Embed Size (px)
Citation preview

LIGAÇÃO MECÂNICA TOPO A TOPO DE COMPONENTES TUBULARES DE PAREDE FINA EM
PVC POR ENFORMAÇÃO PLÁSTICA A FRIO
Análise experimental e numérica
Pedro Tomé Datia Santos
Dissertação para a obtenção de Grau de Mestre em
Engenharia Mecânica
Orientadores: Prof. Luís Manuel Mendonça Alves
Prof. Paulo António Firme Martins
Júri
Presidente: Prof. Rui Manuel dos Santos Oliveira Baptista
Orientador: Prof. Luís Manuel Mendonça Alves
Vogais: Prof. Carlos Manuel Alves da Silva
Eng. Paulo Nuno Marques Clemente
Maio de 2015

I
AGRADECIMENTOS
Em pr imeiro lugar, ao meu Or ientador c ientí f ico e Professor Doutor Luís Manuel
Mendonça Alves, a quem eu devo o maior de todos os agradec imentos. Pela sua tota l
d isponib i l idade, constante apoio e preocupação demonstrada durante t oda a
real ização deste trabalho e, ac ima de tudo, pela sua amizade.
Ao meu Co-or ientador c ientí f ico, Professor Doutor Paulo António F irme Mart ins, pela
sua prec iosa contr ibuição e apoio prestado no encaminhamento deste trabalho.
Ao Doutor Car los Manuel Alves da Si lva pelo mater ia l d isponib i l izado, pela sua
motivação e ajuda nos trabalhos de laboratór io em que os pareceres facul tados muito
contr ibuíram para o bom desenvolvimento deste trabalho.
À minha namorada, pela sua enorme pac iênc ia, por todo o apoio e ac ima de tudo
pelo car inho demonstrado que foram fundamentais para concret ização deste
trabalho.
Por f im, quero muito agradecer à minha famíl ia, em par t icu lar aos meus pais e à
minha irmã pela perseverança com que sempre me apoiaram, porque foram
incansáveis e tanto me ajudaram nesta longa caminhada.
I I
RESUMO
Esta d issertação apresenta uma tecnologia inovadora, ef icaz e amiga do ambiente
para l igar dois tubos de PVC, pelas suas extremidades, à temperatura ambiente. A
tecnologia é baseada num processo de enformação plást ica a f r io , que se real iza
numa única operação que decorre em três fases d is t in tas : ( i) expansão do tubo, ( i i )
deformação local , devido à ins tabi l idade p lást ica e ( i i i ) fecho por b loqueio mecânico.
O documento descreve o trabalho exper imental e a s imulação por e lementos f in i tos,
de modo a caracter izar os mecanismos de deformação e ident i f icar os l im ites de
exequib i l idade da nova tecnologia preconizada, em função dos pr incipais parâmetros
operac ionais .
São descr i tos os ensaios h idrául icos destrut ivos real izados para demonstrar que a
tecnologia proposta garante não só a estanqu ic idade, mas também que as juntas de
l igação são estrutura lmente sól idas e capazes de supor tar pressões internas bem
ac ima da pressão nominal máxima, indicada pela norma, para os tubos de PVC
indiv iduais. Simul taneamente esta l igação permite e l im inar os acessór ios
desnecessár ios ut i l izados pelas tecnologias convenc ionais , reduzindo custos e
agi l izando os t rabalhos de insta lação das redes de tubagem para fornecedores e
c l ientes.
PALAVRAS-CHAVE
Ligação mecânica topo-a-topo de tubos, Enformação plást ica, Pol ic loreto de v in i l o
(PVC), FEM.

I I I
ABSTRACT
This thes is presents an innovative and ef fec t ive technology to connect two PVC tubes
by their ends at room temperature. The technology is based on cold forming and
makes use of three dif ferent p last ic deformat ion mechanisms: ( i) tube expans ion, ( i i )
local buck l ing due to p last ic instabi l i t y and ( i i i ) c lamping by mechanical lock ing.
The document descr ibes the exper imental and f ini te e lement s imulat ive work based
on the extended f low formulat ion to pressure -sens it ive polymers, which was
performed in order to character ize the deformat ion mechanics and to ident i f y the
workabil i t y l im its of the new proposed technology as a funct ion of i ts major ope rat ing
parameters.
Exper iments wi th water t ightness destruct ive tes ts demonstrate that the new
proposed technology ensures t ight , s truc tura l ly sound jo ints that are capable of
wi thstanding internal pressures above the maximum operat ing pressure of the
indiv idual PVC tubes, whi le e l im inat ing extra components , reduc ing costs and
faci l i tat ing the ease of ins ta l lat ion for both suppl iers and customers.
KEY-WORDS
Tube jo in ing, Cold forming, Polyvinylchlor ide (PVC) , FEM.

IV
ÍNDICE
AGRADECIMENTOS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . I
RESUMO .. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . I I
PALAVRAS-CHAVE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . I I
ABSTRACT . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . I I I
KEY-WORDS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . I I I
ÍNDICE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . IV
ÍNDICE DE F IGURAS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . VI I
NOMENCLATURA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . XI
SÍMBOLOS GREGOS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . XI I
1. IN T R OD U Ç Ã O . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1
1.1. Motivação . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1
1.2. Objet ivos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
1.3. Est rutura da dissertação . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
2. E S T A D O D A A RT E . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
2.1. Int rodução . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
2.2. O po l ic lo reto de v in i l (PVC) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
2.3. Tubos de PVC r íg ido . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
2.3 . 1 . Vant ag e ns d a ut i l i zação d e t u bos e m PVC . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .7
2.3 . 2 . Pre s sõe s de s e rv iço . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .8
2.3 . 3 . Tubo s d e PVC r íg ido com o r i en tação mol ec ul ar . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .9
2.4. Processos convenc iona is de junção de tubos de PVC . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
2.4 . 1 . Fusão t érm ica e e lec tro f u são . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
Fusão t érm ica . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
E lec tro fu são . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
2.4 . 2 . Proce sso s mec ân icos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
Ju nta s d e in s erç ão . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
Ju nta s d e a b raça d ei ra s . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
Ju nta s ros ca das . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
2.4 . 3 . Cola ge m por ad e s ivo s q uí micos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
2.5. Enformação p lást ica a f r io de po l ímeros . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
2.6. Processo de l igação proposto . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
3. TE O RI A D A P L A S T I C I D A D E E E L E M E N T OS F I N I T OS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17
3.1. Teor ia da Plast ic idade para mater ia is po l iméricos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17
3.1 . 1 . Cr i té r io d e p la st ic i da d e de Rag hav a C ad d el l . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18

V
3.1 . 2 . Equ açõe s co n st i t ut iva s . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19
3.1 . 3 . Cr i té r io d e da no d úct i l p a ra m at er i a is po l im é r ico s . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19
3.2. Método dos E lementos F in itos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20
3.2 . 1 . Pr i nc í p ios b ás icos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20
3.2 . 2 . Equ açõe s f u n dam e nta i s . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21
4. DE S E N V O L V I M E N T O E X P E R I M E N T A L . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23
4.1. Int rodução . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23
4.2. Descr ição do Processo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23
4.3. Equipamentos, Ferramentas e Pré - formas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 26
4.3 . 1 . Máq u in as . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27
4.3 . 2 . Fe rr am en ta s . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29
4.3 . 3 . Pré - form as . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 30
4.4. Mater ia l ut i l izado . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 31
4.4 . 1 . Carac te r ização m ecâ n ica d o mat er ia l . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 32
4.4 . 2 . Car ga c r í t ic a de i n sta b i l id ad e . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 34
4.5. Procedimento exper imental . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 35
4.6. Ensa ios real izados . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 36
4.6 . 1 . In sta b i l id ad e s loca i s e ja n ela d e p roce s so l g a p . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 36
4.6 . 2 . Parâm et ros de crav ação e var ia nt es d e proc e sso . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 37
4.6 . 3 . Carac te r ização m ecâ n ica d as ju nt as . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 38
4.6 . 4 . Est u dos p re l i mi na re s no ut ros mat er ia is . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 39
4.6 . 5 . Pla no de e n sa io s . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 39
5. DE S E N V O L V I M E N T O N U M É RI C O . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 43
5.1. Int rodução . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 43
5.2. Modelação numérica . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 43
6. AP RE S E N T A Ç Ã O E D I S C U S S Ã O D E RE S U L T A D OS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 45
6.1. Inf luênc ia do ângu lo de chanfre . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 45
6.2. Modos de deformação . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 47
6.2 . 1 . Var ia n te d e p roce sso j un t a t ipo A . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 48
6.2 . 2 . Var ia n te d e p roce sso j un t a t ipo B . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 52
6.2 . 3 . Dano d úc t i l . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 54
6.3. Evolução carga -des locamento . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 55
6.3 . 1 . Var ia n te d e p roce sso j un t a t ipo A . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 55
6.3 . 2 . Var ia n te d e p roce sso j un t a t ipo B . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 59
6.3 . 3 . Compa raç ão d as va r ia n te s d e proc es so . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 61
6.4. Morfo log ia e estanqu ic idade das juntas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 62
6.4 . 1 . Var ia n te d e p roce sso j un t a t ipo A e C . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 64
6.4 . 2 . Var ia n te d e p roce sso j un t a t ipo B . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 67
6.5. Ensa ios pre l iminares em juntas h ibridas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 69
7. CO N C L U S ÕE S E PE RS P E T I V A S D E T RA BA L H O FU T U R O . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 75

VI
7.1. Conc lusões . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 75
7.2. Perspet ivas de Trabalho Futuro . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 76
REFERENCIAS B IBLIOGR ÁFICAS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 78
ANEXOS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 80
Exce rto d e um cat á lo go co merc ia l pa ra PVC d e p re s s ão . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 81
Exce rto d e um cat á lo go co merc ia l pa ra PVC h i dro ni l . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 82

VII
ÍNDICE DE FIGURAS
Figura 2.1 – Exemplos de apl icações de tubagem em PVC: (esquerda) tubagens
r íg idas; (d ire ita) tubagens f lexíveis. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
Figura 2.2 – Evolução no tempo da ut i l ização global dos pr inc ipais t ipos de tubagem
em inf raestruturas de d istr ibuição de água [ 5] . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
Figura 2.3 – Processos convenc ionais de l igação de tubagem em PVC .. . . . . . . . . . . . . . . 10
Figura 2.4 – Representação esquemát ica da l igação de tubagem em PVC por elec tro
fusão. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
Figura 2.5 – Fotograf ias de juntas de inserção: (esquerda) acessór io de l igação
tubular topo-a- topo; (d irei ta) tubo com extremidade de inserção. . . . . . . . . . . . . . . . . . . . . . . . . 13
Figura 2.6 – Juntas de abraçadeira: (esquerda) Fotograf ia de junta de abraçadeira
para l igação de d iâmetros d iferentes e (centro) fotograf ia junta t ipo “ gibaul t ” e
(d ire i ta) sua representação esquemát ica . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
Figura 2.7 – Junta roscada inter ior para d iferentes d iâmetros . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
Figura 3.1 – Discret ização de um domínio curvo em elementos quadrangulares:
(esquerda) Malha grosseira com 41 e lementos; (d ire ita) Ref inamento da malha com
192 e lementos. [Hut ton, 2004] . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20
Figura 4.1 – Var iantes de processo das l igações estudadas: . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24
Figura 4.2 – Processo de obtenção das var iantes de junta da l igação mecânica topo -
a-topo de componentes tubulares de parede f ina, em PVC, por enformação plást ica
a f r io . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 26
Figura 4.3 – Máquinas ut i l izadas nos ensaios de caracter ização do mater ia l: . . . . . . . 27
Figura 4.4 – Máquinas ut i l izadas na preparação dos provetes: . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27
Figura 4.5 – Prensa aux i l iar Stenhoj CP40 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28
Figura 4.6 – Prensa pr incipal Ins trom Satec KN1200 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29
Figura 4.7 – Fotograf ia das ferramentas aux i l iares ao processo de cravação: . . . . . . 30
Figura 4.8 – Fotograf ia das pré-formas para a l igação topo-a-topo de tubos de PVC
por enformação plást ica a f r io : . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 31
Figura 4.9 – Ensaios de tração e compressão real izados para caracter ização do
mater ia l : . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33

VIII
Figura 4.10 – Fotograf ia dos provetes ut i l izados, antes e depois dos ensaios de
tração e compressão: . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33
Figura 4.11 - Ensaio de carga crí t ica de instabi l idade aos mater ia is PVC hidroni l e
PVC de pressão: . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 34
Figura 4.12 – Determinação da janela de processo para o espaçamento l ivre entre
as matr izes super ior e infer ior lg a p : . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 37
Figura 4.13 - Resultados exper imentais do estudo dos parâmetros de cravação e
var iantes de processo de l igação de tubos de PVC por enformação plást ica a f r io :
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 38
Figura 4.14 – Resultados exper imentais re lat ivos à caracter ização mecânica da junta
de l igação, ensaio de estanquic idade: . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 38
Figura 4.15 – Resultados exper imentais do estudo pre l im inares noutros mater ia is,
l igações hibr idas nas var iantes de processo A e B: . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 39
Figura 5.1 – Modelação por e lementos f in i tos da junta topo -a-topo de tubos de PVC
por enformação plást ica: . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 44
Figura 6.1 – Inf luênc ia do ângulo de chanfre das extremidades dos tubos, na l igação
mecânica topo-a- topo de componentes tubulares de parede f ina, em PVC, por
enformação plást ica a f r io : . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 46
Figura 6.2 – Modos de deformação re lat ivos à var iante junta t ipo A do processo de
l igação topo-a- topo de tubos de PVC por enformação plást ica a f r io: . . . . . . . . . . . . . . . . . . 49
Figura 6.3 – Fotograf ias ao resultado exper imental de insucesso, correspondente ao
modo A1 de deformação, re lat ivo à var iante junta t ipo A do processo de l igação topo -
a-topo de tubos de PVC por enformação plást ica a f r io, correspondente ao caso 10
do p lano de ensaios que consta da Tabela 4.5, na pág. 37: L igação (esquerda)
acoplada e (d ire ita) desacoplada. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 49
Figura 6.4 – Fotograf ias ao resultado exper imental de insucesso, correspondente ao
modo A3 de deformação, re lat ivo à var iante junta t ipo A do processo de l igação topo -
a-topo de tubos de PVC por enformação plást ica a f r io, correspondente ao caso 13
do p lano de ensaios que consta da Tabela 4.5, na pág. 37: (esquerda) junta de
l igação e seu (d ire i ta) pormenor . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 50
Figura 6.5 – Representação geométr ica da s imulação numérica por e lementos f in i tos
para o modo de deformação A3, com valores de rác io de esbeltez l g a p / r0 super iores
ao l im iar máximo, cor respondente ao caso 13 do p lano de ensaios que consta da
Tabela 4.5, na pág. 37: . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 51
IX
Figura 6.6 – Fotograf ias e previsão pelo método dos e lementos f in i tos do resultado
exper imental de sucesso, correspondente ao modo A2 de deformação, re lat ivo à
var iante junta t ipo A do processo de l igação topo -a- topo de tubos de PVC por
enformação plást ica a f r io, correspondente ao caso 11 do p lano de ensaios que
consta da Tabela 4.5, na pág. 37: (esquerda) junta de l igação com êmbolo para
ensaio de estanquic idade e seu pormenor em corte com (d ire ita) v isual ização do
dano. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 51
Figura 6.7 – Modos de deformação re lat ivos à var iante junta t ipo B do processo de
l igação topo-a- topo de tubos de PVC por enformação plást ica a f r io: . . . . . . . . . . . . . . . . . . 53
Figura 6.8 – Evolução da curva carga-des locamento exper imental e previsão
numér ica por e lementos f in i tos , com indicação das 3 fases do processo, para a
var iante de processo junta t ipo A, caso 11 do p lano de ensaios (Tabela 4.5, pág. 37).
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 56
Figura 6.9 – Evolução da curva carga-des locamento exper imental e previsão
numér ica por e lementos f in i tos , para a var iante de processo junta t ipo A, casos 10 a
13 do p lano de ensaios (Tabela 4.5, pág. 37). . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 57
Figura 6.10 – Visual ização do resultado obt ido por s imulação numér ica de e lementos
f in i tos , correspondente ao caso 13 do p lano de ensaios (Tabela 4.5, pág. 37) . . . . . 58
Figura 6.11 – Evolução da curva carga -des locamento exper imental , com
representação do crescimento dos segmentos de des locamento com o rácio esbel tez
l g a p / r 0 , para a var iante de processo junta t ipo A, correspondente aos casos 10 a 13
do plano de ensaios (Tabela 4.5, pág. 37). . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 58
Figura 6.12 – Evolução da curva carga-des locamento exper imental e previsão
numér ica por e lementos f in i tos, com indicação das fases do processo, para a var iante
de processo junta t ipo B, caso 16 do plano de ensaios (Tabela 4.5, pág. 37). . . . . . . 60
Figura 6.13 – Evolução da curva carga-des locamento exper imental e previsão
numér ica por e lementos f in i tos , para a var iante de processo junta t ipo B, casos 14 a
18 do p lano de ensaios (Tabela 4.5, pág. 37). . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 60
Figura 6.14 – Evolução da curva carga -des locamento exper imental , com
representação do crescimento dos segmentos de des locamento com o rácio esbel tez
l g a p / r 0 , para a var iante de processo junta t ipo B, correspondente aos casos 14 a 18
do plano de ensaios (Tabela 4.5, pág. 37). . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 61
Figura 6.15 – Evolução da curva carga-des locamento exper imental para os casos de
sucesso de ambas as var iantes de processo junta t ipo A e B, correspondente aos
casos 11 e 16 do p lano de ensaios (Tabela 4.5, pág. 37) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 62
X
Figura 6.16 – Ensaio de h idrául ico de estanquic idade real izado à var iante t ipo B da
junta de l igação mecânica topo-a- topo de componentes tubulares de parede f ina, em
PVC de pressão, por enformação plást ica a f r io: . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 63
Figura 6.17 – Representação esquemát ica conjunta da anál ise à deformação,
or ig inada pelo processo de l igação da junta t ipo A e pelo ensaio de estanquic idade,
correspondente ao caso 12 do plano de ensaios. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 64
Figura 6.18 – Ensaios de estanquic idade para as var iantes de processo junta t ipo A
e C: . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 66
Figura 6.19 – Inf luênc ia da carga ax ial de fecho na morfo logia e na estanquic idade
da l igação da var iante de processo junta t ipo B, em PVC de pressão: . . . . . . . . . . . . . . . . . 68
Figura 6.20 – Fotograf ia com visual ização do pormenor das juntas de l igação
mecânica topo-a-topo de componentes tubulares de parede f ina híbr idos, por
enformação plást ica a f r io , nas var iantes de processo junta de l igação h ibr ida t ipo A
e B, em aço S460MC no exter ior e PVC de pressão no inter ior . . . . . . . . . . . . . . . . . . . . . . . . . . . 70
Figura 6.21 – Juntas de l igação mecânica topo-a- topo de componentes tubulares de
parede f ina híbr idos, com mater ia is d iss imilares, por enformação plást ica a f r io : . 71
Figura 6.22 – Representação esquemát ica das fases do processo de fabr ico da
l igação h ibr ida em aço e PVC: (esquerda) Fase de expansão do tubo exter ior em
aço; (d ire ita) Fases de deformação local e fecho por b loqueio mecânico. . . . . . . . . . . . . 72
Figura 6.23 – Evolução da curva carga-deslocamento exper imental para as juntas de
l igação mecânica topo-a-topo de componentes tubulares de parede f ina híbr idos, por
enformação plást ica a f r io , em aço S460MC no exter ior e PVC de pressão no inter ior :
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 73

XI
NOMENCLATURA
𝐹 (𝜎𝑖𝑗) Função l im ite de e last ic idade
𝑟0 Raio exter ior in ic ia l da pré -forma tubular
𝑟𝑐𝑚 Raio do canto da matr iz
𝑙0 Altura in ic ia l da pré-forma
𝑙𝑔𝑎𝑝 Espaçamento entre matr izes super ior e infer ior
𝑙𝑖𝑛𝑠 Dimensão da inserção na matr iz
𝐹𝑐𝑙𝑎𝑚𝑝 Força de fecho das matr izes
𝑡 Espessura da parede pré -forma tubular durante a enformação
𝑡0 Espessura in ic ia l da parede da pré -forma tubular
𝑣 Veloc idade da matr iz
𝑅 Razão entre a tensão pr inc ipal 2 e a tensão crí t ica de cedênc ia
𝜎0 Tensão crí t ica de cedênc ia (no iníc io do crazing )
𝑄 Segundo invar iante do tensor desviador das tensões aparentes

XII
SÍMBOLOS GREGOS
𝛿𝑖𝑗 Del ta de Kronecker
휀 Extensão verdadeira
휀𝑖𝑗 Tensor das tensões
휀 ̅ Extensão efet iva
휀̅̇ Veloc idade de deformação efet iva
휀�̇� Veloc idade de deformação volumétr ica
𝑑𝜆 Constante de proporc ional idade das equações de Levy-Mises
𝜎 Tensão verdadeira ou de Cauchy
𝜎𝑒 Tensão l im ite de e last ic idade no ensaio de tração uniax ia l
𝜎𝑖𝑗 Tensor das tensões
𝜎′𝑖𝑗 Tensor desviador das tensões
�̅� Tensão efet iva
𝜎𝑖𝑖 Tensões pr inc ipais
𝜎𝑚 Tensão média ou h idrostát ica
𝜏 Tensão de cor te
𝛾 Constante de penal idade para a veloc idade normal entre nós
𝜏𝑓 Tensão de cor te de atr i to (modelo de at r i to de Prandt l)
𝜎𝑡 Tensão uniax ia l de tração
𝜎𝑐 Tensão uniax ia l de compressão
1
Capítulo I
1. Introdução
Após a sua descober ta, no seculo XIX, tem sido crescente a ut i l ização do PVC nas
mais var iadas apl icações, desde domésticas, a industr ia is. Pr inc ipalmente devido às
suas caracter íst icas mecânicas e químicas, são inúmeras as vantagens asseguradas
na ut i l ização deste pol ímero. O PVC tem vindo a subst i tuir os mater ia is de construção
como a madeira, o metal e o c imento em inúmeras apl icações.
O presente estudo, comtempla um trabalho aceite para publ icação em revis ta
c ientí f ica [1] e inc ide sobre um processo a l ternat ivo de l igação mecânica topo -a- topo
de componentes tubulares , de parede f ina, em PVC, por enformação plást ica , a f r io.
Como objet ivo complementar , fez-se a inda o estudo do mesmo processo em l igações
híbr idas, para tubos de d iferentes polímeros, bem como a l igação de tubos
pol iméricos a tubos metál icos.
Neste capítu lo, é descr i ta a mot ivação que está na base no desenvolvimento deste
trabalho, bem como os objet ivos que se pretendem at ingir com o inovador processo
de junta de l igação apresentada. No f inal do capítu lo, é a inda descr i ta sucintamente
a estrutura da presente d isser tação.
1.1. Motivação
O processo de enformação plást ica a f r io tem vindo a ser invest igado para l igações
metál icas, tendo sido real izados estudos que atestam a exequib i l idade deste
processo de l igação topo-a-topo para componentes tubulares [2] . Publ icações
recentes mostram o sucesso da apl icaç ão da enformação plást ica a f r io , no
processamento de mater ia is pol iméricos [3] [4] .
Por outro lado, a constante evolução dos métodos de fabr ico tem vindo a melhorar
cont inuamente as caracterís t icas do PVC e é notór io o cresc imento das apl icações
deste pol ímero, quer seja na indústr ia , na constr ução c iv i l , em inf raestruturas. O
PVC r íg ido aparece como o mater ia l de e le ição para essas apl icações, pelas
vantagens que apresenta na manutenção da qual idad e da água transpor tada,
res istênc ia química, res istênc ia à ox idação, baixo peso devido à baixa dens idade
(quando comparado com os mater ia is metál icos) , fáci l rec ic lagem, baixo custo e
comprovada longa vida-út i l [5 ] [6 ] . São inúmeras as vantagens na ut i l ização de
tubagens em PVC e são raras as suas apl icações que não careçam de l igações entre
2
os tubos. Contudo, os processos de l igação existentes, são na general idade morosos
e complexos l im itando a produt iv idade das apl icações das l igações tubulares. Pelo
que se revela impor tante o estudo de processos a lternat ivos de l igação tubular que
agi l izem o procedimento de l igação e o tornem mais ef ic iente, ef icaz e mais
compet i t ivo que os métodos de l igação atua lmente ex is tentes.
Cons idera-se a inda o fator ecológico, já que o PVC é const i tuído na sua maior parte
(57%) por um der ivado do c loreto de sódio ou sal mar inho, um recurso renovável e
não poluente.
Estes factos, es tão na base da motivação do trabalho que se apresenta, em que se
pretende invest igar a poss ib i l idade de estender a apl icação do processo de l igação
mecânica topo-a-topo de componentes tubulares de parede f ina, por enformação
plást ica a f r io , aos mater ia is pol imér icos, como as tubagens em PVC.
1.2. Objetivos
A presente Dissertação tem como objet ivo pr inc ipal o estudo de um novo método
l igação mecânica topo-a-topo, de componentes tubulares de parede f ina, em PVC,
por enformação plást ica, a f r io . São estudados dois t ipos de l igações dis t in tos. São
a inda pre l im inarmente estudadas l igações tubulares entre mater ia is d iss imilares,
dois t ipos de PVC dis t intos e a l igação tubular entre PVC e metal.
O presente estudo deverá caracter izar os parâmetros e as condições de operação
que tornam exequível o processo de l igação que se preconiza e os fenómenos
ocorr idos durante os ensaios exper imentais , por comparação destes com a s imulação
numér ica, através do método dos e lementos f ini tos.
No f inal , este estudo deverá proporc ionar ao le itor uma melhor compreensão dos
fenómenos de deformação mecânica envolv idos e facul tar a informação necessár ia
à execução deste processo de l igação a l ternat ivo, nas condições estudadas.
1.3. Estrutura da dissertação
A presente disser tação está organizada em sete capí tu los.
No pr imeiro capí tu lo é fei ta uma introdução ao tema da d issertação, são traçados os
objet ivos que se pretendem at ingir com o desenvolv imento do trabalho e é
apresentada a estrutura do documento.
No segundo capí tu lo, ‘Estado da Arte ’, é fe i ta uma abordagem ao mater ia l PVC, com
par t icu lar enfoque nas tubagens de PVC r íg ido, em que são anal isados os processos
convenc ionais de l igação tubular e as suas vantagens e l im itações. É fei ta uma
3
contextual ização da invest igação re lat i va aos processos de enformação plást ica a
f r io e, por f im, é int roduzido o processo de l igação proposto.
No terceiro capítu lo, são abordados os fundamentos da teor ia que se estão na base
do escoamento p lást ico dos mater ia is pol iméricos e do método dos e lem entos f in i tos.
No quarto capí tu lo, ‘Desenvolv imento exper imental ’ , é fe ita uma descr ição do
processo que se propõe. São indicadas as pr inc ipais caracterís t icas dos
equipamentos, ferramentas e pré -formas ut i l izadas. São apresentados os resultados
dos ensaios de caracter ização mecânica do mater ia l e a carga crí t ica de
instabi l idade. É descr i to o procedimento exper imental adotado na real ização dos
ensaios que são introduzidos neste capítu lo e é apresentado o p laneamento do
trabalho exper imental .
O quinto capítulo, ‘Desenvolv imento numér ico’, in troduz a ferramenta computacional
ut i l izada na s imulação numérica de e lementos f ini tos dos ensaios real izados.
No sexto capítu lo, são apresentados e d iscut idos os resultados exper imentais e
numér icos obt idos. É estudada a inf luência do ângulo 𝛼 de chanfre nas extremidades
dos tubos a l igar e as var iantes de l igação são analisadas relat ivamente aos seus
modos de deformação, à evolução da carga -des locamento durante o processo de
l igação, à sua morfo logia e estanquic idade. N o f inal , é abordado o estudo
introdutór io do processo de l igação proposto em mater ia is d issimilares e são
apresentados os resul tados obt idos aos ensaios prel im inares em juntas de l igação
h ibr idas.
No sét imo capítu lo, são apresentadas as conc lusões do t raba lho real izado e são
indicadas as perspet ivas para o seguimento de um trabalho futuro.

