Embed Size (px)
Citation preview

MELHORIA EM PROCESSO DE FUNDIÇÃO:
ESTUDO DE CASO EM EMPRESA DE PEÇAS
PARA MOTOCICLETAS DO PIM
Marcel Mendes de Souza (UEA)
ingrid maryana almeida da rocha (UEA)
Michelly Cristiny Durans Carvalho (UEA)
Jose Maria Marques Hermelindo Junior (UEA)
vanessa rodrigues de souza (UEA)
Este trabalho visa melhorar o processo de fundição na etapa de vazamento
do metal com a aplicação dos estudos de tempos e métodos. Com
determinação dos tempos das atividades através do uso da ferramenta
gráfico homem-máquina e reduzir o tempo de ociosidade apresentado pelos
colaboradores. O estudo foi realizado em uma empresa do Polo Industrial de
Manaus demonstrando que os dados colhidos e estudados são de suma
importância para o controle da produtividade e capacidade.
Palavras-chave: Tempos e Métodos. Melhoria. Ociosidade.
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
2
1. Introdução
No atual mercado competitivo, toda indústria precisa ter uma estrutura bem organizada, sendo
ela de médio ou grande porte. Sua estrutura deve ter como foco principal a redução de
desperdícios, ou seja, estudar e eliminar atividades realizadas que não agregam valor. Existem
diversas formas de redução, uma delas é a de otimizar o método de trabalho ou mesmo reduzir
ociosidade analisando o estudo de tempos e movimentos por parte dos trabalhadores.
Nas indústrias, é utilizado o estudo de tempos com finalidade de planejar e padronizar as
etapas de trabalho. O objetivo do estudo de tempos e movimentos é determinar a medida do
tempo necessário para execução da atividade definida, medindo e avaliando o desempenho do
trabalho. Estes estudos têm um papel importante na determinação da produtividade
(PEINADO & GRAEMI, 2007).
Antes de se desenvolver métodos melhores e mais fáceis de execução, é necessário que sejam
obtidos todos os detalhes do trabalho. Para uma melhor compreensão de todas as etapas do
processo, as ferramentas utilizadas no proposto trabalho são: cronoanálise, gráfico do fluxo do
processo ou mapofluxograma que tem como finalidade registrar de maneira compacta o
processo ou ilustrar os diversos passos no processo produtivo e o gráfico homem-máquina nos
fornece uma subdivisão do processo ou de funções de operações, expressas em função do
tempo (BARNES, 2001).
As informações de estudo dos tempos e métodos abrange diversos conhecimentos como:
planejamento da programação da produção, o tempo de entrega dos produtos e o controle da
qualidade. O acréscimo desses conhecimentos tem como objetivo melhorar o desempenho dos
colaboradores em suas execuções de trabalho.
Este estudo utilizará das ferramentas mencionadas com propósito de demonstrar através da
cronoanálise a melhoria do processo de fundição na etapa de vazamento do metal de uma
empresa do Pólo Industrial de Manaus.
As empresas necessitam dispor de qualidade em seus produtos, estabelecendo prazos de
entregas e baixo custo. Para atender aos requisitos, precisa eliminar desperdícios e atividades
que não agregam valor ao produto. Em função do estudo a questão a ser respondida é: Como

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
3
melhorar a etapa de vazamento do metal em processo de fundição para redução de desperdício
quanto ao tempo de ociosidade?
Com objetivo de melhorar o método de trabalho na etapa de vazamento do metal para
otimização de mão de obra, este artigo apresenta como objetivos específicos identificar o
método de trabalho, analisar tempos de ciclos, estudar o método de trabalho, eliminar
ociosidade e apresentar novo método de trabalho.
2. Metodologia
No presente artigo, foram realizados experimentos com os trabalhadores em seus postos de
trabalho na etapa de vazamento do metal no processo de fundição, filmando-os para analise
dos tempos de execução de suas atividades e observando movimentos para uma eventual
melhoria. A metodologia utilizada foi de pesquisa bibliográfica com necessidade de conhecer
as teorias quanto ao estudo de tempos e movimentos nas indústrias, pesquisa exploratória em
compor uma avaliação da situação investigada, pesquisa descritiva utilizado de técnicas que
esclarecessem e fornecessem dados necessários e pesquisa de campo com necessidade na
realização de experimentos.
3. Análise de teoria
3.1. Análise da distribuição do trabalho
Segundo CURY (2009), a análise da distribuição do trabalho tem a finalidade de avaliar as
atividades ou tarefas de cada trabalhador.
Essa análise compreende:
a) Análise de distribuição de trabalho: identifica e critica a carga de tarefa de cada parte da
organização.
b) Análise do processamento do trabalho: visa às várias fases integrantes no processo,
racionalização do fluxo.
c) E por fim, a análise das operações e postos de trabalho: visa à execução das operações e
movimentos desenvolvidos nos postos de trabalho.

