Embed Size (px)
Citation preview

REHABILITACION, INSPECCIÓN E INGENIERIA DE TANQUES DE
ALMACENAMIENTO DE CRUDO Y SUS DERIVADOS PARA LA
GERENCIA TECNICA DE LA VICEPRESIDENCIA DE TRANSPORTE DE
ECOPETROL S.A – CARACTERIZACION TANQUE 28000 BLS PLANTA
PUERTO SALGAR – ANÁLISIS DE CORROSION
JUAN NICOLAS FORERO MARCELO
UNIVERSIDAD DE LOS ANDES
FACULTAD DE INGENIERÍA
DEPARTAMENTO DE INGENIERÍA MECANICA
BOGOTA
2007 -2008

REHABILITACION, INSPECCION E INGENIERÍA DE TANQUES DE
ALMACENAMIENTO DE CRUDO Y SUS DERIVADOS PARA LA
GERENCIA TECNICA DE LA VICEPRESIDENCIA DE TRANSPORTE DE
ECOPETROL S.A – CARACTERIZACION TANQUE 28000 BLS PLANTA
PUERTO SALGAR – ANÁLISIS DE CORROSION
JUAN NICOLAS FORERO MARCELO
Trabajo de grado para optar por el titulo de Ingeniero Mecánico
Asesor
ING. ALEJANDRO MARAÑON
Autorizado por:
F.M INGENIERÍA S.A
Contratista ECOPETROL – Contrato No 511444
UNIVERSIDAD DE LOS ANDES
FACULTAD DE INGENIERÍA
DEPARTAMENTO DE INGENIERÍA MECANICA
BOGOTA
2007 - 2008

AGRADECIMIENTOS
Doy gracias a Dios por permitirme culminar una etapa mas de mi vida, llena de
éxito y sabiduría, rodeada de gente valiosa e importante para mi, que de cierto
modo pusieron su granito de arena en mi formación como persona y
profesional. Agradezco especialmente a mis padres por todo el apoyo,
incondicionalidad, ayuda que me prestaron en estos 6 años para culminar con
éxito mis dos carreras y darme aliento siempre que lo necesite, además a mis
hermanos por estar conmigo siempre, comprenderme y respetar mi espacio de
estudio; a mi novia quien en los últimos años durante mis momentos de
flaqueza y debilidad siempre estuvo ahí con su voz de aliento para ayudarme a
parar y seguir adelante; a mis compañeros y amigos, quienes hicieron de este
trayecto de mi vida una etapa agradable e importante en mi formación; y a cada
uno de los profesores que me guiaron y me formaron como persona y como
profesional. Y finalmente a todo aquellos que hicieron de una forma u otra
parte de mi transición de estudiante a profesional.

CONTENIDO
Pág.
AGRADECIMENTOS
CONTENIDO
LISTA DE TABLAS………………………………………………………………… I
LISTA DE FIGURAS………………………………………………………………. II
LISTA DE FOTOGRAFIAS…………………………………………………….. . III
1. INTRODUCCION Y JUSTIFICACION……………………………………… 1
1.1 OBJETIVOS…………………………………………………………………… 2
1.1.1 Objetivos Generales
1.1.2 Objetivos Específicos
1.2 METODOLOGIA………………………………………………………….… 3
1.3 ALCANCE DEL PROYECTO……………………………...………………. 5
2. DEFINICIONES Y CONCEPTOS IMPORTANTES…….…………………… 5
2.1 MFL (Magnetic Flux Leakage)………………………………………….5
2.2 BORRAS…………………………………………………………………. 7
2.3 ZONA CRITICA………………………………………………………... 7
2.4 LAMINA ANULAR…………………………………………………….. 7
2.5 MANHOLE……………………………………………………………… 8
2.6 ACHIQUE DE TANQUE……………………………………………… 10
3. TIPOS DE TANQUES…………………..……………………………………… 10
3.1 INTRODUCCION…………………………………………………….. 10
3.2 TECHO FIJO……………………………………….…………………. 11
3.3 TECHO FLOTANTE…………………………………………………. 12
3.4 DOMO GEODESICO……….………………………………………... 14

4. PARAMETROS Y CRITERIOS DE INSPECCION…………………………. 15
5. PROCEDIMIENTO DE INTERVENCION DE TANQUES………………… 17
5.1 ENTREGA DEL TANQUE…………………………………………… 17
5.2 APERTURA……………………………………………………………. 18
5.3 DESGASIFICACION…………………………………………………. 19
5.4 RETIRO DE BORRAS……………………………………………….. .20
5.5 LAVADO INTERNO DEL TANQUE……………………………….. .22
5.6 INSPECCIÓN.…………………………………………………………. 23
6. TECNICAS DE INSPECCION UTILIZADAS PARA LA
REHABILITACION Y MANTENIMIENTO DE TANQUES
6.1 INSPECCIÓN POR MEDIO DE LIQUIDOS PENETRANTES….. 26
6.2 INSPECCIÓN VISUAL………………………………………………. 29
6.3 PRUEBA DE CÁMARA DE VACIO………………………………… 30
6.4 MEDICION DE ESPESORES………………………………………... 31
6.5 MFL…………………………………………………………………….. 34
7. RESULTADOS INSPECCION MFL
7.1 ESQUEMA DEL FONDO DEL TANQUE.………………………….. 38
7.2 PERFIL DEL FONDO DEL TANQUE………………………………. 40
7.3 PERDIDAS DE MATERIAL Y PARCHES EXISTENTE…………42

8. ANÁLISIS DE CORROSION
8.1 INTRODUCCION Y ALCANCE…………………………………… 45
8.2 METODOLOGIA……………………………………………………. 47
8.3 DATOS Y PROCEDIMIENTO………………………………………. 48
8.4 ANÁLISIS Y RESULTADOS………………………………………… 68
10. CONCLUSIONES………………………………………………………………71
BIBLIOGRAFIA
ANEXOS

I
LISTA DE TABLAS
TABLA 1: Resumen perdida de material y tasa de corrosión lamina 123
TABLA 2: Resumen perdida de material y tasa de corrosión lamina 124
TABLA 3: Resumen perdida de material y tasa de corrosión lamina 125
TABLA 4: Resumen perdida de material y tasa de corrosión lamina 126
TABLA 5: Resumen perdida de material y tasa de corrosión lamina 127
TABLA 6: Resumen perdida de material y tasa de corrosión lamina 128
TABLA 7: Resumen perdida de material y tasa de corrosión lamina 129
TABLA 8: Resumen perdida de material y tasa de corrosión lamina 130
TABLA 9: Resumen perdida de material y tasa de corrosión lamina 131
TABLA 10: Resumen perdida de material y tasa de corrosión lamina 132
TABLA 11: Resumen perdida de material y tasa de corrosión lamina 133
TABLA 11: Resumen perdida de material y tasa de corrosión lamina 134
TABLA 13: Resumen perdida de material y tasa de corrosión lamina 135
TABLA 14: Resumen perdida de material y tasa de corrosión lamina 136
TABLA 15: Resumen perdida de material y tasa de corrosión lamina 137
TABLA 16: Resumen perdida de material y tasa de corrosión lamina 138
TABLA 17: Resumen perdida de material y tasa de corrosión lamina 139
TABLA 18: Cuadro resumen

II
LISTA DE FIGURAS
FIGURA 1: Esquema general del principio de flujo magnético
FIGURA 2: Programa de mantenimiento e intervención del tanque 131.
FIGURA 3: Esquema proceso de separación y tratamiento de borras
FIGURA 4: Esquema general maquina MFL
FIGURA 5: Ejemplo de numeración y mapeo del fondo de un tanque
FIGURA 6: Dirección de inspección de una lamina
FIGURA 7: Numeración de las láminas del fondo del tanque
FIGURA 8: dirección y forma de barrido de cada
FIGURA 9: Perfil del fondo del tanque
FIGURA 10: Sistema de clasificación del perfil del fondo del tanque
FIGURA 11: Perdidas de material y ubicación de parches existentes
FIGURA 12: Estadística de defectos
FIGURA 13: Laminas de interés para calculo de tasa de corrosión
FIGURA 14: Numeración defectos lamina 123

III
LISTA DE FOTOGRAFIAS
FOTO 1: Manhole tanque de 20.000 barriles
FOTO 2: Manhole Abierto
FOTO 3: Manhole cerrado
FOTO 4: Tanque de techo fijo para almacenamiento de crudo
FOTO 5: Tanque de techo flotante
FOTO 6: Tanque con techo Geodésico
FOTO 7: Apertura tapa superior techo.
FOTO 8: Personal con Equipo Auto-Contenido de respiración SCBA (Self Contained
………… Breathing Apparatus)
FOTO 9: Actividades de limpieza y lavado del interior del tanque
FOTO 10: Actividad de inspección al interior del tanque de 28000 bls
FOTO 11: Inspección por medio de tintas penetrantes.
FOTO 12: Defectos y anomalías encontradas en la inspección visual
FOTO 13: Ejecución de prueba de cámara de vacío.

1
1. INTRODUCCIÓN Y JUSTIFICACION
El almacenamiento de productos ha sido una parte muy importante en cualquier tipo
de industria; especialmente en la industria petroquímica y petrolera; este factor
conlleva a crear diferentes tipos de recipientes utilizados para almacenar, transportar y
distribuir crudo y sus derivados. Debido a la gran cantidad de producción de estos
productos, a su condición de peligrosidad y contaminación, temperaturas, presiones de
manejo, a sus características físicas y químicas, se requiere de un diseño detallado y
especifico en cuanto a dimensiones, forma, materiales y métodos constructivos del
tanque, a partir de la normatividad de la API (American Petroleum Institute). Las
características físicas y químicas, al igual que los niveles de temperatura y presión
hacen que el material del tanque se exponga a niveles de esfuerzo elevados, a niveles
altos de deformación y un deterioro elevado a causa del grado de corrosión de estos
productos, de este modo las operaciones de inspección y evaluación del tanque deben
tener en cuenta todas las condiciones de carga, presión, clima y uso, para las cuales se
encuentre expuesto el tanque; se debe analizar cada lamina por separado, en especial
aquellas laminas que se encuentran en una zona critica y que puedan afectar la
integridad estructural del tanque y de este modo establecer cuales son las principales
causas de falla. Con base a esto, ECOPETROL S.A requiere realizar acciones de
inspección, rehabilitación y mantenimiento de sus tanques de almacenamiento para
evitar perdidas de productos, accidentes durante la producción y contaminación del
medio ambiente.
Debido a la carencia de practica y conocimiento por parte de los estudiantes sobre los
procedimientos reales existentes para las operaciones de mantenimiento y
rehabilitación de tanques y otras partes de la infraestructura petrolera, se pretende
realizar una caracterización técnica, presencial, grafica y escrita de las operaciones de
intervención sobre los tanques de almacenamiento de crudo y sus derivados, en este
caso gasolina Premium para un tanque de capacidad de 28000 barriles, así como
desarrollar un análisis de corrosión a las laminas del fondo del tanque.

2
1.1 OBJETIVOS
1.1.1 Objetivo General
• Caracterización del mantenimiento, inspección y rehabilitación de tanques
de almacenamiento de crudo y sus derivados
• Estimar ratas de corrosión y observar si existe algún tipo de patrón en
cuanto a la aparición, tamaño y forma de los defectos dados por la
corrosión en las láminas del fondo del tanque.
1.1.2 Objetivos Específicos
• Conocer el procedimiento de intervención que requiere ECOPETROL S.A
para el mantenimiento y rehabilitación de sus tanques de almacenamiento.
• Establecer principales criterios de mantenimiento y reparación de laminas
y accesorios de tanques de almacenamiento de crudo y sus derivados
• Conocer cual es la normativa que rige este tipo de procedimientos
• Realizar una caracterización minuciosa del proceso de rehabilitación,
inspección y mantenimiento de un tanque de 28000 barriles en la planta de
Puerto Salgar perteneciente a la vicepresidencia de transporte de
ECOPETROL S.A.
• Aproximación a la técnica de inspección no destructiva por medio de MFL
• Realizar un acercamiento al estudiante a técnicas y procedimientos reales,
realizados en Colombia para el mantenimiento de tanques de
almacenamiento de crudo y sus derivados pertenecientes a la
infraestructura petrolera de Colombia.
• Conocer criterios de inspección y mantenimiento para un tanque de
almacenamiento de crudo o alguno de sus derivados.
• Determinar que parametros de seden tener en cuenta en el momento de
realizar una inspección.

3
1.2 METODOLOGIA
La metodología que se siguió en este proyecto fue basada completamente en cada uno
de los objetivos específicos y buscando siempre cumplir el objetivo general del
proyecto. Con base a esto y teniendo en cuenta todos los procesos que se deben
realizar para la rehabilitación de un tanque se hizo un cronograma de actividades a
partir de la duración estimada de cada actividad dada por cada uno de los responsables
de estas actividades. Una vez se conocen todas las actividades y duración aproximada
del primer tanque se hizo un seguimiento detallado sobre la ejecución de cada una de
estas actividades a partir de un registro fotográfico y escrito, y así poder saber cuanto
duró, como se hizo, que equipos se utilizaron, cuales fueron las principales
consideraciones de seguridad que se tuvieron en cuenta, en que consiste cada
actividad y cuales son los aspectos mas importantes que describen y permiten
entender cada una de las actividades que se desarrollaron en la inspección de un
tanque de almacenamiento de 28000 barriles. Finalmente se agrupo, analizo y resumió
todo el procedimiento de rehabilitación de tanque y así brindar una aproximación de
la realidad de la inspección e integridad estructural de los tanques de almacenamiento
de crudo pertenecientes a la vicepresidencia de transportes de ECOPETROL S.A.
A continuación se muestra el cronograma de actividades que se siguió para intervenir
el tanque 131 de Puerto Salgar. En el programa se ve claramente que todas las
actividades son críticas y que se requiere de un control y una programación muy
detallada para cumplir con la fecha de entrega que se pacto con ECOPETROL S.A.

