-
Congreso SAM/CONAMET 2007 San Nicols, 4 al 7 Septiembre de
2007
INFLUNCIA DO TEMPO DE AUSTMPERA NAS PROPRIEDADES FADIGA DO FERRO
FUNDIDO NODULAR AUSTEMPERADO (ADI).
J.F. Dias (1) ; G.O. Ribeiro (2) e D.J. Carmo (1,3)
(1) Faculdade de Engenharia
Universidade de Itana Rod. MG 431 (Campus Verde), 35680-142,
Itana, MG, Brasil.
(2) Departamento de Engenharia de Estruturas Escola de
Engenharia Universidade Federal de Minas Gerais - UFMG
Av. do Contorno 842, 30110-060, Belo Horizonte, MG, Brasil. (3)
Centro Tecnolgico de Fundio Marcelino Corradi - CETEF
Servio Nacional de Aprendizagem Industrial - SENAI R. Lilia
Antunes 99, 35680-270, Itana, MG, Brasil.
E-mail (autor de contato): [email protected] RESUMO
Investigou-se a influncia do tempo de austmpera nas fases de
nucleao e de propagao de trinca por fadiga em ferro fundido nodular
austemperado (ADI) atravs de ensaios por flexo rotativa e propagao
de trinca por fadiga. Dois lotes de corpos-de-prova, extrados de
blocos Y fundidos e produzidos em condies industriais, foram
austenitizados a 900C por 1,5 h, e austemperados a 360C por tempos
distintos com o objetivo de produzir austenita com dois teores de
carbono. O primeiro lote foi austemperado por 1,5 h e o segundo por
0,6 h. Os materiais foram caracterizados e analisados atravs de
microscopia tica e eletrnica, difrao de raios-X e ensaios mecnicos.
A vida fadiga do material austemperado por 0,6 h, determinada por
flexo rotativa amplitude de tenso de 490 MPa, foi 50% maior que a
vida do material austemperado por 1,5 h. Os materiais apresentaram
taxas similares de propagao de trinca por fadiga, na regio de
validade da Lei de Paris. Concluiu-se que a reduo do tempo de
austmpera de 1,5 para 0,6 h no diminuiu as propriedades mecnicas e
nem a taxa de propagao de trinca e ainda aumentou em 50% o tempo
necessrio para a nucleao de trincas por fadiga. Palavras chave:
ADI, Ferro Fundido Nodular Austemperado, Tratamento Trmico,
Fratura, Fadiga. 1. INTRODUO O ferro fundido nodular austemperado,
ADI, uma moderna gerao de ferro fundido nodular tratado
termicamente pelo processo de austmpera. Apresenta uma extensa
aplicao industrial devido combinao de elevada resistncia mecnica,
ductilidade, tenacidade, resistncia fadiga e resistncia ao
desgaste, associadas a um baixo custo, quando comparado com ferros
fundidos convencionais, aos forjados e at ligas de alumnio. As suas
propriedades mecnicas so resultantes da qualidade da pea fundida,
do controle da composio qumica e de um tratamento trmico cuidadoso
[1]. As informaes disponveis sobre propriedades fadiga do ADI e
correlao com a microestrutura so escassas e o aumento da utilizao
do ADI em elementos de mquinas e estruturais sujeitos fadiga,
dependem da disponibilidade e confiabilidade de tais informaes
[2-6]. As propriedades fadiga do ADI so fortemente influenciadas
pela microestrutura que por sua vez depende do tratamento trmico.
Este por sua vez determinante na quantidade, no tamanho e na
distribuio das fases presentes e tambm no custo final do produto.
Lin et al. [6] investigaram a influncia da microestrutura nas
propriedades fadiga de alto ciclo de diversos tipos de ferros
fundidos austemperados, destacando a influncia da quantidade e
morfologia da grafita e da quantidade de austenita retida. Estudos
sobre a influncia da temperatura de austmpera no limite de
resistncia fadiga, em ADI submetidos a tratamentos superficiais,
mostram o aumento acentuado do limite de fadiga para temperaturas
de austmpera acima de 315C. Valores mximos para a resistncia
fadiga, determinada por flexo rotativa, so obtidos para
temperaturas de austmpera em torno de 360C. Sabe-se que a
estabilidade mecnica da austenita presente no ADI depende
basicamente do teor de carbono e do nvel de tenso ou deformao.
Considerando que a austenita no ADI se apresenta com diferentes
teores de carbono, possvel que a mesma possa transformar-se em
martensita, quando sujeita a deformaes elevadas
814
-
provocadas por tratamentos superficiais ou usinagem [7,8]. A
transformao de fase ocorrida nestas regies acompanhada por deformao
plstica, atuando beneficamente sobre a etapa de iniciao de trincas.
