Embed Size (px)
Citation preview
1
Jessica de Souza
Controle de Qualidade na Indústria de Alimentos
BENEFICIAMENTO E C
CTERIZAÇÃO DE
DA INDÚSTRIA DE NA RAGIÃO DE CORUMBATAÍ DO SUL: APROVEITAMENTO DA
ESTÁGIO SUPERVISIONADO
Campo Mourão
Fevereiro/2014
UNIVERSIDADE TECNOLÓGICA FEDERAL DO PARANÁ
Campus – Campo Mourão
Curso Superio de Tecnologia em Alimentos
Jéssica de Souza
2
UNIVERSIDADE TECNOLÓGICA FEDERAL DO PARANÁ
Campus – Campo Mourão
Curso Superio de Tecnologia em Alimentos
Jéssica de Souza
3
Resumo
Este relatório tem como objetivo apresentar as atividades desenvolvidas no
decorrer do estágio obrigatório para o Curso de Tecnologia de Alimentos da
Universidade Tecnológica Federal do Paraná. As atividades de estágio ocorreram na
empresa Pinduca Alimentos, onde foram realizadas análises físicas e químicas dos
produtos produzidos pela mesma que são farinha de mandioca, fécula, polvilho doce
e polvilho azedo. Também foram feitas análises em canjica, feijão branco, lentilha,
pipoca e amendoim, que são produtos fornecidos por empresas terceirizadas e
comercializados pela Pinduca.
As análises executadas no laboratório de controle de qualidade foram acidez,
pH, granulometria, umidade, capacidade de expansão, amostragem e classificação
de defeitos dos grãos. Os procedimentos de análise estão descritos utilizando a
ferramenta de qualidade Processo Operacional Padrão (POP).
A realização do estágio possibilitou a vivência das atividades de um
profissional de Tecnologia em Alimentos dentro de uma indústria, facilitando a
compreensão dos assuntos desenvolvidos ao longo do curso, associando-os às
atividades profissionais.
4
Sumário
1. INTRODUÇÃO .................................................................................................................................... 1
2. DESCRIÇÃO DO LOCAL ................................................................................................................. 10
3. ATIVIDADES DESENVOLVIDAS ..................................................................................................... 10
3.1 Amostragem ................................................................................................................................ 11
3.2 Umidade ...................................................................................................................................... 11
3.3 Potencial hidrogeniônico (pH) ..................................................................................................... 12
3.4 Acidez ......................................................................................................................................... 12
3.5 Granulometria ............................................................................................................................. 13
3.6 Capacidade de expansão ........................................................................................................... 13
3.7 Classificações de defeitos .......................................................................................................... 14
4. CONCLUSÃO ................................................................................................................................... 18
5. REFERENCIAS BIBLIOGRÁFICAS ................................................................................................ 19
5
1. INTRODUÇÃO
A mandioca (Manihot esculenta Crantz) é uma das plantas cultivadas mais
típicas da natureza, não havendo praticamente outra que a ela se assemelhe pelo
aspecto (ALBUQUERQUE, 1993).
A cultura da mandioca exerce importante papel no cenário agrícola nacional e
internacional, tanto como fonte de energia para a alimentação humana e animal,
quanto geradora de emprego e de renda, principalmente nas regiões Norte e
Nordeste do Brasil (CARDOSO; SOUZA, 2000).
A industrialização aparece como uma alternativa que possibilita melhor
aproveitamento do produto, que pode ser direcionado para o consumo humano, na
forma de farinhas cruas ou torrada e polvilhos (doce ou azedo), para consumo
animal, na forma de raspas e resíduos da própria indústria, ou transformado em
fécula ou amido para fins industriais. É importante salientar ainda o potencial
nutritivo das folhas e ramas como ração para animais e até mesmo para alimentação
humana (SUFRAMA, 2003).
Nos estados do Norte e Nordeste, o processamento das raízes acontece nas
chamadas Casas de Farinha, estruturas produtivas representantes do método
tradicional, ou seja, baseado na mão de obra familiar. No Centro-Sul, o
processamento acontece nas farinheiras, consideradas agroindústrias, com estrutura
de trabalho mais profissional (GRANÇO; ALVES; FELIPE, 2005).
A farinha tem uso essencialmente alimentar e, além dos diversos tipos
regionais, que não modificam as características originais do produto, encontram-se
duas formas: a farinha não temperada, que se destina à alimentação básica e é
consumida principalmente nas classes de renda baixa da população; e a farinha
temperada (farofa), de mercado mais restrito, mas de maior valor agregado (ALVES;
VEDOVOTO, 2003).
A farinha de mandioca é definida pela Legislação Brasileira como “o produto
obtido de raízes provenientes de plantas da família Euforbiácea, gênero Manihot,
submetidas a processo tecnológico adequado de fabricação e beneficiamento”
(BRASIL, 1995).
Segundo Brasil (2011) a farinha é classificada em três grupos básicos
(relacionados com a tecnologia de fabricação), farinha seca, farinha d’água e farinha
mista.
6
De acordo com Brasil (2011) as farinhas dos três grupos básicos
reconhecidos pela nossa Legislação, são ainda classificadas segundo o subgrupo,
relacionadas com a granulometria, fina, grossa e média.