4

5
Capítulo II
2. Estado da arte
2.1. Introdução
Neste capí tulo, é brevemente apresentado o pol ímero pol ic loreto de v in i l (PVC), é
abordada a sua composição química e estrutura molecular . É introduzido o concei to
de PVC ríg ido, ut i l izado no fabr ico das tubagens em estudo, são descr i tas as sua
pr inc ipais caracterís t icas e vantagens de ut i l ização, as pressões de serviço e é
abordado o concei to de tubos de PVC com or ientação molecular.
Seguidamente são apresentados vár ios processos convenc ionais de l igação tubular
em PVC. Os processos de l igação são suc intamente caracter izados e são
comparadas as vantagens e desvantagens da ut i l ização de cada um deles.
No f inal, é apresentada uma introdução ao novo método de l igação mecânica topo -
a-topo de componentes tubulares de parede f ina, em PVC, por enformação plást ica
a f r io .
2.2. O policloreto de vinil (PVC)
O pol ic loreto de v in i l (PVC) é obt ido a par t i r et i len o (der ivado do petróleo) e c loro
(der ivado do c loreto de sódio, ou sal marinho, um recurso renovável e não poluente) ,
43% e 57% em peso, respetivamente. Após repetidos processos de pol imer ização os
h idrocarbonetos são conver t idos no polímero de v in i l ou PV C, cuja formula molecular
é (C2H3Cl) x [7] .
A mistura de res ina de PVC com os p igmentos e adit ivos como os estabi l izantes,
lubr i f icantes, p last i f icantes, modif icadores de impacto e aux i l iares de processo, é
conhec ida como composto de PVC ou composto v iní l ico. Dependendo das
substânc ias adic ionadas e das suas quant idades (Tabela 2.1), é possível moldar
art igos em PVC, desde tota lmente r íg idos, ta l como a tubagem para d istr ibuição de
água potável da rede domést ica, aqui estudada nesta d issertação, ou a inda tão
f lex ível e como uma mangueira de jard im ou as vulgares botas galochas.

6
Figura 2.1 – Exemplos de apl icações de tubagem em PVC: (esquerda) tubagens r íg idas;
(d i re i ta) tubagens f lexíve is .
Componentes Quant idade (pcr)
PVC (res ina) 100
Estabi l izantes 0,4 a 3
Modif icador de impacto 0 a 15
Auxi l iar de processo 0 a 3
Tabela 2.1 – Formulação t íp ica para o PVC r íg ido (em unidades pcr - par tes por cem de
res ina – un idade usual para formulações de PVC)
2.3. Tubos de PVC rígido
Desde meados da década de 50 que o pol ímero PVC é pr inc ipalmente apl icado no
transpor te de água potável e esgoto em ins ta lações domést icas ou inf ra -estruturas
industr ia is, ta is como: rede de esgotos, rede água potável, rede de gás, condutas de
vent i lação, rede e létr ica, drenagem, redes de incêndios, saneamento de água e
redes de ir r igação [5] . O PVC r íg ido aparece como o mater ia l de e leição para as
tubagens destas apl icações, pelas vantagens que apresenta que anal isaremos
seguidamente na seção 2.3.1.
Em alguns países Europeus, por exemplo, mais de 50% dos s is temas de rede de
d istr ibuição de gás são construídos em tubagem de PVC que tem demonstrado um
elevado desempenho e longevidade, depois de 50 anos ao serviço [6] .
Nos processos convencionais, os tubos de PVC são obt idos por extrusão, em torno
do 200º C para o PVC ríg ido, de uma mistura de p ol ic loreto de vin i l com pigmentos
e adi t ivos.
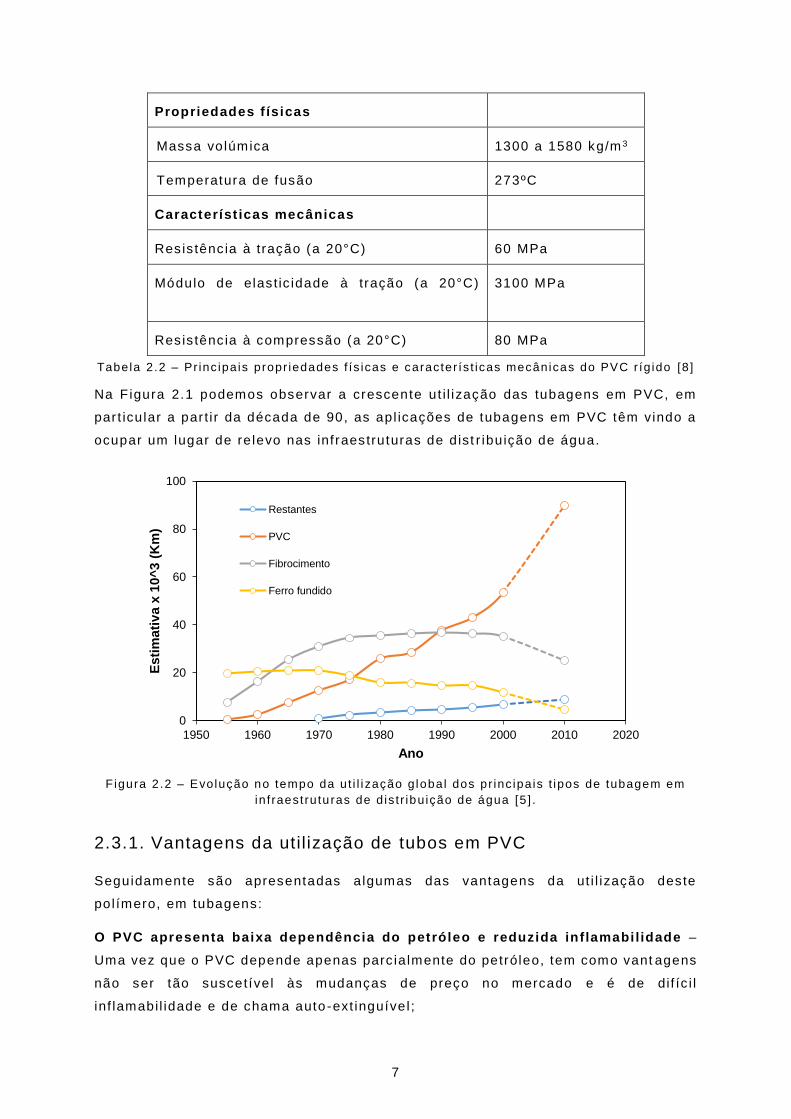
Na Tabela 2.2 são apresentadas as pr inc ipais propr iedades f ís icas e caracter íst icas
mecânicas do PVC ríg ido ut i l izado no fabr ico das tubagens em estudo.
7
Propriedades f ísicas
Massa volúmica 1300 a 1580 kg/m 3
Temperatura de fusão 273ºC
Característ icas mecânicas
Res is tênc ia à tração (a 20°C) 60 MPa
Módulo de elast ic idade à tração (a 20°C)
3100 MPa
Resis tênc ia à compressão (a 20°C) 80 MPa
Tabela 2.2 – Pr inc ipa is propr iedades f ís icas e caracter ís t icas mecânicas do PVC r íg ido [8 ]
Na Figura 2.1 podemos observar a crescente ut i l ização das tubagens em PVC, em
par t icu lar a par t i r da década de 90, as apl icações de tubagens em PVC têm vindo a
ocupar um lugar de re levo nas inf raestruturas de d ist r ibuição de água.
Figura 2.2 – Evolução no tempo da ut i l i zação g lobal dos pr inc ipa is t ipos de tubagem em
in f raestrutu ras de d is t r ibu ição de água [5 ] .
2.3.1. Vantagens da util ização de tubos em PVC
Seguidamente são apresentadas a lgumas das vantagens da ut i l ização deste
pol ímero, em tubagens:
O PVC apresenta baixa dependência do petróleo e reduzida inflamabilidade –
Uma vez que o PVC depende apenas parc ia lmente do petróleo, tem como vant agens
não ser tão suscetível às mudanças de preço no mercado e é de dif íc i l
inf lamabil idade e de chama auto-ext inguível ;
0
20
40
60
80
100
1950 1960 1970 1980 1990 2000 2010 2020
Esti
mati
va x
10^
3 (
Km
)
Ano
Restantes
PVC
Fibrocimento
Ferro fundido

8
O PVC é um material durável e de longa vida út il – Se corretamente ins ta ladas,
as tubagens de PVC têm uma longa vida út i l , sem que estas tenham que ser
intervenc ionadas. Há casos de s istemas de tubagens de PVC em func ionamento há
mais de 50 e que mostram ainda um bom desempenho. Enquanto tubagens de cobre
ou aço terão, neste período, já sofr ido var ias intervenções de manutenç ão, devido à
natura l corrosão causada pelos f luidos que nelas c irculam e pela humidade e
condições adversas do solo em que estão inser idas estas tubagens;
O PVC é resistente à corrosão, a agentes químicos, é atóxico e inerte – A base
da res ina de PVC é atóx ica e inerte, pelo que a escolha de adit ivos com estas
mesmas caracterís t icas resulta num mater ia l de adequado à fabr icação de produtos
de uso domést ico , br inquedos e acessór ios médico-hospi talares. O PVC é
c lassif icado pela NSF (Nat ional Sanitat ion Foun dat ion) como adequado para
ut i l ização em rede de água potável ;
O PVC apresenta qualidade superior nos acabamentos superficiais das
tubagens – Acabamentos de superf íc ie de qual idade super ior min imizam as perdas
de carga no escoamento dos f lu idos no inter ior das tubagens de PVC. Como o PVC
é res istente à corrosão, o caudal in ic ia l mantem -se até ao f inal da v ida út i l ;
As tubagens em PVC leves e de fáci l instalação – As tubagens em PVC apresentam
baixo peso (aproximadamente metade do peso do a lumínio e uma sext a par te do
peso do aço) . As paredes inter iores são l isas e sem costuras. Não são requer idas
ferramentas específ icas para o corte de tubagem em PVC;
As tubagens em PVC têm elevada resistência mecânica – O PVC é resi l iente e
res istente à abrasão, apresenta um baixo peso e uma elevada resistênc ia mecânica;
O PVC é um bom isolamento térmico e elétr ico – O PVC apresenta baixa
condut iv idade e létr ica e é um bom isolante térmico quando comparado com tubagens
metál icas. Usualmente as tubagens em PVC não necess itam d e ser iso ladas
termicamente como as tubagens metál icas;
O PVC é imune à ação galvânica ou eletrol ít ica – As tubagens em PVC podem
usar -se enterradas, submersas e podem ser conectadas a metais.
2.3.2. Pressões de serviço
A Norma Europeia EN ISO 1452-2:2011 [9] estabelece, para tubagens de pol ic loreto
de v in i lo, não plast i f icado (PVC-U), para abastecimento de água, as pressões
nominais (pressões h idrostát icas admissíveis a 20º, em bar) PN 6, 8, 10, 12.5, 16 e
20, para tubagens com diâmetro nominal igual ou infer ior a 90 mm. Para d iâmetros
super iores cons idera a inda as pressões nominais PN 7,5 e 25.

9
No entanto, presentemente, é f requente os fabr icantes deste t ipo de tubos
comercia l izarem sobretudo as pressões nominais PN 6, 10, e 16 bar.
2.3.3. Tubos de PVC rígido com orientação molecular
Os tubos de pol ipropi leno não p last i f icado de moléculas or ientada s, des ignados pela
s igla MO-PVC, surgiram no mercado no f inal da década de 80, como complemento
às tubagens de PVC convenc ionais .
O fabr ico destas novas tubagens de MO-PVC baseia-se em conceitos de or ientação
molecular . Numa pr imeira fase, os tubos de PVC são obt idos por extrusão de uma
mistura de pol ic loreto de v ini lo com adit ivos, es tabi l izantes e p igmentos, sem
plast i f icantes, a que se segue uma expansão de d iâmetro, a quente. É neste
processo de expansão de radial que é modif icada a estrutura molecular do PVC, em
que as moléculas se or ientam preferenc ia lmente na d ireção radia l, confer indo ao
tubo de PVC característ icas f ís icas d iferentes da s in ic iais . A or ientação da estrutura
molecular dos tubos MO-PVC opõe-se à propagação de eventuais f issuras que nos
tubos de PVC poderão estender -se com menor d if icu ldade .
Tal como recentemente publ icado por W iebeck et a l. [10], quando comparado com
pol ímeros mono-or ientados, como o PVC-U, o MO-PVC apresenta aumentos de 66%
nos valores de res istênc ia à tração e de 107% de resis tênc ia ao impacto.
Dadas a sua e levada res istênc ia mecânica que se ver i f ica bastante super ior à dos
tubos de PVC convenc ionais, o que resul ta numa maior res is tênc ia à pressão inter ior
e ao de impacto, as tubagens MO-PVC têm vindo a ocupar um lugar de destaque nas
mais d iversas apl icações, desde insta lações na rede de águas domést icas, a
aquec imentos centra is , transpor tes de f lu idos quimicamente agressivos, insta lações
de ar comprimido, entre outros.
A s impl ic idade do processo de ins ta lação das tubagens de MO -PVC, é ut i l izada uma
gama de acessór ios idênt icos aos ut i l izados na l igação tubular topo-a- topo em
tubagens de PVC convenc ionais e a f iabi l idade da l igação por fusão térmica, são
a lguns dos atr ibutos por excelênc ia.
2.4. Processos convencionais de junção de tubos de PVC
São inúmeras as vantagens na ut i l ização de tubagens em PVC e são raras as suas
apl icações que não careçam de l igações entre os tubos. Contudo, os processos de
l igação ex istentes, são na general idade morosos e complexos, requerem execução
de pré formas nos tubos a l igar ou exigem mater ia is específ icos como os polímeros
condutores, de forma a ag i l izar o processo de l igação in loco . São processos que
requerem geralmente mater iais de adição como os ades ivos químicos, ou

10
consumíveis como os vedantes “O” r ings em borracha. Outros há que requerem peças
acessór ias ou máquinas que aux i l iam a execução da l igação. Os tempos de execução
re lat ivos aos processos de l igação ex istentes são geralmente o constrangimento
cr í t ico que l im ita a ef ic iênc ia de produt iv idade das l igações tubulares. Pelo que se
revela impor tante o estudo de processos a lternat ivos de l iga ção tubular que agi l izem
o procedimento de l igação e o tornem mais ef ic iente e ef icaz e ass im mais
compet i t ivo que os métodos de l igação atualmente ex is tentes.
Os tubos de PVC são usualmente l igados através de 3 processos: ades ivos químicos,
fusão a quente ou recorrendo a processos mecânicos que através de acessór ios de
compressão, garantem a l igação pretendida. Anal isaremos, seguidamente, as
caraterís t icas dos pr incipais processos de l igação de tubagem em PVC: ( i) Fusão a
quente ( fusão térmica e e lec tro fusão); ( i i ) Processos mecânicos ( juntas de inserção,
ranhuradas e roscadas) e os ( i i i ) ades ivos químicos.
Fusão a quente Ades ivo qu ímico Junta de inserção
Junta roscada Junta de abraçadei ra Juntas com acessór ios complexos
Figura 2.3 – Processos convenc ionais de l igação de tubagem em PVC
11
2.4.1. Fusão térmica e electro fusão
Fusão térmica
A fusão térmica topo-a- topo é o mais comum dos processos de l igação de tubagem
em PVC, quer seja para l igação tubo-tubo ou para l igação tubo-acessór io. É um
processo que cons iste no pré-aquecimento dos bordos a soldar , recorrendo a uma
placa calor i f ica, os quais, depois de fundidos são unidos com determinada pressão
ax ia l , em função da espessura da parede do tubo.
A l igação topo-a- topo de tubagem em PVC pelo processo de fusão térmica não
necess ita de acessór ios, nem mater ia is de adição e pode ser apl icado em l igações
tubulares com dimensões de parede de tubo d ist intas. Contudo, a fusão térmica não
se apl ica a tubagens de d ife rentes diâmetros, recorre a máquinas específ icas e
produz uma l igação permanente, num procedimento moroso que envolve as seguintes
fases: ( i) L impeza e a l inhamento das extremidades tubulares a l igar ; ( i i ) Aquec imento
s imul tâneo das extremidades tubulares a té ao seu ponto de fusão, recorrendo a uma
placa térmica; ( i i i ) Aprox imação das extremidades tubulares e apl icação de uma força
ax ia l pré determinada que garanta a união das extremidades; ( iv) Manter a força
ax ia l até ao arrefec imento da l igação.
O processo de fusão térmica é amplamente descr i to e anal isado por Sadowski et al .
[11] , produz l igações permanentes, economicamente ef ic ientes e com acabamento
superf ic ia l de e levada qual idade e d iminutas perdas de carga no escoamento d os
f lu idos. As pr incipais l im itações deste processo estão re lac ionadas com
contaminações ou defe itos que podem ocorrer aquando da fusão dos mater ia is e que
podem resul tar em eventuais danos mecânicos, no f inal de a lgum tempo de serviço.
Electro fusão
O processo de e lectro fusão d ifere do processo de fusão térmica pela forma como o
calor é apl icado nas extremidades tubulares a unir . No processo de e lect ro fusão o
calor é apl icado internamente na zona a l igar , ou por um condutor térmico local izado
na f ronte ira das duas superf íc ies que se pretendem unir , ou recorrendo a um
pol ímero condut ivo. O calor é gerado, por efe ito de Joule, pela passagem de corrente
e létr ica no mater ia l condut ivo ou no condutor que é colocado na interface das
extremidades a l igar .
As l igações e lectro soldadas recorrem a pol ímeros condut ivos e são const i tu ídas por
peças injetadas que possuem no seu inter ior f i lamentos metál icos e terminais
exter iores que permitem a apl icação de uma tensão elétr ica. A res istênc ia elétr ica
do f i lamento resul ta no seu aquec imento o que vai provocar a l igação por fusão da
zona de contacto.
12
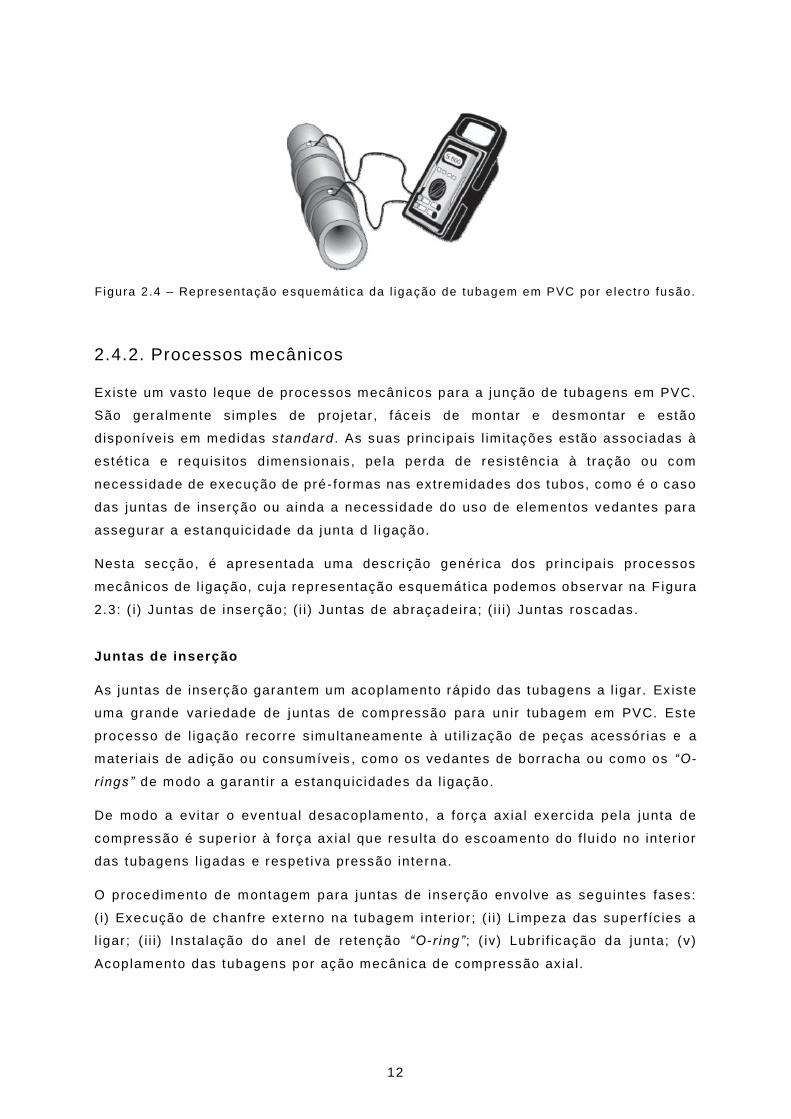
Figura 2.4 – Represen tação esquemát ica da l igação de tubagem em PVC por e lect ro fusão.
2.4.2. Processos mecânicos
Existe um vasto leque de processos mecânicos para a junção de tubagens em PVC.
São geralmente s imples de projetar , fáceis de montar e desmontar e estão
d isponíveis em medidas standard . As suas pr inc ipais l im itações estão assoc iadas à
estét ica e requis itos d imensionais , pela perda de resis tênc ia à tração ou com
necess idade de execução de pré -formas nas extremidades dos tubos, como é o caso
das juntas de inserção ou a inda a necess idade do uso de e lementos vedantes para
assegurar a estanquic idade da junta d l i gação.
Nesta secção, é apresentada uma descr ição genér ica dos pr inc ipais processos
mecânicos de l igação, cuja representação esquemát ica podemos observar na F igura
2.3: ( i) Juntas de inserção; ( i i ) Juntas de abraçadeira; ( i i i ) Juntas roscadas.
Juntas de inserção
As juntas de inserção garantem um acoplamento rápido das tubagens a l igar. Ex iste
uma grande var iedade de juntas de compressão para unir tubagem em PVC. Este
processo de l igação recorre s imultaneamente à ut i l ização de peças acessór ias e a
mater ia is de adição ou consumíveis , como os vedantes de borracha ou como os “O -
r ings” de modo a garant ir a estanquic idades da l igação.
De modo a evi tar o eventual desacoplamento, a força ax ia l exerc ida pela junta de
compressão é super ior à força ax ia l que resulta do escoamento do f lu ido no inter ior
das tubagens l igadas e respet iva pressão interna.
O procedimento de montagem para juntas de inserção envolve as seguintes fases:
( i) Execução de chanf re externo na tubagem inter ior ; ( i i ) L impeza das superf íc ies a
l igar ; ( i i i ) Ins talação do anel de retenção “O - r ing” ; ( iv) Lubr if icação da junta; (v)
Acoplamento das tubagens por ação mecânica de compressão ax ia l.

