Embed Size (px)
Citation preview

CONGRESSO BRASILEIRO DE ENGENHARIA E CIÊNCIA DOS MATERIAIS, 14., 2000, São Pedro - SP. Anais 42201
INFLUÊNCIA DA VELOCIDADE DE ENCHIMENTO SOBRE A
FORMAÇÃO DE DEFEITOS EM PEÇAS DE ALUMÍNIO:
SIMULAÇÃO NUMÉRICA VS. RESULTADOS EXPERIMENTAIS
Verran, G. O. (1); Rebello, M.A. (2); Oliveira, C. G.(1) Dr. Eng. DEM-CCT/UDESC; CTMa/IST-SOCIESC, Joinville/SC, Brasil
[email protected] ; [email protected]
(2) Msc. Eng. IST-SOCIESC, Joinville/SC, Brasil
(3) Eng. Mec. Ind. de Fundição Tupy, Joinville/SC, [email protected]
Resumo – A utilização da simulação numérica como ferramenta de trabalho na engenharia de
fundição está apresentando uma utilização crescente e cada vez mais eficiente na otimização de
projetos e processos, entretanto até o presente existem poucos estudos relacionados com a avaliação
da eficiência destes softwares em fundição sob pressão, onde os eventos enchimento da cavidade e
solidificação da peça ocorrem sob condições totalmente diferentes daquelas encontradas nos processos
por gravidade. Neste trabalho foi realizado um estudo comparativo entre os resultados da simulação
do enchimento de uma peça fundida sob pressão usando a liga Al9Si3Cu, com as peças obtidas
experimentalmente usando as mesmas condições de processamento. Foram obtidos diferentes lotes de
peças usando velocidades distintas, com o objetivo de provocar a ocorrência de defeitos tipo solda fria
e porosidades. A comparação entre os resultados obtidos nas simulações e as peças fundidas mostrou
resultados que confirmam a capacidade do software de indicar a possível ocorrência de defeitos em
função dos parâmetros de processo utilizados.
Palavras chave: Fundição sob pressão, Simulação, Enchimento, Defeitos, Solda Fria.
Abstract - Despite the increasing use of numerical simulation of general casting problems, and its
well known efficiency, at the present it still exist relatively few studies on the efficiency of numerical
methods to simulate pressure casting. In such processes, the events associated with the filling front and
solidification take place under markedly different conditions from those found in gravity casting. This
work presents a comparison between experimental and numerical results of pressure casting of
Al6Si3Cu under the same conditions. Simulation was performed for several filling velocities in order
to create conditions of defects to occur, such as cold shut and pin holes. The results show that, for the
pressure casting conditions used, the software was able to predict correctly the occurrence of defects.
CONGRESSO BRASILEIRO DE ENGENHARIA E CIÊNCIA DOS MATERIAIS, 14., 2000, São Pedro - SP. Anais 42202
Key-words: Pressure Die Casting, Simulation, Filling, Defects, Cold Shuts.
1. Introdução
Na simulação da fundição sob pressão tem-se uma prévia do comportamento do metal
fundido desde o preenchimento até a sua completa solidificação e extração, incluindo
condições de ciclo, tais como tempo de abertura e fechamento do molde, tempo para extração
e limpeza, número de ciclos e etc. Mas para que esta simulação corresponda ao que se passa
em condições reais, o software de CAE deve estar apoiado em equações e leis que regem
todos os fenômenos envolvidos no processo, e desta forma as equações são resolvidas de
acordo com as condições de contorno que o operador impõe, tais como a geometria da peça e
os parâmetros de fundição. Pode-se afirmar então que tanto melhor será o software de
simulação quanto mais a solução numérica, fornecida na simulação, se aproximar da solução
analítica das equações fundamentais [1]. Esta diferença se dá devido a complexidade das
equações fundamentais, fazendo-se necessário algumas aproximações e simplificações, que
dependendo da situação podem comprometer os resultados da simulação em questão.