4

5
1.3 ALCANCE DEL PROYECTO
Este proyecto pretende acercar y dar a conocer al estudiante los procedimientos que se
realizan actualmente para la rehabilitación e inspección de tanques de almacenamiento
de crudo pertenecientes a ECOPETROL S.A, conocer qué tipo de tecnología se utiliza
para tal fin, y cuáles son los principales criterios y parametros que rigen este tipo de
labores.
2. DEFINICIONES Y CONCEPTOS IMPORTANTES
2.1 MFL (Magnetic Flux Leakage)
Esta es una técnica de inspección perteneciente a la rama de ensayos no destructivos
que se utiliza en piezas, herramientas, estructuras o cualquier parte o componente que
requiera de un análisis de integridad estructural para tener un criterio de rechazo,
aceptabilidad, cambio o mantenimiento. Esta técnica es utilizada en la inspección del
fondo de tanques de almacenamiento para detectar perdidas de espesor, picaduras,
rastros de corrosión o cualquier otro tipo de defecto que pueda afectar la integridad
del tanque.
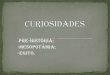
Esta es una técnica que se basa en inducir un campo magnético constante de forma
longitudinal a la lámina por medio de unos imanes permanentes que saturan la lamina
con un flujo magnético (Líneas de fuerza magnética a través de la lámina). Al
aproximar el imán a la lamina se crean unas líneas de flujo que viajan dentro del
material creando un campo magnético que se va a ver afectado por cambios de
espesor de la lamina, defectos en el material como por ejemplo picaduras, agujeros o
porosidad dada por corrosión. El cambio en el campo magnético debido a estos
defectos es detectado por un sensor que percibe una señal y la almacena en un

6
software que permite obtener una imagen de la perdida de material y una evaluación
de las dimensiones y tipo de anomalía encontrada.
Para tal fin, existen dos tipos de sensores utilizados en este principio: Sensores en
espiral y sensores de efecto Hall (Hall effect). Los primeros son sensores basados en
el principio de Faraday; estos sensores son muy sensibles a la velocidad de escaneado,
distancia del sensor a la lámina y no son sensibles a rugosidades. Por otro lado, los
sensores de efecto Hall están conectados a un circuito eléctrico donde al ser afectados
por un campo magnético van a generar una señal de voltaje dependiente de la
densidad del flujo magnético. Aunque este sensor permite estar mas alejado de la
superficie de inspección y del campo magnético, y así disminuir el desgaste de la
maquina, también permite la inspección en zonas de alta rugosidad como en las
vecindades de las soldaduras, pero requiere de una corrección o filtro para anular los
efectos producidos por las corrientes inducidas de Eddy. A continuación se muestra un
esquema que ilustra el principio de flujo magnético (MFL) (1).
FIGURA 1: Esquema general del principio de flujo magnético (1).
Nota: El equipo utilizado para la inspección del tanque de 28000 barriles de la
planta de Puerto salgar de ECOPETROL S.A tiene un sensor de efecto Hall.

7
2.2 BORRAS
A causa del almacenamiento de crudo y sus derivados, las partículas más pesadas y
gruesas, al igual que las finas y livianas disueltas dentro del producto se van a
sedimentar con el tiempo en la parte inferior del tanque, formando una capa de
material denso y pesado que va a interferir en las labores de inspección y limpieza del
tanque; a este material se le denomina borras.
2.3 ZONA CRÍTICA
La zona critica de un tanque se encuentra en la unión entre la pared y el fondo del
tanque a una distancia de 3 pulgadas radialmente hacia el centro del tanque. Esta es
una zona de alta peligrosidad ya que esta sujeta a grandes asentamientos, esfuerzos
inducidos por volcamiento, altos niveles de presión y formación de grietas y actúa
como la zona donde se concentran los mayores esfuerzos del tanque.
2.4 LAMINA ANULAR
Debido a la alta concentración de esfuerzos existentes en la junta pared – cuerpo a
causa de presiones dadas por el producto almacenado, por posibles asentamientos
diferenciales a lo largo de toda el área de cimiento del tanque, a cambios de
temperatura dados en operaciones de carga y descarga, a esfuerzos de volcamiento
impuestos por cargas de viento y agua impuestas por el clima; la norma API 650 en el
numeral 3.5 recomienda el uso de una placa o lamina anular ubicada en la base
exterior del tanque con el fin de disminuir estos efectos. El uso de esta placa depende
del tamaño del tanque, de las condiciones de servicio y del tipo de producto
almacenado.

8
2.5 MANHOLE
Son unos agujeros que tienen los tanques a sus costados con diámetro desde 20” hasta
36” dependiendo las dimensiones del tanque; son destinados para el ingreso de
personal técnico al interior del tanque cuando son necesarias actividades de limpieza,
revisión, inspección y/o mantenimiento. El número mínimo de manholes es función de
la capacidad del tanque y esta regularizado por la API 650 que dice que se deben tener
manholes en la línea central horizontal. En las siguientes fotos se observan la
ubicación y dimensiones de estos elementos del tanque; deben llevar una platina de
refuerzo (Forma circular o romboidal) cuyo espesor es función del diámetro del
agujero, oscila desde 3/16” hasta ¾”.
FOTO 1: Manhole tanque de 20.000 barriles

9
FOTO 2: Manhole Abierto
FOTO 3: Manhole cerrado

10
2.6 ACHIQUE DE TANQUE
Es el nombre técnico que se da a la actividad de extracción de producto, ya sea crudo
o alguno de sus derivados, para poder ser utilizado y procesado nuevamente
inyectándolo nuevamente a una línea de flujo u otro tanque de almacenamiento del
mismo producto, se puede clasificar como una sub-actividad entre la desgasificación y
el retiro de borras. Este producto debe ser retirado del tanque hasta un nivel donde se
minimicen las perdidas y comience la extracción de borras.
3. TIPOS DE TANQUES
3.1 INTRODUCCION
El diseño y creación de elementos de almacenamiento en la industria petrolera ha
llevado a ingenieros y diseñadotes a crear diferentes elementos de almacenamiento
dependiendo su uso; por ejemplo tanques para la producción, tratamiento, destilación,
transporte, refinación, distribución y reservas, entre otros. Además de esta
clasificación existe una clasificación que depende del tipo de presión a la cual este
contenido el producto: hay tanque de baja presión los cuales no superan los 2.5 psig,
los de media presión se encuentran entre 2.5 y 15 psig, y por ultimo los tanques
presurizados que contienen el producto a presiones mayores a los 15 psig. Con base al
alcance y objetivo de este documento se obtiene un sub-clasificación de los tanques de
baja presión, que en este caso son los únicos de interés; estos se clasifican como
tanque de techo fijo, de techo flotante, domo geodésico y de membrana interna. Vale
la pena resaltar que todos los tanques de almacenamiento de hidrocarburos están
diseñados para soportar únicamente presiones hidrostáticas impuestas por el producto

11
almacenado y las presiones dadas por la presión de vapor del producto (Temperatura
de almacenamiento).
La selección del tipo de tanque que se vaya a utilizar depende del tipo de producto a
almacenar, de las condiciones de operación a las cuales vaya a estar expuesto el
tanque, a las acciones de mantenimiento que se requieran hacer sobre el tanque, cual
debe ser l vida esperada del tanque y cuanto tiempo se estima que se requiere para
operaciones de mantenimiento, cuales son las condiciones externas – ambientales a las
cuales va a estar expuesto, cual es la presión de vapor del producto que va a contener
y así estimar condiciones de corrosión interna y externa; y un punto muy importante
es estimar las condiciones de seguridad y riesgo que va a tener el tanque cuando este
esté en uso. Con base a esto, y teniendo en cuenta el alcance y objetivo de este
informe se va describir los principales tipos de tanques y cuales son sus características
mas relevantes.
3.2 TECHO FIJO
Este es un tanque que tiene soldado un techo rígido cónico al cuerpo del tanque y se
clasifica en tanques de almacenamiento para baja presión. Existe gran variedad de
dimensiones y es uno de los tanques mas usados actualmente en las plantas de
ECOPETROL; es aconsejable para productos combustibles o productos con un punto
de inflamación mayor a 38 C, se debe controlar la temperatura interna del tanque,
especialmente la del gas o vapor que es el que representa mayor riesgo para la
integridad del tanque y causaría mayores perdidas de producto por evaporación. La
presión de vapor del producto a la temperatura de almacenamiento no debe superar los
2,2 psig y es controlada por medio de accesorios como ventosas de seguridad que
permitirán la salida de aire cuando se alcancen ciertos niveles de presión interna.

12
FOTO 4: Tanque de techo fijo para almacenamiento de crudo
3.3 TECHO FLOTANTE
Este es e segundo tipo de tanques mas utilizados, se clasifican en tanques de techo
flotante, interno y externo, la única diferencia es que en el interno el tanque es sellado
y el volumen exterior del tanque no varia a que cambia internamente; por otro lado el
de techo flotante externo mueve todo el techo y varia el volumen total del tanque
dependiendo los niveles de almacenamiento. El mecanismo o esencia de los dos
tanques es el mismo; consiste en subir o bajar el techo dependiendo el nivel del
producto almacenado sin afectar la integridad del techo y tanque, ni causar daños en
accesorios. Este tipo de techos, al variar el volumen interno minimiza perdidas de
producto por evaporación, reduce el impacto ambiental y el riesgo de explosión al
controlar la formación de mezclas explosivas y espacio de vapor al interior.

13
Este tipo de tanques presenta gran variedad de diseños, lo único que cambia es el
sistema boyante que tenga, pero casi siempre el techo se encuentra en contacto
continuo con el producto para minimizar el vapor atrapado entre el techo y la
superficie del producto. Son diseñados para almacenar productos con temperaturas
mayores a 90 ‘C (Revisar norma pues algunas veces se permiten temperaturas
mayores), soportar dos veces su propio peso mas el equivalente a una carga viva de
dos operarios (2,2 kN) sin ocasionar danos estructurales al techo ni salida de material,
además, según la norma API 650 y 620 el sistema debe ser capaz de soportarse y
continuar en funcionamiento si tiene hasta dos de los sistemas de flotación dañados;
en el caso de el de techo flotante externo, debe soportar una carga de 250 mm de
lluvia en un periodo de 24 horas. En conclusión este tipo de tanques es utilizado para
productos de mayor riesgo y que requieran mayor control y supervisión debido a sus
condiciones de temperatura y presión donde soportan máximo 11 psig de presión. Con
base a esto se podrían clasificar como tanques de almacenamiento de presión media.
Como medida de seguridad, la norma establece que se puede llenar con 10% mas de
su capacidad sin sufrir derrames o alteraciones de la integridad estructural del tanque:
después de sobrepasar estos valores se activan las válvulas de alivio y conductos para
drenar y bajar el nivel del tanque.
FOTO 5: Tanque de techo flotante

14
3.4 DOMO GEODESICO
Este tipo de tanques ya no es muy utilizado hoy en día por que debido a la altura del
domo se pierde mucho volumen de almacenamiento y con base a los otros tipos de
tanques no es viable económicamente. Usualmente este tipo de tanques esta hecho de
un cuerpo en acero carbono ASTM grado A36, A 131M, A 283M, A285M, A 516M,
A 537M, A 633M, A 662M y A 678M, y su techo es hecho en laminas y ángulos de
aluminio (Usualmente Aluminio 6061 T6, o serie 3000/5000), es aplicable cuando se
requieran temperaturas de almacenamiento mayores a 200 ‘F y la presión interna no
supere los 2,2 KPa. En la siguiente imagen se observa un ejemplo de este tipo de
tanque, un tanque de techo Geodesico perteneciente a la estación de Ayacucho de
ECOPETROL S.A; esta foto fue suministrada por la empresa F.M INGENIERIA S.A.
FOTO 6: Tanque con techo Geodésico

15
4. PARAMETROS Y CRITERIOS DE INSPECCION
En el momento que ECOPETROL decide empezar actividades de rehabilitación e
inspección de tanques se deben tener en cuenta una serie de parámetros y criterios
que permiten evaluar el desempeño actual del tanque, determinar si este puede seguir
en servicio y establecer actividades de reparación, rehabilitación o reconstrucción de
partes del tanque. Para llegar a esto se deben tener en cuenta los siguientes criterios en
el momento de intervenir el tanque:
• Niveles de corrosión interna y externa: Este es un factor muy importante en el
momento de decidir actividades de rehabilitación y reparación ya que a partir
de los niveles de corrosión de laminas se puede determinar una rata de
corrosión de la lamina, perdida de material localizada, cuales son las zonas
criticas, grado de porosidad del material, existencia de agujero en la laminas y
otro tipo de defectos del material asociados a la corrosión. En este punto,
además del grado de corrosión es importante establecer una numeración y un
plano del tanque para saber la disposición y ubicación de las laminas, y así
estimar cuales de estas son más críticas ya que las láminas de la unión entre
cuerpo y base presentan mayores niveles de esfuerzos, corrosión y los criterios
de mantenimiento son más rigurosos.
• Estimar niveles de esfuerzo a los cuales esta/estaba sometido el tanque: Los
niveles de esfuerzo están estimados desde su construcción, y son estipulados
en planos suministrados al contratista por parte de ECOPETROL. El diseño
del tanque se rige por la norma API 650
• Propiedades físicas y químicas del producto almacenado (temperatura ,
densidad, niveles de acidez, grados de corrosión, interacción con el material
del tanque, etc.) Los niveles de corrosión interna del tanque son dependientes
del tipo de producto que se almacena, de este modo las actividades de
rehabilitación hechas después de la inspección mecánica van a estar
estrechamente ligadas con el tipo de producto que se esté almacenando, los
niveles de presión interna, temperatura interna y externa y otros factores como

16
grado de corrosión, que van a alterar la integridad de la lámina, disminuir su
rendimiento o aumentar su deterioro.
• Dimensiones y tipo de tanque (Techo): El tipo de tanque determinara el tipo de
producto que se puede almacenar, las condiciones internas de almacenamiento;
además la medición de espesores es una forma importante para establecer el
grado de corrosión que tiene el tanque, cual ha sido su deterioro y es un
criterio de gran peso en el momento de decidir qué actividad de rehabilitación
se debe llevar a cabo, si la aplicación de platinas de refuerzo o el cambio de la
lamina.
• Ambiente que rodea el tanque (temperatura externa, niveles de viento, tipo de
suelo, niveles de pluviosidad, etc.):Este es un punto muy importante porque
produce un gran efecto en la integridad global del tanque ya que efectos como
asentamientos diferenciales van a causar deformaciones y mayores
concentraciones de esfuerzos en las laminas del fondo del tanque; por otro
lado, cargas de viento y agua van a inducir esfuerzos sobre el cuerpo, base y
techo del tanque, pudiendo afectar la integridad estructural del tanque, por
ejemplo cargas de viento
• Distorsiones existentes en el cuerpo, base y techo del tanque: Debido a las
cargas impuestas por el entrono del tanque y el producto que este almacena se
asocian una serie de defectos en el tanque como pandeo de la lamina, perdida
de redondez, áreas aplanadas y cinturas en las uniones debidas a cambios o
excesos de presión y temperatura, desniveles de la base por asentamientos
diferenciales, y muchos otros tipos de distorsiones asociadas a estos efectos.
Parámetros como espesor de lamina, espesor de recubrimiento y condiciones
generales de la superficie son necesarios para el proceso de evaluación del
tanque
• Condiciones de operación: Las condiciones de operación como niveles de
carga y descarga van a inducir esfuerzos de presión y esfuerzos térmicos a las
láminas causando alteraciones y deformaciones. Las ratas de vaciado y
llenado, así como la intensidad de estas operaciones afectan internamente el

17
material desgastándolo y disminuyendo resistencia, además que aumentan o
disminuyen la presión interna del tanque.
5. PROCEDIMIENTO DE INTERVENCION DE TANQUES
5.1 ENTREGA DEL TANQUE
Esta es una etapa de protocolo por parte de ECOPETROL S.A donde se hace
entrega formal del tanque al contratista, se firma la fecha de recibido y se
entrega un documento donde se resume la siguiente información:
• Identificación del tanque
• Producto que almacena del tanque
• Tipo de tanque
• Dimensiones y especificaciones del tanque
• Historia del tanque
Por otro lado, se entrega la ficha toxicologica del producto que almacena el
tanque para estimar niveles de riesgo, tiempos máximos de exposición de las
personas que intervengan el tanque; además se hace entrega de requerimientos
de seguridad industrial, ambiental y de calidad los cuales deben ser cumplidos
por e contratista antes de iniciar cualquier actividad de intervención.
Finalmente, es requisito de ECOPETROL entregar el tanque, desconectado,
aislado, desenergizado (Protección catódica) y con un nivel de producto
almacenado máximo de 1 pie medido desde la base del tanque para poder
realizar actividades de achique

18
5.2 APERTURA
Esta actividad se debe realizar en conjunto con la programación de la planta
para evitar que se realicen descargas nuevamente dentro de los tanques. Como
primer paso se instalan sacos de fique llenos de arena mojada adyacente a cada
manhole y tapa del techo del tanque para evitar cualquier chispa durante la
actividad de apertura. Después se procede a destornillar las tapas del techo con
llaves de boca fija hechas en bronce para evitar también cualquier generación
de chispa (Llaves de golpe); el cambio de tornillos queda a juicio de
interventoria y ECOPETROL. Después se hace el mismo procedimiento para
abrir los manholes ubicados a los costados para permitir el ingreso de personal
al interior del tanque y de este modo poner las columnas de posicionamiento
del techo flotante. Antes del ingreso de personal se deben realizar mediciones
con el explosimetro para estimar el tipo de atmósfera al interior del tanque; es
obligatorio el uso de equipo de auto contenido para el ingreso al tanque y
hacer el posicionamiento del techo. En las fotos siguientes se puede ver como
se abrió la tapa superior del tanque 131, y operarios utilizando el equipo de
auto contenido antes de ingresar al tanque.
FOTO 7: Apertura tapa superior techo.