13
Figura 2.5 – Fotograf ias de juntas de inserção: (esquerda) acessór io de l igação tubular
topo-a- topo; (d i re i ta) tubo com extremidade de inserção.
Juntas de abraçadeiras
Estas juntas ut i l izam acessór ios de abraçadeiras, geralmente r íg idas, que podem
envolver um “O-r ing” vedante em borracha de modo a tornar estanque a l igação.
As juntas de abraçadeira são reut i l izáveis , de fác i l montagem e desmontagem e não
necess itam soldaduras. Apresentam boa res istênc ia mecânica ao desacoplamento e
são de fác i l manutenção.
Nas juntas de abraçadeira, a d is tr ibuição da força radia l que não é u niforme em todo
o perímetro dos tubos a l igar , o que const i tu i a sua pr inc ipal desvantagem.
Figura 2.6 – Jun tas de abraçadei ra: (esquerda) Fotograf ia de junta de abraçadei ra para
l igação de d iâmetros d i ferentes e (cent ro) fo tograf ia junta t ipo “ gibaul t ” e (d i re i ta) sua
representação esquemát ica
Juntas roscadas
São diversos os processos de l igação mecânica tubular, em PVC, que recorrem à
ut i l ização de peças acessór ias, como os acessór ios roscados. Estes são processos
que usualmente recorrem, em simultâneo, a peças acessór ias roscadas e a mater ia is
de adição ou consumíveis e las tómeros, como os vedantes em bor racha, vulgos “O-
r ing” ou f i ta de “ te f lon ” . A execução deste t ipo de junta recorre à ut i l ização de
máquinas para a aber tura das roscas e remoção das rebarbas.
As juntas t ipo roscadas requerem uma espessura mínima de parede nas tubagens a
l igar . Devido à redução de espessura na zona da junta, a pressão nominal
inic ia lmente estabelec ida é reduzida, em cerca de 50%. Por este motivo as juntas
roscadas não devem ser apl icadas em s istemas que ut i l izem pressões e levadas. Este
t ipo de l igação roscada é desaconselha do para tubagens de d iâmetro super ior a 4”

14
ou para c ircui tos em que a temperatura de func ionamento é muito próxima da
temperatura nominal máxima dos a ut i l izar.
Geralmente a junta roscada é uma peça única que envolve o d iâmetro externo de
uma das extremidades e o d iâmetro interno na outra extremidade roscada dos tubos
a l igar , ou poderá ter apenas rosca interna e l igar d iâmetros de tubo d iferentes, como
o caso i lus trado pela Figura 2.7.
Para o caso em que a envolvência ocorre apenas no exter ior , poderá ser ut i l izado
um mandr i l in terno às tubagens a l igar , em que assenta o e lastómero vedante “ O-
r ing” que por compressão radia l entre a parede externa do mandr i l e a parede interna
da junta , deverá garant ir a estanquic idade desta l igação.
Figura 2.7 – Jun ta roscada in ter ior para d i fe rentes d iâmetros
2.4.3. Colagem por adesivos químicos
O processo de colagem por ades ivos químicos consis te na apl icação de uma pelícu la
f ina de l íquido ou pasta ades iva entre as superf íc ies adjacentes dos dois tubos a
l igar .
O PVC é par t icu larmente adequado a este t ipo de juntas, devido à sua
compat ib i l idade de emulsão com os p last i f icantes, es tabi l izadores e outros adit ivos
const i tu intes do PVC. Colagem estrutura l contorna a lguns dos inconvenientes e
l im itações assoc iadas à fusão térmica topo-a-topo. Por outro lado, ex ige uma
preparação cuidada das superf íc ies, com to lerânc ias apertadas e tempos cura para
o ades ivo que não são compatíveis com altas taxas de produção.
Além disso, o desempenho geral da colagem por ades ivos pode d iminuir ao longo do
tempo, part icu larmente em condições ambienta is adversas [12].
2.5. Enformação plástica a frio de polímeros
O processo de enformação plást ica a f r io , tem vindo a ocupar um lugar muito
impor tante na at iv idade industr ia l e está prevista a sua evolução nos próx imos anos,
como resultado da inovação e melhor ia cont ínua das máquinas - ferramentas e da
crescente poss ib i l idade de escolha das matér ias -pr imas [13]. Contudo, a enformação

15
plást ica a f r io de polímeros foi sempre considerada um nicho aparte dos métodos
convenc ionais de processamento de pol ímeros que estão int imamente l igados à
produção em massa.
Os fundamentos da enformação a f r io de pol ímeros foram exaust ivamente
invest igados desde meados dos anos 60 por W hitney e Andrews [4] . Mais tarde, no
f inal da década de 70, Raghava et al . [14] e Caddell et a l. [15] propuseram uma
teor ia que tem em l inha de conta as d iferenças de comportamento dos polímeros à
compressão e à tração. Esta teor ia a implica a inda que o vetor incremento de
extensão não pode ser normal à superf íc ie cónica de cedênc ia do cr i tér io de Raghava
Caddel l para que não haja perda de volume e portanto a plast ic idade não é
assoc iada.
Esta teor ia tem vindo a ser ut i l izada por vár ios invest igadores nas suas pesquisas
analí t icas e numéricas de enformação de pol ímeros a f r io. Por exemplo Alves et a l
[3 ] implementaram numericamente esta formulação em elementos f ini tos que permite
s imular a deformação plást ica a f r io de pol ímeros sensíveis à componente
h idrostát ica do tensor das tensões .
O presente estudo pretende dar cont inuidade à invest igação dos processos de
enformação plást ica a f r io de polímeros, como PVC.
2.6. Processo de ligação proposto
Em face ao exposto anter iormente, conc lui -se que a junta ideal para l igação de tubos
de PVC deve garant ir estanquic idade, ser estrutura lmente sól ida de modo a evitar
roturas ou f issuras, deve e l im inar acessór ios desnecessár ios, reduzindo custos e
agi l izando o trabalho de ins talação tanto para os fornecedores como para os c l ientes.
Neste sent ido, o presente estudo visa contr ibuir para este objet ivo, propondo um
novo processo de união que é capaz de juntar dois tubos de PVC pelas suas
extremidades, por meio de uma solução minimalis ta, s imples, ef icaz e num contexto
sustentável de desenvolvimento ambienta l.
O processo ocorre numa única operação, por intermédio de ondas de ins tabi l idade
p lást ica ax i-s imétr icas, que são geradas por enformação a f r io de tubos de P VC, de
modo a produzir o fecho junta por aper to de b loqueio mecânico entre as extremidades
dos tubos e não necessita de quaisquer acessór ios adic ionais, adesivos ou s is temas
de aquecimento.

16

17
Capítulo III
3. Teoria da Plasticidade e Elementos Finitos
3.1. Teoria da Plasticidade para materiais poliméricos
A teor ia matemát ica inf in i tes imal da plast ic idade descre ve a mecânica das
deformações permanentes assoc iadas ao domínio plás t ico. Segundo a qual as
deformações num meio contínuo são quanti f icas , assumindo as coordenadas no
estado deformado como var iáveis independentes, o que impl ica que as tensões,
extensões e veloc idades de deformação , sejam apresentadas re lat ivamente a um
sistema de coordenadas f ixo ao mater ia l no estado deformado.
Cons iderando um elemento de volume inf in i tes imal , é possível int roduzir o conceito
de tensão como puramente matemát ico, por estar assoc iado à noção de força
apl icada por unidade de superf íc ie. A general ização do conceito de tensão ao
domínio tr id imens ional dá or igem à noção de estado de tensão num ponto que se
def ine através do seguinte tensor das tensões,
𝜎𝑖𝑗 = [
𝜎𝑥𝑥 𝜏𝑥𝑦 𝜏𝑥𝑧
𝜏𝑦𝑥 𝜎𝑦𝑦 𝜏𝑦𝑧
𝜏𝑧𝑥 𝜏𝑧𝑦 𝜎𝑧𝑧
] (3.1)
em que 𝜎𝑖𝑗 = 𝜎𝑗𝑖.
O tensor das tensões pode ser decomposto num tensor h idrostát ico ou de tensões
médias (𝜎𝑘𝑘) envolvendo somente estados puros de tracção ou compressão e num
desviador (𝜎′𝑖𝑗), onde as componentes normais são o remanescente da tensão
h idrostát ica para a tensão tota l [16],
𝜎𝑖𝑗 =1
3𝛿𝑖𝑗𝜎𝑘𝑘 + 𝜎′
𝑖𝑗 = [
𝜎𝑚 0 00 𝜎𝑚 00 0 𝜎𝑚
] + [
𝜎′𝑥𝑥 𝜏𝑥𝑦 𝜏𝑥𝑧
𝜏𝑦𝑥 𝜎′𝑦𝑦 𝜏𝑦𝑧
𝜏𝑧𝑥 𝜏𝑧𝑦 𝜎′𝑧𝑧
] (3.2)
em que 𝛿𝑖𝑗 é o delta de Kronecker e 𝜎𝑚 a tensão média,
𝜎𝑚 =𝜎𝑥𝑥 + 𝜎𝑦𝑦 + 𝜎𝑧𝑧
3 (3.3)

18
O concei to matemát ico de extensão é também introduzido para descrever as
deformações nos corpos sól idos. Na presença de grande deformações é comum
recorrer à extensão verdadeira ou logarí tmica (ε) ,
휀 = ∫𝑑𝑙
𝑑= 𝑙𝑛 (
𝑙
𝑙0)
𝑙
𝑙0
(3.4)
em que 𝑑𝑙 é uma pequena quant idade comparada com o compr imento de referênc ia
imediatamente anter ior , 𝑙. A general ização do conceito de extensão ao domínio
tr id imens ional permite, para incrementos de des locamento pequenos, determinar o
acrésc imo de deformação num elemento de volume arbitrár io através do tensor das
extensões [16],
휀𝑖𝑗 = [
휀𝑥 휀𝑥𝑦 휀𝑥𝑧
휀𝑦𝑥 휀𝑦 휀𝑦𝑧
휀𝑧𝑥 휀𝑧𝑦 휀𝑧
] =1
2(
𝜕𝑢𝑖
𝜕𝑥𝑗+
𝜕𝑢𝑗
𝜕𝑥𝑖)
(3.5)
em que 휀𝑖𝑗 = 휀𝑗𝑖
O conceito de veloc idade de deformação pode ser in troduzido de forma análoga ao
conceito de extensão. Ass im como as extensões são expressas em função do campo
de des locamentos ( �̂�𝑖𝑗) a veloc idade de deformação ( 휀̇) é expressa em termos de
campo de veloc idades ( 𝑣𝑖𝑗),
휀�̇�𝑗 =1
2(
𝜕𝑣𝑖
𝜕𝑥𝑗+
𝜕𝑣𝑗
𝜕𝑥𝑗) (3.6)
3.1.1. Critério de plasticidade de Raghava Caddell
Os cr i tér ios de p last ic idade representam superf íc ies no espaço das tensões
pr inc ipais que separam o regime plást ico do regime elást ico.
No caso dos mater ia is metál icos é assumido que a tensão de cedênc ia à tração e à
compressão é igual. Is to impl ica que se os mater iais forem homogéneos e
isotrópicos, esta superf íc ie seja c i l índr ica, que é o caso do cr i tér io de Von Mises.
Quando a tensão de cedênc ia à tração e à compressão são d iferentes, a refer ida
superf íc ie assume uma t ipologia cónica e, portanto, o cr i tér io é dependente do valor
das tensões médias. Neste sent ido, Raghava Caddel l desenvolveram um cr i tér io que
pode ser expl ic i tado pela equação (3.7) .
19
0)(2 kkTCTCijF (3.7)
Onde ijij 23 é a tensão efet iva e ijijkk . No caso CT , resul ta o cr i tér io
de Von Mises ut i l izado nos metais.
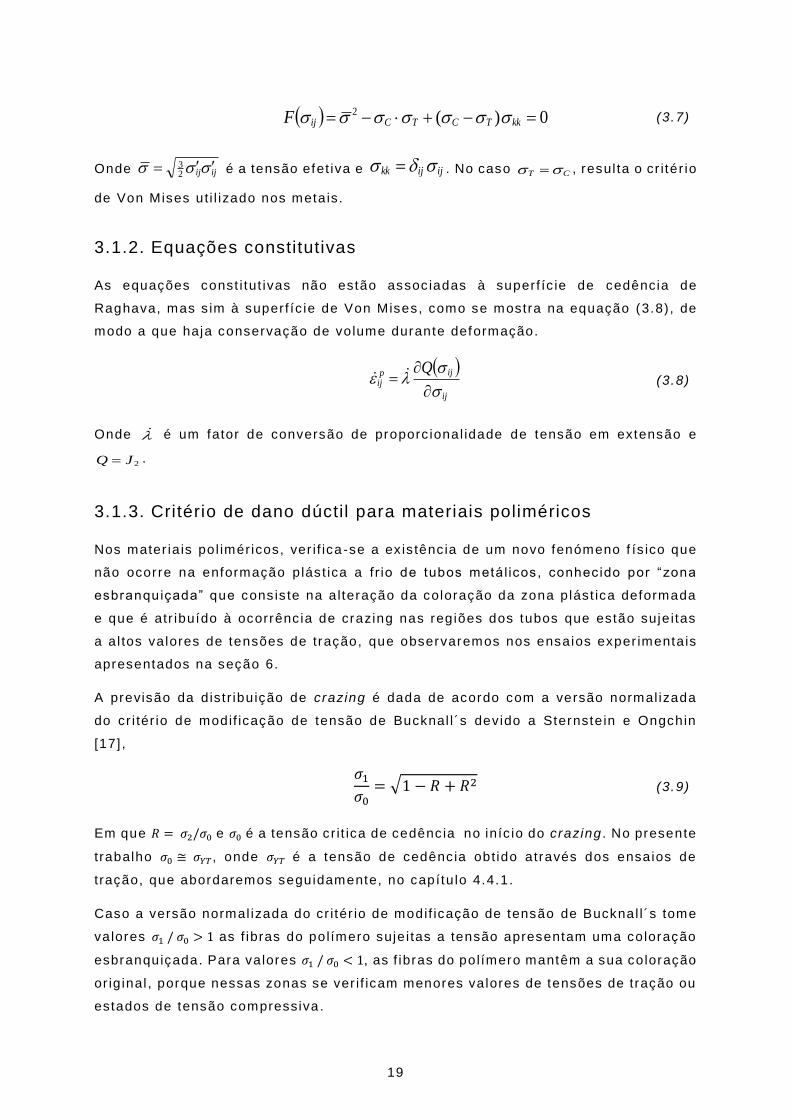
3.1.2. Equações constitutivas
As equações const i tut ivas não estão assoc iadas à superf íc ie de cedência de
Raghava, mas s im à superf íc ie de Von Mises, como se mostra na equação (3.8), de
modo a que haja conservação de volume durante deformação.
ij
ijpij
Q
(3.8)
Onde é um fator de conversão de proporc ional idade de tensão em extensão e
2JQ .
3.1.3. Critério de dano dúctil para materiais poliméricos
Nos mater ia is pol iméricos, ver i f ica -se a ex is tênc ia de um novo fenómeno f ís ico que
não ocorre na enformação plást ica a f r io de tubos metál icos, conhec ido por “zona
esbranquiçada” que cons is te na a lteração da coloração da zona p lást ica deformada
e que é atr ibuído à ocorrênc ia de crazing nas regiões dos tubos que estão suje itas
a a l tos valores de tensões de tração, que observaremos nos ensaios exper imentais
apresentados na seção 6.
A previsão da d ist r ibuição de crazing é dada de acordo com a versão normal izada
do cr i tér io de modif icação de tensão de Bucknal l´s devido a Sternste in e Ongchin
[17] ,
𝜎1
𝜎0= √1 − 𝑅 + 𝑅2 (3.9)
Em que 𝑅 = 𝜎2/𝜎0 e 𝜎0 é a tensão cr i t ica de cedênc ia no iníc io do crazing . No presente
trabalho 𝜎0 ≅ 𝜎𝑌𝑇, onde 𝜎𝑌𝑇 é a tensão de cedênc ia obt ido através dos ensaios de
tração, que abordaremos seguidamente, no capítu lo 4.4.1.
Caso a versão normal izada do cr i tér io de modif icação de tensão de Bucknal l´s tome
valores 𝜎1 / 𝜎0 > 1 as f ibras do polímero suje i tas a tensão apresentam uma coloração
esbranquiçada. Para valores 𝜎1 / 𝜎0 < 1, as f ibras do polímero mantêm a sua coloração
or ig inal , porque nessas zonas se ver i f icam menores valores de tensões de tração ou
estados de tensão compressiva .

20
3.2. Método dos Elementos Finitos
3.2.1. Princípios básicos
O método dos e lementos f in i tos começou por ser ut i l izado na década de 40, com
Courant a in troduzir o conceito de funções contínuas por intervalos ou troços num
determinado subdomínio. O desenvolv imento dos motores de propulsão a jato levou
a que os engenheiros responsáveis necessi tassem de meios de análise sof ist icados
de estruturas sujei tas a cargas e levad as, resul tantes das velocidades agora
super iores. Sem o auxí l io da computação moderna, desenvolveram métodos
matr ic ia is de anál ise de força, nos quais as forças eram as incógni tas e os
des locamentos eram conhec idos. Este método é normalmente denominado por
método da f lex ib i l idade. O método dos e lementos f in i tos , por sua vez, corresponde
ao método dos des locamentos, segundo o qual as var iáveis desconhec idas são os
des locamentos, resultantes de cargas apl icadas no s is tema. O termo des locamento,
no presente método, tem um signif icado mais geral, podendo em certos casos
representar deslocamento f ís ico, temperatu ra ou veloc idade de escoamento. O
método dos e lementos f in i tos acabou por ser apl icado aos mais d iversos problemas,
desde a anál ise estrutura l e lás t ica a té ao escoamento de f lu idos e transmissão de
calor , ao longo de das décadas de 60 e 70 [Hutton, 2004] . O que d ist ingue o método
dos e lementos f in i tos de outros, é a d iv isão de um determinado domínio, num
conjunto de subdomínios mais s imples, denominados de e lementos f in i tos [Reddy,
1993] . A esta d iv isão dá-se o nome de d iscret ização, segundo a qual , qualquer
geometr ia é d iv id ida em componentes mais s imples, l igados entre s i através de
pontos nodais, s i tuados nos vért ices destes elementos. As super f íc ies ou volumes
obt idos são conhec idos por malhas, que são tão mais ref inadas quanto maior o
número de d iv isões e consequente menor d imensão dos e lementos. Quanto maior for
esta d iscret ização, menor será o erro da solução aprox imada obt ida, face á solução
exata. Contudo, o tempo de computação necessár io aumenta d iretamente com o
número de e lementos, do qual resul ta a d imensão das matr izes envolv idas. A
representação esquemát ica na F igura 2.1 demonstra o processo de d iscret ização e
a forma como geometr ia obt ida se aprox ima da real com o aumento do número de
d ivisões ou e lementos .
Figura 3.1 – Discret i zação de um domínio curvo em e lementos quadrangulares: (esquerda)
Malha grossei ra com 41 e lementos; (d i re i ta ) Re f inamento da malha com 192 e lementos.
[Hut ton, 2004]

21
3.2.2. Equações fundamentais
A formulação do escoamento do método dos e lementos f in i tos é baseada no funcional
representado na equação (3.10).
dSdudSuTdVKdV
f
r
T S
u
rf
V
i
S
iv
V
||
0
2
21
(3.10)
Onde V representa o volume de cont ro lo l im itado pelas superf íc ies 𝑆𝑈 e 𝑆𝑇, onde a
veloc idade e a tração são estabelec idas respetivamente . De forma a exig ir
incompress ib i l idade ao campo de velocidades, uma con stante de grande valor
pos i t ivo K , penal iza a componente da velocidade de extensão volumétr ica 휀�̇�. A
ut i l ização da formulação do escoamento baseado na função de penalidade oferece a
vantagem de preservar o número de var iáveis independentes, re lac io nando a
constante de penal idade K, com o valor da tensão média na forma da equação (3.11) .
𝜎𝑚 =1
2 𝐾휀�̇� (3.11)
A tensão efet iva �̅� e a ve loc idade de deformação efet iva 휀̅̇ são def in idas pela equação
(3.12).
𝜎 = √3
2𝜎𝑖𝑗
′ 𝜎𝑖𝑗′ , 휀̅̇ = √
2
3휀�̇�𝑗
′ 휀�̇�𝑗′ (3.12)
Em que 𝜎𝑖𝑗′ representa o tensor desviador das tensões e 휀�̇�𝑗
′ representa o tensor
desviador das veloc idades de deformação [16].

