Embed Size (px)
Citation preview

© ABNT 2004
Materiais metálicos – Calibração de máquinas de ensaio estático uniaxial – Parte 1: Máquinas de ensaio de tração/compressão – Calibração do sistema de medição da força Metallic materials – Verification of static uniaxial testing machine - Part 1: Tension/compression testing machines Palavras-chave: Material metálico. Ensaios mecânicos. Descriptors: Metallic materials. Mechanical testing. ICS 19.060
Número de referência ABNT NBR NM-ISO 7500-1:2004
17 páginas
NORMA BRASILEIRA
ABNT NBRNM-ISO7500-1
Primeira edição31.03.2004
Válida a partir de30.04.2004
Versão corrigida30.07.2004

ABNT NBR NM-ISO 7500-1:2004
ii © ABNT 2004 ─ Todos os direitos reservados
© ABNT 2004 Todos os direitos reservados. A menos que especificado de outro modo, nenhuma parte desta publicação pode ser reproduzida ou utilizada em qualquer forma ou por qualquer meio, eletrônico ou mecânico, incluindo fotocópia e microfilme, sem permissão por escrito pela ABNT. Sede da ABNT Av. Treze de Maio, 13 – 28º andar 20003-900 – Rio de Janeiro – RJ Tel.: + 55 21 3974-2300 Fax: + 55 21 2220-1762 [email protected] www.abnt.org.br Impresso no Brasil

ABNT NBR NM-ISO 7500-1:2004
© ABNT 2004 ─ Todos os direitos reservados iii
Prefácio nacional
A Associação Brasileira de Normas Técnicas (ABNT) é o Fórum Nacional de Normalização. As Normas Brasileiras, cujo conteúdo é de responsabilidade dos Comitês Brasileiros (ABNT/CB), dos Organismos de Normalização Setorial (ABNT/ONS) e das Comissões de Estudo Especial Temporária (ABNT/CEET), são elaboradas por Comissões de Estudo (CE), formadas por representantes dos setores envolvidos, delas fazendo parte: produtores, consumidores e neutros (universidades, laboratórios e outros).
A ABNT NBR NM-ISO 7500-1 foi elaborada no âmbito do CSM 06 – Comitê Setorial Mercosul de Máquinas e Equipamentos Mecânicos. O Projeto circulou para Consulta Pública conforme Edital 07, de 31.07.2003, com o número 06:01-ISO 7500-1.
A ABNT adotou a norma MERCOSUL NM-ISO 7500-1:2004 como Norma Brasileira por indicação do seu Comitê Brasileiro de Máquinas e Equipamentos Mecânicos (ABNT/CB-04).
Esta Norma cancela e substitui a ABNT NBR 6156:1983.
Esta versão corrigida da ABNT NBR NM 7500-1:2004 incorpora a Errata 1 de 31.05.2004.


Número de referencia NM-ISO 7500-1:2004
NORMAMERCOSUR
NM-ISO 7500-1:2004
Primera edición2004-03-15
Materiales metálicos -Calibración de máquinas de ensayo estáticouniaxial -Parte 1: Máquinas de ensayo de tracción/compresión - Calibración de sistema demedición de la fuerza
Materiais metálicos -Calibração de máquinas de ensaio estáticouniaxial -Parte 1: Máquinas de ensaio de tração/compressão - Calibração do sistema de mediçãoda força
ASOCIACIÓNMERCOSURDE NORMALIZACIÓN

NM-ISO 7500-1:2004
Sumário
1 Objetivo
2 Referência normativa
3 Termos e definições
4 Símbolos
5 Inspeção geral da máquina de ensaio
6 Calibração do sistema de medição de força damáquina de ensaio
7 Classe de faixa nominal da máquina de ensaio
8 Certificado de calibração
9 Intervalo entre calibrações
Anexo A (normativo) - Inspeção geral da máquinade ensaio
Anexo B (informativo) - Inspeção das bases deapoio das máquinas de ensaio à compressão
Anexo C (informativo) - Método alternativo declassificação de máquinas de ensaio
Anexo D (informativo) - Bibliografia
Índice
1 Objeto
2 Referencia normativa
3 Términos y definiciones
4 Símbolos
5 Inspección general de la máquina de ensayo
6 Calibración del sistema de medición de fuerza dela máquina de ensayo
7 Clase de banda nominal de la máquina de ensayo
8 Certificado de calibración
9 Intervalo entre calibraciones
Anexo A (normativo) - Inspección general de lamáquina de ensayo
Anexo B (informativo) - Inspección de las bases deapoyo de las máquinas de ensayo a compresión
Anexo C (informativo) - Método alternativo declasificación de máquinas de ensayo
Anexo D (informativo) - Bibliografía

NM-ISO 7500-1:2004
Prefacio
La AMN - Asociación MERCOSUR de Normalización- tiene por objeto promover y adoptar las accionespara la armonización y la elaboración de las Normasen el ámbito del Mercado Común del Sur -MERCOSUR, y está integrada por los OrganismosNacionales de Normalización de los paísesmiembros.
La AMN desarrolla su actividad de normalizaciónpor medio de los CSM - Comités SectorialesMERCOSUR - creados para campos de acciónclaramente definidos.
Los Proyectos de Norma MERCOSUR, elaboradosen el ámbito de los CSM, circulan para votaciónnacional por intermedio de los OrganismosNacionales de Normalización de los paísesmiembros.
La homologación como Norma MERCOSUR porparte de la Asociación MERCOSUR deNormalización requiere la aprobación por consensode sus miembros.
Esta Norma fue elaborada por el CSM 06 - ComitéSectorial MERCOSUR de Máquinas y EquiposMecánicos.
Para el estudio de este proyecto de NormaMERCOSUR, se tomó como texto base la normaISO 7500-1:1999 - Metallic materials - Verificationof static uniaxial testing machine - Part 1: Tension/compression testing machines.
Esta Norma contiene tres anexos, el A es normativo,y el B y el C son informativos.
Prefácio
A AMN - Associação MERCOSUL de Normalização- tem por objetivo promover e adotar as ações para aharmonização e a elaboração das Normas no âmbitodo Mercado Comum do Sul - MERCOSUL, e éintegrada pelos Organismos Nacionais deNormalização dos países membros.
A AMN desenvolve sua atividade de normalizaçãopor meio dos CSM - Comitês Setoriais MERCOSUL- criados para campos de ação claramente definidos.
Os Projetos de Norma MERCOSUL, elaboradosno âmbito dos CSM, circulam para votação nacionalpor intermédio dos Organismos Nacionais deNormalização dos países membros.
A homologação como Norma MERCOSUL porparte da Associação MERCOSUL de Normalizaçãorequer a aprovação por consenso de seus membros.
Esta Norma foi elaborada pelo CSM 06 - ComitêSetorial MERCOSUL de Máquinas e EquipamentosMecânicos.
Para o estudo deste projeto de Norma MERCOSUL,se tomou como texto base a norma ISO 7500-1:1999- Metallic materials - Verification of static uniaxialtesting machine - Part 1: Tension/compression testingmachines.
Esta Norma contem três anexos, sendo A normativoe B e C informativos.