Na fundição sob pressão a concepção da câmara de injeção e o mecanismo de
alimentação da mesma, fazem com que quando ocorre o disparo boa quantidade de ar seja
forçada para dentro da cavidade, o que além de tornar a regime mais turbulento, contribui
para o aparecimento de porosidades. Alguns trabalhos têm sugerido a mudança desta
concepção, propondo formas alternativas para a alimentação da câmara de injeção de forma
não turbulenta [1]. A alta complexidade da cavidade favorece o regime turbulento de
preenchimento do molde, que pode ser amenizada com o posicionamento adequado dos
canais de ataque, além de um perfil apropriado da zona de ataque, conforme estudo anterior
[2]. A velocidade de injeção atua diretamente na forma de escoamento dentro da cavidade e
indiretamente promove, de forma branda, a redução da viscosidade da liga, pois quando o
metal é transferido da câmara de injeção para a cavidade é forçado a passar pelo ataque, e
nesse ponto o fluxo metálico é acelerado violentamente, promovendo o aquecimento do metal
líquido em função do forte cisalhamento. Birch [3] demonstrou que a velocidade no ataque
não interfere no volume de porosidade, mas sim no tamanho e distribuição dos poros. Ou seja,
o aumento da velocidade no ataque reduz o tamanho do poro e provoca sua dispersão dentro
da peça. O tempo de injeção juntamente com a velocidade de ataque, servem como ponto de
partida para o cálculo de outros parâmetros, uma vez que interfere diretamente na
temperatura da frente de enchimento, pois maiores tempos implicam em maior extração de
CONGRESSO BRASILEIRO DE ENGENHARIA E CIÊNCIA DOS MATERIAIS, 14., 2000, São Pedro - SP. Anais 42203
calor do metal líquido e conseqüente redução de sua temperatura levando a incidência de
solda fria [4,5]. Neste trabalho é proposto um estudo sobre a influência da velocidade de
injeção sobre a incidência de defeitos tipo solda e porosidade, usando como ferramentas a
observação experimental e a simulação via um software de CAE.
2. Metodologia
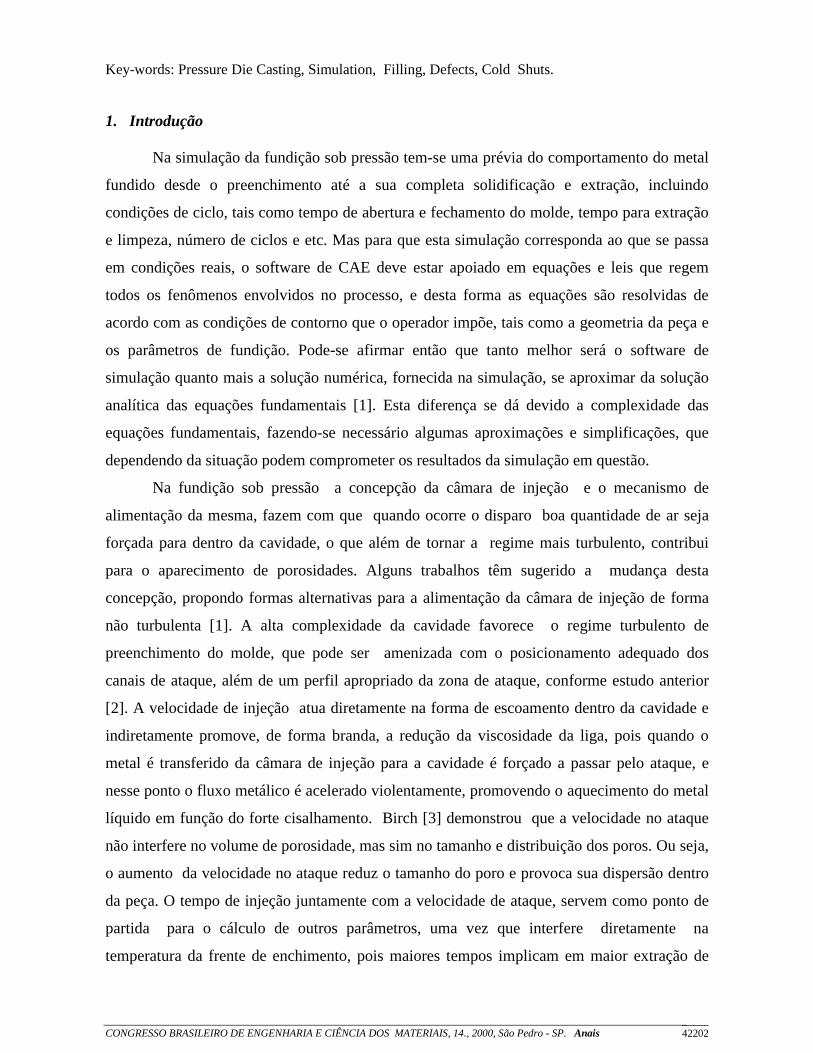
No desenvolvimento experimental foi utilizada uma peça com características
adequadas ao processo de fundição sob pressão, injetada usando uma máquina com recursos
para controle de parâmetros de processo, de forma a alimentar o software e tentar simular
as mesmas condições. A peça escolhida, em liga AlSi9Cu3, possui massa de 1,05 kg e
dimensões conforme a Figura 1.