19
FOTO 8: Personal con Equipo Auto-Contenido de respiración SCBA
(Self Contained Breathing Apparatus)
5.3 DESGASIFICACION
Esta actividad presenta alto interés por parte de ECOPETROL en cuanto al
manejo de seguridad industrial ya que la atmósfera de trabajo presenta alta
toxicidad y riesgo para los trabajadores y demás personal de la planta, así
como para la integridad total de las instalaciones debido a que se presentan
niveles altos de concentración de gases inflamables y explosivos. El
procedimiento de extracción de vapores y gases se realiza de forma mecánica,
por medio de extractores y ventiladores neumáticos a prueba de explosión,
instalados en los agujeros del techo y alguno de los manholes. La duración de
esta actividad depende del tamaño del tanque y del tipo de producto que
almacene, en este caso, para el tanque de 28000 barriles de gasolina Premium
duró 3 días. Para establecer la atmósfera como segura se deben realizar
mediciones a diferentes alturas dentro del tanque, y en diferentes posiciones
para verificar que no exista algún tipo de estratificación, y debe cumplir con
un 20% de contenido de oxigeno mínimo en volumen y una concentración
inferior al 10% de vapores y gases explosivos. Durante esta actividad es

20
imprescindible el uso de una manga veleta para establecer la dirección del
viento y de este modo poder ubicar el campamento y los equipos; es decir,
todo equipo eléctrico y/o de combustión que genere algún tipo de chispa debe
ubicarse viento arriba del tanque.
Sin importar la medición o el tiempo de ejecución de esta actividad, es
requerimiento de ECOPETROL realizar mediciones continuas sobre los
niveles de explosividad en el interior del tanque y sus alrededores.
5.4 RETIRO DE BORRAS
Esta es una actividad que debe empezar después de haber des gasificado y
haber hecho el achique del tanque aunque ECOPETROL obliga a tener los
extractores funcionando durante todo el proceso de retiro de borras, pues
pueden quedar rastros de vapores tóxicos e inflamables. El retiro de borras se
hizo por medio de una bomba pulmón de diafragma; tuvo una duración de 4
días y se retiraron aproximadamente 202 barriles de sedimento (32 m3).
Debido a que estos residuos son clasificados como peligrosos y contaminantes
se les debe intervenir antes de ubicarlos en el sitio final de disposición; para tal
fin ECOPETROL diseño un procedimiento de intervención para estos
residuos:
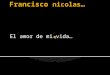
1. El producto se debe fluidificar agregando la suficiente cantidad de agua para que permita agitar y mezclar mecánicamente los residuos.
2. El producto fluidizado se envía un tanque de 200 barriles que existe en la planta, se desocupa y acondiciona para el proceso de separación por densidades. Este tanque debe estar instalado y disponible para la fecha en que se extraigan las borras. El tanque debe poseer un drenaje de fondo y/o facilidades para extraer cada uno de los componentes obtenidos de la separación.

21
3. En el tanque se deja reposar el producto por 24 horas aproximadamente, luego de lo cual el producto dentro del tanque se habrá separado por gravedad obteniendo una mezcla separada de producto, sedimento y agua. En la siguiente figura se observa la disposición de cada uno de estos productos y se estima que estarán divididos en iguales proporciones.
FIGURA 3: Esquema proceso de separación y tratamiento de borras
4. El producto de la parte superior y el agua se envía al separador API de la planta para ser procesado y reutilizado. El producto referente a los sedimentos o borras será depositada en el lecho de secado existente en la planta.
5. En el lecho de secado, las borras pasan por un proceso de filtración y evaporación.
6. Finalmente, el sedimento con un contenido aproximado de 10% de hidrocarburos es transportado a la Planta de Vasconia y ubicadas directamente en la pista de biodegradación construida para tal fin. En este sitio se aplica un tratamiento de biodegradación con bacterias y oxidación, después podrán ser dispuestas al suelo sin efectos contra el medio ambiente.

22
5.5 LAVADO INTERNO DEL TANQUE
El principal objetivo del lavado del taque es garantizar que no queden rastros
de producto, grasa u otro agente que impida la inspección del tanque, así como
permitir identificar láminas, uniones, fallas y cualquier tipo de anomalía o
defecto. En esta actividad también es muy importante la inspección visual para
verificar que no haya ningún riesgo para los operarios en cuanto a rastros de
producto o vapores tóxicos ni explosivos, así como identificar la ubicación de
las columnas posicionadoras del techo y demás accesorios internos del tanque.
Durante esta actividad se deben mantener prendidos los extractores de aire y
realizar mediciones constantemente de la atmósfera.
El procedimiento de lavado y limpieza del interior del tanque se hace a partir
de las siguientes actividades:
1. Rosear y humedecer las paredes y el fondo del tanque por medio de
agua salada aplicada a presión.
2. Para la limpieza utilizar desengrasante, jabón industrial y
elementos convencionales de limpieza.
3. Limpiar con agua a presión y retirar grasa o producto concentrado
por medio de aserrín y ACPM. Por medio de motobombas se extrae
el agua-jabón del interior del tanque.
4. Realizar los 3 pasos anteriores al fondo y primer anillo del tanque.
5. Limpieza final y secado del interior. Si queda algún rastro de
producto debe ser removido con aserrín, ACPM y posteriormente
lavado y secado nuevamente.
6. Limpieza final y aprobación por parte de interventoria para poder
iniciar actividades de inspección.

23
FOTO 9: Actividades de limpieza y lavado del interior del tanque
5.6 INSPECCIÓN
La etapa de inspección es tal vez la mas importante en el proceso de
intervención de tanques, pues gracias a esta etapa es que se puede llevar a cabo
actividades de rehabilitación y mantenimiento como cambios de laminas o tan
solo instalación de parches soldados. De este modo, la finalidad de este
capitulo es mostrar el procedimiento de inspección en tanques de
almacenamiento de crudo y sus derivados según la norma API 653.
1. Verificar estado de limpieza del tanque, altura de columnas de
posicionamiento de techo fijo, atmósfera de trabajo bajo los estándares
mínimos de contenido de oxigeno (20%) y máximo de gases tóxicos e
inflamables (10%) y cumplir con instalaciones de extractores
2. Solicitar permisos de trabajo al director de planta para poder empezar
actividades de inspección

24
3. Rectificar que las unidades e inspección se encuentren cargadas para
poderlas ingresar al interior del tanque por medio del manhole de 20”
como mínimo.
4. Inspección visual, establecer centro y norte geográfico del tanque,
ubicación de manholes, conexiones de tuberías y demás accesorios al
interior del tanque.
5. Medición del diámetro del tanque, numeración de láminas y desarrollo
del esquema del fondo del tanque.
6. Configurar, calibrar el software y hacer barrido con el equipo MFL a
cada lámina del tanque empezando por el orden estipulado en el
numeral anterior (Mantener velocidad de inspección constante y no
mayor a 200 ft/min; registrar y marcar toda zona detectada por el
sistema de alarma de la maquina–Se enciende cuando se excede una
perdida de material >75%)
7. Verificar por medio de ultrasonido anomalías detectadas en las
mediciones
8. Obtención del perfil del fondo del tanque y estimación de
asentamientos
9. Por medio del aparato de ultrasonido medir los espesores de tuberías,
accesorios, paredes y techo del taque
10. Por medio de un nivel de láser medir verticalidad del tanque
11. Revisión e inspección de cada junta soldada del tanque por medio de
cámara de vacío (revisar permisos para retiro de pintura y
recubrimiento para obtener buenos resultados – Pintura puede cubrir
grietas grandes en las soldaduras).
12. Inspección de sistema de protección catódica del tanque.
13. Realizar procedimiento de inspección con tintas penetrantes en zonas
de riesgo o aquellas zonas donde se necesite rectificar las condiciones
de las láminas de tanque y la soldadura.
14. Todo tipo de medición y resultado debe ser guardado y almacenado en
el software y el formato de inspección para poder ser analizado y dar

25
finalmente un preinforme del resultado del proceso de inspección del
tanque, este preinforme será estudiado finalmente por in inspector API
y se suministrara finalmente el resultado o informe final.
15. Finalmente, dependiendo el criterio de mantenimiento, por ejemplo si
se tienen reducciones de espesor mayores al 75% de la lámina es
necesario el cambio inmediato de láminas o la instalación de parches
según el tamaño del área que presente reducciones de espesor.
FOTO 10: Actividad de inspección al interior del tanque de 28000 bls
En la anterior foto se observa el operario de la TBIT haciendo la inspección
por medio de MFL a una de las láminas del tanque de 28000 barriles; esos
tubos que se observan en la foto hacen referencia a las llamadas patas o
columnas de posicionamiento para tanques de techo flotante y se instalan
exclusivamente para permitir intervenir estos tipos de tanques.

26
6. TECNICAS DE INSPECCION UTILIZADAS PARA LA
REHABILITACION Y MANTENIMIENTO DE TANQUES
6.1 Inspección por medio de líquidos penetrantes
Esta inspección esta regida por el código ASME – Sección V, Artículo 6. El
operario o persona que realice esta inspección debe estar certificado para
realizar la prueba, examinar y evaluar los resultados obtenidos. Dependiendo
los requerimientos se cambia de un producto de prueba a otro, en este caso se
realizaron “dos tipos” de pruebas; una de ellas fue con ACPM o aceite
penetrante para inspeccionar las juntas de raíz o juntas cuerpo anillo. Este
procedimiento consiste en la aplicación de ACPM al interior del tanque
después de haber removido escoria y corrosión de la soldadura en filete por
medio de limpieza mecánica con gratas y discos, después de inspección el
exterior del tanque para verificar que no existan manchas ni fugas de ACPM.
Por otro lado, aunque la aplicación de la tinta penetrante poco viscosa también
es aplicable a la junta entre el cuerpo y el fondo del tanque, se puede aplicar a
soldaduras internas y externas, juntas de láminas, reparación con parches y
cualquier otro tipo de imperfección, elemento o defecto que considere
ECOPETROL. Para este último procedimiento se requieren los siguientes
elementos:
• Lámparas contra explosión equivalentes a 1000 luxes de intensidad de
luz blanca
• Removedor y limpiador
• Tinta penetrante
• Agente revelador
• Elementos de protección personal y limpieza.

27
El procedimiento para la inspección es el siguiente:
1. Verificar que la atmósfera en la cual se trabaje este libre de
contaminantes y realizar inspección visual especialmente en las zonas
cercanas a los cordones de soldaduras ya que son zonas afectadas por
la temperatura.
2. Revisar que el área a inspeccionar se encuentre libre de contaminantes
como polvo, pintura o soldadura suelta.
3. Identificar, marcar y registrar zonas con porosidades, grietas o
cualquier otro tipo de anomalía de la lámina o soldadura.
4. Aplique el removedor con un trapo de algodón a zonas que se
encuentren sucias y con contaminantes.
5. Dejar secar y aplicar la tinta penetrante acercando la boquilla del
aerosol a una distancia de 30 cm aproximadamente y un ángulo de 45`
de la soldadura o la lamina.
6. Dejar actuar el penetrante por un tiempo máximo de 60 minutos o
según se especifique el fabricante.
7. Limpiar exceso de liquido penetrante
8. Aplicar el revelador de igual forma que en el numeral 5 de forma
homogénea y asegurando dejar un película muy delgada sobre la
lamina.
9. Dejar actuar el revelador según especificaciones del fabricante pero no
menos de 10 minutos.
10. Realice la inspección visual y registro de fisuras mayores a 1,5 mm.
11. Haga un registro fotográfico y escrito donde se deje constancia de los
defectos relevantes según criterios de inspección para tintas
penetrantes.
12. Haga limpieza de la tinta penetrante con un trapo de algodón y
removedor especial para ese tipo de tintas.

28
Para la evaluación y detección de defectos, grietas o porosidades se debe tener
en cuenta lo siguiente:
o Reportar todo defecto lineal (Un defecto lineal es aquel que es
mayor a tres veces su ancho)
o Reportar solamente grietas mayores a 1,5 mm
o Reportar todo defecto redondeado mayor a 5 mm
o Cuando se tienen cuatro o mas indicaciones redondeadas
relevantes en línea separadas no menos de 1,5 mm o que se
encuentren borde a borde se considera como porosidades
criticas y también deben ser registradas.
o Cualquiera de estas anomalías deben ser removidas por medio
de acción mecánica; puede ser por medio de una grata y un
disco y si es necesario aplicar un punto de soldadura libre de
cualquier imperfección puntual.
A continuación se muestra una foto tomada del proceso de inspección por
medio de tintas penetrantes; en esta imagen se observan los tres principales
agentes; limpiador, tinta penetrante y revelador además se e que es requisito
por parte de ECOPETROL S.A la delimitacion y marcación de cualquier que
se considere como critica.
FOTO 11: Inspección por medio de tintas penetrantes.

