Embed Size (px)
Citation preview

Jorge Nuno da Cruz Lima Novo
Planeamento e Implementação deMetodologias e Ferramentas da Qualidadeno projeto de um painel para autorrádio
Jorg
e Nu
no d
a Cr
uz L
ima
Novo
Julho de 2012UMin
ho |
201
2Pl
anea
men
to e
Impl
emen
taçã
o de
Met
odol
ogia
s e
Ferr
amen
tas d
a Qu
alid
ade
no p
roje
to d
e um
pai
nel p
ara
auto
rrád
io
Universidade do MinhoEscola de Engenharia

Julho de 2012
Tese de MestradoCiclo de Estudos Integrados Conducentes aoGrau de Mestre em Engenharia e Gestão Industrial
Trabalho efectuado sob a orientação doProfessor Doutor Sérgio Dinis Sousa
Jorge Nuno da Cruz Lima Novo
Planeamento e Implementação deMetodologias e Ferramentas da Qualidadeno projeto de um painel para autorrádio
Universidade do MinhoEscola de Engenharia

ii
AGRADECIMENTOS
Dedico este espaço a todas as pessoas que me apoiaram na realização deste trabalho, apesar
de ser um trabalho individual, pela sua motivação e no seu desenvolvimento, deixando em
registo as que estiveram mais presentes.
Os meus agradecimentos vão:
Para o Professor Sérgio Dinis Sousa, orientador do trabalho, pela sua disponibilidade,
atenção demonstrada e utilidade das informações que me cedeu.
Para os meus pais, com uma palavra de grande estima porque sempre me apoiaram,
principalmente na formação académica.
A todos um muito obrigado!

iii
RESUMO
A certificação de uma empresa do ramo automóvel, com base na norma ISO/TS 16949 envolve
vários processos e requer melhoria contínua dos mesmos. Esta certificação existe na Delphi em
Braga e está associada à satisfação das necessidades do Cliente.
Para a certificação da empresa e obtenção de vantagens competitivas, são utilizadas
determinadas ferramentas e metodologias da qualidade, como o Planeamento Avançado da
Qualidade do Produto e Plano de Controlo (APQP), o Controlo Estatístico do Processo (CEP) e a
Análise dos Sistemas de Medição (MSA). Neste trabalho serão aplicadas estas ferramentas e
metodologias no projeto de um painel para autorrádio, na empresa Delphi.
O APQP é uma metodologia da qualidade que abrange as etapas do projeto de um produto e
respetivos processos. No presente trabalho de aplicação desta metodologia, são realçadas
ferramentas da qualidade, que respondem às exigências do respetivo desenvolvimento. Desta
forma, apresenta-se o plano de controlo da área de injeção. O Processo de Aprovação de Peça
de Produção (PPAP) realiza-se para validar o processo de aprovação de produção inicial, de um
produto junto do cliente. Nesta etapa verificam-se variáveis críticas do projeto e a capacidade do
processo em produzir peças dentro das especificações requeridas. Após o estudo destes
indicadores e verificação da sua aceitabilidade, o processo é aprovado para uma produção
inicial.
Implementou-se o CEP em processos da Delphi de Braga de forma a diminuir ou prevenir as
falhas, retrabalho e peças defeituosas durante a produção. Esta ferramenta, visa controlar os
desvios do processo, através de ações despoletadas quando os limites de controlo são
ultrapassados. Foram também analisados dados históricos de processos e feita a formação dos
operadores. Na implementação dos limites de controlo comprovou-se que o processo se
apresenta sob controlo estatístico. O MSA foi utilizado para a validação dos equipamentos e dos
operadores na medição de determinadas variáveis críticas, incluindo análises de R&R, de modo a
verificar se o controlo do processo é confiável. Este estudo, além de verificar a fiabilidade do
equipamento analisa também o comportamento dos operadores, no controlo dimensional do
processo da área de injeção. Desta forma, verificou-se através do estudo R&R que o paquímetro
digital de 300 mm é aceitável para o controlo dimensional.
Palavras-chave: APQP e Plano de Controlo, CEP e MSA.

iv
ABSTRACT
Certification of an automotive company, based on ISO/TS 16949 involves several processes and
requires continuous improvement of the same. This certification exists in Delphi in Braga and is
associated with meeting the needs of customers.
For the certification of the company and to obtain competitive advantages, are used certain
quality tools and methodologies, as the Advanced Planning of Product Quality and Control Plan
(APQP), Statistical Process Control (SPC) and Measurement Systems Analysis (MSA.) This work
will apply these tools and methodologies in the design of a car radio panel, in Delphi Company.
The APQP is a quality methodology which covers the stages of designing a product and
respective processes. With this analysis, the application of this methodology is highlighted quality
tools that meet the requirements of the respective development. Thus, it presents the plan for
monitoring the injection area. The Process of Production Part Approval (PPAP) is carried out to
validate the approval process for initial production of a product from the customer. At this stage,
there are critical variables in the design and process capability to produce parts within
specifications. After studying these indicators and to check its acceptability, the process is
approved for an initial production.
CEP was implemented in the Delphi Company process of Braga in order to reduce or prevent
failures, rework, and defective parts during production. This tool, aims to control the deviations of
the process, through actions triggered when the control limits are exceeded. Were also analyzed
historical data for process and made the training of operators. In the implementation of the
control limits proved that the process is presented in statistical control. The MSA was used to
validate the equipment and operators in the measurement of certain critical variables, including
analysis of R&R in order to verify that process control is reliable. This study, in addition to
verifying the reliability of the equipment also, analyzes the behavior of operators in dimensional
control of the process in the area of injection. Thus, it was found by studying the R&R caliper of
300 mm is acceptable for the dimensional control.
Keywords: APQP and Control Plan, SPC and MSA.
v
ÍNDICE
Agradecimentos ......................................................................................................................... ii
Resumo .................................................................................................................................... iii
Abstract .................................................................................................................................... iv
Índice ........................................................................................................................................ v
Índice de Figuras ..................................................................................................................... viii
Índice de Tabelas ...................................................................................................................... x
Simbologia e Abreviaturas ......................................................................................................... xi
1. Introdução ............................................................................................................................ 1
1.1. Enquadramento da Investigação .................................................................................... 1
1.2. Objetivos ....................................................................................................................... 2
1.3. Metodologia de Investigação .......................................................................................... 3
1.4. Estrutura do Trabalho .................................................................................................... 3
2. Revisão Bibliográfica ............................................................................................................. 5
2.1. História da Qualidade e Conceitos .................................................................................. 5
2.2. Certificação de Qualidade na Industria Automóvel ........................................................ 10
2.2.1. Requisitos para um SGQ ....................................................................................... 11
2.3. O Processo de Desenvolvimento de Produtos na Indústria Automóvel ........................... 15
2.3.1. Planeamento Avançado da Qualidade do Produto .................................................. 16
2.3.2. Plano de Controlo ................................................................................................. 19
2.4. Controlo Estatístico do Processo .................................................................................. 22
2.4.1. Sistema de Controlo Da Qualidade ........................................................................ 22
2.4.2. Variabilidade do Processo ..................................................................................... 23
2.4.3. Comportamento do Processo ................................................................................ 26
2.4.4. Cartas de Controlo e sua Aplicação ....................................................................... 27
2.4.5. Capacidade do Processo ....................................................................................... 30

vi
2.5. Análise dos Sistemas de Medição ................................................................................ 32
2.5.1. Discriminação ....................................................................................................... 33
2.5.2. Estudo dos Dados de Inspeção ............................................................................. 35
2.5.3. Repetibilidade e Reprodutibilidade (R&R) ............................................................... 36
3. A Empresa Delphi Automotive Systems e o Sistema Produtivo ............................................. 45
3.1. Empresa, Produtos e Clientes ...................................................................................... 45
3.2. Enquadramento na Delphi em Braga............................................................................ 47
3.3. Descrição das Áreas de Produção e de Análise da Fábrica de Plásticos ........................ 47
3.3.1. Área de Injeção ..................................................................................................... 48
3.3.2. Área de Análise ..................................................................................................... 50
4. Plano de Controlo ............................................................................................................... 54
4.1. Introdução ................................................................................................................... 54
4.2. Plano de Controlo do Škoda 25 ................................................................................... 55
4.2.1. Definição dos Equipamentos para Controlo ........................................................... 56
4.2.2. Plano da Injeção ................................................................................................... 59
4.3. Controlo Estatístico de Processo (CEP) ......................................................................... 63
4.3.1. Aprovação do Produto na Empresa ....................................................................... 64
4.3.2. Gráficos de Controlo ............................................................................................. 70
4.3.3. Ajustamento do Processo ...................................................................................... 72
4.3.4. Elaboração das Cartas de Controlo e o seu Desenvolvimento ................................. 75
5. Análise dos Sistema de Medição ......................................................................................... 78
5.1. Estudo de Repetibilidade e Reprodutibilidade ............................................................... 79
5.1.1. Estudo do Sistema de Medição por Variáveis ......................................................... 79
6. Conclusão .......................................................................................................................... 86
Bibliografia ............................................................................................................................. 88

vii
ANEXOS ..................................................................................................................................... I
Anexo A – Tabela de Constantes para as Cartas de Controlo (Manual SPC, 2005) .................. II
Anexo B – Valores Associados com a Distribuição para as Amplitudes das Médias (d2) .......... III
Anexo C – Plano de Controlo ................................................................................................. IV
Anexo D – Plano de Injeção .................................................................................................. VI
Anexo E – Registo do Controlo por Atributos ......................................................................... VII
Anexo F – Carta de Controlo ............................................................................................... VIII
Anexo G – Relatório de Calibração do Paquímetro Digital de 300 mm .................................... IX
Anexo H – Estudo de R&R para o Paquímetro Digital .............................................................. X

viii
ÍNDICE DE FIGURAS
Figura 1 – Relacionamentos com a Qualidade (ISO 9000:2005) ................................................ 6
Figura 2 – Modelo de um SGQ baseado em processos (ISO 9001:2008) ................................... 9
Figura 3 – Conjunto de normas que envolve a ISO/TS 16949 ................................................. 11
Figura 4 – Curva da distribuição normal (adaptado de Oakland, 2008) .................................... 24
Figura 5 – Variabilidade do processo, devido a ajustes frequentes (Oakland, 2008) ................. 25
Figura 6 – Amostras individuais e amostras de tamanho n. (Oakland, 2008) ........................... 25
Figura 7 – Controlo pelos limites de especificação (adaptado de Duret, et al, 2009) ................ 26
Figura 8 – Princípios da carta de controlo (Oakland, 2008) ..................................................... 27
Figura 9 – Impacto do ndc, segundo o Manual MSA (2002) .................................................... 34
Figura 10 – Capacidade de inspeção nas tolerâncias de especificação, (Oliveira, 2006)........... 36
Figura 11 – Repetibilidade (Manual MSA, 2002) ..................................................................... 37
Figura 12 – Reprodutibilidade (Manual MSA, 2002) ................................................................ 37
Figura 13 – R&R (Manual MSA, 2002) .................................................................................... 38
Figura 14 – Exemplo de uma folha de dados para o estudo R&R, baseado no Manual MSA ..... 40
Figura 15 – Planta da fábrica Delphi em Braga. ...................................................................... 45
Figura 16 – Os principais clientes da história da Delphi Braga. ................................................ 46
Figura 17 – Os produtos da fábrica de plásticos Delphi Braga. ................................................ 47
Figura 18 – Layout do edifício 2 da Delphi .............................................................................. 48
Figura 19 – Ordem de produção. ............................................................................................ 48
Figura 20 – Fluxograma da área de injeção. ............................................................................ 49
Figura 21 – Máquina de injeção e o desumidificador. .............................................................. 49
Figura 22 – Armazenamento de stock da área de injeção. ....................................................... 50
Figura 23 – Laboratório de análise 1 ....................................................................................... 51
Figura 24 – Zona amarela de armazenamento. ....................................................................... 52
Figura 25 – Laboratório de análise 2. ...................................................................................... 52

ix
Figura 26 – Componentes da blenda Škoda 25 ...................................................................... 56
Figura 27 – Requisito funcional da peça Trimplate – Blank ...................................................... 58
Figura 28 – Dispositivo de controlo funcional (Jig2) ................................................................. 58
Figura 29 – (a)“Passa”; (b) “Não passa” ................................................................................ 59
Figura 30 – Dimensões do Trimplate -- Blank .......................................................................... 64
Figura 31 – Histograma de frequência relativa ........................................................................ 66
Figura 32 – Teste Ryan-Joiner ................................................................................................. 66
Figura 33 – Análise do gráfico X ............................................................................................. 68
Figura 34 – Análise do gráfico AM ........................................................................................... 68
Figura 35 – Posição e distribuição .......................................................................................... 69
Figura 36 – Análise do gráfico X-barra ..................................................................................... 73
Figura 37 – Análise do gráfico s .............................................................................................. 73
Figura 38 – Análise do gráfico X-barra após ajustamento ......................................................... 74
Figura 39 – Análise do gráfico s após ajustamento .................................................................. 74
Figura 40 – Informação para o registo do controlo dimensional ............................................... 75
Figura 41 – Introdução dos dados do controlo dimensional ..................................................... 76
Figura 42 – Estrutura do plano de controlo, baseado em Chrysler Corporation, et al, 1995 ........ IV
Figura 43 – Recolha de dados ................................................................................................... X
Figura 44 – Análise das medições ............................................................................................ XI

x
ÍNDICE DE TABELAS
Tabela 1 – Requisitos mínimos de um plano de controlo ......................................................... 20
Tabela 2 – Formulas para o gráfico das médias (Manual SPC, 2005) ...................................... 29
Tabela 3 – Formulas para o gráfico s (Manual SPC, 2005) ...................................................... 29
Tabela 4 – Índices de capacidade para um processo produtivo ............................................... 32
Tabela 5 – Critério de R&R ..................................................................................................... 43
Tabela 6 – Identificação das áreas e blisters. .......................................................................... 51
Tabela 7 – Equipamentos de medida ...................................................................................... 53
Tabela 8 – Seleção do equipamento de medição ..................................................................... 57
Tabela 9 – Dimensões para o controlo funcional do Trimplate – Blank .................................... 58
Tabela 10 – Frequência da amostra (Anexo D) ........................................................................ 60
Tabela 11 – Limites de especificação para o controlo dimensional .......................................... 64
Tabela 12 – Recolha de dados da dimensão A (mm). .............................................................. 65
Tabela 13 – Amplitudes móveis (AM) da amostra .................................................................... 67
Tabela 14 – Recolha de dados na produção do Trimplate – Blank ........................................... 72
Tabela 15 – Novos limites de controlo para a peça Trimplate – Blank...................................... 73
Tabela 16 – Dados da colaboradora A (mm) ........................................................................... 80
Tabela 17 – Dados do colaborador B (mm) ............................................................................. 80
Tabela 18 – Dados do colaborador C (mm) ............................................................................. 81
Tabela 19 – Média das médias e amplitudes médias dos colaboradores A, B e C (mm) ........... 81
Tabela 20 – Parte do plano de controlo (Área de injeção) ........................................................... V

xi
SIMBOLOGIA E ABREVIATURAS
APQP – Planeamento Avançado da Qualidade do Produto e Plano de Controlo (do Inglês –
Advanced Product Quality Planning and Control Plan)
ARL – número esperado de amostras recolhidas para detetar um desvio na média do processo
(do Inglês – Average Run Length)
CEP – Controlo Estatístico do Processo
CQ – Controlo de Qualidade
CQT – Controlo de Qualidade Total
FMEA – Análise de Modos de Falha e Efeitos (do Inglês – Failure Modes and Effects Analysis)
ISO – Internacional Organization for Standardization
LIE – Limite Inferior de Especificação
LSE – Limite Superior de Especificação
MSA – Análise dos Sistemas de Medição (do Inglês – Measurement System Analysis)
PPAP – Processo de Aprovação de Peça de Produção (do Inglês - Production Part Approval
Process)
SGQ – Sistema de Gestão da Qualidade
TQM – Gestão da Qualidade Total (do Inglês – Total Quality Management)

1
1. INTRODUÇÃO
1.1. Enquadramento da Investigação
A International Automotive Task Force (IATF), que consiste num grupo internacional de
fabricantes de veículos e associações comerciais nacionais, desenvolveu um padrão em conjunto
com a ISO, chamado ISO / TS 16949. Esta especificação baseada na ISO 9001:2000 alinha
requisitos de empresas do sector automóvel dos E.U.A. (QS-9000), alemães (VDA6.1), franceses
(EAQF) e Italianos (AVSQ) para estabelecer uma norma técnica que os Sistemas de Gestão da
Qualidade devem satisfazer (Cintra, 2005).
A utilização de uma norma técnica de qualidade ISO / TS 16949 permite a implementação de
métodos comuns e consistentes da qualidade para a indústria automóvel global, de modo a
atingir níveis de classe mundial de qualidade do produto, produtividade, competitividade e
melhoria contínua (Kartha, 2004).
Para a conceção de produtos neste setor, a referida norma exige a utilização da metodologia
Planeamento Avançado da Qualidade do Produto (APQP) que implica a utilização de algumas
ferramentas da qualidade e um plano de controlo para apoiar um plano de qualidade no
processo de produção (Bobrek, et al, 2005).
As principais ferramentas de apoio à implementação do APQP são o desenvolvimento do Plano
de Controlo da produção, Análise do Tipo e Efeito de Falha (FMEA), Controlo Estatístico do
Processo (CEP), Análise dos Sistemas de Medição (MSA) e o Processo de Aprovação de Peça de
Produção (PPAP) (Chrysler Corporation, et al, 1998).
O Plano de Controlo da produção é uma extensão lógica do plano de controlo de pré-lançamento,
em que se utilizam técnicas analíticas adequadas para cumprir diferentes requisitos associados
ao processo de planeamento da qualidade. Este plano requer a descrição das medições
dimensionais, materiais e testes funcionais que serão usados para controlar peças e processos
para produção (Thisse, 1998).
O Controlo Estatístico do Processo (CEP) é um método importante nas indústrias de manufatura
e de processos. O seu objetivo é monitorizar o desempenho de um processo ao longo do tempo,
a fim de verificar se o processo está sob controlo estatístico. Esta análise de controlo estatístico

2
para determinado processo ou produto revê a variação que afeta o processo e se são
significantes as suas variações, de modo a evitar desperdício de materiais (Smith, et al, 2007).
O processo de aprovação de peça de produção (PPAP) tem como objetivo determinar se todos os
registos dos projetos de engenharia dos clientes e requisitos de especificação são devidamente
compreendidos pelo fornecedor e que o processo tem o potencial para produzir produtos que
satisfaçam esses requisitos durante uma produção real (Chrysler Corporation, et al, 1998).
A análise dos sistemas de medição (MSA) compara a qualidade e a exatidão das medições
executadas por equipamentos de medida e operários. Esta técnica padronizada (Feigenbaum,
1994), identifica os operadores e os instrumentos de medição não adequados às variáveis a
medir.
O trabalho proposto para esta dissertação realiza-se numa indústria que produz componentes de
autorrádios. Este trabalho irá aplicar o APQP de uma blenda e respetivos botões para um modelo
da Škoda na fábrica de plásticos da Delphi em Braga, incidindo na secção de Injeção de peças
termoplásticas. Este trabalho irá destacar o Plano de Controlo da Qualidade, CEP e o MSA.
1.2. Objetivos
Os principais objetivos deste trabalho são:
Realizar uma análise ao Sistema de Gestão da Qualidade na secção da Injeção e
identificar as variáveis críticas da qualidade no processo produtivo.
Contribuir para o Planeamento Avançado da Qualidade do Produto e Plano de Controlo
de um novo produto na empresa com a utilização de metodologias e ferramentas da
qualidade de modo a garantir uma boa conduta na conceção do produto.
Apresentar propostas de melhoria que visem melhorar o sistema da qualidade.

3
1.3. Metodologia de Investigação
A metodologia aplicada no desenvolvimento da presente dissertação é o estudo do caso. Esta
metodologia foca o estudo mais detalhado sobre um número restrito de temas, de maneira a
aprofundar a sua investigação. É adequado para o estudo descritivo ou para compreender a
complexidade de um caso. Segundo Macnealy (1997), é uma necessidade de explorar uma
situação que não está bem definida.
Face à sua uma forte componente descritiva, conduz a um profundo alcance analítico.
A fase do estudo de caso apresenta-se com o planeamento relacionado com a conceção da
investigação, recolha de dados e posteriormente a sua análise.
Relativamente à garantia da fiabilidade deste estudo torna-se difícil de alcançar, porque o
investigador é o principal, e muitas vezes único “instrumento” do estudo (Vieira, 1999) a,
acrescentar que o “caso” em si não pode ser replicado ou reconstruído. No entanto, a questão
da fiabilidade não pode deixar de ser colocada se queremos que ao nosso estudo de caso seja
reconhecida pertinência e valor (Yin, 1994).
Este método necessita do desenvolvimento prévio de proposições teóricas para conduzir a
recolha e a análise dos dados.
1.4. Estrutura do Trabalho
A estrutura do trabalho apresenta-se com seis capítulos: introdução, revisão bibliográfica,
apresentação da empresa, plano de controlo e controlo estatístico do processo, análise dos
sistemas de medição e por fim, a conclusão.
No capítulo 1, a introdução, faz-se um enquadramento ao tema, apresentam-se os objetivos e
respetiva metodologia de investigação.
No capítulo 2, apresenta-se a revisão bibliográfica, a base teórica e os conceitos aplicados no
decorrer do trabalho, e faz-se uma análise crítica da revisão bibliográfica tendo por base
trabalhos recentes sobre esta temática.
No capítulo 3, descreve-se uma apresentação geral da empresa e mais detalhadamente as áreas
da empresa onde se insere o trabalho desenvolvido.