NM-ISO 7500-1:2004
Prefacio ISO
La ISO (International Organization forStandardization) es una federación mundial deorganismos nacionales de normalización (miembrosde ISO). El trabajo de preparación de normasinternacionales se realiza, normalmente, a travésde los Comités Técnicos de ISO. Cada organismomiembro interesado en un tema para el cual ha sidoconstituido el comité, tiene derecho a estarrepresentado. También toman parte en los trabajos,organizaciones internacionales, gubernamentalesy no gubernamentales vinculadas con ISO. ISOcolabora estrechamente con la InternationalEletrotechnical Commission (IEC) en todos losasuntos relacionados con la normalizaciónelectrotécnica.
Las Normas internacionales son presentadas deacuerdo con las reglas que figuran en las DirectivasISO/IEC, parte 3.
Los proyectos de Normas internacionales adoptadospor los comités técnicos se hacen circular entre losorganismos miembros para su votación. Lapublicación como Norma internacional requiere laaprobación de por lo menos el 75% de losorganismos miembros con derecho a voto.
La Norma internacional ISO 7500-1 fue preparadapor el Comité Técnico ISO/TC 164, MechanicalTesting of Metals, Subcomité SC 1, Uniaxial Testing.
Esta segunda edición anula y reemplaza la primeraedición (ISO 7500-1:1986), de la cual constituyeuna revisión técnica.
La ISO 7500 consta de las siguientes partes bajo eltítulo genérico de Metallic materials – Verification ofstatic uniaxial testing machines:
- Part 1: Tension/compression testing machines- Verification and calibration of the force-measuringsystem
- Part 2: Tension creep testing machines -Verification of the applied load
El Anexo A de esta parte de la ISO 7500 esnormativo. Los anexos B y C son sólo informativos.
Prefácio ISO
A ISO (International Organization for Standardization)é uma federação mundial de organismos denormalização nacionais (organismos membros daISO). O trabalho de preparação de normasinternacionais é normalmente feito por comitêstécnicos da ISO. Cada organismo membrointeressado em um tema para o qual o comitê foiestabelecido tem o direito de nele ser represen-tado. Também tomam parte no trabalhoorganizações internacionais, governamentais e nãogovernamentais, em contato com a ISO. A ISOcolabora estreitamente com a InternationalEletrotechnical Commission (IEC) em todos osassuntos relacionados com normalização emeletrotécnica.
As Normas Internacionais são apresentadas deacordo com as regras constantes nas DiretivasISO/IEC, Parte 3.
Os Projetos de Norma Internacional adotados peloscomitês técnicos circulam entre os organismosmembros para votação. A publicação como NormaInternacional requer aprovação de pelo menos 75 %dos organismos membros com direito a voto.
A Norma Internacional ISO 7500-1 foi preparadapelo Comitê Técnico ISO/TC 164, MechanicalTesting of Metals, Subcomitê SC 1, Uniaxial Testing.
Esta segunda edição substitui e cancela a primeiraedição (ISO 7500-1:1986) a qual foi tecnicamenterevisada.
A ISO 7500 consiste das seguintes partes, sob otítulo genérico de Metallic materials – Verification ofstatic uniaxial testing machines:
- Part 1: Tension/compression testing machines- Verification and calibration of the force-measuringsystem
- Part 2: Tension creep testing machines -Verification of the applied load
O anexo A desta parte da ISO 7500 é normativo. Osanexos B e C são apenas informativos.

1
NM-ISO 7500-1:2004
Materiales metálicos-Calibración de máquinas de ensayo estático uniaxial-
Parte 1: Máquinas de ensayo de tracción/compresión -Calibración de sistema de medición de la fuerza
Materiais metálicos -Calibração de máquinas de ensaio estático uniaxial -Parte 1: Máquinas de ensaio de tração/compressão -
Calibração do sistema de medição da força
1 Objetivo
Esta Norma especifica a calibração das máquinasde ensaio à tração/compressão.
A calibração consiste em:
- inspeção geral da máquina de ensaio, incluindoseus acessórios para aplicação de força;
- calibração do sistema de medição da força.
NOTA - Esta Norma trata da calibração estática dos sistemasde medição de força da máquina e os valores obtidos dacalibração não são necessariamente válidos para ensaiosdinâmicos ou em altas velocidades. Informações adicionaiscom relação aos efeitos dinâmicos são dadas naBibliografia.
2 Referência normativa
O seguinte documento normativo contemprescrições que, através de referência neste texto,constituem prescrições para esta parte daNM-ISO 7500-1. Para referência datada, asemendas subsequentes ou as revisões destapublicação não são aplicáveis. Entretanto,recomenda-se àqueles que realizam acordos combase nesta parte da NM-ISO 7500-1 que verifiquema possibilidade de utilizarem a edição maisrecente do documento normativo relacionado aseguir. Para referência não-datada, a última ediçãodo documento normativo referenciado se aplica. Osorganismos membros do MERCOSUL mantêmregistros das normas em vigor em um dadomomento.
ISO 376:19991) - Metallic materials - Calibration offorce-proving instruments used for the verification ofuniaxial testing machines
1 Objeto
Esta Norma establece las reglas para la calibraciónde las máquinas de ensayo de tracción/compresión.
La calibración consiste en:
- inspección general de la máquina de ensayo,incluyendo sus accesorios para la aplicación dela fuerza;
- calibración del sistema de medición de lafuerza.
NOTA - Esta Norma trata de la calibración estática de lossistemas de medición de fuerza de la máquina, por eso losvalores obtenidos de la calibración no son necesariamenteválidos para ensayos dinámicos o a altas velocidades. Enla Bibliografía se dan informaciones adicionales respectoa los efectos dinámicos.
2 Referencia normativa
El siguiente documento normativo contieneprescripciones que, al ser citados en este texto,constituyen prescripciones para esta parte de laNM-ISO 7500-1. Para la referencia que tienen fecha,no son aplicables las enmiendas o revisionesposteriores. Mientras, se recomienda a aquellosque realizan acuerdos basados en esta parte de laNM-ISO 7500-1 que verifiquen la posibilidad de utilizarla edición más reciente del documento que figura acontinuación. Para el documento que no tiene fecha,se aplica la última edición. Los organismosmiembros del MERCOSUR tienen registros de lasnormas en vigencia en el momento.
ISO 376:19991) - Metallic materials - Calibration offorce-proving instruments used for the verification ofuniaxial testing machines
1) Esta norma será utilizada mientras no exista lanorma MERCOSUR correspondiente
1) Esta norma deve ser utilizada até que exista anorma MERCOSUL correspondente

NM-ISO 7500-1:2004
2
3 Términos y definiciones
Para el propósito de esta Norma, se aplica elsiguiente término y definició:
3.1 calibración: Conjunto de operaciones queestablece, bajo condiciones especificadas, larelación entre los valores indicados por uninstrumento de medición, o sistema de medición, ovalores representados por una medida materializada,o un material de referencia, y los valorescorrespondientes de las magnitudes establecidaspor los patrones.
NOTA 1 - El resultado de una calibración permite establecertanto los valores de medición para las indicaciones, comodeterminar las correcciones a ser aplicadas.
NOTA 2 - Una calibración puede también determinar otraspropiedades metrológicas, como el efecto de lasmagnitudes de influencia.
NOTA 3 - El resultado de una calibración puede serregistrado en un documento, denominado algunas vecescertificado o informe de calibración.
4 Símbolos
Los símbolos y sus significados se indican en latabla 1.
Tabla 1 / Tabela 1Símbolos y significados / Símbolos e seus significados
Símbolo Unidad/Unidade
Significado/Significado
a % Resolución relativa del indicador de fuerza de la máquina de ensayo/Resolução relativa do indicador de força da máquina de ensaio
b %
Error relativo de repetibilidad del sistema de medición de fuerza de la máquina deensayo/Erro relativo de repetitividade do sistema de medição de força da máquina deensaio
f0 %Error relativo del valor cero del sistema de medición de fuerza de la máquina deensayo/Erro relativo do valor zero do sistema de medição de força da máquina de ensaio
F N
Valor verdadero convencional, indicado por el instrumento de medición de fuerza,con fuerza de ensayo creciente/Valor verdadeiro convencional, indicado pelo instrumento de medição de força,com força de ensaio crescente
(continúa / continua)
3 Termos e definiçôes
Para os objetivos desta Norma, aplica-se o seguintetermo e definição:
3.1 calibração: Conjunto de operações queestabelece, sob condições especificadas, a relaçãoentre os valores indicados por um instrumento demedição ou sistema de medição, ou valoresrepresentados por uma medida materializada, ouum material de referência, e os valorescorrespondentes das grandezas estabelecidos porpadrões.
NOTA 1 - O resultado de uma calibração permite tanto oestabelecimento dos valores do mensurando para asindicações, como a determinação das correções a seremaplicadas.
NOTA 2 - Uma calibração pode, também, determinar outraspropriedades metrológicas como o efeito das grandezasde influência.
NOTA 3 - O resultado de uma calibração pode ser registradoem um documento, algumas vezes denominado certificadoou relatório de calibração.
4 Símbolos
Os símbolos e seus significados são fornecidos natabela 1.