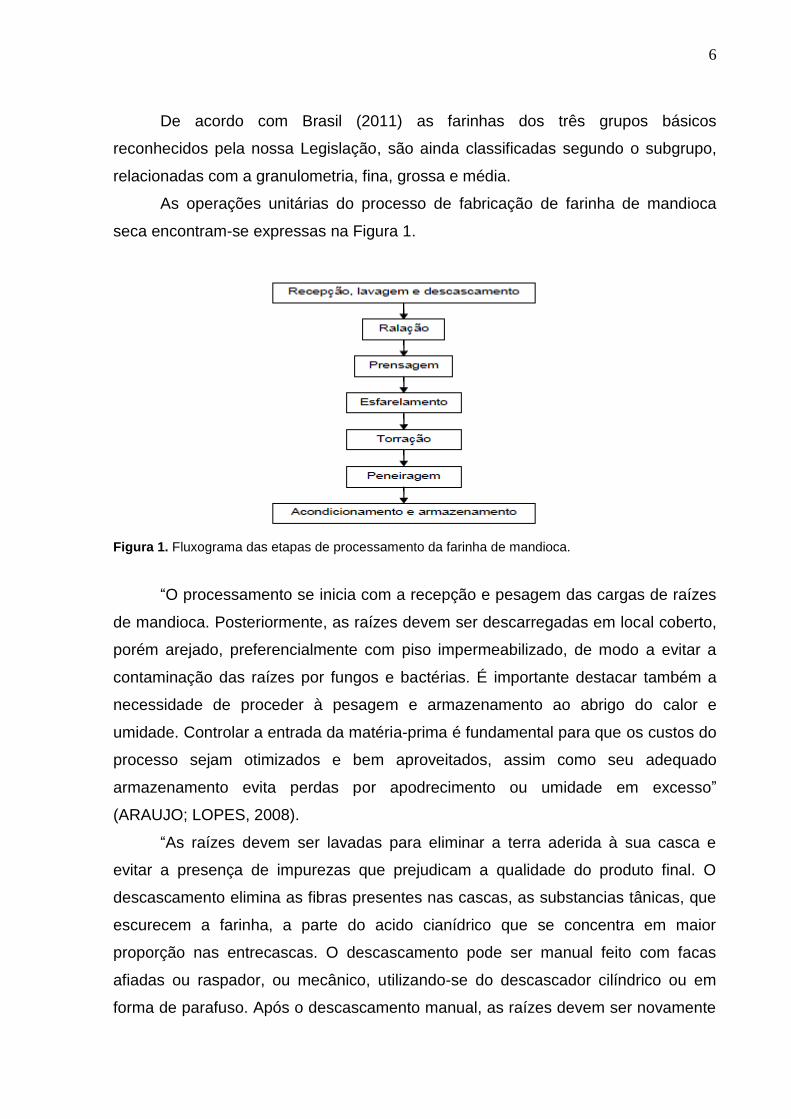
As operações unitárias do processo de fabricação de farinha de mandioca
seca encontram-se expressas na Figura 1.
Figura 1. Fluxograma das etapas de processamento da farinha de mandioca.
“O processamento se inicia com a recepção e pesagem das cargas de raízes
de mandioca. Posteriormente, as raízes devem ser descarregadas em local coberto,
porém arejado, preferencialmente com piso impermeabilizado, de modo a evitar a
contaminação das raízes por fungos e bactérias. É importante destacar também a
necessidade de proceder à pesagem e armazenamento ao abrigo do calor e
umidade. Controlar a entrada da matéria-prima é fundamental para que os custos do
processo sejam otimizados e bem aproveitados, assim como seu adequado
armazenamento evita perdas por apodrecimento ou umidade em excesso”
(ARAUJO; LOPES, 2008).
“As raízes devem ser lavadas para eliminar a terra aderida à sua casca e
evitar a presença de impurezas que prejudicam a qualidade do produto final. O
descascamento elimina as fibras presentes nas cascas, as substancias tânicas, que
escurecem a farinha, a parte do acido cianídrico que se concentra em maior
proporção nas entrecascas. O descascamento pode ser manual feito com facas
afiadas ou raspador, ou mecânico, utilizando-se do descascador cilíndrico ou em
forma de parafuso. Após o descascamento manual, as raízes devem ser novamente
7
lavadas para tirar as impurezas a elas agregadas durante o processo”
(TECNOLOGIA, 2004).
“Assim preparada, a mandioca passa à trituração onde a massa obtida é
levada à prensa (que pode ser hidráulica, mecânica ou manual). O objetivo desta
operação é a máxima redução de umidade na massa. A massa da prensa é passada
por uma peneira para desintegração das partes e uniformização do tamanho dos
grânulos de farinha, à medida que for definido” (CEREDA, 2001).
Segundo Farias (2005) mesmo que as raízes sejam raladas a seco, a massa
ralada é excessivamente úmida e o excesso de água deve ser eliminado antes da
secagem, para facilitar esta operação e evitar a formação de goma. A oxidação
também é reduzida, porque a massa fica reunida em blocos, que oferecem menor
exposição ao ar.
“Após o esfarelamento/peneiragem, a massa e colocada, em bateladas, no
forno para eliminação do excesso de água e gelatinizar parcialmente o amido, por
um período aproximado de 20 minutos, com o forneiro mexendo a massa com
auxilio de um rodo de madeira de cabo longo e liso” (TECNOLOGIA, 2004).
“A massa esfarelada deve ser levada ao forno até ficar bastante seca,
apresentando aspecto crocante. Na maioria das casas de farinha, essa operação é
realizada em 30 minutos, com o forneiro mexendo a massa com o auxílio de um
rodo de madeira, de cabo longo e liso, até a secagem final da farinha, em torno de
13% de umidade. Com a perda de umidade e secagem promovia pela torração,
ocorre também o clareamento da massa” (ARAUJO; LOPES, 2008).
“Na peneiragem a farinha já torrada é separada de acordo com sua
granulação (mais grossa ou mais fina); as partículas excessivamente grandes
podem ser moídas novamente” (SEBRAE, 2008).
“No condicionamento e armazenamento deixa-se a farinha esfriar antes de
embalá-la em sacos de algodão de 50 kg (quando vendida a granel) ou em sacos de
polietileno de 500 g ou 1 kg (para venda em supermercados e mercearias)”
(SEBRAE, 2008).
“Indústrias de farinha preferem cultivares de raízes com elevados teores de
matéria seca, e casca e entrecasca claras. Na produção de fécula, o aspecto mais
importante considerado é o teor de matéria seca. Para o consumo de mesa e na
indústria de congelados, o fator mais importante é o cozimento, além das
características de cor da casca e da polpa e facilidade de descascamento. Na
8
atualidade um aspecto muito importante considerado pela indústria e pelo produtor é
que as cultivares tenham elevados teores de matéria seca e amido na colheita
efetuada no verão, muito embora a maioria delas tenha comportamento semelhante,
algumas variações podem existir de uma safra para outra” (TAKAHASHI, 2001).
A fécula é um dos produtos mais importantes feitos a partir da mandioca, pois,
além das múltiplas aplicações possíveis, transcendem os mercados locais e se
prestam à exportação. A Food and Agriculture Organization (FAO), entidade
associada à Organização das Nações Unidas (ONU), considera a fécula uma
excelente oportunidade para que os países produtores de mandioca – geralmente
nações em desenvolvimento – adicionem valor a este produto de baixo custo.
Por isso, juntamente com a farinha, a fécula é um dos principais produtos
produzidos e comercializados pela Pinduca. A indústria produz além da fécula
(polvilho doce), o polvilho azedo, que é de grande apreço culinário para fabricação
de biscoitos e pães de queijo, por exemplo.