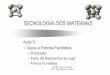
Segundo Kovacs [9], se aps o ciclo de austenitizao, trecho BC da
figura 1, o resfriamento for suficientemente rpido, a nucleao da
ferrita acicular acontece em E e a transformao total da matriz
ocorre entre E e T. Se a reao de austmpera for encerrada no ponto
T, o carbono na austenita atinge 1,2 a 1,6%, tornando a austenita
apenas metaestvel. A austenita pode persistir temperatura ambiente,
mas no est necessariamente estabilizada. Se o material for
resfriado temperatura abaixo da ambiente, ou se for deformado, a
austenita metaestvel pode transformar-se em martensita [7,8]. A
presena de austenita retida ou metaestvel no ADI o torna susceptvel
ao encruamento e transformao de fase induzida por deformao. A
transformao parcial da austenita em martensita produz, ainda,
aumento local de volume, criando tenses compressivas localizadas.
Estas tenses inibem a formao de trincas, o que leva a uma melhoria
significativa na resistncia fadiga. Esta deformao pode ocorrer
quando o material usinado ou submetido a tratamentos de superfcie.
Este endurecimento prejudica a usinabilidade, mas, por outro lado,
esta facilitada no ADI pela presena de grafita, que lhe garante
melhor usinabilidade em comparao aos aos de dureza similar [1].
Nenhuma nucleao aprecivel de ferrita ocorre entre T e Y. A ferrita
existente cresce proporcionando condies para aumentar o teor de
carbono na austenita para valores da ordem de 1,8 a 2,2% [9]. Nesta
situao a austenita se tornaria estvel trmica e mecanicamente.
Figura 1. Ciclo trmico de austmpera utilizado na obteno do ADI
[9].
Investiga-se neste trabalho o efeito da estabilidade da
austenita no comportamento fadiga do ADI e a possibilidade de
reduzir o tempo de tratamento trmico de austmpera sem trazer
prejuzos para as propriedades fadiga [5]. 2. PROCEDIMENTO
EXPERIMENTAL O comportamento fadiga do ADI foi estudado em
corpos-de-prova extrados de blocos Y de 13 mm de espessura,
padronizados pela norma ASTM A897, e produzidos pelo processo de
fundio em areia pela Intercast S/A [5]. A temperatura de
austenitizao e os tempos correspondentes aos pontos E e T, figura
1, temperatura de 360C, foram definidos com auxlio de um dilatmetro
de tmpera, modelo DT1000, marca Adhamel Lhomargy [5]. O tempo
necessrio para a reao de austmpera alcanar o ponto T, variou de 21
a 24 minutos, para trs amostras ensaiadas. Para estudar a influncia
do tempo de austmpera a 360C, e conseqentemente, o efeito da
estabilidade da austenita no comportamento fadiga, foram
austemperados dois lotes com tempos diferentes. O primeiro lote,
ADI-T1, foi tratado a 360C por 1,5 h, constituindo-se em um
material com austenita mais estvel. O segundo lote, ADI-T2, foi
tratado a 360C por 0,6 h, produzindo um material com uma austenita
menos estabilizada e portanto, com maior propenso ao encruamento ou
transformao de fase induzida por deformao. No tratamento trmico do
ADI, manteve-se constante o ciclo de austenitizao, a 900C x 1,5 h.
Nos dois ciclos trmicos, simulados em dilatmetro, no se observou
transformao martenstica no resfriamento, at a temperatura ambiente.
Os materiais foram caracterizados atravs de anlise qumica,
microscopia tica e eletrnica, ensaios de trao, dureza e impacto. A
proporo das fases presentes na matriz metlica, o teor de carbono da
austenita e o tamanho da clula ferrtica foram determinados por
difrao de raios-X. O tamanho mdio da clula ferrtica, d, foi
estimado utilizando a frmula de Scherrer, seguindo o procedimento
recomendado por Putatunda [10].
815
-
Os ensaios de fadiga por flexo rotativa foram realizados em
corpo-de-prova sem entalhe com 6,35 milmetros de dimetro, em uma
mquina de ensaio do tipo viga engastada, marca Fatigue Dynamics,
modelo RBF-200. Todos os ensaios foram realizados a uma freqncia de
100 Hz, com tenso mdia nula e razo entre tenses R = -1[5]. A
pr-trinca e os ensaios de propagao de trinca por fadiga foram
executados de acordo com a ASTM E-647. Os ensaios de propagao de
trinca por fadiga foram realizados temperatura ambiente, utilizando
uma mquina servo-hidrulica de 250 kN, marca Instron, modelo 8802 do
Laboratrio de Ensaios do Centro de Desenvolvimento da Tecnologia
Nuclear (CDTN). Os testes foram realizados a uma freqncia de 15 Hz
e a uma razo R = 0,3. Utilizou-se corpo-de-prova tipo compacto de
trao (CT) padronizado pela norma ASTM E-647, com espessura b igual
a 12 milmetros e comprimentro w igual a 48 milmetros [5]. 3.