3
NM-ISO 7500-1:2004
Tabla 1 / Tabela 1(continuación / continuação )
Símbolo Unidad/Unidade
Significado/Significado
F’ N
Valor verdadero convencional, indicado por el instrumento de medición de fuerza,con fuerza de ensayo decreciente/Valor verdadeiro convencional, indicado pelo instrumento de medição de força,com força de ensaio decrescente
Fc N
Valor verdadero convencional, indicado por el instrumento de medición de fuerza,con fuerza de ensayo creciente, para las series complementarias de medicionespara la menor banda nominal de medición utilizada/Valor verdadeiro convencional, indicado pelo instrumento de medição de força,com força de ensaio crescente, para as séries complementares de medições, paraa menor faixa nominal de medição que é utilizada
Fi N
Fuerza leída en el indicador de fuerza de la máquina de ensayo a ser calibrada,con fuerza de ensayo creciente/Força lida no indicador de força da máquina de ensaio a ser calibrada, com forçade ensaio crescente
Fi’ N
Fuerza leída en el indicador de fuerza de la máquina de ensayo a ser calibrada,con fuerza de ensayo decreciente/Força lida no indicador de força da máquina de ensaio a ser calibrada, com forçade ensaio decrescente
FFi , N
Media aritmética de las diversas mediciones de Fi y F para el mismo valor defuerza preestablecido/Média aritmética das diversas medições de Fi e F, para o mesmo valor de forçapré-estabelecido
Fi máx, Fi min
Fmáx, FminN Valor máximo o mínimo de Fi o F para el mismo valor de fuerza preestablecido/
Valor máximo ou mínimo de Fi ou F para o mesmo valor de força pré-estabelecido
Fic N
Fuerza leída en el indicador de la fuerza de la máquina de ensayo a ser calibrada,con fuerza de ensayo creciente, para las series complementarias de mediciones,para la menor banda nominal de medición utilizada/Força lida no indicador de força da máquina de ensaio a ser calibrada, com forçade ensaio crescente, para as séries complementares de medições, para a menorfaixa nominal de medição que é utilizada
Fi0 N
Indicación residual del indicador de fuerza de la máquina de ensayo a sercalibrada, después de la remoción de la fuerza/Indicação residual do indicador de força da máquina de ensaio a ser calibrada,após a remoção da força
FN NLímite superior de la banda nominal del indicador de fuerza de la máquina deensayo/Limite superior da faixa nominal do indicador de força da máquina de ensaio
gn m/s2 Aceleración local de la gravedad/Aceleração local da gravidade
q %Error relativo de exactitud del sistema de medición de fuerza de la máquina deensayo/Erro relativo de indicação do sistema de medição de força da máquina de ensaio
(continúa / continua)

NM-ISO 7500-1:2004
4
5 Inspección general de la máquina deensayo
La calibración de la máquina de ensayo deberealizarse solamente si la máquina está en buenascondiciones de funcionamiento. Por lo tanto, sedebe realizar una inspección general de la máquinaantes de la calibración del sistema de medición defuerza de la máquina (ver anexo A).
NOTA - Las buenas prácticas metrológicas requieren unacalibración anterior a cualquier mantenimiento o ajuste delas máquinas de ensayo.
6 Calibración del sistema de medición dela fuerza de la máquina de ensayo
6.1 Consideraciones generales
Esta calibración debe realizarse en cada bandanominal utilizada y con todos los indicadores defuerza empleados. Si se emplean otros dispositivosaccesorios (por ejemplo: punteros, registrador) quepuedan afectar el sistema de medición de fuerza,deben verificarse de acuerdo a 6.4.6.
Si la máquina de ensayo posee varios sistemas demedición de fuerza, cada sistema debe ser tratadocomo una máquina de ensayo separada. El mismoprocedimiento debe seguirse para las máquinashidráulicas de doble pistón.
La calibración debe realizarse con instrumentos demedición de fuerza, con la siguiente excepción: sila fuerza a ser calibrada estuviera por debajo dellímite inferior del instrumento de medición de fuerzade menor capacidad utilizado en el procedimientode calibración, usar masas calibradas.
Cuando sea necesario más de un instrumento demedición de fuerza para calibrar una banda nominal,la máxima fuerza aplicada al instrumento de menor
Tabla 1 / Tabela 1(continuación / continuação )
Símbolo Unidad/Unidade
Significado/Significado
r NResolución del indicador de fuerza de la máquina de ensayo /Resolução do indicador de força da máquina de ensaio
v %
Error relativo de reversibilidad del sistema de medición de fuerza de lamáquina de ensayo/Erro relativo de reversibilidade do sistema de medição de força damáquina de ensaio
ρair kg/m3 Masa específica de aire / Massa específica do ar
ρm kg/m3 Masa específica de peso muerto / Massa específica do peso morto
5 Inspeção geral da máquina de ensaio
A calibração da máquina de ensaio somente deveráser realizada se a máquina estiver em boascondições de funcionamento. Para tanto, deve serrealizada uma inspeção geral da máquina antes dacalibração do sistema de medição de força damáquina (ver anexo A).
NOTA - Boas práticas metrológicas requerem umacalibração anterior a qualquer manutenção ou ajuste dasmáquinas de ensaio.
6 Calibração do sistema de medição deforça da máquina de ensaio
6.1 Considerações gerais
Esta calibração deve ser realizada em cada faixanominal utilizada e com todos os indicadores deforça empregados. Quaisquer dispositivos acessórios(por exemplo ponteiros, registrador) que possam afetaro sistema de medição de força devem, ondeempregados, ser verificados de acordo com 6.4.6.
Se a máquina de ensaio possuir vários sistemas demedição de força, cada sistema deverá ser tratadocomo uma máquina de ensaio separada. O mesmoprocedimento deve ser seguido para as máquinashidráulicas de duplo pistão.
A calibração deve ser realizada com a utilização deinstrumentos de medição de força, com a seguinteexceção: se a força a ser calibrada estiver abaixodo limite inferior do instrumento de medição deforça de menor capacidade utilizado no procedimentode calibração, usar massas calibradas.
Quando for necessário mais do que um instrumentode medição de força para calibrar uma faixa nominal,a máxima força aplicada ao instrumento de menor

5
NM-ISO 7500-1:2004capacidad debe ser la misma que la mínima fuerzaaplicada al instrumento de medición de fuerza demayor capacidad a ser utilizado en la secuencia.Cuando un conjunto de masas calibradas se utilicepara calibración de fuerzas, el conjunto debe serconsiderado como un único instrumento de mediciónde la fuerza.
La calibración debe realizarse con las fuerzasindicadas, Fi, preestablecidas. Cuando este métodono sea aplicable, la calibración puede realizarsecon valores verdaderos convencionales, F,preestablecidos.
NOTA 1 - Todas las calibraciones deben ser realizadascon una fuerza lentamente creciente. El término“preestablecido” significa que el mismo valor de Fi (o F) esusado para las tres series de mediciones (ver 6.4.5).
Los instrumentos utilizados para la calibración debentener una rastreabilidad certificada por el sistemainternacional de unidades.
El instrumento de medición de fuerza debe cumplircon los requisitos especificados en la normaISO 376. La clase de instrumento debe ser igual omejor que la clase para la cual la máquina deensayo deba ser calibrada. En el caso de utilizarsepesos muertos, el error relativo de la fuerza generadapor dichos pesos debe ser menor o igual a ± 0,1%.
NOTA 2 - La ecuación exacta para calcular la fuerza F, ennewton, generada por el peso muerto de la masa m, enkilogramos, es:
Esta fuerza puede calcularse utilizando la siguientefórmula aproximada:
El error relativo de la fuerza puede calcularse, eneste caso, por la fórmula siguiente:
6.2 Determinación de la resolución
6.2.1 Escala analógica
El espesor de las marcas de la escala debe seruniforme y el ancho del puntero debe seraproximadamente igual al ancho de la marca de laescala.
ρ
ρ−=
m
airn 1mgF
nmgF =
n
n
g
g
m
m
F
F ∆+∆=∆
capacidade deve ser a mesma que a mínima forçaaplicada ao instrumento de medição de força demaior capacidade a ser utilizado na seqüência.Quando um conjunto de massas calibradas forutilizado para calibração de forças, o conjunto deveser considerado como um único instrumento demedição de força.
A calibração deve ser realizada com forçasindicadas, Fi, pré-estabelecidas. Quando estemétodo não for aplicável, a calibração pode serrealizada com valores verdadeiros convencionais,F, pré-estabelecidos.
NOTA 1 - Todas as calibrações devem ser realizadas comforça lentamente crescente. O termo “pré-estabelecido”significa que o mesmo valor de Fi (ou F) é usado para astrês séries de medições (ver 6.4.5).
Os instrumentos utilizados para a calibração devempossuir rastreabilidade certificada ao sistemainternacional de unidades.
O instrumento de medição de força deve atenderaos requisitos especificados na ISO 376. A classedo instrumento deve ser igual ou melhor do que aclasse para a qual a máquina de ensaio deva sercalibrada. No caso de utilização de pesos mortos,o erro relativo da força gerada por estes pesos deveser menor ou igual a ± 0,1%.
NOTA 2 - A equação exata que fornece a força, F, emnewtons, gerada pelo peso morto de massa m, emquilogramas, é:
Esta força pode ser calculada utilizando-se aseguinte fórmula aproximada:
O erro relativo da força pode ser calculado, nestecaso, pela seguinte fórmula:
6.2 Determinação da resolução
6.2.1 Escala analógica
A espessura das marcas da escala deve seruniforme e a largura do ponteiro deve seraproximadamente igual à largura da marca da escala.

NM-ISO 7500-1:2004
6
La resolución, r, del indicador debe obtenerse apartir de la proporción entre el ancho del puntero yla distancia, centro a centro, entre dos marcasadyacentes. Las proporciones recomendadas son1:2, 1:5 ó 1:10; es necesario un espacio de 2,5 mmo mayor para la determinación de un décimo de ladivisión de la escala.
6.2.2 Escala digital
Se considera resolución a un incremento de conteodel indicador numérico, siempre que la indicaciónno oscile en más de un incremento cuando elinstrumento esté sin aplicación de fuerza y losmotores y controles operando.
6.2.3 Variación de las indicaciones
Si las indicaciones oscilaran más que el valorpreviamente calculado para la resolución (con elinstrumento sin aplicación de fuerza y con el motory/o mecanismo de accionamiento y controlfuncionando para la determinación de la suma detodos los ruidos eléctricos), esta resolución, r, debeconsiderarse como igual a la mitad de la banda deoscilación más un incremento.
NOTA 1 - Este procedimiento determina solamente laresolución debido al ruido del sistema y no tiene en cuentalos errores de control, como en las máquinas hidráulicas.
NOTA 2 - Para máquinas con variación automática debanda nominal, la resolución del indicador cambia en laproporción en que la resolución y la ganancia del sistemavarían.
6.2.4 Unidad
La resolución, r, debe expresarse en unidades defuerza.
6.3 Determinación preliminar de la resoluciónrelativa del indicador de la fuerza
La resolución relativa de la fuerza, a, se define porla relación:
donde:
r es la resolución definida en 6.2;
F es la fuerza en el punto considerado.
La resolución relativa, a, debe ser determinada paratodos los valores preestablecidos de la fuerza y nodebe exceder a los establecidos en la tabla 2 parala clase de banda nominal de la máquina que estásiendo calibrada.
100Fr
a ×=
A resolução, r, do indicador deve ser obtida a partirda proporção entre a largura do ponteiro e a distânciacentro a centro entre duas marcas adjacentes daescala. As proporções recomendadas são 1:2, 1:5ou 1:10; um espaçamento de 2,5 mm ou maior énecessário para a determinação de um décimo dadivisão da escala.
6.2.2 Escala digital
Considera-se como resolução um incremento dacontagem do indicador numérico, desde que aindicação não oscile em mais de um incrementoquando o instrumento estiver sem aplicação deforça e os motores e controles operando.
6.2.3 Variação das indicações
Se as indicações oscilarem mais do que o valorpreviamente calculado para a resolução (com oinstrumento sem aplicação de força e com o motore/ou mecanismo de acionamento e controleacionados para a determinação do montante detodos os ruídos elétricos), esta resolução, r, deveser considerada como sendo igual à metade dafaixa de oscilação mais um incremento.
NOTA 1 - Este procedimento determina somente a resoluçãodevido ao ruído do sistema e não leva em conta erros decontrole, como em máquinas hidráulicas.
NOTA 2 - Para máquinas com variação automática defaixa nominal, a resolução do indicador varia na proporçãoem que a resolução e o ganho do sistema variam.
6.2.4 Unidade
A resolução, r, deve ser expressa em unidades deforça.
6.3 Determinação preliminar da resoluçãorelativa do indicador de força
A resolução relativa, a, do indicador de força édefinida pela relação:
onde:
r é a resolução definida no item 6.2;
F é a força no ponto sob consideração.
A resolução relativa, a, deve ser determinada paratodos os valores pré-estabelecidos de força e nãodeve exceder os valores fornecidos na tabela 2 paraa classe da faixa nominal da máquina que estásendo calibrada.

7
NM-ISO 7500-1:20046.4 Procedimiento de calibración
6.4.1 Alineación del instrumento de mediciónde la fuerza
Se montan los instrumentos de medición de fuerzaa la tracción en la máquina de forma de minimizarcualquier efecto de flexión (ver ISO 376). Para laalineación de los instrumentos de medición de fuerzaa la compresión, se monta una base esférica en elinstrumento, siempre que la máquina no poseabase esférica incorporada.
6.4.2 Compensación de la temperatura
La calibración debe realizarse a temperaturaambiente entre 10°C y 35°C. La temperatura a laque se realiza debe indicarse en el certificado decalibración.
Se debe proporcionar al instrumento de mediciónde fuerza un período de tiempo suficiente para quealcance una temperatura estable. La temperaturadel instrumento de medición de fuerza debepermanecer estable dentro de ± 2°C durante cadasesión de calibración. Si es necesario debenaplicarse a las indicaciones, las correcciones detemperatura (ver ISO 376).
6.4.3 Preparación de la máquina de ensayo
La máquina de ensayo, con el instrumento demedición de fuerza instalado, debe ser accionada,como mínimo, tres veces, desde cero hasta lafuerza máxima a ser calibrada.
6.4.4 Procedimiento
Debe utilizarse el siguiente método: se aplica a lamáquina una determinada fuerza, Fi, indicada por elindicador de fuerza de la máquina y se registra elvalor verdadero convencional de la fuerza, F, indicadoen el instrumento de medición de fuerza.
Si no fuera posible usar este método, se aplica a lamáquina el valor verdadero convencional de la fuerzaF indicado por el instrumento de medición de fuerzay se registra la fuerza Fi indicada por el indicadorde fuerza de la máquina.
6.4.5 Aplicación de fuerzas
Deben realizarse tres series de mediciones confuerza creciente. Para las máquinas que utilizanmenos de cinco valores preestablecidos de fuerza,cada valor de error relativo no debe exceder losvalores indicados en la tabla 2 para la claseespecífica. Para máquinas que utilizan más decinco valores preestablecidos de fuerza, cada seriede mediciones debe comprender por lo menos cinco
6.4 Procedimento de calibração
6.4.1 Alinhamento do instrumento de mediçãode força
Montar instrumentos de medição de força à traçãona máquina de tal maneira a minimizar quaisquerefeitos de flexão (ver ISO 376). Para o alinhamentode instrumentos de medição de força à compressão,montar assento esférico no instrumento desde quea máquina não possua assento esférico incorporado.
6.4.2 Compensação de temperatura
A calibração deve ser realizada em temperaturaambiente entre 10°C e 35°C. A temperatura na quala calibração é realizada deve ser indicada noCertificado de Calibração.
Deve-se proporcionar ao instrumento de mediçãode força um período suficiente de tempo para quese alcance uma temperatura estável. A temperaturado instrumento de medição de força devepermanecer estável dentro de ± 2°C durante cadasessão de calibração. Caso necessário devem seraplicadas às indicações as correções detemperatura (ver ISO 376).
6.4.3 Preparação da máquina de ensaio
A máquina, com o instrumento de medição de forçainstalado, deve ser acionada, no mínimo três vezes,de zero até a força máxima a ser calibrada.
6.4.4 Procedimento
O seguinte método deve ser utilizado: umadeterminada força, Fi, indicada pelo indicador deforça da máquina, é aplicada à máquina e o valorverdadeiro convencional da força, F, indicado noinstrumento de medição de força é registrado.
Se não for possível o uso deste método, o valorverdadeiro convencional da força, F, indicado peloinstrumento de medição de força é aplicado àmáquina e a força, Fi, indicada pelo indicador deforça da máquina é registrada.
6.4.5 Aplicação de forças
Devem ser realizadas três séries de medições comforça crescente. Para máquinas que não utilizammais do que cinco valores pré-estabelecidos deforça, cada valor de erro relativo não deve excederos valores fornecidos na tabela 2 para a classeespecífica. Para máquinas que utilizam mais doque cinco valores pré-estabelecidos de força, cadasérie de medições deve compreender pelo menos