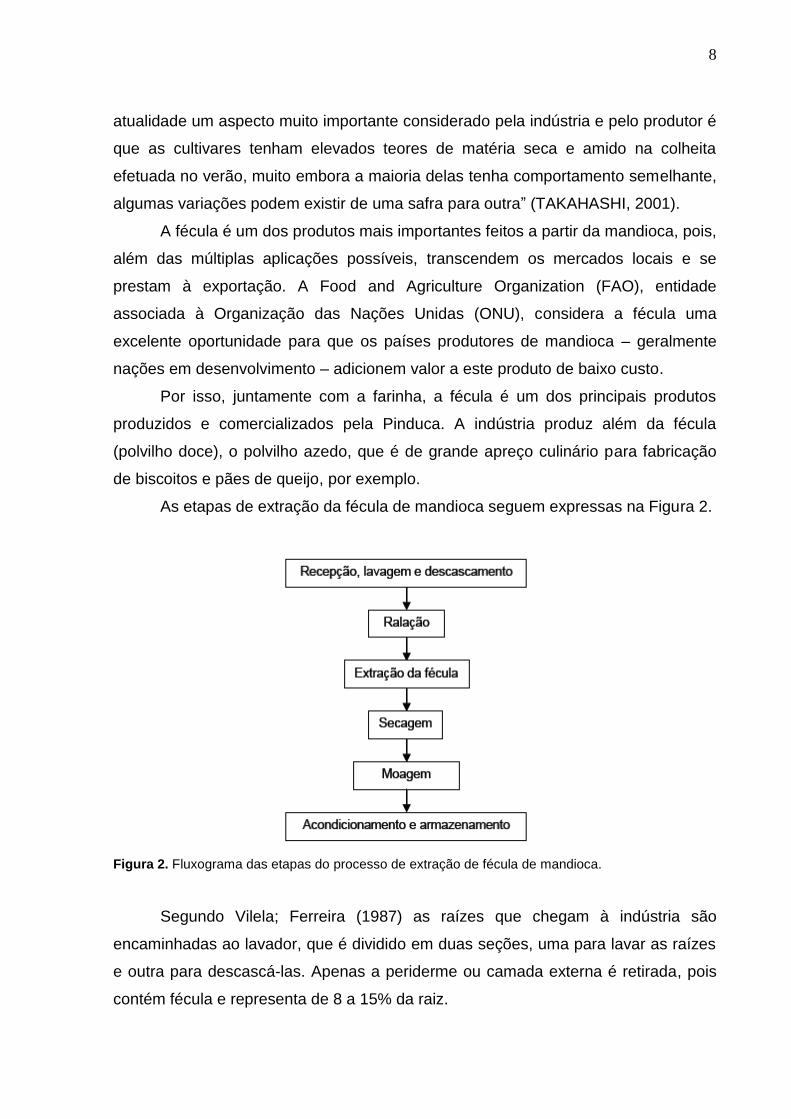
As etapas de extração da fécula de mandioca seguem expressas na Figura 2.
Figura 2. Fluxograma das etapas do processo de extração de fécula de mandioca.
Segundo Vilela; Ferreira (1987) as raízes que chegam à indústria são
encaminhadas ao lavador, que é dividido em duas seções, uma para lavar as raízes
e outra para descascá-las. Apenas a periderme ou camada externa é retirada, pois
contém fécula e representa de 8 a 15% da raiz.
9
“A etapa seguinte é a de corte das raízes em pedaços de cerca de 30mm de
espessura e desintegração dos pedaços em equipamento de alta velocidade
periférica, que possibilita o máximo de rompimento das células” (VILELA;
FERREIRA, 1987).
“A extração da fécula é realizada em peneiras extratoras de alta rotação, cujo
princípio de funcionamento se baseia em cones rotativos providos de tela de
peneiração, com crivos alongados de 125-250 mm de abertura. O material
desintegrado passa por uma série de extratores cada vez mais finos, originando
nesta etapa o farelo e o leite de fécula” (VILELA; FERREIRA, 1987).
“O "leite de fécula" livre das fibras contém ainda outros componentes solúveis
como proteínas, lipídeos e açúcares, que serão separados na etapa de refinação,
juntamente com a água. Esta suspensão é denominada "água vegetal" e deve ser
rapidamente eliminada para evitar a fermentação e formação de complexos com a
fécula” (VILELA; FERREIRA, 1987).
“Para a purificação são utilizadas centrífugas, que apresentam discos cônicos
dentro do rotor. A fécula refinada segue para um filtro rotativo à vácuo visando
remoção parcial da umidade (40-45%) e após isto, passa por um secador
pneumático onde, em tempo bastante curto, é desidratada de acordo com o teor de
umidade final desejado” (VILELA; FERREIRA, 1987).
“A fécula refinada segue para um filtro rotativo à vácuo visando remoção
parcial da umidade (40-45%) e após isto, passa por um secador pneumático onde,
em tempo bastante curto, é desidratada de acordo com o teor de umidade final
desejado” (VILELA; FERREIRA, 1987).
“Dependendo do processo adotado na secagem, torna-se necessário reduzir
as partículas a pó, por meio de compressão e peneiragem, caracterizando a
moagem” (SEBRAE, 2008).
“A fécula já finalizada pode ser embalada em plástico (para consumo final) ou
papel (comum na venda industrial). O local de armazenamento deve ser seco e bem
ventilado, para que não haja modificação das características do produto” (SEBRAE,
2008).
Além dos produtos derivados da mandioca que são produzidos pela Pinduca,
a empresa conta ainda com outros produtos que são adquiridos de fornecedores
terceirizados, são eles: amendoim, lentilha, feijão branco, pipoca e canjica.
10
Todos os produtos, terceirizados e produzidos na empresa passam pelo
controle interno de qualidade, com análises físicas e químicas, além disso, a
empresa conta com instituições terceirizadas e credenciadas que realizam análise
de classificação para garantir que as características e a qualidade dos produtos não
sejam alteradas.
2. DESCRIÇÃO DO LOCAL
A atividade de estágio desenvolveu-se no laboratório de controle de
qualidade de alimentos instalado na Pinduca Indústria Alimentícia Ltda., localizada
na cidade de Araruna– PR.
Para a realização das análises laboratoriais a indústria conta com vários
equipamentos, que são eles pHmetro, analisador de umidade por infravermelho,
balança analítica e semi analítica, microondas, equipamento de osmose reversa,
agitador magnético, liquidificador industrial, vidrarias, assim como reagentes e itens
de segurança, como os Equipamentos de Proteção Individual (EPI’s).