As amostras foram fundidas em injetora de câmara fria com força de fechamento de 850
toneladas força, a temperatura do metal líquido no forno de espera se encontrava a 670°C e a
alimentação da câmara de injeção foi feita por braço mecânico. Foram injetadas algumas
peças, para aquecimento do molde, e a cada ciclo, a temperatura na superfície da cavidade foi
aferida através de um pirômetro a laser, segundos antes do fechamento do molde, até atingir a
temperatura de regime de trabalho em 255°C, na superfície da cavidade. As amostras foram
produzidas em 4 lotes de 5 peças, sendo cada lote, com variações na velocidade de injeção,
tendo sido utilizadas velocidades de 1,05 – 1,75 – 2,45 e 3,15 m/s. A peça mais
representativa de cada lote de cinco peças foi fotografada e também submetida ao exame de
raio X de modo a evidenciar, respectivamente, os defeitos de solda fria e porosidade. Para
análise dos resultados foram realizados mapeamentos das regiões com incidência de defeitos
tipo solda fria. Para a simulação os dados de processo foram alimentados no módulo HPDC
(high pressure die casting) do Magmasoft, onde foi construída uma malha com 3156736
elementos usando um tempo de processamento numérico de 36092 s para cada simulação.
29 327
169
Figura 1: Peça usada no estudo.
mmEspessura de paredes e nervuras: 3,0 mm
CONGRESSO BRASILEIRO DE ENGENHARIA E CIÊNCIA DOS MATERIAIS, 14., 2000, São Pedro - SP. Anais 42204
Para dar mais fidelidade às condições de processo, 8 pontos do molde foram estrategicamente
escolhidos para o controle da temperatura. Assim, para colocar o molde em temperatura de
regime de trabalho, foram necessários 5 ciclos usando cada condição de velocidade.
3. Resultados e Discussão
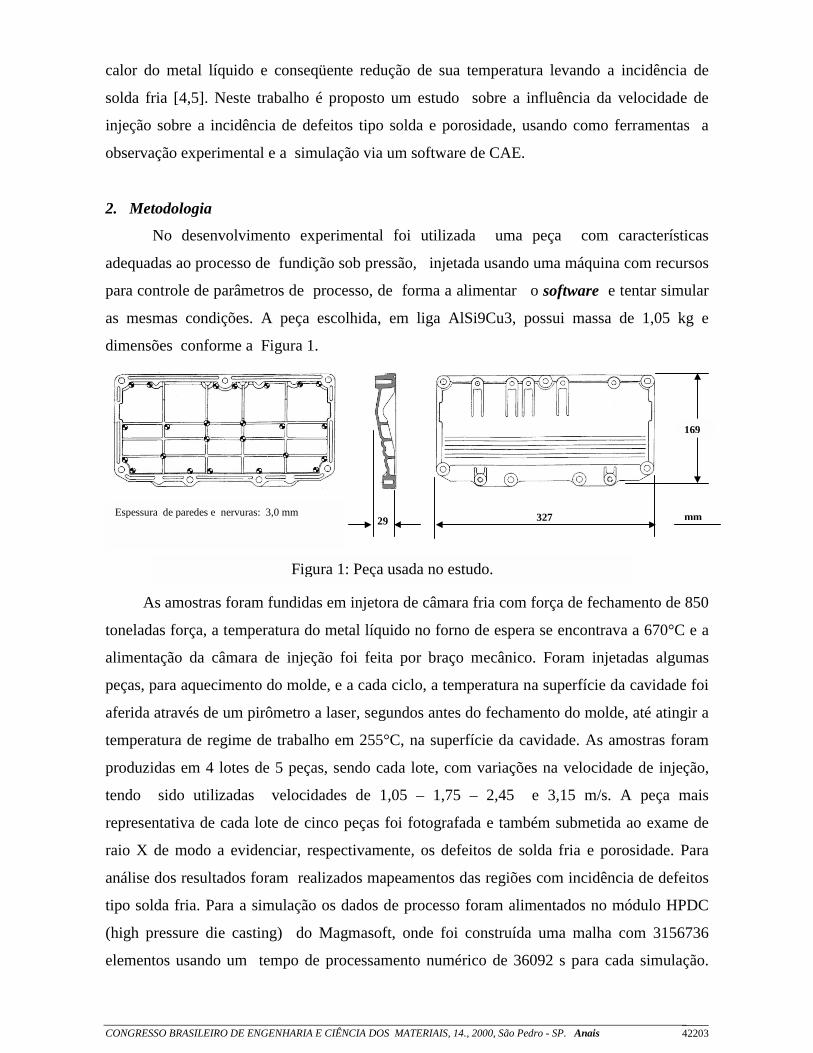
Os resultados da simulação são apresentados na forma de evolução do enchimento
para as velocidades de 1,05 e 3,15m/s, na figura 2.
Enchimento: 52 %
Enchimento: 64 %
Enchimento: 70 %(a) Vinjeção = 1,05 m/s (a) Vinjeção = 3,15 m/s
Figura 2: Evolução do enchimento da cavidade para diferentes velocidades de injeção,
evidenciando as diferentes temperaturas na frente de enchimento.
