Embed Size (px)
Citation preview
ALUM�IO

Alumínio comercialmente puro (Série AA 1XXX)
Pelo sistema de classificação da Aluminum Association (AA), a série 1XXX identifica o alumínio comercialmente puro em diferentes graus de pureza, desde 99,00 % (denominado 1000) até 99,99 % (denominado 1099). Nesse sistema, os dois últimos algarismos referem-se ao grau de pureza da liga, ou seja, até à casa centesimal acima de 99,00 %. Assim sendo, o alumínio comercialmente puro com 99,50 % de alumínio é conhecido como 1050, já o alumínio com 99,70 % de pureza é denominado 1070 e assim por diante [1].
O alumínio comercialmente puro caracteriza-se pelas elevadas condutividades térmica e elétrica e pela baixa resistência mecânica, ao contrário das ligas de alumínio (séries 2XXX a 8XXX). Devido a essas características, suas principais aplicações restringem-se a componentes de sistemas térmicos e elétricos, nos quais exige-se alta condutividade sem que haja o mesmo tipo de exigência com relação às propriedades mecânicas. O cobre apresenta maior condutividade térmica e elétrica do que o alumínio, entretanto, apresenta como significativas desvantagens o maior custo e a maior densidade (massa específica), mais do que o triplo da densidade do alumínio: 8,9 g/cm3 contra 2,7 g/cm3, o que é muito significativo para determinadas aplicações [1].
A tabela 1 apresenta e variação da condutividade elétrica e da condutividade térmica do alumínio com seu grau de pureza [2]:
Al (%) Condutividade elétrica (m/Wmm2) Condutividade térmica (W/m.K) 99,98 3 7, 6 232 99,50 34 a 36 210 a 220 99,00 33 a 34 205 a 210
Como pode ser observado, a condutividade, tanto térmica como elétrica, do alumínio é fortemente dependente do seu grau de pureza [3].
Outra característica importante do alumínio comercialmente puro é sua elevada resistência à corrosão, devido à formação de uma camada de óxido de alumínio (Al2O3), muito fina, transparente e extremamente aderente que confere essa característica ao evitar o prosseguimento da oxidação e, principalmente, a remoção dos óxidos, ou seja, o fenômeno conhecido como passivação. Essa alta resistência à corrosão pode ser diminuída pela introdução de elementos de liga, principalmente de elementos mais afastados do alumínio na tabela de potencial eletroquímico, como o cobre, por exemplo. Por outro lado, elementos mais próximos do alumínio nesta tabela, como o magnésio, prejudicam muito pouco a resistência à corrosão do alumínio. Por este motivo, as ligas Al-Mg são aquelas que apresentam a maior resistência à corrosão, inferior somente à do alumínio comercialmente puro e muito superior à das ligas Al-Cu, por exemplo [1].
Devido a essa maior resistência à corrosão, uma outra aplicação importante para o alumínio comercialmente é no revestimento de ligas de aplicação aeronáutica, o chamado "cladding". Denomina-se então Alclad 2024 à liga (Al-Cu) 2024 revestida com alumínio comercialmente puro [1].
Os elementos mais comumente encontrados como impurezas no alumínio comercialmente puro são o ferro e o silício, em maior ou menor grau, dependendo do nível de pureza. Estes elementos formam fases intermetálicas, como FeAl3, Fe3SiAl12, FeSiAl8 (a), FeSiAl5 (b), e Fe2Si2Al9, devido à limitada solubilidade do ferro no alumínio. Estas fases apresentam-se com diferentes tamanhos, formas e distribuição, mas normalmente só prejudicam as propriedades da matriz quando são grosseiras, alongadas e concentradas nos contornos de grão.
Cabe então, antes de abordar as ligas de alumínio recapitular o sistema de classificação adotado pela Aluminum Association em 1971, e que atualmente é o mais aceito internacionalmente. Esse sistema subdivide-se em duas partes: o adotado para as ligas utilizadas em trabalho mecânico (laminação, extrusão, forjamento e outros) e o que foi adotado para ligas destinadas exclusivamente à produção de peças fundidas [1,3]. Esse sistema é descrito a seguir:
• Ligas Submetidas a Trabalho Mecânico:
Série Composição Química Aplicações principais 1XXX Al comercialmente puro Contatos elétricos, Alclad 2XXX Al-Cu e Al-Cu-Mg Indústria aeronáutica 3XXX Al-Mn e Al-Mn-Mg Latas de bebidas. Panelas
4XXX Al-Si Metal de adição para soldas. Pistões forjados de motoreS
5XXX Al-Mg Aplicações náuticas (navios e barcos) 6XXX Al-Mg-Si Perfis arquitetônicos. Componentes automotivos
7XXX Al-Zn e Al-Zn-Mg Indústria aeronáutica 8XXX Outras ligas (Al-Li, Al-Fe...) Várias
• Ligas para Produção de Peças Fundidas:
Série Composição Química Aplicações principais 1XXX.X Al comercialmente puro Contatos elétricos 2XXX.X Al-Cu e Al-Cu-Mg Indústria aeronáutica 3XXX.X Al-Si-Mg e Al-Si-Cu Várias 4XXX.X Al-Si Pistões fundidos de motores 5XXX.X Al-Mg Aplicações náuticas (navios e barcos) 6XXX.X Não existe este sistema Não especificado por não existir este sistema 7XXX.X Al-Zn e Al-Zn-Mg Indústria aeronáutica 8XXX.X Al-Sn Várias, para ligas com baixo ponto de fusão
Obs: além da classificação das séries quanto à composição química, a Aluminum Association também estabeleceu um sistema de classificação quanto ao tipo de tratamento térmico (determinada, entre outras, pela letra "T" seguida por um número, tipo T4, T6 e etc) e também quanto ao tipo de trabalho mecânico (somente no caso das ligas do grupo 1 - para trabalho mecânico, evidentemente), que do mesmo modo consiste no uso da letra "H" seguida por um número (tipo H12, H16, H32 e etc). Entretanto, por ter sido considerado mais adequado, esses sistemas de classificação complementares somente serão abordados em detalhe nos capítulos de Tratamentos térmicos e de Trabalho mecânico respectivamente.
Ligas Al-Cu
As ligas do sistema Al-Cu, conhecidas como ligas da série 2XXX (trabalhadas) e 2XX.X (fundidas) na classificação da Aluminum Association, são as ligas de alumínio de desenvolvimento mais antigo, sendo que o seu surgimento data do início do século XX, quando Alfred Wilm, na Alemanha, descobriu o fenômeno de endurecimento por precipitação [4]. Essas ligas até hoje são conhecidas como duralumínio, e entre essas ligas a 2017 é a mais antiga e também a mais conhecida. É uma liga que contém 4 % de cobre, 0,5 % de magnésio e 0,7 % de manganês, nas quais a simples introdução desses elementos de liga já eleva a resistência à tração de 9,1 kg/mm2 (alumínio comercialmente puro) para 18,2 kg/mm2. O tratamento térmico de envelhecimento (endurecimento por precipitação) por tempo e temperatura controlados ainda permite aumentar ainda mais a resistência à tração, para cerca de 43 kg/mm2 [1].
Esse grupo de ligas Al-Cu pode ainda ser subdividido em dois grupos principais: as ligas Al-Cu com teores de magnésio relativamente baixos, como a 2017 mencionada e outras como a 2025 e a 2219, e as ligas Al-Cu com tores de magnésio relativamente altos (também denominadas Al-Cu-Mg), superiores a 1%, como a 2024 (1,5 % de magnésio) e a 2618 (1,6 % de Mg). A principal diferença entre esses dois subgrupos é que nas ligas Al-Cu, mais
antigas, só contribuem para o endurecimento por precipitação as fases precursoras da fase θ (Al2Cu): θ'' e θ', ao passo que nas ligas Al-Cu-Mg é igualmente importante a contribuição da fase S', precursora da fase S (Al2CuMg) [3]. Se o teor de silício for relativamente alto, também poderá ser encontrada nestas ligas a fase quaternária Q
(Al4Cu2Mg8Si7).--> GP --> θ'' --> θ' --> θ (Al2Cu) GP --> S' --> S (Al2CuMg)
As ligas Al-Cu(-Mg) podem apresentar diferentes tipos de elementos de liga, adicionados com diversas finalidades, os quais podem levar à formação de diversas fases diferentes. A liga 2024, por exemplo, possui manganês em teores relativamente altos, que causa a formação da fase Al12(Fe,Mn)3Si, presente também em outras ligas, que sob a forma de partículas dispersóides retardam os processos de recristalização e crescimento de grão. A liga 2011, por exemplo, não apresenta magnésio e manganês em teores elevados, mas sim ferro e silício, havendo a formação da fase Al7CuFe2 insolúvel [3].
De um modo geral as ligas Al-Cu(-Mg) apresentam elevada resistência mecânica após tratamento térmico de endurecimento por precipitação, entretanto, apesar dessa vantagem, apresentam algumas desvantagens quando comparadas com outros tipos de ligas de alumínio, que vão desde a resistência à corrosão relativamente baixa e a conformabilidade limitada (são pouco adequadas a processos com elevada deformação, como a extrusão, por exemplo) até a soldabilidade igualmente restrita (em geral são soldadas somente por processos de resistência elétrica) [1]. Os valores mais elevados de dureza são obtidos para teores de cobre da ordem de 4 a 6 %, dependendo da influência de outros elementos de liga presentes [3].
Como ligas que apresentam elevados teores de soluto, as ligas Al-Cu(-Mg) apresentam considerável endurecimento quando mantidas por tempos relativamente longos à temperatura ambiente. É o chamado envelhecimento natural, que recebe essa denominação para distinguí-lo do envelhecimento artificial obtido através de tratamento térmico em fornos. Esse efeito ocorre devido à formação das chamadas zonas de Guinier Preston (GP), em forma de discos formados por um arranjo de átomos de cobre e alumínio nas regiões enriquecidas em cobre, e que já são responsáveis por um razoável ganho de dureza no material mantido à temperatura ambiente. Esse tipo de pré-precipitado (zonas GP) também se forma no início do envelhecimento artificial e essas zonas GP são consideradas
precursores dos precipitados intermediários metaestáveis θ'' e θ'. O precipitado θ'', que se forma após algumas horas de envelhecimento (3 ou 4 horas a 190 ºC, quando as zonas GP desaparecem), é coerente com a matriz e possui
formas de plaqueta, assim como o precipitado θ', que se forma algum tempo depois, mas coexiste com o precipitado
θ'' durante um certo intervalo de tempo, o qual corresponde à dureza mais elevada que pode ser obtida para as ligas
Al-Cu(-Mg). A continuação to tratamento térmico de envelhecimento leva à formação do precipitado de equilíbrio θ, cuja composição química corresponde exatamente à estequiometria Al2Cu. Este é o chamado precipitado de equilíbrio termodinâmico, uma vez que o prosseguimento do envelhecimento não muda suas características, com exceção do tamanho dessas partículas, que tende a crescer. A formação desse precipitado de equilíbrio também corresponde ao chamado superenvelhecimento da liga Al-Cu(-Mg), que é caracterizado por uma acentuada queda de
dureza, quando comparado com o intervalo de coexistência das fases θ'' e θ' [3].
Sendo assim, a seqüência de precipitação nas ligas Al-Cu é dada por:
SS
onde: SS = solução sólida supersaturada, GP = zonas de Guinier Preston.
Obs: alguns autores mais antigos podem se referir aos precipitados θ''como zonas GP2, e assim considerarem as zonas GP iniciais como zonas GP1, mas essa denominação está em desuso, uma vez que estudos mais recentes

demonstram que os precipitados θ''são efetivamente precipitados com estrutura cristalina e outras características bem definidas, que os diferenciam das zonas GP.
As ligas Al-Cu-Mg, apresentam duas seqüências de precipitação praticamente simultâneas: além da seqüência apresentada anteriormente, a seqüência mostrada a seguir, relacionada com a presença do magnésio em teores mais elevados [3]:
SS -->
A presença do magnésio acelera e intensifica o endurecimento durante o envelhecimento natural, o que é atribuído ao resultado das complexas interações entre lacunas e dois tipos de átomos de solutos diferentes, com a formação de pares de átomos de magnésio e cobre afetando o movimento das discordâncias. Apesar de também serem conhecidas há muito tempo e produzidas em larga escala os detalhes do processo de precipitação são menos conhecidos no caso das ligas Al-Cu-Mg. Contudo, sabe-se que a fase intermediária endurecedora S' é coerente, ao contrário da fase de equilíbrio S. Pequenas adições de magnésio já são suficientes para proporcionar um considerável endurecimento às ligas Al-Cu [3].
As tabelas apresentadas a seguir mostram a composição química nominal e valores típicos de propriedades mecânicas que podem ser obtidos para as ligas Al-Cu(-Mg) trabalhadas mecanicamente e fundidas:
Tabela 2.1: Composição química de ligas Al-Cu trabalhadas (% em massa)
Liga Cobre Magnésio Silício Manganês Outros Alumínio
2011 5,5 - - - 0,40: Bi, Pb e Fe
Restante
2014 4,4 0,5 0,8 0,8 - Restante 2017 4,0 0,6 0,5 0,7 - Restante 2117 2,6 0,35 - - - Restante 2218 4,0 1,5 - - 2,0 Ni Restante
2618 2,3 1,6 0,18 - 1,1 Fe; 1,0 Ni; 0,07 Ti
Restante
2219 6,3 - - 0,30
0,10 V; 0,18 Zr; 0,06 Ti
Restante
2024 4,4 1,5 - 0,6 - Restante 2025 4,4 - 0,8 0,8 - Restante 2036 2,6 0,45 - 0,25 - Restante
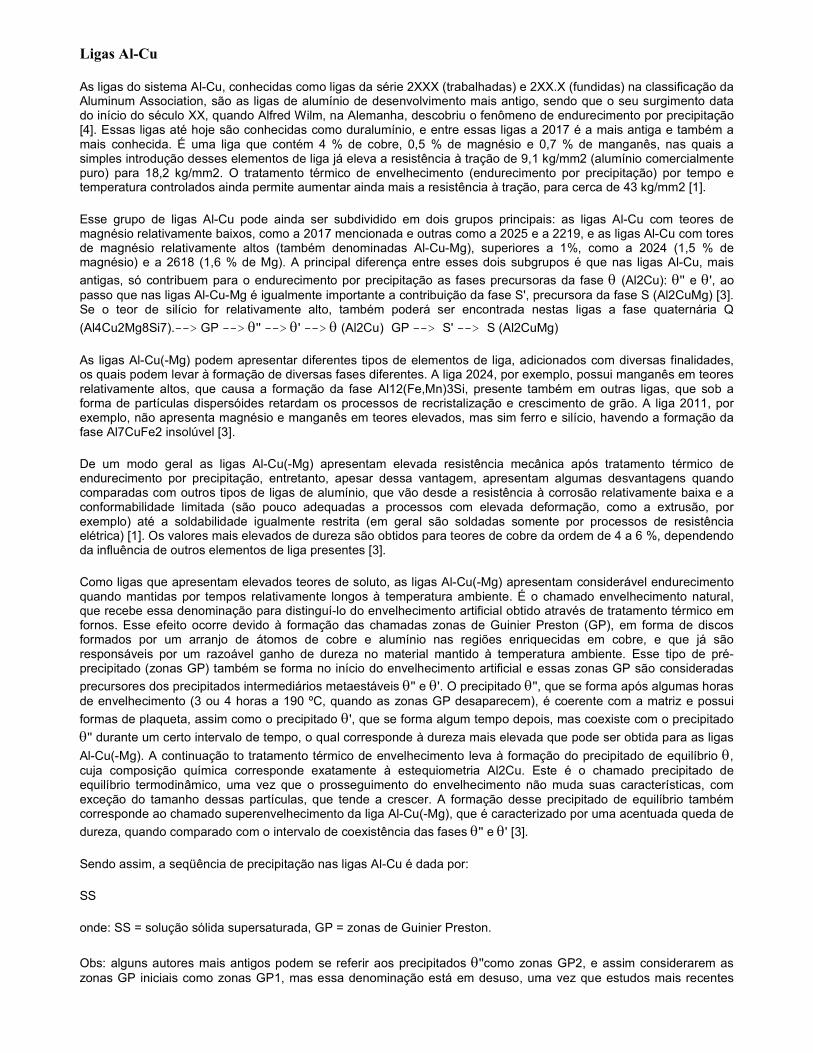
Tabela 2.2: Composição química de ligas Al-Cu fundidas (% em massa)
Liga Cobre Magnésio Silício Ferro Zinco Outros Alumínio
201.0 4,6 0,35 0,10 máx
0,15 máx -
0,7 Ag; 0,35 Mn
Restante
202.0 4,6 0,35 0,10 máx
0,15 máx -
0,7 Ag; 0,4 Cr; 0,5 Mn
Restante
203.0 5,0 0,10 máx
0,30 máx
0,50 máx -
1,5 Ni; 0,25 Mn; 0,25 Sb; 0,25 Co; 0,20 Zr; 0,20 Ti
Restante
204.0 4,6 0,25 0,20 máx
0,35 máx - - Restante
206.0 4,6 0,25 0,10 máx
0,15 máx - 0,35
Mn Restante
208.0 4,0 0,10 máx 3,0 1,2
máx 1,0 máx - Restante
213.0 7,0 0,10 máx 2,0 1,2
máx 2,5 máx - Restante
222.0 10,0 0,25 2,0 máx
1,5 máx
0,8 máx - Restante
224.0 5,0 - 0,06 máx
0,10 máx -
0,35 Mn; 0,1 V; 0,2 Zr
Restante
238.0 10,0 0,25 4,0 1,5 máx
1,5 máx - Restante
240.0 8,0 6,0 0,50 0,50 - 0,5 Mn; 0,5 Ni
Restante
242.0 4,0 1,5 0,7 máx
1,0 máx
0,35 máx 2,0 Ni Restante
243.0 4,0 2,0 0,35 máx
0,40 máx -
0,3 Mn; 2,1 Ni; 0,3 Cr
Restante
249.0 4,2 0,40 0,05 máx
0,10 máx 3,0 0,4 Mn Restante
295.0 4,5 - 1,1 1,0 máx - - Restante
296.0 4,5 - 2,5 1,2 máx
0,50 máx - Restante
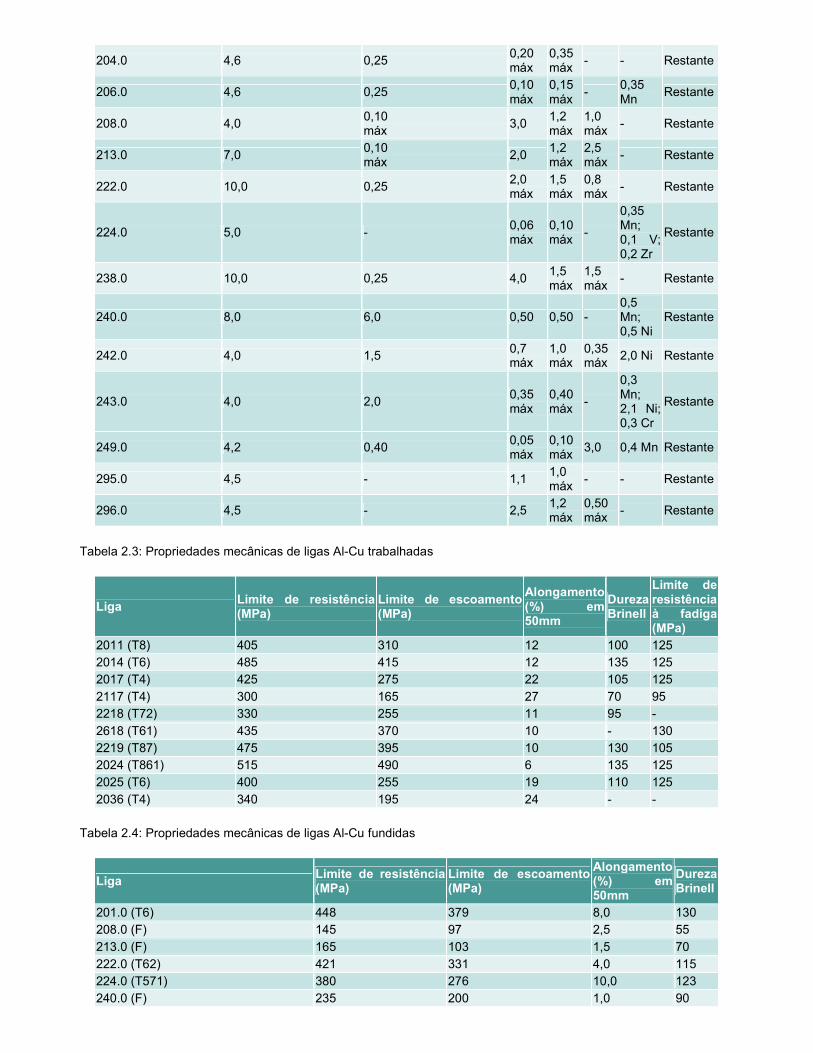
Tabela 2.3: Propriedades mecânicas de ligas Al-Cu trabalhadas
Liga Limite de resistência (MPa)
Limite de escoamento (MPa)
Alongamento (%) em 50mm
Dureza Brinell
Limite de resistência à fadiga (MPa)
2011 (T8) 405 310 12 100 125 2014 (T6) 485 415 12 135 125 2017 (T4) 425 275 22 105 125 2117 (T4) 300 165 27 70 95 2218 (T72) 330 255 11 95 - 2618 (T61) 435 370 10 - 130 2219 (T87) 475 395 10 130 105 2024 (T861) 515 490 6 135 125 2025 (T6) 400 255 19 110 125 2036 (T4) 340 195 24 - -
Tabela 2.4: Propriedades mecânicas de ligas Al-Cu fundidas
Liga Limite de resistência (MPa)
Limite de escoamento (MPa)
Alongamento (%) em 50mm
Dureza Brinell
201.0 (T6) 448 379 8,0 130 208.0 (F) 145 97 2,5 55 213.0 (F) 165 103 1,5 70 222.0 (T62) 421 331 4,0 115 224.0 (T571) 380 276 10,0 123 240.0 (F) 235 200 1,0 90

242.0 (T571) 221 207 0,5 85 295.0 (T6) 250 165 5,0 75

Ligas Al-Mn
Ao contrário das ligas Al-Cu, as ligas Al-Mn (série 3XXX da Aluminum Association entre as ligas trabalhadas) não são endurecíveis por precipitação, ou sejam, não obtêm nenhum ganho de dureza mediante tratamento térmico (o chamado envelhecimento). Como as ligas dos sistemas Al-Si (série 4XXX) e Al-Mg (série 5XXX) (Al-Mg), as ligas Al-Mn somente podem ser endurecidas por encruamento (trabalho mecânico). Entretanto, as ligas não tratáveis termicamente contendo mais de 1 % de manganês, como por exemplo a 3003, muito utilizada na fabricação de panelas, possuem considerável importância comercial. Outro exemplo de liga do sistema Al-Mn de larga aplicação industrial é a 3004, utilizada na fabricação de latas para acondicionamento de bebidas. O manganês também é usado como elemento de liga minoritário em ligas dos sistemas Al-Cu (série 2XXX) e Al-Mg-Si (série 6XXX) e de um modo geral aumenta a resistência mecânica das ligas trabalhadas, seja através da formação de fases intermetálicas como AlFeMnSi e AlMnSi, ou por meio de endurecimento por solução sólida. Entretanto, em quantidade excessiva as fases intermetálicas podem reduzir a dutilidade. Outro efeito importante do manganês no alumínio e suas ligas é a redução da susceptibilidade à corrosão sob tensão [3].
Nas ligas Al-Mn a temperatura eutética é 660 ºC a um teor de 1,9 %. O limite de solubilidade do manganês no alumínio nesta temperatura é 1,8 %. A fase intermetálica, que existe em equilíbrio com a solução sólida de alumínio, tem uma composição que corresponde praticamente à fórmula Al6Mn. Esta fase separa-se da fase líquida que contém 1,9 a 4,1 % de manganês. Quando as soluções sólidas possuem maiores teores, ela se forma pela reação peritética entre Al4Mn e a fase líquida a 710 ºC [3].
A única fase metaestável conhecida no sistema Al-Mn tem a composição Al12Mn com 14,5 % de manganês. Ferro e silício acima de 0,2 % suprimem a formação de Al12Mn. Por outro lado, a presença de cromo estabiliza essa fase. No sistema Al-Mn-Cr existe uma fase ternária que se forma apenas no estado sólido por reação peritetóide a 590 ºC. Esta fase é a Al12(CrMn) com uma composição de 2 % a 4 % de cromo e 10 a 12 % de manganês. Esta fase ternária é isomórfica com a fase Al12Mn [3]. A liga 3003, bastante utilizada, consiste basicamente na adição de manganês ao alumínio comercialmente puro. As fases preponderantes são Al6(Mn.Fe) e Al12(Fe,Mn)3Si. Durante a solidificação predomina a fase que não contém silício, porém o aquecimento posterior leva à formação da fase que contém silício. O manganês também precipita sob a forma de partículas dispersóides, os quais dificultam muito a recristalização durante o recozimento posterior à deformação, quando comparada com o alumínio comercialmente puro, que praticamente não contem esses dispersóides. Entretanto, nas ligas 3xxx parte do manganês permanece em solução sólida. Algumas ligas desse sistema também contêm magnésio, que devido à sua grande afinidade com o silício tende a favorecer a formação da fase Al6(Mn,Fe) [3]. A liga 3003 é a liga Al-Mn mais antiga no mercado, tendo sido introduzida em 1906, mas ainda é a de maior importância econômica. A liga 3004 é a mais antiga entre as ligas Al-Mn-Mg, tendo surgido em 1929. A resistência mecânica da liga 3003 é significativamente mais elevada do que a do alumínio comercialmente puro 1100, ao passo que a liga 3004 possui resistência mecânica mais alta do que a da liga 3003. A liga 3004 é um exemplo de liga endurecida por dispersão, enquanto a liga 3004 combina o endurecimento por dispersão com o endurecimento por solução sólida proporcionado pela presença de magnésio. A liga 3004 é indicada para aplicações nas quais se exige maior estabilidade de tamanho de grão. Entretanto, as duas ligas apresentam excelente resistência à corrosão, combinada com razoável resistência mecânica razoável, podendo ser usadas em muitas das aplicações para as quais são utilizados o alumínio comercialmente puro e as ligas alumínio-magnésio [3].
Posteriormente, nos anos 50 e 60 foram desenvolvidas outras ligas, como a 3005 e a 3105, com o objetivo de ampliar o campo de aplicações desse grupo de ligas, ao oferecer combinações de resistência mecânica, conformabilidade e resistência à corrosão para aplicações em construção e produtos especiais [3].
De um modo geral pode-se dizer que as ligas Al-Mn possuem melhores propriedades mecânicas que o alumínio comercialmente puro, dutilidade ligeiramente inferior e boa resistência à corrosão [1]. As tabelas mostradas a seguir apresentam a composição química e propriedades mecânicas de algumas ligas do sistema Al-Mn [3]:
Composição química: ligas Al-Mn
Liga Manganês Magnésio Cobre Alumínio 3102 0,22 - - Bal. 3003 1,20 - 0,12 Bal. 3004 1,20 1,00 - Bal. 3104 1,10 1,00 - Bal. 3005 1,20 0,40 - Bal. 3105 0,60 0,50 - Bal.
Propriedades mecânicas: ligas Al-Mn
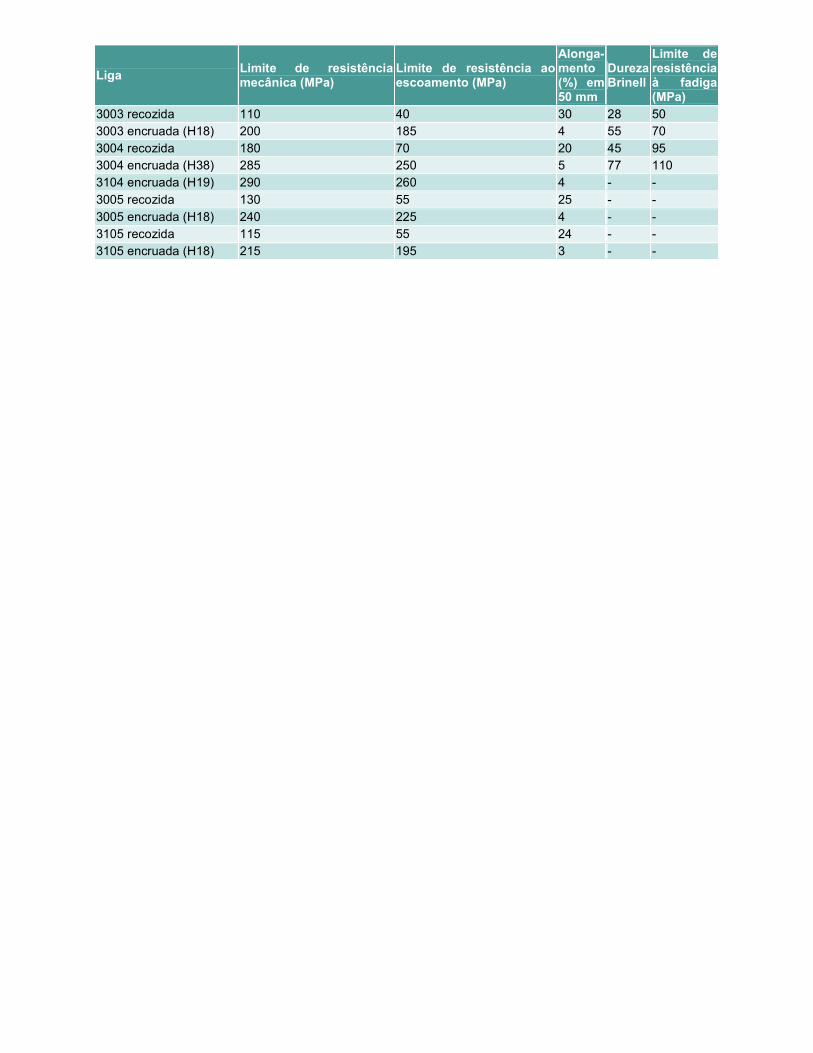
Liga Limite de resistência mecânica (MPa)
Limite de resistência ao escoamento (MPa)
Alonga- mento (%) em 50 mm
Dureza Brinell
Limite de resistência à fadiga (MPa)
3003 recozida 110 40 30 28 50 3003 encruada (H18) 200 185 4 55 70 3004 recozida 180 70 20 45 95 3004 encruada (H38) 285 250 5 77 110 3104 encruada (H19) 290 260 4 - - 3005 recozida 130 55 25 - - 3005 encruada (H18) 240 225 4 - - 3105 recozida 115 55 24 - - 3105 encruada (H18) 215 195 3 - -

Ligas Al-Si
As ligas do sistema Al-Si, também consideradas não tratáveis termicamente, são muito mais utilizadas como ligas de fundição (série 4XX.X), ou seja, para a fabricação de peças fundidas, como por exemplo, pistões para motores de automóveis e aviões, mas também encontram algumas aplicações como produtos trabalhados, como metais de adição para soldagem (caso da liga 4043), principalmente, embora também possam ser usados para a fabricação de pistões forjados e também em algumas aplicações arquitetônicas [1,3].
O amplo uso das ligas Al-Si em aplicações nas quais a qualidade da estrutura resultante da solidificação é tão importante (fundição e soldagem) está relacionado com as características que o seu principal elemento de liga, o silício, confere às ligas de alumínio. Nestas ligas o silício é usado em teores de até 12 ou 13 % e aumenta a fluidez do alumínio líquido permitindo que o mesmo flua melhor através das cavidades do molde de fundição, permitindo a obtenção de produtos com formatos mais complexos. Também propicia a redução da contração durante o resfriamento, reduz a porosidade nas peças fundidas, reduz o coeficiente de expansão térmica e melhora a soldabilidade. Em teores mais elevados dificulta a usinagem. Ao ser combinado com o magnésio torna a liga tratável termicamente. Deve estar preferencialmente presente sob a forma de cristais arredondados e dispersos na liga de alumínio, o que pode ser obtido pelo tratamento de "modificação", que consiste na adição de um pequeno teor de sódio às ligas Al-Si, alterando a microestrutura da liga favoravelmente sob o ponto de vista das propriedades mecânicas, já que a microestrutura de placas angulares de silício provocariam concentração de tensões, prejudicando as propriedades mecânicas da mesma [1]. O tratamento térmico (recozimento) permite o coalescimento e a esferoidização do silício A dureza das partículas de silício promove o aumento da resistência ao desgaste destas ligas. O sistema Al-Si, com solubilidade sólida limitada em ambas as extremidades, forma um eutético simples à temperatura de 580 ºC para um teor de 12,5 % de silício [3].
O ferro, normalmente presente nas ligas de alumínio como impureza, se estiver presente em teores elevados (acima de 1,5 %), pode levar à formação de partículas grosseiras de fase AlFeSi, prejudicando as propriedades mecânicas desses materiais [1,3]. Entretanto, em teores mais baixos o ferro minimiza a tendência da liga Al-Si soldar-se ao molde metálico na fundição em molde permanente (coquilhas e outros tipos) [1]. As duas fases ternárias AlFeSi que podem estar em equilíbrio com o alumínio são a fase alfa (Al8Fe2Si) e beta (Al5FeSi). Outras fases, menos comuns, são a delta (Al4FeSi), que aparece em ligas de alto teor de silício, e a gama (Al3FeSi), que se forma em ligas com alto teor de ferro e de silício. A fase a aparece geralmente sob a forma de "escrita chinesa" ("Chinese script") ou como partículas arredondadas muito pequenas, sendo mais favorável às propriedades mecânicas no último caso. A fase b surge como plaquetas ou agulhas finas e compridas, sendo em geral mais nocivas às propriedades mecânicas das ligas de alumínio. Estas fases também podem surgir em outros tipos de liga de alumínio, desde que os teores de ferro e silício não sejam muito baixos. Como a maioria das ligas comerciais são produzidas em condições de não equilíbrio termodinâmico, é freqüente o aparecimento de outras fases como Al6Fe, Al3Fe, Al6FeSi e Al4FeSi2. O tratamento térmico, ao proporcionar a difusão dos átomos, permite modificar a forma dessas partículas, o que inviabiliza sua identificação através da morfologia somente [3].
O cobre também pode ser adicionado às ligas do sistema Al-Si, dando origem ao subgrupo Al-Si-Cu [3]. Sua principal virtude, como nas ligas Al-Cu, é aumentar a resistência mecânica da liga, tanto antes como após tratamento térmico. Sendo assim, o cobre torna as ligas Al-Si-Cu tratáveis termicamente, ou seja, passíveis de endurecimento mediante tratamento térmico de envelhecimento (endurecimento por precipitação). O cobre é adicionado em teores entre 3 e 11 %, que permitem que este elemento esteja total ou parcialmente solúvel no alumínio em temperaturas logo abaixo do ponto de fusão. Do ponto de vista do processo de fundição, favorece a diminuição da contração interna durante o resfriamento e a melhoria da usinabilidade das peças fundidas. Entretanto, ao contrário do silício, acarreta fragilidade a quente e menor fluidez, além de reduzir a resistência à corrosão [1]. A fragilidade a quente é maior no limite de solubilidade sólida, quando a quantidade de eutético na liga é mínima. No sistema Al-Si-Cu não se formam fases ternárias, as fases em equilíbrio são Al2Cu e silício. Numa liga de alumínio a presença de um segundo elemento de liga normalmente reduz a solubilidade sólida do primeiro e vice-versa. A solidificação em condições de não equilíbrio praticamente não altera as características de cada fase presente na liga [3].
O magnésio, ao ser adicionado às ligas Al-Si, torna as mesmas termicamente tratáveis, devido à formação da fase Mg2Si, que é a responsável pelo endurecimento das ligas Al-Mg-Si (série 6XXX). Entretanto, no caso das ligas Al-Si o teor de magnésio não poder ser muito elevado a ponto de dificultar a fundição, devido à formação da borra (oxidação excessiva do banho). Por outro lado, o magnésio melhora a resistência à corrosão e a usinabilidade [1].
O titânio é adicionado em pequenos teores (de 0,05 a 0,20 %) como refinador de grão, tendo como conseqüência o aumento da resistência à tração e da dutilidade, reduzindo porém a condutividade térmica [1].
O boro é empregado em teores ainda mais baixos (até 0,01%), juntamente com o titânio, tem por efeito reforçar o efeito deste e torná-lo mais duradouro em caso de refusões [1].
Outros elementos podem ser adicionados de modo complementar para a obtenção de efeitos específicos. É o caso do ferro, manganês, cromo, níquel e zinco. O ferro, por exemplo, é adicionado para reduzir a contração, mas também

ajuda a refinar o grão e favorece a extração das peças fundidas ao molde, diminuindo o agarramento. Entretanto, seu teor deve ser controlado, geralmente entre 0,15 a 1,2 %, pois acima desta faixa causa sérios prejuízos às propriedades mecânicas [1]. O manganês age como refinador de grão e permite reduzir a contração durante o resfriamento/solidificação, além de proporcionar melhoria na resistência à tração em alta temperatura. Entretanto, seu teor não pode ser muito elevado, já que nesse caso, juntamente com o ferro, leva à formação de partículas grosseiras que causam perda de dutilidade [1]. O cromo é utilizado como refinador de grão, ao ser adicionado juntamente como o titânio. Também é usado para diminuir a incidência de trincas resultantes de tensões e de corrosão sob tensão, além de proporcionar aumento de resistência mecânica em temperaturas elevadas [1]. O níquel permite melhorar a estabilidade dimensional e a resistência mecânica em temperaturas elevadas, sendo portanto muito usado na fabricação de pistões para motores. Entretanto, um teor de níquel da ordem de 5 % causa elevada contração. Sendo assim, comercialmente utiliza-se o níquel em teores que vão de 0,5 a 3 % [1]. O zinco, especialmente quando adicionado conjuntamente com o magnésio, resulta em maior resistência ao impacto, alta resistência à tração e ótima dutilidade. Em ligas que contêm cobre pequenos teores de zinco proporcionam melhor usinabilidade. Contudo, altos teores de zinco apresentam inconvenientes tais como a fragilidade a quente elevada contração.
As tabelas 4.1 e 4.2 apresentam a composição química e as propriedades mecânicas de algumas ligas Al-Si com muito usadas na fabricação de peças fundidas [3].
Tabela 4.1 - Composição química nominal de algumas ligas Al-Si fundidas (% em massa).
Liga Si Fe Cu Mg Zn Al 413.0 12 2,0 máx 1,0 máx 0,10 máx - Bal. A 413.0 12 1,3 máx 1,0 máx 0,10 máx - Bal. 443.0 5,25 0,8 máx 0,6 máx 0,05 máx 0,50 máx Bal. A 443.0 5,25 0,8 máx 0,30 máx 0,05 máx 0,50 máx Bal. B 443.0 5,25 0,8 máx 0,15 máx 0,05 máx 0,35 máx Bal. C 443.0 5,25 2,0 máx 0,6 máx 0,10 máx 0,50 máx Bal. 444.0 7,0 0,6 máx 0,25 máx 0,10 máx 0,35 máx Bal. A 444.0 7,0 0,20 máx 0,10 máx 0,05 máx 0,10 máx Bal.
Tabela 4.2 - Propriedades mecânicas de duas ligas Al-Si fundidas em molde de areia.
Liga Têmpera Resistência à tração (MPa)
Resistência ao escoamento (MPa)
Alongamento (%)
Dureza Brinell
443.0 F 131 55 8,0 40 A 444.0 F 145 62 9,0 - A 444.0 T4 159 62 12,0 -
Ligas Al-Mg
As ligas Al-Mg (série 5XXX) constituem um importante grupo de ligas de alumínio não tratáveis termicamente, ou sejam, não são endurecíveis por tratamento térmico de solubilização e envelhecimento, mas sim por solução sólida e encruamento (trabalho mecânico). Além desse ganho de resistência mecânica, o magnésio permite a essas ligas manterem um elevado nível de dutilidade, assim como excelente resistência à corrosão e soldabilidade [3].
A temperatura eutética dessas ligas é 450 ºC e o teor de magnésio que corresponde ao ponto eutético é de 35 %. A fase em equilíbrio com o alumínio é a Al3Mg2 (37,3 % de magnésio), embora esta composição esteja um pouco fora da faixa que corresponde a essa estequiometria (34,8 a 37,1 %). A fase Al8Mg5 (36% de magnésio) corresponde à composição da fase sólida e é muito facilmente encontrada nas ligas Al-Mg. A solidificação em equilíbrio termodinâmico só pode ser obtida com taxas de resfriamento inferiores a 0,000005 ºC/h. A solidificação em condições de não equilíbrio leva à segregação, com a fase Al8Mg5 aparecendo para teores de magnésio tão baixos como 4 ou 5 %. Esta fase é frágil abaixo de 330 ºC, mas apresenta alguma plasticidade em temperaturas mais altas [3].
Entretanto, como a solubilidade do magnésio no alumínio é elevada, na maioria das vezes o alumínio permanece em solução sólida no magnésio, embora à medida que o teor de magnésio aumenta o mesmo passa a aparecer no eutético contendo Al3Mg2. Quando o teor de silício nas ligas Al-Mg é relativamente alto (cerca de 0,5 %, por exemplo), forma-se a fase Mg2Si, a mesma fase responsável pelo endurecimento por precipitação nas ligas Al-Mg-Si (série 6XXX). Nas ligas Al-Mg quando o teor de magnésio supera 3,5 % a fase Al3Mg2 pode se precipitar nos contornos de grão ou dentro dos grãos, o que geralmente ocorre mediante aquecimento a temperaturas relativamente baixas. O cromo é um elemento de liga importante e pode formar dispersóides do tipo Al18Cr2Mg3. Quando o manganês está presente as fases ricas em ferro tornam-se complexas, havendo a formação de dispersóides do tipo Al6Mn, mas que também podem conter cromo. O trabalho a frio de ligas Al-Mg produz acentuadas bandas de deformação, decoradas por precipitados ricos em magnésio [3].
As ligas Al-Mg são aquelas que possuem a melhor combinação de resistência mecânica, resistência à corrosão e dutilidade, possuindo propriedades mecânicas intermediárias entre as das ligas da série 3XXX (Al-Mn) e as ligas endurecíveis por precipitação (Al-Cu, Al-Mg-Si e Al-Zn-Mg, séries 2XXX, 6XXX e 7XXX respectivamente) [1]. São utilizadas em aplicações nas quais se exige razoável resistência mecânica com excelente resistência à corrosão. Ligas Al-Mg com teores variando entre 3 e 5 % são muito utilizadas na indústria naval, na fabricação de diversos componentes de navios [2]. As ligas 5042, 5352, 5082 e 5182 são usadas na fabricação de tampas para latas de bebidas, mais freqüentemente as ligas 5082 e 5182. A liga 5182, assim como a 5052, também é usada na indústria automobilística. As ligas 5356, 5554 e 5556 são usadas como metais de adição na soldagem [3].
As ligas Al-Mg de uso comercial mais antigo são a 5052, 5154 e 5056. Existem poucas ligas Al-Mg essencialmente binárias como a 5005 e a 5050, já que a maioria contém elementos formadores de dispersóides, tais como o cromo, o manganês e o titânio, em um total que pode variar de 0,25 a 1 %. A liga Al-Mg com maior resistência mecânica é a 5456 , seguida de perto pela 5083 e, num nível mais baixo, pela 5086. Outras ligas com menor resistência mecânica são a 5454, 5082 e 5182. Os mais baixos níveis de resistência mecânica correspondem às ligas binárias (5005 e 5050) [3].
Produtos trabalhados mecanicamente de ligas Al-Mg estão sempre disponíveis na têmpera O (recozido) e em uma ou mais das têmperas H1, H2 e H3 (trabalhadas com diferentes níveis de encruamento). As ligas Al-Mg combinam uma ampla faixa de níveis de resistência mecânica com a facilidade de serem conformadas e soldadas (inclusive processos de soldagem a arco), além da elevada resistência à corrosão. A resistência mecânica da solda em ligas Al-Mg eqüivale às de outras ligas recozidas, além de apresentar boa dutilidade. Ligas com teores de magnésio superiores a 3,5 % apresentam menor soldabilidade do que ligas com teores de magnésio mais elevados. Entra as ligas usadas na fabricação de eletrodos de soldagem estão a 5356, a 5554 e a 5556. Em geral as ligas usadas como metais de adição são semelhantes ao metal base que está sendo soldado, com exceção da adição de titânio necessária para o refino dos grãos da microestrutura do metal de solda [3].
Embora as ligas Al-Mg estejam classificadas como ligas não endurecíveis por precipitação, por não apresentarem ganho de dureza devido à precipitação, em ligas como a 5083, 5086, 5056 e 5456 o teor de magnésio supera o limite de solubilidade, fazendo com que, em condições termodinamicamente favoráveis como temperaturas elevadas, ou mesmo longos tempos à temperatura ambiente, ocorrer precipitação das fases Al3Mg2, Al3Mg5 ou Al8Mg5 nos contornos de grão, que, em vez de proporcionar algum ganho de dureza, causa problemas como aumento da susceptibilidade à corrosão nos contornos de grão e diminuição da resistência à corrosão sob tensão. Esse problema resultou no desenvolvimento da têmpera (grau de encruamento) H116, de modo a eliminar, ou minimizar, essa instabilidade, permitindo um melhor aproveitamento das propriedades mecânicas e outras características favoráveis dessas ligas, que fazem com que elas sejam muito usadas para aplicações nas quais se deseja maior resistência mecânica do que a do alumínio comercialmente puro (série 1XXX). A elevada resistência mecânica e a boa soldabilidade dessas ligas fizeram com que elas estejam entre as ligas preferidas para algumas aplicações
estruturais, para uso na fabricação de meios de transporte, nas indústrias de processamento e também para usos militares, nos quais se deseja boas propriedades balísticas e criogênicas [3].
As ligas Al-Mg também se destacam por uma ampla faixa de resistência e capacidade de apresentar excelente qualidade de acabamento superficial, como brilho intenso e baixa rugosidade. Essa combinação favorável amplia significativamente o uso dessas ligas, que com baixos teores de ferro e tratamentos adequados podem ser usadas na fabricação de acessórios para automóveis, componentes arquitetônicos e outras aplicações decorativas. As ligas geralmente usadas nessas aplicações são as ligas 5X57 e as ligas de uso mais geral, como a 5005 e a 5050. A estreita limitação dos teores de impurezas de muitas ligas 5X57 é um importante fator que contribui para a obtenção de acabamentos uniformes e brilhantes. O melhor acabamento é obtido para os níveis de impurezas mais baixos, como nas ligas 5252 e 5657 [3].
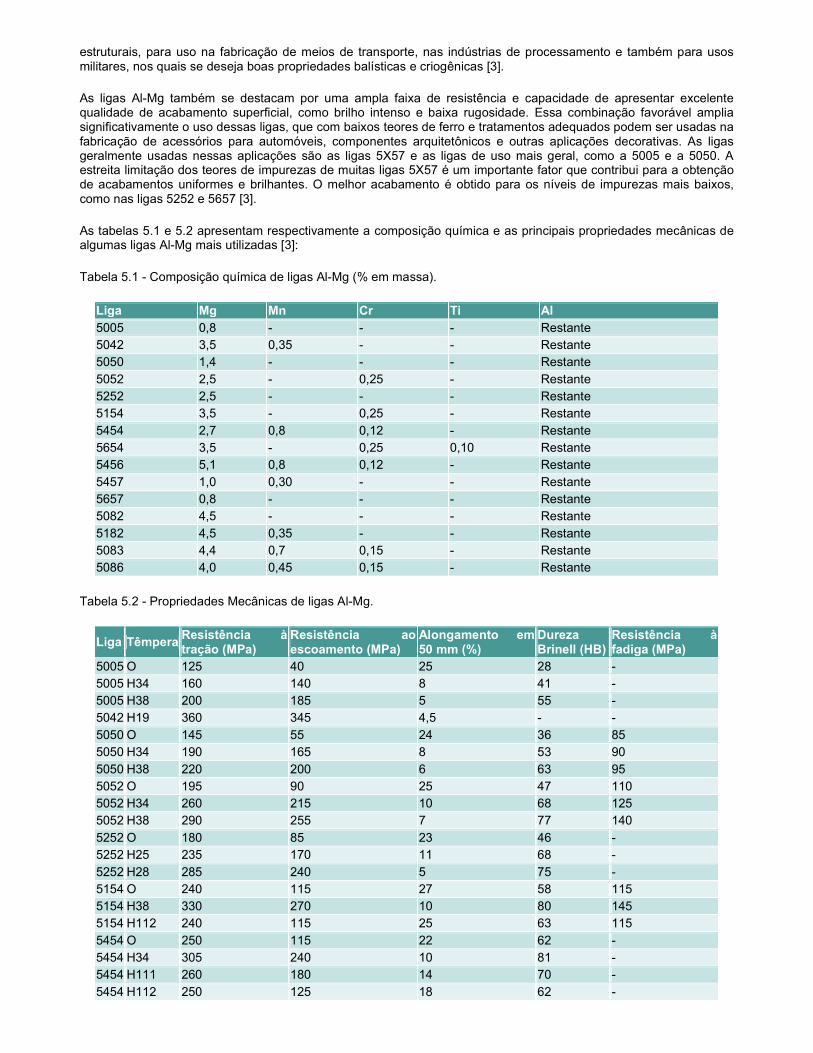
As tabelas 5.1 e 5.2 apresentam respectivamente a composição química e as principais propriedades mecânicas de algumas ligas Al-Mg mais utilizadas [3]:
Tabela 5.1 - Composição química de ligas Al-Mg (% em massa).
Liga Mg Mn Cr Ti Al 5005 0,8 - - - Restante 5042 3,5 0,35 - - Restante 5050 1,4 - - - Restante 5052 2,5 - 0,25 - Restante 5252 2,5 - - - Restante 5154 3,5 - 0,25 - Restante 5454 2,7 0,8 0,12 - Restante 5654 3,5 - 0,25 0,10 Restante 5456 5,1 0,8 0,12 - Restante 5457 1,0 0,30 - - Restante 5657 0,8 - - - Restante 5082 4,5 - - - Restante 5182 4,5 0,35 - - Restante 5083 4,4 0,7 0,15 - Restante 5086 4,0 0,45 0,15 - Restante
Tabela 5.2 - Propriedades Mecânicas de ligas Al-Mg.
Liga Têmpera Resistência à tração (MPa)
Resistência ao escoamento (MPa)
Alongamento em 50 mm (%)
Dureza Brinell (HB)
Resistência à fadiga (MPa)
5005 O 125 40 25 28 - 5005 H34 160 140 8 41 - 5005 H38 200 185 5 55 - 5042 H19 360 345 4,5 - - 5050 O 145 55 24 36 85 5050 H34 190 165 8 53 90 5050 H38 220 200 6 63 95 5052 O 195 90 25 47 110 5052 H34 260 215 10 68 125 5052 H38 290 255 7 77 140 5252 O 180 85 23 46 - 5252 H25 235 170 11 68 - 5252 H28 285 240 5 75 - 5154 O 240 115 27 58 115 5154 H38 330 270 10 80 145 5154 H112 240 115 25 63 115 5454 O 250 115 22 62 - 5454 H34 305 240 10 81 - 5454 H111 260 180 14 70 - 5454 H112 250 125 18 62 -

5056 O 290 150 35 65 140 5056 H18 435 405 10 105 150 5056 H38 415 345 15 100 150 5456 O 310 160 24 - - 5456 H112 310 165 22 - - 5456 H116 350 255 16 90 - 5457 O 130 50 22 32 - 5457 H25 180 160 12 48 - 5457 H28 205 185 6 55 - 5657 O 110 40 25 28 - 5657 H25 160 140 12 40 - 5657 H28 195 165 7 50 - 5082 H19 395 370 4 - - 5182 O 275 130 21 - - 5182 H19 420 395 4 - - 5083 O 290 145 22 - - 5083 H116 315 230 16 - 160 5086 O 260 115 22 - - 5086 H34 325 255 10 - - 5086 H112 270 130 14 - - 5086 H116 290 205 12 - -
Ligas Al-Mg-Si
Nas ligas da série 6XXX o magnésio e o silício combinam-se para formar o composto intermetálico Mg2Si, que antes de atingir o equilíbrio no superenvelhecimento, é o responsável pelo endurecimento dessas ligas. A solubilidade da fase Mg2Si (beta) na matriz rica em alumínio (alfa) aumenta com a elevação da temperatura. O tratamento de solubilização e envelhecimento artificial controlado permite a precipitação da segunda fase (beta) a partir de uma solução sólida supersaturada. Isso favorece a formação de precipitados finos e uniformemente distribuídos, que acarretam um substancial aumento na dureza do material [3,5,6].
O aumento da dureza com o tempo e a temperatura de envelhecimento estão relacionados com o crescimento das partículas de segunda fase, desde dimensões características de zonas de Guinier-Preston [7] até partículas com menor grau de coerência [8,9]. A queda de dureza, que ocorre para tratamentos térmicos em altas temperaturas e/ou longos tempos de envelhecimento, está relacionada com o crescimento excessivo dos precipitados, favorecendo o movimento das discordâncias quando de uma solicitação mecânica, o que possibilita o amolecimento da liga, e que caracteriza o superenvelhecimento [8].
Em temperaturas de envelhecimento da ordem de 200ºC, a precipitação nestas ligas tem uma cinética relativamente rápida. O processo inicia-se através da formação de aglomerados (clusters) de átomos de silício, uma vez que a solubilidade do silício no alumínio é menor do que a do magnésio. Esses aglomerados estão distribuídos homogeneamente através da matriz. As lacunas retidas com o resfriamento rápido favorecem o aumento da difusividade dos átomos de silício, acelerando o processo [10-14].
Aos poucos, os átomos de magnésio difundem-se para esses aglomerados de silício e ligando-se a estes formam as chamadas zonas de Guinier-Preston (GP). A formação das zonas GP a 200ºC é rápida. Estas possuem formato aproximadamente esférico e à medida que crescem, transformam-se em precipitados com forma de agulhas, conhecidos na literatura como beta" [5,7]. Ao contrário dos precipitados intermediários, as zonas GP não têm estrutura cristalina definida, caracterizando-se por desordem interna [15]. Essas zonas podem atuar como núcleos para a formação de precipitados intermediários [16-18]. Outros tipos de heterogeneidades, como discordâncias e contornos de grão, podem favorecer a nucleação de precipitados [7, 9]. Enquanto alguns pesquisadores [3,5,16,17] afirmam que o processo de precipitação é contínuo, outros consideram-no descontínuo, ou seja, que a formação de determinados tipos de precipitados ocorreria a partir da dissolução dos precipitados anteriores.
Após algum tempo de envelhecimento a 200ºC formam-se os precipitados beta" [3,16,17]. O precipitado de transição desenvolve-se por um processo de ordenamento do espaçamento e do arranjo atômico nos aglomerados de átomos de magnésio e silício [19].
Prolongando-se o envelhecimento a 200ºC surgem os precipitados beta', que originam-se do crescimento e transformação dos precipitados beta". Esses dois precipitados são bem distintos: enquanto beta" é totalmente coerente, beta' é semi-coerente, além das diferenças quanto ao tamanho (os precipitados beta" são bem menores que os beta') e forma (beta" em forma de agulhas e beta' em forma de bastonetes) [20]. Os valores máximos de dureza obtidos nestas ligas Al-Mg-Si estão associados à presença dos precipitados metaestáveis beta" e beta' [3].
Para tempos de envelhecimento a 200ºC muito longos surge o precipitado de equilíbrio b, completamente incoerente com a matriz. Este precipitado, cuja composição química corresponde à relação estequiométrica Mg2Si, possui forma de plaqueta e dimensões relativamente grandes. Sua presença está associada ao amolecimento da liga acarretado pelo superenvelhecimento. A seqüência de precipitação nas ligas Al-Mg-Si seria portanto a seguinte [3,5]:
Solução sólida --> zonas GP (esféricas) --> beta" (agulhas) --> beta' (bastonetes) --> b (plaquetas quadradas) : Mg2Si.
• Ligas Al-Mg-Si-Cu
A introdução de elevados teores de cobre (da ordem de 0,7 a 1,0 %) nas ligas da série 6XXX enriquece estas ligas com outros tipos de precipitados endurecedores além de beta" (em forma de agulhas) e beta' (em forma de bastonetes). Foram identificados também, nestas ligas que contêm cobre, precipitados em forma de ripas, ainda não identificados, mas que podem ser precipitados intermediários da fase Q'(composição aproximada: Al4Cu2Mg8Si7), da fase theta" (Al2Cu) ou da fase S' (Al2CuMg). É possível que todas essas fases estejam presentes nas ligas Al-Mg-Si-Cu [21-24].
Chakrabarti e outros [25] afirmam que, ao contrário das fases beta", Q' e theta", é improvável, do ponto de vista da termodinâmica, a presença das fases S' ou S (resultante da transformação da fase S' mencionada em precipitados termodinamicamente estáveis) nas ligas Al-Mg-Si-Cu e que estas fases não poderiam coexistir com as fases Q' e Q (analogamente proveniente da transformação da fase Q' em precipitados de equilíbrio) , presentes nas ligas com teor de silício razoavelmente alto. A fase Q' teria a mesma morfologia (forma de ripas alongadas) e estrutura cristalina da

fase Q (hexagonal compacto: a = 1,04 nm e c = 0,405 nm) diferenciando-se desta somente pelas menores dimensões e pelo fato de ser coerente. Para tempos de envelhecimento mais prolongados, a tendência é o aumento da presença da fase Q' quando comparada com a fase beta", que predomina no início do envelhecimento [25-28]. Ao contrário da fase beta", que apresenta seção reta circular, a fase Q' possui seção reta retangular. O grande efeito de endurecimento por precipitação associado à presença desta fase explicaria o ganho de dureza e de resistência mecânica associado às adições de cobre às ligas Al-Mg-Si. A fase Q' (e a Q) também pode ser encontrada em ligas Al-Cu-Mg (série 2XXX) com adições de silício. Considerando-se as regiões de estabilidade das diferentes fases endurecedoras em função dos teores de magnésio, silício e cobre, verifica-se que a composição da liga 6013, que possui um pequeno excesso de silício, corresponde à presença das fases beta", theta", Q' e Si (aglomerados de átomos de silício) [25].
Além do cobre, outro elemento importante nestas ligas é o manganês, embora em teores mais baixos, da ordem de 0,3 a 0,6 %. Este elemento combina-se com o ferro e o silício para formar as fases AlFeMnSi e Al15Mn3Si2 [21,22]. Quando o teor de ferro é muito alto, quando comparado com o teor de manganês, predomina a fase AlFeSi, que é tanto mais grosseira, quanto maior o teor de ferro. Nesse caso, esta fase é conhecida como b-AlFeSi [29-34]. Quando o teor de ferro é mais baixo e o teor de manganês relativamente baixo, ainda predomina a fase AlFeSi, embora esta se apresente sob a forma de partículas bem mais finas, denominando-se então fase alfa-AlFeSi. Quando o teor de manganês é semelhante ao teor de ferro, prepondera a fase AlFeMnSi, uma vez que boa parte dos átomos de ferro são substitídos por átomos de manganês [34].Quando o teor de ferro é bem mais baixo que o teor de manganês, prepondera a fase AlMnSi, que se apresenta sob a forma de dispersóides finos, quando o teor de manganês é alto. O tamanho e a distribuição dessas fases influi bastante sobre o comportamento da liga 6013 no que se refere à recristalização. As partículas finas (dispersóides com maior teor de manganês) atuam como obstáculos ao movimento dos contornos de grão, retardando a recristalização e o crescimento de grão [21,35]. Por outro lado, as partículas grosseiras (mais ricas em ferro) favorecem a recristalização, na medida em que com a deformação, a região adjacente a estas partículas grosseiras apresentam maior grau de deformação (maior densidade de discordâncias) e por isso atuam como sítios mais eficazes para a nucleação preferencial de grãos recristalizados [21,35]. Além disso, o livre caminho médio para a migração de contornos é maior entre estas partículas mais grosseiras, que portanto não retardam de modo significativo a recristalização. Deste modo, o material que contém partículas grosseiras tem a recristalização acelerada em comparação com o que contém partículas finas [21,22,35].
Sendo assim, ao passo que o cobre influi no endurecimento por precipitação da liga, o manganês afeta a cinética de recristalização da mesma.
• Processamento e aplicações das ligas da série 6xxx
As ligas da série 6xxx apresentam duas características que justificam o seu uso mais freqüente quando comparadas às demais ligas de alumínio: a capacidade de endurecimento por precipitação (são termicamente tratáveis) aliada à facilidade de serem extrudadas. Estas ligas apresentam elevada dutilidade, que permite o seu uso em operações que acarretam elevados graus de deformação, como a extrusão. Por esse motivo, as ligas Al-Mg-Si representam a maior parte do volume de ligas de alumínio extrudadas [36-41].
Além da maior facilidade de serem trabalhadas, quando comparadas com as demais ligas termicamente tratáveis (Al-Zn-Mg e Al-Cu) [36,37], as ligas Al-Mg-Si apresentam maior soldabilidade [42] e maior resistência à corrosão [3] do que as demais ligas termicamente tratáveis (Al-Zn-Mg e Al-Cu). Assim, as ligas da série 6xxx são as mais utilizadas comercialmente.
Com o objetivo de superar as limitações das ligas Al-Mg-Si para aplicações em que se exige níveis de resistência mecânica mais elevados, recentemente foram introduzidas as ligas Al-Mg-Si-Cu: 6013, 6056 e 6111 [21,22,24,43-45]. A adição de elevados teores de cobre permite obter resistência mecânica bem mais alta do que a das tradicionais ligas Al-Mg-Si sem cobre, atingindo valores comparáveis às das ligas da série 2xxx, sem contudo prejudicar sensivelmente as características que favorecem a sua utilização em processos como extrusão e soldagem [21,22,24].
As ligas de alumínio da série 6xxx são utilizados em uma ampla variedade de aplicações, desde o uso em perfis de arquitetura, como é o caso das ligas mais diluídas e conseqüentemente de menor resistência mecânica, como a 6063 e a 6060, até as chamadas ligas de aplicação estrutural com maiores teores de elementos de liga e maior dureza, como a 6061 e a 6351, com grande potencial de aplicação na indústria automobilística [36-40] Para aplicações na indústria aeronáutica normalmente utilizam-se as ligas das séries 2xxx e 7xxx. As novas ligas Al-Mg-Si-Cu podem não só substituir as tradicionais ligas Al-Mg-Si de aplicação estrutural (como a 6061) como também podem ser usadas em várias aplicações na indústria aeronáutica ainda reservadas às ligas Al-Cu e Al-Zn-Mg [46-48].
Entretanto, como a introdução destas ligas Al-Mg-Si-Cu no mercado é ainda muito recente, é muito importante uma investigação quanto à microestrutura e propriedades para uma avaliação precisa de seu potencial, uma vez que não há muitos dados disponíveis sobre este novo subgrupo de ligas na literatura. Entretanto, a partir dos primeiros estudos, com ênfase na análise de propriedades mecânicas como dureza e resistência à tração, já se pode dizer que
essas novas ligas poderão ser aplicadas em diversos componentes do automóvel, como o chassi, carroceria, barra de direção, rodas, painéis internos e externos entre vários outros [2,49].
Além das ligas trabalhadas da série 6xxx, no grupo das ligas que contêm Si, Mg e Cu como seus principais elementos de liga, devem ser mencionadas as ligas fundidas da série 3xx.x, entre as quais as ligas 380.0, 356.0, 390.0,360.0, 359.0, 357.0, 355.0, 332.0, 319.0, 324.0, 384.0, 364.0, 392.0 e 336.0 [1,3].
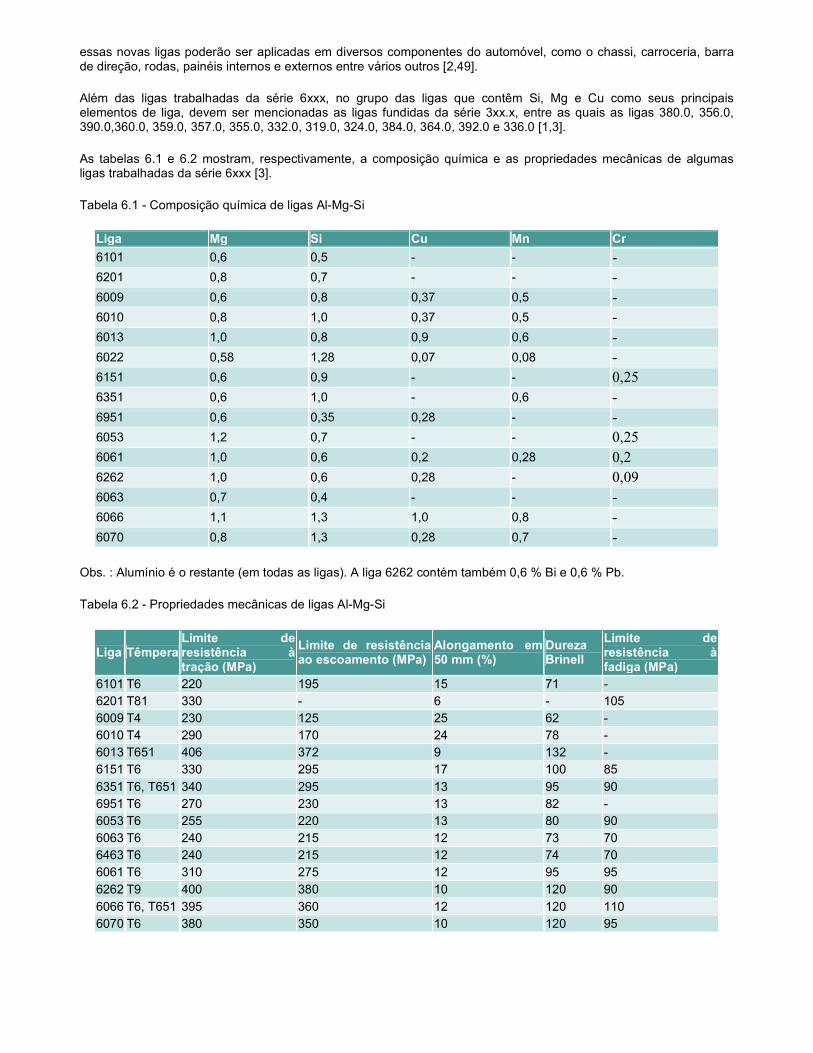
As tabelas 6.1 e 6.2 mostram, respectivamente, a composição química e as propriedades mecânicas de algumas ligas trabalhadas da série 6xxx [3].
Tabela 6.1 - Composição química de ligas Al-Mg-Si
Liga Mg Si Cu Mn Cr 6101 0,6 0,5 - - - 6201 0,8 0,7 - - - 6009 0,6 0,8 0,37 0,5 - 6010 0,8 1,0 0,37 0,5 - 6013 1,0 0,8 0,9 0,6 - 6022 0,58 1,28 0,07 0,08 - 6151 0,6 0,9 - - 0,25 6351 0,6 1,0 - 0,6 - 6951 0,6 0,35 0,28 - - 6053 1,2 0,7 - - 0,25 6061 1,0 0,6 0,2 0,28 0,2 6262 1,0 0,6 0,28 - 0,09 6063 0,7 0,4 - - - 6066 1,1 1,3 1,0 0,8 - 6070 0,8 1,3 0,28 0,7 -
Obs. : Alumínio é o restante (em todas as ligas). A liga 6262 contém também 0,6 % Bi e 0,6 % Pb.
Tabela 6.2 - Propriedades mecânicas de ligas Al-Mg-Si
Liga Têmpera Limite de resistência à tração (MPa)
Limite de resistência ao escoamento (MPa)
Alongamento em 50 mm (%)
Dureza Brinell
Limite de resistência à fadiga (MPa)
6101 T6 220 195 15 71 - 6201 T81 330 - 6 - 105 6009 T4 230 125 25 62 - 6010 T4 290 170 24 78 - 6013 T651 406 372 9 132 - 6151 T6 330 295 17 100 85 6351 T6, T651 340 295 13 95 90 6951 T6 270 230 13 82 - 6053 T6 255 220 13 80 90 6063 T6 240 215 12 73 70 6463 T6 240 215 12 74 70 6061 T6 310 275 12 95 95 6262 T9 400 380 10 120 90 6066 T6, T651 395 360 12 120 110 6070 T6 380 350 10 120 95
Ligas Al-Zn Entre as ligas da série 7XXX (Al-Zn) destacam-se os subgrupos Al-Zn-Mg e Al-Zn-Mg-Cu. Assim como as ligas Al-Cu e Al-Mg-Si são ligas endurecíveis por precipitação, ou seja, mediante tratamento térmico controlado em condições específicas, geralmente de solubilização e envelhecimento, apresentam ganhos significativos de dureza. Encontram sua principal aplicação na fabricação de aviões, uma vez que essas ligas da série 7XXX são aquelas que atingem os níveis mais elevados de resistência mecânica entre as ligas de alumínio [3]. As temperaturas solvus (temperatura acima da qual os elementos de liga entram sem solução) das ligas da série 7XXX são relativamente baixas quando comparadas com outros tipos de liga de alumínio. Uma temperatura típica de solubilização de uma liga Al-Zn-Mg seria em torno de 480 ºC, enquanto para uma liga Al-Mg-Si seria aproximadamente 560 ºC [3].
O zinco, por si só, é altamente solúvel no alumínio e não exerce influência apreciável na microestrutura de uma liga simples como a 7072. Entretanto, o tipo de liga Al-Zn mais freqüentemente usado contém também magnésio e cobre, assim como elementos adicionais como cromo, manganês e zircônio, além do ferro e do silício normalmente presentes mesmo como impurezas. Nesse tipo de liga as fases em equilíbrio com a matriz rica em alumínio são a fase heta, também chamada M (MgZn2), T (Al2Mg3Zn3) e a fase beta (Al3Mg5). Esta última somente aparece quando o teor de magnésio é muito mais alto que o teor de alumínio. Além da formação da fase heta (M) endurecedora, o magnésio tem importante efeito no endurecimento por solução sólida [3].
O endurecimento por precipitação nas ligas que contêm zinco em excesso (em relação ao magnésio) ocorre em uma seqüência que se inicia com a formação de zonas GP a partir da solução sólida supersaturada, seguida pelo aparecimento dos precipitados coerentes metaestáveis M' até chegar na fase de equilíbrio M, já na etapa de superenvelhecimento, caracterizada pela queda de dureza. Se o teor de magnésio for um pouco mais alto que o de zinco, ocorre seqüência de precipitação semelhante, havendo entretanto a formação da fase T ao invés da fase M [3].
Nas ligas quaternárias que contêm cobre, o zinco é o principal elemento de liga, mas o teor de magnésio é superior ao teor de cobre. A composição da fase M varia de MgZn2 até AlCuMg e pode ser descrita como Mg(Al,Cu,Zn)2. A fase T varia de Al2Mg3Zn3 até Al6CuMg4 e pode ser descrita como Mg3(Al,Cu,Zn)5. Se o teor de cobre for muito alto aparece a fase S (Al2CuMg), cuja variação de composição é pouco significativa. De um modo geral nas zonas GP e precipitados coerentes o teor de cobre é menor do que nos precipitados de equilíbrio. O ferro, o silício e o manganês interagem uns com os outros e também com o cobre e com o magnésio. O cromo reage com o alumínio e o magnésio para formar um dispersóide [3].
Ao ser fundida, e antes de ser trabalhada, a liga 7075 forma uma ou mais variantes de Al12(Fe,Cr)3Si, Mg2Si e um pseudo-binário eutético feito de alumínio e MgZn2. Esta fase contém alumínio e cobre como substitutos parciais do zinco e pode ser descrita como Mg(Zn,Cu,Al)2. O tratamento térmico posterior faz com que as fases ricas em ferro transformem-se em Al7Cu2Fe. A fase Mg2Si é relativamente insolúvel e tende a se esferoidizar até certo ponto. A fase Mg(Zn,Cu,Al)2 rapidamente começa a se dissolver , ao mesmo tempo que formam-se alguns precipitados de Al2CuMg, os quais necessitam de altas temperaturas e longos tempos para serem completamente dissolvidos. O cromo se precipita da solução sólida supersaturada como dispersóides de Al18Cr2Mg8, concentrado principalmente nas regiões dendríticas primárias. Uma liga Al-Zn-Mg bem solubilizada contém apenas Al7Cu2Fe, Al12(Fe,Cr)3Si e Mg2Si e o dispersóide mencionado. Os grãos recristalizados são muito alongados ou achatados por causa do bandeamento de dispersóides e regiões não recristalizadas não são incomuns. As regiões não recristalizadas são formadas por subgrãos muito finos cujos contornos são decorados por precipitados endurecedores. Isso é mais óbvio nas estruturas trabalhadas a quente, principalmente nas regiões mais próximas à superfície, onde a deformação crítica levou à formação de grãos recristalizados grosseiros. Os dispersóides inibem a recristalização, mas favorecem a formação de subgrãos finos. A fase Al3Zr é coerente com a matriz tem efeitos semelhantes [3].
O recozimento nas ligas termicamente tratáveis tem dois propósitos: a remoção dos efeitos do trabalho a frio residual e a precipitação de soluto a partir da solução sólida. O último é acompanhado por um resfriamento lento controlado, resultando numa distribuição aleatória de precipitados. A presença desses precipitados densamente distribuídos torna a difícil a revelação da estrutura de grãos resultante da têmpera O (recozida) [3].
Outras ligas da série 7XXX de média e alta resistência mecânica representam variações da liga 7075. A liga 7050, com mais altos teores de cobre e zinco possui maior quantidade de Al2CuMg para ser dissolvido na temperatura de solubilização. Ligas mais diluídas podem mais facilmente dissolver todas as fases ricas em zinco. Sinais de superaquecimento nas ligas da série 7XXX estão geralmente relacionados com regiões segregadas com concentração incomum de Al2CuMg. A liga homogênea tem uma temperatura solidus de equilíbrio muito acima da faixa de tratamento térmico. Entretanto, se há presença acentuada de Al2CuMg, taxas de aquecimento muito rápidas podem resultar no aparecimento de rosetas, devido à insuficiência de tempo para a difusão e dissolução da partícula, antes de se atingir a temperatura eutética de não equilíbrio [3].
Apesar de sua elevada resistência mecânica, as ligas Al-Zn-Mg foram estudadas por muito tempo, principalmente com o intuito de superar a desvantagem significativa causada por sua baixa resistência à corrosão sob tensão. Embora a liga 7076 tenha sido introduzida na fabricação de aeronaves em 1940, somente com o desenvolvimento da
liga 7075, introduzida em 1943, esse tipo de liga ganhou maior presença na indústria aeronáutica. Uma nova versão, com maior resistência mecânica, a liga 7178 apareceu em 1951. A liga de alumínio com maior resistência mecânica já produzida comercialmente, a 7001, foi introduzida em 1960. Entretanto, dificuldades de produção, baixa tenacidade e baixa resistência mecânica na têmpera T73 inviabilizaram seu uso extensivo. Mais recentemente ligas 7X49 e 7X50, assim como novas versões de mais alta pureza da liga 7075 têm sido empregadas em maior escala devido à sua alta resistência mecânica e maior dutilidade. Quando essas ligas Al-Zn-Mg são razoavelamente superenvelhecidas nas têmperas T7X a resistência mecânica atingida é inferior à da têmpera T6, mas consegue-se praticamente a imunidade à corrosão sob tensão [3].
As ligas 7X49, 7X50, 7175 e 7475 nas têmperas T6X e particularmente nas têmperas T7X, assim como as ligas 2124, 2419 e 2048 nas têmperas T8X, apresentam uma combinação favorável de propriedades. Elas têm alta resistência mecânica, alta resistência à corrosão sob tensão, e quando submetidas a tratamentos térmicos e mecânicos especiais, alta resistência ao crescimento instável de trincas, ou seja, tenacidade à fratura [3].
Nos últimos anos as ligas Al-Zn-Mg têm recebido muita atenção. Essas ligas contêm teores reduzidos de zinco e magnésio com pequenas adições de manganês, cromo, titânio e zircônio. O cobre é eliminado ou limitado a teores muito baixos. Esse controle de composição química reflete-se na completa solubilização dos elementos de liga em temperaturas de tratamento térmico em contraste com as ligas de uso aeronáutico e alta resistência mecânica. Os níveis de resistência mecânica ótimos são atingidos mesmo com taxas de resfriamento lentas. A menor sensibilidade ao resfriamento destas ligas, permite que, quando usadas na fabricação de peças espessas sejam reduzidas as distorções e as tensões residuais. Isso é possível quando apenas zircônio (excluindo-se o cromo e o manganês) é adicionado para controlar o crescimento de grão [3].
A liga 7039 foi desenvolvida para aplicações em blindagem e a liga 7005, extrudada, foi desenvolvida para aplicações estruturais em meios de transporte. As ligas 7016 e 7029 foram introduzidas para aplicações em que se exige bom acabamento superficial em peças brilhantes como pára-choques. Estas ligas contêm cobre em níveis moderados (0,5 a 1,0 %) e nenhum inibidor de recristalização. Entretanto, neste caso são necessários cuidados especiais para evitar crescimento de grão e é necessário um processamento ótimo para evitar a corrosão sob tensão [3].
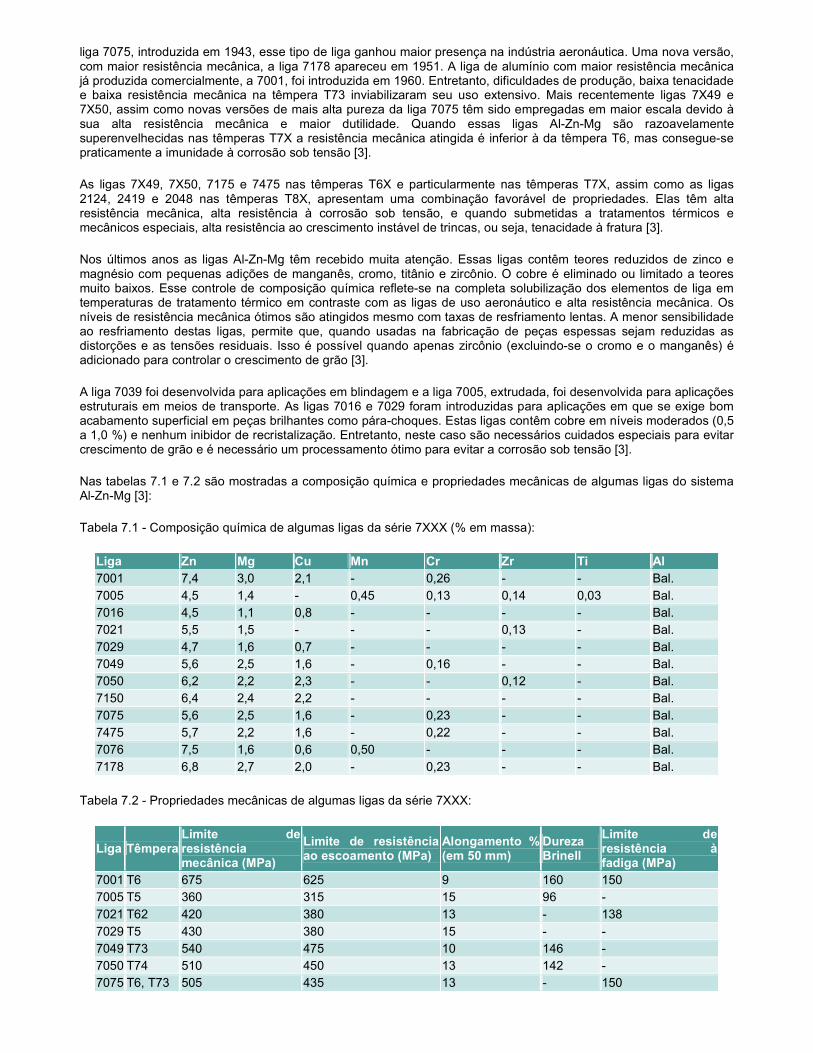
Nas tabelas 7.1 e 7.2 são mostradas a composição química e propriedades mecânicas de algumas ligas do sistema Al-Zn-Mg [3]:
Tabela 7.1 - Composição química de algumas ligas da série 7XXX (% em massa):
Liga Zn Mg Cu Mn Cr Zr Ti Al 7001 7,4 3,0 2,1 - 0,26 - - Bal. 7005 4,5 1,4 - 0,45 0,13 0,14 0,03 Bal. 7016 4,5 1,1 0,8 - - - - Bal. 7021 5,5 1,5 - - - 0,13 - Bal. 7029 4,7 1,6 0,7 - - - - Bal. 7049 5,6 2,5 1,6 - 0,16 - - Bal. 7050 6,2 2,2 2,3 - - 0,12 - Bal. 7150 6,4 2,4 2,2 - - - - Bal. 7075 5,6 2,5 1,6 - 0,23 - - Bal. 7475 5,7 2,2 1,6 - 0,22 - - Bal. 7076 7,5 1,6 0,6 0,50 - - - Bal. 7178 6,8 2,7 2,0 - 0,23 - - Bal.
Tabela 7.2 - Propriedades mecânicas de algumas ligas da série 7XXX:
Liga Têmpera Limite de resistência mecânica (MPa)
Limite de resistência ao escoamento (MPa)
Alongamento % (em 50 mm)
Dureza Brinell
Limite de resistência à fadiga (MPa)
7001 T6 675 625 9 160 150 7005 T5 360 315 15 96 - 7021 T62 420 380 13 - 138 7029 T5 430 380 15 - - 7049 T73 540 475 10 146 - 7050 T74 510 450 13 142 - 7075 T6, T73 505 435 13 - 150

