalmente concluído, o que não
aconteceu nesse caso.
Sugere-se algumas possibilidades de futuros trabalhos relacionados às células como:
estudo sobre custos de implantação de células, sistemas computacionais de simulação,
comparação entre células e outros arranjos físicos, algoritmos para formação de famílias e
codificação de peças, estudo sobre os vários tipos de layout celular, para quais tipos de
sistemas produtivos a formação de células é viável, implantação de células em empresas que
seguem a filosofia lean, entre outros.

74
REFERÊNCIAS BIBLIOGRÁFICAS
BLACK, J. T.; O projeto da fábrica com futuro. Porto Alegre: Bookman, 1998.
HARMON, Roy L., PETERSON, Leroy D.;. Reinventando a fábrica : conceitos modernos
de produtividade aplicados na prática. Rio de Janeiro, Campus, 1991.
SILVA, Valdir Oliveira da;. Um modelo para avaliação e implantação da mudança de um
sistema de produção convencional para manufatura celular umpregando simulação
discreta. 2003. Monografia – Universidade Federal de Santa Catarina.
CERVO, Amado Luiz; BERVIAN, Pedro Alcino;. Metodologia Científica. 4. ed. São Paulo:
Makron Books, 1996.
CERVO, Amado Luiz; BERVIAN, Pedro Alcino;. Metodologia Científica. 4. ed. São Paulo:
Makron Books, 1996.
OLIVEIRA, Silvio Luiz de ;. Tratado de Metodologia científica. São Paulo: Pioneira, 1998.
ANDRADE, Maria Margarida de. Introdução à metodologia do trabalho científico:
elaboração de trabalhos na graduação. 5. ed. São Paulo: Atlas, 2001.
LEAN CONSULTORES. Workshop Logística Lean. Projeto Lean Schulz. Jan/2007.
LEAN CONSULTORES. Workshop Manufatura Celular. Projeto Lean Schulz. Jan/2007.
INTERNET: Wikipédia, a enciclopédia livre. Disponível: <http://www.wikipedia.com.br>.
Acesso em: 15 ago. 2007.
SLACK, Nigel; CHAMBERS, Stuart; JOHNSON, Robert; Administração da Produção. São
Paulo: Atlas, 2002.

75
MARTINS, Petronio G.; LAUGENI, Fernando P.; Administração da produção. São Paulo:
Saraiva, 1998.
TUBINO, Dalvio Ferrari. Sistema de Produção: A produtividade no chão de fábrica.
Porto Alegre: Bookman, 1999.
LEE, Quarterman. Projeto de Instalações e do Local de trabalho. São Paulo: Imam, 1998.
HALES, H. LEE; ANDERSEN, BRUCE J. Planning Manufactoring Cells. Michigan:
Society of Manufactoring Engineers, 2002.
MUTHER, RICHARD; FILLMORE, WILLIAM E.; ROME, CHARLES P. Planning
Manufactoring Cells. Missouri: Management and Industrial Research Publications, 1996.
SILVA, VALDIR O. Um Modelo para a Avaliação e Implantação da Mudança de um
Sistema de Produção Convencional para a Manufatura Celular Empregando Simulação
Discreta. 2003. Monografia – Universidade Federal de Santa Catarina.
LORINI, F. J. Tecnologia de Grupo e Organização da Manufatura. Florianópolis: Editora
da UFSC, 1993.
SEVERIANO FILHO, C. Produtividade & Manufatura Avançada. João Pessoa: Edições
PPGEP, 1999.

76
ANEXO 1 – QUESTIONÁRIO UTILIZADO NO TRABALHO
QUESTÕES FÍSICAS
Armazenamento
Qual o tipo de célula a ser adotado?
Que grupo ou classes de matérias devem ser movimentados? Entradas,
trabalho em processo ou saídas?
Que tipo de equipamento manual deve ser utilizado para cada parte do
processo?
Que tipo de contenedores ou unidade de transporte será utilizada?
Como os matérias serão estocados? Que equipamentos serão utilizados?
Quanto material será armazenado?
Quanto espaço será necessário para a estocagem? Onde será esse local?
Serviços de suporte
Que processos de suporte serão necessários? (esvaziar contenedores,
lixo, áreas de inspeção).
Que serviços de suporte serão necessário aos operadores? (área de
trabalho, local para reuniões, terminais de computador, impressora,
arquivamento de documentos).
Que outras recursos especiais serão necessários? (água, ventilação,
exaustão, iluminação).
QUESTÕES DE PROCESSO
Controle de qualidade