CONGRESSO BRASILEIRO DE ENGENHARIA E CIÊNCIA DOS MATERIAIS, 14., 2000, São Pedro - SP. Anais 42205
A análise destas seqüências de enchimento mostra que para o uso de uma menor
velocidade de injeção ocorreu um resfriamento acentuado na frente de avanço do metal, sendo
que para 52% de enchimento já se observa a ocorrência de temperaturas inferiores à
temperatura líquidus da liga em estudo, no caso a liga Al9Si3Cu que apresenta Tliquidus de
aproximadamente 6000C, indicando uma maior possibilidade de ocorrência do defeito tipo
“solda fria” em comparação com o comportamento apresentado para o uso de maior
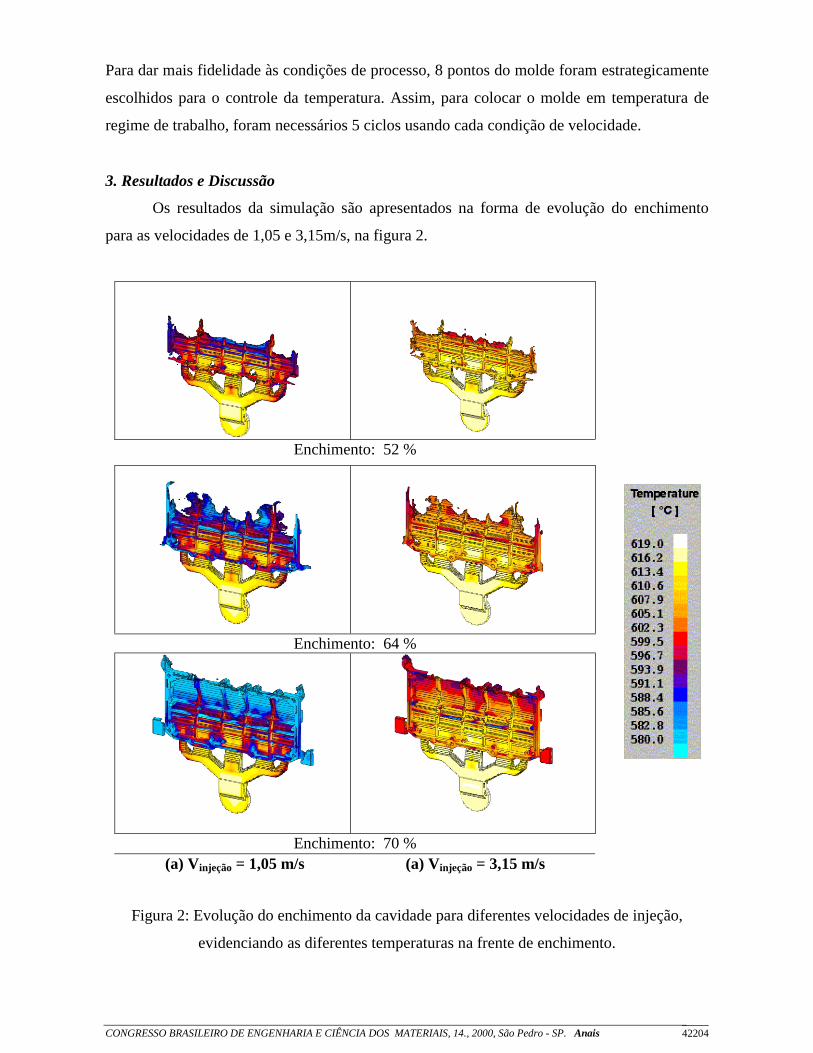
velocidade de injeção. A figura 3 apresenta graficamente a distribuição de temperaturas nas
frentes de enchimento para as velocidades de injeção de 1,05 e 3,15 m/s, onde são
representadas as temperaturas mínima e máxima observadas na frente a cada estágio do
enchimento.
Figura 3: Variação na temperatura da frente de enchimento para diferentes velocidades deinjeção.
O gráfico de Fig. 3 confirma a ocorrência de temperaturas inferiores à temperatura
liquidus da liga em estudo para a velocidade de injecão igual a 1,05m/s a partir de 52% de
enchimento, e mostra que a partir de 64% do enchimento a frente encontrava- se na sua
560
570
580
590
600
610
620
630
20 30 40 52 58 64 70 76 82 94 100
V= 1,75m/s V = 3,15m/s Tliquidus
Tem
pera
tura
da
Fren
te d
e En
chim
ento
(0 C
)
% de Enchimento
CONGRESSO BRASILEIRO DE ENGENHARIA E CIÊNCIA DOS MATERIAIS, 14., 2000, São Pedro - SP. Anais 42206
totalidade abaixo da temperatura liquidus, enquanto que na condição onde foi utilizada
velocidade de injeção máxima (3,15m/s) a partir de 64% do enchimento começam a ocorrer
temperatura inferiores à líquidus na frente de enchimento, entretanto a maior parte desta
frente permanecia a temperaturas superiores à liquidus.
