Embed Size (px)
Citation preview

MANUAL DE OPERAÇÕES
MÁQUINA AIRPADAP503.001
50.1214.03
5012
1403
.po/
DS
/© 0
7.10
Man
ual o
rigin
al
Declaração de conformidade CE
Declaramos que a máquina AP503 está em conformidade com os seguintes documentos standard ou standarizados:
2006/42/EEC, 2006/95/EEC, 2004/108/EEC
Processo técnico em:M. Rauch
FROMM System GmbHNeulandstrasse 10D-77855 Achern
1.02.2010
R.FrommDirector
FROMM Holding AGHinterbergstrasse 26
CH - 6330 Cham

Página 2
Índice Pagina
1 Instruções de segurança 3
2 Descrição da máquina 3
3 Informação técnica AP503 3
4 Elementos de utilização 5
5 Painel de controlo 5
6 Instalação 66.1 Colocar o braço de suporte na posição de trabalho . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 66.2 Instalação da base e unidade de alimentação . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
7 Utilização da máquina 87.1 Colocação dos rolos de filme no desenrolador . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 87.2 Puxar o filme . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 87.3 Retirar as Airpads produzidas fora da máquina. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 107.4 Controle do filme . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 107.5 Processamento do filme . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 107.6 Início . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 107.6.1 Ligar. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 107.6.2 Seleccionar a língua nacional . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 117.7 Selecção do programa. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 117.8 Arranque . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 117.9 Aquecimento da máquina . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 127.10 Parar a máquina . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 127.10.1 Tecla OFF . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 127.10.2 Botão de emergência off (EMO) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 127.10.3 Parar a máquina através da unidade de controlo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 127.11 Lista dos programas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 137.12 Informação em memória . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 157.12.1 Valores standard de programação . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
8 Alterar a informação do programa 178.1 Informação do programa . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 178.2 Pré-selecção do número de ciclos. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 188.3 Ecrã de informação da máquina . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 188.4 Display com os valores de consumo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19
9 Ajustes mecânicos 199.1 Freio da unidade do distribuidor . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 199.2 Embraiagem deslizante da unidade de alimentação. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20
10 Mensagens de erro 20
11 Esquema pneumático PNS.1005 23
12 Funções das teclas 23
13 Tabelas 25
14 Índice de números para a selecção da língua 26
15 Condições de fornecimento e garantia 27
16 Utilização recomendada 27

AP503.001
1 Instruções de segurança Leia as instruções antes da utilização da máquina.
Instruções da segurança para máquinas eléctricas Atenção! Ao utilizar máquinas eléctricas deve respeitar determinadas regras gerais a fim de impedir e evitar os choques eléctricos, ferimentos e causas por incêndio.
• Não use ferramentas eléctricas num ambiente húmido ou molhado. • Um toque ao equipamento eléctrico põem em perigo a sua segurança.• Não use ferramentas eléctricas perto de líquidos inflamáveis ou a gases. • Não carregue a ferramenta pelo cabo eléctrico e não use o cabo para retirar ou puxar da tomada
eléctrica.• Proteja o cabo do calor, óleos e bordas de corte. • Quando não está em utilização e em quando for necessário efectuar trabalhos de manutenção
desligue a ferramenta da tomada eléctrica. • Verifique regularmente a tomada, o cabo e a carcaça do equipamento se existirem danos, solicite
a substituição das peças danificadas através de uma empresa de serviço autorizada. • Inspeccione regularmente as extensões, se existirem, e substitua as que estiverem danificadas.
Atenção! Somente, pessoas especializadas devem efectuar a manutenção
desta máquina.
2 Descrição da máquinaAP503 é uma máquina que produz protecções insufladas com ar individualmente definidas e elementos de enchimento. A máquina fabrica filmes AIRPAD de acordo com a especificação da FROMM. A soldagem é feita por ondas de calor. Durante cada ciclo de trabalho, são produzidas uma, duas ou quatro Airpads em diferentes tamanhos ou com um grau de enchimento individualmente definido. As Airpads assim produzidas são alimentadas por uma unidade de alimentação até uma altura superior a 2 m. As filas são perfuradas e podem ser separadas do painel Airpad sem qualquer instrumento.Pode ser adicionados à máquina depósitos opcionais disponíveis que funcionam como depósito e dispensador.
3 Informação técnica AP503Dimensões da máquina completaComprimento: 1450mm,
com caixa 2420mm, com caixa e braço 3375 - 3625mm
Largura: 797mm (+ 170mm para abrir a tampa de protecção)
Altura: 2450mmAltura do chão ao braço:1960mm
Dimensões da máquina embalada2 embalagensPalete: 1200mm X 800mm X1450mmCaixa: 700mm X 460mm X 790mmPesoMáquina completa: aprox. 268kg sem os rolos de filmeUnid. alimentação: aprox. 32kgEmbalagem: Palete aprox. 28kg
Cartão aprox. 11kgCaixa da unid. alimentação aprox. 11kg
1450
2420
max. 3625
1960
2450
50121403poT1.fm Página 3

AP503.001
Ligações Devido a elevada corrente de arranque (> 2kW) a máquina precisa do seu próprio fusível eléctrico.Abastecimento de energia: 230 VAC, 50/60 Hz, 16 AForça de tracção: 2,0 kVAConsumo de energia: aprox. 1,1 kW/hConexão de ar comprimido: diâmetro do tubo: largura nominal 10Pressão: 4-6 barConsumo de ar: máximo 82 NI/min. (durante a produção de enchimento)
máximo 3,5 NI por cicloPerformance: 25 - 49 ciclos por minuto, dependendo do tamanho da
almofada e do tipo de filme
RuídoO nível de som contínuo equivalente a A no local de trabalho do operador é de 70 dB (A).Este valor foi determinado de acordo com o DIN 45 635 T3 (11.85).
Material do filme
Atenção! Só podem ser utilizados rolos de filme que sejam distribuídos pela FROMM.
Largura do filme: 420 mmDiâmetro dos rolos: máximo 280 mmComprimento do filme: entre 500 e 1000 m, dependendo do tipo de materialDiâmetro central do rolo: 76 mmTipo de filme: filmes AIRPAD de acordo com a especificação da FROMMMedidas de filme a produzir: de 0,042 a 0,08 mm
Acessórios Artigo Nº Designação ObservaçõesAP4.1127 Guia do filme Entregue com a máquinaN71.3234 Perno de regular Para a regulação da embraiagem na unidade de alimentação e os travões no dispensador.
Fornecido junto com a máquina.N7.5115 Chave (Caixa de
Interruptores)Fornecido junto com a máquina.
50.2016 Caixa APD50R0 Serve de depósito para as Airpads produzidas.Retirar as Airpads pelo topo. (opção)
50.2017 Caixa APD50R1 Serve de depósito para as Airpads produzidas.Retirar as Airpads pelo fundo. (opção)
50.2018 Braço APD50R2 Para actualizar a caixa 50.2017, no caso de mais tarde pretender retirar as Airpads pelo topo. (opção)
AP5.0161 Estrutura Utilizando esta estrutura, o braço 50.2018 pode ser aplicado numa posição transversal à grade.
AP5.0146 Caixa do interruptor Para comutar externo ON ou OFF. (opção) AP5.1369 Cabo de conexão Conexão á caixa do interruptor. (opção)N5.5439 Peça de união Módulo básico para transmissor de sinal óptico ou sonoro. (opção)AP5.1372 Cabo de conexão Ligação de transmissor de sinal óptico ou sonoro. (opção)N5.5437 Lâmpada de sinal Para o sinal óptico, externo. (opção)N5.5436 Luz Necessário para a lâmpada de sinal N5.5437. (opção) N5.5438 Transmissor de alarme Para o sinal acústico, externo. (opção)AP5.1367 Cabo É necessário quando a luz de aviso N5.5437 e o emissor de alarme N5.5438 são
utilizados em simultâneo.N51.2215 Flange de montagem Para o transmissor do sinal. (opção)N51.2214 Tubo Necessário para a flange de montagem N51.2215. (opção)N51.2216 Flange de montagem Para o transmissor do sinal. (opção)
Página 4 50121403poT1.fm