22

23
Capítulo IV
4. Desenvolvimento experimental
4.1. Introdução
Este capítu lo apresenta uma descr ição do desenvolv imento exper imental ocorr ido
nas ins talações do Laboratór io de Tecnologia Mecânica do Ins t i tuto Super ior
Técnico, em Lisboa. É descr i to o processo de l igação topo -a- topo entre tubos e são
carater izados os mater ia is ut i l izados nos ensaios. São a inda, brevemente
apresentados, os equipamentos, fer ramentas e pré -formas ut i l izada no decorrer das
exper ienc ias. Por f im, é descr i to, o procedimento exper imental e os ensaios
real izados.
4.2. Descrição do Processo
O processo que se apresenta permite a l igação topo a topo entre tubos s imilares e
de espessura e mater ia is d is t in tos. Este processo cons iste na cravação topo-a-topo
de dois componentes de tubo. Para efetuar a l igação topo a topo dos dois tubos,
recorre-se a um carregamento ax ia l segundo o própr io e ixo de cada uma das pré -
formas tubulares, o que provoca uma ins tabi l idade local controlada que resulta numa
deformação plást ica da zona a l igar , dando or igem à junta de l igação.
O presente estudo inc ide sobre t rês var iantes de processo, que resul tam em t ipos
de junta d ist intos. Foi estudada uma junta sem sobreposição de parede tubula r , sem
aba, a qual denominaremos, doravante, por junta t ipo A e uma outra junta com
sobreposição de parede tubular, com aba, a qual denominaremos por junto t ipo B.
Foi a inda previamente estudada uma junta em que não se ver i f ica a ocorrênc ia de
instabi l idades, a qual denominaremos por junta t ipo C ( F igura 4.1) .
24
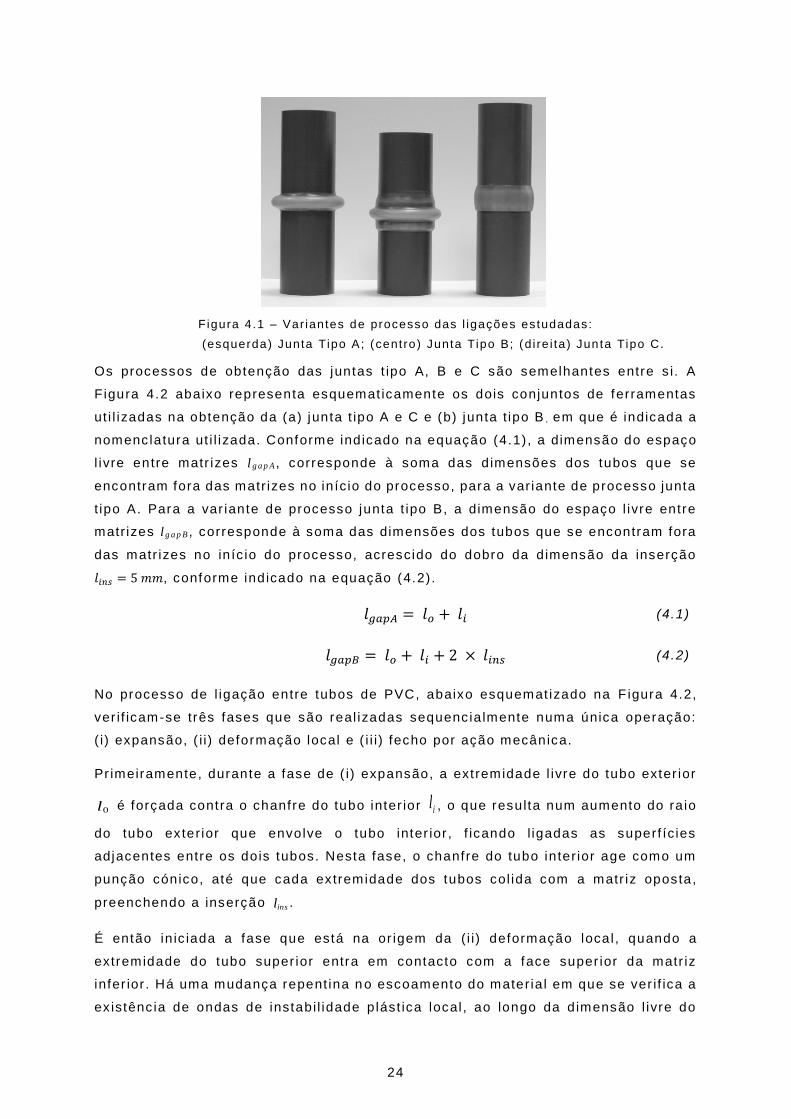
F igura 4.1 – Var iantes de processo das l igações estudadas:
(esquerda) Junta Tipo A; (centro) Junta Tipo B; (d i re i ta ) Jun ta Tipo C.
Os processos de obtenção das juntas t ipo A, B e C são semelhantes entre s i. A
Figura 4.2 abaixo representa esquemat icamente os dois conjuntos de ferramentas
ut i l izadas na obtenção da (a) junta t ipo A e C e (b) junta t ipo B , em que é indicada a
nomenclatura ut i l izada. Conforme indicado na equação (4.1), a dimensão do espaço
l ivre entre matr izes l g a p A , corresponde à soma das d imensões dos tubos que se
encontram fora das matr izes no iníc io do processo, para a var iante de processo junta
t ipo A. Para a var iante de processo junta t ipo B, a dimensão do espaço l ivre entre
matr izes lg a p B , corresponde à soma das dimensões dos tubos que se encontram fora
das matr izes no iníc io do processo, acrescido do dobro da d imensão da inserção
𝑙𝑖𝑛𝑠 = 5 𝑚𝑚, conforme indicado na equação (4.2).
𝑙𝑔𝑎𝑝𝐴 = 𝑙𝑜 + 𝑙𝑖 (4.1)
𝑙𝑔𝑎𝑝𝐵 = 𝑙𝑜 + 𝑙𝑖 + 2 × 𝑙𝑖𝑛𝑠 (4.2)
No processo de l igação entre tubos de PVC, abaixo esquemat izado na F igura 4.2,
ver i f icam-se três fases que são real izadas sequenc ia lmente numa única operação:
( i) expansão, ( i i ) deformação local e ( i i i ) fecho por ação mecânica.
Pr imeiramente, durante a fase de ( i) expansão, a ext remidade l ivre do tubo exter ior
0l é forçada contra o chanfre do tubo inter ior il , o que resulta num aumento do ra io
do tubo exter ior que envolve o tubo inter ior , f icando l igadas as superf íc ies
adjacentes entre os dois tubos. Nesta fase, o chanfre do tubo inter ior age como um
punção cónico, até que cada extremidade dos tubos col ida com a matr iz oposta,
preenchendo a inserção insl .
É então in ic iada a fase que está na or igem da ( i i ) deformação local , quando a
extremidade do tubo super ior entra em contacto com a face super ior da matr iz
infer ior . Há uma mudança repent ina n o escoamento do mater ia l em que se ver i f ica a
ex istênc ia de ondas de instabi l idade p lást ica local , ao longo da d imensão l ivre do

25
tubo (zona não sustentada, o tubo encontra -se desapoiado fora das matr izes) , como
resul tado da deformação causada pela carga de compressão ax ia l. O mandr i l in ter ior
assegura que as ondas de instabi l idade p lást ica acontecem no sent ido radial exter ior
garant indo, deste modo, que as espec if icações de d iâmetro interno da l igação tubular
não a l teram o escoamento dos l íquidos ou gases que aqui c ircu lam.
Por f im, na fase de ( i i i ) fecho, como consequênc ia da compressão ax ia l cont inua nas
condições estabelec idas, é or ig inada, por ação mecânica, a l igação entre as faces
adjacentes dos dois tubos e acontece o esmagamento da junta obt ida. As i magens
fotográf icas da Figura 4.2 mostram as ferramentas (matr iz super ior , infer ior e
mandr i l) , as pré-formas tubulares e dois tubos l igados topo -a-topo pelo processo
apresentado.
As fases de deformação local e fecho não se ver i f icam na obtenção das juntas t ipo
C, em que o processo é suspenso no f inal da fase de expansão, no ins tante
imediatamente antes das extremidades de cada tubo col id irem com a face da matr iz
oposta .

26
(a)
(b)
F igura 4.2 – Processo de obtenção das var iantes de junta da l igação mecânica topo-a- topo
de componentes tubulares de parede f ina , em PVC, por enformação p lás t ica a f r io .
(a) Representação esquemát ica das fases do processo de obtenção da junta de
l igação, para a var iante de junta (esquerda) t ipo A e (d i re i ta) t ipo B;
(b) Fo tograf ias das ferramentas, das p ré - fo rmas e das jun tas de l igação obt idas,
para a var iante de processo junta (esquerda) t ipo A e (d i re i ta) t ipo B.
4.3. Equipamentos, Ferramentas e Pré-formas
Para o desenvolvimento exper imental durante o estudo dos processos de l igação
aqui presentes, foram ut i l izadas máquinas e ferramentas d isponíveis no Laboratór io
de Tecnologia Mecânica, do Inst i tu to Super ior Técnico. Seguidamente, é fe ita uma
breve descr ição das máquinas e ferramentas ut i l izadas, bem como das pré -formas
que or ig inaram as l igações que se apresentam.

27
4.3.1. Máquinas
A caracter ização mecânica do mater ia l , descr i ta segui damente no capí tu lo 4.4, fo i
efetuada recorrendo a máquinas de ensaios de compressão e de tração. Os ensaios
e respet iva aquis ição de dados, foram efetuados nas má quinas Instron Satec 1200
kN e Ins tron 4507 , para compressão e tração, respetivamente ( F igura 4.3)
(a) (b)
F igura 4.3 – Máquinas u t i l izadas nos ensaios de caracter i zação do mater ia l :
(a) Máquina ensaios de compressão Inst ron SATEC 1200 kN;
(b) Máquina ensaios t ração Inst ron 4507.
A par t ir de varas de PVC de pressão e PVC hidroni l comercia l, foram cortadas as
pré-formas ut i l izadas neste estudo. O cor te in ic ia l fo i efetuado num serrote de f i ta
(Figura 4.4a) e cada pré-forma fo i poster iormente maquinada num torno mecânico
(Figura 4.4b) .
(a) (b)
F igura 4.4 – Máquinas u t i l izadas na p reparação dos prove tes:
(a) Serrote de f i ta Opt imum S181G;
(b) Torno mecânico Quantum D320x920SG.
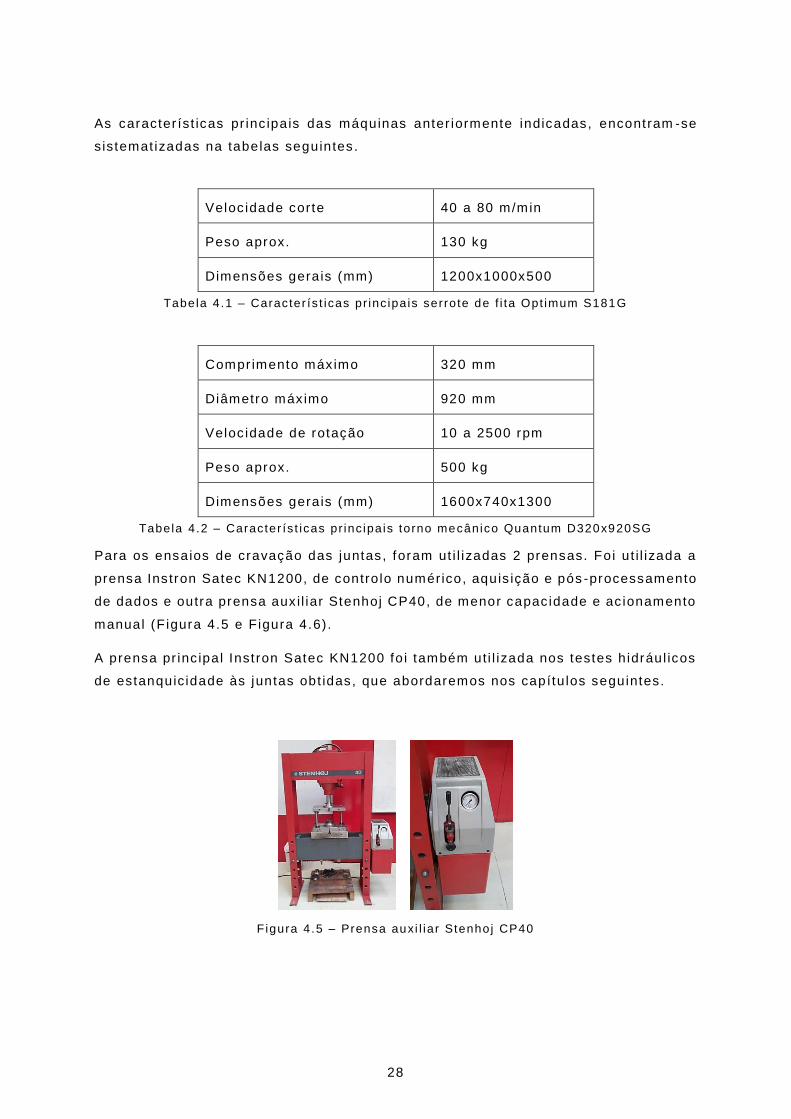
28
As caracter íst icas pr inc ipais das máquinas anter iormente indicadas, encontram -se
s istemat izadas na tabelas seguintes.
Veloc idade corte 40 a 80 m/min
Peso aprox. 130 kg
Dimensões gerais (mm) 1200x1000x500
Tabela 4.1 – Caracter ís t icas pr inc ipa is serrote de f i ta Opt imum S181G
Compr imento máximo 320 mm
Diâmetro máximo 920 mm
Veloc idade de rotação 10 a 2500 rpm
Peso aprox. 500 kg
Dimensões gerais (mm) 1600x740x1300
Tabela 4.2 – Caracter ís t icas pr inc ipa is torno mecânico Quantum D320x920SG
Para os ensaios de cravação das juntas, foram ut i l izadas 2 prensas. Foi ut i l izada a
prensa Ins tron Satec KN1200, de contro lo numérico, aquis ição e pós -processamento
de dados e outra prensa aux i l iar Stenhoj CP40, de menor capac idade e ac ionamento
manual (F igura 4.5 e Figura 4.6).
A prensa pr inc ipal Inst ron Satec KN1200 fo i também ut i l izada nos testes h idrául icos
de estanquic idade às juntas obt idas, que abordaremos nos capítu los seguintes.
Figura 4.5 – Prensa auxi l iar Stenhoj CP40

29
Capacidade 400 KN
Peso aprox. 460 Kg
Dimensões gerais 1030x400x1960
Tabela 4.3 – Caracter ís t icas pr inc ipa is Prensa auxi l iar Stenhoj CP40
Figura 4.6 – Prensa p r inc ipa l Ins t rom Satec KN1200
Contro lador Ibs tron 5500
Capacidade 1200 KN
Veloc idade até 200 mm/min
Nº colunas 2
Aber tura maxima 2300 mm
Peso aprox. 6600 Kg
Dimensões gerais 4640x1500x950
Tabela 4.4 – Caracter ís t icas pr inc ipa is Prensa h idrául ica Inst rom Satec KN1200
4.3.2. Ferramentas
Para a obtenção da junta de l igação, recorremos à ut i l ização de ferramentas de
cravação:
Matr izes – As matr izes super ior e infer ior ;
Mandr i l – O elemento mandr i l tem por função manter inalterada a secção
inter ior de cada um dos tubos, impedindo que estes se deformem na d ireção
radia l in ter ior . O mandr i l permanece no inter ior dos tubos até ao f inal do
processo de l igação.

30
Como elementos auxi l iar ao processo de cravação, fo i ut i l izado um punção:
Punção – varão de aço de d iâmetro infer ior ao d iâmetro interno dos tubos, que
é ut i l izado no f inal do processo, para remover a ferramenta mandr i l do inter ior
dos tubos.
Figura 4.7 – Fotograf ia das ferramentas auxi l iares ao processo de cravação:
(esquerda) Conjunto de matr izes super ior e in fer ior para a var iante de processo
junta t ipo A;
(d i re i ta) Conjunto de matr izes super ior e in fer ior e mandr i l para a var iante de
processo junta t ipo B.
As matr izes que dão or igem à var iante de processo junta t ipo A e junta t ipo B d iferem
na sua geometr ia . As matr izes que or ig inam a junta t ipo B apresentam uma inserção
l i n s que permite um maior des locamento ax ial dos tubos, até que estes col idam com
a matr iz, quando comparado com a matr iz que dá or igem à junta t ipo A, sem inserção
l i n s , conforme representação esquemát ica na F igura 4.2, pág. 26.
Esta d iferença de geometr ia nas matr izes, resulta numa diferente morfo logia das
juntas obt idas em cada um dos casos, como anal isaremos nos capítu los seguintes.
4.3.3. Pré-formas
As pré-formas ut i l izadas foram cortadas a par t ir de varão comerc ia l de PVC de
pressão e PVC hidroni l . A preparação das pré-formas resul ta de 3 operações:
execução do cor te das varas comercia is num serrote de f i ta, l impeza das aparas
resul tantes do cor te e execução dos chanfres no torno mecânico.
A F igura 4.8a representa as 5 pré-formas, em PVC de pressão, que foram preparadas
para os ensaios de determinação da janela de l g a p , com compr imentos que var iam
entre os 102 mm e 122 mm, em intervalos de 5 mm. Nestas pré-formas não fo i
executado chanfre.
Seguidamente foram preparadas as pré -formas para as 3 var iantes de processo
indicadas no p lano de ensaios descr i to na seção 4.6.5. Para a var iante de processo
junta t ipo A, os compr imentos das pré -formas var iam entre os 58 ,5 mm e 73,5 mm
(casos 10 a 13 da Tabela 4.5, pág.40). Para a var iante de processo junta t ipo B, os

31
comprimentos das pré - formas var iam entre os 53 mm e 73 mm (casos 14 a 18 da
Tabela 4.5, pág.40). As pré-formas dos casos refentes às var iantes A e B foram
cortadas em intervalos de 5 mm, com ângulo de chanfre de 20º na extremidade do
tubo a l igar .
Por ú lt imo, foram preparadas as pré -formas para a junta t ipo C, com comprimento de
63,5 mm (casos 6 a 9 da Tabela 4.5, pág.40). Nestas pré-formas foram executados
chanfres de 20º, 40º, 60º e 90º.
(a) (b)
(c)
F igura 4.8 – Fotograf ia das pré - formas para a l i gação topo -a- topo de tubos de PVC por
enformação p lást ica a f r io :
(a) Pré - formas em PVC de pressão ut i l i zadas nos ensaios de determinação da
janela l g a p , var ian te sem junta, casos 1 a 5 ;
(b) Pré- formas em PVC de pressão, casos 6 a 18;
(c) Pré - formas em PVC hidroni l – PVC de pressão, caso 19.
(Os casos ind icados cor respondem ao p lano de ensaios que consta da Tabela
4.5, pág.40)
4.4. Material utilizado
No presente trabalho, foram ut i l izados dois t ipos de PVC -U (não plast i f icado), o de
pressão e o h idroni l , fabr icados de acordo com o Comité Europeu de Normalização,
segundo as normas EN1452-2 e EN1329, respet ivamente.
32
De agora em diante, neste documento, ut i l izaremos as suas des ignações comerc ia is :
PVC de pressão e PVC hidroni l .
A escolha recaiu sobre estes mater iais por serem amplamente ut i l izados em
insta lações e equipamentos de água e esgoto. O PVC de pressão é ut i l izado para o
transpor te e dis tr ibuição de água potável sob pressão (10 bar no caso em estudo) , o
PVC hidroni l é dest inado ao escoamento de águas res iduais a baixa e a l ta
temperatura.
Os provetes pol iméricos foram cor tados de tubos de PVC comercia l. Procedeu-se,
seguidamente, à sua caracter ização através de ensaios de compressão e ensaios de
tração uniax iais , sendo os resultados destes ensaios ut i l izados na const i tu ição da
s imulação numérica, no sof tware I -FORM.
Para os dois t ipos de PVC foram estudados os modos de ins tabi l idade, os l im i tes de
enformabil idade e a carga crí t ica de instabi l idade p lást ica local , que analisaremos
seguidamente. Foi também ut i l izado um mater ial metál ico, aço carbono S460MC, nos
ensaios pre l im inares de l igações h ibr idas, l igações tubulares de metal com PVC,
cuja caracter ização havia já s ido efetuada em estudos prévios [18] .
4.4.1. Caracterização mecânica do material
O ensaio de compressão determina a curva de tensão efet iva – ex tensão efe t iva da
qual resulta a le i de comportamento mecânico para o escoamento p lást ico e que
traduz o compor tamento mecânico do mater ia l em deformação plást ica.
Procedeu-se ao ensaio de compressão uniaxia l, em que se ut i l izaram 2 discos
c i l índr icos empi lhados a seco, como provete de geometr ia c i l índr ica, de d iâmetro
inic ia l (d0) 19,80 mm, para ambos os mater ia is ensaiados. As espessuras in ic iais ( e i)
são dis t in tas para os mater ia is PVC de pressão e PVC hidroni l , respet ivamente: 1,60
mm e 2,70 mm (Figura 4.10) .
Os provetes ut i l izados no ensaio de tração uniaxia l foram maquinados de acordo com
a norma ASTM D 638. Os ensaios de compressão e extensão foram real izados à
temperatura ambiente e a uma veloc idade de des locamento de 10 mm/min. As
condições ver i f icadas aprox imam -se a condições de deformação a f r io e quase
estát icas, o que deverá minimizar os efe i tos d inâmicos assoc iados, baixa veloc idade
de deformação e ass im tornar evidente o efe ito da extensão no comportamento do
mater ia l .

33
(a) (b)
F igura 4.9 – Ensaios de t ração e compressão rea l izados para caracter i zação do mater ia l :
(a) Curva exper imenta l tensão efet i va – extensão efet iva de compressão e
t ração, para PVC de pressão e PVC hidroni l ;
(b) Fotograf ia de um ensaio de t ração a decor rer , em que podemos observar a
est r icção de um provete em PVC hidroni l .
(a) (b)
(c)
F igura 4.10 – Fotograf ia dos provetes ut i l i zados, antes e depois dos ensaios de t ração e
compressão:
(a) Ensaios de compressão: Fotograf ia dos provetes (at rás) in ic ia is e ( f rente)
deformados em (esquerda) PVC de p ressão e (d i re i ta ) PVC h idroni l ( inc lu i
imagem 3D da modelação dos provetes, no canto super ior esquerdo);
(b) Ensaios de t ração: Fotogra f ia dos provetes in ic ia is em ( f rente) PVC de
pressão e (at rás ) PVC h idroni l ;
c ) Provete em PVC de p ressão após ensaio de t ração.
0
20
40
60
80
100
120
140
160
180
0 0,2 0,4 0,6 0,8 1 1,2
Ten
são
efe
cti
va (
MP
a)
Extensão efectiva
PVC pressão Ensaio Compressão
PVC pressão Ensaio Tracção
PVC hidronil Ensaio Compressão
PVC hidronil Ensaio Tracção
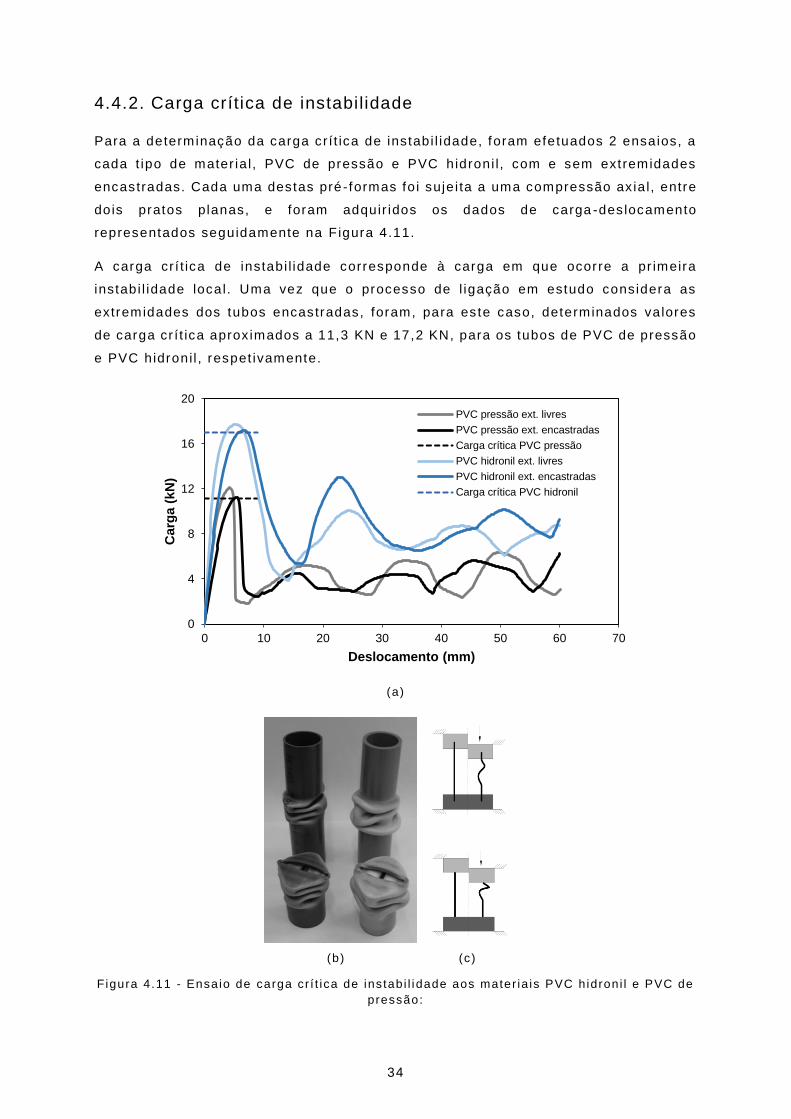
34
4.4.2. Carga crítica de instabilidade
Para a determinação da carga crí t ica de instabi l idade, foram efetuados 2 ensaios, a
cada t ipo de mater ia l, PVC de pressão e PVC hidroni l , com e sem extremidades
encastradas. Cada uma destas pré -formas fo i suje i ta a uma compressão ax ia l, entre
dois pratos planas, e foram adquir idos os dados de carga -des locamento
representados seguidamente na F igura 4.11.
A carga crí t ica de instabi l idade corresponde à carga em que ocorre a pr imeira
instabi l idade local. Uma vez que o processo de l igação em estudo considera as
extremidades dos tubos encastradas, foram, para este caso, determinados valores
de carga cr í t ica aprox imados a 11,3 KN e 17,2 KN, para os tubos de PVC de pressão
e PVC hidroni l , respet ivamente.
(a)
(b) (c)
F igura 4.11 - Ensaio de carga cr í t ica de ins tab i l i dade aos mater ia is PVC h idroni l e PVC de
pressão:
0
4
8
12
16
20
0 10 20 30 40 50 60 70
Carg
a (
kN
)
Deslocamento (mm)
PVC pressão ext. livres
PVC pressão ext. encastradas
Carga crítica PVC pressão
PVC hidronil ext. livres
PVC hidronil ext. encastradas
Carga crítica PVC hidronil
35
(a) Representação gráf ica da curva carga -des locamento para ext remidades l ivres
e encastradas, com ind icação da carga cr í t ica;
(b) Fotograf ia dos prove tes após ensaio com ext remidades (at rás ) encas tradas
e ( f rente ) l i vres, em (esquerda) PVC de pressão e (d i re i ta ) PVC h id roni l ;
(c ) Representação esquemát ica do ensaio com extremidades (at rás) encastradas
e ( f rente ) l i vres.
4.5. Procedimento experimental
No desenvolv imento deste trabalho, foram real izados tes tes em 32 casos d is t in tos,
conforme plano de ensaios que se apresenta na seção 4.6.5. Os ensaios foram
real izados numa prensa h idrául ica ( Ins trom Satec KN1200 Figura 4.6, pág. 29) em
que fo i montada a conf iguração que se representa esquemat icamente na F igura 4.2,
pág. 26.
Todos os ensaios foram real izados à temperatura ambiente, com veloc idade igual à
veloc idade a que foram real izados os ensaios mecânicos de caracter ização do
mater ia l (10 mm/min).
Após a preparação das pré-formas, anter iormente descr i ta na seção 4.3.3, o
procedimento exper imental para a obtenção das três var iantes de junta t ipo A, B e
C, cons iste nos seguintes passos:
1. Preparação do (a) conjunto de matr izes, pré-formas e mandr i l : ( i ) Inserção
das pré-formas nas matr izes super ior e infer ior ; ( i i ) Inserção do mandr i l no
inter ior das pré-formas super ior e infer ior ;
2. Posic ionamento do prato super ior da prensa de modo a obter o espaçamento
que permita a colocação do (a) conjunto anter iormente montado entre os
pratos da prensa;
3. Colocação do (a) conjunto na prensa, centrado em re lação ao e ixo de carga
da mesma;
4. Reposic ionamento do prato super ior até que se ver i f ique o seu contacto com
a matr iz super ior ;
5. Colocação dos parâmetros do ensaio e execução da instrução de iníc io de
tes te no software da prensa h idrául ica;
6. Execução da ins trução de pos ic ionamento in ic ia l do prato da prensa no
sof tware da prensa h idrául ica;
7. Remoção do (a) conjunto de entre os pratos da prensa h idrául ica;
No f inal de cada tes te, foram processados e guardados os dados adquir idos no
sof tware da prensa h idrául ica.