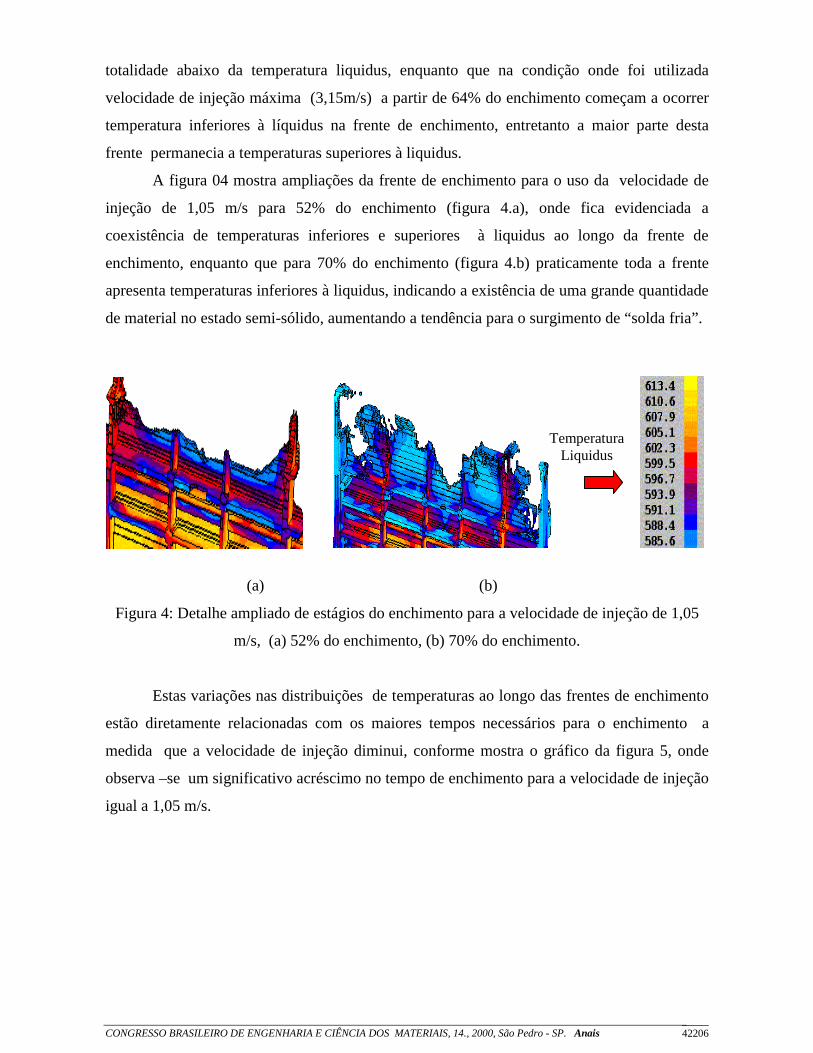
A figura 04 mostra ampliações da frente de enchimento para o uso da velocidade de
injeção de 1,05 m/s para 52% do enchimento (figura 4.a), onde fica evidenciada a
coexistência de temperaturas inferiores e superiores à liquidus ao longo da frente de
enchimento, enquanto que para 70% do enchimento (figura 4.b) praticamente toda a frente
apresenta temperaturas inferiores à liquidus, indicando a existência de uma grande quantidade
de material no estado semi-sólido, aumentando a tendência para o surgimento de “solda fria”.
(a) (b)
Figura 4: Detalhe ampliado de estágios do enchimento para a velocidade de injeção de 1,05
m/s, (a) 52% do enchimento, (b) 70% do enchimento.