AP503.001
4 Elementos de utilizaçãoVista da posição do operador
5 Painel de controlo
Manómetro
Interruptorprincipal
Painelde controlo
Conexão ao ar-comprimido com o filtro na parte traseira
Distribuidor
Regulador de pressãoInterruptor EMO
Tampa de protecção
Unidade de alimentação
50121403poT1.fm Página 5

AP503.001
6 InstalaçãoTodo o sistema e equipamento eléctrico da máquina só é autorizado a ser utilizado por pessoalqualificado.
A máquina deve funcionar em locais secos, livres de poeira onde exista circulação de ar natural ou artificialsuficiente. A temperatura do local deve ser estável e entre 5°C (41°F) e 35°C (95°F). A máquina deve serinstalada numa posição horizontal.Coloque as rodas. Os travões coloque-os para o lado da dispensador.Trave os freios em todo o caso.
6.1 Colocar o braço de suporte na posição de trabalho- Remova as tampas de protecção .- Desaperte os parafusos no suporte (chave inglesa de cabeça hexagonal SW6).- Puxe o braço de suporte para a posição de trabalho. - Aperte os parafusos.- Colocar as tampas de protecção.
6.2 Instalação da base e unidade de alimentação- Monte os perfis para a base com os elementos fornecidos de ligação.- Aparafuse os perfis á máquina.- Aperte o perfil do meio no canto superior (X1) ao nível da placa de protecção no canto superior (X2).- Coloque a unidade de alimentação na estrutura de suporte.
Atenção! Deve haver uma boa fixação á entrada dos perfis.- Aparafuse a unidade de alimentação com a estrutura de suporte conjuntamente ( 4 parafusos M8 x 25 +
o-rings de segurança + bloco deslizante)- Instale a cobertura .- Ligue o motor.- Ligue o cabo de ligação ao interruptor , fixe o cabo e o cabo de cintas .- Aparafuse o fio de terra e a escova anti-estática e base .- Pendure a caixa (opcional) á máquina.
Aviso!A máquina deve ser ligada á corrente eléctrica somente pelo respectivo cabo eléctrico fornecido. Certifique-se de que a tensão e a frequência correspondem aos dados na placa de identificação do fabricante. O ar comprimido deve estar livre de óleos, de água e de sujeiras. O ar é conectado no filtro AP5.0216.
Suporte na posição de transporte Suporte na posição de trabalho Tampas de protecção
Página 6 50121403poT1.fm

AP503.001
4 x N1.1915
400mm
AP5.14384 x N1.6405
X1
X2
2 x AP5.01592 x AP5.1451
8 x N7.6207
8 x N11.1102
4 x N7.6205
4 x N7.6208
4 x N7.6210
AP5.1447
AP5.1448AP5.1452
AP5.1448AP5.1453
N7.6220
AP5.1385
AP5.1322
AP5.1844
4 x N7.62074 x N1.6215
4 x N11.1173
N1.6405N1.5124
AP5.1439
4 x N1.19154 x N1.6405
50121403poT1.fm Página 7

AP503.001
7 Utilização da máquina
7.1 Colocação dos rolos de filme no desenrolador - Colocar o rolo de filme nos rolos com travão e rodar. - Observe o seguinte:
• visto do lado dianteiro o rolo superior (A) deve funcionar durante o desenrolar contra o sentidodos ponteiros do relógio
• visto do lado dianteiro o rolo inferior (B) deve funcionar durante o desenrolar no sentido horário,• os novos rolos devem estar á temperatura ambiente
7.2 Puxar o filmeMantenha a tampa de protecção fechada. Ligue o interruptor principal. Quando o sistema de controle estiver em modoautomático:
comute para modo manual por meio da chave .
Colocação do filme AAbra a tampa de protecção. Levante o rolo do transporte superior desapertando os parafusos estrela. Puxe a tela de entrada através das linhas de colagem no sentido do arranque e de costas entre o tubo de ar esobre a escova inferior e entre as barras de soldagem longitudinais e entre os rolos do transporte.(a tela de entrada encontrasse atrás do dispensador) O filme (A) tem de passar completamente sob a unidade acima do contrapeso e sobre o transportador dedesvio direito certificando-se que está seguro á tela de entrada.
Aviso! Nunca aperte com a máquina em funcionamento!
Puxe a tela com o filme através da máquina.
Retire a tela de entrada.
A
B
Rolo com freio Rolo
Rolo de filme
A
B
Cuidado! Observe o sentidodo desenrolamento!
Unidade de contrapeso
Chave estrela Rolo do transporte superior
Tela de entrada de filme Tubo de ar
Unidade transversal de soldagem
Barras de
Transportador de desvio
Selagem inferior
Escova inferior
ACaixa de protecção
Tampa de protecção
com verificador do filme
soldagem longitudinais
Página 8 50121403poT1.fm

AP503.001
Colocação do filme B Puxe a tela de entrada através das linhas de colagem e de costas sobre o tubo de ar e por baixo da escovasuperior e entre as barras de soldagem longitudinais e entre os rolos do transporte.
O filme (B) tem de passar completamente por baixo da unidade de contrapeso e sobre o transportador dedesvio esquerdo certificando-se que está seguro á tela de entrada.
Puxe a tela com o filme através da máquina.
Retire a tela de entrada.
Puxe filme suficiente fora da máquina, Passe o filme por debaixo do cilindro de controle e coloque-o através do transportador de correias na unidade dealimentação.
Mova o transportador através da combinação das teclas
até o filme agarrar e o cilindro de controle fixarna posição do meio (ver desenho).
Alinhamento do filme.
Apertar com a chave estrela.
Fechar a tampa de protecção.
Ligar em modo automático
pressione a tecla .
Para uma substituição dos rolos de filme pode utilizar o filmeque fica entre as barras e colar as pontas das películas defilme que vêm dos novos rolos e puxar. Puxar por entre a máquina o filme até ás pontas coladas.
Escova superiorTransportador de desviocom
AB A
Tela de entrada
Tubo de ar
Barras de Unidade transversal de soldagem
Transportador de rolos Selagem superiorTampa de protecção
verificador do filme
soldagem longitudinais
Cilíndrico de alimentação
+
50121403poT1.fm Página 9

AP503.001
7.3 Retirar as Airpads produzidas fora da máquina. As Airpads podem ser retiradas da caixa em qualquer momento.Depende se for de topo ou pelo fundo.Se a caixa estiver cheia o PLC pára a produção de Airpads, recomeça novamente se se retirarem algumasAirpads da caixa.
7.4 Controle do filme O controle da película de filme controla a fonte da película na máquina. Se faltar filme ou as películas nãoestão correctamente posicionadas, a máquina pára (mensagem de erro E03).
7.5 Processamento do filmeA máquina é entregue com a informação de filmes usados por si. Pode ser necessária uma correcção dosvalores gravados em caso de funcionar em condições exigentes. Ver ponto 8 para ter a descrição desteprocedimento.
7.6 Início
7.6.1 LigarFeche a tampa de protecção.Solte o interruptor EMO.Verificar a pressão de ar, o manómetro de pressão deverá mostrar 4 bar, se necessário, ajustar o regulador depressão.Para rodar o botão de ajuste, tem que se o puxar para cima.Ligue o interruptor principal. A seguinte mensagem aparece no visor por 5 segundos:
FROMM AirPad 502 - 503 V. z.z
Se não houver nenhuma mensagem de erro: PROGRAMA X.X*MANUAL OFFouPROGRAMA X.XAUTOMÁTICO OFFO sistema de controle está no menu básico.
Com a tecla pode seleccionar-se entre o modo manual eautomático.Haverá sempre indicação do programa pré-seleccionado antesde ter sido desligada.
* X.X representa o número do programa que se encontrava activo.
Menu básico E21: AUTOMATICODEPOSITO COMPLET
Se for retirado uma certa quantidade Airpads da caixa, a máquina recomeça a produção automaticamente. Se a máquina for reiniciada menos 40 segundos após ter sido parada, no ecrã aparecerá, de modo intermitente, "TEMPO DE ARREFECIMENTO" até se passarem 40 segundos desde que foi accionado o comando de paragemSe a máquina for reiniciada mais de 40 segundos depois de ter sido parada, a produção de Airpad começará de imediato.
Página 10 50121403poT1.fm