RESULTADOS E DISCUSSO A composio qumica do material apresentada na
tabela 1. Os elementos Cu e Ni foram adicionados para proporcionar
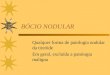
a austemperabilidade necessria. As microestruturas obtidas nos dois
ciclos trmicos so apresentadas na figura 2. O material apresentou,
em mdia, 162 ndulos de grafita por milmetro quadrado e uma
nodularidade de 96%. A matriz de ambos os materiais constituda de
ferrita acicular e austenita de alto carbono, denominada por
ausferrita, figura 2.
Tabela 1 . Composio qumica do material (porcentagem em peso). C
Si Mn S P Cu Ni Mg
3,744 2,792 0,205 0,014 0,043 0,597 0,606 0,042
(a)
(b)
Figura 2 . Microestrutura do material aps tratamento trmico de
austmpera: (a) 360C por 1,5 horas (ADI T1); (b) 360C por 0,6 horas
(ADI T2). Reativo: Nital 2%.
A proporo das fases presentes na matriz metlica, o teor de
carbono da austenita e o tamanho mdio da clula ferrtica, so
apresentados na tabela 2. Os materiais apresentaram valores
praticamente iguais para os vrios parmetros, com exceo do teor de
carbono do material ADI-T2 que foi menor que o do ADI-T1, mas ambos
dentro dos valores previstos por Kovacs [9].
Tabela 2 . Proporo de constituintes da matriz metlica, teor de
carbono na austenita e tamanho da clula ferrtica aps tratamento
trmico de austmpera.
Item Material ADI-T1 ADI-T2 Volume mdio de ferrita, (%) 65,8
63,1 Tamanho mdio da clula ferrtica, d (nm) 18,84 18,06 Volume mdio
de austenita, X (%) 34,2 36,9 Teor mdio de carbono na austenita, C
(%) 2,04 1,67 Teor de carbono na austenita, C (%), segundo Kovacs
[1] 1,8 a 2,2 1,2 a 1,6% Produto, X . C (%) 0,64 0,62
816
-
Os valores mdios de dureza, resistncia ao impacto e ensaio de
trao dos corpos-de-prova so apresentados na tabela 3. As
propriedades mecnicas do ADI so fortemente influenciadas pelo
tamanho mdio da clula ferrtica, d, e pelo produto entre o volume de
austenita e o teor de carbono, X.C [10,11]. Os valores obtidos para
a clula ferrtica esto dentro da faixa obtida por Putatunta [10]
para as temperaturas de austmpera utilizadas. Observa-se que os
valores dos parmetros d e X.C dos materiais ADI-T1 e ADI-T2 foram
muito prximos, confirmando o que o exame da microestrutura e os
resultados das propriedades mecnicas indicaram. Conclui-se ento que
foram produzidos dois materiais, ADI-T1 e ADI-T2, com
microestrutura bastante semelhante tendo como diferena bsica o teor
de carbono da austenita, como planejado no procedimento
experimental.
Tabela 3 . Propriedades mecnicas dos materiais aps tratamento
trmico de austmpera.
Propriedade Valores mdios ADI-T1 ADI-T2 Limite de resistncia
trao (MPa) 1115,1 1134,5 Limite de escoamento a 0,2% (MPa) 871,6
854,4 Alongamento A (%) 14,0 12,5 Mdulo de elasticidade (GPa) 155,4
153,2 Dureza Rockwell C (HRC) 28,0 28,9 Resistncia ao impacto
Charpy (J) 103,8 97,8
Os valores de da/dN foram determinados pelo mtodo da secante,
sendo um dos trs mtodos recomendados pela norma ASTM E 647. As
curvas da/dN versus K, obtidas para os trs corpos-de-prova de cada
material so apresentadas na figura 3. Segundo Ashok e Muhlstein
[12] a disperso dos dados devida ao mtodo utilizado no clculo de
da/dN. Observaram-se, em todos os materiais ensaiados, as regies de
propagao II e III. A regio II caracterizada por uma relao linear
entre log (da/dN) e log (K) e a regio III pelo estgio final da
propagao da trinca, quando Kmax aproxima-se de KIc do material.