7475 T7351 505 435 14 - - 7076 T61 510 470 14 150 - 7178 T6, T651 605 540 10 160 150

Outras ligas de alumínio Além das ligas classificadas pela Aluminum Association como ligas das séries 1XXX a 7XXX, existem outras ligas de alumínio, cujo principal elemento de liga é diferente dos elementos de liga mais significativos das ligas dessas séries. Entre estas estão as ligas alumínio-lítio, desenvolvidas nos anos 80 como possíveis alternativas às ligas da série 7XXX (Al-Zn) e que receberam a numeração da série 8XXX, como as ligas 8090 e 8091, por exemplo, além de diversos outros tipos de liga, cujos principais elementos de liga são outros que não o lítio, algumas dessas nem mesmo numeradas oficialmente pela AA. Estas ligas constituem o tema do presente capítulo. As ligas binárias Al-Li estão entre as de mais baixa densidade entre as ligas de alumínio, uma vez que a densidade do lítio é ainda mais baixa do que a do alumínio: apenas 0,534 g/cm3, contra 2,70 g/cm3 no caso do alumínio, enquanto a maioria dos principais elementos de liga geralmente adicionados ao alumínio têm densidade muito mais alta: 8,92 g/cm3 no caso do cobre, 7,14 g/cm3 no caso do zinco, 7,20 g/cm3 nos casos do manganês e do cromo. Sendo assim, enquanto a adição destes elementos de liga tem o efeito de aumentar a densidade da liga de alumínio, ao contrário do lítio. E como se sabe, uma das principais vantagens do uso das ligas de alumínio é a sua baixa densidade, que aliada a uma boa resistência mecânica que pode ser obtida por meio de diferentes tipos de tratamentos térmicos e mecânicos, as torna o tipo de material mais indicado para várias aplicações industriais. Nas ligas Al-Li o teor de lítio que corresponde à composição eutética é de 9,9 % de lítio e a temperatura eutética é 600 ºC. O lítio possui elevada solubilidade no alumínio (máximo de 5,2 %) e as ligas binárias mostram apreciável capacidade de endurecimento por precipitação, o qual se deve à formação da fase metaestável e ordenada delta' (Al3Li) sob a forma de precipitados finos e dispersos na matriz [3]. Além das ligas binárias Al-Li surgiram com certa presença no mercado outras ligas que contêm Li como um de seus principais elementos de liga, como as ternárias Al-Cu-Li e Al-Mg-Li. A adição de cobre às ligas do sistema binário alumínio-lítio reduz significativamente a solubilidade do lítio, para cerca de 1,5 % a 515 ºC. Para teores mais baixos de lítio, há 3 fases em equilíbrio com o alumínio: a TB, a T1 e a T2. A fase TB é a de composição Al7Cu4Li, correspondendo a 56,5 % de cobre e 1,5 % de lítio. A estrutura é semelhante à da fase theta' (precursora da fase theta: Al2Cu), formada nas ligas Al-Cu endurecíveis por precipitação. A fase T1 (Al2CuLi) contém cerca de cerca de 52,8 % de cobre e 5,4 % de lítio. A fase T2 tem composição química próxima de AlCuLi3 (26,9 % de cobre e 8,8 % de lítio). Dependendo da variação de temperatura e de composição química, podem ser variadas as proporções das fases TX e delta', obtendo-se diferentes níveis de propriedades mecânicas. Entre as liga Al-Cu-Li encontra-se a liga 2090 [3]. A adição de magnésio (densidade: 1,74 g/cm3) às ligas Al-Li, formando as ligas Al-Mg-Li, reduz ainda mais a densidade, mas tem um efeito pouco significativo no módulo de elasticidade. A adição de magnésio também reduz a solubilidade do lítio no alumínio. A presença do lítio restringe o domínio das fases Al8Mg5 e E (AlMg), expandindo porém o campo de existência da fase Al12Mg17 a 470 ºC. Sendo assim, o alumínio está em equilíbrio com ambas as fases Al8Mg5 e Al12Mg17, assim como com as fases Al2LiMg e AlLi. A fase ternária Al2LiMg forma-se com aproximadamente 8,5 % de lítio e 28,2 % de magnésio. Ao se envelhecer uma liga com 5 % de magnésio e 2 % de lítio na faixa de temperaturas de 130 a 180 ºC, surgem as fases delta' (Al3Li) e Al2LiMg. Nas ligas Al-Mg-Li o magnésio contribui para o aumento da resistência mecânica de dois modos: através de endurecimento por solução sólida e pelo decréscimo da solubilidade do lítio no alumínio, o que resulta em aumento na fração volumétrica de delta' [3]. Ligas Al-Fe: o ferro geralmente é uma impureza presente em praticamente todas as ligas de alumínio, mas em algumas ligas de alumínio pode estar presente como um importante elemento de liga, adicionado porém em teores sempre inferiores a 1 %. No sistema Al-Fe forma-se um eutético a 655 ºC com um teor entre 1,7 e 2,2 % de ferro. A fase em equilíbrio com o alumínio é a Al3Fe (40,7 % de ferro), embora possa se aproximar de Al7Fe2 (37,3 % de ferro). A fase Al3Fe forma-se a partir do líquido, já a 1150 ºC e não por reação peritética. Quando o resfriamento é rápido, por exemplo em molde metálico, surge a fase Al6Fe (22,6 %) [3]. Ligas Al-Sn: são usadas para a fabricação de mancais e buchas e apresentam grande resistência à fadiga e boa resistência à corrosão que poderia ser causada pela ação de óleos lubrificantes. Estas ligas são fabricadas por fundição e no sistema de classificação da Aluminum Association estão representadas pela série 8XX.X. Contudo, a prática de fundição dessas ligas deve ser cuidadosa no sentido de procurar evitar a fissuração a quente. Sendo assim, além de se adicionar ao alumínio fundido o estanho puro e as ante-ligas com cobre e níquel, deve-se tratar o banho com fluxo gasoso de nitrogênio e cloro, ou sólido a base de AlCl3, recomendando-se uma temperatura de fusão e vazamento entre 650 e 700 ºC. As adições de cobre, níquel e silício aumentam a capacidade de carga e a resistência ao desgaste, além de melhorar a microestrutura. A liga Al-Sn mais utilizada é a AA 850.0, que contém 5,5
a 7,0 % de Sn; 0,7 a 1,3 % Cu; 2,0 a 3,0 % Si e 0,3 a 0,7 % Ni, e que ao ser fundida em molde de areia e submetida ao tratamento T5 (envelhecida artificialmente sem solubilização prévia) pode atingir limite de resistência à tração de 190 MPa; ao escoamento de 155 MPa, alongamento de 2 %, dureza Brinell de 65 e limite de resistência à fadiga de 70 MPa, valores que, em caso de fundição em molde permanente sobem para 225 MPa; 160 MPa; 5,0 %; 70 HB e 80 MPa respectivamente. Esse tipo de liga vem sendo usado desde os anos 30 [1]. Nos anos 60 foram introduzidas no mercado as ligas com cerca de 20 % de estanho, atualmente bastante difundidas. Estas ligas contêm cerca de 1 % de cobre que atua como endurecedor em solução sólida do alumínio. A solubilidade do estanho no alumínio solidificado é muito menor do que a solubilidade do estanho no alumínio líquido. A microestrutura dessas ligas é basicamene constituída de estanho praticamente puro entre os grãos de alumínio praticamente puro, o que de certo modo compromete a resistência à tração, o limite de fluência e a dutilidade. Sendo assim, na produção de mancais para automóveis os lingotes de liga Al-Sn com cerca de 20 % de estanho são laminados a frio, de modo a destruir as partículas intergranulares de estanho, sendo posteriormente submetidas a um recozimento a 350 ºC. Como conseqüência o estanho fica numa rede tridimensional em uma matriz de alumínio. O recozimento a 500 ºC permitiria solubilizar até 50 % de estanho na liga [3].
Tratamentos térmicos de ligas de alumínio
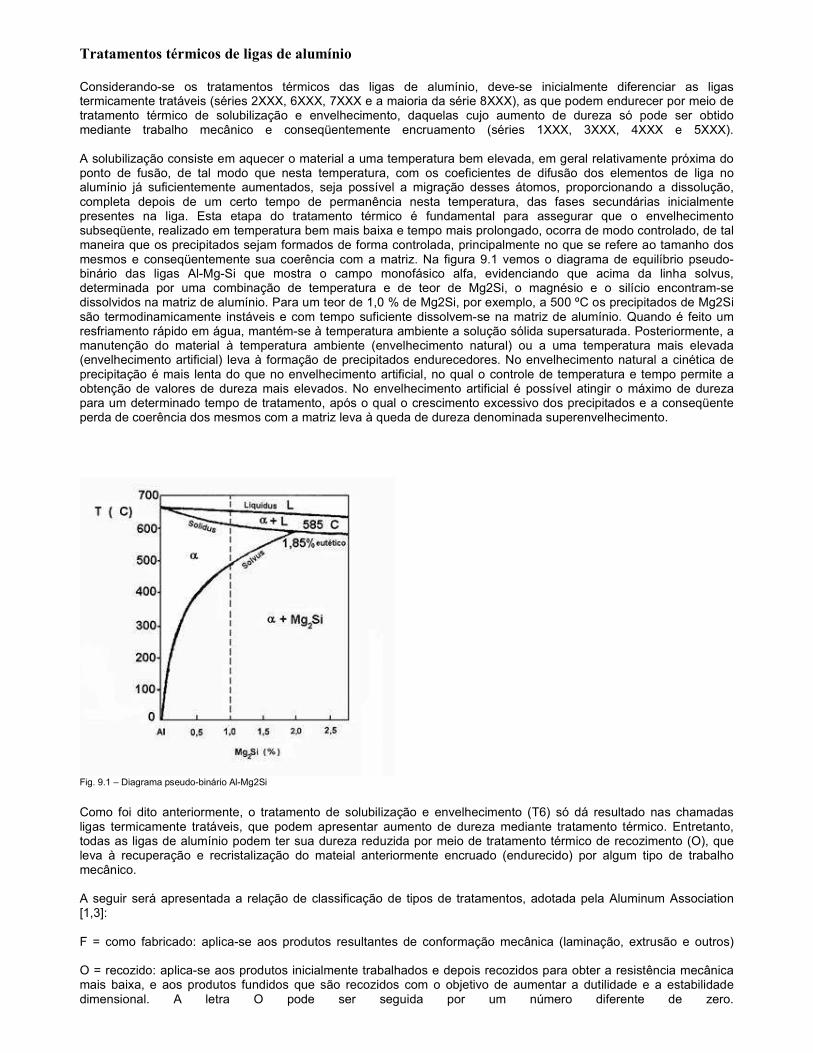
Considerando-se os tratamentos térmicos das ligas de alumínio, deve-se inicialmente diferenciar as ligas termicamente tratáveis (séries 2XXX, 6XXX, 7XXX e a maioria da série 8XXX), as que podem endurecer por meio de tratamento térmico de solubilização e envelhecimento, daquelas cujo aumento de dureza só pode ser obtido mediante trabalho mecânico e conseqüentemente encruamento (séries 1XXX, 3XXX, 4XXX e 5XXX). A solubilização consiste em aquecer o material a uma temperatura bem elevada, em geral relativamente próxima do ponto de fusão, de tal modo que nesta temperatura, com os coeficientes de difusão dos elementos de liga no alumínio já suficientemente aumentados, seja possível a migração desses átomos, proporcionando a dissolução, completa depois de um certo tempo de permanência nesta temperatura, das fases secundárias inicialmente presentes na liga. Esta etapa do tratamento térmico é fundamental para assegurar que o envelhecimento subseqüente, realizado em temperatura bem mais baixa e tempo mais prolongado, ocorra de modo controlado, de tal maneira que os precipitados sejam formados de forma controlada, principalmente no que se refere ao tamanho dos mesmos e conseqüentemente sua coerência com a matriz. Na figura 9.1 vemos o diagrama de equilíbrio pseudo-binário das ligas Al-Mg-Si que mostra o campo monofásico alfa, evidenciando que acima da linha solvus, determinada por uma combinação de temperatura e de teor de Mg2Si, o magnésio e o silício encontram-se dissolvidos na matriz de alumínio. Para um teor de 1,0 % de Mg2Si, por exemplo, a 500 ºC os precipitados de Mg2Si são termodinamicamente instáveis e com tempo suficiente dissolvem-se na matriz de alumínio. Quando é feito um resfriamento rápido em água, mantém-se à temperatura ambiente a solução sólida supersaturada. Posteriormente, a manutenção do material à temperatura ambiente (envelhecimento natural) ou a uma temperatura mais elevada (envelhecimento artificial) leva à formação de precipitados endurecedores. No envelhecimento natural a cinética de precipitação é mais lenta do que no envelhecimento artificial, no qual o controle de temperatura e tempo permite a obtenção de valores de dureza mais elevados. No envelhecimento artificial é possível atingir o máximo de dureza para um determinado tempo de tratamento, após o qual o crescimento excessivo dos precipitados e a conseqüente perda de coerência dos mesmos com a matriz leva à queda de dureza denominada superenvelhecimento.
Fig. 9.1 – Diagrama pseudo-binário Al-Mg2Si
Como foi dito anteriormente, o tratamento de solubilização e envelhecimento (T6) só dá resultado nas chamadas ligas termicamente tratáveis, que podem apresentar aumento de dureza mediante tratamento térmico. Entretanto, todas as ligas de alumínio podem ter sua dureza reduzida por meio de tratamento térmico de recozimento (O), que leva à recuperação e recristalização do mateial anteriormente encruado (endurecido) por algum tipo de trabalho mecânico. A seguir será apresentada a relação de classificação de tipos de tratamentos, adotada pela Aluminum Association [1,3]: F = como fabricado: aplica-se aos produtos resultantes de conformação mecânica (laminação, extrusão e outros) O = recozido: aplica-se aos produtos inicialmente trabalhados e depois recozidos para obter a resistência mecânica mais baixa, e aos produtos fundidos que são recozidos com o objetivo de aumentar a dutilidade e a estabilidade dimensional. A letra O pode ser seguida por um número diferente de zero.
W = solubilizado: uma têmpera instável aplicável somente às ligas que envelhecem espontaneamente na temperatura ambiente (envelhecimento natural) após solubilização. Esta designação é especificamente usada quando o período de envelhecimento natural é indicado, como por exemplo no caso de W ½ h. T = termicamente tratado para produzir têmperas estáveis diferentes de F, O ou H: aplica-se aos produtos que são termicamente tratados, com ou sem deformação suplementar, para produzir têmperas estáveis. A letra T é sempre seguida por um ou mais dígitos. Um período de envelhecimento natural pode ocorrer entre as operações relacionadas para as têmperas T. Sempre que for necessário do ponto de vista metalúrgico, deve haver um controle rigoroso desse período. Números de 1 a 10 indicam seqüências de tratamentos específicas: T1 = resfriado de uma temperatura elevada em um processo de conformação e envelhecido naturalmente até uma condição substancialmente estável. Aplica-se a produtos que não são trabalhados a frio após resfriamento de uma temperatura elevada em um processo de conformação a quente, ou nos quais o efeito do trabalho a frio no endireitamento ou na planificação é reconhecido nos limites de propriedades mecânicas. T2 = resfriado de uma temperatura elevada em um processo de conformação, trabalhado a frio e envelhecido naturalmente até uma condição substancialmente estável. Aplica-se a produtos que são trabalhados a frio para aumentar a resistência mecânica após resfriamento de uma temperatura elevada em um processo de conformação, ou nos quais o efeito do trabalho mecânico no endireitamento ou na planificação é reconhecido nos limites de propriedades mecânicas. T3 = solubilizado, trabalhado a frio e envelhecido naturalmente até uma condição substancialmente estável. Aplica-se a produtos que são trabalhados a frio para aumentar a resistência mecânica após solubilização, ou nos quais o efeito do trabalho mecânico no endireitamento ou na planificação é reconhecido nos limites de propriedades mecânicas. T4 = solubilizado e envelhecido naturalmente até uma condição substancialmente estável. Aplica-se a produtos que não são trabalhados mecanicamente após solubilização, ou nos quais o efeito do trabalho a frio no endireitamento ou a planificação pode não ser reconhecido nos limites de propriedades mecânicas. T5 = resfriado de uma temperatura elevada em um processo de conformação e envelhecido naturalmente. Aplica-se a produtos que não são trabalhados a frio após resfriamento de uma temperatura elevada em um processo de conformação a quente, ou nos quais o efeito do trabalho a frio no endireitamento ou a planificação pode não ser reconhecido nos limites de propriedades mecânicas. T6 = solubilizado e envelhecido artificialmente. Aplica-se a produtos que não são trabalhados a frio após solubilização, ou nos quais o efeito do trabalho a frio no endireitamento ou a planificação pode não ser reconhecido nos limites de propriedades mecânicas. T7 = solubilizado e estabilizado. Aplica-se a produtos que são estabilizados após solubilização para levá-los além do ponto de máxima resistência mecânica, de modo a permitir o controle de alguma característica especial. T8 = solubilizado, trabalghado a frio, e então envelhecido artificialmente. Aplica-se a produtos que são trabalhados a frio para aumentar a resistência mecânica, ou nos quais o efeito do trabalho mecânico no endireitamento ou na planificação é reconhecido nos limites de propriedades mecânicas. T9 = solubilizado, envelhecido artificialmente e trabalhado a frio. Aplica-se a produtos que são trabalhados a frio para aumentar a resistência mecânica. T10 = resfriado de uma temperatura elevada em um processo de conformação, trabalhado a frio e então envelhecido artificialmente. Aplica-se a produtos que são trabalhados a frio para aumentar a resistência mecânica, ou nos quais o efeito do trabalho mecânico no endireitamento ou na planificação é reconhecido nos limites de propriedades mecânicas.
O tratamento de solubilização consiste em aquecer um produto, fundido ou trabalhado mecanicamente a uma temperatura adequada, manter a liga nessa temperatura por tempo suficiente para que os átomos de soluto se difundam de modo que se dissolvam na matriz, e resfriar rapidamente o material de modo a manter os elementos de liga dissolvidos na matriz. Algumas ligas da séria 6XXX atingem as mesmas propriedades quando solubilizadas em forno ou resfriadas de uma elevada temperatura de trabalho a quente, desde que o resfriamento seja rápido o suficiente para manter todo soluto em solução sólida. Neste caso as denominações de têmpera T3, T4, T6, T7, T8 e T9 podem ser mantidas e podem ser aplicadas em ambos os casos [3]. As denominações seguintes, envolvendo dígitos adicionais são usadas para o caso de materiais submetidos a alívios de tensões de produtos trabalhados [3]:
T-51 = submetido a alívio de tensões por estiramento. Aplica-se aos seguintes produtos quando estirados, sendo indicado o grau de estiramento (em %), após solubilização ou resfriamento a parir de trabalho a quente: Placas: 1,5 a 3 % de ajuste permanente. Vergalhões, barras, perfis e tubos extrudados: 1 a 3 % de ajuste permanente. Tubos trefilados: 0,5 a 3 % de ajuste permanente. Aplica-se diretamente a placas e barras e vergalhões laminados ou acabados a frio. Esses produtos não sofrem nenhum endireitamento adicional após o estiramento. Aplica-se a vergalhões, barras, tubos e perfis extrudados e também tubos trefilados, quando denominados de maneira mostrada a seguir: T-510: produtos não sofrem endireitamento adicional após estiramento. T-511: produtos que podem sofrer um pequeno endireitamento após o estiramento, de modo a se enquadrar nas tolerâncias padronizadas. T-52 = submetido a alívio de tensões por compressão. Aplica-se aos produtos que foram submetidos a alívio de tensões por compressão após solubilização ou resfriamento a partir do trabalho a quente de modo a produzir um ajuste permanente de 1 a 5 %. T-54 = submetido a alívio de tensões por combinação de estiramento e compressão. Aplica-se a produtos forjados que são submetidos a alívio de tensões ao serem repassados a frio pela matriz de acabamento. Os mesmos dígitos (51, 52 e 54) podem ser adicionados à designação W para indicar um produto solubilizado instável e submetido a alívio de tensões. As seguintes designações são usadas para classificar produtos trabalhados e termicamente tratados das têmperas O ou F, para manifestar resposta a tratamentos térmicos: T42 = solubilizado a partir das têmperas O ou F para demonstrar resposta ao tratamento térmico e envelhecido naturalmente até uma condição suficientemente estável. T62 = solubilizado a partir das têmperas O ou F para demonstrar resposta ao tratamento térmico e envelhecido artificialmente. As denominações de têmpera T42 e T62 também podem ser aplicadas a produtos trabalhados e termicamente tratados a partir de qualquer têmpera, quando esses tratamentos resultam em propriedades mecânicas compatíveis com essas têmperas.
• Origem do aumento de dureza através do tratamento de envelhecimento e da queda de dureza causada pelo superenvelhecimento:
O tratamento de solubilização e envelhecimento tem por objetivo a obtenção de precipitados finos, que ao mesmo tempo que sejam grandes o suficientes para agir como obstáculos ao movimento das discordâncias, endurecendo a liga, sejam por outro lado pequenos o suficiente para manter a coerência com a matriz, fundamental para manter o efeito de endurecimento. A solubilização, ao garantir a obtenção de uma solução sólida (dissolução dos elementos de liga) mantida à temperatura ambiente de modo instável por meio de resfriamento rápido, permite um melhor controle do crescimento dos precipitados durante o posterior envelhecimento. No início do envelhecimento surgem as chamadas zonas de Guinier Preston, muito pequenas para garantir uma substancial endurecimento, uma vez que podem ser facilmente cisalhadas por discordâncias em movimento. Prosseguindo o envelhecimento numa temperatura suficientemente alta (envelhecimento artificial), formam-se os precipitados metaestáveis, inicialmente coerentes e posteriormente semicoerentes. A coerência do precipitado com a matriz, ao provocar distorções na mesma, devido a pequenas diferenças de parâmetro de rede, gera um campo de tensões que dificulta a movimentação de discordâncias, endurecendo o material. Com o tempo ocorre perda parcial de coerência, através do surgimento de discordâncias de interface entre o precipitado e a matriz, que está associada a uma pequena queda de dureza. Prolongando o envelhecimento para tempos excessivos, ocorre a perda total de coerência, havendo a formação de uma interface entre o precipitado e a matriz, aliviando totalmente as tensões, provocando amolecimento significativo. Além disso, como os precipitados, incoerentes, estáveis e muito grandes, encontram-se muito afastados uns dos outros devido ao coalescimento, deixam um longo caminho livre para a movimentação das discordâncias, o que também favorece o amolecimento típico do superenvelhecimento. A diferença básica entre o envelhecimento artificial e o envelhecimento natural (à temperatura ambiente), além dos níveis de dureza que podem ser atingidos (bem mais altos para o envelhecimento artificial), é a cinética do processo: enquanto o pico de dureza no envelhecimento artificial pode ser obtido em algumas horas (tanto mais rápido quanto mais alta a temperatura), no envelhecimento natural o máximo de dureza (inferior ao obtido em forno) somente acontece após uma semana ou mais de manutenção do material à temperatura ambiente.
• Tratamento térmico de homogeneização:
Também conhecido como pré-aquecimento do lingote anterior ao trabalho a quente, pode ter vários objetivos, dependendo da liga, do produto e do processo de fabricação envolvido. Um dos principais objetivos é aumentar a

trabalhabilidade. A microestrutura dos tarugos e placas fundidas de ligas de alumínio é bastante heterogênea, apresentando segregações numa estrutura dendrítica, com grande variação de composição química, com o teor de soluto aumentando progressivamente das superfícies para o centro, assim como a presença de partículas de segunda fase, que se formam preferencialmente nos contornos das dendritas [3].
Devido à baixa dutilidade resultante da presença localizada dessas partículas as estruturas fundidas estão associadas com baixa trabalhabilidade. Os tratamentos térmicos de homogeneização das estruturas fundidas foram desenvolvidos de maneira empírica, baseados em observações metalográficas em microscópio ótico para determinar o tempo e a temperatura necessários para reduzir a segregação e dissolver as partículas de segunda fase. Entretanto, mais recentemente têm surgido métodos que permitem determinar quantitativamente o grau de microssegregação e as taxas de dissolução e de homogeneização. Em geral, quanto mais grosseira a estrutura dendrítica, maior a segregação e mais difícil a homogeneização, uma vez que as distâncias, que devem ser vencidas pela difusão dos átomos, tornam-se mais longas. Durante o resfriamento lento que se segue ao tratamento térmico de homogeneização ocorre reprecipitação de partículas de segunda fase, mas esta ocorre de maneira mais dispersa, não localizada, e no de modo muito significativo no interior das dendritas, e não nos contornos como anteriormente. Além disso, a vantagem intrínseca do tratamento de homogeneização é permitir a esferoidização das partículas quase insolúveis que contêm ferro, a qual é tanto maior quanto maior for a solubilidade e a taxa de difusão dos elementos contidos nas partículas [3].
A presença de elementos como manganês, cromo e zircônio tem um efeito diferente do ferro e do silício no que se refere à segregação e à presença de partículas de segunda fase. Esses elementos se separam por uma reação peritética durante a solidificação, de tal modo que a formação de partículas contendo esses elementos ocorre de maneira inversa ao que acontece com as partículas que não contêm esses elementos, isto é, a região central da dendrita, que é a primeira a se solidificar contém, progressivamente, maior teor desses elementos do que a região dos contornos, que é a última a se solidificar. Assim, as soluções sólidas formadas por esses elementos estão supersaturadas, o que resulta das taxas de difusão relativamente baixas destes elementos no estado sólido [3].
Tratamentos térmicos de pré-aquecimento dos lingotes das ligas que contêm esses elementos são recomendados para induzir a precipitação de partículas de fases tais como Al20Cu2Mn3 e Al12Mg2Cr, com dimensões de 10 a 100 nm. Esses precipitados formados em altas temperaturas também são conhecidos como dispersóides e se formam dentro das dendritas com uma distribuição que é a mesma resultante da solidificação, pois as taxas de difusão são muito baixas e assim não permitem uma redistribuição significativa. Essa precipitação de dispersóides, entretanto deve ser controlada, de modo a não ocorrer nos contornos das dendritas, e tem uma importância muito grande como fator de geração de obstáculos à movimentação de contornos durante a a recristalização, pois os dispersóides atuam no sentido de dificultar a movimentação dos contornos, contribuindo para a obtenção de grãos mais finos, o que é benéfico para a maioria das aplicações das ligas de alumínio, uma vez que invariavelmente resulta em melhores propriedades mecânicas [3].
• Recozimento:
O recozimento pode ser necessário antes das operações de conformação mecânica a frio, devido à ocorrência de encruamento durante essas operações. É utilizado em todos os tipos de ligas de alumínio, tanto as endurecíveis por precipitação como as que não endurecem por precipitação, entretanto, no caso das primeiras, deve haver um controle de temperaturas mais cuidadoso, para evitar a ocorrência de precipitação durante um tratamento de recozimento para recristalização, por exemplo. O tipo de recozimento a ser realizado numa liga evidentemente depende de sua história termomecânica prévia e do tipo de microestrutura resultante dessas operações anteriores. O encruamento resultante de uma têmpera F (de fabricação) em geral pode ser eliminado mediante aquecimento a uma temperatura da ordem de 345 ºC e a manutenção a esta temperatura por um tempo adequado para garantir uniformidade térmica. Nesse tipo de tratamento as taxas de aquecimento e de resfriamento não são críticas, embora um aquecimento mais rápido seja preferível, por proporcionar um grão mais fino [3].
O recozimento de ligas previamente tratadas para têmperas como W, T3, T4, T6 ou T8 necessita de tratamentos que primeiro façam com que os precipitados atinjam sua estrutura cristalina de equilíbrio e depois coalesçam. Isso pode ser conseguido mediante aquecimento a temperatura entre 355 e 410 ºC, ou pouco acima, seguido por resfriamento até cerca de 260 ºC em taxas de 25 a 40 ºC. Um resfriamento muito lento resulta em precipitados muito grosseiros, o que pode prejudicar as operações de conformação mecânica subseqüentes. Nas ligas da série 7XXX o processo de precipitação é mais lento do que nas ligas da série 2XXX, necessitando um tratamento adicional a 230 ºC por 2 a 6 h, de modo a garantir precipitação completa, de forma a permitir maior estabilidade durante a operação de conformação subseqüente. Mesmo assim com esse tratamento, as ligas envelhecidas apresentam piores condições para conformação do que as mesmas ligas não envelhecidas. O recozimento só se aplica a ligas fundidas quando é necessário um rigoroso controle dimensional ou quando o material será submetido posteriormente a alguma operação de conformação não convencional [3].
• Solubilização:
O objetivo do tratamento de solubilização é por em solução sólida a maior quantidade possível de átomos de soluto, como cobre, magnésio, silício ou zinco, na matriz rica em alumínio. Para algumas ligas a temperatura na qual a máxima quantidade de soluto pode estar dissolvida corresponde à temperatura eutética. Sendo assim, as temperaturas de solubilização devem ser limitadas a um nível seguro no qual as conseqüências do superaquecimento e da fusão parcial sejam evitadas. A liga 2014 apresenta essa característica, ao contrário da liga 7029, que permite maior tolerância de temperaturas de solubilização. Mesmo assim, o limite superior de temperatura de solubilização deve levar em conta outros fenômenos, como o crescimento de grão, efeitos de superfície, economia e operacionalidade. Algumas ligas, como a 7075 e a 7050, que teoricamente permitiriam grande tolerância na definição da temperatura de solubilização, com base na temperatura solvus de equilíbrio e na temperatura solidus, podem apresentar fusão incipiente em temperatura muito inferiores à solidus em determinadas circunstâncias. A liga 7075 tem duas fases solúveis, a MgZn2 (com alumínio e cobre substituindo parcialmente o zinco) e a Al2CuMg. Esta última dissolve muito lentamente. Concentrações localizadas desta fase podem causar fusão de não equilíbrio entre 485 e 490 ºC, se a liga for aquecida muito rapidamente até esta faixa de temperaturas e se a homogeneização não for bem feita. Outro fenômeno nocivo que pode ocorrer durante a solubilização é o crescimento excessivo de grãos, tanto mais significativo quanto mais elevadas as temperaturas e mais longos os tempos de solubilização. Finalmente, outra conseqüência negativa de elevadas temperaturas de solubilização é a oxidação em altas temperaturas, principalmente se a atmosfera do forno estiver contaminada com umidade ou enxofre [3].
O resfriamento rápido que se segue à têmpera é uma etapa crítica do tratamento, porque é fundamental para manter à temperatura ambiente a solução sólida obtida em alta temperatura. Além disso, o resfriamento rápido permite manter à temperatura ambiente a mesma concentração de lacunas existente em alta temperatura, e estas lacunas são muito importantes para acelerar o processo de difusão dos átomos de soluto que ocorre no tratamento posterior de envelhecimento (endurecimento por precipitação). O meio de resfriamento rápido mais usado é a água, embora, caso seja necessária uma taxa de resfriamento mais baixa, possam ser usados diversos líquidos orgânicos como meios de resfriamento rápido. O resfriamento ao ar é muito lento para a maioria das ligas de alumínio, permitindo o prosseguimento do processo de precipitação, embora não seja tão lento como o resfriamento ao forno, evidentemente.
• Endurecimento por precipitação – Envelhecimento artificial:
O efeito da precipitação é bastante acelerado mediante aquecimento em temperaturas da ordem de 95 a 205 ºC, muito inferiores à temperatura solvus (acima da qual ocorre a solubilização dos átomos de soluto), porém suficientes para a obtenção de energia térmica necessária para a difusão dos átomos de soluto que permite a formação dos precipitados endurecedores. Entretanto, o máximo de dureza atingido por uma liga através de tratamento térmico (T6) também corresponde a uma considerável queda de dutilidade e tenacidade. Por outro lado, o superenvelhecimento, resultante do prolongamento do envelhecimento por longos períodos ou envelhecimento em altas temperaturas, provoca queda de dureza, porém simultaneamente aumento de dutilidade e tenacidade em comparação com a condição T6 (máximo de dureza) [3]. Cada tipo (série) de liga de alumínio endurecível por precipitação (séries 2XXX, 6XXX, 7XXX e 8XXX) tem a sua faixa de temperaturas de envelhecimento artificial (em forno) assim como sua faixa de temperaturas de solubilização. Utiliza-se o termo envelhecimento natural para designar os processos de precipitação que ocorrem com a manutenção da liga de alumínio à temperatura ambiente, evidentemente muito mais lentos e com níveis de dureza resultante bem mais baixos do que os que ocorrem no envelhecimento artificial [3].
• Tratamentos termomecânicos – Envelhecimento termomecânico:
Constituem-se nos tratamentos nos quais a deformação plástica é realizada antes, após, ou intercalada com o tratamento térmico de envelhecimento. As práticas de tratamentos termomecânicos mais simples correspondem aos tratamentos T3, T8 e T9. A taxa e o grau de endurecimento por precipitação aumentam muito com a deformação anterior ao envelhecimento, devido à introdução de discordâncias que atuam como sítios para a nucleação preferencial de precipitados, entretanto, a resposta a esse tipo de tratamento varia muito de liga para liga, sendo algumas mais propensas do que outras ao ganho de dureza proporcionado por essa seqüência de tratamentos. Algumas ligas da série 2XXX, como a 2024, 2124 e 2219 são particularmente sensíveis a esse tipo de tratamento, obtendo ganho significativo de dureza quando submetidas ao tratamento T8. Na liga 2024 esse ganho de dureza está relacionado com a nucleação de precipitados de fase S’ (em forma de plaquetas) sobre as discordâncias introduzidas pela deformação, geralmente realizada por processo de estiramento ou de laminação. Além de favorecer a nucleação de precipitados, a deformação, com a introdução de discordâncias, acelera todo o processo de precipitação, sendo assim o material deformado atinge o superenvelhecimento mais rapidamente do que o mesmo material não deformado [3].
A seguir são apresentadas temperaturas consideradas ideais para alguns tipos de tratamento térmico de algumas ligas de alumínio [50]:
Tabela 9.1 – Temperaturas de recozimento completo

Liga Temperatura 1060, 1100, 1350 345 2014, 2017, 2024, 2117, 2124, 2219 415 2036 385 3003, 3004, 3105 345 5005, 5050, 5052, 5056, 5083, 5086, 5154, 5182, 5254, 5454, 5456, 5457, 5652 345
6005, 6009, 6010, 6053, 6061 6063, 6066 415 7005 345 7001, 7049, 7050, 7075, 7079, 7178, 7475 415
Obs: No caso das ligas endurecíveis por precipitação (séries 2XXX, 6XXX e 7XXX) recomenda-se como tempo de tratamento (na temperatura indicada) 2 a 3 h. No caso das demais ligas apenas o suficiente para o atingimento da temperatura de tratamento.
Tabela 9.2 – Temperaturas de solubilização e envelhecimento (série 2XXX).
Liga T solubilização (ºC) T envelhecimento (ºC) 2011 525 160 2025 515 170 2219 535 175 2018 495 170 2024 495 190 2036 500 190 2038 540 205 2218 510 170 2008 510 205 2014 500 160 2017, 2117 500 170 2618 530 200 2090 540 165 2091 530 120
Tabela 9.3 – Temperaturas de solubilização e envelhecimento (série 6XXX).
Liga T solubilização (ºC) T envelhecimento (ºC) 6005 530 175 6009 555 205 6010 565 205 6053 520 170 6061 530 175 6063 520 175 6013 570 190 6066 530 175 6070 545 160 6111 560 175 6151 515 170 6262 540 175 6463 520 175
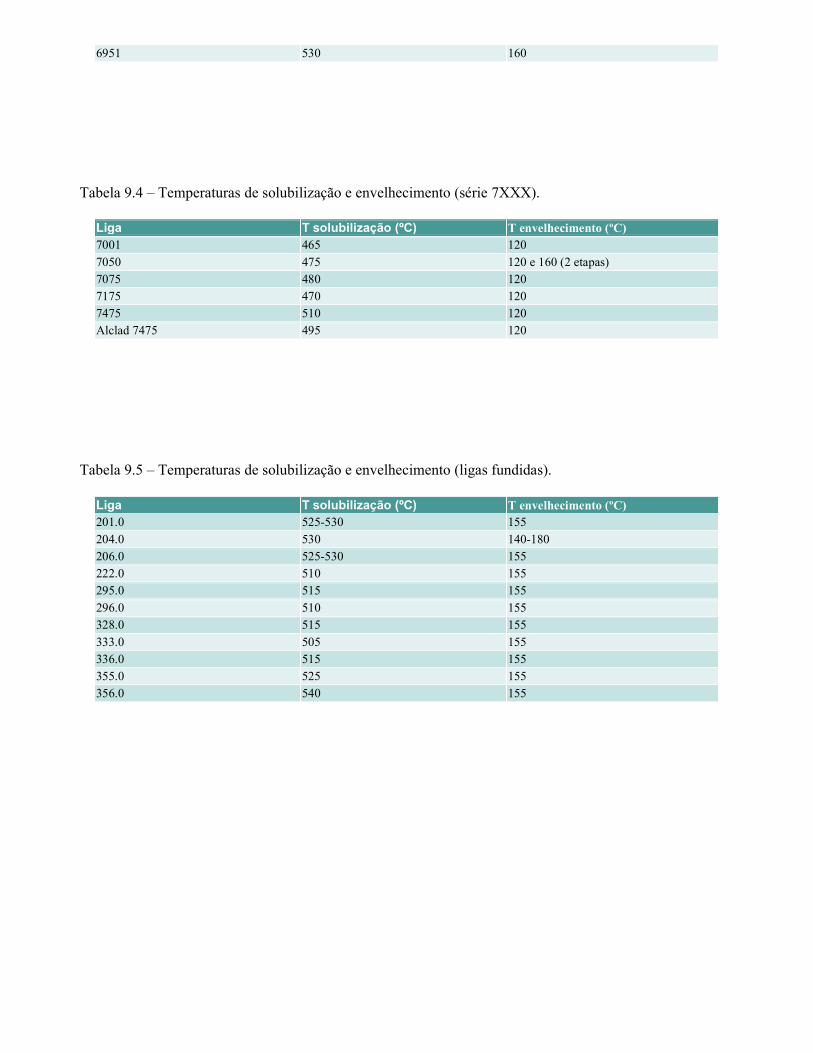
6951 530 160
Tabela 9.4 – Temperaturas de solubilização e envelhecimento (série 7XXX).
Liga T solubilização (ºC) T envelhecimento (ºC) 7001 465 120 7050 475 120 e 160 (2 etapas) 7075 480 120 7175 470 120 7475 510 120 Alclad 7475 495 120
Tabela 9.5 – Temperaturas de solubilização e envelhecimento (ligas fundidas).
Liga T solubilização (ºC) T envelhecimento (ºC) 201.0 525-530 155 204.0 530 140-180 206.0 525-530 155 222.0 510 155 295.0 515 155 296.0 510 155 328.0 515 155 333.0 505 155 336.0 515 155 355.0 525 155 356.0 540 155
Trabalho mecânico, recuperação, recristalização e crescimento de grão Além de aumentar a resistência mecânica de todos os tipos de ligas de alumínio, através do encruamento, que aumenta a densidade de discordâncias, o trabalho mecânico, adicionalmente, nas ligas endurecíveis por precipitação, acelera o aumento de dureza associado com a formação de precipitados. Entretanto, produtos endurecidos por encruamento podem ter sua baixa dureza original restaurada, parcial ou completamente, pelo tratamento térmico de recozimento (ver capítulo de tratamentos térmicos), ao modificar a microestrutura resultante do encruamento [3].
O trabalho mecânico é utilizado para produzir as chamadas têmperas de encruamento, designadas pela letra H seguida por algum número. A têmpera H18, por exemplo, é a têmpera de trabalho a frio severo que resulta no endurecimento pleno correspondente a 75 % de redução em área. A têmpera H19 denota produtos com dureza ainda mais elevada, resultante de uma redução em área ainda mais intensa. Por outro lado, as têmperas H16, H14 e H12 são obtidas com menor grau de encruamento, ou seja, menor redução em área no trabalho a frio, representando respectivamente as têmperas ¾ duro, ½ duro e ¼ duro. Uma combinação de encruamento com recozimento parcial é usada na obtenção das têmperas H22, H24, H26 e H28: neste caso o material é mais encruado do que o necessário para atingir determinados níveis de propriedades mecânicas e então amolecido pelo recozimento parcial. Para as ligas Al-Mg (série 5XXX) são utilizadas têmperas nas quais o material é encruado e estabilizado, como H32, H34, H36 e H38: essas ligas inicialmente encruadas tendem a amolecer ao serem mantidas por longos períodos à temperatura ambiente. Para evitar que esse fenômeno ocorra de modo descontrolado, essas ligas são então aquecidas em baixas temperaturas, acelerando controladamente o amolecimento e permitindo então a obtenção de propriedades estáveis que favoreçam as operações subseqüentes de trabalho mecânico [3].
A deformação nas ligas de alumínio ocorre através dos processos de deslizamento (escorregamento), ou seja, movimento normal de discordâncias, sendo possível observar nessas ligas bandas de deslizamento e bandas de deformação. As discordâncias normalmente combinam-se para formar subestruturas celulares. Quando o grau de deformação (encruamento) é mais severo, aumenta a densidade de discordâncias e reduz-se o tamanho das células. As distorções do reticulado, associadas com as discordâncias e com as tensões resultantes da interação entre discordâncias, são as principais fontes de endurecimento resultante do trabalho a frio (encruamento) [3].
Entretanto, o aumento de resistência mecânica obtido através do trabalho mecânico é acompanhado por uma perda de dutilidade medida pelo alongamento ou pela redução de área no ensaio de tração, por exemplo, assim como pela perda de trabalhabilidade em operações como trefilação ou dobramento, razão pela qual deve-se evitar têmperas muito duras em materiais que devem possuir alta dutilidade ou elevada trabalhabilidade. Exceções importantes são as chapas destinadas à conformação de latas para envasamento de bebidas, normalmente produzidas com a liga 3004 na têmpera H19 como matéria-prima [3].
A introdução de elementos de liga no alumínio tem um efeito importante nas características de encruamento da liga, mesmo quando não confere a capacidade de endurecimento por precipitação. A adição de elementos como magnésio e manganês, por exemplo, permite obter maiores taxas de endurecimento por deformação, devido à maior densidade de discordâncias [3].
O trabalho a frio também proporciona aumento de resistência à fluência em temperaturas baixas, ao cisalhamento e à fadiga em amostras não entalhadas. Entretanto, o uso do encruamento para o aumento da resistência mecânica das ligas termicamente tratáveis (endurecíveis por precipitação) é limitado, encontrando sua aplicação principal em produtos extrudados e trefilados como vergalhões, arames e tubos, os quais podem ser trabalhados após o tratamento térmico, para aumentar a resistência mecânica e melhorar o acabamento superficial. Entretanto, isso só se aplica às ligas da série 6XXX (Al-Mg-Si), uma vez que as demais ligas endurecíveis por precipitação (basicamente as séries 2XXX e 7XXX) possuem dutilidade e trabalhabilidade muito limitadas. Nas ligas Al-Cu (série 2XXX) pequenos graus de encruamento são utilizados após solubilização para acelerar o envelhecimento artificial [3].
• Deformação de ligas de alumínio em altas temperaturas:
As características de encruamento das ligas de alumínio em altas temperaturas variam tanto com a temperatura como com a taxa de deformação. O grau de encruamento reduz-se com o aumento de temperatura até que a 370 ºC não ocorre mais encruamento. Isso se deve ao fato de que em temperaturas relativamente altas é favorecida termicamente a recuperação, que ocorre rapidamente durante e imediatamente após a deformação, resultando na formação de uma estrutura de subgrãos semelhante à que se forma no metal aquecido após deformação a frio. Quando a deformação ocorre a uma temperatura e a uma taxa de deformação constantes o resultado é um tamanho de subgrão que depende dessa temperatura e dessa taxa de deformação. A resistência à deformação em alta temperatura é inversamente proporcional ao tamanho do subgrão formado. Sendo assim, menores tamanhos de subgrão e, conseqüentemente, maior resistência ao escoamento em alta temperatura, resultam de temperaturas de deformação mais baixas e ou de taxas de deformação mais elevadas [3].
O resfriamento rápido após o trabalho mecânico em alta temperatura pode minimizar a recristalização e deste modo preservar a estrutura de subgrãos anteriormente formada. Quando isso acontece, a resistência da liga de alumínio, anteriormente trabalhada a quente, quando mantida à temperatura ambiente, é função inversa do tamanho do subgrão. Essa chamada subestrutura proporciona um certo incremento de resistência mecânica em relação à mesma liga totalmente recristalizada. [3].
• Efeito do encruamento nas propriedades físicas e químicas:
A condutividade térmica das ligas de alumínio encruadas é pouco afetada pelo encruamento, caindo de 63 % IACS no alumínio comercialmente puro recozido para 62,5 % na têmpera encruada H19. A densidade também cai ligeiramente devido ao trabalho a frio, chegando a uma queda de 0,2 % quando o encruamento é severo. Por outro lado, o trabalho a frio aumenta a energia interna armazenada, que pode chegar a 16 kJ/kg.átomo. O módulo de elasticidade, ao contrário, pouco é afetado pelo encruamento, entretanto, propriedades inelásticas, como o atrito interno e o amortecimento, são muito influenciadas pelo encruamento, sendo o amortecimento em geral maior na condição de recozido em comparação com o estado encruado, podendo haver no entanto alguma variação causada por condições experimentais e estado de tensões aplicadas. O encruamento tende a acelerar as reações químicas devido à maior energia armazenada, mas a resistência à corrosão não é muito influenciada pelo encruamento, com exceção dos casos de corrosão sob tensão. Outro efeito do encruamento é induzir ou acelerar a precipitação nos contornos de grão de ligas Al-Mg não termicamente tratáveis [3].
• Efeito do recozimento em estruturas encruadas:
A estrutura de discordâncias geradas pelo encruamento é instável e em temperaturas e tempos suficientes tende a ser revertida. Quanto menor o grau de pureza da liga de alumínio, maior a temperatura em que o encruamento poderá ser revertido. Essa reversão ocorre em várias etapas, dependendo da temperatura e do tempo, havendo diferentes mecanismos de reversão. O primeiro desses mecanismos, que ocorre em baixas temperaturas e tempos curtos, é a recuperação [3].
O início da recuperação caracteriza-se pela ocorrência de mudanças microestruturais que não podem ser observadas em microscópio ótico. Entretanto, técnicas como difração de raios X e microscopia eletrônica de transmissão permitem evidenciar a grande redução da densidade de discordâncias e a sua reordenação em uma estrutura celular de subgrãos. Esse processo de recuperação é conhecido como poligonização, o qual torna-se mais completo e leva ao aumento do tamanho de subgrão à medida que a temperatura torna-se mais elevada. Nessa etapa muitos dos subgrãos têm contornos completamente livres de emaranhados de discordâncias [3].
A redução na densidade de discordâncias causada pela recuperação provoca queda de resistência mecânica e também afeta outras propriedades. A velocidade desse processo depende da composição química da liga, sendo tanto maior, quanto maior for o grau de pureza da liga. A recuperação leva ao aumento da condutividade elétrica e à redução das tensões internas e da energia armazenada., sendo que a mudança de algumas propriedades podem ser observadas em temperaturas tão baixas como as do intervalo de 93 a 120 ºC, sendo porém mais intensas em rápidas em temperaturas mais elevadas. Entretanto, o retorno às mesmas propriedades que o material antes do encruamento somente é possível através da recristalização [3].
As ligas Al-Mg, após serem encruadas, tendem a amolecer ao serem mantidas à temperatura ambiente, efeito esse que se torna mais intenso com o aumento do grau de encruamento e com o aumento do teor de magnésio, tendo com explicação a liberação da energia de deformação e a relaxação dos emaranhados de discordâncias, porém sem alteração da densidade de discordâncias. Para minimizar esse problema, a prática industrial recomenda a aceleração artificial desse amolecimento mediante aquecimento rápido entre 120 e 175 ºC, o que também aumenta a dutilidade. As propriedades resultantes desse aquecimento são razoavelmente estáveis. As têmperas resultantes desse procedimento são denominadas H3X.
A recristalização caracteriza-se pelo aparecimento gradual de uma microestrutura de novos grãos que pode ser observada em microscópio ótico. A nova microestrutura formada não apresenta evidências de deformação e a densidade de discordâncias é insignificante, seja no interior do grão ou nos seus contornos. A recristalização somente ocorre em temperaturas mais elevadas e tempos mais longos do que os que já são suficientes para ocorrer a recuperação, embora possa haver em determinadas condições a coexist6encia de ambos os processos de restauração. Os grãos recristalizados são formados pelo crescimento de subgrãos selecionados na microestrutura deformada e recuperada. A recristalização é função do tempo e da temperatura, tornando-se mais intensa e mais rápida com o aumento dessas duas variáveis, embora possa sofrer interferência de outros fenômenos, como, por exemplo, a solubilização e a precipitação de fases secundárias [3].
O grau de encruamento e a temperatura de trabalho mecânico também influem na recristalização. Em geral o maior grau de encruamento reduz o tempo e a temperatura necessários para que ocorra recristalização. Também de um modo geral a redução da temperatura de trabalho mecânico favorece a recristalização. Ligas trabalhadas a
temperaturas acima de 400 ºC são mais difíceis de serem recristalizadas. A composição química também influencia a recristalização: a adição de qualquer impureza (átomos de soluto) aumenta substancialmente a temperatura de recristalização em relação à do alumínio puro. A existência de partículas dispersas em uma matriz de alumínio pode acelerar ou retardar o processo de recristalização, dependendo de seu tamanho, espaçamento e estabilidade nas temperaturas de recozimento. Numa faixa específica de tamanhos de partículas e espaçamento entre as mesmas, sendo estas suficientemente grandes e próximas, a recristalização pode ser inibida [3].
Outro fator importante para a recristalização e para o tamanho final dos grãos recristalizados é a taxa de aquecimento até a temperatura de recozimento. Quanto mais lento o aquecimento maior o tamanho de grão resultante. Quanto maior a temperatura de recozimento, maior o tamanho de grão resultante, porém menor o grau de encruamento necessário para que a recristalização aconteça, entretanto a temperatura de recozimento não altera significativamente a relação entre o tamanho de grão e o grau de deformação ou a taxa de aquecimento [3].
Podem acontecer casos em que ocorre recristalização desde a superfície do material até uma certa profundidade a partir da qual o material permanece deformado sem recristalizar. Isso se deve ao fato de que em determinados processos de fabricação a deformação é muito mais intensa nas superfícies externas do material do que no seu interior, havendo assim um gradiente de encruamento que com o recozimento resulta em um gradiente de recristalização, uma vez que somente nas regiões relativamente próximas à superfície o grau de deformação foi suficiente para que ocorresse recristalização. Nestes casos os grãos recristalizados tendem a ser muito grandes [3].
O tamanho de grão também é muito afetado pela composição química. Em geral elementos de liga comuns e impurezas como cobre, ferro, magnésio e manganês favorecem a redução do tamanho de grão. Os efeitos de elementos com baixa solubilidade sólida como manganês, cromo e ferro dependem do tipo de fases que esses elementos formam, reagindo entre si e com outros elementos e pela sua distribuição na liga. O manganês é particularmente interessante nesse aspecto. A distribuição de soluto é determinada pelas condições de solidificação do lingote, pelo pré-aquecimento do mesmo e por outros variáveis dos processos de fabricação, que são controlados de forma a produzir o grão mais fino possível [3].
A forma do grão recristalizado nas ligas de alumínio trabalhadas varia consideravelmente, de aproximadamente equiaxial em materiais comercialmente puros ou de baixa liga, para grãos alongados ou achatados em materiais de alta liga. O formato dos grãos é influenciado pela presença de alguns elementos como o manganês, o cromo e o zircônio. Estes elementos estão distribuídos de modo não homogêneo no lingote fundido original e formam precipitados muito finos (dispersóides) com comprimento da ordem de 0,1 µm ou menor. A microestrutura trabalhada consiste de bandas ou camadas alternadas densas ou dispersas de dispersóides. Os grãos recristalizados têm seu crescimento obstruídos por essas bandas de dispersóides e assim formam-se os grãos alongados típicos das ligas de maior resistência mecânica [3].
A recristalização prossegue modificando as propriedades do metal deformado e recuperado, o que continua até que a recristalização se complete. A recristalização completa restaura as propriedades originais do metal não deformado, com exceção dos efeitos do tamanho de grão e da orientação preferencial (textura). Nas ligas termicamente tratáveis o recozimento pode ter como efeito adicional a precipitação e mudanças na concentração de soluto. A recristalização também é acompanhada por um decréscimo adicional da energia armazenada durante a deformação e pela eliminação completa das tensões residuais [3].
• Crescimento de grão após a recristalização:
O aquecimento após a recristalização pode produzir crescimento de grão, que pode ocorrer de modos diferentes. O grão pode crescer gradual e uniformemente através de um processo conhecido como crescimento normal de grão, que Eva à eliminação dos grãos com formas ou orientações desfavoráveis em relação aos seus vizinhos mais próximos. Esse processo ocorre facilmente no alumínio de alta pureza e no caso de ligas (soluções sólidas) pode levar à formação de grãos relativamente grosseiros. Esse tipo de crescimento de grão corre quando há pequenos grãos recristalizados, altas temperaturas e aquecimento generalizado. Esse processo também pode ocorrer em ligas de alumínio comerciais, mas é muito restringido pela presença de finas partículas de fases intermetálicas e impurezas, como as que contêm manganês e cromo, que desaceleram o processo, impedindo ou dificultando o movimento dos contornos de grão [3].
As ligas de alumínio submetidas à presença de algum tipo de obstáculo ao movimento dos contornos de grão costumam apresentar um outro tipo de crescimento de grão, o chamado crescimento anormal (ou exagerado) de grão, também conhecido como recristalização secundária. Neste processo o crescimento restringe-se a alguns poucos grãos do metal recristalizado, os quais crescem em temperaturas muito elevadas e podem atingir diâmetros de vários milímetros. Provavelmente em alta temperatura a dissolução das partículas que contêm ferro, cromo e manganês implica na remoção dos obstáculos ao crescimento dos grãos que primeiramente encontram-se livres das partículas inicialmente dissolvidas. Em altas temperaturas os poucos grãos que primeiramente encontram-se livres desses obstáculos crescem rapidamente consumindo os grãos vizinhos menores, tornando-se grãos muito grosseiros. Mas na maioria das ligas as altas temperaturas somente não são as únicas responsáveis pelo
aparecimento de grãos muito grosseiros. Texturas (orientações cristalográficas preferenciais) estão entre os fatores que podem levar ao crescimento anormal de grão [3].
• Texuras cristalográficas:
O alumínio fundido tende a apresentar uma distribuição aleatória de orientações cristalográficas, com exceção dos casos em que se formam grãos colunares durante a solidificação. Esse caráter aleatório é rapidamente perdido durante o trabalho a frio ou a quente, sendo substituído por texturas (orientações cristalográficas preferenciais) nas quais os grãos assumem preferencialmente determinadas orientações. A textura final resultante de um determinado processo de deformação depende de alguns fatores, como o tipo de deformação, mudanças na forma do produto e, em menor escala, a composição química da liga. Além da textura de deformação, também é importante a textura de recristalização, que geralmente difere da textura de deformação introduzida antes do recozimento, dependendo do histórico de fabricação da peça e da composição química da liga. Do ponto de vista prático é quase sempre desejável que o nível de textura de um material que irá ser processado posteriormente seja o mais baixo possível. Isso é particularmente importante nos processos de conformação de chapas, como a estampagem e principalmente o embutimento, no qual a existência de textura acentuada na chapa a ser embutida pode levar ao aparecimento de defeitos de fabricação como o “orelhamento” (ondulações nas bordas das peças embutidas), que pode ser evitado com cuidados nos processos de laminação e recozimento. Mas as próprias condições de embutimento devem ser controladas para evitar o “orelhamento” [3].
• Defeitos superficiais resultantes da deformação:
Bandas de Lüder: Durante o estiramento ou a conformação de algumas ligas de alumínio, dois tipos distintos de marcas superficiais, ou bandas de Lüders, podem correr. O primeiro tipo, também conhecido como tipo A está associado ao escoamento (pico de tensão na curva tensão x deformação seguido por queda na tensão de escoamento formando um patamar mais baixo) de ligas (soluções sólidas) recozidas ou submetidas a ouro tipo de tratamento térmico, como as ligas Al-Mg. Ocorre freqüentemente em operações de estiramento. Embora não prejudique as propriedades mecânicas das ligas, tal tipo de defeito superficial é prejudicial do ponto de vista estético. Esse tipo de defeito pode ser evitado ao se realizar as operações de conformação em temperaturas superiores a 150 ºC. O segundo tipo, ou tipo B, está associado ao chamado efeito Portevin-Le Chatelier (“serrilhamento” na curva tensão x deformação), ocorrendo durante o estiramento além do limite de escoamento. Ao contrário das bandas de Lüders do tipo A, as do tipo B podem ocorrer tanto em ligas encruadas como em ligas recozidas. Formam-se a cerca de 50 º do eixo de tração e aumentam em número à medida que o estiramento prossegue. Na curva tensão x deformação a deformação não uniforme associada com essas bandas aparecem associadas ao “serrilhamento”da curva e continua até o ”empescoçamento”, ocorrendo a fratura através da banda de Lüders. Esse tipo de defeito é raramente encontrado em ligas submetidas às operações de deformação mais tradicionais, mas pode surgir devido em chapas encruadas estiradas para achatamento. As ligas Al-Mg são especialmente suscetíveis ao surgimento de bandas de Lüders, que aumentam em severidade com o aumento do teor de magnésio. As ligas termicamente tratáveis também são suscetíveis à formação desse tipo de defeito, mas geralmente apenas na condição solubilizada e rapidamente resfriada, sem envelhecimento.
• Efeito “casca de laranja”:
O embutimento, o estiramento ou a estampagem profunda das ligas de alumínio podem produzir um aspecto de “casca de laranja” (rugosidade) quando o tamanho de grão da chapa submetida à conformação é muito grande. Isso se deve ao fato de que os grãos da superfície da chapa deformam-se com menor restrição do que os grãos do interior e a heterogeneidade de deformação resultante, agravada pelo maior amanho de grão, gera esse aspecto de “casca de laranja”na superfície do produto. O tamanho de grão que pode causar esse tipo de defeito varia com o tipo de produto, com o grau de deformação e com a microestrutura da liga. Texturas de grãos com orientação preferencial, embora relativamente pequenos, também podem gerar esse tipo de defeito, que costuma ser mais freqüente nos produtos trabalhados a frio em comparação com os trabalhado a quente.

Corrosão
A maioria das ligas de alumínio apresenta boa resistência à corrosão em atmosferas naturais, água fresca, água do mar, muitos solos e substâncias químicas e à maioria dos alimentos, sendo que recipientes com paredes finas de alumínio são capazes de resistir à perfuração. Deve ser feita uma clara distinção entre durabilidade e estética. Uma superfície de alumínio pode não ser atraente devido à aspereza causada pela presença de pites de corrosão localizada, ou mesmo tornar-se fosca ou escura devido à retenção de sujeira, mas este ataque superficial suave não apresenta nenhum efeito em termos de durabilidade do produto. Este texto aborda primordialmente a corrosão de ligas de alumínio, embora contenha alguma informação sobre corrosão de ligas de alumínio fundidas, sobre as quais pouca informação está disponível na literatura mundial. Provavelmente devido ao fato de que nas peças fundidas, por serem mais espessas, a corrosão não é um problema tão sério como nas finas peças trabalhadas. Além disso, a estética não é tão importante para peças fundidas. A composição química e o tratamento térmico, ou termomecânico, influem muito no comportamento das ligas de alumínio em termos de corrosão. Por outro lado, diferenças de prática de fundição pouco influem nesse comportamento.
Camada de Óxido Superficial no Alumínio
De acordo com a termodinâmica o alumínio deveria ser um metal reativo, com baixa resistência à corrosão. A resistência á corrosão do alumínio em muitos ambientes depende da presença de um filme fino, compacto e aderente de óxido na superfície. Sempre que uma nova superfície de alumínio é criada, e exposta tanto ao ar quanto à água, forma-se um filme superficial de óxido de alumínio (Al2O3), o qual cresce rapidamente. A espessura normal desse tipo de filme é da ordem de 5 nanometros (50 Angstrom). A espessura desse filme protetor cresce muito mais rapidamente na água do que no ar, formando-se filmes muito mais espessos em ausência de oxigênio.
O óxido de alumínio se dissolve em muitas substâncias químicas, principalmente em ácidos fortes e álcalis. Quando o filme é removido, o metal se corrói rapidamente por dissolução uniforme. De um modo geral, o filme de óxido é estável numa faixa de pH de 4,0 a 9,0, porém há exceções, como, por exemplo, a estabilidade no ácido nítrico concentrado (pH 1,0) e em hidróxido de amônia concentrado (pH 13,0).
Complexidade do Processo de Corrosão
A definição de corrosão envolve tanto o ambiente quanto o metal, então a resistência à corrosão de uma liga de alumínio depende tanto do ambiente quanto da liga. Variáveis tanto químicas quanto físicas do ambiente afetam a corrosão. A influência química do ambiente depende da sua composição e da presença de impurezas, tais como íons de metais pesados. As variáveis físicas são a temperatura, o grau de movimento e agitação, e a pressão. Outra variável física importante que pode causar corrosão no alumínio é a presença de correntes elétricas (contínuas ou alternadas).
As variáveis associadas à liga que afetam a corrosão são a composição química e o processo de fabricação. Por outro lado, estes fatores determinam a microestrutura, a qual determina se ocorre ou não a corrosão localizada e o tipo de ataque. O projeto de uma estrutura de alumínio também apresenta grande influência no seu comportamento em relação à corrosão. Outros fatores importantes no mesmo sentido são o projeto de juntas e a presença de outros metais.
Devido ao grande número de variáveis que influenciam a corrosão, a adequação do alumínio, ou liga de alumínio, a uma dada aplicação não pode ser definida somente em relação a um tipo de ambiente ou produto. É necessário um conhecimento completo quanto à presença de impurezas, às condições de operação, ao projeto de uma determinada peça ou equipamento, e à microestrutura da liga. É muito valiosa qualquer experiência anterior quanto a aplicações bem sucedidas em condições de serviço.
Comportamento Geral em Corrosão
Corrosividade Relativa de Atmosferas Naturais – Atmosferas podem ser classificadas como rurais, industriais, marinhas, ou industriais-marinhas, embora estes sejam apenas tipos genéricos, havendo amplas variações de corrosividade de qualquer tipo. Com base em ensaios atmosféricos no alumínio realizados em várias localidades do mundo já foram determinadas taxas de corrosão (perda em massa) da ordem de 0,03 a 4,1 micrômetros por ano, ou seja, uma variação de 160 para 1. A corrosividade relativa de uma atmosfera depende muito do metal que está sendo analisado, assim como do local em que a peça metálica está instalada. Além disso, a corrosividade das atmosferas varia de uma liga de alumínio para outra. A dispersão dos resultados é maior no caso de ligas com menor resistência à corrosão. De um modo geral, ligas do sistema Al-Cu (série AA 2XXX) apresentam menor resistência à corrosão do que ligas do sistema Al-Mn (AA 3XXX), que por sua vez são menos resistentes à corrosão do que o alumínio comercialmente puro.

A corrosividade de uma atmosfera marinha num determinado local depende de alguns fatores, como a quantidade de sal presente dissolvido na atmosfera neste local, o período de umidade à qual está submetida a superfície metálica, e a temperatura. A extensão da atuação dos sais dissolvidos na atmosfera depende da direção, da velocidade e da freqüência do vento, da topografia da costa e da maré do local de onde o vento sopra. Em todos os locais, o teor de sal dissolvido na atmosfera diminui com o aumento da distância do mar, e na maioria dos casos seu efeito é desprezível a poucos quilômetros da costa.
Efeito das Intempéries na Superfície de Alumínio
Ligas de alumínio se corroem, quando expostas ao tempo, por um suave enrugamento da superfície como resultado da formação de pites pouco profundos. Não ocorre diminuição uniforme da espessura do material. Assim, a máxima profundidade de um pite num determinado instante é uma medida mais significativa da extensão da corrosão do que a perda de massa. Entretanto, a perda de massa é uma medida do enrugamento.
Taxa de Corrosão Atmosférica
No início do processo de corrosão, o aumento da taxa de corrosão com o tempo depende da corrosividade numa dada atmosfera, independentemente do tipo de medição, seja perda de massa, profundidade de pite ou perda de resistência mecânica. Após tempo prolongado, da ordem de 6 meses a 2 anos, a taxa atinge um patamar onde praticamente se mantém, com pouca variação. Em atmosferas rurais a perda de massa é inferior a 0,03 micrometros por ano. Em muitas atmosferas industriais a taxa de corrosão fica na faixa de 0,8 a 2,8 micrometros por ano. Em algumas poucas atmosferas poluídas encontram-se taxas mais altas, da ordem de 13 micrometros por ano, com base na profundidade de pite. Ligas Al-Mg fundidas típicas, como 514.0 e 520.0-T4, sofrem perda de massa por corrosão praticamente desprezível em todos os tipos de atmosferas, mas a liga 520.0-T4 sofre trincamento por corrosão sob tensão em ambientes marinhos, especialmente após envelhecimento. Em atmosfera urbana a perda é menor.
Ligas Al-Si fundidas, tais como B443.0, 356.0-T6 e 413.0 apresentam boa resistência à corrosão atmosférica. Entretanto, ligas Al-Cu fundidas como 295.0-T6 e 333.0-F necessitam de proteção superficial em ambientes marinhos e em atmosferas industriais, pois caso contrário poderia haver até mesmo a formação de pites de corrosão localizada, com profundidade de até 508 micrometros. Ligas Al-Si-Cu, tais como 355.0-T6 e 380.0-F também necessitam de proteção contra condições extremamente corrosivas, devido aos seus elevados teores de cobre.
Algumas ligas fundidas Al-Zn-Mg sofrem corrosão sob tensão (trincamento) em atmosferas comuns. Algumas tampas fabricadas com liga A712.0 (contendo 7,5 % Zn e 0,5 % Mg), as quais foram submetidas a tensões consideráveis, falharam por trincamento corrosão sob tensão. Entretanto, já foi demonstrado que uma liga, contendo 6,5 % Zn, 0,7 % Mg e 0,4 % Cu, apresentou muito melhor resistência ao trincamento por corrosão sob tensão. A redução do teor de zinco, de 6,5 para 6,0 %, causou apenas uma pequena queda na resistência mecânica, ao passo que triplicou a vida útil do material em condições propiciais ao trincamento por corrosão sob tensão.
Influência do Tipo de Atmosfera
Rural – Em atmosferas rurais a corrosão da chapa de alumínio quase não é detectada. Ao longo do tempo a superfície deste material apresenta uma coloração cinzenta.
Marinha – Em atmosferas marinhas a superfície originalmente brilhante torna-se fosca, com uma coloração cinzenta que não é típica do alumínio. O alumínio comercialmente puro e as ligas Al-Mn, Al-Mg e Al-Mg-Si apresentam boa resistência à corrosão, sendo que muitas destas são usadas em estruturas de embarcações. Por outro lado, as ligas Al-Cu e Al-Zn-Mg não apresentam boa resistência à corrosão causada por atmosferas marinhas e, portanto, devem ser protegidas pela aplicação de tintas e clades (“cladding”).
Industrial – Em atmosferas industriais a superfície de alumínio escurece rapidamente e pode se tornar completamente negra em apenas 1 ano. Superfícies verticais descolorem numa taxa mais lenta do quer superfícies inclinadas. Superfícies protegidas por coberturas e não lavadas pela chuva descolorem mais rapidamente. Após tempo prolongado (25 a 50 anos), o enrugamento superficial é acentuado e também ocorre perda de resistência mecânica de chapas finas (espessura da ordem de 0,8 mm). Uma chapa de alumínio comercialmente puro exposta num edifício de uma grande cidade sofre corrosão por pites cuja profundidade pode chegar a 152 micra em 52 anos. Em ambientes ainda mais agressivos, como túneis e estações por onde passam trens a vapor, a taxa de corrosão é considerável.
As ligas de alumínio apresentam boa resistência á corrosão à maioria dos tipos de água fresca. Se ocorrer corrosão, esta se manifesta pela formação de pites, cuja taxa segue uma tendência decrescente.

Influência da Composição da Água – Águas “moles” (com baixo teor de sais dissolvidos) são as que apresentam menor tendência de corrosão no alumínio, e a menor taxa de penetração, ao contrário do seu efeito no cobre, no aço escurecido e no aço galvanizado. Águas moles, especialmente as ácidas, tendem a dissolver o cobre, o que causa corrosão por deposição no alumínio. A água destilada e deionizada e o vapor condensado são processadas em dispositivos fabricados com alumínio.
Os principais componentes das águas naturais que causam corrosão por pite no alumínio são o cobre, bicarbonatos, cloretos, sulfatos e oxigênio. Águas mais duras (com maior teor de bicarbonatos dissolvidos) apresentam maior tendência à formação de pites.
Análise Estatística por Valores Extremos - No que se refere aos dados obtidos sobre pites (profundidade e etc), o tratamento estatístico, principalmente por método de valores extremos, permite uma análise mais confiável, com a eliminação de dados espúrios, como os resultantes da formação de pites por motivos raros e não típicos, como, por exemplo, devido a uma incrustação de cobre, o chamado “ponto fora da curva” numa análise estatística.
Taxa de Formação de Pites – A formação de pites no alumínio, causada pela presença de água fresca, segue uma expressão cúbica, na qual a profundidade é expressa por uma função cúbica inversa do tempo: d = K(t)1/3. Como conseqüência dessa expressão, é possível dizer que ao dobrar a espessura da chapa ou parede, aumenta-se em 8 vezes o tempo no qual ocorre a perfuração por corrosão localizada.
Estruturas fabricadas com ligas de alumínio são freqüentemente usadas em água do mar. Barcos, lanchas, cabines de cruzadores, e boa parte da estrutura de navios tem sido construída com esse tipo de material desde 1930. Hoje em dia se constrói barcos com casco de alumínio, os quais podem ter até 61 metros de comprimento. Os cascos são pintados para evitar a formação de crostas, que poderiam surgir devido ao ambiente marinho, ao passo que as superestruturas são pintadas somente por motivos estéticos. Superestruturas navais pintadas fabricadas com alumínio necessitam de retoques com freqüência duas vezes menor que as mesmas superestruturas fabricadas com aço. E devido a um contraste marcante, a superestrutura de alumínio pintada freqüentemente induz à necessidade de fazer retoques na pintura da parte fabricada em aço, com uma freqüência maior do que seria necessário se o alumínio não fosse usado.
Taxas de Formação de Pites – Se a corrosão acontecer, ela se manifesta pela formação de pites e segue função cúbica inversa semelhante à apresentada para água fresca. A exceção a esta regra ocorre quando existe clade, pos neste caso a profundidade máxima do pite não excede a espessura do clade, até que uma extensa área de clade seja removida.
As ligas de alumínio-magnésio trabalhadas são as mais resistentes à ação corrosiva da água do mar. Raramente são encontrados pites com profundidade de 1270 micra, mesmo após 10 anos de imersão neste meio. Já as ligas alumínio-magnésio silício são menos resistentes à corrosão causada por água do mar, embora partes de estruturas fabricadas com estas ligas possam ser usadas na água do mar sem proteção. Estas ligas também sofrem corrosão por pites e corrosão intergranular até certo ponto. Por outro lado, as ligas de alta resistência mecânica, como alumínio-cobre e alumínio-zinco-magnésio, são menos resistentes à ação corrosiva da água do mar e não devem ser imersas em água do mar, a não ser protegidas por clades.
Há pouca informação sobre corrosão em ligas de alumínio causada por solos, porém o pouco que já foi relatado indica que com exceção das ligas Al-Cu e Al-Zn-Mg, as demais ligas de alumínio são resistentes à ação corrosiva da maioria dos tipos de solos. Não ocorre redução de espessura de chapas fabricadas com estas ligas, a não ser que o solo esteja contaminado com substâncias químicas muito corrosivas. E se a corrosão ocorrer, se manifesta pela formação de pites, e a taxa de penetração cai com o tempo. Ainda não foi estabelecida uma relação entre profundidade de pite e tempo, mas tudo indica que para os solos em geral também vale a mesma função cúbica inversa descrita para água fresca e água do mar.
O alumínio é resistente à ação corrosiva da maioria dos alimentos, e por este motivo é muito utilizado na fabricação de embalagens de comida e bebida, além de ser utilizado também na fabricação de utensílios domésticos. Pipocas e batatas podem causar manchas de escurecimento superficial em panelas de alumínio, mas que podem ser removidas por meios do uso de agentes abrasivos comuns. O ruibarbo, que contém ácido oxálico, apresenta efeito de abrilhantamento nos utensílios de alumínio e dissolve filmes anódicos que estejam presentes. Recipientes de alumínio são usados para muitos alimentos, geralmente com um filme superficial protetor interno para evitar o

surgimento de pites. Além de embalagens para alimentos, o alumínio também é muito usado em embalagens para bebidas.
O alumínio é completamente resistente à ação corrosiva de muitas substâncias químicas, enquanto em outras se dissolve uniformemente e rapidamente. Em algumas substâncias químicas, como o metanol ou o fenol, um traço de água (0,1 %) evita a corrosão, principalmente em altas temperaturas. Em outras, com, por exemplo, no SO2 líquido, um traço de água provoca corrosão. E a conjugação de substâncias diferentes, que isoladamente seriam inofensivas, pode causar corrosão no alumínio. Por exemplo, o ácido acético glacial é inócuo ao alumínio, mas com traços de mercúrio em dissolução pode causar corrosão por deposição no alumínio. A temperatura e o grau de agitação também exercem influência no comportamento do alumínio em corrosão causada por estas substâncias. Sempre que for desenvolvida uma nova aplicação importante para o alumínio seu comportamento em corrosão deve ser analisado em laboratório.
Hidrocarbonetos Halogenados
As ligas de alumínio em geral são resistentes à corrosão causada por hidrocarbonetos halogenados puros na maioria das condições, e particularmente à temperatura ambiente. Entretanto, alguns hidrocarbonetos podem produzir uma rápida taxa de corrosão ou mesmo uma reação violenta no alumínio. Devem ser estabelecidas condições de serviço em segurança antes que o alumínio seja usado em contato com qualquer hidrocarboneto halogenado.
Os hidrocarbonetos halogenados podem ser decompostos por hidrólise se houver presença de água, ou por outros processos, produzindo ácidos minerais, como o ácido clorídrico. Esses ácidos corroem as ligas de alumínio ao destruir a proteção natural conferida pelo filme de óxido protetor. A corrosão das ligas de alumínio por esses ácidos podem promover reações nos próprios hidrocarbonetos, pois os haletos de alumínio formados pela corrosão são catalisadores para reações, como é o caso do AlCl3. Em alguns casos podem se formar compostos alcalinos de alumínio. Devido à rápida taxa de aquecimento, uma vez iniciadas a corrosão do alumínio e a reação do hidrocarboneto halogenado tendem a se tornar autocatalíticas.
A reatividade das ligas de alumínio com os hidrocarbonetos halogenados geralmente decresce à medida que aumenta a estabilidade química desses hidrocarbonetos, geralmente disponível na literatura sobre termodinâmica. Assim, o alumínio é mais resistente aos hidrocarbonetos halogenados com flúor, seguidos por aqueles que contêm cloro, bromo e iodo em ordem de resistência à corrosão decrescente. O alumínio também é resistente à ação corrosiva de hidrocarbonetos halogenados altamente polimerizados, indicando o alto grau de estabilidade química deste tipo de substância.
O comportamento das ligas de alumínio em contato com misturas de diferentes tipos de hidrocarbonetos halogenados, ou misturas destes hidrocarbonetos com outros compostos orgânicos, não pode ser inferido a partir do comportamento destes materiais com estas substâncias isoladas. Misturas de metanol e tetracloreto de carbono, por exemplo, resultam em rápida corrosão de algumas ligas de alumínio à temperatura ambiente, embora, isoladamente cada uma destas substâncias não apresentem o mesmo efeito.
A resistência das ligas de alumínio à ação corrosiva de hidrocarbonetos halogenados tende a diminuir com o aumento da temperatura. A taxa da corrosão em muitos hidrocarbonetos halogenados líquidos permanece baixa até que p ponto de ebulição seja atingido. Em alguns tipos de hidrocarbonetos, a taxa é baixa ou inexistente mesmo nesta temperatura. Outros fatores que afetam a resistência a esse tipo de corrosão incluem a presença de um inibidor e a pureza do hidrocarboento halogenado. Aminas ou vários compostos heterocíclicos têm sido usados efetivamente como inibidores em certos casos.
O alumínio finamente dividido, como no caso de pós e partículas finas em geral, não deve ser exposto a um hidrocarboneto halogenado. A possibilidade de ocorrer uma reação violenta, até mesmo uma explosão, aumenta quando o alumínio com elevada área superficial é exposto a um pequeno volume de hidrocarboneto halogenado, ainda mais quando esta operação é realizada sob pressão.
Tubos de alumínio são utilizados para o transporte de substâncias refrigerantes à base de freon. Banhos desengraxantes de tricloroetileno são usados para limpeza de produtos de alumínio trabalhados mecanicamente. Estes banhos são comprovadamente eficientes nesta função, desde que um solvente estabilizado seja utilizado, evitando-se a acumulação de água e de finos de alumínio e descartando-se o banho quando for detectada a presença de ácido.
Materiais de Construção Civil
O alumínio e suas ligas são muito utilizados em edifícios comerciais, na forma de fachadas, portas, janelas e condutores elétricos, assim como em residências privadas na forma de janelas, portas de telas, calhas e outros produtos. O desempenho do alumínio em contato com, ou mesmo encapsulado em, materiais de construção civil, como concreto, argamassa, gesso, cal, tijolos e madeira é importante nessas aplicações.
Ao contrário do que se acredita, as ligas de alumínio não são seriamente corroídas por inserção em longo prazo em concreto à base de cimento portland, argamassa de tijolos padrão, argamassa de tijolos à base de cal e gesso. Ocorre ataque leve e superficial no alumínio quando este entra em contato com estes produtos, mas a não ser que ocorram molhamento e secagem alternados e intermitentes, não ocorre corrosão considerável. Entretanto, o alumínio pode sofrer corrosão quando em contato com concreto contendo cloro e em contato com metal dissimilar, como, por exemplo, o aço da estrutura de reforço.
Materiais absorventes como papel, asbesto, ou madeira não são adequados para receber revestimentos que ficam em contato com o alumínio sob condições nas quais este fica úmido, por causa da condensação da água, proveniente de outra fonte, que tende a corroer o alumínio. Placas de alumínio isoladas com compósitos aderidos são feitas com uma mistura com uma barreira de umidade para evitar que o isolamento fique úmido. Alguns materiais de isolamento, como a magnésia, são alcalinos e assim bastante corrosivos em relação ao alumínio. Oxicloreto de magnésio, material freqüentemente utilizado em pisos de automóveis, trens de metrô e convés de navio, é muito corrosivo ao alumínio e não deve ser usado em contato com este metal, independentemente do tipo de medida preventiva adotada.
Embora poucos tipos de madeira provoquem corrosão por contato com o alumínio, surge risco de corrosão quando o teor de umidade na madeira supera a faixa de 18 a 20 %, uma condição que é atingida quando a umidade do ar ambiente supera 85 %. Se a madeira umedecer em serviço, o alumínio utilizado em contato com esta madeira deve ser protegido por uma membrana impermeável ou por um revestimento betuminoso aplicado por pintura. Outra possibilidade de corrosão é o uso de madeira que esteve em contato com água do mar, absorvendo sais extremamente corrosivos. Algumas substâncias usadas na proteção das madeiras podem ajudar a inibir a corrosão do alumínio pelo contato com a madeira assim protegida. Entretanto, outros tipos de substâncias usadas na proteção da madeira, principalmente as que contêm cobre e, agravam a corrosão do alumínio. Outro agente extremamente agressivo é o mercúrio, que também pode estar presente em algumas substâncias usadas na proteção da madeira.
Tipos de Corrosão
Corrosão Uniforme – Se o filme de óxido for solúvel no ambiente, como, por exemplo, em ácido fosfórico ou hidróxido de sódio, o alumínio se dissolve uniformemente a uma taxa constante. Se ocorrer liberação de calor, como no caso da dissolução em hidróxido de sódio, a temperatura da solução e a taxa de corrosão aumentam. Dependendo dos íons presentes, assim como de sua concentração e da temperatura, o ataque pode ser superficial ou uma dissolução rápida. O ataque corrosivo uniforme pode ser medido por perda em massa ou por perda de espessura.
Corrosão Localizada – Em ambientes nos quais o filme superficial é insolúvel, a corrosão se localiza em pontos fracos do filme de óxido e assume uma das formas descritas a seguir. A corrosão localizada ocorre por um mecanismo eletroquímico e é causada pela diferença no potencial de corrosão numa célula local formada por diferenças na superfície do metal. A diferença em geral está na camada superficial, por causa da presença de microconstituintes catódicos, que podem ser compostos intermetálicos insolúveis ou elementos simples. Os mais comuns são o CuAl2, o FeAl3 e o silício. Entretanto, a diferença pode estar na superfície por causa de diferenças locais no ambiente. Um exemplo comum deste caso é a célula de aeração diferenciada. Outro exemplo é a presença de partículas de metal pesado depositadas na superfície. Menos freqüente é a presença de impurezas retidas na superfície como ferro e cobre. Existem vários outros tipos de causa de formação de célula local. A severidade da célula local de corrosão tende a aumentar com a condutividade do ambiente.
Outra causa eletroquímica da corrosão é o resultado de uma corrente elétrica que deixa a superfície do alumínio para entrar no ambiente. O único tipo de corrosão localizada que não está associada a um mecanismo eletroquímico é a corrosão por atrito, que é um tipo de oxidação seca. Em quase todos os casos de corrosão localizada, o processo envolve uma reação com a água: 2Al + 6H2O ? Al2O3.3H2O + 3H2. O produto da corrosão é quase sempre o tri-hidrato de óxido de alumínio (Bayerita). A corrosão localizada em geral não corre em água extremamente pura à temperatura ambiente ou em ausência de oxigênio, mas pode ocorrer em soluções mais condutivas por causa da presença de íons como o cloreto ou o sulfato. Um exame do produto da corrosão permite identificar o íon agressivo e assim a causa da corrosão. A corrosão localizada freqüentemente pode ser controlada ou mesmo evitada, como será abordado a seguir.
Corrosão por Pites – O pite consiste na remoção de metal em determinados sítios localizados da superfície do metal, resultando no desenvolvimento de cavidades. Para que ocorra a formação de pites, deve estar presente um eletrólito, que pode ser um líquido volumoso, um sólido úmido, um filme de umidade condensada, ou gotas de água depositadas sobre uma superfície. O oxigênio também deve estar presente, para que haja a formação do pite.
Enquanto a forma dos pites no alumínio pode variar de depressões rasas em forma de pires até furos cilíndricos, a abertura é aproximadamente redonda, e a cavidade do pite é ligeiramente hemisférica. Isso diferencia o pite da corrosão intergranular, cujo ataque é confinado a “túneis” subsuperficiais ao longo de contornos de grãos, que são visíveis somente em análise metalográfica de seções retas. A corrosão intergranular pode ocorrer conjuntamente com a formação de pites, e neste caso as fissuras intergranulares avançam no metal lateralmente e para o seu interior a partir da cavidade do pite. A causa primária da formação de pites no alumínio é a presença de células locais na superfície metálica, como descrita anteriormente.
Nas etapas iniciais do crescimento do pite, a reação é autocatalítica. A iniciação ocorre pela ruptura de um ponto na superfície do filme de óxido adjacente à partícula catódica. Se um íon de cobre está presente, se deposita no sítio catódico, aumentando o potencial motriz da reação. À medida que a cavidade do pite (anodo) se desenvolve, o ambiente torna-se ácido (pH 3 a 4), e o ambiente em torno da superfície catódica torna-se ligeiramente alcalino. Essas mudanças locais no ambiente aumentam o potencial motriz da célula local e também a corrente do pite. Quando se atinge o estado estacionário, a corrente do pite mantém-se constante e é controlada pelo catodo externo, cuja área é influenciada pela condutividade do eletrólito. Pites próximos interagem ao competir pela área catódica disponível. Geralmente, quanto maior o número de pites, mais raso será o pite mais profundo. Em pites profundos que ficaram revestidos com produtos de corrosão, a função do catodo externo é provavelmente menos importante, e o pH do líquido presente na cavidade é provavelmente mais importante.
A composição do eletrólito tem grande influência na iniciação e na taxa de crescimento dos pites no alumínio. Entretanto, a influência dos muitos ânions e cátions é complexa e ainda não está completamente compreendida. Porém, em todos os casos a taxa de penetração diminui consideravelmente com o tempo. O alumínio de alta pureza duplamente refinado (AA 1099) apresenta excelente resistência à formação de pites e neste aspecto é muito superior às ligas comerciais. A liga 3003, fabricada a partir de matéria-prima de alta pureza e destinada à produção de utensílios de cozinha, é bastante resistente à formação de pites. Entre as ligas comerciais, o grupo das ligas alumínio-magnésio (série 5XXX) é o que apresenta a menor possibilidade de formação e penetração de pites. Com teor de cobre muito baixo (inferior a 0,04 %), as ligas alumínio manganês (3XXX) mostram comportamento comparável, porém quando o teor de cobre atinge 0,15 %, a formação de pites é mais acentuada, especialmente em água do mar. No alumínio comercialmente puro (1XXX), a resistência à formação de pites aumenta com o grau de pureza e é melhor quando os teores de ferro e cobre são mais baixos. Nas ligas alumínio-magnésio-silício (6XXX), ocorrem ao mesmo tempo a formação de pites e a corrosão intergranular. Por exemplo, a liga 6351 pode apresentar suave formação de bolhas em atmosferas industriais severas e na água do mar. Na forma de chapas, as ligas alumínio-cobre (2XXX) e alumínio-zinco-magnésio (7XXX) são revestidas por clades como forma de proteção contra a formação de pites.
Corrosão por Frestas – Se um eletrólito está presente numa fresta formada entre duas superfícies de alumínio, ou entre uma superfície de alumínio e um material não metálico, ocorre corrosão localizada na forma de pites ou mesmo de um remendo. O teor de oxigênio na fresta é consumido pela reação de formação de um filme com a superfície de alumínio, e a corrosão pára por causa porque o fornecimento de oxigênio por difusão para a fresta é lento. Na abertura da fresta, tanto submersa quanto exposta ao ar, há maior quantidade de oxigênio. Isso cria uma célula local: água com oxigênio em contraste com água sem oxigênio, e os potenciais de corrosão são tais que ocorre corrosão localizada na região empobrecida em oxigênio (anodo) imediatamente adjacente à região rica em oxigênio (catodo) próxima à abertura da fresta. Isso pode ser denominado uma célula de concentração ou uma célula de areação diferencial. Uma vez iniciado o ataque corrosivo que leva à formação da fresta, a área do anodo se torna ácida, enquanto a área do catodo se torna alcalina. Essas mudanças favorecem ainda mais a ação da célula local.
Corrosão por Frestas – Se um eletrólito está presente numa fresta formada entre duas superfícies de alumínio, ou entre uma superfície de alumínio e um material não metálico, ocorre corrosão localizada na forma de pites ou mesmo de um remendo. O teor de oxigênio na fresta é consumido pela reação de formação de um filme com a superfície de alumínio, e a corrosão pára por causa porque o fornecimento de oxigênio por difusão para a fresta é lento. Na abertura da fresta, tanto submersa quanto exposta ao ar, há maior quantidade de oxigênio. Isso cria uma célula local: água com oxigênio em contraste com água sem oxigênio, e os potenciais de corrosão são tais que ocorre corrosão localizada na região empobrecida em oxigênio (anodo) imediatamente adjacente à região rica em oxigênio (catodo) próxima à abertura da fresta. Isso pode ser denominado uma célula de concentração ou uma célula de areação diferencial. Uma vez iniciado o ataque corrosivo que leva à formação da fresta, a área do anodo se torna ácida, enquanto a área do catodo se torna alcalina. Essas mudanças favorecem ainda mais a ação da célula local.
Uma variável importante no contexto da corrosão por frestas é a largura da abertura da fresta, porque este valor determina a facilidade da difusão do oxigênio para a fresta, além de afetar a resistividade do líquido existente dentro da fresta. A corrosão por festas no alumínio é desprezível em água fresca.
Frestas Submersas – No caso de frestas submersas, outra variável importante é a razão da área superficial ativamente corroída para a área externa efetiva do catodo. A taxa de corrosão por fresta no alumínio aumenta com a diminuição das dimensões da abertura da fresta e com o aumento da área externa do catodo. A corrosão das ligas Al-Cu e Al-Zn-Mg é muito mais rápida do que a das ligas 3XXX (Al-Mn) e 5XXX (Al-Mg) e do alumínio

comercialmente puro (1XXX). Novamente a largura da fresta é importante, porque as taxas de corrosão são baixas para frestas com aberturas superiores a 254 micra.
Frestas Atmosféricas – No projeto de estruturas de alumínio para serviço marítimo, não há necessidade de uma margem para obter uma vida útil de 5 anos, com exceção do caso de seções retas inferiores a 1016 micra. Para conseguir vida útil mais prolongada, as superfícies expostas devem ser revestidas com pinturas inibidoras, e, quando possível, a fresta deve ser selada com substância aderente que elimine a umidade. No caso de seções mais espessas não há necessidade de providência semelhante.
Fresta em Águas – Embora seja desprezível em água fresca a corrosão por fresta do alumínio muitas vezes se manifesta como corrosão por pites, embora a taxa dessa reação seja relativamente lenta. A resistência à corrosão por fresta é semelhante à resistência à corrosão por pites no caso do alumínio, e é mais alta no caso de ligas Al-Mg do que no caso de ligas Al-Mg-Si.
Manchas Causadas por Água – O caso mais comum de corrosão por fresta no alumínio ocorre quando água está presente no espaço restrito entre camadas de alumínio em contato estreito, como em pacotes de chapas ou bobinas. Pode ocorrer durante armazenamento ou transporte por causa de proteção inadequada para evitar a entrada de água da chuva, ou por causa de condensação dentro da fresta quando a temperatura da superfície metálica cai abaixo do ponto de orvalho. Manchas irregulares de corrosão são produzidas nas superfícies que estão em contato, podem variar na coloração de cinza a marrom, ou mesmo preto. Em casos de corrosão mais acentuada o produto de corrosão une as suas superfícies tão fortemente que dificulta a separação.
E alguns casos, as manchas apresentam alguns anéis irregulares, como linhas de contornos de mapas. Provavelmente são contornos de poças d’água e várias etapas de evaporação. As manchas inviabilizam o uso das chapas em aplicações nas quais o aspecto visual é importante, embora a corrosão não seja profunda e raramente ocorra perfuração, mesmo em chapas finas. As áreas manchadas não são mais suscetíveis à corrosão subseqüente, elas são na verdade mais resistentes porque estão cobertas por um file de óxido relativamente espesso. A ocorrência de manchas causadas por água pode ser evitada mediante cuidados para impedir a entrada de água da chuva e condições de condensação. A temperatura do metal deve ser mantida acima do ponto de orvalho, tanto ao se garantir umidade relativa baixa no local, quanto ao se evitar o resfriamento do metal.
Corrosão Filiforme – É um caso especial de corrosão por fresta que pode ocorrer numa superfície de alumínio sob revestimento orgânico. Assume a forma de filamentos aleatoriamente distribuídos com formato de espiras, e também pode ser conhecida como corrosão vermicular ou em forma de vermes. Os produtos de corrosão formam uma protuberância na superfície do revestimento, como colinas numa planície. As trilhas procedem de um ou mais pontos, onde o revestimento falha. O filme superficial propriamente dito não é envolvido no processo, exceto na função de prover zonas inadequadas com pouca adesão, que formam as frestas nas quais ocorre corrosão, como conseqüência do acesso da umidade em áreas com acesso restrito de oxigênio. A corrosão filiforme em geral ocorre em ambientes caracterizados por elevada umidade. Pode ser combatida pelo uso de revestimentos, anodização e inibidores à base de cromato aplicados antes da pintura. A quantidade de alumínio consumida pela corrosão em frestas é pequena e significativa apenas em caso de pequenas espessuras ou quando a aparência da superfície é muito importante. Mais sério é o caso de produtos de corrosão em grandes quantidades em espaços confinados, pois sendo muito mais volumosos que o metal a partir do qual são produzidos, podem distorcer mesmo seções com grandes dimensões.
Corrosão Galvânica – A corrosão acelerada de um metal por causa de contato elétrico com um metal mais nobre ou com um condutor não metálico como a grafite em um ambiente condutor é denominada corrosão galvânica. Os exemplos mais comuns de corrosão galvânica nas ligas de alumínio em serviço ocorrem quando estas são soldadas ou ligadas de alguma forma ao aço ou ao cobre e expostas a um ambiente de névoa salina. A liga de alumínio corrói mais rapidamente do que na ausência de contato com o metal dissimilar.
A taxa de ataque corrosivo galvânico depende de alguns fatores: a) diferença de potencial de corrosão entre os dois metais; b) resistência elétrica entre os dois metais; c) condutividade elétrica do eletrólito; d) razão entre as áreas do catodo e do anodo; e) características de polarização dos dois metais. A tabela de potenciais de corrosão apenas diz se o metal pode ou não sofrer corrosão galvânica, mas não prevê a extensão do ataque corrosivo. Por exemplo, a diferença de potenciais entre o alumínio e o aço inoxidável é maior do que entre o alumínio e o cobre, mas na junção alumínio-cobre o ataque corrosivo é mais intenso devido á maior polarização. Além do contato físico, a imersão dos metais dissimilares de algum modo ligados em um mesmo eletrólito também acarreta corrosão galvânica.
A corrosão galvânica do alumínio em geral é suave, exceto em meios muito condutores como água do mar, névoa salina e lamas salgadas. Em água natural não salina e em atmosferas não salinas a corrosão galvânica do alumínio é raramente significativa, embora gotejamento de água a partir de cobre e suas ligas em superfícies de alumínio acarretem considerável ataque corrosivo por pites.