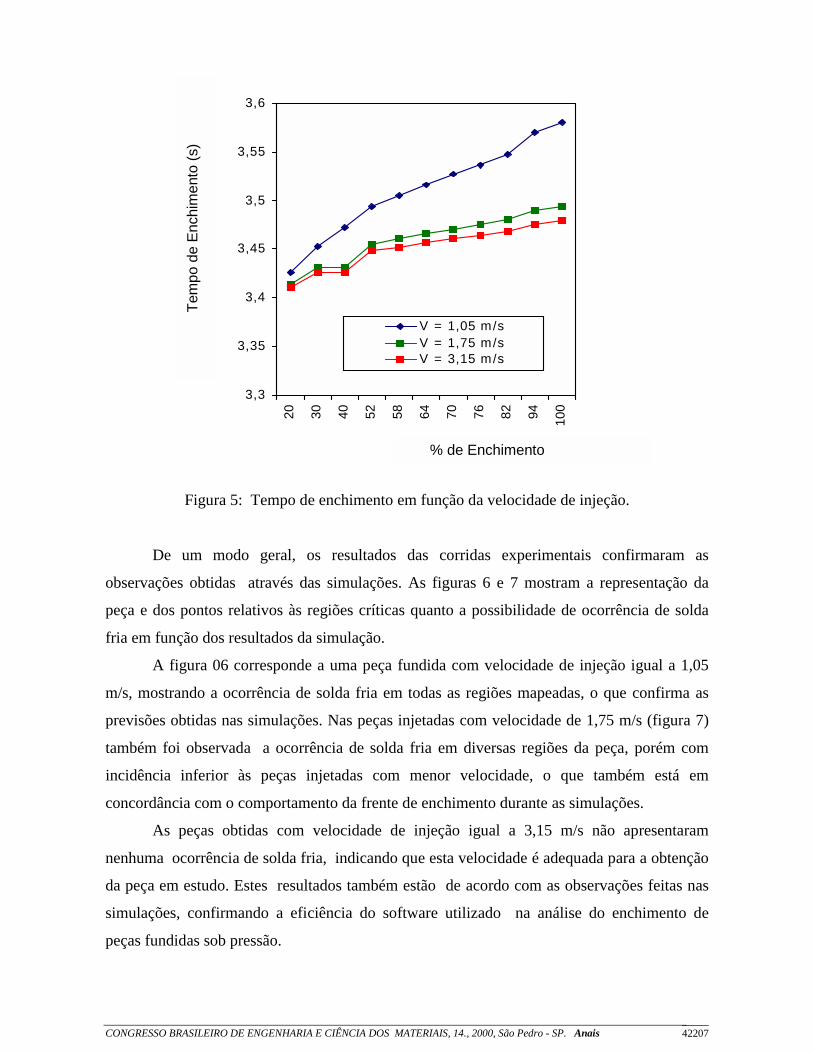
Estas variações nas distribuições de temperaturas ao longo das frentes de enchimento
estão diretamente relacionadas com os maiores tempos necessários para o enchimento a
medida que a velocidade de injeção diminui, conforme mostra o gráfico da figura 5, onde
observa –se um significativo acréscimo no tempo de enchimento para a velocidade de injeção
igual a 1,05 m/s.
TemperaturaLiquidus
CONGRESSO BRASILEIRO DE ENGENHARIA E CIÊNCIA DOS MATERIAIS, 14., 2000, São Pedro - SP. Anais 42207
Figura 5: Tempo de enchimento em função da velocidade de injeção.
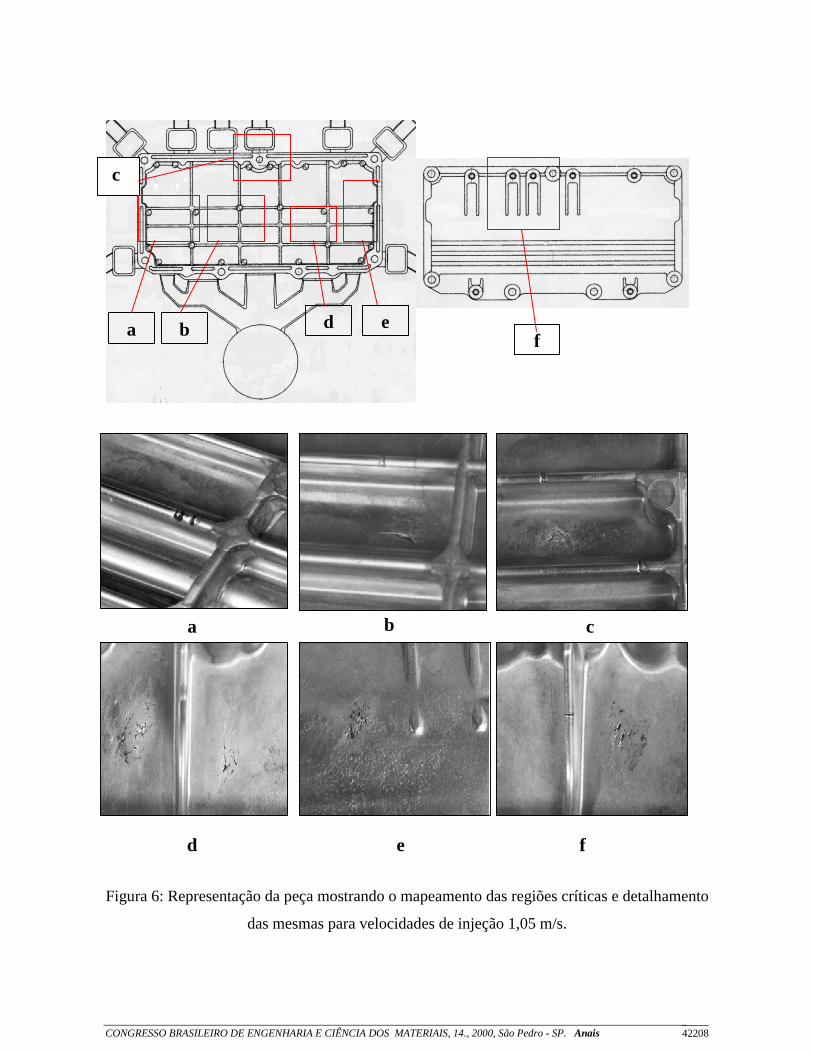
De um modo geral, os resultados das corridas experimentais confirmaram as
observações obtidas através das simulações. As figuras 6 e 7 mostram a representação da
peça e dos pontos relativos às regiões críticas quanto a possibilidade de ocorrência de solda
fria em função dos resultados da simulação.