1010 20 30 40 50 60 70
1E-8
1E-7
1E-6
1E-5
ADI - T1P constante
CP1 CP2 CP3
da/d
N (m
/cic
lo)
K (MPa.m1/2)1010 20 30 40 50 60 70
1E-8
1E-7
1E-6
1E-5
ADI - T2P constante
CP1 CP2 CP3
da/d
N (m
/cic
lo)
K (MPa.m1/2)
Figura 3 . Curvas de propagao de trinca por fadiga . Pcte. = 5,4
kN, R = 0,3.
Utilizou-se a equao de Paris e Erdogan para prever a taxa de
crescimento de trinca na regio II do ADI [2], apresentada na forma
logartmica pela equao 1:
( ) ( )KmCdNda +=
logloglog (1)
onde da/dN a taxa de propagao da trinca; K o fator cclico de
intensidade de tenso em MPa.m1/2 e C e m so constantes do material.
Os valores de C e m , para K at 36 MPam1/2, tabela 4, foram obtidos
atravs de um modelo de regresso entre log (da/dN) e log (K). Os
dados obtidos esto dentro da faixa de taxas de propagao para a
regio II do ADI, observadas por Greno et al. [2] para temperaturas
de austmpera entre 260 e 360C.
817
-
Tabela 4 . Estatstica de regresso e valores obtidos para os
coeficientes C e os expoentes m da lei de Paris, com intervalo de
95% de confiana. P = 5,4 kN; R = 0,3; Kmax = 36 MPa.m1/2.
Valores Material ADI T1 ADI T2 Coeficiente C 7,1433E-12
9,7730E-12 Expoente m 3,0753 2,9748 Estatstica de regresso R2
ajustado 0,7184 0,7227 N de dados 1683 1725
As figuras 4a e 4b apresentam as microfractografias da regio de
propagao estvel da trinca, regida pela lei de Paris. Nos dois lotes
e ao longo de toda a superfcie da trinca por fadiga, observaram-se
estriaes e planos de clivagem, caracterizando o mecanismo de
fratura denominado por quase-clivagem (quasi-cleavage) proposto
para o ADI [2,11].
a) ADI-T1, MEV, 500x d) ADI-T1, MEV, 500x Figura 4 .
Microfractografias da superfcie de fratura da regio de propagao
estvel da trinca por fadiga.
Os resultados de fadiga por flexo rotativa com amplitude
constante a 495 MPa e 585 MPa so apresentados na tabela 5, onde
utilizou-se a distribuio de Weibull, apesar do pequeno nmero de
amostras. Verificou-se, utilizando-se o teste t com nvel de
significncia de 5%, que a vida fadiga do ADI-T2 a 495 MPa foi 53%
mais elevada em comparao do material ADI-T1. Pelos dados obtidos no
possvel verificar a equivalncia de vida mdia fadiga para a
amplitude de tenso de 585 MPa.
Tabela 5 . Estatstica descritiva dos resultados dos ensaios de
fadiga por flexo rotativa, utilizando a distribuio de Weibull.
Amplitude de tenso Parmetros ADI-T1 ADI-T2
495 MPa Mdia (ciclos) 136 065,8 208 661,7
Varincia (ciclos2) 43 343,8 60 894,8 N de dados 8 8
585 MPa Mdia (ciclos) 48 033,5 56 342,9
Varincia (ciclos2) 3 631,1 11 236,7 N de dados 8 8
Como a diferena bsica no processo de obteno para o ADI-T1 e o
ADI-T2 o tempo de austmpera, este pode ter levado diminuio da
estabilidade da austenita do material ADI-T2 devido ao menor teor
de carbono, proporcionando maior susceptibilidade deformao e ou
transformao de fase, causando um aumento na vida fadiga. Os
resultados confirmam a afirmativa de Lin et al. [6] a respeito do
benefcio das tenses residuais sobre a resistncia fadiga de alto
ciclo. Estas tenses so provocadas pela deformao da austenita ou
pela transformao para martensita.