Em ambientes naturais, inclusive em condições salinas, o zinco é anódico em relação ao alumínio e, portanto, se corrói preferencialmente. O magnésio também apresenta efeito semelhante, embora em ambientes marinhos fortemente corrosivos este metal acarrete corrosão catódica do alumínio por causa da condição alcalina existente na superfície do alumínio. O cádmio é neutro em relação ao alumínio e pode ser usado em contato com este metal de forma segura. Os outros metais estruturais são catódicos e provocam corrosão galvânica no alumínio. Entre todos os metais os mais corrosivos quando em contato com o alumínio são o cobre e suas ligas (latão, bronze e cuproníquel) seguidos pelos aços (somente em ambientes salinos). Em ambientes normais e em águas naturais os aços inoxidáveis podem ser utilizados seguramente em contato com o alumínio. O níquel é menos agressivo do que o cobre, apresentando comportamento semelhante ao dos aços inoxidáveis em relação ao alumínio. Em atmosferas marinhas muito agressivas o aço inoxidável provoca corrosão no alumínio. Em água do mar a ação corrosiva depende da razão entre as áreas do catodo e do anodo. Revestimentos eletrolíticos de cromo apresentam o mesmo efeito do aço inoxidável. O chumbo pode ser usado com o alumínio, exceto em atmosferas marinhas muito agressivas. O comportamento galvânico das diversas ligas de alumínio é muito semelhante, não sendo solução eficaz a roca de ligas.
Corrosão por Deposição – Este é um caso especial de corrosão galvânica no qual o ataque se manifesta pela formação de pites. Ocorre quando partículas de um metal mais catódico em suspensão se depositam na superfície de alumínio, formando células galvânicas locais. Os íons agressivos ao alumínio são o cobre, o chumbo, o mercúrio, o níquel e o estanho, comumente conhecidos como metais pesados. O efeito dos metais pesados é ainda maior em soluções ácidas, ao passo que em soluções alcalinas sua solubilidade é muito menor, resultando em efeitos menos severos.
O íon cobre se constitui na causa mais comum desse tipo de corrosão em aplicações do alumínio. O exemplo mais comum é a chuva que incide em telhados de cobre e se deposita em calhas de alumínio, provocando corrosão. Mesmo pequenos teores de cobre, da ordem de 0,05 ppm, podem ser nocivos, dependendo das condições de exposição. Por exemplo, o cobre representa um problema muito maior em soluções areadas de haletos do que em soluções areadas de não haletos.
O íon mercúrio é o mais agressivo ao alumínio, mesmo em traços. Felizmente o mercúrio raramente está presente em águas naturais ou em soluções aquosas comerciais, mas é ocasionalmente encontrado em locais inesperados, como, por exemplo, devido à quebra de um termômetro ou onde o mercúrio retido contaminou uma estrutura.
O mercúrio líquido não molha uma superfície de alumínio, e pode ser manuseado em garrafas anodizadas de alumínio. Entretanto, se a camada de óxido natural da superfície de alumínio é rompida (o que pode ser favorecido pela presença de haletos), o alumínio dissolve-se no mercúrio, formando um amálgama e então a reação corrosiva torna-se catastrófica. O alumínio dissolvido se oxida imediatamente na presença de umidade, e mais alumínio se dissolve gerando um ciclo agressivo com altas taxas de corrosão.
Corrosão Intergranular – É o ataque seletivo da zona dos contornos de grãos sem ataque significativo na matriz (interior dos grãos). O mecanismo é eletroquímico e é resultado da ação de uma célula local nos contornos de grãos. Células são formadas entre microconstituintes de segunda fase e o alumínio que é retirado da solução sólida da qual se formam os microconstituintes. Estes microconstituintes possuem diferentes potenciais de corrosão em relação à solução sólida empobrecida adjacente. Em algumas ligas, como Al-Mg e Al-Zn-Mg-Cu os precipitados (Mg2Al3, MgZn2 e AlxZnxMg) são mais anódicos que a solução sólida adjacente. Em outras ligas, como Al-Cu, os precipitados (Al2Cu e AlxCuxMg) são catódicos em relação à solução sólida empobrecida. Em qualquer um dos casos, ocorre o ataque da região dos contornos de grãos.
O grau de susceptibilidade intergranular é controlado pelas práticas industriais de fabricação, que podem afetar a quantidade, tamanho e distribuição de partículas intermetálicas de segunda fase. A resistência à corrosão intergranular pode ser obtida pela aplicação de tratamentos térmicos que causem precipitação homogênea ao longo da estrutura dos grãos, ou ao restringir a quantidade de elementos de liga que podem causar este problema. Ligas nas quais não se formam microconstituintes de segunda fase nos contornos de grãos, ou aquelas que possuem potencial de corrosão similar ao da matriz (MnAl6) não são suscetíveis à corrosão intergranular, como é o caso das ligas 3003, 3004 e do alumínio comercialmente puro 1100.
As ligas alumínio-magnésio (5XXX) contendo menos de 3 % de magnésio são bastante resistentes à corrosão intergranular. Em casos não comuns ocorre ataque intergranular na zona termicamente afetada de soldas após meses de exposição a temperaturas moderadamente elevadas (da ordem de 100 ºC), em soluções quentes e ácidas de nitrato de amônia (a cerca de 150 ºC), ou água potável quente (a 80 ºC). Para teores de magnésio mais elevados, a corrosão intergranular não ocorre quando estas ligas são fabricadas de maneira adequada e utilizadas à temperatura ambiente. Entretanto, certas ligas podem se tornar suscetíveis à corrosão intergranular após prolongada exposição em temperaturas elevadas, acima de 27 ºC. Este fenômeno é popularmente conhecido como sensitização. O grau de sensibilidade aumenta com o teor de magnésio, com o tempo de exposição à temperatura e com o grau de encruamento (trabalho mecânico de deformação plástica).
As ligas Al-Mg-Si trabalhadas (6XXX) geralmente apresentam alguma susceptibilidade à corrosão intergranular. Com uma composição balanceada de magnésio e silício, que resulta na formação da fase Mg2Si, o ataque intergranular é menor e também inferior ao que ocorre nas ligas Al-Cu (2XXX) e Al-Zn-Mg-Cu (7XXX). Quando a liga Al-Mg-Si contém teor excessivo de silício (superior ao necessário para formar Mg2Si), aumenta a corrosão intergranular por causa da forte natureza catódica do constituinte insolúvel de silício.
Nas ligas Al-Cu-Mg (2XXX), tratamentos térmicos que promovem precipitação seletiva nos contornos de grãos provocam susceptibilidade à corrosão intergranular. Já foi comprovado que o resfriamento rápido após o tratamento térmico de solubilização resulta em alta resistência à corrosão intergranular. Analogamente, o resfriamento lento pós-solubilização resulta em susceptibilidade intergranular.
A corrosão intergranular em ligas Al-Zn-Mg-Cu (7XXX) também pode ser afetada por tratamento térmicos. O tratamento térmico, algumas vezes em combinação com a deformação mecânica, é utilizado para melhorar a resistência à corrosão intergranular.
Corrosão por Esfoliação – A esfoliação, também chamada corrosão por camadas ou corrosão lamelar, é um tipo de ataque subsuperficial que ocorre ao longo de múltiplas trilhas paralelas à superfície do metal. O ataque ocorre geralmente ao longo de contornos de grãos (corrosão intergranular), mas também é observado ao longo de estrias de constituintes insolúveis que se distribuíram ao longo de planos paralelos na direção de trabalho mecânico. A esfoliação acontece predominantemente em produtos de pequena espessura e altamente deformados, com microestrutura de grãos alongados. A intensidade da esfoliação aumenta em ambientes ligeiramente ácidos e quando o alumínio está ligado a um metal dissimilar catódico.
A esfoliação é caracterizada pela formação de “folhas”, ou camadas finas de metal ainda não corroído e camadas mais espessas de produtos de corrosão que aumentam o volume do material. Geralmente a esfoliação ocorre a partir de uma beirada cisalhada e se dirige para o interior do material. Quando é suave, assume a forma de bolhas com produto de corrosão se acumulando no centro. Neste caso inicialmente forma-se um pite que penetra para o interior até encontrar uma camada suscetível. O ataque então se transforma em penetração lateral com geração de produtos de corrosão volumosos que provocam o aparecimento de bolhas. A esfoliação não é acelerada pela aplicação de uma tensão e não leva ao trincamento por corrosão sob tensão.
O alumínio comercialmente puro (1XXX) e as ligas alumínio-manganês (3XXX) são bastante resistentes à corrosão por esfoliação, mesmo em diferentes condições de processamento. Em ligas Al-Zn-Mg-Cu (7XXX) a resistência à corrosão por esfoliação pode ser aumentada pela realização de um tratamento térmico de superenvelhecimento (têmperas do tipo T7XXX em ligas trabalhadas), embora com perda de resistência mecânica da ordem de 5 a 10 %. Tratamentos térmicos que propiciem recristalização também podem ter efeitos semelhantes. Ajustes de composição química também podem ser benéficos nesse sentido.
Trincamento por Corrosão sob Tensão – Sob a ação combinada de uma tensão trativa e de um meio corrosivo específico pode ocorrer a ruptura de alguns componentes fabricados com ligas de alumínio devido ao trincamento por corrosão sob tensão. Entretanto, a corrosão sob tensão se limita a ligas Al-Cu-Mg (2XXX) e Al-Mg (5XXX) contendo mais de 3 % de magnésio, e as ligas Al-Zn-Mg-Cu (7XXX). Raramente ocorre corrosão sob tensão em ligas Al-Mg-Si (6XXX). Não ocorre no alumínio comercialmente puro (1XXX), nas ligas Al-Mn (3XXX) ou nas ligas Al-Mg (5XXX) contendo menos de 3 % de magnésio. Ocorre em ambientes agressivos contendo cloretos e, em caso de maior susceptibilidade, ao ar úmido.
A susceptibilidade das ligas de alumínio à corrosão sob tensão depende da microestrutura, a qual por sua vez é influenciada pelo tratamento/processamento prévio. A fragilização por hidrogênio é particularmente severa em ligas Al-Zn-Mg-Cu e em algumas ligas Al-Mg.
Corrosão-Fadiga – Num ambiente corrosivo a curva S/N (tensão por número de ciclos) é deslocada para baixo, ou seja, para valores de tensão mais baixos num determinado número de ciclos, de tal modo que a corrosão-fadiga pode ser descrita como a falha de um metal sob a ação combinada de uma tensão cíclica atuante e um ambiente corrosivo, e o dano resultante é maior do que o que seria provocado pela ação corrosiva e pela fadiga isoladamente. Entretanto, geralmente é difícil diferenciar o aspecto visual da fadiga isolada do aspecto visual da corrosão-fadiga.
As ligas de alumínio, assim como muito aços, apresentam resistência à corrosão-fadiga relativamente baixa, aproximadamente metade da resistência à fadiga ao ar e um quarto da resistência mecânica original do material. Surpreendentemente, a resistência à corrosão-fadiga de uma liga não é afetada significativamente pelo tratamento térmico, mesmo no caso das ligas endurecíveis por precipitação (Al-Cu (2XXX), Al-Mg-Si (6XXX) e Al-Zn-Mg-Cu (7XXX)). As falhas por corrosão-fadiga nas ligas de alumínio são caracteristicamente transgranulares, diferindo assim das falhas por trincamento por corrosão sob tensão, que são normalmente intergranulares. A corrosão localizada na superfície do alumínio, como a formação de pites, ou mesmo a corrosão intergranular, geram concentradores de tensões, reduzindo assim a vida em fadiga.
Ao ar, a umidade relativa apresenta um pequeno efeito na vida em corrosão- fadiga das ligas de alumínio. Entretanto, para valores muito pequenos (umidade relativa inferior a 5 %), a vida em fadiga aumenta ligeiramente. Há pouca diferença no comportamento em corrosão-fadiga das ligas de alumínio para diferentes tipos de água, seja natural, desmineralizada, dura ou em salmoura. Isso é surpreendente, pois a corrosividade normal destas águas no alumínio varia bastante.
Há pouca informação disponível sobre o efeito do processamento termomecânico no comportamento em corrosão-fadiga das ligas de alumínio. Não é possível garantir que uma determinada condição de processamento que proporciona boa resistência ao trincamento por corrosão sob tensão apresentará efeito igual ou semelhante com relação à corrosão-fadiga. Entretanto, é reconhecido o efeito benéfico da adição de cobre às ligas da série 7XXX (Al-Zn-Mg-Cu) no sentido de melhorar a resistência á corrosão-fadiga. O jateamento com partículas abrasivas, que aumenta a resistência à fadiga, provavelmente apresenta o mesmo efeito com relação à vida em corrosão-fadiga das ligas de alumínio, porém o jateamento não deve ser excessivo, o que poderia causar excessiva deformação plástica, que poderia causar susceptibilidade à esfoliação ou ao trincamento por corrosão sob tensão. Revestimentos protetores na superfície do material, inclusive pintura, também podem ser benéficos nesse sentido. A soldagem reduz tanto a vida em fadiga quanto a vida em corrosão-fadiga, mas o jateamento posterior aumenta a vida em corrosão-fadiga, principalmente quando sucedido por pintura.
Cavitação – O dano por cavitação acontece quando um líquido turbulento forma bolhas que entram em colapso ao incidirem sobre a superfície da liga de alumínio, rompendo a camada passivada protetora de óxido, iniciando assim a formação de pites, que podem ser densos o suficiente para provocar o surgimento de uma certa aspereza na superfície do material, ou mesma encruá-la ao ponto de provocar corrosão-fadiga, além de arrancar pequenas porções de material devido ao impacto da ação mecânica. Assim, o dano por cavitação pode ser resultado da corrosão ou da ação mecânica, ou desses dois fatores atuando conjuntamente. Em casos de cavitação suave, provavelmente predomina a ação química, que não pode ser evitada por proteção catódica. Quando predomina a ação mecânica, , o dano só pode ser evitado pela eliminação da condição de cavitação, através de modificações no projeto do equipamento.
Corrosão-Erosão – Quando um líquido passa por uma superfície de alumínio excedendo uma certa velocidade, podem se formar sulcos na superfície como resultado das ações química e mecânica. Em geral este fenômeno não corre quando a velocidade do líquido é inferior a 3 m/s. A corrosão-erosão e a cavitação apresentam certa similaridade e podem ocorrer conjuntamente. Apresentam como característica comum um mecanismo de dano na camada de óxido da superfície por ação mecânica, seguido por corrosão localizada. A perda de metal por corrosão pode ser acompanhada por perda de propriedades mecânicas, tanto por fadiga quanto por erosão. Os efeitos adversos da corrosão-erosão e da cavitação podem ser minimizados por diferentes métodos. A cavitação em bombas de água automotivas pode ser minimizada se o líquido de refrigeração contiver inibidores. Modificações de projeto e uso de inibidores podem evitar o acúmulo de óxidos em radiadores que causa corrosão nestes dispositivos.
Corrosão-Atrito – É um processo de desgaste que produz pontos de abrasão e superfícies de alumínio que se movem deslizando em contato entre si num ambiente corrosivo. Estes pontos de abrasão assemelham-se a pites contendo pós pretos, que são pequenas partículas de óxidos de alumínio. Ocorre freqüentemente no transporte de pacotes de chapas, embora também possa ser observada em tubos empacotados com folgas. A susceptibilidade a esse tipo de corrosão aumenta com o grau de polimento da superfície. O dano pode ser minimizado por empacotamento sob pressão, que evita movimento relativo dentro do pacote. O uso de recobrimento com óleos e de folhas de papel intercaladas também é benéfico nesse sentido. A anodização diminui acentuadamente o dano de corrosão-atrito, que é mais comum no caso de contato entre superfícies de alumínio do que quando o alumínio está em contato com um metal dissimilar. Pode ocorrer em tubos de trocadores de calor no suporte dos tubos e em juntas aparafusadas ou rebitadas de algumas estruturas, como, por exemplo, em caminhões. Este tipo de dano pode ser minimizado por modificações de projeto. Pontos de abrasão reduzem a resistência á fadiga de materiais usados em componentes submetidos a carregamento cíclico [3].
Substâncias Químicas Alimentos Solos Água do Mar Água Fresca Atmosferas
Processos de fabricação: fundição, extrusão, laminação e soldagem
a) Fundição
Processos de fundição usualmente adotados para a fabricação de peças de ligas de alumínio fundidas: fundição em areia (verde e estufada), em moldes permanentes ou semipermanentes e em máquinas sob pressão (“die casting”). Além desses processos, em menor escala também são utilizados os processos de fundição centrífuga, fundição de precisão (“investiment” ou cera perdida), moldagem em gesso (“plaster”) e a moldagem em casca (“shell molding”). A escolha do processo a ser utilizado depende de vários fatores, sendo que muitos aspectos do projeto serão influenciados pelo método de fundição. Os fatores técnicos são o tamanho e a forma da peça, as características da liga tais como as propriedades físicas e mecânicas, as espessuras máxima e mínima de cada seção, a complexidade do desenho da peça, as tolerâncias dimensionais e o tipo de acabamento. Os fatores econômicos são o número de peças idênticas a serem produzidas, a possibilidade de repetição de encomendas e os custos relativos de usinagem e acabamento das peças produzidas pelos diferentes processos.
Fundição em areia: a leveza (baixa densidade) das ligas de alumínio, que permite trabalhar com baixas pressões e também possibilita fazer um socamento de areia mais leve. Por outro lado, a dificuldade que as ligas de alumínio apresentam para se libertar dos óxidos e expelir os gases do molde constituem-se em desvantagens, que exigem cuidados especiais. Sendo assim, é muito importante maximizar a permeabilidade do molde, permitindo o deslocamento do ar e dos outros gases à medida que o metal líquido penetra na cavidade. Outra desvantagem na fundição de ligas de alumínio é sua fragilidade a quente. Como a resistência mecânica das ligas de alumínio durante a solidificação é muito baixa qualquer obstáculo que signifique maior resistência à contração resulta no surgimento de trincas. Outra característica importante das ligas de alumínio é a elevada contração de solidificação, que exige que esta seja compensada, pois varia de 0,9 a 1,3 %. A areia utilizada na fundição das ligas de alumínio pode ser natural ou sintética. Para que a areia de fundição seja lisa o suficiente é necessário que o teor de argila seja razoavelmente elevado. No caso da areia natural o teor de argila deve estar entre 10 e 25 %, enquanto na areia sintética o teor de argila deve ser da ordem de 3 a 10 %.
O molde deve ser projetado de modo que os canais permitam o acesso à cavidade por vários pontos diferentes, o que permite que seja possível o vazamento a uma temperatura mais baixa e proporciona melhor seqüência de solidificação. A altura de vazamento deve ser suficientemente alta para minimizar a formação de escórias e o aprisionamento de ar dentro do molde [1].
A fundição em coquilha é o processo no qual o vazamento ocorre em um molde permanente, em geral metálico, para peças de 8 a 10 kg. Podem ser utilizados os métodos de vazamento por gravidade (“permanent mold casting”) ou por pressão (“die casting”), sendo que neste último utiliza-se uma máquina especial para injetar o metal líquido na cavidade do molde (coquilha neste caso). O material mais comumente utilizado para a fabricação de coquilhas é o fero fundido cinzento. Normalmente utiliza-se um “verniz” para proteger a cavidade da coquilha. O verniz é uma mistura à base de caolim, silicato de sódio, grafita e água. A temperatura de uso da coquilha deve estar entre 150 e 350 ºC. A temperatura ideal de vazamento do metal líquido depende da complexidade do formato da peça e é determinada experimentalmente. O uso do molde metálico permanente somente se justifica quando a escala de produção é suficientemente alta, ou seja, um número de peças a fabricar com o mesmo molde igual ou superior a 2000 peças aproximadamente [1].
Ante-ligas: para a fabricação de ligas de alumínio por fundição, é necessária a utlização das chamadas ante-ligas como parte da matéria-prima. Ante-ligas são ligas com elevados teores de determinados elementos que entram na composição química do produto final, que são fabricadas por empresas especializadas nesse mercado, com o objetivo único de seriem como matéria-prima para a fabricação da liga final. O uso desse tipo de matéria-prima se justifica pela sua uniformidade de composição e pelo maior rendimento no aproveitamento do elemento de liga na liga final, ou seja, menor perda de elemento de liga na fundição. Adicionando-se o alumínio comercialmente puro sob a forma de lingotes como parte da matéria-prima de fundição, dilui-se o teor do elemento de liga. O uso das ante-ligas é particularmente importante na fundição de ligas que contêm elementos com ponto de fusão bem mais alto do que o alumínio, como é o caso do cobre, do níquel, do manganês, do cobalto e do titânio, entre outros [1].
Outro insumo fundamental na fundição de ligas de alumínio é o fluxo protetor, cujas principais funções são a proteção contra a oxidação e a ação de eliminação de gases, sendo que ambos os fatores são fundamentais para reduzir a incidência de defeitos nas peças fundidas. As ligas de alumínio, devido à elevada afinidade com o oxigênio e as levadas temperatura de fundição, que favorecem a oxidação, possuem elevada propensão à formação de óxidos. As elevadas temperaturas também favorecem a absorção de gases no metal líquido (Lei de Sieverts), gases esses provenientes da decomposição do vapor d’ água presente na atmosfera ou de hidrocarbonetos resultantes da queima dos gases de combustão. Por esse motivo, recomenda-se que sejam evitadas temperatura de vazamento muito superiores a 700 ºC. Além dos fluxos anti-oxidantes e que eliminam gases do banho metálico, há os fluxos para recuperação de alumínio da camada de banho ou do fluxo de cobertura e os fluxos para refino de grão, estes últimos à base de titânio, boro ou sódio [1].
b) Usinagem
A usinagem é a operação que se segue à fundição, com o objetivo de eliminar rebarbas e excessos de metal na peça fundida e também ajustar as dimensões da peça às especificações do produto final.
A seguir serão abordas as propriedades mais importantes das ligas de alumínio no que diz respeito às características da usinagem dessas ligas.
Densidade: com uma densidade três vezes menor do que a dos aços e do latão, as ligas de alumínio permitem operações com velocidades bem mais elevadas e com menor desgaste do equipamento. Como os esforços inerciais são menores, é possível realizar mudanças de velocidade e manobras rápidas com menor vibração do conjunto, o que favorece a obtenção de um bom acabamento superficial. O aproveitamento de material durante a usinagem é três vezes maior no caso do alumínio, sendo assim o custo de usinagem por peça de alumínio é sempre inferior ao da usinagem do latão e em alguns casos, quando a velocidade de corte for essencial, por exemplo, o custo de usinagem do alumínio pode ser inferior ao custo de usinagem do aço.
Ponto de fusão: a temperatura de fusão das ligas de alumínio, situada entre 650 e 700 ºC pode ser atingida na interface de contato peça-cavaco-ferramenta, o que pode levar à soldagem por fusão do alumínio à ferramenta, “empastando” a mesma. Neste caso devem ser usados recursos para reduzir o atrito e refrigerar a peça.
Módulo de elasticidade: o módulo de elasticidade do alumínio é cerca de 1/3 do módulo de elasticidade do aço e bem inferior ao módulo de elasticidade do latão, o que torna necessários certos cuidados para evitar ou minimizar distorções e erros dimensionais nas peças. Basicamente estes cuidados consistem em: - Usinar com avanços menores, reduzindo a carga de compressão sobre a peça e evitando a flexão da mesma. - Quando a peça for muito comprida, utilizar apoios (suportes) ao longo do comprimento da mesma. - Somente utilizar ferramentas com ângulos de corte agudos e bem afiadas, ou seja, com gumes bem acabados e polidos. - É necessário tomar cuidado no controle do aperto de fixação, com o objetivo de evitar amassamentos e deformações. A peça só deve ser fixada em suas seções mais sólidas ou mais espessas. Em caso de uso de mordentes hidráulicos em equipamentos automáticos, geralmente dimensionados para trabalhar com aços, recomenda-se diminuir a pressão de trabalho.
Usinabilidade: devido à possibilidade de usinar com altas velocidades, o tempo de usinagem das ligas de alumínio é relativamente curto, com excelentes resultados, principalmente para as chamadas ligas de corte fácil.
Condutibilidade térmica: a alta condutividade térmica do alumínio permite a rápida dissipação do calor gerado na usinagem, o que favorece o trabalho em velocidades elevadas.
Coeficiente de dilatação térmica: o coeficiente de dilatação térmica do alumínio, que é bem maior do que o do aço e o do latão, pode acarretar inconvenientes nos sistemas de fixação e medição das dimensões.
Coeficiente de atrito do alumínio: comparado com o coeficiente de atrito do aço, o coeficiente de atrito do alumínio é alto, o que resulta na redução do ângulo de cisalhamento durante o corte, aumentando a energia de deformação necessária para que ocorra o destacamento do cavaco. Esse fenômeno se agrava quando o cavaco é contínuo, ou seja, com intenso contato com a face da ferramenta. O uso de lubrificantes, de materiais de ferramenta com menor coeficiente de atrito e dispositivos de quebra de cavacos, permite reduzir o arrasto sobre a ferramenta, melhorando as condições de corte. Também é necessário um bom acabamento na afiação da ferramenta para reduzir o atrito [50].
c) Reciclagem
Atualmente uma parte significativa das cargas de fundição (material a ser fundido para fabricar as ligas) é constituída por “sucata” (material reaproveitado). No caso das latas utlizadas como embalagem de bebidas carbonatadas o índice de reaproveitamento chega próximo a 90 % em países como Brasil, Japão e outros. A reciclagem permite reduzir significativamente os custos de fabricação, principalmente no que se refere aos custos de energia, que são drasticamente reduzidos, assim como tem impactos muito positivos do ponto de vista ecológico, com redução significativa da contaminação do meio ambiente por lixo. E nos últimos anos os índices de reciclagem de ligas de alumínio têm crescido muito, razão pela qual abordaremos nesta seção alguns aspetos técnicos e mesmo econômicos da reciclagem das ligas de alumínio.
Qualquer tipo e forma de componente de alumínio pode ser reaproveitado por fundição e processamento mecânico posterior. Entretanto, as perdas de fusão da sucata atingem cerca de 10 %, devido à oxidação, que é mais intensa do que no metal primário (lingote: só 1%). Já nos anos 50 a reciclagem de alumínio na Europa atingia um índice de 35 %. O crescimento dos índices de reciclagem dependem fundamentalmente da organização de uma eficiente estrutura

de coleta, classificação, separação e manuseio da sucata. O surgimento da reciclagem na Alemanha data da Primeira Guerra Mundial.
A nomenclatura nessa área necessita de esclarecimentos iniciais. Hoje em dia fala-se ainda da indústria de metal secundário, na qual se agrega o reprocessamento dos produtos de alumínio já utilizados. O metal reaproveitado fundido (secundário) apresentava um conhecido “downcycling” (perda de rendimento) em comparação com o metal produzido a partir de matéria-prima virgem (primário), havendo por isso controvérsias quanto à necessidade e conveniência de utilizá-lo. A expressão “downcycling” está, de fato, associada a uma imagem negativa. Esta expressão encontra sentido no seu uso devido à utilização de uma mistura de cerca de 18 materiais plásticos (poliméricos) que existem em um automóvel de passeio ainda hoje. Como no “downcycling” de materiais poliméricos existe uma ainda maior variedade de materiais, devido à necessidade de descartar produtos de baixo valor agregado, como caixas de flores e etc, esse lixo problemático é direcionado principalmente para vazadouros ou é parcialmente incinerado (ambas as possibilidades, já atualmente, ou num futuro próximo, muito problemáticas ou mesmo proibidas). Para cada uso do alumínio reaproveitado através de novas refusões deve-se, ao contrário e com razão, usar o termo reciclagem.
Recentemente, aliás, na Europa, na América do Norte e, a seguir, no Japão, foram promulgadas, ou anunciadas, medidas legais que regulamentam o reaproveitamento de materiais como importantes produtos de consumo no ciclo produtivo de novos produtos. O caso de reaproveitamento mais importante, além das embalagens, é o da indústria automobilística, para a qual incluindo-se os impostos, com os quais a s fábricas têm que se preocupar, cerca de 90 % de todos os materiais dos automóveis usados são levados ao reaproveitamento. Aqui deve-se diferenciar entre o reaproveitamento de poucos produtos de alto valor e a autêntica reciclagem.
Enquanto a reciclagem de latas de bebidas para a produção de novas chapas para a fabricação de novas latas dá bons resultados, a tarefa de reaproveitamento de componentes de alumínio nos automóveis, com a exigência de uma classificação de sucatas quanto ao seu grau de pureza, aguarda uma solução técnica e comercial. Até hoje os automóveis usados, como já mencionado na literatura, são desmontados em peças com tamanhos de até alguns centímetros. A atual geração de automóveis ainda é dominada pelo aço, ou seja, precisam de uma grande quantidade de componentes de aço para funcionarem. Os vários metais leves e materiais poliméricos ainda possuem uma prioridade baixa. Os componentes dos automóveis feitos com metais não ferrosos podem, entretanto, serem separados através de processos de separação gravimétrica, de modo que também os metais leves dos automóveis podem ser separados para serem utilizados em reciclagem.
A sucata de alumínio dos automóveis tem um teor de silício relativamente alto (devido aos componentes fundidos). Também o teor de magnésio, e o de outros elementos de liga, sugeririam o uso dessa sucata para a fabricação de novas peças fundidas. Com certeza devido à diminuição das dimensões dos automóveis existe obrigatoriamente um aumento do teor de ferro no metal secundário, de modo que este metal é usado para a fundição de componentes com valor agregado relativamente baixo, ou como complemento nas cargas de fundição de uma gama mais ampla de componentes fundidos.
Finalmente deve ser constatado que a facilidade com a qual o alumínio pode ser reciclado, resultando em vantagens econômicas e ecológicas decisivas, de modo que a sucata de alumínio já possui um valor por unidade de massa relativamente elevado, diferentemente da sucata de outros produtos, como os materiais ferrosos. E já desde o século XIX o valor da sucata de alumínio era reconhecido e a mesma utilizada, sendo o alumínio considerado o metal do futuro [2]. d) Extrusão
O processo de extrusão consiste na transformação de um tarugo cilíndrico em um perfil estrutural, através da compressão do tarugo de alumínio contra uma matriz que contém um orifício através do qual escoa o alumínio, que tem assim seu diâmetro reduzido, transformando-se em um perfil, que pode ter diferentes tipos de aplicação em diversos tipos de produtos.
Existem três tipos principais de processo de extrusão: o mais comum e tradicional é a chamada extrusão direta, no qual o tarugo é comprimido contra uma matriz estática, através de cujo orifício o metal escoa transformando-se em perfil. Na extrusão indireta o tarugo estático é comprimido por uma matriz móvel através de cujo orifício o metal escoa. Na extrusão com força de atrito ativa, o container move-se com velocidade superior à do tarugo, porém a matriz é estática, de modo que a força de atrito entre o container e o tarugo tem o mesmo sentido do movimento do container e do tarugo, ao contrário da extrusão direta, na qual a força de atrito tem sentido oposto ao do movimento do tarugo.
Um processo especial de extrusão é a chamada extrusão hidrostática, na qual o tarugo é cercado por um líquido (óleo ou metal líquido com baixo ponto de fusão) e é pressionado (por todos os lados) contra a matriz, escoando o metal por seu orifício, já sob a forma de perfil. A tensão aplicada deve ser superior à tensão de escoamento do
material e também pode ser necessário um aquecimento no caso em que o fluido é metal líquido. Também é necessário operar com cargas mais baixas no início do processo.
Os parâmetros de extrusão devem ser rigorosamente controlados, sendo esses parâmetros, a capacidade da prensa de extrusão, a velocidade do êmbolo que empurra o tarugo, a temperatura do tarugo, a temperatura da matriz, a razão de extrusão (razão entre o diâmetro inicial do tarugo e o diâmetro final do perfil), a complexidade do formato do perfil (existência de reentrâncias e etc), a lubrificação e o projeto da matriz (número de orifícios, ângulo da matriz e comprimento do container).
Entretanto, as chamadas variáveis fundamentais de engenharia são: pressão de extrusão, geometria da zona de deformação, velocidade de saída de extrusão, temperatura do produto extrudado, microestrutura. Obs: a temperatura do extrudado, por sua vez, depende da temperatura do tarugo antes do início do processo, da velocidade do êmbolo que empurra o tarugo, da razão de extrusão (razão entre o diâmetro do tarugo inicial e o diâmetro do produto extrudado final) e o atrito (entre o tarugo e o container/matriz). A pressão de extrusão é limitada pela capacidade da prensa, por um lado, e, pelo outro, pela possibilidade de gerar defeitos no produto extrudado. Quanto à geometria da zona de deformação, muito ainda tem que ser feito no sentido de melhorar o projeto do ferramental. A velocidade de saída depende da velocidade do êmbolo, mas é mais importante do que esta. A temperatura do extrudado é importante para evitar perdas, como as que são causadas pela fusão parcial.
A microestrutura do extrudado depende basicamente da composição química, do processo de fundição e conseqüentemente da microestrutura do tarugo, havendo alguma influência do processo de extrusão em si. A razão de extrusão afeta o atrito, e conseqüentemente, o aquecimento. E há diferenças de temperatura entre o tarugo e o container/matriz. É muito difícil determinar o coeficiente de atrito. A velocidade influi na taxa de deformação, e assim na deformação final. O aquecimento do tarugo, por mais cuidadosa que tenha sido o tratamento térmico de homogeneização, não consegue eliminar o gradiente de temperatura entre o interior do tarugo e a superfície do mesmo. Quando os perfis extrudados possuem maior diâmetro, ocorrem grandes deformações na superfície e pouca deformação no interior dos mesmos. Quando os perfis possuem menor diâmetro, a deformação é mais uniforme. O aumento da temperatura de extrusão e o aumento da razão de extrusão levam ambos a um aumento da ocorrência de recristalização. A homogeneização tem por objetivo obter maior uniformidade de composição química (eliminar ou minimizar a segregação), maior uniformidade de microestrutura (dendritas, tamanho de grão, partículas de segunda fase e etc) e a eliminação de defeitos de fundição (porosidade entre outros) [51].
A extrusão é talvez o processo mais empregado para a conformação das ligas de alumínio, que possuem grande facilidade de serem extrudadas, garantindo significativa redução de custos e alta produtividade quando se emprega esse tipo de processo de fabricação. A qualidade do produto extrudado final em geral é muito boa, desde que se tome os devidos cuidados no controle dos parâmetros operacionais do processo anteriormente abordados. Entretanto, devido à importância do tema, será feito um breve relato sobre os principais defeitos resultantes do uso de parâmetros operacionais inadequados durante o processo de fundição:
1) Defeitos superficiais: a) trinca a quente (“hot shortness”): causada por temperaturas muito elevadas, que provocam fusão localizada no material, gerando trincas devido à perda de resistência mecânica. b) arrancamento (“tearing’”) e acúmulo (“pick up”) de material: causados pela fratura localizada em conseqüência das imperfeições da camada estacionária de alumínio, retida no container e que adere à matriz. Assim como o trincamento a quente, o arrancamento e o acúmulo de material (caso mais extremo do acúmulo de material) são causados por uma excessiva temperatura emergente (temperatura de saída do produto extrudado). O acúmulo de material pode ser minimizado por uma homogeneização eficiente, que melhore a configuração (refine) as partículas intermetálicas ricas em ferro.
2) Anel de óxido (“coring”): como na extrusão a quente não lubrificada a deformação não é uniforme, o centro do tarugo move-se mais rapidamente do que a periferia. Depois que boa parte do tarugo foi extrudada, sua superfície move-se para o centro e começa a fluir pela matriz. Como esta porção do material superficial contém a casca oxidada, formada durante o vazamento durante a fundição do tarugo e durante a homogeneização e o reaquecimento, esse tipo de fluxo provoca o surgimento de linhas internas de óxido (“coring”), que não permitem a soldagem das partes adjacentes de material a esta parte do material. A única maneira de evitar o surgimento desse tipo de defeito é descartar cerca de 4 a 15 % (dependendo do tipo de tarugo) da porção final do material extrudado. Esse material descartado constitui o chamado “talão” do tarugo. Esse problema pode ser agravado pela presença de lubrificantes, que facilitam o movimento do material da superfície, além de favorecer o aprisionamento dos resíduos de lubrificante no alumínio.
3) Solda transversal: na pratica habitual de extrusão usa-se uma câmara de solda ou anel de alimentação para manter a parte traseira do tarugo anterior na matriz, provendo uma superfície na qual o próximo tarugo possa se soldar. Se as superfícies que se soldam estivessem completamente limpas, não haveria nenhum problema com este processo, entretanto, na prática as extremidades dos tarugos estão sempre oxidadas, dando origem a uma lâmina oxidada dentro do perfil, que representa uma descontinuidade dentro do material. Para evitar esse problema, principalmente nos chamados perfis estruturais, para os quais os requisitos de resistência mecânica são mais rígidos, é necessário descartar todas a extensão do perfil que contem a solda transversal. Outro tipo de solda transversal, a
solda transversal dupla é produzida pela prática de corte duplo na tesoura de cisalhamento a quente. Cada extensão extrudada possuirá então duas soldas transversais, que podem ser toleradas somente nos perfis não estruturais, para os quais os requisitos de resistência mecânica são menos rígidos.
4) Solda longitudinal: ocorre principalmente nos perfis tubulares, nos quais sua formação é mais complexa do que nos perfis sólidos, sendo formada uma solda transversal diferente em cada uma das partes da matriz. O principal efeito acarretado pela solda longitudinal é a diminuição é a diminuição localizada da resistência mecânica, causada pela contaminação da solda transversal causada pela contaminação da solda transversal nos perfis tubulares.
5) Bolhas: as bolhas podem aparecer em qualquer posição do perfil, associadas a todos os tipos de defeitos anteriormente descritos, ou devido ao ar aprisionado ou a lubrificantes voláteis. Entretanto, o tipo mais comum é aquele que aparece no início da extrusão, devido principalmente ao ar aprisionado durante a entrada do tarugo na bucha. Para evitar esse problema existe o chamado ciclo degaseificador, que consta de uma pequena movimentação do container após o início da pressão do pistão, permitindo a saída de ar.. Cuidados para reduzir a incidência de bolhas incluem a redução da diferença de diâmetro entre o tarugo e a bucha o tanto quanto possível, e a introdução de um gradiente de temperatura ao longo do comprimento do tarugo. Esta medida faz com que o ar aprisionado se acomode no talão. Poros em excesso nos tarugos também são causa de bolhas, pois atuam como sítios de nucleação do hidrogênio gasoso. Bolhas de final de extrusão podem ser causadas por alguns dos problemas citados anteriormente, como também podem ser causados pelo “coring” ou pela solda transversal. Para reduzir a ocorrência desses problemas, a solução é aumentar a extensão do talão. O uso de disco de pressão muito sujo de alumínio também pode ser causa do aparecimento de bolhas, por não permitir uma saída de ar adequada.
6) Camada superficial de grãos grosseiros: os produtos extrudados podem resistir à recristalização, mesmo quando sujeitos às temperaturas de solubilização. Por outro lado, pode-se encontrar grãos crescidos recristalizados numa estreita camada logo abaixo da superfície. A explicação é o fato de que a deformação redundante é muito mais concentrada nas camadas superficiais dos produtos extrudados do que na região mais interna do perfil. Este encruamento efetivo pode ultrapassar o valor do encruamento crítico necessário à recristalização, para uma dada combinação de tempo e temperatura, recristalizando a superfície e mantendo o interior do produto deformado. Nessas condições os grãos recristalizados são muito grosseiros. Este problema pode ocorrer principalmente em ligas com a presença de inibidores de recristalização (dispersóides contendo manganês ou cromo), que podem sofrer um crescimento de grão heterogêneo.
7) Efeito “casca de laranja”: esse efeito pode aparecer em qualquer produto de alumínio que for esticado, estampado ou embutido. No caso da extrusão o perfil sofre esticamento durante a prensagem (exercido pelo “puller” (tracionador) da prensa extrusora) e após a extrusão (na esticadeira). O nível de gravidade do defeito está relacionado com o tamanho de grão do perfil. Para os grãos refinados há pouco ou nenhum aspecto de “casca de laranja”, mas grãos grosseiros terão exatamente esse aspecto. Este defeito é gerado porque os grãos da superfície apresentam uma condição de deformação diferente daqueles do interior do perfil: não sofrem tanta restrição à deformação, ou seja, podem se deformar mais livremente, de acordo com os mecanismos básicos de deslizamento. Estes mecanismos produzem quantidades variáveis de deformação, dependendo da orientação dos grãos em relação aos seus vizinhos e das deformações impostas. A deformação não-uniforme de grão para grão produz o efeito “casca de laranja”. Este defeito pode ser amenizado facilmente pela diminuição da tração do “puller” (dispositivo para retirada do perfil por tracionamento leve) e da quantidade de deformação gerada na esticadeira.
e) Laminação
Juntamente com a extrusão, a laminação é um dos mais importantes processos mecânicos de fabricação de ligas de alumínio, podendo levar à produção de semi-elaborados sob a forma de chapas e tiras, que podem ser utilizadas industrialmente, ou serem usadas como matéria-prima para os chamados processo de conformação de chapas, como o embutimento, a estampagem e o estiramento. Inicialmente serão apresentadas definições básicas de laminação, laminação a quente e laminação a frio, e em seguida serão abordados os aspectos principais da laminação a quente e da laminação a frio das ligas de alumínio.
Laminação: processo de deformação plástica dos metais no qual o material passa entre rolos, com altas tensões compressivas devido à ação de prensagem dos rolos, e com tensões cisalhantes superficiais resultante da fricção entre os rolos e o metal. Laminação a quente: etapa inicial do processo de laminação no qual o material é aquecido a uma temperatura elevada (no caso de ligas de alumínio entre 400 e 500 ºC) para que seja realizado o chamado desbaste dos lingotes ou placas fundidas. Laminação a frio: etapa final do processo de laminação que tem por objetivo o acabamento do metal, no qual o mesmo, inicialmente recebido da laminação a quente como chapa grossa, tem sua espessura reduzida para valores bem menores, normalmente à temperatura ambiente.
Laminação a quente de ligas de alumínio: a matéria-prima para a produção de laminados a quente de ligas de alumínio são placas fundidas com 200 a 600 mm de espessura, 600 a 2200 mm de largura e 4500 a 8000 mm de comprimento. A massa dessas placas varia de 1,5 t a 28 t. Como conseqüência do resfriamento indireto durante a fundição semicontínua as placas apresentam uma superfície com solidificação irregular, caracterizada por uma
microestrutura heterogênea com segregação. Por este motivo é necessária a fresagem dessa camada superficial, sendo também necessário descartar as extremidades da placa, no que se refere ao comprimento da mesma.
A microestrutura da placa fundida com solidificação relativamente rápida apresenta uma verdadeira rede de partículas intermetálicas e segregação, o que resulta em trabalhabilidade relativamente limitada no processamento posterior. Entretanto, este problema pode ser minimizado através da realização de um tratamento térmico de homogeneização. O aquecimento reduz a resistência mecânica, favorecendo a operação de laminação, realizada entre 400 e 500 ºC.
Atualmente na indústria do alumínio utilizam-se laminadores a quente reversíveis, que permitem reduções de espessura da ordem de 15 a 30 mm por passe, o que, após vários passes, permite uma espessura final de laminado a quente da ordem de 2,5 a 8 mm. A laminação a quente destrói completamente a estrutura bruta de fusão através da deformação a quente e da recristalização dinâmica e da recristalização estática, que permitem o refino de grão. Entretanto, após a laminação os grãos ficam alongados de acordo com a direção de laminação. Devido ao calor gerado durante a deformação, mesmo após o último passe de laminação a quente ocorre recristalização estática.
O conhecimento das modificações microestruturais e das condições de distribuição dos elementos de liga em função do ciclo de deformação a quente tem uma grande influência não só sobre a subseqüente laminação a frio, inclusive sobre os recozimentos intermediários, como também sobre as propriedades mecânicas do produto final. As principais características metalúrgicas afetadas são: tamanho de grão, textura, resistência mecânica, estabilidade térmica, tendência à recristalização, trabalhabilidade a frio e acabamento superficial.
Laminação a frio de ligas de alumínio: Além de permitir a redução de espessura das chapas, a laminação a frio, que vem após a laminação a quente, permite o aumento da resistência mecânica das chapas através do encruamento do material. Na laminação a frio o material é laminado de forma contínua, devido à ação de uma série de quartetos de rolos, que gradativamente reduzem a espessura da chapa. Em cada quarteto, enquanto os dois rolos de contato (superior e inferior), de menor tamanho, agem diretamente sobre a chapa, os grandes rolos de compressão giram sobre os rolos de contato. Deste modo, minimizando a carga sobre a chapa laminada, este sistema permite reduzir ao máximo os danos mecânicos à superfície do produto laminado.
A laminação a frio de tiras produz superfícies mais ásperas do que as produzidas nas chapas, nas quais ocorre mudança de 90 º na direção de laminação, reduzindo o efeito dos rolos de laminação sobre a superfície da chapa. Quando é necessário obter excelente acabamento superficial (brilho de polimento) a chapa é submetida à ação de rolos adicionais de acabamento com pequeno grau de redução de espessura, que promovem o polimento da chapa. Este efeito é ainda acentuado com o uso de rolos de laminação polidos adicionais. A laminação a frio produz chapas de ligas de alumínio com espessuras da ordem de 0,05 mm. Tiras de alumínio comercialmente puro podem ser obtidas com espessuras de 0,004 a 0,007 mm. Quanto maior a redução de espessura evidentemente maior o custo de laminação e a necessidade de realizar um maior número de recozimentos intermediários entre cada etapa de laminação, de modo a amolecer o material deformado em grau compatível com o prosseguimento da laminação.
Os produtos laminados a frio podem ser utilizados comercialmente como chapas ou podem ser usados como matéria-prima nas operações de conformação posterior, como o embutimento que produz as latas para acondicionamento de bebidas a partir de chapas laminadas [2]. f) Anodização
Entende-se como anodização um processo de acabamento superficial aplicado aos produtos de ligas de alumínio, geralmente extrudados, eventualmente também laminados, que consiste em aumentar a espessura da camada superficial de óxido de alumínio, que por ser muito aderente e proteger o material contra a ação corrosiva do ambiente, ao ter sua espessura aumentada permite o aumento da resistência à corrosão, além de um excelente acabamento superficial, essencial no caso dos perfis de liga de alumínio 6060 e 6063 usados com fins arquitetônicos.
A oxidação anódica consiste em colocar a peça de alumínio como anodo numa célula com eletrólito com baixo pH e promover assim o reforço da camada oxidada. A espessura da camada anodizada varia entre 4 e 100 micra e influi na dureza, na resistência à corrosão e na capacidade de isolamento elétrico, entre outras propriedades. Essa película anodizada é ainda capaz de absorver corantes, lubrificantes, tintas, lacas e etc.
A dureza da película é muito influenciada pela tensão de anodização, aumentando com o aumento da mesma. No que se refere à estrutura da camada anodizada, esta é constituída inicialmente por óxidos de alumínio amorfos, que têm sua cristalinidade gradativamente aumentada com o envelhecimento progressivo. A camada não é uniforme e sim estratificada e depois de formada pode ser modificada por aquecimento, colorimento, selagem dos poros em água quente ou com determinadas soluções. Os eletrólitos de anodização podem conter: ácido crômico, ácido oxálico e ácido sulfúrico.
f) Soldagem
Aqui a ênfase não será dada à descrição dos processos de soldagem de alumínio, que não faz parte do escopo deste trabalho, mas sim aos efeitos das diversas condições de soldagem dos principais processos sobre as características e propriedades das ligas de alumínio, ou seja as principais aspectos da soldabilidade das ligas de alumínio.
A seguir apresentamos uma resenha dos principais tipos de defeitos de solidificação e alterações microestruturais presentes em ligas de alumínio (principalmente Al-Mg-Si) soldadas por diferentes processos. Posteriormente serão abordadas as características específicas do processo de soldagem por centelhamento e suas conseqüências sobre as propriedades do material.
Defeitos de solidificação: Os principais tipos de defeitos de solidificação encontrados em ligas de alumínio soldadas são : porosidade, falta de penetração, fusão incompleta, trincas, reforço excessivo do cordão de solda, desalinhamento e alterações e alterações microestruturais [52,53].
Porosidade As ligas de alumínio em geral apresentam acentuada tendência ao aparecimento de porosidade na junta soldada, a qual pode ser tolerada caso o tamanho (diâmetro médio) dos poros não seja elevado e os mesmos não estejam alinhados ou interligados (o que favorece o surgimento de trincas), o que depende dos requisitos necessários para o uso de um determinado produto : a porosidade é ainda mais nociva em condições de carregamento dinâmico [2].
A porosidade pode ser causada por diferentes fatores: a) elevada fluidez do metal líquido (devido à grande diferença entre a temperatura líquidus e a temperatura solidus e às elevadas temperaturas atingidas durante o processo de soldagem), b) a presença de gases (principalmente hidrogênio, proveniente de contaminantes presentes na superfície do metal ou mesmo da umidade do ar), fator que é agravado por uma velocidade de solidificação elevada que não permita que os gases escapem do metal líquido durante a solidificação e por uma velocidade de soldagem muito baixa, que permita maior absorção dos mesmos durante a soldagem, c) Aprisionamento de ar que surge no metal líquido durante a fusão ou, em alguns casos, do metal vaporizado, que não conseguem escapar durante a solidificação, d) contração do metal associada à solidificação [51].
No caso da soldagem por centelhamento, para a qual vários estudos já demostraram que o uso de atmosferas protetoras não traz nenhum benefício [54], é mais provável que a presença dos poros não esteja relacionada com a uma eventual presença de hidrogênio e outros gases provenientes de contaminantes, e sim ao aprisionamento do metal líquido e à efervescência gerada pela vaporização do metal durante o centelhamento.
A porosidade pode ser classificada em macro e microporosidade, dependendo da dimensão dos poros, que em geral têm formato aproximadamente esférico. Também pode ser classificada como primária, quando surge entre as dendritas durante a solidificação, ou como secundária quando surge durante o reaquecimento. Neste caso em geral os poros são mais finos e mais homogeneamente distribuídos, sendo portanto menos nocivos [2].
Ao contrário das trincas, o efeito da porosidade como agente causador de queda de dutilidade e tenacidade à fratura não é tão acentuado [55,56], a não ser que os poros sejam muito grandes e estejam alinhados e em grande quantidade [53].
A falta de penetração, fusão incompleta, o reforço excessivo e o desalinhamento atuam de modo similar, agravando a concentração de tensões [52].
Outros defeitos que efetivamente deterioram as propriedades mecânicas do material, são as trincas e as alterações microestruturais, que por este motivo também serão abordadas com ênfase.
Trincas de solidificação As trincas que surgem na zona termicamente afetada (ZTA) de ligas Al-Mg-Si soldadas pelos processos TIG e MIG são causadas basicamente pela ausência de líquido devido à solidificação, que com as tensões associadas à soldagem provocam o trincamento. A formação de eutéticos de baixo ponto de fusão nos contornos de grão devido à segregação dos elementos de liga e impurezas, também acarreta a fragilização dos mesmos Os fatores que afetam a ocorrência de trincas de solidificação em ligas Al-Mg-Si são : composição química do metal de base e do metal de adição (principalmente), aporte térmico, penetração do cordão de solda e as tensões atuantes [57].
Quanto à composição química, sabe-se que as ligas Al-Mg-Si são sensíveis ao trincamento na ZTA, quando soldadas pelo processo MIG, o que torna recomendável o uso de ligas Al-Mg e Al-Si como metais de adição, com o objetivo de minimizar a ocorrência desses defeitos [58]. Mesmo com esse recurso, não é possível evitar totalmente o trincamento: ocorrem trincas longitudinais na liga 6061 soldada com Al-Mg , que não surgem na mesma liga soldada com Al-Si: o silício aumenta a fluidez do metal líquido, evitando a escassez do mesmo durante a solidificação, que
levaria ao trincamento (trinca de solidificação). Por outro lado, as trincas transversais também aparecem no material soldado com Al-Si, até mesmo com mais severidade neste caso. Isso se deve a dois motivos: o silício reduz a temperatura solidus, aumentando o intervalo de solidificação (diferença entre temperaturas solidus e liquidus), o que favorece a ocorrência desse tipo de trinca [58]. Nesta figura podemos observar que quanto maior o aporte térmico, maior o efeito de redução da temperatura solidus provocada pela presença do silício proveniente do metal de adição, exatamente ao contrário do que ocorre com o magnésio. Além disso, a maior fluidez aumenta a penetração de metal líquido na ZTA, em distâncias maiores, o que também contribui para o surgimento dessas trincas. Quando a mesma liga (6061) é soldada pelo processo TIG, é a composição química do metal de base que assume importância primordial: os principais elementos de liga, Mg, Si e Cu favorecem o trincamento, ao passo que elementos secundários, como Mn, Cr e V, minimizam o trincamento por refinarem o grão [59].
Quanto ao aporte térmico, a sua elevação aumenta a severidade do trincamento, tanto para o processo MIG como para o processo TIG uma vez que o calor favorece o crescimento de grão, que aumenta à susceptibilidade ao trincamento. Verifica-se também, que as trincas somente surgem para valores de aporte térmico iguais ou superiores a um valor crítico (que depende da liga, do processo e seus parâmetros operacionais). Este efeito do aporte térmico manifesta-se de modo muito semelhante ao observado para a deformação: o aumento da deformação (no ensaio Varestraint) acima de um valor crítico (abaixo do qual não surgem trincas) agrava o trincamento. Do mesmo modo, este fenômeno repete-se para diferentes situações. Além disso, deve-se mencionar que a deformação e o aporte térmico têm efeito sinérgico: a superposição de ambos agrava o trincamento. Isto também repete-se para diferentes casos [59]. Alterações microestruturais As principais alterações microestruturais associadas à soldagem de ligas de alumínio endurecíveis por precipitação são a dissolução e o crescimento de precipitados (superenvelhecimento), que ocorrem em diferentes regiões do material soldado, dependendo das temperaturas atingidas em cada região [60-62]. Neste aspecto, de um modo geral pode-se dizer que as modificações microestruturais sofridas pelas ligas Al-Mg-Si soldadas guardam certas semelhanças com aquelas observadas nos sistemas Al-Cu e Al-Zn-Mg [63,64]. Entretanto, a extensão e a localização dessas alterações dependem não só do tipo de liga, como também do processo empregado [60,62].
Mesmo assim, tanto para a liga 6061 soldada pelo processo MIG [61], 6013 soldada por TIG [60,62] ou a laser [62], como para a 6111 soldada a laser [50], existem quatro regiões distintas : zona de fusão, zona parcialmente fundida, zona termicamente afetada (ZTA) e metal de base (não afetado). Para o processo a laser, onde há grande concentração do calor de solda, a ZTA é mínima [62]. Nos processos MIG e TIG, a ZTA é bem mais extensa e apresenta grandes variações de dureza com a distância da zona de fusão [61,62], associadas aos fenômenos que ocorrem com os precipitados anteriormente citados. A microestrutura da zona de fusão é caracterizada pela presença de grãos colunares resultantes da solidificação direcionada (crescimento epitaxial de dendritas) : a temperatura máxima atingida nesta região é superior à temperatura liquidus da liga. Na região parcialmente fundida, a temperatura máxima atingida situa-se entre a temperatura solidus e a liquidus [62]. A microestrutura resultante é típica de uma região de transição. Na ZTA a temperatura atingida é inferior à temperatura solidus.
Na liga 6061 soldada por MIG verifica-se que na ZTA inicialmente ocorre uma queda de dureza, à medida que se aproxima da zona de fusão, até que se atinge um valor mínimo de dureza. Esta queda está associada ao crescimento dos precipitados intermediários ?” (início do superenvelhecimento) [61]. Neste ponto de mínimo local de dureza ocorre a maioria das rupturas em ensaios de tração [2]. Em seguida ocorre um aumento de dureza associado ao aparecimento de precipitados ?’ [61]. Depois verifica-se uma queda de dureza mais acentuada próximo à linha de fusão, associada à dissolução (reversão) de todos os precipitados [61]. Já dentro da zona de fusão ocorre um modesto aumento de dureza causado pelo efeito de endurecimento por solução sólida, seguido por nova queda de dureza na zona de fusão mais distante da linha de fusão [61].
Na liga 6013 soldada pelo processo TIG, o perfil de dureza é muito parecido com o da liga 6061 soldada por MIG. Para o processo de soldagem a laser ao contrário de MIG e TIG, só há mínimo de dureza dentro da zona de fusão. O mesmo ocorre para a liga 6111 soldada a laser. Este fato é explicado pela dissolução total dos precipitados intermediários endurecedores na zona de fusão e pelo fato de que como neste tipo de processo ocorre concentração de calor no ciclo térmico de soldagem, de tal modo que a ZTA é muito mais estreita, não possuindo extensão suficiente para que seja visualizada a variação de dureza e microestrutura (precipitados) observada nos processos anteriores. Esta característica também é observada em ligas de alumínio endurecíveis por precipitação soldadas por centelhamento, pois é comum aos processos onde ocorre concentração de calor, de modo que a ZTA seja estreita [50, 60].

Referências bibliográficas
[1] - Propriedades e Usos de Metais Não-Ferrosos, Mario Rennó Gomes & Ettore Bresciani Filho, ABM, São Paulo, 1987. [2] - Aluminium von innen, Dietrich Altenpohl, Aluminum-Verlag, Düsseldorf, 1994. [3] - Aluminum: Properties and Physical Metallurgy, J.E.Hatch, ASM, Metals Park, USA, 1990. [4] - Precipitation Hardening, J.W.Martin, Pergamon Press, Oxford, UK, 1968, first edition. [5] - VAN HORN, K.R. - "Aluminum, v.1, ASM, 1 st printing, Metals Park, Ohio, 1967, p.324-327. [6] - BARBOSA, C., BASTIAN, F., ACSELRAD, O - "Efeito do Tratamento Térmico na Microestrutura e Dureza da Liga 6063 (Al-Mg-Si)", Anais do 46 º Congresso Anual da ABM, v.3, Setembro, 1991, p.177-188. [7] - CORDIER, H. & GRUHL, W. - "Beitrag zur Frage der Entmischung bei Al-Mg-Si Legierungen aufgrund Elektronmikroskopischer Beobachtungen", Zeitschrift für Metallkunde, v.56, 1965, nº 10, p.669-674. [8] - SHERCLIFF, H.R. & ASHBY, M.F. - "A Process for Age Hardening of Aluminum Alloys - I the Model", Acta Metallurgica et Materialia, v.38, 1990, nº 10, p.1789-1802. [9] - LUTTS, A - "Pre-precipitation in Al-Mg-Ge and Al-Mg-Si", Acta Metallurgica, v.9, 1961, June, p.577-586. [10] - OZAWA, E. & KIMURA, H. - "Excess Vacancies and the Nucleation of Precipitates in Aluminum-Silicon", Acta Metallurgica, v.18, 1970, September, p.995-1004. [11] - KORNGIEBEL, E. et alli - "On the Kinetics of the Decomposition of Al-Mg-Si Alloys", Physica Status Solidi A, v.30, 1975, p.K-125. [12] - LENDVAI, J. et alli - "The Effect of the Temperature of Solution Treatment and Quenching on the Zone Formation Process in Al-Mg-Si Alloys", Materials Science and Engineering , v.16, 1974, p.85-89. [13] - THOMAS, G. - "The Ageing Characteristics of Aluminum Alloys - Electron Transmission Studies of Al-Mg-Si Alloys", Journal of the Institute of Metals, v.90, 1961, October, part 2, p.57-63. [14] - KOVÁCS, J. et alli - "The Effect of Preaging at Room Temperature on the Ageing Process of Al-Mg-Si Alloys", Aluminium, v.50, 1974, nº 9, p.578-581. [15] - GUINIER, A - "Heterogeneities in Solid Solution", Solid State Physics, v.9, 1959, July, p.346-351. [16] - RACK, H.J. - "The Influence of Prior Strain upon Precipitation in a High Purity 6061 Aluminum", Materials Science and Engineering, v.29, 1977, p.179-188. [17] - PASHLEY, D.W. et alli - "Delayed Aging in Aluminum-Magnesium-Silicon Alloys : Effects on Structure and Mechanical Properties", Journal of the Institute of Metals, v.94, 1966, February, p.41-49. [18] - GUINIER, A - "Interpretátion de la Diffusion Anormale des Rayons X par les Alliages à Durcissement Structural", Acta Crystallographica, v.5, 1952, p.121-130. [19] - SHCHEGOLEVA, T.V. - "Ageing Mechanism of the Alloy Al-Mg-Si", The Physics of Metals and Metallography, v.25, 1968, nº 2, p.56-64. [20] - LYNCH, J.P., et alli - "Microanalysis of Age Hardening Precipitates in Aluminum Alloys", Acta Metallurgica, v.30, 1982, p.1389-1395. [21] - THANABOONSOMBUT, B. & SANDERS Jr.,T.H. - "The Effect of Cooling Rate from the Melt on the Recrystallization Behavior of Hot Rolled and Solution Heat Treated Aluminum Alloy 6013", Metallurgical and Materials Transactions A, 1997, v.28-A, October, p.2137-2142. [22] - JENISKI, R.A. et alli - "The Effect of Iron and Manganese on the Recrystallization of Hot Rolled and Solution Heat Treated Aluminum Alloy 6013", Metallurgical and Materials Transactions A, 1996, v.27-A, January, p.19-27. [23] - POOLE. W.J. et alli - "The Effect of Natural Ageing on the Evolution of Yield Strength during Artificial Ageing for Al-Mg-Si-Alloys", Materials Science and Engineering A, A 234-236, 1997, p.306-309. [24] - VIVAS, M. et alli - "Transmission Electron Microscopy Study of Precipitate Morphology and Precipitate
Overcoming Processes in Aluminum Alloy 6056-T6", Materials Science and Engineering A, A 234-236, 1997, p.664-667. [25] - CHAKRABARTI et alli - "Precipitation in Al-Mg-Si-Cu Alloys and the Role of the Q Phase and its Precursors", Automotive Alloys II, Proceeedings, 1998, The Minerals, Metals and Materials Society, p.27-44. [26] - CAYRON,C. & BUFFAT, P.A. - "Transmission Electron Microscopy Study of the b' Phase (Al-Mg-Si Alloys) and QC Phase (Al-Cu-Mg-Si Alloys): Ordering Mechanism and Crystallographic Structure", Acta Materialia, v.48, 2000, p.2639-2653. [27] - MIAO, W.F. & LAUGHLIN, D.E. - "Effects of Cu Content and Preaging on Precipitation Characteristics in Aluminum Alloy 6022", Metallurgical and Materials Transactions A, v.31-A, 2000, February, p.361-371. [28] - MASSARDIER, V. et alli - "Correlation between the Microstructural Evolution of a 6061 Aluminum Alloy and the Evolution of its Thermoelectric Power", Acta Materialia,v.48, 2000, p.2911-2924. [29] - GUSTAFSSON, G. et alli - "The Influence of Fe and Cr on the Microstructure of Cast Al-Si-Mg Alloys, Metallurgical Transactions A, v.17-A, 1986, January, p.45-52. [30] - MURALI, S. et alli - "Morphological Studies on b-FeSiAl5 phase in Al-7Si-0.3Mg Alloy with Trace Additions of Be, Mn, Cr and Co", Materials Characterization, v.33, 1994, p.99-112. [31] - ANANTHA NARAYANAN, L. et alli - "Dissolution of Iron Intermetallics in Al-Si Alloys through Nonequilibrium Heat Treatment", Metallurgical and Materials Transactions A, v.26-A, 1995, August, p.2161-2174. [32] - MURALI, S. et alli - "Effect of Magnesium, Iron (Impurity) and Solidification Rates on the Fracture Toughness of Al-7Si-0.3Mg Casting Alloy", Materials Science and Engineering A, A 151, 1992, p.1-10. [33] - WESTENGEN, H. - "Formation of Intermetallic Compounds During DC Casting of a Commercial Purity Al-Fe-Si Alloy", Zeitschrift für Metallkunde, v.73, 1982, n.6, p.360-368. [34] - BARLOCK, J.G. & MONDOLFO, L.F. - "Structure of Some Aluminum-Iron-Magnesium-Manganese-Silicon Alloys", Zeitschrift für Metallkunde, v.66, 1975, n.10, p.605-611. [35] - MARTIN, J.W. & DOHERTY, R.D. - "Stability of Microstructure in Metallic Systems", Cambridge University Press, 1 st printing, Cambridge, 1976, p.148-152. [36] - RICKS, R.A et alli - "Microstructural Optimization for Extrusion of 6063 Alloys", 5 th International Aluminum Extrusion Technology Seminar, v.II, 1992, May, p. 57-69. [37] - MUSULIN, I. - "Selection of 6xxx Alloys Based on Extrudability, Properties and Final Usage, 5 th International Aluminum Extrusion Technology Seminar, v.II, 1992, May, p.25-33. [38] - ANDERSON, A.N.- "Physical Metallurgy and Extrusion of 6063 Alloy", 5 th International Aluminum Extrusion Technology Seminar, v.II, 1992, May, p.43-56. [39] - PARSON, N.C. et alli - "The Metallurgical Background to problems Ocurring during the Extrusion of 6XXX Alloys", 5 th International Aluminum Extrusion Technology Seminar, v.II, 1992, May, p.13-23. [40] - BLECIC et alli - "Extrusion Technology of AlMgSi Alloys", 5 th International Aluminum Extrusion Technology Seminar, v.II, 1992, May, p.595-602. [41] - METALS HANDBOOK, ASM, 9 th printing, v.14, Metals Park, Ohio, 1988, p.317-319. [42] - PICKERING, E.R. - "Welding Aluminum", Advanced Materials & Processes, v.152, 1997, n.4, October, p.29-30. [43] - VIVAS, M. et alli - "Determination of Precipitate Strength in Aluminum Alloy 6056-T6 from Transmission Electron Microscopy in Situ Straining Data", Philosophical Magazine A, v.76, 1997, nº 5, p.921-931. [44] - VIVAS, M. et alli - "Some Aspects of Precipitation Hardening in Aluminum Alloy 6056 T6 TEM Experiments", Materials Science Forum, v.217-222, 1996, p.1305-1310. [45] - VENKAT, S. et alli - "CO2 Laser Beam Welding of Aluminum 5754-O and 6111-T4 Alloys", Welding Journal, July, 1997, p.275-s - 282-s. [46] - BURGER, G.B. et alli - "Microstructural Control of Aluminum Sheet Used in Automotive Applications.", Materials
Characterization, 1995, v.35, p.23-39. [47] - LUCAS, G. - "Aluminum Structural Applications" - Advanced Materials & Processes, 1996, n.5, p.29-30. [48] - COLE, G.S. & SHERMAN, A.M. - "Lightweight Materials for Automotive Applications" - Materials Characterization, 1995, v.35, p.3-9. [49] - IRVING, B. - "Interest in Welded Aluminum Automobiles Gathers Momentum Worldwide", Welding Journal, 1998, June, p.31-35. [50] - ASM Handbook, volumes 2, 4 e 9, American Society for Materials, Ohio, USA.
[50] – WEINGAERTNER, W.L., - SCHROEDER, R.B. – “Tecnologia de Usinagem do Alumínio e suas Ligas, Alcan Alumínio, São Paulo, 1991, p.22-24.
[51] – MISIOLEK, W.Z. – “Curso – Tecnologia da Extrusão do Alumínio: Fundamentos de Engenharia, ABAL - IPT, São Paulo, agosto de 2000.
[52] – PENSE, A.W. & STOUT, R.D. – “Influence of Weld Deffects on the Mechanical Properties of Aluminum Alloy Weldments”, WRC Bulletin, March, 1976, p.1-16.
[53] – BAUER, S. – “Fehler und Merkmale von Abbrennstumpfschweibverbindungen, ZIS Mitteilungen-Halle, v.29, n.10, 1987, p.1034-1043
[54] – KUCHUK-YATSENKO et alli – “Welding High Strenght Aluminum Alloys at the Paton Institute, Welding Journal, 1993, July, p.31-37.
[55] – LAWRENCE Jr., F.V. & MUNSE, W.H. – “Effects of Porosity on the Tensile Properties of 5083 and 6061 Aluminum Alloy Weldments”, WRC Bulletin, February, 1973, p.1-23.
[56] – McCARTHY Jr., W.A. et alli – “Effects of Porosity on the Fracture Toughness of 5083, 5456 and 6061 Aluminum Alloys Weldments”, WRC Bulletin, September, 1980, p.1-14.
[57] – GITTOS, N.F. & SCOTT, M.H. – “Heat Affected Zone Cracking of Al-Mg-Si Alloys”, Welding Journal, June, 1981, p.95-s – 103-s.
[58] – MIYAZAKI, M. et alli – “Quantitative Investigation of Heat Affected Zone Cracking in Aluminum Alloy A6061”, Welding Journal, September, 1990, p.362-s – 371-s.
[59] – KATOH, M. & KERR, H.W. – “Investigation of Heat Affected Zone Cracking of GTA Welds of Al-Mg-Si Alloys Using the Varestraint Test”, Welding Journal, December 1987, p.360-s – 368-s.
[60] – ZSCHECH, E. et alli – “Metallkundliche Untersuchungen an TIG und LB Geschweibten AlMgSiCu Strangprebprofilen”, Aluminium, v.71, 1995, nº 2, p.220-225.
[61] – MALIN, V. – “Study of Metallurgical Phenomena in the HAZ of 6061-T6 Aluminum Welded Joints”, Welding Journal, September, 1995, p.305-s – 318-s.
[62] – GUITTEREZ, L.A. et alli – “Microstructure, Hardness Profile and Tensile Strength in Welds of AA6013 T6 Extrusions”, Welding Journal, April, 1996, p.115-s – 121-s.
[63] – KOU, S. – “Welding Metallurgy”, John Wiley & Sons, 1 st printing, New York, 1987, p.277-293.
[64] – JORGE, J.C.F. & REBELLO, J.M.A – “Soldabilidade das Ligas de Alumínio da Classe 7XXX : uma Revisão Bibliográfica”, Soldagem & Materiais, Outubro-Dezembro, 1990, p.30-36.
Resumo: Alumínio e suas ligas
Formação O Alumínio e suas ligas constituem um dos materiais metálicos mais versáteis, econômicos e atrativos para uma vasta série de aplicações. Sua aplicação como metal estrutural só é menor que a dos aços. O alumínio possui uma densidade de 2,7 g/cm³, aproximadamente 1/3 da do aço, o que somado à sua elevada resistência mecânica o torna bastante útil na construção de estruturas móveis, como veículos e aeronaves.
O Alumínio não é ferromagnético, possui elevadas condutividades térmica e elétrica, e é não-tóxico. Outra vantagem do alumínio é a sua resistência à oxidação progressiva, já que os átomos da sua superfície se combinam com o oxigênio da atmosfera, formando uma camada de óxido protetor que impede a progressão da deterioração do material. Além disso, o alumínio com determinados tratamentos e/ou elementos de liga se torna resistente à corrosão em meios mais agressivos. O alumínio também encontra aplicações em peças decorativas, graças à sua superfície brilhante e reflectiva.
Lingotes de alumínio
Classificação A produção do Alumínio é dividida em duas partes: primária e secundária. O alumínio primário é produzido, basicamente, pelo processo Hall-Héroult, no qual a alumina (óxido de alumínio) obtida pelo refino da bauxita é dissolvida num banho de criólitos e sais fluoretos, que tem a função de controlar a temperatura, densidade e resistividade do banho e a solubilidade da alumina.
O metal separado no processo é removido por sistemas de vácuo ou sifão para dentro de cadinhos, que são então transferidos para unidades de fundição, onde são refundidos ou transformados em lingotes. O alumínio produzido por este método contém uma quantidade relativamente elevada de impurezas, e para a obtenção de ligas com purezas mais elevadas outros métodos de refino são utilizados, podendo resultar em índices de 99,999% de pureza.
O alumínio secundário é produzido a partir da reciclagem de sucata e constitui uma importante fonte de produção do metal. Esta atividade vem sendo cada vez mais valorizada ultimamente, pois representa uma importante economia de energia elétrica, item especialmente importante na produção do metal.
Qualidade O alumínio possui uma boa conformabilidade e pode ser produzido em uma série de formas diferentes. A tabela abaixo mostra a distribuição da produção de alumínio nos EUA, principal consumidor mundial.
Produto Participação (%) Chapas, Placas e Folhas 51,3 Lingotes 26,4 Tubos e extrudados 14,9 Outros* 7,4
* Condutores (3,0%), barras, arames e fio-máquinas (2,7%), forjados (1,1%) e pó (0,6%)
Tarugos, bobinas e perfis de alumínio
Sistema de classificação A tabela abaixo mostra o sistema de classificação da The Aluminum Association Inc., associação dos produtores norte-americanos.
Série Elemento(s) de liga principal(is) Outros elementos de liga 1xxx Alumínio puro - 2xxx Cu Mg , Li 3xxx Mn Mg 4xxx Si - 5xxx Mg - 6xxx Mg , Si - 7xxx Zn Cu, Mg, Cr, Zr 8xxx Sn, Li, Fe, Cu, Mg - 9xxx Reservado para uso futuro -
Aplicações
� Liga 1xxx: Indústrias química e elétrica � Liga 2xxx: Aeronaves (graças a sua elevada resistência mecânica) � Liga 3xxx: Aplicações arquitetônicas e produtos de uso geral � Liga 4xxx: Varetas ou eletrodos de solda e chapas para brasagem � Liga 5xxx: Produtos expostos à atmosfera marinha como cascos de barcos � Liga 6xxx: Produtos extrudados de uso arquitetônico � Liga 7xxx: Componentes estruturais de aeronaves e outras aplicações que necessitam de elevados requisitos de resistência. Esta liga é a que possui a maior resistência mecânica entre as ligas de alumínio.
Exemplo de aplicação do Alumínio na indústria automobilística

COBRE
Cobre comercialmente puro e cobre ligado (Série C 1XX)
O cobre é possivelmente o metal há mais tempo utilizado pela humanidade. Registros históricos citam a utilização do bronze (liga cobre-estanho) nos primórdios da civilização, anterior mesmo à descoberta e ao uso do ferro. Entretanto, atualmente o cobre é apenas o terceiro metal mais usado, atrás do ferro e do alumínio, sendo que este último ultrapassou o cobre somente nas últimas décadas, após a Segunda Guerra Mundial. Diversos fatores podem explicar esse fenômeno, mas provavelmente o mais consistente está relacionado com o custo, uma vez que o cobre está presente na crosta terrestre em quantidades muito menores do que os dois metais mais utilizados. Entretanto, para determinadas aplicações, o cobre comercialmente puro e as ligas de cobre ainda são insuperáveis, devido às suas características físicas e químicas muito peculiares.
O cobre puro é um metal de transição cuja densidade (massa específica) é 8,96 g/cm3, o que permite dizer que é um metal ainda mais “pesado” do que o ferro e muito mais denso que o alumínio. Seu ponto de fusão é de 1083 ºC, mais baixo do que o do ferro e mais alto do que o do alumínio. Mas sua propriedade física mais importante é, sem dúvida, sua elevada condutibilidade elétrica, que é tomada como referência e estabelecida como sendo 100 % IACS (International Annealed Copper Standard), uma vez que o cobre puro, no estado recozido, tem uma resistividade elétrica de apenas 0,15328 ohm.g/m2 a 20 ºC. Esse valor é bem mais alto do que o do alumínio comercialmente puro no mesmo estado e incomparavelmente mais alto do que o ferro puro no mesmo estado. Dentre os metais conhecidos, somente a prata poderia superar a condutibilidade elétrica do cobre, porém seu elevado custo comercial inviabiliza seu uso industrial na mesma escala em que o cobre é atualmente usado.
O sistema da Copper Development Association (CDA), também adotado pela ASTM, divide as ligas de cobre segundo a seguinte classificação:
Série CDA/ASTM Tipo de liga C 1XX Cobre comercialmente puro e cobre ligado C 2XX Latão binário (cobre-zinco) C 3XX Latão com chumbo (Cu-Zn-Pb) C 4XX Latão com estanho (Cu-Zn-Sn) C 5XX Bronzes (cobre-estanho, com e sem fósforo) C 6XX Cobre-alumínio, cobre silício C 7XX Cuproníquel e alpaca
Obs.: as séries 8XX e 9XX são reservadas às ligas fundidas.
Neste sistema pode-se identificar, por exemplo, a liga C 110 como um cobre comercialmente puro, mais especificamente o cobre eletrolítico ETP, a liga 260 como o latão para cartucho (70 % de cobre e 30 % de zinco), a liga 521 como um bronze fosforoso (8 % de estanho) e a liga 757 como uma alpaca (65 % Cu – 23 % Zn – 12 % Ni), entre outros. O primeiro algarismo identifica o grupo da liga, enquanto os demais identificam uma determinada liga especificamente. Uma variação deste sistema admite até 5 algarismos de identificação, ao invés de 3. Neste caso, a liga C 260 é conhecida como C 26000, podendo variar os dois últimos algarismos devido a uma pequena alteração de composição química.. Entretanto, vale ressaltar que comercialmente o mais utilizado é o sistema de 3 algarismos, devido à sua maior praticidade.
a) Cobre comercialmente puro Para ser considerado como cobre, e não liga de cobre, o metal deve conter 99,3 % ou mais do elemento cobre, incluindo-se nesse total o teor de prata, geralmente proveniente do minério, ao qual não se adiciona nenhum outro tipo de elemento, exceto o que tenha sido adicionado para fins de desoxidação [1].
Tipos de cobre comercialmente puro:
• Cobre eletrolítico (ETP ou 110): é o cobre inicialmente fundido (em placas ou tarugos) tendo como matéria-prima o cobre eletrolítico geralmente produzido sob a forma de anodos (chapas grossas), com um teor mínimo de cobre de 99,90 % (e prata contida até 0,1 %), contendo um certo teor (admitido, porém controlado) de oxigênio) com o objetivo de se conseguir no molde uma superfície plana. A norma ASTM B 224 estabelece um teor de oxigênio entre 0,02 e 0,07 %, que também depende do teor de enxofre presente, sendo o restante cobre (99,95 %), exceto um teor residual de impurezas de cerca de 0,01 % [1].
O cobre eletrolítico tem assim a estabilidade das suas fases indicada pelo diagrama Cu-º No intervalo desse diagrama que corresponde ao interessa comercial a liga sofre uma reação eutética a 1066 ºC (para um teor de oxigênio de 0,39 %), formando, com o resfriamento, as fases alfa (cobre praticamente isento de oxigênio) e Cu2O. No
estado sólido a solubilidade do oxigênio no cobre é muito baixa, praticamente nula, de modo que praticamente todo o oxigênio está contido na fase óxido. A estrutura fundida do cobre eletrolítico é constituída basicamente por dendritas de fase alfa (matriz) com segregação do eutético de cobre e Cu2O nos contornos da matriz. Entretanto, após intensa deformação plástica resultante de processos de fabricação, como extrusão, trefilação e laminação, a microestrutura se modifica bastante, aparecendo então os óxidos como partículas isoladas distribuídas aleatoriamente na matriz. O efeito dessas inclusões de óxidos sobre as propriedades mecânicas da matriz é relativamente pequeno, pelo menos em comparação com outros tipos de cobre comercialmente puro, como o “oxygen free high condutivity” (OFHC ou C 102).
A presença de oxigênio pouco afeta a tenacidade do cobre eletrolítico, mas o teor de oxigênio deve ser baixo o suficiente para garantir boa trabalhabilidade durante os processo de fabricação/conformação. O teor de oxigênio depende do grau de refino do cobre durante a fundição. Pode ser reduzido mediante o uso de fósforo como desoxidante, caso do cobre com fósforo (C122 e C 123) ou de fornos de fusão a vácuo (C102). Além da restrição quanto à trabalhabilidade, o cobre com oxigênio não pode ser utilizado em atmosferas que contenham gases redutores em alta temperatura, que modificariam a microestrutura do material [2].
• Oxygen free high condutivity copper (OFHC ou C 102): é o cobre eletrolítico que não apresenta partículas de óxido, porém produzido sem o uso de agentes químicos desoxidantes [3]. Também não apresenta em sua composição química resíduos de agentes desoxidantes, como o fósforo [1]. Seu teor mínimo de cobre é de 99,95 a 99,99 %.
• Cobre desoxidado com fósforo, com baixo teor de fósforo (DLP ou C 122): é o cobre fundido e vazado em molde, que não contêm óxido cuproso (Cu2O) e que é obtido através do uso do fósforo com desoxidante não metálico (metalóide), com um teor mínimo de cobre (e prata) de 99,90 % e teores residuais de fósforo entre 0,004 e 10,12 %. Com esses teores de fósforo o decréscimo de condutividade elétrica é ainda muito pequeno.
• Cobre desoxidado com fósforo, com alto teor de fósforo (DHP ou C 123), obtido pelo mesmo processo empregado para a fabricação do DLP, porém com um teor residual de fósforo bem mais alto, entre 0,015 e 0,040 %. O teor mínimo de cobre (e prata) está entre 99,80 e 99,90 % [1]. Estes teores do fósforo já acarretam uma queda de condutividade elétrica mais significativa [3].
Existem outros tipos de cobre comercialmente puro, como o refinado a fogo (FRHC) e o refinado a fogo tenaz (FRTP), entretanto os que foram mencionados anteriormente representam a parcela mais significativa dos tipos de cobre comercialmente puros utilizados na indústria em geral.
Aplicações dos diferentes tipos de cobre comercialmente puro:
Além da sua principal aplicação, em fios e cabos condutores de transmissão de energia elétrica, o cobre comercialmente puro pode ser usado na condução de energia térmica, condução de fluidos e na construção civil. Suas principais características são as altas condutividade térmica e elétrica, elevada resistência à corrosão, alta trabalhabilidade (podem atingir 90 % de deformação sem recozimentos intermediários) e aspecto adequado para aplicações arquitetônicas e decorativas. O cobre com alto grau de pureza é o mais indicado para aplicações na transmissão de energia elétrica e calor, enquanto o cobre que contém teores residuais de fósforo é mais indicado para a fabricação de tubos para a condução de fluidos e de um modo geral na construção civil.
O cobre eletrolítico (ETP ou C 110) é utilizado na fabricação de: cabos condutores para estradas de ferro e linhas telefônicas, motores geradores, transformadores, bobinas de instrumentos, fios esmaltados, barras coletoras, contatos elétricos, fios para instalações domésticas e industriais, peças de aparelhos de rádio e televisão, interruptores, peças para trocadores de calor, radiadores de automóveis, equipamentos de indústrias de processamento químico (caldeiras, destiladores e alambiques), equipamentos para processamento de alimentos, construção civil e arquitetura (telhados, fachadas, calhas, pára-raios, painéis e revestimentos). O cobre isento de oxigênio (OFHC ou C 102) é usado na fabricação de componentes para aparelhos eletro-eletrônicos em geral, e na fabricação de peças para serviço em elevadas temperaturas e atmosferas redutoras.
O cobre desoxidado com fósforo com baixo teor de fósforo (DLP) é usado para a fabricação de tubos (para água quente e fria e para líquidos e gases pouco corrosivos), de chapas e em geral de peças soldadas, de um modo geral para a fabricação de equipamentos que conduzem fluidos, trocadores de calor, construção mecânica, equipamentos de uso na indústria química (destiladores, caldeiras e autoclaves), tanques e reservatórios. Suas aplicações elétricas restringem-se a lonas coletoras devido à sua condutividade relativamente baixa (85 a 98 % IACS).
O cobre desoxidado com fósforo, com alto teor de fósforo (DHP) pode ter aplicações semelhantes às do DLP (construção mecânica, indústria química, construção civil e arquitetura), mas no que se refere às aplicações elétricas é ainda mais limitado, restringindo-se aos anodos de eletrodeposição e eletroconformação a partir de banhos com solução ácida de sulfato [1].
b) Cobres ligados É a denominação que se aplica às ligas de cobre com baixo teor de liga, ou seja, aquelas nas quais os teores de todos os elementos de liga somados não ultrapassam 1 %. A função desses elementos, como o cádmio e o cromo, é aumentar a resistência mecânica do cobre sem reduzir muito sua condutividade elétrica. Em alguns casos são necessários tratamentos térmicos para aumentar a resistência mecânica dos cobres ligados.
Podem ser divididos em três grupos: a) cobres ligados de alta condutividade térmica e elétrica, b) cobres ligados de alta resistência mecânica, c) cobres ligados de alta usinabilidade. No primeiro grupo (a) encontra-se o cobre-prata tenaz (Cu-Ag IP) e o cobre-prata isento de oxigênio (Cu-Ag OF). O cobre-prata tenaz contém de 0,02 a 0,12 % de prata, que pode ser adicionada intencionalmente ou estar naturalmente contida na matéria-prima, e possui uma estrutura homogênea, já que para esses teores a prata permanece totalmente solubilizada no cobre. Este cobre ligado possui resistência mecânica e à fluência (em temperaturas relativamente elevadas) mais altas do que a maioria dos cobres de alta condutividade (90 a 100 % IACS). A adição de prata não afeta a condutividade elétrica e assim, na construção elétrica, na qual além de boa condutividade, exige-se alta resistência ao amolecimento pelo aquecimento e também a manutenção em altas temperaturas da resistência mecânica obtida pelo encruamento, pois essas temperaturas elevadas podem ser atingidas tanto devido às condições de funcionamento da peça, como devido à aplicação de processos de soldagem. Devido a essas características esse cobre ligado pode ser usado na construção mecânica, especificamente na fabricação de aletas de radiadores de automóveis e outros trocadores de calor. Já o cobre-prata isento de oxigênio possui características muito semelhantes às do cobre-prata tenaz, com a diferença de que pode ser aquecido em ambientes com atmosferas redutoras sem sofrer fragilização pelo hidrogênio. Esse tipo de cobre ligado é produzido por um processo de fusão específico que elimina a possibilidade da presença de óxidos e desoxidantes.
Entre os cobres ligados de alta resistência mecânica (b) encontram-se o cobre-arsênio desoxidado com fósforo (Cu-As DHP), o cobre-cromo e o cobre-zircônio (Cu-Zr). O cobre-arsênio contém arsênio em teores de 0,013 a 0,050 %, que tanto pode ser adicionado intencionalmente como estar presente como impureza proveniente da matéria-prima. A presença do arsênio favorece o aumento da resistência mecânica em temperaturas elevadas, como também aumenta a resistência à corrosão em determinados ambientes. É utilizado na construção química, para a fabricação de equipamentos e tubulações industriais que estão em contato com líquidos e gases relativamente pouco corrosivos e a temperaturas não muito elevadas. Na construção mecânica é usado em trocadores de calor, entretanto, sua baixa condutividade elétrica (35 a 45 % IACS) inviabiliza seu uso na construção elétrica. O cobre-cádmio (Cu-Cd) contém teores de cádmio de 0,6 a 1,0 %, o qual fica totalmente solubilizado no cobre. É usado nas aplicações nas quais se deseja que um condutor elétrico possua também boa resistência mecânica em geral, e particularmente ao desgaste e à fadiga. Embora sua resistência ao amolecimento durante aquecimento seja elevada, por outro lado sua condutividade elétrica é de cerca de 80 % IACS. Sendo assim, é usado na construção elétrica, na fabricação de cabos condutores aéreos sujeitos a esforços mecânicos, molas de contato, linhas de transmissão de alta resistência mecânica, conectores e componentes de chaves elétricas e outras aplicações como lamelas de coletores e eletrodos de soldagem elétrica. O cobre cádmio possui uma variante que é o cobre-cádmio-estanho (Cu-Cd-Sn), com cerca de 0,8 % de cádmio e 0,6 % de estanho e que possui características de fabricação muito semelhantes às do Cu-Cd, sendo usado na construção elétrica, na fabricação de molas e contatos elétricos, cabos condutores aéreos e eletrodos para soldagem elétrica. O cobre cromo (Cu-Cr), com teor de cromo por volta de 0,8 %, pode ter suas propriedades mecânicas melhoradas por tratamento térmico de solubilização e envelhecimento, endurecendo por precipitação. Apesar disso, sua condutividade elétrica é relativamente elevada, entre 80 e 85 % IACS, possuindo resistência ao amolecimento quando sujeito a temperaturas de até 400 ºC. è usado na construção elétrica em eletrodos de soldagem por resistência elétrica, chaves comutadoras e conectores. Na construção mecânica é usado na fabricação de moldes e em geral em aplicações nas quais se exige resistência mecânica e condutividade elétrica. O tratamento térmico de solubilização e envelhecimento pode ainda ser combinado com deformação plástica (encruamento): são os chamados tratamentos termomecânicos, que permitem a obtenção de dureza e resistência mecânica ainda mais elevadas do que as obtidas com o tratamento térmico tradicional sem deformação. No cobre-cromo semimanufaturado aquecido por 15 minutos a 1000 ºC e resfriado em água, assim solubilizado pode se aplicar a deformação plástica a frio (encruamento). Posteriormente realiza-se o envelhecimento mediante aquecimento entre 400 e 500 ºC, por tempos que dependem da temperatura (para 470 ºC, por exemplo, o tempo ideal é de cerca de 4 horas) de tal modo que o cromo se precipita em pequenas partículas finamente dispersas pela matriz de cobre. O cobre–zircônio (Cu-Zr) contém de 0,1 a 0,25 % de zircônio, sendo isento de oxigênio e, portanto, não suscetível à fragilização pelo hidrogênio. Este cobre ligado possui propriedades semelhantes às do Cu-Cr, porém níveis de resistência mecânica mais elevados, particularmente no que diz respeito à resistência ao amolecimento e à fluência. O limite de solubilidade do zircônio no cobre chega a 0,24 %, sendo possível a aplicação do tratamento térmico de solubilização e envelhecimento, que proporciona o chamado endurecimento por precipitação. A solubilização é realizada em temperaturas da ordem de 900 a 980 ºC e, após resfriamento rápido, o envelhecimento é realizado em temperaturas de 400 a 450 ºC em tempos de 1 a 2 horas, sendo que entre a solubilização e o envelhecimento pode ser realizada a deformação a frio em níveis de até 90% de redução em área ou em espessura. O tratamento térmico aumenta a condutividade elétrica do Cu-As, que neste caso pode atingir 90 % IACS. Na construção elétrica este tipo de cobre ligado é usado na fabricação de lamelas de comutadores sujeitas a solicitações severas, enrolamentos de motores elétricos severamente solicitados, bases de diodos, chaves comutadoras e eletrodos para soldagem elétrica.
Entre os cobres ligados de alta usinabilidade (c), podem ser relacionados o cobre- telúrio (Cu-Te), o cobre-enxofre (Cu-S) e o cobre-chumbo (Cu-Pb). O cobre-telúrio, assim como o cobre-enxofre e o cobre-selênio (Cu-Se), combina alta condutividade elétrica com boa usinabilidade. O telúrio, assim como o enxofre e o selênio, forma com o cobre compostos estáveis, que ficam distribuídos na matriz de cobre como partículas finamente dispersas. A presença destas partículas não provoca aumento acentuado de dureza e nem a diminuição sensível da condutividade elétrica, porém facilita muito a usinagem do cobre, na medida em que as partículas dispersas de telureto de cobre (Cu2Te) na matriz de cobre favorecem a quebra do cavaco durante o corte do metal, reduzindo o atrito entre o cavaco e a ferramenta. O telúrio é adicionado em teores de 0,30 a 0,80 % ao cobre tenaz ou desoxidado com fósforo. O cobre-telúrio tenaz apresenta condutividade elétrica de 96 a 98 % IACS, enquanto no cobre-telúrio desoxidado com fósforo a condutividade elétrica atinge entre 92 e 94 % IACS. Por causa de uma limitada dissolução do telúrio no cobre ocorre um aumento de resistência ao amolecimento em temperaturas da ordem de 250 ºC no máximo. Na construção elétrica o Cu-Te é usado na fabricação de terminais de transformadores e de interruptores, contatos, conexões e em geral peças de circuitos que precisam simultaneamente de elevada condutividade elétrica e alta usinabilidade. O cobre é um metal de difícil usinagem, mas a adição de telúrio permite a fabricação de peças usinadas em tornos automáticos. Na construção mecânica em geral o Cu-Te pode ser usado na fabricação de parafusos, porcas e pinos, entre outros tipos de peças fabricadas em máquinas automáticas. O cobre-selênio (Cu-Se) possui características muito semelhantes às do cobre telúrio. O cobre-enxofre (Cu-S) contém de 0,20 a 0,50 % d enxofre e suas aplicações são semelhantes às do cobre-telúrio. A condutividade elétrica do Cu-S é da ordem de 93 a 95 % IACS e o índice de usinabilidade é de 85. O cobre-chumbo (Cu-Pb) apresenta teores de chumbo entre 0,8 e 1,2 % com o objetivo de aumentar a usinabilidade do cobre, pois além de favorecer a fácil quebra dos cavacos, as partículas de chumbo distribuídas no cobre possuem a capacidade de atuar como lubrificantes entre o cavaco e a ferramenta, reduzindo o desgaste da ferramenta por atrito. Este cobre ligado possui alta conformabilidade a frio, porém baixa conformabilidade a quente. Este material é usado na fabricação de componentes da construção elétrica que necessitam de elevada condutividade elétrica conjugada com alta usinabilidade como conectores, componentes de chaves e motores, parafusos e outros componentes usinados de alta condutividade elétrica [1].
Latão: binário, com chumbo e com estanho
As ligas de cobre mais utilizadas na indústria e em aplicações comerciais são os chamados latões, denominação tradicionalmente aplicada às ligas do sistema cobre-zinco. Neste tipo de liga os teores de zinco variam entre 5 (latão C 210) e 40 % (latão C 280), sendo que uma simples regra permite identificar o teor de zinco da liga: dividindo-se por 2 a dezena do número da liga, chega-se ao teor de zinco da mesma: no caso da liga 260 (o chamado latão para cartuchos de munição), por exemplo, 60 : 2 = 30, o que significa dizer que o latão 260 contém 30 % de zinco. Além dos latões binários (cobre-zinco) cuja numeração (centena) começa por 2, existem também os latões ternários cobre-chumbo-zinco, cuja numeração começa por 3 (como o caso do latão com chumbo 360) e os latões ternários cobre-zinco-estanho, cuja numeração começa por 4 (como o 436, por exemplo). Entretanto, inicialmente neste ítem aborda-se somente os latões binários (Cu-Zn), relatando-se então, posteriormente, os demais tipos de latão (Cu-Zn-Pb e Cu-Zn-Sn).
a) Latões binários (Cu-Zn)
Os latões binários são ligas cobre-zinco nas quais os demais elementos somente estão presentes em teores muito baixos, sendo considerados como impurezas. São ligas que apresentam razoável resistência á corrosão (em ambientes não muito agressivos) e boa conformabilidade, porém simultaneamente possuem resistência mecânica e dureza bem mais elevadas do que a dos cobres comercialmente puros e cobres ligados. Como o zinco possui reticulado cristalino hexagonal compacto, ao contrário do cobre, que possui reticulado cristalino cúbico de face centrada, a solubilidade do zinco no cobre é limitada, porém como a diferença entre os diâmetros dos átomos de cobre e de zinco é relativamente pequena, de cerca de 4 %, existe uma certa solubilidade, chegando a 35 % na temperatura de 20 ºC e atingindo 38 %, seu valor máximo, a uma temperatura de 456 ºC. Enquanto grandes diferenças entre os diâmetros dos átomos dos elementos solvente e soluto favorecem o endurecimento, por outro lado reduzem a solubilidade. Assim sendo, o endurecimento por solução sólida é favorecido quando essa diferença é pequena, ao passo que grandes diferenças favorecem outros mecanismos de endurecimento, como o que ocorre por precipitação, ou pela restrição à recristalização e ao crescimento de grão devido à formação de partículas de intermetálicos. E exceto o ouro, que é muito caro, o zinco é o metal que apresenta a melhor combinação entre solubilidade e diferença de diâmetros atômicos no que se refere ao cobre. O efeito de endurecimento por solução sólida do zinco não é tão significativo como o de outros elementos solutos no cobre, mas sua elevada solubilidade permite que o endurecimento seja considerável em teores da ordem de 30 % [2].
Um dos principais usos do cobre está na fabricação de peças com formato complexo por deformação mecânica, como no assim chamado processo de embutimento. O latão alia a vantagem de ser facilmente deformado com uma resistência mecânica mais alta do que a do cobre comercialmente puro. Aliás, o latão com teores de zinco entre 20 e 30 % apresentam maior dutilidade (alongamento) do que o cobre comercialmente puro e do que os latões com teores de zinco mais baixos. Embora os latões sejam mais duros que o cobre comercialmente puro, são ligas que endurecem por deformação a uma taxa muito mais baixa do que o cobre comercialmente puro, e assim o chamado “empescoçamento” (redução de seção reta causada pela deformação) somente ocorre para uma deformação bem maior. Deste modo, ao se deformar uma dessas ligas numa matriz, a mesma pode se deformar consideravelmente antes que ocorra o empescoçamento, o qual leva a uma mudança dimensional indesejada e finalmente à fratura. As ligas que mais mantêm essa característica para maiores graus de deformação a frio são os latões que contêm de 20 a 30 % de zinco, bem mais do que os latões com menores teores de zinco, embora de um modo geral ocorra perda de ductilidade em todos os latões com o aumento da deformação a frio. Outro aspecto importante dos latões é a grande influência do tamanho de grão inicial sobre as características de deformação durante os processos de fabricação. Quando o grão é grosseiro o suficiente para igualar, ou mesmo exceder, a espessura da chapa (ou do corpo-de-prova de ensaio de tração) então praticamente quase não há contornos de grão para inibir o deslizamento e contribuir para o encruamento, e à medida que o grão cresce o latão apresenta menor alongamento até a fratura. Sendo assim, o controle do tamanho de grão antes da deformação a frio é muito importante, e os recozimentos anteriores devem ser rigorosamente controlados, quanto ao tempo e à temperatura, para produzir grãos finos [2].
Nos latões com teores de zinco mais elevados, acima de 35 % e chegando até 40 %, ocorre a presença de fase beta, ou seja, ao contrário dos latões com menos de 35 % de zinco, que são monofásicos (contêm somente a fase alfa), os latões com teores de zinco mais elevados são bifásicos (contêm fases alfa e beta). Estes latões bifásicos apresentam transformações de fase mais complexas, que dão origem a uma maior variedade de microestruturas e, conseqüentemente, de propriedades. Esse tipo de liga é utilizado industrialmente basicamente devido à sua excelente trabalhabilidade a quente e excelente usinabilidade. Dentre estas ligas sobressai-se o latão com 40 % de zinco, também conhecido comercialmente como metal de Muntz. A fase beta é conhecida como um composto intermetálico com estequiometria aproximada de CuZn, ou seja, proporção entre os números de átomos de cobre e zinco em torno de 50% cada, ao contrário da fase alfa, que possui estrutura cúbica de face centrada na qual parte dos átomos de cobre é substituída por átomos de zinco. Entretanto, a faixa de variação da composição da fase beta depende da temperatura. A fase beta é cúbica de corpo centrado e acima de 470 ºC torna-se desordenada, com átomos de zinco e cobre ocupando posições aleatórias, devido à vibração dos átomos associada à energia térmica. Em baixa temperatura essa vibração não existe e o conseqüente ordenamento leva à formação da chamada fase beta linha. Essa fase ordenada reduz a ductilidade do latão bifásico a temperaturas relativamente baixas (abaixo de
470 ºC), sendo responsável por esse caraterística de menor ductilidade a frio do que a quente (temperaturas na qual só se forma a fase beta desordenada). Por este motivo os latões bifásicos são indicados para extrusão (a quente), porém não são recomendados para laminação a frio. A fase beta linha pode ter sua dureza aumentada mediante tratamento térmico de envelhecimento em temperaturas da ordem de 200 a 500 ºC. A coexistência das fases alfa e beta garante uma dutilidade reduzida à temperatura ambiente, mas nem mesmo esta seria possível se a microestrutura fosse constituída totalmente por faz beta. E o trabalho a quente da liga bifásica (alfa e beta) é fácil nas temperaturas altas o suficiente para que a fase beta desordenada substitua a fase beta linha ordenada. Uma das poucas vantagens da liga bifásica com 40 % de zinco sobre a liga monofásica com 30 % é a sua melhor usinabilidade, devido à presença da fase beta linha frágil [2].
A numeração dos latões binários ba classificação CDA-ASTM começa pelo algarismo 2, como por exemplo o latão C 260, que contém cerca de 70 % de cobre e 30 % de zinco.
b) Latões com chumbo (Cu-Zn-Pb)
Os latões com chumbo são ligas cobre-zinco-chumbo nas quais o chumbo é adicionado com o propósito principal de aumentar a usinabilidade. O chumbo não se combina com o cobre, nem com o zinco, nem com qualquer elemento de liga secundário e está presente nessas ligas sobre a forma de partículas (glóbulos) que se distribuem aleatoriamente na microestrutura do latão. Essas partículas de chumbo lubrificam a ferramenta de corte durante a usinagem e ao promoverem uma fragilização localizada, favorecem a retirada do cavaco.
Nos latões com chumbo em geral o teor de zinco é superior a 35 %, fazendo com que, do ponto de vista microestrutural, estas ligas sejam bifásicas (alfa e beta) nas quais, adicionalmente, as partículas de chumbo se distribuem. Entretanto, estas mesmas partículas de chumbo causam problemas quanto à deformação plástica [4]. Por este motivo, os latões com chumbo são mais empregados para a fabricação de parafusos e peças usinadas a partir de barras e perfis extrudados, e não são usados para processos de deformação plástica considerável a frio. O teor de chumbo varia entre 0,3 e 3,5 % para os chamados latões de corte fácil. Os latões com chumbo na classificação CDA-ASTM são designados por números iniciados pelo algarismo 3, como a liga C 360 (61 % de cobre, 36 % de zinco e 3 % de chumbo) por exemplo.
Uma alternativa ao uso do chumbo para melhorar a usinabilidade dos latões é o uso do selênio e do telúrio, que não prejudicam tanto as propriedades de deformação plástica do latão, mas por outro lado são elementos mais caros e de menor disponibilidade. Além dos latões bifásicos, algumas outras ligas de cobre como o latão monofásico, a alpaca (Cu-Zn-Ni) e o cobre em si podem conter consideráveis teores de chumbo, mas seu uso não é tão difundido quanto o do latão bifásico com chumbo [4].
c) Latão com estanho (Cu-Zn-Sn)
Os latões com estanho são latões nos quais uma pequena parte do zinco é substituída pelo estanho, ou seja, são ligas cobre-zinco-estanho. O objetivo da utilização do estanho neste tipo de latão é melhorar a resistência à corrosão em ambientes particularmente agressivos, como água do mar e ambientes contendo cloretos e m geral [1]. Entre os latões com estanho encontram-se exatamente o latão do almirantado (70 % de cobre, 29 % de zinco e 1 % de estanho) e o latão naval (60 % de cobre, 39 % de zinco e 1 %) ambos para aplicações na construção naval [4]. A numeração os latões com estanho na classificação CDA-ASTM inicia pelo algarismo 4, como por exemplo a liga C 464 (61 % de cobre, 38 % de zinco e 1 % de estanho).
d) Aplicações dos latões
Os latões são aplicados na indústria para os mais diversos fins, dependendo de sua composição química. A seguir faz-se uma breve descrição das principais aplicações de alguns tipos de latões mais utilizados. Latão C 210 (95 % de cobre e 5 % de zinco) – Esta liga, que não é suscetível à dezincificação, tipo de corrosão mais freqüente nos latões com maiores teores de zinco, na qual o zinco é atacado preferencialmente e eliminado da liga, é muito utilizada na fabricação de moedas, medalhas, emblemas, jóias e placas, sendo também usada como base para aplicação de ouro e de esmaltes vítreos. Latão C 220 (90 % de cobre e 10 % de zinco) – Possui características bem semelhantes à do C 210, sendo usada em arquitetura (ferragens, condutos e peças ornamentais) e na fabricação de objetos decorativos. Além disso, é usada em algumas aplicações específicas na fabricação de munição, porém em escala muito inferior ao freqüente uso do latão C 260 (30 % de zinco) para a fabricação desse tipo de produto. Latão C 230 (85 % de cobre e 15 % de zinco) – Juntamente com os latões C 210, C 220 e C240, consitui o chamado grupo dos latões vermelhos (também conhecido como “tombacks”), ligas monofásicas (fase alfa) que possuem características muito semelhantes entre si, marcadamente sua elevada resistência à corrosão e à dezincificação em
particular, tendo porém como desvantagem seu maior custo, associado ao maior consumo de cobre, metal bem mais caro do que o zinco, na sua fabricação. Provavelmente sua mais freqüente aplicação é a fabricação de zíper para vestimentas, muito embora também seja utilizado na fabricação de bijuteria e de alguns componentes eletro-eletrônicos. Latão C 240 (80 % de cobre e 20 % de zinco) – Como os demais latões vermelhos não, apresenta dezincificação e possui elevada resistência à corrosão sob tensão. Sua principal aplicação consiste na fabricação de objetos decorativos (estojos e componentes de relógios) obtidos pelos processos de conformação mecânica e brasagem. Latão C 260 (70 % de cobre e 30 % de zinco) – Ainda é uma liga monofásica, mas já possui características bem diferentes dos latões vermelhos, começando por sua coloração amarelada. Pode apresentar problemas de dezincificação, dependendo do ambiente na qual está sendo utilizada, mas em compensação apresenta a mais favorável combinação de resistência mecânica e dutilidade (elevadas) entre todos os latões, razão pela qual é muito indicada para processos de conformação em geral, particularmente a estampagem e o embutimento profundo. Sua principal aplicação está na fabricação de cartuchos para munição (esta liga é popularmente conhecida como “latão para cartucho”), mas também pode ser utilizada para as mais diversas aplicações, como tubos de trocadores de calor para água não poluída, evaporadores e aquecedores de produtos alimentícios, cápsulas e roscas de lâmpadas, instrumentos musicais de sopro, radiadores de automóveis, metais sanitários, extintores de incêndio, rebites, pinos e parafusos. Latão C 268 (66 a 67 % de cobre, 33 a 34 % de zinco) – Esta liga possui propriedades mecânicas ligeiramente inferior às do latão C 260, porém seu custo de fabricação é menor, sendo utilizada como alternativa ao uso daquela liga, em aplicações nas quais os requisitos de propriedades mecânicas não são tão importantes e o custo de fabricação é um fator determinante. Latão C 272 (63 a 64 % de cobre, 36 a 37 % de zinco) – Esta liga já pode apresentar uma pequena quantidade de fase beta. Não pode ser usada em ambientes corrosivos. Pode ser trabalhada a frio e a quente, porém sua dutilidade é um tanto inferior à das ligas C 260 e C 268, embora suporte condições de conformação mecânica relativamente severas. É utilizada para fabricação de peças por estampagem não profunda como componentes de lâmpadas e chaves elétricas, recipientes para instrumentos, componentes de radiadores, rebites, pinos e parafusos. Latão C 280 (60 % de cobre e 40 % de zinco) – Esta é uma típica liga bifásica (alfa e beta) com excelente trabalhabilidade a quente, relacionada com a presença da fase beta, que por outro lado dificulta a conformação a frio. Suas aplicações também estão limitadas a ambientes não muito corrosivos. Possui melhores propriedades de conformação a frio e de soldagem do que as do latão C 370 (61 % de cobre, 38 % de zinco e 1 % de chumbo), porém usinabilidade inferior. É usado na fabricação de placas, barras e perfis, na arquitetura em seções estruturadas e painéis espessos, na indústria química em placas de tubos de condensadores e trocadores de calor e componentes mecânicos fabricados por forjamento. Latão C 340 (65 % de cobre, 34 % de zinco e 1 % de chumbo) – Possui partículas de chumbo dispersas em uma matriz de fase alfa, podendo no entanto conter uma pequena quantidade de fase beta. Apresenta elevada usinabilidade e pode ser conformada para a fabricação de parafusos, rebites, porcas, componentes de instrumentos e de relógios. Latão C 353 (62 % de cobre, 36 % de zinco e 2 % de chumbo) – Apresenta uma estrutura bifásica (fases alfa e beta) e com partículas dispersas de chumbo. Possui aplicações semelhantes à do latão C 340, porém apresenta menor trabalhabilidade. É utilizada para a fabricação de terminais de baterias elétricas e de velas de ignição de motores, e de peças gravadas mecanicamente. Latão C 360 (61 % de cobre, 36 % de zinco e 3 % de chumbo) – Apresenta microestrutura muito semelhante à do latão C 353. É conhecido como latão de usinagem fácil (“free cutting brass”). É muito utilizada sob a forma de barras extrudadas que são posteriormente usinadas para a fabricação de diversos produtos, entre os quais porcas, parafusos, pinos, buchas, mancais, afastadores e peças tubulares com extremidades abertas ou fechadas. Latão C 370 (61 % de cobre, 38 % de zinco e 1 % de chumbo) – Apresenta o mesmo tipo de microestrutura presente nas ligas anteriormente citadas, porém além da elevada usinabilidade, possui boa trabalhabilidade a quente. É fornecida geralmente sob a forma de tubos usados para a fabricação de peças tubulares em máquinas operatrizes de usinagem. Latão C 442 (71 % de cobre, 28 % de zinco e 1 % de estanho) – Esta liga monofásica (fase alfa) contém, além de estanho uma pequena adição de arsênio para aumentar a resistência à dezincificação. O estanho é adicionado com o objetivo de proporcionar boa resistência à corrosão em água de rios e mares não poluída, paradas ou em movimento de baixa velocidade (até cerca de 2m/s). É muito usada na fabricação de tubos e placas para equipamentos de trocadores de calor, principalmente de refinarias de petróleo e de centrais de produção de energia. Latão C 464 (61 % de cobre, 38 % de zinco e 1 % de estanho) – Esta liga, entre as últimas da série dos latões,
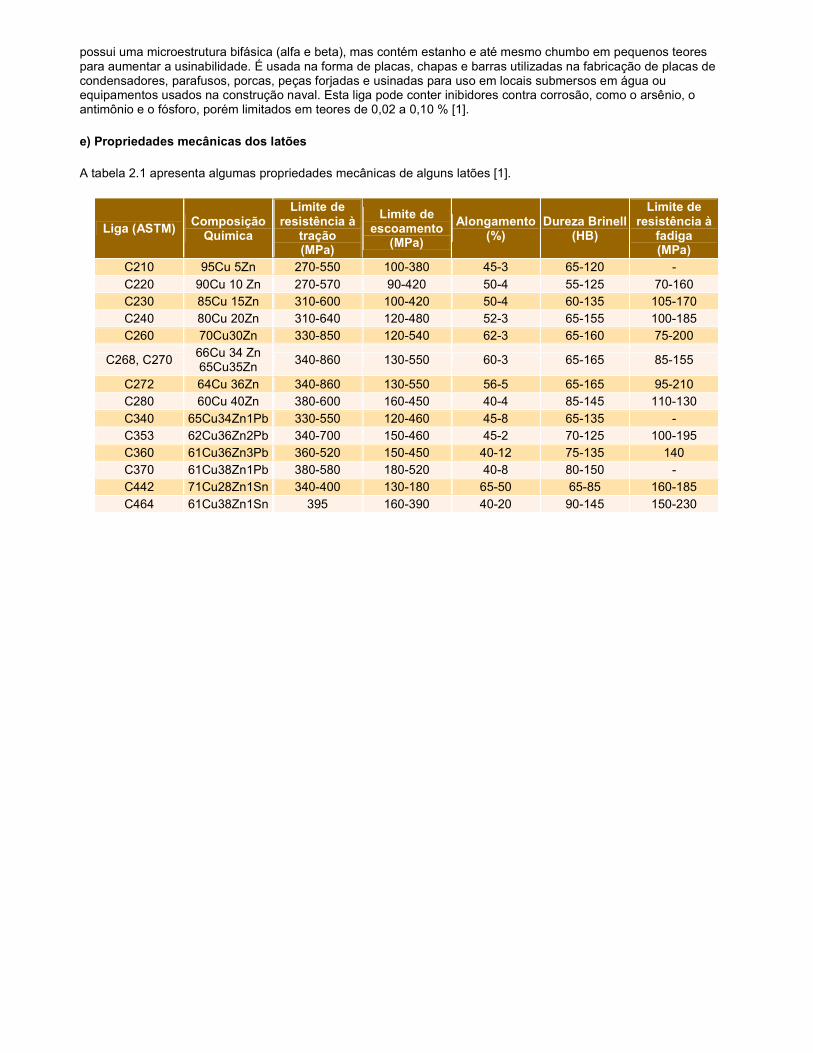
possui uma microestrutura bifásica (alfa e beta), mas contém estanho e até mesmo chumbo em pequenos teores para aumentar a usinabilidade. É usada na forma de placas, chapas e barras utilizadas na fabricação de placas de condensadores, parafusos, porcas, peças forjadas e usinadas para uso em locais submersos em água ou equipamentos usados na construção naval. Esta liga pode conter inibidores contra corrosão, como o arsênio, o antimônio e o fósforo, porém limitados em teores de 0,02 a 0,10 % [1].
e) Propriedades mecânicas dos latões
A tabela 2.1 apresenta algumas propriedades mecânicas de alguns latões [1].
Liga (ASTM) Composição Química
Limite de resistência à
tração (MPa)
Limite de escoamento
(MPa)
Alongamento (%)
Dureza Brinell (HB)
Limite de resistência à
fadiga (MPa)
C210 95Cu 5Zn 270-550 100-380 45-3 65-120 - C220 90Cu 10 Zn 270-570 90-420 50-4 55-125 70-160 C230 85Cu 15Zn 310-600 100-420 50-4 60-135 105-170 C240 80Cu 20Zn 310-640 120-480 52-3 65-155 100-185 C260 70Cu30Zn 330-850 120-540 62-3 65-160 75-200
C268, C270 66Cu 34 Zn 65Cu35Zn 340-860 130-550 60-3 65-165 85-155
C272 64Cu 36Zn 340-860 130-550 56-5 65-165 95-210 C280 60Cu 40Zn 380-600 160-450 40-4 85-145 110-130 C340 65Cu34Zn1Pb 330-550 120-460 45-8 65-135 - C353 62Cu36Zn2Pb 340-700 150-460 45-2 70-125 100-195 C360 61Cu36Zn3Pb 360-520 150-450 40-12 75-135 140 C370 61Cu38Zn1Pb 380-580 180-520 40-8 80-150 - C442 71Cu28Zn1Sn 340-400 130-180 65-50 65-85 160-185 C464 61Cu38Zn1Sn 395 160-390 40-20 90-145 150-230