A figura 06 corresponde a uma peça fundida com velocidade de injeção igual a 1,05
m/s, mostrando a ocorrência de solda fria em todas as regiões mapeadas, o que confirma as
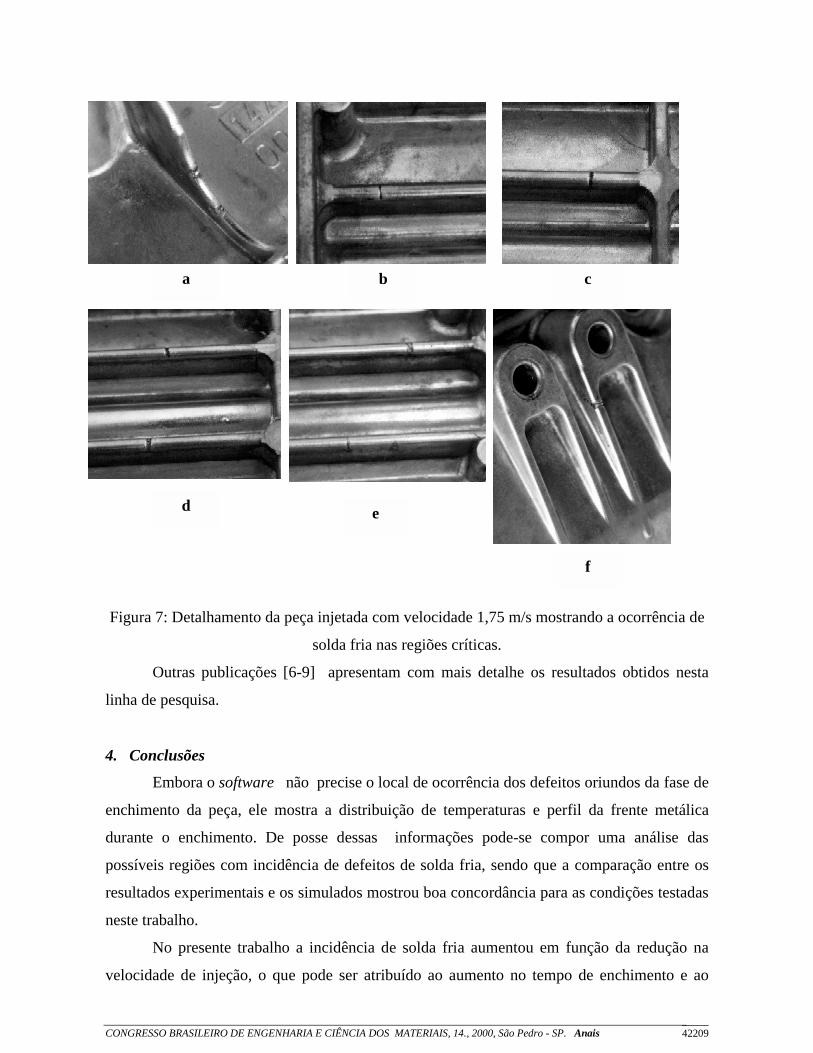
previsões obtidas nas simulações. Nas peças injetadas com velocidade de 1,75 m/s (figura 7)
também foi observada a ocorrência de solda fria em diversas regiões da peça, porém com
incidência inferior às peças injetadas com menor velocidade, o que também está em
concordância com o comportamento da frente de enchimento durante as simulações.
As peças obtidas com velocidade de injeção igual a 3,15 m/s não apresentaram
nenhuma ocorrência de solda fria, indicando que esta velocidade é adequada para a obtenção
da peça em estudo. Estes resultados também estão de acordo com as observações feitas nas
simulações, confirmando a eficiência do software utilizado na análise do enchimento de
peças fundidas sob pressão.