3. ATIVIDADES DESENVOLVIDAS
O estágio curricular foi realizado no laboratório de controle de qualidade da
PINDUCA no período de 5 de fevereiro de 2013 a 13 de maio de 2013. Ao longo das
400 horas realizadas, foram desenvolvidas diversas atividades de controle de
qualidade as quais foram: análise de amostragem, umidade, capacidade de
expansão, granulometria, acidez, pH e classificação.
O desenvolvimento das análises foi orientado por uma Tecnóloga em
Alimentos, que transmitiu todas as informações e fez todo acompanhamento das
atividades para que a realização e o aprendizado fossem satisfatórios.
Para realização das análises de rotina no laboratório da empresa, são
utilizadas metodologias oficiais preconizadas pelas Instruções normativas, que
padronizam todo o procedimento aplicado para as atividades desenvolvidas.
11
3.1 Amostragem
Segundo Brasil (2008), amostra é uma porção representativa de um lote ou
volume do qual foi retirada.
A amostragem deve ser feita criteriosamente, pois todo o trabalho
subsequente estará na dependência direta do cuidado com que a amostra foi
coletada.
Para a realização de amostragem em produtos ensacados, como fécula,
polvilho doce e polvilho azedo, a coleta se dava com a utilização do calador, que era
introduzido na válvula de abertura do saco, coletando a amostra da parte superior.
Para cada pallet (40 sacos) retirava-se uma amostra de no mínimo 200 g, que era
encaminhada para laboratório com identificação numérica (ex.: 1; 2; 3; e 4...),
numero do lote e data de validade.
Em produtos que chegavam em bags, que são também fécula, polvilho doce,
polvilho azedo e pipoca, coletava-se uma amostra por bag e identificava-a por
número, como no exemplo acima.
Para amendoim, lentilha, feijão branco e canjica eram retiradas amostras por
furação ou calagem em no mínimo 5% (cinco por cento) dos sacos que compõem a
carga, em proporção mínima de 30 (trinta) gramas de cada saco, tomados
inteiramente ao acaso.
A amostragem da farinha de mandioca era realizada de forma aleatória
durante o processo de empacotamento, onde eram coletadas duas amostras a cada
duas horas.
3.2 Umidade
A umidade de um alimento está relacionada com sua estabilidade e
composição, e pode afetar a estocagem, embalagem, processamento e a
comercialização. Por isso sua determinação é uma das medidas mais importantes e
utilizadas na análise de alimentos.
12
As análises de umidade foram realizadas em equipamento analisador por
infravermelho modelo IV2500 a uma temperatura de 130ºC por 6 minutos.
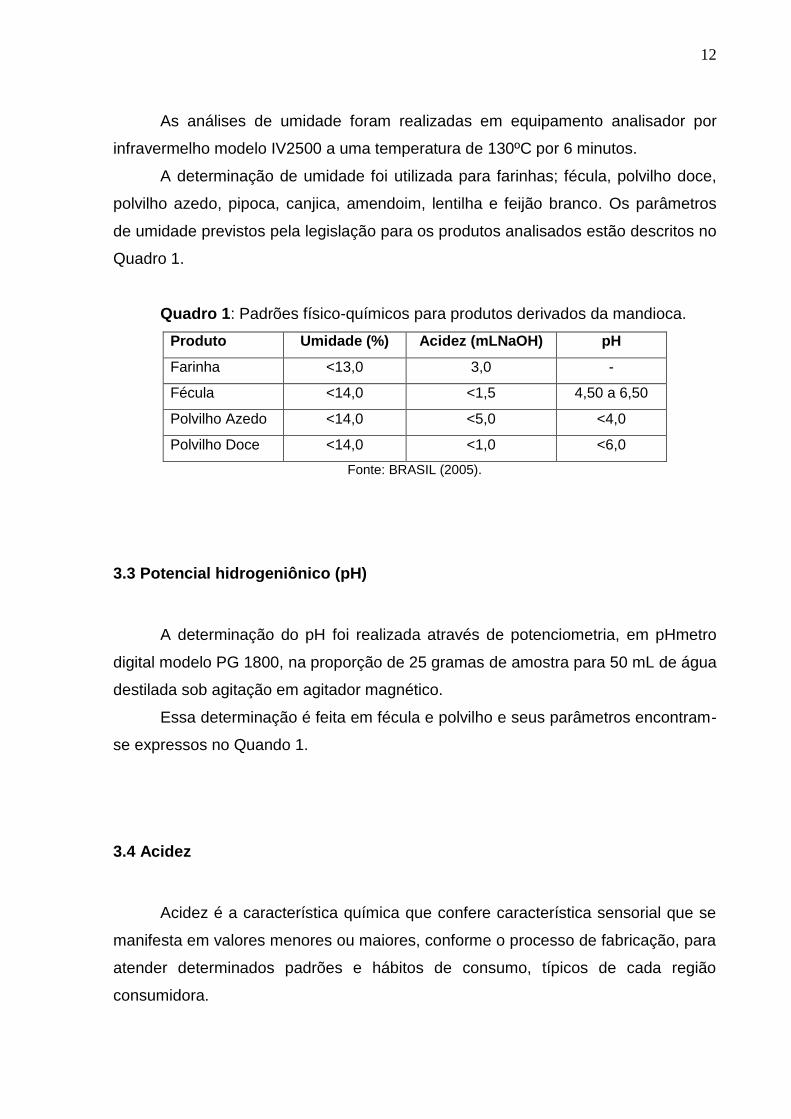
A determinação de umidade foi utilizada para farinhas; fécula, polvilho doce,
polvilho azedo, pipoca, canjica, amendoim, lentilha e feijão branco. Os parâmetros
de umidade previstos pela legislação para os produtos analisados estão descritos no
Quadro 1.
Quadro 1: Padrões físico-químicos para produtos derivados da mandioca.
Produto Umidade (%) Acidez (mLNaOH) pH
Farinha <13,0 3,0 -
Fécula <14,0 <1,5 4,50 a 6,50
Polvilho Azedo <14,0 <5,0 <4,0
Polvilho Doce <14,0 <1,0 <6,0
Fonte: BRASIL (2005).
3.3 Potencial hidrogeniônico (pH)
A determinação do pH foi realizada através de potenciometria, em pHmetro
digital modelo PG 1800, na proporção de 25 gramas de amostra para 50 mL de água
destilada sob agitação em agitador magnético.