Bronze: com estanho e fosforoso
a) Microestrutura dos bronzes Os bronzes, ligas cobre-estanho, são as ligas metálicas utilizadas há mais tempo pela humanidade, pois a chamada Idade do Bronze antecede a Idade do Ferro. Entretanto, ao longo do tempo foram substituídas em muitas de suas antigas aplicações por outras ligas metálicas de menor custo, e atualmente, mesmo entre as ligas e cobre, são menos utilizadas do que os latões, por exemplo. Mesmo assim, para determinados tipos de aplicações continuam sendo os materiais mais adequados, o que garante sua permanência no grupo dos materiais de engenharia mais utilizados na indústria.
Os átomos de estanho são relativamente grandes em comparação com os átomos de cobre, mas apesar disso possuem solubilidade relativamente elevada no cobre, e esses fatores conjugados proporcionam considerável resistência mecânica e dureza às ligas cobre-estanho, muito superior às dos latões com baixo teor de zinco. E mesmo o latão com 30 % de zinco (C 260) possui resistência mecânica e dureza inferiores às do bronze com 8 % de estanho (C 521). Por outro lado, ao contrário da resistência mecânica, a dutilidade (alongamento em tração) diminui com o aumento do teor de estanho, e embora o bronze com 8 % de estanho seja bastante dútil, não apresenta trabalhabilidade comparável à do latão com 30 % de zinco.
A solubilidade do estanho no cobre cai acentuadamente com o decréscimo da temperatura, mas abaixo de cerca de 300 ºC a taxa de precipitação da fase épsilon é lenta, de modo que ligas que contêm até 10 % de estanho serão monofásicas (fase alfa) após homogeneização adequada e resfriamento até 25 ºC. Termodinamicamente estas ligas poderiam ser endurecíveis por precipitação, já que a fase delta possui elevada dureza, porém a cinética de precipitação é muito lenta, o que faz com que o tempo necessário para atingir um valor de dureza seja excessivamente longo, inviabilizando a aplicação industrial deste tratamento térmico para estas ligas. Por exemplo, o envelhecimento do bronze com 10 % de estanho a 315 ºC por 5 h não produz aumento significativo de dureza e resistência à tração.
O amplo intervalo entre as temperaturas liquidus e solidus fazem essas ligas susceptíveis à segregação durante a solidificação, mesmo as ligas com teores de estanho tão baixos como 8 %, que contêm fase delta como conseqüência da capacidade da região imediatamente externa às dendritas de fase alfa (matriz) conterem até cerca de 13,5 %. A fase alfa reage com a fase líquida para formar uma certa quantidade de fase beta através de uma reação peritética. A fase beta assim formada decompõe-se por uma reação eutetóide em fase alfa e fase gama. Por sua vez a fase gama decompõe-se em fase alfa e fase delta. Esta seqüência pode ser bastante complexa e depende da taxa de resfriamento.
Os bronzes com 10 % ou mais de estanho são usados em aplicações para mancais, que exigem elevada resistência mecânica para poder suportar pesadas cargas e o desgaste mecânico, o que só é possível devido ao significativo efeito de endurecimento por solução sólida (resistência mecânica) e à presença da fase delta, muito dura (resistência ao desgaste). Freqüentemente estas ligas são usadas na condição fundida, sem tratamento térmico subseqüente, para a fabricação de mancais, de modo que as propriedades iniciais dependem do desenvolvimento da fase delta durante o processo de solidificação. Se a liga for utilizada na condição fundida, as propriedades obtidas resultam unicamente das condições do processo de fundição. O fator principal é o tamanho do grão de fase alfa primária e a distribuição da fase delta na microestrutura da liga. Este tamanho de grão da fase alfa primária pode ser reduzido através do aumento da taxa de nucleação na fase líquida, tanto por inoculação como pelo controle adequado da taxa de resfriamento. Quanto mais rápido o resfriamento, mais finas serão as dendritas de fase delta [2].
b) Propriedades dos bronzes Os bronzes mais utilizados na indústria possuem teores de estanho variando entre 2 e 10 % para as ligas trabalhadas e entre 5 e 11 % para as ligas fundidas. À medida que o teor de estanho aumenta, também aumenta a resistência mecânica da liga até 15 % de estanho, porém a dutilidade diminui sensivelmente, principalmente a partir de 5 % de estanho. Entretanto, as propriedades mecânicas podem ser melhoradas com a adição de até 0,4 % de fósforo, o qual também atua como desoxidante, originando o chamado bronze fosforoso.
A microestrutura do bronze que contém até entre 8 e 16 % de estanho (dependendo das condições de resfriamento), é monofásica (fase alfa) e assim constituída por uma solução sólida de estanho em cobre. Acima desses teores inicia-se a precipitação de uma fase intermetálica, denominada delta, a qual é rica em estanho e possui dureza elevada. A associação desta fase delta com uma matriz alfa dútil resulta em um material com excelentes propriedades antifricção, o qual é muito usado para a fabricação de mancais.
Outra propriedade importante dos bronzes é a sua elevada resistência á corrosão, o que faz com que muitas de suas aplicações baseiem-se nesta propriedade. Em teores limitados o chumbo pode ser adicionado para melhorar as propriedades antifricção, a usinabilidade e a estanqueidade no caso de peças fundidas, enquanto a adição do zinco é importante para desoxidação (também no caso de peças fundidas) e para melhorar a resistência mecânica.
No próximo segmento será feita uma análise individual das propriedades e aplicações dos bronzes mais utilizados industrialmente [1].
c) Aplicações dos bronzes
Bronzes trabalhados (dúteis)
Bronze C 505 (98 % de cobre e 2 % de estanho) – É uma liga monofásica (alfa) que contém pequenos teores de fósforo, sendo a primeira liga da série dos bronzes na classificação CDA-ASTM. Esta liga possui uma condutividade elétrica relativamente alta (cerca de 40 % IACS), principalmente quando os teores de estanho e fósforo estão próximos aos limites inferiores da especificação. Possui resistência mecânica ligeiramente superior à do cobre, porém mantém uma boa trabalhabilidade a frio. Apresenta boa resistência à corrosão em geral e particularmente à corrosão sob tensão. Esta liga é muito utilizada em aplicações elétricas, como contatos de aparelhos de telecomunicações, molas condutoras, e na construção mecânica em tubos flexíveis, parafusos encabeçados por recalque a frio, rebites e varetas de soldagem.
Bronze C 511 (96 % de cobre e 4 % de estanho) – Mantém a estrutura monofásica alfa e também contém pequenos teores de fósforo, apresentando uma boa combinação de trabalhabilidade a frio e resistência mecânica e dureza. Apresenta boa resistência á corrosão, inclusive corrosão sob tensão. É utilizado em aplicações arquitetônicas como ganchos de chapas de revestimento, em aplicações elétricas como molas, componentes de interruptores, chaves, contatos e tomadas, e na construção mecânica como molas, diafragmas, parafusos encabeçados por recalque a frio, rebites, porcas e escovas metálicas.
Bronze C 510 (95 % de cobre e 5 % de estanho) – Possui microestrutura e propriedades bem semelhantes às das duas ligas anteriores, apresentando, porém, uma resistência mecânica ligeiramente superior à do bronze C 511. É produzido sob a forma de barras, chapas e fios, sendo usada na fabricação de ganchos de chapas de revestimento, tubos para condução de águas ácidas, componentes para a indústria têxtil, química e de papel, molas condutoras e componentes de interruptores e tomadas, molas e diafragmas, parafusos, rebites, porcas, escovas, tubos de manômetros, varetas e eletrodos de soldagem.
Bronze C 519 (94 % de estanho e 6 % de bronze) – Esta liga ainda possui microestrutura monofásica e pequenos teores de fósforo, mas possui maior resistência à fadiga e ao desgaste do que os bronzes mencionados anteriormente. Possui propriedades mecânicas, trabalhabilidade e resistência à corrosão muito elevadas. É produzida sob a forma de chapas, barras, fios e tubos. Na indústria química é utilizada é usada na fabricação de tubos de condução de águas ácidas, componentes para as indústrias química, têxtil e de papel, na construção elétrica para molas condutoras e componentes de interruptores, e na construção mecânica em molas e membranas, escovas, tubos de manômetros, engrenagens, componentes de bombas e eletrodos de soldagem.
Bronze C 521 (92 % de cobre e 8 % de estanho) – É uma liga monofásica (fase alfa), que contém, dependendo das condições de fabricação, pequenas quantidades de fase delta. Como possui elevados teores de estanho e de fósforo, apresenta elevadas resistência á fadiga e ao desgaste e propriedades antifricção, além de boa resistência á corrosão. Este bronze é produzido sob a forma de chapas, barras, fios e tubos. Na indústria química é destinado ao mesmo tipo de aplicação que o bronze C519, do mesmo modo que nas aplicações elétricas e na construção mecânica, mas no caso de molas, é uma liga mais adequada para condições de solicitações mais severas, além de ser muito apropriada para a fabricação de discos de fricção.
Bronze C 524 (90 % de cobre e 10 % de estanho) – É uma liga bifásica (contém as fases alfa e delta), que possui elevada resistência á fadiga e ao desgaste, o que recomenda seu uso como material antifricção. Entre os bronzes trabalhados é o que apresenta maior resistência mecânica e dureza, sendo produzido sob a forma de chapas e fios. Suas principais aplicações estão na construção de instalações da indústria de papel e na fabricação de molas para serviços pesados.
Bronzes fundidos
Cu 89 – Sn 11 – Usado para a fabricação de engrenagens diversas.
Cu 88 – Sn 10 – Zn 2 – Utilizado em conexões de tubos grandes, engrenagens, parafusos, válvulas e flanges.
Cu 88 – Sn 6 – Zn 4,5 – Pb 1,5 – Usado em válvulas para temperaturas de até 290 ºC, bombas de óleo e engrenagens.
Cu 87 – Sn 11 – Pb 1 – Ni 1 – Usado em buchas e engrenagens diversas.

Cu 85 – Sn 5 – Pb 9 – Zn 1 – É uma liga usada em mancais e buchas pequenas.
Cu 80 – Sn 10 – Pb 10 – Bronze usado na fabricação de mancais para altas velocidades e grandes pressões e mancais para laminadores.
Cu 78 – Sn 7 – Pb 15 – Bronze aplicado na fabricação de mancais para pressões médias e mancais para automóveis.
Cu 70 – Sn 5 – Pb 25 – Usado em mancais para altas velocidades e pequenas pressões.
Cu 85 – Sn 5 Pb 5 – Zn 5 – É uma liga especial que apresenta alta fundibilidade, sendo utilizada na fabricação de peças de resistência média, mas com boa estanqueidade e usinabilidade. É usada em geral na fabricação de válvulas para pequenas pressões e engrenagens de pequeno tamanho, entre outras aplicações [1].
d) Propriedades dos bronzes A seguir é apresentado um resumo de faixas de valores típicos das principais propriedades de alguns bronzes mais utilizados na indústria [1].
Tabela 3.1 – Propriedades mecânicas dos bronzes trabalhados
Liga (ASTM) Composição
Limite de resistência à
tração (MPa)
Limite de escoamento
(MPa)
Alongamento (%)
Dureza Brinell (HB)
Limite de resistência à fadiga (MPa)
505 Cu98 Sn2 280-650 110-500 45-2 60-150 115-225 511 Cu96 Sn4 330-900 130-580 50-2 70-195 210-540 510 Cu95 Sn5 350-950 130-620 55-2 75-205 85-265 519 Cu94 Sn6 370-1000 150-760 60-2 80-225 195-210 521 Cu92 Sn8 420-1050 170-820 65-2 85-240 120-230 524 Cu90 Sn10 440-1000 190-850 65-3 95-245 120-225
Tabela 3.2 – Propriedades mecânicas dos bronzes fundidos
Liga (Composição) Limite de resistência à tração(MPa) Alongamento (%) Dureza Brinell (HB)
Cu 89 Sn 11 200 8 80 Cu 88 Sn 10 Zn 2 220 16 76
Cu 88 Sn 6 Zn 4,5 Pb 1,5 240 17 68 Cu 87 Sn 8 Zn 4
Pb 1 210 14 70
Cu 87 Sn 11 Pb 1 Ni 1 200 8 78 Cu 85 Sn 5 Pb 9
Zn 1 170 25 63
Cu 80 Sn 10 Pb 10 180 28 69 Cu 78 Sn 7 Pb 15 170 24 57 Cu 70 Sn 5 Pb 25 100 15 50 Cu 85 Sn 5 Pb 9
Zn 1 200 16 62

Cobre-alumínio, cobre-silício e cobre-berílio
a) Ligas cobre-alumínio Essas ligas também são conhecidas como bronzes de alumínio, entretanto neste texto evitamos a denominação “bronze” para evitar confusões com as ligas cobre-estanho, que são conhecidas como bronzes desde a chamada Antiguidade.
O diagrama de fases Cu-Al de um modo geral apresenta muitas semelhanças com o diagrama Cu-Zn. A solubilidade do alumínio no cobre é relativamente alta e para teores mais elevados de alumínio se formam diversos tipos de compostos intermetálicos, alguns dos quais possuem a mesma estrutura cristalina e estequiometria de alguns compostos intermetálicos do sistema Cu-Zn. Como a diferença entre os tamanhos dos átomos é grande e a solubilidade máxima do alumínio no cobre é relativamente alta, espera-se boa resistência mecânica para as ligas Cu-Al mesmo como soluções sólidas. De fato o alumínio é um eficiente agente de endurecimento e existem duas ligas comerciais, com teores de 5 e 8 % de alumínio, que são soluções sólidas, então seu tratamento térmico resume-se à homogeneização convencional da liga fundida e o recozimento da liga trabalhada.
No sistema Cu-Al as fases estáveis a 500 ºC são praticamente as mesmas presentes em temperaturas mais baixas, a não ser que tempos de recozimentos extremamente longos sejam empregados. As ligas com teor de alumínio acima de 8 % em temperatura relativamente alta apresentam a formação de fase beta, que durante o resfriamento lento sofre uma transformação eutetóide para formar uma mistura de fases alfa e gama 2. Por esse motivo a seguir será dada uma certe ênfase a essa transformação eutetóide.
A fase beta das ligas Cu-Al é cúbica de corpo centrado (CCC) como a fase beta do sistema Cu-Zn, enquanto a fase gama 2 é semelhante à fase gama. A composição química do ponto eutetóide corresponde a um teor de alumínio de 11,8 %, e durante o resfriamento lento (50 ºC/h, por exemplo) da liga com essa composição, após homogeneização adequada (por exemplo 1h a 800 ºC), as fases alfa e gama 2 formam-se em camadas alternadas, de forma semelhante à perlita das ligas ferrosas, sendo que o mesmo termo (estrutura perlítica) pode ser aplicado a essa microestrutura eutetóide das ligas Cu-Al.
O resfriamento rápido a partir do campo monofásico beta deveria suprimir a reação eutetóide e resultar em fase beta retida à temperatura ambiente. Essa fase se decomporia muito lentamente e praticamente seria estável a essa temperatura, de modo que as propriedades da fase beta poderiam ser utilizadas para o desenvolvimento dessas ligas. Entretanto, do mesmo modo que nas ligas ferrosas, na prática a fase beta sofre uma transformação de não equilíbrio para uma outra fase (beta’), mesmo quando o resfriamento é extremamente rápido. Essa fase, que não é de equilíbrio e, portanto, não aparece no diagrama de fases, possui uma estrutura cristalina hexagonal (HCP) e é ordenada. Do mesmo modo que ocorre com os aços, a fase beta’ se forma por uma transformação martensítica, com a decomposição da fase beta em longas agulhas. Durante o resfriamento rápido, ao se atingir uma temperatura da ordem de 380 ºC (temperatura de início da transformação martensítica, também conhecida como MS), as agulhas começam a aparecer em grande velocidade na fase beta e à medida que o resfriamento até a temperatura ambiente prossegue, a fase beta remanescente se decompõe nessas finas agulhas.
Entretanto, enquanto nos aços a martenista é a estrutura mais dura, muito mais do que a perlita, nas ligas Cu-Al acontece fenômeno inverso, já que a fase beta’ martensítica (70 HRB) sensivelmente mais macia do que a mistura alfa e gama 2 perlítica (80 HRB). Essa diferença de dureza reflete a influência da fase gama 2 muito dura, que confere maior dureza à estrutura perlítica.
Também de forma surpreendente, em comparação com os aços, o aquecimento da fase beta’ martensítica a uma temperatura inferior à temperatura eutetóide (565 ºC), leva ao endurecimento da liga, ao contrário do que ocorre durante o revenimento dos aços. O aquecimento a 500 ºC por 30 minutos, por exemplo, aumenta a dureza da fase beta’ de 70 HRB para 90 HRB.
No caso da liga Cu-Al com 10 % de alumínio, o aquecimento a uma temperatura superior a 850 ºC resulta numa microestrutura constituída unicamente por fase beta, e o resfriamento rápido leva à formação de uma microestrutura totalmente martensítica, com dureza Brinell de cerca de 250. Ao ser mantida a uma temperatura inferior a 850 ºC essa liga passa a conter crescentes quantidades de fase alfa coexistindo com a fase beta, e como a fase alfa é menos dura, a dureza Brinell da liga cai para valores em torno de 120. Se em vez do resfriamento rápido for feito um resfriamento lento (em forno, por exemplo) na mesma liga Cu-10Al, uma grande quantidade (cerca de 50 %) de fase alfa primária se forma, e o restante da microestrutura é constituída por perlita eutetóide. Embora no caso dessas ligas a microestrutura perlítica proporcione maior dureza do que a microestutura martensítica, a grande quantidade de fase alfa presente faz com que a liga seja relativamente macia nesse caso. Ou seja, á medida que o resfriamento torna-se mais lento, aumenta a presença de fase alfa macia e diminui a presença da martensita dura, fazendo com que se reduza a dureza da liga. O revenimento da liga Cu-10Al temperada resulta em aumento de dureza se esse tratamento for feito em temperaturas em torno de 350 ºC, mas resulta em decréscimo de dureza quando é feito em temperaturas mais elevadas. O aumento de dureza se deve à formação de uma fina dispersão de fase gama 2 dura

na fase alfa mais macia. Porém, quando a temperatura é suficientemente alta (ou seja, acima de 400 º), o tempo de revenimento é suficiente para promover o coalescimento das partículas de fase gama 2, promovendo o decréscimo de dureza.
A dureza dessas ligas Cu-Al é máxima quando se forma a microestrutura alfa + gama 2 dispersa ou quando se forma a martensita pelo resfriamento rápido. Entretanto, ainda não foi esclarecido o motivo que leva à redução da formação da martentista quando o teor de alumínio da liga aumenta. De qualquer modo, a dureza da liga é máxima quando se minimiza a presença da fase alfa macia e se maximiza a presença da martensita. É necessário tomar cuidado quanto à fragilização que pode resultar do recozimento dessas ligas, levando a uma queda de tenacidade considerável. Para evitar esse problema, a liga Cu-10 Al deve ser recozida à temperatura de 650 ºC, e de um modo geral as ligas Cu-Al devem ser recozidas a uma temperatura igual ou superior a 570 ºC, sendo que também deve ser evitado o resfriamento muito lento a parir da temperatura de recozimento. As propriedade mecânicas das ligas Cu-Al que contêm fase alfa dependem muito da forma e do tamanho dos grãos de fase alfa., que por sua vez dependem muito das condições de resfriamento. Do mesmo modo, as condições de resfriamento influem muito na decomposição da fase beta. Evidentemente, quanto mais finos os grãos de fase alfa, maior a resistência mecânica e a dutilidade, embora a dureza seja menos afetada. O resfriamento lento também favorece a decomposição da fase beta em uma mistura de alfa e gama 2, que embora dura, também é frágil [2].
Aplicação das ligas cobre-alumínio
• Liga 95 cobre – 5 alumínio – É uma liga com microestrutura monofásica (fase alfa), que contém pequenos teores de arsênio, níquel ou manganês, que são adicionados com o objetivo de melhorar a resistência á corrosão e a resistência mecânica. É uma liga que apresenta boa resistência à corrosão, mesmo em ambientes agressivos, além de boa conformabilidade a frio. Em geral é produzida sob a forma de semimanufaturados planos e também tubos. É utilizada na indústria química, em peças que estão em contato com água, ácidos e soluções salinas, em tubos de condensadores, evaporadores e trocadores de calor, componentes de equipamentos usados na indústria de papel, em caixas d’água e reservatórios.
• Liga 92 cobre – 8 alumínio – Esta liga é bifásica e pode conter pequenas adições de níquel, ferro ou manganês. Possui boa resistência à oxidação e boa conformabilidade a quente. É utilizada na forma de produtos planos e barras em aplicações na indústria química, semelhantes às da liga 95-5, e, além disso, em recipientes para a indústria química, em autoclaves, instalações criogênicas, recipientes e ganchos para instalações de decapagem, componentes de torres de resfriamento, em instalações para tratamento de esgoto urbano, sendo também usada para a fabricação de moedas e medalhas, eletrodos de soldagem, em componentes usados na indústria naval, como instrumentos não magnéticos para bússolas girostáticas, em revestimentos protetores e em tubulações para água do mar.
• Liga 89 cobre – 8 alumínio – 3 ferro – Possui a mesma microestrutura bifásica, porém o ferro é adicionado para inibir o crescimento de grão, melhorando a resistência mecânica da liga. Pode conter pequenas adições de níquel ou de manganês. É uma liga que apresenta alta resistência à corrosão e boa conformabilidade a quente, sendo produzida em geral sob a forma de chapas e barras. É utilizada em placas de tubos de condensadores, evaporadores e trocadores de calor nas indústrias química e naval, em instalações criogênicas e de decapagem e em ferramental antifaiscante para a indústria de gás, de petróleo, de carvão e de explosivos.
• Liga 89 cobre – 9 alumínio – 2 manganês – É uma liga bifásica (fases alfa e beta) que contém manganês para aumentar a trabalhabilidade a quente e também a soldabilidade. Pode conter também pequenos teores de fero ou níquel. É usada na forma de produtos planos, barras e forjados, sendo utilizada em instalações criogênicas, filtros e placas perfuradas, componentes de máquinas da indústria alimentícia, engrenagens helicoidais, elementos de fixação de máquinas e ferramentas de conformação de plásticos.
• Liga 87 cobre – 10 alumínio – 3 ferro – Esta liga apresenta microestrutura bifásica, sendo o ferro adicionado para inibir o crescimento de grão e melhorar a resistência, contendo também níquel ou manganês. Possui alta resistência à corrosão e à oxidação, mantendo a resistência mecânica à temperatura ambiente a temperaturas relativamente altas. Sob a forma de barras, perfis e forjados é usada em instalações criogênicas e de decapagem, como componentes de bombas, acessórios e elementos de fixação na construção naval, em ferramentas antifaiscantes, engrenagens, peças resistentes ao desgaste, peças forjadas para máquinas, peças forjadas para máquinas e linhas elétricas, ferramentas de conformação de plásticos e diversos componentes conformados.
• Liga 80 cobre – 10 alumínio – 5 ferro – 3 níquel – Esta liga quaternária também possui estrutura bifásica (fases alfa e kappa), podendo adicionalmente conter pequenos teores de manganês. A presença de níquel e de ferro confere à liga uma boa combinação de resistência à corrosão e à oxidação, resistência mecânica, à fadiga e ao desgaste. Além disso, possui boa conformabilidade a quente e mantém a resistência mecânica a
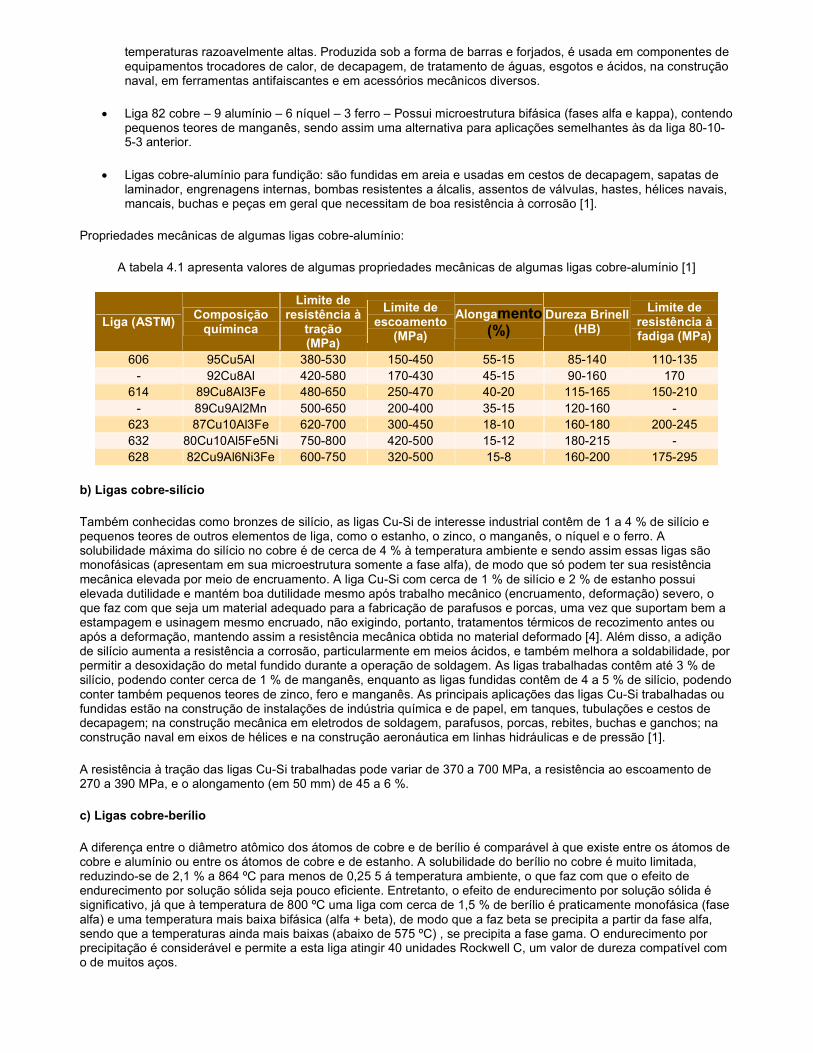
temperaturas razoavelmente altas. Produzida sob a forma de barras e forjados, é usada em componentes de equipamentos trocadores de calor, de decapagem, de tratamento de águas, esgotos e ácidos, na construção naval, em ferramentas antifaiscantes e em acessórios mecânicos diversos.
• Liga 82 cobre – 9 alumínio – 6 níquel – 3 ferro – Possui microestrutura bifásica (fases alfa e kappa), contendo pequenos teores de manganês, sendo assim uma alternativa para aplicações semelhantes às da liga 80-10-5-3 anterior.
• Ligas cobre-alumínio para fundição: são fundidas em areia e usadas em cestos de decapagem, sapatas de laminador, engrenagens internas, bombas resistentes a álcalis, assentos de válvulas, hastes, hélices navais, mancais, buchas e peças em geral que necessitam de boa resistência à corrosão [1].
Propriedades mecânicas de algumas ligas cobre-alumínio:
A tabela 4.1 apresenta valores de algumas propriedades mecânicas de algumas ligas cobre-alumínio [1]
Liga (ASTM) Composição químinca
Limite de resistência à
tração (MPa)
Limite de escoamento
(MPa)
Alongamento (%)
Dureza Brinell (HB)
Limite de resistência à fadiga (MPa)
606 95Cu5Al 380-530 150-450 55-15 85-140 110-135 - 92Cu8Al 420-580 170-430 45-15 90-160 170
614 89Cu8Al3Fe 480-650 250-470 40-20 115-165 150-210 - 89Cu9Al2Mn 500-650 200-400 35-15 120-160 -
623 87Cu10Al3Fe 620-700 300-450 18-10 160-180 200-245 632 80Cu10Al5Fe5Ni 750-800 420-500 15-12 180-215 - 628 82Cu9Al6Ni3Fe 600-750 320-500 15-8 160-200 175-295
b) Ligas cobre-silício
Também conhecidas como bronzes de silício, as ligas Cu-Si de interesse industrial contêm de 1 a 4 % de silício e pequenos teores de outros elementos de liga, como o estanho, o zinco, o manganês, o níquel e o ferro. A solubilidade máxima do silício no cobre é de cerca de 4 % à temperatura ambiente e sendo assim essas ligas são monofásicas (apresentam em sua microestrutura somente a fase alfa), de modo que só podem ter sua resistência mecânica elevada por meio de encruamento. A liga Cu-Si com cerca de 1 % de silício e 2 % de estanho possui elevada dutilidade e mantém boa dutilidade mesmo após trabalho mecânico (encruamento, deformação) severo, o que faz com que seja um material adequado para a fabricação de parafusos e porcas, uma vez que suportam bem a estampagem e usinagem mesmo encruado, não exigindo, portanto, tratamentos térmicos de recozimento antes ou após a deformação, mantendo assim a resistência mecânica obtida no material deformado [4]. Além disso, a adição de silício aumenta a resistência a corrosão, particularmente em meios ácidos, e também melhora a soldabilidade, por permitir a desoxidação do metal fundido durante a operação de soldagem. As ligas trabalhadas contêm até 3 % de silício, podendo conter cerca de 1 % de manganês, enquanto as ligas fundidas contêm de 4 a 5 % de silício, podendo conter também pequenos teores de zinco, fero e manganês. As principais aplicações das ligas Cu-Si trabalhadas ou fundidas estão na construção de instalações de indústria química e de papel, em tanques, tubulações e cestos de decapagem; na construção mecânica em eletrodos de soldagem, parafusos, porcas, rebites, buchas e ganchos; na construção naval em eixos de hélices e na construção aeronáutica em linhas hidráulicas e de pressão [1].
A resistência à tração das ligas Cu-Si trabalhadas pode variar de 370 a 700 MPa, a resistência ao escoamento de 270 a 390 MPa, e o alongamento (em 50 mm) de 45 a 6 %.
c) Ligas cobre-berílio
A diferença entre o diâmetro atômico dos átomos de cobre e de berílio é comparável à que existe entre os átomos de cobre e alumínio ou entre os átomos de cobre e de estanho. A solubilidade do berílio no cobre é muito limitada, reduzindo-se de 2,1 % a 864 ºC para menos de 0,25 5 á temperatura ambiente, o que faz com que o efeito de endurecimento por solução sólida seja pouco eficiente. Entretanto, o efeito de endurecimento por solução sólida é significativo, já que à temperatura de 800 ºC uma liga com cerca de 1,5 % de berílio é praticamente monofásica (fase alfa) e uma temperatura mais baixa bifásica (alfa + beta), de modo que a faz beta se precipita a partir da fase alfa, sendo que a temperaturas ainda mais baixas (abaixo de 575 ºC) , se precipita a fase gama. O endurecimento por precipitação é considerável e permite a esta liga atingir 40 unidades Rockwell C, um valor de dureza compatível com o de muitos aços.
As ligas Cu-Be apresentam comportamento de endurecimento por precipitação semelhante ao que se observa para as ligas Cu-Al. Para que se atinja a dureza mais alta possível, o teor de berílio deve ser da ordem de 1,8 a 2,0 %, a temperatura de envelhecimento deve ser da ordem de 350 ºC e o tempo de 3 a 5 horas, permitindo se obter valores de dureza de 40 a 45 Rockwell C. Como ocorre no processo de precipitação de muitas ligas, a formação do precipitado de equilíbrio gama é precedida pela formação de uma fase metaestável e o endurecimento ocorre devido à formação de precipitados extremamente finos e dispersos de fase gama, que possuem a forma de discos com cerca de 200 a 400 átomos de diâmetro e cerca de 50 átomos de espessura, todos muito próximos. Com o prolongamento do envelhecimento a liga sofre superenvelhecimento e os precipitados tornam-se grosseiros, atingindo o equilíbrio.
A temperatura de recristalização dessas ligas é igual ou superior a 500 ºC, mas se essas ligas forem solubilizadas e trabalhadas a frio antes do envelhecimento na faixa de 300 a 385 ºC, a precipitação ocorre antes da recristalização (e assim o amolecimento) possa ocorrer. A dureza do material submetido a este ciclo não é muito diferente da dureza do material envelhecido sem trabalho mecânico prévio, mas o efeito do trabalho mecânico sobre a resistência mecânica e sobre a resistência ao escoamento é bem mais pronunciado (maior ganho de resistência). Por outro lado, na condição envelhecida a liga Cu-Be apresenta dutilidade muito menor, tanto com ou sem trabalho mecânico. Além do berílio estas ligas contêm outros elementos, como o cobalto que forma um composto insolúvel Be-Co, o qual inibe o crescimento de grão durante a solubilização, o que também pode ser obtido com a adição de outros elementos de liga. Durante a solubilização deve ser evitada uma temperatura muito alta (acima de 800 ºC) que possa causar fusão parcial, além de favorecer a formação de fase beta que dificilmente se dissolve no recozimento posterior. Por outro lado, a temperatura de solubilização não deve ser muito baixa (abaixo de 760 ºC) justamente para evitar a formação de fase beta, já que com isso reduz-se o teor de berílio da fase alfa, reduzindo o efeito de endurecimento. Além disso, o resfriamento deve ser rápido o suficiente para evitar a formação de fase beta, usando-se água para o resfriamento rápido [2].
A liga mais comum é a CuBe2 que contém 1,60 a 2,05 % de berílio, níquel e/ou cobalto (no mínimo 0,20 % cada) e/ou ferro (máximo de 0,60). O limite de resistência á tração desta liga é da ordem de 1230 a 1490 MPa, o limite de resistência ao escoamento vai de 1090 a 1370 MPa, o alongamento varia de 6 a 1 %, a dureza Brinell está entre 38 e 41 HB, ao passo que a resistência à fadiga atinge valores entre 250 e 310 MPa, quando a liga está tratada termicamente. As ligas Cu-Be, com boa resistência mecânica, e à fadiga em particular, além de boa condutividade elétrica e térmica, são usadas, na forma de tiras, arames, tubos e barras e também peças fundidas para a fabricação de molas de instrumentos, diafragmas e cabos flexíveis, componentes de chaves elétricas, de relês, de bombas e de máquinas de soldagem por resistência elétrica. Ferramentas anitfaiscantes são bons exemplos de aplicação de peças fundidas.
Cuproníquel e alpaca
a) Cuproníquel A denominação de cuproníquel aplica-se às ligas constituídas essencialmente por cobre e níquel. Essas ligas se caracterizam por apresentarem, em qualquer temperatura solubilidade sólida total, ou seja, em qualquer temperatura o níquel é completamente solúvel no cobre, tanto no estado sólido como no estado líquido e a variação do teor de níquel apenas acarreta modificação no valor das temperaturas solidus (abaixo da qual a liga é totalmente sólida) e liquidus (acima da qual a liga é totalmente líquida), havendo no diagrama de fases tão somente um campo bifásico sólido (alfa) + líquido. Essa peculiaridade se deve entre, outros fatores, à proximidade do diâmetro atômico do cobre e do níquel como também de seus números atômicos (29 e 28, respectivamente).
As propriedades mecânicas dessas ligas atingem seu valor máximo para cerca de 65 % de níquel, enquanto a resistividade elétrica atinge seu valor máximo para cerca de 55 % de níquel. Embora tanto o cobre como o níquel apresentem elevado coeficiente de aumento da resistividade elétrica com o aumento da temperatura, a liga Cu-Ni que contém 45 % de níquel possui a particularidade de ter esse coeficiente praticamente nulo, e, sendo assim, conhecida pelo nome comercial de constantan é largamente utilizada para a fabricação de resistências elétricas, termopares elétricos e instrumentos elétricos em geral.
Embora os teores de níquel das ligas Cu-Ni variem entre 2,5 e 30 %, na prática industrial são mais usadas as que contêm de 20 a 30 % de níquel. Como tanto o cobre como o níquel são dois elementos que se caracterizam por apresentarem alta resistência à corrosão, os cuproníqueis também apresentam essa característica, sendo que a adição de níquel ainda melhora essa propriedade. Tanto a liga com 20 % de níquel como a liga com 30 % de níquel resistem bem a qualquer tipo de atmosfera, a águas industriais e salgadas, assim como a muitos ácidos minerais e orgânicos. A liga com 20 % de níquel pode ser usadas em lâminas de turbina e em geral em peças que necessitem de boa resistência à corrosão e à abrasão. Quando o ambiente corrosivo for ainda mais agressivo, passa a ser recomendável o uso da liga com 30 % de níquel, que é usada em aplicações marítimas e em tubos de condensadores, além de possuir a característica de impedir na água salgada o crescimento de fungos e organismos marinhos em geral, sendo que essa característica estende bastante o seu uso na construção naval [4].
Aplicação dos cuproníqueis
Ligas Trabalhadas
• Liga (C 704) 95 % de cobre e 5 % de níquel (contendo ainda ferro e manganês) – É constituída unicamente pela fase alfa. A adição de ferro e manganês tem a finalidade de aumentar a resistência à corrosão-erosão pela ação do fluxo lento da água do mar não poluída. Possui razoável resistência à corrosão sob tensão e boas propriedades para conformação a frio e a quente. É produzida na forma de placas, chapas e tubos. Na construção naval é usada em tubos condutores de água do mar para mangueiras dos equipamentos de prevenção de incêndio, circuitos de refrigeração a água e serviços sanitários nos navios.
• Liga (C 706) 90 % de cobre e 10 % de níquel (contendo ainda ferro e manganês) – Também apresenta microestrutura monofásica (fase alfa), contendo pequenos teores de ferro e manganês para melhorar a resistência à corrosão-erosão pela ação de águas, inclusive a água do mar. É uma liga que possui boa resistência à corrosão sob tensão, boa conformabilidade a frio e a quente e boa soldabilidade. É produzida geralmente na forma de placas, chapas e tubos. Na indústria química é usada em tubos e placas de tubos para condensadores em serviços leves, aquecedores e evaporadores de sistemas de alimentação de água de usinas de energia, de açúcar e de dessalinização de água do mar. Na construção naval esta liga é usada em aplicações bem semelhantes às da liga mencionada anteriormente e na construção mecânica tem como aplicação mais comum a fabricação de cabos de tubos usados em linhas hidráulicas e pneumáticas.
• Liga 80 % de cobre e 20 % de níquel: Também é uma liga monofásica (fase alfa) que possui boa resistência à corrosão erosão pela ação de água a baixa velocidade. Possui boa resistência à corrosão sob tensão, elevada conformabilidade a frio e a quente, além de ser ter ótima soldabilidade. É fabricada como chapas e tiras e usada na construção elétrica, resistores, recipientes de transistores, guias de onda de radar, na construção mecânica em recipientes resistentes à corrosão e conformados por estampagem profunda ou por repuxamento, em aquecedores de água domésticos , moedas e medalhas cunhadas.
• Liga (C 710) 80 % de cobre e 20 % de níquel, contendo manganês e ferro: Também é uma liga monofásica (fase alfa) com pequenos teores de ferro e manganês para elevar a resistência à corrosão-erosão pela ação das águas (inclusive água do mar) com velocidades de 1 a 4 m/s. É uma liga pouco sensível à corrosão sob tensão, que possui boa conformabilidade e que é facilmente soldável. É produzida na forma de placas, chapas e tubos, sendo usada na indústria química e na indústria naval, em tubos e placas de tubos para condensadores de sistemas de alimentação de água.
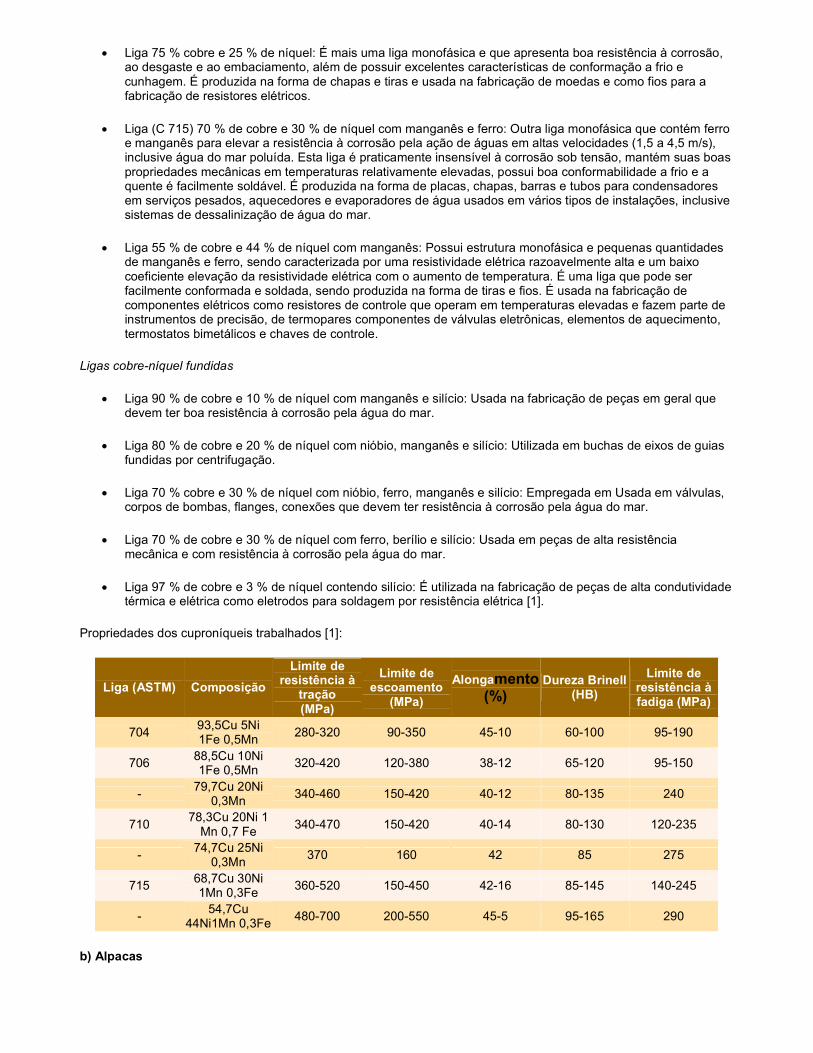
• Liga 75 % cobre e 25 % de níquel: É mais uma liga monofásica e que apresenta boa resistência à corrosão, ao desgaste e ao embaciamento, além de possuir excelentes características de conformação a frio e cunhagem. É produzida na forma de chapas e tiras e usada na fabricação de moedas e como fios para a fabricação de resistores elétricos.
• Liga (C 715) 70 % de cobre e 30 % de níquel com manganês e ferro: Outra liga monofásica que contém ferro e manganês para elevar a resistência à corrosão pela ação de águas em altas velocidades (1,5 a 4,5 m/s), inclusive água do mar poluída. Esta liga é praticamente insensível à corrosão sob tensão, mantém suas boas propriedades mecânicas em temperaturas relativamente elevadas, possui boa conformabilidade a frio e a quente é facilmente soldável. É produzida na forma de placas, chapas, barras e tubos para condensadores em serviços pesados, aquecedores e evaporadores de água usados em vários tipos de instalações, inclusive sistemas de dessalinização de água do mar.
• Liga 55 % de cobre e 44 % de níquel com manganês: Possui estrutura monofásica e pequenas quantidades de manganês e ferro, sendo caracterizada por uma resistividade elétrica razoavelmente alta e um baixo coeficiente elevação da resistividade elétrica com o aumento de temperatura. É uma liga que pode ser facilmente conformada e soldada, sendo produzida na forma de tiras e fios. É usada na fabricação de componentes elétricos como resistores de controle que operam em temperaturas elevadas e fazem parte de instrumentos de precisão, de termopares componentes de válvulas eletrônicas, elementos de aquecimento, termostatos bimetálicos e chaves de controle.
Ligas cobre-níquel fundidas
• Liga 90 % de cobre e 10 % de níquel com manganês e silício: Usada na fabricação de peças em geral que devem ter boa resistência à corrosão pela água do mar.
• Liga 80 % de cobre e 20 % de níquel com nióbio, manganês e silício: Utilizada em buchas de eixos de guias fundidas por centrifugação.
• Liga 70 % cobre e 30 % de níquel com nióbio, ferro, manganês e silício: Empregada em Usada em válvulas, corpos de bombas, flanges, conexões que devem ter resistência à corrosão pela água do mar.
• Liga 70 % de cobre e 30 % de níquel com ferro, berílio e silício: Usada em peças de alta resistência mecânica e com resistência à corrosão pela água do mar.
• Liga 97 % de cobre e 3 % de níquel contendo silício: É utilizada na fabricação de peças de alta condutividade térmica e elétrica como eletrodos para soldagem por resistência elétrica [1].
Propriedades dos cuproníqueis trabalhados [1]:
Liga (ASTM) Composição
Limite de resistência à
tração (MPa)
Limite de escoamento
(MPa)
Alongamento (%)
Dureza Brinell (HB)
Limite de resistência à fadiga (MPa)
704 93,5Cu 5Ni 1Fe 0,5Mn 280-320 90-350 45-10 60-100 95-190
706 88,5Cu 10Ni 1Fe 0,5Mn 320-420 120-380 38-12 65-120 95-150
- 79,7Cu 20Ni 0,3Mn 340-460 150-420 40-12 80-135 240
710 78,3Cu 20Ni 1 Mn 0,7 Fe 340-470 150-420 40-14 80-130 120-235
- 74,7Cu 25Ni 0,3Mn 370 160 42 85 275
715 68,7Cu 30Ni 1Mn 0,3Fe 360-520 150-450 42-16 85-145 140-245
- 54,7Cu 44Ni1Mn 0,3Fe 480-700 200-550 45-5 95-165 290
b) Alpacas
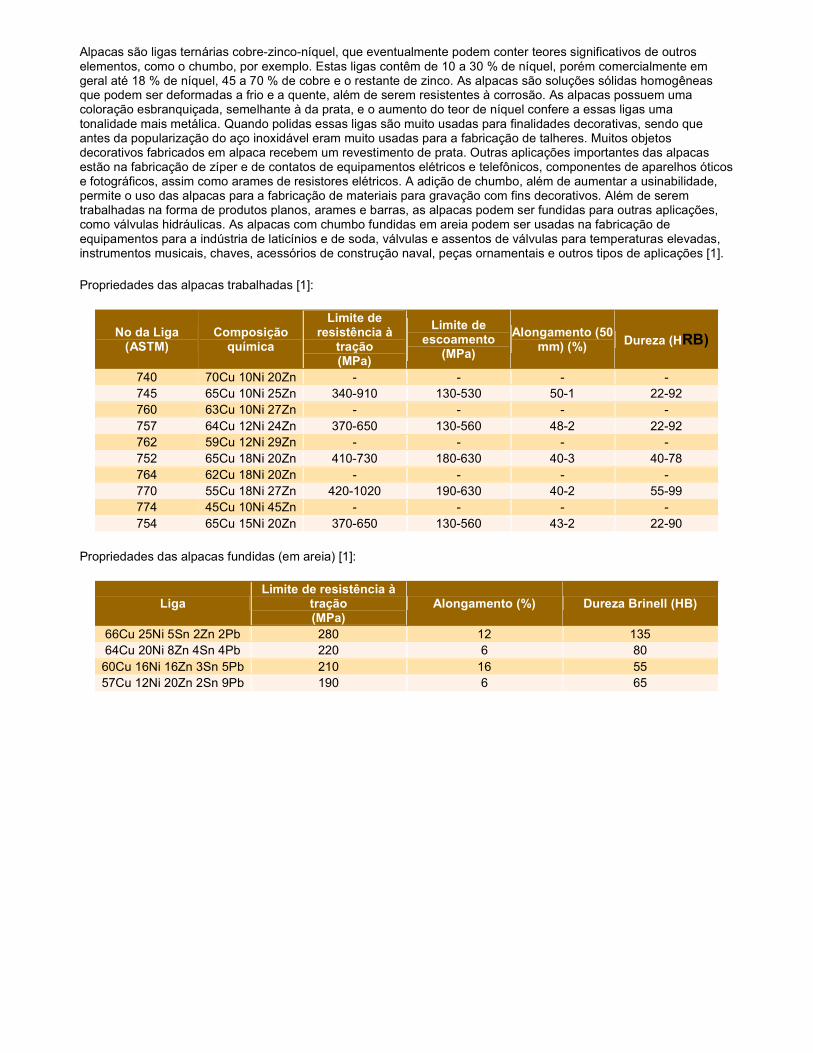
Alpacas são ligas ternárias cobre-zinco-níquel, que eventualmente podem conter teores significativos de outros elementos, como o chumbo, por exemplo. Estas ligas contêm de 10 a 30 % de níquel, porém comercialmente em geral até 18 % de níquel, 45 a 70 % de cobre e o restante de zinco. As alpacas são soluções sólidas homogêneas que podem ser deformadas a frio e a quente, além de serem resistentes à corrosão. As alpacas possuem uma coloração esbranquiçada, semelhante à da prata, e o aumento do teor de níquel confere a essas ligas uma tonalidade mais metálica. Quando polidas essas ligas são muito usadas para finalidades decorativas, sendo que antes da popularização do aço inoxidável eram muito usadas para a fabricação de talheres. Muitos objetos decorativos fabricados em alpaca recebem um revestimento de prata. Outras aplicações importantes das alpacas estão na fabricação de zíper e de contatos de equipamentos elétricos e telefônicos, componentes de aparelhos óticos e fotográficos, assim como arames de resistores elétricos. A adição de chumbo, além de aumentar a usinabilidade, permite o uso das alpacas para a fabricação de materiais para gravação com fins decorativos. Além de serem trabalhadas na forma de produtos planos, arames e barras, as alpacas podem ser fundidas para outras aplicações, como válvulas hidráulicas. As alpacas com chumbo fundidas em areia podem ser usadas na fabricação de equipamentos para a indústria de laticínios e de soda, válvulas e assentos de válvulas para temperaturas elevadas, instrumentos musicais, chaves, acessórios de construção naval, peças ornamentais e outros tipos de aplicações [1].
Propriedades das alpacas trabalhadas [1]:
No da Liga (ASTM)
Composição química
Limite de resistência à
tração (MPa)
Limite de escoamento
(MPa)
Alongamento (50 mm) (%) Dureza (HRB)
740 70Cu 10Ni 20Zn - - - - 745 65Cu 10Ni 25Zn 340-910 130-530 50-1 22-92 760 63Cu 10Ni 27Zn - - - - 757 64Cu 12Ni 24Zn 370-650 130-560 48-2 22-92 762 59Cu 12Ni 29Zn - - - - 752 65Cu 18Ni 20Zn 410-730 180-630 40-3 40-78 764 62Cu 18Ni 20Zn - - - - 770 55Cu 18Ni 27Zn 420-1020 190-630 40-2 55-99 774 45Cu 10Ni 45Zn - - - - 754 65Cu 15Ni 20Zn 370-650 130-560 43-2 22-90
Propriedades das alpacas fundidas (em areia) [1]:
Liga Limite de resistência à
tração (MPa)
Alongamento (%) Dureza Brinell (HB)
66Cu 25Ni 5Sn 2Zn 2Pb 280 12 135 64Cu 20Ni 8Zn 4Sn 4Pb 220 6 80 60Cu 16Ni 16Zn 3Sn 5Pb 210 16 55 57Cu 12Ni 20Zn 2Sn 9Pb 190 6 65

Fundição e Metalurgia do pó
a) Fundição O cobre e suas ligas, na condição de produtos fundidos, apresentam grande variação de propriedades como a resistência mecânica, a resistência à corrosão e as condutividades térmica e elétrica. O processo de fundição exige que a liga apresente alta fundibilidade para a obtenção de formas complexas e boa qualidade (ausência de defeitos de fundição). Entretanto, em função dos requisitos de desempenho das peças fundidas em serviços, outras características são importantes, como a resistência à corrosão (causada pela atmosfera, águas, solos e produtos químicos), resistência ao desgaste (particularmente quando a peça é usada como mancal de deslizamento), resistência à compressão, à fadiga, condutividade térmica e elétrica, deformabilidade, estanqueidade (para evitar o vazamento de fluidos através das paredes da peça fundida) e resistência mecânica a temperaturas relativamente elevadas (no máximo 300 ºC) ou a baixas temperaturas.
As ligas de cobre podem ser fundidas por processos que permitam obter uma grande variedade de formas geométricas, como a fundição em areia, a fundição em casca, o processo por cera perdida e a fundição sob pressão. Mesmo os processos que permitem obter peças de boa qualidade, porém com limitação na variedade de formas, também podem ser aplicados às ligas de cobre, como a fundição contínua, a fundição centrífuga e a fundição em coquilha.
Para a escolha de um processo de fundição é fundamental determinar o tamanho e a forma das peças a serem fundidas, a quantidade de peças a serem produzidas e os requisitos de projeto, as tolerâncias dimensionais e a qualidade desejada.
A seguir os diversos tipos de processo de fundição recomendados para ligas de cobre são relacionados, levando em condição o grau de fundibilidade (alto ou baixo):
• Fundição em areia: alta fundibilidade para latões (Cu-Zn) e bronzes com chumbo e zinco; e fundibilidade razoável para bronzes fosforosos (com e sem chumbo), Cu-Zn-Sn, bronzes com chumbo, cobres de alta condutividade, latões de alta resistência mecânica, ligas cobre-cromo, cobre-alumínio, cuproníquel e Cu-Mn-Al.
• Fundição sob pressão: alta fundibilidade para latões e ligas cobre-alumínio e fundibilidade razoável para bronzes fosforosos, bronzes fosforosos com chumbo, bronzes com zinco, cobres de alta condutividade, latões e alta resistência mecânica, ligas cobre-cromo, ligas cobre-alumínio, cobre berílio e cobre-manganês-alumínio.
• Fundição contínua: alta fundibilidade para bronzes fosforosos, bronzes com zinco, bronzes com chumbo e bronzes com zinco e chumbo. Fundibilidade razoável para bronzes fosforosos com chumbo, cobres de alta condutividade, ligas cobre-alumínio, cobre níquel e cobre-manganês-alumínio.
• Fundição centrífuga: alta fundibilidade para bronzes fosforosos, e fundibilidade razoável para bronzes fosforosos com chumbo, bronzes com zinco, bronzes com chumbo, latões e latões de alta resistência mecânica, cobres de alta condutividade, ligas cobre-cromo, cobre-alumínio, cuproníqueis, cobre-berílio e cobre-manganês-alumínio.
• Fundição em coquilha: alta fundibilidade para bronzes fosforosos e bronzes fosforosos com chumbo, além de bronzes com chumbo. Fundibilidade razoável para bronzes com chumbo e zinco e bronzes com zinco.
As ligas de cobre podem ser classificadas, no que se refere à fundição, em dois grupos distintos, de acordo com a maneira pela qual se solidificam. Determinadas ligas, como as ligas cobre-alumínio, por exemplo, se solidificam em um estreito intervalo de temperaturas, de modo que durante a solidificação estas ligas se transformam rapidamente do estado líquido para o estado sólido. Por outro lado, outras ligas, como os bronzes fosforosos e os bronzes com chumbo se solidificam num amplo intervalo de temperaturas, permanecendo um certo tempo num estado “pastoso”, ou seja, numa mistura de fases líquidas e sólidas. Essas diferenças de velocidade de solidificação têm que ser consideradas ao se projetar a peça fundida e os canais de alimentação.
Entre as ligas com estreito intervalo de solidificação encontram-se os cobres de alta condutividade e as ligas cobre-cromo (0 ºC), cobre-alumínio (5 a 15 ºC), cobre-alumínio manganês (20 a 50 ºC), latões (20 a 50 ºC) e latões de alta resistência mecânica (10 a 20 ºC).
No grupo das ligas com amplo intervalo de solidificação estão os bronzes fosforosos com e sem chumbo, bronzes com chumbo, bronzes com zinco e bronzes com zinco e chumbo (todas essas ligas têm intervalo de solidificação da ordem de 100 a 180 ºC).
Para as ligas do primeiro grupo é necessário prever na peça aumentos progressivos das seções pequenas para as seções grandes, sendo também necessário prover alimentadores para todas as duas seções. Já as ligas do segundo grupo, devido ao estado “pastoso” em que se encontram durante a solidificação, apresentam menores problemas de
alimentação de material à peça, e assim fundidos de melhor qualidade podem ser obtidos quando se consegue uma solidificação rápida quando essa for possível, através da implementação de seções com pequena espessura.
A qualidade da peça fundida depende do metal utilizado como matéria-prima, e a qualidade deste depende basicamente de sua composição química, particularmente o seu nível de impurezas e da sua microestrutura, que é influenciada tanto pela composição química como pelas condições de resfriamento e do processo de fundição em geral. A matéria-prima tanto pode ser material de prima fusão (metal primário) como metal secundário (reciclado), contudo, cuidados especiais devem ser tomados no que se refere aos teores máximos de impureza permitidos.
Quanto às impurezas são importantes as seguintes informações sobre os principais grupos de ligas:
Ligas cobre-estanho (bronzes): A influência que o antimônio, o arsênio, o bismuto e o ferro podem ter nas propriedades mecânicas, justificam as severas restrições que as normas impõem aos teores desses elementos nas ligas de cobre fundidas.É necessário ressaltar que o enxofre acima de 0,1 % afeta as propriedades de tração, enquanto o alumínio, mesmo em pequenos teores (acima de 0,01 %) provoca redução da estanqueidade e prejudica as propriedades de tração. O silício causa esses mesmos efeitos nos bronzes sem chumbo, além de acarretar reações metal-molde mais intensas, mesmo nos limites de 0,02 % especificados, para as ligas com chumbo. Excesso de fósforo além do necessário para desoxidação acarreta reação metal-molde e aumenta a porosidade da peça de seção espessa: cerca de 0,04 % de fósforo é um teor adequado para seções finas e cerca de 0,015 % para seções espessas.
Ligas cobre-zinco (latões): de um modo geral é significativa a tolerância quanto aos teores de impurezas nos latões comuns para fundição em areia., porém se é necessário que a peça apresente grande estanqueidade (resistência ao vazamento por fluidos através de suas paredes por pressão interna), o teor de alumínio deverá ser mantido em níveis muito baixos, para evitar a formação de películas de óxido de alumínio, que ficam retidas através das paredes da peça fundida, embora esse problema possa ser contornado através de cuidados especiais, principalmente no que diz respeito ao vazamento de metal líquido no molde. Outro elemento nocivo acima de determinados teores é o estanho. Além dessas impurezas, o silício acima de certos teores pode provocar o aparecimento de pontos duros que dificultam a usinagem.
Ligas cobre-berílio: na fundição dessas ligas devem ser controlados os teores de estanho e silício (0,01 % no máximo), magnésio (0,0 5 % no máximo) e chumbo (0,05 % no máximo).
b) Metalurgia do Pó Diversos tipos de produtos à base de ligas de cobre podem ser fabricados através do processo de metalurgia do pó: filtros, mancais porosos, materiais para fricção, contatos elétricos e peças estruturais.
Os bronzes são ligas muito usadas na fabricação de filtros sinterizados por apresentarem elevada resistência mecânica e à corrosão, porém tanto a resistência mecânica quanto a dutilidade do material dependem da sua densidade. Geralmente se utiliza uma liga com cerca de 11 % de estanho, mas os latões e as alpacas também podem ser utilizados para a fabricação de certos filtros sinterizados. Esses filtros são utilizados para a filtragem de água, líquidos em geral e gases na indústria química e farmacêutica, líquidos combustíveis e fluidos hidráulicos de sistemas de comando.
Ao contrário dos mancais porosos, os filtros são fabricados a partir de pós constituídos de ligas, de maior granulação e forma esférica, e quando a operação de compressão é realizada durante a fabricação, são utilizadas pressões muito baixas. Os mancais porosos feitos com bronze apresentam um variado campo de aplicações, porém se destaca o seu uso na fabricação de eletrodomésticos e de autopeças. A elevada porosidade faz com que esses mancais sejam capazes de reter uma considerável quantidade de lubrificantes, cerca de 25 % do volume total da peça, fazendo com que assumam a característica de autolubrificantes. Nesse tipo de peça o teor de estanho pode variar entre 5 e 12 %, podendo adicionalmente conter de 1 a 2 % de grafite, assim como ferro e chumbo em pequenos teores.
Os materiais para fricção sinterizados, que são utilizados nos sistemas de embreagem ou de freios em automóveis, contêm cobre (de 60 a 85 %), estanho (2 a 10 %) e outros materiais metálicos e abrasivos (até 20 %). A finalidade do uso do cobre é criar uma matriz para os demais pós e atuar como um componente que, devido à sua alta condutividade térmica, dissipa calor gerado durante a fricção em serviço.
Já os contatos elétricos são constituídos essencialmente de pós de cobre que apresentam alta condutividade térmica, e pós de tungstênio ou molibdênio (40 a 85 %), que apresentam boa resistência ao calor e ao desgaste. Essas características, conferidas pela presença desses dois metais reunidos num produto sinterizado, permitem o seu uso

como elementos de contatos elétricos de chaves, interruptores, comutadores de transformadores, motores e outros equipamentos elétricos.
Sendo um processo alternativo aos chamados processos convencionais, a metalurgia do pó também permite, em alguns casos, a fabricação de peças e componentes estruturais em condições economicamente mais vantajosas [1].
A tabela 1 apresenta propriedades mecânicas de alguns componentes estruturais sinterizados em ligas de cobre [5]:
Liga (densidade em g/cm3)
Resistência à tração (MPa)
Resistência ao escoamento (MPa)
Alongamento (% em 25 mm)
Dureza Rockwell (alpaca: HBR, demais HRH)
90 Cu – 10 Sn (7,2) 140 140` 3 65 HRH 90 Cu – 10 Zn (8,1) 210 - 20 77 HRH 85 Cu – 15 Zn (8,2) 220 - 20 82 HRH 70 Cu – 30 Zn (8,1) 266 21 21 87 HRH
68,5 Cu – 30 Zn – 1,5 Pb (7,7) 242 - 29 71 HRH
64 Cu – 10 Ni – 18 Zn (7,9) 230 - 12 83 HRB
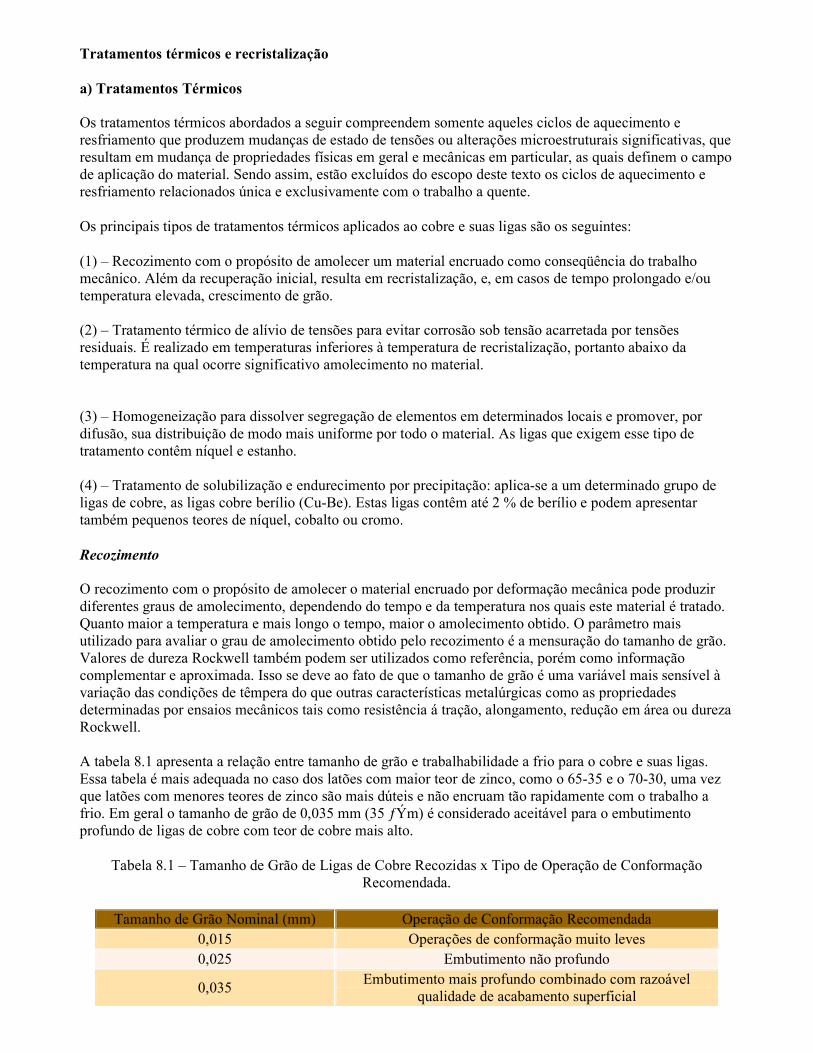
Tratamentos térmicos e recristalização
a) Tratamentos Térmicos Os tratamentos térmicos abordados a seguir compreendem somente aqueles ciclos de aquecimento e resfriamento que produzem mudanças de estado de tensões ou alterações microestruturais significativas, que resultam em mudança de propriedades físicas em geral e mecânicas em particular, as quais definem o campo de aplicação do material. Sendo assim, estão excluídos do escopo deste texto os ciclos de aquecimento e resfriamento relacionados única e exclusivamente com o trabalho a quente.
Os principais tipos de tratamentos térmicos aplicados ao cobre e suas ligas são os seguintes:
(1) – Recozimento com o propósito de amolecer um material encruado como conseqüência do trabalho mecânico. Além da recuperação inicial, resulta em recristalização, e, em casos de tempo prolongado e/ou temperatura elevada, crescimento de grão. (2) – Tratamento térmico de alívio de tensões para evitar corrosão sob tensão acarretada por tensões residuais. É realizado em temperaturas inferiores à temperatura de recristalização, portanto abaixo da temperatura na qual ocorre significativo amolecimento no material. (3) – Homogeneização para dissolver segregação de elementos em determinados locais e promover, por difusão, sua distribuição de modo mais uniforme por todo o material. As ligas que exigem esse tipo de tratamento contêm níquel e estanho. (4) – Tratamento de solubilização e endurecimento por precipitação: aplica-se a um determinado grupo de ligas de cobre, as ligas cobre berílio (Cu-Be). Estas ligas contêm até 2 % de berílio e podem apresentar também pequenos teores de níquel, cobalto ou cromo.
Recozimento
O recozimento com o propósito de amolecer o material encruado por deformação mecânica pode produzir diferentes graus de amolecimento, dependendo do tempo e da temperatura nos quais este material é tratado. Quanto maior a temperatura e mais longo o tempo, maior o amolecimento obtido. O parâmetro mais utilizado para avaliar o grau de amolecimento obtido pelo recozimento é a mensuração do tamanho de grão. Valores de dureza Rockwell também podem ser utilizados como referência, porém como informação complementar e aproximada. Isso se deve ao fato de que o tamanho de grão é uma variável mais sensível à variação das condições de têmpera do que outras características metalúrgicas como as propriedades determinadas por ensaios mecânicos tais como resistência á tração, alongamento, redução em área ou dureza Rockwell. A tabela 8.1 apresenta a relação entre tamanho de grão e trabalhabilidade a frio para o cobre e suas ligas. Essa tabela é mais adequada no caso dos latões com maior teor de zinco, como o 65-35 e o 70-30, uma vez que latões com menores teores de zinco são mais dúteis e não encruam tão rapidamente com o trabalho a frio. Em geral o tamanho de grão de 0,035 mm (35 ƒÝm) é considerado aceitável para o embutimento profundo de ligas de cobre com teor de cobre mais alto.
Tabela 8.1 – Tamanho de Grão de Ligas de Cobre Recozidas x Tipo de Operação de Conformação Recomendada.
Tamanho de Grão Nominal (mm) Operação de Conformação Recomendada 0,015 Operações de conformação muito leves 0,025 Embutimento não profundo
0,035 Embutimento mais profundo combinado com razoável
qualidade de acabamento superficial
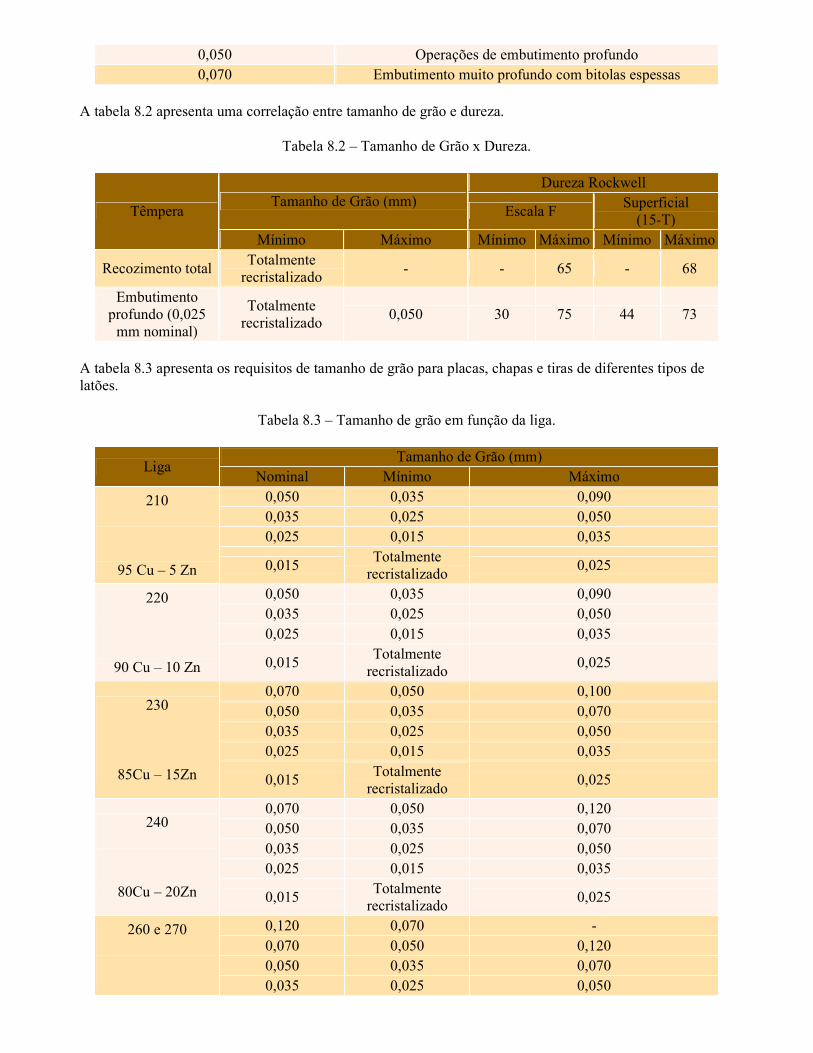
0,050 Operações de embutimento profundo 0,070 Embutimento muito profundo com bitolas espessas
A tabela 8.2 apresenta uma correlação entre tamanho de grão e dureza.
Tabela 8.2 – Tamanho de Grão x Dureza.
Têmpera Tamanho de Grão (mm)
Dureza Rockwell
Escala F Superficial (15-T)
Mínimo Máximo Mínimo Máximo Mínimo Máximo
Recozimento total Totalmente recristalizado
- - 65 - 68
Embutimento profundo (0,025 mm nominal)
Totalmente recristalizado
0,050 30 75 44 73
A tabela 8.3 apresenta os requisitos de tamanho de grão para placas, chapas e tiras de diferentes tipos de latões.
Tabela 8.3 – Tamanho de grão em função da liga.
Liga Tamanho de Grão (mm)
Nominal Mínimo Máximo
210
95 Cu – 5 Zn
0,050 0,035 0,090 0,035 0,025 0,050 0,025 0,015 0,035
0,015 Totalmente recristalizado
0,025
220
90 Cu – 10 Zn
0,050 0,035 0,090 0,035 0,025 0,050 0,025 0,015 0,035
0,015 Totalmente recristalizado
0,025
230
85Cu – 15Zn
0,070 0,050 0,100 0,050 0,035 0,070 0,035 0,025 0,050 0,025 0,015 0,035
0,015 Totalmente recristalizado
0,025
240
80Cu – 20Zn
0,070 0,050 0,120 0,050 0,035 0,070 0,035 0,025 0,050 0,025 0,015 0,035
0,015 Totalmente recristalizado
0,025
260 e 270
0,120 0,070 - 0,070 0,050 0,120 0,050 0,035 0,070 0,035 0,025 0,050
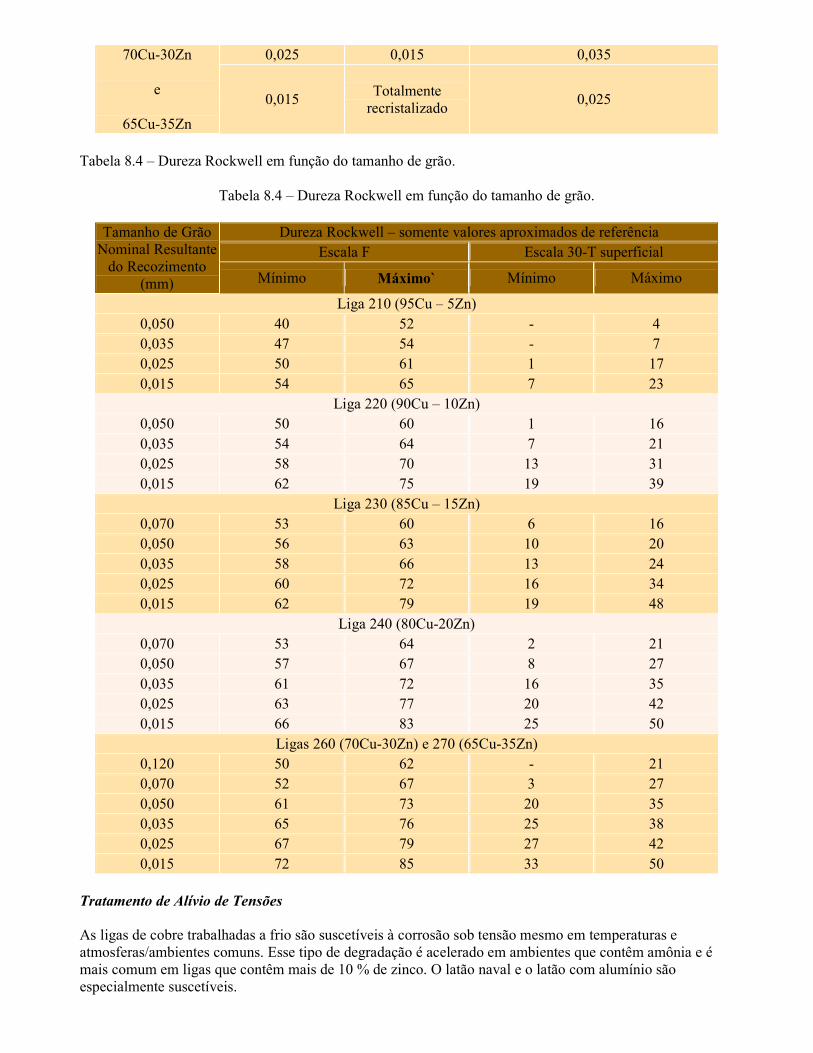
70Cu-30Zn
e
65Cu-35Zn
0,025 0,015 0,035
0,015 Totalmente recristalizado
0,025
Tabela 8.4 – Dureza Rockwell em função do tamanho de grão.
Tabela 8.4 – Dureza Rockwell em função do tamanho de grão.
Tamanho de Grão Nominal Resultante do Recozimento
(mm)
Dureza Rockwell – somente valores aproximados de referência Escala F Escala 30-T superficial
Mínimo Máximo` Mínimo Máximo
Liga 210 (95Cu – 5Zn) 0,050 40 52 - 4 0,035 47 54 - 7 0,025 50 61 1 17 0,015 54 65 7 23
Liga 220 (90Cu – 10Zn) 0,050 50 60 1 16 0,035 54 64 7 21 0,025 58 70 13 31 0,015 62 75 19 39
Liga 230 (85Cu – 15Zn) 0,070 53 60 6 16 0,050 56 63 10 20 0,035 58 66 13 24 0,025 60 72 16 34 0,015 62 79 19 48
Liga 240 (80Cu-20Zn) 0,070 53 64 2 21 0,050 57 67 8 27 0,035 61 72 16 35 0,025 63 77 20 42 0,015 66 83 25 50
Ligas 260 (70Cu-30Zn) e 270 (65Cu-35Zn) 0,120 50 62 - 21 0,070 52 67 3 27 0,050 61 73 20 35 0,035 65 76 25 38 0,025 67 79 27 42 0,015 72 85 33 50
Tratamento de Alívio de Tensões
As ligas de cobre trabalhadas a frio são suscetíveis à corrosão sob tensão mesmo em temperaturas e atmosferas/ambientes comuns. Esse tipo de degradação é acelerado em ambientes que contêm amônia e é mais comum em ligas que contêm mais de 10 % de zinco. O latão naval e o latão com alumínio são especialmente suscetíveis.
O alívio de tensões é obtido mediante aquecimento adequado ou flexão mecânica. Freqüentemente uma combinação de aquecimento e de ação mecânica é o método mais efetivo para aliviar tensões. O aquecimento para alívio de tensões é feito de maneira lenta e uniforme e em temperaturas inferiores à temperatura de recristalização da liga. A flexão mecânica é feita ao se submeter o material encruado ao endireitamento ou achatamento em máquinas que realizam esses tipos de operação em vergalhões, tubos, placas e chapas.
Homogeneização
Homogeneização é o tratamento térmico que consiste em aquecer um peça por longo tempo (horas) em temperaturas relativamente elevadas para eliminar ou minimizar a presença de segregação (de determinados elementos químicos ou fases) através da difusão de átomos.
Os latões comuns acima de 70 % de cobre não apresentam segregação significativa, porém os latões entre 58 e 70 % de cobre apresentam razoável quantidade de fases secundárias segregadas nos produtos fundidos. Os bronzes de estanho com teor de estanho de até 8 % apresentam considerável segregação, que se forma durante o resfriamento através do intervalo de temperaturas que corresponde à solidificação. Sendo assim, é necessário um rigoroso tratamento de homogeneização destas ligas por várias horas a 760 ºC antes de submeter estes materiais fundidos ao trabalho a frio, de modo que seja evitado o surgimento de trincas. Também é necessário homogeneizar cuproníqueis e alpacas, ligas também suscetíveis à segregação em produtos fundidos. Durante o trabalho a frio de latões comuns são necessários repetidos recozimentos até se chegar ao produto acabado. Estes recozimentos repetidos removem qualquer traço de segregação no produto final.
Solubilização e Endurecimento por Precipitação
Muito comum entre diversos tipos de ligas de alumínio, entre as ligas de cobre este tipo de tratamento praticamente se restringe às ligas cobre-berílio. Padrões de Qualidade Superficial O critério básico para o acabamento superficial do material resultante do tratamento térmico é a economia do acabamento do material. Por exemplo, uma chapa de metal com tamanho de grão de 0,050 mm apresentará efeito “casca de laranja”, que é a rugosidade resultante de tamanho de grão grosseiro semelhante a uma casca de laranja, a qual inviabiliza o uso da chapa em operações de estampagem e embutimento destinadas à produção de peças cujas aplicações exigem excelente acabamento superficial (superfície mais lisa possível). O mesmo tipo de chapa com tamanho de grão da ordem de 0,025 mm já não apresenta esse efeito indesejável, necessitando de menor trabalho de acabamento superficial para atingir a qualidade superficial desejada. Como a operação de acabamento geralmente é mais custosa do que a obtenção de grão mais fino, normalmente opta-se pela redução do tamanho de grão para uma faixa ideal.
Outro aspecto importante é a ausência de manchas, que podem exigir a realização de limpeza, a qual ataca ligeiramente a superfície do material, exigindo maior trabalho de polimento para atingir a qualidade superficial necessária para certas aplicações. Uma importante fonte causa do surgimento de manchas é o uso de lubrificantes durante as operações de conformação mecânica do material, os quais causam manchas durante o tratamento térmico posterior. Normalmente o custo final é menor quando se realiza uma operação de limpeza antes do tratamento térmico, ou mesmo uma limpeza adicional após o tratamento.
A presença de óxidos, em geral formados durante a fundição ou durante o tratamento térmico, também compromete a qualidade superficial do material, podendo resultar em diversos tipos de defeitos no produto final. Entretanto, a realização de operações de usinagem, como fresagem, por exemplo, evita, ou pelo menos minimiza a presença de defeitos oriundos da presença de óxidos. Fatores que afetam o Tratamento Térmico
O primeiro requisito é a uniformidade da têmpera. Já foi mencionado que o tamanho de grão é a grandeza padrão para determinar a têmpera. Outro aspecto a ser considerado é o acabamento superficial, que determina o tipo de forno, combustível, atmosfera protetora e limpeza a ser realizada antes e após o aquecimento. A temperatura especificada determina o tipo de forno, se de construção leve ou pesada, o tipo de combustível e o tipo de controles necessários. A temperatura também afeta o acabamento. Lubrificantes usados no processamento do metal podem ser queimados em temperaturas elevadas, deixando um depósito que adere à superfície, enquanto baixas temperaturas não permitem a queima completa dos óleos, exigindo a limpeza do metal antes do tratamento térmico. O recozimento em baixa temperatura se constitui em uma ajuda considerável ao recozimento limpo de ligas contendo zinco.
O tempo durante o qual o material é mantido no forno é determinado pela massa a ser aquecida e pelo método de carregamento. De um modo geral quanto menos tempo o material permanece no forno, mais limpo ele estará ao término do aquecimento. O uso de ventiladores, que promovem a circulação forçada de ar em câmeras de aquecimento e de resfriamento, pode reduzir o tempo dessas operações em até 30 %. Atmosferas Protetoras Atmosferas protetoras para o recozimento limpo são utilizadas no forno para evitar/minimizar a oxidação do material recozido durante os ciclos de aquecimento e resfriamento. Cobre comercialmente puro e ligas de cobre que não contêm zinco podem ser facilmente recozidas de modo limpo (sem deixar manchas).
Devido ao fato de que o cobre e suas ligas não são facilmente oxidados por vapor d’ água nem por CO2, têm sido usadas atmosferas protetoras de vapor, de gás parcialmente queimado e de carvão de lenha parcialmente queimado por muitos anos. Ligas de cobre e zinco necessitam de decapagem mesmo após o uso de atmosferas protetoras, porque o zinco difunde para a superfície, causando descoloração e um depósito que aumenta o desgaste da ferramenta em operações de conformação subseqüentes. Essa dificuldade é aumentada pelo alto teor de zinco, pelas altas temperaturas de recozimento e por longos períodos de aquecimento e de resfriamento. O latão para cartuchos apresenta grande dificuldade para ser recozido sem deixar manchas.
É prática usual hoje em dia fazer um recozimento sem manchas de cobre, cuproníquel, bronze fosforoso ou outra liga que não contém zinco sem posterior decapagem e limpeza. A alpaca contendo 20 % de zinco é uma exceção e pode ser recozida sem manchas em fornos contínuos nos quais os ciclos de aquecimento e resfriamento são de curta duração.
O enxofre provoca o surgimento de manchas nessas ligas e portanto deve ser mantido em teores muito baixos. Se o material apresentar uma superfície suja como decorrência de oxidação prévia, decapagem insuficiente ou queima de lubrificantes, certamente também apresentará uma superfície suja após o recozimento. Os melhores resultados são obtidos quando o material é submetido a uma limpeza antes do recozimento. Cloretos provocam o surgimento de manchas e embora não sejam encontrados usualmente, podem aparecer como resultado do uso de algumas soluções de limpeza usadas antes ou depois do recozimento. O material deve ser inserido no forno a uma taxa constante e razoável de modo a assegurar que os produtos de combustão sejam suficientes para carrear todo o ar não queimado. Geradores de atmosferas protetoras para suplementar gases dos queimadores do forno constituem-se em uma expressiva ajuda à operação desse tipo de forno, particularmente durante o carregamento ou esvaziamento do forno.
De um modo geral, a maneira pela qual o material deve ser aquecido depende da liga, da forma, da quantidade, da uniformidade e do acabamento requeridos para o produto e do tipo de forno no qual o mesmo é aquecido. Critérios para a Seleção de %ovos Fornos, Equipamentos e Combustíveis
Na escolha do tipo de forno mais adequado ao tratamento térmico das ligas de cobre o fator mais importante de todos é o tipo de combustível a ser utilizado, pois envolve economia, disponibilidade, controle automático e teor de enxofre. Ligas com alto teor de cobre são manchadas pelo contato com o enxofre
proveniente do combustível. Em geral o óleo apresenta maior disponibilidade do que o gás, mas, por outro lado, acarreta problemas relacionados à presença de enxofre. É um combustível insatisfatório para fornos com controle automático, porque os queimadores são mais suscetíveis a problemas, necessitando de atenção e manutenção constantes. Para temperaturas inferiores a 600 ºC é complicado manter um controle de chama quando se usa esse tipo de combustível, sendo a fumaça resultante uma autêntica fonte de perturbações.
A ASTM (American Societey for Testing and Materials) especifica um limite máximo de teor de enxofre de 0,50 % para óleos destinados ao uso como combustíveis em fornos para aquecimento de tarugos e barras, e de 0,20 % para óleos usados como combustíveis em fornos utilizados para recozimento final.
O gás é um combustível mais satisfatório que o óleo, por causa da menor necessidade de manutenção de queimadores e do melhor controle automático, especialmente para temperaturas mais baixas. O tratamento de alívio de tensões de ligas de cobre é realizado freqüentemente em temperaturas tão baixas como 200 ºC. O enxofre também acarreta problemas quando presente no gás manufaturado, e quanto menor o teor de enxofre, melhor o acabamento superficial. Acredita-se que o enxofre, quando completamente queimado num forno aberto, não manche o cobre e suas ligas. Muitos fornos utilizam chama aberta em suas câmeras. O propano e o butano liqüefeito podem ser usados com resultados relativamente satisfatórios. Queimadores com tubos radiantes podem ser usados em fornos cujo combustível é o gás, porém é necessária a convecção forçada para garantir a uniformidade do aquecimento. O custo pode ser inferior ao da energia elétrica e praticamente o mesmo dos fornos que utilizam gás diretamente queimado.
A eletricidade é usada no aquecimento de modo muito satisfatório, porém a um custo em geral mais elevado do que o do óleo e o do gás. Apresenta como inegável vantagem a inexistência dos problemas relacionados à presença de enxofre. No caso do forno aquecido por energia elétrica é essencial o uso de ventiladores para garantir a convecção forçada necessária para assegurar a uniformidade do aquecimento. O calor em geral é fornecido por barras (resistores) colocadas no interior do forno. Há vários sistemas de aquecimento que utilizam o próprio tubo ou arame fino de latão para promover o aquecimento destes materiais, usando a própria resistência elétrica dos mesmos. Porém o aquecimento por indução de cobre e latões é geralmente limitado a algumas aplicações específicas, como a brasagem e a soldagem de estruturas.
Determinação do Tratamento Térmico para Usos Específicos
Só há um modo seguro para determinar o tempo, a temperatura e o volume de carga necessários para garantir uniformidade de tratamento, que é o registro dos intervalos de tempo e de temperaturas relacionadas entre a superfície e o interior das peças aquecidas. Para qualquer temperatura final ocorre pouco crescimento de grão após a primeira hora de aquecimento. Pequenos objetos apresentam pouca diferença de temperatura entre a superfície e o interior, de modo que a uniformidade de aquecimento pode ser obtida ao ser manter a temperatura por períodos relativamente curtos.
Variações devido a composição, impurezas, lubrificantes, emissividade térmica superficial, bitola, balanço térmico no forno e outros fatores, são todas causas de não uniformidade quando o tempo de aquecimento é curto. Evidentemente ciclos térmicos mais longos, minimizam esses efeitos.
A uniformidade do tratamento térmico deve ser considerada conjuntamente com o custo necessário para mantê-la. Os tratamentos térmicos de menor custo são realizados com altos gradientes térmicos, cargas pesadas e ciclos curtos. Esse tipo de tratamento requer menor investimento na capacidade do forno por unidade de massa de material tratado, produzindo maior rotatividade de material. Entretanto, é esperado que o custo da uniformidade de tratamento e da qualidade superficial sejam compensados pela economia alcançada durante as operações de conformação e de acabamento [3]. Recristalização e Controle do Tamanho de Grão no Cobre e suas Ligas A rugosidade da superfície do material aumenta com o crescimento do grão. Outra propriedade afetada pelo tamanho de grão é a resistência à fluência (deformação eme elevadas temperaturas), que aumenta com o
aumento do tamanho de grão. A resistência à fadiga e à corrosão sob tensão também são afetadas pelo tamanho de grão.
O tamanho de grão pode ser determinado por diferentes métodos de metalografia quantitativa. Um deles é o método comparativo, pelo qual uma imagem micrográfica da amostra é comparada com um padrão estabelecido pela ASTM. Outro método utilizado com a mesma finalidade é o dos interceptos, no qual o tamanho de grão é definido a partir do número de interseções que os contornos dos grãos fazem com uma linha horizontal com comprimento definido na norma relativa a esse tipo de ensaio. Embora seja um método mais lento, costuma ser mais preciso do que o método comparativo. Além disso, atualmente, com o avanço dos sistemas de processamento digital de imagens, o uso de programas computacionais específicos permite ainda melhorar essa precisão simultaneamente com uma redução acentuada do tempo de determinação do tamanho de grão.
Os valores nominais dos tamanhos de grãos no cobre monofásico (alfa) usualmente variam entre 0,015 e 0,120 mm, porém em geral o tamanho de grão máximo de uma mesma amostra atinge cerca de duas vezes o tamanho de grão mínimo. Tamanho de Grão dos Latões (Ligas Cobre-Zinco)
De um modo geral entre os latões a dutilidade sempre aumenta com o aumento do tamanho de grão, porém esse efeito é ainda mais intenso nas ligas com maior teor de zinco, ao contrário do cobre comercialmente puro, que não mostra esse aumento de dutilidade com o tamanho de grão, podendo até mesmo apresentar decréscimo de dutilidade para valores mais altos de tamanho de grão.
A resistência á fadiga e a razão entre resistência à fadiga e resistência à tração aumentam com o decréscimo do tamanho de grão. Entretanto, para níveis de deformação da ordem de reduções de espessura em laminação entre 37 e 60 % a razão entre resistência à fadiga e resistência à tração praticamente não varia com o tamanho de grão prévio.
Os latões com maior teor de zinco são suscetíveis à corrosão sob tensão e essa susceptibilidade varia com o tamanho de grão, sendo maior quando o tamanho de grão é menor.
A condutividade elétrica das ligas de cobre monofásicas recozidas praticamente não é afetada pelo tamanho de grão e conseqüentemente pela temperatura de recozimento, porém o mesmo não corre com cobres comercialmente puros, como o eletrolítico e em geral cobres contendo oxigênio: a condutividade ótima é obtida ao se realizar o recozimento numa determinada faixa restrita de temperaturas. A condutividade elétrica do cobre recozido aumenta com a temperatura de recozimento até aproximadamente 500 ºC e em seguida diminui. Isso não é exatamente um efeito do tamanho d grão, mas sim da variabilidade da solubilidade do oxigênio e de impurezas em geral no cobre.
Ao contrário dos latões, para outras ligas de cobre, como os bronzes ao estanho e fosforosos, não há tanta necessidade de rigoroso controle do tamanho de grão. Estas ligas á base de cobre e estanho são usadas freqüentemente na condição de trabalhadas a frio. Não importando o teor de estanho do bronze, quanto maior o tamanho de grão, no intervalo de 0,015 a 0,050 mm, menor a resistência á tração e maior o alongamento (medida de dutilidade).
Entre os cobres comercialmente puros, o eletrolítico (ETP ou C110) é o que apresenta a mais baixa temperatura de recristalização, o que é esperado devido ao alto grau de pureza e o efeito do oxigênio sobre outras impurezas. A presença de prata, mesmo residual, provoca aumento na temperatura de amolecimento. O cobre OFHC (C102, de alta condutividade e sem oxigênio) apresenta maior temperatura de amolecimento do que o ETP, devido ao fato de que, na ausência de oxigênio, as impurezas residuais, mesmo desprezíveis no que concerne às aplicações do material, causam um pequeno efeito de endurecimento por solução sólida, elevando a temperatura de amolecimento. Este efeito é ainda mais pronunciado nos cobres que contêm fósforo, como o DLP e o DHP (C 120 e C122). Em geral os cobres comercialmente puros sofrem recristalização completa em temperaturas relativamente baixas, porém a taxa de crescimento de grão com o

aumento da temperatura de recozimento é baixa. Em temperaturas intermediárias é comum aparecerem grãos com diferentes tamanhos misturados. Isso torna o controle de tamanho de grão dos cobres comercialmente puros bem mais complicado do que o dos latões, nos quais o crescimento de grão é mais consistente em todo o intervalo de temperaturas de recozimento. Quanto maior o grau de deformação, mais alta será a temperatura na qual ocorrerá o crescimento rápido de grão. O cobre de elevada pureza que é submetido a um grau de deformação muito elevado (95 a 97,5 % de redução em espessura) recristaliza à temperatura ambiente após longo tempo. Por exemplo, o cobre eletrolítico trefilado 84 % recristaliza em cerca de 50 % após aproximadamente 6000 horas a 150 ºC e recristaliza completamente a 200 ºC em poucas horas. O cobre sem oxigênio severamente deformado apresenta características muito semelhantes às do cobre eletrolítico no que diz respeito à recristalização e às características de amolecimento (ao contrário do mesmo cobre recozido), devido à variabilidade das pequenas porém importantes quantidades de impurezas nesse tipo de cobre. O cobre com fósforo severamente deformado apresenta características de recristalização e amolecimento intermediárias entre às do cobre com arsênico e os cobres eletrolítico e sem oxigênio.
Os latão monofásico (alfa) com 67 % de cobre e 33 % de zinco ao ser laminado em diferentes graus de deformação, de 13 a 75 %, não amolece abaixo de 200 ºC. A aproximadamente 200 ºC o mesmo material laminado com redução de espessura de 75 % apresenta um certo amolecimento. Para uma redução de 56 % o amolecimento inicial ocorre a 250 ºC. As curvas individuais de amolecimento coincidem a cerca de 330 ºC e mantêm essa mesma relação em temperaturas mais elevadas, concluindo-se assim que a condição final resultante do recozimento é independente da deformação prévia.
Quando o latão 70-30 laminado em 50 % e recozido por 20 minutos a 800 ºC e então laminado em vários graus diferentes e recozido por 30 minutos num certo intervalo de temperaturas, verifica-se que a recristalização pode ser constatada em temperaturas cada vez mais baixas à medida que o grau de deformação aumenta, sendo que os grãos primeiramente recristalizados tornam-se cada vez menores. O tamanho de grão em temperaturas mais baixas diminui à medida que o grau de deformação a frio prévio aumenta. Em temperaturas mais altas este efeito desaparece.
No latão 68-32 ocorre significativa dispersão nos valores finais de tamanho de grão resultantes de temperaturas de recozimento mais baixas. No intervalo mais baixo o tamanho de grão final aumenta com o aumento do tamanho de grão inicial, dificultando a obtenção de grãos finos ao final do processo quando os grãos iniciais são muito grandes.
Outro fator importante para o resultado final de tamanho de grão é a taxa de aquecimento. O tamanho de grão do latão aumenta com o aumento do tempo de recozimento, porém a temperatura final atingida no recozimento é de maior importância do que o tempo de manutenção da temperatura. O tamanho de grão médio pode ser aproximadamente dobrado por um aumento de 25 vezes no tempo de recozimento numa dada temperatura.
A temperatura para início de recristalização ou amolecimento de uma ampla variedade de latões contendo de 5 a 35 % de zinco apresenta pouca variação para diferentes condições de processamento. Entretanto, a temperatura de amolecimento de ligas contendo de 0 a 40 % de zinco aumenta até atingir um valor máximo para 5 % de zinco e depois cai suavemente com o aumento do teor de zinco. A temperatura necessária para produzir um dado tamanho de grão aumenta com o teor de cobre até 90 %.
Efeito das Impurezas no Recozimento do Latão
A solubilidade, no estado sólido, do ferro no latão é pequena, porém varia muito para um dado intervalo de temperaturas: 0,05 % a 500 ºC, 0,15 % a 600 ºC e 0,3 % a 700 ºC. O efeito do ferro no tamanho de grão do latão depende essencialmente da condição em que este elemento se encontra: em solução sólida ou formando uma segunda fase (partícula intermetálica) que restringe o crescimento de grão. Até um teor de ferro de no máximo cerca de 0,012 % esse efeito de restrição não ocorre no latão 70-30. Acima desse limite ocorre uma acentuada restrição no tamanho de grão, principalmente quando a temperatura de recozimento é inferior a aproximadamente 650 ºC.
No latão 65-35 ocorre diminuição do tamanho de grão até um teor de ferro de 0,05 %. Entretanto, deste valor até 0,08 % ocorre uma substancial recuperação do tamanho de grão e um acentuado decréscimo do tamanho de grão para teores de ferro mais elevados, a não ser que o recozimento seja efetuado em temperaturas muito altas. A acentuada restrição ao crescimento de grão, que ocorre nas temperaturas mais baixas se deve ao efeito das partículas que contêm ferro e atuam como obstáculos ao movimento dos contornos de grãos e a inexistência deste efeito em temperaturas mais altas se deve à dissolução dessas partículas (solubilização do ferro) nestas temperaturas mais elevadas. Deste modo, com o aumento da temperatura reduz-se o efeito do ferro como inibidor do crescimento de grão do latão. O material destinado ao embutimento ou estampagem deve apresentar teor de ferro de no máximo 0,02 %, uma vez que teores da ordem de 0,03 % já são suficientes para inibir fortemente o crescimento do grão.
O cromo é pouco solúvel no cobre e nas ligas de cobre no estado sólido e assim apresenta um pronunciado efeito de inibir o crescimento do grão de latão, principalmente em teores inferiores a 0,01 %.
O fósforo também é outro inibidor do crescimento de grão nos latões, porém acima de 770 ºC esse efeito pode ser reduzido, mesmo quando o teor de fósforo é elevado. No latão 70-30 um teor de fósforo de 0,005 % já reduz o tamanho de grão de 0,100 para 0,060 mm.
O alumínio em teores de até 0,13 % quase não influi no tamanho de grão, no amolecimento ou na recristalização. Acima de 0,13 % o alumínio já passa a atuar como inibidor do crescimento de grão no latão.
O chumbo pouco afeta o amolecimento inicial, porém retarda consideravelmente o crescimento de grão dos latões, mesmo para teores tão baixos como 0,06 %. Como o limite de solubilidade do chumbo no latão é muito baixo em diferentes temperaturas, inferior a 0,02 %, a restrição ao crescimento de grão se deve às partículas de chumbo que atuam como obstáculos ao movimento dos contornos de grãos.
O manganês, quando presente em teores de até 0,13 %, apresenta um efeito insignificante no amolecimento inicial e na recristalização. Quando o grão é maior, esse efeito é menos insignificante.
O níquel também em teores de até 0,13 % não apresenta nenhum efeito no amolecimento inicial, na recristalização nem no crescimento de grão subseqüente. O silício, mesmo em teores tão baixos como 0,017 % apresenta um acentuado efeito de retardamento do amolecimento inicial e da recristalização dos latões. O grau de retardamento desse amolecimento inicial parece ser diretamente proporcional ao teor de silício, embora acima da temperatura de recristalização completa não haja efeito significativo.
O estanho, quando presente em teores de até 0,096 % não apresenta efeito no amolecimento e no crescimento de grão em temperaturas baixas e moderadas. A 610 ºC é perceptível um efeito de retardamento, porém modesto e não significativo, com o aumento do teor de estanho.
Quando o ferro e o fósforo estão presentes em teores significativos nos latões, os efeitos de retardamento do amolecimento, da recristalização e do crescimento de grão são ainda mais acentuados dos que ocorrem com cada elemento isoladamente. Isso se deve à formação de compostos químicos pelos elementos (impurezas) como o Fe2P. A solubilidade deste fosfeto de ferro é muito pequena em muitas temperaturas, entre as quais as temperaturas de recozimento dos latões. O crescimento de grão já sofre uma considerável restrição para teores tão baixos como 0,01 % Fe e 0,03 % P. Acima de 0,018 % Fe e 0,05 % P não ocorre aumento do efeito de inibir o crescimento de grão com o aumento do teor dessas impurezas. A combinação Fe-P, embora pouco afete o amolecimento, retarda significativamente a conclusão da recristalização. O fósforo é adicionado intencionalmente a alguns latões de alto teor de cobre, como o 90-10, por exemplo, para melhorar a qualidade dos produtos fundidos, mas isso simultaneamente introduz dificuldades no recozimento do mesmo material trabalhado a frio. O efeito restritivo ao crescimento de grão torna-se pronunciado à medida que o teor de ferro cresce acima de 0,004 % para a temperatura de recozimento de 566 ºC. A 649 ºC o efeito restritivo é menor, porém se desenvolve uma microestrutura de grãos mistos quando o teor de ferro é de 0,05 % e o de fósforo de 0,02 %, devido à parcial solubilização do ferro e do
fósforo. Outras ligas de cobre também apresentam não uniformidade de tamanho de grão devido à presença de ferro e fósforo.
O níquel e o fósforo juntos, do mesmo modo que ocorre com o ferro e o fósforo, podem ser adicionados a ligas de cobre com o propósito de obter o efeito de endurecimento por precipitação, sendo que a solubilidade desses elementos em temperaturas de recozimento moderadas é baixa. Nos latões o crescimento e grão é significativamente retardado pela presença simultânea desses dois elementos., sendo esse efeito mais pronunciado do que o causado pela presença do fósforo somente, principalmente em temperaturas mais baixas, e os resultados são semelhantes aos alcançados com a presença de ferro e fósforo nos latões.
Embora a presença do níquel sozinho não acarrete nenhum efeito de restrição ao crescimento de grão nos latões, quando adicionalmente o silício está presente (em teores de até 0,07 % conjuntamente com teor de níquel da ordem de 0,014 %), ocorre significativo retardamento do amolecimento e do crescimento de grão. Esse efeito pode ser atribuído á formação de uma segunda fase do tipo siliceto de níquel, que se dissolveria em temperaturas acima de 650 ºC. Entretanto, o recozimento a 540 ºC produz uma microestrutura com tamanhos de grãos mistos.
A presença simultânea do berílio (0,041 %) e do ferro (0,062 %) afeta o amolecimento, aumenta a temperatura de recristalização e restringe acentuadamente o crescimento de grão. Como o teor de ferro da ordem de 0,062 % não é suficiente para aumentar a temperatura de recristalização significativamente, e seu efeito de restrição ao crescimento de grão é apenas moderado, o efeito observado quando ambos os elementos estão presentes nestes teores pode ser atribuído tanto à presença do berílio somente como também à combinação berílio-ferro. Prática Comercial de Recozimento das Ligas de Cobre Os fornos normalmente utilizados no recozimento das ligas de cobre são classificados como fornos de batelada, semicontínuos e contínuos. A energia térmica é fornecida a esses fornos por meio de eletricidade ou combustão de gás ou óleo. Este último combustível é mais usado para o recozimento de metais nas etapas iniciais do processamento. Atualmente a maior parte dos recozimentos é feita com controle de atmosfera, de modo a se obter superfícies com excelente acabamento, do tipo brilhante, semibrilhante ou “limpo”, sendo muito pequena a necessidade de decapagem. Materiais como cobre e cuproníquel podem ser recozidos para se obter acabamento brilhante sem necessidade de limpeza ou decapagem. Já os latões com maiores teores de zinco são mais freqüentemente acabados com superfície semibrilhante ou “limpa”, necessitando de uma leve etapa de decapagem.
O recozimento “brilhante” do cobre contendo oxigênio (C110 = ETP, por exemplo) é realizado em temperatura igual ou inferior a 480 ºC. Esta restrição de temperatura é necessária para evitar a fragilização por hidrogênio desse tipo de cobre, que ocorre em temperaturas mais altas devido á presença de hidrogênio na atmosfera redutora do forno.
O tempo necessário para aquecer uma peça metálica num ciclo de recozimento varia consideravelmente de acordo com o tipo de forno e do seu modo de operação, podendo variar de alguns poucos minutos no caso de fornos contínuos a várias horas no caso de alguns fornos de batelada. Além desses limites estão os poucos segundos necessários para o aquecimento por resistência elétrica de tubos condensadores individuais de latão e a curta imersão de alguns tipos de materiais em banhos de sais fundidos.
A taxa de aquecimento nos equipamentos comerciais comuns não é de grande importância para atingir um determinado tamanho de grão final, mas deve ser tomado cuidado para garantir um aquecimento o mais uniforme possível. A transferência de calor é facilitada, particularmente em baixas temperaturas, pelo uso de ventiladores e sopradores. Muitas das peças tratadas não atingem a temperatura nominal do forno, principalmente em fornos contínuos, e essa diferença entre temperatura do forno e temperatura máxima do metal varia de acordo com as condições do forno, porém é controlada. Para um efetivo controle do tamanho de grão é essencial que o forno de tratamento térmico esteja suficientemente calibrado, ou seja, que a

temperatura nominal do forno, o tipo e o peso da carga, o tempo de aquecimento , a liga e o tamanho de grão estejam correlacionados.
A tabela 8.5 apresenta valores de temperaturas de recozimento para as ligas de cobre mais utilizadas na prática industrial.
Tabela 8.5 – Temperaturas de Recozimento de Ligas de Cobre
Nome da Liga Composição Química Nominal
(%) Temperatura de Recozimento
(ºC) Cobre Eletrolítico (ETP) 99,92 Cu – 0,04 P 370 - 650
Cobre Desoxidado com Fósforo 99,94 Cu – 0,02 P 370 - 650 Tomback 95-5 95 Cu – 5 Zn 425 - 790 Tomback 90-10 90 Cu – 10 Zn 425 - 790
Latão Vermelho 85-15 85 Cu – 15 Zn 425 – 730 Latão Vermelho 80-20 80 Cu – 20 Zn 425 – 705 Latão para Cartuchos 70 Cu – 30 Zn 425 – 760
Latão Amarelo 65 Cu – 35 Zn 425 – 705 Metal de Muntz 60 Cu – 40 Zn 425 - 595
Latão Comercial com Chumbo 89 Cu – 1,75 Pb – 9,25 Zn 425 - 650 Latão com Baixo Chumbo (Tubo) 67 Cu – 0,5 Pb – 32,5 Zn 425 - 650
Latão com Baixo Chumbo 64,5 Cu – 0,5 Pb – 35 Zn 425 - 595 Latão com Médio Chumbo 64,5 Cu – 1 Pb –34,5 Zn 425 - 595
Latão com Alto Chumbo (Tubo) 67 Cu – 1,6 Pb – 31,4 Zn 425 - 595 Latão com Alto Chumbo 62,5 Cu – 1,75 Pb – 35,75 Zn 425 - 595
Latão com Chumbo Extra Alto 62,5 Cu – 2,5 Pb – 35 Zn 425 - 595 Latão de Corte Fácil 61,5 Cu – 3 Pb – 35,5 Zn 425 - 595
Metal de Muntz com Chumbo 60 Cu – 0,5 Pb – 39,5 Zn 425 - 595 Metal de Muntz de Corte Fácil 60,5 Cu – 1,1 Pb – 38,4 Zn 425 - 595
Latão para Forjamento 60 Cu – 2 Pb – 38 Zn 425 - 595 Latão Arquitetônico 57 Cu – 3 Pb – 40 Zn 425 - 595 Latão do Almirantado 71 Cu – 1 Sn – 28 Zn 425 - 595
Latão Naval 60 Cu – 0,75 Sn – 39,25 Zn 425 - 595
Latão Naval com Chumbo 60 Cu – 1,75 Pb – 0,75 Sn – 37,5
Zn 425 - 595
Latão com Manganês 58,5 Cu – 1 Fe – 1 Sn – 0,3 Mn –
39,2 Zn 425 - 595
Latão com Alumínio 76 Cu – 2 Al – 22 Zn 425 - 595 Bronze Fosforoso 5 % 95 Cu – 5 Sn + P 480 - 675 Bronze Fosforoso 8 % 92 Cu – 8 Sn + P 480 - 675 Bronze Fosforoso 10 % 90 Cu – 10 Sn + P 480 - 675 Bronze Fosforoso 1,25 % 98,75 Cu – 1,25 Sn + P 480 - 650
Cuproníquel 70-30 70 Cu – 30 Ni 650 – 815 Alpaca 65-17-18 65 Cu – 17 Zn – 18 Ni 595 - 815 Alpaca 55-27-18 65 Cu – 27 Zn – 18 Ni 595 - 815
Bronze de Alto Silício 94,8 Cu (mínimo) – 3 Si 480 – 705 Bronze de Baixo Silício 96 Cu (mínimo) – 1,5 Si 480 - 675
O recozimento é aplicado em geral ao metal no processo de fabricação após trabalho a frio com redução em espessura da ordem de 35 a 75 %. É necessário cuidado para evitar indesejável ocorrência orientação preferencial de grãos na chapa ou tira, e parcialmente por esse motivo em muitos casos a redução de acabamento é mantida entre 35 e 50 %. É uma prática industrial generalizada realizar recozimentos sucessivos seguindo um padrão de decréscimo do tamanho de grão.
Um procedimento típico de laminação e recozimento de latão (70 Cu – 30 Zn) segue o seguinte esquema:
1 – Laminação da placa fundida com 57 mm de espessura para 25 mm. 2 – Recozimento até atingir tamanho de grão de 0,105 mm. 3 – Laminação até 9,9 mm de espessura. 4 – Recozimento até tamanho de grão de 0,150 mm. 5 – Laminação leve de correção/revisão até 9, 14 mm. 6 – Laminação até 2, 79 mm. 7 – Recozimento até tamanho de grão de 0,010 mm. 8 – Laminação até 1,32 mm. 9 – Recozimento até tamanho de grão de 0,050 mm. 10 – Laminação até 0,762 mm. 11 – Recozimento até tamanho de grão de 0,030 mm.
Evidentemente o procedimento de laminação e recozimento de outras ligas de cobre apresentam valores de temperatura, tamanho de grão e espessura diferentes, porém seguem o mesmo tipo de esquema [6].

Soldagem e Corrosão
a) Soldagem O principal fator a ser considerado na soldagem do cobre é sua elevada condutividade térmica, que, se for menosprezada, pode levar ao surgimento de diversos tipos de defeitos de soldagem. Se não forem tomadas medidas adequadas para contrabalançar o rápido fluxo de calor a partir da solda, não será possível obter boas características de fusão, dificultando, por exemplo, a obtenção de plena penetração na raiz da solda e de fusão lateral adequada, gerando um cordão de solda defeituoso. À temperatura ambiente a condutividade térmica do cobre é aproximadamente 7 vezes superior à do aço, porém a 1000 ºC, a condutividade do cobre atinge um valor 10 vezes superior à condutividade do aço na mesma temperatura. Por esse motivo torna-se essencial o pré-aquecimento do cobre antes da operação de soldagem, quando a espessura for superior a cerca de 6 mm. As temperaturas de pré-aquecimento recomendadas variam de 150 a 700 ºC, dependendo da espessura, do gás de proteção, da corrente de soldagem e do próprio tipo de processo de soldagem aplicado.
Um elevado valor de corrente de soldagem não exime o material da necessidade do pré-aquecimento, embora neste caso o pré-aquecimento necessário possa ser menos intenso. Por outro lado, uma corrente de soldagem excessiva pode causar turbulência anormalmente intensa na poça de fusão, levando ao surgimento de defeitos de soldagem, como poros e trincas. Por esta razão o valor de corrente de soldagem deve ser ajustado, levando em consideração a espessura do material. Uma vez estabelecido o valor adequado de corrente de soldagem, define-se o nível de intensidade do pré-aquecimento de modo a garantir um adequado grau de penetração na raiz e de fusão lateral, estabelecendo-se assim o tamanho ideal da poça de fusão para uma dada posição de soldagem.
Outra propriedade física do cobre que influi bastante nas condições de soldagem é a sua elevada expansão térmica. Essa expansão provoca o fechamento dos espaços da raiz à medida que a soldagem prossegue, motivo pelo qual é necessário calcular corretamente o posicionamento das partes a serem soldadas, levando em conta essa expansão. De um modo geral uma tolerância da ordem de 15 mm por m deve ser considerada no caso de juntas geometricamente mais simples, porém no caso de geometrias mais complexas, além de um cálculo mais preciso, é necessária a experiência do soldador. Quando a tolerância não é bem calculada podem ocorrer problemas como distorções, empenamento e, no caso, de tolerância muito pequena levando ao completo fechamento dos espaços, penetração incompleta na raiz do cordão de solda. Os efeitos da elevada contração térmica, que ocorre durante o resfriamento após o término da operação de soldagem, também devem ser levados em conta, podendo exigir uma redução artificial na taxa de resfriamento, de modo a permitir que, num intervalo de tempo adequado, essas tensões possam ser acomodadas.
Os fatores metalúrgicos que afetam a soldabilidade são aqueles que se manifestam principalmente durante a soldagem do cobre eletrolítico (ETP), já que na condição de material deformado esse cobre apresenta partículas de óxido cuproso distribuídas aleatoriamente, e, portanto, sem efeito significativo nas propriedades mecânicas, ao passo que na condição de material fundido o mesmo cobre apresenta segregação dessas partículas nos contornos de grãos, evidentemente prejudicando as propriedades mecânicas do material. Sendo assim, o cobre eletrolítico não deve ser soldado em processo autógeno e sim com metal de adição que contenha poderosos desoxidantes, de modo a garantir a produção de um cordão de solda isento de óxidos. Na zona termicamente afetada (ZTA) as temperaturas são elevadas o suficiente para permitir a dissolução das partículas de óxidos, liberando oxigênio que migra para os contornos, onde se forma uma rede quase contínua de óxidos durante o resfriamento. Evidentemente esse processo depende de temperatura e tempo, de modo que na soldagem do cobre eletrolítico é necessária ma maior rapidez possível, também para restringir o aquecimento generalizado do componente que está sendo soldado.
Já a soldagem do cobre isento de oxigênio (OFHC) e desoxidado com fósforo (DHP e DLP) não apresenta as mesmas dificuldades encontradas na soldagem do cobre eletrolítico (ETP). Apesar da presença do fósforo no DHP e no DLP, tanto nesses tipos de cobre como no OFHC há uma certa tendência de formação de porosidade na poça de fusão e na ZTA devido à inevitável contaminação atmosférica e pela difusão de hidrogênio e oxigênio do metal de base para a zona de soldagem. Como também no caso do ETP, metal de
adição com desoxidantes deve ser utilizado sempre que possível, embora haja aplicações para as quais soldas de boa qualidade são obtidas no caso do OFHC e DHP/DLP sem o uso de desoxidantes no metal de adição. Nestes casos a proteção é garantida pelo uso de uma atmosfera de gases protetores inertes, cujo fluxo deve ser cuidadosamente observado.
O segredo da soldagem bem sucedida de ligas de cobre reside basicamente na rapidez e na eficiência. Demora excessiva na operação de soldagem, temperaturas de pré-aquecimento desnecessariamente altas, pausas para a remoção de defeitos de soldagem enquanto o componente ainda está quente e o descuido que permite a oxidação causada pela atmosfera, deteriorando permanentemente o metal de base e exaustão dos desoxidantes do metal de adição.
Soldagem TIG de Cobre/Ligas de Cobre
Três tipos de gases protetores são utilizados na soldagem TIG de cobre e suas ligas: argônio, hélio e nitrogênio. O hélio é um gás mais comum nos Estados Unidos do que em outros países, razão pela qual é mais usado naquele país, ao passo que o argônio é mais usado na Europa, no Brasil e em outros países e regiões. O nitrogênio é o gás mais barato dos três, porém só permanece inerte em temperaturas não muito elevadas, e na prática é pouco usado na proteção da poça de fusão durante a soldagem do cobre e de suas ligas. A quantidade de oxigênio e de umidade misturados a cada um desses gases protetores deve ser controlada em níveis muito baixos. O nitrogênio exige que o comprimento do arco seja de cerca de 12 mm: acima desse valor o arco pode ser extinto e abaixo ocorre excessiva turbulência na poça de fusão. No caso do argônio e do hélio o comprimento ideal do arco é bem menor: cerca de 3 mm. Para o mesmo valor de corrente do arco, o nitrogênio é o gás para o qual a voltagem do arco, conseqüentemente sua potência e o aporte térmico, são os mais elevados, sendo cerca de 4 vezes superior aos mesmos valores para o argônio. No caso do hélio esses valores não são tão elevados como no caso do nitrogênio, mas mesmo assim atingem o dobro dos mesmos valores obtidos com o argônio. Entretanto, com menores valores de corrente no arco é mais difícil iniciar o arco no caso do hélio, devido ao seu maior potencial de ionização. A soldagem com proteção de nitrogênio é mais complicada devido ao maior comprimento do arco e à baixa fluidez da poça de fusão (quando comparada á proteção com hélio ou argônio), que favorece a ocorrência de defeitos de soldagem, devido ao aprisionamento de gases durante uma solidificação rápida de uma poça de fusão estreita, como, por exemplo, porosidade.
Na soldagem do cobre não se utiliza muito misturas gasosas, entretanto, misturas de argônio com até 30 % de nitrogênio ou hélio oferecem como vantagens o maior aporte térmico e velocidades de soldagem mais altas, em comparação com o argônio puro. Os desoxidantes utilizados nos metais de adição apresentam maior afinidade pelo oxigênio, quando comparados com o cobre, como, por exemplo, o silício, o manganês, o alumínio, o boro e o titânio, presentes em teores muito baixos, entre 0,02 e 0,35 %. Quando a condutividade elétrica é uma propriedade muito importante para uma dada aplicação, utiliza-se o boro como desoxidante no metal de adição, uma vez que este elemento afeta menos a condutividade elétrica do cobre. O metal de adição contendo silício e manganês como desoxidantes foi inicialmente desenvolvido para aplicações nas quais o hélio e o argônio são usados como gases protetores, porém mais recentemente tem sido usado também quando a proteção gasosas é feita com nitrogênio, já que atualmente este gás tem sido produzido com níveis de pureza mais elevados, prescindindo assim do uso de desoxidantes mais fortes como alumínio e titânio. Sendo assim, atualmente os metais de adição com desoxidantes silício e manganês são usados com qualquer um dos três tipos de proteção gasosa.
Antes de iniciar o processo de soldagem TIG de cobre e suas ligas pode ser necessário calcular as folgas que compensem a expansão térmica decorrente do aquecimento gerado pela soldagem, de modo a minimizar distorções e desalinhamento das peças soldadas. Na soldagem de materiais com espessura muito fina (inferior a cerca de 1,5 mm) deve ser feita preferencialmente uma soldagem autógena (sem metal de adição), ao contrário da soldagem de material com maior espessura. Em ambos os casos é recomendável o uso de aparas da mesma liga posicionadas ao lado das peças a serem soldadas de modo que a soldagem seja iniciada nessas aparas, pois eventuais defeitos associados ao início da operação de soldagem (abertura do arco) ficariam restritos a estas aparas. Entretanto, após a soldagem essas aparas soldadas devem ser
removidas, pois poderiam levar á propagação de trincas para as peças efetivamente soldadas. Do mesmo modo, após a soldagem deve ser feito uma limpeza com escova de arame para a remoção de óxidos.
O pré-aquecimento ajuda a obtenção de uma poça de fusão mais fluida, que de outro modo poderia se muito mais difícil de se obter. Normalmente não é necessária nenhuma operação de acabamento no cordão de solda, e a deformação a frio ou a quente do mesmo pode levar ao surgimento de trincas. Um cuidado especial deve ser tomado durante e após o depósito do passe de raiz, que não pode ser muito pequeno, devendo ter as dimensões mínimas necessárias para não trincar devido às restrições térmicas impostas pela deposição dos passes posteriores, os quais deve suportar. Adicionalmente, após a soldagem deve ser feita uma cuidadosa limpeza para a remoção de óxidos da superfície do cordão do passe de raiz sobre a qual serão depositados os passes posteriores. O processo TIG pode ser aplicado a qualquer tipo de posição de soldagem, com exceção da posição vertical, porém a facilidade com a qual a operação de soldagem nas demais posições é realizada depende de alguns fatores como a habilidade do operador e a espessura do material, que por sua vez determina o tamanho da poça de fusão.
Soldagem MIG de Cobre/Ligas de Cobre
Argônio é o gás convencional para a proteção durante a soldagem MIG de cobre e suas ligas, porém existem vantagens significativas com o uso de misturas gasosas de argônio com hélio ou nitrogênio. Essas adições aumentam o aporte térmico, resultando em maior velocidade de soldagem, penetração mais profunda, melhor perfil do cordão de solda e melhor qualidade de deposição do mesmo. Além disso, o uso dessas misturas reduzem a intensidade do pré-aquecimento necessário. Porém, para espessuras inferiores a 12 mm a proteção com argônio puro é satisfatória. Metais de adição contendo boro só devem ser evitados quando a proteção gasosa contém nitrogênio, pois neste caso o nitrogênio reage com o boro.
A soldagem MIG pode ser feita tanto em direção á direita como em direção à esquerda, porém a preferência recai no primeiro caso, uma vez que assim se reduzem os riscos aprisionamento de inclusões de óxidos no metal de solda. Quando a soldagem é feita para a direita, o arco atinge a poça de fusão de maneira contínua, dando mais tempo para ocorrer a desoxidação. O ângulo de posicionamento da pistola de soldagem também é importante e deve ser de 70 a 80 º da vertical para evitar o risco de deslocamento da poça de fusão para longe do arco e de sua proteção gasosa, o que pode acontecer durante a soldagem em direção à esquerda. O comprimento do arco durante a soldagem MIG deve ser mantido entre 3 e 6 mm para todos os tipos de proteção gasosa para que se obtenham as melhores propriedades possíveis na junta soldada. A voltagem do arco deve estar entre 24 e 30 V para permitir o comprimento adequado para o arco elétrico. Um comprimento de arco mais curto provoca turbulência na poça de fusão e falta de penetração com acúmulo de respingos no bocal da pistola. Um arco muito longo permite intensa oxidação e falta de fusão lateral e na raiz.
A soldagem MIG convencional é adequada a todas as posições de soldagem com exceção da posição sobre-cabeça, pois nesse caso, como no caso da soldagem TIG, é difícil estabelecer um balanço de condições de soldagem para resultar num perfil de cordão de solda satisfatório. Sendo assim, a soldagem do cobre na posição sobra-cabeça deve ser evitada sempre que possível. A posição ideal para soldagem MIG, assim como TIG, e a posição plana, de modo a minimizar as dificuldades de controle da poça de fusão. Há poucas referências sobre a soldagem MIG com arame fino e soldagem MIG com corrente pulsada no caso de posições complicadas, porém deve ser dada alguma atenção a esses processos. A soldagem com corrente pulsada permite um certo controle do aporte térmico e do tamanho da poça de fusão em relação à taxa de deposição de metal, enquanto a soldagem com arame fino permite melhor acesso a determinadas regiões da peça que está sendo soldada, particularmente quando a espessura do material é muito pequena.
Soldagem de Cobre/Ligas de Cobre com Eletrodo Revestido
A maior diferença entre a soldagem de ligas de cobre e a soldagem do cobre comercialmente puro é o menor aporte térmico e a menor necessidade de pré-aquecimento no caso das ligas, o que facilita muito a operação de soldagem ao tornar as condições muito mais favoráveis. Isso se deve à menor condutividade térmica das
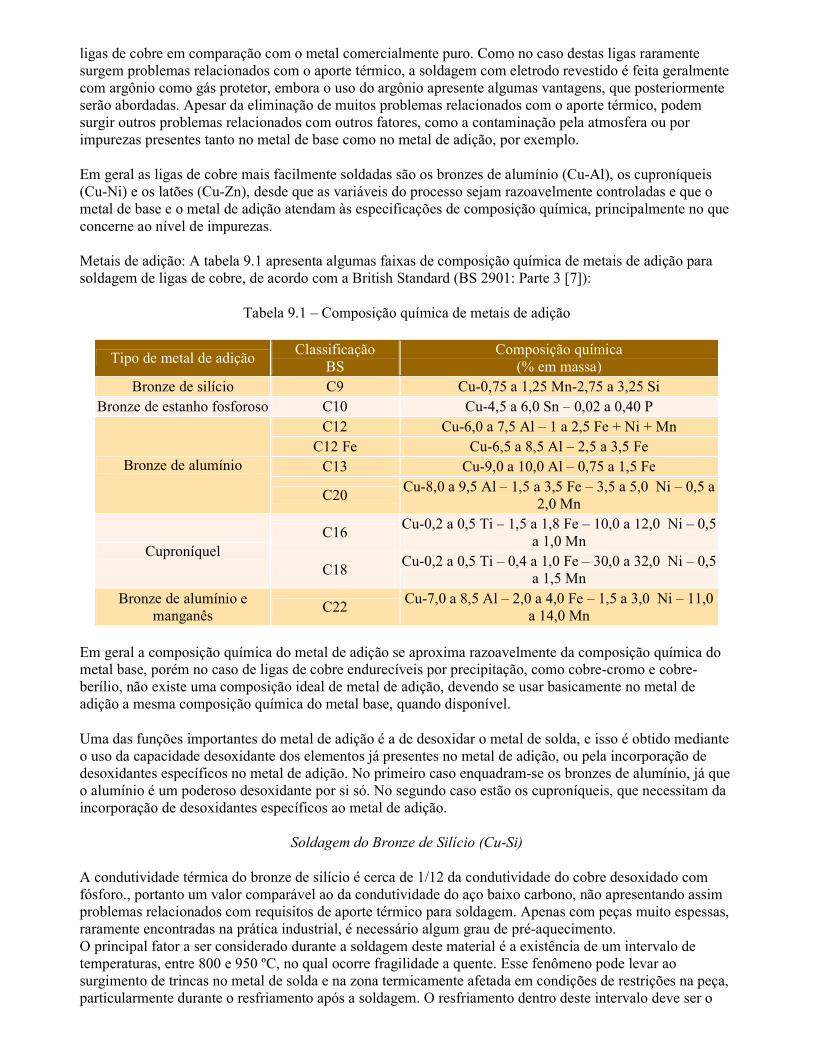
ligas de cobre em comparação com o metal comercialmente puro. Como no caso destas ligas raramente surgem problemas relacionados com o aporte térmico, a soldagem com eletrodo revestido é feita geralmente com argônio como gás protetor, embora o uso do argônio apresente algumas vantagens, que posteriormente serão abordadas. Apesar da eliminação de muitos problemas relacionados com o aporte térmico, podem surgir outros problemas relacionados com outros fatores, como a contaminação pela atmosfera ou por impurezas presentes tanto no metal de base como no metal de adição, por exemplo.
Em geral as ligas de cobre mais facilmente soldadas são os bronzes de alumínio (Cu-Al), os cuproníqueis (Cu-Ni) e os latões (Cu-Zn), desde que as variáveis do processo sejam razoavelmente controladas e que o metal de base e o metal de adição atendam às especificações de composição química, principalmente no que concerne ao nível de impurezas.
Metais de adição: A tabela 9.1 apresenta algumas faixas de composição química de metais de adição para soldagem de ligas de cobre, de acordo com a British Standard (BS 2901: Parte 3 [7]):
Tabela 9.1 – Composição química de metais de adição
Tipo de metal de adição Classificação
BS Composição química
(% em massa) Bronze de silício C9 Cu-0,75 a 1,25 Mn-2,75 a 3,25 Si
Bronze de estanho fosforoso C10 Cu-4,5 a 6,0 Sn – 0,02 a 0,40 P
Bronze de alumínio
C12 Cu-6,0 a 7,5 Al – 1 a 2,5 Fe + Ni + Mn C12 Fe Cu-6,5 a 8,5 Al – 2,5 a 3,5 Fe C13 Cu-9,0 a 10,0 Al – 0,75 a 1,5 Fe
C20 Cu-8,0 a 9,5 Al – 1,5 a 3,5 Fe – 3,5 a 5,0 Ni – 0,5 a
2,0 Mn
Cuproníquel C16
Cu-0,2 a 0,5 Ti – 1,5 a 1,8 Fe – 10,0 a 12,0 Ni – 0,5 a 1,0 Mn
C18 Cu-0,2 a 0,5 Ti – 0,4 a 1,0 Fe – 30,0 a 32,0 Ni – 0,5
a 1,5 Mn Bronze de alumínio e
manganês C22
Cu-7,0 a 8,5 Al – 2,0 a 4,0 Fe – 1,5 a 3,0 Ni – 11,0 a 14,0 Mn
Em geral a composição química do metal de adição se aproxima razoavelmente da composição química do metal base, porém no caso de ligas de cobre endurecíveis por precipitação, como cobre-cromo e cobre-berílio, não existe uma composição ideal de metal de adição, devendo se usar basicamente no metal de adição a mesma composição química do metal base, quando disponível.
Uma das funções importantes do metal de adição é a de desoxidar o metal de solda, e isso é obtido mediante o uso da capacidade desoxidante dos elementos já presentes no metal de adição, ou pela incorporação de desoxidantes específicos no metal de adição. No primeiro caso enquadram-se os bronzes de alumínio, já que o alumínio é um poderoso desoxidante por si só. No segundo caso estão os cuproníqueis, que necessitam da incorporação de desoxidantes específicos ao metal de adição.
Soldagem do Bronze de Silício (Cu-Si)
A condutividade térmica do bronze de silício é cerca de 1/12 da condutividade do cobre desoxidado com fósforo., portanto um valor comparável ao da condutividade do aço baixo carbono, não apresentando assim problemas relacionados com requisitos de aporte térmico para soldagem. Apenas com peças muito espessas, raramente encontradas na prática industrial, é necessário algum grau de pré-aquecimento. O principal fator a ser considerado durante a soldagem deste material é a existência de um intervalo de temperaturas, entre 800 e 950 ºC, no qual ocorre fragilidade a quente. Esse fenômeno pode levar ao surgimento de trincas no metal de solda e na zona termicamente afetada em condições de restrições na peça, particularmente durante o resfriamento após a soldagem. O resfriamento dentro deste intervalo deve ser o
mais rápido possível. Outra consideração importante, particularmente durante a soldagem MIG deste material , principalmente com altas velocidades de soldagem e altas taxas de deposição, é a possibilidade de formação fases frágeis de não equilíbrio no metal de solda durante a solidificação rápida. Novamente, em condições de restrição na peça pode ocorrer trincamento no metal de solda, o qual pode ser evitado pela redução da velocidade de soldagem pelo ajuste adequado dos parâmetros de soldagem.
Na soldagem TIG geralmente se utiliza polaridade negativa em corrente contínua, sendo esse processo mais adequado para soldagem de peças com espessura de até 12 mm. Se a manipulação da poça de fusão se tornar complicada, devido à formação de uma camada de sílica refratária sobre a poça, o uso de uma técnica com corrente alternada pode melhorar a manipulação. A corrente alternada exerce uma ação de limpeza do arco, que efetivamente dispersa a camada de óxido.
A soldagem MIG convencional pode ser usada para materiais acima de 4 mm de espessura. Abaixo desse valor o efeito de aquecimento pelo arco é excessivo. Entretanto, a soldagem MIG com arame fino pode ser usada para materiais com espessuras da ordem de 1 mm. Se altas velocidades de soldagem MIG originam trincas, a velocidade de soldagem deve ser reduzida e as condições de soldagem ajustadas.
Como sempre na soldagem de cobre e suas ligas deve ser feita uma limpeza adequada com escova de arame para eliminar todo tipo de contaminação superficial, principalmente quando mais de um passe de soldagem é depositado. Na soldagem TIG a técnica com movimento para a esquerda é empregada, soldando-se na posição plana sempre que possível. Entretanto, é possível soldar em outras posições, pois sendo um material de condutividade térmica relativamente baixa, a poça de fusão pode ser mantida em pequenas dimensões, em comparação com a soldagem do cobre comercialmente puro, por exemplo.
Soldagem do Bronze de Alumínio (Cu-Al)
Até cerca de 7 % de alumínio essas ligas Cu-Al são monofásicas, porém acima desse teor e até 11 % as ligas desse sistema são bifásicas. A soldagem afeta a microestrutura destas ligas (6 a 8 % de alumínio e 2 a 3,5 % de ferro), geralmente utilizadas em trocadores de calor e que podem sofrer fragilização na raiz no caso de soldagem multipasse autógena. Essa fragilização provavelmente é causada pela decomposição da fase beta retida em fase frágil gama 2 durante o reaquecimento do metal de solda, o qual é rapidamente resfriado após o passe na raiz. O problema de trincamento na raiz da solda é geralmente resolvido pelo uso de metal de adição com composição química diferente da liga bifásica.
A fase beta do metal de adição bifásico pode, sob determinadas condições, sofrer um tipo de corrosão conhecido como desaluminificação, podendo ser necessário depositar um revestimento final de metal de solda com composição química semelhante a do metal base para evitar esse tipo de corrosão eletroquímica. O fenômeno amplamente divulgado de trincamento no metal base pode ser evitado pelo controle cuidadoso dos procedimentos de laminação e reaquecimento durante a fabricação das chapas.
Em comum com outro tipos de ligas de cobre os bronzes de alumínio apresentam perda de dutilidade num certo intervalo de temperaturas particularmente crítico durante a soldagem, dificultando este processo. Devido aos problemas de soldagem apresentados pelas ligas Cu-Al foram desenvolvidas as novas ligas Cu-Al-Si, contendo cerca de 6 % de alumínio e 2 % de silício, que mostraram ser alternativas bastante viáveis às aplicações tradicionais do bronze de alumínio, tanto como metal base quanto como metal de adição nas aplicações em que média resistência mecânica é solicitada. Outro grupo de ligas que deve ser considerado é o do sistema Cu-Al-Mn, que contêm até cerca de 9 % de alumínio, 12 % de manganês e adições de ferro e níquel, sendo que essas ligas são destinadas basicamente à produção de peças fundidas. São ligas que apresentam excelente soldabilidade e não sofrem fragilização em temperaturas intermediárias, embora necessitem de tratamento térmico pós-soldagem para restaurar as propriedades mecânicas e a resistência à corrosão.
Todos os bronzes de alumínio, mesmo com a melhor proteção gasosas possível, formam o óxido refratário alumina (Al2O3) devido á oxidação da poça de fusão. De modo a se obter boa fluidez na poça e evitar o
aprisionamento de inclusões de óxidos, essas camadas de óxidos devem ser dispersas, o que obriga ao uso de corrente alternada na soldagem TIG, de modo a se aproveitar a ação de limpeza proporcionada pelo uso da corrente alternada. Argônio é o gás normalmente usado como proteção. Na soldagem MIG é possível se obter uma ação de limpeza contínua do arco através do uso de polaridade positiva. Em ambos os processos TIG e MIG o fluxo de gás deve ocorrer a uma taxa que seja suficiente para evitar oxidação excessiva da zona de soldagem e evitar defeitos de falta de fusão e de aprisionamento de inclusões de óxidos. A proteção gasosa com hélio na soldagem TIG também é vantajosa, pois a corrente contínua com polaridade negativa proporciona satisfatória ação de limpeza da poça de fusão. O uso de hélio também proporciona melhor penetração e mais altas velocidades de soldagem. O pré-aquecimento deve ser evitado sempre que possível e as temperaturas interpasse devem ser mantidas num valor mínimo, e modo a evitar um superaquecimento que poderia causar perda de dutilidade e problemas de trincamento. É essencial a limpeza com escovas após a deposição de cada passe de soldagem para se obter boa qualidade na junta soldada.
Soldagem do Bronze de Estanho (Cu-Sn)
Os bronzes de estanho trabalhados contêm até 8 % de estanho com um teor de fósforo sempre inferior a 0,05 % e mesmo dentro dessa faixa são denominados bronzes fosforosos. As ligas fundidas podem conter até 12 % de estanho. Os bronzes de estanho utilizados na fabricação de canhões contêm também zinco (até 9 %) e chumbo (até 5 %) e este último elemento prejudica consideravelmente a soldabilidade dessas ligas, de modo que a brasagem com prata é preferível para a junção de peças destas ligas. As partículas de chumbo presentes de forma dispersa nestas ligas fundem nas temperaturas usuais de soldagem, provocando trincamento a quente tanto no metal de solda como na zona afetada pelo calor. Outra característica nociva à soldagem destas ligas é o seu amplo intervalo de solidificação, que causa porosidade por contração térmica e induz o trincamento de solidificação à medida que o metal de solda se solidifica, principalmente em condições de restrições físicas a esta solidificação. Também é possível, em condições de resfriamento rápido pós-soldagem e especialmente em ligas com alto teor de estanho, a formação da fase delta dura e frágil, que prejudica as propriedades mecânicas da junta soldada. Isso pode ser evitado por um resfriamento pós-soldagem mais lento e controlado, ou, se a fase delta já está formada, pela sua remoção através de tratamento térmico pós-soldagem a cerca de 600 ºC. A soldagem destas ligas leva à formação de vapores de zinco, embora em geral isso não seja prejudicial.
A soldagem TIG deve ser realizada com corrente contínua em polaridade negativa, tanto com argônio quanto hélio como proteção gasosa. A soldagem MIG também é satisfatória. Como a condutividade térmica destas ligas é muito menor do que a do cobre comercialmente puro, não há necessidade de pré-aquecimento. Existem metais de adição com composição próxima à dos bronzes de estanho comuns, mas o mesmo não ocorre com os bronzes destinados à fabricação de canhões. Estes são soldados com metais de adição compostos por bronze de estanho comum ou por ligas muito diferentes como bronzes de alumínio, por exemplo. Mais recentemente foi desenvolvido um metal de adição para soldar bronzes para canhões que consiste basicamente num bronze de estanho com certas adições de níquel e silício e um teor de fósforo relativamente mais alto.
Soldagem do Cuproníquel (Cu-+i)
Os cuproníqueis comerciais contêm de 10 a 30 % de níquel. Adições de manganês e de ferro podem ser feitas com o intuito de melhorar a resistência à corrosão e à cavitação em certos ambientes, particularmente na água do mar. O cobre e o níquel são mutuamente solúveis em qualquer proporção de composição química e em qualquer temperatura e a adição de ferro e de manganês não afeta substancialmente a microestrutura destas ligas, ou seja, não ocorre a formação de fases secundárias. Estas ligas são utilizadas principalmente na condição de trabalhadas, mas também podem ser fundidas.
O principal problema encontrado na soldagem dos cuproníqueis são aqueles associados à presença de elementos residuais que podem levar ao trincamento do metal de solda e da zona afetada pelo calor, e a porosidade causada pelo aprisionamento de gases. Entretanto, como o trabalho a quente é uma etapa

essencial na fabricação destas ligas, já nesta etapa o fabricante deve minimizar a presença desses elementos residuais para evitar o trincamento a quente durante a laminação a quente. Por esse motivo, raramente ocorrem casos de trincamento no metal de solda devido à presença significativa desses elementos residuais nocivos. Entretanto, ainda é essencial o cuidado para evitar contaminações externas, como as que são causadas por descuido na manipulação e na limpeza das peças a serem soldadas. Sem esses cuidado poderia ocorrer contaminação por enxofre e chumbo proveniente de óleos e camadas de tinta aderidos à superfície das peças. Os cuproníqueis são particularmente susceptíveis à absorção de oxigênio, hidrogênio e nitrogênio na poça de solda fundida. A porosidade surge como conseqüência do aprisionamento do gás no metal em solidificação, e a oxidação pode ser evitada pelo uso de desoxidantes no metal de adição. Por esse motivo, a soldagem autógena de cuproníquel quase sempre resultará em juntas soldadas porosas. Até o momento o titânio é o elemento desoxidante mais poderoso encontrado nos metais de adição usados para soldagem de cuproníquel, juntamente com o manganês. Estão disponíveis comercialmente dois tipos de metal de adição com teores de níquel de 10 e de 30 %, respectivamente.
Metais de adição estão disponíveis para a soldagem MIG e TIG dos cuproníqueis, e embora seja comum selecionar um metal de adição com composição química próxima à do metal base, a soldagem de ligas com baixo teor de níquel usando metais de adição com 30 % de níquel pode apresentar vantagens, principalmente no que se refere á melhoria de propriedades mecânicas. Entretanto, esse procedimento deve ser adotado com certo cuidado, uma vez que há uma significativa diferença de intervalo de solidificação entre essas ligas e isso pode levar, em caso de restrições físicas á solidificação, ao trincamento nos contornos de grão parcialmente fundidos na zona afetada pelo calor após a solidificação do cordão de solda depositado. Embora freqüentemente o argônio seja usado como proteção gasosa, o hélio pode oferecer algumas vantagens, particularmente quando a peça é muito espessa. No caso de soldagem TIG usa-se corrente contínua com polaridade negativa, tanto com argônio quanto com hélio. O processo TIG é o mais adequado para a soldagem de chapas, placas e tubos com até 6 mm de espessura. No caso da soldagem de tubos o processo TIG é aplicado para produzir um passe de raiz controlado, completando-se a solda nos passes subseqüentes com o processo de soldagem MIG manual. Tanto no processo TIG quanto no processo MIG, devem ser evitadas velocidades de soldagem excessivas que possam causar falhas na proteção gasosa. A soldagem de peças como tubulações necessita do uso de uma proteção traseira de argônio, para evitar a contaminação atmosférica do pé do cordão de solda e assim produzir uma solda de boa qualidade.
Soldagem do Latão (Cu-Zn) e da Alpaca (Cu-Zn-+i)
Do ponto de vista de soldagem os comportamentos do latão e da alpaca são muito semelhantes. As alpacas podem ser consideradas latões com substanciais adições de níquel. Ambos os grupos de ligas podem conter chumbo com o objetivo de melhorar a usinabilidade, e assim, como ocorre com os bronzes de estanho, a soldagem dessas ligas pode ser complicada. Do ponto de vista de soldabilidade os latões podem ser considerados em três grupos principais: 1) Latão com alumínio (Cu-22Zn-2Al); 2) Latão do almirantado (Cu-29Zn-1Sn); 3) Latão Naval (Cu-36,75 Zn – 1,25 Sn). Sob ponto de vista semelhante, as alpacas podem ser consideradas em três grupos principais: 1) Alpacas monofásicas (alfa) contendo até 65 % de cobre e 20 % de níquel (zinco remanescente); 2) Alpacas bifásicas (alfa + beta) contendo até 47 % de cobre, 25 % de níquel (zinco remanescente geralmente com até 2, 5 % de chumbo para melhorar a usinabilidade); 3) Alpacas de fundição contendo até 65 % de cobre, 25 % de níquel (zinco remanescente com até 9 % de chumbo). Os comentários sobre a soldagem do latão aplicam-se igualmente à soldagem dos cuproníqueis.
Por causa da evolução de vapores de zinco a soldagem de qualquer liga contendo zinco é complicada. Entretanto, a soldagem com proteção gasosa pode minimizar a volatilização do zinco, devendo também ser considerada a possibilidade de soldar com metal de adição com composição química diferente da do metal base, pois isso reduziria o risco de formar uma camada de óxido refratário sobre a superfície da poça de fusão. Sob esse ponto de vista metais de adição com composição ideal seriam os bronzes de silício e de alumínio. Contudo, ao se soldar com esse tipo de metal de adição deve se trabalhar com corrente alternada no caso de processo TIG com proteção d argônio, de modo a garantir o necessário efeito de limpeza do arco.
Também há certo risco de trincamento na zona afetada pelo calor se o metal de adição com composição diferente se solidificar antes do metal base. Isso pode ser evitado por meio de um resfriamento lento e sem perturbações desde as temperaturas de soldagem, para assegurar solidificação completa de ambos os metais de solda e metal base. A soldagem TIG com bronze de alumínio e proteção gasosa com argônio requer o uso de corrente alternada devido à formação de óxido de alumínio na poça de fusão durante a soldagem.
Latões com teor de zinco muito baixo (até cerca de 3 % de zinco) podem ser úteis em certas aplicações como substitutos do cobre desoxidado com fósforo. A volatilização de zinco é pequena nessas ligas e excelentes resultados são obtidos com o processo TIG tanto com o uso de argônio quanto hélio como proteção gasosa. O nitrogênio não deve ser usado com essa finalidade. A maior vantagem sobre o cobre desoxidado com fósforo no caso de soldagem de chapas com pequenas espessuras é a possibilidade de soldagem autógena, por causa das características desoxidantes da adição de zinco.
Soldagem dos Cobres Ligados e das Ligas de Cobre Endurecíveis por Precipitação
• Cobre-Cádmio
O trabalho a frio do cobre-cádmio pode resultar em propriedades mecânicas muito boas, estando o cádmio presente inteiramente em solução sólida e conferindo resistência ao amolecimento em temperaturas moderadamente elevadas. Como o aumento de dureza é obtido por encruamento (deformação plástica a frio), evidentemente a soldagem elimina esse ganho de dureza e assim tanto o metal de solda quanto a zona afetada pelo calor apresentarão menor resistência mecânica do que o metal base. Por esse motivo raramente o cobre cádmio é soldado por fusão. A característica do cádmio como elemento muito tóxico também dificulta a operação de soldagem, pois os vapores de cádmio são muito nocivos à saúde do operador. As soldas feitas com esse tipo de material apresentam elevada porosidade e grande diminuição de dutilidade e de resistência mecânica simultaneamente. Como metal de adição o cobre desoxidado com boro tem sido usado com sucesso na soldagem de ligas cobre-cádmio.
• Cobre-Zircônio
As ligas de cobre-zircônio em geral contém até 0,15 % de zircônio e até certo ponto podem ser endurecidas por precipitação. A dureza máxima é obtida após deformação a frio seguida de envelhecimento, e assim não pode ser mantida com a soldagem. Assim, o metal de solda e a zona afetada pelo calor apresentarão propriedades mecânicas inferiores às do metal base e estas não podem ser recuperadas por tratamento térmico pós-soldagem. Estas ligas são soldadas com metal de adição com composição química bem próxima à do metal base e o zircônio presente também age como um eficiente agente desoxidante. Entretanto, a possibilidade de ocorrer trincamento a quente não deve ser descartada, uma vez que em condições de resfriamento fora do equilíbrio termodinâmico pode se formar um eutético Cu-Zn de baixo ponto de fusão.
• Cobre-Berílio
Cu-Be com alto teor de berílio As ligas cobre-berílio de alto teor contêm normalmente de 1,7 a 1,9 % de berílio com pequenas adições (da ordem de 0,25 %) de cobalto ou níquel para possibilitar um envelhecimento controlado. Estas ligas são endurecíveis por precipitação e caracterizadas por elevada dureza, resistência mecânica, á fadiga e ao desgaste, além de apresentarem considerável resistência à corrosão. Os avanços tecnológicos nos processos de soldagem podem tornar estas ligas adequadas a aplicações estruturais na indústria química, porém a evolução dos vapores tóxicos de berílio durante a soldagem por fusão convencional requer precauções adicionais. Como no caso de todas as ligas termicamente tratadas surgem dificuldades durante a soldagem por fusão, de modo que deve ser aplicado um tratamento térmico pós-soldagem para possibilitar recuperação das propriedades do material e a homogeneização da microestrutura da zona afetada pelo calor e do metal de solda. Estas ligas Cu-Be apresentam condutividade térmica equivalente a cerca de 25 % da condutividade térmica

do cobre comercialmente puro, o que favorece a operação de soldagem sob esse ponto de vista. Entretanto, pode ser necessário certo pré-aquecimento no caso de peças com grande espessura.
Quando a peça a ser soldada apresenta pequena espessura a zona afetada pelo calor tende a ser estreita e o material apresenta elasticidade suficiente para acomodar as tensões de origem térmica que surgem durante o ciclo de soldagem. Sendo assim, o material fino pode ser soldado sem dificuldade tanto na condição de trabalhado a frio quanto na condição de envelhecido. Em materiais mais espessos as tensões térmicas não são acomodadas tão facilmente e pode ocorrer trincamento tanto no metal de solda quanto na zona afetada pelo calor. Nesse caso é recomendável soldar o material na condição de superenvelhecimento, pois assim o material estará mais macio devido ao coalescimento dos precipitados e não endurecerá sem tratamento de solubilização posterior. Por outro lado, a soldagem do material solubilizado é complicada devido à precipitação diferenciada na zona afetada pelo calor durante a operação de soldagem.
Em todos os casos o tratamento térmico pós-soldagem deve ser realizado como uma operação em duas etapas, envolvendo uma nova solubilização e novo envelhecimento de modo a se obter propriedades razoavelmente uniformes ao longo de toda a área de solda. Evidentemente o metal de solda manterá uma microestrutura bruta de fusão, porém as propriedades mecânicas serão apenas um pouco inferiores às do metal base.
Devido à formação de camadas de óxidos refratários os processos de soldagem com proteção gasosa são os únicos que permitem resultados favoráveis. Tanto o processo TIG quanto o processo MIG são adequados com o uso de metal de adição com composição química semelhante à do metal base. A proteção com argônio é a ideal no caso de soldagem TIG de materiais com espessura de até 6 mm com corrente alternada para garantir a limpeza da poça de fusão, ao passo que o mesmo tipo de liga é soldada pelo processo MIG com espessuras maiores, de até 50 mm. O pré-aquecimento deve ser evitado sempre que possível, mas pode ser necessário para peças mais espessas. As temperaturas de pré-aquecimento devem ficar entre 100 e 200 ºC. O uso de gás inerte na parte posterior da solda protege a penetração do cordão, reduzindo a formação de camadas de óxidos refratários e promovendo fusão adequada. Cu-Be com baixo teor de berílio Estas ligas com baixo teor contêm tipicamente 0,4 a 0,6 % de berílio e 2,5 % de cobalto ou níquel. Também são ligas endurecíveis por precipitação, porém, ao contrário das ligas Cu-Be de alto teor, nas ligas de baixo teor os precipitados endurecedores são compostos intermetálicos de cobalto e berílio ou de níquel e berílio. Estas ligas apresentam propriedades mecânicas inferiores às encontradas nas ligas de alto teor, porém condutividade elétrica mais elevada, podendo ser usadas na fabricação de molas, diafragmas e eletrodos e garras para soldagem por resistência elétrica. Como no caso das ligas de alto teor, as de baixo teor também são usadas nas condições de fundidas e de trabalhadas.
As ligas de baixo teor apresentam várias características em comum com as de alto teor, no que diz respeito à soldabilidade, necessitando também de tratamentos térmicos pós-soldagem. Como apresentam condutividade térmica superior à das ligas de alto teor, a soldagem das ligas de baixo teor geralmente é mais difícil. Em geral as ligas de baixo teor são soldadas com metais de adição com composição química significativamente diferente, com o objetivo de evitar trincamento a quente, sendo usado como metal de adição geralmente ligas Cu-Be de alto teor. Como as condições de tratamento térmico ideais para otimização de dureza variam de um tipo de liga (baixo teor) para as de outro tipo (alto teor), o tratamento térmico de envelhecimento deve ser balanceado para obter propriedades mecânicas razoáveis tanto no metal base (baixo teor) como no metal de solda e na zona termicamente afetada que resultam do uso de um metal de adição diferente (alto teor).
Do mesmo modo, para as ligas de baixo teor a soldagem de peças espessas também é mais fácil quando a liga se encontra na condição superenvelhecida, mas o tratamento térmico pós-soldagem subseqüente na faixa de temperaturas de 850 a 900 ºC pode resultar na fusão de fases metaestáveis presentes no metal de adição com alto teor de berílio através do resfriamento rápido durante a soldagem. Esse risco pode ser minimizado
por meio de um tratamento de homogeneização entre 800 e 850 ºC antes da solubilização. Com um bom ajuste do tratamento térmico pós-soldagem é possível obter boas propriedades mecânicas tanto no metal base quanto no metal de solda.
Os processos de soldagem a arco elétrico com proteção gasosa podem ser aplicados de modo similar aos que são aplicados para ligas de alto teor de berílio, mas deve se dar maior atenção ao pré-aquecimento por causa da alta condutividade térmica.
• Cobre-Cromo
Essas ligas Cu-Cr contêm de 0,5 a 1,0 % de cromo e são endurecíveis por precipitação, atingindo boas propriedades mecânicas e mantendo boa condutividade elétrica. Produtos fundidos e trabalhados destas ligas são usados numa ampla variedade de aplicações que exijam resistência mecânica moderada e alta condutividade elétrica.
Estas ligas apresentam tendência de fragilidade a quente num amplo intervalo de temperaturas. A presença de impurezas, mesmo em pequenos teores, favorece a formação de camadas frágeis nos contornos de grãos. Isso provavelmente causa trincamento durante a soldagem e, do mesmo modo que ocorre com as ligas cobre-berílio, é recomendável que a peça seja soldada na condição superenvelhecida quando a região de solda é submetida a restrições físicas. Estas ligas possuem elevada condutividade térmica na condição envelhecida, necessitando de pré-aquecimento no caso de peças mais espessas. Após a soldagem deve ser realizado um tratamento térmico completo de solubilização e envelhecimento.
Devido à formação de óxidos refratários, a soldagem sempre deve ser feita por arco elétrico com proteção gasosa para se obter bons resultados, e no caso da soldagem TIG geralmente é usada corrente alternada e argônio como gás protetor para evitar dificuldades decorrentes da formação de camadas de óxidos. Geralmente se utiliza metal de adição com composição química bem próxima à do metal base. O processo MIG também é usado quando se necessita de maiores velocidades de soldagem e maior deposição de metal de solda, principalmente em seções mais espessas. A soldagem TIG com hélio como gás protetor também pode ser usada com corrente contínua e polaridade negativa para melhorar as condições de soldagem [7]. b) Corrosão O cobre comercialmente puro e as ligas de cobre são muito usados em diversos ambientes e aplicações por causa de sua excelente resistência à corrosão, combinada com outras propriedades desejáveis como alta condutividade térmica e elétrica, facilidade de fabricação por diferentes processos, uma grande amplitude de valores de propriedades mecânicas que podem ser obtidos e a resistência à degradação por agentes biológicos. O cobre sofre corrosão, porém em taxas muito reduzidas, no ar não poluído, na água e na presença de ácidos não oxidantes em ambientes não areados. Artefatos de cobre enterrados por milênios apresentam-se em condições bem razoáveis como materiais pouco usados, e telhados de cobre em atmosfera rural sofreram corrosão em taxas inferiores a 0,4 mm em 200 anos. As ligas de cobre resistem a muitas soluções salinas, alcalinas e substâncias químicas orgânicas. Entretanto, o cobre é suscetível a um ataque muito mais rápido por ácidos oxidantes, sais oxidantes de metais pesados, enxofre, amônia (NH3) e alguns compostos de enxofre e de amônia. A resistência a soluções ácidas depende principalmente do grau de severidade das condições oxidantes na solução. A relativa facilidade de reação do cobre com o enxofre e sulfetos para formar sulfetos de cobre (CuS e Cu2S) impede a utilização do cobre e das ligas de cobre em ambientes contendo enxofre ou seus compostos.
O cobre e suas ligas apresentam excelente comportamento em serviço nas seguintes aplicações:
- Aplicações que exigem resistência à exposição à atmosfera, como o uso em telhados na construção civil e outros usos arquitetônicos como maçanetas de portas, por exemplo.
- Encanamentos e tubulações de água que necessitem de elevada resistência à corrosão causada por vários tipos de águas e solos.
- Aplicações navais, como por exemplo tubulações de água fresca e de água salgada, trocadores de calor, condensadores, válvulas, nas quais o material deve resistir ao ataque da água salgada, de depósitos de sais hidratados e de agentes biológicos.
- Trocadores de calor e condensadores em serviço marítimo, usinas de energia a vapor e componentes usados na indústria química em contato com produtos orgânicos e inorgânicos.
- Fiação elétrica, hardware, conectores, circuitos impressos e dispositivos eletrônicos em geral, que necessitam de uma boa combinação de condutividade térmica e elétrica com boas propriedades mecânicas.
A oxidação do cobre leva à formação do óxido cuproso (Cu2O), que se forma de acordo com a seguinte reação: 4Cu + O2 „³ 2Cu2O.
Efeito dos Elementos de Liga na Resistência à Corrosão do Cobre
O cobre comercialmente puro e os chamados cobres ligados apresentam excelente resistência à corrosão causada por águas salgadas e por agentes biológicos, mas são suscetíveis à corrosão-erosão causada por águas em movimento com altas velocidades. O processamento mecânico com o objetivo de melhorar a resistência mecânica de cobres ligados também aumenta sua resistência à corrosão-erosão, sem prejudicar sensivelmente sua condutividade térmica e elétrica e sua resistência á corrosão atmosférica.
Os latões com teores de zinco de até 15 % apresentam satisfatória resistência à corrosão causada por soluções aquosas, mas acima desse teor podem sofrer dezincificação, que é um ataque corrosivo preferencial que leva à oxidação e eliminação do zinco presente no latão, que assim assume coloração mais avermelhada em determinados locais. Soluções salinas mesmo com velocidade moderada, água salobra e soluções suavemente ácidas já são suficientes para levar à dezincificação do latão. Do mesmo modo, a susceptibilidade á corrosão sob tensão também é dependente do teor de zinco do latão, sendo mais acentuada nos latões com mais alto teor de zinco (15 % ou mais). A corrosão sob tensão praticamente não ocorre no cobre comercialmente puro.
Elementos de liga adicionados com o objetivo de aumentar a usinabilidade, como o chumbo, ou a resistência mecânica, como berílio, telúrio, cromo, fósforo e manganês, praticamente não têm efeito, ou têm um efeito muito limitado sobre a resistência sobre a resistência à corrosão do cobre comercialmente puro e dos latões. Os latões com estanho possuem resistência à corrosão significativamente maior do a dos latões binários (Cu-Zn), principalmente melhor resistência à dezincificação, devido à presença do estanho como elemento de liga em teores significativos. É o caso do latão do almirantado (C443), modificação do latão para cartuchos (C280) ao qual 1 % de estanho é adicionado, e do latão naval (C464), modificação do metal de Muntz (C280) ao qual 0,75 % de estanho é adicionado. Outros elementos em menor escala podem ser adicionados ao latão para aplicações navais, como o níquel e o chumbo.
Os latões (Cu-Zn-Al) e bronzes de alumínio (Cu-Al) se beneficiam, no que se refere à resistência à corrosão, pela formação da camada passivada protetora de alumina (Al2O3) que impede o prosseguimento da corrosão. O uso de inibidores, como arsênico, fósforo e antimônio evita a dezincificação nos latões.
Os bronzes fosforosos apresentam boa resistência à corrosão causada por águas salgadas em movimento e pela maioria dos ácidos não oxidantes, exceto o ácido clorídrico (HCl). Ligas contendo 8 a 10 % de estanho apresentam alta resistência à corrosão associada ao impacto de partículas e gotas. Os bronzes fosforosos são muito menos suscetíveis à corrosão sob tensão do que os latões são tão resistentes ao ataque pelo ácido sulfúrico quanto o cobre comercialmente puro. De um modo geral os bronzes também resistem bem à corrosão causada por agentes biológicos. Os cuproníqueis se constituem no grupo de ligas de alumínio com maior resistência à corrosão,
principalmente o cuproníquel C715 (70% de cobre e 30 % de níquel), que apresenta a maior resistência à corrosão aquosa, embora muitas vezes o cuproníquel C706 (10 de níquel) seja preferido por apresentar resistência à corrosão ainda muito boa, porém com menor custo do que o C715. São ligas que apresentam resistência à corrosão causada por soluções ácidas em nível superior à do cobre comercialmente puro e à das outras ligas de cobre, além de uma elevada resistência à corrosão sob tensão e à corrosão associada ao impacto de partículas e gotas.
As alpacas apresentam boa resistência à corrosão causada por água fresca e por água salgada. O elevado teor de níquel inibe a dezincificação. Alpacas como a C752 e C770 são muito mais resistentes à corrosão em soluções salinas do que latões com teores de zinco semelhantes.
Os bronzes de silício (Cu-Si) em geral apresentam resistência à corrosão semelhante à do cobre comercialmente puro, mas possuem melhores propriedades mecânicas e soldabilidade superior. As ligas Cu-Si são muito mais resistentes à corrosão sob tensão que os latões comuns. Os bronzes de silício são suscetíveis à fragilização por vapor em alta pressão e devem ser testados para comprovar adequação ao serviço em ambiente agressivo antes de serem especificados para a fabricação de componentes usados em altas temperaturas.
Os bronzes de alumínio (Cu-Al) contendo de 5 a 12 % de alumínio possuem excelente resistência à corrosão pelo impacto de partículas e gotas e à oxidação em alta temperatura. Resistem bem à abrasão mecânica e ao ataque químico de soluções de sulfetos. Quando o teor de alumínio é inferior a 8 % a liga é monofásica e resiste bem à maioria dos tipos de ataques corrosivos, porém acima de 8 % de alumínio a liga é bifásica (fases alfa e beta) em alta temperatura (565 ºC ou acima) e o resfriamento rápido mantém estas fases à temperatura ambiente. Entretanto, o aquecimento posterior a temperaturas intermediárias (entre 320 e 565 ºC) leva á decomposição da fase beta numa mistura eutetóide de fases alfa e gama 2 de aspecto lamelar ou nodular. A fase beta já é menos resistente á corrosão do que a fase alfa e a microestrutura eutetóide (alfa + gama 2) é ainda menos resistente á corrosão.
Em alguns ambientes particularmente agressivos a fase beta e o eutetóide podem ser atacados de modo seletivo semelhante à dezincificação dos latões. Um tratamento térmico adequado envolvendo aquecimento em alta temperatura, resfriamento rápido e revenimento em temperaturas intermediárias aplicado a ligas bifásicas como C624 e C954, por exemplo, resulta numa microestrutura de fase beta revenida com cristais novamente precipitados de fase alfa, uma combinação que apresenta resistência á corrosão superior à das ligas normalmente recozidas.
Pequenas partículas de formato arredondado ou rosetado, e ricas em ferro, aparecem na microestrutura de bronzes de alumínio quando o teor de ferro é superior a 0,5 %. Estas partículas às vezes conferem um aspecto de corrosão, mas não apresentam efeito comprovado nas taxas de corrosão. Os bronzes de alumínio contendo níquel apresentam uma microestrutura mais complicada, incluindo a fase K. O níquel parece alterar as características de corrosão da fase beta, conferindo maior resistência à perda de elementos de ligas e à corrosão por cavitação causada pela maioria dos líquidos. Para as ligas C632 e talvez C958 tratamentos térmicos de solubilização, resfriamento rápido e revenido em temperaturas intermediárias podem aumentar a resistência à perda de elementos de liga. A liga C957, contendo alto teor de manganês, apresenta resistência à corrosão inferior à das ligas C955 e C958, que possuem menores teores de manganês e maiores teores de alumínio.
Os bronzes de alumínio em geral são adequados para serviço em ambientes contendo ácidos minerais não oxidantes, como os ácidos fosfórico (H3PO4), sulfúrico (H2SO4) e clorídrico (HCl), ácidos orgânicos, como o láctico e o acético (CH3COOH) e oxálico, soluções salinas neutras como as de cloreto de sódio (NaCl), hidróxido de potássio (KOH) e hidróxido de amônia anidro (NH4OH), vários tipos de águas naturais, incluindo água do mar, água salobra e águas potáveis. Entretanto, o uso dessas ligas deve ser evitado em alguns ambientes, como os que contêm ácido nítrico (HNO3), alguns sais metálicos como cloreto férrico (FeCl3) e ácido crômico (H2Cr2O4), hidrocarbonetos cloretados e úmidos e HN3 úmido. A aeração pode resultar em corrosão acelerada em muitos meios aparentemente compatíveis. A exposição a elevadas tensões trativas em ambientes contendo NH3 pode resultar em corrosão sob tensão. Em alguns ambientes a corrosão

pode reduzir o limite de resistência à fadiga em até 25 a 50 % do valor obtido em condições ambientais normais [8].
Referências bibliográficas
[1] - Gomes, M.R. & Bresciani Filho, E. - "Propriedades e Usos de Metais Não-ferrosos", ed. ABM, São Paulo, 1987, capítulo 3. [2] - Brooks, C.R. - "Heat Treatment, Structure and Properties of Nonferrous Alloys", ed. ASM, Metals Park, 1988, capítulo 8. [3] - Butts, A. - "Copper, the Science and Technology of the Metal, its Alloys and Compounds", ed. Reinhold Publishing Corporation, New York, 1954, 3 th printing 1960. [4] - Philips, A. - "Metais e Ligas Não Ferrosas", Instituto Militar de Engenharia (IME), Rio de Janeiro, 1971. [5] - Metalurgia do Pó, Vicente Chiaverini, ABM, 4ª edição, São Paulo, 2001, páginas 294 a 296.
[6] - Burke, J.E.; Kenyon, R.L., Burghoff, H.; Hobbs, J.T.; "Grain Control in Industrial Metallurgy", American Society for Metals (ASM), Cleveland, Ohio, USA, 1949, p.158 - 208.
[7] – Dawson, R.J.C. – “Fusion Welding and Brazing of Copper and Copper Alloys”, Newnes-Butterworths, London, 1973, capítulos 2 e 3, p.14-42.
[8] – Metals Handbook, 9 th edition, Volume 13 – Corrosion, ASM, Metals Park, Ohio, USA, 1987, Corrosion of Copper and Copper Alloys, p.610-611.
Resumo: Cobre e suas ligas
Definição O Cobre e suas ligas são o terceiro metal mais utilizado no mundo, perdendo apenas para os aços e para o alumínio e suas ligas. Suas principais características são as elevadas condutividades elétrica e térmica, boa resistência à corrosão e facilidade de fabricação, aliadas a elevadas resistências mecânica e à fadiga. Sua densidade é de 8,94 g/cm³, um pouco acima da do aço, e sua temperatura de fusão é de 1083 ºC.
Produção eletrolítica do cobre
Classificação Existem vários tipos de liga de cobre. Os elementos de liga são adicionados ao cobre com o intuito de melhorar a resistência, a ductilidade e a estabilidade térmica, sem causar prejuízos à formabilidade, condutividades elétrica e térmica e resistência à corrosão característicos do cobre. As ligas de cobre apresentam excelentes ductilidade a quente e a frio, ainda que um pouco inferiores às do metal puro. As grandes ligas de cobre são divididas nos grandes grupos listados abaixo:
� Cobre comercialmente puro; � Ligas de alto teor de cobre; � Latões; � Bronzes; � Ligas de Cobre-níquel; � Ligas de Cobre-níquel-zinco;
Qualidade As ligas de cobre podem ser encontradas como produtos trabalhados mecanicamente, fundidos e metalurgia do pó. Entre os produtos trabalhados estão os arames, planos (placas, chapas, tiras e folhas), tubos, fio-máquinas, perfis extrudados e forjados. Já os produtos fundidos podem ser produzidos por vários métodos, tais como em areia, contínua, centrífuga, sob pressão, cera perdida, gesso e coquilha.
Bobinas e tubos de cobre
Sistema de classificação O sistema de classificação unificado do UNS divide o cobre em dois tipos: ligas trabalhadas e ligas fundidas.
Ligas trabalhadas
Ligas fundidas
Aplicações O Cobre e suas ligas encontram aplicações nos mais diversos setores: construção civil, elétrica, automobilística, arquitetura, eletro-eletrônica, mecânica, objetos decorativos, bélica, mineração, construção naval e exploração petrolífera, entre outras.
Exemplos de aplicação do cobre
Liga Classificação UNS Composição Cobre comercialmente puro C80100 – C81100 > 99% Cu Ligas de alto teor de cobre C81300 – C82800 > 94% Cu
Latões vermelhos ao chumbo C83300 – C85800 Cu-Zn-Sn-Pb (75-89% Cu) Latões amarelos ao chumbo C85200 – C85800 Cu-Zn-Sn-Pb (57-74% Cu)
Bronzes ao chumbo e ao manganês C86100 – C86800 Cu-Zn-Mn-Fe-Pb Bronzes e latões ao silício C87300 – C87900 Cu-Zn-Si
Bronzes ao estanho e ao chumbo C90200 – C94500 Cu-Sn-Zn-Pb Bronzes ao níquel e ao estanho C94700 – C94900 Cu-Ni-Sn-Zn-Pb
Bronzes ao alumínio C95200 – C95810 Cu-Al-Fe-Ni Cobre-níquel C96200 – C96800 Cu-Ni-Fe Níquel prata C97300 – C97800 Cu-Ni-Zn-Pb-Sn
Cobres ao chumbo C98200 – C98800 Cu-Pb Ligas especiais C99300 – C99750 -
Liga Classificação UNS Composição Cobre comercialmente puro C10100 – C15760 > 99% Cu Ligas de alto teor de cobre C16200 – C19600 > 96% Cu
Latões C20500 – C28580 Cu-Zn Latões ao chumbo C31200 – C38590 Cu-Zn-Pb Latões ao estanho C40400 – C49080 Cu-Zn-Sn-Pb
Bronzes C50100 – C52400 Cu-Sn-P Bronzes ao Fósforo e ao Chumbo C53200 – C54800 Cu-Sn-Pb-P
Cobres ao fósforo e prata C55180 – C55284 Cu-P-Ag Bronzes ao alumínio C60600 – C64400 Cu-Al-Ni-Fe-Si-Sn
Bronzes ao silício C64700 – C66100 Cu-Si-Sn Outras ligas Cobre-zinco C66400 – C69900 Cu-Zn
Cobres ao níquel C70000 – C79900 Cu-Ni-Fe Alpaca C73200 – C79900 Cu-Ni-Zn

COBALTO

Metalurgia Física, Propriedades e Aplicações
O cobalto é um metal com características e propriedades muito próximas às do níquel, porém com maior resistência mecânica e um custo ainda mais alto. A resistência à corrosão do cobalto também é elevada. À temperatura ambiente a estrutura cristalina do cobalto é hexagonal compacta, porém a 417 ºC o cobalto sofre transformação alotrópica, tornando-se cúbica de face centrada (CFC), porém a transformação inversa (formação da fase hexagonal abaixo de 417 ºC) é lenta. Entretanto, a presença de níquel e carbono a partir de determinados teores pode fazer com que a liga de cobalto se apresente com estrutura cristalina cúbica estável em temperaturas de trabalho, ou seja, em altas temperaturas, da ordem de 760 a 980 ºC, ou mesmo à temperatura ambiente. È importante ressaltar que, para certos tipos de aplicações, a estabilidade da fase cúbica à temperatura ambiente é um fator importante, pois proporciona à liga maior resistência ao choque térmico. È muito indicado para aplicações especiais, que exijam elevada resistência à corrosão, propriedades magnéticas, resistência ao desgaste e resistência mecânica em altas temperaturas. Além disso, por apresentar biocompatibilidade, algumas ligas de cobalto (do sistema Co-Cr) podem ser utilizadas na fabricação de implantes cirúrgicos ortopédicos.
O cobalto é também usado como elemento de liga em superligas, ligas magnéticas, ligas de níquel, ligas de cobre, metal duro e aços ferramenta.
Algumas propriedades físicas do cobalto puro: número atômico: 27, massa atômica: 58,93, densidade (massa específica: 8,83 g/cm3), ponto de fusão: 1495 ºC, condutividade térmica: 69,04 W/m.K, resistividade elétrica: 52,5 nanoohm.m, condutividade elétrica: 28 % IACS [1-3].
Classificação das Ligas de Cobalto
As ligas de cobalto são classificadas de acordo com o tipo de aplicação em função de uma determinada característica principal: a) Ligas resistentes ao calor; b) Ligas resistentes ao desgaste; c) Ligas resistentes à corrosão; d) Ligas magnéticas.
As ligas resistentes ao calor incluem as tradicionais superligas, um amplo grupo que além de incluir ligas à base de níquel, mais conhecidas, inclui também ligas à base de cobalto e as ligas à base de ferro. Essas ligas, além de resistirem ao calor, devem apresentar também elevadas resistência ao desgaste e à corrosão em meios muito agressivos. Apresentam como principais elementos de liga o cromo, o molibdênio, o tungstênio, o nióbio, o titânio, o alumínio e o carbono. Cada um desses grupos de superligas pode ser subdividido em dois subgrupos: a) Ligas endurecidas por solução sólida; b) Ligas endurecidas por solubilização e precipitação.
No que se refere aos processos de fabricação usados para produzir essas ligas, elas podem ser trabalhadas mecanicamente por deformação plástica (operações de conformação mecânica) e também destinadas à fabricação de peças por metalurgia do pó e fundição. Também podem ser submetidas a processos de revestimentos duros na superfície. As superligas de cobalto recebem denominações de marcas comerciais como Stellite, Tribaloy e Haynes, mas também designações alfanuméricas, como AR-213, MP-159 e MP-35N. As ligas Tribaloy se destacam por sua elevada resistência ao desgaste.
As ligas magnéticas moles Co-Fe também recebem denominações comerciais, do tipo Permeador, assim como as ligas Ni-Fe chamadas Permealloy e outras. Ligas à base de cobalto para aplicações em ímãs permanentes são conhecidas por diferentes marcas comerciais, como Alnico, Cunico, Vicalloy, Remalloy e Lodex. [1].
Composição Química e Propriedades
• Superligas
Além dos elementos básicos, como Fe, Ni e Co (porém nem sempre os três elementos conjuntamente), as superligas apresentam geralmente altos teores de cromo (da ordem de 10 a 25 %) com o objetivo de proporcionar alta resistência à oxidação e à corrosão em temperaturas elevadas. Os demais elementos de liga atuam no sentido de colaborar para o aumento da resistência mecânica (principalmente da resistência à fluência) e da resistência ao desgaste.
Os principais mecanismos de endurecimento que atuam nas superligas de cobalto, assim como nas demais superligas, são: o endurecimento por solução sólida, o endurecimento por precipitação (envelhecimento) e o endurecimento causado pela dispersão de partículas (de óxidos, de carbetos, de carbonitretos e de outros compostos) na matriz metálica.

Em geral as propriedades das ligas de cobalto são superiores às das ligas de níquel, que por sua vez são superiores às das ligas de ferro, porém o custo de aquisição dessas ligas decresce de modo análogo, ou seja, as superligas de cobalto são as mais caras. A principal diferença entre as ligas de cobalto e as ligas de níquel reside no fato de que as ligas à base de cobalto resistem melhor à ação corrosiva de alguns compostos de enxofre e outras substâncias muito agressivas, que podem estar presentes em gases de exaustão de certas máquinas térmicas.
Os elementos presentes nas ligas de cobalto podem ser divididos de acordo com suas respectivas funções: a) Nióbio, cromo, níquel, tungstênio e tântalo: endurecem a superliga por solução sólida; b) Níquel: estabiliza a fase cúbica de face centrada (CFC) como matriz; c) Titânio, molibdênio e tungstênio: formam carbetos. Obs.: o cromo também pode formar carbetos, mas sua principal função é proporcionar boa resistência á corrosão, o que só ocorre se estiver em solução sólida; d) Carbono e nitrogênio: proporcionam a formação de carbetos e carbonitretos, os quais restringem o crescimento de grão em altas temperaturas, contribuindo para manter boa resistência mecânica nessas temperaturas; e) Alumínio, molibdênio, titânio, tungstênio e tântalo: formam fases intermetálicas que endurecem a liga por precipitação; f) Alumínio e cromo: ao permitir a formação de uma camada passivada de óxidos (Al2O3 e Cr2O3), proporcionam alta resistência à corrosão; g) Lantânio, ítrio e tório: proporcionam aumento de resistência à corrosão em elevadas temperaturas [1]. A composição das superligas de cobalto é mostrada na tabela Co-1 [2].
Tabela Co-1 – Composição Química das Superligas de Cobalto.
Liga C Mn Si Cr �i Co Mo W �b AiResist13 0,45 0,5 --- 21,0 1,0 Bal. --- 11,0 2,0 AiResist213 0,18 --- --- 19,0 --- Bal. --- 4,7 --- AiResist215 0,35 2,0 --- 20,0 15,0 Bal. --- 4,5 ---
Elgiloy 0,15 2,0 --- 20,0 15,0 40,0 7,0 --- --- FSX-414 0,25 1,0 1,0 29,5 10,5 Bal. --- 7,0 --- FSX-418 0,25 1,0 1,0 29,5 10,5 Bal. --- 7,0 --- FSX-430 0,40 --- --- 29,5 10,0 Bal. --- 7,5 --- X-40 0,50 0,50 0,50 25,0 10,0 Bal. --- 7,5 ---
Haynes 150 0,08 0,65 0,75 28,0 3,0 Bal. 1,5 --- --- Haynes 188 0,10 1,25 0,3 22,0 22,0 Bal. --- 14,0 --- Illium X 0,75 --- --- 29,0 --- 55,0 --- 14,0 ---
MAR-M302 0,85 0,10 0,20 21,5 --- Bal. --- 10,0 --- MAR-M322 1,00 0,10 0,10 21,5 --- Bal. --- 9,0 --- MAR-M509 0,60 0,10 0,10 21,5 10,0 Bal. --- 7,0 --- MAR-M918 0,05 0,2 0,2 20,0 20,0 Bal. --- --- --- MP35N --- --- --- 20,0 35,0 35,0 10,0 --- ---
NASA Co-W-Re 0,40 --- --- 3,0 --- Bal. --- 25,0 --- S-816 0,38 1,20 0,40 20,0 20,0 Bal. 4,0 4,0 4,0 V-36 0,27 1,00 0,40 25,0 20,0 Bal. 4,0 2,0 2,0
WF-11, L605, Haynes 25 0,10 1,50 0,50 20,0 10,0 Bal. --- 15,0 --- WF-31 0,15 1,42 0,42 20,0 10,0 Bal. 2,6 10,7 --- WI-52 0,45 0,50 0,50 21,0 1,0 Bal. --- 11,0 2,0 X-45 0,25 1,0 --- 25,5 10,5 Bal. --- 7,0 ---
A resistência ao escoamento destas ligas deve variar entre 445 e 585 MPa a 21 ºC e entre 305 e 400 MPa a 540 ºC, sua resistência à tração a 21 ºC entre 780 e 970 ºC e a 540 ºC entre 570 e 800 MPa [3].
• Ligas Magnéticas
Materiais conhecidos como ligas magnéticas moles apresentam comportamento ferromagnético, com magnetismo residual muito reduzido, além de apresentarem baixa perda de histerese magnética e de corrente induzida, alta permeabilidade magnética, alto nível de indução por saturação magnética e pequena mudança de permeabilidade com a temperatura. As ligas ferro-cobalto, com 35 % de Co atingem um índice de saturação máximo de 42 teslas. De um modo geral as ligas Fe-Co contêm de 25 a 50 % de cobalto para manter baixos níveis de resistividade, de perdas
por histerese, de fragilidade (que se acentua acima de 30 % de Co) e também de custo. Por outro lado, pequenas adições de vanádio melhoram as características de conformação mecânica das ligas que contêm até 50 % de cobalto.
Os materiais magnéticos, com o propósito de serem aplicados como ímãs permanentes, devem apresentar alta resistência no campo desmagnetizante e alto fluxo magnético residual. Este fluxo é estável e não é suscetível ao efeito da temperatura, ao choque mecânico e aos campos desmagnetizantes. Além das ligas Fe-Co, outros sistemas importantes para aplicações magnéticas incluindo cobalto são os das ligas Fe-Ni-Co, Pt-Co e cobalto-terras raras. Nas ligas contendo cobalto, podem aparecer também outros elementos como alumínio, níquel, tungstênio, molibdênio, cobre, vanádio, titânio, cromo, chumbo e antimônio. Há uma ampola variedade de ligas com diferentes denominações comerciais, que podem ser submetidas a diferentes processos de fabricação, como conformação mecânica (laminação e forjamento), fundição e metalurgia do pó (sinterização). O fluxo magnético residual (para campo magnético nulo) é de 4.000 a 19.000 gauss, enquanto as temperaturas máximas de trabalho variam entre 200 e 590 ºC [1].
Propriedades e Aplicações
• Superligas
De um modo geral, os principais objetivos no uso de uma superliga de cobalto consistem alta resistência ao calor (tanto resistência mecânica como resistência à corrosão) em aplicações tais como: componentes de turbinas a gás (tais como discos, aletas, parafusos e eixos), componentes de turbinas a vapor para geração de energia elétrica (mesmos tipos de componentes), componentes de motores alternativos (tipo válvulas de exaustão e assentos de válvulas), equipamentos de processamento de metais (ferramentas e componentes de fornos) e de produtos químicos e petroquímicos (válvulas, parafusos, reatores, tubos e bombas).
As superligas de cobalto mais usadas na indústria são a Haynes 25 e a Stellite 6B. A Haynes 25 é usada em componentes que operam em elevadas temperaturas em turbinas a gás e reatores nucleares, além de diferentes peças que devem resistir ao desgaste. A Stellite 6B, que apresenta maior teor de cromo, caracteriza-se por sua alta resistência à erosão causada por gases aquecidos que escapam de turbinas a vapor ou a gás, podendo também ser utilizada em tubulações que transportam fluidos com partículas em suspensão em altas velocidades e temperaturas [1].
• Ligas Magnéticas
Enquanto as ligas magnéticas à base de ferro e silício são usadas geralmente em motores, geradores e transformadores de potência, as ligas magnéticas moles que contêm cobalto são usadas em outros tipos de equipamentos, mais sofisticados, como núcleos de transformadores eletrônicos (de computadores, de radares, de aparelhos de som e de telefonia). Neste grupo de ligas, as mais utilizadas são a Permendur e a Hiperco.
As ligas para ímãs permanentes mais utilizadas são as do tipo Alnico, que se caracterizam por sua ampla variedade de composições químicas e de aplicações. Num patamar intermediário entre as ligas Alnico e os aços magnéticos estão as ligas Cunico e Vicalloy. Estas ligas são muito usadas em ímãs permanentes dos dínamos para veículos terrestres e espaciais, em motores de corrente contínua, em alto-falantes e em instrumentos para medição de parâmetros elétricos e mecânicos [1].
• Ligas Resistentes ao Desgaste
A maioria das ligas de cobalto em uso atualmente se baseia nas primeiras ligas do tipo Haynes, com modificações basicamente nos teores de carbono e silício. Em relação às atuais ligas Stellite as principais modificações estão nos teores de carbono e de tungstênio, que implicam em modificações na quantidade e no tipo de carbetos formados durante a solidificação. O carbono e o tungstênio deste modo afetam a dureza, a dutilidade e a resistência ao desgaste abrasivo (causado pela presença de partículas duras em contato com superfícies metálicas em movimento relativo). Além de alta resistência ao desgaste abrasivo, ligas de cobalto usadas em aplicações exigindo alta resistência ao desgaste devem ser resistentes ao desgaste deslizante (causado somente pelas superfícies que deslizam em contato entre si) e ao desgaste por erosão (resultante do impacto de pequenas partículas sobre a superfície metálica). Sua dureza deve variar entre 32 e 58 HRC, sua resistência ao escoamento entre 494 e 649 MPa, sua resistência à tração entre 618 e 998 MPa, e seu alongamento entre <1 e 11 % [3].
• Microestrutura
Apesar das similaridades ente o cobalto e o níquel, incluindo a estrutura CFC acima de 417 ºC, em poucas ligas de cobalto se forma a fase gama linha, responsável pelo endurecimento por precipitação em muitas ligas de níquel. Por esse motivo, em temperaturas inferiores a cerca de 900 ºC as ligas de níquel apresentam resistência mecânica
superior à das ligas de cobalto, situação que se inverte acima de 900 ºC, quando a fase gama linha começa a se dissolver, e quando prevalece o efeito dos carbetos que são mais estáveis do que os carbetos que se formam nas ligas de níquel. De um modo geral as ligas de cobalto apresentam teores de cromo da ordem de 20 a 30 %, pouco ou nada de alumínio e titânio, e teores de carbono muito mais altos dos que os das ligas de níquel [2].
• Oxidação
Como no caso das ligas de níquel o principal elemento de liga a conferir boa resistência à oxidação nas ligas de cobalto é o cromo. Nesse sentido, o teor crítico de cromo fica entre 20 e 30 %, sendo que para este teor mais elevado a taxa de oxidação se reduz em quatro ordens de grandeza em relação à taxa de oxidação do cobalto puro. Por exemplo, a liga de cobalto contendo 30 % de cromo consiste na base das ligas de cobalto usadas na fabricação de implantes ortopédicos e dentários. Esta liga é muito resistente à corrosão à temperatura ambiente, devido à formação da camada passivada de óxido de cromo. Por este motivo, a maioria das superligas à base de cobalto apresenta significativos teores de cromo. Embora as ligas cobalto-alumínio mostrem resistência à corrosão ainda superior à das ligas cobalto-cromo, devido à formação da camada passivada de óxido de alumínio, as ligas Co-Al não possuem resistência mecânica suficiente em altas temperaturas. Por outro lado, nas ligas de cobalto contendo 20 % de cromo, ensaiadas em temperaturas entre 900 e 1100 ºC, ao ar e no oxigênio por tempos de até 240 horas, o ferro e o níquel não acarretaram nenhum efeito significativo, ao contrário do manganês, que aumentou a tendência à descamação. Em algumas situações específicas o molibdênio, o vanádio e o tungstênio podem ser nocivos. É importante observar que a resistência à corrosão a quente das ligas Co-Cr em geral não é afetada pela presença de enxofre no gás quente do mesmo modo que ocorre para as ligas à base de níquel. Assim como nas ligas de níquel, o cromo é o elemento chave na resistência à oxidação e os efeitos de outros elementos, adicionados com o objetivo de aumentar a resistência mecânica, devem ser analisados cuidadosamente no que se refere aos seus efeitos em termos de resistência à oxidação e corrosão a quente [2].
Endurecimento das Ligas de Cobalto
• Endurecimento por Solução Sólida
Do mesmo modo como acontece com as ligas de níquel, deve ser analisada a relação entre os diâmetros atômicos do cobalto e dos elementos adicionados como soluto, de modo a ser possível estimar o efeito de endurecimento por solução sólida. Numa primeira análise, o cromo, o tungstênio, o tântalo, o nióbio e o molibdênio parecem ser os elementos mais promissores quanto ao efeito de endurecimento por solução sólida, destacando-se o W e o Mo [2].
• Precipitação da Fase Gama Linha
No caso das ligas s de cobalto, a estequiometria da fase gama linha corresponderia a Co3Al ou Co3Ti. Entretanto, uma análise termodinâmica indica que nos sistemas Co-Al e Co-Ti, não ocorre precipitação da fase gama linha. Porém no sistema Co-Cr-Ti pode se formar a fase gama linha, embora a resistência mecânica obtida seja inferior à das ligas de níquel. Além disso, a fase gama linha nas ligas de cobalto se dissolve em temperaturas mais baixas do que as temperaturas de dissolução da fase gama linha nas ligas de níquel. A liga binária de cobalto contendo 8,5 % de titânio apresenta considerável resistência mecânica, porém a ausência de cromo não permite seu uso em ambientes oxidantes [2].
Efeitos dos Elementos de Liga sobre a Falha de Empilhamento
Adições de elementos de liga influenciam significativamente a energia de falha de empilhamento. O níquel, elemento com estrutura cristalina CFC, estabiliza este tipo de estrutura e aumenta a energia de falha de empilhamento, reduzindo assim a dissociação de discordâncias. Assim como o níquel, o ferro também influi bastante sobre a energia de falha de empilhamento, devido à elevada solubilidade desses elementos no cobalto. Ao contrário, o nióbio apresenta baixa solubilidade no cobalto, o que inviabiliza sua adição no que se refere a essa finalidade. Elementos que apresentam estrutura cúbica de corpo centrado (CCC), como o tungstênio e o molibdênio, reduzem a energia de falha de empilhamento, favorecendo a dissociação de discordâncias, de tal modo que a liga de cobalto torna-se mais dura e menos dútil. Por outro lado, a adição de ferro e de níquel contrabalança este efeito, ao estabilizar a fase CFC e reduzir a dissociação de discordâncias.
As falhas de empilhamento, além de endurecem o material ao dificultar o deslizamento cruzado e, conseqüentemente a movimentação de discordâncias, favorecem a formação de carbetos, ao atuarem com sítios para a nucleação de carbetos. Após envelhecimento forma-se uma fina dispersão de carbetos que contribuem para aumentar a resistência à tração e à fluência [2].
Formação de Carbetos
Nas ligas de cobalto podem se formar vários tipos de carbetos diferentes, dependendo primordialmente da composição química da liga. A adição de elementos de liga deve ser controlada de modo a favorecer a distribuição e a estabilidade dos carbetos, o que melhora as propriedades mecânicas, principalmente em altas temperaturas. Devido ao teor de cromo geralmente alto destas ligas (acima de 20 %), raramente se formam carbetos do tipo M7C3 e M3C2, e, mesmo que estes se formem, logo se decompõem durante o envelhecimento. O teor de cromo mais elevado favorece a formação de carbetos do tipo M23C6, que são os mais comuns neste tipo de liga. A composição química específica do carbeto M23C6 depende da composição química da liga. Entretanto, a adição de elementos como Zr, Ti, Nb e Ta favorece a formação de carbetos do tipo M7C3 e MC (como, por exemplo, o TaC). Por outro lado, a adição de elementos como Mo e V favorecem a formação de carbetos do tipo M6C. Embora o Co não forme carbetos, com os teores de carbono (0,2 a 1,0 %) e cromo (20 a 30 %) encontrados nas ligas de cobalto mais comuns, se formam geralmente carbetos do tipo M23C6.
Na liga Mar-M509, a solubilização a 1275 ºC por 4 horas leva à dissolução da rede de carbetos, e então o principal carbeto presente passa a ser o M6C, embora também estejam presentes carbetos do tipo M23C6. A estabilidade do carbeto M6C é garantida ela presença de tungstênio nesta liga. O envelhecimento por 24 horas a 927 ºC produz grande quantidade de carbetos do tipo M23C6. Alguns estão presentes como plaquetas paralelas aos planos {111} da matriz CFC e outros aparecem como partículas finamente dispersas. Adicionalmente, surge uma fina dispersão de carbetos MC, os quais são muito finos e conseqüentemente de difícil visualização. Os teores de titânio, zircônio e tântalo desta liga garantem a formação de carbetos MC. Esta dispersão fina e complexa de carbetos confere alta resistência à fluência a esta liga. Entretanto, se a liga envelhecida entra em operação a 1095 ºC, após 723 horas os carbetos M23C6 se coalescem sensivelmente. Os finos carbetos MC (principalmente WC), que se precipitaram durante o envelhecimento, reagem com parte do cromo em solução para formar mais carbetos M23C6 e permitir a ressolubilização do tungstênio.
A distribuição de carbetos ideal é a que apresenta tamanho suficientemente pequeno para garantir boa resistência mecânica, mas permitindo também dutilidade suficiente, o que é obtido pela limitação do teor de carbono, que evita a formação de muitos carbetos, e também a formação de uma rede contínua ou semicontínua de carbetos, que também acarretaria efeito nocivo à dutilidade. A principal atividade no sentido de obter uma distribuição adequada de carbetos deve ser o desenvolvimento de tratamentos térmicos adequados a esta finalidade [2].
Formação de Fases Intermetálicas
Do mesmo modo que ocorre nas ligas de níquel, também nas ligas de cobalto podem ser formadas fases TCP (do inglês “topologically close-packed, ou seja, topologicamente compactas)., como as fases sigma e Laves, que também no caso das ligas de cobalto podem causar fragilização e perda de resistência à fluência. Para uma liga de cobalto contendo 30 % de cromo a 1200 ºC a fase gama é estável Entretanto, isso não corre no sistema Co-Cr-Mo quando, além do teor de cromo de 30 %, o teor de molibdênio é elevado e a solubilidade é ainda mais restrita em baixas temperaturas. Assim, o molibdênio aumenta a estabilidade de fases como a sigma em temperaturas mais baixas, em comparação com a influência do níquel.
A formação de fase Laves provoca fragilização na liga, reduzindo a dutilidade. Para um número de vazios de elétrons superior a 2,70 é maior a tendência de formação de fases TCP [2].
Microestrutura de uma Liga Comercial de Cobalto
Quando é feito o resfriamento a partir do estado líquido, forma-se inicialmente a fase CFC gama linha (matriz) em meio ao metal líquido. À medida que o resfriamento prossegue (a temperatura cai) crescem os grãos de fase gama, porém as regiões centrais dos grãos, formadas primeiramente são mais ricas em cobalto e mais pobres em carbono e outros elementos de liga, do que as regiões próximas aos contornos finais do metal solidificado, as quais se formam pouco acima de temperatura eutética. A reação eutética consiste na formação de uma microestrutura bifásica contendo a fase rica em cobalto (de estrutura cristalina CFC) e os carbetos do tipo M23C6.
Adicionalmente, precipitam-se carbetos do tipo M23C6 a partir da fase primária gama por reações no estado sólido, tanto pelo resfriamento lento que se segue à solidificação, quanto pelo reaquecimento que leva à precipitação desses carbetos. A precipitação dos carbetos é mais provável naquelas regiões da fase gama primária mais ricas em carbono e em elementos formadores de carbetos, como o cromo e o tungstênio. Devido à segregação de soluto nos grãos primários de fase gama, as regiões onde se formam preferencialmente os carbetos são aquelas que se solidificaram por último e que são imediatamente adjacentes às regiões onde se forma o eutético. Por esse motivo são observadas regiões isentas de carbetos, os quais se concentram próximos às regiões onde se forma o eutético. Além disso, a precipitação de carbetos a partir da fase gama primária faz com que as regiões desta matriz adjacentes aos carbetos fiquem empobrecidas em carbono e em elementos como o cromo e o tungstênio, causando diferença de tonalidade após ataque metalográfico e observação em microscópio ótico. Na liga X-45 formam-se também, além dos carbetos M23C6, carbetos do tipo M7C3 em algumas regiões, quando o tempo de envelhecimento é relativamente curto, pois após longo tempo de envelhecimento este tipo de carbeto reage com a fase gama para formar carbetos M23C6. A presença de inclusões, do tipo MnS, favorece a nucleação heterogênea do eutético.

Apesar da semelhança entre o cobalto e o níquel, ainda não foi desenvolvida uma liga de cobalto endurecível por precipitação com características muito próximas das ligas de níquel. Assim, as ligas de cobalto somente superam as ligas de níquel em aplicações em altas temperaturas quando estas atingem patamares superiores à temperatura solvus (de dissolução) da fase gama linha. Nestas condições, o endurecimento das superligas de cobalto consiste, principalmente, no endurecimento por solução sólida e na formação de uma dispersão fina de carbetos. Este último efeito é proporcionado por um teor de carbono razoável (cerca de 0,3 % C) e pela presença de elementos fortemente formadores de carbetos (como titânio e zircônio, por exemplo). As ligas de cobalto podem ser utilizadas na forma de peças fundidas ou trabalhadas mecanicamente [2].

Referências bibliográficas
[1] – Seleção de Metais Não Ferrosos, Ettore Bresciani Filho, Editora da UNICAMP (Universidade de Campinas), Campinas, SP, 1992.
[2] – Brooks, C.R.; “Heat Treatment, Structure and Properties of Nonferrous Alloys”, ASM, Metals Park, Ohio, USA, 1982, chapter 6, p. 229 – 252.
[3] – ASM Handbook, Volume 2, Properties and Selection: Nonferrous Alloys and Special-Purpose Materials, ASM International (American Society for Metals), Materials Park, Ohio, USA, 1990 (6 th printing: 2000).
CHUMBO
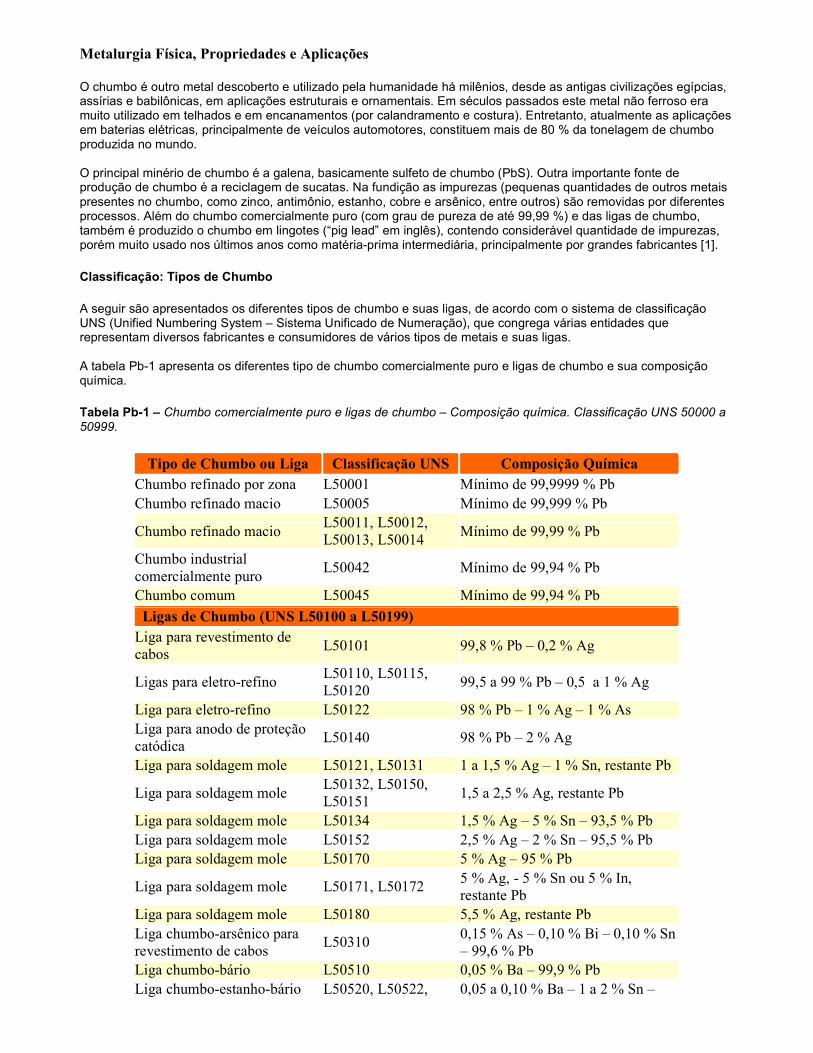
Metalurgia Física, Propriedades e Aplicações
O chumbo é outro metal descoberto e utilizado pela humanidade há milênios, desde as antigas civilizações egípcias, assírias e babilônicas, em aplicações estruturais e ornamentais. Em séculos passados este metal não ferroso era muito utilizado em telhados e em encanamentos (por calandramento e costura). Entretanto, atualmente as aplicações em baterias elétricas, principalmente de veículos automotores, constituem mais de 80 % da tonelagem de chumbo produzida no mundo. O principal minério de chumbo é a galena, basicamente sulfeto de chumbo (PbS). Outra importante fonte de produção de chumbo é a reciclagem de sucatas. Na fundição as impurezas (pequenas quantidades de outros metais presentes no chumbo, como zinco, antimônio, estanho, cobre e arsênico, entre outros) são removidas por diferentes processos. Além do chumbo comercialmente puro (com grau de pureza de até 99,99 %) e das ligas de chumbo, também é produzido o chumbo em lingotes (“pig lead” em inglês), contendo considerável quantidade de impurezas, porém muito usado nos últimos anos como matéria-prima intermediária, principalmente por grandes fabricantes [1].
Classificação: Tipos de Chumbo
A seguir são apresentados os diferentes tipos de chumbo e suas ligas, de acordo com o sistema de classificação UNS (Unified Numbering System – Sistema Unificado de Numeração), que congrega várias entidades que representam diversos fabricantes e consumidores de vários tipos de metais e suas ligas. A tabela Pb-1 apresenta os diferentes tipo de chumbo comercialmente puro e ligas de chumbo e sua composição química.
Tabela Pb-1 – Chumbo comercialmente puro e ligas de chumbo – Composição química. Classificação UNS 50000 a 50999.
Tipo de Chumbo ou Liga Classificação U�S Composição Química Chumbo refinado por zona L50001 Mínimo de 99,9999 % Pb Chumbo refinado macio L50005 Mínimo de 99,999 % Pb
Chumbo refinado macio L50011, L50012, L50013, L50014
Mínimo de 99,99 % Pb
Chumbo industrial comercialmente puro
L50042 Mínimo de 99,94 % Pb
Chumbo comum L50045 Mínimo de 99,94 % Pb
Ligas de Chumbo (U�S L50100 a L50199) Liga para revestimento de cabos
L50101 99,8 % Pb – 0,2 % Ag
Ligas para eletro-refino L50110, L50115, L50120
99,5 a 99 % Pb – 0,5 a 1 % Ag
Liga para eletro-refino L50122 98 % Pb – 1 % Ag – 1 % As Liga para anodo de proteção catódica
L50140 98 % Pb – 2 % Ag
Liga para soldagem mole L50121, L50131 1 a 1,5 % Ag – 1 % Sn, restante Pb
Liga para soldagem mole L50132, L50150, L50151
1,5 a 2,5 % Ag, restante Pb
Liga para soldagem mole L50134 1,5 % Ag – 5 % Sn – 93,5 % Pb Liga para soldagem mole L50152 2,5 % Ag – 2 % Sn – 95,5 % Pb Liga para soldagem mole L50170 5 % Ag – 95 % Pb
Liga para soldagem mole L50171, L50172 5 % Ag, - 5 % Sn ou 5 % In, restante Pb
Liga para soldagem mole L50180 5,5 % Ag, restante Pb Liga chumbo-arsênico para revestimento de cabos
L50310 0,15 % As – 0,10 % Bi – 0,10 % Sn – 99,6 % Pb
Liga chumbo-bário L50510 0,05 % Ba – 99,9 % Pb Liga chumbo-estanho-bário L50520, L50522, 0,05 a 0,10 % Ba – 1 a 2 % Sn –
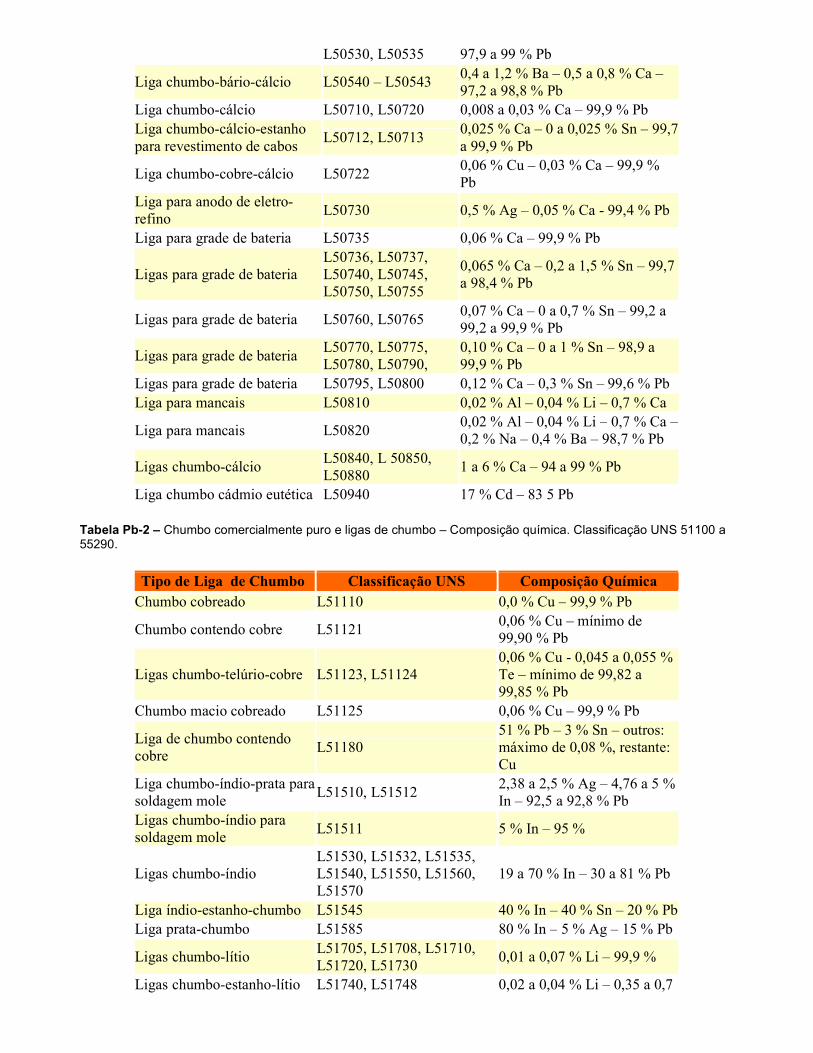
L50530, L50535 97,9 a 99 % Pb
Liga chumbo-bário-cálcio L50540 – L50543 0,4 a 1,2 % Ba – 0,5 a 0,8 % Ca – 97,2 a 98,8 % Pb
Liga chumbo-cálcio L50710, L50720 0,008 a 0,03 % Ca – 99,9 % Pb Liga chumbo-cálcio-estanho para revestimento de cabos
L50712, L50713 0,025 % Ca – 0 a 0,025 % Sn – 99,7 a 99,9 % Pb
Liga chumbo-cobre-cálcio L50722 0,06 % Cu – 0,03 % Ca – 99,9 % Pb
Liga para anodo de eletro-refino
L50730 0,5 % Ag – 0,05 % Ca - 99,4 % Pb
Liga para grade de bateria L50735 0,06 % Ca – 99,9 % Pb
Ligas para grade de bateria L50736, L50737, L50740, L50745, L50750, L50755
0,065 % Ca – 0,2 a 1,5 % Sn – 99,7 a 98,4 % Pb
Ligas para grade de bateria L50760, L50765 0,07 % Ca – 0 a 0,7 % Sn – 99,2 a 99,2 a 99,9 % Pb
Ligas para grade de bateria L50770, L50775, L50780, L50790,
0,10 % Ca – 0 a 1 % Sn – 98,9 a 99,9 % Pb
Ligas para grade de bateria L50795, L50800 0,12 % Ca – 0,3 % Sn – 99,6 % Pb Liga para mancais L50810 0,02 % Al – 0,04 % Li – 0,7 % Ca
Liga para mancais L50820 0,02 % Al – 0,04 % Li – 0,7 % Ca – 0,2 % Na – 0,4 % Ba – 98,7 % Pb
Ligas chumbo-cálcio L50840, L 50850, L50880
1 a 6 % Ca – 94 a 99 % Pb
Liga chumbo cádmio eutética L50940 17 % Cd – 83 5 Pb
Tabela Pb-2 – Chumbo comercialmente puro e ligas de chumbo – Composição química. Classificação UNS 51100 a 55290.
Tipo de Liga de Chumbo Classificação U�S Composição Química Chumbo cobreado L51110 0,0 % Cu – 99,9 % Pb
Chumbo contendo cobre L51121 0,06 % Cu – mínimo de 99,90 % Pb
Ligas chumbo-telúrio-cobre L51123, L51124 0,06 % Cu - 0,045 a 0,055 % Te – mínimo de 99,82 a 99,85 % Pb
Chumbo macio cobreado L51125 0,06 % Cu – 99,9 % Pb
Liga de chumbo contendo cobre
L51180 51 % Pb – 3 % Sn – outros: máximo de 0,08 %, restante: Cu
Liga chumbo-índio-prata para soldagem mole
L51510, L51512 2,38 a 2,5 % Ag – 4,76 a 5 % In – 92,5 a 92,8 % Pb
Ligas chumbo-índio para soldagem mole
L51511 5 % In – 95 %
Ligas chumbo-índio L51530, L51532, L51535, L51540, L51550, L51560, L51570
19 a 70 % In – 30 a 81 % Pb
Liga índio-estanho-chumbo L51545 40 % In – 40 % Sn – 20 % Pb Liga prata-chumbo L51585 80 % In – 5 % Ag – 15 % Pb
Ligas chumbo-lítio L51705, L51708, L51710, L51720, L51730
0,01 a 0,07 % Li – 99,9 %
Ligas chumbo-estanho-lítio L51740, L51748 0,02 a 0,04 % Li – 0,35 a 0,7
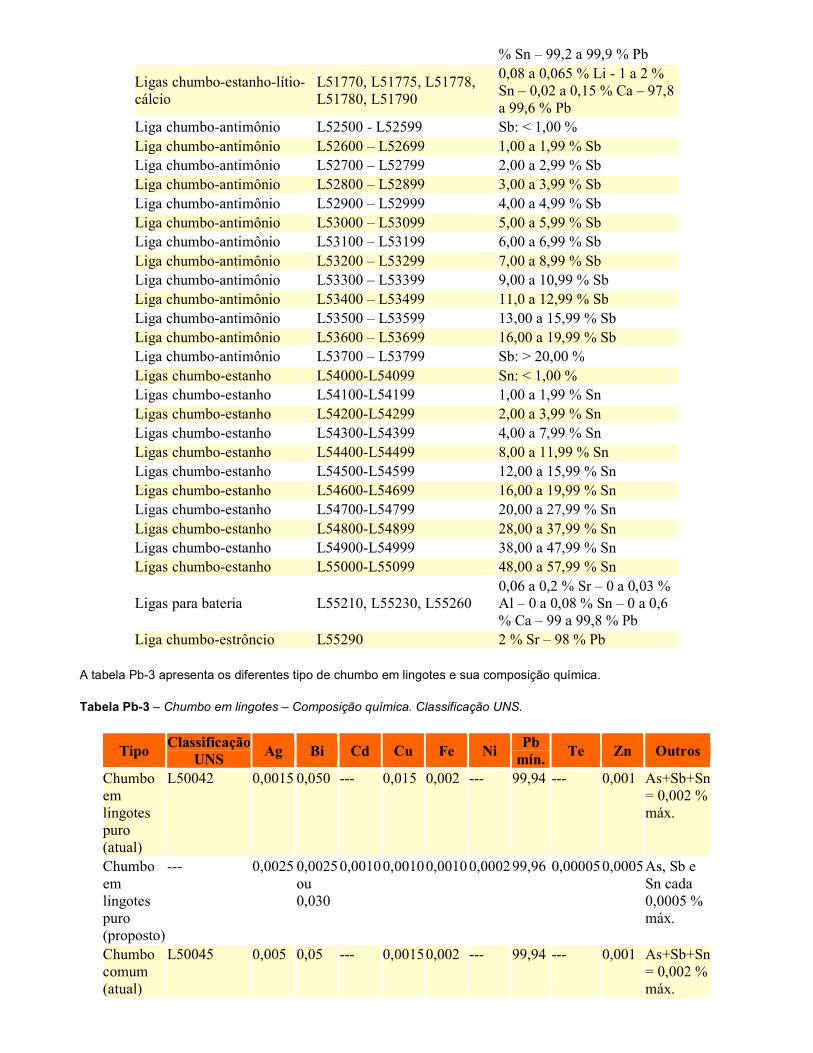
% Sn – 99,2 a 99,9 % Pb
Ligas chumbo-estanho-lítio-cálcio
L51770, L51775, L51778, L51780, L51790
0,08 a 0,065 % Li - 1 a 2 % Sn – 0,02 a 0,15 % Ca – 97,8 a 99,6 % Pb
Liga chumbo-antimônio L52500 - L52599 Sb: < 1,00 % Liga chumbo-antimônio L52600 – L52699 1,00 a 1,99 % Sb Liga chumbo-antimônio L52700 – L52799 2,00 a 2,99 % Sb Liga chumbo-antimônio L52800 – L52899 3,00 a 3,99 % Sb Liga chumbo-antimônio L52900 – L52999 4,00 a 4,99 % Sb Liga chumbo-antimônio L53000 – L53099 5,00 a 5,99 % Sb Liga chumbo-antimônio L53100 – L53199 6,00 a 6,99 % Sb Liga chumbo-antimônio L53200 – L53299 7,00 a 8,99 % Sb Liga chumbo-antimônio L53300 – L53399 9,00 a 10,99 % Sb Liga chumbo-antimônio L53400 – L53499 11,0 a 12,99 % Sb Liga chumbo-antimônio L53500 – L53599 13,00 a 15,99 % Sb Liga chumbo-antimônio L53600 – L53699 16,00 a 19,99 % Sb Liga chumbo-antimônio L53700 – L53799 Sb: > 20,00 % Ligas chumbo-estanho L54000-L54099 Sn: < 1,00 % Ligas chumbo-estanho L54100-L54199 1,00 a 1,99 % Sn Ligas chumbo-estanho L54200-L54299 2,00 a 3,99 % Sn Ligas chumbo-estanho L54300-L54399 4,00 a 7,99 % Sn Ligas chumbo-estanho L54400-L54499 8,00 a 11,99 % Sn Ligas chumbo-estanho L54500-L54599 12,00 a 15,99 % Sn Ligas chumbo-estanho L54600-L54699 16,00 a 19,99 % Sn Ligas chumbo-estanho L54700-L54799 20,00 a 27,99 % Sn Ligas chumbo-estanho L54800-L54899 28,00 a 37,99 % Sn Ligas chumbo-estanho L54900-L54999 38,00 a 47,99 % Sn Ligas chumbo-estanho L55000-L55099 48,00 a 57,99 % Sn
Ligas para bateria L55210, L55230, L55260 0,06 a 0,2 % Sr – 0 a 0,03 % Al – 0 a 0,08 % Sn – 0 a 0,6 % Ca – 99 a 99,8 % Pb
Liga chumbo-estrôncio L55290 2 % Sr – 98 % Pb
A tabela Pb-3 apresenta os diferentes tipo de chumbo em lingotes e sua composição química.
Tabela Pb-3 – Chumbo em lingotes – Composição química. Classificação UNS.
Tipo Classificação
U�S Ag Bi Cd Cu Fe �i
Pb mín.
Te Zn Outros
Chumbo em lingotes puro (atual)
L50042 0,0015 0,050 --- 0,015 0,002 --- 99,94 --- 0,001 As+Sb+Sn = 0,002 % máx.
Chumbo em lingotes puro (proposto)
--- 0,0025 0,0025ou 0,030
0,00100,00100,00100,000299,96 0,000050,0005As, Sb e Sn cada 0,0005 % máx.
Chumbo comum (atual)
L50045 0,005 0,05 --- 0,00150,002 --- 99,94 --- 0,001 As+Sb+Sn = 0,002 % máx.
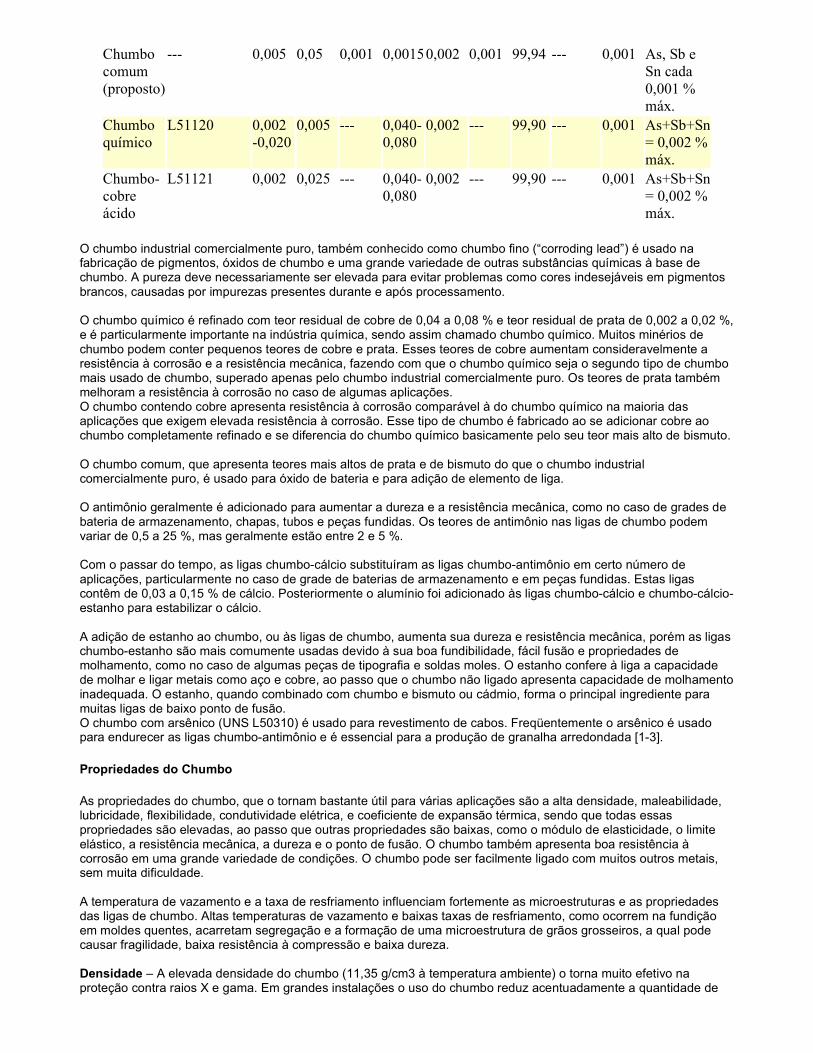
Chumbo comum (proposto)
--- 0,005 0,05 0,001 0,00150,002 0,001 99,94 --- 0,001 As, Sb e Sn cada 0,001 % máx.
Chumbo químico
L51120 0,002 -0,020
0,005 --- 0,040-0,080
0,002 --- 99,90 --- 0,001 As+Sb+Sn = 0,002 % máx.
Chumbo-cobre ácido
L51121 0,002 0,025 --- 0,040-0,080
0,002 --- 99,90 --- 0,001 As+Sb+Sn = 0,002 % máx.
O chumbo industrial comercialmente puro, também conhecido como chumbo fino (“corroding lead”) é usado na fabricação de pigmentos, óxidos de chumbo e uma grande variedade de outras substâncias químicas à base de chumbo. A pureza deve necessariamente ser elevada para evitar problemas como cores indesejáveis em pigmentos brancos, causadas por impurezas presentes durante e após processamento. O chumbo químico é refinado com teor residual de cobre de 0,04 a 0,08 % e teor residual de prata de 0,002 a 0,02 %, e é particularmente importante na indústria química, sendo assim chamado chumbo químico. Muitos minérios de chumbo podem conter pequenos teores de cobre e prata. Esses teores de cobre aumentam consideravelmente a resistência à corrosão e a resistência mecânica, fazendo com que o chumbo químico seja o segundo tipo de chumbo mais usado de chumbo, superado apenas pelo chumbo industrial comercialmente puro. Os teores de prata também melhoram a resistência à corrosão no caso de algumas aplicações. O chumbo contendo cobre apresenta resistência à corrosão comparável à do chumbo químico na maioria das aplicações que exigem elevada resistência à corrosão. Esse tipo de chumbo é fabricado ao se adicionar cobre ao chumbo completamente refinado e se diferencia do chumbo químico basicamente pelo seu teor mais alto de bismuto. O chumbo comum, que apresenta teores mais altos de prata e de bismuto do que o chumbo industrial comercialmente puro, é usado para óxido de bateria e para adição de elemento de liga. O antimônio geralmente é adicionado para aumentar a dureza e a resistência mecânica, como no caso de grades de bateria de armazenamento, chapas, tubos e peças fundidas. Os teores de antimônio nas ligas de chumbo podem variar de 0,5 a 25 %, mas geralmente estão entre 2 e 5 %. Com o passar do tempo, as ligas chumbo-cálcio substituíram as ligas chumbo-antimônio em certo número de aplicações, particularmente no caso de grade de baterias de armazenamento e em peças fundidas. Estas ligas contêm de 0,03 a 0,15 % de cálcio. Posteriormente o alumínio foi adicionado às ligas chumbo-cálcio e chumbo-cálcio-estanho para estabilizar o cálcio. A adição de estanho ao chumbo, ou às ligas de chumbo, aumenta sua dureza e resistência mecânica, porém as ligas chumbo-estanho são mais comumente usadas devido à sua boa fundibilidade, fácil fusão e propriedades de molhamento, como no caso de algumas peças de tipografia e soldas moles. O estanho confere à liga a capacidade de molhar e ligar metais como aço e cobre, ao passo que o chumbo não ligado apresenta capacidade de molhamento inadequada. O estanho, quando combinado com chumbo e bismuto ou cádmio, forma o principal ingrediente para muitas ligas de baixo ponto de fusão. O chumbo com arsênico (UNS L50310) é usado para revestimento de cabos. Freqüentemente o arsênico é usado para endurecer as ligas chumbo-antimônio e é essencial para a produção de granalha arredondada [1-3].
Propriedades do Chumbo
As propriedades do chumbo, que o tornam bastante útil para várias aplicações são a alta densidade, maleabilidade, lubricidade, flexibilidade, condutividade elétrica, e coeficiente de expansão térmica, sendo que todas essas propriedades são elevadas, ao passo que outras propriedades são baixas, como o módulo de elasticidade, o limite elástico, a resistência mecânica, a dureza e o ponto de fusão. O chumbo também apresenta boa resistência à corrosão em uma grande variedade de condições. O chumbo pode ser facilmente ligado com muitos outros metais, sem muita dificuldade. A temperatura de vazamento e a taxa de resfriamento influenciam fortemente as microestruturas e as propriedades das ligas de chumbo. Altas temperaturas de vazamento e baixas taxas de resfriamento, como ocorrem na fundição em moldes quentes, acarretam segregação e a formação de uma microestrutura de grãos grosseiros, a qual pode causar fragilidade, baixa resistência à compressão e baixa dureza. Densidade – A elevada densidade do chumbo (11,35 g/cm3 à temperatura ambiente) o torna muito efetivo na proteção contra raios X e gama. Em grandes instalações o uso do chumbo reduz acentuadamente a quantidade de

concreto que seria necessária para cumprir essa finalidade. A combinação de alta densidade, baixa rigidez e alta capacidade de amortecimento tornam o chumbo um excelente material para isolamento acústico e para a proteção de estruturas contra vibrações. Devido á sua elevada densidade, geralmente o chumbo é excluído de aplicações para as quais é necessário que os componentes sejam leves. Porém mesmo em algumas dessas aplicações o chumbo pode ser necessário, como, por exemplo, quando é usado como contrapeso, tipo de aplicação na qual a inserção em espaços apertados é facilitada pelo uso de componentes com formatos complexos e reduzidas dimensões, que podem ser mais facilmente obtidos com um material de fácil fundição e baixo pinto de fusão. Maleabilidade, maciez e lubricidade são três propriedades inter-relacionadas que possibilitam o uso do chumbo em muitas aplicações. Por exemplo, a elevada maleabilidade favorece o uso do chumbo como material para calker e o preenchimento de juntas desse tipo. A maciez e a lubricidade do chumbo permitem seu uso em mancais, gaxetas e arruelas. Ao ser usado como revestimento num arame ou numa chapa o chumbo atua como lubrificante, e, sob a forma de pó, confere lubricidade a componentes anti-agarramento e mancais de motores. A maleabilidade do chumbo é aproveitada na fabricação de folhas laminadas com espessura de até 0,01 mm no mínimo. Por outro lado, a maciez do chumbo requer cuidados no projeto de componentes usados em muitas aplicações. Por exemplo, excessiva velocidade de fluxo em tubulações de chumbo pode resultar em erosão severa se precauções apropriadas não forem tomadas ao ser feito o projeto do sistema. Resistência mecânica – A baixa resistência mecânica (em condições normais e em condições de fluência) do chumbo deve ser sempre considerada ao se projetar componentes fabricados com este material. Entretanto, a principal limitação ao uso do chumbo como material para a fabricação de componentes estruturais não é a baixa resistência mecânica em condições normais, mas sim sua baixa resistência á fluência. O chumbo continuamente se deforma sob baixas tensões e esta deformação finalmente resulta em falha sob tensões muito inferiores ao limite de resistência à tração. Contudo, a baixa resistência mecânica do chumbo não necessariamente inviabiliza seu uso em aplicações estruturais. Produtos à base de chumbo podem ser usados como insertos ou suportes de outros tipos de materiais. A adição de elementos de liga, como cálcio ou antimônio, é um método bem comum de aumentar a resistência mecânica do chumbo para que este possa ser utilizado em muitas aplicações. O chumbo é muito usado como material de revestimento ao aço utilizado em muitas estruturas, e, para este tipo de aplicação, técnicas adequadas de adesão e ligação melhoram as propriedades deste revestimento. Materiais compósitos apresentam melhor resistência mecânica, porém mantendo as propriedades adequadas inerentes ao chumbo. Expansão Térmica – O coeficiente de expansão térmica relativamente elevado do chumbo é outro parâmetro importante que deve ser considerado durante a fase de projeto de componentes nos quais se utiliza este material, como no caso de telhados. Neste caso, ao se projetar este tipo de telhado, o espaço mínimo entre juntas, para acomodar esta expansão térmica, deve ser considerado. Em linhas de tubulação submetidas à ampla variação de temperatura, também deve ser previsto este tipo de expansão. Por outro lado, a excelente flexibilidade do chumbo pode ser muito vantajosa no projeto destes sistemas. Propriedades de Fadiga – Devido à susceptibilidade do chumbo e de suas ligas à fluência, mesmo à temperaturas ambiente, as propriedade de fadiga das ligas de chumbo podem ser afetadas pela interação fadiga-fluência. Resistência à corrosão – O chumbo é u metal altamente resistente à corrosão atmosférica e à corrosão causada por águas e por uma ampla variedade de substâncias químicas de uso comum. Quando a resistência à corrosão tiver eu ser combinada com longa vida em serviço, as limitações associadas às propriedades mecânicas do chumbo devem ser cuidadosamente consideradas no projeto final do componente ou da estrutura. Características de extrusão – O chumbo e suas ligas apresentam elevada dutilidade e são facilmente extrudados. A adição de elementos de liga acarreta aumento na força necessária para extrudar, mas o processo é realizado sem grande dificuldade quando se aquece os tarugos a uma temperatura máxima de 230 ºC aproximadamente. As principais aplicações incluem tubos, arames, munições e revestimento para cabos. O chumbo líquido é usado em extrusoras contínuas para revestimento de cabos e cura de mangueiras. Em alguns casos são utilizadas prensas extrusoras verticais para produzir revestimentos protetores de chumbo em condutores elétricos. O chumbo com arsênico (UNS L50310), usado para revestimento, apresenta temperatura típica de extrusão da ordem de 200 a 230 ºC. Temperaturas de fundição de algumas ligas de chumbo são apresentadas na tabela Pb-4:
Tabela Pb-4 - Temperaturas de fundição de algumas ligas de chumbo.
Ligas (U�S) Temperaturas (ºC) Chumbo químico (L51120) 420 - 445
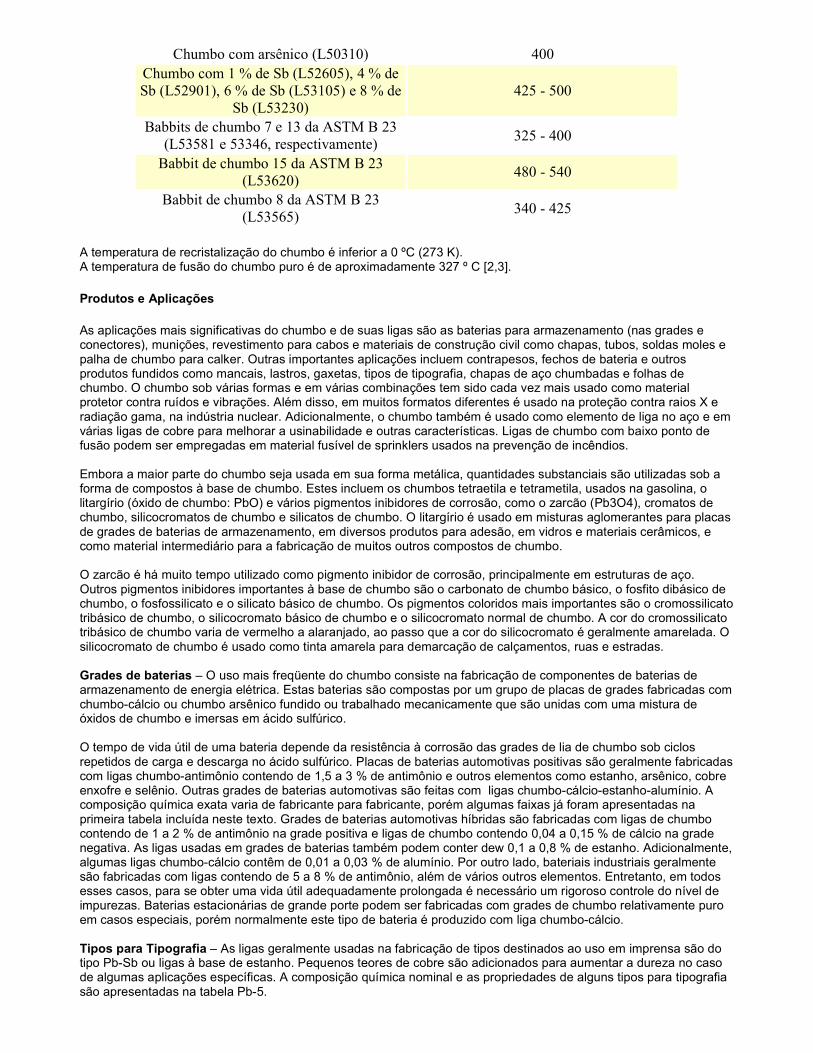
Chumbo com arsênico (L50310) 400 Chumbo com 1 % de Sb (L52605), 4 % de Sb (L52901), 6 % de Sb (L53105) e 8 % de
Sb (L53230) 425 - 500
Babbits de chumbo 7 e 13 da ASTM B 23 (L53581 e 53346, respectivamente)
325 - 400
Babbit de chumbo 15 da ASTM B 23 (L53620)
480 - 540
Babbit de chumbo 8 da ASTM B 23 (L53565)
340 - 425
A temperatura de recristalização do chumbo é inferior a 0 ºC (273 K). A temperatura de fusão do chumbo puro é de aproximadamente 327 º C [2,3].
Produtos e Aplicações
As aplicações mais significativas do chumbo e de suas ligas são as baterias para armazenamento (nas grades e conectores), munições, revestimento para cabos e materiais de construção civil como chapas, tubos, soldas moles e palha de chumbo para calker. Outras importantes aplicações incluem contrapesos, fechos de bateria e outros produtos fundidos como mancais, lastros, gaxetas, tipos de tipografia, chapas de aço chumbadas e folhas de chumbo. O chumbo sob várias formas e em várias combinações tem sido cada vez mais usado como material protetor contra ruídos e vibrações. Além disso, em muitos formatos diferentes é usado na proteção contra raios X e radiação gama, na indústria nuclear. Adicionalmente, o chumbo também é usado como elemento de liga no aço e em várias ligas de cobre para melhorar a usinabilidade e outras características. Ligas de chumbo com baixo ponto de fusão podem ser empregadas em material fusível de sprinklers usados na prevenção de incêndios. Embora a maior parte do chumbo seja usada em sua forma metálica, quantidades substanciais são utilizadas sob a forma de compostos à base de chumbo. Estes incluem os chumbos tetraetila e tetrametila, usados na gasolina, o litargírio (óxido de chumbo: PbO) e vários pigmentos inibidores de corrosão, como o zarcão (Pb3O4), cromatos de chumbo, silicocromatos de chumbo e silicatos de chumbo. O litargírio é usado em misturas aglomerantes para placas de grades de baterias de armazenamento, em diversos produtos para adesão, em vidros e materiais cerâmicos, e como material intermediário para a fabricação de muitos outros compostos de chumbo. O zarcão é há muito tempo utilizado como pigmento inibidor de corrosão, principalmente em estruturas de aço. Outros pigmentos inibidores importantes à base de chumbo são o carbonato de chumbo básico, o fosfito dibásico de chumbo, o fosfossilicato e o silicato básico de chumbo. Os pigmentos coloridos mais importantes são o cromossilicato tribásico de chumbo, o silicocromato básico de chumbo e o silicocromato normal de chumbo. A cor do cromossilicato tribásico de chumbo varia de vermelho a alaranjado, ao passo que a cor do silicocromato é geralmente amarelada. O silicocromato de chumbo é usado como tinta amarela para demarcação de calçamentos, ruas e estradas. Grades de baterias – O uso mais freqüente do chumbo consiste na fabricação de componentes de baterias de armazenamento de energia elétrica. Estas baterias são compostas por um grupo de placas de grades fabricadas com chumbo-cálcio ou chumbo arsênico fundido ou trabalhado mecanicamente que são unidas com uma mistura de óxidos de chumbo e imersas em ácido sulfúrico. O tempo de vida útil de uma bateria depende da resistência à corrosão das grades de lia de chumbo sob ciclos repetidos de carga e descarga no ácido sulfúrico. Placas de baterias automotivas positivas são geralmente fabricadas com ligas chumbo-antimônio contendo de 1,5 a 3 % de antimônio e outros elementos como estanho, arsênico, cobre enxofre e selênio. Outras grades de baterias automotivas são feitas com ligas chumbo-cálcio-estanho-alumínio. A composição química exata varia de fabricante para fabricante, porém algumas faixas já foram apresentadas na primeira tabela incluída neste texto. Grades de baterias automotivas híbridas são fabricadas com ligas de chumbo contendo de 1 a 2 % de antimônio na grade positiva e ligas de chumbo contendo 0,04 a 0,15 % de cálcio na grade negativa. As ligas usadas em grades de baterias também podem conter dew 0,1 a 0,8 % de estanho. Adicionalmente, algumas ligas chumbo-cálcio contêm de 0,01 a 0,03 % de alumínio. Por outro lado, bateriais industriais geralmente são fabricadas com ligas contendo de 5 a 8 % de antimônio, além de vários outros elementos. Entretanto, em todos esses casos, para se obter uma vida útil adequadamente prolongada é necessário um rigoroso controle do nível de impurezas. Baterias estacionárias de grande porte podem ser fabricadas com grades de chumbo relativamente puro em casos especiais, porém normalmente este tipo de bateria é produzido com liga chumbo-cálcio. Tipos para Tipografia – As ligas geralmente usadas na fabricação de tipos destinados ao uso em imprensa são do tipo Pb-Sb ou ligas à base de estanho. Pequenos teores de cobre são adicionados para aumentar a dureza no caso de algumas aplicações específicas. A composição química nominal e as propriedades de alguns tipos para tipografia são apresentadas na tabela Pb-5.
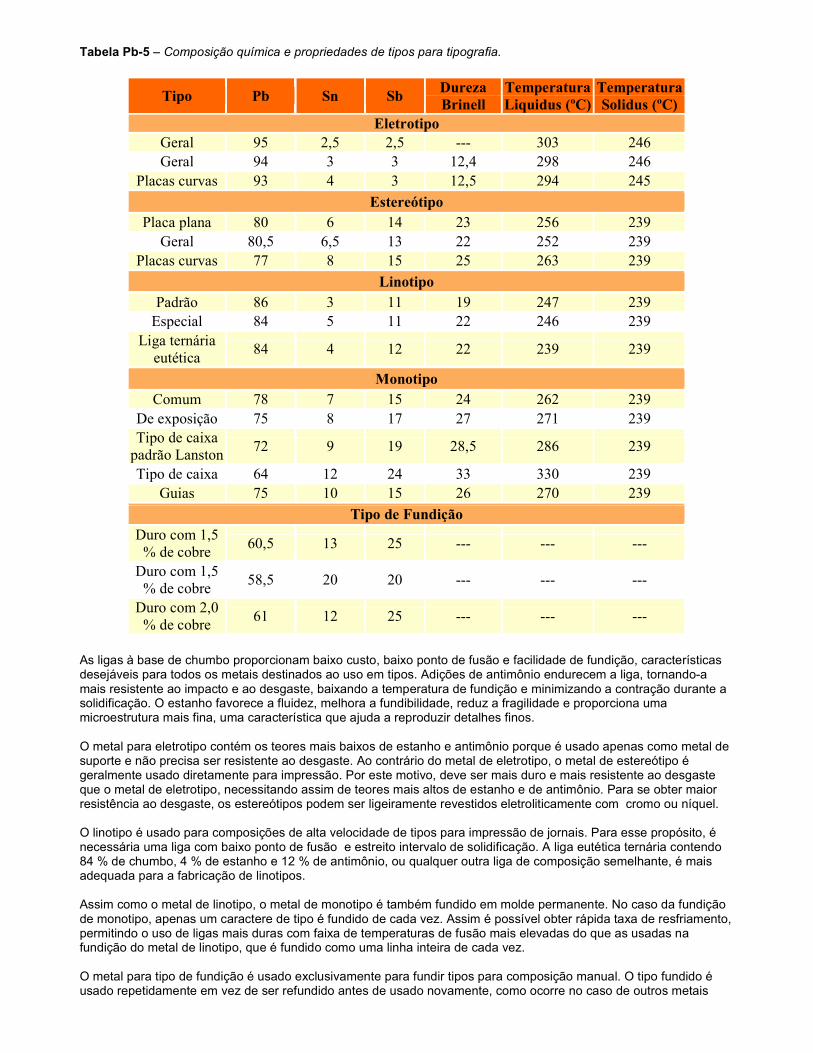
Tabela Pb-5 – Composição química e propriedades de tipos para tipografia.
Tipo Pb Sn Sb Dureza Brinell
Temperatura Liquidus (ºC)
Temperatura Solidus (ºC)
Eletrotipo Geral 95 2,5 2,5 --- 303 246 Geral 94 3 3 12,4 298 246
Placas curvas 93 4 3 12,5 294 245
Estereótipo Placa plana 80 6 14 23 256 239
Geral 80,5 6,5 13 22 252 239 Placas curvas 77 8 15 25 263 239
Linotipo Padrão 86 3 11 19 247 239 Especial 84 5 11 22 246 239
Liga ternária eutética
84 4 12 22 239 239
Monotipo Comum 78 7 15 24 262 239
De exposição 75 8 17 27 271 239 Tipo de caixa padrão Lanston
72 9 19 28,5 286 239
Tipo de caixa 64 12 24 33 330 239 Guias 75 10 15 26 270 239
Tipo de Fundição Duro com 1,5 % de cobre
60,5 13 25 --- --- ---
Duro com 1,5 % de cobre
58,5 20 20 --- --- ---
Duro com 2,0 % de cobre
61 12 25 --- --- ---
As ligas à base de chumbo proporcionam baixo custo, baixo ponto de fusão e facilidade de fundição, características desejáveis para todos os metais destinados ao uso em tipos. Adições de antimônio endurecem a liga, tornando-a mais resistente ao impacto e ao desgaste, baixando a temperatura de fundição e minimizando a contração durante a solidificação. O estanho favorece a fluidez, melhora a fundibilidade, reduz a fragilidade e proporciona uma microestrutura mais fina, uma característica que ajuda a reproduzir detalhes finos. O metal para eletrotipo contém os teores mais baixos de estanho e antimônio porque é usado apenas como metal de suporte e não precisa ser resistente ao desgaste. Ao contrário do metal de eletrotipo, o metal de estereótipo é geralmente usado diretamente para impressão. Por este motivo, deve ser mais duro e mais resistente ao desgaste que o metal de eletrotipo, necessitando assim de teores mais altos de estanho e de antimônio. Para se obter maior resistência ao desgaste, os estereótipos podem ser ligeiramente revestidos eletroliticamente com cromo ou níquel. O linotipo é usado para composições de alta velocidade de tipos para impressão de jornais. Para esse propósito, é necessária uma liga com baixo ponto de fusão e estreito intervalo de solidificação. A liga eutética ternária contendo 84 % de chumbo, 4 % de estanho e 12 % de antimônio, ou qualquer outra liga de composição semelhante, é mais adequada para a fabricação de linotipos. Assim como o metal de linotipo, o metal de monotipo é também fundido em molde permanente. No caso da fundição de monotipo, apenas um caractere de tipo é fundido de cada vez. Assim é possível obter rápida taxa de resfriamento, permitindo o uso de ligas mais duras com faixa de temperaturas de fusão mais elevadas do que as usadas na fundição do metal de linotipo, que é fundido como uma linha inteira de cada vez. O metal para tipo de fundição é usado exclusivamente para fundir tipos para composição manual. O tipo fundido é usado repetidamente em vez de ser refundido antes de usado novamente, como ocorre no caso de outros metais
para tipos. Se não for usado para impressão direta, o metal para tipo de fundição é submetido a elevadas pressões em moldes para fabricar eletrotipos, estereótipos, e outras placas duplas. Essas operações necessitam das ligas mais duras e resistentes ao desgaste, o que por vezes é complicado do ponto de vista prático operacional. Pequenas adições de cobre como endurecedor são viáveis para os tipos de fundição. Devido ao fato de que metais para tipos, diferentemente de tipos para fundição, são fundidos repetidamente, existe sempre a possibilidade de contaminação do chumbo por metais indesejáveis, assim como por óxidos e borra formada durante a fusão e o manuseio do metal líquido. O cobre, o zinco, o níquel, o alumínio e o arsênico são as principais impurezas metálicas que podem prejudicar a fundibilidade dos metais para tipo. O ferro também está presente em pequenos teores, principalmente devido à ação de molhamento do estanho líquido no equipamento de fundição, fabricado em aço. Em geral o ferro não é considerado uma impureza prejudicial, com exceção do fato de aumentar a formação da borra de fundição. Revestimento de cabos – O revestimento de cabos por chumbo, aplicado por extrusão em torno de cabos de energia e de telecomunicações, confere a mais durável proteção contra danos causados por corrosão e umidade de um modo geral, além de proporcionar proteção mecânica ao isolamento. O chumbo químico, o chumbo com antimônio 1 %, e o chumbo com arsênico são os materiais mais comumente empregados nesse tipo de aplicação. A rigidez adicional conferida ao chumbo pelo antimônio é vantajosa no caso do uso de cabos suspensos. A resistência ao dobramento e à fluência conferida pelo arsênico é desejável em aplicações que envolvam severas vibrações. O chumbo ligado com 0,03 % de cálcio ou com telúrio já foi usado com resultados satisfatórios. Cabos protegidos por revestimento de chumbo, usados sob o solo ou sob águas, geralmente estão protegidos contra danos mecânicos ao revestimento. O revestimento, no caso de cabos subterrâneos, geralmente fica protegido do contato com o solo por madeira, cimento, argila ou fibras. Quando o revestimento está submetido a condições de atrito ou a um ambiente muito corrosivo, aplica-se uma capa de polietileno ou neoprene em volta do revestimento de chumbo. Cabos subaquáticos revestidos por chumbo são protegidos com juta impregnada por asfalto e arames de aço galvanizado. Chapas de chumbo – Chapas de chumbo são materiais de construção de grande importância na indústria química e em aplicações similares, porque o chumbo resiste ao ataque por uma ampla variedade de substâncias químicas. Chapas de chumbo também são usadas na construção civil (telhados /cobrejuntas e assoalhos), equipamentos de proteção contra raios X, raios gama, ruídos e vibrações. Chapas para uso em indústrias químicas e na construção civil são fabricadas com chumbo puro ou com chumbo contendo 6 % de antimônio. Ligas chumbo-cálcio e chumbo-cálcio-estanho também são adequadas a muitas dessas aplicações. As chapas de chumbo são laminadas com larguras de até 3,6 m e praticamente em qualquer espessura desejada. A espessura é geralmente definida em termos de peso por área unitária: o chumbo pesa cerca de 5 kg/m2 para cada 0,4 mm de espessura. Entretanto, esta aproximação deve ser usada com cuidado no caso de espessuras superiores a 6 mm: uma chapa com 13 mm de espessura pesa 145 kg/m2. Telhados e cobrejuntas em geral são fabricados com chapas de chumbo com espessura de 1,2 mm pesando 1,36 kg aproximadamente. Cobrejuntas colocadas em contato com cimento fresco, argamassa ou concreto devem ser protegidas por revestimento de asfalto negro. No caso de assoalhos, a chapa de chumbo confere uma superfície resistente à corrosão, além de proteção contra fagulhas, o que é um requisito importante no caso de algumas aplicações especializadas. Devido às suas excelentes características de absorção as chapas de chumbo são amplamente usadas como proteção contra radiação em instalações médicas e industriais. Chapas de chumbo são muito usadas em aplicações nas quais suas características de proteção contra vibrações são essenciais. Por exemplo, suportes de chapas de chumbo e aço contra vibrações são usadas sob pilares de edifícios, para reduzir a transmissão de vibrações subterrâneas, como as originárias de trens e metrôs. O chumbo atua como um envelope à prova de umidade, adicionalmente à absorção de vibrações. Suportes de tubos rígidos são freqüentemente revestidos por chumbo, que atua na absorção de movimentos e vibrações. Outra característica importante é a absorção de sons (ruídos). Tubos – Tubos sem costura fabricados em chumbo e ligas de chumbo geralmente são facilmente produzidos por extrusão. Devido à sua resistência à corrosão e flexibilidade os tubos de chumbo são muito usados na indústria química e em encanamentos e sistemas de distribuição de água em geral. Para esse tipo de aplicações os tubos são fabricados com chumbo químico ou chumbo contendo 6 % de antimônio. Os tamanhos variam de tubos finos até tubos com diâmetro de 300 mm, ou mais, com praticamente qualquer espessura. Na indústria química tubos de aço revestidos por chumbo podem ser uma solução em caso de estruturas que necessitem de maior resistência mecânica. Outra aplicação importante do chumbo nesse tipo de indústria consiste na fabricação de bobinas para aquecimento e resfriamento, que também podem ser fabricadas com cobre revestido por chumbo. No caso de tubos, a espessura é função das pressões de operação e tolerâncias para abrasão e corrosão.

Tubos de chumbo são usados há muito tempo na distribuição de água e esgoto, sempre com excelentes resultados. , além de poderem ser ajustados no solo sem danos. Solda mole – Ligas estanho-chumbo são os materiais mais usados para realizar junções. O baixo ponto de fusão das soldas de estanho-chumbo os tornam os materiais idéias para unir metais por processos que envolvam aquecimento, com pouco ou nenhum dano em materiais sensíveis ao calor. Ligas estanho-chumbo para soldagem mole podem ser obtidas com temperaturas de fusão tão baixas quanto 182 ºC e tão altas quanto 315 ºC. Com exceção dos metais puros e da liga eutética com 63 % Sn e 37 % Pb, todas as ligas Sn-Pb para soldagem mole fundem num intervalo de temperaturas que varia de acordo com a composição química da liga. Ligas para soldagem mole de aplicação industrial incluem uma grande variedade de combinações de materiais, desde 100 % Pb até 100 % Sn, de acordo com o tipo de aplicação específica da liga. A tabela Pb-6 apresenta algumas características de fusão de algumas ligas Sn-Pb para soldagem mole, bem como suas aplicações típicas.
Tabela Pb-6 – Ligas Sn-Pb para Soldagem Mole: Características de Fusão e Aplicações.
Composição Química
Temperatura Solidus
Temperatura Liquidus
Intervalo de Solidificação Aplicações
Sn Pb (ºC) (ºC) (ºC)
2 98 316 322 6 Soldas laerais para latas
5 95 305 312 7 Metais para
revestimento e junções
10 90 268 302 34
Selagem de radiadores de automóveis, solda de
enchimento
15 85 227 288 61
Selagem de radiadores de automóveis, solda de
enchimento
20 80 183 277 94
Metais para revestimento e junções, ou soldas de enchimento
25 75 183 266 83
Soldagem mole com máquina ou
tocha 30 70 183 255 72 ---
35 65 183 247 64 Solda mole em
geral
40 60 183 238 55
Solda mole para tubos,
revestimentos de cabos,
radiadores de automóveis e unidades de aquecimento
45 55 183 227 44 Soldas de
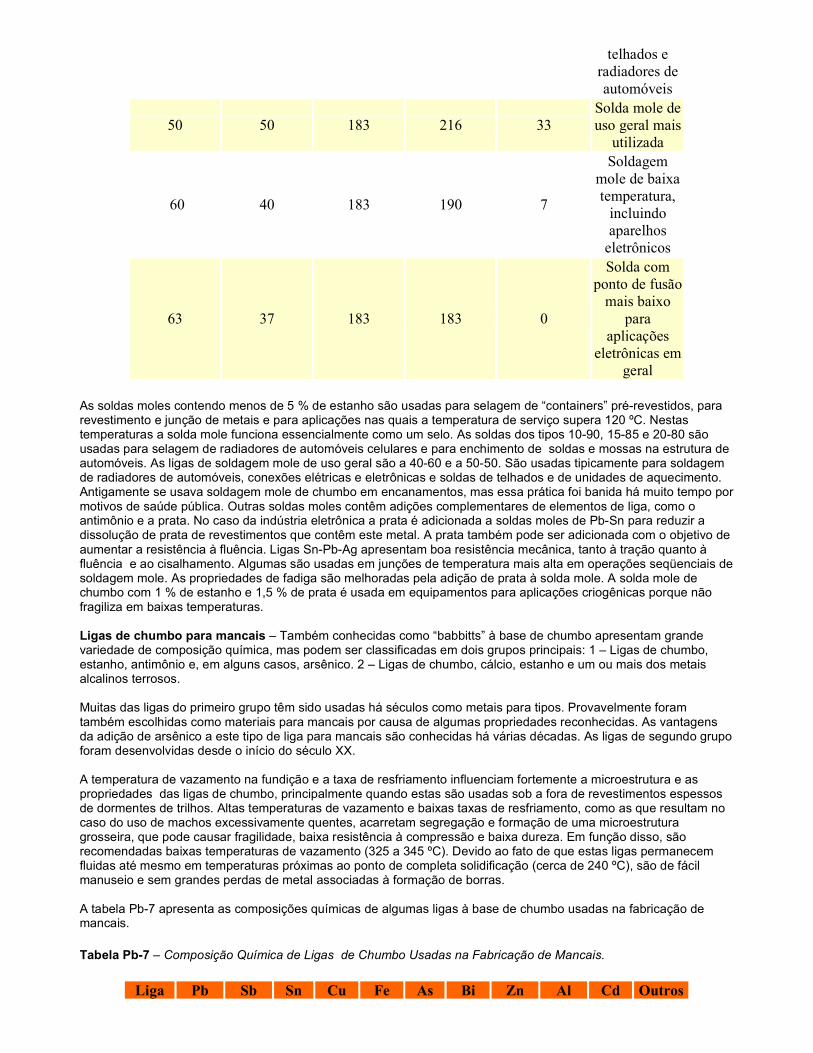
telhados e radiadores de automóveis
50 50 183 216 33 Solda mole de uso geral mais
utilizada
60 40 183 190 7
Soldagem mole de baixa temperatura, incluindo aparelhos eletrônicos
63 37 183 183 0
Solda com ponto de fusão mais baixo
para aplicações
eletrônicas em geral
As soldas moles contendo menos de 5 % de estanho são usadas para selagem de “containers” pré-revestidos, para revestimento e junção de metais e para aplicações nas quais a temperatura de serviço supera 120 ºC. Nestas temperaturas a solda mole funciona essencialmente como um selo. As soldas dos tipos 10-90, 15-85 e 20-80 são usadas para selagem de radiadores de automóveis celulares e para enchimento de soldas e mossas na estrutura de automóveis. As ligas de soldagem mole de uso geral são a 40-60 e a 50-50. São usadas tipicamente para soldagem de radiadores de automóveis, conexões elétricas e eletrônicas e soldas de telhados e de unidades de aquecimento. Antigamente se usava soldagem mole de chumbo em encanamentos, mas essa prática foi banida há muito tempo por motivos de saúde pública. Outras soldas moles contêm adições complementares de elementos de liga, como o antimônio e a prata. No caso da indústria eletrônica a prata é adicionada a soldas moles de Pb-Sn para reduzir a dissolução de prata de revestimentos que contêm este metal. A prata também pode ser adicionada com o objetivo de aumentar a resistência à fluência. Ligas Sn-Pb-Ag apresentam boa resistência mecânica, tanto à tração quanto à fluência e ao cisalhamento. Algumas são usadas em junções de temperatura mais alta em operações seqüenciais de soldagem mole. As propriedades de fadiga são melhoradas pela adição de prata à solda mole. A solda mole de chumbo com 1 % de estanho e 1,5 % de prata é usada em equipamentos para aplicações criogênicas porque não fragiliza em baixas temperaturas. Ligas de chumbo para mancais – Também conhecidas como “babbitts” à base de chumbo apresentam grande variedade de composição química, mas podem ser classificadas em dois grupos principais: 1 – Ligas de chumbo, estanho, antimônio e, em alguns casos, arsênico. 2 – Ligas de chumbo, cálcio, estanho e um ou mais dos metais alcalinos terrosos. Muitas das ligas do primeiro grupo têm sido usadas há séculos como metais para tipos. Provavelmente foram também escolhidas como materiais para mancais por causa de algumas propriedades reconhecidas. As vantagens da adição de arsênico a este tipo de liga para mancais são conhecidas há várias décadas. As ligas de segundo grupo foram desenvolvidas desde o início do século XX. A temperatura de vazamento na fundição e a taxa de resfriamento influenciam fortemente a microestrutura e as propriedades das ligas de chumbo, principalmente quando estas são usadas sob a fora de revestimentos espessos de dormentes de trilhos. Altas temperaturas de vazamento e baixas taxas de resfriamento, como as que resultam no caso do uso de machos excessivamente quentes, acarretam segregação e formação de uma microestrutura grosseira, que pode causar fragilidade, baixa resistência à compressão e baixa dureza. Em função disso, são recomendadas baixas temperaturas de vazamento (325 a 345 ºC). Devido ao fato de que estas ligas permanecem fluidas até mesmo em temperaturas próximas ao ponto de completa solidificação (cerca de 240 ºC), são de fácil manuseio e sem grandes perdas de metal associadas à formação de borras. A tabela Pb-7 apresenta as composições químicas de algumas ligas à base de chumbo usadas na fabricação de mancais.
Tabela Pb-7 – Composição Química de Ligas de Chumbo Usadas na Fabricação de Mancais.
Liga Pb Sb Sn Cu Fe As Bi Zn Al Cd Outros
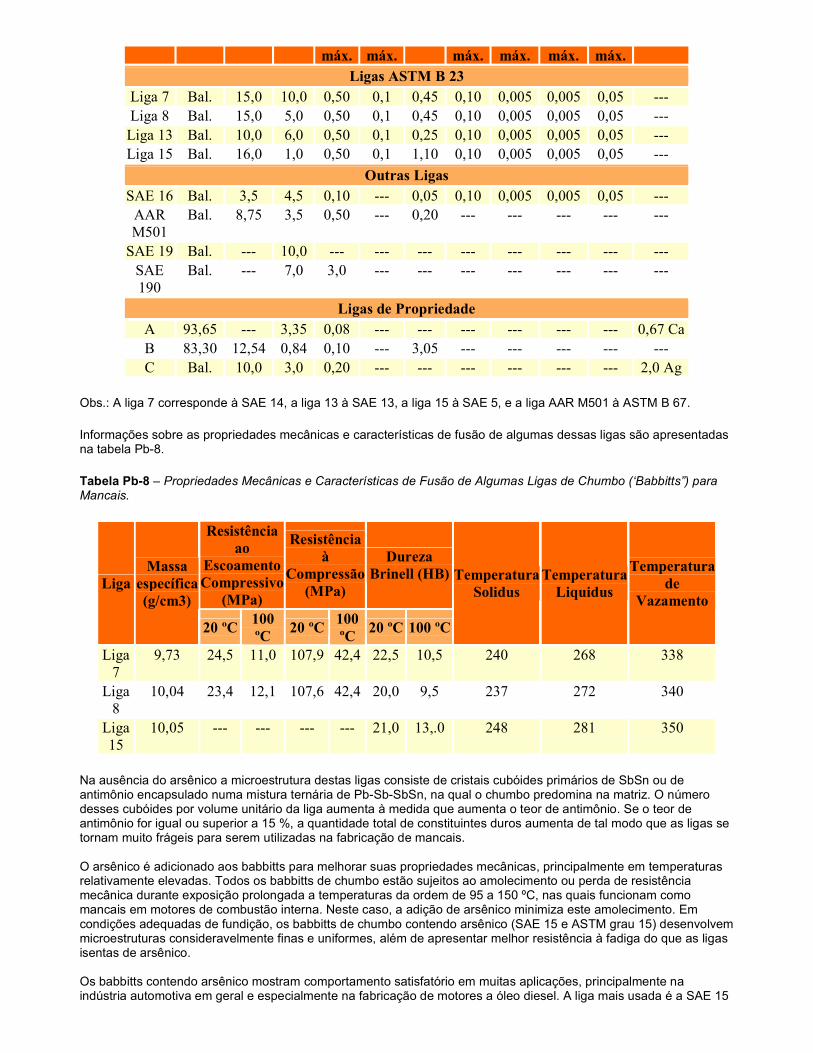
máx. máx. máx. máx. máx. máx. Ligas ASTM B 23
Liga 7 Bal. 15,0 10,0 0,50 0,1 0,45 0,10 0,005 0,005 0,05 --- Liga 8 Bal. 15,0 5,0 0,50 0,1 0,45 0,10 0,005 0,005 0,05 --- Liga 13 Bal. 10,0 6,0 0,50 0,1 0,25 0,10 0,005 0,005 0,05 --- Liga 15 Bal. 16,0 1,0 0,50 0,1 1,10 0,10 0,005 0,005 0,05 ---
Outras Ligas SAE 16 Bal. 3,5 4,5 0,10 --- 0,05 0,10 0,005 0,005 0,05 --- AAR M501
Bal. 8,75 3,5 0,50 --- 0,20 --- --- --- --- ---
SAE 19 Bal. --- 10,0 --- --- --- --- --- --- --- --- SAE 190
Bal. --- 7,0 3,0 --- --- --- --- --- --- ---
Ligas de Propriedade A 93,65 --- 3,35 0,08 --- --- --- --- --- --- 0,67 Ca B 83,30 12,54 0,84 0,10 --- 3,05 --- --- --- --- --- C Bal. 10,0 3,0 0,20 --- --- --- --- --- --- 2,0 Ag
Obs.: A liga 7 corresponde à SAE 14, a liga 13 à SAE 13, a liga 15 à SAE 5, e a liga AAR M501 à ASTM B 67.
Informações sobre as propriedades mecânicas e características de fusão de algumas dessas ligas são apresentadas na tabela Pb-8.
Tabela Pb-8 – Propriedades Mecânicas e Características de Fusão de Algumas Ligas de Chumbo (‘Babbitts”) para Mancais.
Liga Massa
específica (g/cm3)
Resistência ao
Escoamento Compressivo
(MPa)
Resistência à
Compressão (MPa)
Dureza Brinell (HB) Temperatura
Solidus Temperatura
Liquidus
Temperatura de
Vazamento
20 ºC 100 ºC
20 ºC 100 ºC
20 ºC 100 ºC
Liga 7
9,73 24,5 11,0 107,9 42,4 22,5 10,5 240 268 338
Liga 8
10,04 23,4 12,1 107,6 42,4 20,0 9,5 237 272 340
Liga 15
10,05 --- --- --- --- 21,0 13,.0 248 281 350
Na ausência do arsênico a microestrutura destas ligas consiste de cristais cubóides primários de SbSn ou de antimônio encapsulado numa mistura ternária de Pb-Sb-SbSn, na qual o chumbo predomina na matriz. O número desses cubóides por volume unitário da liga aumenta à medida que aumenta o teor de antimônio. Se o teor de antimônio for igual ou superior a 15 %, a quantidade total de constituintes duros aumenta de tal modo que as ligas se tornam muito frágeis para serem utilizadas na fabricação de mancais. O arsênico é adicionado aos babbitts para melhorar suas propriedades mecânicas, principalmente em temperaturas relativamente elevadas. Todos os babbitts de chumbo estão sujeitos ao amolecimento ou perda de resistência mecânica durante exposição prolongada a temperaturas da ordem de 95 a 150 ºC, nas quais funcionam como mancais em motores de combustão interna. Neste caso, a adição de arsênico minimiza este amolecimento. Em condições adequadas de fundição, os babbitts de chumbo contendo arsênico (SAE 15 e ASTM grau 15) desenvolvem microestruturas consideravelmente finas e uniformes, além de apresentar melhor resistência à fadiga do que as ligas isentas de arsênico. Os babbitts contendo arsênico mostram comportamento satisfatório em muitas aplicações, principalmente na indústria automotiva em geral e especialmente na fabricação de motores a óleo diesel. A liga mais usada é a SAE 15
(ASTM grau 15), que contém 1 % de arsênico. Mancais automotivos desta liga em geral são fabricados a partir de tiras bimetálicas (aço e babbitt) fundidas continuamente. Quando apropriadamente tratada, esta liga pode suportar a considerável deformação resultante da conformação da tira bimetálica em mancais. Os mancais de motores a óleo diesel são freqüentemente fundidos como cascas de mancais individuais, tanto por centrifugação quanto por processo gravitacional. Uma liga contendo 3 % de arsênico (liga B na tabela Pb-7) já foi usada com sucesso em aplicações que exigem severos requisitos de conformabilidade, como, por exemplo, mancais fabricados por laminação não plana. Durante muitos anos as ligas à base de chumbo para mancais foram consideradas apenas como substitutas de baixo custo para as ligas à base de estanho, porém, os dois tipos de liga não diferem muito no que se refere às características anti-agarramento, e quando ligas à base de chumbo são usadas com suportes de aço, e em espessuras inferiores a 0,75 mm, apresentam resistência à fadiga igual ou superior á das ligas de estanho. De qualquer modo, mancais de qualquer tipo de liga duram mais quando a espessura não é superior a 0,13 mm. A superioridade das ligas de chumbo em comparação com as ligas de estanho é mais acentuada quando a temperatura de serviço aumenta. Por esse motivo, engenheiros automotivos em geral preferem ligas á base de chumbo cujas composições químicas se aproximem das faixas especificadas para as ligas ASTM 7 e 15 e SAE 16. O uso de babbitts contendo cálcio e metais alcalinos terrosos é limitado quase inteiramente às aplicações em ferrovias, embora alguns desses babbitts sejam usados até certo ponto em mancais de motores a óleo diesel. Uma das ligas mais usadas contém 1 a 1,5 5 de estanho, 0,50 a 0,75 % de cálcio e pequenas adições de vários outros elementos. A resistência mecânica desta liga se aproxima da liga 90 % Sn – 8 % Sb – 2 % Cu. A dureza desta liga de chumbo atinge cerca de 20 HB, a temperatura solidus é 321 ºC e a temperatura liquidus se aproxima de 338 ºC. A temperatura de vazamento, que é alta, varia de 500 a 520 ºC. A elevada temperatura e a natureza reativa do cálcio explicam a formação de um maior volume de borra do que no caso da fundição das ligas Pb-Sb-Sn . Deve ser tomado cuidado para evitar a contaminação da liga com babbitts de Pb-Sb e vice-versa. A deformabilidade e a resistência ao desgaste desta liga são da mesma ordem de grandeza das encontradas em outros babbitts de chumbo. Em sua maioria, as ligas deste tipo são suscetíveis à corrosão por óleos ácidos. A resistência á fadiga de materiais para mancais depende em grande parte do projeto do mancal. A rigidez e a resistência mecânica da estrutura de suporte, a estrutura do metal de apoio (aço ou bronze), a espessura do material do mancal e o tipo de ligação entre o material do mancal e o material de apoio são todos fatores importantes na aplicação de mancais para uso em motores recíprocos de alta velocidade, como os de mancais automotivos e aeronáuticos. A resistência à fadiga é de algum modo menos importante em mancais que operam sob carga estática, como, por exemplo, mancais de motores de locomotiva e de vagões. Neste tipo de mancal a as características anti-agarramento, a conformabilidade e as resistências à compressão, à abrasão e à corrosão constituem-se nas propriedades essenciais. O metal de revestimento usado nesses mancais é o chumbo contendo baixo teor de arsênico (liga M501 da AAR – Association of American Railroads, equivalente à ASTM B 67), fundida sobre um suporte de bronze com chumbo. Munição – Grandes quantidades de chumbo são usadas em munições, tanto militares como esportivas. Ligas usadas em projéteis contêm até 8 % de antimônio e 2 % de arsênico, ao passo que as ligas usadas no núcleo das balas contêm até 2 % de antimônio. Revestimento de chapas de aço chumbadas – Chapas longas de aço chumbadas são chapas de aço que são continuamente revestidas por vários tipos de processos de imersão a quente com terne (chumbo contendo 3 a 15 % de estanho). Esta chapa revestida possui uma aparência mais fosca que a da chapa convencional, revestida por estanho, e isso justifica esta denominação, uma vez que terne significa fosco no idioma francês. Este revestimento liso e fosco proporciona à chapa boa resistência à corrosão, conformabilidade, excelente soldabilidade (solda mole) e favorece a aplicação de tintas por pintura. A principal aplicação deste tipo de material está nos tanques de gasolina automotivos, a qual é favorecida por sua excelente soldabilidade (solda mole) e considerável resistência à corrosão. Outras aplicações típicas incluem: componentes automotivos, como aparelhos de ar condicionado, filtros de ar, tubos de distribuidores, filtros de óleo, peças de radiadores; gaxetas; componentes d rádios, gravadores e aparelhos de televisão; portas anti-incêndio; componentes de fornos e de equipamentos de aquecimento em geral. Chapas longas de terne são produzidas de acordo com a norma ASTM A 308. Nas operações de conformação da chapa o revestimento de terne age como lubrificante e favorece a realização da conformação, e como fica fortemente ligado à chapa de aço, pode ser conformado simultaneamente com esta. As propriedades mecânicas da chapa longa revestida por terne são semelhantes às das chapas galvanizadas por imersão a quente ou das chapas de aço revestidas por alumínio. O chumbo apresenta excelente resistência á corrosão, e o terne é constituído predominantemente por chumbo, com 3 a 15 % de estanho adicionado para reagir com o aço, de modo a formar uma forte ligação intermetálica. Entretanto, como o chumbo não proporciona proteção galvânica ao aço (metal base), devem ser tomados cuidados para evitar arranhões, poros e outros tipos de descontinuidades no revestimento. Pequenas aberturas podem ser fechadas por produtos de corrosão do ferro, do chumbo e pelo oxigênio, mas aberturas muito grandes podem levar à corrosão num

ambiente agressivo ao aço usado como metal base. Chapas longas de terne podem ser soldadas (solda mole) com fluxos não corrosivos usando procedimentos normais, pois a chapa já está pré-soldada. Essa característica torna este tipo de material bastante adequado para aplicações nas quais a facilidade de soldagem mole é importante, como no caso de chassis de rádios e televisores e tanques de gasolina. Este material também pode ser soldado por resistência elétrica, porém, quando o revestimento é submetido a altas temperaturas, pode haver liberação de grande quantidade de fumos de chumbo, bastante insalubres, razão pela qual muitos órgãos governamentais de vários países estabelecem norma de segurança rigorosas no que se refere à soldagem, corte ou brasagem de chumbo e suas ligas, bem como de outros materiais contendo chumbo. As chapas longas de terne apresentam excelente aderência às pinturas em geral, o que permite que estas sejam aplicadas por métodos convencionais. Entretanto, este tipo de produto geralmente não é pintado. Quando é realizada a pintura, não é necessário tratamento superficial prévio, com exceção da remoção de sujeiras comuns aderidas, óleos e graxas. Entretanto, chapas cobertas com óleo devem ser submetidas a cuidadosas operações de limpeza para remover todo o óleo. As chapas longas de terne normalmente são fornecidas secas e sem necessidade de manipulação especial. Devem ser armazenadas em locais fechados, secos e não frios, pois, do contrário, pode ocorrer o surgimento de manchas cinzentas ou brancas no revestimento de terne. Do mesmo modo, se existirem poros no revestimento de terne, pode ocorrer corrosão. Folhas de Chumbo – São geralmente fabricadas por meio de laminação de um “sanduíche” de chumbo entre duas chapas de estanho, resultando numa forte ligação entre os dois metais. São comuns espessuras de 0,01 mm ou mesmo inferiores. A folha de chumbo é usada na proteção contra a umidade na indústria da construção civil e como barreira à penetração do oxigênio em garrafas de vinho e champanhe. Folhas compostas de chumbo e estanho também são usadas na indústria eletrônica. Ligas Fusíveis – O chumbo ligado com estanho, bismuto, cádmio, índio ou outros elementos, tanto isoladamente como em combinação, forma ligas com pontos de fusão particularmente baixos. Algumas dessas ligas, que fundem a temperaturas inferiores mesmo à temperatura de ebulição da água, são denominadas “ligas fusíveis”. São usadas na fabricação de “sprinklers” (dispositivos de proteção anti-incêndio), de fusíveis elétricos, e de “plugs” (conectores) de “boilers” (dispositivos de aquecimento). Anodos – Fabricados com chumbo, são usados na eletro-recuperação e revestimento de metais como manganês, cobre, níquel e zinco. Ligas laminadas de Pb-Ca-Sn e Pb-Ag são as preferidas como materiais para anodos neste tipo de aplicação, devido à sua elevada resistência à corrosão no ácido sulfúrico usado em oluções eletrolíticas. Os anodos de chumbo também possuem alta resistência à corrosão por água do mar, as tornando econômicas para a proteção catódica de navios e equipamentos “off shore” (usados em alto mar). Anodos para esse tipo de aplicação às vezes são fabricados em chumbo não ligado, mas em geral são feitos com chumbo ligado com prata, estanho ou antimônio. Esses anodos são produzidos não apenas na condição de fundidos, mas também como barras extrudadas ou chapas. Anodos de liga Pb-7%Sn são usados em revestimentos de cromo [1-3].
Referências bibliográficas
[1] – ASM Handbook, Volume 2, Properties and Selection: Nonferrous Alloys and Special-Purpose Materials, ASM International (American Society for Metals), Materials Park, Ohio, USA, 1990 (6 th printing: 2000).
[2] – Seleção de Metais Não Ferrosos, Ettore Bresciani Filho, Editora da UNICAMP (Universidade de Campinas), Campinas, SP, 1992.
[3] – Propriedades e Usos de Metais Não-Ferrosos, Mario Rennó Gomes e Ettore Bresciani Filho, ABM (Associação Brasileira de Metalurgia e Materiais), São Paulo, SP, 1987.
ESTANHO
Metalurgia Física, Propriedades e Aplicações
O estanho foi um dos primeiros metais a ser utilizado pelo homem, ainda nos primórdios da civilização humana. Ao longo de vários séculos várias culturas de várias épocas reconheceram a importância do uso deste metal, sob a forma de revestimentos, ligas e compostos, e seu uso aumentou com o avanço da tecnologia industrial. Atualmente o estanho ainda é um metal importante na indústria, embora a produção anual deste metal em toneladas seja muito menor do que a de outros metais. Um dos motivos para essa pequena tonelagem produzida é que, na maioria das aplicações, apenas pequenas quantidades de estanho são consumidas num determinado uso [1].
Propriedades
O estanho apresenta baixo ponto de fusão (232 ºC), o que facilita seu uso com elemento de liga em materiais usados na soldagem mole e em revestimentos de chapas de aço por imersão a quente (as chamadas “folhas de flandres”). Justamente por apresentar elevada resistência à corrosão, ele pode ser utilizado em revestimentos utilizados em diversos tipos de ambientes. Estes revestimentos podem ser aplicados por imersão ou eletrodeposição e permitem que o material seja utilizado na fabricação de embalagens para alimentos. Por apresentar resistência mecânica relativamente baixa, o estanho não pode ser utilizado como material de construção mecânica ou como componente de estruturas em geral, mas, como elemento de liga no cobre, aumenta a resistência mecânica e a resistência à corrosão, formando os chamados bronzes de estanho. Devido à marcante característica anti-fricção das ligas que contêm estanho (chumbo-estanho, cobre-estanho e alumínio-estanho, estes materiais são muito utilizados em mancais de deslizamento (sistemas bimetálicos e trimetálicos). Por ser um metal de custo relativamente elevado, o estanho somente é utilizado em condições nas quais suas características mais relevantes, como alta resistência à corrosão, elevada dutilidade e baixo ponto de fusão, possam ser melhor aproveitadas [2]. A densidade (massa específica) do estanho é de 7,298 g/cm3, não sendo portanto um metal leve, e sim um metal com densidade próxima à do aço. Seu ponto de ebulição atinge 2270 ºC. O estanho puro apresenta reticulado cristalino tetragonal de corpo centrado, resistência à tração de 11 MPa, alongamento de 57 % e módulo de elasticidade de 42,4 GPa [3]. O estanho de alta pureza é utilizado em aplicações de revestimentos em chapas de aço pelo processo de eletrodeposição, pois a quanto mais puro o estanho (anodo), mais eficiente o processo e melhor a qualidade do depósito obtido. Outro aspecto importante neste processo é a pureza do eletrólito (compostos de estanho em banhos ácidos ou alcalinos). O estanho comercialmente puro (diferentes tipos) apresenta baixa resistência mecânica e elevada dutilidade. A adição de elementos de liga como cobre, prata, antimônio, chumbo e zinco aumenta a resistência mecânica e introduz outras características específicas, como uma temperatura de fusão ainda mais baixa no caso de soldagem branca (“mole”) e melhores propriedades antifricção no caso de mancais de deslizamento. Por outro lado, a resistência a corrosão pode ser prejudicada pela introdução desses elementos de liga, dependendo do ambiente no qual o material é utilizado, e a presença de chumbo pode acarretar contaminação das substâncias que estão em contato com a liga, inviabilizando assim a sua utilização. Outro efeito negativo da introdução de elementos de liga é a acentuada diminuição da dutilidade [2]. Classificação e Usos dos Principais Tipos de Liga e do Estanho Puro
Há diversos tipos de estanho, com diferentes graus de refino, mas entre os diversos tipos de estanho refinado, o mais comumente usado é o estanho tipo A, que apresenta pureza máxima de 99,80 % (tabela Sn-1). Este material é utilizado principalmente no processo de revestimento eletrolítico de chapas de aço. Existem outros tipos de estanho refinado, usados em aplicações mais específicas, com teores máximos de 99,95 e 99,98 %, na indústria química fina e na análise e pesquisa química. Outros tipos de estanho, com teores menos elevados, da ordem de 99,00 a 00,80 %, são usados na fabricação das ligas com chumbo, cobre e alumínio. As ligas de estanho (composição química na tabela Sn-2) estão classificadas em três grupos principais: a) Ligas de estanho para metal de enchimento de soldagem branca; b) Ligas de estanho para metais antifricção; c) Ligas para fundição e usos específicos [2]. Tabela Sn-1. Composição Química dos Principais Tipos de Estanho.
Tipo de Estanho Puro Sn Sb As Bi Cd Cu Fe Pb Ni+Co S Zn A (Estanho eletrolítico) 99,80 0,04 0,05 0,015 0,001 0,04 0,015 0,05 0,01 0,01 0,005 B (Estanho de uso geral) 99,80 --- 0,05 --- --- --- --- --- --- --- --- C (Estanho de grau intermediário)
99,65 --- --- --- --- --- --- --- --- --- ---
D (Estanho de grau 99,50 --- --- --- --- --- --- --- --- --- ---
intermediário) E (Estanho comum) 99,00 --- --- --- --- --- --- --- --- --- ---
Tabela Sn-2 – Composição Química das Principais Ligas de Estanho.
Liga Sb Ag Pb Bi Cu Fe Al Zn As Cd Sn Sn-5Sb 4,5-5,5 --- 0,20 0,15 0.08 0,04 0,005 0,005 0,05 --- Bal. Sn-5Ag --- 5 --- --- --- --- --- --- --- --- Bal. Sn-30Pb 0,12 --- 30 0,25 0,08 0,02 0,005 0,005 0,03 --- Bal. Sn-37Pb 0,12 --- 37 0,25 0,08 0,02 0,005 0,005 0,03 --- Bal. Sn-40Pb 0,12 --- 40 0,25 0,08 0,02 0,005 0,005 0,03 --- Bal. Sn-4,5Sb-4,5Cu 4-5 --- 0,35 --- 4-5 0,08 0.01 0,01 0,08 --- Bal. Sn-7,5Sb-3,5Cu 7-8 0,35 0,08 3-4 0,08 0,005 0,005 0,10 0,05 Bal. Sn-8Sb-8Cu 7,5-8,5 --- 0,35 0,08 7,5-8,5 0,08 0,005 0,005 0,10 0,05 Bal. Sn-12Sb-10Pb-3Cu 11-13 --- 9,3-10,7 --- 2,5-3,5 0,08 --- --- 0,15 --- Bal. Sn-18Pb-15Sb-2Cu 14-16 --- 17-19 --- 1,5-2,5 0,08 0,01 0,01 0,15 --- Bal. Sn-13Sb-5Cu 12-14 --- 0,35 --- 4-6 0,08 0,01 0,01 0,08 --- Bal.
Obs: Valores isolados referem-se aos teores máximos permitidos para cada impureza.
Metais de enchimento para soldagem branca – O estanho líquido adere, de modo relativamente fácil, à superfície da maioria dos produtos metálicos, o que favorece seu uso como metal de enchimento no caso de soldagem branca. A adição de chumbo provoca diminuição do ponto de fusão e do custo, porém também reduz a resistência mecânica e a condutividade elétrica, além de poder acarretar contaminação nos produtos que estão em contato com a liga assim formada. Pequenas adições de prata e de antimônio contribuem para elevar a resistência mecânica da solda. Há uma grande variedade de composição química de ligas, porém sempre seguindo alguns critérios fundamentais: a) O estanho sem elementos de liga é usado na soldagem de embalagens para alimentos; b) As ligas de estanho com 40 a 70 % deste metal são utilizadas na soldagem de componentes eletro-eletrônicos, produzindo soldas de alta resistência mecânica; c) As ligas com 40 a 50 % de estanho são usadas como metais de enchimento para aplicações comuns e gerais, principalmente na soldagem de tubos e chapas metálicas; d) As ligas contendo 20 a 35 % de estanho são utilizadas na junção de cabos elétricos e de radiadores automáticos. As ligas menos freqüentemente usadas para soldagem branca são as ligas com zinco para soldagem de peças de alumínio, e as ligas com antimônio ou prata para formar soldas de alta resistência mecânica (principalmente resistência à fluência) em altas temperaturas. As ligas contendo 30, 37 ou 40 % de chumbo apresentam teor máximo de antimônio de 0,12 % na liga denominada tipo A. A liga designada como tipo B o teor de antimônio varia de 0,20 a 0,50 % e a sua presença evita a transformação alotrópica de estanho alfa para estanho beta, o que causa mudança de volume e diminuição da resistência mecânica. Neste caso, o antimônio é adicionado propositalmente, entretanto, a presença deste metal de liga reduz a capacidade de molhar a superfície. As impurezas devem ser controladas porque o bismuto provoca perda de cor da solda, o cobre (acima de 0,25 %) e o ferro (acima de 0,1 %) conferem um aspecto “arenoso” na solda, ao passo que o zinco e o alumínio acarretam excessiva oxidação na solda. Metais antifricção para mancais de deslizamento – O estanho se caracteriza por apresentar um baixo coeficiente de atrito, podendo ser usado como metal de contato entre duas superfícies metálicas em movimento relativo. Entretanto, para esse tipo de aplicação, a resistência mecânica do estanho tem que ser aumentada através da adição de elementos de liga como cobre e antimônio. O teor de chumbo deve ser limitado em pequenos valores ( de 0,35 a 0,50 %), pois embora favoreça a redução do coeficiente de atrito, também reduz a temperatura de operação, ao formar um eutético de baixo ponto de fusão. As ligas utilizadas em mancais, também denominadas metais brancos ou “babbits”), quando fabricadas à base de estanho são mais caras do que as ligas fabricadas à base de chumbo, porém apresentam maior resistência mecânica. Estas ligas à base de estanho contêm de 4 a 7 % de antimônio e de cobre. As ligas de alumínio-estanho se caracterizam por um maior equilíbrio entre as propriedades resistência á fadiga e dutilidade (capacidade de absorção de partículas). Os teores de estanho variam de 5 a 7 % (ligas mais diluídas) até 20 a 40 % de estanho (ligas mais concentradas), e além de apresentarem elevada capacidade de absorção de partículas existentes no meio ambiente, também possuem elevada resistência à corrosão. Metais para fundição – Certas ligas para mancais podem ser fundidas em moldes de areia ou em moldes metálicos para a fabricação de diferentes tipos de peças com diversas finalidades. Uma liga típica para fundição em moldes metálicos apresenta teores de antimônio da ordem de 13 % e cerca de 5 % de cobre. Para fundição em moldes de

areia, deve conter 7 % de antimônio e 2 % de cobre [2]. Revestimentos de Estanho – Atualmente a principal aplicação do estanho na indústria consiste na deposição deste elemento como revestimento na superfície de chapas de aço com o objetivo de aumento da resistência à corrosão, principalmente no caso de embalagens para alimentos. Os revestimentos em geral representam 40 % do total mundial do consumo de estanho. Desde 1940 o tradicional método de deposição do estanho por imersão a quente vem sendo gradativamente substituído pela eletrodeposição no caso da fabricação de chapas de aço revestidas por estanho produzidas por laminação contínua de tiras. O revestimento eletrolítico de estanho pode ser produzido em quantidades idênticas ou diferentes em cada superfície do metal base (aço). Quando as quantidades são idênticas, a espessura do revestimento em geral pode variar entre 0,38 e 1,50 micrometros, raramente excedendo 2,00 micrometros. De um modo geral a espessura do revestimento varia entre 0,15 e 0,60 mm. Cerca de 90 % da produção mundial de revestimentos de estanho é usada em embalagens para alimentos (latas e etc). Latas de aço revestidas por estanho são fabricadas geralmente em três peças: o corpo da lata ao qual é soldado duas tampas, uma inferior e outra superior, mas o avanço da tecnologia industrial já permite fabricar latas desse tipo em duas peças, através de embutimento profundo. Estas latas fabricadas a partir de “folhas de flandres” (chapas de aço revestido por estanho) são muito usadas para acondicionamento de alimentos, bebidas (alcoólicas e não alcoólicas), mas também podem ser usadas como recipientes de tintas, vernizes, óleos de motores, desinfetantes, detergentes, removedores e produtos para polimento. Outras aplicações menos importantes incluem filtros, baterias, brinquedos, gaxetas e embalagens para produtos farmacêuticos, cosméticos, combustíveis em geral, tabaco e outros produtos. A eletrodeposição se constitui num dos processos mais importantes para a aplicação de revestimentos de estanho. O estanho é usado como anodo e como componentes do eletrólito para revestir vários tipos de substratos. O eletrólito de estanho pode ser ácido ou alcalino. Estanatos de sódio ou potássio formam a base dos eletrólitos alcalinos de estanho, os quais são muito eficientes e capazes de produzir revestimentos de alta qualidade. As principais vantagens desses banhos alcalinos é que eles não são corrosivos ao substrato de aço e não necessitam de agentes adicionais. Soluções ácidas para eletrodeposição de estanho operando com elevadas densidades de corrente e altas taxas de deposição necessitam da adição de compostos orgânicos. Certo número de revestimentos de ligas podem ser eletrodepositados a partir de banhos mistos de estanato e cianeto, incluindo ligas estanho-zinco e estanho-cádmio e uma grande variedade de bronzes (ligas cobre-estanho contendo de 7 a 98 % de estanho). Depósitos de bronze vermelho contêm até 20 % de estanho, ao passo que os revestimentos de alto bronze contêm cerca de 40 % de estanho. Eletrodepósitos de estanho-níquel e estanho-chumbo são obtidos a partir de soluções ácidas e são importantes como revestimentos para placas de circuitos impressos e componentes eletrônicos em geral. O revestimento de estanho-cobalto é usado em aplicações para as quais são necessários acabamentos superficiais com aspecto atraente e boa resistência à corrosão. Dois tipos de eletrodepósitos de liga ternária são utilizados na indústria: cobre-estanho-chumbo para superfícies de mancais e cobre-estanho-zinco para revestimentos de determinados componentes eletrônicos. Revestimentos por imersão a quente são produzidos na superfície de chapas de aço, resultando em produtos que podem ser facilmente conformados e soldados para aplicações como telhados, selos para resistir às intempéries, na construção de tanques automotivos para gasolina, tanques de radiadores, cantoneiras, chassis e equipamentos para processamento e tratamento de alimentos. Adicionalmente, revestimentos de estanho obtidos por imersão a quente podem ser utilizados para atuar como camada de ligação para a superfície de casco de mancal [1]. Produtos à Base de Estanho Usados em Metalurgia do Pó – Grande parte da produção mundial de pós de estanho é destinada à fabricação de componentes sinterizados de bronze ou de ligas ferrosas. Entretanto, cada vez mais pós de estanho estão sendo empregados na fabricação de adesivos para junção de encanamentos e de componentes eletrônicos. O estanho e suas ligas são usados em menor escala na fabricação de revestimentos obtidos por aspersão (“spray”) aplicados em equipamentos usados no processamento de alimentos, na metalização de não condutores e no reparo de mancais. Partículas de estanho também podem ser usadas em latas de conserva de alimentos para diminuir a dissolução do fero e de soldas à base de chumbo. Adições de 2 % de pó de estanho e 3 % de pó de cobre auxiliam a sinterização de peças de ferro compactas. O estanho permite a formação de uma fase com baixo ponto de fusão, a qual favorece a formação de caminhos preferenciais para difusão do ferro. Produtos compactos de liga ferro-estanho-cobre sinterizados a 950 ºC apresentam propriedades mecânicas comparáveis às dos componentes de ferro-cobre produzidos por metalurgia do pó contendo 7 a 10 % de cobre e sinterizados a 1150 ºC. Adicionalmente, é possível um melhor controle dimensional pelo uso da mistura ferro-estanho-cobre, melhorando a qualidade e reduzindo o custo do produto final. Produtos compactos fabricados a partir de misturas de pós de ferro e de soldas estanho-chumbo são adequados para determinadas aplicações de engenharia nas quais as tensões atuantes são relativamente baixas. A compressão a morno destes produtos compactos (a cerca de 450 ºC) permite boa coesão nas misturas de ferro e solda, mas não leva à recristalização do pó de ferro, e, portanto, permanece o encruamento resultante da compactação. Diferentes propriedades podem ser obtidas nos produtos compactos prensados e sinterizados ao se variar as condições de prensagem e as quantidades relativas de pós de ferro e de
solda [1]. Uso do Estanho na Indústria Química – A fabricação de compostos químicos orgânicos e inorgânicos contendo estanho se constitui numa das principais aplicações do estanho metálico. O crescimento do uso dos compostos de estanho foi tão rápido nas últimas décadas do século XX, que, de responsável por grande parte do consumo de estanho secundário (reciclado), transformou-se num grande consumidor de estanho primário (metal virgem). Estes compostos de estanho são usados numa grande variedade de eletrólitos para a deposição de revestimentos de estanho, pigmentos para cerâmicos e vidros, catalisadores e estabilizadores para plásticos, agentes em produtos agrícolas e aditivos para inibição de corrosão em óleos lubrificantes [1]. Peltre – O peltre é uma liga de estanho de coloração branca que contém antimônio e cobre. Inicialmente o peltre continha chumbo, que posteriormente foi excluído de sua composição química devido à sua considerável toxidez e ao acabamento inadequado que acarretava no produto final. A composição química atual do peltre varia de 1 a 8 % de antimônio e 0,25 a 3 % de cobre. Os produtos fundidos de peltre em geral apresentam menor teor de cobre do que o peltre usado para repuxamento de produtos vazados, e assim apresentam maior fluidez às temperaturas de fundição. O peltre atualmente utilizado consiste numa solução sólida de antimônio em estanho (com alguma segregação) na qual estão distribuídos finos cristais de fase heta (Cu6Sn5). O peltre é dútil e maleável, e pode ser submetido à conformação de peças com geometria complexa, não necessitando de recozimentos intercalados durante fabricação. Muitas bijuteriais são feitas a partir de peltre fundido por centrifugação em moldes de borracha e silicone. Produtos típicos de peltre: serviços de café e chá, bandejas, pratos para doces, candelabros, e decantadores. Composição química – Embora exista uma grande variedade de composições químicas de peltres, as ligas atualmente produzidas contêm de 90 a 95 % de estanho, 1 a 3 % de cobre, sendo o restante antimônio. Algumas ligas de alumínio podem ser utilizadas para as mesmas aplicações, mas não são peltres. Embora possam conter chumbo até certo limite, peltres usados em contato com alimentos e bebidas não podem conter este elemento, que também prejudica o acabamento das peças. As principais propriedades do peltre são: densidade (massa específica) de 7,28 g/cm3, módulo de elasticidade de 53 GPa, temperatura solidus de 244 ºC e temperatura liquidus de 295 ºC. O peltre se oxida em água mole, com a formação de um filme de óxido visível colorido. Não se oxida em água dura, mas pode ocorrer ataque corrosivo localizado na linha de água e às vezes se forma um depósito branco com consistência de giz a partir deste tipo de água. O peltre é atacado por ácido clorídrico diluído e por ácidos cítricos ao ar. O peltre pode ser fundido entre 315 e 330 ºC, apresenta boa soldabilidade e conformabilidade, por laminação, martelamento, repuxamento ou estiramento. A formação de “orelhas” em chapas de peltre pode ser reduzida pela realização de laminação cruzada (mudança de orientação de laminação entre passes) ou por tratamento térmico. A laminação pode levar à obtenção de espessuras bem pequenas no produto final [1]. Outros Tipos de Ligas de Estanho – A seguir são apresentados outros tipos de ligas de estanho, usados em aplicações específicas e não mencionados anteriormente: Ligas de Estanho para Tubos de Órgãos – Ligas de estanho-chumbo são usadas na fabricação de tubos de órgãos (instrumentos musicais), sendo conhecidas como “metais manchados” por desenvolver grandes cristais nucleados com aspecto de manchas, quando ocorre solidificação de tiras. Os tubos que produzem os diferentes tons de diapasão dos órgãos geralmente são fabricados com ligas contendo de 20 a 90 % de estanho, de acordo com o tom necessário ou desejado. Tons graves geralmente são produzidos com o uso de ligas ricas em chumbo, e à medida que o teor de estanho aumenta, o tom torna-se mais agudo. Ligas estanho-cobre-antimônio (95 % Sn) também podem ser usadas com sucesso na a fabricação de tubos, e o uso destas ligas tem aumentado a eficiência e a rapidez da fabricação de tubos acabados. Além disso, esta composição permite um aspecto visual mais brilhante, e também mais resistente á oxidação do que as ligas estanho-chumbo. Metais para Tipos – São ligas contendo diferentes proporções de chumbo, antimônio e estanho. Elas não se segregam imediatamente durante a solidificação a partir do banho fundido, mas estão sujeitas ao surgimento de porosidade nas regiões centrais das letras (tipos), em geral devido à dificuldade de escape do ar retido no molde. Quando estas ligas são usadas para esta aplicação, um bom preenchimento do molde pode ser assegurado pela injeção rápida, e a temperatura do metal deve ser alta o suficiente para evitar solidificação prematura e retenção de gases na peça. Metal Branco (92Sn-8Sb) – é uma liga de estanho usada para a fabricação de bijuterias. Durante laminação a frio a liga endurece inicialmente e a dureza máxima é obtida para reduções de espessura da ordem de 40 a 45 %. A partir deste nível, aumentando o grau de deformação ocorre amolecimento progressivo até cerca de 80 % de redução, quando a dureza se aproxima do valor encontrado no material fundido. O recozimento na faixa de 220 a 225 ºC provoca leve endurecimento na liga severamente deformada. A temperatura solidus do metal branco é 246 ºC e sua condutividade elétrica atinge 11.1 % IACS. Ligas Fusíveis – Existem mais de 100 variedades de ligas de metal branco que fundem a temperaturas relativamente baixas. A maioria das ligas fusíveis comerciais contém bismuto, chumbo, estanho, cádmio, índio e antimônio, ao passo que ligas especiais dentro desta categoria podem conter teores significativos de zinco, prata, tálio ou gálio. Muitas das ligas fusíveis usadas em aplicações industriais apresentam composição química baseada nas
composições eutéticas. Estas ligas são usadas preferencialmente em dispositivos de segurança, como sprinklers para incêndios, conectores de aquecedores (“boilers”) e controles de fornos. À temperatura ambiente estas ligas possuem resistência mecânica suficiente para manter componentes unidos, mas à uma temperatura específica mais elevada esta ligação fabricada com liga fusível funde, assim desconectando os componentes. Alguns exemplos de ligas fusíveis: a) 51,2 Sn – 30,6 Pb – 18,2 Cd: funde a 142 ºC; b) 67,75 Sn – 32,25 Cd: funde a 177 ºC; c) 61,86 Sn – 38,14 Pb: funde a 183 ºC; d) 91 Sn – 9,0 Zn: funde a 199 ºC; e) 96 Sn – 3,5 Ag: funde a 221 ºC. Tubos Colapsáveis e Folhas de Estanho – Embora ainda em uso, esses tubos e folhas já não são tão usados como eram no passado. Tubos colapsáveis de estanho são usados em certos produtos farmacêuticos e em pinturas de alguns artistas. Folhas de estanho são usadas para empacotar alguns produtos caros e para fabricar cápsulas de garrafas de vinho Duas ligas de estanho usadas nessas aplicações são descritas a seguir. Estanho Duro (99,6 Sn – 0,4 Cu) – É usado na fabricação de tubos colapsáveis e folhas. O estanho duro é resistente ao ataque corrosivo causado por alimentos, medicamentos, cosméticos e tintas. A temperatura solidus do estanho duro é 227 ºC e sua temperatura liquidus é 230 ºC. A resistência à tração do estanho duro varia com a condição de tratamento térmico e de processamento termomecânico: a) Atinge 23 MPa no caso de tira recozida por 3 horas a 100 ºC; b) Atinge 21 MPa no caso de tira recozida por 3 horas a 200 ºC; c) Atinge 28 MPa no caso de tira laminada a frio com 80 % de redução em espessura. Folha de Estanho (92 Sn – 8 Zn) – Este tipo de produto é muito usado em embalagens de alimentos. Um exemplo é o acondicionamento do leite, que dissolve quantidades desprezíveis deste metal. Propriedades mecânicas típicas de folha de estanho: resistência á tração de 60 MPa, resistência ao escoamento de 41 MPa e alongamento de 40 %. A temperatura solidus é de cerca de 200 ºC. Além destas aplicações, o estanho pode ser adicionado à composição química de ligas para grades de baterias, em ligas de uso dentário e em muitas outras ligas nas quais predominam outros elementos, como ligas de cobre (bronzes), ferros fundidos, ligas de titânio e ligas de zircônio [1]. Chapas de Aço Estanhadas (Folhas de Flandres) – As chapas de aço estanhadas usadas na indústria devem apresentar como características básicas: a) Dutilidade: Chapas de aço estanhadas devem ser submetidas a operações de conformação mecânica severas, como a estampagem profunda, por exemplo, devido à elevada dutilidade do revestimento de estanho; b) Soldabilidade: Os revestimentos de estanho em geral favorecem a soldagem mole, tornando possível a obtenção de recipientes estanques, com boa aparência e que também podem ser submetidos à impressão litográfica; c) Resistência à Corrosão: O estanho isola o aço do contato com o ambiente corrosivo e assim o protege. Especificamente no caso de latas para embalagens de produtos alimentícios, o estanho confere proteção ao aço contra a ação corrosiva destes produtos, e as pequenas quantidades de estanho dissolvidas nestes produtos não acarretam nenhuma modificação sensível na sua qualidade, assim como não ocorre desprendimento de hidrogênio nesses ambientes. Entretanto, quando ocorre alguma falha no revestimento, a ação corrosiva nesta região é tão rápida que a perfuração de chapa de aço acontece de modo muito rápido, devido à desproporção entre uma pequena área anódica formada na região de perfuração em relação à área catódica adjacente à falha. Isso se deve ao comportamento catódico do estanho em comparação com o aço. Por outro lado, a resistência á corrosão da chapa estanhada não depende unicamente das propriedades do metal de revestimento, sendo também afetada pela natureza do metal base (aço), pela qualidade das soldas realizadas, pelas características dos vernizes eventualmente aplicados, e pela natureza e composição dos produtos alimentícios contidos nesses recipientes fabricados com chapas de aço estanhadas. Analisando o comportamento do par eletroquímico estanho-ferro é possível compreender o comportamento das chapas de aço estanhadas no que se refere à resistência à corrosão: o oxigênio proveniente de atmosferas comuns leva o estanho a se comportar como catodo no per estanho-ferro, ou seja, nas descontinuidades da camada de revestimento ocorre corrosão que pode levar á perfuração da chapa. Isso também pode acontecer nas latas de folhas de flandres que contêm alimentos, se não houver uma completa retirada de ar, ou se houver alguma substância oxidante presente neste ambiente. Geralmente nas latas fechadas o ar é completamente removido, ocorrendo inversão do comportamento do estanho em relação ao aço, ou seja, este metal não ferroso passa a ser anódico em relação ao aço, o qual protege. Ao entrar em solução em pequenas quantidades o estanho não altera as características do produto alimentício contido no interior da lata, como sabor e ausência de toxidez. Esta inversão de polaridade é um fenômeno importante, pois além de acarretar a formação de uma área anódica muito grande no estanho, evitando a concentração da ação corrosiva nas descontinuidades da camada de revestimento, permite a formação de sais de estanho, que atuam como inibidores de corrosão no aço exposto. Contudo, nas regiões catódicas pode ocorrer desprendimento de hidrogênio em quantidades suficientes para acarretar estufamento na lata. Este é um dos motivos de perdas ou refugos de latas, levando à conclusão de que qualquer tipo de corrosão deve ser mantido em níveis desprezíveis. Eletrodeposição do Estanho – Na eletrodeposição do estanho obtém-se uma camada intermediária, com aproximadamente 10 % da espessura total do revestimento, composta basicamente por uma liga ferro-estanho. Quando é feita deposição do revestimento de estanho por imersão a quente, esta camada atinge 20 % da espessura total do revestimento. Enquanto na camada eletrodepositada são formadas películas de óxidos ou cromatos para
facilitar a aplicação posterior dos processos de soldagem e de revestimento com vernizes sem a necessidade de tratamentos intermediários, no caso de aplicação deste revestimento por imersão a quente as folhas de flandres assim obtidas apresentam uma película superficial de óxido de estanho formada naturalmente. A fabricação de folhas de flandres por eletrodeposição geralmente é considerada mais vantajosa do ponto de vista econômico, embora o revestimento produzido por imersão permita melhor soldabilidade e proteção. O processo de estanhagem eletrolítica apresenta as seguintes vantagens do ponto de vista técnico: a) Permite controle preciso de espessura, assim como a obtenção de diferentes espessuras. As camadas produzidas por eletrodeposição com até 3 mm de espessura podem ser obtidas sem grandes dificuldades, ao passo que por imersão a quente é muito complicado obter espessuras superiores a 0,025 mm. Além disso, a eletrodeposição também permite obter espessuras muito pequenas, ideais para proteção durante armazenamento de curta duração, ou para criar uma base para posterior aplicação de tintas em componentes fabricados com aços; b) Os banhos utilizados para a eletrodeposição do estanho, e em particular a soluções à base de estanatos, possuem grande capacidade de penetração e deslocamento, o que permite revestir peças com formato complicado de uma maneira uniforme, sem que seja necessário usar anodos com formatos especiais. Assim como acontece com todos os processos de aplicação de revestimentos, é de fundamental importância garantir uma adequada preparação da superfície do substrato para que a camada assim obtida apresente qualidade aceitável. Para aplicar estanho por eletrodeposição em aço, geralmente é feita decapagem para remoção dos óxidos (“ferrugem”) e desengraxamento com tricloroetileno ou eletrolítico (em banho desengraxante alcalino e a quente). Enquanto os banhos alcalinos por si só já atuam como detergentes, os banhos ácidos de eletrodeposição requerem cuidados de limpeza mais rigorosos.Os banhos de estanhagem eletrolítica mais utilizados são: a) Estanato de sódio: Muito usado para serviços de eletrodeposição em geral, é de fácil operação e apresenta grande capacidade de deslocamento e penetração dos íons. É especialmente indicado para a deposição em peças fabricadas. Quando utilizado em tanques, sua composição deve ser: 40 g/l de estanho e 12,5 g/l de hidróxido de sódio livre. A temperatura de aplicação deve ser de 80 ºC e a tensão de operação de 3 a 4 V, a densidade de corrente de 1,6 A/dm2 no catodo e 2,2 A/dm2 no anodo. A eficiência do catodo atinge 82 a 87 %. Para atingir 0,0025 mm de espessura o tempo de deposição deve ser de 7 min e18 s. Entretanto, no caso de eletrodeposição em tambores as características são diferentes. b) Estanato de potássio: Apresenta características similares às do banho de estanato de sódio, porém os íons de sódio evidentemente são substituídos por íons de potássio. Deste modo, a concentração do banho pode aumentar, assim como a densidade de corrente (neste caso de 3 a 10 A/dm2 no catodo e 3 a 4 A/dm2 no anodo), o que proporciona maior velocidade de deposição. c) Sulfato de estanho: Está entre os banhos mais usados para eletrodeposição de estanho, apresentando alta eficiência de corrente e podendo ser usado à temperatura ambiente. No caso de eletrodeposição contínua em chapas de aço, o catodo está em movimento, possibilitando utilizar altas densidades de corrente. Pode ser usado para eletrodeposição de peças em geral, e principalmente no caso de eletrodeposição em tambores rotativos. Com o uso de agentes abrilhantadores é possível obter depósitos brilhantes. As características deste tipo de banho são as seguintes: composição consistindo de 40 g/l de estanho e 50 g/l de ácido sulfúrico, temperatura ambiente, tensão operacional de 0,4 a 0,8 V, densidade de corrente no anodo e no catodo idênticas: 1,1 A/dm2, eficiência de catodo de 100 % e tempo necessário para eletrodeposição de uma camada com 0,0025 mm2 atingindo 5 minutos. Este tipo de banho deve conter aditivos. Existem outros tipos de banho além dos que foram mencionados, geralmente à base de cloreto de estanho e fluoreto de metal alcalino, de cloreto de estanho em hidróxido de potássio, e de fluoborato de estanho. Depois de realizar a operação de eletrodeposição, é necessário lavar a peça para evitar ataque corrosivo. Entretanto, o polimento mecânico da película de estanho deve ser cuidadoso o suficiente para não provocar emoção excessiva desta camada. Para resistir à corrosão atmosférica o revestimento deve ter espessura mínima de 0,003 mm para aços e 0,013 mm para metais não ferrosos, para resistência à corrosão em condições de desgaste mecânico a espessura mínima do revestimento deve ser de 0,050 mm, enquanto para soldagem mole a espessura mínima deve ser de 0,008 mm para aços e 0,013 mm para metais não ferrosos. Os metais chumbo e estanho podem ser eletrodepositados ao mesmo tempo e em qualquer composição, de acordo com as necessidades da aplicação a que se destinam. Geralmente são adotadas as seguintes faixas de composição: a) 5 a 10 % de estanho em chumbo: tem por finalidade a proteção contra corrosão no aço, a eletrodeposição de mancais e para a lubrificação de arames de aço durante as operações de estiramento; b) 10 a 70 % de estanho em chumbo: usada para revestimentos indicados para soldagem mole na fabricação de radiadores, de circuitos impressos e de outros componentes. Os revestimentos Pb-Sn são mais suscetíveis à corrosão do que os revestimentos de estanho, quando expostos à ação de agentes muito corrosivos. As soluções dos banhos usados na eletrodeposição contêm fluoboratos de chumbo e de estanho, assim como ácido fluobórico e bóricos livres, bem como alguns aditivos.
O revestimento por eletrodeposição no aço com ligas de estanho e zinco mostra-se especialmente vantajoso em alguns aspectos. Os metais estanho e zinco são muito usados na proteção do aço contra a corrosão, mas enquanto o zinco apresenta comportamento anódico, o estanho é catódico em relação ao aço em condições normais de atmosfera ambiente. O estanho, aplicado como revestimento uniforme, protege o aço de modo permanente, porém as camadas eletrodepositadas ou depositadas por imersão a quente mostram um determinado nível de porosidade que dificulta o uso em atmosferas externas. Por outro lado, o zinco é sacrificado ao proteger o aço, o que viabiliza seu uso em atmosferas externas, e, além disso, seu custo de aquisição é bem inferior ao do estanho. É possível combinar as vantagens proporcionadas por estes dois metais através de uma co-deposição no aço por meio de banhos de soluções alcalinas, com proporção de aproximadamente 25 % de zinco no mínimo e 75 % de estanho no máximo. O teor de zinco pode ser aumentado com pouca alteração na resistência à corrosão, porém a soldabilidade diminui e a cor inicialmente branca torna-se gradualmente mais acinzentada. Para aplicações usuais a espessura do depósito deve estar em torno de 0,013 mm. As soluções usadas para aplicar este tipo de revestimento em geral contêm compostos de estanho alcalinos, cianeto de zinco, e hidróxido e cianeto alcalinos livres. Esta deposição mista pode ser feita também em latões e na maioria das ligas de cobre, principalmente com o propósito de conferir uma cor esbranquiçada ou maior soldabilidade no caso de soldagem mole. Entretanto, este não é um processo adequado para deposição direta sobre ligas de alumínio ou de zinco. Deposição do Estanho por Imersão a Quente – O processo de deposição de estanho por imersão a quente é relativamente antigo. Presentemente a estanhagem é mais utilizada para produzir revestimentos decorativos ou revestimentos depositados sobre aço, cobre e latões, e que deverão entrar em contato com alimentos. As ligas Pb-Sn podem ser depositadas por imersão no caso de aplicações nas quais a toxidez não seja relevante, porém quando é necessário um material de deposição com menor custo de aquisição, ou quando é necessário obter uma superfície soldável (soldagem mole), como acontece principalmente no caso de fabricação de componentes elétricos e eletrônicos, como placas de circuito impresso e outros produtos semelhantes. Geralmente, a camada depositada por imersão a quente atinge de 0,0075 mm a 0,04 de espessura.
O processo de deposição por imersão a quente ocorre num banho de metal fundido mantido entre 240 e 325 ºC, no qual a peça, com superfície previamente desengraxada e decapada, é imersa durante alguns segundos. Em geral utiliza o cloreto de zinco como fluxo, o qual facilita e acelera a reação do metal fundido com o substrato, também metálico, sólido, levando á formação de uma camada contínua de fases intermetálicas tipo estanho-ferro, estanho-cobre e etc, as quais são camadas intermediárias entre o substrato (metal base) e a camada externa de estanho. Quando o estanho é depositado sobre cobre e latão, é possível usar um fluxo menos ativo, como é o caso de algumas resinas, minimizando assim ataques corrosivos no material [3].
Referências bibliográficas
[1] – ASM Handbook, Volume 2, Properties and Selection: Nonferrous Alloys and Special-Purpose Materials, ASM International (American Society for Metals), Materials Park, Ohio, USA, 1990 (6 th printing: 2000).
[2] – Seleção de Metais Não Ferrosos, Ettore Bresciani Filho, Editora da UNICAMP (Universidade de Campinas), Campinas, SP, 1992.
[3] – Propriedades e Usos de Metais Não-Ferrosos, Mario Rennó Gomes e Ettore Bresciani Filho, ABM (Associação Brasileira de Metalurgia e Materiais), São Paulo, SP, 1987.
Resumo: Estanho e suas ligas
Definição Possui ponto de fusão de 232 °C, peso específico de 7,3 g/cm3 , forma cristalina tetragonal e coloração branca prateada. É um material mole, dúctil e maleável, que possui baixa resistência mecânica e elevada resistência à corrosão, sendo empregado na forma de chapas, folhas e fios estanhados e como elemento básico de certas ligas, como algumas para mancais e soldas, ou como elemento secundário de ligas importantes, como o bronze. Sua principal aplicação é na estanhação, por imersão a quente ou eletrodeposição, de chapas ou folhas de aço, originando as chamadas folhas de flandres. Também é bastante utilizado em dispositivos de segurança contra o fogo, em alarmes, metais de soldagem e vedação.
Barras de estanho e folha de flandres
Classificação O estanho é dividido, de acordo com a sua aplicação em soldagem, nos seguintes tipos:
� Comercialmente puro: plantas de destilação, no transporte de água de alta pureza, e outras aplicações que requerem a utilização de materiais quimicamente inerte. � Solda de estanho antimonial: soldagem de equipamentos elétricos, juntas de tubulações de cobre, e bobinas de resfriamento de equipamentos refrigeradores. � Solda-prata : Composta basicamente de 95% de Sn e 5% de Ag. Utilizada na soldagem de componentes de aplicação elétrica e de alta temperatura. � Solda-prata eutética: propriedades e aplicações semelhantes à solda prata comum. A única diferença é que possui uma quantidade maior de estanho. � Solda-branca : existem dois tipos. Um com 70% de Sn, utilizado na junção e no revestimento de metais, e outro com 60% de Sn, utilizado na soldagem de equipamentos eletro-eletrônicos, especialmente na soldagem de circuitos impressos. � Solda eutética: soldagem de produtos eletrônicos.
Eletrodo e fio de solda
Além da aplicação em solda, o estanho é muito utilizado em revestimentos, puro, em produtos químicos, como principal elemento de liga e como elemento de liga secundário.

MAGNÉSIO
Metalurgia Física e Soldagem
Metalurgia Física, Propriedades e Aplicações
O magnésio apresenta com sua característica mais marcante uma densidade (massa específica) extremamente baixa, da ordem de 1,74 g/cm3, portanto ainda mais baixa do que a densidade do alumínio (2,73 g/cm3). Este fato confere às ligas de magnésio elevada razão entre resistência mecânica e peso (massa), superior à de muitos metais e suas ligas. Se algum componente estrutural requer rigidez significativa e, simultaneamente, tamanho considerável, essas características favorecem o uso do magnésio e de suas ligas, justamente por causa desta elevada razão entre resistência mecânica e peso. Embora as ligas de magnésio possuam resistência ao escoamento inferior às de outras ligas, como ligas de alumínio, de titânio, aços inoxidáveis austeníticos e aços de alta resistência mecânica e baixa liga, sua razão resistência/peso é comparável às das ligas alumínio e de titânio, e muito superior às dos dois tipos de aços mencionados.
Nas ligas de magnésio determinados elementos são adicionados com diferentes propósitos: induzir endurecimento por solução sólida, melhorar propriedades de resistência à fluência, promover endurecimento por precipitação ou melhorar a fundibilidade.
As ligas de magnésio apresentam um sério problema: baixa dutilidade. A matriz de magnésio apresenta estrutura cristalina hexagonal compacta (HCP), possuindo, portanto, apenas três sistemas de deslizamento. Isso também ocorre com o zinco, porém neste caso a razão entre os parâmetros de rede “c” e “a” é de tal ordem que o zinco pode acomodar a deformação em tração pela formação de maclas e assim por em operação novos sistemas de deslizamento, o que confere dutilidade considerável ás ligas de zinco, proporcionando alongamentos significativos, da ordem de 50 %. Entretanto, no caso do magnésio a razão c/a somente permite a formação de maclas quando o carregamento ocorre em compressão. Deste modo, durante o carregamento em tração do magnésio e de suas ligas policristalinos, a formação de maclas não pode ser usada para ativar novos sistemas de deslizamento, fazendo com que estes materiais apresentem baixa dutilidade (alongamento da ordem de 10 % no máximo) durante carregamento em tração. Contudo, algumas operações de conformação, como, por exemplo, a extrusão e a laminação, apresentam um componente de compressão significativo, permitindo o uso desses processos em baixas temperaturas para a fabricação de componentes à base de ligas de magnésio.
As ligas de magnésio podem se endurecidas por precipitação, quando os teores de alguns elementos solutos excedem os respectivos limites de solubilidade, abaixo dos quais prevalece o endurecimento por solução sólida. Destes, o elemento mais efetivo é o zinco, depois o alumínio, o titânio, o cádmio e o índio, nesta ordem, sendo que evidentemente os efeitos de endurecimento por solução sólida aumentam com a elevação do teor de cada um destes elementos. O tamanho do diâmetro do átomo de soluto influi no endurecimento por solução sólida de tal modo que, de um modo geral, quanto maior a diferença do tamanho do átomo de soluto para o átomo de magnésio, maior esse efeito. Entretanto, se a solubilidade do soluto no magnésio for muito pequena, mesmo com grande diferença de diâmetros atômicos, o efeito de endurecimento por solução sólida não será significativo.
Neste caso, tem que ser considerado o efeito do soluto em termos de endurecimento por precipitação. As ligas binárias Mg-9,6Al, Mg-8,7Y e Mg-5Zn podem ser endurecidas por precipitação, e este endurecimento não é insignificante, pois a dureza pode ser elevada em até 20 %, no caso das suas primeiras ligas, e 70 % no caso da última. Em algumas dessas ligas de magnésio o endurecimento por precipitação é causado pela formação de zonas ricas em solutos e fases de transição, como ocorre no caso das ligas de alumínio. O máximo de dureza obtida para a liga Mg-5Zn é obtido quando se formam finos precipitados de fase do tipo MgZn. O superenvelhecimento leva à transformação desta fase metaestável na fase de equilíbrio gama-MgZn. Nem todas as ligas de magnésio, que contêm elementos em comum com as ligas endurecíveis por precipitação, endurecem efetivamente. No caso das ligas Mg-Pb e Mg-Sn ocorre considerável solubilização destes elementos de liga na matriz de magnésio e considerável precipitação durante o envelhecimento em baixa temperatura, porém nessas ligas não ocorre endurecimento por precipitação significativo. Embora se forme uma fina dispersão de precipitados, logo no início da formação dos precipitados estes perdem coerência com o reticulado da matriz, inviabilizando o endurecimento. Sendo assim, não é comum o uso do estanho e do chumbo como elementos de liga no magnésio.
Ligas Magnésio-Alumínio-Zinco
A mais conhecida e utilizada liga do sistema Mg-Al-Zn é a liga AZ92A, que consiste basicamente numa liga de magnésio com cerca de 9 % de alumínio e 2 % de zinco. Nesta liga a fase sólida em equilíbrio com a solução sólida rica em magnésio é a fase Mg17Al12 (fase gama), a mesma que aparece na liga binária Mg-Al. Esta fase se forma por uma reação eutética , e mesmo se no resfriamento lento passa do líquido para o campo monofásico da solução sólida rica em magnésio sem que ocorra a reação eutética, esta reação pode ocorrer como resultado da segregação de soluto se a liga for resfriada de modo suficientemente rápido a parte da fase líquida. A microestrutura bruta de fusão desta liga revela a presença de fase gama massiva resultante da reação eutética. Se uma liga com este tipo de microestrutura é aquecida para ser solubilizada à temperatura recomendada de 408 ºC, e então rapidamente resfriada até a temperatura ambiente, forma-se uma microestrutura com contornos de grãos ligeiramente ondulados
por causa da formação de precipitados descontínuos, que não podem ser observados em microscópio ótico, mesmo que o resfriamento seja rápido. Além da fase gama, podem ser observadas partículas de fases Mg2Si e Mn, que não se dissolveram à temperatura de solubilização.
Por outro lado, se o teor de zinco for suficientemente elevado a liga encontra-se no campo trifásico, estando presente a fase ternária intermetálica fi. Este composto possui temperatura liquidus de cerca de 363 ºC e, caso se forme durante solidificação ou resfriamento no estado sólido, quando a liga é solubilizada a 408 ºC pode ocorrer fusão localizada nas regiões em que esta fase se formou, podendo gerar porosidade (por mecanismos ainda não esclarecidos) no material termicamente tratado. Esse fenômeno é conhecido como fusão incipiente e só pode ser evitado mediante aquecimento lento ou em etapas, até se atingir a temperatura de solubilização. Esta liga endurece por precipitação mediante tratamentos térmicos de solubilização e envelhecimento em temperaturas por tempos adequados.
A adição de 2 % de zinco aumenta a tensão limite de escoamento de uma liga Mg-9Al em cerca de 15%, porém a tensão limite de resistência à tração diminui e o alongamento (dutilidade) não é afetado, embora seja baixo para qualquer teor de zinco. O resultado do envelhecimento depende da quantidade de precipitados potenciais que são dissolvidos durante a solubilização. Se o tempo de tratamento for muito curto, a resistência mecânica após o envelhecimento permanece baixa. Para obter a dureza ideal esta liga deve ser solubilizada durante cerca de 20 horas.
A adição de zinco acima de 2 % reduz o alongamento até a fratura, especialmente na condição na condição solubilizada. Com esses teores as ligas são mais suscetíveis ao trincamento causado pelas tensões térmicas associadas ao resfriamento rápido após a solubilização.
O precipitado de equilíbrio formado na liga Mg-9Al-2Zn é a mesma fase encontrada nas ligas binárias Mg-Al. A adição de zinco permite maior precipitação de fase gama, para um teor de alumínio constante de 9 %, e é provavelmente por este motivo que a liga ternária é mais dura na condição envelhecida do que a liga binária. Entretanto, se o teor de zinco for superior a 4 %, três fases passam a coexistir e surge a fase intermetálica ternária fi, que se forma por reação eutética a cerca de 360 ºC. Sendo assim, se esta fase se forma durante a solidificação, por exemplo, ao ser feito o reaquecimento na faixa da temperatura de solubilização (cerca de 400 ºC, por exemplo), ocorre fusão localizada. Esta fase pode ser formada durante resfriamento rápido em solidificação, mesmo não sendo uma fase de equilíbrio. Estas regiões líquidas que se formam no reaquecimento eventualmente desaparecem durante a solubilização, ou solidificam novamente durante o resfriamento posterior, causando a formação de poros. Este problema pode ser minimizado através de aquecimento lento até a temperatura de solubilização, ou de pré-aquecimento, que permitem tempo suficiente em temperatura relativamente alta para que esta fase desapareça por transformações no estado sólido. Na liga Mg-9Al-2Zn comercial a precipitação ocorre tanto contínua como descontinuamente, de modo semelhante ao que acontece nas ligas binárias Mg-Al. A quantidade de precipitados descontínuos afeta as propriedades mecânicas. Também a taxa de resfriamento a partir da temperatura de solubilização afeta a precipitação durante o resfriamento, e a quantidade de precipitação descontínua durante envelhecimento subseqüente. Taxas de resfriamento mais elevadas tornam o material mais resistente e, de algum modo, mais dútil e estas propriedades mais favoráveis correspondem à menor ocorrência de precipitação descontínua.
Uma característica importante das ligas de magnésio é a sensibilidade à corrosão causada pela presença de determinados elementos em certos níveis. Isso se deve à formação de fases indesejáveis, ou à formação de pares galvânicos com elementos com potencial de oxidação muito diferente, como ferro, níquel, cobalto e cobre, que apresentam baixa solubilidade no magnésio e tendem a formar fases que reduzem a resistência á corrosão. Elementos como o manganês e o zircônio são adicionados às ligas de magnésio com o objetivo de ajudar à remoção desses elementos indesejáveis, como o ferro, por exemplo. Esses elementos intencionalmente adicionados levam à precipitação do ferro e de outros elementos indesejáveis, que assim podem ser mais facilmente removidos [1].
Sistema de Classificação das Ligas de Magnésio
O sistema da ASTM estabelece que as ligas de magnésio, divididas em fundidas e trabalhadas, são designadas por um conjunto de caracteres alfanuméricos, no qual as duas primeiras letras se referem aos dois principais elementos de liga, os números seguintes são relativos aos teores nominais de cada um destes elementos e a letra posterior indica variações da liga básica associadas à introdução de outros elementos minoritários. Após o hífen indica-se o tratamento térmico ou termomecânico de modo semelhante ao que ocorre com as ligas de alumínio. Sendo assim, a liga de magnésio mais conhecida e utilizada, designada por AZ92A-T6, significa uma liga com 9 % de alumínio e 2 % de zinco em sua composição básica (A) e submetida ao tratamento térmico de solubilização e envelhecimento com o objetivo de obter dureza máxima (T6).
Os elementos são designados pela seguintes letras: A = alumínio, E = terras raras, H = tório, K = zircônio, M = manganês, O = prata, S = silício, T = estanho, Z = zinco.
Os tratamentos térmicos e termomecânicos são indicados por: F = como fabricado, O = recozido, H10 a H11 = levemente encruado, H23, H24, H26 = encruado e parcialmente recozido, T4 = solubilizado, T5 = envelhecido artificialmente, T6 = solubilizada e envelhecida artificialmente, T8 = solubilizada, trabalhada a frio (encruada) e envelhecida artificialmente.
Os principais sistemas de ligas fundidas são: 1 - magnésio-alumínio-zinco, com ou sem silício ou zinco; 2 – magnésio-zircônio; 3 – magnésio-zinco-zircônio, com ou sem terras raras; 4 – magnésio-tório-zircônio, com ou sem zinco; 5 – magnésio-prata-zircônio, com terras raras ou tório.
Os principais sistemas de ligas trabalhadas são: 1 - magnésio-alumínio-zinco; 2 – magnésio-manganês; 3 – magnésio-zinco- manganês; 4 – magnésio-zinco-zircônio; 5 – magnésio-tório-manganês; 5 – magnésio-tório-zircônio.
Propriedades e Aplicações
As aplicações do magnésio comercialmente puro (teor de magnésio igual ou superior a 88,89 %) são muito limitadas. Por outro lado, a presença de metais mais pesados como elementos de liga (ferro, níquel e cobre) reduz muito a resistência à corrosão. As ligas de magnésio com pequenos teores de manganês possuem uma resistência mecânica mais elevada, a qual depende do grau de encruamento da liga. O manganês mantém-se em solução sólida à temperatura ambiente em baixos teores, porém o excesso se precipita sob a forma de manganês-alfa.
As ligas do sistema Mg-Al-Zn são muito aplicadas, tanto na condição de produtos fundidos quanto trabalhados. À temperatura ambiente o alumínio permanece em solução sólida com teor de 1,6 %, enquanto o zinco se dissolve tanto nessa solução quanto na fase intermetálica Mg-Al, ao passo que o manganês presente forma fases intermetálicas com o alumínio. Devem ser minimizados ao máximo os teores de impurezas, com o objetivo de não prejudicar a resistência à corrosão. O aumento do teor de alumínio leva ao aumento da resistência mecânica, porém em níveis da ordem de 5 %, ou acima deste teor, a dutilidade fica seriamente prejudicada. O manganês aumenta a resistência à corrosão, enquanto o zinco contribui para aumentar a resistência mecânica destas ligas, que, mesmo assim, não é muito elevada, só sendo significativa quando se considera a baixa densidade, que garante elevada razão entre resistência mecânica e peso (massa). A precipitação controlada da fase intermetálica Mg-Al permite endurecer a liga através do tratamento térmico de solubilização e envelhecimento.
As ligas de magnésio-zinco na condição fundida possuem propriedades mecânicas inferiores às de outras ligas de magnésio, devido à formação de grãos grosseiros durante este processo de fabricação. O zircônio pode ser usado para o refino do grão, mas em geral essas ligas apresentam baixa fundibilidade, que no entanto pode ser melhorada mediante a adição de terras raras e tório, que também contribuem para melhorar a soldabilidade destas ligas, sem prejudicar suas propriedades mecânicas. As ligas magnésio-zinco-zircônio também são utilizadas na condição de ligas trabalhadas e adicionalmente podem ser endurecidas pelo tratamento térmico de solubilização e envelhecimento (precipitação controlada).
As ligas de magnésio que contêm terras raras e tório são as que apresentam resistência mecânica mais elevada entre as ligas de magnésio, e podem ser trabalhadas em temperaturas superiores á temperatura ambiente, da ordem de 200 a 300 ºC [2].
Soldagem das Ligas de Magnésio
A maioria das ligas de magnésio podem ser soldadas pelos processos TIG e MIG, porém a soldabilidade destas ligas varia muito, desde ligas com baixa solubilidade até ligas com excelente soldabilidade. O critério de boa soldabilidade baseia-se na baixa propensão ao surgimento de trincas e na eficiência da junção obtida, a qual pode variar de 60 a 100 % no caso das ligas magnésio.
Nas ligas Mg-Al-Zn, como, por exemplo, as ligas AZ31B, AZ61A, AZ63A, AZ80A, AZ81A, AZ91C e AZ92A, teores de alumínio de até 10 % favorecem a soldabilidade, ao contribuir para o refino dos grãos, enquanto teores de zinco superiores a 1 % aumentam a propensão à ocorrência de trincas a quente, que podem surgir na solda. Ligas com altos teores de zinco, como, por exemplo, ZH62A, ZK51A, ZK60A e ZK61A, são altamente suscetíveis ao trincamento e, portanto, apresentam baixa soldabilidade. Ligas que contêm tório, como, por exemplo, HK31A, HM21A e HM31A, apresentam excelente soldabilidade no caso de soldagem a arco.
Soldas de ligas de magnésio se caracterizam por apresentam grãos relativamente finos (da ordem de 0,25 mm), quando comparados com os de outros tipos de ligas. Ligas de magnésio contendo acima de 1,5 % de alumínio são suscetíveis à corrosão sob tensão, de modo que no caso destas ligas deve haver um cuidado especial para realizar um tratamento de alívio de tensões bastante eficiente.
A escolha do metal de adição depende essencialmente do metal base. Eletrodos/metais de adição do tipo ER AZ61A ou ER AZ92A (Mg-Al-Zn) são considerados satisfatórios para soldar as ligas AZ10A, AZ31B, AZ31C, AZ61A, AZ80A,
ZE10A e ZK21A a si mesmas ou umas às outras. O metal de adição ER AZ61A é o preferido para soldar ligas contendo alumínio, devido à sua tendência de resistir bem ao trincamento. O eletrodo AZ92A apresenta menor sensibilidade ao trincamento na soldagem das ligas fundidas Mg-Al-Zn e Mg-Al. Os mesmos eletrodos/metais de adição são usados para soldar essas ligas a ligas usadas em temperaturas mais altas, como HK31A, HM21A e HM31A. Entretanto, quando a soldagem é feita entre as ligas de alta temperatura, o metal de adição ER EZ33A é o recomendado. Juntas soldadas de ligas trabalhadas ou fundidas com metal de adição ER EZ33A apresentam boas propriedades mecânicas em altas temperaturas. No caso de soldagem de ligas trabalhadas com ligas fundidas, deve ser usado o metal de adição ER AZ101A. Quando ligas fundidas contendo alumínio são soldadas com o mesmo tipo de ligas fundidas contendo alumínio, recomenda-se o uso dos metais de adição ER AZ101A ou ER AZ92A. Entretanto, para soldar ligas HK31A e HZ32A uma à outra ou com qualquer tipo de liga fundida, utiliza-se o eletrodo ER 101A. Na maioria dos casos deve ser usado um metal de adição com composição química próxima do metal base.
Apenas gases inertes devem ser usados como proteção na soldagem de ligas de magnésio. O argônio é o mais utilizado, por causa do custo inferior ao do hélio, sendo também usadas misturas de argônio e hélio, mas devido ao maior custo do hélio e ao fato de que necessita-se de um volume de hélio duas a três vezes maior do que o de argônio para garantir a mesma proteção, o uso do hélio puro tem diminuído ao longo dos últimos anos. O uso do hélio puro também não é recomendado por elevar a corrente necessária para permiti transferência por “spray” e por causar respingos na solda.
Antes de realizar a operação de soldagem a superfície das peças de magnésio devem ser cuidadosamente limpas para eliminar óxidos e sujeira aderidos durante a operação de conformação prévia. Do mesmo modo os eletrodos/metais de adição devem estar rigorosamente limpos. A limpeza mecânica com escovas é a preferida, embora também seja possível a limpeza química com banho de mistura de ácidos e sais à temperatura ambiente e secagem ao ar.
A necessidade de pré-aquecimento é determinada essencialmente pela espessura da seção e pela intensidade de restrições. Seções espessas, principalmente quando as restrições são pequenas, raramente levam ao emprego do pré-aquecimento. Seções finas e com grandes restrições exigem o pré-aquecimento para evitar o trincamento na solda, principalmente no caso de ligas com altos teores de zinco.
Soldagem MIG: As fontes de energia devem ser do tipo que garante tensão constante, mesmo no caso de soldagem a arco pulsado. Três tipos de transferência de metal podem ocorrer durante a soldagem de ligas de magnésio: curto-circuito, arco pulsado e transferência por “spray”. A transferência por arco pulsado só pode ser obtida mediante o uso de uma fonte de potência projetada para produzir uma corrente secundária pulsante. Sem esse dispositivo, a transferência seria globular, a qual não é adequada para ligas de magnésio. As posições de soldagem possíveis são a plana, a horizontal e a vertical para cima, devido à alta taxa de deposição e à elevada fluidez do metal de solda.
Soldagem TIG: é um processo mais usado para soldar ligas de magnésio do que o processo MIG, sendo indicado para soldar peças com pequena espessura. Permite melhor controle do aporte térmico e da poça de fusão do que o processo MIG. No caso de soldagem TUG de materiais mais espessos (espessura acima de 4,8 mm), prefere-se o uso de corrente alternada, pois esta garante maior penetração. Raramente se usa corrente contínua com polaridade direta para soldar ligas de magnésio, porque neste caso o arco não permite a ação de limpeza catódica. São utilizados eletrodos de tungstênio puro e de tungstênio ligado com zircônio e tório.
Solda de reparo em peças fundidas: uma parte significativa do total de peças de liga de magnésio soldadas corresponde à soldagem de reparo de peças fundidas, que é utilizada par consertar defeitos em metal limpo, incluindo peças quebradas, furadas e trincadas. A soldagem de reparo não é indicada para peças contendo fluxos, óxidos, inclusões não metálicas em geral ou porosidade excessiva. Do mesmo modo, peças fundidas que foram impregnadas com matéria orgânica para vedação em pressão, ou que possam conter óleo em poros, não devem ser soldadas. Peças de ligas de magnésio endurecíveis por precipitação, usadas na indústria aeronáutica, que foram soldadas, devem ser tratadas termicamente novamente após a soldagem, de modo que possam satisfazer novamente os requisitos de propriedades mecânicas exigidos nesse tipo de aplicação. O tipo, tamanho e localização de defeitos em peças fundidas varia tanto, que não é possível padronizar um único procedimento de soldagem de reparo para todos os casos.
A soldagem de reparo pode introduzir defeitos de diferentes tipos nas peças. Entre estes defeitos estão as inclusões de óxidos, que podem ser causadas por: 1-soldagem em metal base defeituoso; 2-limpeza inadequada do metal base ou do metal de adição; 3-soldagem com um arco muito longo; 4-fluxo insuficiente de gás protetor; 5-conexões vazadas no transporte de gás; 6-mangueira de gás defeituosas que permitem entrada de ar. As inclusões de tungstênio são causadas pela soldagem com arco muito longo, uso de corrente muito elevada e pelo contato do eletrodo com a poça de fusão, com o metal base ou com o metal de adição. A porosidade é causada geralmente pela soldagem de um metal base defeituoso, limpeza inadequada do metal base ou do metal de adição antes da soldagem, ou por contaminação no gás protetor. O microtrincamento é um defeito associado à presença de vazios interdendríticos, que podem ser observados em microscópio ótico, e é causado por uma queda muito rápida de

corrente ao final da soldagem, que resulta num resfriamento muito rápido da poça de fusão. Como resultado dessa solidificação muito rápida, não há metal líquido suficiente para preencher essas cavidades. Trincas no metal base são causadas em geral por aporte térmico excessivo, ou pela proximidade do arco em relação ao metal base durante a soldagem de reparo. Na soldagem de reparo de ligas de magnésio que contêm terras raras ou tório, uma área clara na ZTA é visível até em certas radiografias, e é causada pelo material enriquecido em eutético que contêm elementos de elevado número atômico, os quais absorvem mais radiação. O enriquecimento em eutético é causado pela fusão de material eutético em temperaturas relativamente baixas e pela expansão térmica dos grãos iniciais, expulsando este material para uma camada na borda da solda. Abaixo dessa camada há uma área mais escura na radiografia, onde houve esvaziamento em eutético. Acima da camada enriquecida em eutético aparece outra zona empobrecida em eutético devido à solidificação anterior de material contendo elementos de alto ponto de fusão. Este efeito pode ser minimizado ao se evitar o pré-aquecimento e por uma soldagem rápida.
Tratamento térmico pós-soldagem: peças fundidas de liga de magnésio são freqüentemente tratadas novamente após a soldagem. Os tratamentos térmicos a serem realizados dependem da condição inicial (antes da soldagem) e das propriedades que o material deve apresentar após a soldagem. Devem ser tomados cuidados quanto ao tempo e á temperatura de tratamento térmico, para evitar crescimento anormal de grão no metal de solda depositado. Alguns tratamentos térmicos de solubilização necessitam de atmosferas controladas. Se não for necessária um solubilização completa, ligas de magnésio contendo acima de 1,5 % de alumínio devem ser sempre submetidas a tratamento térmico de alívio de tensões, de modo a minimizar a ocorrência de trincamento associado a corrosão sob tensão quando o material se encontra em serviço [3].
Referências bibliográficas
[1] – Brooks, C.R.; “Heat Treatment, Structure and Properties of Nonferrous Alloys”; American Society for Metals (ASM), Metals Park, Ohio, USA, 1982, chapter 7, p.253-274.
[2] – Bresciani Filho, E.; “Seleção de Metais Não Ferrosos”, Editora da UNICAMP, Campinas, SP,1992, capítulo 9, p.117-123.
[3] – ASM Handbook, Volume 6, “Welding, Brazing and Soldering”; ASM International, Materials Park, Ohio, USA, 1993, p.772-782.

Resumo: Magnésio e suas ligas
Definição As ligas de magnésio possuem boas características de resistência mecânica, módulo de elasticidade e baixa densidade ( 1,7 g/cm3 ), além de uma baixa relação resistência/densidade. Estas propriedades dão ao magnésio uma vasta utilização em aplicações estruturais. O magnésio possui, também, boas condutibilidades elétrica e térmica, e absorção às vibrações elásticas.
Seu ponto de fusão é baixo, em torno de 650 °C. Tem boa usinabilidade e pode ser forjado, extrudado, laminado e fundido. Sua estrutra cristalina é hexagonal compacta. O magnésio possui boa resistência à corrosão em atmosferas pouco agressivas, mas é susceptível à corrosão em meios marinhos.
Classificação As ligas de magnésio são classificadas pela ASTM (American Society of Testing and Materials) seguindo uma designação própria, dividida em três partes. A primeira parte, composta de duas letras, indica os dois principais elementos de liga. A segunda parte, com dois números, indica o percentual desses dois elementos. Se existirem duas ligas com características iguais, a terceira parte designa um número sequencial por ordem de patente. A quarta e última parte, indica o tratamento térmico ou mecânico empregado.
Já o sistema de numeração unificado (UNS) reserva as designações de M10001 até M19999 para as ligas de magnésio.
Sistema de classificação O sistema de classificação da ASTM possui as designações definidas como indicado abaixo.
Primeira Parte (elementos de liga) :
A : Alumínio B : Bismuto C : Cobre D : Cádmio E : Terras raras F : Ferro G : Magnésio H : Tório K : Zircônio L : Lítio M : Manganês N : Níquel P : Chumbo Q : Prata R : Cromo S : Silício T : Estanho W : Ítrio Y : Antimônio Z : Zinco
Segunda Parte: Indica a quantidade dos dois principais elementos de liga
Terceira Parte: Distingue ligas com o mesmo teor de elementos de liga
� A : primeira liga registrada na ASTM � B : segunda liga registrada na ASTM � C : terceira liga registrada na ASTM � D : liga de alta pureza � E : liga de alta resistência à corrosão � X1: liga não registrada na ASTM
Quarta Parte: Indica condição do tratamento térmico ou mecânico
� F : não tratado � O : recozido � H10 e H11 : levemente encruado � H23, H24 e H26 : encruado e parcialmente recozido � T4 : tratamento térmico de solubilização � T5 : envelhecido artificialmente � T6 : tratamento térmico de solubilização e envelhecido artificialmente � T8 : tratamento térmico de solubilização, trabalhado a frio e envelhecido artificialmente
Exemplo:
Liga AZ91A-T6

AZ : significa que o alumínio e o zinco são os dois principais elementos de liga 91 : indica os percentuais de alumínio (9%) e zinco (1%) presentes na liga A : indica que esta liga foi a primeira a ser registrada na ASTM com estas quantidades de alumínio e zinco T6 : indica que a liga sofreu tratamento térmico de solubilização e foi envelhecida artificialmente
Aplicações As ligas de magnésio são largamente utilizadas na indústria aeronáutica em componentes de motores, na fuselagem e em trens de aterrisagem, por exemplo. Encontra aplicação, também, na indústria automobilística (caixas de engrenagem, rodas, colunas de direção), indústria bélica (mísseis) e em alguns componentes eletro-eletrônicos.
Exemplos de aplicações das ligas de Magnésio
NÍQUEL
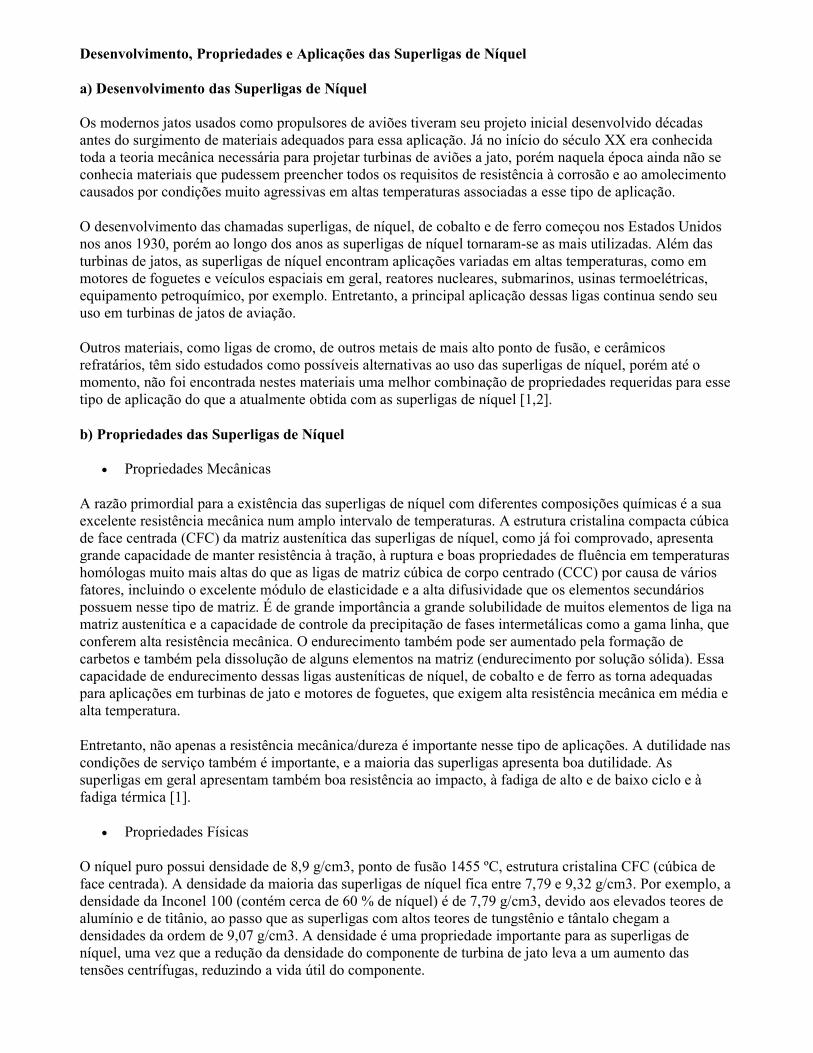
Desenvolvimento, Propriedades e Aplicações das Superligas de �íquel
a) Desenvolvimento das Superligas de �íquel
Os modernos jatos usados como propulsores de aviões tiveram seu projeto inicial desenvolvido décadas antes do surgimento de materiais adequados para essa aplicação. Já no início do século XX era conhecida toda a teoria mecânica necessária para projetar turbinas de aviões a jato, porém naquela época ainda não se conhecia materiais que pudessem preencher todos os requisitos de resistência à corrosão e ao amolecimento causados por condições muito agressivas em altas temperaturas associadas a esse tipo de aplicação.
O desenvolvimento das chamadas superligas, de níquel, de cobalto e de ferro começou nos Estados Unidos nos anos 1930, porém ao longo dos anos as superligas de níquel tornaram-se as mais utilizadas. Além das turbinas de jatos, as superligas de níquel encontram aplicações variadas em altas temperaturas, como em motores de foguetes e veículos espaciais em geral, reatores nucleares, submarinos, usinas termoelétricas, equipamento petroquímico, por exemplo. Entretanto, a principal aplicação dessas ligas continua sendo seu uso em turbinas de jatos de aviação.
Outros materiais, como ligas de cromo, de outros metais de mais alto ponto de fusão, e cerâmicos refratários, têm sido estudados como possíveis alternativas ao uso das superligas de níquel, porém até o momento, não foi encontrada nestes materiais uma melhor combinação de propriedades requeridas para esse tipo de aplicação do que a atualmente obtida com as superligas de níquel [1,2].
b) Propriedades das Superligas de �íquel
• Propriedades Mecânicas
A razão primordial para a existência das superligas de níquel com diferentes composições químicas é a sua excelente resistência mecânica num amplo intervalo de temperaturas. A estrutura cristalina compacta cúbica de face centrada (CFC) da matriz austenítica das superligas de níquel, como já foi comprovado, apresenta grande capacidade de manter resistência à tração, à ruptura e boas propriedades de fluência em temperaturas homólogas muito mais altas do que as ligas de matriz cúbica de corpo centrado (CCC) por causa de vários fatores, incluindo o excelente módulo de elasticidade e a alta difusividade que os elementos secundários possuem nesse tipo de matriz. É de grande importância a grande solubilidade de muitos elementos de liga na matriz austenítica e a capacidade de controle da precipitação de fases intermetálicas como a gama linha, que conferem alta resistência mecânica. O endurecimento também pode ser aumentado pela formação de carbetos e também pela dissolução de alguns elementos na matriz (endurecimento por solução sólida). Essa capacidade de endurecimento dessas ligas austeníticas de níquel, de cobalto e de ferro as torna adequadas para aplicações em turbinas de jato e motores de foguetes, que exigem alta resistência mecânica em média e alta temperatura.
Entretanto, não apenas a resistência mecânica/dureza é importante nesse tipo de aplicações. A dutilidade nas condições de serviço também é importante, e a maioria das superligas apresenta boa dutilidade. As superligas em geral apresentam também boa resistência ao impacto, à fadiga de alto e de baixo ciclo e à fadiga térmica [1].
• Propriedades Físicas
O níquel puro possui densidade de 8,9 g/cm3, ponto de fusão 1455 ºC, estrutura cristalina CFC (cúbica de face centrada). A densidade da maioria das superligas de níquel fica entre 7,79 e 9,32 g/cm3. Por exemplo, a densidade da Inconel 100 (contém cerca de 60 % de níquel) é de 7,79 g/cm3, devido aos elevados teores de alumínio e de titânio, ao passo que as superligas com altos teores de tungstênio e tântalo chegam a densidades da ordem de 9,07 g/cm3. A densidade é uma propriedade importante para as superligas de níquel, uma vez que a redução da densidade do componente de turbina de jato leva a um aumento das tensões centrífugas, reduzindo a vida útil do componente.