4
No capítulo 4, está descrito o trabalho desenvolvido relativo ao controlo estatístico do processo.
Este inicia-se com a aprovação das peças para produção no estudo do desempenho do processo
na área de injeção, e por fim, a implementação dos limites de controlo para o controlo
dimensional das peças injetadas.
No capítulo 5, realiza-se uma análise ao sistema de medição para o controlo dimensional, ao
paquímetro digital. Esta análise contou com a presença de três colaboradores das áreas
envolvidas neste controlo, num estudo de R&R.
No último capítulo, desenvolve-se a conclusão, terminando-se o trabalho com os anexos que
possuem informação de apoio ao trabalho desenvolvido.

5
2. REVISÃO BIBLIOGRÁFICA
Neste capítulo realizou-se uma revisão bibliográfica sobre os aspetos fundamentais para o
desenvolvimento deste trabalho realizado na empresa Delphi Automotive Systems de Braga. Esta
revisão também segue certos manuais da indústria automóvel, tais como, Manual APQP, Manual
CEP e o Manual MSA.
2.1. História da Qualidade e Conceitos
A história da qualidade começou com a Revolução Industrial. A qualidade dos produtos já era
uma preocupação, o que significava garantir que todos os produtos fabricados teriam as
mesmas características. Os fabricantes passaram a incluir os processos de inspeção final no
processo produtivo, como mecanismo de garantia da qualidade.
Inicialmente as Forças Armadas inspecionaram praticamente todas as unidades do produto,
para simplificar e acelerar este processo sem comprometer a segurança, começando os
militares a usar técnicas de amostragem para inspeção. Esta inspeção foi auxiliada por
especificações militares padrão e cursos de formação em técnicas de controlo estatístico do
processo (Walter Shewhart).
Posteriormente à revolução da qualidade no Japão surge o conceito de Qualidade Total nos
Estados Unidos. Os norte-americanos Joseph M. Juran e W. Edwards Deming focaram-se em
melhorar todos os processos organizacionais através das pessoas que nelas participaram. A
Gestão da Qualidade Total (TQM) ficou conhecida nos EUA na década de 1970 nos setores
industriais de modo a disputar a alta qualidade do Japão.
Na última década do século 20, o termo TQM desapareceu um pouco, particularmente nos
Estados Unidos. Recentemente os sistemas de qualidade evoluíram com novas bases adotadas
por Deming, Juran e os primeiros praticantes japoneses de qualidade para todos os tipos de
organização, nomeadamente nos sectores de fabricação, serviços, saúde, educação e governo
(ASQ, 2012).
Segundo Ishikawa (1995), o conceito de Controlo de Qualidade Total (CQT) foi criado por
Feigenbaum em 1949 e definido como “um sistema eficiente para a integração do
desenvolvimento de qualidade, da manutenção de qualidade e dos esforços de melhoramento da

6
qualidade dos diversos grupos numa organização, para permitir produtos e serviços aos níveis
mais económicos, que levem em conta a satisfação do consumidor”.
Ishikawa realça que é fundamental “educar cada um em cada divisão e deixar cada pessoa
executar e promover o Controlo de Qualidade (QC) ” (Lopes e Capricho, 2007).
As abordagens ao termo qualidade
O termo qualidade tem imensos significados em todo o mundo, entre eles destaca-se (Hoyle,
2005):
Grau de excelência;
Conformidade com os requisitos;
Totalidade das características de uma entidade que lhe garanta a capacidade de
satisfazer às necessidades explícitas ou implícitas do cliente;
Aptidão para o uso e para a finalidade;
Ausência de defeitos, imperfeições ou contaminação;
Satisfação do cliente.
O termo qualidade segundo a norma ISO 9000:2005, significa “aptidão de um conjunto de
características intrínsecas para satisfazer as exigências”.
A Figura 1 representa conceitos relacionados com a qualidade, segundo a norma ISO
9000:2005.
Figura 1 – Relacionamentos com a Qualidade (ISO 9000:2005)
As normas ISO 9000
Para apoiar as Organizações de todos os sectores económicas e com o objetivo de estandardizar
os diferentes modelos de gestão da qualidade existentes, surgiram as normas da família ISO
9000. Estas normas surgiram em 1987 e mais recentemente surgiram com novas versões.
Estas novas versões adaptam-se a qualquer empresa industrial ou prestadora de serviços.
7
A família da norma ISO 9000 é constituída pela norma ISO 9000 (Fundamentos e vocabulário),
ISO 9001 (Requisitos), ISO 9004 (Linhas de orientação para melhoria do desempenho e a ISO
19001 (Linhas de orientação para auditorias de sistemas de gestão da qualidade e/ou de gestão
ambiental) (Duret, et al, 2009).
O sucesso das organizações pode ser consequência da implementação e manutenção de um
SGQ, proveniente de uma boa conduta e de um controlo constante dos processos, atendendo às
necessidades de todas as partes envolvidas.
Para um melhor desempenho das organizações, a gestão de topo deve seguir oito princípios (ISO
9000:2005):
Focalização no cliente - As organizações dependem dos seus clientes satisfazendo-
lhes os seus requisitos, necessidades atuais e futuras e devem lutar para exceder as
suas expectativas;
Liderança - Os líderes definem e formalizam uma visão prospetiva clara da
organização. Devem desenvolver e manter um ambiente interno para se atingirem os
objetivos da organização, definindo de maneira coerente uma finalidade e as orientações
da organização;
Envolvimento das pessoas - A todos os níveis, o pessoal constitui a essência de uma
organização e a sua implicação permite pôr as suas competências ao serviço da
organização;
Abordagem por processos - Identificação clara dos processos e das atividades
necessárias que permitem conduzir a um resultado e nomear um responsável para cada
um deles. Deste modo, será possível medir o desempenho e analisar a maneira de
melhorar o processo, a fim de responder melhor aos objetivos propostos;
Abordagem da gestão como um sistema - Estruturar e documentar claramente as
ações que concorrem para os objetivos da organização permitindo melhorar a eficácia e
a eficiência;
Melhoria contínua - Controlar os diferentes processos, continuamente, de maneira
cíclica, analisar o seu desempenho global, fazer propostas de melhoria e aplicá-las;
8
Abordagens à tomada de decisões baseada em factos - As decisões são tomadas
com base numa análise efetiva de dados e de informações;
Relações mutuamente benéficas com fornecedores - O relacionamento das
organizações com os fornecedores devem estar interligadas de maneira a conciliar
benefícios para ambas as partes, ou seja, a criar valor. Por exemplo: compreender os
interesses dos parceiros, definir claramente num contrato, as suas obrigações e avaliar
regularmente os seus desempenhos. Isto melhora as relações com os fornecedores,
tempo de resposta e consequentemente o custo global.
Para implementar a “Gestão da Qualidade” é necessário que os responsáveis definam objetivos
e processos, tais como (ISO 9001:2008; Duret, et al, 2009):
Planeamento da Qualidade – definir os objetivos de qualidade desejados pelo cliente,
por exemplo, recursos, investimentos e característica do produto;
Controlo da Qualidade – formar e sensibilizar os operadores para a execução dos
processos, avaliar o desempenho operacional;
Garantia de Qualidade – certificar que a qualidade do produto está dentro da
especificação imposta pelo cliente. Efetuar prevenções e correções atempadamente,
caso necessário;
Melhoria Continua – implementação de técnicas e métodos para prevenir falhas no
sistema, como por exemplo, dispositivos à prova de erro (prevenir o fabrico de produtos
não conformes).
A Norma ISO 9001:2008 é uma especificação de requisitos para um sistema de gestão da
qualidade. Pode ser utilizada para aplicação interna pelas organizações, certificação ou para fins
contratuais. Esta norma da qualidade dá importância aos requisitos propostos pelo cliente. Os
requisitos passam por dinamizar as organizações, gerindo e identificando os inúmeros processos
interligados, caracterizados por “abordagem por processos”. Esta abordagem traz vantagens
no controlo passo-a-passo, disposição e interação dos processos individuais dentro do sistema
de processos. A importância desta abordagem no SGQ é perceber e concretizar os requisitos
desejados pelo cliente, encarar os processos em termos de valor acrescentado, obtendo
resultados do desempenho, da eficiência do processo e na melhoria contínua do sistema. (ISO
9001:2008).

9
Define-se processo como um conjunto de atividades logicamente interligadas ou funções que
recebem recursos (materiais, informações, pessoas, máquinas, métodos) e geram produtos
(serviços, bens, informações) ou transformam “entradas” em “saídas” (ISO 9000:2005).
Na Figura 2, pode ver-se um modelo desta Norma Internacional e como os clientes têm um
papel significativo na definição dos requisitos como entradas.
Figura 2 – Modelo de um SGQ baseado em processos (ISO 9001:2008)
A melhoria contínua do SGQ, interpretado na Figura 2 associa-se a uma metodologia PDCA.
Esta inicia-se com o “Plan” ou Planear, onde se define os objetivos (entradas) e métodos para os
atingir, segue-se o “Do” ou Fazer, que pretende educar e treinar os operadores para executar as
tarefas através dos recursos disponíveis, depois vem o “Check” ou Controlar, verificando-se os
resultados das tarefas executadas, inspecionando os possíveis desvios do produto (saída) e
completa o ciclo com o “Act” ou Agir, atuando-se corretivamente, de modo a estabilizar o
processo. Para uma melhoria continua, inicia-se o ciclo novamente com o “Plan”.
Para assegurar o sistema de gestão da qualidade, a organização deve cumprir com os requisitos
da norma ISO 9001. As organizações evidenciam que têm capacidade e aptidão de forma sólida
na produção de produtos, dentro dos requisitos especificados pelo cliente. A melhoria contínua
do SGQ torna-o mais eficaz, de modo a atingir consequentemente os requisitos desejados (ISO
9001:2008).
10
2.2. Certificação de Qualidade na Industria Automóvel
A certificação de qualidade na indústria automóvel passa por qualificar uma empresa,
certificando que está preparada para produzir uniformemente com a qualidade desejada (Duret,
et al, 2009). A indústria automóvel opera num mercado competitivo, que exige controlo de
custos do produto, melhorando a qualidade do produto e redução do tempo de aprovisionamento
(Lima, 2011).
O grupo de estudo internacional da indústria automóvel (IATF), que inclui os fabricantes da
indústria automóvel, como a BMW Group, Chrysler Group, Daimler AG, Fiat Group Automobile,
Ford Motor Company e a General Motors Company, uniu-se com a associação japonesa dos
construtores automóvel (JAMA - Japan Automotive Manufactures Association Inc), grupo
internacional de fabricantes de veículos e associações comerciais nacionais para desenvolver um
padrão em conjunto com a ISO (International Organization for Standardization), chamado ISO/TS
16949 (IATF, 2012).
A norma ISO/TS 16949 é uma especificação técnica baseada na ISO 9000 que permite a
implementação de métodos comuns e consistentes da qualidade para a indústria automóvel
global, de modo a atingir níveis de classe mundial de qualidade do produto, produtividade,
competitividade e melhoria contínua. As certificações permitem às empresas estabelecer
unidades comuns de medições, facilitar a modulação entre partes e componentes do produto,
aumentar a confiabilidade dos produtos e simplificar os processos (Kartha, 2004).
A primeira publicação da ISO/TS 16949 foi lançada em março de 1999, elaborada
conjuntamente entre a ISO, IATF e a JAMA com o apoio do Comitê Técnico ISO/TC 176, de
gestão da qualidade e garantia da qualidade. Posteriormente, toda a estrutura foi atualizada com
a ISO 9001:2000 e complementada com a integração dos requisitos específicos da indústria
automóvel. Assim foi lançada uma segunda edição em março de 2002. Presentemente esta
norma conta com uma nova revisão, a ISO/TS 16949:2009; uma terceira edição de 2009 não
traz alterações nos requisitos técnicos, tendo sido elaborada pelo IATF (Barbosa, 2009; Duret, et
al, 2009).
11
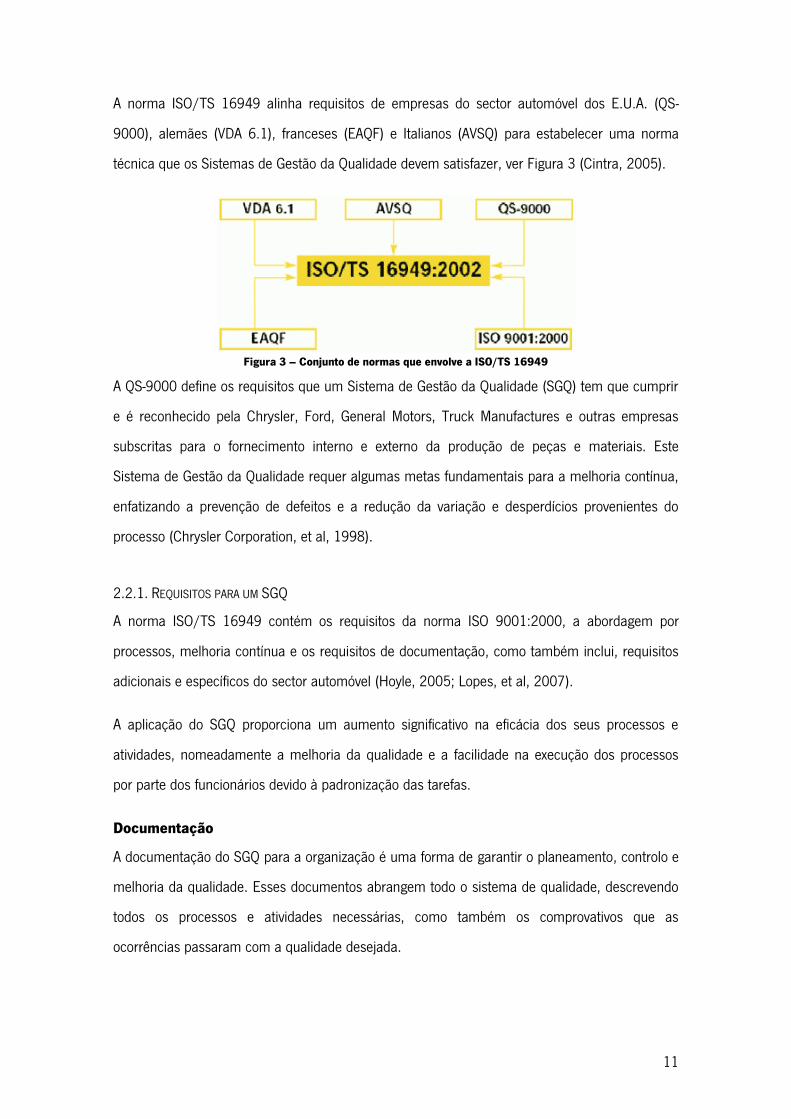
A norma ISO/TS 16949 alinha requisitos de empresas do sector automóvel dos E.U.A. (QS-
9000), alemães (VDA 6.1), franceses (EAQF) e Italianos (AVSQ) para estabelecer uma norma
técnica que os Sistemas de Gestão da Qualidade devem satisfazer, ver Figura 3 (Cintra, 2005).
Figura 3 – Conjunto de normas que envolve a ISO/TS 16949
A QS-9000 define os requisitos que um Sistema de Gestão da Qualidade (SGQ) tem que cumprir
e é reconhecido pela Chrysler, Ford, General Motors, Truck Manufactures e outras empresas
subscritas para o fornecimento interno e externo da produção de peças e materiais. Este
Sistema de Gestão da Qualidade requer algumas metas fundamentais para a melhoria contínua,
enfatizando a prevenção de defeitos e a redução da variação e desperdícios provenientes do
processo (Chrysler Corporation, et al, 1998).
2.2.1. REQUISITOS PARA UM SGQ
A norma ISO/TS 16949 contém os requisitos da norma ISO 9001:2000, a abordagem por
processos, melhoria contínua e os requisitos de documentação, como também inclui, requisitos
adicionais e específicos do sector automóvel (Hoyle, 2005; Lopes, et al, 2007).
A aplicação do SGQ proporciona um aumento significativo na eficácia dos seus processos e
atividades, nomeadamente a melhoria da qualidade e a facilidade na execução dos processos
por parte dos funcionários devido à padronização das tarefas.
Documentação
A documentação do SGQ para a organização é uma forma de garantir o planeamento, controlo e
melhoria da qualidade. Esses documentos abrangem todo o sistema de qualidade, descrevendo
todos os processos e atividades necessárias, como também os comprovativos que as
ocorrências passaram com a qualidade desejada.
12
A documentação da qualidade estrutura-se por quatro níveis:
Nível I - Manual da qualidade;
Nível II - Procedimentos operacionais;
Nível III - Instruções de trabalho, modos operatórios, métodos de medição;
Nível IV - Registos, indicadores, documento de referências.
A documentação da qualidade de nível I define a política da qualidade e os seus objetivos. O
manual da qualidade é um documento que fornece uma visão geral do Sistema da Qualidade de
uma organização, incluindo o procedimento e interação entre processos. Basicamente define “o
que” a organização faz para atender aos requisitos desejados.
O nível II descreve “como” o processo é executado, definindo as responsabilidades, ações e
interfaces com o Sistema da Qualidade.
Os documentos do nível III representam detalhadamente como as atividades são executadas,
isto é, como formalizar as competências, por exemplo, as instruções de trabalho. Podem servir
tanto para facilitar a compreensão de um procedimento operacional (nível II), como para
controlar um processo.
O nível IV representa os registos que permitem verificar que os níveis de qualidade foram
alcançados e que os vários elementos do Sistema da Qualidade foram implementados, como por
exemplo as folhas de registo do controlo estatístico do processo (ISO 9001:2008; Duret, et al,
2009).
Os documentos referidos anteriormente devem ser controlados sistematicamente, de modo a
garantir a definição dos controlos envolvidos no sistema, requerendo a sua revisão e atualização.
Os registos documentais devem ser legíveis e identificados, facilitando o utilizador e permitindo
com segurança a sua recuperação.
As organizações devem identificar e padronizar todos os processos necessários para o SGQ, em
toda a organização, processos esses que afetam o produto e consequentemente o cliente.
Os processos devem estar formalizados, com ordem e com as suas respetivas interações. O
controlo sistemático dos processos requer critérios e métodos para garantir sua eficácia.

13
A disponibilização de recursos e controlo dos registros adequados são necessários para garantir
a rastreabilidade do processo e proporcionar dados para a revisão do sistema. Assim as
organizações devem medir e monitorizar os processos de fabricação e da qualidade do
produto/serviço, através de indicadores de desempenho.
Caso necessário para atingir os resultados previstos, recorre-se a ações corretivas, como a
implementação de meios apropriados e a melhoria contínua dessas ações (ISO 9001:2008).
Responsabilidade da Gestão
A gestão de topo, dirige e controla uma organização, devendo assegurar o SGQ, identificando os
processos necessários para o SGQ e sua aplicação por toda a organização e devendo determinar
a sequência e interação desses processos, como critérios e métodos necessários para assegurar
que as operações e o controlo desses processos sejam eficazes. A mesma responsabilidade
recai na disponibilização de recursos e informações necessárias para apoiar a operação e o
monitoramento dos processos (Bobrek, et al, 2005).
A gestão de topo suporta dentro de um conjunto de intenções e de orientações na organização, a
garantia da qualidade. Para este efeito define o pessoal com responsabilidade e autoridade para
apoiar esse objetivo/requisitos impostos pelo cliente, recorrendo à formação das pessoas
envolvidas na qualidade do produto, conceção e desenvolvimento do produto e nas ações
corretivas e preventivas no sistema (ISO 9001:2008).
Gestão de Recursos
O pessoal que afeta a qualidade do produto deve ter experiência apropriada e competência com
base em habilitações literárias, formação especializada e saber como fazer e avaliar as suas
tarefas designadas às operações (ISO 9001:2008).
A organização deve identificar as ferramentas apropriadas e as técnicas aplicáveis para atingir os
objetivos desejados para a conceção do produto. Os procedimentos para a execução das tarefas
devem ser documentados de forma a partilhar competências entre as partes interessadas, como
por exemplo, instruções de trabalho (ISO 9001:2008).
14
Instalação e Equipamentos
A organização deve otimizar o espaço disponível, de modo a fazer circular fluidamente os
materiais. A eficácia do SGQ passa pela implementação e monitorização de métodos para avaliar
os processos. Estes métodos estão relacionados com o plano de contingência, plano esse que
orienta as ações perante uma emergência, como por exemplo, paragem de linha. Todas as áreas
da organização devem ser mantidas limpas e conservadas (ISO 9001:2008).
Conceção e Desenvolvimento do Produto
A organização deve determinar os objetivos e requisitos para o produto, o que implica o
planeamento da realização do produto. Este planeamento pode ter em consideração o SGQ já
implantado na organização. O planeamento para a conceção do produto requer:
Definição dos processos, documentos e recursos específicos para a realização do
produto;
Objetivos e requisitos do cliente;
Verificação, validação, monitorização do produto;
Inspeção e ensaios específicos;
Critérios de aceitação, definidos pela organização e aprovados pelo cliente;
Registos das ocorrências (análise do produto está em conformidade).
O Planeamento da conceção e do desenvolvimento é elaborado por uma equipa multidisciplinar.
O plano de controlo requer a definição de todas as etapas dos processos de fabrico e para cada
etapa deve mencionar as suas revisões, verificações e validações. Este planeamento inclui a
atualização dos planos de controlo sempre que sofre alterações.
A conformidade do produto deve ser revisto desde a entrada até a saída da organização (ISO
9001:2008).

15
O planeamento para a saída da conceção do produto requer:
Layout da organização;
FMEA;
Plano de controlo;
Instruções de trabalho;
Critério de aceitação para aprovação do produto (requisitos do cliente/ organização);
Análise, medição e monitorização dos dados para a qualidade;
Métodos rápidos e eficazes de captação da não conformidade de produto, por exemplo,
dispositivos à prova de erro.
Medição e Análise da Qualidade
A medição dos processos envolventes ao SGQ requer métodos apropriados para atingir os
resultados esperados no processo, como por exemplo o Controlo Estatístico do Processo (CEP).
Se os resultados não forem os esperados (não conformidade do produto) pode-se recorrer às
respetivas correções e ações corretivas.
A organização deve analisar a capacidade do processo e a medição do produto para
posteriormente serem documentados. Os documentos devem ter as especificações implícitas,
como por exemplo, capacidade, critérios de aceitação, técnicas de medição, entre outros
requisitos.
A capacidade do processo de fabricação deve-se manter dentro dos requisitos aprovados pelo
cliente (ISO 9001:2008).
2.3. O Processo de Desenvolvimento de Produtos na Indústria Automóvel
Este apresenta algumas metodologias e ferramentas da qualidade que contribuem para o
processo de desenvolvimento de produtos na indústria de automóvel. Para o desenvolvimento,
compreensão e domínio do planeamento da qualidade do produto, algumas indústrias de
automóveis empregam o Planeamento Avançado da Qualidade do Produto (APQP). Este conceito
pretende padronizar a gestão da qualidade na indústria (Bobrek, et al, 2005).
O Planeamento da Qualidade do produto é um método estruturado para definir e estabelecer as
medidas necessárias para assegurar que um produto satisfaça o cliente. O objetivo do

16
planeamento da qualidade do produto é facilitar a comunicação com todas as pessoas
envolvidas para garantir que todas as medidas necessárias sejam concluídas a tempo (Chrysler
Corporation, et al, 1995).
Para a conceção da qualidade do produto, o Planeamento Avançado da Qualidade do Produto
(APQP) é uma das exigências das normas QS-9000 e ISO TS 16949 que depende da utilização
de algumas ferramentas da Qualidade e um plano de controlo para apoiar um plano de
qualidade no processo de produção (Bobrek, et al, 2005).
2.3.1. PLANEAMENTO AVANÇADO DA QUALIDADE DO PRODUTO
O APQP é um processo definido por um sistema de desenvolvimento de produtos para a General
Motors, Ford, Chrysler e seus fornecedores. A APQP tem relação direta com a garantia e o
controlo da qualidade do desenvolvimento de produtos, pois orienta os passos necessários no
planeamento de um novo produto. Tem como objetivo produzir um plano de qualidade que irá
apoiar o desenvolvimento de um produto ou serviço, de forma a satisfazer o cliente. Esse plano
facilita a comunicação com todos os elementos envolvidos de modo a reagir atempadamente
perante as irregularidades do processo ou produto. O APQP inclui métodos e controlos para
serem utilizados na conceção do produto (Bobrek, et al, 2005).
O APQP é composto pelas seguintes cinco etapas:
1ª ETAPA - Planear e definir os objetivos
Esta primeira etapa baseia-se na “Voz do Cliente”, isto porque envolve as necessidades e
expectativas do cliente, a fim de planear e definir um programa de qualidade. A organização
define uma lista de materiais e um fluxograma dos processos preliminar, características
especiais do produto e o plano de garantia do produto.
2ª ETAPA - Planeamento e desenvolvimento do produto
A organização deve considerar todos os fatores do projeto no planeamento do processo de forma
quase final. As especificações de engenharia são definidas no que diz respeito ao controlo de
registo, implicando o tamanho da amostra, frequência e critérios de aceitação dos parâmetros.
Esta etapa inclui a construção do protótipo para verificar se o produto vai ao encontro dos
requisitos do cliente. O plano de controlo do protótipo é particularmente baseado em desenhos

17
de engenharia e requisitos de especificação, como também em ferramentas de análise precisas
ao produto e ao controlo do processo. Nesta fase do processo deve-se analisar a viabilidade
preliminar, de modo a avaliar os potenciais problemas que poderiam ocorrer durante a
fabricação.
3ª ETAPA - Planeamento e desenvolvimento do processo
O planeamento e desenvolvimento do processo é uma etapa onde se discute as principais
características do desenvolvimento de um sistema de produção e do seu controlo, relacionado
com os devidos planos para garantir a qualidade desejada. Esta etapa depende da conclusão
com sucesso das duas etapas anteriores; deste modo, desenvolve todo o sistema de produção
ativo.
Esta etapa submete a uma revisão do manual da qualidade e do plano de controlo de fabricação,
de modo a melhorar o sistema de qualidade. O fluxograma do processo é requerido nesta etapa
de forma a esquematizar o fluxo de processos dando importância às fontes de variação sobre o
processo. O fluxograma auxilia a equipa da Qualidade na elaboração do PFMEA (Process Failure
Mode and Effect Analysis) e na representação do Plano de Controlo.
O PFMEA deve ser realizado durante o planeamento da qualidade do produto e antes de
começar a produção. É uma análise multi-disciplinada com o objetivo de antecipar, resolver e
registar os potenciais problemas na conceção de um novo produto.
No planeamento e desenvolvimento do processo requer-se um plano de controlo de pré-
lançamento, onde são escritas as medições dimensionais ao produto e os testes funcionais que
ocorrem após o protótipo, como por exemplo, mais frequência de inspeção, avaliação estatística
e aumento de auditorias ao produto.
Os responsáveis da qualidade devem criar instruções de trabalho, de forma a auxiliar os
operadores diretos no controlo da qualidade do produto.
Nesta etapa deve-se desenvolver um plano para a análise dos sistemas de medição (MSA).
Este plano requer a garantia da conformidade dos equipamentos de medida, baseando-se na
precisão, repetibilidade e reprodutibilidade.

18
4ª ETAPA - Validação do produto e do processo
A validação do produto e do processo submete-se após todos os ensaios na produção. Neste
mesmo período, os responsáveis da qualidade devem validar o plano de controlo e o fluxograma
do processo para garantir, desta forma, as necessidades do cliente.
A produção pretende executar as tarefas com as condições finais planeadas no projeto. Assim,
com a utilização de dispositivos de medição e métodos usados no plano de controlo verificam-se
as características críticas com as especificações técnicas do produto.
Nesta etapa, analisam-se os sistemas de medição e estuda-se a capacidade do processo em
relação às características críticas identificadas no plano de controlo.
O plano de controlo de produção é um documento baseado na descrição dos sistemas de
controlo do produto e processos que deve ser atualizado quando sofre alterações.
O responsável da qualidade deve realizar uma análise no local de fabricação e coordena uma
aprovação formal, antes de iniciar a primeira produção. A aprovação das peças de produção
(PPAP) requer a validação dos produtos feitos a partir das ferramentas de produção e processos
que atendem aos requisitos de engenharia. Deve realizar uma análise ao Plano de Controlo da
produção, instruções de trabalho, calibres e equipamentos de teste. Os calibres e equipamentos
de medição devem ser verificados, quanto à repetibilidade e à reprodutibilidade (R&R), de modo
a serem usados corretamente.
5ª ETAPA - Avaliação, feedback e ação corretiva
Nesta ultima fase, após a validação do processo avaliam-se as causas especiais e comuns
presentes no processo de fabrico e a eficácia do sistema planeado para a qualidade do produto.
O plano de controlo de produção é a base para a avaliação do produto, que recai nas
características associadas à qualidade, sendo estas dimensionais ou funcionais, para atender os
requisitos do cliente.

19
As cartas de controlo e outras técnicas estatísticas devem ser utilizadas como ferramentas
para analisar e identificar a variação do processo. Estas ferramentas ajudam o utilizador a agir
atempadamente perante a variação do processo. Exige atenção não só para as causas especiais
de variação, mas também para compreender as causas comuns que se encontram no processo
e assim, procurar-se uma maneira de reduzir essas fontes de variação. A eliminação destas
causas pode proporcionar uma redução de custos (Chrysler Corporation, et al, 1995).
As principais ferramentas abordadas de seguida são de apoio à implementação do APQP,
destacando-se entre elas, o desenvolvimento do Plano de Controlo da produção, Controlo
Estatístico do Processo (CEP) e Análise dos Sistemas de Medição (MSA).
2.3.2. PLANO DE CONTROLO
O plano de controlo da qualidade representa a eficácia do sistema da qualidade, relativamente à
satisfação das especificações do produto e com todos os pontos aplicáveis da norma (Duret, et
al, 2009). O plano de controlo contém os controlos do processo de fabrico, incluindo métodos
para a monotorização sobre características do produto durante a produção. Estas características
são as especificações do cliente ou mesmo da própria organização. O plano de controlo é uma
descrição documentada dos sistemas e processos necessários ao controlo do produto.
Este documento requer atualização sempre que houver alguma alteração no produto, no
processo de fabricação, na medição, logística, fontes de fornecimento ou FMEA.
A organização deve desenvolver um plano de controlo em três fases distintas do projeto:
Protótipo: análise ao sistema de produção, representação de uma descrição das
medições do produto, testes de materiais e desempenho (funcionais) que ocorrem
durante a construção do protótipo. A organização deve utilizar as mesmas ferramentas e
processos de fabricação que irão ser utilizados na produção. As medidas de
desempenho do processo e as medições ao produto devem ser controladas de modo a
satisfazer os requisitos do cliente.
Pré-lançamento: esta fase ocorre após o protótipo e antes da produção normal. Fase
da produção no processo de realização do produto que requer nova descrição das

20
medições, testes de materiais e desempenho que ocorrem durante esse processo (ISO
9001:2008).
Produção: é um documento que apresenta uma extensão lógica do plano de controlo
de pré-lançamento, determinando se todas as questões estão sendo abordadas para as
diversas funções do processo de planeamento da qualidade, bem como uma boa
descrição de várias técnicas analíticas utilizadas em todas as fases. Este plano requer a
descrição dos ensaios e sistemas de medição, material e testes funcionais que serão
usados para controlar peças e processos para produção (Thisse, 1998).
O plano de controlo da produção deve conter todas as características especiais definidas pelo
cliente e pela organização, inclusive a lista dos controlos utilizados no processo de fabricação e
consequentemente o plano de reação especificado para quando o processo se torna instável ou
estatisticamente incapaz (Duret, et al, 2009). A Tabela 1 apresenta um exemplo de um plano de
controlo (ISO 9001:2008).
Tabela 1 – Requisitos mínimos de um plano de controlo
Dados gerais Controlo do
produto Controlo do
processo Método de controlo
Plano de reação e ações
corretivas
Número do plano de controlo;
Data de emissão e as datas de revisão, se houver;
Informação do cliente (requisitos do cliente);
Nome da organização/designação da unidade fabril;
Código (s) da peça/produto;
Nome/descrição da peça;
Nível de alteração de engenharia;
Número da etapa da peça/processo;
Nome do processo/ descrição da operação
Características especiais relativas ao produto;
Outras características de controlo, tais como: número, produto ou processo;
Especificação ou tolerância
Parâmetros do processo;
Características especiais relativas ao processo;
Máquinas, dispositivos, ferramentas de fabricação e medição.
Técnica de medição e da avaliação;
Prevenção de erros;
Tamanho da amostra e frequência da amostragem;
Método de controlo
Plano de reação
Acão corretiva.
21
As atividades mais importantes da Tabela 1 e implícitas no plano de controlo são as seguintes:
Controlo do produto
As características especiais são designadas pelos requisitos do cliente. Estas características
devem ser todas consideradas no plano de controlo, documentadas e monitorizadas. Estes
requisitos podem incluir características do produto e parâmetros do processo (ISO 9001:2008).
Controlo do processo
Os parâmetros do processo ou características do produto de fabricação influenciam a segurança
e a conformidade do produto. A check-list (folha de verificação) é uma ferramenta simples e
eficaz, usada para controlar parâmetros. Esta ferramenta é baseada numa lista de tarefas a
executar ou dos pontos a controlar antes de realizar uma operação. Todas as tarefas listadas
passam a ser sistematicamente verificadas.
Os sistemas à prova de erro previnem o fabrico de produtos não conformes no desenvolvimento
de produtos e nos processos de fabricação.
O controlo do processo inclui a execução de inspeções dimensionais e verificações funcionais de
acordo com as especificações, utilizando ferramentas de medição, como por exemplo, o
paquímetro digital (Duret, et al, 2009).
Método de controlo
A organização deve executar estudos em todos os processos, de modo a verificar a capacidade
do processo. Os resultados dos estudos de processo devem ser documentados.
Dentro dos métodos de controlo, pode-se destacar o controlo estatístico e a capacidade do
processo para verificar a sua estabilidade (ISO 9001:2008).
O método de controlo, baseado na medição é efetuado com uma determinada frequência, de
modo a garantir a sua fiabilidade. Para garantir a qualidade do produto, este deve ser
previamente validado, através de medições (Duret, et al, 2009).
22
Plano de reação e ações corretivas
O plano de reação inicia-se quando o processo se tornar instável, estatisticamente não capaz, ou
quando os critérios de aceitação não são atingidos. Nesta situação, a inspeção ao produto é a
100%.
As ações corretivas designam responsabilidade para assegurar que o processo se torna estável e
capaz, desenvolvendo ações apropriadas aos efeitos das não conformidades encontradas, de
modo a eliminar as suas causas, evitando-as no futuro (ISO 9001:2008).
2.4. Controlo Estatístico do Processo
O Controlo Estatístico do Processo (CEP) é um método importante nas indústrias de manufatura.
O seu objetivo é monitorizar o desempenho de um processo ao longo do tempo, a fim de
verificar se o processo está sob controlo estatístico. Esta análise de controlo estatístico para
determinado processo revê a variação que afeta o processo e se é significante a sua variação, de
modo a evitar desperdício de materiais (Smith, et al, 2007).
O CEP quando aplicado aos dados recolhidos na produção pode destacar as áreas que
necessitam de mais análise ou melhoria. Esta técnica permite ao responsável identificar e
compreender a variação dentro do processo (Thompson, et al, 2002).
2.4.1. SISTEMA DE CONTROLO DA QUALIDADE
Um sistema de controlo da qualidade é baseado num conjunto de ações pré-estabelecidas que
provoca um “feedback” ao sistema.
O sistema de controlo de qualidade está enquadrado no processo, de modo a retirar as
informações sobre o desempenho dele mesmo. O objetivo é compreender o processo e a sua
variabilidade, seja qual for a grandeza envolvida (variáveis quantitativas).
Quando se analisa um processo deve-se ter em conta qual é o valor alvo para aquela
característica que se pretende analisar.
A informação sobre o processo em relação ao valor alvo é obtida através de uma interpretação
correta sobre o sistema, analisando a distância que varia entre o valor real e o valor alvo
desejado.
23
As ações sobre o processo traduzem uma gestão mais económica prevenindo mais eficazmente
a variação no processo produtivo.
As ações sobre os resultados da produção são mais dispendiosas quanto à deteção e menos
eficientes do que as ações sobre o processo, isto porque não identifica as suas possíveis causas.
Na ocorrência de produtos que não atingem a qualidade exigida pelo cliente é necessário
inspecionar os produtos a 100%, classificar a sua conformidade e colocar no refugo ou
retrabalhar os produtos não conformes (Chrysler Corporation, et al, 2005).
2.4.2. VARIABILIDADE DO PROCESSO
O sistema de produção é incapaz de produzir sempre com precisão o mesmo produto. A
característica inspecionada terá sempre uma dispersão no valor medido.
A variação do processo provém de diferentes fatores, causando a dispersão de resultados e a
não conformidade do produto. Podemos designar as 6 causas fundamentais do sistema de
produção, como os 6M. Os 6M correspondem ao Meio ambiente, Mão-de-obra, Matéria-prima,
Métodos, Máquina e Medida. Estas variações podem ser classificadas por dois tipos:
Causas naturais ou aleatórias: são provenientes de inúmeros fatores, que
apresentam sistematicamente pequenas influências em todos os processos
inspecionados. O surgimento persistente destas causas forma uma variabilidade interna
no processo. Estas variações do processo normalmente seguem uma distribuição
normal (Lei de Gauss).
Causas especiais ou assinaláveis: são mais difíceis de prever e identificar, por vezes
são irregulares e instáveis. As causas especiais geralmente não são numerosas, mas
afetam significativamente o desempenho do processo. Esta instabilidade do processo
provocado por este tipo de causa deve-se a diversas origens, como por exemplo, o
desgaste ou mesmo a falta de calibração dos instrumentos de medição, falha na
afinação da máquina, diferença entre máquinas de produção, afinadores, operadores de
inspeção e matéria-prima. (Duret, et al, 2009; Oliveira, 2004).
Na Figura 4, as variáveis contínuas correspondentes à inspeção do produto, normalmente
seguem uma distribuição normal com média ( ). A dispersão dos valores pode ser medida

24
através do desvio padrão da população ( ) que define a amplitude da curva em forma de sino
(Oakland, 2008).
Figura 4 – Curva da distribuição normal (adaptado de Oakland, 2008)
A média, e o desvio padrão, são calculados com as seguintes equações:
(Equação 1)
(Equação 2)
onde,
= soma de todos os valores da amostra.
k = número de amostra de tamanho n.
n = tamanho da amostra.
A Figura 4 representa a proporção da produção esperada dentro dos valores de
Supondo que um painel de autorrádio tem 320 mm de largura e 10 mm de
desvio padrão, a partir do conhecimento da distribuição normal, 68,3% dos autorrádios situavam-
se dentro de 10 mm , 95,4% dos autorrádios situavam-se dentro de 20 mm (
) e assim sucessivamente.
No controlo do processo é fundamental compreender a variação, interpretando o “como” e o
“porquê”. Quando se implementa o controlo estatístico do processo (CEP) pela primeira vez
repara-se muitas vezes que o processo está fora de controlo estatístico devido a um número
excessivo de ajustamentos feitos ao processo provocando um aumento global na variabilidade
dos resultados (ver Figura 5).

25
Figura 5 – Variabilidade do processo, devido a ajustes frequentes (Oakland, 2008)
Esta variabilidade fragiliza a capacidade do processo para atender os requisitos especificados
pelo cliente. É comum neste tipo de situação definir tolerâncias mais apertadas, de modo a
controlar o processo com mais atenção. Para compreender e melhorar a situação é necessário
analisar o comportamento da amostragem e das médias (Oakland, 2008).
A comparação dos dois diagramas de frequência da Figura 6 mostra que a dispersão das médias
da amostra é muito menor do que a dispersão dos comprimentos individuais.
Figura 6 – Amostras individuais e amostras de tamanho n. (Oakland, 2008)
Na distribuição dos comprimentos médios a partir de dimensão da amostra n, o desvio-padrão
das médias, o chamado erro padrão das médias, é representado pelo símbolo (Oakland J.,
2008). O erro padrão das médias é definido por:
(Equação 3)

26
2.4.3. COMPORTAMENTO DO PROCESSO
As tolerâncias de especificação representam os limites de funcionamento do produto, no qual
define o máximo de variação admissível. Estes limites podem influenciar certos tipos de erros.
Na Figura 7, um operador ao medir as peças de produção que está dentro do intervalo dos
limites de especificação, ele vai considerar essa peça com se estivesse em conformidade com a
utilização desses limites. Esta peça encontra-se fora dos limites naturais porque o seu valor não
estará centrado no valor nominal (Oliveira, 2004).
Figura 7 – Controlo pelos limites de especificação (adaptado de Duret, et al, 2009)
Os limites naturais focam-se na centralização do processo em relação ao valor nominal,
prevenindo-se no caso da afinação do processo, garantindo uma melhor qualidade futura.
Os pontos fora dos limites naturais indicam uma distribuição não estável, isto implica uma
rejeição da hipótese nula, assumindo-se que há causas assinaláveis em ação no processo
(Oakland, 2008).
Assim sendo, para controlar um processo é necessário verificar o comportamento da tendência
natural, analisando os dados da inspeção quanto à distribuição normal. Se o processo estiver
estável, com o conhecimento da distribuição normal, mais de 99,7% das amostras irão situar-se
entre as linhas marcadas como limite superior e o limite inferior, indicada na Figura 8.

27
Figura 8 – Princípios da carta de controlo (Oakland, 2008)
As indústrias têm como objetivo produzir a baixo custo e com qualidade, para atingir esses
objetivos é necessário estudar a combinação das características elementares. É importante a
centragem das características no valor nominal como fundamentalmente a tendência da média e
o desvio padrão das distribuições.
A partir de duas ferramentas fundamentais, como as cartas de controlo e o estudo da
capacidade, podemos ter um controlo estatístico dos processos, seguindo os objetivos esperados
(Duret, et al, 2009).
2.4.4. CARTAS DE CONTROLO E SUA APLICAÇÃO
Os gráficos ou cartas de controlo são uma ferramenta da qualidade que estuda a variabilidade
do processo e as condições específicas de um determinado produto. A redução da variabilidade
à volta do valor nominal do produto promove uma melhor qualidade (Oliveira, 2004).
Os gráficos de controlo têm uma base estatística que pode ser usada para identificar as fontes
de variação através de dois gráficos, estes gráficos estão delimitados com dois limites,
conhecidos por limites de controlo.
Em 1920, Shewhart criou as cartas de controlo em dois tipos:
Gráficos por variáveis – onde os dados são recolhidos por um processo de medição;
Gráficos por atributos – onde os dados proveem de um processo de contagem
(conforme / não conforme).

28
Todos os sistemas e processos da produção sofrem variações naturais e aleatórias. É muito
comum e inevitável, daí fazer sentido e ter utilidade os gráficos de controlo. Mas é importante
que não se atue erradamente sobre uma variação natural no processo, quando na realidade
pode ser considerado uma variação anormal e vice-versa (Oliveira, 2004; Duret, et al, 2009).
Na interpretação dos gráficos de controlo há dois tipos de erros. O erro do tipo I ou risco ,
quando se apontam causas assinaláveis inexistentes no processo e o erro do tipo II ou risco ,
quando não se deteta uma causa assinalável existente.
A definição de limites de controlo a é uma regra aceitável na prática industrial, já há
muitos anos. No caso de optar por limites de controlo mais apertados, pode ser mais caro, pois
estes limites apresentam com mais frequência falsos avisos. No caso dos limites de controlo de
a capacidade de deteção de variação na média é menor, estes limites fazem sentido
quando o custo associado ao produto não é muito relevante perante pequenas variações na
média do processo.
Um processo só está sob controlo estatístico quando não estão presentes causas assinaláveis
(Oliveira, 2004).
As cartas ou gráficos de controlo por variáveis são um tipo de cartas de controlo usadas
na inspeção dimensional. Para a sua elaboração é necessário a interpretação de dois tipos de
gráficos. Para controlar a variação do processo, quanto ao nível médio utilizam-se os gráficos das
médias das amostras (gráfico ) e para o controlo da dispersão, utilizam-se os gráficos das
amplitudes ou dos desvios padrões das amostras (gráfico R ou s).
Os gráficos R e os gráficos s são semelhantes, mas para amostras pequenas, até 10 unidades, o
gráfico R é mais simples de interpretar e explicar às partes interessadas. No caso de amostras
superior a 10 unidades, o gráfico s é mais fiável que o gráfico R (Oliveira, 2004).

29
Admitindo um contexto industrial, com ou sem o conhecimento da média ( ) e desvio padrão ( )
do processo, pode-se calcular os limites para Gráfico (médias) segundo a Tabela 2 e, para o
Gráfico s (desvio padrão) segundo a Tabela 3.
Tabela 2 – Formulas para o gráfico das médias (Manual SPC, 2005)
Parâmetros Desconhecidos Parâmetros Conhecidos
Limite Superior de Controlo
Limite Central
Limite Inferior de Controlo
Tabela 3 – Formulas para o gráfico s (Manual SPC, 2005)
Parâmetros Desconhecidos Parâmetros Conhecidos
Limite Superior de Controlo
Limite Central
Limite Inferior de Controlo
As constantes para o cálculo dos limites de controlo da Tabela 2 e 3 encontram-se no Anexo A.
Os gráficos têm como objetivo, analisar a variação quanto à media e desvio padrão entre as
amostras retiradas do processo, de modo a agir preventivamente.
Quando o tamanho da amostra é igual 1 (n=1) num processo, não é possível analisar o processo
através do gráfico ou acima demonstrado. Desta forma, utilizam-se os gráficos dos
valores individuais e amplitudes móveis (X, AM), usando como estimativa para a variação
do processo a amplitude móvel de duas ou mais observações sucessivas.
30
Para o cálculo destes limites de controlo é necessário determinar a amplitude móvel (AM)
(diferença entre o valor atual e o valor anterior de leituras consecutivas):
(Equação 4)
A partir dos valores da AM calcula-se a média das amplitudes móveis , para um conjunto
de k amostras.
(Equação 5)
Seguidamente apresentam-se os limites de controlo e linha central para os gráficos de controlo
(X, AM).
Limites de controlo X
(Equação 6)
(Equação 7)
(Equação 8)
Limites de controlo AM
(Equação 9)
(Equação 10)
(Equação 11)
Após a verificação do processo através dos limites de controlo e concluir-se que se apresentam
sob controlo estatístico, pode-se analisar o desempenho ou a capacidade do processo em estudo
(Chrysler Corporation, et al, 2005).
2.4.5. CAPACIDADE DO PROCESSO
O objetivo do cálculo da capacidade é determinar se o processo tem aptidão para produzir peças
dentro das tolerâncias de especificação.
Se um processo sofrer alterações de centralização e/ou um aumento na dispersão do processo
pode proporcionar uma produção fora dos limites de especificação.
A capacidade do processo representa uma relação entre a largura dos limites de especificação e
a variação atual do processo. O valor do índice de capacidade do processo é expresso por um
número, sendo mais objetivo que o texto e facilita a interpretação (Duret, et al, 2009).

31
A avaliação da capacidade realiza-se através do índice de variação do processo com base nas
especificações técnicas e no índice de variação e centralização do processo com base
nas especificações técnicas .
De seguida apresenta-se os cálculos dos índices de capacidade para um processo estável com
tolerâncias bilaterais.
Avaliação do desempenho do processo
Esta avaliação estuda a variabilidade preliminar do processo comparando o desempenho do
processo com a variação máxima permitida pela tolerância, isto traduz por:
(Equação 12)
O desempenho do processo ( ) tem capacidade quando o valor deste cálculo for igual ou
superior a 1,33, isto significa que o intervalo da tolerância de especificação é maior que um
ligeiro aumento da dispersão aleatório do processo ( ).
O índice de desempenho do processo ( ) apresenta o mesmo objetivo, mas como o não
deteta o se o processo está ou não centrado, é necessário atribuir outro indicador que tenha em
conta a média do processo. Assim, o tem aptidão para analisar quando a distância da
tolerância superior (ou inferior) à média é maior a metade da distância da dispersão aleatória. O
indicador calcula as distâncias segundo o valor mínimo de PPU e PPL da seguinte forma:
(Equação 13)
(Equação 14)
Logo,
Um processo para ter capacidade terá de ter um superior a 1,33 (Duret, et al, 2009;
Chrysler Corporation, et al, 2005).

32
Avaliação da capacidade do processo
Os índices são descritos de forma semelhante aos índices respetivamente.
Considerando amostras mais pequenas em intervalos regulares, a dispersão de valores a curto
prazo será calculada a partir da média da variância estimada pela amostragem (Duret, et al,
2009).
O calculo do é definido pela seguinte forma:
(Equação 15)
O índice de capacidade é sempre menor ou igual a e é calculado como o mínimo valor
de CPU ou CPL, assim deve ser avaliado e analisado em conjunto com as seguintes fórmulas:
(Equação 16)
(Equação 17)
A capacidade do processo, isto é, o resultado do são avaliados segundo a
Tabela 4.
Tabela 4 – Índices de capacidade para um processo produtivo
Valor do Índice de Capacidade
Processo
< 1 Incapaz
1 a 1,33 Aceitável
> 1,33 Capaz
2.5. Análise dos Sistemas de Medição
Análise dos Sistemas de Medição é um conjunto abrangente de ferramentas para a medição,
aceitação e análise de dados e erros, e inclui temas como controlo estatístico de processo,
análise de capacidade, repetibilidade e reprodutibilidade, entre outros (Oliveira, 2006).

33
Segundo o Manual de MSA (2002), “Sistema de Medição é um conjunto de equipamentos ou
instrumentos de medição, normas, operações, métodos, acessórios, software, pessoas,
procedimentos e suposições, utilizados para a qualidade de uma unidade de medida ou avaliar
corretamente a característica que está sendo medida, o processo completo usado para obter a
medição”.
A MSA é dividida em dois tipos de análises: aquelas feitas para os dados de medição quantitativa
e qualitativa e aquelas feitas com materiais de teste. Além disso, a mesma característica do
produto deve ser medida várias vezes a fim de determinar a sensibilidade do processo de
medição (Hassan, et al, 2009).
Se um sistema de medição opera sob condições estáveis pode ser usado para obter várias
medições de uma determinada característica. Se as medidas resultantes estiverem próximas do
valor nominal para essa característica, então a qualidade dos dados é boa, caso contrário, se as
medidas estiverem afastadas do valor nominal, então a qualidade dos dados é fraca
(DaimlerChrysler, et al, 2002).
A análise dos sistemas de medição (MSA) compara a qualidade e a exatidão das medições
executadas por equipamentos de medida e operários (Feigenbaum, 1994).
A variação do sistema de medição pode-se caracterizar por:
Capacidade – variabilidade das leituras medidas num período curto de tempo;
Desempenho – variabilidade das leituras medidas num período longo de tempo,
baseada na variação total;
Incerteza – um intervalo estimado de valores sobre o valor medido em que o verdadeiro
valor é contido.
2.5.1. DISCRIMINAÇÃO
A discriminação é a quantidade de mudança a partir de um valor de referência que um
instrumento pode indicar detetar e indicar fielmente, também conhecido como leitura ou
resolução. A discriminação representa a medida de menor graduação na escala de um
instrumento.

34
A regra geral é a discriminação do instrumento de medição deve ser de pelo menos um
décimo da variação do processo esperado pela característica a ser medido (intervalo). Por
exemplo, se a variação da característica especial a ser medida é de 1, o equipamento deve ser
capaz de "ler" uma mudança de 0,1.
Se a generalidade dos valores de uma variável dessem origem ao mesmo valor no sistema de
medição (1º caso da Figura 9), então este sistema de medição não será aceitável para estimar
os índices e parâmetros do processo. É recomendável um sistema de medição quando se
apresenta com cinco ou mais categorias distintas (ndc) para o controlo dimensional do sistema
produtivo (3º caso da Figura 9).
Figura 9 – Impacto do ndc, segundo o Manual MSA (2002)
Se o sistema de medição não possui discriminação (sensibilidade ou resolução efetiva), não
pode ser um sistema adequado para identificar a variação do processo ou quantificar as
características das partes individuais a controlar. O equipamento é inaceitável se não conseguir
detetar a variação das causas especiais no controlo estatístico do processo (CEP)
(DaimlerChrysler, et al, 2002).

35
2.5.2. ESTUDO DOS DADOS DE INSPEÇÃO
O resultado da medição ou análise da conformidade do produto inspecionado não estão isentos
de erro.
O estudo do desempenho de inspeção tem como objetivo quantificar a variação existente nos
valores da inspeção dimensional ou por atributos ao produto, determinando a precisão do
processo no que diz respeito à recolha de dados. Este estudo pode avaliar diferentes processos
de inspeção (atributos) e equipamentos de medida (dimensional) existente no controlo de
qualidade, sendo igualmente válidos quanto à necessidade e importância.
Quando o processo está sob controlo, os resultados obtidos em sucessivas medições do mesmo
valor dimensional, podem estar influenciados por dois tipos de erro:
Erro Constante – erro do equipamento admitido entre medidas consecutivas do mesmo valor
dimensional, considerado por erro de calibração do equipamento (excluindo o erro do processo
de medição).
Erro Aleatório – erro incontrolável, proveniente de vários fatores que fazem parte do controlo
dimensional do produto, compreendendo a variação de resultados obtidos entre medidas, como
por exemplo, operador e condições ambientais.
Em condições de medição estabilizadas, cada resultado observado corresponde de facto a uma
estimativa por amostragem de uma população com distribuição normal, com um dado valor
médio (igual ao valor verdadeiro quando o erro constante é nulo) e um certo desvio padrão
(correspondente à variabilidade inerente ao processo de medição) (Oliveira, 2006).
Quanto à determinação da conformidade dos produtos inspecionados, encontramos diferentes
situações, como representa na Figura 10. O eixo vertical representa a probabilidade de aceitação
do produto e no eixo horizontal as seguintes situações:
Zona A – Conforme;
Zona B – Incerteza (proximidade ao valor de especificação);
Zona C – Não Conforme.
Valor Observado = Valor Verdadeiro + Erro Constante + Erro Aleatório

36
A Zona de incerteza, caracterizada por Zona B, será tanto maior quanto maior for a variação de
valores no processo de medida. Nas zonas de transição há a possibilidade de certos produtos
serem mal avaliados é maior, isto porque intuitivamente pode-se validar produtos conformes em
não conforme e vice-versa.
Figura 10 – Capacidade de inspeção nas tolerâncias de especificação, (Oliveira, 2006)
A variação observada nas medidas obtidas da inspeção de uma certa amostra do produto é
resultado da variação do produto inspecionado e do processo de medição:
O controlo estatístico do processo pode ser incapaz devido à grande variação destes fatores
(Oliveira, 2006).
2.5.3. REPETIBILIDADE E REPRODUTIBILIDADE (R&R)
A repetibilidade e reprodutibilidade são técnicas que ajudam a estudar a capacidade do sistema
de medição. Estas técnicas implicam o registo dos operadores testados que falham nas
medições propostas a análise, identifica os instrumentos de medição não adequados ao sistema
e ferramentas fora de calibração (Feigenbaum, 1994).
A repetibilidade representa a variação observada de uma pessoa com as mesmas condições
(mesmo método, mesmo equipamento), repetindo sucessivamente a mesma medida de um
peça (ver Figura 11). Estes resultados são avaliados pelo desvio padrão médio estimado dos
dados de repetibilidade ( ). No caso de estudo de um processo de inspeção por atributos, é
determinado da mesma forma e com as mesmas condições, expecto na classificação da peça
ser “conforme” ou “não conforme”, como por exemplo a avaliação visual de um produto através
de um dispositivo à prova de erro (Oliveira, 2006).

37
Figura 11 – Repetibilidade (Manual MSA, 2002)
A repetibilidade é uma variação de causa comum (erro aleatório), designada pela variação dentro
do sistema de medição, isto se o sistema de medição apresentar condições normalizadas no
posicionamento da peça, instrumento, método de medição e ambiente (DaimlerChrysler, et al,
2002).
A reprodutibilidade representa a variação observada entre as médias dos resultados obtidos
ao medir a mesma peça com diferentes colaboradores (por exemplo A, B, e C) e mesmo
equipamento de medição (ver Figura 12). A reprodutibilidade apresenta o erro “entre os
operadores”, geralmente atribuída a diferenças entre os operadores que obtêm medições
diferentes ao usar o mesmo instrumento de medição (MacGregor, et al, 1995). Estes resultados
dão origem a um desvio padrão médio estimado dos dados de reprodutibilidade ( ). No
processo de inspeção por atributos, a técnica é determinada da mesma forma somente com
diferenças na classificação da peça, isto é, “conforme” ou “não conforme”.
Figura 12 – Reprodutibilidade (Manual MSA, 2002)
Algumas das causas possíveis que revelam a baixo valor da repetibilidade e do valor da
reprodutibilidade são a variação da peça, no equipamento de medição, no padrão da peça, no
método de medição, do ambiente, na determinação do equipamento ou mesma na deformação
da peça ou equipamento de medição (DaimlerChrysler, et al, 2002).
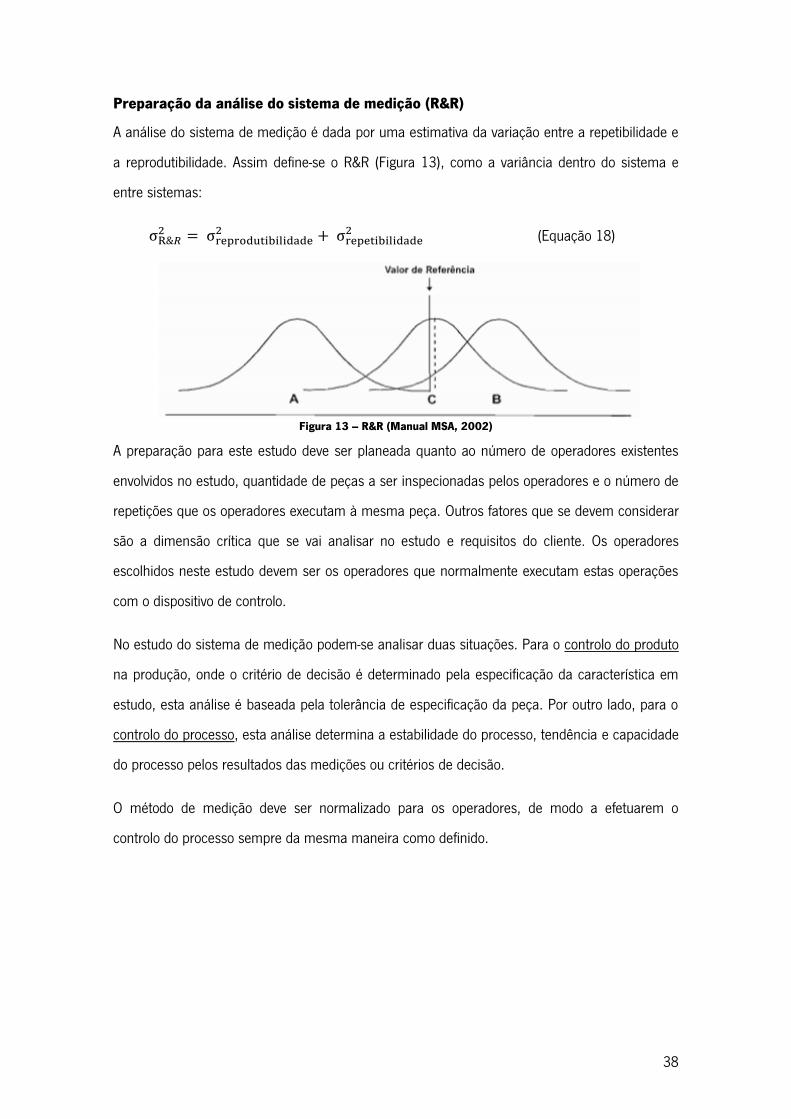
38
Preparação da análise do sistema de medição (R&R)
A análise do sistema de medição é dada por uma estimativa da variação entre a repetibilidade e
a reprodutibilidade. Assim define-se o R&R (Figura 13), como a variância dentro do sistema e
entre sistemas:
(Equação 18)
Figura 13 – R&R (Manual MSA, 2002)
A preparação para este estudo deve ser planeada quanto ao número de operadores existentes
envolvidos no estudo, quantidade de peças a ser inspecionadas pelos operadores e o número de
repetições que os operadores executam à mesma peça. Outros fatores que se devem considerar
são a dimensão crítica que se vai analisar no estudo e requisitos do cliente. Os operadores
escolhidos neste estudo devem ser os operadores que normalmente executam estas operações
com o dispositivo de controlo.
No estudo do sistema de medição podem-se analisar duas situações. Para o controlo do produto
na produção, onde o critério de decisão é determinado pela especificação da característica em
estudo, esta análise é baseada pela tolerância de especificação da peça. Por outro lado, para o
controlo do processo, esta análise determina a estabilidade do processo, tendência e capacidade
do processo pelos resultados das medições ou critérios de decisão.
O método de medição deve ser normalizado para os operadores, de modo a efetuarem o
controlo do processo sempre da mesma maneira como definido.

39
Para minimizar os erros durante o estudo dos sistemas de medição, devem-se efetuar as
medições numa ordem aleatória sem que os operadores conheçam a identificação das peças. O
registo dos dados no estudo de um dispositivo dimensional deve ter o limite máximo de dígitos
representado na discriminação do equipamento. Este estudo de ser observado pelo responsável
da análise de modo a conduzir um estudo mais fiável.
Método da Amplitude e Média ( )
O método da amplitude e média ( ) é uma das técnicas aceitáveis para o estudo dos
dispositivos de medição por variáveis. O procedimento para este estudo inclui a definição de
uma amostra de 10 ou mais peças numeradas respetivamente e a identificação dos
colaboradores em teste. O dispositivo de medição em teste deve estar calibrado. Os operadores
medem as n peças aleatoriamente e individualmente registando os dados numa folha de dados
dimensionais (exemplo na Figura 14). As peças são medidas repetidamente, por exemplo 3
vezes a mesma peça, sem que haja plágio de dados entre colaboradores.
Para o exemplo de três colaboradores, A, B e C da Figura 14, os dados das 10 peças são
retirados por 3 vezes cada peça e inseridos na linha 1,2 e 3 para o caso do colaborador A e na
linha 6, 7 e 8 para o colaborador B e assim respetivamente.
Com todos os dados recolhidos dos operadores da Figura 14 são efetuados os cálculos para a
determinação do R&R do dispositivo de medição, a partir da média e da amplitude .
Na linha 4, 9 e 14 da folha de dados calcula-se a média para cada peça das três medições
segundo a (Equação 1).

40
Figura 14 – Exemplo de uma folha de dados para o estudo R&R, baseado no Manual MSA
Na linha 5, 10, 15 da folha de dados calcula-se a amplitude das três medições para cada
peça, isto é, subtrair a maior valor pelo menor valor medido na peça n.
(Equação 19)
Após estes cálculos somam-se os valores de cada linha (5, 10 e 15) e divide-se pelo número de
peças amostradas e obtém-se a média das amplitudes de cada colaborador ( ). Os
valores da média das amplitudes de cada colaborador são somados e dividido pelo número de
colaboradores, desta forma resulta a média de todas as amplitudes .
(Equação 20)
, sendo m = número de operadores.

41
Na última coluna da Figura 14, designada “Média” calcula-se as médias para todas as linhas,
inclusive linha 4, 9 e 14 para determinar . A partir dos valores de
calcula-se o valor de , dado que:
(Equação 21)
Na linha 16 é determinado a média por peça ( ), segundo a (Equação 1) somando as
medições para cada repetição de todos os colaboradores e dividir pelo número de medições
(número de repetições multiplicado pelo número de colaboradores). Das médias por peça ( )
determina-se a média das médias e a amplitude das médias dos colaboradores ,
dado que:
, sendo n = número de peças.
(Equação 22)
(Equação 23)
A repetibilidade ( ) ou a variação do equipamento (VE) é calculado pelo valor
médio das amplitudes médias multiplicado pela constante ( ), dado por:
(Equação 24)
, onde depende do número de repetições utilizados no estudo (ver Anexo B).
A reprodutibilidade ) ou a variação entre colaboradores (VO) não inclui
somente a variação entre colaboradores, mas também a variação do equipamento (VE), uma vez
que a variação dos operadores está intrínseca à variação do equipamento. Desta forma, a
variação entre operadores (VO) é determinada da seguinte forma:
(Equação 25)
,sendo r = nº. de repetições, n = tamanho de amostra e uma constante igual a
(m =
número de colaboradores e g=1 para um calculo da amplitude), ver Anexo B.

42
Com os valores das variações do equipamento (VE) e entre operadores (VO) pode-se calcular a
variação do sistema de medição para a Repetibilidade & Reprodutibilidade (R&R):
(Equação 26)
A variação da peça (VP), isto é peça a peça sem variação da medição é calculada pela
multiplicação da amplitude das médias das peças ( ) e a constante , dado por:
(Equação 27)
,sendo uma constante (
) para g=1 e m = nº. de peças utilizadas no estudo, ver Anexo B.
Genericamente pode-se abordar de diferentes maneiras a determinação da variação total do
processo (VT) que é aproveitada para analisar a aceitação da variação da medição utilizando:
A variação do processo, baseada nas peças do estudo R&R. O cálculo VT é um indicador
de tendência do processo e da apropriação do sistema de medição para o controlo do
processo (%R&R de VT) a partir da variação da peça (VP).
(Equação 28)
A tolerância de especificação, quando o dispositivo de controlo é usado no controlo do
processo e o processo apresenta . Nesta opção, calcula-se a variação total com
base na tolerância de especificação (VT).
(Equação 29)
Uma vez que se calcula a variabilidade para cada fator (VE, VO. VP e R&R) no estudo do sistema
de medição pode-se compara-los com a variação total do processo (VT). Estes fatores são
representados em percentagem e descritos pelas seguintes fórmulas:
Variação do equipamento (%VE)
(Equação 30)

43
Variação entre colaboradores (VO)
(Equação 31)
Variação da peça (VP)
(Equação 32)
Repetibilidade & Reprodutibilidade (R&R)
(Equação 33)
A soma de todas as percentagens destes fatores não pode ser igual a 100% da variação total do
processo.
O objetivo deste estudo dos sistemas de medição foca-se na estimativa combinada da
repetibilidade e da reprodutibilidade do sistema de medição (%R&R) obtendo-se uma estimativa
da variação do sistema de medição, isto é, capacidade do sistema de medição. Esta capacidade
é analisada para determinar se o sistema de medição em estudo é apropriada para a aplicação
pretendida. A aceitação do sistema de medição, por regra geral é analisada através do critério da
Tabela 5, segundo o manual MSA.
Tabela 5 – Critério de R&R
O resultado deste estudo determina se o dispositivo em análise é aceitável para o controlo
dimensional ou funcional.
RR Decisão Comentários
Abaixo de 10%
Sistema de medição geralmente considerado
aceitável
Recomendável, especialmente útil quando tentamos ordenar ou classificar peças ou quando for requerido um controlo apertado do processo.
Entre 10% e 30%
Poder ser aceito para algumas aplicações
A decisão deve ser baseada primeiro, por exemplo, na importância da aplicação da medição, custo do dispositivo de medição, custo do retrabalho ou reparo. O sistema de medição deve ser aprovado pelo cliente.
Acima de 30%
Considerado inaceitável
Todos os esforços devem ser tomados para melhorar o sistema de medição. Esta condição pode ser resolvida pelo uso de uma estratégia apropriada para a medição; por exemplo, utilizar a média de diversas medições da mesma característica da mesma peça a fim de reduzir a variabilidade da medida final.
44
Na fase final do estudo pode-se determinar o número de distintas categorias (ndc) para o
sistema de medição (ver Figura 9). Este dado com um intervalo de confiança de 97% medirá a
variação esperada do produto através do número inteiro de distintas categorias, dado por:
(Equação 34)
O valor calculado ndc deve ser o número aproximado para inteiro e maior ou igual a 5
(DaimlerChrysler, et al, 2002).

45
3. A EMPRESA DELPHI AUTOMOTIVE SYSTEMS E O SISTEMA PRODUTIVO
Este Capítulo apresenta de uma forma sumária, a organização da empresa e com mais detalhe,
os processos produtivos da fábrica de plástico, onde se insere este projeto.
3.1. Empresa, Produtos e Clientes
A empresa Delphi Automotive Systems é uma fábrica de peças de automóvel com sede em Troy
nos EUA. É um dos maiores fornecedores da indústria automóvel no mundo, suportando
mercados em três continentes, tais como, EUA, Europa e Ásia.
A empresa possui escritórios em todo o mundo. Possui 150 fábricas de propriedade integral, 44
empreendimentos conjuntos, 53 centros de clientes e escritórios de vendas e 33 centros
técnicos em 38 países. Emprega cerca de 146 mil funcionários.
A Delphi Automotive Systems Portugal está situada em Braga e é especializada no fabrico de
peças plásticas (moldação e acabamento), placas eletrónicas, montagem final de autorrádios,
sistemas de Navegação e produtos de telemática para o ramo automóvel. Abrange uma área
total de 30000 m2 e é constituída por quatro edifícios (Figura 15) numa área coberta
aproximadamente de 17000 m2. Emprega cerca de 750 colaboradores e produz anualmente
mais de dois milhões de aparelhos. Esta produção é maioritariamente exportada para os maiores
produtores da indústria automóvel.
Figura 15 – Planta da fábrica Delphi em Braga.
46
Os clientes da Delphi são reconhecidos mundialmente pelo seu prestígio na construção
automóvel, entre eles estão a Seat, Audi, Volkswagen, Audi, Volvo, Tata, Ford, Renault, Opel,
Škoda e Rolls Royce (Figura 16).
Figura 16 – Os principais clientes da história da Delphi Braga.
A obtenção da certificação ISO 9001 em 1994 representou um marco decisivo para a
implementação da Gestão da Qualidade Total (TQM). As certificações QS 9000 e VDA 6.1,
obtidas em 1998, bem como as certificações ISO/TS 16949 e ISO 14001, em 2001, vieram
reforçar o compromisso para atingir os mais elevados níveis de qualidade para os seus clientes.
A nível ambiental foi ainda obtido, em 2004, o registo no EMAS.
A Delphi de Braga tem 45 anos de existência. É uma fábrica moderna, de alta tecnologia e com
processos inovadores, que assegura à exigente indústria automóvel, produtos não só de alta
qualidade, mas também fáceis de manusear e de bom design.
O processo de satisfação do cliente, existente nesta fábrica, assegura que em caso de não
conformidade ou desvio do produto detetado pelo cliente, este recebe respostas e soluções
atempadamente. Este processo de satisfação do cliente garante também, que as resoluções de
problemas são efetivamente coordenadas e que as soluções encontradas são implementadas.
Esta implementação não é só no produto e/ou linha onde o problema surgiu, mas também em
produtos e processos similares.

47
3.2. Enquadramento na Delphi em Braga
A Delphi Braga tem em funcionamento dois edifícios de produção, o edifício 1 e 2 (ver Figura
15). O edifício 1 assume a produção de componentes eletrónicos para os autorrádios, antenas e
outros, e faz a montagem final destes produtos. No edifício 2 está instalada a fábrica de plásticos
que começou a funcionar apenas há um ano.
A fábrica de plástico é o local onde se insere este trabalho. Apresenta quatro áreas de produção,
a injeção, a pintura, o acabamento e a montagem final das peças produzidas. Esta fábrica tem
como objetivo ser o fornecedor direto de certos produtos a integrar na fábrica do Edifício 1 da
Delphi.
A fábrica produz para a Tata, Opel, VW Low e por último para a Škoda, sendo este, um novo
projeto na produção de blendas Škoda 25 Low e alvo deste trabalho (Figura 17).
Figura 17 – Os produtos da fábrica de plásticos Delphi Braga.
O trabalho desenvolvido incide no apoio à qualidade na produção de blendas da Škoda na
fábrica de plásticos da Delphi. Este trabalho está inserido na Área de Análise e na Área de
Injeção da fábrica.
3.3. Descrição das Áreas de Produção e de Análise da Fábrica de Plásticos
A fábrica de plásticos é composta principalmente pelas áreas de injeção, pintura, montagem
final e uma área reservada à análise da qualidade. Nestas áreas são necessárias diversas
máquinas e processos para a produção de um produto. Na Figura 18 apresenta-se o layout da
fábrica de plásticos da Delphi, ilustrado com as diversas zonas operacionais.

48
Figura 18 – Layout do edifício 2 da Delphi
3.3.1. ÁREA DE INJEÇÃO
A primeira área de produção da fábrica é a de injeção de peças termoplásticas. Esta conta com
dez máquinas de injeção. Duas dessas máquinas têm a capacidade de injetar dentro do molde,
dois tipos de plástico diferente, conhecidas por máquinas de bi-injecção. A Moldagem por injeção
é amplamente utilizada para a fabricação de uma variedade de peças, desde o menor
componente para o auto rádio (por exemplo, botões) até ao painel do auto rádio, conhecido
também por blenda (em inglês, Trimplate).
Na área de injeção, antes de iniciar a produção é necessário que o afinador verifique a ordem de
produção, nomeadamente a referência e quantidade de peças a produzir (Figura 19).
Figura 19 – Ordem de produção.

49
O processo da moldagem de peças plásticas é identificado pelo seguinte fluxograma de
fabricação (Figura 20).
Figura 20 – Fluxograma da área de injeção.
O processo produtivo começa com a introdução da matéria-prima (resina) num depósito de
alimentação (que deve estar sempre tapado para evitar a entrada de resíduos) seguidamente
passa por um processo de secagem, num desumidificador (IM10 da Figura 20; Figura 21).
Figura 21 – Máquina de injeção e o desumidificador.
A moldagem por injeção (IM20) é um processo cíclico de transformação de termoplástico e
abrange as seguintes etapas:
Aquecimento e fusão da resina;
Homogeneização do material fundido;
Injeção da matéria no interior da cavidade do molde;
Resfriamento e solidificação do material na cavidade;
Extração da peça moldada.
As peças injetadas são retiradas da passadeira da máquina e posteriormente são inspecionadas
visualmente, pelo operador e colocadas em caixas.

50
O processo (IM30) consiste na decisão sobre a aceitação ou rejeição de peças injetadas
baseando-se numa inspeção visual. Neste processo verifica-se a conformidade dos produtos, isto
é, a validação das peças na ausência de qualquer tipo de defeito. O método de controlo passa
por uma colocação de carimbo de Qualidade, na ordem de produção, colocada nas caixas
(Figura 22). Se aparecer alguma inconformidade nas peças, o plano de reação consiste em
segregar o material, colocar cartão amarelo nas caixas suspeitas, chamar o supervisor da
operação e deslocar o material para a Área de Análise.
Figura 22 – Armazenamento de stock da área de injeção.
No processo (IM40) as peças suspeitas são inspecionadas a 100% fora da linha (Área de
Análise). As peças defeituosas após este procedimento são consideradas refugo.
3.3.2. ÁREA DE ANÁLISE
A área de análise dá apoio à produção, recebe e analisa todos as peças suspeitas pelos
operadores, provenientes das diversas áreas de produção. Inerente a esta área está a execução
de testes em diversas zonas do produto, quer a nível visual, dimensional e funcional.
Esta área é composta por dois laboratórios de análise, o laboratório 1 e 2. O laboratório 1 está
preparado para receber as peças provenientes da área da pintura e montagem final. O
laboratório 2 é a área de análise, onde são inspecionadas as peças provenientes da área de
injeção. Estes laboratórios fazem a última inspeção de controlo de qualidade e registo de dados.

51
Laboratórios de Análise 1
Esta área de Análise, que recebe as peças suspeitas das áreas de produção está equipada com
um computador para monitorizar os dados da inspeção e diversas ferramentas para executar
retrabalho em peças não conformes. (Figura 23).
Figura 23 – Laboratório de análise 1
As peças suspeitas são transportadas em tabuleiros plásticos, chamados de blister. Os blisters
são marcados a cor e armazenados em zonas apropriadas. Estas zonas de armazenamento
estão marcadas com cores no chão, para identificar o estado do produto. As cores definidas para
a identificação do material e para a zona de armazenamento estão representadas na Tabela 6.
Tabela 6 – Identificação das áreas e blisters.
Cor Designação
Amarelo Material Suspeito
Verde Material Conforme
Vermelho Material Não Conforme
Laranja Retrabalho de Material
Os operadores de produção, quando suspeitam de alguma peça proveniente da linha de
montagem ou pintura, colocam-na em blisters amarelos e deslocam-na para a zona amarela do
laboratório da Qualidade 1 (Figura 24).

52
Figura 24 – Zona amarela de armazenamento.
Os defeitos analisados pelo operador da qualidade são registados no computador e inseridos
num programa próprio da empresa.
Após a inspeção da peça ou produto nesta área de análise, há duas alternativas:
Conforme: o produto é colocado numa zona verde até que seja
devolvido à linha de montagem final, para ser validado
novamente.
Não Conforme: o produto defeituoso é segregado para uma
zona vermelha, onde fica isolado e posteriormente colocado no
refugo.
Laboratórios de Análise 2
A Figura 25 representa o laboratório onde se realizada o controlo dimensional e visual das peças
provenientes da área de Injeção. Este laboratório possui um computador ligado ao servidor que
tem como objetivo registar os dados recolhidos através da inspeção das peças injetadas. O
computador é portador das cartas de controlo dimensional e por atributos.
Figura 25 – Laboratório de análise 2.

53
O laboratório de controlo possui alguns equipamentos de medida para o controlo dimensional.
Os equipamentos de medição utilizados estão representados na Tabela 7.
Tabela 7 – Equipamentos de medida
Designação Amplitude de medição Resolução Equipamento
Paquímetro Digital 300 mm 0,01 mm
Paquímetro Digital 150 mm 0,01 mm
Micrómetro Digital 50 mm 0,001 mm
Todos os equipamentos de medida são calibrados periodicamente por uma empresa externa, no
âmbito de certificação. Os certificados de calibração são um conjunto de operações feitas ao
instrumento de medição, sob condições específicas, isto é, relacionar o valor indicado no
sistema de medição e uma grandeza padrão. Estes certificados são uma garantia de confiança
para a inspeção dimensional de um controlo de qualidade.
Os dados da análise dimensional e visual recolhida por amostragem na área da injeção são
digitalizados no computador num ficheiro Excel pelo operador da qualidade. O ficheiro Excel que
monitoriza os dados dimensionais das peças injetadas é controlado através dos seus limites de
especificação definidos pelo cliente.

54
4. PLANO DE CONTROLO
4.1. Introdução
O plano de controlo é uma metodologia que apoia a qualidade do produto na produção de
acordo com os requisitos do cliente. Esta metodologia, através de uma abordagem estruturada
requer uma seleção e implementação de métodos com valor acrescentado para o sistema de
qualidade total. De uma forma sumária, o plano de controlo apresenta os sistemas utilizados na
minimização de variação no sistema de controlo de peças e processos. O plano de controlo deve
ser utilizado em conjunto com outros documentos relacionados, como por exemplo, as
instruções de trabalho detalhadas.
O plano de controlo tem o objetivo de identificar características do processo e ajudar a identificar
as suas fontes de variação (variáveis de entrada), que causam variação nas características do
produto (variáveis de saída).
Para melhorar a satisfação do cliente, o plano de controlo concentra-se nos recursos sobre os
processos e nas características relacionadas com o produto que são importantes para o cliente.
A utilização de recursos adequados sobre as características do produto ajuda a minimizar os
custos de produção sem perdas de qualidade.
O plano de controlo deve ser definido e usado continuamente. Ele é uma descrição escrita das
ações que são necessárias em cada fase do processo, desde a receção da matéria-prima até à
expedição do produto final, assegurando que todo o processo foi controlado.
Os métodos utilizados no plano de controlo asseguram o controlo das características requeridas
pelo cliente.
O Plano de Controlo é atualizado conforme os sistemas de medição e métodos de controlo são
avaliados e melhorados (Chrysler Corporation, et al, 1995).
A estrutura do plano de controlo da fábrica de plásticos da Delphi é baseada no Manual APQP e
Plano de Controlo da Chrysler Corporation, Ford Motor Company e General Motors Corporation,
ver Figura 42 do Anexo C, ou seja está alinhado com os requisitos da norma ISO/TS 16949.

55
Por fim, o plano de controlo, quanto ao nível de comunicação é um documento vivo que
apresenta e transmite todas as alterações nas características, método de controlo e medição da
característica do produto ou processo (Chrysler Corporation, et al, 1995).
Nas secções seguintes será abordado a preparação e desenvolvimento do plano de controlo do
novo projeto Škoda 25.
4.2. Plano de Controlo do Škoda 25
A transferência de um novo projeto da Delphi do México para a Delphi de Braga fez com que se
planeasse toda a produção para o novo projeto Škoda 25. Este projeto diz respeito ao fabrico de
blendas para a marca de automóvel Škoda na fábrica de plásticos (Edifício 2).
A fábrica de plásticos em Braga já é detentora de dois projetos, o Tata e o Volkswagen Low na
produção de blendas. Com o surgimento de um novo projeto, a fábrica necessita de um novo
planeamento e de adquirir novos recursos de modo a garantir a qualidade do produto.
O plano de controlo para este novo projeto assemelha-se aos planos de controlo anteriormente
estabelecidos, de modo a normalizar os processos na fábrica.
O plano de controlo foi desenvolvido para todos os processos e operações no fabrico da blenda
Škoda 25. Este procedimento conta com uma equipa multidisciplinar para a sua formalização.
Este trabalho desenvolvido foca-se em parte das ações planeadas para a área de análise que
visam controlar a qualidade das peças proveniente da área de injeção.
A área de injeção produz diversas peças plásticas que são componentes para o produto final. Na
Figura 26 apresenta os componentes produzidos na área de injeção para a conceção da blenda
Škoda 25.