3,3
3,35
3,4
3,45
3,5
3,55
3,6
20 30 40 52 58 64 70 76 82 94 100
V = 1,05 m/sV = 1,75 m/sV = 3,15 m/s
% de Enchimento
Tem
po d
e En
chim
ento
(s)
CONGRESSO BRASILEIRO DE ENGENHARIA E CIÊNCIA DOS MATERIAIS, 14., 2000, São Pedro - SP. Anais 42208
Figura 6: Representação da peça mostrando o mapeamento das regiões críticas e detalhamento
das mesmas para velocidades de injeção 1,05 m/s.
a b c
fa
c
b d e
a b c
d e f
CONGRESSO BRASILEIRO DE ENGENHARIA E CIÊNCIA DOS MATERIAIS, 14., 2000, São Pedro - SP. Anais 42209
Figura 7: Detalhamento da peça injetada com velocidade 1,75 m/s mostrando a ocorrência de
solda fria nas regiões críticas.
Outras publicações [6-9] apresentam com mais detalhe os resultados obtidos nesta
linha de pesquisa.
4. Conclusões
Embora o software não precise o local de ocorrência dos defeitos oriundos da fase de
enchimento da peça, ele mostra a distribuição de temperaturas e perfil da frente metálica
durante o enchimento. De posse dessas informações pode-se compor uma análise das
possíveis regiões com incidência de defeitos de solda fria, sendo que a comparação entre os
resultados experimentais e os simulados mostrou boa concordância para as condições testadas
neste trabalho.
No presente trabalho a incidência de solda fria aumentou em função da redução na
velocidade de injeção, o que pode ser atribuído ao aumento no tempo de enchimento e ao
a b c
d e
f
CONGRESSO BRASILEIRO DE ENGENHARIA E CIÊNCIA DOS MATERIAIS, 14., 2000, São Pedro - SP. Anais 42210
conseqüente resfriamento da frente no decorrer do enchimento, levando a ocorrência de
temperaturas inferiores à temperatura liquidus da liga em estudo.
5. Agradecimentos
Os autores agradecem à Magma Engenharia do Brasil pela disponibilização do
software para a realização das simulações, à Wetzel Divisão Alumínio pela contribuição na
execução das experiências e ao CNPq pela bolsa PIBIC concedida.
6. Referências
[1] KEIL E., KOCH P., Processo del Fundir a Presión, Uzwill, Suiza,Información Técnica 6,
Julio, 1979, Buhler Hermanos S.A.
[2] BARKHUDAROV, M.; WILLIAMS, K. Simulation of “Surface Turbulence” Fluid
Phenomena During Mold Filling. AFS Transactions, 1995, p.669-674.
[3] BIRCH, Jim ; Porosity in Pressure Diecastings, Diecasting World, March, 1999, p. 16-18.
[4]TSENG, C. H. E.; ASKELAND, D. R. Study of the EPC Mold Filling Process Using Metal
Velocity and Mass and Energy Balances. AFS Transactions, 1992 ,p. 520.
[5] SWAMINATHAN, C. R.; VOLLER, V. R. A Time-Implicit Filling Algorithm. Appl.
Math. Modelling. 101-109. Vol. 18. February. 1994.
[6] REBELLO, M.A. O Uso de Análise via CAE na Fundição sob Pressão de Ligas de
Alumínio", Dissertação de Mestrado, 2000, 85p.
[7] VERRAN, G. O. , REBELLO, M. A., OLIVEIRA, C. G. Simulação da Fundição Sob
Pressão de Ligas de Alumínio - Parte II: Estudo Experimental De Uma Peça Representativa.
Anais do SULMAT 2000, 740-752, 2000.
[8] VERRAN, G. O. , REBELLO, M. A., OLIVEIRA, C. G. Simulação da Fundição Sob
Pressão de Ligas de Alumínio - Parte I: Estudo do enchimento de peças de geometria simples.
Anais do SULMAT 2000, Joinville, 730-739, 2000.
[9] REBELLO, M.A. , VERRAN, G.O. , OLIVEIRA, C.G. A utilização de recursos
computacionais na análise da fundição de peças. Revista do IST, 23-32, V1(2), julho 2000.




























![[polegadas] Válvula de enchimento Substituído: 05 · Tabela de conteúdo Características – Válvula de montagem – Válvula de enchimento desbloqueável hidraulicamente (vál-vula](https://img.document.onl/doc/110x75/5bfe770e09d3f270278bd251/polegadas-valvula-de-enchimento-substituido-05-tabela-de-conteudo-caracteristicas.jpg)