36
4.6. Ensaios realizados
Foram real izados ensaios pre l im inares que permit iram ident i f icar os parâmetros
pr inc ipais do processo de obtenção da junta, ta is como: comprimento inic ia l do tubo
𝑙𝑜 fora da matr iz super ior ; comprimento in ic ia l do tubo 𝑙𝑖 fora da matr iz infer ior ;
espaçamento in ic ia l 𝑙𝑔𝑎𝑝 = 𝑙𝑜 + 𝑙𝑖 entre a matr iz super ior e infer ior ; ângulo de chanfre
𝛼 nas extremidades dos tubos; carga de compressão ax ial 𝐹𝑐𝑙𝑎𝑚𝑝 para o fecho
mecânico da junta. As matr izes, super ior e infer ior , foram desenhadas para um ra io
exter ior 𝑟𝑜 específ ico e o mandr i l fo i também desenhado espec if icamente para a
espessura de parede 𝑡𝑜 dos tubos a l igar . O rác io 𝑙𝑜/𝑙𝑖 do comprimento do tubo fora
das matr izes super ior e infer ior manteve -se constante e igual a 1 para todos os casos
estudados. Foi anal isado o rác io 𝑙𝑔𝑎𝑝/𝑟𝑜 que é def inido pelo espaçamento in ic ia l 𝑙𝑔𝑎𝑝
entre matr izes e o raio exter ior 𝑟𝑜 dos tubos, bem como a inf luência do ângulo 𝛼 de
chanfre das extremidades dos tubos.
O desenvolvimento do presente trabalh o compreendeu quatro fases d is t in tas, cuja
descr ição é apresentada seguidamente, neste capítu lo: instabi l idades locais e janela
de processo lgap, parâmetros de cravação e var iantes de processo, es tudos
pre l im inares noutros mater ia is e caracter ização mecâni ca da junta de l igação .
4.6.1. Instabilidades locais e janela de processo lgap
Na pr imeira fase foram estudadas as instabi l idades locais em tubos s ingulares, sem
junta, em PVC de pressão. Nesta fase foram real izados ensaios ao parâmetro lg a p e
determinada a janela de exequib i l idade do processo.
O espaço l ivre entre matr izes é um parâmetro determinante na ocorrênc ia e def in ição
de geometr ia das instabi l idades locais . Para a determinação da janela de processo ,
foram real izados 5 ensaios ao espaçamento in ic ial l g a p entre as matr izes super ior e
infer ior , correspondentes aos casos 1 a 5 do p lano de ensaios ( Tabela 4.5, pág. 40).
Pela observação da Figura 4.12 é possível anal isar a (a) evolução da carga -
des locamento e (b) uma im agem fotográf ica das instabi l idades obt idas, onde se
ver i f ica o insucesso dos casos 1 e 5. O caso 1, o reduzido espaçamento entre as
matr izes, lg a p = 10 mm, inviabi l izou a ocorrênc ia de ins tabi l idades locais . No caso 5,
com lg a p = 50 mm, ver i f icam-se duas ins tabi l idades locais , f icando ass im def in ida a
janela de processo que cons idera os casos 3, 4 e 5. Da observação das
instabi l idades cont idas na janela de processo, ver i f ica -se que o caso 3, com lg a p =
30 mm, é o que se apresenta mais equi l ibrado na sua morfologia. A ins tabi l idade
neste caso apresenta um diâmetro e espessura intermédios, quando comprado com
os casos 2 e 4 compreendidos na janela de processo.

37
(a) (b)
F igura 4.12 – Dete rminação da janela de processo para o espaçamento l ivre en tre as
matr izes super ior e in fer ior l g a p :
(a) Evolução da curva carga -des locamento exper imenta l ;
(b) Fo tograf ia das ins tab i l idades obt idas para os casos 1 a 5 do p lano de ensaios
(Tabela 4.5, pág.40) .
4.6.2. Parâmetros de cravação e variantes de processo
Numa segunda fase, foram estudados os parâmetros de cravação para as 3 var iantes
de processo, em mater ia l PVC de pressão: junta t ipo A, B e C. Nesta fase foram
real izados 3 ensaios: (a) ensaio à inf luência do ângulo do chanfre (casos 6 a 9) , (b )
ensaio ao parâmetro gapl (casos 10 a 18) e (c) ensaio à foça de fecho clampF (casos
19 a 23) .
(a) (b)
(c) (d)
0
4
8
12
16
20
0 5 10 15 20
Carg
a (
kN
)
Deslocamento (mm)
Caso 1
Caso 2
Caso 3
Caso 4
Caso 5

38
Figura 4.13 - Resul tados exper imenta is do estudo dos parâmetros de c rav ação e var iantes
de processo de l igação de tubos de PVC por enformação p lást ica a f r io :
(a) Ensaio ao parâmetro l g a p para a junta t ipo A (casos 10 a 13) ;
(b) Ensaio à in f luênc ia do ângulo do chan fre para junta t ipo C (casos 6 a 9) ;
(c ) Ensaio ao parâmetro l g a p para a junta t ipo B (casos 14 a 18) ;
(d) Ensaio à foça de fecho para a junta t ipo B (casos 19 a 23) .
Na real ização dos ensaios foram ut i l izadas as ferramentas indicadas na seção 4.3.2,
pág. 29. Para todos os casos ensaiados fo i ut i l izado o m andr i l , que impede a
ocorrênc ia de ins tabi l idades no sent ido radia l in terno, conforme anter iormente
anal isado, aquando do estudo da carga cr í t i ca de instabi l idade, na seção 4.4.2, pág.
34.
4.6.3. Caracterização mecânica das juntas
Por f im, numa quarta fase, as juntas obt idas foram carater izadas mecanicamente.
Foi real izado um ensaio de estanquic idade a cada uma das 3 var iantes de processo:
junta t ipo A, B e C, em PVC de pressão (casos 23 a 30) . Adi c ionalmente, para a junta
t ipo B, fo i real izado um estudo à força de fecho por b loqueio mecânico e sua
inf luênc ia na estanquic idade das juntas. Como referênc ia, fo i real izado um ensaio
de estanquic idade a um tubo s ingular, sem junta (caso 31) .
(a) (b)
(c) (d)
F igura 4.14 – Resul tados exper imenta is re la t i vos à caracter i zação mecânica da junta de
l igação, ensaio de estanquic idade:
(a) Junta t ipo A (caso 23 ) ;
(b) Junta t ipo B (casos 16 e 25 ) ;

39
(c) Junta t ipo C (caso 30 ) ;
(d) Tubo s ingula r , sem junta (caso 32) .
4.6.4. Estudos preliminares noutros materiais
Numa terceira fase, foram estudadas 3 l igações h ibr idas para as duas var iantes de
processo, junta t ipo A e B. Nesta fase, fo i real izado um ensaio em jun ta t ipo A, à
l igação h ibr ida nos mater ia is PVC hidroni l no exter ior e PVC de pressão no inter ior ,
um ensaio em junta t ipo B, à l igação hibr ida PVC de pressão no exter ior e PVC
hidroni l no inter ior (F igura 4.15a) e um ensaio ao conjunto de mater iais aço S460MC
exter ior e PVC de pressão no inter ior , para as var iantes de processo junta t ipo A e
B (F igura 4.15b).
(a) (b)
F igura 4.15 – Resul tados exper imenta is do estudo pre l iminares nout ros mater ia is , l igações
h ibr idas nas var iantes de processo A e B:
(a) Junta (esquerda) t ipo A com P VC hidroni l ex ter ior e PVC de pressão in ter ior
e (d i re i ta) t ipo B com PVC de pressão exter ior e PVC hidroni l in ter ior ,
correspondente aos casos 19 e 20 do p lano de ensaios da Tabela 4 .5, pág. 40;
(b) Junta (esquerda) t ipo A e (d i re i ta) t ipo B com aço S460MC exte r ior e PVC de
pressão in ter ior , correspondente aos casos 21 e 22 do p lano de ensaios da
Tabela 4.5, pág. 40.
4.6.5. Plano de ensaios
Os 31 casos de estudo real izados no desenvolvimento deste trabalho, cuja anál ise
e d iscussão de resul tados será efetuada no capítu lo 6, encontram-se s istemat izados
nos p lanos de ensaios I e I I na Tabela 4.5 e Tabela 4.6, cuja nomenclatura fo i
anter iormente indicada na seção 4.2.

40
Caso Fase Ensaio Material (exterior - interior)
Variante processo
l0 (mm)
li (mm)
lgap (mm)
α [º]
lgap/r0
1
Insta
bili
dad
es lo
cais
Ja
ne
la
l gap
PVC de pressão
Sem junta
5 5 10
NA
0,63
2 10 10 20 1,25
3 15 15 30 1,88
4 20 20 40 2,5
5 25 25 50 3,13
6
Pa
râm
etr
os d
e C
ravaçã
o
Influên
cia
âng
ulo
de
ch
an
fre
Tipo C 20 20 40
20
2,50 7 40
8 60
9 90
10
Ja
ne
la
l ga
p
Tipo A
10 10 20
20
1,25
11 15 15 30 1,88
12 20 20 40 2,50
13 25 25 50 3,13
14
Tipo B
10 10 20 1,25
15 15 15 30 1,88
16 20 20 40 2,50
17 25 25 50 3,13
18 30 30 60 3,75
19
Estu
do
s p
relim
inare
s
nou
tro
s m
ate
riais
En
saio
s lig
açõ
es
hib
rida
s
PVC hidronil – PVC
Pressão Tipo A 15 15 30
20
1,88
20 PVC de
pressão - PVC hidronil
Tipo B 20 20 40 2,50
21 Aço S460MC - PVC de pressão
Tipo A 15 15 30 b*-20 1,88
22 Tipo B 20 20 40 b*-20 2,50
Tabela 4.5 – P lano de ensaios I
b* Extremidade tubular metá l ica bo leada

41
Caso Fase Ensaio Material (exterior - interior)
Variante processo
l0 (mm)
li (mm)
lgap (mm)
α [º]
lgap/r0 Fclamp
[kN]
23
Ca
racte
rizaçã
o m
ecân
ica
da ju
nta
de lig
açã
o
En
saio
s d
e
esta
nq
uic
idad
e
PVC de pressão
Tipo A 15 15 30
20 1,88 25
24 20 20 40 2,50 30
25
Tipo B 20 20 40 20 2,50
15
26 30
27 40
28 80
29 200
30 Tipo C 20 20 40 20 2,50 8
31 Sem Junta NA NA NA NA NA NA
Tabela 4.6 – P lano de ensaios I I

42

43
Capítulo V
5. Desenvolvimento Numérico
5.1. Introdução
Este capí tu lo introduz o trabalho efetuado em simulação numérica de e lementos
f in i tos para os ensaios real izados. Recorrendo ao software I -FORM, são estudadas
as três var iantes de processo para a obtenção das juntas, através do método dos
e lementos f ini tos, anter iormente abordado no capítu lo 3.2. Os resul tados obt idos em
simulação numérica são poster iormente analisados em conjunto com os ensaios
exper imentais , no capí tu lo 6.
5.2. Modelação numérica
A modelação numérica da l igação topo-a- topo de tubos de PVC por enformação a
f r io , fo i real izada recorrendo ao software de e lementos f in i tos denominado I -FORM
que a Área Cientí f ica de Tecnologia Mecânica e Gestão Industr ia l do Ins t i tuto
Super ior Técnico, tem vindo a desenvolver , desde os anos 80 e que inclu i a extensão
de formulação do escoamento de polímeros sensíveis à pressão que fo i
recentemente desenvolv ida por Alves et a l. [3] .
O I-FORM é um motor de cálculo que recorre a dois módulos para efetuar o
processamento dos dados, o PRE e o POS . No PRE é fe i to o input das var iáveis e
condições f ronte ira in ic ia is do problema. No POS são analisados os resultados
obt idos que foram calculados anter iormente pelo I -FORM. Ainda que esteja
d isponível uma versão a três d imensões deste software , o I -FORM3d, no presente
trabalho fo i ut i l izado o I -FORM2d, dada a geometr ia dos problemas que se pretendem
estudar ser ax i s imétr ica, i .e . , a geometr ia não se a ltera segundo a d ireção
tangenc ia l ϴ . Os problemas podem assim ser s impl i f icados a dois graus de l iberdade
ou duas d imensões, fazendo-se poster iormente a revolução da geometr ia in ic ial 2d,
em torno de ϴ , obtemos a modelação a três d imensões, como se pretende.
Pr imeiramente são cr iadas as matr izes, o mandr i l e os perf is tubulares e a
d iscret ização da respet iva a malha, recorrendo a um software de CAD, como o
Autocad ou o GID. Estes e lementos são seguidamente importados para o PRE, onde
se complementam com os inputs do mater ial dos componentes, parâmetros de
convergênc ia para a convergênc ia das i terações, atr i to entre superf íc ies,
ve loc idades das matr izes, cr i tér ios de danos, entre outros. Nesta fase, são gerados
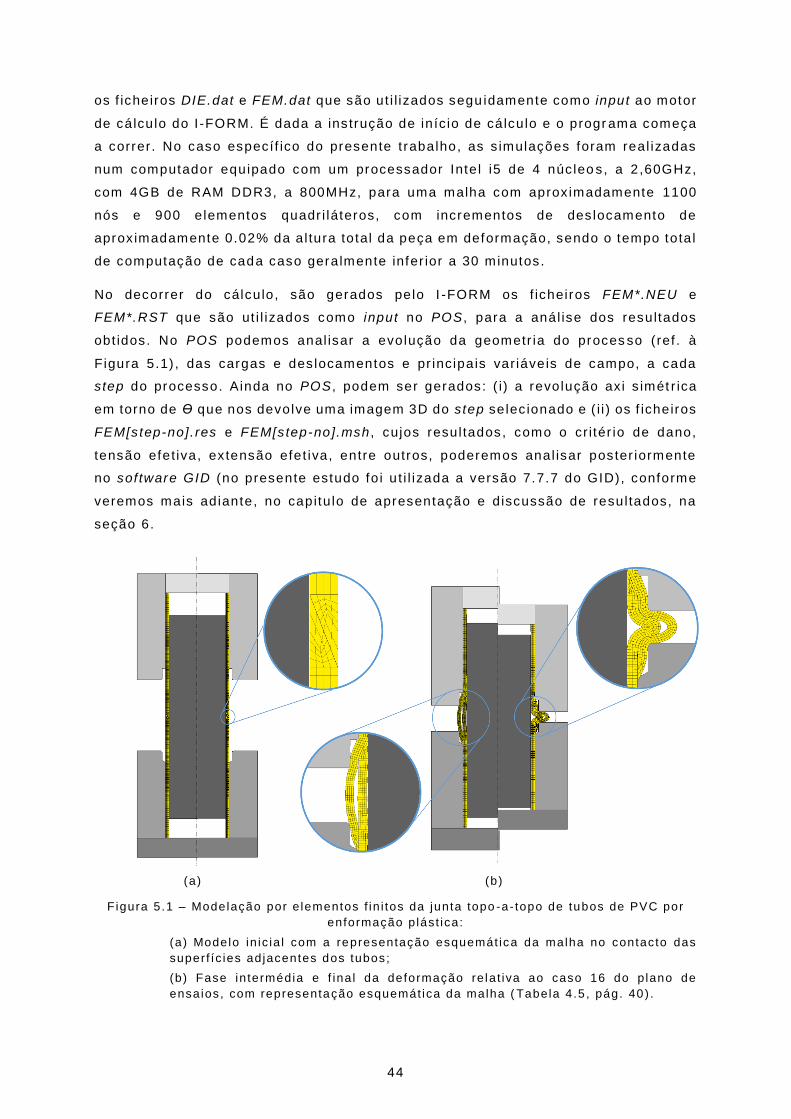
44
os f icheiros DIE.dat e FEM.dat que são ut i l izados segu idamente como input ao motor
de cálculo do I -FORM. É dada a ins trução de iníc io de cálculo e o progr ama começa
a correr. No caso específ ico do presente t rabalho, as s imulações foram real izadas
num computador equipado com um processador Inte l i5 de 4 núc leo s, a 2 ,60GHz,
com 4GB de RAM DDR3, a 800MHz, para uma malha com aprox imadamente 1100
nós e 900 e lementos quadr i láteros, com incrementos de des locamento de
aprox imadamente 0.02% da a l tura total da peça em deformação, sendo o tempo tota l
de computação de cada caso geralmente infer ior a 30 minutos.
No decorrer do cálculo, são gerados pelo I -FORM os f icheiros FEM*.NEU e
FEM*.RST que são ut i l izados como input no POS , para a anál ise dos resultados
obt idos. No POS podemos anal isar a evolução da geometr ia do proces so (ref . à
Figura 5.1) , das cargas e des locamentos e pr incipais var iáveis de campo, a cada
step do processo. Ainda no POS , podem ser gerados: ( i) a revolução axi s imét r ica
em torno de ϴ que nos devolve uma imagem 3D do step se lec ionado e ( i i ) os f icheiros
FEM[step-no] .res e FEM[step-no].msh , cujos resul tados , como o cr i tér io de dano,
tensão efet iva, ex tensão efet iva, entre outros, poderemos anal isar poster iormente
no sof tware GID (no presente estudo fo i u t i l izada a versão 7.7.7 do GID), conforme
veremos mais adiante, no capitu lo de apresentação e d iscussão de resul tados, na
seção 6.
(a) (b)
F igura 5.1 – Modelação por e lementos f in i tos da junta topo -a - topo de tubos de PVC por
enformação p lást ica:
(a) Modelo in ic ia l com a representação esquemát ica da malha no contacto das
superf íc ies ad jacentes dos tubos;
(b) Fase in termédia e f ina l da deformação re la t iva ao caso 16 do p lano de
ensaios, com representação esquemát ica da malha ( Tabela 4.5 , pág. 40) .

45
Capitulo VI
6. Apresentação e Discussão de Resultados
No presente capítu lo, são anal isados e d iscut idos os resultados obt idos
exper imentalmente e numericamente, pelo método dos e lementos f in i tos
In ic ialmente é anal isada a inf luênc ia do ângulo do chanfre das extremidades dos
tubos, na var iante de processo de l igação junta t ipo C. Seguidamente s ão anal isados
os modos de deformação, a evolução da carga -des locamento e a morfologia e
estanquic idade, nas var iantes de processo de l igação de junta t ipo A e B. A var iante
de processo de l igação de junta t ipo C, é anal isada e d iscut ida re lat ivamente à sua
morfologia e estanquic idade.
No f inal , é abordado o estudo introdutór io destas l igações em mater iais d iss imilares,
em que são apresentadas e d iscut idos os resul tados obt idos aos ensaios
pre l im inares em juntas de l igação h ibr idas.
6.1. Influência do ângulo de chanfre
A aval iação da inf luência do ângulo 𝛼 de chanfre fo i efetuada para os tubos de PVC
de pressão, na var iante de processo de l igação junta t ipo C, para ângulos de chanfre
20º, 40º, 60º e 90º que são correspondentes aos caso s 6 a 9 do p lano de ensaios
(Tabela 4.5, pág.40) .
Na F igura 6.1 podemos observar que o aumento do ângulo 𝛼 de chanfre nos casos 6,
7 e 8 não compromete o sucesso na obtenção da junta, apenas inf luênc ia o p ico da
carga e a evolução da curva carga-des locamento na fase de ( i) expansão,
anter iormente descr i ta na seção 4.2. No pormenor da Figura 6.1c podemos contudo
observar d iferenças nas morfo logias das juntas obt idas para os casos de sucesso 6,
7 e 8, em que a a lteração de secção dos perf is tubulares se ver i f ica mais abrupta,
com o acréscimo do ângulo 𝛼 de chanfre.
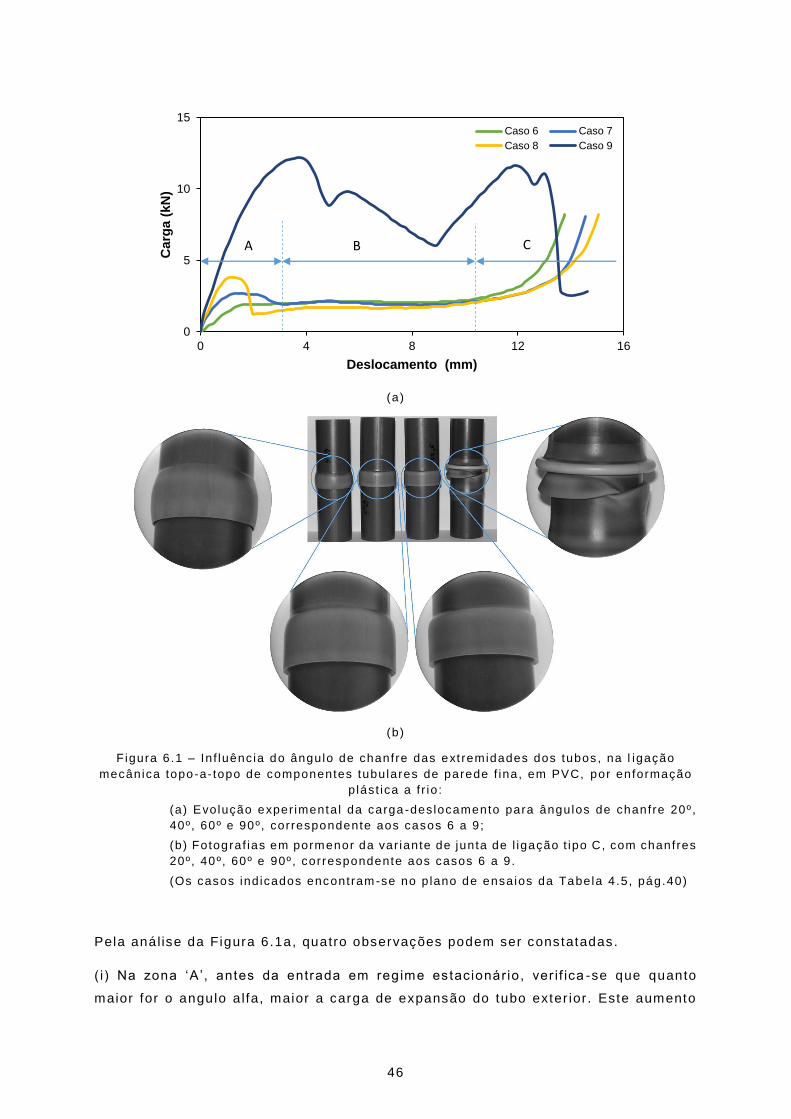
46
(a)
(b)
F igura 6.1 – In f luênc ia do ângulo de chanfre das ext remidades dos tubos , na l igação
mecânica topo-a- topo de componentes tubulares de parede f ina, em PVC, por enformação
p lást ica a f r io :
(a) Evolução exper imenta l da carga -des locamento para ângulos de chanfre 20º ,
40º, 60º e 90º, correspondente aos casos 6 a 9;
(b) Fotograf ias em pormenor da var iante de junta de l igação t ipo C, com chanfres
20º, 40º, 60º e 90º , correspondente aos casos 6 a 9.
(Os casos ind icados encontram -se no p lano de ensaios da Tabela 4 .5, pág.40)
Pela anál ise da Figura 6.1a, quatro observações podem ser constatadas.
( i) Na zona ‘A’, antes da entrada em regime estacionár io, ver i f ica -se que quanto
maior for o angulo a lfa, maior a carga de expansão do tubo exter ior . Este aumento
0
5
10
15
0 4 8 12 16
Carg
a (
kN
)
Deslocamento (mm)
Caso 6 Caso 7
Caso 8 Caso 9
A B C

47
do ângulo a lfa impl ica, por outro lado, menores des locamentos até à entrada em
regime estac ionár io.
( i i ) Observando a zona ‘B’ ver i f ica -se que a curva do caso 6, correspondente ao a lfa
menor, é a que tem a carga menos e levada. Tal fac to deve-se à menor expansão do
tubo exter ior e portanto maior f r icção na interface entre os dois tubos.
( i i i ) Pode-se ainda observar na zona ‘C’ que para a lfas menores, o des locamento
to ta l da matr iz super ior será menor , v isto que a trajetór ia percorr ida pelo tubo
exter ior é também menor .
( iv) Por f im, pode observar -se que no caso 9 (ângulo 𝛼 de chanfre igual a 90º) , que
não é possível efetuar a l igação entre os perf is tubulares. Neste caso, a extremidade
l ivre do tubo inter ior 𝑙𝑖 deixa de agir como um punção cónico e já não se ver i f ica o
aumento de ra io 𝑟𝑜 do tubo exter ior que ser ia esperado durante a fase de expansão.
Por sua vez, os tubos super ior e infer ior , sof rem uma compressão ax ia l um contra o
outro, entre superf íc ies parale las, conforme anter iormente anal isado na seção 4.2,
o que determina o insucesso da l igação.
6.2. Modos de deformação
Tal como recentemente descoberto por Alves et a l. [2] para tubos metál icos, os
modos de deformação que ocorrem durante o processo de l igação topo -a-topo de
tubos de PVC de parede f ina, por enformação plást ica a f r io, dependem do
desenvolv imento e propagação ass imétr ica de ondas p lást icas no espaço l ivre entre
as matr izes, para uma abertura in ic ia l def in ido como 𝑙𝑔𝑎𝑝, cuja caracter ização das
instabi l idades locais e da janela de processo, foi anter iormente anal isada no capítu lo
4.6.1 e de onde se selec ionou um valor de 𝑙𝑔𝑎𝑝 igual a 30 mm.
Como veremos seguidamente, a observação dos ensaios exper imentais e das
s imulações numéricas por elementos f in i tos , permite estabelecer o rác io de esbeltez
𝑙𝑔𝑎𝑝 / 𝑟𝑜 para as l igações estudadas em PVC de pressão, de ambas as var iantes de
processo junta t ipo A e B, para o rác io geométr ico lo / l i constante e igual a 1 e para
o valor de r0 constante e igual a 16 mm.