56
Figura 26 – Componentes da blenda Škoda 25
Para exemplificar os procedimentos desenvolvidos na área de injeção escolheu-se um
componente do produto final que explica-se as ações preponderantes deste trabalho. O exemplo
escolhido é o Trimplate – Blank, ponto D da Figura 26. Este componente foi selecionado devido
à maior complexidade de controlo.
As características relacionadas com a peça Trimplate – Blank que são importantes para o cliente
e envolvidas neste trabalho são o controlo dimensional e o controlo funcional.
4.2.1. DEFINIÇÃO DOS EQUIPAMENTOS PARA CONTROLO
A definição dos equipamentos de controlo tem como ponto de partida os desenhos técnicos dos
componentes do produto. O desenho técnico é um documento informativo que contém todas as
características relacionadas com o componente e informa os devidos pontos de controlo a
executar na produção da peça.
O controlo dimensional é executado a partir dos equipamentos de medição existentes na
fábrica (ver Tabela 7). A escolha do equipamento de medida para o controlo dimensional está
relacionada com a discriminação do equipamento, isto é, a resolução do equipamento deve ter,
pelo menos, um décimo da tolerância de especificação da característica a ser lida diretamente
na peça (DaimlerChrysler, et al, 2002).
A Pushbutton AS B Pushbutton TP C Pushbutton Eject D Trimplate - Blank E Pushbutton 1 F Pushbutton 2 G Pushbutton 3 H Pushbutton 4 I Pushbutton 5 J Pushbutton 6 L Knob-Cap On/Off M Knob-Shuck

57
Desta forma, apresentam-se dois exemplos na Tabela 8 que demonstram a escolha dos
equipamentos de medição para o controlo dimensional.
Tabela 8 – Seleção do equipamento de medição
Requisitos da peça Equipamento de medição
Designação Cota Valor
Nominal Tolerância
Especificação Resolução Discriminação Conclusão
Trimplate – Blank
A 222,9 +/-0,15 0,01 1/15 Paquímetro 300 B 136,49 +/-0,1 0,01 1/10
Pushbutton Eject
A 33,21 +/- 0,1 0,01 1/10 Paquímetro 150 B 14,05 +/- 0,1 0,01 1/10
A discriminação não é o único critério na seleção do equipamento, a amplitude de medição do
equipamento deverá ser adequado, de modo a superar o valor nominal da característica a ser
medida na peça.
Como se pode ver na Tabela 8, no exemplo da peça Trimplate – Blank na cota A, a gama de
valores do equipamento de medida deve incluir o valor nominal de 222,9 mm a controlar, desta
forma, a escolha recaí para o paquímetro com 300 mm. Quanto à discriminação, o paquímetro
300 mm apresenta uma discriminação de 1/15, este valor supera a necessidade, isto é, o
paquímetro tem a capacidade de observar 15 pontos dentro da tolerância de especificação para
a cota A.
Este controlo dimensional tem que ser registado e controlado estatisticamente prevenindo os
desvios na produção. Os procedimentos relacionados com o controlo estatístico serão abordados
no capítulo seguinte.
O controlo funcional é executado a partir do desenvolvimento de um dispositivo de teste. O
dispositivo de teste tem como objetivo testar a funcionalidade de um componente ou de um
produto. Para o projeto Škoda 25 foi exigido um teste funcional nos furos no Trimplate – Blank,
isto é, testar o diâmetro do furo (D1 e D2), ver Figura 27.

58
Figura 27 – Requisito funcional da peça Trimplate – Blank
Deste modo, desenvolveu-se o dispositivo de teste para esta característica com o apoio dos
dados do desenho técnico do componente. A partir dos valores nominais do diâmetro D1e D2 da
Tabela 9 desenvolveu-se o dispositivo de controlo funcional.
Tabela 9 – Dimensões para o controlo funcional do Trimplate – Blank
Valor nominal Tolerância LIE LSE
D1 15 mm ± 0,1 mm 14,9 mm 15,1 mm
D2 15 mm ± 0,1 mm 14,9 mm 15,1 mm
Este dispositivo de controlo para o diâmetro do furo, designou-se por Jig 2 e está representado
na Figura 28.
Figura 28 – Dispositivo de controlo funcional (Jig2)
A construção deste dispositivo foi concebida numa empresa externa, com um conceito de
“Passa” e “Não Passa”, em cada extremidade do controlador (ver Figura 28).
Este conceito foi desenvolvido pelas seguintes dimensões:
Passa = LIE + Erro da máquina = 14,9 + 0,02 = 14,92 mm
Não Passa = LSE + Erro da máquina = 15,1 + 0,02 = 15,12 mm
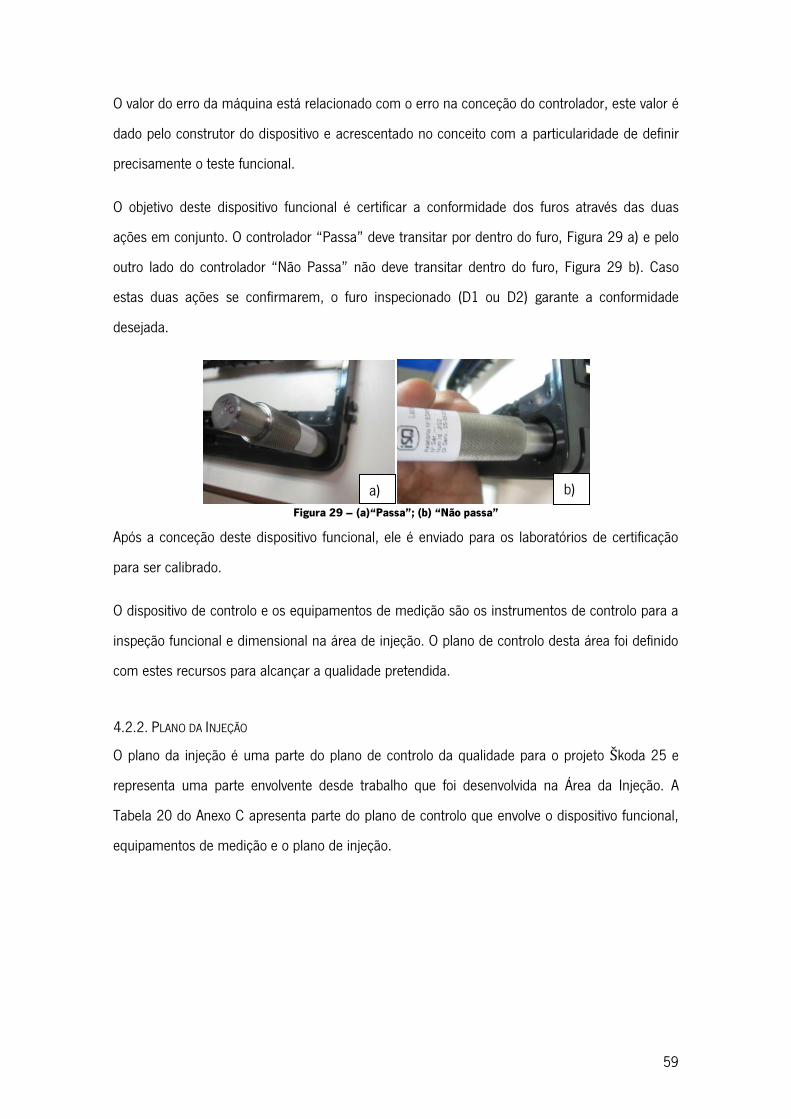
59
O valor do erro da máquina está relacionado com o erro na conceção do controlador, este valor é
dado pelo construtor do dispositivo e acrescentado no conceito com a particularidade de definir
precisamente o teste funcional.
O objetivo deste dispositivo funcional é certificar a conformidade dos furos através das duas
ações em conjunto. O controlador “Passa” deve transitar por dentro do furo, Figura 29 a) e pelo
outro lado do controlador “Não Passa” não deve transitar dentro do furo, Figura 29 b). Caso
estas duas ações se confirmarem, o furo inspecionado (D1 ou D2) garante a conformidade
desejada.
Figura 29 – (a)“Passa”; (b) “Não passa”
Após a conceção deste dispositivo funcional, ele é enviado para os laboratórios de certificação
para ser calibrado.
O dispositivo de controlo e os equipamentos de medição são os instrumentos de controlo para a
inspeção funcional e dimensional na área de injeção. O plano de controlo desta área foi definido
com estes recursos para alcançar a qualidade pretendida.
4.2.2. PLANO DA INJEÇÃO
O plano da injeção é uma parte do plano de controlo da qualidade para o projeto Škoda 25 e
representa uma parte envolvente desde trabalho que foi desenvolvida na Área da Injeção. A
Tabela 20 do Anexo C apresenta parte do plano de controlo que envolve o dispositivo funcional,
equipamentos de medição e o plano de injeção.
a) b)

60
O processo (IM20) como indica na Tabela 20 do Anexo C, apresenta quatro operações na
produção de qualquer peça plástica do modelo Škoda 25 (Trimplate – Blank, Pushbuttons e
Knobs), entre eles são:
a) Preparação da Produção, ações preliminares para o funcionamento correto da máquina,
ajustamento dos parâmetros da máquina para uma produção em conformidade;
b) Preparação dos Produtos, início da produção com execução de testes a todas as
características críticas do produto;
c) Séries de Produção, ações de controlo durante o funcionamento contínuo das máquinas
em produção;
d) Fim de Produção, ações de controlo na fase final da série de produção.
Estas operações manifestam diferentes tipos de frequência de amostragem, a Tabela 10
apresenta os diferentes tipos de frequência usados na empresa.
Tabela 10 – Frequência da amostra (Anexo D)
Tipo de Frequência Designação
I No início do turno
II No fim do turno
III No início / reinício de série
IV No fim de série
V Meio do turno
VI A cada ordem de fabrico
Os tipos de frequência no controlo da qualidade estão relacionados com os acontecimentos no
processo de fabrico e com características importantes para o produto. No entanto, certos
acontecimentos são mais influenciáveis quanto há consequência de defeitos na produção.
Na produção de peças plásticas se a preparação da produção (“set up”) for corretamente
ajustada todo o lote de produção será conformemente produzido. Esta operação requer
aprovação antes de iniciar a produção e aptidão para avaliar o “set up”. No entanto, a
estabilidade das máquinas não são eternas, com o decorrer do tempo variam. Assim, o
planeamento do controlo por amostragem pode corrigir esses desvios, com o auxílio das cartas
de controlo (Oliveira).

61
Preparação da produção
Nesta operação, o operador prepara a máquina de injeção antes de iniciar a produção do
produto que se encontra em ordem de fabrico. Esta operação requer o ajuste de parâmetros
estabelecidos na máquina. Estes parâmetros são visualizados numa “Ficha de Afinação” que
apresenta os valores previamente definidos.
O controlo dos parâmetros da máquina requer um controlo visual com uma frequência tipo III da
Tabela 10. Os registos dos parâmetros estabelecidos na máquina são apontados num
documento, chamado “Início/ Fim de Série”. Este registo requer uma análise aos valores dos
parâmetros estabelecidos na máquina de injeção. No entanto, quando há uma mudança na série
de produção regista-se numa "Check – list” o estado atual da máquina e do processo (limpeza,
arrumação, afinação, etc.).
Preparação dos Produtos
Na operação de preparação dos produtos verificam-se todas as características relacionadas com
o produto. Esta análise inclui com uma inspeção visual, um teste funcional e um controlo
dimensional.
O controlo visual da peça consiste em verificar a ausência dos seguintes defeitos mais comuns
na área de injeção:
Deformações (chupados, marcas, peças partidas,..);
Rebarbas;
Queimados;
Falta de matéria;
Marcas de extração;
Cor correta das peças (preta).
Esta inspeção é efetuada segunda a Tabela 10 pelo operador da qualidade com a frequência tipo
II, III e IV. A amostra para a inspeção visual é de 1 peça injetada. Os dados recolhidos pelas
peças analisadas são documentados numa “Folha de atributos” (ver Anexo E).
A “Folha de atributos” é um documento onde se monitoriza periodicamente os dados da
produção da peça, estes dados revelam a identificação da peça, máquina e molde utilizado na

62
produção, como também o operador, hora e data de inspeção. Estas informações são uteis,
registando historicamente o comportamento da peça. Após o registo da inspeção visual ao
produto segue-se o controlo funcional da peça.
O controlo funcional é um controlo que se faz unicamente à peça Trimplate – Blank no início ou
no reinício de uma série de produção, este controlo conta com a presença do dispositivo da
Figura 28, o Jig2. O operador da qualidade testa a funcionalidade da peça através do dispositivo
e regista a conformidade numa “Folha de atributos” (ver Anexo E).
O controlo dimensional das peças é executado pelo operador da qualidade que recolhe 3 peças
na área de injeção com uma frequência tipo II, III e IV. As peças são transportadas para o
laboratório 2 da área de análise para serem medidas e monitorizadas no computador. O
operador segue as instruções do “plano da injeção”, onde verifica o equipamento de medição
que tem de utilizar para medir a amostra, como também as dimensões e tolerâncias de
especificação da peça que está a ser inspecionada. No Anexo D apresenta-se um exemplo de um
plano de injeção desenvolvido para o Trimplate – Blank, este plano foi desenvolvido para todas
as referências do produto.
O plano apresentado no Anexo D contém duas imagens da peça (8 e 9), estas imagens
representam os pontos de medição e respetivos limites de especificação. Os pontos de medição
são um meio instrutivo para qualquer operador que execute a inspeção dimensional. Assim
sendo, as imagens servem para informar o ponto de colocação do instrumento de medição na
peça, de modo a normalizar todas as inspeções efetuadas.
Os dados das dimensões retiradas da amostra são introduzidos numa carta de controlo
dimensional (ver Anexo F).
Séries de Produção e Fim de Produção
As operações correspondentes às séries de produção e ao fim da produção apresentam o
mesmo método de controlo e a mesma frequência de inspeção. Estas operações contam com o
método da inspeção visual e dimensional ao produto como se apresentou na operação anterior.
Estas inspeções são executadas pelo operador da qualidade com uma frequência de tipo II, III e
IV segunda a Tabela 10. Para a inspeção visual é recolhida uma peça injetada e para a inspeção

63
dimensional são recolhidas 3 peças injetadas consecutivas. Os dados são registados do mesmo
modo, na “Folha de atributos” (Anexo E) para a inspeção visual e numa carta de controlo
dimensional (Anexo F) para a inspeção dimensional.
Todas estas operações mencionadas anteriormente seguem o mesmo plano de reação, isto é,
sempre que for detetado pelo operador uma peça com defeito verifica-se as 5 peças injetadas
anteriormente e as 5 peças injetadas posteriores à peça defeituosa. Este plano de reação implica
uma paragem da máquina no caso de surgir mais alguma peça com o mesmo defeito, alertando
o técnico da injeção e a responsável pela qualidade. O material defeituoso é segregado e
colocado num local apropriado na área da qualidade, a zona vermelha.
4.3. Controlo Estatístico de Processo (CEP)
Nesta secção, o controlo estatístico do processo será inserido no controlo das peças na área da
injeção. Este controlo enquadra-se uma fase inicial de pré-produção e posteriormente durante a
produção.
Numa fase de pré-produção a empresa estuda a capacidade do processo, de modo a certificar-
se que o processo tem capacidade de produzir o produto dentro das exigências especificadas.
Estes resultados são enviados ao cliente final para a validação do produto final.
A necessidade de controlar o sistema de produção na Área da Injeção pela empresa levou ao
estudo do processo para a implementação de limites de controlo nas cartas de controlo. Antes
deste trabalho desenvolvido na empresa, os dados dimensionais recolhidos por amostragem
eram inseridos numa carta de controlo delimitada somente pelos limites de especificação do
produto. Como já foi referido anteriormente, as cartas de controlo com limites de especificação,
não controlam a variação do processo.
No desenvolvimento da carta de controlo foi utilizada uma folha de cálculo Excel para gerir
continuamente a variação durante a produção detetando eventuais causas especiais. Este
trabalho também envolve o estudo da capacidade do processo durante a produção.
Todos os componentes do produto final estão sujeitos a este controlo. Os desenhos técnicos dos
componentes apresentam as dimensões da peça, com as respetivas tolerâncias de
especificação, e ainda incluiu as variáveis críticas que se pretendem controlar.

64
A partir da análise dos desenhos técnicos que contém os requisitos do cliente analisa-se quais as
variáveis críticas que se apresentam na peça. Este passo é o ponto de partida para todo este
desenvolvimento. A Figura 30 representa duas variáveis dimensionais críticas de A e B.
Figura 30 – Dimensões do Trimplate -- Blank
As dimensões de controlo no caso A do Trimplate – Blank foi o ponto crítico escolhido para
exemplificar todos os procedimentos que foram desenvolvidos neste capítulo. Estes
procedimentos foram desenvolvidos para todas as peças em produção para o produto final na
empresa.
Tabela 11 – Limites de especificação para o controlo dimensional
Valor nominal Tolerância LIE LSE
Dimensão A 222,90 mm ± 0,15 mm 222,75 mm 223,05 mm
Dimensão B 136,49 mm ± 0,10 mm 136,39 mm 136,59 mm
Na Tabela 11 apresenta-se o Limite Inferior de Especificação (LIE) e o Limite Superior de
Especificação (LSE) das dimensões A e B do desenho técnico do Trimplate – Blank.
4.3.1. APROVAÇÃO DO PRODUTO NA EMPRESA
A empresa Delphi ao receber um novo projeto para a produção necessita de efetuar um estudo
do processo inicial em relação ao seu desempenho. Este estudo é requerido pelo cliente para
aprovar a produção do produto, de modo a garantir que tem capacidade de o produzir
continuamente sem grandes variações. Esta análise ao processo inicia-se com a verificação da
sua estabilidade e no estudo do desempenho do processo , uma das etapas do PPAP.

65
Esta etapa, correspondente ao ponto 11 do PPAP consiste no estudo do processo inicial, que
visa demostrar que o processo crítico possui estabilidade.
Recolha de dados
Na pré-produção do Trimplate – Blank retiraram-se 30 peças num período contínuo, visto que o
processo não foi parado e nem ajustado durante o intervalo de tempo que foi retirada a amostra.
Essas peças foram analisadas visualmente e após a sua validação, isto é, a ausência de defeito,
seguiram para uma análise dimensional. A análise dimensional foi efetuada através da utilização
de um paquímetro digital de 300 mm (ver Tabela 12).
Tabela 12 – Recolha de dados da dimensão A (mm).
222,96 222,95 222,91 222,91 222,91 222,92 222,93 222,92 222,92 222,94
222,93 222,91 222,94 222,94 222,93 222,92 222,91 222,92 222,94 222,91
222,95 222,94 222,96 222,95 222,94 222,95 222,93 222,94 222,92 222,92
Os dados apresentados na Tabela 12 são valores individuais de uma única amostragem de 30
peças. Apesar da empresa normalmente retirar amostras de 3 peças para análise numa fase de
produção, nesta fase inicial do projeto torna-se mais económico analisar o processo com 30
peças em vez de 30 amostras de tamanho 3. Desta forma, em vez de se retirarem 90 peças por
referências, retiram-se apenas 30 peças, minimizando o uso de recursos.
Análise da Distribuição dos dados
Após a recolha de dados calcula-se a média e o desvio padrão dos valores individuas do
processo ( ).
çã
Com o auxílio do Excel constrói-se um histograma de frequência relativa, de modo a verificar
como se comportam os valores quanto à sua distribuição. Como se pode verificar na Figura 31,
os dados recolhidos na pré-produção não se afastam muito da distribuição normal.

66
Figura 31 – Histograma de frequência relativa
Esta distribuição normal representa que os valores obtidos na recolha dos dados variam do
valor médio da amostra.
Através do software Minitab realizou-se o teste Ryan-Joiner, de modo a verificar por outro lado se
os dados provêm ou não de uma distribuição normal. Se o modelo for adequado o gráfico
construído com os dados da amostra deve mostrar uma linha reta. O método baseia-se na
construção de um modelo de regressão linear (Figura 32).
Figura 32 – Teste Ryan-Joiner
Se o coeficiente de correlação é próximo de 1, a população é suscetível de ser normal. Como P-
Value> 0.1, não há evidências para rejeitar a hipótese nula, isto é, que esta amostra é
proveniente de uma população que segue a distribuição normal.
Após esta conclusão pode-se verificar se o processo se encontra sob controlo. Para verificar a
estabilidade do processo foram calculados os limites de controlo para as cartas de valores
individuas e amplitude móvel (X, AM). As cartas de valores individuais e amplitude móvel não são
tão sensíveis na deteção de variação na média como as cartas de controlo por médias e
amplitudes.

67
Cartas de valores individuas e amplitude móvel ( )
O parâmetro conhecido da média, igual 222,9307 mm calculado anteriormente, através dos
dados da amostra é fundamental para o cálculo dos limites de controlo.
Para este cálculo de limites de controlo é necessário analisar a forma como a amplitude móvel
(AM) se comporta ao longo do processo. Na Tabela 13 são determinadas as amplitudes móveis
da amostra, este calculado consiste na diferença de amplitude entre duas leituras consecutivas
(Equação 4).
Tabela 13 – Amplitudes móveis (AM) da amostra
AM
- 0,01 0,04 0,00 0,00 0,01 0,01 0,01 0,00 0,02
0,01 0,02 0,03 0,00 0,01 0,00 0,01 0,01 0,02 0,03
0,00 0,01 0,01 0,02 0,03 0,04 0,01 0,02 0,01 0,01
A partir dos valores AM calcula-se a média das amplitudes móveis ( ). Seguidamente
apresenta-se os limites de controlo e linha central para os gráficos (X, AM).
Limites de controlo X:
Limites de controlo AM:

68
Na presença dos limites de controlo construiu-se o gráfico X, AM, de forma a analisar os valores
individuais do processo (ver Figura 33 e Figura 34).
Figura 33 – Análise do gráfico X
Figura 34 – Análise do gráfico AM
Nos gráficos X e AM verifica-se que todos os pontos encontram-se dentro dos seus respetivos
limites de controlo.
Quando os valores individuas ( ) e amplitudes móveis ( ) não apresentam causas
assinaláveis de variação (pontos fora dos limites de controlo), presume-se que o processo está
sob controlo estatístico e estarão ativas somente causas naturais.
Após esta conclusão da estabilidade do processo através dos gráficos de controlo em relação as
condições da população, pretende-se de seguida, analisar o processo quanto ao seu
desempenho nesta fase preliminar.
Índices de desempenho do processo ( e )
Nestas condições referidas anteriormente é possível estimar os limites de variação dos valores
individuais e apurar se esses limites correspondem aos pré-requisitos estipulados pelo cliente.
Assim, analisa-se o desempenho do processo, de forma a verificar se a característica do produto
está dentro da tolerância de especificação.
Para verificar o desempenho do processo, utilizou-se o desvio padrão e a média da
população (X) calculada anteriormente, igual a 0,01574 mm e 222,9307 mm respetivamente.