Essa determinação é feita em fécula e polvilho e seus parâmetros encontram-
se expressos no Quando 1.
3.4 Acidez
Acidez é a característica química que confere característica sensorial que se
manifesta em valores menores ou maiores, conforme o processo de fabricação, para
atender determinados padrões e hábitos de consumo, típicos de cada região
consumidora.

13
Em um béquer colocava-se 10 gramas de amostra, 100 mL de água destilada
e 0,3 mL de fenolftaleína e fazia-se a titulação com NaOH 0,1M até que a solução
apresentasse um tom permanente róseo claro.
A análise de acidez era realizada em farinha de mandioca, fécula, polvilho
doce e polvilho azedo, seus parâmetros encontram-se no Quadro 1.
3.5 Granulometria
Granulometria consiste na distribuição das partículas e grânulos que
constituem o produto, segundo os seus tamanhos.
Segundo Brasil (2011), a farinha de mandioca do Grupo Seca, de acordo com
a sua granulometria, será classificada em 3(três) classes:
a) fina: quando 100% (cem por cento) de o produto passar através da peneira
com abertura de malha de 2mm (dois milímetros) e ficar retida em até 10% (dez por
cento), inclusive, na peneira com abertura de malha de 1 mm (um milímetro);
b) grossa: quando o produto fica retido em mais de 10% (dez por cento) na
peneira com abertura de malha de 2 mm;
c) média: quando a farinha de mandioca não se enquadrar em nenhuma das
classes anteriores;
Para realização da análise pesava-se 100 gramas de amostra, em seguida a
transferia ao jogo de peneiras de 10,18 e 200 mesh e agitava-se vigorosamente por
1 minuto. Pesava-se individualmente a quantidade de amostra que ficava retida em
cada peneira, além da aferição do peso dos fiapos e do pó.
3.6 Capacidade de expansão
Essa análise era realizada para medir a capacidade que a pipoca tem de se
expandir.
Primeiramente pesava-se 30 gramas da amostra, a levava ao microondas por
um minuto e meio para que pudesse se expandir, em seguida media-se o volume de
14
pipoca estourada em proveta de 2000 mL, o resultado era divido pelo peso da
amostra, onde o resultado era expresso em mL/g.
Segundo Brasil (2011), a capacidade de expansão para milho de pipoca Tipo
1 é de no mínimo 30mL/g.
3.7 Classificações de defeitos
A classificação dos defeitos era realizada nos produtos terceirizados, onde
são considerados todos os aspectos que interfiram na qualidade física e química do
mesmo.
De acordo com a legislação consideram-se:
Brotado - grão que se apresenta visivelmente germinado, caracterizando
inclusive, o rompimento da película.
Ardido - grão ou pedaço de grão que apresenta alteração em sua coloração
normal, causada pela ação excessiva do calor e umidade ou fermentação.
Rancificado - grão ou pedaço de grão que apresenta cor anormal e odor
desagradável devido às características físico-químicas do óleo terem se alterado por
processo oxidativo.
Carunchado - grão que apresenta perfuração causada por carunchos ou
outros insetos, em qualquer de suas fases evolutivas.
Mofado - grão que se apresenta com fungos (mofos ou bolores), mostrando a
olho nu, aspecto aveludado ou algodoento.
Danificado - grão que apresenta danos causados por agentes biológicos
(insetos em qualquer de suas fases evolutivas, roedores, ácaros), assim como
danificado por diferentes causas (danos mecânicos e outros).
Partido ou quebrado - cotilédone (banda), pedaço ou fragmento de grãos,
qualquer que seja o seu tamanho.
Chocho - grão que se apresenta enrugado, praticamente desprovido de
massa interna e enrijecido.
Despeliculado - grão que se apresenta desprovido de sua película, parcial ou
totalmente.
15
Imaturo - grão que não atingiu o seu desenvolvimento fisiológico completo
(maturação), apresentando-se geralmente descolorido e menor que o grão normal,
maduro, da classe à qual pertence.
Manchado ou descolorido- grão que apresenta alteração total ou parcial na
cor da película ou manchas visíveis, sem afetar, porém, a sua polpa.
Fermentados - os grãos ou pedaços de grãos que apresentam escurecimento
parcial do germe ou do endosperma provocado por processo fermentativo ou calor,
sendo também considerados como fermentados, devido à semelhança de aspecto,
os grãos que se apresentam parcialmente queimados.
Trincados - os grãos inteiros que apresentam trincas ou fendas visíveis a olho
nu, com ou sem rompimento da película.
Matérias Estranhas - corpos de qualquer natureza, estranhos ao produto, tais
como areia, fragmentos de madeira, grãos ou sementes de outras espécies,
sujidades, restos de insetos, entre outros.
Impurezas - detritos do próprio produto, tais como hastes, cascas, películas,
rabiças que se encontram destacadas das vagens, entre outros (BRASIL,1987;
BRASIL, 1989; BRASIL, 1993; BRASIL, 2008; BRASIL, 2011).
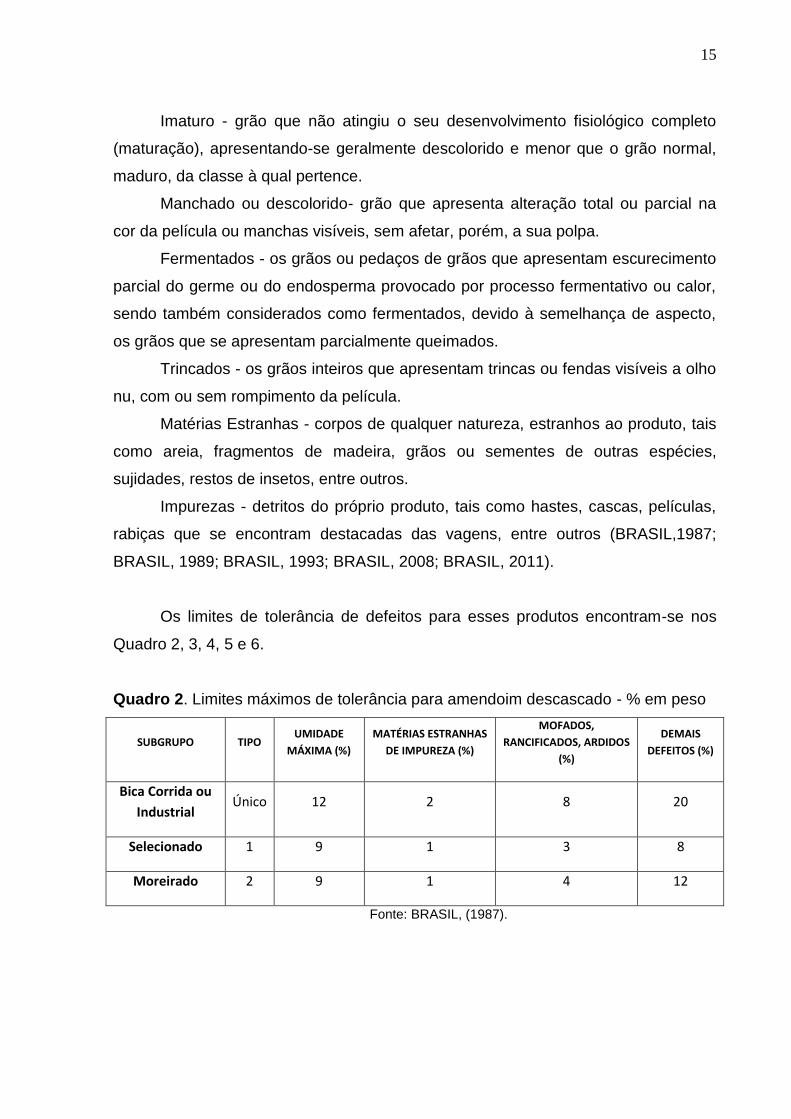
Os limites de tolerância de defeitos para esses produtos encontram-se nos
Quadro 2, 3, 4, 5 e 6.
Quadro 2. Limites máximos de tolerância para amendoim descascado - % em peso
SUBGRUPO TIPO UMIDADE
MÁXIMA (%)
MATÉRIAS ESTRANHAS
DE IMPUREZA (%)
MOFADOS,
RANCIFICADOS, ARDIDOS
(%)
DEMAIS
DEFEITOS (%)
Bica Corrida ou
Industrial Único 12 2 8 20
Selecionado 1 9 1 3 8
Moreirado 2 9 1 4 12
Fonte: BRASIL, (1987).
16
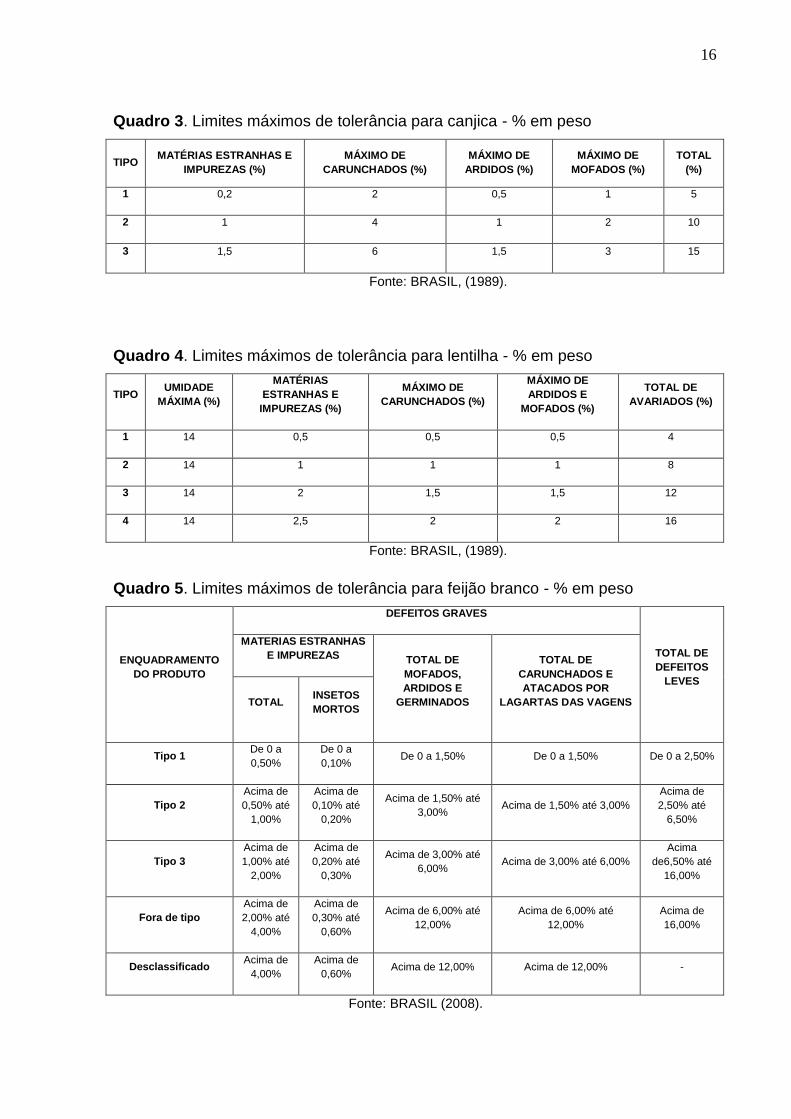
Quadro 3. Limites máximos de tolerância para canjica - % em peso
TIPO MATÉRIAS ESTRANHAS E
IMPUREZAS (%)
MÁXIMO DE
CARUNCHADOS (%)
MÁXIMO DE
ARDIDOS (%)
MÁXIMO DE
MOFADOS (%)
TOTAL
(%)
1 0,2 2 0,5 1 5
2 1 4 1 2 10
3 1,5 6 1,5 3 15
Fonte: BRASIL, (1989).
Quadro 4. Limites máximos de tolerância para lentilha - % em peso
TIPO UMIDADE
MÁXIMA (%)
MATÉRIAS
ESTRANHAS E
IMPUREZAS (%)
MÁXIMO DE
CARUNCHADOS (%)
MÁXIMO DE
ARDIDOS E
MOFADOS (%)
TOTAL DE
AVARIADOS (%)
1 14 0,5 0,5 0,5 4
2 14 1 1 1 8
3 14 2 1,5 1,5 12
4 14 2,5 2 2 16
Fonte: BRASIL, (1989).
Quadro 5. Limites máximos de tolerância para feijão branco - % em peso
ENQUADRAMENTO
DO PRODUTO
DEFEITOS GRAVES
TOTAL DE
DEFEITOS
LEVES
MATERIAS ESTRANHAS
E IMPUREZAS TOTAL DE
MOFADOS,
ARDIDOS E
GERMINADOS
TOTAL DE
CARUNCHADOS E
ATACADOS POR
LAGARTAS DAS VAGENS TOTAL INSETOS
MORTOS
Tipo 1 De 0 a
0,50%
De 0 a
0,10% De 0 a 1,50% De 0 a 1,50% De 0 a 2,50%
Tipo 2
Acima de
0,50% até
1,00%
Acima de
0,10% até
0,20%
Acima de 1,50% até
3,00% Acima de 1,50% até 3,00%
Acima de
2,50% até
6,50%
Tipo 3
Acima de
1,00% até
2,00%
Acima de
0,20% até
0,30%
Acima de 3,00% até
6,00% Acima de 3,00% até 6,00%
Acima
de6,50% até
16,00%
Fora de tipo
Acima de
2,00% até
4,00%
Acima de
0,30% até
0,60%
Acima de 6,00% até
12,00%
Acima de 6,00% até
12,00%
Acima de
16,00%
Desclassificado Acima de
4,00%
Acima de
0,60% Acima de 12,00% Acima de 12,00% -
Fonte: BRASIL (2008).
17
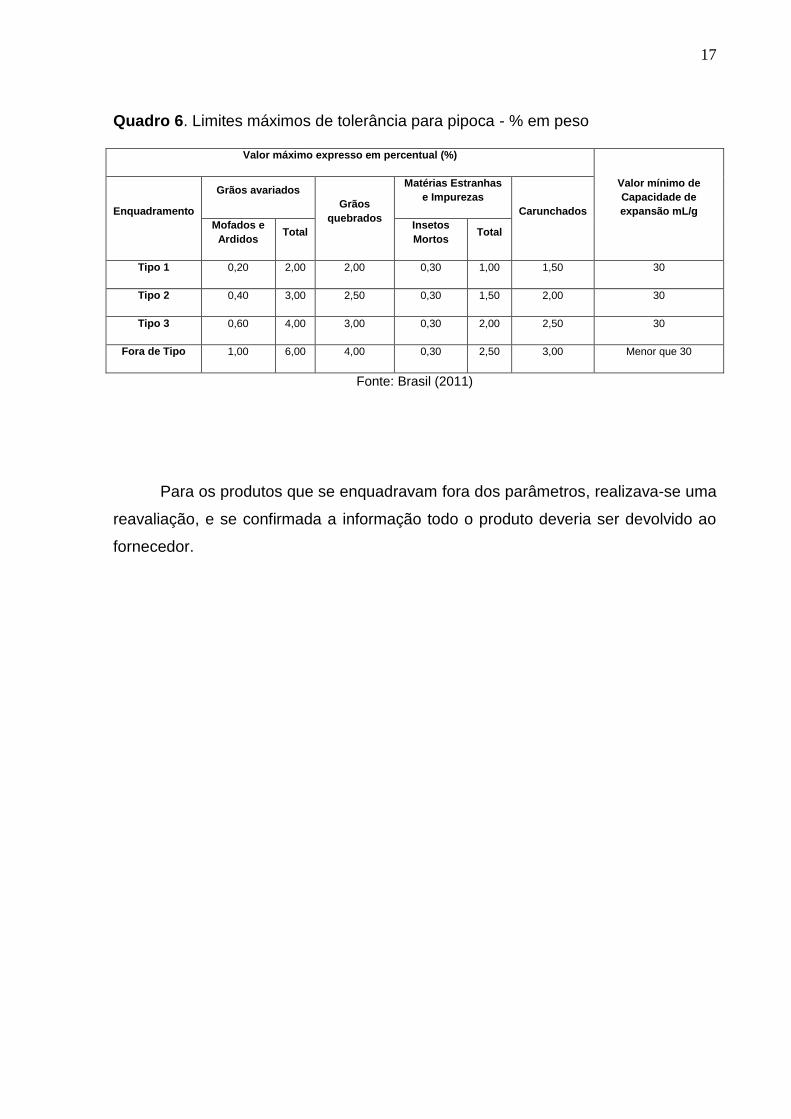
Quadro 6. Limites máximos de tolerância para pipoca - % em peso
Valor máximo expresso em percentual (%)
Valor mínimo de
Capacidade de
expansão mL/g Enquadramento
Grãos avariados
Grãos
quebrados
Matérias Estranhas
e Impurezas
Carunchados
Mofados e
Ardidos Total
Insetos
Mortos Total
Tipo 1 0,20 2,00 2,00 0,30 1,00 1,50 30
Tipo 2 0,40 3,00 2,50 0,30 1,50 2,00 30
Tipo 3 0,60 4,00 3,00 0,30 2,00 2,50 30
Fora de Tipo 1,00 6,00 4,00 0,30 2,50 3,00 Menor que 30
Fonte: Brasil (2011)
Para os produtos que se enquadravam fora dos parâmetros, realizava-se uma
reavaliação, e se confirmada a informação todo o produto deveria ser devolvido ao
fornecedor.
18
4. CONCLUSÃO
No decorrer do estágio foi possível acompanhar a rotina da empresa que
proporcionou o convívio com pessoas da área industrial e mostrou a real importância
da presença de Tecnólogos em Alimentos no controle de qualidade dos produtos,
visando sempre à melhoria dos processos. Possibilitou também, relacionar os
conhecimentos adquiridos na graduação à prática industrial.
Durante a etapa de produção pode-se notar a importância do controle de
processos na garantia de um elevado padrão de qualidade. Para que isso ocorra, é
necessário que haja um bom funcionamento do laboratório, com ética e domínio dos
princípios e procedimentos para com análises realizadas.
Na realização do controle de qualidade todos os aspectos necessários
devem ser avaliados, pois uma análise isolada não é fator de controle de qualidade,
mas sim um conjunto de parâmetros a serem avaliados é que garantem a não
alteração das características normais de um produto.
Portanto, o estágio supervisionado se mostra fundamental para formação
acadêmica, já que possibilita vivenciar a profissão de um Tecnólogo em Alimentos,
podendo associar a teoria à prática de forma precisa e segura, tendo um preparo
adequado à atuação no mercado de trabalho, resolvendo problemas e
aperfeiçoando técnicas de acordo com as necessidades apresentadas, agregando
experiência e visão mais dinâmica após a conclusão do curso.
19
5. REFERENCIAS BIBLIOGRÁFICAS
ALBUQUERQUE, T. T. O.; MIRANDA, L. C. G.; SALIM, J.; TELES, F. F. F.;
QUIRINO, J. G. Composição centesimal da raiz de 10 variedades de mandioca
(ManihotesculentaCrantz) cultivadas em Minas Gerais. Revista Brasileira de
Mandioca, v.12, n.1, p.7-12, 1993.