29
6.2 Inspección visual
Este es la primera etapa del procedimiento de cualquier tipo de inspección, se
debe realizar la inspección e identificación de todos los elementos que
compongan el tanque y establecer su estado, revisar las uniones de cada
lamina, verificar sellos entre la cubierta y el cuerpo del tanque, identificar
agujeros en laminas, estado de la soldadura, superficie interna y externa del
tanque, ovalamientos o perdida de redondez del tanque, porosidad superficial y
estado actual del recubrimiento, defectos puntuales y cualquier otro tipo de
distorsión o defecto que presente el tanque debe ser registrada y comunicada a
ECOPETROL. Adicionalmente, para cada actividad de intervención del
tanque se requiere de una inspección visual minuciosa y un seguimiento
detallado de cada actividad para verificar que se cumpla con la normatividad,
seguridad industrial requisitos de calidad y manejo ambiental.
Como se puede ver en las siguientes fotos es importante este tipo de
inspección y el registro de anomalías y defectos puntuales que requieran hacer
reparaciones o cambios de accesorios; por ejemplo la corrosión en los tornillos
de las bridas y malformaciones a causa de la corrosión que van a afectar de
cierto modo la integridad estructural del tanque, en este caso un desgaste
puntual.
FOTO 12: Defectos y anomalías encontradas en la inspección visual

30
6.3 Prueba de cámara de vacío
Esta prueba se ejecuta utilizando una caja transparente en la parte superior que
permite observar el área que se inspeccionará, tiene 6” de ancho por 30” de
longitud y 8” de altura; debe tener un sistema adecuado de iluminación que
permita detectar cualquier cambio al interior de la caja y el tipo de sellos
deben ser herméticos entre la lamina, las conexiones que producen vacío y la
caja. Se aplica un vacío de 21 KPa (según norma API 650) o mínimo de 3 psi
(según ECOPETROL), aunque algunas veces si lo requiere ECOPETROL se
pueden utilizar presiones hasta de 10 psi (70 KPa) que es utilizable cuando se
detectan fugas muy pequeñas.
Este es un procedimiento que se lleva a cabo a partir de unas reglas
establecidas por la API 650, requiere la ejecución de inspección visual del
fondo del tanque y cada una de las uniones con soldadura, verificar el estado
de la cámara de vacío y sus sellos, y debe cumplir con los siguientes aspectos:
• Se debe aplicar una película de jabón o de una solución especial para
detección de fugas sobre la superficie seca de metal.
• Verificar que al iniciar la prueba no exista un burbujeado rápido, que
permita la entrada de aire y aparentemente indique que la soldadura
esté buena.
• La temperatura superficial del metal debe estar dentro de los
parametros establecidos en la norma (4`C – 57`C).
• Intensidad de luz mínima es de 1000 luxes durante la prueba
• El vacío se debe mantener por un tiempo mínimo de 5 segundos
• Todas las condiciones de la inspección como intensidad de luz,
presión, tiempo deben ser registradas

31
Los mayores de defectos encontrados por este método de inspección es
disminución de espesor y aumento de porosidad ya que se presenta un
crecimiento continuo y formación de pequeñas burbujas; por otro lado la
presencia de grandes fugas y grietas es detectada al tener la formación rápida
de burbujas grandes que tienden a reventarse rápidamente. En la foto 13 se
observan dos inspectores realizando la prueba de cámara de vacío a una de las
juntas soldadas del tanque.
FOTO 13: Ejecución de prueba de cámara de vacío.
6.4 Medición de espesores
Este método de inspección es utilizado para conocer el espesor de láminas de
acero al bajo carbono no aleado bajo el principio de ultrasonido y propagación
de ondas a través de un material. Es un método de contacto directo de
manipulación manual que utiliza un instrumento capaz de medir el tiempo que
se toma un pulso de ultrasonido para atravesar un material de ciertas

32
características y dimensiones; de este modo es capaz de establecer el espesor
de la lamina a partir de la velocidad del sonido dentro del material y la mitad
del tiempo que se toma el pulso en regresar al receptor.
El equipo utilizado consta básicamente de un display para la visualización de
resultados, un generador de pulsos con un ancho de banda de 1 @ 10 Mhz, y
de un trasductor ultrasónico de doble cristal capaz de emitir y recibir el pulso.
Este equipo presenta los siguientes requerimientos, especificaciones y
condiciones de inspección:
• Ejecutar la prueba a temperatura ambiente.
• Temperatura de lamina menor a 60 `C
• Medición de espesores en láminas corroídas uniformemente con una
precisión de 0,25mm – No aplica a zonas que presentan corrosión
local y grandes defectos locales (huecos pasantes).
• Requiere la aplicación de un fluido – gel (COUPLANT) entre la
superficie que se va a inspeccionar y el trasductor. Es un producto
hecho a base de agua que se consigue comercialmente con el nombre
de SONAVELLE y/o ZG gel (Producto para ultrasonido). Este
producto permite un contacto acústico optimo pues evita el contacto
directo del trasductor y la lamina.
• La superficie a inspeccionar debe estar libre de oxido, grasa,
combustible, aceite, pintura suelta y cualquier tipo de suciedad que
afecte la ejecución de esta prueba.
• Se debe garantizar un contacto constante y uniforme entre a lamina
y el trasductor, sin incurrir en excesos de presión que afecten la
sensibilidad del instrumento.
• El equipo se debe calibrar para cada nueva medición; antes de la
calibración se debe prender y esperar 15 minutos para que el equipo
se acomode a las condiciones de presión, temperatura y humedad del
interior del tanque; de este modo se calibra el equipo para el rango

33
de mediciones deseado, dependiendo los espesores de lamina
esperados.
• Es muy importante realizar una inspección visual al interior y
exterior del tanque para detectar porosidades o defectos que afecten
los resultados obtenidos.
• Cuando existe algún rastro de pintura se asume que la velocidad de
la onda es mucho mayor que en la lamina del material; con esto la
medición del espesor real no se toma con la llegada del primer pulso,
sino que se utiliza la diferencia entre este y el segundo.
• Todo tipo de defecto, inconveniente o modificación del
procedimiento de inspección debe quedar escrito en el diario de
inspección.
FOTO 14: Procedimiento de medición de espesores a la pared del tanque

34
6.5 MFL
Como se explicó en la sección 2.1, este es una técnica no destructiva de
inspección que permite detectar y medir discontinuidades a partir del principio
de flujo magnético. La tecnología utilizada para la inspección de tanques de
almacenamiento de crudo de ECOPETROL consta básicamente de sensores,
un modelo matemático y estadístico, un software, y la herramienta de análisis
y medición TBIT (Tank bottom inspection tool). El software permite calibrar
el sistema a partir de las condiciones presentes en el momento de la
inspección, además almacena los datos obtenidos durante la inspección de
cada lámina, tiene una herramienta capaz de visualizar el fondo del tanque por
medio de un esquema y un sistema de control y monitoreo. Un esquema
general de la maquina de medición se muestran en la figura 4.
Para poder empezar la inspección ECOPETROL debe proveer los siguientes
datos:
• Identificación del tanque
• Producto a almacenar
• Tipo de tanque
• Material y fecha de fabricación
• Dimensiones del tanque
• Historia – Fechas y tipo de intervenciones o aspectos importantes
durante la vida útil del tanque.
Además, se debe prender la maquina dentro del tanque durante 5 minutos para
que se acople al ambiente de inspección, y de este modo realizar la calibración
de la máquina para garantizar que las condiciones de calibración sean las
mismas de la inspección. Para llevar a cabo la calibración, primero se debe
configurar el tipo de sensor a utilizar con el software; además de esto se debe

35
calibrar estos sensores para un rango de espesores esperados y a partir de una
lamina referencia que permita verificar la veracidad de los resultados. Esta
lamina referencia debe ser de características similares a las laminas del tanque
en cuanto a conductividad eléctrica, térmica, permeabilidad magnética, y
características superficiales, además debe tener defectos conocidos para
verificar calibración del sistema de medición.
FIGURA 4: Esquema general maquina MFL (8)
Después de realizar la calibración se debe hacer lo que se denomina mapeo del
fondo del tanque (Tank floor Maping); consiste en hacer un mapa del fondo
del tanque para poder visualizar un sistema coordenado y tener un punto de
referencia para las mediciones. Este procedimiento se realiza con una
herramienta del software que permite numerar cada lámina perteneciente al
fondo del tanque y asignarle un sistema coordenado independiente; Un
ejemplo del resultado de mapeo se observa a continuación:

36
FIGURA 5: Ejemplo de numeración y mapeo del fondo de un tanque (8).
El procedimiento de inspección e intervención de cada lámina debe llevar un
orden específico para poder almacenar correctamente los datos y así tener
buenos resultados; con este fin la inspección debe empezar por alguna lámina
de borde (Usualmente pequeña) por ejemplo siguiendo el sentido mostrado en
la figura 5, tanto para las laminas del fondo como para las del primer anillo.
Además, el sentido de inspección de cada lamina también es importante para el
almacenamiento de los datos; se aconseja hacer de izquierda a derecha o de
arriba-abajo, empezando por el sentido de mayor longitud y terminando
perpendicularmente como se puede ver en la figura 6, además se debe realizar
un traslapo de aproximadamente 5 cm en cada pasada de la maquina, para
garantizar que se inspeccione la totalidad de la lamina.
FIGURA 6: Dirección de inspección de una lamina (8).

37
Por otro lado, se debe configurar un umbral en la maquina de inspección para
que se active y muestre al operario cuando se tengan zonas de la lamina con
espesores menores o iguales al 20% del espesor nominal/inicial; además de
esto es indispensable denotar la zona de principal interés y dar comunicado a
personal de ECOPETROL para que decidan que actividad de rehabilitación se
debe hacer a la lamina.
Con base a los requerimientos del tanque se tiene que debe cumplir:
• Estar aislado completamente de cualquier tipo de producto
• Debe cumplir con los requerimientos de limpieza y desgasificación
que brinden un ambiente seguro y las condiciones necesarias para la
ejecución de la inspección.
• Se debe tener un explosimetro constantemente en el sitio de
inspección para realizar mediciones continuas que garanticen que la
atmosfera de trabajo contenga un máximo del 10% de gases nocivos
e inflamables.
• Se debe notificar cualquier tipo de actividad interna y externa al jefe
de planta de ECOPETROL.
• Debe ser removido cualquier tipo de sustancia (solida o liquida) que
pueda interferir en el campo magnético inducido por la maquina.
• En el caso de tener un tanque de techo fijo se deben posicionar el
techo por medio de unas columnas metálicas a una altura de 1,8 m.

38
7. RESULTADOS INSPECCION MFL
7.1 ESQUEMA DEL FONDO DEL TANQUE
Como se menciono en secciones anteriores, es de vital importancia la
numeración que se haga de las láminas del fondo del tanque, al igual que un
barrido completo de la totalidad de cada lámina. De este modo se muestra a
continuación el resultado del barrido y “mapeo” del fondo del tanque.
FIGURA 7: Numeración de las láminas del fondo del tanque

39
FIGURA 8: Dirección y forma de barrido de cada lámina
En la foto 7 se observa la numeración que se le hizo al fondo del tanque y en la
figura 8 se muestra como fue el barrido en cada lamina donde se busco cubrir
la gran mayoría del área de cada lamina; también se puede ver que el
procedimiento de barrido de cada lamina, al igual que la numeración es acorde
con la explicada en los procedimientos de inspección por medio de MFL. Las
marcas de color rosado ubicadas en el exterior del tanque corresponden a los
tres manholes que tiene este tanque, el punto amarillo central es el marco de
referencia global y es el centro geográfico del tanque; y el punto rosado
ubicado a la derecha se conoce como bocatoma o zona de succión del tanque
(Mayores desniveles respecto al centro del tanque) donde por medio de un
sistema de bombeo se puede extraer el producto al interior del tanque

40
7.2 PERFIL DEL FONDO DEL TANQUE
FIGURA 9: Perfil del fondo del tanque
FIGURA 10: Sistema de clasificación del perfil del fondo del tanque

41
En las figuras anteriores se observa el perfil estratigráfico del fondo del
tanque. En este se puede ver que el punto central del tanque es el de mayor
altura (Corresponde al cero absoluto), a partir del cual comienza a descender
cada lamina a medida que se acerca a la pared del tanque. La diferencia
máxima entre el centro y los puntos perimetrales es de 15 mm
aproximadamente con un máximo de 20 mm en ciertos puntos; también
perimetrales, esto se puede corroborar en la figura 9. Aunque son
asentamientos considerables, no son críticos para la integridad del tanque pues
estos son constantes y uniformes a lo largo de toda el área del fondo y se
encuentran dentro de los limites máximos de asentamientos permitidos por la
API 653 que dice que el asentamiento máximo permitido entre dos puntos
cualquiera debe ser del orden de 30 mm y si estos son adyacentes, este no
puede superar los 85 mm de diferencia. Estos criterios y los resultados
obtenidos a partir del perfil del fondo del tanque permiten minimizar el riesgo
de fisura o rompimiento de las láminas a causa de asentamientos diferenciales
en la base del tanque.

42
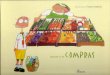
7.3 PERDIDAS DE MATERIAL Y PARCHES EXISTENTES
FIGURA 11: Perdidas de material y ubicación de parches existentes
Este, es tal vez el resultado más importante pues es donde se determinan las
zonas donde hubo mayor perdida de material como por ejemplo en la figura
11; cada punto tiene su correspondiente perdida de material y según el color se
clasifica, por ejemplo en el caso de señalar la lamina 69 se tiene que hay una
zona de 13mm x 13mm con una perdida promedio del 74% del material.
Haciendo este procedimiento, según la escala de colores (Perdida de material)
se establecen las zonas del tanque donde hay una mayor perdida de material
asociada a la corrosión y de este modo establecer actividades de
mantenimiento y prevención, como lo representan en este caso los recuadros
azules, ubicados en diferentes partes del fondo del tanque que hacen referencia

43
a parches soldados que se instalaron en zonas que presentaron perdidas de
material mayores al 40%. El tamaño de estos parches es un tamaño cuadrado
estándar de 305 mm de lado y es puesto en zonas donde no solo se tuvo un
gran pérdida de material sino que existen picaduras profundas muy cercanas
que aumentan el riesgo de falla de la lámina al unirse y aumentar el área
afectada. En el caso de tener un solo punto de perdida de material aislado, es
suficiente con aplicar un punto de soldadura.
Al mismo tiempo, en la figura 11 se observa el filtro que se utilizo para esta
inspección; en este caso cada vez que se detectaba una perdida de material
mayor o igual al 80% el sistema activaba su alarma, y se prosigue a marcar esa
lamina como critica. De este modo al hacer un barrido a la totalidad de las
láminas se determinan los puntos en los cuales hay una pérdida de material
crítica. Para este tanque, solo se encontró una lámina con perdida mayor al
75%, que se muestra en la figura, 9 entre 40 y 60% y el resto fueron perdidas
menores al 40%. A partir de esto se muestra en la siguiente grafica la
estadística de la totalidad de defectos que se encontraron en la inspección.
ESTADISTICA DE DEFECTOS
0
200
400
600
800
1000
1200
0-20 20-40 40-60 60-80 80-100
PORCENTAJE DE PERDIDA DE MATERIAL
NUM
ERO
DE
DEFE
CEN
CO
NTR
ADO
S
FIGURA 12: Estadística de defectos

44
En cuanto a la distribución de los defectos (Distribución aleatoria), no se
observa ningún tipo de patrón asociado a zonas de carga y descarga lo que
hace redundante la ubicación de estas conexiones; esto es debido a que las
ratas de operación de este tanque no se hacen en periodos cortos, y cuando se
hace un cargue o descargue de producto, este nunca llega a niveles del primer
anillo, excepto cuando se van a realizar operaciones de inspección y
mantenimiento que se debe desocupar el tanque en su totalidad. Pero, como si
se puede ver en la figura 11, se tiene que hay una mayor presencia de perdida
de material localizada en la zona inferior – interna – perimetral del taque, lo
que concuerda con la zona critica del tanque y con las laminas sometidas a
mayores niveles de presión hidrostática. Por ultimo, al no haber un patrón
definido de perdida de material diferente al de la zona critica sino mas bien
perdidas de material localizadas, espontáneas y súbitas en zonas aleatorias del
tanque, se llega a la conclusión que estas perdidas de material están asociadas
directamente con las propiedades de la lamina y la existencia de defectos
puntuales o imperfecciones del material ya sean causadas por errores de
fabricación, tratamientos térmicos aplicados, impurezas en el material o
imperfecciones inducidas por golpes, así como también la aparición de
esfuerzos residuales que actúan como zonas de nucleación para el inicio de la
corrosión (9)(11).