NM-ISO 7500-1:2004
8
valores de fuerzas espaciados a intervalosaproximadamente iguales entre 20% y 100% de labanda nominal.
Si la calibración es efectuada en fuerzas por debajodel 20% de la banda nominal, es preciso realizarmediciones suplementarias en valores preestablecidosde fuerzas, aproximadamente a 10%; 5%; 2%; 1%;0,5%; 0,2% y 0,1% de la banda nominal hasta ellímite inferior de calibración inclusive.
NOTA 1 - El límite inferior de la banda nominal puededeterminarse multiplicando la resolución r, por
- 400 para la clase 0,5;
- 200 para la clase 1;
- 100 para la clase 2;
- 67 para la clase 3.
Para máquinas de ensayo con variación automática debanda nominal, se deben aplicar, como mínimo, dosescalonamientos de la fuerza en cada trecho donde laresolución no cambia.
NOTA 2 - El instrumento de medición de la fuerza puedegirarse en un ángulo de 120° antes de cada serie demediciones y debe realizarse una aplicación de fuerzamáxima.
Para cada fuerza preestablecida debe calcularse lamedia aritmética de los valores obtenidos en cadaserie de mediciones. De esos valores medios, debecalcularse el error relativo de exactitud y el errorrelativo de repetibilidad del sistema de medición defuerza de la máquina de ensayo (ver 6.5).
El cero debe ajustarse antes de cada serie demediciones. El registro del cero debe hacerseaproximadamente 30 s después de que la fuerzahaya sido completamente removida. En el caso deindicador analógico, se debe verificar si el punterooscila libremente alrededor de la posición cero y,en el caso de indicador digital, que cualquier valorque caiga por debajo de cero sea registradoinmediatamente, por ejemplo mediante un indicadorde signo (+ ó -).
Debe anotarse el error relativo del valor cero decada serie, calculado por la siguiente ecuación:
6.4.6 Verificación de los accesorios
Las buenas condiciones de funcionamiento y laresistencia debida a la fricción de los accesoriosmecánicos (puntero, registrador) deben verificarse
cinco valores de forças espaçados a intervalosaproximadamente iguais entre 20% e 100% dafaixa nominal.
Se a calibração for efetuada em forças abaixo de20% da faixa nominal, é preciso realizar mediçõessuplementares em valores pré-estabelecidos deforças a aproximadamente 10%; 5%; 2%; 1%; 0,5%;0,2% e 0,1% da faixa nominal, até e inclusive olimite inferior de calibração.
NOTA 1 - O limite inferior da faixa nominal pode serdeterminado multiplicando-se a resolução, r, por:
- 400 para classe 0,5;
- 200 para classe 1;
- 100 para classe 2;
- 67 para classe 3.
Para máquinas de ensaio com variação automática defaixa nominal, no mínimo dois escalonamentos de forçadevem ser aplicados em cada trecho onde a resoluçãonão muda.
NOTA 2 - O instrumento de medição de força pode sergirado em um ângulo de 120° antes de cada série demedições e uma aplicação de força máxima deve serrealizada.
Para cada força pré-estabelecida, deve ser calculadaa média aritmética dos valores obtidos em cadasérie de medições. Desses valores médios, devemser calculados o erro relativo de indicação e o errorelativo de repetitividade do sistema de medição deforça da máquina de ensaio (ver 6.5).
O zero deve ser ajustado antes de cada série demedições. O registro de zero deve ser feitoaproximadamente 30 s após a força ter sidocompletamente removida. No caso de indicadoranalógico, deve-se certificar que o ponteiro oscilalivremente ao redor da posição zero e, no caso deindicador digital, que qualquer queda abaixo dezero seja imediatamente registrada, por exemploatravés de um indicador de sinal (+ ou -).
O erro relativo do valor zero de cada série, calculadoutilizando-se a seguinte equação, deve ser anotado:
6.4.6 Verificação dos acessórios
As boas condições de funcionamento e a resistênciadevido ao atrito dos dispositivos mecânicosacessórios (ponteiro, registrador) devem ser
100xFF
fN
0i0 =

9
NM-ISO 7500-1:2004por uno de los siguientes métodos, de acuerdo a lamáquina que se utilice normalmente, con o sinaccesorios.
a) Máquina usada normalmente con accesorios:Deben realizarse tres series de mediciones confuerza creciente (ver 6.4.5) para cada bandanominal en la que se usa, con los accesoriosconectados, y una serie complementaria demediciones, sin los accesorios, en la bandanominal menor en la que es usada.
b) Máquina usada normalmente sin accesorios:Deben realizarse tres series de mediciones confuerza creciente (ver 6.4.5) para cada bandanominal en que es usada, con los accesoriosdesconectados, y una serie complementaria demediciones con los accesorios conectados, enla banda nominal menor en la que es usada.
En ambos casos el error relativo de exactitud, q,debe calcularse para las tres series normales demediciones y el error relativo de repetibilidad, b,debe calcularse a partir de las cuatro series. Losvalores obtenidos para b y q deben estar de acuerdocon la tabla 2 para la clase considerada, debiendocumplir la siguiente condición:
- Calibración con fuerza indicada:
- Calibración con valor verdadero convencionalde fuerza:
NOTA - En estas ecuaciones el valor de q es tomado comoel valor máximo admisible, de acuerdo a la tabla 2 para laclase considerada.
6.4.7 Verificación de la influencia de lasdiferentes posiciones del pistón
Para las máquinas hidráulicas, donde la presiónhidráulica del actuador se usa para medir la fuerzadel ensayo, la influencia de las diferentes posicionesdel pistón debe verificarse respecto a la menorbanda nominal utilizada de la máquina, durante lastres series de mediciones (ver 6.4.5). La posicióndel pistón debe ser diferente para cada una de lasseries de mediciones.
NOTA - En el caso de máquina hidráulica con doble pistón,es necesario considerar los dos pistones.
q5,1F
FF100
c
ci ≤−
q5,1F
FF100 ic ≤−
verificadas por um dos seguintes métodos, conformea máquina seja utilizada normalmente, com ou semacessórios:
a) Máquina normalmente usada com acessórios:Devem ser realizadas três séries de mediçõescom força crescente (ver 6.4.5) para cada faixanominal em que é usada, com os acessóriosconectados, e uma série complementar demedições, sem os acessórios, na menor faixanominal em que é usada.
b) Máquina normalmente usada sem acessórios:Devem ser realizadas três séries de mediçõescom força crescente (ver 6.4.5) para cada faixanominal em que é usada, com os acessóriosdesconectados, e uma série complementar demedições, com os acessórios conectados, namenor faixa nominal em que é usada.
Em ambos os casos o erro relativo de indicação, q,deve ser calculado para as três séries normais demedições e o erro relativo de repetitividade, b, deveser calculado a partir das quatro séries. Os valoresobtidos para b e q devem estar em conformidadecom a tabela 2 para a classe considerada, devendoainda ser satisfeita a seguinte condição:
- Calibração com força indicada:
- Calibração com valor verdadeiro convencionalde força:
NOTA - Nestas equações o valor de q é tomado comosendo o valor máximo admissível conforme tabela 2 para aclasse considerada.
6.4.7 Verificação da influência das diferentesposições do pistão
Para as máquinas hidráulicas, onde a pressãohidráulica do atuador é usada para medir a força deensaio, a influência de diferentes posições do pistãodeve ser verificada para a menor faixa nominalutilizada da máquina, durante as três séries demedições (ver 6.4.5). A posição do pistão deve serdiferente para cada uma das séries de medições.
NOTA - No caso de máquina hidráulica com duplo pistão, énecessário considerar ambos os pistões.