48
6.2.1. Variante de processo junta tipo A
Da observação da janela de processo dos ensaios exper imentais e das s imulações
numér icas por e lementos f in i tos da var iante de processo junta t ipo A, ver i f icamos
três modos de deformação dis t in tos que apresentam rác ios de esbel tez 𝑙𝑔𝑎𝑝 / 𝑟𝑜 que
correspondem, respet ivamente, aos valores 1.25, 1.88 e 3.13. A F igura 6.2 abaixo,
mostra uma fotograf ia dos 4 ensaios exper imentais , real izados em PVC de pressão,
em que podemos ident i f icar os três modos de deformação, dependendo do rác io
𝑙𝑔𝑎𝑝 / 𝑟𝑜.
(a)
(b)

49
(c)
F igura 6.2 – Modos de deformação re la t i vos à var iante junta t ipo A do p rocesso de l igação
topo-a- topo de tubos de PVC por enfo rmação p lást ica a f r io :
(a) Fotograf ia dos resul tados exper imenta is obt idos para os casos 10 a 13;
(b) Fo tograf ia ao cor te dos resul tados exper imenta i s obt idos para os casos 10 e
13;
(c ) Visual i zação de cor te à previsão numér ica por e lementos f in i tos para os casos
10, 11 e 13. A área co lo r ida corresponde à previsão numér ica da d is t r ibu ição do
crazing, cu jo sombreado podemos observar nos ensaios exper imenta is .
(Os casos ind icados constam do p lano de ensaios na Tabela 4.5, pág. 40)
Observando o modo de deformação mais à esquerda, doravante denominado modo
A1 (caso 10 do plano de ensaios), correspondent e ao rác io de esbeltez lg a p / r 0 = 1.25,
ver i f icamos que a l igação não fo i tota lmente conc luída. A d istânc ia l ivre inic ia l entre
as matr izes super ior e infer ior lg a p , não fo i suf ic iente para que a instabi l idade ocorr ida
no tubo exter ior l o envolva tota lmente a ins tabi l idade ocorr ida no tubo inter ior l i , não
sendo concluída a fase de fecho da l igação, porque não é gerado o b loqueio por
compressão com o tubo infer ior . Podemos ver i f icar que a l igação resultante do modo
de l igação A1, é passíve l de ser desacoplada e acoplada manualmente, conforme
i lus trado pela F igura 6.3 abaixo.
Figura 6.3 – Fotograf ias ao resul tado exper imenta l de insucesso, correspondente ao modo
A1 de deformação, re la t i vo à var iante junta t ipo A do processo de l igação topo -a- topo de
tubos de PVC por enformação p lást ica a f r io , co rrespondente ao caso 10 do p lano de
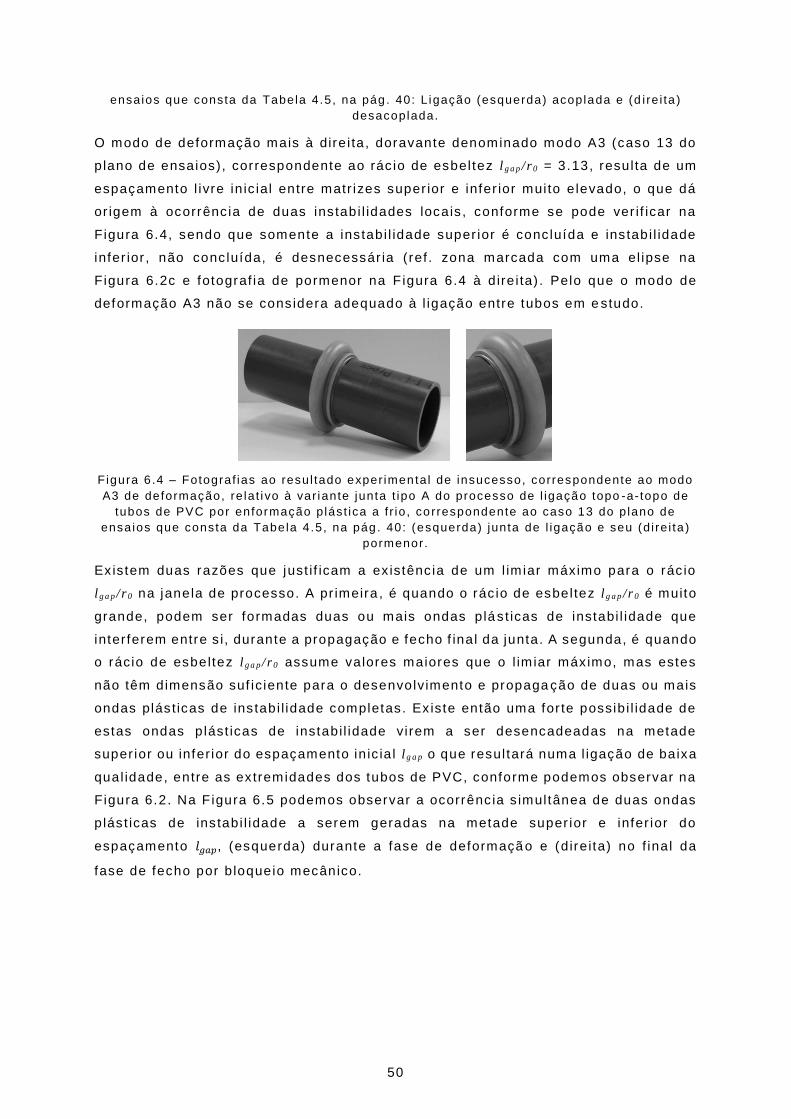
50
ensaios que consta da Tabela 4.5, na pág . 40: L igação (esquerda) acoplada e (d i re i ta )
desacoplada.
O modo de deformação mais à dire i ta, doravante denominado modo A3 (caso 13 do
p lano de ensaios), cor respondente ao rác io de esbel tez l g a p / r0 = 3.13, resul ta de um
espaçamento l ivre in ic ial entre matr izes super ior e infer ior mui to e levado, o que dá
or igem à ocorrênc ia de duas ins tabi l idades locais , conforme se pode ver i f icar na
Figura 6.4, sendo que somente a ins tabi l idade super ior é conc luída e ins tabi l idade
infer ior , não conc luída, é desnecessár ia (ref . zona marcada com uma el ipse na
Figura 6.2c e fotograf ia de pormenor na F igura 6.4 à d ire i ta) . Pelo que o modo de
deformação A3 não se cons idera adequado à l igação entre tubos em e studo.
Figura 6.4 – Fotograf ias ao resul tado exper imenta l de insucesso, correspondente ao modo
A3 de deformação, re la t i vo à var iante junta t ipo A do processo de l igação topo -a- topo de
tubos de PVC por enformação p lást ica a f r io , co rrespondente ao caso 13 do p lano de
ensaios que consta da Tabela 4.5, na pág . 40: (esquerda) junta de l igação e seu (d i re i ta )
pormenor.
Existem duas razões que just i f icam a ex istênc ia de um l im iar máximo para o rác io
lg a p / r0 na janela de processo. A pr imeira , é quando o rác io de esbel tez lg a p /r 0 é muito
grande, podem ser formadas duas ou mais ondas p lá st icas de instabi l idade que
interferem entre s i, durante a propagação e fecho f inal da junta. A segunda, é quando
o rácio de esbeltez l g a p / r0 assume valores maiores que o l im iar máximo, mas estes
não têm dimensão suf ic iente para o desenvolv imento e propaga ção de duas ou mais
ondas plást icas de ins tabi l idade completas. Ex iste então uma for te possib i l idade de
estas ondas p lást icas de instabi l idade vi rem a ser desencadeadas na metade
super ior ou infer ior do espaçamento in ic ia l lg a p o que resul tará numa l igação de baixa
qual idade, entre as extremidades dos tubos de PVC, conforme podemos observar na
Figura 6.2. Na F igura 6.5 podemos observar a ocorrênc ia s imul tânea de duas ondas
p lást icas de ins tabi l idade a serem geradas na metade super ior e infer ior do
espaçamento 𝑙𝑔𝑎𝑝, (esquerda) durante a fase de deformaçã o e (d ire ita) no f inal da
fase de fecho por b loqueio mecânico.
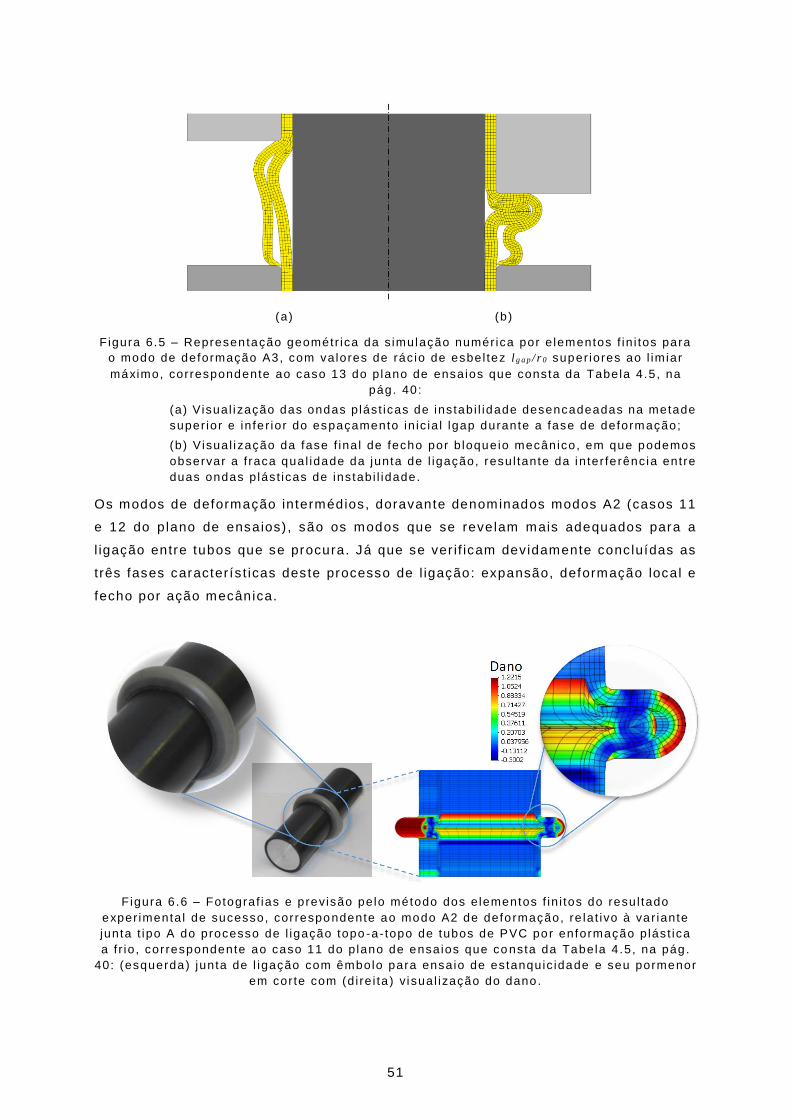
51
(a) (b)
F igura 6.5 – Represen tação geométr ica da s imulação numér ica por e lementos f in i tos para
o modo de deformação A3, com valores de rác io de esbel tez l g a p / r 0 super iores ao l imiar
máximo, correspondente ao caso 13 do p lano de ensaios que consta da Tabela 4.5, na
pág. 40:
(a) Visual i zação das ondas p lást icas de ins tab i l idade desencadeadas na metade
super ior e in fe r ior do espaçamento in ic ia l lgap durante a fase de deformação;
(b) Visual i zação da fase f ina l de fecho por b loqueio mecânico, em que podemos
observar a f raca qual idade da junta de l igação, resul tante da in ter fe rênc ia entre
duas ondas p lást icas de ins tab i l idade.
Os modos de deformação intermédios, doravante denominados modos A2 (casos 11
e 12 do p lano de ensaios) , são os modos que se revelam mais adequados para a
l igação entre tubos que se procura. Já que se ver i f icam devidamente conc luídas as
três fases caracterís t icas deste processo de l igação: expansão, deformação local e
fecho por ação mecânica.
Figura 6.6 – Fotograf ias e previsão pelo método dos e lementos f in i tos do resul tado
exper imenta l de sucesso, correspo ndente ao modo A2 de defo rmação, re la t ivo à var iante
junta t ipo A do processo de l igação topo -a - topo de tubos de PVC por enformação p lást ica
a f r io , cor respondente ao caso 11 do p lano de ensaios que co nsta da Tabela 4 .5, na pág .
40: (esquerda) junta de l igação com êmbolo para ensaio de estanquic idade e seu pormenor
em cor te com (d i re i ta ) v i sual ização do dano.

52
Na var iante de processo junta t ipo A, ver i f icamos que é bem sucedida a l igação
mecânica topo-a-topo de componentes tubulares de parede f ina em PVC por
enformação plást ica a f r io , para rác ios de esbeltez 𝑙𝑔𝑎𝑝/𝑟𝑜 entre 1.88 e 2.50,
correspondente aos casos 11 e 12 dos plano de ensaios ( Tabela 4.5, pág.40).
Ainda que os casos 11 e 12 sejam ambos casos de sucesso, em que as juntas são
complemente formadas, achou-se que o caso 12 apresenta uma junta
desnecessar iamente maior , o que resul ta num desperdíc io de mater ia l e energia
ut i l izada no processo. Ass im, a escolha para o ensaio de caracter ização da junta
que abordaremos na seção 0, recai sobre o caso 11.
6.2.2. Variante de processo junta tipo B
Observando a janela de processo dos ensaios exper imentais e das s imulações
numér icas por e lementos f in i tos da var iante de processo junta t ipo B, ident i f icamos
três modos de deformação dis t in tos que apresentam rác ios de esbel tez l g a p / r0 que
correspondem, respet ivamente, aos valores 1.25, 2.50 e 3.75. A F igura 6.7 abaixo,
mostra uma fotograf ia dos 5 ensaios exper imentais , real izados em PVC de pressão
(casos 14 a 18 do p lano de ensaios, Tabela 4.5, pág.40) , em que podemos ident i f icar
os três modos de deformação que anal isaremos seguidamente. Estes modos de
deformação dependem do rácio lg a p /r 0 que, para os casos tes tados, assume valores
compreendidos entre 1.25 e 3.75.
(a)

53
(b)
(c)
Figura 6.7 – Modos de deformação re la t i vos à var iante junta t ipo B do processo de l igação
topo-a- topo de tubos de PVC por enfo rmação p lást ica a f r io :
(a) Resul tados exper imenta is obt idos para os casos 14 a 18;
(b) Visual i zação do cor te efetuado aos resul tados expe r imenta is para os casos
14, 16 e 18;
(c ) Visual i zação do cor te efetuado aos resul tados de e lementos f in i tos para os
casos 14, 16 e 18 . A área co lor ida corresponde à previsão numér ica da
d is t r ibu ição do crazing, cu jo sombreado podemos observar nos cor tes a os
ensaios exper imenta is .
(Os casos ind icados constam do p lano de ensaios da Tabela 4.5, na pág. 40)
Observando o modo de deformação mais à esquerda, doravante denominado por
modo B1 (caso 14 do p lano de ensaios), cor respondente ao rác io de esbel tez 𝑙𝑔𝑎𝑝 / 𝑟𝑜
igual a 1.25, ver i f icamos que a l igação que não é possível executar a l igação, porque
o espaço in ic ial entre as matr izes super ior e infer ior não foi suf ic iente para o
desenvolv imento de ondas p lást icas de ins tabi l idade e para o fecho da l igação.
Conforme podemos observar nos cortes representados na F igura 6.7, apenas é
conc luída a fase de expansão, não se ver i f icando a ocorrênc ia das fases de
deformação local e fecho da junta.

54
Por outro lado, quando o rác io de esbeltez 𝑙𝑔𝑎𝑝 / 𝑟𝑜 apresenta valores super iores ao
l im iar máximo como, por exemplo, o caso mais à d ire ita na F igura 6.7, doravante
denominado por modo B3 (caso 18 do plano de ensaios), em que 𝑙𝑔𝑎𝑝 / 𝑟𝑜 é igual a
3.75, não é possível assegurar uma l igação sól ida entre as extremidades dos dois
tubos de PVC.
À semelhança do que foi observado na var iante de processo para a junta de l igação
t ipo A, também na junta t ipo B, quando o rác io de esbel tez l g a p / r 0 assume valores
maiores que o l im iar máximo, pode ver i f icar -se a interferência das ondas de
estabi l idade desencadeadas em simultâneo e ser produzida uma junta de l igação de
f raca qual idade, conforme podemos observar através das seções transversais dos
resul tados (b) exper imental e (c) previsão numér ica por e lementos f in i tos, no caso
mais à d ire ita representado na F igura 6.7, com part icu lar atenção para a zona
marcada com uma el ipse, que é t íp ica de uma l igação de baixa qual idade.
Na var iante de processo junta t ipo B, ver i f icamos que é bem sucedida a l igação
mecânica topo-a-topo de componentes tubulares de parede f ina em PVC por
enformação plást ica a f r io , para rác ios de esbel tez l g a p / r0 s i tuados entre o caso mais
à esquerda (caso 14 do p lano de ensaios) e o caso mais à d ire ita (caso 18 dos p lano
de ensaios), doravante denominado por modo B2. Ficando, portanto, a janela de
processo l im itada aos valores de esbeltez compreendidos no interva lo 1.88 < lg a p /r 0
< 3.13, correspondente aos casos 15 a 17 dos p lano de ensaios.
Ainda que os casos 15, 16 e 17 sejam casos de sucesso, em que as juntas são
complemente formadas, achou-se que os casos 16 e 17 apresentam uma junta
desnecessar iamente maior , o que resul ta num desperdíc io de mater ia l e energia
ut i l izada no processo. Ass im, a escolha para o ensaio de caracter ização da junta
que abordaremos na seção 0, recai sobre o caso 15.
6.2.3. Dano dúcti l
A observação dos modos de deformação e dos l im ites de enformabi l idade das
l igações mecânica topo-a-topo de componentes tubulares de parede f ina em PVC por
enformação plást ica a f r io , nas var iantes de processo junta t ipo A e B, adita um novo
fenómeno f ís ico que não ocorre na enformação plást ica a f r io de tubos metál icos,
conhec ido por “zona esbranquiçada” , conforme abordámos na seção 3.1.3, que
cons is te na a l teração da coloração da zona p lást ica deformada e que é atr ibuído à
ocorrênc ia de crazing nas regiões dos tubos que estão suje itas a a ltos valo res de
tensões de tração.
A observação da F igura 6.2 e na F igura 6.7 permite v isual izar a d istr ibuição de
crazing de acordo com a versão normal izada do cr i tér io de modif icação de tensão de
Bucknal l´s devido a Sternste in e Ongchin [17] que abordámos anter iormente na

55
seção 3.1.3, em que a versão normal izada do cr i tér io de modif icação de tensão de
Bucknal l´s toma valores 𝜎1 / 𝜎0 > 1 nas f ibras exter iores das l igações tubulares
suje i tas a tensão, de acordo com as a lterações de coloração (esbranquiçado) que
podemos observar nestas mesmas regiões dos ensaios exper imentais. As restantes
zonas dos tubos que mantêm a sua coloração or ig inal, estão suje i tas a valores
𝜎1 / 𝜎0 < 1, porque nessas zonas se ver i f icam menores valores de tensões de tração
ou estados de tensão compress iva .
6.3. Evolução carga-deslocamento
6.3.1. Variante de processo junta tipo A
Pela observação da Figura 6.8 podemos ver i f icar a evolução das curvas carga-
des locamento exper imental e previsão numér ica por e lementos f in i tos, re lat ivos à
var iante de processo de l igação junta t ipo A, para o caso 11 do p lano de ensaios
(Tabela 4.5, pág. 40), que permite ident i f icar três zonas d is t in tas, em concordânc ia
com as três fases d ist intas de enformação, propostas pelo novo processo de l igação
mecânica topo-a-topo de componentes tubulares de parede f ina em PVC por
enformação plást ica a f r io , que havíamos descr i to anter iormente na seção 4.2: ( i )
expansão, ( i i ) deformação local e ( i i i ) fecho por ação mecânica.
Numa pr imeira fase ver i f icamos a expansão da zona não supor tada do compri mento
lo do tubo super ior que é compr imido ax ia lmente contra a extremidade chanfrada do
tubo infer ior que age como um punção cónico (zona denominada por ‘Expansão’ que
é representada esquematicamente na F igura 6.8) . Esta fase é caracter izada por um
aumento da carga ax ial de enformação até a um patamar t íp ico de f luênc ia de
mater ia l em condições de estado de equil íbr io , num regime estac ionár io de trans i ção.
Segue-se a fase de deformação local (zona denominada por ‘Deformação local ’ que
é representada esquematicamente na F igura 6.8) que acontece s imultaneamente nos
dois tubos de PVC, super ior e infer ior , e que tem iníc io no ins tante imediatamente
seguinte ao contacto da extremidade do tubo super ior com a face da matr iz infe r ior .
Nesta fase, a evolução da curva carga-des locamento sofre um aumento acentuado
da carga de necessár ia à enformação até um valor de p ico de cerca de 20kN, que é
aprox imadamente o dobro da carga cr í t ica de ins tabi l idade de um único tubo de PVC
de pressão, suje ito a uma carga de compressão ax ia l, conforme havíamos
anter iormente determinado na seção 0. Uma vez at ingido o valor de p ico, ver i f ica -se
uma queda abrupta na curva carga-des locamento, porque a carga cr í t ica de
instabi l idade média F c r é um ponto de b ifurcação, depois do qual , a energia tota l
requer ida para formação da encurvadura local ( f ina l da fase de deformação local) é

56
menor do que a energia tota l requer ida para prosseguir com uma deformação
homogénea dos tubos de PVC suje itos a uma compressão ax ia l .
Finalmente, na fase de fecho, a curva carga -des locamento cresce abruptamente
desde o nível mais baixo (cerca de 7kN, no caso 11 em anál ise) até à carga ax ia l de
compressão F c l a m p = 25 kN, ut i l izada para o fecho da l igação por ação mecânica das
matr izes que exercem compressão ax ia l contra a ins tabi l idade p lást ica gerada na
junção dos dois tubos de PVC (zona denominada por ‘Fecho’ que é representada
esquemat icamente na Figura 6.8).
Figura 6.8 – Evolução da curva carga-des locamento exper imenta l e p revisão numér ica por
e lementos f in i tos , com ind icação das 3 fases do processo, para a var ian te de processo
junta t ipo A, caso 11 do p lano de ensaios ( Tabela 4.5, pág. 40) .
A observação da evolução da carga exper imental e previsão numér ica por e lementos
f in i tos com os des locamentos, para os casos tes tados 10 a 13, que está representada
na Figura 6.9, permite ver i f icar que para o caso 10 a curva apresenta um maior
dec l ive na zona de deformação local , quando comparado com os restantes casos, o
que se traduz numa conf irmação adic ional da part icu lar interferênc ia que ocorre
entre as faces adjacentes dos tubos exter ior e inter ior para este caso 10,
correspondente ao modo de deformação A1 que havíamos anal isado anter iormente
na seção 6.2.1, que resul ta numa junta inacabada em que a fase de fecho por
b loqueio mecânico não é conc luída com sucesso e a junta pode ser acoplada e
desacoplada por manualmente, conforme observada anter iormente na F igura 6.4.
0
5
10
15
20
25
30
35
0 5 10 15 20 25
Carg
a (
kN
)
Deslocamento (mm)
Caso 11 FEM
Caso 11 Exp
Expansão Deformação local Fecho