45
8. ANÁLISIS DE CORROSION
8.1 INTRODUCCION Y ALCANCE
En el mundo de la ingeniería existen diferentes tipos de corrosión asociados
todos al deterioro y perdida de material debido a un medio ambiente que rodea
el material y por sus características altera su integridad estructural ya sea por
medio de picadura, ataque químico, corrosión por disolución, entre otras; la
mayoría de estos fenómenos implican un cambio químico y electrónico del
material, y por ende, en el caso de resistencia, implica una disminución. Para
el alcance de este proyecto, el material del tanque se denominara el soluto, el
contenido o gasolina Premium será el solvente, y el tipo de corrosión que
aplica en este caso se denomina corrosión por disolución y por picadura. Este
fenómeno consiste en la pérdida de material por parte del soluto al entrar en
contacto con el solvente, y este se acelera al aumentar la temperatura del
solvente disminuyendo el espesor de la lámina y aumentando el riesgo de falla
(Derrame y contaminación).
El proceso de corrosión puede suceder de varias maneras, con diferentes
grados de severidad y efectos sobre el material; pueden resultar en pérdidas
uniformes de metal distribuidas sobre un área de la lámina, o en áreas
localizadas (picaduras). Debido a la alta irregularidad de este proceso es que
cada caso debe ser tratado como una situación única, es decir que no se puede
tener una generalidad y posible corrección hasta no hacer un análisis mas
profundo por medio de una inspección completa que permita determinar la
naturaleza, tamaño y la extensión de los procesos corrosivos que estén
sucediendo en el material; de este modo se puede establecer una metodología
de reparación y mantenimiento adecuada, ya sea instalando parches sobre la
lamina, aplicando puntos de soldadura, o en el peor de los casos cambiar la

46
lamina en su totalidad. Mientras que un proceso de corrosión avanzado
(grande y profundo) puede afectar la integridad estructural del tanque (lamina),
las picaduras normalmente no representan una amenaza significativa a la
integridad estructural a menos que se presente en forma severa, por ejemplo en
el cuerpo, en donde las picaduras se encuentren cerca unas de otras y presente
una alta perdida de material con la posibilidad de unión de cada una de ellas.
Aunque se ha estudiado y analizado este fenómeno con anterioridad, la
corrosión es un fenómeno muy irregular que existe en los materiales, bajo
ciertas condiciones de su entorno y aplicación; debido a su alta irregularidad y
aleatoriedad de aparición en un material, este es un fenómeno muy difícil de
medir y predecir tanto en su comportamiento como en su aparición, y la forma
mas común de hacerlo es por medio del calculo de perdida de espesor durante
un tiempo determinado. Con base a esto, se pretende observar si existe algún
tipo de patrón en cuanto a la aparición, tamaño y forma de los defectos dados
por la corrosión en las láminas partiendo del hecho que no se encontró a
simple vista ningún patrón de formación regular de corrosión en las láminas
del fondo del tanque. Por otro lado, si existe algún patrón de distribución de
pérdida de material, cuales son las perdidas de material mas existentes en las
laminas, además corroborar que el fenómeno de corrosión es un fenómeno
aleatorio en cuanto a su aparición y forma, especialmente en zonas débiles del
material o propensas a la nucleación y aparición de los primeros síntomas de
corrosión, además de esto, y por ultimo se pretende hacer una estimación de la
rata de corrosión promedio de las láminas del tanque, a partir de la fecha de
construcción y los resultados de la última inspección realizada al tanque. De
este modo, al estimar una tasa de corrosión se puede hacer una recomendación
sobre las próximas actividades de inspección y mantenimiento que se deben
hacer al tanque.

47
8.2 METODOLOGIA
Como se planteo anteriormente, a partir de la fecha de construcción del tanque
y de los resultados obtenidos de la inspección se pretende estimar una rata de
corrosión promedio de las láminas al estar en contacto con gasolina Premium,
pero debido a la cantidad de datos referentes a defectos en cada lamina se va a
discriminar el fondo de tanque y trabajar solamente con los resultados
obtenidos en las laminas que hacen parte de la zona critica, en otras palabras
las laminas con las que se va a trabajar para el calculo de la rata de corrosión
van a ser las laminas desde la 123 hasta la 139. Además de ser láminas
ubicadas en la zona critica, ninguna de estas requirió de algún parche y todas
presentan bastantes puntos de corrosión distribuidos a través de cada lámina.
Para evitar confusión alguna, a continuación se muestra marcado de rojo las
laminas que se van a utilizar para el análisis de corrosión.
FIGURA 13: Laminas de interés para calculo de tasa de corrosión

48
La metodología utilizada es muy sencilla; debido a que no se pudo conseguir
la información sobre la última inspección que se le hizo al tanque, sino
solamente que fue hecha en el año 2002; entonces a partir de la fecha de
construcción del tanque que fue en el ano 1977 y con los valores de perdida de
material de cada punto en cada lamina se va a estimar cuanto es la tasa
promedio de corrosión existente en este tanque, y así finalmente estimar cada
cuanto se deben hacer actividades de inspección y mantenimiento.
8.3 DATOS Y PROCEDIMIENTO
• Fecha de construcción del tanque: 1977
• Ultima Inspección: Finales 2002
• Espesor nominal de lamina: 6,35 mm
• Espesor anillo anular: 12,5 mm
• Criterio de reparación: Perdida material >40%
• Filtro de riesgo: 80%
El procedimiento que se llevo a cabo consiste en tomar cada lamina critica
desde la 123 hasta la 139 registrar el valor de perdida de material en cada
defecto numerándolos desde izquierda a derecha y de arriba abajo para poder
mantener un orden en el registro de cada picadura de corrosión. A
continuación se muestra la lámina 123 con el inicio de la numeración de cada
defecto; este mismo sistema se utilizara para cada lámina crítica.
FIGURA 14: Numeración defectos lamina 123

49
A partir de la numeración, se registró el valor de pérdida de material en cada
punto, de este modo se obtuvo un valor medio de pérdida por corrosión en
cada lámina y un valor medio de tasa de corrosión, que finalmente me
permitirá llegar a un valor final de la tasa de corrosión total del fondo del
tanque. Además se calculo el espesor de lámina remanente sabiendo el espesor
de lámina nominal de 6,35mm.
A continuación se muestra la tabla correspondiente a la lamina 123 donde se
observa el tamaño y valor de perdida de material para los 44 puntos
encontrados que presentaban corrosión, además de eso se observa cual es el
espesor remanente, y a partir de la fecha de construcción del tanque 1977 y la
ultima inspección realizada en Noviembre de 2007 se estimo el valor de la rata
de corrosión para cada punto; finalmente se observa el valor medio de perdida
de material y el valor medio de la tasa de corrosión. Este procedimiento se
realizo a cada lámina crítica.
LAMINA # 123 e = 6,35 mm TAMAÑO
# DEFECT. X (mm) Y (mm) % PERDIDA e REMANENTE mm TASA (mm/yr) 1 3 5 20 5,08 0,042 2 20 32 20 5,08 0,042 3 27 34 20 5,08 0,042 4 3 5 21 5,02 0,0445 4 50 21 5,02 0,044 6 4 42 21 5,02 0,044 7 8 34 21 5,02 0,044 8 11 39 21 5,02 0,044 9 14 46 21 5,02 0,044 10 18 37 21 5,02 0,044 11 19 47 21 5,02 0,044 12 19 36 21 5,02 0,044 13 21 45 21 5,02 0,044 14 14 38 23 4,89 0,049 15 15 48 23 4,89 0,049 16 19 37 23 4,89 0,049 17 3 35 24 4,83 0,051 18 6 44 24 4,83 0,051 19 9 36 24 4,83 0,051 20 16 42 24 4,83 0,051

50
21 24 40 24 4,83 0,051 22 4 46 25 4,76 0,053 23 10 43 25 4,76 0,053 24 12 38 25 4,76 0,053 25 25 49 25 4,76 0,053 26 4 40 26 4,70 0,055 27 11 48 26 4,70 0,055 28 12 39 26 4,70 0,055 29 12 47 26 4,70 0,055 30 14 42 26 4,70 0,055 31 14 45 26 4,70 0,055 32 15 42 26 4,70 0,055 33 17 41 26 4,70 0,055 34 19 42 26 4,70 0,055 35 11 40 27 4,64 0,057 36 15 44 27 4,64 0,057 37 32 43 27 4,64 0,057 38 15 36 28 4,57 0,059 39 16 43 28 4,57 0,059 40 18 39 29 4,51 0,061 41 23 44 30 4,45 0,064 42 26 49 30 4,45 0,064 43 40 49 31 4,38 0,066 44 18 49 32 4,32 0,068
PERDIDA ESPESOR PROMEDIO (%) 24,591
DESVIACION ESTADAR 3,179 TASA DE CORROSION PROMEDIO (mm/yr) 0,052
DESVIACION ESTADAR 0,007 TABLA 1: Resumen perdida de material y tasa de corrosión lamina 123
LAMINA # 124 e = 6,35 mm TAMAÑO
# DEFECT. X (mm) Y (mm) % PERDIDA e REMANENTE mm TASA (mm/yr) 1 4 30 20 5,08 0,042 2 8 42 20 5,08 0,042 3 21 44 20 5,08 0,042 4 29 47 20 5,08 0,042 5 2 33 21 5,02 0,044 6 3 3 21 5,02 0,044 7 3 6 21 5,02 0,044 8 10 49 21 5,02 0,044 9 12 48 21 5,02 0,044 10 18 50 21 5,02 0,044 11 20 42 21 5,02 0,044 12 5 5 22 4,95 0,047 13 8 29 22 4,95 0,047

51
14 11 45 22 4,95 0,047 15 14 41 22 4,95 0,047 16 14 49 22 4,95 0,047 17 15 31 22 4,95 0,047 18 26 46 22 4,95 0,047 19 27 44 22 4,95 0,047 20 27 45 22 4,95 0,047 21 29 38 22 4,95 0,047 22 30 44 22 4,95 0,047 23 3 4 23 4,89 0,049 24 3 4 23 4,89 0,049 25 3 39 23 4,89 0,049 26 3 47 24 4,83 0,051 27 11 39 24 4,83 0,051 28 12 45 24 4,83 0,051 29 13 37 24 4,83 0,051 30 18 35 24 4,83 0,051 31 19 40 24 4,83 0,051 32 20 43 24 4,83 0,051 33 12 35 25 4,76 0,053 34 12 42 25 4,76 0,053 35 19 46 25 4,76 0,053 36 28 45 25 4,76 0,053 37 3 5 26 4,70 0,055 38 3 3 26 4,70 0,055 39 4 4 27 4,64 0,057 40 11 42 27 4,64 0,057 41 15 38 27 4,64 0,057 42 25 40 27 4,64 0,057 43 7 44 28 4,57 0,059 44 16 44 28 4,57 0,059 45 43 35 28 4,57 0,059 46 13 47 29 4,51 0,061 47 16 50 29 4,51 0,061 48 12 41 30 4,45 0,064 49 13 43 33 4,25 0,070 50 2 4 34 4,19 0,072 51 15 49 37 4,00 0,078
PERDIDA ESPESOR PROMEDIO (%) 24,352
DESVIACION ESTADAR 3,741 TASA DE CORROSION PROMEDIO (mm/yr) 0,052
DESVIACION ESTADAR 0,008 TABLA 2: Resumen perdida de material y tasa de corrosión lamina 124

52
LAMINA # 125 e = 6,35 mm TAMAÑO
# DEFECT. X (mm) Y (mm) % PERDIDA e REMANENTE mm TASA (mm/yr) 1 12 31 20 5,08 0,042 2 4 45 21 5,02 0,044 3 8 4 21 5,02 0,044 4 11 37 21 5,02 0,044 5 21 43 21 5,02 0,044 6 22 43 21 5,02 0,044 7 31 38 21 5,02 0,044 8 3 45 22 4,95 0,047 9 8 32 22 4,95 0,047 10 14 36 22 4,95 0,047 11 4 44 23 4,89 0,049 12 15 32 23 4,89 0,049 13 18 36 25 4,76 0,053 14 20 33 25 4,76 0,053 15 36 45 25 4,76 0,053 16 6 32 26 4,70 0,055 17 19 41 26 4,70 0,055 18 20 40 26 4,70 0,055 19 11 33 27 4,64 0,057 20 29 38 27 4,64 0,057 21 11 34 29 4,51 0,061 22 24 43 32 4,32 0,068 23 7 46 33 4,25 0,070 24 8 39 33 4,25 0,070 25 11 42 39 3,87 0,083
PERDIDA ESPESOR PROMEDIO (%) 25,241
DESVIACION ESTADAR 4,807 TASA DE CORROSION PROMEDIO (mm/yr) 0,053
DESVIACION ESTADAR 0,010 TABLA 3: Resumen perdida de material y tasa de corrosión lamina 125
LAMINA # 126 e = 6,35 mm TAMAÑO
# DEFECT. X (mm) Y (mm) % PERDIDA e REMANENTE mm TASA (mm/yr) 1 3 38 20 5,08 0,042 2 17 48 20 5,08 0,042 3 30 41 20 5,08 0,042 4 30 34 20 5,08 0,042 5 3 47 21 5,02 0,044 6 3 37 21 5,02 0,044 7 3 43 21 5,02 0,044 8 3 46 21 5,02 0,044

53
9 3 45 21 5,02 0,044 10 8 47 21 5,02 0,044 11 11 35 21 5,02 0,044 12 12 44 21 5,02 0,044 13 12 39 21 5,02 0,044 14 13 41 21 5,02 0,044 15 15 36 21 5,02 0,044 16 11 47 22 4,95 0,047 17 11 38 22 4,95 0,047 18 12 35 22 4,95 0,047 19 12 46 22 4,95 0,047 20 12 5 22 4,95 0,047 21 12 37 22 4,95 0,047 22 25 40 22 4,95 0,047 23 26 41 22 4,95 0,047 24 35 42 22 4,95 0,047 25 14 47 23 4,89 0,049 26 20 37 23 4,89 0,049 27 26 45 23 4,89 0,049 28 10 45 24 4,83 0,051 29 23 43 24 4,83 0,051 30 12 40 25 4,76 0,053 31 12 32 25 4,76 0,053 32 16 41 25 4,76 0,053 33 18 41 25 4,76 0,053 34 4 45 26 4,70 0,055 35 14 45 26 4,70 0,055 36 19 39 26 4,70 0,055 37 49 43 27 4,64 0,057 38 16 38 29 4,51 0,061 39 17 41 29 4,51 0,061 40 11 36 31 4,38 0,066 41 19 41 31 4,38 0,066 42 20 47 31 4,38 0,066 43 15 37 32 4,32 0,068 44 16 45 32 4,32 0,068 45 26 47 34 4,19 0,072 46 11 36 35 4,13 0,074
PERDIDA ESPESOR PROMEDIO (%) 24,239
DESVIACION ESTADAR 4,138 TASA DE CORROSION PROMEDIO (mm/yr) 0,051
DESVIACION ESTADAR 0,009 TABLA 4: Resumen perdida de material y tasa de corrosión lamina 126