69
A média geral das amostras ( ) considerou-se igual à média do processo ( ), visto que foi
retirada numa única amostragem (n=30), desta forma, calcularam-se os índices de desempenho.
Índice de desempenho do processo ( )
O índice Pp é aproximadamente 3,18. Este valor é superior a 1, logo segundo a Tabela 4 o
processo terá capacidade para cumprir as especificações (Oliveira, 2004). Sendo um valor
significativamente maior que 1,33 o processo encontra-se com bastante folga.
Índice de desempenho do processo ( )
O processo com capacidade não garante que o processo esteja a produzir unidades conformes
dentro das especificações, isto porque, o índice não relaciona o descentramento do processo
com os limites de especificação. Portanto, os dois índices PPU e PPL são uma relação da média
do processo com o LSE e LIE respetivamente. Assim sendo o valor do índice é o menor valor
entre o PPU e PPL, isto é, o pior caso, que demonstra a tendência deste descentramento.
O valor do índice é aproximadamente 2,527. Este valor é superior ao índice esperado que
corresponde a 1,33 da Tabela 4, assim sendo apresenta-se com capacidade o processo. No
entanto, a discrepância entre os valores (PPU e PPL) apresenta uma pequena descentralização
no processo com apresenta na Figura 35.
Figura 35 – Posição e distribuição

70
A distribuição atual apresenta uma deslocação da média do processo em relação à distribuição
desejada (valor nominal de especificação). Concluindo que o processo está estável e tem
bastante folga, este descentramento não é relevante perante a capacidade do processo.
Conclusão
A avaliação dos processos relativos a todas as referências envolvidas no produto final, nesta fase
de pré-produção, apresentaram-se na maioria dos casos como processos estáveis e com
capacidade, como apresentou o caso demonstrado.
No entanto apresentou-se um caso excecional, numa variável crítica de uma referência do
produto final que se encontrava fora da tolerância de especificação. Este caso particular, apesar
de estar sob controlo estatístico, apresentava-se sem capacidade devido ao seu descentramento
da média. Este descentramento “atirava” as unidades produzidas desta referência para fora dos
limites de especificação. Desta forma, analisou-se o processo e concluiu-se que havia problemas
no molde. Os moldes para este novo projeto não são novos, eles foram transferidos de outra
fábrica. Neste caso, o molde que produziu estas unidades não conformes, apresentou-se com
um certo desgaste na produção desta referência. Para reverter esta situação, o molde foi sujeito
a uma retificação até que as peças estabilizassem aproximadamente no valor nominal
estabelecido nas especificações técnicas.
Após a finalização da análise de todas as peças do produto final, foram enviadas amostras do
produto final ao cliente. Este produto foi validado pelo cliente e aprovada a produção deste
projeto na fábrica Delphi.
Depois da aprovação do produto segue-se a elaboração das cartas de controlo para a produção.
4.3.2. GRÁFICOS DE CONTROLO
Para a implementação das cartas de controlo na área de injeção optou-se pelos gráficos de
controlo por variáveis, visto que o interesse incide no controlo dos resultados de um processo de
medida. Esta implementação foi aplicada em todas as referências do produto como já se referiu
anteriormente e o exemplo demonstrado será o Trimplate – Blank.

71
As cartas de controlo por variáveis supõem que os resultados medidos são estatisticamente
independentes e provenientes de uma população com distribuição normal (Oliveira, 2004). Esta
afirmação foi comprovada anteriormente no estudo da amostragem da pré-produção.
Para a elaboração das cartas de controlo implica definir previamente três pontos relacionados:
que limites de controlo serão aplicados;
qual é o tamanho da amostra;
qual é a frequência da amostragem (Oliveira, 2004).
Foram selecionados os gráficos e s. Apesar dos gráficos e R envolverem menos cálculos e
ser mais acessível ao utilizador, os gráficos e s são ligeiramente mais fiáveis quanto à
estimativa da dispersão do processo (Oliveira, 2004).
Na empresa Delphi todo o sistema envolvido no desenvolvimento do produto é normalizado. O
tamanho da amostra para a recolha de dados dimensionais na produção de peças injetadas é
igual a 3 peças injetadas, sendo estas retiradas do processo produtivo consecutivamente. A
frequência da amostragem está detalhada no Anexo D.
Os cálculos dos limites de controlo inicialmente foram baseados nos parâmetros conhecidos na
pré-produção das peças injetadas. Desta forma, pode-se controlar os processos numa fase inicial
da produção. Com o conhecimento da média e do desvio padrão
da peça Trimplate – Blank, valores determinados anteriormente, calcularam-se os
limites de controlo segundo as formulas dos parâmetros conhecidos da Tabela 2:
Gráfico X-barra
–

72
Gráfico s
Após a determinação dos limites de controlo elaborou-se para cada referência envolvida no
produto uma carta de controlo para o processo.
Porém, a presença de situações irregulares no início do projeto, nomeadamente peças com
certos tipos de defeitos visuais ou dimensionais nas peças injetadas proporcionou alterações nos
parâmetros ou mesmo retificação das máquinas de injeção. Estes ajustes no processo
proporcionam alterações na média do processo, isto é, um deslocamento na média da amostra.
Por esse motivo, em certas referências do produto foi necessário recalcular novos limites de
controlo.
4.3.3. AJUSTAMENTO DO PROCESSO
Os ajustes ao processo são ações frequentes quando existe a necessidade de melhorar o
processo. O objetivo destas ações passa pela centralização do processo na característica
especificada pelo cliente.
O exemplo demonstrado anteriormente da peça Trimplate – Blank foi uma das referências que
sofreu um ajustamento do processo e apresentou os valores da Tabela 14 no início da produção.
Tabela 14 – Recolha de dados na produção do Trimplate – Blank

73
Esta recolha de dados são amostras do processo retiradas na primeira semana de produção que
foram introduzidas dentro dos limites calculados anteriormente do gráfico e s (ver Figura 36 e
37).
Figura 36 – Análise do gráfico X-barra
Figura 37 – Análise do gráfico s
Analisando o gráfico , conclui-se que apresenta vários pontos fora de controlo, causadas pelo
deslocamento da média das amostras (causas assinaláveis). O valor médio das médias das
amostras ( está sobreposto ao limite inferior de controlo. No gráfico s, os valores médios do
desvio padrão da amostra mostram-se dentro dos limites de controlo, isto é, não apresentam
causas assinaláveis, apenas a existência de variação natural (causas comuns).
A deslocação da média das amostras no gráfico , Figura 36, levou a um novo estudo pelo
motivo do processo estar fora de controlo. Desta forma recalculou-se novos limites de controlo
para o gráfico e s.
Segundo a Tabela 14, os valores recolhidos da produção serviram para determinar a nova média
do processo ( ) e o desvio padrão da média ( ). A média do processo passou a
222,8984 mm correspondente ao valor nominal da peça. O desvio padrão da média da amostra
( é igual a 0,01476 mm. Assim o limite de controlo para os gráficos X-barra e s apresenta-se
recalculado na Tabela 15, segundo as fórmulas dos parâmetros conhecidos da Tabela 2.
Tabela 15 – Novos limites de controlo para a peça Trimplate – Blank.
Gráfico X-barra Gráfico s
222,924 222,898 222,873 0,0336 0,0131 0

74
A Figura 38 e Figura 39 mostram como se comporta os valores da média e do desvio padrão da
média das amostras numa fase inicial, correspondente aos limites calculados na Tabela 15.
Figura 38 – Análise do gráfico X-barra após ajustamento
Figura 39 – Análise do gráfico s após ajustamento
Os valores médios de x e s apresentam-se sob controlo estatístico, isto é, entre os valores de
limite inferior e superior de controlo. Quando o processo se encontra desta forma, não necessita
de ajustamentos, está ausente de causas assinaláveis e representa algumas variações de causas
comuns que não afetam a instabilidade do processo.
Os limites de controlo do gráfico X-barra são designados pela variação efetiva de 3 (a
para
cada lado do L.C.). O risco de falso aviso para esta variação é dada por:
Esta expressão é multiplicada por 2 porque o processo está centrado, desta forma, tem a
mesma probabilidade de se encontrar pontos a cima e baixo do L.C. Se
mostra que 99,73% das observações de encontram-se no intervalo de
(Oliveira,
2004).
Então o ARL, número esperado de amostras inspecionadas antes de um operador detetar um
falso aviso será:

75
O processo de controlo por cartas de controlo é contínuo e atualizado periodicamente. Quando o
processo está fora de controlo e necessita de intervenção, compete ao responsável da qualidade
rever o processo e melhora-lo continuamente.
4.3.4. ELABORAÇÃO DAS CARTAS DE CONTROLO E O SEU DESENVOLVIMENTO
As cartas de controlo foram construídas para todas as referências do produto Škoda 25 para dar
início ao controlo do processo na fase de produção. A sua elaboração foi concebida pelo software
Excel com o objetivo de controlar a produção estatisticamente pelos limites de controlo, através
de um gráfico X-barra e o gráfico s, como também para a avaliar a capacidade do processo
ao longo da produção.
A carta de controlo é um documento que contém a identificação da peça, da matéria-prima, das
especificações do produto, do equipamento de medição e do método envolvido. A Figura 40
apresenta a informação que comtempla a carta de controlo para o registo do controlo
dimensional da peça “Trimplate-blank”.
Figura 40 – Informação para o registo do controlo dimensional
O operador responsável pela medição e recolha de amostras sempre que inicia uma nova carta
de controlo preenche os respetivos dados para o registo do controlo dimensional. Quando se
inicia o controlo dimensional das peças o operador da qualidade abre a carta de controlo
referente ao componente que se quer analisar e identifica que equipamento de medição está
adequado para retirar as medidas de controlo, por exemplo o paquímetro de 300 mm com a
referencia *826 (número de série), ver Figura 40.
A carta de controlo tem a capacidade de introduzir um total de 25 amostras por folha de Excel,
ver Figura 41. Os dados recolhidos são colocados por coluna em cada amostra, neste caso,
cada amostra são 3 peças. Se os valores introduzidos na carta saírem fora dos limites de
especificação, o operador recebe uma alerta, isto é, a célula onde se introduziu o valor fica
vermelho e recebe num aviso “Atenção: os valores estão fora de tolerância. Informar a
Qualidade”. As peças da amostra são identificadas em relação à máquina, data, hora e turno de
produção, como também se identifica por código o operador que executou o controlo.

76
Figura 41 – Introdução dos dados do controlo dimensional
Esta carta de controlo apresenta um espaço para observações, o espaço foi criado para colocar
informação em relação a problemas que possam surgir na amostra ou identificar causas
assinaláveis durante a produção, como por exemplo peça com defeito (Figura 41).
Como já se referiu anteriormente esta carta de controlo tem a função de controlar os dados
recolhidos pelo gráfico X e s como avalia a capacidade do processo ao longo da produção.
Capacidade do Processo
Quando se está a controlar o processo e ele permanece estável (sob controlo estatístico) pode-se
avaliar também a sua capacidade.
A avaliação da capacidade do processo é calculada ao longo do tempo de produção com os
dados que são introduzidas na carta de controlo. Desta forma, pode-se avaliar como se comporta
o processo em relação à variação máxima permitida ( ) e quanto à centralização do processo e
capacidade ( ). Este procedimento é semelhante ao cálculo referido anteriormente do índice
de desempenho do processo ( e ). O desvio padrão para este procedimento é variável
ao longo da produção, de modo a analisar a sua capacidade no instante da produção. Desta
forma calcula-se segundo a (Equação 15) e para o o valor mínimo entre a (Equação 16 e
17) referida anteriormente no Capítulo 2.
O Anexo F apresenta um exemplo da carta de controlo para a referência “Trimplate-blank”. Esta
encontra-se completamente preenchida com os dados recolhidos nas 3 primeiras semanas de
produção. Pode-se verificar que este processo se manteve com capacidade durante esse período
de tempo. Na análise ao gráfico da capacidade do processo no Anexo F pode-se ver que o e
são superiores a 1,33.

77
Todos os componentes do produto final são sujeitos ao controlo dimensional, no caso particular
da peça Trimplate-blank apresenta também um controlo funcional. Apesar deste exemplo está
controlado há outros fatores que podem fragilizar a qualidade no controlo do processo. Os
instrumentos de medição e o dispositivo para o controlo funcional, caso não estejam aprovados
para a inspeção da qualidade do produto podem causar certas variabilidades nos dados
recolhidos para o controlo da qualidade no processo produtivo.

78
5. ANÁLISE DOS SISTEMA DE MEDIÇÃO
Os sistemas de medição que são analisados neste capítulo dizem respeito aos dispositivos de
controlo do produto da área de injeção. Assim, será analisado o equipamento de controlo
dimensional para a peça “Trimplate-blank”, já mencionada anteriormente.
O dispositivo de controlo utilizado para esta peça no âmbito do controlo dimensional do processo
é o paquímetro de 300 mm (Tabela 7). Os equipamentos de controlo dentro da empresa
encontram-se calibrados.
A calibração dos equipamentos é executada por uma empresa externa que efetua um conjunto
de operações. Essas operações estabelecem sob condições específicas uma comparação entre o
paquímetro ou dispositivo funcional e um conhecido valor de referência padrão e de incerteza
(DaimlerChrysler, et al, 2002).
Os resultados da calibração destes dispositivos de controlo apresentam-se com as condições
ambientais de temperatura de 20ºC. O paquímetro digital de 300 mm passou na inspeção visual
com os valores do Anexo G e com as condições ambientais de temperatura de 20,5ºC e
humidade relativa de 53,6%hr.
A calibração dos equipamentos são efetuados semestralmente e sempre que se suspeite do mau
funcionamento do equipamento de controlo. No entanto, antes da análise dos sistemas de
medição, o relatório de calibração dos equipamentos apresentaram-se estáveis.
O estudo dos sistemas de medição podem se classificar em 5 categorias de erro: tendência,
repetibilidade, reprodutibilidade, estabilidade e linearidade. No entanto, o objetivo deste estudo
dos sistemas de medição foca-se na estimativa combinada da repetibilidade e da
reprodutibilidade do sistema de medição, produzindo uma estimativa da variação do sistema de
medição.
A Repetibilidade e Reprodutibilidade (R&R) é, por outras palavras, a variância igual a soma das
variâncias dentro do sistema e entre sistemas de medição. O resultado deste estudo determina
se o dispositivo em análise é aceitável para o controlo dimensional.

79
5.1. Estudo de Repetibilidade e Reprodutibilidade
A metodologia aplicada neste estudo consiste em reunir 10 amostras de modo a poder
representar grande parte da amplitude de variação admissível da característica controlada. Estas
amostras são numeradas de maneira a serem o menos visível aos colaboradores em estudo.
Para iniciar o estudo as amostras são colocadas de forma aleatória para medição. Cada
colaborador realiza 3 medições de cada amostra, sendo a sequência de medição diferente em
cada ciclo de medição. Este estudo é controlado e observado pelo analisador de modo a
conduzir um estudo mais confiável.
5.1.1. ESTUDO DO SISTEMA DE MEDIÇÃO POR VARIÁVEIS
O estudo do sistema de medição por variáveis através do método da Amplitude e Média ( ),
apresenta uma estimativa da repetibilidade e da reprodutibilidade do equipamento de medição,
neste caso, a aprovação do paquímetro digital de 300 mm para o controlo dimensional do
processo.
Para iniciar estudo utilizou-se uma folha de recolha de dados para o estudo R&R, de modo a
registar as 10 peças com 3 observações para cada peça e operador. Para o estudo colaboraram
3 colaboradores, o A, B e C. Na Figura 43 do Anexo H apresenta uma folha com os dados da
peça, colaborador e recolha de dados dos três colaboradores. O colaborador A é uma operadora
de controlo de qualidade e o colaborador B e C são operadores da injeção, o colaborador B é um
operador em formação que regista também os dados de controlo do processo. Nas Tabela 16,
17 e 18 apresentam respetivamente os dados registados dos colaboradores A, B e C.
Através dos valores registados na recolha de dados é calculado para cada colaborador, a média
(Equação 1) e a amplitude (Equação 19) das três medições efetuadas a cada peça numerada.

80
Tabela 16 – Dados da colaboradora A (mm)
Colaborador A
Nº Amostras Média Colaborad
or A
[ 1 2 3 4 5 6 7 8 9 10
1ª Medição 222,94 222,94 222,92 222,93 222,94 222,92 222,93 222,94 222,92 222,93 222,931
2ª Medição 222,94 222,94 222,92 222,93 222,94 222,92 222,93 222,94 222,92 222,93 222,931
3ª Medição 222,94 222,94 222,92 222,93 222,94 222,92 222,94 222,94 222,92 222,93 222,932
Média Colaborador A [ ] 222,94
0 222,94
0 222,92
0 222,93
0 222,94
0 222,92
0 222,93
3 222,94
0 222,92
0 222,93
0 222,931
Amplitude Colaborador A [ ]
0,000 0,000 0,000 0,000 0,000 0,000 0,010 0,000 0,000 0,000 0,001
Na Tabela 16 pode-se verificar que a colaboradora A apresenta pouca variação dentro de cada
amostra, na presença das 10 amostras o colaborador apresenta uma variação com amplitude
média ( ) de 0,001 mm, segundo a (Equação 19) e uma média ( ) de 222,931mm, segundo
a (Equação 1).
Tabela 17 – Dados do colaborador B (mm)
Colaborador B
Nº Amostras Média Colaborad
or B
1 2 3 4 5 6 7 8 9 10
1ª Medição 222,94 222,94 222,92 222,92 222,94 222,90 222,94 222,93 222,92 222,92 222,927
2ª Medição 222,94 222,94 222,93 222,92 222,93 222,90 222,94 222,93 222,92 222,92 222,927
3ª Medição 222,94 222,93 222,93 222,92 222,94 222,90 222,94 222,93 222,93 222,92 222,928
Média Colaborador B [ ] 222,94
0 222,93
7 222,92
7 222,92
0 222,93
7 222,90
0 222,94
0 222,93
0 222,92
3 222,92
0 222,927
Amplitude Colaborador B [ ]
0,000 0,010 0,010 0,000 0,010 0,000 0,000 0,000 0,010 0,000 0,004
A Tabela 17 correspondente ao colaborador B, este colaborador da área de injeção manifesta
mais variação do que a colaboradora A da área da qualidade, visto que dentro de cada amostra
apresenta por vezes uma variação de 0,01 mm que resulta de uma amplitude média ( ) entre
as amostras de 0,004 mm. Respetivamente à média das amostras ( ) de todas as medições
exibe o valor 222,927 mm.

81
Tabela 18 – Dados do colaborador C (mm)
Colaborador C
Nº Amostras Média Colaborad
or C
1 2 3 4 5 6 7 8 9 10
1ª Medição 222,93 222,95 222,93 222,94 222,93 222,91 222,94 222,94 222,92 222,94 222,933
2ª Medição 222,93 222,95 222,93 222,94 222,93 222,91 222,94 222,94 222,92 222,94 222,933
3ª Medição 222,93 222,95 222,93 222,94 222,93 222,91 222,93 222,94 222,92 222,94 222,932
Média Colaborador C [Xc] 222,93
0 222,95
0 222,93
0 222,94
0 222,93
0 222,91
0 222,93
7 222,94
0 222,92
0 222,94
0 222,933
Amplitude Colaborador C [Rc]
0,000 0,000 0,000 0,000 0,000 0,000 0,010 0,000 0,000 0,000 0,001
Por fim, a Tabela 18 mostra os dados do colaborador C que por sua vez comporta-se de forma
semelhante ao colaborador A. Este colaborador apresenta pouca variação dentro de cada
amostra resultando uma amplitude média ( ) de 0,001 mm e uma média das amostras ( )
de 222,933 mm.
Através dos valores registados na recolha de dados é calculado a médias por amostra ( ) e as
amplitude das médias por peça dos três colaboradores, através das médias da amostra
registada pelos colaboradores ver Tabela 19.
Tabela 19 – Média das médias e amplitudes médias dos colaboradores A, B e C (mm)
Colaborador (A,B,C)
1 2 3 4 5 6 7 8 9 10 Média dos Colaboradores
[
Média por Amostra [ ]
222,937
222,942
222,926
222,930
222,936
222,910
222,937
222,937
222,921
222,930
222,930
Amplitude das Médias [ ]
0,010 0,013 0,010 0,020 0,010 0,020 0,007 0,010 0,003 0,020 0,032
Os valores médios apresentados pelos colaboradores são calculados a partir da média das
médias e amplitude das médias dos colaboradores ( ), a partir dos valores das médias
por amostra ( ), dado que:
De um modo geral, conclui-se que o colaborador B é o colaborador que revela mais variação na
medição dentro da mesma amostra (na Tabela 17 apresenta-se com uma variação de 0,01 mm

82
na mesma peça em 4 das 10 amostra testadas). Este colaborador é por sua vez o operador
mais novo na área de injeção. Presume-se que o operador necessita de mais formação no que
diz respeito na aptidão para controlo dimensional das peças de injetadas.
Análise das Medições
Esta análise estima a variação e a percentagem da variação do processo para todo o sistema de
medição, incluído a repetibilidade, a reprodutibilidade e a variação da peça (ver Figura 44 do
Anexo H).
Para determinar a repetibilidade ( ) ou a variação do equipamento (VE) é
necessário o valor médio das amplitudes médias , dado que:
, logo
Sendo , uma constante igual a 0,5908 para m = 3 medições repetidas e g = 10
colaboradores, obtida no Anexo B.
Para determinar a reprodutibilidade ) ou a variação entre operadores (VO)
calculou-se em primeiro lugar a máxima diferença entre as médias dos colaboradores ( ),
dado que:
Desta forma, a variação entre operadores (VO) é determinada:
Sendo r = 3 repetições, um tamanho de amostra de n= 10 e uma constante
(m= 3 colaboradores e g=1 para um calculo da amplitude), ver Anexo B. O resultado
desta variação entre operadores (VO) é corrigido através da subtração da variação do
equipamento (VE), não afetando assim o resultado nesta incerteza.