AP503.001
7.6.2 Seleccionar a língua nacionalA língua nacional é seleccionada quando a máquina é entregue. O idioma apenas pode alterado no modo automático. Proceder da seguinte maneira para alterar o idioma.
7.7 Selecção do programaA máquina pode memorizar informação de 45 variantes de almofadas diferentes. As diferenças entre asvariantes estão no tamanho e no material do filme usados para as almofadas de ar (ver lista de programas doponto 7.11).Um novo programa apenas pode ser seleccionado no modo automático quando a máquina parar. Proceda da seguinte maneira para seleccionar o programa:
7.8 ArranqueSe a máquina for reiniciada menos 40 segundos após ter sido parada, no ecrã aparecerá, de modointermitente, "TEMPO DE ARREFECIMENTO" até se passarem 40 segundos desde que foi accionado ocomando de paragemSe a máquina for reiniciada mais de 40 segundos depois de ter sido parada, a produção de Airpad começaráde imediato.A máquina deve arrancar em modo automático.
Após a máquina arrancar com a produção, deve verificar a unidade de distribuição e a de alimentação! O filme deve estar introduzido na máquina de forma justa.
* X.X representa o número do programa que se encontrava activo.
Menu básico PROGRAMA X.X*AUTOMATICO OFF ouPROGRAMA X.XAUTOMATICO ON
Carregue na tecla F ?
Carregue na tecla CODIGO* * * * *
Introduza a password 13579. LINGUA8 P - Portuguese
Introduzir o idioma desejado de acordo com a
tabela no ponto 14 por meios das teclas
O idioma seleccionado é indicado.
Confirme com a tecla A unidade de controlo passa a menu básico.
Menu básico PROGRAMA X.X*AUTOMATICO OFF
Carregue na tecla PROGRAMA X.XAUTOMATICO OFFO número do programa activo está a piscar.O número apenas pode ser mudado quando estiver a piscar.
Escolher por meio das teclas numéricas
ou das teclas o número do programa desejado.
O número introduzido está a piscar.O número apenas pode ser confirmado quando estiver a piscar.Se o PLC não aceitar o número significa que o programa está bloqueado.
Confirme com a tecla PROGRAMA X.XAUTOMATICO OFF
Pressionar tecla PROGRAMA X.X*AUTOMÁTICO ON
50121403poT1.fm Página 11

AP503.001
7.9 Aquecimento da máquinaA máquina está a produzir Airpads após o começo.De modo a produzir imediatamente Airpads de boa qualidade, durante os primeiros 10 ciclos, as cabeças desoldar são aquecidas mais de acordo com a tabela guardada no PLC.Depois disso, a máquina continua o trabalho no modo normal.Os valores para o modo normal estão guardados no menu F1 como dados do programa, e podem seralterados conforme descrito em "8.1 Dados do programa".A diferença de como os circuitos de soldadura podem ser diferentes durante os primeiros 10 ciclos pode serajustada num menu separado.
7.10 Parar a máquina O operador pode parar a máquina de duas maneiras diferentes:
7.10.1 Tecla OFF
7.10.2 Botão de emergência off (EMO)
7.10.3 Parar a máquina através da unidade de controloA máquina será parada automaticamente pela unidade de controlo se detectar uma irregularidade ou um errono programa que está a decorrer. No menu principal aparece a causa do erro, se ele persistir. Ver também alista no ponto 10.Se a máquina for parada por um erro temporário e se a unidade de controlo está no menu principal, então oOFF aparecerá a piscar.
Para saber qual é o erro, carregue na tecla
O OFF a piscar deve ser confirmado carregando na tecla ou .* X.X representa o número do programa que se encontrava activo.
Pressionar tecla Termina o ciclo. A máquina pára.
PROGRAMA X.X*AUTOMÁTICO OFF
Em caso de emergência, o funcionamento da máquina pode ser interrompido pressionando o “Botão de emergência“. A máquina pára de imediato, todos os componentes excepto o sistema de controlo estão desligados da corrente eléctrica. As barras de soldagem encontram-se em posição de arranque.
E06: TAMPA ABERTA / INTERRUPTOR EMERG.
Depois da avaria solucionada, o botão de emergência off(EMO) deve ser desbloqueado e voltar á posição inicial.
PROGRAMA X.XAUTOMÁTICO OFF
Se o interruptor de desligamento de emergência for libertado após um período muito breve, o ecrã mostrará o erro E20.
E20: AVARIA DO INVERSORY
A mensagem de erro deve ser eliminada por meio
da tecla .
PROGRAMA X.XAUTOMÁTICO OFF
Menu básico PROGRAMA X.XAUTOMATICO OFF (a piscar)
Carregue na tecla E13: BAIXA PRESSAO DE AR
A mensagem de erro deve ser eliminada por meio
da tecla .
PROGRAMA X.XAUTOMATICO OFF (a piscar)
Página 12 50121403poT1.fm

AP503.001
7.11 Lista dos programasEstão disponíveis 45 programas.
Airpad XXL Uma Airpad por ciclo sobre toda a largura do filme.
Airpad XL Duas Airpad por ciclo sobre toda a largura do filme.
Programa 1.0 Comprimento da almofada 160 mm Tipo de filme PE / PE Espessura do filme 65µm
Programa 1.1 Comprimento da almofada 80 mm Tipo de filme PE / PE Espessura do filme 65µm
Programa 1.2 Comprimento da almofada 80 mm Tipo de filme PE / PE Espessura do filme 65µm
Programa 1.3 Comprimento da almofada 60 mm Tipo de filme PE / PE Espessura do filme 65µm
Programa 1.4 Comprimento da almofada 40 mm Tipo de filme PE / PE Espessura do filme 65µm
Programa 1.5 Comprimento da almofada 160 mm Tipo de filme PA / PE Espessura do filme 42µm
Programa 1.6 Comprimento da almofada 80 mm Tipo de filme PA / PE Espessura do filme 42µm
Programa 1.7 Comprimento da almofada 80 mm Tipo de filme PA / PE Espessura do filme 42µm
Programa 1.8 Comprimento da almofada 60 mm Tipo de filme PA / PE Espessura do filme 42µm
Programa 1.9 Comprimento da almofada 40 mm Tipo de filme PA / PE Espessura do filme 42µm
Programa 1.10 Comprimento da almofada 160 mm Tipo de filme PE / PE Espessura do filme 45µm
Programa 1.11 Comprimento da almofada 80 mm Tipo de filme PE / PE Espessura do filme 45µm
Programa 1.12 Comprimento da almofada 80 mm Tipo de filme PE / PE Espessura do filme 45µm
Programa 1.13 Comprimento da almofada 60 mm Tipo de filme PE / PE Espessura do filme 45µm
Programa 1.14 Comprimento da almofada 40 mm Tipo de filme PE / PE Espessura do filme 45µm
Programa 2.0 Comprimento da almofada 160 mm com corte Tipo de filme PE / PE Espessura do filme 65µm
Programa 2.1 Comprimento da almofada 80 mm com corte Tipo de filme PE / PE Espessura do filme 65µm
Programa 2.2 Comprimento da almofada 80 mm sem corte Tipo de filme PE / PE Espessura do filme 65µm
Programa 2.3 Comprimento da almofada 60 mm sem corte Tipo de filme PE / PE Espessura do filme 65µm
Programa 2.4 Comprimento da almofada 40 mm sem corte Tipo de filme PE / PE Espessura do filme 65µm
Programa 2.5 Comprimento da almofada 160 mm com corte Tipo de filme PA / PE Espessura do filme 42µm
Programa 2.6 Comprimento da almofada 80 mm com corte Tipo de filme PA / PE Espessura do filme 42µm
Programa 2.7 Comprimento da almofada 80 mm sem corte Tipo de filme PA / PE Espessura do filme 42µm
Programa 2.8 Comprimento da almofada 60 mm sem corte Tipo de filme PA / PE Espessura do filme 42µm
Programa 2.9 Comprimento da almofada 40 mm sem corte Tipo de filme PA / PE Espessura do filme 42µm
Programa 2.10 Comprimento da almofada 160 mm com corte Tipo de filme PE / PE Espessura do filme 45µm
Programa 2.11 Comprimento da almofada 80 mm com corte Tipo de filme PE / PE Espessura do filme 45µm
Programa 2.12 Comprimento da almofada 80 mm sem corte Tipo de filme PE / PE Espessura do filme 45µm
Programa 2.13 Comprimento da almofada 60 mm sem corte Tipo de filme PE / PE Espessura do filme 45µm
Programa 2.14 Comprimento da almofada 40 mm sem corte Tipo de filme PE / PE Espessura do filme 45µm
50121403poT1.fm Página 13
AP503.001
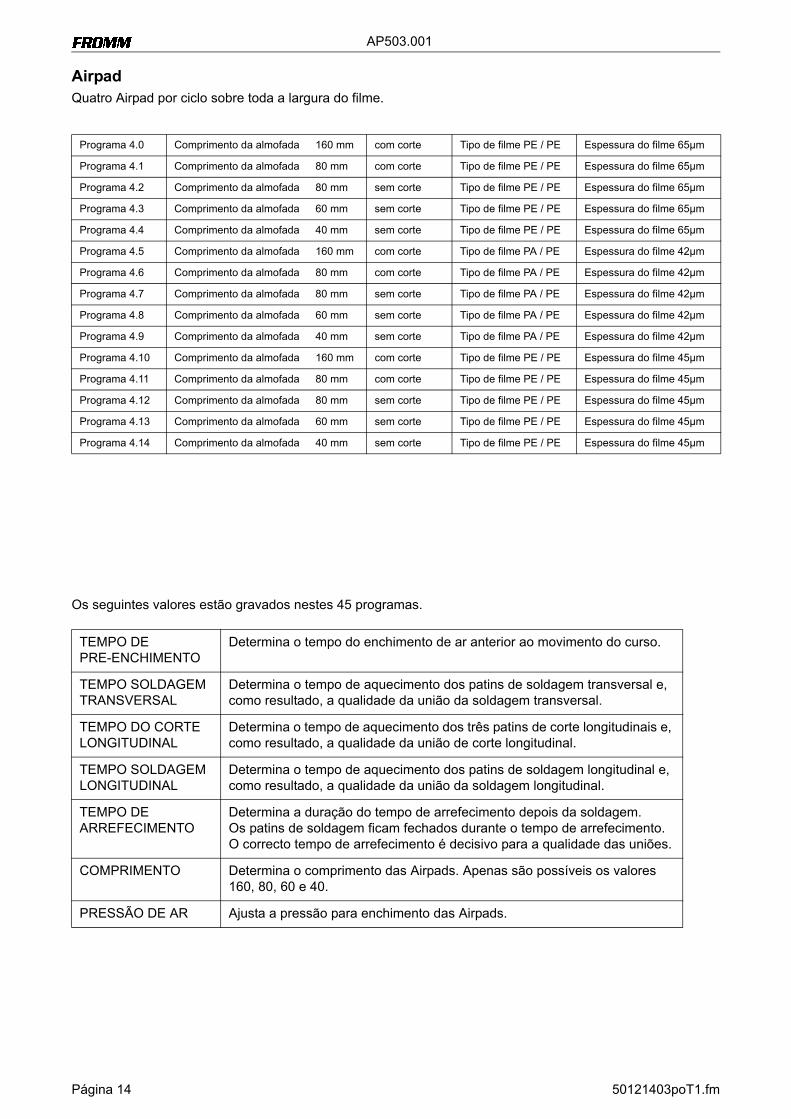
Airpad Quatro Airpad por ciclo sobre toda a largura do filme.
Os seguintes valores estão gravados nestes 45 programas.
Programa 4.0 Comprimento da almofada 160 mm com corte Tipo de filme PE / PE Espessura do filme 65µm
Programa 4.1 Comprimento da almofada 80 mm com corte Tipo de filme PE / PE Espessura do filme 65µm
Programa 4.2 Comprimento da almofada 80 mm sem corte Tipo de filme PE / PE Espessura do filme 65µm
Programa 4.3 Comprimento da almofada 60 mm sem corte Tipo de filme PE / PE Espessura do filme 65µm
Programa 4.4 Comprimento da almofada 40 mm sem corte Tipo de filme PE / PE Espessura do filme 65µm
Programa 4.5 Comprimento da almofada 160 mm com corte Tipo de filme PA / PE Espessura do filme 42µm
Programa 4.6 Comprimento da almofada 80 mm com corte Tipo de filme PA / PE Espessura do filme 42µm
Programa 4.7 Comprimento da almofada 80 mm sem corte Tipo de filme PA / PE Espessura do filme 42µm
Programa 4.8 Comprimento da almofada 60 mm sem corte Tipo de filme PA / PE Espessura do filme 42µm
Programa 4.9 Comprimento da almofada 40 mm sem corte Tipo de filme PA / PE Espessura do filme 42µm
Programa 4.10 Comprimento da almofada 160 mm com corte Tipo de filme PE / PE Espessura do filme 45µm
Programa 4.11 Comprimento da almofada 80 mm com corte Tipo de filme PE / PE Espessura do filme 45µm
Programa 4.12 Comprimento da almofada 80 mm sem corte Tipo de filme PE / PE Espessura do filme 45µm
Programa 4.13 Comprimento da almofada 60 mm sem corte Tipo de filme PE / PE Espessura do filme 45µm
Programa 4.14 Comprimento da almofada 40 mm sem corte Tipo de filme PE / PE Espessura do filme 45µm
TEMPO DE PRE-ENCHIMENTO
Determina o tempo do enchimento de ar anterior ao movimento do curso.
TEMPO SOLDAGEM TRANSVERSAL
Determina o tempo de aquecimento dos patins de soldagem transversal e, como resultado, a qualidade da união da soldagem transversal.
TEMPO DO CORTE LONGITUDINAL
Determina o tempo de aquecimento dos três patins de corte longitudinais e, como resultado, a qualidade da união de corte longitudinal.
TEMPO SOLDAGEM LONGITUDINAL
Determina o tempo de aquecimento dos patins de soldagem longitudinal e, como resultado, a qualidade da união da soldagem longitudinal.
TEMPO DE ARREFECIMENTO
Determina a duração do tempo de arrefecimento depois da soldagem. Os patins de soldagem ficam fechados durante o tempo de arrefecimento. O correcto tempo de arrefecimento é decisivo para a qualidade das uniões.
COMPRIMENTO Determina o comprimento das Airpads. Apenas são possíveis os valores 160, 80, 60 e 40.
PRESSÃO DE AR Ajusta a pressão para enchimento das Airpads.
Página 14 50121403poT1.fm
AP503.001
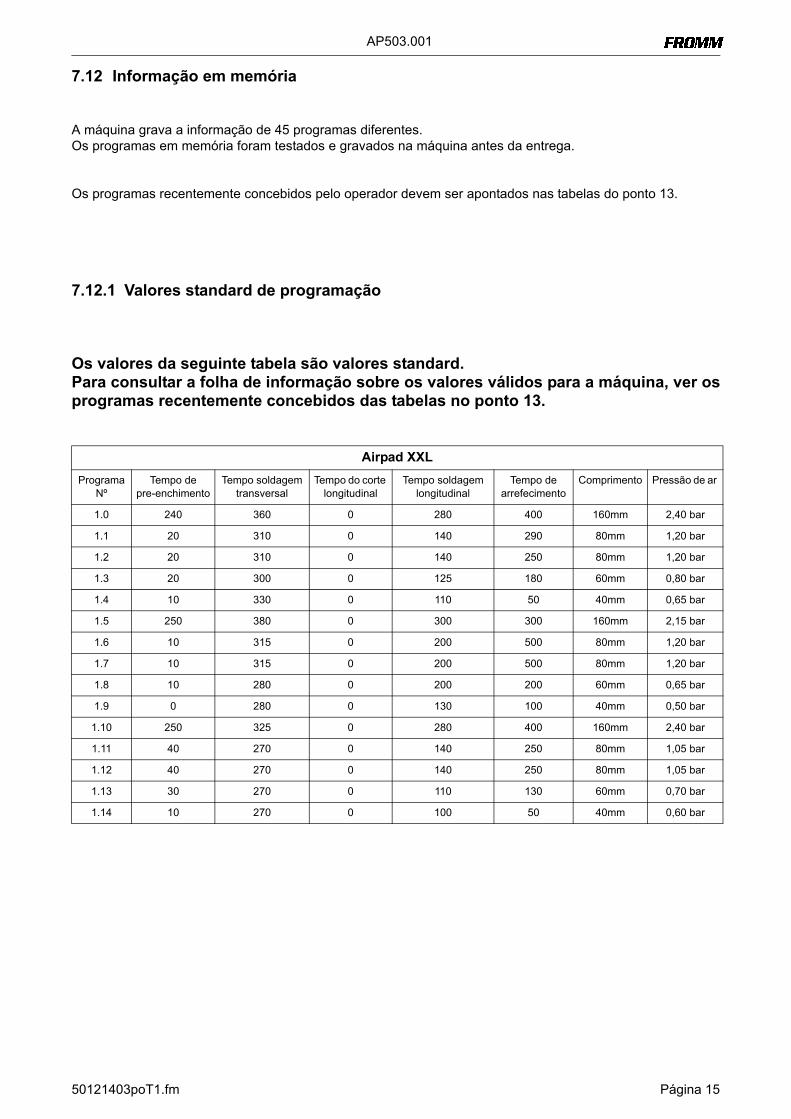
7.12 Informação em memória
A máquina grava a informação de 45 programas diferentes.Os programas em memória foram testados e gravados na máquina antes da entrega.
Os programas recentemente concebidos pelo operador devem ser apontados nas tabelas do ponto 13.
7.12.1 Valores standard de programação
Os valores da seguinte tabela são valores standard.Para consultar a folha de informação sobre os valores válidos para a máquina, ver osprogramas recentemente concebidos das tabelas no ponto 13.
Airpad XXLPrograma
NºTempo de
pre-enchimentoTempo soldagem
transversalTempo do corte
longitudinalTempo soldagem
longitudinalTempo de
arrefecimentoComprimento Pressão de ar
1.0 240 360 0 280 400 160mm 2,40 bar
1.1 20 310 0 140 290 80mm 1,20 bar
1.2 20 310 0 140 250 80mm 1,20 bar
1.3 20 300 0 125 180 60mm 0,80 bar
1.4 10 330 0 110 50 40mm 0,65 bar
1.5 250 380 0 300 300 160mm 2,15 bar
1.6 10 315 0 200 500 80mm 1,20 bar
1.7 10 315 0 200 500 80mm 1,20 bar
1.8 10 280 0 200 200 60mm 0,65 bar
1.9 0 280 0 130 100 40mm 0,50 bar
1.10 250 325 0 280 400 160mm 2,40 bar
1.11 40 270 0 140 250 80mm 1,05 bar
1.12 40 270 0 140 250 80mm 1,05 bar
1.13 30 270 0 110 130 60mm 0,70 bar
1.14 10 270 0 100 50 40mm 0,60 bar
50121403poT1.fm Página 15

AP503.001
Introduza estes valores em caso de perda de informação ou perda das listas dos programas (ver ponto 8.1).Depois teste o programa.A maior parte das vezes apenas os valores para tempo de soldadura transversal, tempo de corte longitudinal etempo de soldadura longitudinal (para estanquidade das almofadas) devem ser adaptados.
Registe a informação do novo programa na tabela do ponto 13.
Airpad XLPrograma
NºTempo de
pre-enchimentoTempo soldagem
transversalTempo do corte
longitudinalTempo soldagem
longitudinalTempo de
arrefecimentoComprimento Pressão de ar
2.0 150 360 520 270 300 160mm 2,20 bar
2.1 31 320 240 160 500 80mm 1,20 bar
2.2 20 310 160 165 300 80mm 1,20 bar
2.3 10 310 135 110 150 60mm 0,85 bar
2.4 10 335 130 100 0 40mm 0,60 bar
2.5 150 365 500 300 400 160mm 2,0 bar
2.6 10 290 315 200 300 80mm 1,05 bar
2.7 10 280 180 160 200 80mm 0,95 bar
2.8 0 270 170 150 100 60mm 0,70 bar
2.9 0 290 130 130 100 40mm 0,40 bar
2.10 150 315 525 280 0 160mm 2,10 bar
2.11 40 260 190 140 290 80mm 1,05 bar
2.12 50 270 130 160 100 80mm 0,90 bar
2.13 30 260 120 100 150 60mm 0,70 bar
2.14 10 265 105 80 0 40mm 0,45 bar
Airpad Programa
NºTempo de
pre-enchimentoTempo soldagem
transversalTempo do corte
longitudinalTempo soldagem
longitudinalTempo de
arrefecimentoComprimento Pressão de ar
4.0 80 350 290 320 500 160mm 2,30 bar
4.1 50 320 150 160 400 80mm 1,10 bar
4.2 80 420 140 210 250 80mm 0,80 bar
4.3 10 350 75 130 50 60mm 0,80 bar
4.4 10 310 60 90 50 40mm 0,55 bar
4.5 70 330 320 320 450 160mm 2,00 bar
4.6 10 275 190 190 200 80mm 1,05 bar
4.7 80 375 200 280 300 80mm 0,75 bar
4.8 0 270 100 160 100 60mm 0,70 bar
4.9 0 270 70 100 0 40mm 0,55 bar
4.10 70 310 270 275 460 160mm 2,00 bar
4.11 20 290 125 150 400 80mm 1,00 bar
4.12 10 370 125 180 400 80mm 1,00 bar
4.13 20 290 70 120 50 60mm 0,65 bar
4.14 10 270 55 90 50 40mm 0,50 bar
Página 16 50121403poT1.fm

AP503.001
8 Alterar a informação do programa
8.1 Informação do programaA informação do programa deve ser alterada em caso de condições de operação exigentes ou alteração dotipo de filme. Isto apenas pode ser feito no modo automático.Os tempos devem ser sempre introduzidos quando o programa estiver a ser utilizado.
* X.X representa o número do programa que se encontrava activo.
Menu básico PROGRAMA X.X*AUTOMÁTICO OFF ouPROGRAMA X.XAUTOMÁTICO ON
Pressionar tecla F?
Pressionar tecla CÓDIGO* * * * *
Inserir código 21103. P- X.X* PRE-ENCHIMENTOmin 000 Y max 999O valor Y indicado pode ser alterado por meio das teclas numéricas ou das
teclas .Os valores introduzidos estão em milissegundos.Uma segunda linha indica valores mínimos (MN) e máximos (MX).O valor a ser introduzido deve estar entre estes valores. Os valores muitoelevados ou muito baixos não são aceites pela unidade de controlo.Os valores para tempo de soldadura transversal, tempo de corte longitudinal e tempo de soldadura longitudinal apenas podem ser modificados por pequenos passos (máx. 10 ms). Há o perigo de os dispositivos de soldadura sobreaquecerem em caso de valores com fortes aumentos.O valor aparece a piscar enquanto está a ser introduzido.
Se se enganar, o valor pode ser introduzido novamente.
Deve carregar na tecla para que o valor seja aceite pela unidade de controlo.
Mostrar F1 P- X.X* PRE-ENCHIMENTOmin 000 Y max 999
Carregue na tecla Aparece a seguinte memória mais acima.
Carregue na tecla Aparece a seguinte memória mais abaixo.
Não há mais entradas
Carregue na tecla Aparece o menu básico.
50121403poT1.fm Página 17
AP503.001
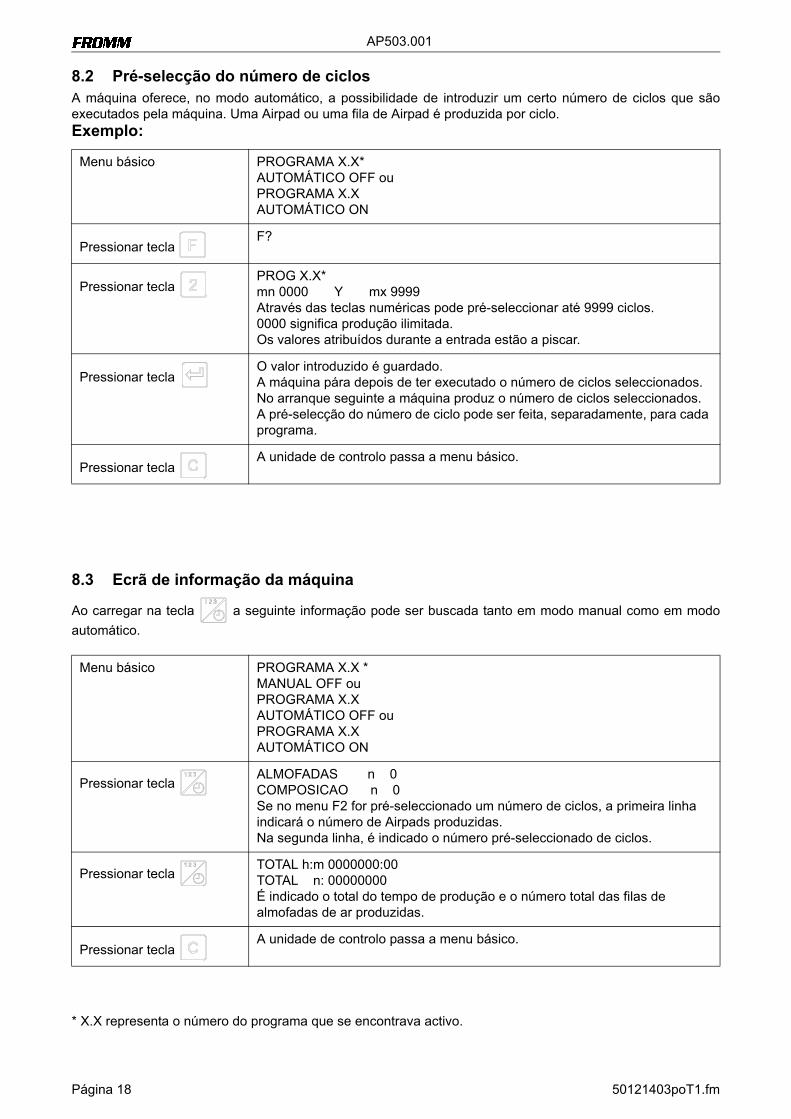
8.2 Pré-selecção do número de ciclosA máquina oferece, no modo automático, a possibilidade de introduzir um certo número de ciclos que sãoexecutados pela máquina. Uma Airpad ou uma fila de Airpad é produzida por ciclo.Exemplo:
8.3 Ecrã de informação da máquina
Ao carregar na tecla a seguinte informação pode ser buscada tanto em modo manual como em modoautomático.
* X.X representa o número do programa que se encontrava activo.
Menu básico PROGRAMA X.X*AUTOMÁTICO OFF ouPROGRAMA X.XAUTOMÁTICO ON
Pressionar tecla F?
Pressionar tecla PROG X.X* mn 0000 Y mx 9999Através das teclas numéricas pode pré-seleccionar até 9999 ciclos.0000 significa produção ilimitada.Os valores atribuídos durante a entrada estão a piscar.
Pressionar tecla O valor introduzido é guardado.A máquina pára depois de ter executado o número de ciclos seleccionados.No arranque seguinte a máquina produz o número de ciclos seleccionados.A pré-selecção do número de ciclo pode ser feita, separadamente, para cada programa.
Pressionar tecla A unidade de controlo passa a menu básico.
Menu básico PROGRAMA X.X *MANUAL OFF ouPROGRAMA X.XAUTOMÁTICO OFF ouPROGRAMA X.XAUTOMÁTICO ON
Pressionar tecla ALMOFADAS n 0COMPOSICAO n 0Se no menu F2 for pré-seleccionado um número de ciclos, a primeira linha indicará o número de Airpads produzidas.Na segunda linha, é indicado o número pré-seleccionado de ciclos.
Pressionar tecla TOTAL h:m 0000000:00TOTAL n: 00000000É indicado o total do tempo de produção e o número total das filas de almofadas de ar produzidas.
Pressionar tecla A unidade de controlo passa a menu básico.
Página 18 50121403poT1.fm

AP503.001
8.4 Display com os valores de consumoO consumo do filme Airpad pode ser lido no menu automático do seguinte modo:
* X.X representa o número do programa que se encontrava activo.
9 Ajustes mecânicos
9.1 Freio da unidade do distribuidorA tarefa dos freios na unidade do distribuidor é manter o filme permanentemente apertado entre a unidade dodistribuidor e a unidade do eixo de transporte. No início do ciclo de transporte a unidade de contrapeso move-se para cima. Na extremidade, a unidade retrai sob a pressão da mola. Se a unidade de contrapeso se mover na posição traseira mais baixa durante o funcionamento da máquina ofreio deve ser apertado ligeiramente. Se a unidade de contrapeso permanecer na posição superior o freio deve ser afrouxado ligeiramente. Os dois freios são individuais ajustados.
Ajustar o freio Vista da posição do operador:
Rode a porca do eixo no sentido horário (+): Aperte o freio.
Rode a porca do eixo no sentido contrário á dosponteiros do relógio (-): Afrouxe o freio.
É possível usar o pino de ajuste N71.3234 para rodar aporca do eixo.
Menu básico PROGRAMA X.X*AUTOMÁTICO OFF ouPROGRAMA X.XAUTOMÁTICO ON
Pressionar tecla F ?
Pressionar tecla FILM A 00000000 MFILM B 00000000 M
FILM A mostra o consumo de filme em comprimento métrico do rolo de filme superior (A),FILM B mostra o consumo de filme em comprimento métrico do rolo de filme inferior (B).
Pressionar tecla A unidade de controlo passa a menu básico.
50121403poT1.fm Página 19
AP503.001
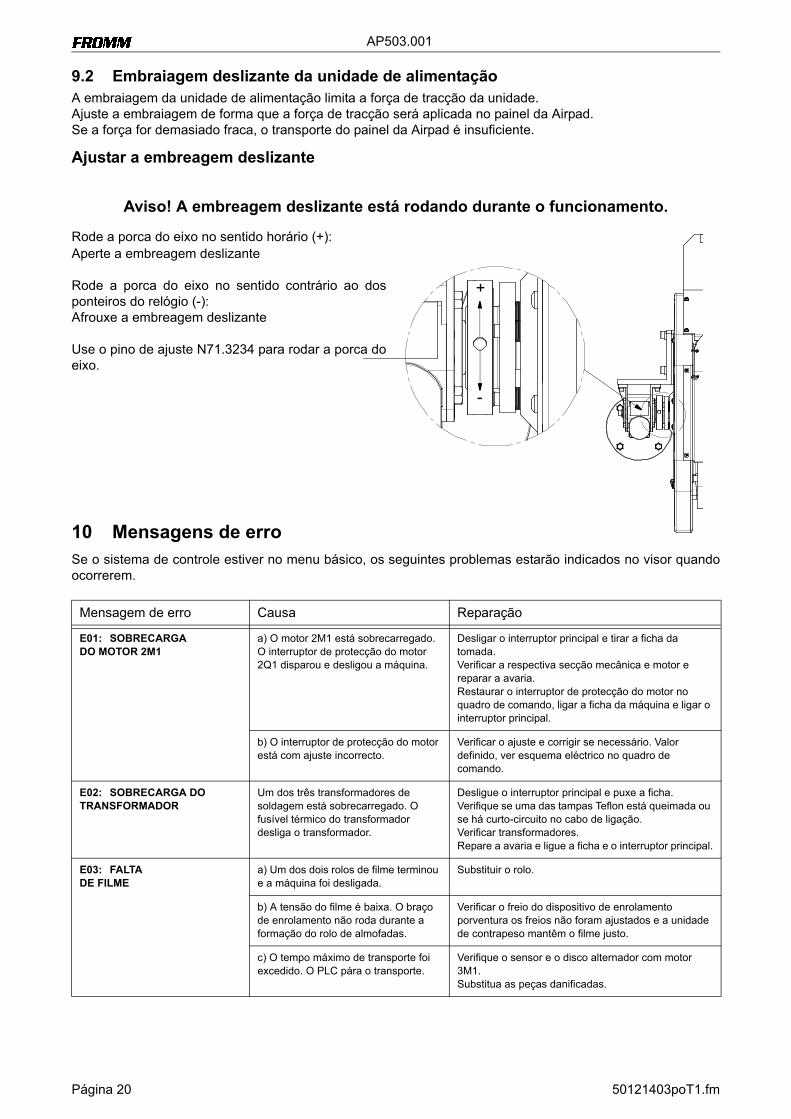
9.2 Embraiagem deslizante da unidade de alimentação A embraiagem da unidade de alimentação limita a força de tracção da unidade.Ajuste a embraiagem de forma que a força de tracção será aplicada no painel da Airpad.Se a força for demasiado fraca, o transporte do painel da Airpad é insuficiente.
Ajustar a embreagem deslizante
Aviso! A embreagem deslizante está rodando durante o funcionamento.
Rode a porca do eixo no sentido horário (+): Aperte a embreagem deslizante
Rode a porca do eixo no sentido contrário ao dosponteiros do relógio (-): Afrouxe a embreagem deslizante
Use o pino de ajuste N71.3234 para rodar a porca doeixo.
10 Mensagens de erro Se o sistema de controle estiver no menu básico, os seguintes problemas estarão indicados no visor quandoocorrerem.
Mensagem de erro Causa Reparação
E01: SOBRECARGA DO MOTOR 2M1
a) O motor 2M1 está sobrecarregado. O interruptor de protecção do motor 2Q1 disparou e desligou a máquina.
Desligar o interruptor principal e tirar a ficha da tomada.Verificar a respectiva secção mecânica e motor e reparar a avaria. Restaurar o interruptor de protecção do motor no quadro de comando, ligar a ficha da máquina e ligar o interruptor principal.
b) O interruptor de protecção do motor está com ajuste incorrecto.
Verificar o ajuste e corrigir se necessário. Valor definido, ver esquema eléctrico no quadro de comando.
E02: SOBRECARGA DO TRANSFORMADOR
Um dos três transformadores de soldagem está sobrecarregado. O fusível térmico do transformador desliga o transformador.
Desligue o interruptor principal e puxe a ficha. Verifique se uma das tampas Teflon está queimada ou se há curto-circuito no cabo de ligação. Verificar transformadores.Repare a avaria e ligue a ficha e o interruptor principal.
E03: FALTADE FILME
a) Um dos dois rolos de filme terminou e a máquina foi desligada.
Substituir o rolo.
b) A tensão do filme é baixa. O braço de enrolamento não roda durante a formação do rolo de almofadas.
Verificar o freio do dispositivo de enrolamento porventura os freios não foram ajustados e a unidade de contrapeso mantêm o filme justo.
c) O tempo máximo de transporte foi excedido. O PLC pára o transporte.
Verifique o sensor e o disco alternador com motor 3M1.Substitua as peças danificadas.
+
-
Página 20 50121403poT1.fm

AP503.001
E04: CONGESTAO DO FILME
Ocorreu um congestionamento de filme entre os rolos de transporte e a unidade transversal de soldagem.A fotocélula da barra desliga a máquina.
Abra a tampa de protecção.Puxe o filme congestionado com ambas as mãos para fora da máquina. Feche a tampa de protecção.
a) Filme colado nas barras de soldagem transversais.
Verifique os tempos de soldagem e corrija os valores até verificar que o filme não cola mais nas barras de soldagem.
b) A pressão de ar é muito elevada. Verifique a entrada da pressão de ar.
c) O tempo de pré-enchimento é muito alto.
Verificar o tempo de pré-enchimento.
E06: TAMPA ABERTA/INTERRUPTOR EMERG
a) A tampa de protecção está aberta ou o botão de segurança da tampa não está na posição correcta.
Fechar a tampa de protecção e verifique se o botão de segurança está colocado na posição correcta.
b) O botão de emergência foi accionado.
Assegurar-se que não existe qualquer problema e então pode desbloquear o botão de segurança.
E07: CONG. DE ALMOF. CILINDRO DE ALIMENT
Os interruptores de proximidade 6B6 ou 7B2 não mudam o seu estado dentro dos 80 cm de filme transportado.Obstrução de Airpads à saída do funil de descarga.
Verificar o funcionamento do cilindro de controlo da alimentação.Eliminar a razão para a obstrução.
E08: SENSOR TEMP. SOLDAGEM TRANSVERS
A resistência NTC colocada na barra de soldagem transversal foi mal ligada ou está defeituosa.
Inspeccionar os cabos de ligação.Substituir as peças com defeito.
E09: SOLDAGEM TRANSVERSAL
PLC reconheceu que o circuito de soldadura transversal aqueceu mais tempo do que o programado ou não foi suficientemente aquecido, embora programado.
Verificar se o sistema de controlo, interruptor de potência, relés ou o transformador estão defeituosos. Substituir as peças defeituosasVerificar os fusíveis.
E10: CORTE DESOLDAGEM
O PLC reconheceu que o circuito de corte longitudinal aqueceu mais tempo que o programado ou não foi suficientemente aquecido, embora programado.
Verificar se o sistema de controlo, interruptor de potência, relés ou o transformador estão defeituosos. Substituir as peças defeituosasVerificar os fusíveis.
E11: SOLDAGEMLONGITUDINAL
O PLC reconheceu que o circuito de soldadura longitudinal aqueceu mais tempo que o programado ou não foi suficientemente aquecido, embora programado.
Verificar se o sistema de controlo, interruptor de potência, relés ou o transformador estão defeituosos. Substituir as peças defeituosasVerificar os fusíveis.
E12: DEPOSITONAO DETECT
Problema na zona da unid. alimentação AP5.0223.A luz da barra inferior não é solta no devido tempo e a máquina desliga.
Verificar funções no motor 2M1,Verificar tracção no tapete de correias,Verificar embraiagem.
E13: BAIXA PRESSAO DE AR
a) Mensagem de erro imediata.Nenhum sinal dos sensores 6B3 ou 6B4; a cabeça de soldadura inferior não está na posição de partida; sensores defeituosos ou não ajustados adequadamente.
Verificar os sensores e ajuste dos sensor, ajustar ou substituir as peças defeituosas.
b) Mensagem de erro após o 3.º toque:Os sensores 6B3 ou 6B4 não alteram o seu estado após se ter ligado a válvula de elevação dentro de um certo tempo (as cabeças de soldadura não pode ir para cima).
Fornecer suficiente ar à máquinaVerificar o sistema pneumático relativamente à estanquidade. Verificar a função dos êmbolos elevadores. Verificar funcionamento suave das guias.
E14: DISJUNTOR AVARIADO Quando liga a máquina, um dos dijuntores 5K0 ou 2K1 pode estar desligado. A máquina não arranca.
Identificar e substituir os dijuntores avariados.
Mensagem de erro Causa Reparação
50121403poT1.fm Página 21