54
LAMINA # 127 e = 6,35 mm TAMAÑO
# DEFECT. X (mm) Y (mm) % PERDIDA e REMANENTE mm TASA (mm/yr) 1 3 34 20 5,08 0,042 2 5 43 20 5,08 0,042 3 7 38 20 5,08 0,042 4 33 45 20 5,08 0,042 5 8 40 21 5,02 0,044 6 8 43 21 5,02 0,044 7 10 42 21 5,02 0,044 8 13 37 21 5,02 0,044 9 16 39 21 5,02 0,044 10 17 43 21 5,02 0,044 11 18 35 21 5,02 0,044 12 20 44 21 5,02 0,044 13 8 34 22 4,95 0,047 14 11 45 22 4,95 0,047 15 14 47 22 4,95 0,047 16 15 46 22 4,95 0,047 17 18 42 22 4,95 0,047 18 22 50 22 4,95 0,047 19 27 42 22 4,95 0,047 20 5 36 23 4,89 0,049 21 6 39 23 4,89 0,049 22 8 37 23 4,89 0,049 23 15 46 23 4,89 0,049 24 18 38 23 4,89 0,049 25 19 50 23 4,89 0,049 26 4 50 24 4,83 0,051 27 29 44 24 4,83 0,051 28 22 41 25 4,76 0,053 29 11 48 26 4,70 0,055 30 12 35 26 4,70 0,055 31 14 39 26 4,70 0,055 32 18 48 27 4,64 0,057 33 18 39 27 4,64 0,057 34 24 47 27 4,64 0,057 35 3 6 28 4,57 0,059 36 10 45 28 4,57 0,059 37 24 37 28 4,57 0,059 38 29 26 28 4,57 0,059 39 10 47 29 4,51 0,061 40 2 36 30 4,45 0,064 41 14 43 30 4,45 0,064 42 15 39 30 4,45 0,064 43 26 44 31 4,38 0,066 44 11 46 34 4,19 0,072 45 26 50 34 4,19 0,072

55
PERDIDA ESPESOR PROMEDIO (%) 24,488
DESVIACION ESTADAR 3,829 TASA DE CORROSION PROMEDIO (mm/yr) 0,052
DESVIACION ESTADAR 0,008 TABLA 5: Resumen perdida de material y tasa de corrosión lamina 127
LAMINA # 128 e = 6,35 mm TAMAÑO
# DEFECT. X (mm) Y (mm) % PERDIDA e REMANENTE mm TASA (mm/yr) 1 5 35 20 5,08 0,042 2 8 41 20 5,08 0,042 3 9 10 20 5,08 0,042 4 11 37 20 5,08 0,042 5 15 40 20 5,08 0,042 6 15 42 20 5,08 0,042 7 19 31 20 5,08 0,042 8 21 43 20 5,08 0,042 9 25 43 20 5,08 0,042 10 3 4 21 5,02 0,044 11 3 35 21 5,02 0,044 12 3 39 21 5,02 0,044 13 10 4 21 5,02 0,044 14 12 5 21 5,02 0,044 15 20 37 21 5,02 0,044 16 21 40 21 5,02 0,044 17 21 38 21 5,02 0,044 18 51 41 21 5,02 0,044 19 11 3 22 4,95 0,047 20 13 35 22 4,95 0,047 21 15 40 22 4,95 0,047 22 17 32 22 4,95 0,047 23 18 33 22 4,95 0,047 24 27 44 22 4,95 0,047 25 4 4 23 4,89 0,049 26 4 36 23 4,89 0,049 27 8 31 23 4,89 0,049 28 15 43 23 4,89 0,049 29 17 25 23 4,89 0,049 30 18 46 23 4,89 0,049 31 18 48 23 4,89 0,049 32 20 44 23 4,89 0,049 33 21 8 23 4,89 0,049 34 23 32 23 4,89 0,049 35 3 5 24 4,83 0,051 36 3 4 24 4,83 0,051 37 12 5 24 4,83 0,051

56
38 14 43 24 4,83 0,051 39 25 4 24 4,83 0,051 40 32 44 24 4,83 0,051 41 33 49 24 4,83 0,051 42 3 4 25 4,76 0,053 43 3 36 25 4,76 0,053 44 8 49 25 4,76 0,053 45 11 5 25 4,76 0,053 46 16 45 25 4,76 0,053 47 18 40 25 4,76 0,053 48 20 44 25 4,76 0,053 49 21 19 25 4,76 0,053 50 29 42 25 4,76 0,053 51 2 5 26 4,70 0,055 52 3 4 26 4,70 0,055 53 4 17 26 4,70 0,055 54 4 33 26 4,70 0,055 55 15 43 26 4,70 0,055 56 20 38 26 4,70 0,055 57 2 4 27 4,64 0,057 58 13 37 27 4,64 0,057 59 14 36 27 4,64 0,057 60 42 41 27 4,64 0,057 61 3 7 28 4,57 0,059 62 15 42 28 4,57 0,059 63 18 43 28 4,57 0,059 64 39 47 28 4,57 0,059 65 10 45 29 4,51 0,061 66 11 41 29 4,51 0,061 67 13 49 29 4,51 0,061 68 30 49 29 4,51 0,061 69 3 3 30 4,45 0,064 70 10 42 30 4,45 0,064 71 12 16 30 4,45 0,064 72 18 49 30 4,45 0,064 73 18 46 30 4,45 0,064 74 3 40 31 4,38 0,066 75 13 5 31 4,38 0,066 76 15 43 31 4,38 0,066 77 2 4 32 4,32 0,068 78 3 4 32 4,32 0,068 79 8 46 32 4,32 0,068 80 12 5 32 4,32 0,068 81 3 47 33 4,25 0,070 82 4 44 33 4,25 0,070 83 16 5 33 4,25 0,070 84 7 41 34 4,19 0,072 85 12 44 35 4,13 0,074

57
86 15 4 35 4,13 0,074 87 2 4 36 4,06 0,076 88 16 45 36 4,06 0,076 89 21 41 37 4,00 0,078 90 34 43 37 4,00 0,078 91 45 29 37 4,00 0,078 92 16 34 38 3,94 0,080 93 4 4 40 3,81 0,085
PERDIDA ESPESOR PROMEDIO (%) 26,354
DESVIACION ESTADAR 5,098 TASA DE CORROSION PROMEDIO (mm/yr) 0,056
DESVIACION ESTADAR 0,011 TABLA 6: Resumen perdida de material y tasa de corrosión lamina 128
LAMINA # 129 e = 6,35 mm TAMAÑO
# DEFECT. X (mm) Y (mm) % PERDIDA e REMANENTE mm TASA (mm/yr) 1 11 45 20 5,08 0,042 2 14 46 20 5,08 0,042 3 14 42 20 5,08 0,042 4 15 41 20 5,08 0,042 5 15 45 20 5,08 0,042 6 19 40 20 5,08 0,042 7 29 31 20 5,08 0,042 8 33 35 20 5,08 0,042 9 3 42 21 5,02 0,044 10 3 45 21 5,02 0,044 11 3 4 21 5,02 0,044 12 3 33 21 5,02 0,044 13 8 4 21 5,02 0,044 14 10 37 21 5,02 0,044 15 11 44 21 5,02 0,044 16 16 32 21 5,02 0,04417 33 41 21 5,02 0,044 18 7 49 22 4,95 0,047 19 11 35 22 4,95 0,047 20 12 44 22 4,95 0,047 21 14 45 22 4,95 0,047 22 14 47 22 4,95 0,047 23 17 38 22 4,95 0,047 24 17 38 22 4,95 0,047 25 29 42 22 4,95 0,047 26 30 39 22 4,95 0,047 27 31 47 22 4,95 0,047 28 31 49 22 4,95 0,047 29 3 4 23 4,89 0,049

58
30 9 37 23 4,89 0,049 31 10 48 23 4,89 0,049 32 11 45 23 4,89 0,049 33 12 49 23 4,89 0,049 34 15 45 23 4,89 0,049 35 21 44 23 4,89 0,049 36 2 4 24 4,83 0,051 37 7 16 24 4,83 0,051 38 11 45 24 4,83 0,051 39 15 49 24 4,83 0,051 40 21 42 24 4,83 0,051 41 21 41 24 4,83 0,051 42 32 34 24 4,83 0,051 43 7 36 25 4,76 0,053 44 7 38 25 4,76 0,053 45 8 4 25 4,76 0,053 46 13 35 25 4,76 0,053 47 13 39 25 4,76 0,053 48 37 34 25 4,76 0,053 49 4 35 26 4,70 0,055 50 10 42 26 4,70 0,055 51 11 40 26 4,70 0,055 52 13 46 26 4,70 0,055 53 14 48 26 4,70 0,055 54 15 44 26 4,70 0,055 55 24 43 26 4,70 0,055 56 4 39 27 4,64 0,057 57 18 35 27 4,64 0,057 58 28 49 28 4,57 0,059 59 31 46 28 4,57 0,059 60 3 41 29 4,51 0,061 61 14 42 29 4,51 0,061 62 16 47 30 4,45 0,064 63 22 47 33 4,25 0,070 64 19 42 34 4,19 0,072 65 12 45 36 4,06 0,076 66 16 49 36 4,06 0,076 67 29 47 37 4,00 0,078
PERDIDA ESPESOR PROMEDIO (%) 24,268
DESVIACION ESTADAR 4,014 TASA DE CORROSION PROMEDIO (mm/yr) 0,051
DESVIACION ESTADAR 0,008 TABLA 7: Resumen perdida de material y tasa de corrosión lamina 129

59
LAMINA # 130 e = 6,35 mm TAMAÑO
# DEFECT. X (mm) Y (mm) % PERDIDA e REMANENTE mm TASA (mm/yr) 1 12 35 20 5,08 0,042 2 4 3 21 5,02 0,044 3 6 11 21 5,02 0,044 4 10 42 21 5,02 0,044 5 16 44 21 5,02 0,044 6 16 43 21 5,02 0,044 7 17 41 21 5,02 0,044 8 19 41 21 5,02 0,044 9 25 35 21 5,02 0,044 10 29 11 21 5,02 0,044 11 3 4 22 4,95 0,047 12 3 50 22 4,95 0,047 13 4 33 22 4,95 0,047 14 8 45 22 4,95 0,047 15 18 42 22 4,95 0,047 16 19 38 22 4,95 0,047 17 23 40 22 4,95 0,047 18 8 46 23 4,89 0,049 19 10 47 23 4,89 0,049 20 17 32 23 4,89 0,049 21 4 39 24 4,83 0,051 22 16 45 24 4,83 0,051 23 19 40 24 4,83 0,051 24 11 32 25 4,76 0,053 25 30 35 25 4,76 0,053 26 41 46 25 4,76 0,053 27 12 44 26 4,70 0,055 28 23 4 26 4,70 0,055 29 15 47 27 4,64 0,057 30 2 4 29 4,51 0,061 31 17 47 29 4,51 0,061 32 42 46 33 4,25 0,070 33 42 50 39 3,87 0,083
PERDIDA ESPESOR PROMEDIO (%) 23,878
DESVIACION ESTADAR 3,967 TASA DE CORROSION PROMEDIO (mm/yr) 0,051
DESVIACION ESTADAR 0,008 TABLA 8: Resumen perdida de material y tasa de corrosión lamina 130

60
LAMINA # 131 e = 6,35 mm TAMAÑO
# DEFECT. X (mm) Y (mm) % PERDIDA e REMANENTE mm TASA (mm/yr) 1 8 5 20 5,08 0,042 2 8 41 20 5,08 0,042 3 12 35 20 5,08 0,042 4 15 43 20 5,08 0,042 5 18 41 21 5,02 0,044 6 19 40 21 5,02 0,044 7 21 3 21 5,02 0,044 8 25 48 21 5,02 0,044 9 28 37 21 5,02 0,044 10 3 3 22 4,95 0,047 11 9 38 22 4,95 0,047 12 15 43 22 4,95 0,047 13 15 39 22 4,95 0,047 14 23 45 22 4,95 0,047 15 11 49 23 4,89 0,049 16 15 44 23 4,89 0,049 17 17 40 23 4,89 0,049 18 19 40 23 4,89 0,049 19 3 44 24 4,83 0,051 20 18 39 24 4,83 0,051 21 32 31 24 4,83 0,051 22 8 44 25 4,76 0,053 23 4 41 26 4,70 0,055 24 16 44 26 4,70 0,055 25 19 49 26 4,70 0,055 26 30 45 26 4,70 0,055 27 23 42 27 4,64 0,057 28 27 48 27 4,64 0,057 29 3 4 29 4,51 0,061 30 14 30 29 4,51 0,061 31 13 4 30 4,45 0,064 32 10 45 31 4,38 0,066 33 17 38 31 4,38 0,066 34 19 43 31 4,38 0,066 35 4 39 33 4,25 0,070 36 27 4 35 4,13 0,074 37 21 49 36 4,06 0,076
PERDIDA ESPESOR PROMEDIO (%) 25,054
DESVIACION ESTADAR 4,428 TASA DE CORROSION PROMEDIO (mm/yr) 0,053
DESVIACION ESTADAR 0,009 TABLA 9: Resumen perdida de material y tasa de corrosión lamina 131

61
LAMINA # 132 e = 6,35 mm TAMAÑO
# DEFECT. X (mm) Y (mm) % PERDIDA e REMANENTE mm TASA (mm/yr) 1 3 41 20 5,08 0,042 2 2 6 21 5,02 0,044 3 3 44 21 5,02 0,044 4 3 47 21 5,02 0,044 5 4 43 21 5,02 0,044 6 4 38 21 5,02 0,044 7 4 42 21 5,02 0,044 8 7 46 21 5,02 0,044 9 12 42 21 5,02 0,044 10 12 48 21 5,02 0,044 11 14 33 21 5,02 0,044 12 21 45 21 5,02 0,044 13 22 33 21 5,02 0,044 14 9 3 22 4,95 0,047 15 13 41 22 4,95 0,047 16 15 49 22 4,95 0,047 17 10 41 23 4,89 0,049 18 21 35 23 4,89 0,049 19 25 31 23 4,89 0,049 20 26 34 23 4,89 0,049 21 16 40 24 4,83 0,051 22 25 43 24 4,83 0,051 23 12 49 25 4,76 0,053 24 17 24 26 4,70 0,055 25 10 43 27 4,64 0,057 26 13 50 27 4,64 0,057 27 22 46 27 4,64 0,057 28 18 48 28 4,57 0,059 29 18 36 28 4,57 0,059 30 15 41 29 4,51 0,061 31 14 40 32 4,32 0,068 32 16 45 36 4,06 0,076
PERDIDA ESPESOR PROMEDIO (%) 23,843
DESVIACION ESTADAR 3,751 TASA DE CORROSION PROMEDIO (mm/yr) 0,050
DESVIACION ESTADAR 0,008 TABLA 10: Resumen perdida de material y tasa de corrosión lamina 132