57
Figura 6.9 – Evolução da curva carga-des locamento exper imenta l e p revisão numér ica por
e lementos f in i tos , para a var iante de p rocesso junta t ipo A, casos 10 a 13 do p lano de
ensaios (Tabela 4.5, pág. 40) .
Da observação da evolução da carga-des locamento do caso 13, ver i f icamos que as
fases de expansão e deformação local decorrerem em concordânc ia com os dois
casos anter iores, o que não acontece na fase de fecho por bloqueio mecânico, em
que a curva apresenta um dec l ive menos acentuado. Este fac to deve-se à ex is tênc ia
de uma sobrepos ição de fases, já que aquando do iníc io da fase de fecho por
b loqueio mecânico, a fase de deformação local não se encontra completamente
desenvolv ida, porque na fase de deformação ver i f ica -se a ocorrência assíncrona de
duas instabi l idades locais. A pr imeira instabi l idade local ocorre na metade super ior
do espaçamento 𝑙𝑔𝑎𝑝 e encontra-se na fase f inal de deformação, a segunda
instabi l idade local ocorre na metade infer ior do espaçamento 𝑙𝑔𝑎𝑝 e encontra-se no
iníc io da fase de deformação. Ou seja, enquanto decorre a fase de fecho do caso
13, ocorre s imultaneamente na metade infer ior do espaçamento 𝑙𝑔𝑎𝑝, uma fase de
deformação incompleta que se ver i f ica apenas no tubo exter ior , o que resul ta numa
menor taxa de apl icação da car ga, nesta fase, também devido à ausênc ia de contacto
entre as superf íc ies adjacentes dos tubos, na metade infer ior do espaçamento 𝑙𝑔𝑎𝑝,
como podemos observar pela F igura 6.10.
0
5
10
15
20
25
30
35
40
0 10 20 30 40
Carg
a (
kN
)
Deslocamento (mm)
Caso 10 FEM
Caso 11 FEM
Caso 12 FEM
Caso 13 FEM
Caso 10 Exp
Caso 11 Exp
Caso 12 Exp
Caso 13 Exp

58
Figura 6.10 – V isual i zação do resul tado ob t ido por s imulação numér ica de e lementos
f in i tos , correspondente ao caso 13 do p lano de ensaios ( Tabela 4.5, pág. 40) .
O cresc imento que se ver i f ica nos segmentos de des locamento, entre o p ico da carga
correspondente ao iníc io da fase de deformação local e a carga ax ia l de compressão
para o fecho da l igação entre os dois tubos de PVC (cresc imento dos segmentos de
des locamento ∆𝑙10 < ∆𝑙11 < ∆𝑙13 < 𝐴13 na F igura 6.14), com o aumento do rác io de
esbeltez l g a p / r0 jus t i f ica a razão de múlt ip las ondas p lást icas de ins tabi l idade
poderem desenvolver -se ac ima do l im iar super ior lg a p / r 0 > 2 .50, conforme
anter iormente anal isado na seção 6.2.1, para o caso da deformação da junta de
l igação em modo de A3.
Figura 6.11 – Evolução da curva carga-des locamento exper imenta l , com representação do
cresc imento dos segmentos de des locamento com o rác io esbel tez l g a p / r 0 , para a var ian te
de processo junta t ipo A, correspondente aos casos 10 a 13 do p lano de ensaios ( Tabela
4.5, pág. 40) .
0
5
10
15
20
25
30
35
40
0 5 10 15 20 25 30 35 40
Carg
a (
kN
)
Deslocamento (mm)
Caso 10 Exp
Caso 11 Exp
Caso 12 Exp
Caso 13 Exp

59
6.3.2. Variante de processo junta tipo B
Pela observação da F igura 6.12 podemos ver i f icar a evolução das curvas carga -
des locamento exper imental e previsão numérica por e lementos f in i tos , para o caso
16 do p lano de ensaios (Tabela 4.5, pág. 40) , que permitem ident i f icar três zonas
d ist intas, em concordânc ia com as três fases dist intas de enformação, propostas
pelo novo processo de l igação mecânica topo -a- topo de componentes tubulares de
parede f ina em PVC por enformação plást ica a f r io , que havíamos descr i to
anter iormente na seção 4.2: ( i) expansão, ( i i ) deformação local e ( i i i ) fecho por ação
mecânica.
Numa pr imeira fase ver i f icamos a expansão da zona não supor tada do compri mento
lo do tubo super ior que é compr imido ax ia lmente contra a extremidade chanfrada do
tubo infer ior que age como um punção cónico (zona denominada por ‘Expansão’ que
é representada esquematicamente na F igura 6.12) . Esta fase é caracter izada por um
aumento da carga ax ial de enformação até a um patamar t íp ico de f luênc ia de
mater ia l em condições de estado de equil íbr io , num regime estac ionár io de trans i ção.
Segue-se a fase de deformação local (zona denominada por ‘Deformação local ’ que
é representada esquematicamente na F igura 6.12) que acontece s imultaneamente
nos dois tubos de PVC, super ior e infer ior , e que tem iníc io no instante
imediatamente seguinte ao contacto da extremidade do tubo super ior com a face da
matr iz infer ior , no fundo da inserção l i n s . Nesta fase, a evolução da curva carga-
des locamento sofre um aum ento acentuado da carga de necessár ia à enformação
até um valor de pico de cerca de 25kN, que é aprox imadamente o dobro da carga
crí t ica de instabi l idade de um único tubo de PVC de pressão, suje i to a uma carga de
compressão ax ia l, conforme havíamos anter io rmente determinado na seção 4.4.2
(ver p.f . ind icação da carga cr í t ica de instabi l idade, l inha tracejada, na F igura 4.11,
pág. 34). Uma vez at ingido o valor de p ico, ver i f ica -se uma queda abrupta na curva
carga-deslocamento, porque a carga cr í t ica de instabi l idade média F c r é um ponto de
b ifurcação, depois do qual, a energia tota l requer ida para formação da encurvadura
local ( f ina l da fase de deformação local) é menor do que a energia tota l requer ida
para prosseguir com uma deformação homogénea dos tubos de PVC suje itos a uma
compressão ax ia l.
Finalmente, na fase de fecho, a curva carga -des locamento cresce abruptamente
desde o nível mais baixo (cerca de 12kN, no caso 16 em anál ise) até à carga ax ia l
de compressão F c l a m p = 30 kN, ut i l izada para o fecho da l igação por ação mecânica
das matr izes que exercem compressão ax ia l contra a instabi l idade plást ica gerada
na junção dos dois tubos de PVC (zona denominada por ‘Fecho’ que é representada
esquemat icamente na Figura 6.12) .

60
Figura 6.12 – Evolução da curva carga -des locamento exper imenta l e previsão numér ica
por e lementos f in i tos , com ind icação das fases do processo, para a var iante de processo
junta t ipo B, caso 16 do p lano de ensaios (Tabela 4.5, pág. 40) .
A observação da evolução da carga exper imental e previsão numér ica por e lementos
f in i tos com os des locamentos, para os casos tes tados 14 a 18, que está representada
na F igura 6.13, permite conf irmar que para o caso 14 não ocorre o ponto de
b ifurcação, anter iormente abordado, porque o espaçamento in ic ial lg a p entre as
matr izes não apresenta d imensão suf ic iente que permita o desenvolv imento de ondas
p lást icas de instabi l idade, o que se traduz numa conf irmação adic ional da ausênc ia
da fase de fecho da l igação entre os dois tubos de PVC, neste caso 14.
Figura 6.13 – Evolução da curva carga-des locamento exper imenta l e previsão numér ica
por e lementos f in i tos , para a var iante de processo junta t ipo B, casos 14 a 18 do p lano de
ensaios (Tabela 4.5, pág. 40) .
0
5
10
15
20
25
30
35
40
0 5 10 15 20 25 30 35 40
Carg
a [
kN
)
Deslocamento (mm)
Caso 16 FEM
Caso 16 Exp
Expansão
Deformação local
Fecho
0
10
20
30
40
0 10 20 30 40 50 60 70
Carg
a (
kN
)
Deslocamento (mm)
Caso 14 FEM
Caso 15 FEM
Caso 16 FEM
Caso 17 FEM
Caso 18 FEM
Caso 14 Exp
Caso 15 Exp
Caso 16 Exp
Caso 17 Exp
Caso 18 Exp

61
Tal como ver if icado para a var iante de processo junta t ipo A, também na var iante
t ipo B, o cresc imento que se ver i f ica nos segmentos de des locamento, entre o p ico
da carga correspondente ao iníc io da fase de deformação local e a carga ax ia l de
compressão para o fecho da l igação entr e os dois tubos de PVC (cresc imento dos
segmentos de des locamento ∆𝑙15 < ∆𝑙16 < ∆𝑙17 < 𝐴18 na F igura 6.14) , com o aumento do
rác io de esbel tez lg a p / r 0 jus t i f ica a razão de múlt iplas ondas p lást icas de instabi l idade
poderem desenvolver -se ac ima do l im iar super ior l g a p / r0 ≥ 3.13.
Figura 6.14 – Evolução da curva carga-des locamento exper imenta l , com representação do
cresc imento dos segmentos de des locamento com o rác io esbel tez l g a p / r 0 , para a var ian te
de processo junta t ipo B, correspondente aos casos 14 a 18 do p lano de ensaios ( Tabela
4.5, pág. 40) .
6.3.3. Comparação das variantes de processo
A Figura 6.15, permite v isual izar o andamento das curvas carga -des locamento
re lat ivos ao fabr ico para os casos selec ionados da junta t ipo A (caso 11) e t ipo B
(caso 16) , em que podemos observar que o p ico carga de instabi l idade é maior para
a junta t ipo B, em par te devido ao maior constrangimento que ex iste nas
extremidades do espaçamento lg a p a fenómenos de geração de ondas de
instabi l idade. Por outro lado, na junta t ipo B, em que as extremidades dos dois tubos
estão ambas encastrados, ver i f ica-se a ocorrênc ia de quatro dobras durante o
processo de l igação, o que não se ver i f ica na junta t ipo A que tem apenas duas das
extremidades dos tubos encastradas e em que são real izadas apenas du as dobras
durante o processo.
0
5
10
15
20
25
30
35
40
17 22 27 32 37 42 47 52
Carg
a [
kN
)
Deslocamento (mm)
Caso 15 Exp Caso 16 Exp
Caso 17 Exp Caso 18 Exp

62
Figura 6.15 – Evolução da curva carga-des locamento exper imenta l para os casos de
sucesso de ambas as var iantes de processo junta t ipo A e B, cor respondente aos casos 11
e 16 do p lano de ensaios (Tabela 4.5, pág. 40) .
6.4. Morfologia e estanquicidade das juntas
Conforme anter iormente refer ido na secção 4.6.3, na fase de caracter ização
mecânica das juntas fo i real izado um ensaio de h idrául ico de estanquic idade a cada
uma das 3 var iantes de processo: junta t ipo A, B e C, em PVC de pressão (casos 23
a 30) . Adic ionalmente, para a junta t ipo B, fo i real izado um estudo à força de fecho
por bloqueio mecânico e sua inf luênc ia na estanquic idade das juntas. Como
referênc ia, fo i real izado um ensaio de estanquic idade a um tubo s ingular, sem junta
(caso 31) .
Os tes tes h idrostát icos de estanquic idade foram real izados através do aumento de
pressão da água no inter ior dos tubos, pela compressão ax ia l de dois êmbolo s entre
pratos parale los (Figura 6.16c) , até ao nível de pressão em que se ver i f ica a
ocorrênc ia de fuga de água. Para os ensaios h idrául icos de estanquic idade fo i
ut i l izada a prensa pr inc ipal Inst ron Satec KN1200 anter iormente descr i ta na seção
4.3.1, na qual foi def in ida uma veloc idade constante e pela qual foram adquir idos os
dados de carga-deslocamento durante o ensaio. Para obter a pressão no inter ior do
tubo, assume-se que a água é incompressível e que a pressão no inter ior do tubo é
h idrostát ica e que se t ransmite ao êmbolo que a comprime. Como ta l , para saber a
pressão recorre-se à equação (6.1) abaixo.
𝑃 =𝐹
𝐴 (6.1)
0
5
10
15
20
25
30
35
0 5 10 15 20 25 30 35 40
Carg
a [
kN
)
Deslocamento (mm)
Caso 11 Exp
Caso 16 Exp

63
Em que 𝐹 é a força apl icada pela prensa nos êmbolos e 𝐴 a área de em que está
apl icada a força. Sabendo que o ra io inter ior do tubo é 28,8 mm obtemos a área e a
pressão no inter ior dos tubos a ensaiar. Previamente aos ensaios, foi ver i f icada a
força apl icada pela prensa para vencer o vazio e a força apl icada pa ra vencer o atr i to
re lat ivo ao des locamento do êmbolo entro do tubo. Através dos dados adquir idos, os
valores re lat ivos ao atr i to no vazio e o atr i to do des locamento do êmbolo foram
subtraídos aos valores da força obt idos no ensaio de estanquic idade.
A F igura 6.16 mostra a representação esquemát ica deste ensaio, os êmbolos
ut i l izados, em que são visíveis os “O - r ings” vedantes em borracha, e uma imagem
fotográf ica de um ensaio a decorrer.
(a) (b)
(c)
F igura 6.16 – Ensaio de h idrául ico de estanquic idade rea l i zado à var ian te t ipo B da junta
de l igação mecânica topo -a- topo de componentes tubulares de parede f ina, em PVC de
pressão, por enfo rmação p lást ica a f r io :
(a) Fotograf ia dos êmbolos ut i l izados no ensaio;
(b) Fotograf ia do ensaio a decorrer na prensa p r inc ipa l Ins t ron Satec KN1200,
para o caso 25 do p lano de ensaios que consta da Tabela 4.6, na pág.41;
(c) Representação esquemát ica do ensaio.
F
F Água

64
6.4.1. Variante de processo junta tipo A e C
Na Figura 6.17, podem observar -se as zonas ‘P’ e ‘Q’ na per ifer ia da junta de l igação
t ipo A, re lat ivas ao caso 24 do p lano de ensaios , em três anál ises d ist intas: ( à
esquerda) resultados de extensão efet iva devolv idos pela s imulação numérica por
e lementos f in i tos, (ao centro) a correspondênc ia destas zonas na curva de
caracter ização do mater ia l à tração que havíamos abordado na seção 4.4.1 e (à
d ire i ta) o pormenor da imagem fotográf ica após ensaio de estanquic idade.
Figura 6.17 – Represen tação esquemát ica conjunta da anál ise à defo rmação, or ig inada
pelo processo de l i gação da junta t ipo A e pelo ensaio de estanquic idade, correspondente
ao caso 12 do p lano de ensaios.
(esquerda) Resul tados da s imulação numér ica para extensão e fet i va, com
pormenor das zonas ‘P’ e ‘Q’ ;
(centro) Correspondência das zonas ‘P’ e ‘Q’ na curva de caracter i zação do
mater ia l à t ração;
(d i re i ta) Fotograf ia com pormenor das zonas ‘P’ e ‘Q’ após ensaio de
estanquic idade.
Ver if ica-se que as zonas do tubo exter ior para as quais a s imulação numérica
apresenta valores de extensão efet iva menos elevada ( zona ‘P’) , correspondem aos
valores de tensão efet iva menos e levados na curva de caracter ização do mater ia l à
tração, sendo o estado de tensão nestas zonas predominantemente à tração, o que

65
just i f ica a ocorrênc ia das deformações que são visíveis na zona ‘P ’ após o ensaio
de estanquic idade.
Por outro lado, observamos que a extensão efet iva na zona ‘Q’ apresenta valores
maiores que na zona ‘P’, que correspondem a valores de tensões efet ivas maiores
do que os valores de tensão efet iva ver i f icados na zona ‘P’ , o que conf irma a
ocorrênc ia de menores deformações na zona ‘Q’ quando comparadas com a zona ‘P’,
após o ensaio de estanquic idade, como podemos ver i f icar pela observação da
imagem de pormenor na F igura 6.17 à d ire ita.
Neste sent ido, a ocorrênc ia de dano dúct i l que se ver i f ica na enformação das dobras
da junta t ipo A, correspondente à zona esbranquiçada que podemos visual izar na
Figura 6.16b, or igina zonas de valores de tensão efet iva menos e levados, no estado
inic ia l, o que não se ver i f ica no tubo referênc ia que por não ter junta, não fo i
deformado e não apresenta dano in ic ia l, o que jus t i f ica o andamento das curvas
pressão-des locamento reat ivas ao ensaio de estanquic idade na Figura 6.16c em
regime estac ionár io, em que podemos visual izar a menor resis tência à pressão da
junta t ipo A, quando comparada com o tubo referênc ia, sem junta.
Pela observação da junta t ipo C, ver i f ica -se a ex istênc ia de uma parede dupla que
correspondente a par te da área l ivre entre êmbolos, onde o corre o contacto entre as
faces adjacentes dos dois tubos. Conforme anter iormente abordado na seção 4.2, o
processo de obtenção da junta t ipo C é interrompido no f inal da fase expansão e não
se ver i f ica a ocorrênc ia da fase de deformação por instabi l idade local , nem a fase
de fecho por b loqueio mecânico. A parede dupla da junta t ipo C terá portanto valores
de dano pouco e levados, em part icu lar no tubo inter ior em qu e a deformação é
mínima, o que jus t i f ica que a junta de l igação t ipo C necess ite de uma carga de
deformação maior e res ista a pressões mais e levadas que o tubo referênc ia, sem
junta e com uma parede s imples em toda a área l ivre entre êmbolos, como podemos
ver i f icar pela observação do andamento das curvas na F igura 6.19c, casos 30 e 31
( tubo referência) do p lano de ensaios.

66
(a) (b)
(c )
F igura 6.18 – Ensaios de estanquic idade para as var iantes de processo junta t ipo A e C:
(a) Fotograf ia com pormenor da junta t ipo C após ensaio da estanqu ic idade,
correspondente ao caso 30;
(b) Fotograf ia com pormenor da junta t ipo A após ensaio da estanqu ic idade,
correspondente ao caso 24;
(c) Evolução exper imenta l da pressão com o des locamento dos êmbolos, durante
o teste h idrostát ico de estanquic idade, para os casos 24 e 30. Para re ferênc ia,
é inc lu ído o caso de teste a um tubo con venc ional , correspondente ao caso 31.
(Os casos ind icados constam do p lano de ensaios da Tabela 4.6, pág. 41) .
0
20
40
60
80
0 5 10 15
Pre
ssão
(b
ar)
Deslocamento (mm)
Tubo referência (caso 31)
Caso 24
Caso 30

67
6.4.2. Variante de processo junta tipo B
Na Figura 6.19, podemos observar a inf luênc ia da força de fecho 𝐹𝑐𝑙𝑎𝑚𝑝 na morfologia
e performance da junta de l igação t ipo B. Este estudo fo i real izado de acordo com
as condições de processo que são sumarizadas no plano de ensaios, para os casos
25 a 29 (Tabela 4.6, pág.41) e permite-nos conc lu ir que o aumento da força de fecho
𝐹𝑐𝑙𝑎𝑚𝑝 resulta numa diminuição de espessura da junta entre os dois tubos (F igura
6.19a) . No caso extremo mais à d ire ita, caso 29, em que 𝐹𝑐𝑙𝑎𝑚𝑝 = 200 𝑘𝑁, podemos
ver i f icar que os dois tubos estão sujei tos a uma s ignif ica nte redução de espessura
na zona da junta, que resulta da sua expansão radia l, devido às tensões pos i t ivas
de pressão h idrostát ica, conforme podemos observar no deta lhe da F igura 6.19b,
marcado com uma el ipse. Esta redução s igni f icat iva da secção dos tubos, just i f ica a
razão pela qual o ensaio do caso 29 subi tamente colapsa por f ratura durante o teste
h idrául ico de estanquic idade, como podemos observar no caso mais à d ire ita da
Figura 6.19c.
A F igura 6.19d apresenta os resul tados do teste h idrá ul ico destrut ivo de
estanquic idade, para as condições def in idas no p lano de ensaios ( Tabela 4.6,
pág.41), correspondente aos casos 25, 29 e 31. Conforme podemos observar na
f igura, numa pr imeira fase, a pressão da água aumenta l inearmente com o
des locamento dos êmbolos, para pressões abaixo dos 13 bar , em concordânc ia com
a pressão nominal máxima estabelec ida pela norma EN 1452-2 para este PVC (10
bar , conforme indicado anter iormente na seção 2.3.2) . A pressão da água cont inua
depois a aumentar, a uma menor taxa, até at ingir um des locamento dos êmbolos em
que a l igação tubular começa a ceder (ref . zona ‘J ’ na Figura 6.19d). A par t ir deste
ponto, aumentos adic ionais na pressão da água, podem levar a colapsos repentinos
por f ratura dos tubos e à consequente fuga de água pela junta (ref . ao ponto ‘K’ ,
caso 29 da F igura 6.19d) ou a f raturas ao longo da parede dos tubos, no caso de
deformação do tubo convenc ional , como no caso mais à esquerda, caso 25.
Contudo, ambos os resultados, caso 25 e 29, mostram que a l igação me cânica topo-
a-topo de componentes tubulares , de parede f ina , em PVC, por enformação plást ica ,
a f r io , é capaz de res ist ir a pressões bem acima da pressão nominal máxima d e 10
bar , es tabelec ida pela norma EN 1452-2 [9] .

68
(a) (b)
(c)
(d)
F igura 6.19 – In f luênc ia da carga axia l de fecho na morfo log ia e na estanquic idade da
l igação da var iante de p rocesso junta t ipo B, em PVC de pressão:
(a) Fotogra f ia i lus t ra t i va das a l terações de morfo log ia das juntas de l igação, com
o aumento da carga axia l de compressão para executar o fecho da junta por ação
mecânica (casos 25 a 29 do p lano de ensaios da Tabela 4.6, pág. 41) ;
(b) Previsão da d is t r ibu ição das tensões h idrostát icas (MPa) por e lementos
f in i tos para o caso 29 do p lano de ensaios da Tabela 4.6) ;
0
20
40
60
80
0 2 4 6 8 10
Pre
ssão
(b
ar)
Deslocamento (mm)
Tubo referência
Caso 25
Caso 29
J
K

69
(c) Fotograf ia que mostra o deta lhe da geometr ia da l igação, antes e depois do
teste h idrostát ico de es tanquic idade para os 25 a 29 do p lano de ensaios da
Tabela 4.6 ; Como refe rênc ia, a fo tograf ia mais à esquerda, mostra a defo r mação
de um tubo convenc ional em PVC de pressão , su je i to ao teste h id rostát ico de
estanquic idade, caso 31 p lano de ensaios da Tabela 4.6;
(d) Evolução exper imenta l da pressão com o des locamento dos êmbolos , durante
o teste h idrostát ico de estanquic idade, para os casos 25 e 29 . Para re ferênc ia,
é inc lu ído o caso de teste a um tubo convenc ional , caso 31 p lano de ensaios da
Tabela 4.6.
6.5. Ensaios preliminares em juntas hibridas
A l igação tubular entre mater ia is d iss imilares representa uma dif icu ldade acresc ida
em obter sucesso para a maior ia dos processos convenc ionais de l ig ação. Pelo que,
no futuro, será cer tamente impor tante aprofundar a invest igação em novos processos
que fac i l i tem a l igação entre mater ia is d iferentes. É neste contexto que
seguidamente é abordado um estudo int rodutór io destas l ig ações em mater ia is
d issimi lares, em que são apresentados e d iscut idos os resul tados obt idos aos
ensaios pre l im inares em juntas de l igação h ibr idas, pelos quais podemos ver i f icar
exequib i l idade da apl icação deste processo.
Tendo por base os resultados dos estudos anter iormente real izados às juntas de
l igação do mesmo mater ia l , dec id iu -se resumir o estudo prel im inar das juntas
h ibr idas, à janela de processo anter iormente def in ida, em que fo i se lecionado o valor
𝑙𝑔𝑎𝑝/ 𝑟𝑜 igual a 1.88 que correspondente aos casos de sucesso selec ionados. Deste
modo, foram real izadas 3 l igações h ibr idas para as duas var iantes de processo, junta
de l igação t ipo A e B. Nesta fase, fo i real izado um ensaio em junta t ipo A, à l igação
h ibr ida nos mater ia is PVC hidroni l exter ior e PVC de pressão inter ior , um ensaio em
junta t ipo B, à l igação hibr ida PVC de pressão exter ior e PVC hidroni l in ter ior e um
ensaio ao conjunto de mater iais aço S460MC exter ior e PVC de pressão inter ior ,
para as var iantes de processo junta t ipo A e B, conforme anter iormente abordado na
seção 4.6.4.
Pela anál ise morfológica dos resul tados obt idos para ambas as var iantes de
processo junta t ipo A e B, constatamos que os modos de deformação não sofrem
alterações para as juntas hibr idas . As juntas hibr idas, apresentam modos de
deformação s imilares aos modos de deformação A2 e B2, anter iormente estudados
na l igação do mesmo mater ial , conforme podemos observar na Figura 6.21 e na
Figura 6.20.