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
4
Para analisar a distribuição de trabalho é necessário levar em consideração alguns dados:
diagnosticar eventuais tempos mortos, identificar as tarefas de maior importância ou que
exijam maior tempo em manipulação, controlar a correspondência entre o treinamento dos
empregados e as tarefas a estes atribuídas e verificar a existência de um equilíbrio na
distribuição das várias tarefas.
3.2. Tempos e Métodos
O estudo de tempos e métodos aborda técnicas detalhadas a análise de cada operação de uma
tarefa, eliminando elementos desnecessários à operação e determinar o método mais eficiente
para se executar PEINADO (2004).
Segundo Barnes (1977), a definição de estudo de tempos e métodos é um estudo sistemático
com seguintes objetivos: desenvolver sistema e método preferido, padronizar, determinar
tempo gasto por pessoa qualificada e treinada para execução de uma atividade, e orientação
no treinamento do trabalhador no método preferido.
Esse estudo é composto em quatro etapas:
a) Desenvolvimento do método preferido - projeto de método;
b) Padronizar a operação - registro do método padronizado;
c) Determinar o tempo-padrão – medidas do trabalho;
d) Treinar o operador.
O estudo de tempos e métodos serve como aplicações não somente para a melhor execução de
uma tarefa ou operação, como também:
Programação e controle da produção;
Avaliação da capacidade do sistema produtivo;
Balanceamento de linha de produção;
Estudos de melhoria da produtividade: identificação de gargalos e avaliação de projetos de
melhoria.

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
5
3.3. Ociosidade
Pode-se dizer que a ociosidade corresponde à capacidade da empresa de produzir em
determinado período com os recursos disponíveis, sejam eles equipamentos, mão de obra ou
tempo de produção, e estes não são utilizados em sua totalidade por conta dos mais diversos
motivos que podem ser observados cotidianamente no ambiente empresarial.
Considerando a capacidade produtiva máxima, também chamada de capacidade instalada
como a máxima capacidade de produção correspondendo à quantidade de produtos que os
equipamentos e máquinas podem produzir; a capacidade ociosa ou ociosidade de produção
pode ser determinada pela subtração do volume real produzido da capacidade instalada.
3.3.1. Índice de ociosidade
Segundo PEINADO E GRAEML (2007), por melhor balanceada que uma linha possa estar,
sempre existirão estações de trabalho que demandam melhor tempo de produção, que
acarretará na diminuição do ritmo do operador. Em todo caso, trata-se de tempo ocioso, que
pode e deve ser medido e controlado. O percentual de tempo ocioso na linha de produção é
dado pela soma dos tempos ociosos de todas as estações que tiveram carga de trabalho
inferior à maior carga destinada a uma estação, dividida pelo tempo total de trabalho sobre o
produto, que é dado pelo número de estações de trabalho multiplicado pelo tempo de ciclo, ou
seja:
3.4. Cronoanálise
A cronoanálise tem sua origem no estudo de tempos e métodos. E com base nesta ferramenta,
são definidos os parâmetros tabulados de várias formas que, coerentemente, culminam na
racionalização industrial. Anis (2011) cita que, como resultado da cronoanálise busca-se o
∑Tempos ociosos das estações
N° de estações de trabalho x tempo de ciclo
% Ociosidade =
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
6
tempo padrão que determina um tempo de produção onde o analista o utilizará na
determinação de parâmetros relativos à produtividade e consequentemente da qualidade.
Segundo Barnes (1968), a Cronometragem é a técnica de obter os tempos de processos que,
numa análise mais completa se tornará a própria cronoanálise. Como qualquer outra técnica
ou ciência, a cronometragem possui uma terminologia especial, portanto alguns dos termos
especiais empregados na cronometragem ou estudo de tempos devem ser definidos para
propiciar a melhor compreensão dos resultados.
3.5. Ferramentas
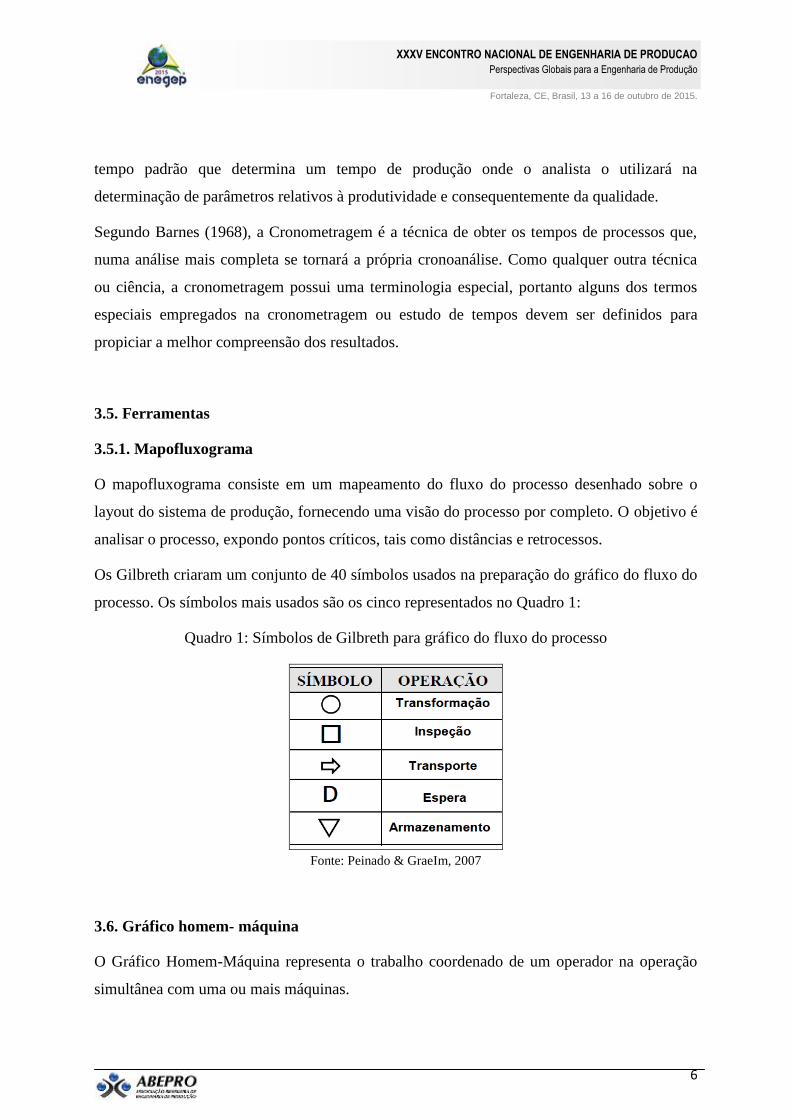
3.5.1. Mapofluxograma
O mapofluxograma consiste em um mapeamento do fluxo do processo desenhado sobre o
layout do sistema de produção, fornecendo uma visão do processo por completo. O objetivo é
analisar o processo, expondo pontos críticos, tais como distâncias e retrocessos.
Os Gilbreth criaram um conjunto de 40 símbolos usados na preparação do gráfico do fluxo do
processo. Os símbolos mais usados são os cinco representados no Quadro 1:
Quadro 1: Símbolos de Gilbreth para gráfico do fluxo do processo
Fonte: Peinado & GraeIm, 2007
3.6. Gráfico homem- máquina
O Gráfico Homem-Máquina representa o trabalho coordenado de um operador na operação
simultânea com uma ou mais máquinas.

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
7
Segundo Barnes (1968), o gráfico homem-máquina ou gráfico de atividade tem um valor em
analisar um trabalho de manutenção, de atividade de pessoas em um grupo e de operações em
que o trabalho está desbalanceado e onde é necessária a existência de esperas.
Na elaboração do esquema gráfico, é mais apropriada na relação homem-máquina traçada por
colunas e segmentos a escala de tempos. A classificação fica restrita a atividade:
independentes, combinadas e espera.
a) Atividades independentes: o operador e a máquina trabalham sem interferência.
b) Atividades combinadas: o operador e a máquina trabalham juntos.
c) Atividades de espera: operador ou máquina ficam sem operação.
4. Estudo de caso
O Estudo de Caso foi desenvolvido em Empresa do Polo industrial de Manaus, responsável na
fabricação de componentes para motocicletas.
O processo na fabricação do componente analisado foi de fundição em molde permanente na
confecção da peça conhecida como Mesa Superior que serve de apoio para o guidão e as
colunas do garfo da suspensão dianteira da motocicleta, indicada na Figura 1.
Figura 1: Mesa Superior
Fonte: Samuel & Ivanildo, 2012.
O processo se divide nas seguintes etapas:

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
8
a) Preparação dos machos permanentes;
b) Vazamento do metal;
c) Desmoldagem;
d) Corte;
e) Rebarbação.
O estudo de caso foi realizado na etapa de vazamento do metal. Esta dispõe de seis
operadores, responsáveis por cada máquina, no qual cada um realiza o vazamento do metal
fundido nos moldes mecânicos totalizando seis moldes. A Figura 2 mostra como os mesmos
estão distribuídos nos postos de trabalho e fluxo que cada um segue para realizar a etapa de
vazamento do metal.
Figura 2: Distribuição dos operadores e mapofluxograma

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
9
4.1. Análise gráfico-homem máquina
Através da Cronoanálise foram coletadas as amostras dos tempos de ciclos da atividade
executada pelos colaboradores, ressaltando que a coleta dos dados foi considerada o cálculo
da determinação do número de amostras. Nos Quadros (2 a 7) é mostrado os tempos de
execução da atividade de cada operador através da ferramenta gráfico homem-máquina e nas
tabelas (1 a 6) o resumo dos tempos (tempo de ciclo, tempo ocioso e tempo de trabalho).
Quadro 2: Gráfico homem-máquina – Operador 1
HOMEM MÁQUINA
OPERADOR 1
TEMPO
HOMEM
(segundos)
FUNDIÇÃO
TEMPO
MÁQUINA
(segundos)
Retirar peça e deslocar-se para
bancada 8,2
Parada 8,2
Preparar máquina e pegar caneca 3,2 Parada 3,2
Deslocar-se para cadinho 3,3 Parada 3,3
Pegar alumínio 2,6 Parada 2,6
Deslocar-se para máquina 3,5
Parada 3,5
Vazamento e acionar máquina 1,8 Parada 1,8
Retirar e colocar tela 4,0
Solidificação 132,5
Deslocar-se para bancada 2,9
Triagem e inspeção 15,1
Deslocar-se para deixar peça 3,6

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
10
Parado 106,9
Tabela 1: Resumo da atividade do operador 1
Etapa: Vazamento do Metal - Operador 1
ITENS OPERADOR MÁQUINA
TEMPO PARADO (s) 106,9 22,6
TEMPO DE TRABALHO (s) 48,2 132,5
TEMPO TOTAL DO CICLO (s) 155,1 155,1
UTILIZAÇÃO (%) 31,08 85,43
Quadro 3: Gráfico homem-máquina – Operador 2
HOMEM MÁQUINA
OPERADOR 2
TEMPO
HOMEM
(segundos)
FUNDIÇÃO
TEMPO
MÁQUINA
(segundos)
Retirar peça e deslocar-se para
bancada 9,1
Parada 9,1
Preparar máquina e pegar caneca 3,1
Parada 3,1

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
11
Deslocar-se para cadinho 3,0 Parada 3,0
Pegar alumínio 2,9 Parada 2,9
Deslocar-se para máquina 3,1
Parada 3,1
Vazamento e acionar máquina 1,7
Parada 1,7
Retirar e colocar tela 3,7
Solidificação 135,7
Deslocar-se para bancada 3,1
Triagem e inspeção 16,3
Deslocar-se para deixar peça 3,2
Parado 109,4
Tabela 2: Resumo da atividade do operador 2
Etapa: Vazamento do Metal - Operador 2
ITENS OPERADOR MÁQUINA
TEMPO PARADO (s) 109,4 22,9
TEMPO DE TRABALHO (s) 49,2 135,7
TEMPO TOTAL DO CICLO (s) 158,6 158,6
UTILIZAÇÃO (%) 31,02 85,56
Quadro 4: Gráfico homem-máquina – Operador 3
HOMEM MÁQUINA
OPERADOR 3
TEMPO
HOMEM
(segundos)
FUNDIÇÃO
TEMPO
MÁQUINA
(segundos)

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
12
Retirar peça e deslocar-se para
bancada 9,3
Parada 9,3
Preparar máquina e pegar caneca 3,2 Parada 3,2
Deslocar-se para cadinho 2,7 Parada 2,7
Pegar alumínio 3,0 Parada 3,0
Deslocar-se para máquina 2,9
Parada 2,9
Vazamento e acionar máquina 1,9 Parada 1,9
Retirar e colocar tela 3,9
Solidificação 131,7
Deslocar-se para bancada 3,1
Triagem e inspeção 17,1
Deslocar-se para deixar peça 3,1
Parado 104,5
Tabela 3: Resumo da atividade do operador 3
Etapa: Vazamento do Metal - Operador 3
ITENS OPERADOR MÁQUINA
TEMPO PARADO (s) 104,5 23,0
TEMPO DE TRABALHO (s) 50,2 131,7
TEMPO TOTAL DO CICLO (s) 154,7 154,7
UTILIZAÇÃO (%) 32,45 85,13
Quadro 5: Gráfico homem-máquina – Operador 4

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
13
HOMEM MÁQUINA
OPERADOR 3
TEMPO
HOMEM
(segundos)
FUNDIÇÃO
TEMPO
MÁQUINA
(segundos)
Retirar peça e deslocar-se para
bancada 8,6
Parada 8,6
Preparar máquina e pegar caneca 3,1
Parada 3,1
Deslocar-se para cadinho 3,0 Parada 3,0
Pegar alumínio 2,6 Parada 2,6
Deslocar-se para máquina 3,1
Parada 3,1
Vazamento e acionar máquina 1,8
Parada 1,8
Retirar e colocar tela 3,7
Solidificação 136,2
Deslocar-se para bancada 2,8
Triagem e inspeção 16,7
Deslocar-se para deixar peça 3,3
Parado 109,7
Tabela 4: Resumo da atividade do operador 4
Etapa: Vazamento do Metal - Operador 4
ITENS OPERADOR MÁQUINA
TEMPO PARADO (s) 109,7 22,2
TEMPO DE TRABALHO (s) 48,7 136,2
TEMPO TOTAL DO CICLO (s) 158,4 158,4

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
14
UTILIZAÇÃO (%) 30,74 85,98
Quadro 6: Gráfico homem-máquina – Operador 5
HOMEM MÁQUINA
OPERADOR 3
TEMPO
HOMEM
(segundos)
FUNDIÇÃO
TEMPO
MÁQUINA
(segundos)
Retirar peça e deslocar-se para
bancada 8,8
Parada 8,8
Preparar máquina e pegar caneca 2,9 Parada 2,9
Deslocar-se para cadinho 3,3 Parada 3,3
Pegar alumínio 2,8 Parada 2,8
Deslocar-se para máquina 3,1
Parada 3,1
Vazamento e acionar máquina 1,9 Parada 1,9
Retirar e colocar tela 3,8
Solidificação 134,8
Deslocar-se para bancada 2,9
Triagem e inspeção 15,7
Deslocar-se para deixar peça 3,4
Parado 109,0
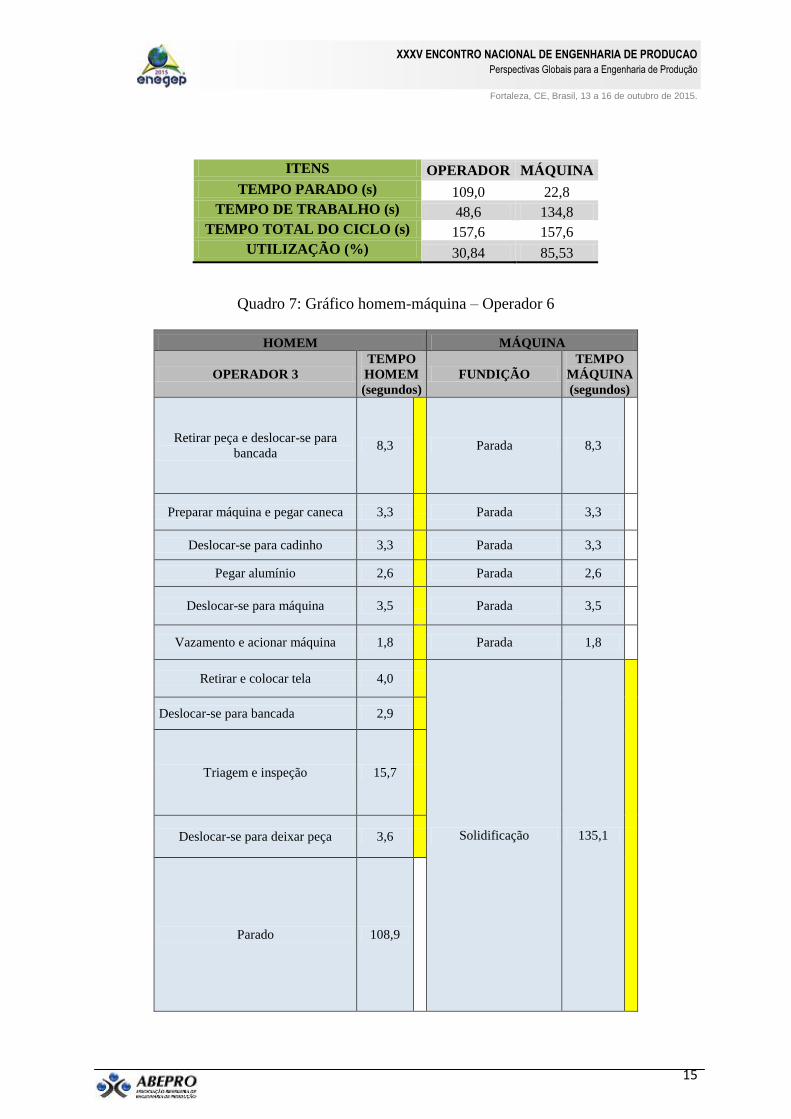
Tabela 5: Resumo da atividade do operador 5
Etapa: Vazamento do Metal - Operador 5
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
15
ITENS OPERADOR MÁQUINA
TEMPO PARADO (s) 109,0 22,8
TEMPO DE TRABALHO (s) 48,6 134,8
TEMPO TOTAL DO CICLO (s) 157,6 157,6
UTILIZAÇÃO (%) 30,84 85,53
Quadro 7: Gráfico homem-máquina – Operador 6
HOMEM MÁQUINA
OPERADOR 3
TEMPO
HOMEM
(segundos)
FUNDIÇÃO
TEMPO
MÁQUINA
(segundos)
Retirar peça e deslocar-se para
bancada 8,3
Parada 8,3
Preparar máquina e pegar caneca 3,3
Parada 3,3
Deslocar-se para cadinho 3,3 Parada 3,3
Pegar alumínio 2,6 Parada 2,6
Deslocar-se para máquina 3,5
Parada 3,5
Vazamento e acionar máquina 1,8
Parada 1,8
Retirar e colocar tela 4,0
Solidificação 135,1
Deslocar-se para bancada 2,9
Triagem e inspeção 15,7
Deslocar-se para deixar peça 3,6
Parado 108,9

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
16
Tabela 6: Resumo da atividade do operador 6
Etapa: Vazamento do Metal - Operador 6
ITENS OPERADOR MÁQUINA
TEMPO PARADO (s) 108,9 22,8
TEMPO DE TRABALHO (s) 49,0 135,1
TEMPO TOTAL DO CICLO (s) 157,9 157,9
UTILIZAÇÃO (%) 31,03 85,56
Através do gráfico homem-máquina foi determinado o passo a passo e tempos de execução
das atividades, verificou-se que o operador apresentava grande ociosidade em relação ao
tempo de máquina.
Por meio de análise observou-se a possibilidade de reduzir o número de operadores da etapa
de vazamento e realocá-los em outros processos, visando à redistribuição das atividades. Com
o uso da ferramenta homem-máquina foi realizado um estudo para averiguar a possibilidade
dessa redução.
Nos Quadros 8 a 10 são mostrado o estudo dos tempos com a nova redistribuição das
atividades, no qual um operador fica responsável em manusear duas máquinas, seguido das
Tabelas 7 a 9 onde mostra o resumo dos tempos.
Quadro 8: Gráfico homem-máquina – 1 Operador para 2 máquinas
HOMEM MÁQUINA 1 MÁQUINA 2
OPERADOR 1
TEMPO
HOMEM
(segundos)
FUNDIÇÃO
TEMPO
MÁQUINA
(segundos)
FUNDIÇÃO
TEMPO
MÁQUINA
(segundos)
Retirar peça e deslocar-se
para bancada 1 8,2
Parada 8,2
Solidificação 50,0
Preparar máquina 1 e pegar
caneca 3,2
Parada 3,2
Deslocar-se para cadinho 3,3
Parada 3,3

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
17
Pegar alumínio 2,6 Parada 2,6
Deslocar-se para máquina 1 3,5
Parada 3,5
Vazamento e acionar
máquina 1 1,8
Parada 1,8
Retirar e colocar tela em
máquina 1 4,0
Solidificação 132,7
Deslocar-se para bancada 1 2,9
Triagem e inspeção 15,1
Deslocar-se para deixar
peça 3,6
Deslocar-se para máquina 2 1,8
Retirar peça e deslocar-se
para bancada 2 8,2 Parada 8,2
Preparar máquina 2 e pegar
caneca 2,7 Parada 2,7
Deslocar-se para cadinho 2,7 Parada 2,7
Pegar alumínio 2,6 Parada 2,6
Deslocar-se para máquina 2 2,8 Parada 2,8
Vazamento e acionar
máquina 2 1,8 Parada 1,8
Retirar e colocar tela em
máquina 2 4,0
Solidificação 84,5
Deslocar-se para bancada 2 2,9
Triagem e inspeção 15,1
Deslocar-se para deixar
peça 3,6
Deslocar-se para máquina 1 2,0

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
18
Parado 56,9
Tabela 7: Resumo da atividade de 1 operador para 2 máquinas
Etapa: Vazamento do Metal - Operador 1 para 2 máquinas
ITENS OPERADOR MÁQUINA 1 MÁQUINA 2
TEMPO PARADO (s) 56,9 22,6 20,8
TEMPO DE TRABALHO (s) 98,4 132,7 134,5
TEMPO TOTAL DO CICLO (s) 155,3 155,3 155,3
UTILIZAÇÃO (%) 63,36 85,45 86,61
Quadro 9: Gráfico homem-máquina – 1 Operador para 2 máquinas
HOMEM MÁQUINA 3 MÁQUINA 4
OPERADOR 1
TEMPO
HOMEM
(segundos)
FUNDIÇÃO
TEMPO
MÁQUINA
(segundos)
FUNDIÇÃO
TEMPO
MÁQUINA
(segundos)
Retirar peça e deslocar-se para
bancada 3 9,3
Parada 9,3
Solidificação 52,3
Preparar máquina 3 e pegar
caneca 3,2
Parada 3,2
Deslocar-se para cadinho 2,7
Parada 2,7
Pegar alumínio 3,0 Parada 3,0
Deslocar-se para máquina 3 2,9
Parada 2,9
Vazamento e acionar máquina
3 1,9
Parada 1,9
Retirar e colocar tela em
máquina 3 3,9
Solidificação 131,7
Deslocar-se para bancada 3 3,1

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
19
Triagem e inspeção 17,1
Deslocar-se para deixar peça 3,1
Deslocar-se para máquina 4 2,1
Retirar peça e deslocar-se para
bancada 4 9,3 Parada 9,3
Preparar máquina 4 e pegar
caneca 3,2 Parada 3,2
Deslocar-se para cadinho 2,7 Parada 2,7
Pegar alumínio 3,0 Parada 3,0
Deslocar-se para máquina 4 2,9 Parada 2,9
Vazamento e acionar máquina
4 1,9 Parada 1,9
Retirar e colocar tela em
máquina 4 3,9
Solidificação 79,4
Deslocar-se para bancada 4 3,1
Triagem e inspeção 17,1
Deslocar-se para deixar peça 3,1
Deslocar-se para máquina 4 2,1
Parado 50,1
Tabela 8: Resumo da atividade de 1 operador para 2 máquinas

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
20
Etapa: Vazamento do Metal - Operador 2 para 2 máquinas
ITENS OPERADOR MÁQUINA 1 MÁQUINA 2
TEMPO PARADO (s) 50,1 23,0 23,0
TEMPO DE TRABALHO (s) 104,6 131,7 131,7
TEMPO TOTAL DO CICLO (s) 154,7 154,7 154,7
UTILIZAÇÃO (%) 67,61 85,13 85,13
Quadro 10: Gráfico homem-máquina – 1 Operador para 2 máquinas
HOMEM MÁQUINA 5 MÁQUINA 6
OPERADOR 1
TEMPO
HOMEM
(segundos)
FUNDIÇÃO
TEMPO
MÁQUINA
(segundos)
FUNDIÇÃO
TEMPO
MÁQUINA
(segundos)
Retirar peça e deslocar-se para
bancada 5 8,8
Parada 8,8
Solidificação 50,6
Preparar máquina 5 e pegar
caneca 2,9
Parada 2,9
Deslocar-se para cadinho 3,3
Parada 3,3
Pegar alumínio 2,8 Parada 2,8
Deslocar-se para máquina 5 3,1
Parada 3,1
Vazamento e acionar máquina 5 1,9
Parada 1,9
Retirar e colocar tela em máquina
5 3,8
Solidificação 131,7
Deslocar-se para bancada 5 2,9
Triagem e inspeção 15,7
Deslocar-se para deixar peça 3,4
Deslocar-se para máquina 6 2,0
Retirar peça e deslocar-se para
bancada 6 8,8 Parada 8,8

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
21
Preparar máquina 6 e pegar
caneca 2,9 Parada 2,9
Deslocar-se para cadinho 3,6 Parada 3,6
Pegar alumínio 2,8 Parada 2,8
Deslocar-se para máquina 6 3,6 Parada 3,6
Vazamento e acionar máquina 6 1,9 Parada 1,9
Retirar e colocar tela em máquina
6 3,8
Solidificação 80,3
Deslocar-se para bancada 6 2,9
Triagem e inspeção 15,7
Deslocar-se para deixar peça 3,4
Deslocar-se para máquina 5 2,0
Parado 52,5
Tabela 9: Resumo da atividade de 1 operador para 2 máquinas
Etapa: Vazamento do Metal - Operador 3 para 2 máquinas
ITENS OPERADOR MÁQUINA 1 MÁQUINA 2
TEMPO PARADO (s) 52,5 22,8 23,6
TEMPO DE TRABALHO (s) 102,0 131,7 130,9
TEMPO TOTAL DO CICLO (s) 154,5 154,5 154,5
UTILIZAÇÃO (%) 66,02 85,24 84,72
5. Resultados obtidos

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
22
Com a redistribuição das atividades observou-se que é possível a redução no tempo de
ociosidade por meio de realocação de três operadores para outros processos. Na Figura 3
mostra como os operadores ficariam redistribuídos nesta etapa de vazamento acrescentado do
mapofluxograma:
Figura 3: Redistribuição dos operadores e mapofluxograma
Com a nova distribuição haveria um melhor aproveitamento na taxa de utilização da mão de
obra. Na Figura 4 é representada a comparação da taxa de utilização referente a três
operadores.
Figura 4: Taxa de utilização de mão de obra

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
23
6. Conclusão
Com os resultados obtidos pode-se evidenciar a importância do estudo de tempos e métodos
assim como da cronoanálise no processo de estruturação e definição de melhorias do processo
de fundição na etapa de vazamento do metal em uma empresa do Pólo Industrial de Manaus.
O gráfico homem-máquina, por exemplo, representa uma forte ferramenta para observação e
análise de todos os elementos que compõem a etapa de vazamento e assim, juntamente com
outras ferramentas, fornece evidências para facilitar o processo de tomada de decisões
importantes que levam à melhoria dos processos, assim como o abordado neste estudo.
A redistribuição de atividades representou um benefício considerável, pois obteve-se
eliminação de ociosidade e, por conseguinte, a melhoria do processo de fundição, pois o
tempo ocioso representa um desperdício para a organização, além de representar a má
utilização da mão de obra. Com o novo método de trabalho apresentado obteve-se um ganho
de três operadores que poderão ser realocados em outras atividades da organização.
Observou-se também que a utilização da mão de obra dos operadores dentro da nova divisão
de trabalho dobrou a taxa de utilização, em comparação ao método inicialmente aplicado e
isso tende a favorecer a organização, potencializando a competitividade no mercado uma vez
que elimina as atividades que não geram valor algum para a empresa.

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
24
REFERENCIA
BARNES, Ralph Mosser. Estudo de movimentos e de tempos: projeto e medida do trabalho. 6 ed. São
Paulo: Edgar Blücher, 1977.
BRASIL, Samuel Torres; FARIAS, Ivanildo Lopes. Mecânica de Motos. Vol. 1. Fortaleza: Demócrito Rocha,
2012.
CONTADOR, José Celso, et. al. Gestão de Operações: A engenharia de produção a serviço da
modernização. 2. ed. São Paulo: Editora Edgar Blücher, 1998.
COSTA, Eliezer Arantes , Gestão Estratégica- Eliezer Arantes da Costa – São Paulo: Saraiva,2003.
CURY, A. Organização e Métodos. São Paulo: Atlas, 2000.
GAITHER, N. Administração da produção e operações. 8. Ed. São Paulo: Pioenria, 2001.
GILBRETH, F. B. Motion Study. D. Van Nostrand Co., Princeton, New Jersey, 1991. p. 88.
HAMMER, M. Reengenharia: revolucionando a empresa em função dos clientes, da concorrência e das
grandes mudanças da gerência. 17. ed. Rio de Janeiro: Campus, 1994..
KRAJEWSKI L. J.; RITZMAN L. P. Administração da Produção e Operações. São Paulo: Pearson Prentice
Hall, 2004..
MACHLINE, Claude et al. Manual de administração da produção. 9 ed. Rio de Janeiro: Editora da Fundação
Getúlio Vargas, 1990. 1 vol. Slack, Nigel ET. al.Administração da Produção, 2 ed., São Paulo: Atlas, 2002.
NIGEL S. Administração da Produção. Revisão técnica Henrique Correia, Irineu Gianesi-1.ed.-14.reimpr-
São Paulo: Atlas 2011.
PEINADO, Jurandir; GRAEML, Alexandre Reis. Administração da produção: operações industriais e de
serviços. Curitiba: UnicenP, 2007.
SLACK, Nigel. Administração da produção. São Paulo: Atlas, 1999.
SLACK, Nigel. Administração da produção. São Paulo: Atlas, 2009.
STEVENSON, Willian J. Administração das operações de produção. Rio de Janeiro: LTC, 2001. pp.199-206.
YIN, R. K. Estudo de caso: Planejamento e métodos. Porto Alegre: Bookman, 2005.





