AP503.001
Sinais para controle externoCom utilização de um sinal externo transmissor (opcional) pode aperceber-se das seguintes informações:
E03 FALTA DE FILME: Luz piscando, sinal sonoro ou ambos em intervalos de 0.5 segundos.
Outra falha: Luz de piscando, sinal sonoro ou ambos em intervalos de 1.0 segundo.
E15: FALHA NO TEMPO DE SOLDAGEM
A PLC aqueceu o circuito de soldadura mais tempo do que o permitido pela válvula limitadora interna. A máquina desliga-se e no PLC aparece um RD vermelho.
Empurre o botão vermelho de reset no PLC no quadro de comandos.Se o erro reaparecer de novo, substitua o PLC.
E16: PERCA DE DADOS DE PROGRAMAÇÃO
Perda de dados. Introduzir ou recarregar o programa de dados.
E17: SENSOR TEMP. DE CORTE DE SOLDAGEM
A resistência NTC incorporada na cabeça de corte longitudinal foi incorrectamente ligada ou está definitiva.
Verificar as ligações de cabos.Substituir as peças activas.
E18: SENSOR TEMP. SOLDAGEM LONGITUD
A resistência NTC incorporada na cabeça de soldagem longitudinal foi incorrectamente ligada ou está defeituosa.
Verificar as ligações de cabos.Substituir as peças activas.
E19: AVARIA SENSOR DE TEMP. AMBIENTE
A resistência NTC fecha quando o dispensador de filme baixo com foi incorrectamente ligado ou está defeituoso.
Verificar as ligações de cabos.Substituir as peças activas.
E20: AVARIA DO INVERSOR a) Após um breve tempo, desligar a máquina pelo interruptor de paragem de emergência.
A mensagem de erro deve ser eliminada pela
tecla .
b) O inversor está a dar uma mensagem de erro.
Identificar a mensagem de erro no ecrã do inversor. Verificar o manual do inversor no quadro de comandos para mais informação.
E 21: AUTOMATICODEPOSITO COMPLET
Caixa cheia. O PLC pára a produção de Airpads.
Retirar as Airpads da caixa. A máquina recomeça automaticamente.
Mensagem de erro Causa Reparação
Página 22 50121403poT1.fm

AP503.001
11 Esquema pneumático PNS.1005
12 Funções das teclas
Tecla Função
Tecla ONEm operação MANUAL sem função.Em operação AUTOMÁTICO: início de produção.
Tecla OFFPára a produção, o ciclo será terminado.Reconhecimento de mensagens de erro.
Tecla de selecção de operação manual / automática.A tecla só está activa quando a máquina não está a funcionar.Passa de operação manual para automática quando é activada.
Tecla de selecção de programaApós ter carregado neste botão, um novo programa desbloqueado pode ser
seleccionado pelas teclas numéricas ou teclas .
O programa seleccionado deve ser confirmado com a tecla . A selecção de programa apenas pode ser feita em funcionamento Automático - OFF.
7
3
2
1
P
5
13
2
10Y2
6
13
2
10Y1
4
1 Filtro 2 Regulador de pressão 0-10bar3 Válvula de controlo da pressão4 Válvula de solenóide de 3/2 vias5 Cilindro de elevação6 Válvula de solenóide de 3/2 vias7 Tubo de ar
50121403poT1.fm Página 23

AP503.001
Tecla de anularAnula o número total de horas de produção, o número total de ciclos e o número restante de ciclos se o número de ciclos a ser produzidos for seleccionado.
Tecla de funçãoChama a memória em combinação com as teclas numéricas.No menu F1 "Dados do programa", mudar para o parâmetro anterior.
Controla o tapete de correias, o transporte de rolos e as barras de soldadura em modo manual combinado com as teclas de setas.
a
Teclas numeráriasEntrada de novos valores.
Os dados introduzidos devem ser confirmado com a tecla .
Teclas de setasSelecção dos valores, programas e idioma.
Os dados introduzidos devem ser confirmado com a tecla .
Tecla setaNo menu F1 "Dados do programa", avança para o parâmetro seguinte.
Tecla de recuarConfirma todos dados introduzidos.
Tecla de cancelarPassa das memórias ao menu principal.
e em simultâneo
Durante a operação manual: os patins de soldagem passam à posição de soldagem (só no caso da tampa de protecção se encontrar fechada).
e em simultâneo
Durante a operação manual: Tapete de correias e a unidade de alimentação estão em funcionamento.(só no caso da tampa de protecção se encontrar fechada).
e em simultâneo
Durante a operação manual: fornecedor de filme para a frente (só no caso da tampa de protecção se encontrar fechada).
No modo "OFF": exibição do último erro ocorrido.A mensagem de erro deve ser eliminada por meio
da tecla .
Tecla Função
Página 24 50121403poT1.fm

AP503.001
13 TabelasInformação do programa
Airpad XXLPrograma
NºTempo de
pre-enchimentoTempo soldagem
transversalTempo do corte
longitudinalTempo soldagem
longitudinalTempo de
arrefecimentoComprimento Pressão de ar
1.0
1.1
1.2
1.3
1.4
1.5
1.6
1.7
1.8
1.9
1.10
1.11
1.12
1.13
1.14
Airpad XLPrograma
NºTempo de
pre-enchimentoTempo soldagem
transversalTempo do corte
longitudinalTempo soldagem
longitudinalTempo de
arrefecimentoComprimento Pressão de ar
2.0
2.1
2.2
2.3
2.4
2.5
2.6
2.7
2.8
2.9
2.10
2.11
2.12
2.13
2.14
50121403poT1.fm Página 25

AP503.001
14 Índice de números para a selecção da língua
Airpad Programa
NºTempo de
pre-enchimentoTempo soldagem
transversalTempo do corte
longitudinalTempo soldagem
longitudinalTempo de
arrefecimentoComprimento Pressão de ar
4.0
4.1
4.2
4.3
4.4
4.5
4.6
4.7
4.8
4.9
4.10
4.11
4.12
4.13
4.14
Selecção de língua
Números Iniciais Language
0 SK Eslovaco
1 GB Inglês
2 F Francês
3 D Alemão
4 NL Holandês
5 E Espanhol
6 S Sueco
7 FIN Finlandês
8 P Português
9 N Norueguês
10 I Italiano
11 PL Polaco
12 HU Húngaro
13 CZ Checo
Página 26 50121403poT1.fm

AP503.001
15 Condições de fornecimento e garantiaFROMM AIRPAD AG assegura um período de garantia de 24 meses a todas as máquinas vendidas a partir dasua data de instalação no cliente final e com a assinatura do fornecedor, contudo, nunca depois de 30 mesesda data de despacho para o distribuidor da FROMM AIRPAD AG.A garantia incluí a substituição de materiais claramente mal fabricados ou defeituosos. Reclamação de danos ou prejuízos resultado por falhas de produções ou acidentes provocados a pessoas oua bens que resultem de deficiências em garantia não são aceites por parte do cliente.
A garantia excluí:• Peças de desgaste,• Deficiências que resultem de má instalação, manuseamento incorrecto ou manutenção da máquina pelo
cliente,• Deficiências que resultem de uma utilização sem salvaguarda das indicações de segurança ou
desrespeito pelas instruções do manual de utilização.• Alterações arbitrárias executadas na máquina,• Controle deficiente das peças de desgaste,• Reparação indevida da máquina.• Utilização de um produto consumível não recomendado pela FROMM AIRPAD AG•
Reservamos o direito de alterar ou modificar o produto em qualquer momento para melhorar a sua qualidade.
16 Utilização recomendadaA máquina AIRPAD AP503 foi concebida para produzir almofadas de ar airpads exclusivamente. Utilize filmerecomendado pela Fromm.
A garantia exclui:
• Utilização indevida da máquina, • Desrespeito das instruções do manual da máquina,• Desrespeito pelo controle e instruções de manutenção.
50121403poT1.fm Página 27







![Portugues GUIA DE INICIAÇÃO RÁPIDA [Preparativos Iniciais] … · 2017. 9. 25. · Ligue o cabo de alimentação CA ao QL-500/550 e, em seguida, ligue a ficha do cabo de alimentação](https://img.document.onl/doc/110x75/60e94be527e39442482c11a4/portugues-guia-de-iniciafo-rpida-preparativos-iniciais-2017-9-25-ligue.jpg)













![· software a partir do CD-ROM fornecido no computador. Ligue a câmara de vídeo e o computador, ligue-os com o cabo USB, de seguida toque em [TRANSF.MÚSICA] no ecrã da câmara](https://img.document.onl/doc/110x75/5c02553f09d3f279018def76/-software-a-partir-do-cd-rom-fornecido-no-computador-ligue-a-camara-de-video.jpg)