70
F igura 6.20 – Fotograf ia com visual i zação do pormenor das juntas de l i gação mecânica
topo-a- topo de componentes tubulares de parede f ina híb r idos, por enfo rmação p lást ica a
f r io , nas var iantes de processo junta de l igação h ibr ida t ipo A e B, em aço S460MC no
exter io r e PVC de pressão no in ter ior .
(Os casos ind icados constam do p lano de ensaios da Tabela 4.6, na pág. 41)
Pela observação das curvas de carga-des locamento na F igura 6.21, ver i f ica-se que
os p icos de ins tabi l idade não são coinc identes em valor de carga, quando
comparamos o mesmo t ipo de junta , nas s i tuações de junto mono-mater ia l e h ibr ida.
De fac to e como era espectável , na s i tuação de junta h ibr ida , o p ico de ins tabi l idade
apresenta um valor de carga infer ior , dado que a tensão de cedênc ia do segundo
mater ia l , o PVC hidroni l , é infer ior à tensão de cedênc ia do mater ia l pr inc ipal em
estudo, o PVC de pressão . Conforme abordado anter iormente na secção 4.4.2, os
valores de carga cr í t ica do PVC de pressão e PVC hidroni l são respet ivamente 11.3
kN e 17.2 kN. A mesma observação pode ser fe ita na fase de expansão, em que as
cargas para a expansão da junta de l igação em mono-mater ial (caso 11) apresentam
valores super iores às cargas para a expansão da junta h ibr ida (caso 19) , como
podemos observar no pormenor da F igura 6.21b, dado que na junta h ibr ida, a
expansão do tubo em hidroni l , com tensão de cedênc ia infer ior , não requer valores
de carga tão e levados. Se pensarmos agora na junta t ipo B, em que o PVC de pressão
é exter ior em ambas as s ituações , os andamentos das curvas de carga-des locamento
da junta hibr ida e da junta mono-mater ia l, são s imilares entre s i , na fase de
expansão, como podemos observar no pormenor da F igura 6.21b, em que a curva
re lat iva ao caso 20 acompanha o andamento da curva re lat iva ao caso 16.

71
(a)
(b)
F igura 6.21 – Jun tas de l igação mecânica topo-a - topo de componentes tubulares de
parede f ina híb r idos , com mater ia is d iss imi lares, por enfo rmação p lást ica a f r io :
(a) Fotogra f ia em pormenor das juntas de l igação nos mater ia is (esquerda) PVC
hidroni l exter ior e PVC de pressão in ter ior , na var iante de processo t ipo A e
(d i re i ta) PVC de pressão exter ior e PVC hid roni l i n ter ior , na var iante de processo
t ipo B, cor respondente aos casos 19 e 20;
(b) Evolução da curva carga -des locamento exper imenta l para PVC hidroni l
exter io r e PVC de p ressão in ter ior , na var iante de processo t ipo A e para PVC
de pressão exter io r e PVC hidroni l in ter ior , na var iante de processo t ipo B,
correspondente aos casos 19 e 20. Inc lu i as curvas cor respondentes aos casos
11 e 16, para comparação.
(Os casos ind icados constam do p lano de ensaios da Tabela 4.6, na pág. 41)
Sempre que os mater ia is diss imi lares tenham tensões l im ites de e last ic idade muito
d iferentes, o mater ia l com maior tensão l im ite de e last ic idade, deverá estar
forçosamente no exter ior e deve rá ser expandido ant ic ipadamente, dado que o
mater ia l macio não tem dureza suf ic iente para agir como punção cónico durante a
fase de expansão. Assim, o processo decorre em duas operações d ist in tas. Na
pr imeira operação é real izada a expansão do tubo metál i co e na segunda operação
0
5
10
15
20
25
30
35
0 5 10 15 20 25 30 35
Carg
a [
kN
)
Deslocamento (mm)
Caso 11 Exp
Caso 16 Exp
Caso 19 Exp
Caso 20 Exp
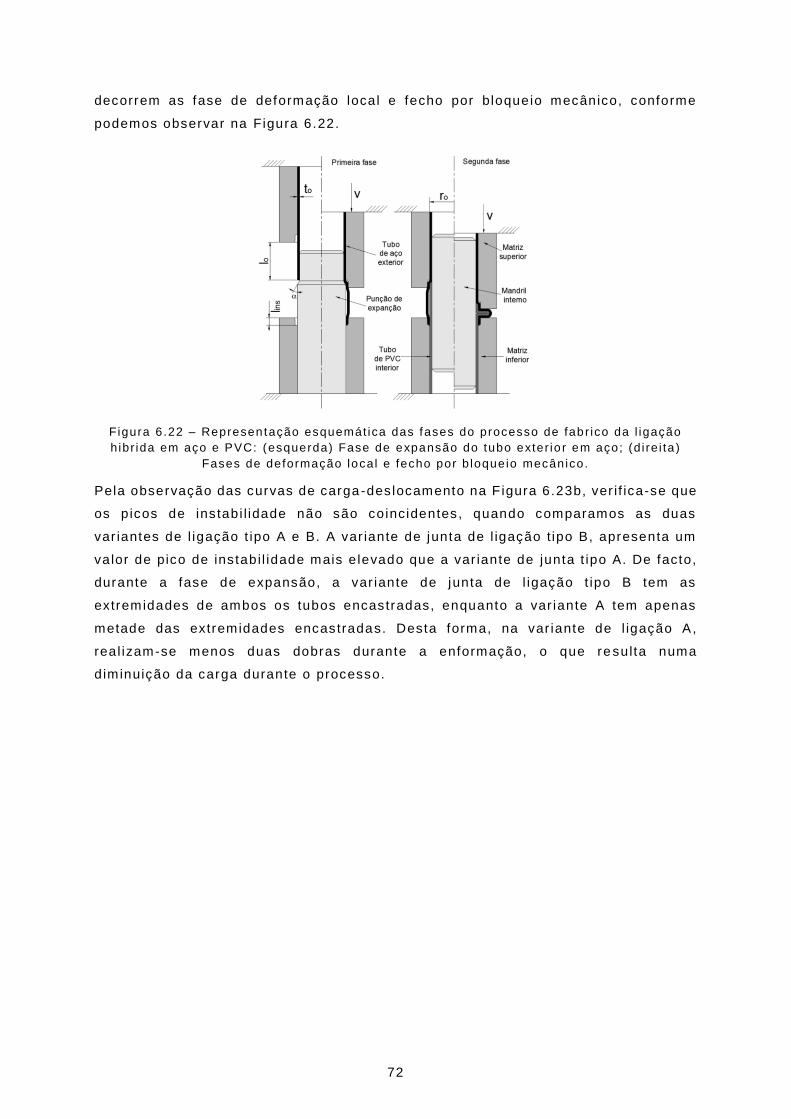
72
decorrem as fase de deformação local e fecho por bloqueio mecânico, conforme
podemos observar na Figura 6.22.
Figura 6.22 – Represen tação esquemát ica das fases do processo de fabr ico da l igação
h ibr ida em aço e PVC: (esquerda) Fase de expansão do tubo exter io r em aço; (d i re i ta )
Fases de deformação local e fecho por b loqueio mecânico.
Pela observação das curvas de carga -des locamento na F igura 6.23b, ver i f ica-se que
os p icos de ins tabi l idade não são coincidentes, quando comparamos as duas
var iantes de l igação t ipo A e B. A var iante de junta de l igação t ipo B, apresenta um
valor de pico de ins tabi l idade mais e levado que a var iante de junta t ipo A. De facto,
durante a fase de expansão, a var iante de junta de l igação t ipo B tem as
extremidades de ambos os tubos encastradas, enquanto a var iante A tem apenas
metade das extremidades encastradas. Desta forma, na var iante de l igação A ,
real izam-se menos duas dobras durante a enformação, o que re sulta numa
diminuição da carga durante o processo.
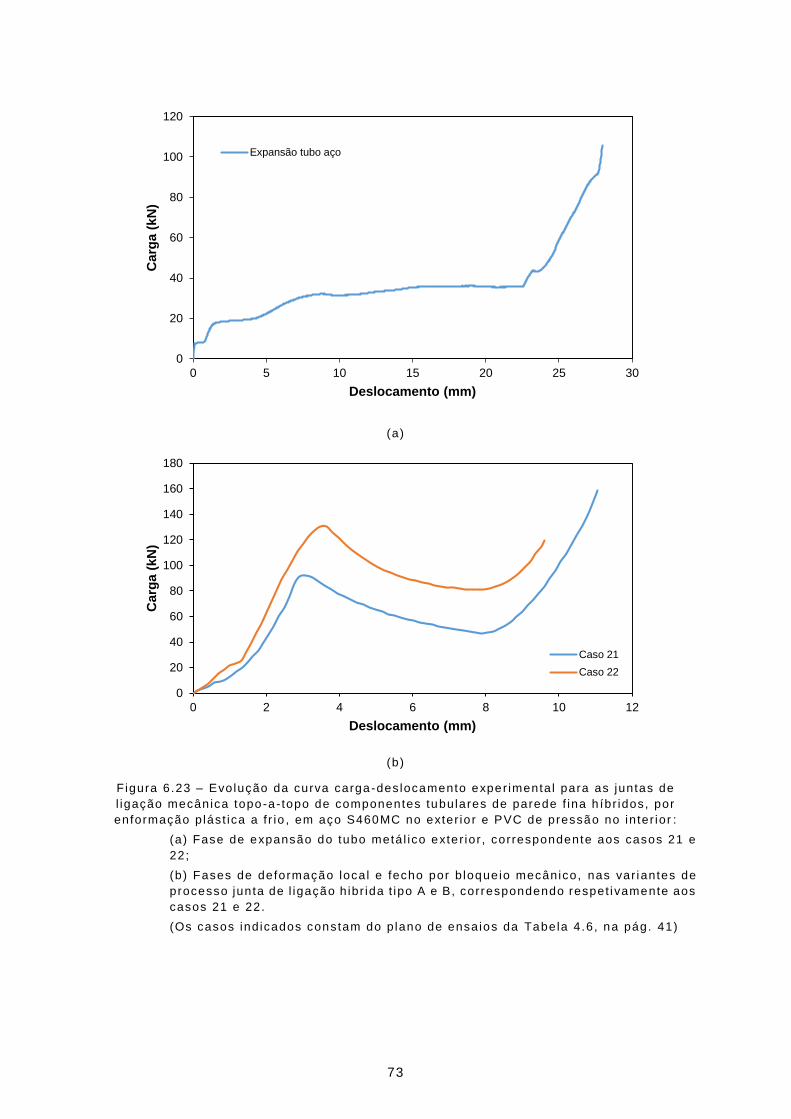
73
(a)
(b)
F igura 6.23 – Evolução da curva carga -des locamento exper imenta l para as juntas de
l igação mecânica topo -a - topo de componentes tubulares de parede f ina h íbr idos, por
enformação p lást ica a f r io , em aço S460MC no exter io r e PVC de pressão no in ter ior :
(a) Fase de expansão do tubo metá l ico exte r ior , correspondente aos casos 21 e
22;
(b) Fases de deformação local e fecho por b loqueio mecânico, nas var iantes de
processo junta de l igação h ibr ida t ipo A e B, correspondendo respet i vamente aos
casos 21 e 22.
(Os casos ind icados constam do p lano de ensaios da Tabela 4.6, na pág. 41)
0
20
40
60
80
100
120
0 5 10 15 20 25 30
Carg
a (
kN
)
Deslocamento (mm)
Expansão tubo aço
0
20
40
60
80
100
120
140
160
180
0 2 4 6 8 10 12
Carg
a (
kN
)
Deslocamento (mm)
Caso 21
Caso 22

74
75
Capitulo VII
7. Conclusões e Perspetivas de Trabalho Futuro
7.1. Conclusões
A tecnologia proposta para a l igação mecânica topo -a- topo de componentes
tubulares de parede f ina , em PVC, por enformação plást ica a f r io , const i tu i uma
alternat iva às soluções ex istentes de fusão térmica ou e lectro fusão, colagem por
ades ivos químicos e l igações mecânicas. As juntas são produzidas por uma carga
ax ia l segundo o própr io e ixo dos tubos, da qual resultam ondas plást icas de
instabi l idade que são geradas s imul taneamente nos dois tubos de modo a cr iar uma
l igação de b loqueio mecânico permanente, capaz de res is t ir a pressões internas bem
maiores que as pressões nominais de cada tubo isola do. Ver if ica-se também que a
fase de expansão do processo, produz uma junta de l igação que res iste a pressões
internas mais e levadas que as pressões nominais de cada tubo iso lado.
Dada a d ivers idade e complex idade que ex is te na formação da instabi l idade p lást ica
pode-se af irmar que a corre lação entre os resul tados numér icos e exper imentais é
muito boa. Este fac to permite conc lui r que o cr i tér io de Raghava -Caddel l se pode
apl icar com sucesso na deformação do PVC. Da mesma forma, e em face da
correlação numérico-exper imental , pode-se af irmar que o cr i tér io de dano u t l izado
(Crazing) se apl ica com sucesso ao PVC .
Ver if ica-se pelos resul tados exper imentais e pelas s imulações por e lementos f in i tos
que a mecânica da deformação envolv ida no processo e que a carater ização da
janela de exequib i l idade , é função do rác io de esbel tez l g a p /r 0 entre o espaçamento
inic ia l l g a p e o ra io exter ior r 0 dos tubos e do ângulo 𝛼 de chanfre das extremidades
dos tubos.
Para rác ios de esbeltez lg a p /r 0 no intervalo entre 1.88 e 3.13 as l igações topo -a-topo
entre os tubos são real izadas com sucesso.
Ver if icou-se que o ângulo 𝛼 não é determinante para o sucesso da operação já que
somente para o ângulo de 90º se constatou impossib i l idade na real ização da l igação.
Tal facto deve-se a a lterações no escoamento do mater ia l, porque deixa de se
ver i f icar a expansão do tubo exter ior em torno do chanfre do tubo inter ior que agir ia
como punção e passa a ver i f icar -se uma compressão ax ia l entre pratos parale los que
deforma a ex tremidade dos tubos, na fase in ic ia l do processo.

76
A força de compressão ax ia l F c l a m p apl icada no fecho das juntas de l igação t ipo B,
inf luenc ia a sua morfo logia mas não a sua estanquic idade. Contudo, valores da força
de fecho F c l a m p part icularmente e levados, dão or igem a juntas de l igação muito f inas,
nas quais a per i fer ia dos tubos é suje ita a uma expansão radia l muito e levada, com
tensões h idrostát icas pos i t ivas, o que pode levar a f raturas súbi tas e prematuras,
ver i f icadas durante os testes h idráu l icos de estanquic idade.
Ver if ica-se que o processo de l igação proposto pode ser apl icado em juntas de
l igação de mater ia is d iss imilares, nomeadamente entre diferentes t ipos de PVC ou
entre PVC e aço.
7.2. Perspetivas de Trabalho Futuro
O desenvolvimento deste trabalho, susci tou dúvidas e ideias às quais poderá ser
dado seguimento em t rabalhos futuros. Seguidamente são brevemente descr i tas as
perspet ivas de trabalho futuro.
Relat ivamente ao processo proposto será certamente interessante estudar a
longevidade da l igação no que respeita à estanquic idade. Como se sabe, os
mater ia is pol imér icos têm uma f luênc ia super ior aos metál icos, o que no caso da
junta enformada, pode comprometer a ef icác ia da l igação com o tempo.
A real ização de ensaios de l igação com diferen tes veloc idades de atuação da
ferramenta, poderá ser determinante para aval iar a v iabi l idade económica do
processo. É sabido que os polímeros são sensíveis à veloc idade de deformação,
nomeadamente, para taxas de extensão muito e levadas estes tornam -se f rágeis .
Poderão ser real izados estudos adic ionais de carater ização mecânica da l igação
proposta, como testes de torção, de f lexão e de tração às var iantes de junta t ipo A,
B e C. A junta de l igação t ipo C, por exemplo, apresenta um bom desempenho à
estanquic idade e é mais s imples de executar por recorrer apenas à fase de expansão
do processo. Neste sent ido, será in teressante aval iar o compor tamento deste t ipo de
junta à tração, dado que esta não possui fecho por b loqueio mecânico.
Será interessante o desenvolv imento do processo para a produção de l igações
tubulares topo-a- topo amovíveis, como o modo de deformação ‘A1’ anter iormente
abordado, que poderão ser ut i l izadas para l igações estrutura is . Realizar ensaios de
f lexão às juntas amovíveis e estudar a inf luênc ia do parâmetro 𝑙𝑖𝑛𝑠 nos resultados
dos ensaios de f lexão. Poderá ser ver i f icada a apl icabi l idade do PVC para juntas
tubulares de der ivação em T e em Y ta l como foi fe i to anter iormente em mater ia is
metál icos.
77
Poderá ser estudado o desenvolv imento de uma ferramenta, manual ou
eventualmente mecânica, para a apl icação do processo em obra para os d iâmetros
e espessuras de parede mais ut i l izados.
Embora o processo proposto tenha s ido desenvolv ido para tubos de PVC -U, será
interessante invest igar a sua apl i cabi l idade a outros mater ia is tais como o pol ie t i leno
(PE) , pol ipropi leno (PP) o PVC de or ientação molecular radia l (MO -PVC) e completar
o estudo prel im inar real izado neste trabalho para as l igações h ibr idas em PVC
dissimi lares e entre PVC e mater ia is metá l icos, compósi tos e outros.
Será seguramente interessante aval iar a inf luênc ia do processo de enformação
plást ica nas caracter íst icas mecânicas do PVC e invest igar a poss ib i l idade de
melhorar as propr iedades mecânicas do PVC através da apl icação de process os de
deformação plást ica a f r io que tornem o PVC menos dúct i l e aumentem os seus
valores de tenac idade, que é a sua pr inc ipal desvantagem quando comparado com
os metais. Atualmente esta melhor ia das caracter íst icas mecânicas do PVC é fe ita
recorrendo a reforços de f ibras s intét icas ou minerais, ut i l izando res inas de maior
peso molecular, processos de or ientação molecular, entre outros.

78
REFERENCIAS BIBLIOGRÁFICAS
[1 ] L. M. Alves, C. M. Si lva, P. T. D. Santos e P. A. F. Mart ins, “Mechanical jo in ing
of PVC tubes by their ends,” Journal of Mater ia ls: Des ign and Appl icat ions,
2015.
[2 ] L. Alves, C. Si lva e P. Mart ins, “End - to-end jo in ing of tubes by p last ic
instabi l i t y, ” Journal of Mater ia ls Processing Technology, nº 214, pp. 1954-1961,
2014.
[3 ] L. M. Alves e P. A. F. Mart ins, “Nosing of th in -wal led PVC tubes into hol low
spheres using a d ie.,” In ternat ional Journal of Advanced Manufactur ing
Technology, vol. 44, nº DOI:10.1007/s00170 -008-1805-x , pp. 26-37, 2009.
[4 ] M. P. Alves L.M., “Cold heading of cyl indr ica l PVC bi l le ts: exper imental and
theoret ica l invest igat ion.,” Journal of Mater ia ls Engineer ing and Performance,
vol. 19, nº DOI: 10.1007/s11665-010-9633-1, pp. 1276-1283, 2010.
[5 ] J. Breen e A. S. P. G. G. &. V. J. H. Boersma, “Long Term Performance
Predic t ion of Ex ist ing PVC,” em Apresentação na Plast ics Pipes XI I Conferenc e ,
Milan, I ta ly, 2004.
[6 ] W. J. V. R. Hermkens R. W olters M., “PVC pipes in gas d is tr ibut ion: s t i l l go ing
strong! ,” em Plast ics Pipes Conference XIV , Budapest , Hungary, 2008.
[7 ] R. Crawford, Plast ics Engineer ing, Oxford: But terworth -Heinemann, 1998.
[8 ] “ Ins t i tuto do PVC,” [Online] . Avai lable: http: / /www. inst i tutodopvc.org/ . [Acedido
em 15 12 2014].
[9 ] “NP EN ISO 1452 -2,” Inst i tu to Português da Qual idade, 2011.
[10] H. W eibeck e F. A. Medeiros, “PVC Orientado – Aval iação de Processo de
Orientação e das Propr iedades Mecânicas em Função da Razão de
Est iramento,” Pol imeros, vol . 23, nº 5, pp. 636-643, 2013.
[11] M. K. Sadowski M.M., “Examinat ion of current o i l and gas industry pract ices for
the evaluat ion of but t fus ion welded h igh density polyethylene jo ints,” em NACE
Nor thern Area Western Conference , Edmonton, Canada, 2008.

79
[12] M. P. Gonçalves V.M., “Join ing sta in less s teel parts by means of weld bonding. ,”
In ternat ional Journal of Mechanics and Mater ia ls in Des ign, vol . 3, nº DOI
10.1007/s10999-006-9015-x , p. 91–101, 2006.
[13] A. F. J. , “Cold Heading,” Carpenter Technology Corporat ion, vol . 21(2) , pp. 56 -
58, 2004.
[14] C. R. Y. G. Raghava R.S, “The macrosc opic yie ld behaviour of polymers. ,”
Journal of Mater ia ls Sc ience, vol. 8, nº DOI: 10.1007/BF00550671, pp. 225 -232,
1973.
[15] R. R. A. A. Caddel l R.M., “Pressure dependent yie ld cr i ter ia for polymers,”
Mater ia ls Science and Engineer ing, vol . 13, nº DOI: 10.1016/0025-
5416(74)90179-7, pp. 113-120, 1978.
[16] J. Rodr igues e P. A. F. Mar t ins , Tecnologia Mecânica - Tecnologia da
Deformação Plást ica, Vols . %1 de %2Vol. I - Fundamentos Teór icos, L isboa:
Escolar Edi tora, 2005.
[17] C. B. Bucknal l , “New cr i ter ion for c raze in i t iat ion,” Polymer, vol. 48, nº DOI:
10.1016/j .polymer .2006.12.033, pp. 1030-1041, 2007.
[18] L. M. Alves e P. Mar t ins, “Forming of th in -wal led tubes into toro idal shel ls ,”
Journal of Mater ia ls Process ing Techn ology, pp. 210, 689-695, 2010.
80
ANEXOS

81
Excerto de um catálogo comercial para PVC de pressão
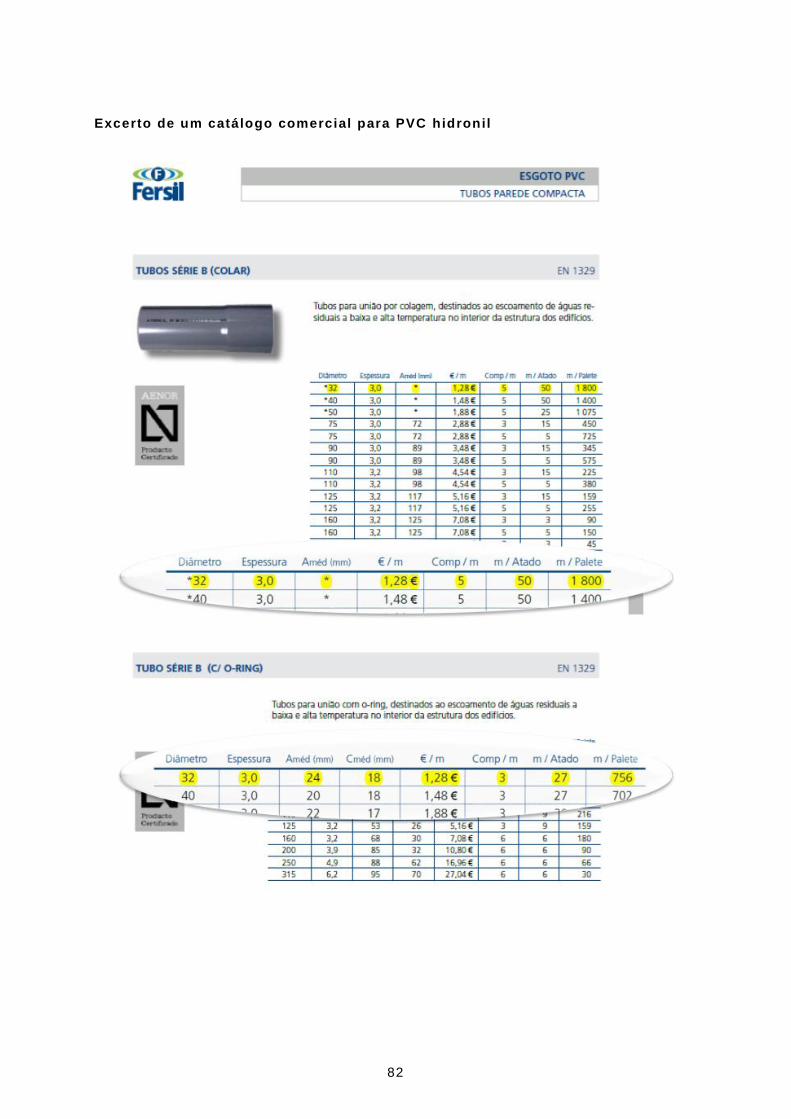
82
Excerto de um catálogo comercial para PVC hidronil