83
Com os valores das variações do equipamento (VE) e entre operadores (VO) pode-se calcular o
valor da Repetibilidade & Reprodutibilidade (R&R):
Assim, a variação do sistema de medição que submete o equipamento e o colaborador
apresenta um valor aproximado de 0,003 mm.
Quanto à variação da peça (VP) sem a variação da medição estima-se que:
Sendo,
uma constante igual a 0,3146 para g=1 e m=10 peças utilizadas no estudo (ver
Anexo B).
Após a determinação da variabilidade do equipamento e do colaborador pode-se comparar com
a variação total do estudo. Desta forma, calculou-se a variação total (VT):
Índices – Análise sobre a Variação Total (VT) em %
Após a determinação de cada fator variável do sistema de medição vai-se comparar com a
variação total (VT).
O valor percentual da repetibilidade ( ), da reprodutibilidade ( ) e variação da peça
( ) em relação a variação total (VT) é dado por:

84
O valor percentual do R&R é determinado pelas duas seguintes fórmulas:
1. com base na variação do processo.
2. com base na tolerância de especificação.
,logo a é dado por:
Os índices ou percentagens relativas à variação total calculadas anteriormente são analisados,
de modo, a determinar se o sistema de medição testado é aceitável para o controlo dimensional
do sistema produtivo.
Conclusão do estudo R&R para o Paquímetro
Para concluir este estudo, os valores determinados para o R&R são analisados segundo a Tabela
5. A percentagem relativa determinada para o R&R com base na variação do processo é igual a
28,57 %, este valor está entre os 10% e os 30%, assim sendo, é aprovada condicionalmente e o
sistema de medição deve ser aprovado pelo cliente. Pode-se concluir também que a presença do
colaborador B no estudo proporcionou um resultado menos favorável, este colaborador
apresentou mais variação no processo. Para contornar esta situação, o colaborador B que é o
colaborador menos experiente necessita de mais formação no âmbito do controlo dimensional.
Esta formação aos colaboradores levaria a uma melhoria na variação dos colaboradores (VO)
melhorando o resultado do estudo R&R.
A percentagem relativa R&R com base na tolerância de especificação igual a 6,04% é um bom
indicador e é recomendável. Estes fatos foram aprovados anteriormente no controlo estatístico
do processo para a peça “Trimplate-blank”.
Por fim, é calculado o número de distintas categorias (ndc) que o equipamento apresenta com
mais fiabilidade. O valor ndc é demostrado na seguinte fórmula.

85
O valor de 5 categorias distintas, a partir da Figura 9 é um indicador que o paquímetro digital de
300 mm é um sistema de medição adequado para o controlo da qualidade e para análise do
processo (DaimlerChrysler, et al, 2002).

86
6. CONCLUSÃO
O trabalho desenvolvido na Delphi abordou as necessidades da empresa numa colaboração para
o desenvolvimento de um APQP do novo projeto de painéis de autorrádios Škoda 25, incluindo
um plano de controlo, o controlo estatístico do processo e a análise dos sistemas de medição na
área de injeção de plásticos.
Os procedimentos para o planeamento deste projeto (APQP) basearam-se nos manuais dos
construtores de automóvel Chrysler Corporation, Ford Motor Company e General Motors
Corporation. Estes correspondem simultaneamente aos métodos pretendidos pela empresa e
estão de acordo com a certificação ISO/TS 16949.
A competitividade no sector automóvel, a redução de custos de produção e a melhoria na
confiança dos produtos e processos são as possíveis vantagens que o APQP pode trazer na
confiabilidade dos produtos aos seus clientes.
Desta forma, deu-se o início a um estudo de desempenho do processo da área de injeção numa
fase de pré-produção. Com a presença de 10 peças injetadas de cada referência do produto
final, foram retiradas as dimensões das características críticas e analisadas quanto à sua
distribuição de valores. Os valores seguem uma distribuição normal verificada segundo o teste
de Ryan-Joiner, posteriormente calculou-se o Pp e o Ppk de forma a demonstrar que o processo
estava centrado e com capacidade de produzir peças dentro da especificação técnica requerida
pelo cliente final.
Durante o estudo identifica-se um problema numa das referências do produto, onde se aponta
que o desgaste do molde leva a uma produção de peças fora da tolerância de especificação.
Este processo estava descentrado e sem capacidade. Na presença deste problema, o molde em
questão foi retificado até estabilizar as dimensões da peça dentro da especificação requerida.
Nas restantes referências do produto o processo apresenta-se com capacidade e com folga,
contudo a existência de algumas referências apresentam um processo ligeiramente descentrado.
O plano de controlo para a área de injeção desenvolveu-se com base num plano de controlo, já
existente na fábrica. No entanto foi necessário desenvolver um novo dispositivo de controlo
funcional nas especificações técnica da peça Trimplate – Blank do produto final. Este plano de

87
controlo requer atenção ao set-up da máquina de injeção, visto que se houver falhas na sua
preparação proporcionará defeitos na sua produção.
O controlo dimensional na área de injeção, limitados pelos limites de especificação, não
controlava a variação do processo. Desta forma, estudou-se os dados recolhidos de modo a
implementar os limites de controlo no processo. Os limites implementados representam-se
através de gráficos X e s para todas as referências. Com a necessidade de ajustar o processo de
injeção, devido a certos defeitos visuais, leva a novos cálculos de limites. De modo geral, os
processos da fábrica encontram-se sob controlo estatístico.
Por fim, analisou-se o paquímetro digital de 300 mm, o dispositivo de medida para o controlo
dimensional de certas peças injetadas. O estudo de R&R do paquímetro contou com os três
operadores envolventes no controlo da qualidade das peças injetadas.
A fase inicial deste trabalho, os colaboradores testados tinham a dificuldade em utilizar
adequadamente o instrumento de medição no mesmo ponto da peça. Esta situação
proporcionava maior variação no sistema e resultados diferentes. Para contornar esta situação,
foi inserido no plano de injeção uma imagem com o intuito de instruir todos os operadores
responsáveis pelo controlo dimensional, de modo a operarem de forma similar.
Desta forma, recomeçou-se o teste e conclui-se que as peças apresentam alguma variação entre
elas, como também diferenças entre os colaborares em estudo. Como esperado o colaborador
menos experiente apresenta mais variação no controlo dimensional da peça, necessitando de
mais formação que os outros colaboradores. Além de apresentar alguma variação no processo, o
paquímetro apresenta-se aceitável para o controlo dimensional deste processo.
As ferramentas associadas ao APQP, como o plano de controlo, CEP e MSA, contribuem para a
obtenção de processos estáveis correspondendo aos requisitos dos clientes.
Apesar da utilização destas ferramentas e metodologias ser um requisito no sector automóvel, o
autor considera que as mesmas podem ser aplicadas noutros sectores, principalmente na
manufatura de produtos.
Assim, sugere-se como trabalho futuro a aplicação destas ferramentas e metodologias noutros
sectores.

88
BIBLIOGRAFIA
ASQ (American Society for Quality), History of quality, disponível em: http://asq.org/learn-about-
quality/history-of-quality/overview/overview.html, acedido em 10.01.2012;
Barbosa, E. (2009), Nova ISO/TS 16949:2009 requisitos para aplicação, disponível em:
http://www.iqa.org.br/webtest/artigo_exibe.asp?n=1013, acedido em 16.01.2011;
Bobrek, M., Sokovic, M. (2005), Implementation of APQP - Concept in design of QMS, Journal of
Materials Processing Technology, pp. 162–163;
Chrysler Corporation, Ford Motor Company, General Motors Corporation (1998), Quality System
Requirements - QS-9000, 3.ª Edição;
Chrysler Corporation, Ford Motor Company, General Motors Corporation (1995), Advanced
Product Quality Planning (APQP) And Control Plan - Reference Manual;
Chrysler Corporation, Ford Motor Company, General Motors Corporation (2005), Statistical
Process Control (SPC);
Cintra, W. (2005), Avaliação da Norma de Qualidade ISO/TS 16949:2002 através da
Engenharia/Análise do Valor, General Motors do Brasil, Escola Politécnica da
Universidade de São Paulo;
DaimlerChrysler, Ford Motor, GM (2002), Measurement Systems Analysis, 3ª. Edição;
Duret, D. e Pillet M. (2009), Qualidade na Produção da ISO 9000 aos Seis Sigma, Lidel –
Edições Técnicas, Lda.;
Feigenbaum, A. (1994), Total Quality Control, Copyright, McGraw-Hill, Inc;
Hassan, A., Siadat, A., Dantan, J., Martin, P. (2009), Conceptual process planning–an
improvement approach using QFD, FMEA, and ABC methods, Robotics and Computer-
Integrated Manufacturing, pp. 392–401;
Hoyle, D. (2005), Automotive Quality System Handbook – Incorporating ISO/TS 16949:2002,
Elsevier Butterworth-Heinemann, disponível em: http://www.google.pt/books/, acedido
em 19.01.2012;
IATF (International Automotive Task Force) (2012), About the AITF, disponível em:
http://www.iatfglobaloversight.org/content.aspx?page=AboutIATF, acedido em
18.01.2011;
ISO 9000:2005 (Norma Portuguesa - Sistemas de gestão da qualidade, Fundamentos e
vocabulário), Instituto Português da Qualidade;

89
ISO 9001:2008 (Norma Portuguesa - Sistemas de gestão da qualidade, Requisitos particulares
para a aplicação da ISO 9001:2000 à produção em série e de peças de manutenção na
indústria automóvel), Instituto Português da Qualidade;
Kartha, C.P. (2004), A comparison of ISO 9000:2000 quality system standards, QS9000, ISO-TS
16949 and Baldrige criteria, Emerald Group Publishing Limited, The TQM Magazine, Vol.
16, Nº.5, pp. 331–340;
Lima, A. (2011), Sistemas de Gestão de Qualidade na Indústria Automóvel, disponível em:
http://www.dashofer.pt/qualidade/article/sistemas_de_gestao_de_qualidade_na_indus
tria_automovel, acedido em 15.01.2012;
Lopes, A. e Capricho, L. (2007), Gestão da Qualidade, Editora RH, 1ª Edição;
MacGregor, J.F., Kourtl, T. (1995), Statistical Process Control Of Multivariate Processes,
Copyright © 1995 Elsevier Science Ltd, Great Britain, Vol. 3, Nº. 3, pp. 403-414;
Oakland, J. (2008), Statistical Process Control, 6ª Edição, Butterworth-Heinemann;
Oliveira, J. (2004), Gráficos de controlo por variáveis, Dep. de Produção e Sistemas,
Universidade do Minho;
Oliveira, J. (2006), Repetibilidade e Reprodutibilidade, Universidade do Minho;
Oliveira, J., Controlo de processo e dominâncias, Departamento de Produção e Sistemas,
Universidade do Minho;
Pillou, Jean-François (2004), Management par la qualité, disponível em:
http://www.commentcamarche.net/contents/qualite/management-qualite.php3,
acedido em 20.01.2012;
Smith, Mr., McCrary, Dr., Callahan, Dr. (2007), Gauge Repeatability and Reproducibility Studies
and Measurement System Analysis: A Multimethod Exploration of the State of Practice,
Vol. 23, Nº 1, Journal of Industrial Technology;
Thisse, L.C. (1998), Advanced Quality Planning - A Guide for Any Organization, Quality Process;
Thompson, J., Koronacki, J., (2002), Statistical process control: the Deming paradigm and
beyond, 2ª edição, Chapman & Hall/CRC.

I
ANEXOS

II
Anexo A – Tabela de Constantes para as Cartas de Controlo (Manual SPC, 2005)

III
Anexo B – Valores Associados com a Distribuição para as Amplitudes das Médias (d2)
*retirado do Manual MSA 4ª Edição

IV
Anexo C – Plano de Controlo
Figura 42 – Estrutura do plano de controlo, baseado em Chrysler Corporation, et al, 1995

V
Tabela 20 – Parte do plano de controlo (Área de injeção)
Número de Processo
Nome Operação / Descrição da
operação
Máquina, Dispositivo,
Calibre, Ferramenta
Características
Classificação de característica
especial
Métodos
Plano de Reação
Produto Controlo do
processo
Produto / Especificação de
controlo/ Tolerância
Avaliação da Técnica de Medição
Tamanho Amostra/
Frequência
Método de Controlo
IM20
Preparação da Produção
Máquina & Definição molde
N/A Preparação de
parâmetros N/A "Ficha de Afinação" Visual Iniciar e Reiniciar
"Check – list” para mudança de série.
"Reinício de Série"
Segregar materiais, chamar o supervisor
da operação
Preparação do Produto
N/A Defeitos visuais: Marcas,
contaminação, bolhas, linhas de solda, riscos…
N/A N/A "Plano de Inspeção" Visual Ver "Plano de
Inspeção"
Registo do Controlo por Atributos (Anexo
C)
Paquímetro; Micrómetro
Dimensional N/A N/A "Plano de Inspeção" Manual Ver "Plano de
Inspeção"
Carta de Controlo Dimensional
(Anexo D)
Calibre de Controlo
(Jig2) Controlo funcional N/A N/A "Plano de Inspeção" Manual
Ver "Plano de Inspeção"
Registo do Controlo por Atributos (Anexo
C)
Séries de Produção do Produto
N/A Defeitos visuais: Marcas,
contaminação, bolhas, linhas de solda, riscos…
N/A N/A "Plano de Inspeção" Visual Ver "Plano de
Inspeção"
Registo do Controlo por Atributos (Anexo
C)
Paquímetro; Micrómetro
Dimensional N/A N/A "Plano de Inspeção" Manual Ver "Plano de
Inspeção"
Carta de Controlo Dimensional
(Anexo D)
Fim de Produção do Produto
N/A Defeitos visuais: Marcas,
contaminação, bolhas, linhas de solda, riscos…
N/A N/A "Plano de Inspeção" Visual Ver "Plano de
Inspeção"
Registo do Controlo por Atributos (Anexo
C)
Paquímetro; Micrómetro
Dimensional N/A N/A "Plano de Inspeção" Manual Ver "Plano de
Inspeção"
Carta de Controlo Dimensional
(Anexo D)
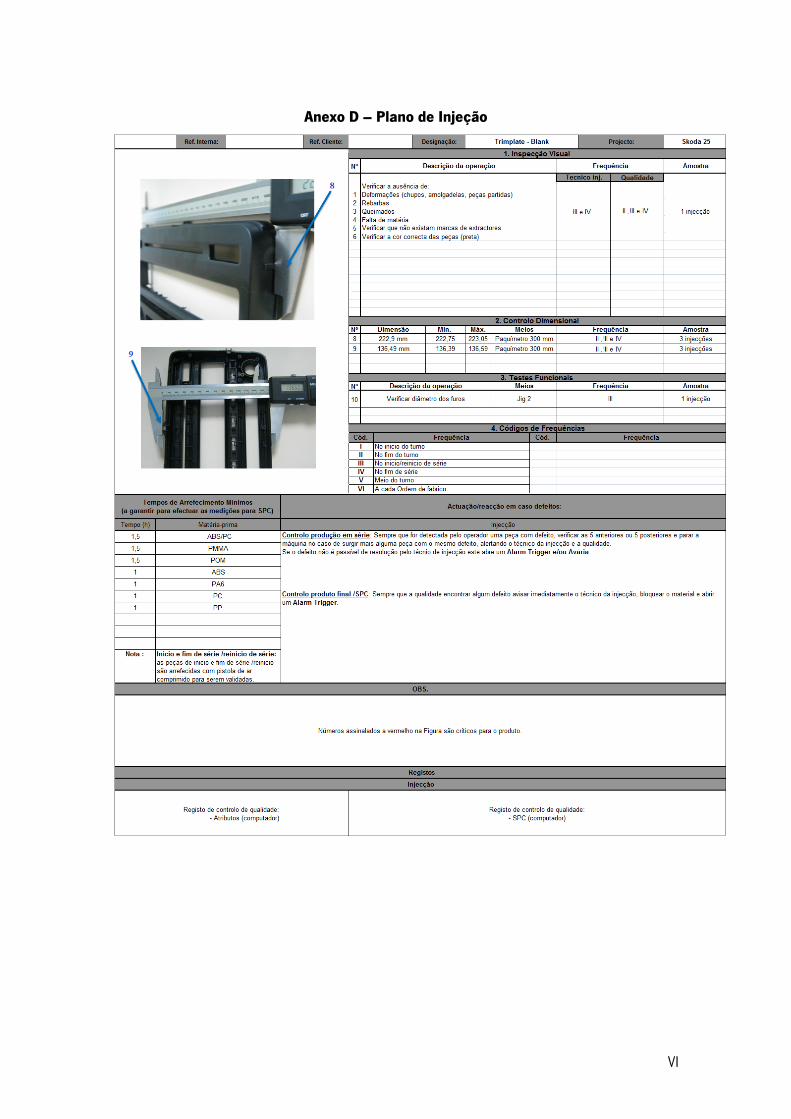
VI
Anexo D – Plano de Injeção

VII
Anexo E – Registo do Controlo por Atributos
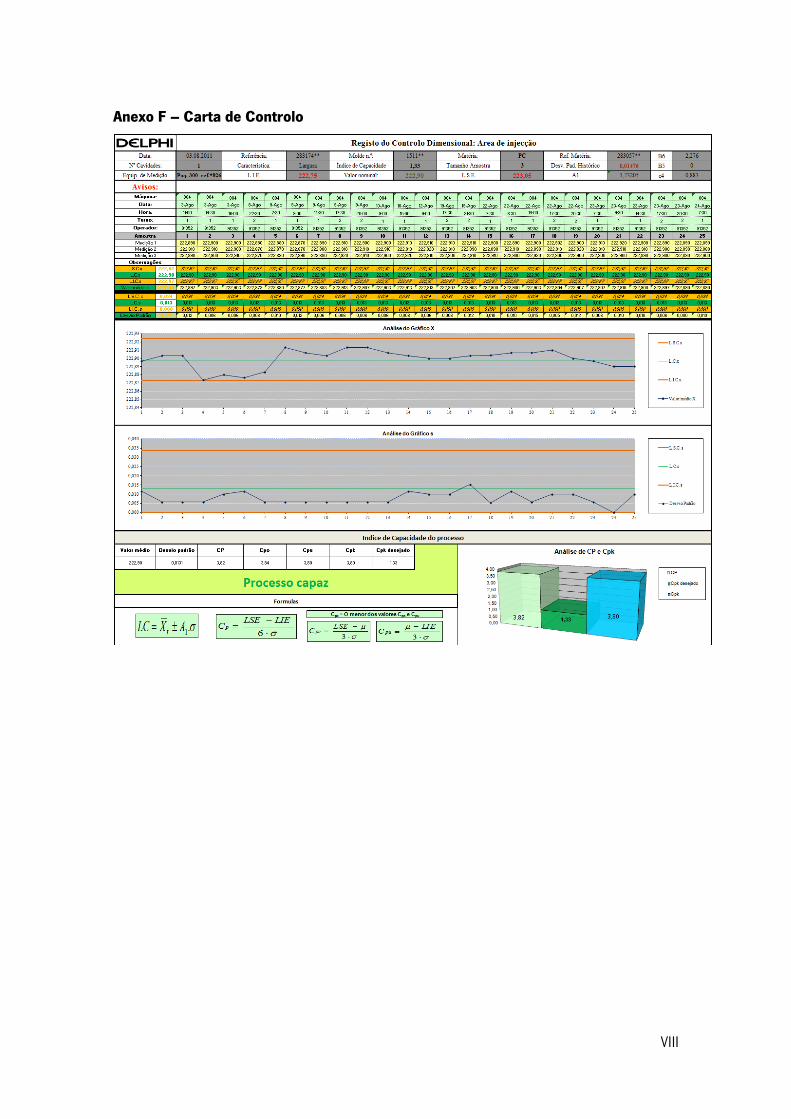
VIII
Anexo F – Carta de Controlo

IX
Anexo G – Relatório de Calibração do Paquímetro Digital de 300 mm

X
Anexo H – Estudo de R&R para o Paquímetro Digital
Figura 43 – Recolha de dados

XI
Figura 44 – Análise das medições





