NM-ISO 7500-1:2004
10
6.4.8 Determinación del error relativo dereversibilidad
Cuando sea solicitado, el error relativo dereversibilidad, v, debe ser determinado por lacalibración en los mismos valores preestablecidosde fuerzas, primero con fuerzas crecientes yenseguida con fuerzas decrecientes. En este caso,la máquina debe ser calibrada también con la fuerzadecreciente.
La diferencia entre los valores obtenidos con fuerzacreciente y con fuerza decreciente permite el cálculodel error relativo de reversibilidad con la siguienteecuación (ver figura 1):
o para el caso particular de calibración con valorverdadero convencional de fuerza:
Esta determinación debe realizarse para la menor yla mayor banda nominal de la máquina de ensayo.
100xF
F'Fv
−=
100xF
F'Fv ii −=
Fuerza leída en el indicadorde fuerza / Força lida noindicador de força
Valor verdadero convencional/Valor verdadeiro convencional
Figura 1 -Diagrama esquemático para la determinación de la reversibilidad/
Diagrama esquemático para determinação da reversibilidade
6.4.8 Determinação do erro relativo dereversibilidade
Quando solicitado, o erro relativo de reversibilidade,v, deve ser determinado pela calibração nos mesmosvalores pré-estabelecidos de forças, primeiro comforças crescentes e em seguida com forçasdecrescentes. Neste caso, a máquina deve sercalibrada também com a força decrescente.
A diferença entre os valores obtidos com forçacrescente e com força decrescente permite o cálculodo erro relativo de reversibilidade com o uso daequação (ver figura 1):
ou, para o caso particular de calibração com valorverdadeiro convencional de força:
Esta determinação deve ser realizada para a menore a maior faixa nominal da máquina de ensaio.

11
NM-ISO 7500-1:20046.5 Evaluación del indicador de la fuerza
6.5.1 Error relativo de exactitud
El error relativo de exactitud, expresado comoporcentaje del valor verdadero convencional F , seobtiene por la ecuación:
Para el caso particular en que la calibración debarealizarse con el valor verdadero convencional defuerza, el error relativo de exactitud se obtiene porla ecuación:
6.5.2 Error relativo de repetibilidad
El error relativo de repetibilidad, b, es, para cadavalor preestablecido de fuerza, la diferencia entrelos valores máximo y mínimo en relación a la media.Se obtiene por la ecuación:
Para el caso particular en que la calibración deberealizarse con el valor verdadero convencional defuerza, el error relativo de la repetibilidad se obtienepor la ecuación:
6.5.3 Concordancia entre dos instrumentos demedición de fuerza
Cuando dos instrumentos de medición de fuerza seutilizan para calibrar una banda nominal y el mismovalor nominal de la fuerza se aplica separadamenteen ambos (ver 6.1.), la magnitud de la diferenciaentre los errores relativos de exactitud obtenidospor cada instrumento no debe ser mayor que 1,5veces la magnitud del error de repetibilidadcorrespondiente a la clase de máquina indicada enla tabla 2, esto es:
100xF
FFq i −
=
100xF
FFq i −
=
100xF
FFb .mín.máx −
=
100xF
FFb
.míni.máxi −=
( ) b5,1qq 21 ≤−
6.5 Avaliação do indicador de força
6.5.1 Erro relativo de indicação
O erro relativo de indicação, expresso comoporcentagem do valor verdadeiro convencional, Fé fornecido pela equação:
Para o caso particular da calibração ter sidorealizada com valor verdadeiro convencional de força,o erro relativo de indicação é fornecido pela equação:
6.5.2 Erro relativo de repetitividade
O erro relativo de repetitividade, b, é, para cadavalor pré-estabelecido de força, a diferença entre osvalores máximo e mínimo tomada em relação àmédia. Ele é fornecido pela equação:
Para o caso particular da calibração ter sidorealizada com valor verdadeiro convencional de força,o erro relativo de repetitividade é fornecido pelaequação:
6.5.3 Concordância entre dois instrumentos demedição de força
Quando dois instrumentos de medição de força sãoutilizados para calibrar uma faixa nominal e o mesmovalor nominal de força é aplicado separadamenteem ambos (ver 6.1), a magnitude da diferença entreos erros relativos de indicação obtidos por cadainstrumento não deve ser maior que 1,5 vezes amagnitude do erro de repetitividade correspondenteà classe da máquina fornecida na tabela 2, isto é:
NM-ISO 7500-1:2004
12
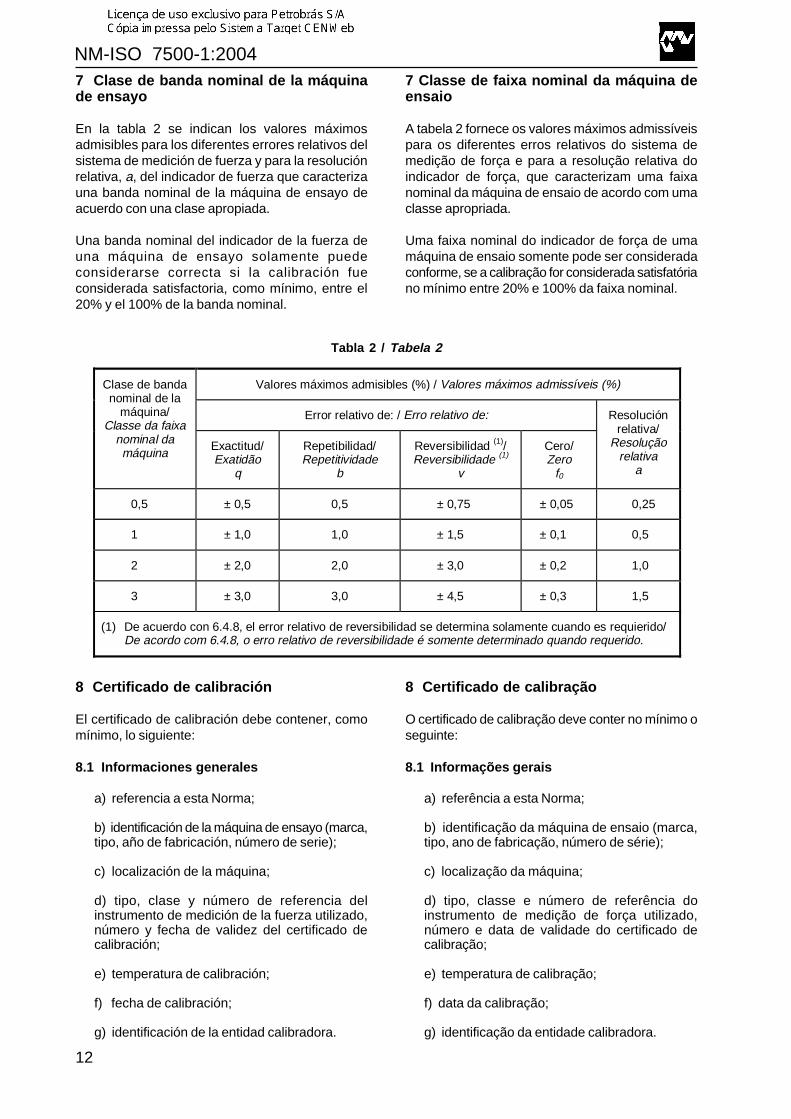
7 Clase de banda nominal de la máquinade ensayo
En la tabla 2 se indican los valores máximosadmisibles para los diferentes errores relativos delsistema de medición de fuerza y para la resoluciónrelativa, a, del indicador de fuerza que caracterizauna banda nominal de la máquina de ensayo deacuerdo con una clase apropiada.
Una banda nominal del indicador de la fuerza deuna máquina de ensayo solamente puedeconsiderarse correcta si la calibración fueconsiderada satisfactoria, como mínimo, entre el20% y el 100% de la banda nominal.
8 Certificado de calibración
El certificado de calibración debe contener, comomínimo, lo siguiente:
8.1 Informaciones generales
a) referencia a esta Norma;
b) identificación de la máquina de ensayo (marca,tipo, año de fabricación, número de serie);
c) localización de la máquina;
d) tipo, clase y número de referencia delinstrumento de medición de la fuerza utilizado,número y fecha de validez del certificado decalibración;
e) temperatura de calibración;
f) fecha de calibración;
g) identificación de la entidad calibradora.
Tabla 2 / Tabela 2
Valores máximos admisibles (%) / Valores máximos admissíveis (%)
Error relativo de: / Erro relativo de:
Clase de banda nominal de la
máquina/ Classe da faixa
nominal da máquina
Exactitud/ Exatidão
q
Repetibilidad/ Repetitividade
b
Reversibilidad (1)/ Reversibilidade (1)
v
Cero/ Zero
f0
Resolución relativa/
Resolução relativa
a
0,5 ± 0,5 0,5 ± 0,75 ± 0,05 0,25
1 ± 1,0 1,0 ± 1,5 ± 0,1 0,5
2 ± 2,0 2,0 ± 3,0 ± 0,2 1,0
3 ± 3,0 3,0 ± 4,5 ± 0,3 1,5
(1) De acuerdo con 6.4.8, el error relativo de reversibilidad se determina solamente cuando es requierido/ De acordo com 6.4.8, o erro relativo de reversibilidade é somente determinado quando requerido.
7 Classe de faixa nominal da máquina deensaio
A tabela 2 fornece os valores máximos admissíveispara os diferentes erros relativos do sistema demedição de força e para a resolução relativa doindicador de força, que caracterizam uma faixanominal da máquina de ensaio de acordo com umaclasse apropriada.
Uma faixa nominal do indicador de força de umamáquina de ensaio somente pode ser consideradaconforme, se a calibração for considerada satisfatóriano mínimo entre 20% e 100% da faixa nominal.
8 Certificado de calibração
O certificado de calibração deve conter no mínimo oseguinte:
8.1 Informações gerais
a) referência a esta Norma;
b) identificação da máquina de ensaio (marca,tipo, ano de fabricação, número de série);
c) localização da máquina;
d) tipo, classe e número de referência doinstrumento de medição de força utilizado,número e data de validade do certificado decalibração;
e) temperatura de calibração;
f) data da calibração;
g) identificação da entidade calibradora.

13
NM-ISO 7500-1:20048.2 Resultados de la calibración
a) cualquier anomalía encontrada durante lainspección general;
b) para cada sistema de medición de fuerzautilizado, el sentido de la calibración (tracción,compresión, tracción/compresión), la clase decada banda nominal calibrada, y, si se solicitan,los valores de los errores relativos de exactitud,repetibilidad, reversibilidad, cero y resolución;
c) el limite inferior de cada banda nominal parala que se aplica la clasificación.
9 Intervalo entre calibraciones
El intervalo entre dos calibraciones depende deltipo de máquina de ensayo, del mantenimiento y dela severidad del uso. Bajo circunstancias normales,se recomienda la calibración en intervalos nomayores que 12 meses.
De cualquier forma, la máquina debe ser calibradasi fue cambiada de lugar y hubo necesidad dedesmontarla o si fue sometida a grandes arreglos oajustes.
8.2 Resultados da calibração
a) qualquer anomalia encontrada durante ainspeção geral;
b) para cada sistema de medição de forçautilizado, o sentido de calibração (tração,compressão, tração/compressão), a classe decada faixa nominal calibrada, e, se solicitado,os valores dos erros relativos de indicação,repetitividade, reversibilidade, zero e resolução;
c) o limite inferior de cada faixa nominal para aqual se aplica a classificação.
9 Intervalo entre calibrações
O intervalo entre duas calibrações depende do tipode máquina de ensaio, da manutenção e severidadede uso. Sob circunstâncias normais,recomenda-se a calibração em intervalos nãomaiores que 12 meses.
De qualquer maneira, a máquina deve ser calibradase for deslocada para outro local com necessidadede desmontagem ou se for submetida a maioresconsertos ou ajustes.

NM-ISO 7500-1:2004
14
Anexo A (normativo)
Inspección general de la máquina de ensayo /Inspeção geral da máquina de ensaio
A.1 Consideraciones generales
La inspección general de la máquina de ensayodebe realizarse antes de la calibración del sistemade medición de fuerza de la máquina (ver 5) y debeabarcar lo siguiente:
A.2 Examen visual
El examen visual debe verificar:
a) si la máquina está en buenas condiciones defuncionamiento y no está afectada pordeterminados aspectos de sus condicionesgenerales, tales como:
- desgaste acentuado o defectos en las guíasde los elementos móviles de los cabezales omordazas;
- huelgos en el montaje de las columnas ycabezales fijos;
b) si la máquina no está afectada por lascondiciones ambientales (vibración, interferenciaseléctricas, corrosión, variaciones de latemperatura local, etc.);
c) si se usan masas separables en el dispositivopendular, que las mismas estén adecuadamenteidentificadas.
A.3 Inspección de la estructura de lamáquina
Debe realizarse una inspección para garantizar quela estructura y los sistemas de fijación permitanque la fuerza se aplique axialmente.
A.4 Inspección del mecanismo deaccionamiento de los cabezales
Debe inspeccionarse si el mecanismo deaccionamiento del cabezal permite una variaciónuniforme y suave de la fuerza y posibilita que seobtengan los diversos valores preestablecidos defuerza con la suficiente exactitud.
NOTA - El mecanismo de accionamiento debe posibilitarlas tasas de deformación de la probeta requeridas paradeterminar las propiedades mecánicas especificadas.
A.1 Considerações gerais
A inspeção geral da máquina de ensaio deve serrealizada antes da calibração do sistema de mediçãode força da máquina (ver 5) e deve compreender oseguinte:
A.2 Exame visual
O exame visual deve verificar:
a) se a máquina está em boa condição defuncionamento e não está afetada adversamentepor determinados aspectos de suas condiçõesgerais, tais como:
- desgaste acentuado ou defeitos nas guiasdos elementos móveis dos cabeçotes ougarras;
- folgas na montagem das colunas e cabeçotesfixos;
b) se a máquina não está afetada pelas condiçõesambientais (vibração, interferências elétricas,corrosão, variações de temperatura local, etc.);
c) se forem usadas massas separáveis nodispositivo pendular, que essas massas estejamadequadamente identificadas.
A.3 Inspeção na estrutura da máquina
Deve ser realizada uma inspeção a fim de garantirque a estrutura e os sistemas de fixação permitamque a força seja aplicada axialmente.
A.4 Inspeção do mecanismo de aciona-mento do cabeçote
Deve ser inspecionado se o mecanismo deacionamento do cabeçote permite uma variaçãouniforme e suave de força e possibilita que sejamobtidos os diversos valores pré-estabelecidos deforça com suficiente exatidão.
NOTA - O mecanismo de acionamento deve possibilitar astaxas de deformação do corpo de prova requerida paradeterminar as propriedades mecânicas especificadas.

15
NM-ISO 7500-1:2004
Anexo B (informativo)
Inspección de las bases de apoyo de las máquinas de ensayo a compresión /Inspeção das bases de apoio das máquinas de ensaio à compressão
Las bases de apoyo están fijas a la máquina o soncomponentes específicos de la misma.
Debe verificarse que las bases de apoyo seanfuncionalmente compatibles con las necesidadesde la máquina de ensayo.
A no ser que se establezcan otros requisitos enotras normas de ensayo, la desviación de la planituddebe ser de 0,01 mm, medido sobre 100 mm.
Cuando las bases de apoyo sean de acero, éstedebe tener un valor de dureza mayor o igual a55 HRC.
En máquinas usadas para ensayar probetassensibles a tensiones de flexión, se debe verificarque la base superior, cuando no se aplica la fuerza,se apoya en la superficie esférica y prácticamenteno presenta huelgo y puede ser fácilmente ajustadaen un ángulo de 3°, aproximadamente.
As bases de apoio são permanentemente instaladasna máquina ou são componentes específicos damáquina de ensaio.
Deve ser verificado que as bases de apoio sejamfuncionalmente compatíveis com as necessidadesda máquina de ensaio.
A menos que outros requisitos sejam estabelecidosem outras normas de ensaio, o desvio de planezadeve ser de 0,01 mm medido sobre 100 mm.
Quando as bases de apoio forem feitas de aço,deverão ter um valor de dureza maior ou igual a55 HRC.
Para máquinas usadas para ensaios de corpos deprova sensíveis a tensões de flexão, deve serverificado se a base superior se apoia em superfícieesférica que, quando sem aplicação de força,praticamente não apresenta folga e possa serfacilmente ajustada em um ângulo de atéaproximadamente 3°.