62
LAMINA # 133 e = 6,35 mm TAMAÑO
# DEFECT. X (mm) Y (mm) % PERDIDA e REMANENTE mm TASA (mm/yr) 1 11 41 20 5,08 0,042 2 15 39 20 5,08 0,042 3 18 44 20 5,08 0,042 4 3 40 21 5,02 0,044 5 4 28 21 5,02 0,044 6 18 37 21 5,02 0,044 7 48 49 21 5,02 0,044 8 8 40 22 4,95 0,047 9 18 43 22 4,95 0,047 10 21 37 22 4,95 0,047 11 21 47 22 4,95 0,047 12 3 49 23 4,89 0,049 13 3 4 23 4,89 0,049 14 3 40 23 4,89 0,049 15 16 46 23 4,89 0,049 16 29 44 23 4,89 0,049 17 3 42 24 4,83 0,051 18 17 42 24 4,83 0,051 19 19 45 26 4,70 0,055 20 24 47 26 4,70 0,055 21 28 50 27 4,64 0,057 22 16 46 29 4,51 0,061 23 17 44 29 4,51 0,061 24 14 45 30 4,45 0,064 25 20 30 31 4,38 0,066 26 7 38 33 4,25 0,070 27 37 50 33 4,25 0,070
PERDIDA ESPESOR PROMEDIO (%) 24,407
DESVIACION ESTADAR 3,993 TASA DE CORROSION PROMEDIO (mm/yr) 0,052
DESVIACION ESTADAR 0,008 TABLA 11: Resumen perdida de material y tasa de corrosión lamina 133
LAMINA # 134 e = 6,35 mm TAMAÑO
# DEFECT. X (mm) Y (mm) % PERDIDA e REMANENTE mm TASA (mm/yr) 1 15 50 20 5,08 0,042 2 3 33 21 5,02 0,044 3 8 32 21 5,02 0,044 4 10 34 21 5,02 0,044 5 14 48 21 5,02 0,044

63
6 19 37 21 5,02 0,044 7 19 33 21 5,02 0,044 8 25 43 21 5,02 0,044 9 12 46 22 4,95 0,047 10 16 43 22 4,95 0,047 11 20 40 22 4,95 0,047 12 26 42 22 4,95 0,047 13 3 36 23 4,89 0,049 14 21 44 23 4,89 0,049 15 4 35 24 4,83 0,051 16 12 33 24 4,83 0,051 17 3 38 26 4,70 0,055 18 10 40 26 4,70 0,055 19 16 44 26 4,70 0,055 20 12 45 27 4,64 0,057 21 13 24 27 4,64 0,057 22 11 34 28 4,57 0,059 23 22 38 28 4,57 0,059 24 14 35 29 4,51 0,061 25 16 41 30 4,45 0,064 26 30 44 30 4,45 0,064 27 17 39 37 4,00 0,078 28 31 44 38 3,94 0,080 29 14 40 39 3,87 0,083 30 21 46 39 3,87 0,083 31 25 45 39 3,87 0,083
PERDIDA ESPESOR PROMEDIO (%) 26,387
DESVIACION ESTADAR 6,108 TASA DE CORROSION PROMEDIO (mm/yr) 0,056
DESVIACION ESTADAR 0,013 TABLA 11: Resumen perdida de material y tasa de corrosión lamina 134
LAMINA # 135 e = 6,35 mm TAMAÑO
# DEFECT. X (mm) Y (mm) % PERDIDA e REMANENTE mm TASA (mm/yr) 1 29 47 20 5,08 0,042 2 18 38 21 5,02 0,044 3 18 38 21 5,02 0,044 4 6 43 22 4,95 0,047 5 12 34 22 4,95 0,047 6 17 44 22 4,95 0,047 7 17 45 22 4,95 0,047 8 18 40 22 4,95 0,047 9 22 46 22 4,95 0,047

64
10 4 36 23 4,89 0,049 11 5 50 23 4,89 0,049 12 18 38 23 4,89 0,049 13 23 39 23 4,89 0,049 14 11 32 24 4,83 0,051 15 16 38 24 4,83 0,051 16 30 39 24 4,83 0,051 17 10 32 25 4,76 0,053 18 14 50 25 4,76 0,053 19 17 41 25 4,76 0,053 20 3 39 26 4,70 0,055 21 15 41 26 4,70 0,055 22 20 49 26 4,70 0,055 23 25 46 26 4,70 0,055 24 18 38 27 4,64 0,057 25 28 43 27 4,64 0,057 26 3 45 29 4,51 0,061 27 8 38 29 4,51 0,061 28 14 41 31 4,38 0,066 29 8 38 34 4,19 0,072 30 12 45 38 3,94 0,080
PERDIDA ESPESOR PROMEDIO (%) 25,066
DESVIACION ESTADAR 3,982 TASA DE CORROSION PROMEDIO (mm/yr) 0,053
DESVIACION ESTADAR 0,008 TABLA 13: Resumen perdida de material y tasa de corrosión lamina 135
LAMINA # 136 e = 6,35 mm TAMAÑO
# DEFECT. X (mm) Y (mm) % PERDIDA e REMANENTE mm TASA (mm/yr) 1 3 3 20 5,08 0,042 2 3 27 20 5,08 0,042 3 8 45 20 5,08 0,042 4 13 50 20 5,08 0,042 5 15 40 20 5,08 0,042 6 25 48 20 5,08 0,042 7 4 33 21 5,02 0,044 8 12 4 21 5,02 0,044 9 15 45 21 5,02 0,044 10 16 43 21 5,02 0,044 11 4 45 22 4,95 0,047 12 14 40 22 4,95 0,047 13 14 33 22 4,95 0,047 14 33 45 22 4,95 0,047 15 14 42 23 4,89 0,049 16 17 37 23 4,89 0,049

65
17 22 46 23 4,89 0,049 18 24 48 23 4,89 0,049 19 41 41 23 4,89 0,049 20 4 3 24 4,83 0,051 21 4 34 24 4,83 0,051 22 14 35 24 4,83 0,051 23 17 49 26 4,70 0,055 24 28 44 28 4,57 0,059 25 2 5 29 4,51 0,061 26 18 30 29 4,51 0,061 27 28 45 31 4,38 0,066 28 33 46 33 4,25 0,070 29 17 48 35 4,13 0,074 30 11 20 38 3,94 0,080
PERDIDA ESPESOR PROMEDIO (%) 24,266
DESVIACION ESTADAR 4,799 TASA DE CORROSION PROMEDIO (mm/yr) 0,051
DESVIACION ESTADAR 0,010 TABLA 14: Resumen perdida de material y tasa de corrosión lamina 136
LAMINA # 137 e = 6,35 mm TAMAÑO
# DEFECT. X (mm) Y (mm) % PERDIDA e REMANENTE mm TASA (mm/yr) 1 12 34 20 5,08 0,042 2 4 35 21 5,02 0,044 3 5 30 21 5,02 0,044 4 17 40 21 5,02 0,0445 17 35 21 5,02 0,044 6 27 32 21 5,02 0,044 7 3 4 22 4,95 0,047 8 15 38 22 4,95 0,047 9 2 4 23 4,89 0,049 10 3 35 23 4,89 0,049 11 15 44 23 4,89 0,049 12 16 34 23 4,89 0,049 13 18 43 23 4,89 0,049 14 20 38 23 4,89 0,049 15 22 45 23 4,89 0,049 16 12 46 24 4,83 0,051 17 20 36 24 4,83 0,051 18 5 31 25 4,76 0,053 19 12 39 25 4,76 0,053 20 17 38 25 4,76 0,053 21 24 47 25 4,76 0,053 22 3 41 26 4,70 0,055 23 28 42 26 4,70 0,055

66
24 28 41 27 4,64 0,057 25 29 37 27 4,64 0,057 26 40 35 27 4,64 0,057 27 14 38 28 4,57 0,059 28 23 5 30 4,45 0,064 29 14 21 32 4,32 0,068 30 15 39 32 4,32 0,068 31 27 49 32 4,32 0,068 32 4 43 33 4,25 0,070 33 17 33 34 4,19 0,072 34 2 5 37 4,00 0,078 35 12 33 38 3,94 0,080
PERDIDA ESPESOR PROMEDIO (%) 25,914
DESVIACION ESTADAR 4,780 TASA DE CORROSION PROMEDIO (mm/yr) 0,055
DESVIACION ESTADAR 0,010 TABLA 15: Resumen perdida de material y tasa de corrosión lamina 137
LAMINA # 138 e = 6,35 mm TAMAÑO
# DEFECT. X (mm) Y (mm) % PERDIDA e REMANENTE mm TASA (mm/yr) 1 3 31 20 5,08 0,042 2 15 22 20 5,08 0,042 3 3 34 21 5,02 0,044 4 15 35 21 5,02 0,044 5 16 35 21 5,02 0,044 6 21 49 21 5,02 0,0447 24 40 21 5,02 0,044 8 27 44 21 5,02 0,044 9 4 37 22 4,95 0,047 10 14 42 22 4,95 0,047 11 3 34 23 4,89 0,049 12 8 46 23 4,89 0,049 13 10 37 23 4,89 0,049 14 15 49 23 4,89 0,049 15 15 47 23 4,89 0,049 16 18 37 24 4,83 0,051 17 18 38 24 4,83 0,051 18 21 44 24 4,83 0,051 19 3 44 25 4,76 0,053 20 16 41 25 4,76 0,053 21 20 48 25 4,76 0,053 22 49 36 25 4,76 0,053 23 14 44 26 4,70 0,055 24 18 35 26 4,70 0,055 25 22 42 26 4,70 0,055

67
26 26 40 26 4,70 0,055 27 14 43 27 4,64 0,057 28 17 46 28 4,57 0,059 29 17 43 31 4,38 0,066 30 21 43 37 4,00 0,078
PERDIDA ESPESOR PROMEDIO (%) 24,133
DESVIACION ESTADAR 3,530 TASA DE CORROSION PROMEDIO (mm/yr) 0,051
DESVIACION ESTADAR 0,007 TABLA 16: Resumen perdida de material y tasa de corrosión lamina 138
LAMINA # 139 e = 6,35 mm TAMAÑO
# DEFECT. X (mm) Y (mm) % PERDIDA e REMANENTE mm TASA (mm/yr) 1 3 4 20 5,08 0,042 2 5 5 20 5,08 0,042 3 12 48 20 5,08 0,042 4 15 50 20 5,08 0,042 5 18 42 20 5,08 0,042 6 8 35 21 5,02 0,044 7 8 34 21 5,02 0,044 8 14 46 21 5,02 0,044 9 15 34 21 5,02 0,044 10 23 48 21 5,02 0,044 11 25 49 21 5,02 0,044 12 36 38 21 5,02 0,044 13 7 39 22 4,95 0,047 14 8 4 22 4,95 0,047 15 16 44 22 4,95 0,047 16 18 40 22 4,95 0,047 17 27 43 22 4,95 0,047 18 3 39 23 4,89 0,049 19 3 46 23 4,89 0,049 20 18 42 23 4,89 0,04921 23 37 23 4,89 0,049 22 3 42 24 4,83 0,051 23 3 4 24 4,83 0,051 24 8 4 24 4,83 0,051 25 12 4 24 4,83 0,051 26 14 40 24 4,83 0,051 27 28 50 24 4,83 0,051 28 3 5 25 4,76 0,053 29 18 36 25 4,76 0,053 30 23 42 26 4,70 0,055

68
31 10 40 27 4,64 0,057 32 23 48 28 4,57 0,059 33 14 35 30 4,45 0,064 34 21 41 31 4,38 0,066 35 11 45 32 4,32 0,068 36 25 44 32 4,32 0,068 37 4 39 33 4,25 0,070 38 14 4 33 4,25 0,070 39 21 31 34 4,19 0,072 40 16 39 35 4,13 0,074 41 17 39 35 4,13 0,074 42 10 38 36 4,06 0,076
PERDIDA ESPESOR PROMEDIO (%) 25,119
DESVIACION ESTADAR 4,954 TASA DE CORROSION PROMEDIO (mm/yr) 0,053
DESVIACION ESTADAR 0,010 TABLA 17: Resumen perdida de material y tasa de corrosión lamina 139
8.4 ANÁLISIS Y RESULTADOS
Teniendo en cuenta los datos registrados de la perdida de material en las
laminas del fondo, se hizo un análisis estadístico con el fin de estimar cual es
el valor promedio de la perdida de espesor en cada una de las laminas
analizadas, y cual es la tasa de corrosión media a partir de la perdida de
material durante los años que lleva construido el tanque. Este procedimiento se
realizo a cada lamina y de este modo se encontró un valor medio de perdida de
material y una tasa de corrosión media, cada uno con sus respectivas
desviaciones; estos valores se pueden observar en las tablas anteriores (1-17).
Para las láminas iniciales se hizo el cálculo de estos valores por medio de los
datos originales y del histograma; se encontró que la variación entre un
resultado y otro es despreciable, por ende se decidió solamente seguir
trabajando con los datos originales y así encontrar estos valores para cada
lámina; este resultado se observa en la tabla resumen 18.

69
PERDIDA DE ESPESOR (%) TASA DE CORROSION (mm/yr) LAMINA MEDIA DESV.EST MEDIA DESV.EST
123 24,599 3,179 0,052 0,007 124 24,352 3,741 0,052 0,008 125 25,241 4,807 0,053 0,01 126 24,239 4,138 0,051 0,009 127 24,488 3,829 0,052 0,008 128 26,354 5,089 0,056 0,011 129 24,268 4,014 0,051 0,008 130 23,878 3,967 0,051 0,008 131 25,054 4,428 0,053 0,009 132 23,843 3,751 0,05 0,008 133 24,407 3,993 0,052 0,008 134 26,387 6,108 0,056 0,013 135 25,066 3,982 0,053 0,008 136 24,266 4,799 0,051 0,01 137 25,914 4,78 0,055 0,01 138 24,133 3,53 0,051 0,007 139 25,119 4,954 0,053 0,01
TOTALES LAMINAS
PERDIDA ESPESOR PROMEDIO (%) 24,800 TASA DE CORROSION PROMEDIO (mm/yr) 0,052
TABLA 18: Cuadro resumen
Con base a los resultados se puede decir que la confiabilidad es buena, de un
grado considerable como para estimar actividades de mantenimiento y
rehabilitación; esto se asume debido a que los valores de pérdida de material
como a los de la tasa de corrosión de las laminas no tienen unas diferencias
significativas, y ambos cálculos presentaron bajos coeficientes de variación y
desviaciones estándar considerablemente pequeñas. De este modo, partiendo
del hecho que los datos son confiables, se tiene que las laminas del fondo del
tanque presentan en promedio una perdida de espesor del 24,8% del espesor
inicial, lo que equivale a un profundidad promedio de 1,57 mm y un espesor
restante de 5,77 mm; por otro lado, en cuanto a la tasa de corrosión se tiene
que anualmente se esta perdiendo 0,052 mm de lamina, lo que indica que
simples acciones de mantenimiento como aplicación de puntos de soldadura, o

70
instalación de parches sirven para garantizar el buen funcionamiento del
tanque.
Por otro lado, con base al patrón de aparición, tamaño y forma de los defectos
causados por la corrosión, se pueden ver en las tablas 1 hasta a 17, que no
existe un patrón regular de forma, ni tamaño, y observando en la figura 11
también se puede corroborar que la aparición de estos defectos es
completamente aleatoria, y que se distribuye en toda la superficie del fondo del
tanque, es decir, este fenómeno no esta ligado a la ubicación de los manholes,
ni zonas de carga y descarga del producto, ni a ningún tipo de accesorio o
conexión, solamente se ve que existe una mayor cantidad de defectos en la
zona critica del tanque pero con perdidas de material similares a las del resto,
entonces, como se dijo anteriormente, al no observar un patrón definido sino
mas bien perdidas de material localizadas en zonas aleatorias, se llega a la
conclusión que la aparición de corrosión esta asociada directamente a las
propiedades del material, al tipo y cantidad de defectos puntuales, superficiales
y estructurales de este y al contenido de impurezas, además a la existencia de
esfuerzos inducidos por golpes, o residuales debido a tratamientos térmicos
aplicados, donde en todos los casos se debilita el material y se da pie a la
aparición y formación de núcleos de corrosión, que crecerán hasta formar
picaduras y defectos.
En cuanto a la cuales son las pérdidas más existentes en las láminas y si estas
cumplen con algún tipo de distribución, se ve claramente en los anexos que no
existe un solo tipo de distribución que rija la existencia de defectos en las
laminas, y que la distribución que mejor se acomoda a la lamina no siempre
presenta valores bajos del estadístico Chi-cuadrado que indica que el ajuste de
los datos con el de la distribución es bueno, ni mucho menos siempre la
distribución de menor valor del estadístico es la que mejor se acomoda al
histograma de la lamina, es decir, este hecho apoya la hipótesis que la
aparición de corrosión en el material es completamente aleatoria, depende