818
-
Os resultados obtidos para a fadiga de alto ciclo para os dois
nveis de tenso ensaiados indicam que a influncia da estabilidade da
austenita, determinada pelo teor de carbono, preponderante na fase
de iniciao da trinca, entretanto no se mostrou significativa na
fase de propagao. Os ensaios de propagao de trinca revelaram que as
diferenas nas taxas de propagao foram praticamente inexistentes
enquanto nos ensaios de fadiga por flexo rotativa a diferena chegou
a 53%. Abordagens conjuntas utilizando resultados dos ensaios de
propagao de trinca e ensaios de fadiga por alto ciclo foram
propostas inicialmente por Branco [13] e recentemente por Pugno et
al. [14]. Uma aplicao da abordagem proposta por Branco [13] para o
ADI apresentada por Dias [5] utilizando os resultados apresentados
neste trabalho. 4. CONCLUSES
Os ensaios e anlises permitem afirmar que a reduo do tempo de
austmpera do ADI a 360C de 1,5 h para 0,6 h, produziu um material
com uma austenita menos estvel proporcionando maior resistncia
iniciao de trincas por fadiga; por outro lado, no causou nenhuma
alterao significativa na taxa de propagao de trinca por fadiga. Os
resultados mostram ainda que a influncia da estabilidade da
austenita, determinada pelo teor de carbono, preponderante na fase
de iniciao da trinca, no tendo, aparentemente, influenciado a fase
de propagao. Concluiu-se que a reduo do tempo de austmpera de 1,5
para 0,6 h no diminuiu as propriedades mecnicas e nem a taxa de
propagao de trinca, tendo elevado em 50% o tempo necessrio para a
nucleao de trincas por fadiga em corpos-de-prova sem entalhe. Este
ganho de tempo poder ter importantes aplicaes tecnolgicas,
principalmente em peas com detalhes concentradores de tenso.
REFERNCIAS
1. D. Carmo e J.F. Dias, Ferro fundido nodular austemperado ADI;
2001, Senai-DR.MG. 2. G. L. GRENO, J.L. OTEGUI and R. E BOERI,
Mechanisms of fatigue crack growth in austempered
ductile iron. International Journal of Fatigue; Vol.21 (1999),
p.34-43. 3. M. N. James and L. Wenfong, Fatigue crack growth in
austempered ductile and grey cast irons stress
ratio effects in air and mine water; Materials Science &
Engineering A, Vol. 265 (1999), p.129-139. 4. J.R. Keough, ADI
developments in North America-Revisited 2002; WORD CONFERENCE
ON
ADI, 2002. 5. J.F. Dias, Estudo do comportamento fadiga em ferro
fundido nodular austemperado (ADI) sujeito a
carregamentos de amplitude varivel; 2006. Tese (Doutorado em
Engenharia de Estruturas) Escola de Engenharia, Universidade
Federal de Minas Gerais, Belo Horizonte, 2007.
6. C.K. Lin, P.K. Lai and T.S. Shih, Influence of microstructure
on the fatigue properties of austempered ductile iron I. High-cycle
fatigue; International Journal of Fatigue, Vol. 18 (1996), p.
297-306.
7. J. Zimba, D.J. Simbi and E. Navara, Austempered ductile iron:
an alternative material for earth moving components; Cement &
Concrete Composites. Vol. 25 (2003), p. 643-694.
8. J. L Garin and R.L. Mannheim, Strain-induced martensite in
ADI alloys; Journal of Materials Processing Technology, Vol.
143-144 (2003), p. 347-351.
9. B.V. Kovacs, On the terminology and structure of ADI; AFS
Transactions, Vol. 102 (1986), p. 417-420,
10. K. S. Putatunda, Development of austempered ductile iron
(ADI) with simultaneous high yeld strength and fracture toughness
by a novel two-step austempering process; Materials Science &
Engineering A, Vol. 315(2001), p.70-80.
11. J. Yang and S.K. Putatunda, Near threshold fatigue crack
growth behavior of austempered ductile cast iron (ADI) processed by
novel two-step austempering process; Materials Science &
Engineering A. Vol. 393 (2005), p. 254-268.
12. S. Ashok and C.L. Muhlstein, Fatigue crack growth testing;
In: ASM handbook. Mechanical testing and evaluation. 2000, ASM
International, Vol. 8, p. 740-767.
13. C. A. G. de Moura Branco, Mecnica dos Materiais; 1985,
Fundao Calouste Gulbenkian. 14. N. Pugno, P. Cornetti and A.
Carpinteri, New unified laws in fatigue: From the Whlers to the
Paris
regime; Engineering Fracture Mechanics Vol. 74 (2007), p.
595601.
AGRADECIMENTOS
INTERCAST S/A, ao CDTN e ao Laboratrio de Raios-X do DEMET-UFMG
pelo apoio e colaborao no procedimento experimental, Fundao de
Amparo Pesquisa do Estado de Minas Gerais (FAPEMIG) e ao Conselho
Nacional de Desenvolvimento Cientfico e Tecnolgico (CNPq) pelo
apoio financeiro.
819
START: