Embed Size (px)
Citation preview

CAPITULO II
MARCO REFERENCIAL
Antecedentes de la Investigación
Los antecedentes de la investigación analizaron las diversas teorías,
enfoques, investigaciones y antecedentes desarrollados, por algunos autores que
son considerados válidos para el correcto entendimiento del problema estudiado,
la cual es tarea ineludible de toda investigación de carácter científico. En
consecuencia en este capítulo se exponen algunos trabajos y publicaciones que
sirvieron de apoyo y soporte para el desarrollo del presente estudio.
Aguilera M. 2009, en su trabajo de grado titulado Plan de Mantenimiento
Preventivo para las máquinas y equipos de la INTUSER, C.A., presentado ante el
Instituto Universitario Santiago Mariño concluyó que es necesario encontrar
soluciones pertinentes que permitan mejorar el rendimiento de los equipos y
maquinarias de la empresa, que beneficie el rendimiento de la productividad de
cada una y de su ciclo de vida considerando siempre un registro de falla que
permita prever futuros inconvenientes.
Aguilera desarrollo un conjunto de formularios para desarrollar una
inspección cotidiana de los equipos y maquinarias de INTUSER, C.A. que
resumen las características generales del equipo, condiciones favorables e
irregularidades por piezas, un modelo completamente formal y nuevo que podrá
ser perfectamente aplicado en la evaluación de las máquinas de la empresa TIO
RICO C.A.
De igual forma León C. 2009 en su trabajo de grado titulado “Esquema
metodológico para el desarrollo de un adecuado plan de mantenimiento centrado
en la confiabilidad.” presentado ante la Universidad de Pereira en la

Facultad de Ingeniería Mecánica como requisito para optar al título de Ingeniero
en Mantenimiento Mecánico, León C. desarrolló una interesante
propuesta que incluye sencillos pasos para desarrollar un plan demantenimiento
centrado en la confiabilidad a cualquier empresa, señalando que su aplicación
metódica daría excelentes resultados que se reflejarían en la productividad y
mejoramiento de las mismas, garantizando que la empresa se encuentre en
condiciones de desempeñar las funciones deseadas en su contexto operacional.
El trabajo elaborado por León posee relación con la presente investigación
ya que ofrece una orientación clara de los pasos que deberán
seguirse para desarrollar el plan de mantenimiento centrado en la confiabilidad
basado en las necesidades más urgentes de la empresa.
Por otro lado Duran J. 2009, realizó una investigación dirigida a
identificación de las Nuevas Tendencias en el Mantenimiento en la Industria
Eléctrica Venezolana, la investigación fue presentada ante el InstitutoUniversitari
o Santiago Mariño Extensión Porlamar, su investigación fue realizada con la
intención de revisar el estado actual del mantenimiento en
las centrales de generación eléctrica más importantes de Venezuela,tratando de
adaptar este mantenimiento a las necesidades crecientes de esta industria.
Duran concluyó que hay muchas oportunidades de mejora en elmantenimi
ento en la industria eléctrica, cuando este está dirigido por administraciones tradic
ionales, es decir dirigido a salvaguardar las condiciones físicas del equipo, basado
sobre todo en recomendaciones del fabricante.
Las estrategias del mantenimiento centrado en la confiabilidad utilizadas
por Duran son realmente sencillas y fáciles de adaptar a empresas de otra índole
con distinta actividad económica.
En 2007, Torres R., definió las estrategias para el mejoramiento del plan
de mantenimiento de las bombas de doble tornillo ubicadas en el Terminal
Orimulsión®. Las conclusiones que causaron mayor impacto son las siguientes:
El sistema de lubricación de las bombas es el mayor causante de fallas en las

mismas y acumula el 52% de las fallas totales en el período de estudio y el
programa de mantenimiento propuesto presenta un 68% de actividades
preventivas y 32% de actividades correctivas. Permitiendo contextualizar el
problema presente en la empresa TIO RICO. C.A.
Varela, A. (2006) su Trabajo Especial de Grado titulado Diseño de
una Metodología para Evaluar la Gestión de Mantenimiento Caso: Plantas
de Alimentos Polar, para optar al título de Magíster en Ingeniera Industrial, de
Universidad de Carabobo, explica que el objetivo principal de esta investigación
fue orientar el conocimiento estratégico para maximizar la gestión de
mantenimiento, proponiendo el diseño de una metodología confiable. El
investigador realizó la investigación bajo la modalidad de proyecto factible
orientado a una investigación documental en el que se empleo principalmente la
clasificación y asignación de los equipos más críticos dentro del departamento.
Estuvo enmarcado en la importancia de la demanda en número de fallas y gestión
inadecuada del mantenimiento. Se emplearon técnicas de análisis de datos y
herramientas
El aporte de este trabajo a la investigación fue muy valioso, ya que ofrece
las pautas para el desarrollo de la investigación, en las herramientas
descriptivas que se utilizaron para abordar la problemática.
Bases Teóricas
Para el desarrollo de la presente investIgación es necesario conocer una
serie de enfoques que servirán como basamento teórico, los cuales serán
mantenimiento de diversos autores.

Definición de mantenimiento
Es el conjunto de acciones que permite conservar o establecer un sistema
productivo a un estado especifico, para que pueda cumplir un servicio
determinado (Covenin 3049 ,1993).
El mantenimiento se define como el trabajo generado para conservar y/o
restaurar los equipos a un estándar requerido de operación, mediante la aplicación
de métodos y técnicas especializadas, con el objeto de preservar la continuidad de
los procesos productivos y sustentar la rentabilidad operacional (Perozo, 1998).
Objetivos del mantenimiento
La función del mantenimiento cuenta con los siguientes objetivos: .
Planear y programar en forma conveniente las labores de mantenimiento
de los equipos.
Conservar los equipos e instalaciones en óptimas condiciones para el
funcionamiento de los mismos.
Mantener las instalaciones y los equipos operando un porcentaje óptimo
del Tiempo.
Establecer un seguimiento del departamento de mantenimiento, de tal
manera que se logre garantizar los costos totales mínimos de operación
(Newbrought, 1997).
Sistema de mantenimiento
Un sistema de mantenimiento es un modelo sencillo de entradas-salidas.
Entradas, tales como mano de obra, administración, herramientas, refracciones,
equipos, entre otros, y de salidas tales como; equipo funcionando, confiable y bien
configurado para lograr la operación planeada para optimizar los recursos y así
garantizar un buen sistema de mantenimiento (Perozo, 1998).

Mantenimiento curativo
Es el mantenimiento que se efectúa en el mismo momento de ocurrir la
falla, no es planificado ni programado, por lo general la reparación es una cura
temporal y no siempre la más adecuada (Perozo, 1999).
Mantenimiento correctivo
Actividad desarrollada para corregir una falla presentada en un equipo o
sistema de un paro previsto (Quiroga, 1996).
Las características más importantes que se presentan en un equipo de
producción son:
Presencia de un carácter urgente.
Necesidad de una solución inmediata para evitar pérdidas de tiempo,
pérdidas de producción y pérdidas de dinero.
También lo define como aquellas reparaciones que ameritan detener el
proceso de producción de una máquina. Estas reparaciones pueden tener
diferentes orígenes, dos de los más importantes son:
Reparaciones surgidas por el mantenimiento preventivo o predictivo como
consecuencia de la detección de una falla parcial o intermitente. Estas
reparaciones se programan para ser realizadas en las horas que más le
convenga a la gerencia de producción.
Reparaciones derivadas de la ocurrencia de una falla total o imprevista.
Estas reparaciones tienen que efectuarse, por lo general, de emergencia ya
que originan interrupciones no previstas en la producción.
Las fallas que se presentan en los equipos son las que originan todo el flujo de
actividades que buscan corregirlas o evitarlas es necesario hacer énfasis en este
punto. Se entiende por falla la ocurrencia que origina la terminación de la

capacidad de un equipo para realizar su función en condición adecuada o para
dejar de realizarla en su totalidad.
Mantenimiento Predictivo
El mantenimiento predictivo consiste en una supervisión constante con
medición periódica y continua de los factores que influyen en el comportamiento
operativo del equipo. Se comparan con valores patrones, permitiendo valorar la
evolución del estado del equipo a lo largo de su vida y anticipar posibles averías.
Se pretende:
Garantizar la confiabilidad del equipo y evitar pérdidas de producción
originadas por averías imprevistas. Evitar, como consecuencia, los altos
costos asociados a la reparación.
Un mantenimiento adecuado pretenderá reducir el número de horas de
paradas no programadas. Se puede tener en cuenta que no se evitan
totalmente, pero se puede conseguir que las paradas forzosas o averías
sean menores, lo cual reducirá la falta de disponibilidad (Mosquera, 1999).
Ventajas del mantenimiento predictivo
Según Maynard (2001), estas son algunas ventajas del mantenimiento
predictivo. .
Advierte de de la descompostura antes de que esta ocurra.
Mide el alcance de una condición que esté por debajo del estándar.
Mantenimiento preventivo
El mantenimiento preventivo consiste en la planeación sistemática,
programación y terminación a tiempo del trabajo de mantenimiento necesario que

se diseña para garantizar la mayor disponibilidad del equipo e instalaciones,
prolongar la vida útil de los activos de capital y reducir costos. Este trabajo abarca
inspección, limpieza, lubricación, reemplazo y reparación y se programa por año
para realizarse a intervalos planeados regulares (Nava, 2001).
Es importante señalar que según este concepto la lubricación, la limpieza y
ajuste en los equipos cuando trabajan y el cambio de aceite (a pesar que este
último implica un paro) no son tareas propias del mantenimiento preventivo, sino
que es lo que se conoce como mantenimiento rutinario y es necesario realizarlo
cuando corresponde, mientras que cuando se realiza el mantenimiento preventivo,
según el concepto presentado existe una implicación de paro para cambiar, reparar
o ajustar partes del equipo. Estas tareas deben ser planeadas, programadas y
controladas (Souris, 1992).
Los objetivos principales del mantenimiento preventivo son los siguientes:
Mantener las instalaciones y equipos operando un porcentaje optimo a
través de la planificación y programación del trabajo, llevando a cabo con
anterioridad el análisis del historial de los mismos, con la finalidad de
encontrar un modelo que adquiera un comportamiento lo mas parecido al
real, para así tomar las previsiones operativas necesarias para contrarrestar
cualquier hecho no deseado (falla).
Controlar las actividades planificadas y programadas por medio de las
inspecciones y reportes diarios de trabajo (Perozo, 2008)
Ventajas del mantenimiento preventivo
Reduce el tiempo de producción, resultando en menores paradas para las
maquinas.
Mejora la conservación de los activos e incrementa las expectativas de la
vida de los mismos, por ende elimina el reemplazo prematuro de
maquinarias y equipos.

Reduce los costos de sobre tiempo y un uso económico de los trabajadores
de mantenimiento, debido a que trabajan en función de un cronograma en
vez de trabajar en el momento en el cual ocurre la falla.
Reduce el rechazo de productos, re trabajos, y desechos debido a a una
mejor condición general del equipo (Zambrano, 2005).
Según Amándola (2002) el control del mantenimiento preventivo, abarca
dos aspectos generales:
Control de las actividades programadas.
Control de las actividades realizadas.
Control de las actividades de mantenimiento preventivo
Tiene como base central a los programas de actividades desarrolladas para
proporcionar mantenimiento preventivo a la maquinaria y al equipo de planta.
Los programas de mantenimiento más comunes son (Quiroga, 1996):
Programa de inspección.
Programa de servicio.
Programa de cambio.
Al finalizar la fecha planificada de los programas, se debe emitir la orden de
trabajo correspondiente.
Los programas para cada máquina se deben agrupar para su mejor control.
Control de las actividades realizadas de mantenimiento preventivo
Elementos principales
Ordenes de trabajo
Programa de actividades
Registro de equipos

Elementos complementarios
Informe a mantenimiento
Informe a producción
Elementos auxiliares
Tableros de control
La función del mantenimiento preventivo es simplemente la de minimizar los
paros imprevistos o la depreciación excesiva de los equipos, a través de paros
periódicos programados, para descubrir y corregir condiciones defectuosas. Sin
embargo, algunas de las consideraciones que se deben tener presentes al tratar de
minimizar los costos son (Zambrano y Leal, 1993):
Un ingeniero capacitado puede elaborar un programa de mantenimiento
preventivo hermético a un costo total mínimo Sin embargo, no debe
olvidar los efectos negativos que puede ocasionar esto sobre los costos
generales totales de producción.
Puede suceder que los costos del plan de mantenimiento preventivo,
sumados al nuevo costo de reparación o falla para los mismos equipos del
plan, dé como resultado un costo de operación total mayor o igual al costo
total inicial, y esto no tiene justificación. Demasiado mantenimiento puede
resultar tan costoso como su escasez. Tomando en cuenta los costos
efectuadas por las funciones de mantenimiento se puede establecer un
nivel de éste que proporcione un máximo beneficio monetario.
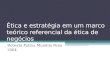
Es lógico obtener reducciones en el costo de operación al iniciar un
programa de mantenimiento preventivo, a no ser que se justifique un
incremento debido a que se mejore la producción. Un ejemplo claro de la
relación de costo de mantenimiento versus tiempo de paro puede verse en
la figura 1.

Figura 1. Relación de costos de mantenimiento vs tiempo de paro. Fuente: Nava
(2001)
Si la información se obtiene previa al inicio del diseño de un plan de
mantenimiento preventivo, además se conocería el costo total de las reparaciones
o fallas debido a paros imprevistos. Estos costos se clasifican en costos directos e
indirectos, incluyendo en los primeros a mano de con materiales utilizados, sobre
tiempo y otros gastos. Los costos indirectos incluyen el tiempo perdido por los
obreros de producción, desperdicio de materiales, preparación de las máquinas,
ajuste, trabajo que se necesita volver a ejecutar, y otras pérdidas posibles.
Confiabilidad
Según COVENIN (1993) la confiabilidad “es la probabilidad de que un
Sistema de Producción no falle en un momento dado bajo condiciones
establecidas”. 25
La Confiabilidad tiene muchas definiciones, las cuales dependen del
enfoque y contexto en el cual sea utilizado. Algunas de estas definiciones se
describen a continuación:
Se puede definir como la capacidad de un producto de realizar su función
de la manera prevista. De otra forma, la confiabilidad se puede definir también

como la probabilidad en que un producto realizará su función prevista sin
incidentes por un período de tiempo especificado y bajo condiciones indicadas
(Hernández, 2000).
Es la probabilidad de que un elemento operará sin falla por un determinado
período de tiempo bajo unas condiciones de operación establecidas (Acuña,
2000).
Definición desde el punto de vista de la calidad: confiabilidad es la
posibilidad de que un activo alcance su ciclo total de vida útil, entendiendo que la
confiabilidad nace con el diseño como un objetivo o requerimiento, y que sufrirá
variaciones dependiendo de las condiciones operacionales y de mantenimiento.
Definición desde la Perspectiva Empresarial: confiabilidad es un balance
integrado por todas las estrategias y lineamientos de ingeniería básica y
conceptual, procura de materiales, instalación y arranque de equipos, esquemas
operacionales y actividades de mantenimiento, que engranadas adecuadamente
permiten un funcionamiento adecuado de los procesos industriales con miras en
alcanzar el máximo valor.
Hechos relativos a baja confiabilidad:
- Fallas
- Perdidas
- Reparaciones de emergencia
- Descontento gerencial
- Repuestos de emergencia
- Accidentes
- Descontento general

- Tiempo extra para producción
- Incumplimiento de pedidos
- Baja producción 26
- Alta rotación de personal
- Baja productividad
- Menor rendimiento
- Menor eficiencia
- Enfermedades laborales
- Estrés
- Problemas Ambientales
- Multas del Estado
- Penalizaciones de Clientes
- Mayor Consumo de Energía
- Problemas con sindicatos
- Mal mantenimiento
- Mala operación
- Falta de adiestramiento
- Desconfianza general

El mantenimiento centrado en confiabilidad (MCC)
Según Perozo (1998), es una metodología utilizada para determinar,
sistemáticamente, que debe hacerse para que los activos físicos continúen
haciendo lo requerido por el usuario, en el contexto operacional presente.
El mantenimiento centrado en la confiabilidad es una metodología lógica
derivada de la investigación en el sector de la aviación y hace uso de la
herramienta del análisis de modo de falla, efecto y grado critico (Duffua, 2008).
El objetivo del mantenimiento centrado en la confiabilidad es mejorar la
confiabilidad, disponibilidad y productividad de la unidad de procesos, a través de
la optimización del esfuerzo y los costos de mantenimiento, disminuyendo las
tareas de mantenimiento correctivo y aumentando las tareas de mantenimiento
preventivo y predictivo.
El MCC, como herramienta estructurada de análisis a partir de la
información específica de los equipos y la experiencia de los usuarios, trata de
determinar que tareas de mantenimiento son más las más efectivas, así mejorando
la fiabilidad funcional de los sistemas relacionados con la seguridad y
disponibilidad, previniendo sus fallos y minimizar el costo de mantenimiento. 27
Según Huerta (1999), la aplicación del mantenimiento centrado en
confiabilidad se recomienda fundamentalmente para:
Equipos o sistemas críticos para la producción o seguridad y ambiente.
Equipos o sistemas con altos costos de mantenimiento debido a trabajos
preventivos y correctivos.
Equipos o sistemas genéricos con un alto costo colectivo de
mantenimiento.
Si no existe confianza en el mantenimiento existente.
Equipos dinámicos, los cuales presentan patrones de fallas de alta
frecuencia, pero de baja consecuencia.

Esta filosofía asegura que se emprendan las acciones correctas de
mantenimiento preventivo o predictivo y elimina aquellas tareas que no producen
ningún impacto en la frecuencia de fallas. El resultado de cada estudio del MCC
del sistema de un equipo es una lista de acciones de mantenimiento, programas y
responsabilidades. Estas, a su vez, dan por resultado una mejor disponibilidad,
confiabilidad y rendimiento operativo del equipo y eficacia en costos.
Características del MCC
Las principales características del MCC son (Zambrano y Leal, 2005):
Los sistemas son analizados al detalle.
Se basa se basa en la gerencia de equipos.
Se aplica mantenimiento preventivo, correctivo, proactivo.
De alto grado de importancia a la protección integral de las personas,
equipos y medio ambiente.
Proporciona relevancia al contexto operativo de los equipos.
No considera al recurso humano como prioritario.
Analiza detalladamente los elementos funcionales de los equipos.
Beneficios para la aplicación del mantenimiento centrado en la confiabilidad
Brinda mayor seguridad y protección de la organización.
Mejora el rendimiento operacional de los activos.
Optimiza los cotos de mantenimiento.
Permite extender la vida útil de los sistemas.
Aumenta la confiabilidad de los equipos.
Identifica y elimina las fallas crónicas.
Aumenta y mantiene la calidad del producto.
Se presenta mayor motivación individual.

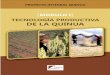
La metodología MCC, propone un procedimiento que permite identificar las
necesidades reales de mantenimiento de los activos en su contexto operacional
(Zambrano y Leal, 2005), a partir del análisis de las siguientes preguntas
mostradas en la figura 2.
Figura 2. Pasos para aplicación del MCC Fuente: Moubray (1999)
Según Moubray (1999), el éxito de la implantación del MCC en la
industria dependerá básicamente del trabajo del equipo involucrado en la toma
decisiones, el cual se encargara de responder las preguntas del MCC.
La definición de “mantener” es definida por varios autores como la causa
para continuar o para mantener un estado existente. Todas estas definiciones
ponen de manifiesto que el mantenimiento significa preservación de algo. Pero
cuando se tiene que tomar la decisión de mantener algo, ¿cuál es el estado
existente que se desea preservar? 29
La respuesta puede encontrarse en el hecho de que todo elemento físico se
pone en servicio para cumplir una función o funciones específicas. Por lo tanto
cuando se mantiene un equipo, el estado en que se desea preservarlo debe ser
aquel en el que se desee que continúe para cumplir la función determinada.
Como resultado de esto, cualquier intento de formular o revisar las
políticas de mantenimiento deberían comenzar con las funciones y los estándares
de funcionamiento asociados a cada elemento en su contexto operacional presente.

La suma de este y otros factores son los que nos llevan a la filosofía del
mantenimiento centrado en la confiabilidad, que lo caracteriza como un proceso
que se usa para determinar lo que debe hacerse para asegurar que un elemento
físico continué desempeñando las funciones deseadas en su contexto operacional
presente (Moubray, 1997).
Ahora bien el mantenimiento centrado en la confiabilidad se centra en la
relación entre la organización y los elementos físicos que la componen. Antes de
que se pueda explorar esta relación detalladamente, se necesita saber que tipos de
elementos físicos existentes en la empresa y decidir cuáles son las que deben estar
sujetas al proceso de revisión de este (CIED PDVSA, 1999).
Análisis de modos y efectos de falla (AMEF)
Según Perozo, (1998) el análisis de modos y efectos de falla es un proceso
estructurado para el análisis de la operación de una planta que permitirá identificar
las fallas que pudieran presentarse y que engloba las etapas de: funciones, fallas
funcionales, modos de falla y efectos de falla. Los efectos o consecuencias de las
fallas son posteriormente evaluados para determinar posibles medios de
prevención. Está compuesto por cinco columnas:
Función: cada elemento de los equipos que conforman el registro de una
planta debe haberse adquirido para un propósito determinado es decir tiene una
función específica.
Fallas funcionales: es la capacidad de un elemento o componente de un
equipo para cumplir con los estándares de funcionamiento deseado y se presentan
cuando una función no llega a generar su producto totalmente o al nivel requerido.
Pueden ser totales si existe una imposibilidad absoluta de cumplir con la función y
parciales si cumple la función de manera parcial. 30
Modos de fallo: es la descripción del evento que causa las fallas
funcionales. Es la manera como se manifiesta la falla. Es importante determinar

cuál de los modos de falla tienen mayor posibilidad de causar la perdida de una
función.
Según Amándola (2002), los modos de falla se clasifican en:
Cuando la capacidad del activo cae debajo del desempeño deseado luego
de puesto en servicio el activo.
Cuando el desempeño deseado supera la capacidad del activo luego de
puesta en servicio el activo.
Cuando el activo no es capaz de realizar la función deseada desde el inicio
de la operación.
Efectos de fallas: es lo que se puede observar si se presenta un modo de falla
en particular. Es la evidencia o los hechos de que la falla ha ocurrido e indica la
secuencia de eventos desde que se inicia hasta que culmina la falla.
Consecuencias de las fallas: depende del cómo y cuanto importa cada falla.
Se pueden clasificar de la siguiente forma:
Consecuencia de fallos no evidentes: son aquellos fallos que no tienen un
impacto directo, pero que puede originar otros fallos con mayores
consecuencias a la organización.
Consecuencia en el medio ambiente y la seguridad: si puede herir o matar
a alguien y tienen consecuencias sobre el medio ambiente, si infringe las
normativas municipales, regionales, o nacionales relacionadas con el
medio ambiente.
Consecuencias operacionales: son aquellas que afectan la producción por
lo que repercuten considerablemente en la organización (calidad del
producto, capacidad de servicio al cliente o costos industriales además de
los costos de reparación.
Consecuencias no operacionales: son aquellas originadas por una cierta
clase de fallos que no generan efectos sobre la producción ni la seguridad,
por lo que el único gasto presente es el de la reparación.
El análisis AMEF permite: Responder las siete preguntas básicas del MCC

Realizar un análisis de confiabilidad, generando suficientes datos.
Obtener una profunda visión desde el sistema hasta sus componentes.
Descubrir y documentar problemas de diseño.
Según Moubrag (2004), el análisis AMEF debe basarse en:
Experiencia de operadores y mantenedores.
Reportes de análisis de fallas y acciones correctiva.
Mantenimiento de rutina.
Data de ingeniería
Data de construcción.
El análisis AMEF puede resumirse en los siguientes pasos básicos:
Funciones y estándares de funcionamiento.
Criterios de funcionamiento.
Síntomas de la falla.
Especificar los fallos funcionales.
Modos de fallo
Efectos de fallo.
Consecuencias de los fallos.
Seleccionar las tares de mantenimiento.
Las preguntas más comunes del MCC son:
¿Cuál es la función del activo?
¿De que manera pueden falla?
¿Que origina la falla?
¿Qué pasa cuando falla?
¿Importa si falla?
¿Se puede hacer algo para prevenir la falla?
¿Qué pasa si no se puede prevenir la falla?

El desarrollo de los AMEF responde las primeras cinco preguntas, el árbol
lógico de decisión responde las dos últimas ( Moubrag, 2004).
Diagrama de árbol lógico de decisión
Proceso sistemático y homogéneo para la selección de la estrategia de
mantenimiento más adecuada para impedir la causa que provoca la aparición de
un determinado modo de fallo, correspondiente a un componente del sistema
objeto del análisis (Zambrano y Leal, 2005). 32
Son las herramientas que permiten seleccionar de forma óptima las
actividades de mantenimiento según sea la filosofía del mantenimiento centrado
en la confiabilidad (figura 3).
Actividades de Reacondicionamiento Cíclico
Las actividades de reacondicionamiento cíclico consisten en revisar a
intervalos fijos un elemento o componente, independientemente de su estado
original. La frecuencia de una tarea de reacondicionamiento cíclico está
determinada por la edad en que el elemento o componente exhibe un incremento
rápido de la probabilidad condicional de falla.
Actividades de Sustitución Cíclicas
Las actividades de sustitución cíclicas consisten en reemplazar un equipo o
sus componentes a frecuencias determinadas, independientemente de su estado en
ese momento. La frecuencia de una tarea de sustitución cíclica está gobernada por
la "vida útil" de los elementos.

Actividades de tareas a condición
Los elementos se dejan funcionando a condición de que continúen
satisfaciendo los estándares de funcionamiento deseado. Muchas fallas serán
detectables antes de que ellas alcancen un punto donde se puedan considerar que
ocurre la falla funcional.
Indicadores de mantenimiento
Hernández (2001), en su publicación “Sistema de cálculos de indicadores
para el mantenimiento”, realiza algunas de las siguientes definiciones:
Indicador o índice: es un parámetro numérico que facilita la información
sobre un factor crítico identificado en la organización en los procesos o en
las personas respecto a las expectativas o percepción de los clientes en
cuanto a costo- calidad y plazos.
Controlar: es guiar las acciones de un colectivo, entidad, departamento,
entre otros., para que sus resultados coincidan o superen los objetivos
establecidos.
Evaluar: es la acción que permite comprobar la eficacia y resultados del
control. Lo que muchas empresas necesitan es un sistema que permita a
sus directivos controlar y verificar las actividades de producción para
conocer rápidamente cómo van las cosas y por qué.
Definición del Análisis de Criticidad
El análisis de criticidad es una metodología que permite establecer la
jerarquía o bondades de procesos, sistemas y equipos, creando una estructura que
facilita la toma de decisiones acertadas y efectivas, direccionando el esfuerzo y los
recursos en áreas donde sea más importante y/o necesario mejorar la confiabilidad
operacional, basado en la realidad actual (García, 2003). El mejoramiento de la
confiabilidad operacional de cualquier instalación o de sus sistemas y

componentes está asociado con cuatro aspectos fundamentales: confiabilidad del
proceso de confiabilidad humana confiabilidad de los equipos y mantenimiento de
los equipos como se muestra en la figura 4. 35
Figura 3. Aspecto de la confiabilidad operacional Fuente: PDVSA E & P
Occidente 2002
Una vez identificadas estas zonas, es mucho más fácil diseñar una
estrategia, para realizar estudios o proyectos que mejoren la Confiabilidad
Operacional, iniciando las aplicaciones en el conjunto de procesos o elementos
que formen parte de la zona de alta criticidad.
Los criterios para realizar un Análisis de Criticidad están asociados con:
seguridad, ambiente, producción, costos de operación y mantenimiento, rata de
fallas y tiempo de reparación principalmente. Estos criterios se relacionan con una
ecuación matemática, que genera puntuación para cada elemento evaluado. La
lista generada, resultado de un trabajo de equipo: permite nivelar y homologar
criterios para establecer prioridades y focalizar el esfuerzo que garantice el éxito
maximizando la rentabilidad (García,2003).

El objetivo de un análisis de criticidad es establecer un método que sirva
de instrumento de ayuda en la determinación de la jerarquía de procesos, sistemas
y equipos de una planta compleja, permitiendo subdividir los elementos en
secciones que puedan ser manejadas de manera controlada y auditable. La
información recolectada en el estudio podrá ser utilizada para:
Priorizar órdenes de trabajo de operaciones y mantenimiento
Priorizar proyectos de inversión.
Diseñar políticas de mantenimiento.
Seleccionar una política de manejo de repuestos y materiales,
Dirigir las políticas de mantenimiento hacia las áreas o sistemas más
críticos.
El análisis de criticidad aplica en cualquier conjunto de procesos, plantas,
sistemas, equipos y/o componentes que requieran ser jerarquizados en función de
su impacto en el proceso o negocio donde formen parte. Sus áreas comunes de
aplicación se orientan a establecer programas de implantación y prioridades en los
siguientes campos: mantenimiento, inspección, materiales, disponibilidad de
planta, personal.
Este análisis se realiza identificando las funciones del ente a evaluar, con el fin
de conocer los procesos y la normas de operación para alcanzar el producto final.
Optima el uso de los recursos disponibles, concentrándolos en los elementos más
importantes que impacte positivamente la rentabilidad del negocio. La aplicación
del análisis jerarquiza los sistemas estudiados en:
Alta criticidad
Media criticidad
Baja criticidad
Matemáticamente el índice de criticidad esta expresado como:
Índice de criticidad = Frecuencia x Consecuencia (I)

Donde la frecuencia esta asociada al número de eventos o fallas que
presenta el sistema o proceso evaluado y la consecuencia esta referida con: el
impacto y flexibilidad operacional, los costos de reparación y los impactos en
seguridad y ambiente. En función de lo antes expuesto, se establecen como
criterios fundamentales para realizar un análisis de criticidad en el ámbito del
mantenimiento, los siguientes:
El tiempo promedio para reparar (TPPR): es el la medida de la
distribución del tiempo de reparación de un equipo o sistema. Mide la efectividad
para restituir la unidad a condiciones óptimas de operación una vez que la unidad
se encuentre fuera de servicio por una falla, dentro de un período de tiempo
determinado.
El impacto operacional: es el porcentaje de producción que se afecta
cuando ocurre la falla, o también puede entenderse como la capacidad que deje de
producir cuando ocurre la falla.
Los costos: se refiere a los costos implícitos en mantenimiento o en la
reparación total de la falla.
Utilización o nivel de producción: comúnmente llamado factor de uso,
mide el tiempo efectivo de operación de un activo durante un periodo
determinado.
Impacto en seguridad y ambiente: releja la posibilidad de ocurrencia de
eventos no deseados con danos apersonas y/o daños al ambiente.
La frecuencia de falla: se entiende como las veces que falla cualquier
componente del sistema en cierto tiempo. Puede expresarse en número de fallas
por semestre, año, entre otros.

Mantenimiento preventivo centrado en confiabilidad
Son las actividades que se planean y programan con el objeto de ajustar,
reparar o cambiar partes en equipos antes de que ocurra una falla o daños
mayores, eliminando o reduciendo al mínimo los gastos de mantenimiento,
mediante el uso de una metodología lógica que hace uso de la herramienta del
análisis del modo de falla, efecto y grado crítico (CIED, 1999).
Estructura del Plan de Mantenimiento Preventivo
Según Zambrano (2005), en un plan de mantenimiento se describen las
actividades que comúnmente son conocidas o ejecutadas en las organizaciones
para el mantenimiento de los sistemas u objetos. El plan contiene un serie de
criterios tales como: código de la actividad, descripción de la misma, condición de
operación del equipo, la frecuencia, los recursos que se dividen en tres grupos:
mano de obra, materiales y repuestos y los equipos y herramientas. Finalmente el
plan permite incluir algunas observaciones para actividades específicas.
Identificando cada parámetro del plan tenemos:
a. Código de Actividad
Es una nomenclatura alfanumérico que identificada el tipo de actividad a
realizar.
b. Descripción de Actividades
Para realizar las acciones de mantenimiento, se describen las actividades
que generalmente son conocidas ejecutadas en las organizaciones para el
mantenimiento de los sistemas u objetos, estas son:
Actividad mecánica: Son las acciones de mantenimiento dirigidas a la
conservación y reparación de las partes, mecánicas de los objetos o sistemas.
Estas partes varían de acuerdo a los sistemas algunos de ellos pueden ser:
motores, rodamientos, poleas, engranajes, cadenas, entre otros.

Actividad eléctrica: los equipos poseen partes eléctricas siendo
susceptibles a acciones para mantener y lograr su óptimo desempeño, estas
actividades son importantes debido a que se pueden catalogar como impredecible
o fortuitas, motor contactores, fusibles, bombas, ventilador del motor entre otros.
Actividades de lubricación: son aquellas donde se realizan cambios y
análisis de lubricantes como ejes, bombas, poleas, conjunto de piñones y cadenas.
Actividades de instrumentación: son las actividades que se realizan
sobre los elementos de control que se conectan a los sistemas para detectar su
funcionamiento u operación, como los manómetros, presostatos, termostatos entre
otros.
Actividad general: son acciones de baja envergadura, muy sencilla de
realizar en la que no se requiere mano de obra especializada. En su mayor parte
son de limpieza.
Todas estas actividades generan una serie de instrucciones técnicas que
están contenidas en el plan.
c. Frecuencia
Es el tiempo estimado para realizar la actividad en el plan de
mantenimiento.
d. Condición de operación
Es el estado en que se encuentra la planta o equipo respecto a su condición
de funcionamiento.
e. Recursos de mantenimiento
Mano de obra: por lo general este personal es le necesario para la
ejecución de la acciones de mantenimiento, entre l personal se encuentran
mecánicos, electricista, lubricadores, Instrumentistas, ayudante, mantenedores y

técnicos. En las empresas hoteleras este personal se agrupa en cuadrillas de
trabajo.
Materiales y repuestos: son aquellos renglones que facilitan el
ensamblaje, limpieza, ajustes de los equipos sometidos a mantenimientos. Pueden
ser utilizados por varios sistemas. Su vida útil es muy cortas tales como paños,
baldes/tobos, agua, jabón, lubricantes y los repuestos son aquellos renglones que
se forman parte de un objeto (maquinarias, equipos, instalación) que generalmente
tienen un serial de parte asignada por el fabricante o proveedor, la vida útil viene
definida por el fabricante y tienen especificaciones y características particulares
que se tiene que tener en inventarios para la sustitución cuando se presentan
averías.
Herramientas: son renglones que facilitan la labor del ejecutor de las
acciones de mantenimiento sobre los diferentes objetos de mantenimiento,
generalmente están formados por una sola pieza y en oportunidades vienen en
presentaciones de conjunto o agrupaciones, por ejemplo, juego de llaves, martillos
y herramientas menores.
Equipos: son aquellos renglones que no pertenecen al sistema productivo
y que facilitan la ejecución de la acciones de mantenimiento, teniéndose en cuenta
que también ameritan la ejecución de instrucciones técnicas de acuerdo a su uso,
además sirven para complementar la acción de mantenimiento, por ejemplo;
compresores, tornos, soldadores.
Instrumentos: son los renglones que controlan, miden y ajustan las
actividades de mantenimiento e informan al ejecutor sobre el avance del
procedimiento llevado en la ejecución, en la mayoría de los casos son elementos
electrónicos que al igual que los equipos complementan las acciones de
mantenimiento. Entre los instrumentos se tienen: calibradores, tester, vernier,
entre otros.
f. Observaciones

Son las indicaciones que deben hacerse a alguna actividad de
mantenimiento en específico durante el desarrollo de la aplicación del plan
Refrigeración
Proceso por el que se reduce la temperatura de un espacio determinado y se mantiene esta temperatura baja con el fin, por ejemplo, de enfriar alimentos, conservar determinadas sustancias o conseguir un ambiente agradable. El almacenamiento refrigerado de alimentos perecederos, pieles, productos farmacéuticos y otros se conoce como almacenamiento en frío. La refrigeración evita el crecimiento de bacterias e impide algunas reacciones químicas no deseadas que pueden tener lugar a temperatura ambiente.
El uso de hielo de origen natural o artificial como refrigerante estaba muy extendido hasta poco antes de la I Guerra Mundial, cuando aparecieron los refrigeradores mecánicos y eléctricos. La eficacia del hielo como refrigerante es debida a que tiene una temperatura de fusión de 0 °C y para fundirse tiene que absorber una cantidad de calor equivalente a 333,1 kJ/kg. La presencia de una sal en el hielo reduce en varios grados el punto de fusión del mismo. Los alimentos que se mantienen a esta temperatura o ligeramente por encima de ella pueden conservarse durante más tiempo.
El dióxido de carbono sólido, conocido como hielo seco o nieve carbónica, también se usa como refrigerante. A la presión atmosférica normal no tiene fase líquida, y sublima directamente de la fase sólida a la gaseosa a una temperatura de -78,5 °C. La nieve carbónica es eficaz para conservar productos a bajas temperaturas mientras dura su sublimación.
En la refrigeración mecánica se obtiene un enfriamiento constante mediante la circulación de un refrigerante en un circuito cerrado, donde se evapora y se vuelve a condensar en un ciclo continuo. Si no existen pérdidas, el refrigerante sirve para toda la vida útil del sistema. Todo lo que se necesita para mantener el enfriamiento es un suministro continuo de energía y un método para disipar el calor. Los dos tipos principales de sistemas mecánicos de refrigeración son el sistema de compresión, empleado en los refrigeradores domésticos grandes y en la mayoría de los aparatos de aire acondicionado, y el sistema de absorción, que en la actualidad se usa sobre todo en los acondicionadores de aire por calor, aunque en el pasado también se empleaba en refrigeradores domésticos por calor

Los refrigerantes
Para cada refrigerante existe una temperatura específica de vaporización asociada con cada presión, por lo que basta controlar la presión del evaporador para obtener la temperatura deseada. En el condensador existe una relación similar entre la presión y la temperatura. Durante muchos años, uno de los refrigerantes más utilizados fue el diclorodifluorometano, conocido como refrigerante-12.
Este compuesto clorofluorocarbonado (CFC) sintético se transformaba en vapor a -6,7 °C a una presión de 246,2 kPa (kilopascales), y después de comprimirse a 909,2 kPa se condensaba a 37,8 °C.
En los refrigeradores pequeños empleados en las viviendas para almacenar comida, el calor del condensador se disipa a la habitación donde se sitúa. En los acondicionadores de aire, el calor del condensador debe disiparse al exterior o directamente al agua de refrigeración.
En un sistema doméstico de refrigeración, el evaporador siempre se sitúa en un espacio aislado térmicamente. A veces, este espacio constituye todo el refrigerador. El compresor suele tener una capacidad excesiva, de forma que si funcionara continuamente produciría temperaturas más bajas de las deseadas.
Para mantener el refrigerador a la temperatura adecuada, el motor que impulsa el compresor está controlado por un termostato o regulador.
Los congeladores para alimentos ultracongelados son similares a los anteriores, sólo que su compresor y motor tienen que tener la potencia y tamaño suficientes para manejar un mayor volumen de refrigerante con una presión menor en el evaporador. Por ejemplo, para mantener una temperatura de -23,3 °C con refrigerante-12 se necesitaría una presión de 132,3 kPa en el evaporador.
El refrigerante-12 y otros dos CFC, el refrigerante-11 y el refrigerante-22, eran los principales compuestos empleados en los sistemas de enfriamiento y aislamiento de los refrigeradores domésticos. Sin embargo, se ha descubierto que los CFC suponen una grave amenaza para el medio ambiente del planeta por su papel en la destrucción de la capa de ozono La fabricación de CFC debía finalizar al final de 1995. Los hidroclorofluorocarbonos, HCFC, y el metilbromuro no dañan la capa de ozono pero producen gases de efecto invernadero. Los HCFC se retirarán en el 2015 y el consumo de metilbromuro se limitará progresivamente. La industria de la refrigeración debería adoptar rápidamente otros compuestos alternativos no perjudiciales, como el metilcloroformo.

Sistemas de absorción
Algunos refrigeradores domésticos funcionan mediante el principio de absorción.
En ellos, una llama de gas calienta una disolución concentrada de amoníaco en agua en un recipiente llamado generador, y el amoníaco se desprende en forma de vapor y pasa a un condensador. Allí se licúa y fluye hacia el evaporador, igual que en el sistema de compresión. Sin embargo, en lugar de pasar a un compresor al salir del evaporador, el amoníaco gaseoso se reabsorbe en la disolución diluida y parcialmente enfriada procedente del generador, para formar de nuevo una disolución concentrada de amoníaco. Este proceso de reabsorción se produce en un recipiente llamado absorbedor, desde donde el líquido concentrado fluye de vuelta al generador para completar el ciclo. Por: Ing Gelys Guanipa R Electiva III- Refrigeración Programa: Ing.Mecánica
La refrigeración por absorción se usa cada vez más en refrigeradores para acondicionar el aire, en los que resultan adecuadas temperaturas de refrigerante entre 7 y 10 °C aproximadamente. En este rango de temperaturas puede emplearse agua como refrigerante, y una disolución acuosa de alguna sal, generalmente bromuro de litio, como material absorbente. El agua hierve a una temperatura muy baja en el evaporador porque la presión allí es muy reducida. El vapor frío se absorbe en la disolución salina concentrada. Después, esta disolución se bombea al generador donde, a temperatura elevada, se hace hervir el agua sobrante para aumentar la concentración de sal en la disolución; ésta, después de enfriarse, circula de vuelta al absorbedor para completar el ciclo. El sistema funciona con un vacío elevado: la presión del evaporador es aproximadamente de 1 kPa, y el generador y el condensador están a unos 10 kPa.
Generalmente, estas unidades se calientan con llama directa o utilizan vapor generado en una caldera.
Sistemas por compresión
Los sistemas de compresión emplean cuatro elementos en el ciclo de refrigeración: compresor, condensador, válvula de expansión y evaporador. En el evaporador, el refrigerante se evapora y absorbe calor del espacio que está enfriando y de su contenido. A continuación, el vapor pasa a un compresor movido por un motor que incrementa su presión, lo que aumenta su temperatura. El gas sobrecalentado a alta presión se transforma posteriormente en líquido en un condensador refrigerado por aire o agua. Después del condensador, el líquido pasa por una válvula de expansión, donde su presión y temperatura se reducen hasta alcanzar las condiciones que existen en el evaporador.

Energía y ambiente
La conversión de energía de una forma a otra a menudo afecta al ambiente y al aire que se respira en diversas maneras, y de aquí que el estudio de la energía no será completo si no se toma en cuenta su impacto en el ambiente. Los combustibles fósiles como el carbón, el petróleo y el gas natural han suministrado potencia al desarrollo industrial y a las comodidades de la vida moderna que se disfrutan desde 1700, aunque esto no ha sido posible sin efectos colaterales indeseables. Desde el suelo donde se cosecha y el agua que se bebe hasta el aire que se respira, el ambiente ha pagado un costo muy alto. La emisión de contaminantes durante la combustión de combustibles fósiles es responsable del esmog, la lluvia ácida, el calentamiento global y el cambio de clima. La contaminación ambiental ha alcanzado niveles tan altos que se ha vuelto una seria amenaza para la vegetación, para la vida animal y para la salud humana. La contaminación del aire ha sido la causa de numerosos problemas de salud incluyendo asma y cáncer. El incremento de la contaminación ambiental a velocidades alarmantes y el aumento de la percepción del peligro que se produce, hace necesario su control por medio de las Leyes y tratados internacionales. Estos estándares iniciales se enfocaron sobre las emisiones de hidrocarburos, óxidos de nitrógeno y monóxido de carbono. Los niños son mucho más susceptibles a los daños causados por las contaminaciones en el aire puesto que sus organismos están aún en desarrollo, y las personas con problemas del corazón y pulmonares también se ven más afectados, esto se hace más evidente cuando los niveles de contaminante aumentan en la región donde viven.
Efecto invernadero: cambio de clima y el calentamiento global
Probablemente ha observado que cuando se deja el auto directamente bajo los rayos del
sol en un día soleado, el interior del auto se calienta mucho más que el aire
Principales campos de aplicación de la refrigeración
Refrigeración doméstica: Dentro de este sistema se destacan las neveras, diversas combinaciones de nevera – congelador y congeladores. Las neveras y congeladores de mayor precio están equipadas con circuitos para su descongelamiento automático, mientras que las combinaciones nevera-congelador siempre cuentan con este circuito auxiliar. Además, las neveras y combinaciones de nevera-congelador pueden ser equipadas con sistemas automáticos fabricadores de hielo y otros dispositivos de confort, tales como: puntos dispensadores de agua potable, proveniente de la red externa, circuitos de enfriamiento rápido de productos, controles de

funcionamiento sofisticados basados en microprocesadores, e incluso interfaz para conexión vía internet con el taller de servicio autorizado para realizar un prediagnóstico antes del envío técnico de servicio.
Acondicionadores de aire.
(Por: Ing Gelys Guanipa R; REFRIGERACIÓN)