77
Quem será responsável pela qualidade? Os operadores inspecionarão o
próprio trabalho ou serão designados inspetores? De dentro ou de fora da
célula?
Que técnicas serão usadas? (controles estatísticos, visuais, a prova de
erro)
Que equipamento especial será utilizado?
Que procedimentos deverão ser incorporados no plano?
Engenharia
Que é o responsável pela engenharia? (produtos, processos, industrial,
manufatura)
Como que os mecanismos serão gerenciados? Externamente ou
internamente a célula? Que equipamentos serão compartilhados e quais
serão dedicados a célula?
Onde as ferramentas serão guardadas? Externamente ou internamente a
célula?
Quem será responsável pelo set-up? Os próprios operadores ou outras
pessoas designadas para tal fim?
Material de gerenciamento
Como a produção será reportada? Cada unidade completa ou por
operação?
Como que o reporte será contabilizado? Usando papel, código de barras
ou outro sistema eletrônico?
Como a célula será programada? Por quem?
Como os pedidos serão seqüenciados? Quem será o responsável?
balanceamento de linha será necessário?
Como será feita a adequação da célula a uma variação de produção, mix,
picos e gargalos?
Com a capacidade ociosa da máquina?
78
Com horas extra ou pessoal temporário?
Com a ajuda de outras células?
Com fabricação para estoque de segurança?
Com remanejamento e rebalanceamento dos operadores?
Manutenção
Quem será o responsável pela manutenção? Interno ou externo a
organização? Interno ou externo a célula?
Com que freqüência será feita a manutenção?
Quem será responsável pela organização? Interno ou externo a célula?
Será feita manutenção preventiva?
Os procedimentos de manutenção preventiva são apropriados?
A célula precisa de equipamento especial para reciclar lixo, óleo, refugo,
etc?
Contabilidade
Novos procedimentos de contabilidade serão utilizados? (para custos,
mão-de-obra e material)
A célula terá um centro de custos? Ou os custos serão direcionados para
operações especificas dentro da célula?
O reporte será distinto para atividade diretas e indiretas?
A célula será um local de material controlado?
Como o retrabalho e o refugo será reportado?
QUESTÕES RELACIONADAS AO PESSOAL
Supervisão e medidas de desempenho
A célula terá um supervisor ou um líder?
Como será medida a performance da célula? E para quem?

79
Definições quanto ao trabalho
Novas posições serão necessárias? Já foram definidas?
Os operadores serão especialistas ou serão treinados para trabalhar em
qualquer posição na célula?
Haverá um rodízio constante entre os operadores em relação a suas
posições?
Como serão selecionados os operadores que trabalharão na célula?
Como serão feitas a novas contratações para a célula?
Remuneração
Os operadores da célula terão a mesma remuneração do resto da fábrica?
Os operadores serão remunerados de forma diferente de acordo com suas
habilidades e treinamento?
Será oferecida alguma bonificação? Como será calculada?

ANEXO 2 – TABELA DE ELEMENTOS E TEMPOS
3
45
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
62
63
6465
66
67
B C D E F G H I J K L M N O P Q R S T U V
Folha1/1
MáqElementos de Trabalho D N A Máx Mín Med Ciclo
- - -- - -- - -- - -- - -- - -- - -- - -- - -- - -- - -- - -- - -- - -- - -- - -- - -- - -- - -- - -- - -- - -- - -- - -- - -- - -- - -- - -- - -- - -- - -- - -- - -- - -- - -- - -- - -- - -
- -
Elementos e Tempos Dataxxxx
UnidadeCentesimal
OpTempos Observados
Tempos de Operador
ObservadorXXXXXXXXXXXXX - ESTADO PRESENTE
TAKT
Notas
Quantidadede Operadores
#DIV/0!#DIV/0!

ANEXO 3 – FOLHA DE BALANCEAMENTO
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
B C D E F G H I J K L M N O P Q R S T U V W X Y Z AA AB
E lem entos de T raba lho T em pos (s) D if O p 1 O p 2 O p 3 O p 4
T ota is - - - - - -% ###### ###### ###### ######
Fo lha deBa lanceam entoXXXXXXXXXXXXX
E S T A D O P R E S E N T EO bservador: Zape lin iD ata: X X /X X /X XFo lha: 1 /1N otas:
-0000111111
Op 1 Op 2 Op 3 Op 4
Segundos
Takt = XX s

ANEXO 4 – LAYOUT DA CÉLULA DE MONTAGEM