71
exclusivamente de las características del material; y debido a esto su
predicción y seguimiento es relativo, por no decir imposible. Además, en la
gran mayoría de las laminas analizadas se encontró que los valores mas altos
de frecuencia de aparición de corrosión se encuentran alrededor del valor
medio estimado anteriormente (Perdida media de material = 24,8%) con un
intervalo aproximado de ±2; esto indica que la mayoría de las laminas no
requieren de acciones de reparación complicadas. Por ultimo, con base a esto
se puede iniciar con las recomendaciones de actividades de inspección y
mantenimiento que se deben aplicar al tanque; aunque es normativa de
ECOPETROL tener un seguimiento periódico cada 5 anos, se puede ampliar
un poco mas este periodo, y de este modo se cumple con requerimientos de
seguridad y a la vez se minimizan gastos de mantenimiento en el tanque.
Según las empresas de inspección colombianas, es suficiente realizar
actividades de inspección de este tipo cada 10 y 20 anos, dependiendo el tipo
de producto que se almacene, condiciones ambientales que lo rodeen, el tipo
de tanque, la edad y la historia del mismo, entre otros; pero este hecho no deja
de lado la obligación de hacer actividades de inspección visual y seguimiento
del buen funcionamiento del tanque para detectar cualquier tipo de anomalía.
9. CONCLUSIONES
• La programación y cronograma de actividades es una etapa
fundamental en el desarrollo de proyectos de este tipo pues debe tener
en cuenta y unir del mejor modo la programación interna de las plantas
de ECOPETROL, con las empresas de inspección, así como con el
resto de actividades, ya que un atraso en cualquiera de estas va a
intervenir con la programación de operaciones de planta.
• El mapeo y numeración de las láminas del fondo del taque durante el
proceso de inspección por medio de MFL es el aspecto mas importante

72
en este proceso ya que de no ser así conllevaría a resultados erróneos y
un mal procesamiento por parte del software.
• Aunque existen hoy en día un gran numero de tecnologías aplicables al
problema de inspección y detección de grietas, fisuras y defectos como
por ejemplo la tecnología de arreglo de fase por ultrasonido; la
inspección por medio de MFL es la tecnología que presenta una mayor
relación entre calidad y confiabilidad de lo resultados con base al
tiempo de inspección, es decir, es una tecnología que tiene un alto
rendimiento.
• Al igual que las actividades de diseño y construcción de cualquier tipo
de obra o maquinaria que involucre la ingeniería, las actividades de
mantenimiento, inspección y rehabilitación son de gran importancia
para el buen funcionamiento de aquello que se diseño y construyo, en
este caso los tanques de almacenamiento de hidrocarburos requieren de
una planeación constante y ejecución de este tipo de actividades para
garantizar su buen funcionamiento y evitar daños ambientales, perdidas
humanas y económicas.
• Los tanques de techo flotante al variar el volumen interno minimiza
perdidas de producto por evaporación, reduce el impacto ambiental y el
riesgo de explosión al controlar la formación de mezclas explosivas y
espacio de vapor al interior, sus diseños varían a partir del sistema
boyante, y a causa de estas características son los tanques mas
utilizados en la industria petrolera colombiana.
• Aunque existe un gran número de criterios y parametros de inspección,
el que rige el mantenimiento y rehabilitación es el grado de corrosión
presente en las láminas.
• Para obtener un resultado final de buena calidad, dentro de un buen
margen de seguridad es indispensable elaborar cada una de las técnicas
de inspección en conjunto para cubrir y revisar cualquier posibilidad de
falla.

73
• La tecnología MFL permite identificar y localizar rápidamente defectos
asociados a perdida de material, y así realizar las operaciones de
rehabilitación pertinente, ya sea aplicación de puntos de soldadura o de
parches para cubrir una mayor área afectada.
• Debido a que la corrosión es un fenómeno aleatorio y difícil de
predecir, es que no existe una única solución, ni mucho menos un
proceso general a seguir; se debe tratar cada defecto por separado,
analizarlo en cuanto a sus características y demás defectos que lo
rodean para así establecer la mejor acción a seguir.
• A partir de los histogramas encontrados, de los bajos niveles de
coeficientes de variación y desviación estándar se puede llegar a la
conclusión que la confiabilidad de los datos y resultados obtenidos es
muy buena.
• A partir de la tasa de corrosión encontrada, el periodo de inspección del
tanque se puede aumentar hasta 20 anos sin tener consecuencias
perjudiciales; pero es fundamental seguir con actividades de
seguimiento y revisión del funcionamiento del tanque.
• Existe cierta concordancia entre la variación de los datos y desviación
estándar de los mismos respecto a la media, y el sesgo existente en
cada uno de los histogramas, es decir, se puede asumir los valores de
perdida de material y tasa de corrosión estimados anteriormente como
correctos.
• Se encontró que definitivamente el fenómeno de la corrosión es
aleatorio y difícil de predecir en cuanto a su forma, tamaño y lugar de
aparición.
• Con base al desarrollo expuesto en este trabajo se puede decir que
todos sus objetivos, tanto generales como específicos se cumplieron a
cabalidad.

74
BIBLIOGRAFIA
1. http://www.hse.gov.uk/research/rrhtm/rr481.htm - Recommended practice for
magnetic flux leakage inspection of atmospheric storage tank floors.
2. http://www.monografias.com/trabajos37/almacenamiento-
hidrocarburos/almacenamiento-hidrocarburos2.shtml
3. http://www.fi.uba.ar/materias/6756/Tanques_de_almacenamiento_de_hidrocar
buros_1C_07.pdf
4. RAUL.F. Trujillo, Manejo seguro de hidrocarburos, Universidad de los Andes,
Biblioteca general, CA 665.5028 T684, 1994.
5. AMERICAN PETROLEUM INSTITUTE, Welded steel tanks for Oil Storage,
API Estándar 650. Tenth edition, November 1998. Universidad de los Andes,
Biblioteca general, R 665.542 A526, 1998.
6. AMERICAN PETROLEUM INSTITUTE, Design and construction of large,
welded, low- Pressure Storage tanks, API Estándar 620. Ninth edition,
February 1996. Universidad de los Andes, Biblioteca general, R 681.7665 A
526, 1996.
7. http://www.fi.uba.ar/materias/6756/Tanques_de_almacenamiento_de_hidrocar
buros_1C_07.pdf
8. Procedimientos de inspección suministrados por ROSEN e INSPEQ ING.
LTDA.
9. VLACK,VAN. Materiales para ingeniería (Elements of materials science),
Universidad de Michigan, Compañía editorial Continental S.A, México 1964.
10. ASKELAND. Donald R. La ciencia e ingeniería de los materiales, Universidad
de Missouri, Grupo Editorial Iberoamericana, México, 1987.
11. SCHEY, JOHN A. Procesos de Manufactura, tercera edición, editorial Mc
Graw Hill, México 2001.
Nota: Todas las páginas Web fueron consultadas en los meses de, Octubre y
Noviembre del año 2007.

75
ANEXOS
En este anexo se encontrara el desarrollo del histograma y el tipo de distribución que
mejor se acomoda a cada lámina; estas distribuciones fueron encontradas a partir del
programa CRYSTAL BALL Versión 7.0, el cual utilizo como estadístico de prueba el
valor de Chi-cuadrado para hallar la distribución que tenga el mejor ajuste. Como se
sabe, este estadístico compara los valores observados (Medidos) con los valores
esperados de acuerdo al tipo de distribución que se vaya a utilizar, y busca minimizar
la diferencia entre estos dos valores, es decir, la distribución que tiene un mejor ajuste
es la que tiene el menor valor del estadístico. Esta ultima parte no siempre es cierta,
por ejemplo, en el caso de la lamina 127, aunque la distribución de mínimos extremos
presenta un menor valor del estadístico, la distribución gamma tiene un mejor ajuste a
la forma del histograma y el valor del estadístico no difiere mucho del de mínimos
extremos. Este caso aplica a varias laminas, pero casi siempre la que mejor se ajusta
es la de menor valor; pero en algunos casos aunque el estadístico presente valores
muy pequeños no se ajusta al resultado del histograma, este hecho se puede ver por
ejemplo en la lamina 129 donde aunque el valor del estadístico es menor que 1, no
presenta un buen ajuste a los datos del histograma.
LAMINA 123
123
FRECUENCIA %PERDIDA3 20 10 21 3 23 5 24 4 25 9 26 3 27 2 28 1 29 2 30 1 31 1 32

76
HISTOGRAMA LAMINA 123
0
24
6
810
12
20 23 25 27 29 31
% PERDIDA
FRECU
ENC
LAMINA 123

77
LAMINA 124
124 HISTOGRAMA
FRECUENCIA %PERDIDA4 20 7 21 11 22 3 23 7 24 4 25 2 26 4 27 3 28 2 29 1 30 1 33 1 34 1 37
HISTOGRAMA LAMINA 124
0
24
6
810
12
20 22 24 26 28 30 34
% DE PERDIDA
FRE
CUEN
C
LAMINA 124

78
LAMINA 125
125 HISTOGRAMA
FRECUENCIA %PERDIDA1 20 6 21 3 22 2 23 3 25 3 26 2 27 1 29 1 32 2 33 1 39

79
HISTOGRAMA LAMINA 125
0
2
4
6
8
20 22 25 27 32 39
% DE PERDIDA
FRE
CUE
NC
LAMINA 124
LAMINA 126
126 HISTOGRAMA
FRECUENCIA %PERDIDA4 20 11 21 9 22 3 23 2 24 4 25

80
3 26 1 27 2 29 3 31 2 32 1 34 1 35
HISTOGRAMA LAMINA 126
02468
1012
20 22 24 26 29 32 35
% DE PERDIDA
FRECUE
NC
LAMINA 126

81
LAMINA 127
127
HISTOGRAMA FRECUENCIA %PERDIDA
4 20 8 21 7 22 6 23 2 24 1 25 3 26 3 27 4 28 1 29 3 30 1 31 2 34
HISTOGRAMA LAMINA 127
0
2
4
6
8
10
20 22 24 26 28 30 34
% DE PERDIDA
FRECU
ENC
LAMINA 127

82
LAMINA 128
128 HISTOGRAMA
FRECUENCIA %PERDIDA9 20 9 21 6 22 10 23 7 24 9 256 26 4 27 4 28 4 29 5 30 3 31 4 32 3 33 1 34 2 35 2 36 3 37 1 38 1 40

83
HISTOGRAMA LAMINA 128
0
2
4
6
8
10
12
20 23 26 29 32 35 38
% DE PERDIDA
FREC
UENC
LAMINA 128
LAMINA 129
129 HISTOGRAMA
FRECUENCIA %PERDIDA

84
8 20 9 21 11 22 7 23 7 24 6 25 7 26 2 27 2 28 2 29 1 30 1 33 1 34 2 36 1 37
HISTOGRAMA LAMINA 129
02468
1012
20 23 26 29 34
% DE PERDIDA
FREC
UEN
C
LAMINA 129

85
LAMINA 130
130 HISTOGRAMA
FRECUENCIA %PERDIDA1 20 9 21 7 22 3 23 3 24 3 25 2 26 1 27 2 29 1 33 1 39

86
HISTOGRAMA LAMINA 130
0
2
4
6
8
10
20 22 24 26 29 39
% DE PERDIDA
FREC
UEN
C
LAMINA 130

87
LAMINA 131
131 HISTOGRAMA
FRECUENCIA %PERDIDA4 20 5 21 5 22 4 23 3 24 1 25 4 26 2 27 2 29 1 30 3 31 1 33 1 35 1 36
HISTOGRAMA LAMINA 131
0123456
20 22 24 26 29 31 35
% DE PERDIDA
FREC
UEN
C
LAMINA 131

88
LAMINA 132
132 HISTOGRAMA
FRECUENCIA %PERDIDA1 20 12 21 3 22 4 23 2 24 1 25 1 26 3 27 2 28 1 29 1 32 1 36

89
HISTOGRAMA LAMINA 132
0
5
10
15
20 22 24 26 28 32
% DE PERDIDA
FREC
UEN
C
LAMINA 132
LAMINA 133
133 HISTOGRAMA
FRECUENCIA %PERDIDA3 20 4 21 4 22 5 23 2 24 2 26 1 27

90
2 29 1 30 1 31 2 33
HISTOGRAMA LAMINA 133
0123456
20 22 24 27 30 33
% DE PERDIDA
FREC
UEN
C
LAMINA 133
LAMINA 134
134 HISTOGRAMA
FRECUENCIA %PERDIDA1 20

91
7 21 4 22 2 23 2 24 3 26 2 27 2 28 1 29 2 30 1 37 1 38 3 39
HISTOGRAMA LAMINA 134
0
2
4
6
8
20 22 24 27 29 37 39
% DE PERDIDA
FREC
UEN
C
LAMINA 134

92
LAMINA 135
135
HISTOGRAMA FRECUENCIA %PERDIDA
1 20 2 21 6 22 4 23 3 24 3 25 4 26 2 27 2 29 1 31 1 34 1 38
HISTOGRAMA LAMINA 135
01234567
20 22 24 26 29 34
% DE PERDIDA
FREC
UEN
C
LAMINA 135

93
LAMINA 136
136 HISTOGRAMA
FRECUENCIA %PERDIDA6 20 4 21 4 22 5 23 3 24 1 26 1 28 2 29 1 31 1 33 1 35 1 38
HISTOGRAMA LAMINA 136
01234567
20 22 24 28 31 35
% DE PERDIDA
FREC
UEN
C
LAMINA 136

94
LAMINA 137
137 HISTOGRAMA
FRECUENCIA %PERDIDA1 20 6 21 2 22 7 23 2 24 4 25 2 26 3 27 1 28 1 30 3 32 1 33 1 34 1 37 1 38

95
HISTOGRAMA LAMINA 137
0
2
4
6
8
20 22 24 26 28 32 34 38
% DE PERDIDA
FREC
UEN
C
LAMINA 137
LAMINA 138
138 HISTOGRAMA
FRECUENCIA %PERDIDA2 20 6 21 2 22 5 23 3 24 4 25 3 26 1 27 1 28 1 31

96
1 37
HISTOGRAMA LAMINA 138
01234567
20 22 24 26 28 37
% DE PERDIDA
FREC
UEN
C
LAMINA 138
LAMINA 139
139 HISTOGRAMA
FRECUENCIA %PERDIDA5 20 7 21 5 22 4 23 6 24 2 25 1 26

97
1 27 1 28 1 30 1 31 2 32 2 33 1 34 2 35 1 36
HISTOGRAMA LAMINA 139
0
2
4
6
8
20 22 24 26 28 31 33 35
% DE PERDIDA
FREC
UEN
C
LAMINA 139