NM-ISO 7500-1:2004
16
Anexo C (informativo)
Método alternativo de clasificación de máquinas de ensayo / Método alternativo de classificação de máquinas de ensaio
Este método alternativo de clasificación de máquinasde ensayo se basa en el concepto de error global,que requiere que todos los valores (y no solamentela media) estén dentro de determinados límites.
El error de exactitud de la máquina de ensayo sedetermina como un porcentaje de la fuerza aplicadao indicada por la máquina. Usando los símbolos dela tabla 1, el error relativo se calcula de la formasiguiente:
El error de repetitibilidad se determina en base a ladefinición de repetibilidad del capítulo 9 deldocumento “OIML - Vocabulario de metrología legal -Términos fundamentales”, donde solamente debe sercambiada una variable, y esta variable es otraaplicación de aproximadamente la misma fuerza. Eneste caso, el cálculo de la repetibilidad que determinala exactitud de la máquina de ensayo es de unaaplicación de fuerza a otra de aproximadamente elmismo valor. Se recomienda que las dos aplicacio-nes de aproximadamente el mismo valor de fuerzasean utilizadas para el cálculo de repetibilidad y quela repetibilidad sea calculada por la diferencia alge-braica entre los errores de exactitud:
donde:
q1 y q2 son los errores relativos de exactitud paracada aplicación de la fuerza.
Ya que la segunda aplicación de la fuerza no tieneque ser idéntica a la primera, las variables asociadascon la habilidad del operador o con los parámetrosde control de la máquina no deben influenciar en larepetibilidad del error de exactitud de la mediciónde fuerza.
La clasificación de la máquina de ensayo que se daen la tabla 2 no cambia, lo que cambia es solamenteel método de cálculo de los errores de exactitud yrepetibilidad.
NOTA - Se si utiliza este método alternativo, debemencionarse en el certificado de calibración.
100F
FFq i ×
−=
21 qqb −=
Este método alternativo de classificação de máquinasde ensaio é baseado no conceito de erro global, querequer que todos os valores (e não somente a média)estejam dentro de determinados limites.
O erro de indicação da máquina de ensaio édeterminado como uma percentagem da forçaaplicada ou indicada pela máquina. Usando ossímbolos da tabela 1, o erro relativo é calculadocomo segue:
O erro de repetitividade é determinado baseado nadefinição de repetitividade do documento “OIML -Vocabulário de metrologia legal - Termosfundamentais”, capítulo 9, onde somente umavariável deve ser alterada, e esta variável é outraaplicação de aproximadamente a mesma força.Neste caso, o cálculo da repetitividade que deter-mina a exatidão da máquina de ensaio é de umaaplicação de força para outra comaproximadamente o mesmo valor. Recomenda-seque as duas aplicações de aproximadamente omesmo valor de força sejam necessárias para ocálculo da repetitividade e que a repetitividade sejacalculada pela diferença algébrica entre os erros deindicação:
onde:
q1 e q2 são os erros relativos de indicação paracada aplicação de força.
Uma vez que a segunda aplicação de força não temque ser idêntica à primeira, as variáveis associadascom a habilidade do operador ou parâmetros decontrole da máquina não terão influência na repe-titividade do erro de indicação da medição de força.
A classificação da máquina de ensaio fornecida natabela 2 não muda, mudando somente o método decálculo dos erros de indicação e repetitividade.
NOTA - Se for utilizado este método alternativo, ele deveser mencionado no certificado de calibração.

17
NM-ISO 7500-1:2004
Anexo D (informativo)
[1] ISO 6892, Metallic materials – Tensile testing atambient temperature
[2] IS0 9513, Metallic materials – Calibration ofextensometers used in uniaxial testing
[3] ASTM E467-90, Standard Practice for Verificationof Constant Amplitude Dynamic Loads onDisplacements in an Axial Load Fatigue TestingSystem
[4] DIXON, M. J., Dynamic Force Measurement,chapter 4, 55-80 in Materials Metrology andStandards for Structural Performance, Ed; DYSON,B. F., LOVEDAY, M. S. and GEE, M. G., Chapmanand Hall, London (1995)
[5] SAWLA, A., Measurement of dynamic forcesand compensations of errors in fatigue testing,Proceedings of the 12th IMAKO World Congress“Measurement and Progress”, Beijing, China, Vol. 2(1991), 403-408
[6] International vocabulary of basic and generalterms in metrology (VIM), BIPM, IEC, FICC, ISO,OIML, IUPAC, IUPAP, 2nd edition, 1993
[7] OIML document, Vocabulary of Legal Metrology,Fundamental Terms, chapter 9, 1978.
[1] ISO 6892, Metallic materials – Tensile testing atambient temperature
[2] IS0 9513, Metallic materials – Calibration ofextensometers used in uniaxial testing
[3] ASTM E467-90, Standard Practice for Verificationof Constant Amplitude Dynamic Loads onDisplacements in an Axial Load Fatigue TestingSystem
[4] DIXON, M. J., Dynamic Force Measurement,chapter 4, 55-80 in Materials Metrology andStandards for Structural Performance, Ed; DYSON,B. F., LOVEDAY, M. S. and GEE, M. G., Chapmanand Hall, London (1995)
[5] SAWLA, A., Measurement of dynamic forcesand compensations of errors in fatigue testing,Proceedings of the 12th IMAKO World Congress“Measurement and Progress”, Beijing, China, Vol. 2(1991), 403-408
[6] International vocabulary of basic and generalterms in metrology (VIM), BIPM, IEC, FICC, ISO,OIML, IUPAC, IUPAP, 2nd edition, 1993
[7] OIML document, Vocabulary of Legal Metrology,Fundamental Terms, chapter 9, 1978.
Bibliografía / Bibliografia

NM-ISO 7500-1:2004
ICS 19.060Descriptores: materiales metálicos, metalurgia, ensayos mecánicos, ensayo de tracción/compresión, máquinas de ensayo de tracción/compresión, calibración, clasificaciónPalavras chave: materiais metálicos, metalurgia, ensaios mecânicos, ensaio de tração /compressão, máquinas de ensaio de tração/compressão, calibração, classificaçãoNúmero de Páginas: 17

NM-ISO 7500-1:2004
NORMAS MERCOSUL APROVADASCSM-06 MÁQUINAS E EQUIPAMENTOS MECÂNICOS
SÍNTESE DAS ETAPAS DE ESTUDO DO
Projeto 06:01-ISO 7500-1 (antigo 06:01-0027)Materiais metálicos – Calibração de máquinas de ensaio estático universal –
Máquinas de ensaio de tração
Este Projeto de Norma MERCOSUL foi elaborado pelo CSM-06 Comitê Setorial MERCOSUL de MÁQUINASE EQUIPAMENTOS MECÂNICOS em colaboração com o CSM-02 SIDERURUGIA.
Conforme trabalhos executados anteriormente entre as Secretarias destes CSM’s, foi decidido que o textobase do projeto após ser elaborado em português, no âmbito do CSM-06 seria encaminhado ao CSM-02 paraelaboração do texto em espanhol.
Foi acordado também que seria usado como texto base a Norma ISO/DIS 7500-1 - Metallic materials –Verification of static uniaxial testing machines – Part 1: Tension/compression testing machina – Verificationand calibration of force – measuring system.
O GT Brasileiro de Dureza do SCM-06:01 Subcomitê Setorial MERCOSUL de Instrumentos de Medição eControle do CSM-06 Comitê Setorial de Máquinas e Equipamentos Mecânicos elaborou o texto do projeto emportuguês, designando-o como 06:01-0027.
A seguir, este texto foi encaminhado via epistolar ao CSM-02, para análise e elaboração do texto emespanhol. Após entendimentos mantidos via epistolar, resultou o Projeto de Norma MERCOSUL.
O Projeto de Norma 06:01-0027, já devidamente adequado ao padrão de apresentação de Normas MERCOSUL,foi submetido à votação no âmbito dos ONN´s, no período de 16/11/2000 a 13/02/2001, recebendo votos deaprovação com observações da ABNT (Brasil), e do IRAM (Argentina). O UNIT (Uruguai) e o INTN (Paraguai),não se manifestaram.
Em vista de ter sido publicada a Norma ISO 7500-1:1999, foi revisto o texto em português para que a normaMERCOSUL fosse NM ISO 7500-1. A seguir foi encaminhada via epistolar ao CSM-02 para as devidasadequações. O projeto 06:01-ISO 7500-1 foi submetido a nova votação no período de 03/07/2003 a 30/09/2003, recebendo votos de aprovação com observação da ABNT (Brasil) e do IRAM (Argentina). O UNIT(Uruguai) e o INTN (Paraguai), não se manifestaram.
O Projeto incorporando as sugestões foi enviado à AMN, conforme determina o Regulamento para estudo deNormas Técnicas do MERCOSUL, sendo aprovado como Norma MERCOSUL em 2004.

























![Analisis Metalicos[1]](https://img.document.onl/doc/110x75/54ff75e04a7959b8508b537c/analisis-metalicos1.jpg)


![[apostila] materiais metalicos](https://img.document.onl/doc/110x75/5571f96f49795991698f9075/apostila-materiais-metalicos.jpg)