ALVES, E. R. A. A.; VEDOVOTO, G. L. A indústria do amido de mandioca.
Brasília: Embrapa Informação Tecnológica, 2003. 201 p. (Embrapa Informação
Tecnológica. Documentos, 6).
ARAUJO, J. S.; LOPES, C. A. Produção de farinha de mandioca na agricultura
familiar. Niterói: Programa Rio Rural, 2008.
BRASIL, Ministério da Agricultura Pecuária e Abastecimento. Instrução Normativa
nº 52, de 7 de novembro de 2011, que define o padrão oficial de classificação da
farinha de mandioca. Disponível em:
<http://www.codapar.pr.gov.br/arquivos/File/pdf/FarinhadeMandiocaIN522011.pdf>.
Acesso em: 16 dez. 2013.
BRASIL, Ministério da Agricultura. Portaria nº 147, de 14 de julho de 1987, que
define as características de identidade, qualidade, embalagem e marcação do
amendoim que se destina à comercialização interna. Disponível em:
<http://www.codapar.pr.gov.br/arquivos/File/pdf/amendoim147_87.pdf>. Acesso em:
17 dez. 2013.
BRASIL, Ministério da Agricultura. Portaria nº 109, de 24 de fevereiro de 1989, que
estabelece normas de Identidade, Qualidade, Apresentação e Embalagem da
Canjica de Milho. Disponível em:
<http://www.codapar.pr.gov.br/arquivos/File/pdf/canjica109_89.pdf>. Acesso em: 17
dez. 2013.
BRASIL, Ministério da Agricultura, do Abastecimento e da Reforma Agrária. Portaria
nº 65, de 16 de fevereiro de 1993, que define as características de identidade,
20
qualidade, embalagem, marcação e apresentação da lentilha que se destina à
comercialização. Disponível em:
<http://www.codapar.pr.gov.br/arquivos/File/pdf/lentilha065_93.pdf>. Acesso em: 17
dez. 2013.
BRASIL, Ministério da Agricultura Pecuária e Abastecimento. Instrução Normativa
nº 23, de 14 de dezembro de 2005, que define as características de identidade e
qualidade dos produtos amiláceos derivados da raiz de mandioca. Disponível em:
<http://www.ivegetal.com.br/cvegetal/Legisla%C3%A7%C3%A3o%20Classifica%C3
%A7%C3%A3o%20Vegetal%5CIN%20n%C2%BA%2023%20de%2014%20de%20d
ezembro%20de%202005%20Derivados%20da%20mandioca.pdf>. Acesso em:17
dez. 2013.
BRASIL, Ministério da Agricultura Pecuária e Abastecimento. Instrução Normativa
nº 12, de 28 de março de 2008, que defini o padrão oficial de classificação do feijão.
Disponível em:
<http://www.codapar.pr.gov.br/arquivos/File/pdf/FeijaoInstrucaoNormativa1208.pdf>.
Acesso em: 06 jan. 2014.
BRASIL, Ministério da Agricultura Pecuária e Abastecimento. Instrução Normativa
nº 61, de 22 de dezembro de 2011, que define o padrão oficial de classificação do
milho pipoca. Disponível em:
<http://www.codapar.pr.gov.br/arquivos/File/pdf/MilhoPipocaInstrucaoNormativa6111
.pdf>. Acesso em: 17 dez. 2013.
BRASIL, Ministério da Agricultura Pecuária e Abastecimento. Instrução Normativa
nº 42, de 31 de dezembro de 2008. Plano Nacional de Controle de Resíduos e
Contaminantes em Produtos de Origem Vegetal. Disponível em:
<http://www.diariodasleis.com.br/busca/exibelink.php?numlink=1-77-23-2008-12-31-
42>. Acesso em: 18 dez. 2013.
BRASIL, Ministério da Agricultura Pecuária e Abastecimento. Portaria nº 554, de 30
de agosto de 1995. Norma de Identidade, Qualidade, Acondicionamento,
Armazenamento e Transporte da Farinha de Mandioca, para fins de
21
comercialização.Disponível em:
<http://www.engetecno.com.br/port/legislacao/cereais_farinha_mandioca.htm>.
Acesso em: 17 dez. 2013
CARDOSO, C. E. L.; SOUZA, J. S. Aspectos econômicos. Cruz das Almas:
Embrapa Mandioca e Fruticultura, 2000. (Embrapa Mandioca e Fruticultura. Circular
Técnica, 37).
CEREDA, M., P. Caracterização dos subprodutos da industrialização da
mandioca. Manejo, Uso e Tratamento de subprodutos da industrialização da
mandioca. Fundação Cargill, 2001. Dissertação (Mestrado em Agronomia) -
Faculdade de Ciências Agronômicas - Universidade Estadual Paulista “Julio de
Mesquita Filho”, Botucatu, 2006. Disponível em <
http://www.pg.fca.unesp.br/Teses/PDFs/Arq0146.pdf>. Acesso em: 10 jan. 2014.
FAO. Starch market adds value to cassava. Rome (IT), Oct. 2006.
Disponívelem:<http://www.fao.org/ag/magazine/0610sp1.htm>. Acesso em: 15 dez.
2013.
FARIAS, A. R. Processamento e Utilização de Mandioca. Brasília, DF: Embrapa
Informação Tecnológica, 2005.
GRANÇO, G.; ALVES, L. R. A.; FELIPE, F. I. Descrição de alguns entraves na
comercialização da farinha de mandioca no Brasil. Campo Grande, In:
Congresso Brasileiro de Mandioca, 2005.
SEBRAE. Mandiocultura Farinha e Fécula. Estudos de Mercado Sebrae/Espm,
2008, Relatório completo.
SUFRAMA (Superintendência da Zona Franca de Manaus), Amido de Mandioca,
Potencialidades Regionais Estudos de Viabilidade Econômica Sumários
Executivos, Vol. 2, 2003.
22
TAKAHASHI, M. Tuberosas Amiláceas Latino Americano. Ed. Fundação Cargill –
Volume 2, p. 258-273, 2001.
Tecnologia de Fabricação de Farinha de Mandioca. Disponível em: <http://www.engetecno.com.br/como_fabricar.htm>. Acesso em: 29 dez. 2013.
VILELA, E.R., FERREIRA, M.E. Tecnologia de produção e utilização do amido de
mandioca. Inf. Agropecuaria., v. 13, n. 145, p. 69-74, 1987.