A condutividade térmica do níquel puro é da ordem de 0,089 (W/mm2)/(ºC/mm), portanto superior à do ferro puro (CCC: cúbico de corpo centrado), que atinge somente 0,072 (W/mm2)/(ºC/mm). Porém a condutividade térmica das superligas é muito inferior, da ordem de 10 % desse valores, devido à adição de muitos elementos de liga em elevados teores. O ideal seria obter superligas com maior condutividade térmica, já que isso seria importante para dissipar calor e assim minimizar os gradientes de temperatura, reduzindo então as tensões térmicas e assim a tendência de ocorrer falha por fadiga térmica.
A expansão térmica nas superligas de níquel é menor do que nas ligas ferrosas austeníticas e isso é importante do ponto de vista da aplicação em turbinas de jatos, já que esses componentes são projetados com estreitas tolerâncias dimensionais para operar bem em serviço, além de um baixo coeficiente de expansão térmica contribuir para minimizar as tensões térmicas, minimizando assim a ocorrência de empenamento e fadiga térmica [1].
C) Superligas de �íquel Mais Utilizadas e suas Aplicações
• Ligas Trabalhadas
No final de 1941 na Grã-Bretanha foi lançada no mercado a liga Nimonic 75 e pouco depois a liga endurecível por precipitação denominada Nimonic 80. Estas ligas nada mais eram do que modificações da liga já existente contendo 80 % de níquel e 20 % de cromo com adições de titânio e alumínio para viabilizar o endurecimento por precipitação através da formação de precipitados do tipo gama linha, ou seja, de partículas coerentes com estrutura cristalina tipo CFC e composição química do tipo Ni3(Al,Ti).
Nos Estados Unidos o monel (liga níquel-cobre) endurecido pelos precipitados gama linha está em produção comercial desde 1928, e o níquel endurecível por precipitação desde 1934. Desde 1939 começou o desenvolvimento de ligas níquel-cromo-ferro, assim como de tratamentos térmicos de solubilização e envelhecimento de modo a maximizar sua resistência mecânica em alta temperatura. Estas ligas são baseadas no Inconel 600 (que fica em solução sólida em alta temperatura) e envolvem a adição de titânio e de alumínio para obter o efeito de endurecimento por precipitação através da formação de partículas de fase gama linha. A adição de 1 % de nióbio então criou a amplamente usada liga Inconel X-750.
Durante o final dos anos 1940 foram desenvolvidas as ligas Waspaloy e M-252, que se caracterizaram pela adição de molibdênio com duplo efeito de endurecimento por solução sólida e de formação de carbetos. Estas ligas foram então muito usadas na fabricação de palhetas de turbina forjadas. Na verdade, a primeira aplicação de muitas ligas de níquel trabalhadas foi na fabricação de palhetas de turbinas. Mais recentemente estas ligas também passaram a ser usadas na fabricação de outros componentes e algumas ligas foram desenvolvidas especificamente para a fabricação desses outros componentes. Das ligas de desenvolvimento mais antigo, a M-252 permanece em uso na fabricação da estrutura de turbinas, enquanto a liga Waspaloy, desenvolvida inicialmente para a fabricação de palhetas de turbinas, passou a ser usada, de modo bem sucedido, na fabricação de componentes para rodas e de chapas soldadas.
Outras ligas à base de níquel não mencionadas anteriormente também são usadas em forma de chapas para a fabricação de muitos componentes. A liga Hasteloy X é usada como chapa endurecida por solução sólida para a fabricação de cilindros de combustão e revestimentos pós-queimadores numa grande variedade de turbinas. A liga René 41 é utilizada como chapa endurecida por precipitação na fabricação de componentes soldados, embora a soldagem seja complicada e possa apresentar problemas de trincamento no tratamento térmico pós-soldagem. A liga Inconel 718, que contém ferro, apresenta alta resistência mecânica em temperaturas moderadas, assim como boa resistência ao trincamento no tratamento térmico pós-soldagem. Isso é possível através do uso do nióbio como elemento de liga, pois esse elemento possibilita uma cinética de envelhecimento mais lenta do que a observada em ligas que contêm alumínio e titânio. Contudo, a tendência ao superenvelhecimento restringe o uso das ligas endurecidas pelo nióbio a aplicações em temperaturas inferiores a cerca de 705 ºC. A liga Inconel 718 é uma das que contêm cerca de 20 a 50 % de níquel e ferro e portanto são consideradas ligas à base de níquel e ferro.

Outra liga importante dentro deste grupo é a liga Incoloy 901. Estas ligas, assim como outras ligas trabalhadas à base de níquel como Waspaloy e Astroloy encontram sua principal aplicação em discos forjados de turbinas. Essas ligas apresentam alta resistência mecânica nas temperaturas de serviço dos discos de turbinas. A aplicação de materiais com resistência mecânica ainda mais alta permitiria o uso de discos mais finos, reduzindo o peso dos componentes e melhorando o desempenho dos motores. Uma das ligas mais interessantes para essa aplicação é a liga AF2-1DA. Após 11o horas a 650 ºC a liga Incoloy 901 rompe a uma tensão de 634 MPa, a Inconel 718 a 724 MPa, a Waspaloy a 758 MPa, a Astroloy a 903 MPa e a AF2-1DA a 1083 MPa [1].
• Ligas Fundidas
Ao final dos anos 1950 o aumento das temperaturas de serviço das turbinas era limitado pela capacidade das ligas trabalhadas disponíveis, que, além disso, apresentavam dificuldades no forjamento. Por este motivo, ligas com composição química que permitem mais alta resistência mecânica só podem ser fabricadas por fundição (processo “investimento”, ou seja, por cera perdida). Entre as ligas fundidas mais usadas estão a 713C, a Inconel 100, a B-1900, a Udimet 500, a René 77, a René 80 e a Inconel 738.
A necessidade de desenvolver ligas com melhor resistência à corrosão em altas temperaturas e boa resistência mecânica levou ao aumento do teor de cromo, principalmente no caso da fabricação de turbinas industriais a gás que devem suportar longo tempo de serviço em alta temperatura, resistindo à corrosão a quente. Algumas dessas turbinas podem operar com combustíveis contendo enxofre e vanádio, ou podem ser utilizadas em embarcações, entrando em contato com sais marinhos. Para essas aplicações foram desenvolvidas ligas com melhor resistência à corrosão em altas temperaturas, embora mantendo simultaneamente alta resistência à ruptura por fluência. Exemplos de ligas desenvolvidas com esta finalidade são a Inconel 738, a Mar-M 421, a Udimet 710, e, posteriormente, ligas com maior resistência mecânica mantendo alta resistência à corrosão, como a René 80, a Inconel 792 e a Mar-M 432. A boa resistência à corrosão dessas ligas é obtida pela manutenção de teores de cromo moderadamente altos juntamente com uma razão titânio/alumínio relativamente alta e utilizando-se um balanço cuidadoso de adições de metais refratários. Destas ligas testadas em laboratório as que apresentaram resistência á corrosão em alta temperatura mais elevada foram as ligas Udimet 500 e Inconel 738. Estas ligas são competitivas com superligas de cobalto em termos de resistência à corrosão em alta temperatura. Enquanto a liga Udimet 500 é de desenvolvimento mais antigo e apresenta capacidade de resistência mecânica em alta temperatura (935 ºC) moderada, a liga Inconel 738, desenvolvida mais recentemente, apresenta maior capacidade de resistência mecânica em alta temperatura (980 ºC).
Ligas como a B-1900, a 713C e a Inconel 100 oferecem uma excelente combinação de resistência mecânica em temperaturas intermediárias e elevadas. Inconel 738 e René 80 foram desenvolvidas posteriormente e além de alta resistência mecânica, apresentam excelente resistência à corrosão em alta temperatura. As superligas de níquel fundidas, em geral, oferecem uma ótima combinação de resistência mecânica em altas temperaturas e em temperaturas intermediárias, necessária para a aplicação em palhetas de turbinas. Além disso, apresentam boa dutilidade, resistência à oxidação/corrosão em alta temperatura, estabilidade microestrutural e fundibilidade. Essa combinação de propriedades levou a uma ampla utilização em ventoinhas, rodas e palhetas de turbinas.
O uso do háfnio, em ligas como TRW-NASA VIA e Mar-M 247, melhora a dutilidade em temperaturas intermediárias, embora estas ligas, que apresentam elevada resistência mecânica, possuam resistência à corrosão relativamente baixa. Por outro lado, a liga Inconel 792 combina a alta resistência mecânica da liga Inconel 100 com a excelente resistência à corrosão em alta temperatura da liga Udimet 500. As tabelas mostradas a seguir apresentam dados de composição química e de resistência mecânica das superligas de níquel mais utilizadas [1].
Tabela 1.1 – Composição Química de Superligas de Níquel Fundidas.
Liga Ni Cr Co Mo W Ta Nb Al Ti C B Zr Outros 713C 74 12,5 --- 4,2 --- --- 2,0 6,1 0,8 0,12 0,012 0,10 ---

713LC 75 12,0 --- 4,5 --- --- 2,0 5,9 0,6 0,05 0,010 0,10 --- B-1900 64 8,0 10,0 6,0 --- 4,0 --- 6,0 1,0 1,0 0,015 0,10 ---
FORD 406 60 6,0 10,0 1,0 8,5 6,0 2,0 4,5 2,0 0,13 0,018 0,06 --- Inconel 100 60 9,5 15,0 3,0 --- --- --- 5,5 4,2 0,18 0,014 0,06 1,0 V Inconel 162 73 10,0 --- 4,0 2,0 2,0 1,0 6,5 1,0 0,12 0,020 0,10 --- Inconel 731 67 9,5 10,0 2,5 --- --- --- 5,5 4,6 0,18 0,015 0,06 1,0 V Inconel 738 61 16,0 8,5 1,7 2,6 1,7 0,9 3,4 3,4 0,17 0,010 0,10 --- Inconel 792 61 12,4 9,0 1,9 3,8 3,9 --- 3,1 4,5 0,12 0,020 0,10 ---
M22 71 5,7 --- 2,0 11,0 3,0 --- 6,3 --- 0,13 --- 0,60 --- MAR-M20060 60 9,0 10,0 --- 12,0 --- 1,0 5,0 2,0 0,15 0,015 0,05 --- MAR-M200DS 60 9,0 10,0 --- 12,0 --- 1,0 5,0 2,0 0,13 0,015 0,05 --- MAR-M246 60 9,0 10,0 2,5 10,0 1,5 --- 5,5 1,5 0,15 0,015 0,05 --- MAR-M421 61 15,8 9,5 2,0 3,8 --- 2,0 4,3 1,8 0,15 0,015 0,05 --- MAR-M432 50 15,5 20,0 --- 3,0 2,0 2,0 2,8 4,3 0,15 0,015 0,05 --- NX188DS 74 --- --- 18,0 --- --- --- 8,0 --- 0,04 --- --- --- René 77 58 14,6 15,0 4,2 --- --- --- 4,3 3,3 0,07 0,016 0,04 --- René 80 60 14,0 9,5 4,0 4,0 --- --- 3,0 5,0 0,17 0,015 0,03 --- SEL 51 15,0 22,0 4,5 4,5 --- --- 4,4 4,4 0,08 0,015 --- ---
SEL-15 58 11,0 14,5 6,5 1,5 --- 0,5 5,4 2,5 0,07 0,015 --- --- TAZ-8A 68 6,0 --- 4,0 4,0 8,0 2,5 6,0 --- 0,12 0,004 1,00 ---
TRW-NASA VIA
61 6,1 7,5 2,0 5,8 9,0 0,5 5,4 1,0 0,13 0,020 0,13 0,5 Re 0,4 Hf
Udimet 500 52 18,0 19,0 4,2 --- --- --- 3,0 3,0 0,07 0,07 0,05 ---
Tabela 1.2 – Composição Química de Superligas de Níquel Trabalhadas
Liga Ni Cr Co Mo W Ta Nb Al Ti Fe Mn Si C B Zr Outros Astroloy 55,1 15,0 17,0 5,25 --- --- --- 4,0 3,5 --- --- --- 0,06 0,030 --- --- D-979 45,0 15,0 --- 4,0 4,0 --- --- 1,0 3,0 27,0 --- --- 0,05 0,0100 --- ---
Hasteloy X 47,3 22,0 1,5 9,0 0,6 --- --- --- --- 18,5 0,50 0,50 0,10 --- --- --- Inconel 600 76,6 15,8 --- --- --- --- --- --- --- 7,2 0,20 0,20 0,04 --- --- --- Inconel 601 60,7 23,0 --- --- --- --- --- 1,35 --- 14,1 0,50 0,25 0,05 --- --- --- Inconel 625 61,1 22,0 --- 9,0 --- --- 4,0 0,2 0,2 3,0 0,15 0,30 0,05 --- --- --- Inconel 706 41,5 16,0 0,5 0,5 --- --- 2,9 0,2 1,75 40,0 0,18 0,18 0,03 --- --- --- Inconel 718 53,0 18,6 --- 3,1 --- --- 5,0 0,4 0,9 18,5 0,20 0,30 0,04 --- --- --- Inconel X 750 73,0 15,0 --- --- --- --- 0,9 0,8 2,5 6,8 0,70 0,30 0,04 --- --- ---
IN 102 67,9 15,0 --- 3,0 3,0 --- 3,0 0,4 0,6 7,0 --- --- 0,06 0,005 0,03 0,02Mg IN 587 47,2 28,5 20,0 --- --- --- 0,7 1,2 2,3 --- --- --- 0,05 0,003 0,05 --- IN 597 48,4 24,5 20,0 1,5 --- --- 1,0 1,5 3,0 --- --- --- 0,05 0,012 0,05 0,02Mg IN 853 74,6 20,0 --- --- --- --- --- 1,5 2,5 --- --- --- 0,05 0,007 0,07 1,3Y2O3 M 252 55,2 20,0 10,0 10,0 --- --- --- 1,0 2,6 --- 0,50 0,50 0,15 0,005 --- ---
Nimonic 75 78,8 20,0 --- --- --- --- --- --- 0,4 --- 0,10 0,70 0,01 --- --- --- Nimonic 80A 74,7 19,5 1,1 --- --- --- --- 1,3 2,5 --- 0,10 0,70 0,06 --- --- --- Nimonic 90 57,4 19,5 18,0 --- --- --- --- 1,4 2,4 --- 0,50 0,70 0,07 --- --- --- Nimonic 105 53,3 14,5 20,0 5,0 --- --- --- 1,2 4,5 --- 0,50 0,70 0,20 --- --- --- Nimonic 115 57,3 15,0 15,0 3,5 --- --- --- 5,0 4,0 --- --- --- 0,15 --- --- --- Nimonic PE.11 39,0 18,0 1,0 5,25 --- --- --- 0,85 2,35 33,5 --- --- 0,05 --- --- --- Nimonic PE.16 43,5 16,5 1,0 3,3 --- --- --- 1,2 1,2 33,0 0,10 0,15 0,05 0,020 --- ---
Nimonic PK.33 55,9 18,5 14,0 7,0 --- --- --- 2,0 2,0 0,25 0,10 0,15 0,05 0,030 --- --- Nimonic 120 63,8 12,5 10,0 5,7 --- --- --- 4,5 3,5 --- --- --- 0,04 --- --- --- Nimonic 942 49,5 12,5 1,0 6,0 --- --- --- 0,6 3,9 27,5 --- --- 0,03 --- --- --- Pyromet 860 43,0 12,6 4,0 6,0 --- --- --- 1,25 3,0 30,0 0,05 0,05 0,05 0,010 --- --- RA-333 45,0 25,5 3,0 3,0 3,0 --- --- --- --- 18,0 1,50 1,20 0,05 --- --- --- René 41 55,3 19,0 11,0 10,0 --- --- --- 1,5 3,1 --- --- --- 0,09 0,005 --- --- René 95 61,3 14,0 8,0 3,5 3,5 3,5 --- 3,5 3,5 --- --- --- 0,15 0,010 0,05 TD Nickel 98,0 --- --- --- --- --- --- --- --- --- --- --- --- --- --- 2,0ThO2 TD NiC 78,0 20,0 --- --- --- --- --- --- --- --- --- --- --- --- --- 2,0ThO2
Udimet 500 53,6 18,0 18,5 4,0 --- --- --- 2,9 2,9 --- --- --- 0,08 0,006 0,05 --- Udimet 520 56,9 19,0 12,0 6,0 1,0 --- --- 2,0 3,0 --- --- --- 0,05 0,005 --- --- Udimet 700 53,4 15,0 18,5 5,2 --- --- --- 4,3 3,5 --- --- --- 0,08 0,030 --- --- Udimet 710 54,9 18,0 15,0 3,0 1,5 --- --- 2,5 5,0 --- --- --- 0,07 0,020 --- --- UnitempAF2-
1DA 59,5 12,0 10,0 3,0 6,0 1,5 --- 4,6 3,0 --- --- --- 0,32 0,015 0,10 ---
Waspaloy 58,3 19,5 13,5 4,3 --- --- --- 1,3 3,0 --- --- --- 0,08 0,006 0,06 ---
Tabela 1.3 – Resistência à Tração (UTS) em Diferentes Temperaturas de Algumas Superligas de Níquel Fundidas (Unidade: MPa).
Liga 21 ºC 538 ºC 649 ºC 760 ºC 713C 849 862 870 939 713LC 897 897 1082 953 B-1900 974 1007 1015 953
FORD 406 1035 --- --- --- IN-100 1014 1092 1111 1070 IN-162 1007 1022 1092 1007 IN-731 834 --- 897 917 IN-738 1099 1000 1063 966 IN-792 1172 --- 1090 1132 M-22 731 781 834 911
MAR-M 200 932 946 953 932 MAR-M 200 DS 1000 1015 1022 1049 MAR-M 246 966 1000 1035 1035 MAR-M 421 1082 946 966 953 MAR-M 432 1242 1104 1089 1077 NX 188 DS 1042 --- 1090 1193 René 77 1022 1015 1049 939 René 80 1029 1029 1029 994 SEL 1021 --- 911 876
SEL-15 1062 --- 1102 1090 TAZ-8A 884 --- --- 884
TRW-NASA VIA 1049 --- 1139 1098 Udimet 500 932 897 884 855 WAZ-20 DS 897 --- 828 828
Tabela 1.4 – Resistência ao Escoamento (YS) em Diferentes Temperaturas de Algumas Superligas de Níquel Fundidas (Unidade: MPa).
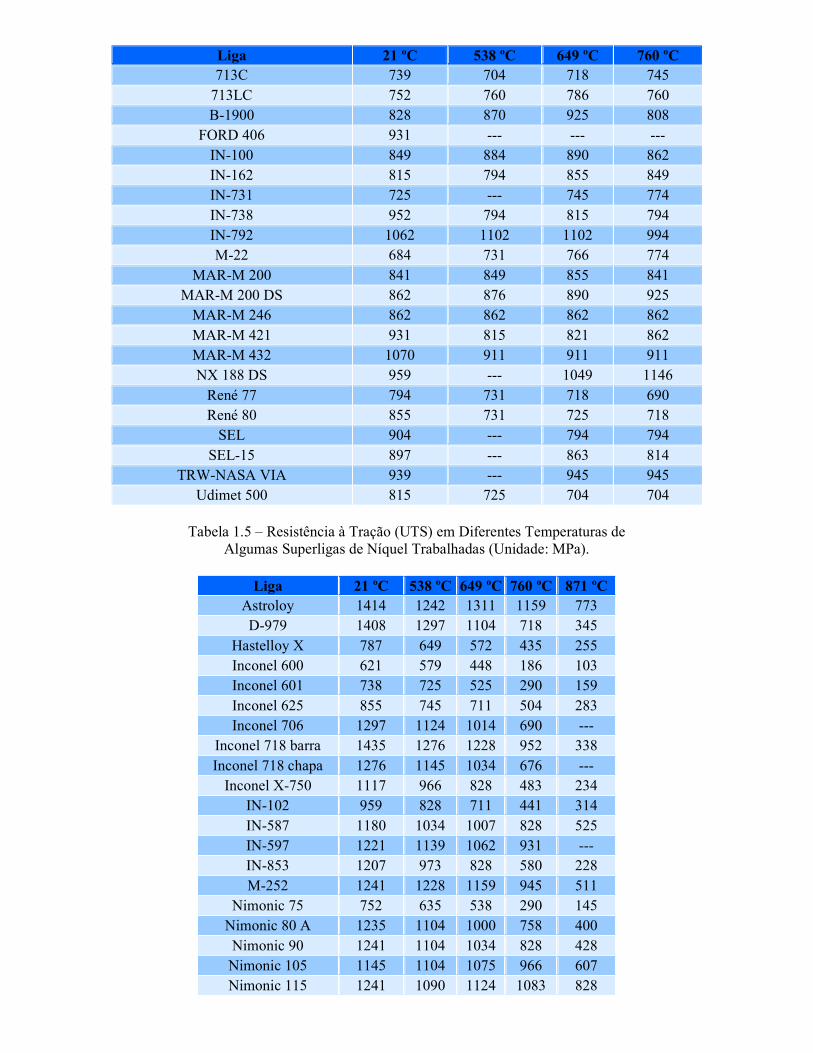
Liga 21 ºC 538 ºC 649 ºC 760 ºC 713C 739 704 718 745 713LC 752 760 786 760 B-1900 828 870 925 808
FORD 406 931 --- --- --- IN-100 849 884 890 862 IN-162 815 794 855 849 IN-731 725 --- 745 774 IN-738 952 794 815 794 IN-792 1062 1102 1102 994 M-22 684 731 766 774
MAR-M 200 841 849 855 841 MAR-M 200 DS 862 876 890 925 MAR-M 246 862 862 862 862 MAR-M 421 931 815 821 862 MAR-M 432 1070 911 911 911 NX 188 DS 959 --- 1049 1146 René 77 794 731 718 690 René 80 855 731 725 718 SEL 904 --- 794 794
SEL-15 897 --- 863 814 TRW-NASA VIA 939 --- 945 945
Udimet 500 815 725 704 704
Tabela 1.5 – Resistência à Tração (UTS) em Diferentes Temperaturas de Algumas Superligas de Níquel Trabalhadas (Unidade: MPa).
Liga 21 ºC 538 ºC 649 ºC 760 ºC 871 ºC Astroloy 1414 1242 1311 1159 773 D-979 1408 1297 1104 718 345
Hastelloy X 787 649 572 435 255 Inconel 600 621 579 448 186 103 Inconel 601 738 725 525 290 159 Inconel 625 855 745 711 504 283 Inconel 706 1297 1124 1014 690 ---
Inconel 718 barra 1435 1276 1228 952 338 Inconel 718 chapa 1276 1145 1034 676 --- Inconel X-750 1117 966 828 483 234
IN-102 959 828 711 441 314 IN-587 1180 1034 1007 828 525 IN-597 1221 1139 1062 931 --- IN-853 1207 973 828 580 228 M-252 1241 1228 1159 945 511
Nimonic 75 752 635 538 290 145 Nimonic 80 A 1235 1104 1000 758 400 Nimonic 90 1241 1104 1034 828 428 Nimonic 105 1145 1104 1075 966 607 Nimonic 115 1241 1090 1124 1083 828

Nimonic PE.11 1090 966 911 766 --- Nimonic PE.16 855 725 635 456 179 Nimonic PK.33 1117 959 959 835 566 Nimonic 120 1151 1045 1051 1020 778 Nimonic 942 1405 1308 1226 792 --- Pyromet 860 1297 1255 1110 910 --- René 41 1421 1401 1339 1104 621 René 95 1620 1550 1462 1171 ---
TD Nickel barra 690 310 262 228 193 TD Nickel chapa 448 228 193 172 145
TD NiC 945 683 435 269 186 Udimet 500 1311 1242 1214 1041 642 Udimet 520 1311 1242 1173 725 517 Udimet 700 1408 1276 1242 1034 690 Udimet 710 1187 1151 1290 1021 704
Unitemp AF2-1DA 1290 1339 1359 1152 828 Waspaloy 1276 1172 1117 794 525
Tabela 1.6 – Resistência ao Escoamento (YS) em Diferentes Temperaturas de Algumas Superligas de Níquel Trabalhadas (Unidade: MPa).
Liga 21 ºC 538 ºC 649 ºC 760 ºC 871 ºC Astroloy 1048 966 966 910 690 D-979 1007 925 891 656 304
Hastelloy X 358 290 288 262 179 Inconel 600 248 193 179 107 62 Inconel 601 338 152 179 200 138 Inconel 625 490 407 421 421 278 Inconel 706 980 896 829 676 ---
Inconel 718 barra 1186 1064 1021 739 331 Inconel 718 chapa 1056 745 869 628 --- Inconel X-750 635 580 566 456 166
IN-102 504 400 400 386 200 IN-587 704 624 614 607 400 IN-597 759 718 676 663 --- IN-853 890 739 724 559 214 M-252 842 766 745 718 483
Nimonic 80 A 621 531 552 504 262 Nimonic 90 808 725 684 538 262 Nimonic 105 814 773 800 655 366 Nimonic 115 863 793 814 800 552 Nimonic 120 867 763 775 785 600 Nimonic 942 1062 964 999 880 --- Pyromet 860 835 842 849 835 --- René 41 1061 1018 1000 938 552 René 95 1310 1255 1220 1102 ---
TD Nickel barra 552 297 248 214 179 TD Nickel chapa 311 207 179 159 131
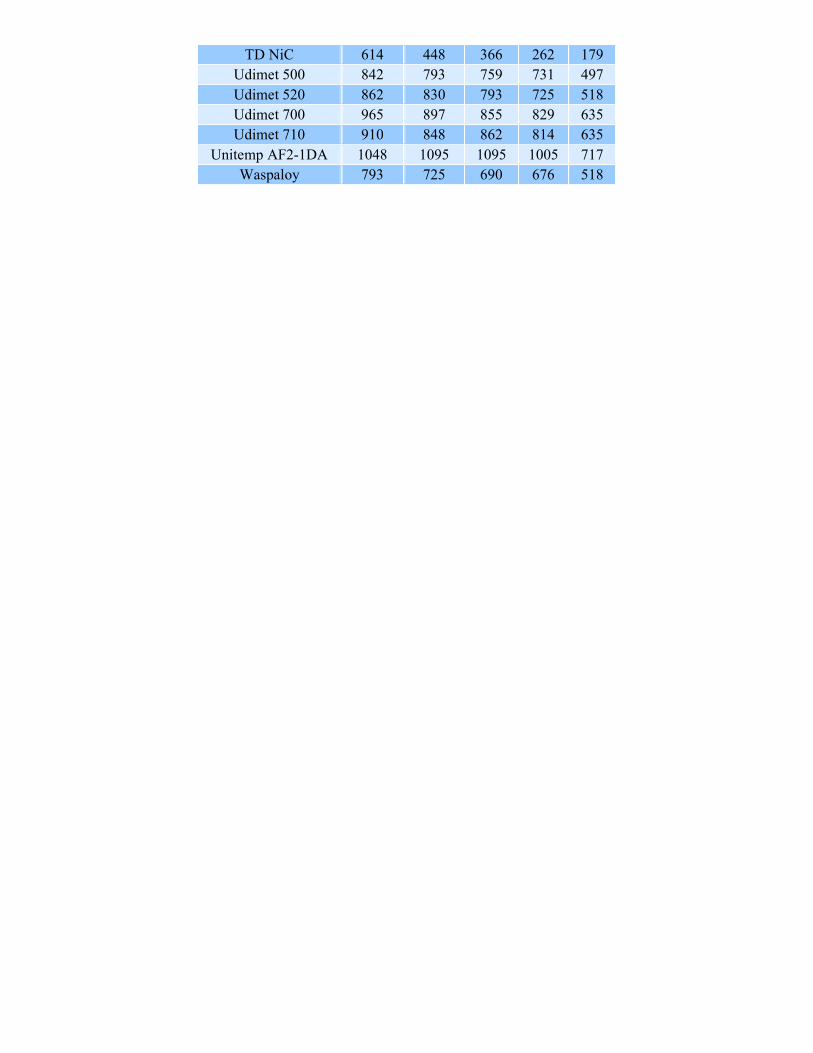
TD NiC 614 448 366 262 179 Udimet 500 842 793 759 731 497 Udimet 520 862 830 793 725 518 Udimet 700 965 897 855 829 635 Udimet 710 910 848 862 814 635
Unitemp AF2-1DA 1048 1095 1095 1005 717 Waspaloy 793 725 690 676 518
Influência dos Elementos de Liga na Microestrutura e nas Propriedades das Superligas de �íquel
a) Cromo: Resistência à Corrosão
As excelentes propriedades das superligas de níquel em altas temperaturas (resistência mecânica e resistência à corrosão) são obtidas mediante a adição de determinados elementos de liga, que melhoraram muito as propriedades que seriam obtidas apenas com a matriz austenítica (CFC) rica em níquel, conhecida como fase gama. A adição de cromo melhora a resistência à oxidação-corrosão em alta temperatura, mediante a formação de uma camada passivante do óxido Cr2O3, que sendo estável e aderente, funciona como uma verdadeira barreira que impede o avanço da corrosão, num mecanismo idêntico ao encontrado nos aços inoxidáveis e semelhante ao que a formação do óxido Al2O3 representa para as ligas de alumínio em baixas temperaturas [2].
Em teores inferiores a 20 % o cromo não contribui efetivamente para o aumento da resistência à corrosão das superligas de níquel em altas temperaturas. Somente acima deste teor a camada passivante de Cr2O3 adquire a espessura, a aderência, a densidade e a consistência necessárias para impedir o avanço dos átomos de oxigênio em difusão. Na faixa de 20 a 30 % de cromo a taxa de oxidação é constante e equivale a cerce de 10 % da taxa encontrada no níquel puro submetido às mesmas condições de oxidação [2].
Outra característica importante é a aderência da camada protetora de óxido. O metal e a camada de óxido possuem diferentes coeficientes de expansão térmica, e assim haveria a possibilidade de fratura frágil da camada de óxido devido às tensões térmicas, levando à separação da camada, se as temperaturas se alterarem em relação à temperatura de formação do óxido. Esta separação da camada de óxido exporia o metal à oxidação (corrosão) mais intensa, eliminando o efeito de passivação. Entretanto, foi observado que a camada de Cr2O3 é extremamente aderente, e assim a resistência à oxidação permanece mesmo nessas condições cíclicas [2].
Apenas o cromo apresenta esse efeito de aumentar a resistência à corrosão das superligas de níquel, os demais elementos são adicionados basicamente com o propósito de melhorar a resistência mecânica. Ligas Ni-Cr são monofásicas até um teor de cromo da ordem de 35 %, enquanto as superligas de níquel são polifásicas. Entretanto, o cromo não possui efeito endurecedor efetivo além do endurecimento por solução sólida e de propiciar a formação de carbonetos [2].
b) Alumínio, Titânio, Nióbio e outros elementos: Fases gama linha e Gama duas linhas (endurecedoras)
PPor outro lado, a adição de alumínio e de titânio nas superligas de níquel tem uma função diferente: esses elementos se combinam com o níquel para formar a fase gama linha (Ni3(Al,Ti)), que é responsável pelo endurecimento das superligas, de modo semelhante ao que ocorre nas ligas de alumínio endurecíveis por precipitação, porém sendo muito mais estável do ponto de vista termodinâmico, favorece a manutenção dessa elevada resistência mecânica mesmo em altas temperaturas. Sendo assim, a resistência mecânica das superligas de níquel é fortemente influenciada pelas características das partículas de fase gama linha, como sua quantidade, tamanho médio, formato e distribuição, uma vez que essas partículas, coerentes com a matriz, induzem o aparecimento de distorções no reticulado da mesma, as quais estão associadas a tensões elásticas que dificultam o movimento de discordâncias, de modo muito semelhantes ao que ocorrer com as partículas coerentes de segunda fase nas ligas de alumínio endurecíveis por precipitação (termicamente tratáveis). Os precipitados de fase gama linha geralmente são muito finos e assim só podem ser observados por microscopia eletrônica, de varredura e de transmissão. Se formato mais comum é aproximadamente cúbico, entretanto podem ser encontrados com outras morfologias, dependendo do ciclo termomecânico ao qual a liga foi submetida [2].
Elementos que possuem tamanho de átomo muito diferente do tamanho do átomo de níquel em geral são poderosos endurecedores por solução sólida. Se, além disso, apresentam baixa solubilidade no níquel, então são poderosos endurecedores através da formação de segunda fase. O tântalo e o nióbio são poderosos endurecedores por solução sólida, ao passo que o molibdênio, o tungstênio e o cromo também, embora em escala menor [2].
O alumínio é solúvel no níquel em altas temperaturas e o resfriamento rápido mantém a solução sólida supersaturada à temperatura ambiente. O aquecimento posterior em temperaturas mais baixas permite a precipitação controlada da fase gama linha (Ni3Al). Esse efeito de endurecimento por precipitação ocorre quando o teor de alumínio é de 5 a 12 %. Como a fase gama linha é cúbica de face centrada do mesmo modo que a matriz gama, e a diferença entre os parâmetros de rede é de apenas 0,5 a 1 %, aproximadamente, os precipitados de fase gama linha são coerentes com a matriz gama. Acima de 5 horas de envelhecimento começa o coalescimento das partículas de fase gama linha que leva à redução da dureza (superenvelhecimento) [2].
A forma (morfologia) do precipitado é determinada pela energia superficial da interface gama / gama linha e pela energia elástica gerada pelo desajuste dos reticulados das fases gama e gama linha, sendo determinada primordialmente pela deformação do reticulado. Se esta deformação for pequena, a morfologia que minimizará a energia superficial e a energia de deformação por volume será a esférica. Entretanto, se a deformação do reticulado

for consideravelmente grande, a morfologia dos precipitados não será esférica e sim cúbica [2]. Quando o desajuste de reticulados é de até 0,02 % os precipitados gama linha são esféricos, no caso de desajuste entre 0,5 e 1,0 % estes precipitados são cúbicos, e acima de 1,25 % assumem formato de plaquetas [1].
Ao contrário da matriz gama, a segunda fase gama linha não amolece significativamente com o aumento da temperatura, podendo até mesmo endurecer, sendo essa a fonte da elevada resistência mecânica das superligas de níquel em altas temperaturas. Entretanto, a fase gama linha apresenta dutilidade muito inferior à da fase gama, razão pela qual a presença da segunda fase não pode ser exagerada. Além disso, o efeito de endurecimento é maior devido à dispersão dos precipitados gama linha [2].
Quanto á composição química da fase gama linha, esta pode variar com a substituição parcial de átomos de níquel por átomos de cobalto, e pela substituição dos átomos de alumínio por átomos de titânio (bastante comum e na proporção de até 50 %) e em menor escala por átomos de nióbio, vanádio e tântalo. Por outro lado, o molibdênio, o cromo e o ferro podem substituir parcialmente tanto o níquel como o alumínio [1].
Em certas superligas níquel-cromo-ferro, como o Inconel 718, altos teores de nióbio levam à precipitação da fase gama duas linhas (Ni3Nb), semelhante à fase gama linha (Ni3(Al,Ti)). Quando em teores mais baixo, a adição de nióbio aumenta o volume dos precipitados gama linha e a temperatura de solubilização desta fase, levando seu efeito endurecedor a temperaturas ainda mais altas. Embora seja adicionado em teores relativamente pequenos, o nióbio é um importante elemento de liga para superligas como a 713C a Mar-M 200 e a SEL-15 [1].
O molibdênio se dissolve consideravelmente na fase gama linha nas ligas isentas de titânio e até certo ponto nas ligas com elevada razão Ti/Al. O molibdênio aumenta o parâmetro de rede do reticulado de fase gama linha, a temperatura solvus e a fração em peso da fase gama linha. O tungstênio também se incorpora à fase gama linha. Entretanto, esses elementos não se concentram na fase gama linha e sim são encontrados em teores semelhantes aos da composição química da liga, embora apresentem um considerável efeito de endurecimento. A substituição parcial do níquel por outros elementos, como o cobalto, por exemplo, reduz a solubilidade do alumínio e do titânio na matriz gama. A adição do cobalto, assim como a do cromo e do ferro, proporciona o aumento da fração volumétrica das partículas de fase gama linha, mesmo mantendo-se os mesmos teores de alumínio e de titânio. Entretanto esse fato não pode ser usado como recurso para um endurecimento adicional, uma vez que a redução dos teores de cromo e de ferro aumenta a dureza das ligas. Por outro lado, o cobalto é utilizado para facilitar o trabalho a quente das superligas de níquel com altos teores de alumínio e de titânio, uma vez que proporciona o aumento da solubilidade da fase gama linha em temperaturas acima de 1100 ºC [1].
Quando a superliga de níquel é submetida a uma temperatura superior a cerca de 60 % da temperatura de fusão (em K), ou seja a uma temperatura homóloga de 0,6Tf, ocorre significativo coalescimento da fase gama linha, pois a esta temperatura a energia térmica é suficiente para acelerar a difusão dos átomos de soluto que leva ao crescimento dos precipitados de fase gama linha. Esse crescimento favorece o movimento das discordâncias no maior espaço livre existente entre as partículas maiores, amolecendo a liga. Nas ligas níquel-cromo-titânio-alumínio o aumento do teor de cromo, de 10 para 37 %, leva à redução do coalescimento da fase gama linha, devido à redução da concentração de átomos de soluto (formadores de fase gama linha: titânio e alumínio) na matriz gama e devido à redução das distorções associadas à coerência dos precipitados gama linha, reduzindo a difusividade dos átomos de soluto formadores de gama linha. O aumento das distorções associadas à coerência dos precipitados, principalmente quando a razão entre os teores de titânio e de alumínio é mais elevada, leva ao aumento da taxa de coalescimento dos precipitados gama linha. Por outro lado, o coalescimento da fase gama linha é retardado significativamente pela adição de cobalto, molibdênio e por uma adição combinada de molibdênio e tungstênio. O aumento do teor de nióbio de 2 para 5 % reduz a taxa de coalescimento dos precipitados gama linha, apesar do aumento das distorções associadas à coerência do precipitado. Isso se deve à concentração quase completa do nióbio na fase gama linha, reduzindo assim a concentração de nióbio na matriz gama e a sua difusividade, superando o efeito do aumento das distorções de coerência dos precipitados. Não foi observado nenhum efeito do boro e do zircônio na taxa de crescimento dos precipitados de fase gama linha em ligas níquel-cromo-alumínio [1].
Mesmo após superaquecimentos cíclicos a dispersão fina de precipitados gama linha é restaura quando a superliga é submetida a temperaturas normais de serviço. Contudo, a perda de resistência à fluência durante o coalescimento dos precipitados gama linha é muito dependente da fração volumétrica percentual de fase gama linha. A liga M-252, com menor fração volumétrica percentual de gama linha amolece mais rapidamente do que a liga Inconel 700, que apresenta alto percentual de fase gama linha, e a sensibilidade da tensão de escoamento a mudanças de tamanho das partículas de fase gama linha é muito maior nas ligas mais diluídas. Sendo assim, as alternativas para retardam o coalescimento são o aumento da fração volumétrica percentual de fase gama linha e a adição de elementos como o nióbio e o tântalo, que se apresentam muita partição e baixa difusividade [1].
A fase gama linha pode se transformar em outras fases Ni3X quando os teores de titânio, nióbio ou tântalo forem suficientemente altos. Na verdade, numa escala crescente de estabilidade termodinâmica, encontram, pela ordem, as fases Ni3Al, Ni3Ti e Ni3(Nb,Ta). Apesar de previsão em contrário dos diagramas de equilíbrio, quase todo o alumínio da fase Ni3Al pode ser substituído por titânio, nióbio ou tântalo, possibilitando a formação de fase gama linha
metaestável, que é muito importante comercialmente. A tradicional razão Ti/Al é de 1:1, mas a fase gama linha metaestável rica em titânio pode se transformar em fase heta Ni3Ti hexagonal compacta. Isso ocorre numa liga Ni-22%Cr, quando a razão Ti/Al aumenta para 5:1, embora o tungstênio retarde esta transformação nessa liga. Esse efeito também foi percebido quando a razão é de apenas 3:1. Alguns precipitados intergranulares de fase heta surgem no Incoloy 901 após 2850 horas a 730 ºC, mas não deterioram a resistência mecânica e a dutilidade. Por outro lado, quando os precipitados de fase heta aparecem como células nos contornos de grãos, reduz-se a resistência ao entalhe. Quando se precipitam sob a forma de estruturas de Widmanstäteen entre os grãos, reduzem a resistência mecânica, mas não a dutilidade. Há vários modos para retardam a transformação de gama linha em heta, como por exemplo, a adição de traços de boro, pois a segregação de equilíbrio do boro nos contornos de grãos retarda a nucleação de células de fase heta, proporcionando um aumento de resistência ao entalhe. A adição de alumínio retarda, ao passo que o aumento do grau de deformação a frio acelera a formação de células de fase heta [1].
A fase gama duas linhas, cuja composição corresponde ao intermetálico Ni3Nb, se forma em superligas de níquel nas quais os teores de nióbio e de ferro são mais elevados, como no caso da superliga de níquel Inconel 718. Essa fase possui estrutura cristalina ortorrômbica e seu efeito endurecedor é ainda mais forte do que o da fase gama linha [4].
c) Carbono: Formação de carbetos
NO carbono está presente nas superligas de níquel com a função básica de contribuir para o endurecimento das mesmas, embora também possa estar presente devido à dificuldade de remoção deste elemento durante o refino da liga . O carbono reage com os elementos de liga que apresentam grande afinidade com este elemento para formar carbetos, que são partículas com composição do tipo MC, M23C6, M7C3 e M6C, ou seja fases em que a estequiometria apresenta algum tipo de combinação de átomos de carbono (C) com átomos de algum metal (M) que apresente grande afinidade pelo carbono, como por exemplo, o cromo, o titânio, o molibdênio e outros. Estes carbetos são partículas que restringem o movimento dos contornos de grãos em altas temperaturas, evitando ou minimizando o amolecimento causado pelo crescimento de grão e pelo mesmo motivo aumentam a resistência à fluência [2].
Diferentes tipos de carbetos, no que se refere à sua estequiometria, podem se formar dependendo da faixa de temperaturas à qual a liga é submetida. Os carbetos do tipo MC1 e MC2 possuem a mesma estrutura cristalina, porém parâmetros de reticulado diferentes. Quando o material está na condição de fundido, tanto o carbeto MC1 como o carbeto M23C6 estão presentes, assim como o boreto M3B2. Após o envelhecimento em temperaturas relativamente baixas, surgem o carbeto MC2 e a fase intermetálica sigma. A formação de carbetos apresenta um importante efeito sobre as propriedades, principalmente na resistência à fluência, porém esse efeito é variável, dependendo do tipo de liga e do tipo de processamento da mesma. Em muitas superligas os carbetos estão presentes na condição fundida e solubilizada, mas são instáveis, desaparecendo com o envelhecimento. Por exemplo, o carbeto MC forma-se durante a solidificação e é estável em altas temperaturas, mas não é estável em baixas temperaturas e portanto começa a desaparecer quando é feito o envelhecimento. O carbeto M23C6 está presente no intervalo de temperaturas mais baixas, mas não em temperaturas mais altas (acima de 875 ºC). Uma reação muito comum é: MC + Gama => M23C6 + Gama linha, que também pode ser descrita como: (Ti,Mo)C + (Ni,Cr,Al,Ti) => (Cr, Mo)23C6 + Ni3(Al,Ti). Quando se forma o carbeto M23C6, o teor de cromo da fase gama se reduz, aumentando o percentual de alumínio e titânio disponíveis para formar a fase gama linha. Ambos os tipos de carbetos se formam nos contornos de grãos, mas o carbeto MC entra em processo de decomposição, formando fase gama linha. Então os contornos de grãos ficam decorados por partículas de fase gama linha e de carbetos [2].
A função dos carbetos nas superligas é complexa e dinâmica. Nas superligas de níquel, ao contrário das superligas de ferro e de cobalto, os carbetos se formam preferencialmente nos contornos de grãos. Devido ao fato de que carbetos formados com determinadas morfologias nos contornos de grãos apresentam efeitos nocivos à dutilidade e à tenacidade das superligas, em geral o teor de carbono deve ser controlado rigorosamente para não ultrapassar certo nível, porém mesmo ligas com baixo teor de carbono, como o Nimonic 80A e o Udimet 500, com cerca de 0,03 % de carbono, podem apresentar redução de resistência à fluência e de dutilidade. Sendo assim, há um pouco de controvérsia no que se refere á presença dos carbetos, no que diz respeito à importância ou ao efeito prejudicial dessas partículas. Entretanto, há quase uma unanimidade no que diz respeito à importância dos carbetos como partículas que contribuem para aumentar a resistência à ruptura em altas temperaturas. Adicionalmente, está bem claro que a morfologia dos carbetos pode influenciar a dutilidade e que os carbetos podem influenciar a estabilidade química da matriz através da remoção de elementos reativos. Portanto, é fundamental compreender a importância do tipo, da composição química e da morfologia dos carbetos de modo a minimizar o empirismo na determinação da composição química dos carbetos e no tratamento térmico das superligas [1].
Tipos de carbetos e morfologias típicas: os carbetos mais comuns encontrados nas superligas são dos tipos MC, M23C6, Cr7C3 e M6C. O carbeto MC geralmente apresenta uma morfologia cúbica aleatória ou tipo “escrita”. O carbeto M23C6 apresenta forte tendência a se formar nos contornos de grãos e geralmente aparece como partículas volumosas descontínuas e irregulares, embora possa aparecer sob a forma de plaquetas ou com formatos

geométricos regulares. O carbeto M6C pode se precipitar em blocos volumosos ou mais raramente como estruturas aciculares de Widmanstäten, como ocorre na liga B-1900. Os carbetos do tipo Cr7C3 se formam intergranularmente como partículas volumosas também. Embora não haja dados definitivos que comprovem a hipótese, é recomendável que partículas de M23C6 em contornos sem outros precipitados e M6C em estrutura de Widmanstäten sejam evitados para não prejudicar a dutilidade e a resistência à ruptura das superligas [1].
Os carbetos do tipo MC são os mais refratários e se formam nas superligas pouco após a solidificação. Eles surgem como partículas isoladas distribuídas heterogeneamente através da superliga, freqüentemente entre as dendritas. Praticamente não se observa orientação coerente com a matriz.. Estes carbetos MC são fontes importantes de carbono para transformações que ocorrem posteriormente por interação química. Estes carbetos primários apresentam estrutura cristalina do tipo CFC (cúbica de face centrada), e assim apresentam uma estrutura densa, compacta e que confere alta resistência mecânica, sendo considerados um dos compostos mais estáveis encontrados na natureza. Formam-se com uma simples combinação de átomos de carbono com átomos de metais reativos e refratários, apresentando uma estequiometria do tipo TiC ou TaC. Existe uma ordem preferencial para a formação desses carbetos com estabilidade decrescente: TaC, NbC, TiC e VC. Essa ordem não é a mesma estabelecida pela termodinâmica (condições de equilíbrio), que seria: TiC, TaC, NbC e VC [1].
Evidentemente os átomos de metais (M) podem substituir parcialmente uns aos outros, como ocorre na formação do carbeto misto (Ti,Nb)C, por exemplo. Entretanto, os elementos menos reativos, como o molibdênio e o tungstênio, principalmente, podem também substituir os átomos de outros metais nestes carbetos. Por exemplo, nas ligas U-500, M-252 e René 77 se encontram carbetos do tipo (Ti,Mo)C. No caso do René 77 a análise química dos carbetos revelou uma estequiometria do tipo (Ti0,8Mo0,2)C, contendo adicionalmente traços de níquel e cromo. A mudança na ordem de estabilidade mencionada anteriormente se deve à substituição parcial de outros átomos por átomos de tungstênio e de molibdênio, o que enfraquece as forças de ligação atômica nos carbetos MC, levando à ocorrência de reações de degeneração desses carbetos, que favorecem a formação dos carbetos do tipo M23C6, que são os mais estáveis nas ligas submetidas a tratamento térmico ou condições de serviço. Entretanto, isso só ocorre em temperaturas superiores a 815 ºC: o molibdênio e o tungstênio estabilizam os carbetos MC em temperaturas de até 815 ºC, mas são muito menos efetivos nessa estabilização em temperaturas da ordem de 980 ºC. A adição de nióbio e de tântalo tende a contrabalançar esse efeito. As ligas mais modernas que contêm altos teores de tântalo e de nióbio contêm carbetos do tipo MC que não se dissolvem facilmente durante tratamento térmico de solubilização na faixa de temperaturas de 1200 a 1260 ºC. Carbetos desse tipo, presentes na liga Mar-M200 foram submetidos a análise química, revelando estequiometria aproximada do tipo (Ti0,53Nb0,31W0,16)C [1].
Carbetos Cr7C3 são encontrados como partículas volumosas de formato irregular em ligas simples com baixos teores de cromo e baixos teores de elementos reativos e refratários. Em geral não são muito estáveis em superligas mais complexas, nas quais se formam carbetos M7C3 que durante o envelhecimento se transformam em carbetos M23C6 [1].
Por outro lado, carbetos do tipo M23C6 são encontrados em grande quantidade nas superligas que apresentam elevados teores de cromo. Estes carbetos se formam durante serviço ou tratamento térmico em baixas temperaturas (760 a 980 ºC), tanto a partir da degeneração dos carbetos MC quanto do carbono solúvel residual existente na matriz da liga. Embora geralmente presentes nos contornos de grãos, esses carbetos podem ser encontrados também ao longo dos contornos de maclas, de falhas de empilhamento e nas extremidades de maclas (estrutura em “zíper”). Na superliga Mar-M 200 os carbetos M23C6 são encontrados como plaquetas paralelas aos planos [110] da austenita dispostas nos contornos de grãos mas que podem ser inicialmente coerentes. Os carbetos M23C6 possuem uma estrutura cúbica complexa, que sem os átomos de carbono se aproximariam muito da fase TCP sigma. Na verdade a coerência entre o carbeto M23C6 e a fase sigma é acentuada e podem ser encontradas plaquetas de fase sigma nucleadas em partículas de carbetos M23C6. Quando o tungstênio e o molibdênio estão presentes, a composição aproximada do carbeto é Cr21(Mo,W)2C6, porém o níquel, o cobalto e o ferro podem substituir parcialmente esses elementos no carbeto, assim como outros elementos refratários. Os carbetos M23C6 influem muito nas propriedades das superligas de níquel. Sua característica marcante de localização nos contornos de grãos promove um significativo efeito na resistência à ruptura, através da inibição do deslizamento de contornos de grãos. Entretanto, eventualmente a ruptura se inicia tanto pela fratura dessas mesmas partículas de carbetos M23C6 quanto pela decoesão da interface gama-M23C6. Em certas ligas são encontradas estruturas celulares de M23C6, que no entanto podem ser evitadas por tratamento térmico e por controle de composição química. Estruturas celulares de carbetos M23C6 favorecem a iniciação de ruptura prematura das superligas de níquel.
Carbetos M6C se formam em temperaturas mais elevadas, da ordem de 815 a 980 ºC. São carbetos semelhantes aos do tipo M23C6, mas geralmente aparecem quando os teores de elementos refratários são elevados. Os carbetos M6C possuem uma estrutura cristalina cúbica complexa. Quando a superliga contém mais do que cerca de 6 a 8 % atômicos de molibdênio ou de tungstênio (como nas ligas M-252 e René 41), os carbetos M6C se formam como precipitados localizados nos contornos de grãos, porém geralmente junto com os carbetos M23C6. Ambos os tipos de carbetos podem ser encontrados nas ligas Mar-M 200, B-1900 e René 80. Composições estequiométricas típicas dos carbetos M6C são (Ni,Co)3Mo3C e (Ni,Co)2W4C. O silício também pode ser encontrado nesses carbetos, até mesmo em teores da ordem de 9 %, como no caso da liga Mar-M 200. Outros tipos de composição que podem ser
encontradas são (Ni,Co,Si)5(W,Cr)C e (Ni,Co,Si)3,5(W,Cr)2,5C. Entretanto, há a possibilidade de variações nessa fórmula básica, desde M3C até M13C, dependendo dos teores de elementos de liga encontrados na matriz. Na liga Hasteloy X, os carbetos M6C variam de composições do tipo M2,48C = (Mo0,91Ni0,90Cr0,50Fe0,17) até M13,25C = (Mo6,34Ni5,73Co0,69Fe0,49)C. Sendo assim, carbetos do tipo M6C se formam quando o molibdênio ou o tungstênio substituem o cromo em outros tipos de carbeto, e ao contrário da composição química rígida dos carbetos M23C6, a composição dos carbetos M6 pode variar mais amplamente. Como os carbetos M6C são mais estáveis em altas temperaturas que os carbetos M23C6, os carbetos M6C são mais benéficos no que diz respeito à sua atuação como obstáculos ao movimento dos contornos de grãos, permitindo melhor controle do tamanho de grão [1].
Reações envolvendo carbetos – Durante o tratamento térmico ou a operação em serviço das superligas, os carbetos MC podem se decompor lentamente, liberando carbono, o qual participa de importantes reações, e esse processo continua ao longo de toda a vida útil do material. A reação dominante envolvendo carbetos é a da formação de M23C6 do seguinte modo: MC + Gama = M23C6 + Gama linha, ou: (Ti,Mo)C + (Ni,Cr,Al,Ti) = Cr21Mo2C6 + Ni3(Al,Ti). Estas reações começam a ocorrer a temperaturas em torno de 980 ºC, mas não correm abaixo de 760 ºC. Em poucos casos podem ser reversíveis. O carbeto M6C se forma de modo semelhante: MC + Gama = M6C + Gama linha ou: (Ti, Mo)C + (Ni, Co, Al, Ti) = Mo3(Ni,Co)3C + Ni3(Al,Ti). Posteriormente os carbetos M6C e M23C6 interagem para formar o outro tipo de carbeto: M6C + M linha = M23C6 + M duas linhas, ou: Mo3(Ni,Co)3C + Cr = Cr21Mo2C6 + (Ni, Co, Mo), dependendo da liga. Por exemplo, as ligas René 41 e M-252 podem ser tratadas termicamente para gerar MC e M6C inicialmente. Então, um longo tempo de exposição térmica causa a conversão do M6C para M23C6. Por outro lado, na liga Mar-M 200 o M6C pode ser formado a partir de M23C6. O tipo de átomos de elementos refratários presentes na liga podem controlar a reação. Adicionalmente, nas ligas mais simples pode ser observada a conversão de Cr7C3 para M23C6. Estas reações envolvendo carbetos produz carbetos mais simples em várias condições, porém geralmente localizados nos contornos de grãos. Destas reações possivelmente a mais benéfica, e a que controlada em muitos tratamentos térmicos, é a primeira (a que gera M23C6 e gama linha). Ambas as partículas volumosas de carbetos e as partículas de fase gama linha são importantes do ponto de vista microestrutural e de propriedades mecânicas. Como visto anteriormente, estes carbetos são importantes para inibir o deslizamento de contornos de grãos, e as partículas de fase gama linha geradas pela mesma reação os envolve, conferindo aos contornos de grãos uma camada que permite maior resistência à fluência. Em algumas ligas mais antigas os carbetos M23C6 eram encontrados em formato celular e não como partículas volumosas. Este tipo de morfologia deve ser evitado, uma vez que reduz a dutilidade e a resistência mecânica. Entretanto, ligas que apresentam grande quantidade de partículas gama linha nos contornos de grãos parecem ser resistentes à ocorrência desse tipo de fenômeno. Sendo assim, as partículas de fase gama linha localizadas nos contornos de grãos são de grande importância para bloquear o crescimento de células de M23C6. A formação de carbetos M23C6 reduz o teor de cromo disponível na matriz gama. Isso aumenta a solubilidade da fase gama linha próxima aos contornos, fazendo com que surjam zonas isentas de fase gama linha nestas regiões no caso de algumas ligas, como, por exemplo, a superliga Inconel X-750. Evidentemente o carbono está onipresente em solução: a temperaturas da ordem de 595 a 760 ºC excede-se seu limite de solubilidade durante o resfriamento. Já foram observados exemplos de partículas finas de M23C6 precipitando-se diretamente em falhas de empilhamento e outros tipos de defeitos típicos, a partir da reação: (Gama) = M23C6 + Gama, ou: (Cr,Mo,C) = Cr21Mo2C6. O carbono pode deixar a matriz lentamente através da seguinte seqüência: TiC = M7C3 = Cr23C6 = Sigma [1].
Carbetos após exposição térmica por longos tempos: Em temperaturas críticas para a estabilidade da matriz (gama) e nas quais os contornos de grãos se tornam relativamente estáveis, os carbetos MC e M23C6 são as principais fases de equilíbrio. Baixos teores de cromo e altos teores de nióbio, tântalo, molibdênio, tungstênio e ferro estabilizam os carbetos MC e aumentam a dutilidade. Uma exceção é a liga M-252 com 10 % de molibdênio e 2,6 % de titânio, na qual se formam carbetos do tipo M6C. Teores mais altos de titânio na liga René 41 reduz a formação de carbetos M6C e leva à ocorrência da reação expressa anteriormente. Os carbetos Cr7C3 são encontrados somente na superliga básica níquel-cromo-titânio-alumínio Nimonic 80A, em temperaturas iguais ou superiores a 1000 º C. Adições de cobalto (Nimonic 90), molibdênio (Waspaloy), tungstênio ou nióbio (Inconel X-750) removem essa fase, que nunca é encontrada em superligas de alta resistência mecânica tais como B-1900, TRW VIA, René 95 e outras [1].
Em temperaturas da ordem de 980 ºC, os carbetos MC, M6C e M23C6 são fases de pseudo-equilíbrio em superligas diferentes da Nimonic 80A. Altos teores de cromo, titânio, alumínio e tântalo favorecem a formação de carbetos M23C6, ao passo que elevados teores de molibdênio e tungstênio favorecem a formação de M6C, enquanto altos teores de nióbio e tântalo favorecem a formação de MC. Em períodos ainda mais longos do que 5000 horas, e quando a temperatura de serviço aumenta, ocorre redução lenta e gradativa do teor de carbono das superligas de níquel. Após exposições térmicas muito prolongadas, ligas como a Udimet 500 (0,05 % de carbono) parecem ter perdido todo MC [1].
d) Boro: formação de boretos
OO boro geralmente está presente em teores de 50 a 500 ppm nas superligas de níquel e é um ingrediente essencial na fabricação destas ligas. Geralmente o boro se localiza nos contornos de grãos, onde reduz a tendência ao rasgamento dos contornos durante o carregamento que causa a ruptura. Por exemplo, na liga Udimet 700 mais de

120 ppm de boro reagem para formar dois tipos do boreto M3B2, dependendo do ciclo térmico ao qual a liga é submetida. Um dos tipos de boreto tem composição química com estequiometria aproximada de Mo0,48Ti0,07Cr0,39Ni0,03Co0,03)3B2, enquanto a do outro tipo é Mo0,31Ti0,07Cr0,49Ni0,06Co0,07)3B2. Os boretos se caracterizam por serem partículas duras e refratárias, observadas somente nos contornos de grãos. A morfologia dessas partículas varia entre o tipo massivo/volumoso, e o formato em meia-lua (crescente). Freqüentemente parecem crescer de um contorno de grão para o interior de um grão. Os boretos atuam como fontes de boro para os contornos de grãos [1].
e) Elementos que podem formar fases indesejáveis (delta, sigma, mi e Laves)
Em certas ligas nas quais a composição química não tenha sido controlada cuidadosamente, podem surgir fases indesejáveis que comprometem as propriedades mecânicas do material, principalmente durante tratamentos térmicos ou operação em serviço. Entre estas fases podemos mencionar a fase delta e as chamadas fases TCP (do inglês “Topologically Close-Packed Phases, ou, em português: fases topologicamente compactas). Entre as fases TCP, basicamente compostos intermetálicos, nas superligas de níquel sobressaem as fases sigma, um e Laves [1]. As fases TCP se constituem pela formação de camadas compactas de átomos em forma de redes de “kagome” (textura em “ziguezague” de cestos) alinhadas com os planos octaédricos da matriz CFC gama (austenita). Estas fases nocivas geralmente se apresentam como plaquetas finas que freqüentemente se nucleiam nas partículas de carbetos presentes nos contornos de grãos [1].
Embora as partículas de fases TCP, como a fase sigma, pareçam crescer diretamente através de partículas de fase gama linha, é mais lógico que se formem a partir da matriz gama, já que a fase gama linha e os carbetos se precipitam primeiramente. Sua composição estequiométrica geral é dada pela fórmula (Cr,Mo)x(Ni,Co)y, sendo que x e y podem variar entre 1 e 7. Antes de terem sua presença confirmada experimentalmente, as partículas de fase sigma eram confundidas com partículas de fase gama linha (Ni3Ti) [1].
A fase sigma e outras fases similares, como a mu e a Laves, apresentam um efeito específico e nocivo nas propriedades das superligas de níquel. Sua morfologia em forma de plaquetas se constitui numa fonte preferencial de iniciação e propagação de trincas, levando à fratura frágil em baixa temperatura, do mesmo modo que ocorre em aços inoxidáveis ferríticos contendo fase sigma. Entretanto, talvez de importância ainda maior é o seu efeito na resistência à ruptura em alta temperatura. Estas fases contêm elevados teores de metais refratários, extraídos da matriz gama, causando o amolecimento da superliga de níquel. Também a fratura em alta temperatura ocorre de modo nocivo ao longo das plaquetas de fase sigma, em vez de ocorrer ao longo dos contornos de grãos [1].
Existe uma relação interessante entre os carbetos dos tipos M23C6 e as fases TCP em superligas de níquel com significativos teores de molibdênio e tungstênio. À medida que os teores de molibdênio e tungstênio aumentam para níveis da ordem de 7 % em massa, além da formação dos carbetos M23C6, ocorrerá também a formação dos carbetos M6C, que pode substituir completamente os carbetos do tipo citado anteriormente. Além disso, quando o teor de molibdênio é muito alto, aumenta a tendência à formação de fases sigma e mu. É importante ressaltar que a estrutura cristalina do carbeto M23C6 é muito semelhante à estrutura cristalina da fase sigma, ocorrendo o mesmo tipo de semelhança entre o carbeto M6C e a fase um [1].
A fase sigma foi descoberta no início dos anos 1960 na liga IN-100 e logo foi percebida a considerável degradação de propriedades como resistência à tração e à ruptura causada pela presença dessa fase. Posteriormente o mesmo efeito foi registrado em outras superligas de níquel. Desde então começaram os esforços no sentido de controlar e minimizar a presença dessa fase, geralmente através de um rigoroso controle de composição química, como o que foi feito de modo muito bem sucedido com a liga IN-100 [1].
Além da fase sigma, também a fase um e a fase R podem aparecer sob a forma de partículas intermetálicas muito duras, que prejudicam sensivelmente a dutilidade das superligas de níquel. A precipitação dessas fases duras deve ser evitada nas superligas, por vários motivos descritos a seguir. Do mesmo modo, deve ser evitada a precipitação das fases Laves, associadas à presença de impurezas como o silício. Os efeitos das fases Laves sobre as propriedades mecânicas e químicas das superligas de níquel são muito semelhantes aos das fases quaternárias e duras anteriormente mencionadas [1].
Estas fases TCP se caracterizam pela presença de um ou mais elementos eletropositivos, como o cromo e o molibdênio, por exemplo, e um elemento eletronegativo, como o níquel, o cobalto e o ferro, entre outros. Por esse motivo essas fases TCP duras são conhecidas pela sua natureza eletrovalente. Enquanto na fase sigma ocorre uma predominância de elementos como cromo, ferro e níquel, na fase mu predominam alguns outros elementos, como o cobalto e o molibdênio, mas também o ferro. Outra diferença entre estas duas fases é que, ao passo que a fase sigma se forma a partir de elementos com tamanho de átomos muito próximos, a fase mu se forma a partir de elementos com tamanho de átomos muito diferentes. Por outro lado, a fase Laves se caracteriza por uma composição química estequiométrica do tipo A2B, como Co2Mo ou Co2Ta, e é nesse tipo de fase o fator diferença de tamanho de átomos é muito mais importante do que o aspecto da eletrovalência.
O reticulado cristalino dessas fases TCP caracteriza-se por ser bastante complexo, com camadas compactas de átomos separadas umas das outras por distâncias interatômicas relativamente grandes. No caso da fase sigma, por exemplo, as camadas compactas de átomos são separadas uma das outras por átomos maiores, formando um aspecto de sanduíche e desenvolvendo assim uma característica topológica. Por esse motivo essas fases são conhecidas como TCP (topologicamente compactas). Por outro lado, fases do tipo A3B, como a fase gama linha, por exemplo, caracterizam-se por serem compactas em todas as direções, motivo pelo qual são conhecidas como fases geometricamente compactas (GCP ou “geometrically close packed” em inglês).
A célula unitária da fase sigma, que contém 30 átomos, é estruturalmente muito semelhante ao carbeto M23C6 comum formado na maioria das superligas de níquel. Geometricamente, se fosse possível remover todos os átomos de carbono do reticulado da fase sigma, bastaria um pequeno reajuste nas relações entre os átomos remanescentes para que aquela estrutura se transformasse na estrutura da fase sigma. Como a fase M23C6, freqüentemente com a composição Cr21Mo2C6, contém muitos dos átomos de cromo e de molibdênio necessários para a formação da fase sigma, essa relação se torna importante. Do mesmo modo, existe considerável coerência entre os reticulados das fases sigma e M23C6, de modo que freqüentemente a fase sigma se nucleia a partir da fase M23C6. Além disso, já foi observado que a descarbonetação da fase M23C6 pode levar à formação da fase sigma.
O mesmo princípio pode ser aplicado à fase Mu, cuja estrutura cristalina apresenta grande semelhança com a do carbeto M6C. Nas ligas que tendem a apresentar formação de carbetos M6C, teores excessivos de molibdênio e de cromo podem levar preferencialmente à formação de fase Mu em vez de fase sigma, embora isso não seja uma regra inevitável.
Sendo assim, se a composição química não for cuidadosamente controlada, muitas ligas nas quais se formam os carbetos M23C6 poderão apresentar também fase sigma (como as ligas N-115, U-700 e IN-100), enquanto ligas que apresentam tendência de formar carbetos M6C (como as ligas M-252 e René 41), podem conter fase Mu. Por outro lado, ainda não foi observada relação semelhante entre fase Laves e algum tipo de carbeto presente nas superligas de níquel.
Quase sempre nas superligas de níquel as fases TCP apresentam morfologia de plaquetas, que evidentemente se mostram como agulhas no plano bidimensional de imagens microestruturais. Essa morfologia prejudica as propriedades mecânicas das superligas. Em geral as fases TCP se nucleiam próximo aos contornos de grãos, regiões nas quais é maior a concentração de elementos como cromo e molibdênio, que favorecem a formação destas fases. Camadas de fase sigma podem ser encontradas como substrato sob revestimentos em superligas revestidas. Entretanto, em ligas adequadamente revestidas, a concentração de elementos altamente reativos se restringe à camada interfacial do revestimento, evitando o crescimento da fase sigma. Nas ligas cuja composição química favorece a formação de fases TCP, estas fases com morfologia de plaquetas podem estar presente em toda a microestrutura da liga.
A nucleação de fase sigma freqüentemente ocorre a partir de partículas de carbetos, entretanto, a fase sigma cresce principalmente a partir da matriz. Partículas de fase gama linha podem até estar associadas com esse processo, mas provavelmente não contribuem quimicamente para a formação de fase sigma. De fato, ao que parece, as plaquetas de fase sigma, ao crescerem através da liga, “empurram” as partículas de fase gama linha residual para determinadas regiões, embora “consumam” a matriz gama, mas não gama linha.
As fases TCP não são as únicas que se cristalizam sob a forma de plaquetas nas superligas de níquel de matriz austenítica. Também é comum observar a precipitação de nitretos e de carbetos M23C6 em forma de plaquetas ou aproximadamente plaquetas. Entretanto, as fases TCP sempre aparecem como plaquetas bem definidas. Observadas em microscópio ótico não apresentam nenhuma cor característica, ao contrário dos nitretos, que apresentam coloração rosada. Os carbetos M23C6 freqüentemente se precipitam ao longo de bandas de deslizamento, falhas de empilhamento ou em contornos de maclas, com formato linear, podendo ser confundidos com partículas de fase sigma. Entretanto, com aumentos maiores é possível verificar que são partículas curtas e individualmente alinhadas, com menos paralelismo. São conhecidas eventualmente como “ossos de cachorro”. É possível identificar e separar as partículas de fase sigma com o uso de muitas das técnicas já utilizadas rotineiramente.
Os efeitos negativos da fase sigma em forma de plaquetas sobre as propriedades mecânicas das superligas de níquel já são bastante conhecidos, porém é possível supor que partículas massivas e volumosas de fase sigma com formatos bem diferentes não sejam tão nocivas assim às propriedades mecânicas destas ligas. E já foram observadas em algumas superligas de níquel partículas massivas e volumosas de fases TCP. Também já foram observadas partículas de fase sigma associadas a partículas de carbetos M23C6 as quais formam interfaces coerentes, e também à fase gama linha em contornos de grãos. Na liga N-115, por exemplo, as plaquetas de fases sigma e M23C6 têm formatos idênticos, porém colorações diferentes. Já foram feitas tentativas de gerar partículas volumosas em bloco de fase sigma em algumas superligas de níquel, com o objetivo de aumentar a resistência mecânica, mas ainda não foram relatadas evidências de sucesso.
No tocante ao efeito das fases TCP sobre as propriedades mecânicas das superligas de níquel, de um modo geral e praticamente repetitivo, esse efeito tem se revelado desastroso. O efeito mais temido sem dúvida é a redução da resistência à ruptura em altas temperaturas, acompanhada por simultânea redução de dutilidade. Efeitos semelhantes foram encontrados em ligas contendo teores de médios a elevados de fases Mu e Laves. Entretanto, esse efeito negativo, evidenciado em ligas como IN-100, U-700, N-115, Astroloy e AF-1753 quando a composição química não foi cuidadosamente controlada, pode não ocorrer em outras ligas de níquel, como a M-252 submetida a longo tempo de serviço em alta temperatura, que apesar de conter fase Mu, não apresentou redução de resistência à ruptura. Entretanto, deve ser ressaltado que muitos fabricantes de superligas de níquel têm utilizado técnicas de correção de composição química, que evitam o aparecimento das fases TCP. Na liga IN-100, entretanto, já foi claramente evidenciado que o aumento do teor de fase sigma leva à redução da resistência à ruptura desta liga após exposição de 2500 horas sem aplicação de tensão, além da redução de dutilidade com o aumento do teor de fase sigma.
A fase sigma, além de reduzir significativamente a resistência à tração das superligas de níquel, reduz sua dutilidade para valores praticamente nulos. Isso já foi evidenciado em várias ligas, como, por exemplo, a liga IN-100. A fase sigma se forma principalmente em temperaturas da ordem de 840 a 925 ºC na liga IN-100 fundida, devido à falta de homogeneidade na composição química da mesma. A aplicação de tensões também favorece a precipitação de fase sigma durante a estabilização térmica de uma liga, como, por exemplo, a INCO-713C. Entretanto, na liga IN-100 esse mesmo efeito só ocorre a 815 ºC, mas não a 870 ºC, havendo um certo valor ótimo de tensão aplicada para o qual a formação de fase sigma ocorre. Alguns mecanismos levam à diminuição da resistência à ruptura das superligas de níquel causada pela presença da fases TCP como a fase sigma:
1 – Plaquetas frágeis de fase sigma originadas nos carbetos localizados nos contornos de grãos possuem a morfologia ideal para favorecer a iniciação e propagação de fratura, ziguezagueando de uma plaqueta para outra, característica que foi denominada fratura intersigmática. 2 – Fases TCP contêm grandes quantidades de elementos refratários, como cromo, molibdênio ou tungstênio, que estão presentes na fase sigma em teores médios de aproximadamente 50 % em átomos. Estes elementos são absorvidos da matriz e se concentram na fase sigma, apresentando um efeito fragilizante. Embora esses elementos refratários sejam importantes endurecedores por solução sólida, esse efeito é superado pelo efeito de fragilização. Em algumas ligas experimentais, como a X-40, predomina o efeito fragilizante, devido aos teores muito altos de cromo e tungstênio, mesmo estando a fase sigma presente como blocos volumosos e não plaquetas, ao passo que em outras ligas, como a UMC0-50, a fase sigma em blocos apresenta realmente um efeito endurecedor. 3 – Com relação ao tamanho de grão, a fase sigma poderia dividir os grãos em seções mais finas, resultando em perda de resistência mecânica, porém isso somente ocorre quando as plaquetas não atravessam completamente os grãos originais. 4 – A fase sigma apresentaria efeitos químicos, ao modificar o balanço químico na matriz, alterando determinados aspectos como o desajuste de reticulado gama – gama linha, promovendo redução de resistência mecânica [1].
Fase Delta
Todas as ligas níquel-ferro endurecidas pela fase gama duas linhas, como, por exemplo, a liga 718, também são suscetíveis à formação de fase delta ou formação da fase ortorrômbica Ni3Nb. Assim como a fase heta, a fase delta pode se formar durante processamento e tratamento térmico ou durante serviço. A fase delta em plaquetas pode ter uma relação e orientação de planos cristalográficos com o reticulado da matriz, mas também pode ocorrer sob a forma de glóbulos aleatoriamente orientados como, por exemplo, nos contornos de grãos da matriz gama na liga 718. Não há evidência de formação de fase delta com aspecto celular nas ligas comerciais endurecidas pela fase gama duas linhas (Ni3Nb), mesmo após longo tempo em serviço em temperaturas relativamente altas. Entretanto, em ligas experimentais como a Fe-35Ni-15Cr-5Nb-0,08C já foi observada a presença de fase delta globular após envelhecimento a 700 ºC e em outras ligas do sistema à base de ferro e níquel em intervalos de temperaturas próximos. Porém em temperaturas mais altas, acima de 750 ºC, prevalece a formação plaquetas intergranulares de fase delta em vez de se formar fase delta celular.
Em todos os casos relatados de formação de fase delta celular, as ligas não continham inibidores como boro e alumínio. Também em todos esses casos o tratamento térmico consistiu em solubilização a 1150 ºC e resfriamento rápido, sendo bastante diferente do tratamento tradicional de solubilização de ligas comerciais de níquel e ferro contendo nióbio, como, por exemplo, solubilização a 955 ºC por 1 hora seguida por resfriamento ao ar no caso da liga 718. Ainda não há conhecimento sobre a transformação gama duas linhas para delta tão amplo quanto o que já existe sobre a transformação gama linha para heta nas superligas à base de níquel e ferro. Embora se saiba que a formação excessiva de fase delta pode prejudicar a resistência mecânica de uma superliga de níquel endurecida pela fase gama duas linhas, ao consumir elementos que contribuem para a formação das fases endurecedoras, o tratamento térmico “convencional” para uma dessas ligas, no caso a 718, é feito a temperaturas nas quais ocorre a precipitação da fase delta globular em contornos de grãos, levando a uma condição ótima de resistência à ruptura e dutilidade. De modo semelhante, um tratamento térmico que leve à precipitação controlada de fases heta e delta nos contornos de grãos da liga 706 melhora as propriedades de resistência à ruptura e dutilidade.

Acredita-se que em ambas as ligas (706 e 718) a melhoria de propriedades mecânicas obtida através da formação de fases delta e heta globulares (ao invés de plaquetas) se deve a um mecanismo de inibição do deslizamento de contornos de grão (de longo alcance) pelas partículas presentes nos contornos de grãos.
A formação de grandes quantidades de fase delta grosseira durante serviço pode causar degradação de propriedades, em comparação com a fase gama duas linhas mais fina. A temperatura mínima para a formação rápida da fase delta é provavelmente inferior à temperatura de formação da fase heta em plaquetas ou estrutura de Widmanstätten em muitos tipos de ligas, e a fase gama duas linhas parece ser menos estável do que a fase gama linha. Sendo assim, temperaturas de serviço superiores a aproximadamente 650 ºC devem ser evitadas no caso de uso de ligas níquel-ferro suscetíveis à formação de fase delta. Contudo, algumas ligas propensas à formação de fase heta podem ser utilizadas em temperaturas mais altas. A menor estabilidade da fase gama duas linhas, em comparação com a fase gama linha, pode ser explicada pelas maiores distorções de coerência associadas à formação da fase gama duas linhas. Entretanto, essas observações não são válidas para a fase heta celular que se forma em algumas ligas níquel-ferro endurecidas pela fase gama linha. Por outro lado, a formação de fase heta celular pode ser evitada por um rigoroso controle de composição química e cuidados durante o processamento termomecânico da liga. Elevados teores de silício e de nióbio favorecem a formação de fase delta, ao passo que altos teores de alumínio e de tântalo minimizam a presença de fase delta.
De um modo geral, o aumento do teor de ferro nas superligas de níquel leva à diminuição das temperaturas de solubilidade das fases que podem se precipitar em temperaturas mais baixas, aumenta a susceptibilidade à formação de fases heta e delta, e também de fases TCP como sigma, Mu, Laves e Ksi. Além disso, o maior teor de ferro induz a substituição de fase gama linha por fase gama duas linhas como precipitado endurecedor nas ligas com altos teores de nióbio, altera o desajuste de reticulado matriz-precipitado, já que o ferro possui diâmetro atômico maior do que o do níquel e reduz a temperatura de solubilidade dos precipitados endurecedores, fazendo com que a temperatura de serviço potencial da liga diminua de 1150 ºC (ligas à base de níquel) para 815 ºC (ligas níquel-ferro) [1].
Fase Heta
As superligas de níquel-ferro endurecidas pela fase gama linha são todas suscetíveis à formação da fase heta de estrutura cristalina hexagonal compacta (HCP). Esta fase pode se formar por dois modos distintos: durante o processamento termomecânico ou durante serviço. Pode apresentar dois tipos diferentes de morfologia: plaquetas intragranulares com aspecto de estrutura de Widmanstätten que se formam a partir da fase gama linha, e em formato celular nos contornos de grão, apresentando aspecto semelhante ao da perlita nos aços.
O processamento para formar pequenas quantidades de fase heta não é novidade. Durante muitos anos a liga A-286 foi processada para a obtenção de grãos muito finos, através do forjamento final em temperaturas próximas à temperatura solvus da fase heta, então solubilizada em temperaturas pouco mais baixas do que a temperatura solvus da fase heta, ou seja, cerca de 900 ºC por 2 horas e resfriamento em óleo, e depois envelhecida a 720 ºC. Este procedimento permite obter grãos mais finos e melhor combinação de proporiedades de tração com dutilidade em ruptura a 650 ºC, do que o tratamento de solubilização a 980 ºC por 1 hora seguida por resfriamento em óleo e depois envelhecimento, que reduz a vida útil em carregamento por ruptura. A morfologia da fase heta, observada após esse processo, segue geralmente um padrão de plaquetas intragranulares nas vizinhanças de contornos de grãos, de acordo com uma relação de orientação cristalográfica do tipo {0001} heta // {111} gama ; <1210> heta // <110> gama. Após este mesmo processo pode ser observada parte da fase heta presente como uma estrutura celular. Entretanto, é mais freqüente a ocorrência de fase heta celular em ligas como a A-286 somente após aquecimento prolongado na faixa de temperaturas de 600 a 850 ºC. A fase heta celular aparece na liga A-286 e em outras ligas ferro-níquel, como parte de uma estrutura lamelar coerente e alternada de lamelas de fases heta e gama, que se originam nos contornos de grãos com relação de orientação aleatória com o grão dentro do qual ocorre o crescimento da zona celular.
A energia de deformação gerada pela precipitação de fase gama linha pode contribuir como força motriz para a formação de fase heta. Em algumas ligas níquel-ferro por causa de certas condições de energia interfacial a nova austenita celular pode possuir relações de orientação em direções compactas com as do grão adjacente. O caráter distanciado desse espaçamento interlamelar da fase heta, assim como a perda de precipitados gama linha mais finamente distribuídos na matriz, associada à formação de fase heta, freqüentemente podem levar a uma considerável degradação de propriedades mecânicas, principalmente de resistência e de dutilidade sob carregamento em ruptura. Outra possível causa desse efeito nocivo é a formação de carbetos M23C6 celulares. Recomenda-se cuidadoso exame para evitar confusão durante a identificação de fases que podem causar degradação de propriedades. Também foi observado que, assim que ocorre a perda de resistência mecânica inicial devido à formação de fase heta celular, uma perda adicional ocorre muito lentamente devido a uma baixa taxa de esferoidização. Em temperaturas mais altas se formam lamelas de fase heta celular ainda mais grosseiras que causam amolecimento ainda maior.

As plaquetas intragranulares de fase heta, também consideradas como estrutura de Widmanstätten, estão associadas com perda de resistência mecânica, mas não de dutilidade. A exposição a temperaturas da ordem de 800 a 850 ºC, ou acima dessa faixa, pode provocar o surgimento desse tipo de fase heta em adicionalmente à fase heta celular em ligas do tipo A-286. A formação das plaquetas de fase heta está associada à transformação de fase gama linha para fase heta, mas pode ser evitada por um tratamento térmico consistindo de aquecimento acima da temperatura solvus da fase heta, ou seja, acima de aproximadamente 915 ºC, e ao utilizar esta liga em temperaturas abaixo da temperatura de transformação gama linha => heta, isto é, abaixo de cerca de 800 ºC no caso da liga A-286.
A temperatura exata na qual a fase heta se forma com aspecto celular ou de plaquetas (Widmanstätten), é uma função fortemente dependente do teor de titânio e da composição química base da liga. O aumento do teor de titânio e da energia de deformação a frio e a quente favorece a formação da fase heta com ambos os tipos de morfologia (celular e plaquetas). Por outro lado, adições de alumínio, boro e silício inibem a formação da fase heta. O boro é bastante útil para eliminar a fase heta celular (associada a contornos de grãos), mas parece não afetar a fase heta em forma de plaquetas. O alumínio favorece a eliminação da fase heta com ambos os tipos de morfologia, isto se deve ao fato de que o alumínio não é solúvel na fase heta hexagonal, ao contrário da fase gama linha. Portanto, em caso de elevados teores de alumínio é pouco provável a eliminação do alumínio num determinado local que permita a nucleação e crescimento da fase heta. Além disso, o alumínio pode favorecer o decréscimo do desajuste de reticulados entre as fases gama e gama linha, reduzindo assim a força motriz para a precipitação, tanto intrgranular quanto celular, da fase heta [1].
Estabilidade das Superligas de �íquel em Altas Temperaturas: Oxidação e Corrosão em Altas Temperaturas e Revestimentos Protetores
a) Oxidação em Altas Temperaturas A resistência á oxidação em altas temperaturas tornou-se um requisito primordial para as superligas de níquel nos últimos anos e o conhecimento dos aspectos básicos da oxidação das superligas em altas temperaturas é de fundamental importância para o projeto e aplicações das superligas. A dificuldade de prever esse tipo de comportamento está relacionada com o fato de que o processo de oxidação é fortemente dependente de diversas variáveis, como temperatura, composição química, velocidade, tipo de escoamento e flutuações térmicas do ambiente, que geralmente são de difícil previsão. As ligas são compostas por vários elementos químicos diferentes e cada um destes tem um determinado efeito sobre o comportamento de resistência à oxidação, e a existência de outros fatores, como geometria dos componentes, tensão de serviço e transformações de fase induzidas pela exposição a altas temperaturas ainda complicam mais a situação. Sendo assim, tanto a complexidade das ligas quanto a complexidade do ambiente onde operam influenciam fortemente toda a tecnologia de fabricação e uso dos componentes de turbinas de jatos.
Além disso, o aumento crescente das temperaturas de serviço das superligas tem levado a requisitos cada vez mais exigentes de resistência à oxidação em altas temperaturas, além dos requisitos de resistência mecânica adequada nestas temperaturas elevadas. Revestimentos resistentes à oxidação têm sido desenvolvidos para conferir estabilidade química e mecânica à superfície dos componentes de turbinas de jatos, sem prejuízo às propriedades de tenacidade e dutilidade inerentes às superligas de níquel.
Os efeitos da oxidação na integridade das superligas de níquel podem ser classificados em 4 tipos de processos distintos:
1: Oxidação superficial: conversão direta de metal em óxido, que diminui a área da seção reta do componente e assim a capacidade de resistir a um carregamento mecânico externo;
2: Oxidação interna: Reduz ainda mais a capacidade de resistir ao carregamento e impõe concentração de tensões, o que reduz a resistência à fadiga;
3: Destacamento do óxido: o crescimento heterogêneo da cama de óxido resulta num desajuste cristalográfico entre o óxido e o metal, numa esfoliação durante o ciclo térmico e numa subseqüente oxidação a uma velocidade ainda maior;
4: Vaporização do óxido: a perda de óxidos protetores como o Cr2O3, ao reduz a área da seção reta do componente e diminui o teor de cromo da liga, favorecendo ainda mais a oxidação em velocidades ainda maiores.
Os vários tipos de degradação ambiental que podem ocorrer nas superligas de níquel devem ser abordados sob o ponto de vista da caracterização desses processos no que se refere à composição química, ao ambiente em que os componentes operam e as condições operacionais, fatores que serão abordados posteriormente neste texto.
• Efeitos da Oxidação nas Propriedades
A falha de componentes fabricados com superligas de níquel ocorre freqüentemente como resultado de um processo de fadiga, mecânica ou térmica, devido à oxidação superficial e interna. Em temperaturas da ordem de 815 ºC, ligas como o Inconel X e a Mar-M 200 apresentam vida em fadiga de alto ciclo muito inferior ao ar do que no vácuo. Uma vez que uma trinca penetra na superfície dos óxidos, a absorção de oxigênio na ponta da trinca favorece a propagação da mesma. Efeitos semelhantes ocorrem durante carregamento em fadiga de baixo ciclo da liga A-286. Em algumas ligas como o Nimonic 90 e o Nimonic 95, o processo de oxidação produz uma redução à metade resistência à fadiga. A resistência à fadiga térmica das superligas de níquel é melhorada pelo revestimento, que geralmente minimiza a oxidação interna. Por outro lado, a resistência à fadiga térmica pode ser melhorada pela solidificação direcionada que leva os contornos de grãos a se alinharem paralelamente à direção de aplicação da tensão de fadiga, minimizando a área de contornos de grãos expostos à superfície crítica. Evidentemente, a oxidação de contornos de grãos produz autênticos entalhes, que apresentam uma influência nociva no comportamento de resistência à fadiga dos componentes.
O efeito da oxidação sob condições de ruptura em fluência é de algum modo controverso. A redução de área de seção resistente como resultado da formação de óxidos é evidente, porém pequenas profundidades de penetração intergranular também podem levar à falha prematura. Por exemplo, uma penetração de cerca de 2 milímetros de óxido interno numa chapa com 15 milímetros de espessura reduz a resistência efetiva da seção reta em cerca de 27 %. Contudo, algumas vezes pode ser observado um efeito benéfico da oxidação sobre a resistência mecânica. Sob condições de carregamento estático a densidade e a distribuição de discordâncias numa liga determinam a taxa de
fluência primária. A presença de zonas uniformes internamente oxidadas pode efetivamente interferir no deslizamento de contornos de grãos e produzir um efeito de endurecimento por dispersão. Por outro lado, já foi observado que a vida útil de superligas de níquel em condições de ruptura é aumentada quando estas amostras são ensaiadas em ambientes inertes. Adicionalmente, sabe-se que o trincamento no tratamento térmico pós-soldagem pode ser eliminado através do tratamento térmico em ambientes “isentos de oxigênio”, indicando que as superligas de níquel podem ser submetidas a um ataque intersticial acelerado semelhante à corrosão sob tensão. Este tipo de comportamento ainda não está plenamente compreendido, mas tem recebido a devida atenção na prática industrial.
Os efeitos do destacamento e vaporização de óxidos são complexos e a degradação assim causada é obviamente nociva às propriedades de resistência mecânica em altas temperaturas. A oxidação gera tensões residuais consideráveis, como no caso da liga René 41 submetida a temperaturas da ordem de 980 ºC por 100 horas.
Natureza do Processo de Oxidação
• Formação de Óxidos em Metais Puros
As taxas de crescimento do óxido NiO são muito rápidas para permitir sua presença no estado estacionário na oxidação de uma liga de aplicação prática. Este óxido apresenta reticulado de estrutura cristalina do tipo NaCl. A estrutura romboédrica do tipo Al2O3 é assumida por ambos os óxidos Al2O3 e Cr2O3, enquanto o óxido Co3o4 possui estrutura de espinélio. O óxido Co3O4 é instável no ar em temperaturas acima de 1680 ºC. As taxas de espessamento dos óxidos que se formam nos metais em temperaturas elevadas não é controlada por suas propriedades termodinâmicas, e sim pela concentração, mobilidade e gradientes de concentração de defeitos nos óxidos formados. Óxidos puros como CoO, NiO e Cr2O3 apresentam predominantemente a característica de serem bons condutores de elétrons, e a facilidade de transporte de massa através destes compostos é descrita pelos coeficientes de autodifusão dos íons. O óxido CoO apresenta excesso de oxigênio, e a temperaturas da ordem de 980 ºC, os defeitos iônicos predominantes são ambos os tipos de lacunas de cátions ionizados, simples e dupla, em concentrações da ordem de 1 %. No NiO as concentrações de equilíbrio intrínseco de lacunas de cátions são mais baixas do que no caso do CoO; por exemplo, à pressão de 1 atm, essas concentrações chegam a 250 ppm a 1000 ºC e a 400 ppm a 1100 ºC. Entretanto, esses valores podem variar muito em magnitude e na dependência da pressão de oxigênio.
Para o Cr2O3, os melhores cristais disponíveis apresentam defeitos predominantemente associados a impurezas, e comportamento de condutividade em temperaturas abaixo da faixa 1000-1250 ºC dependente do grau de pureza do material. A autodifusão de cátions excede em muito a difusão de oxigênio, mas não há muitas garantias de que os valores relatados de difusividade de cromo no Cr2O3 sejam representativos de um comportamento intrínseco. Muitos pesquisadores acreditam que as lacunas de cátions são os defeitos iônicos predominantes. Na oxidação de metais puros em altas temperaturas para formar uma fase de óxido de um único tipo, o crescimento da camada de óxido é controlado pela difusão iônica através de sítios de defeitos no óxido, se as seguintes condições forem satisfeitas: 1 – A camada de óxido é macroscopicamente densa; 2 – A camada de óxido apresenta predominantemente condução eletrônica; 3 – A camada de óxido adere uniformemente ao metal. Se estas condições forem atendidas, a taxa de oxidação do metal puro deve ser parabólica em relação ao tempo, e a taxa de oxidação pode ser estimada por modelos matemáticos da literatura.
Camadas de óxidos do tipo NiO sem trincas se foram rapidamente sobre o substrato de níquel metálico. Adicionalmente, a excelente aderência da camada de NiO após vários ciclos térmicos é explicada pela semelhança entre os coeficientes de expansão térmica do níquel e do NiO e pela plasticidade relativamente alta do óxido NiO. Contudo, mesmo na oxidação do níquel “puro” existem outros fatores complicadores como vazios em contornos de grãos, oxidação intergranular, porosidade abaixo da camada de óxido, dependência da geometria da amostra e redução da vida em fluência.
A oxidação do cromo puro é mais complexa do que a oxidação do níquel e do cobalto. A oxidação do cromo praticamente puro não obedece a nenhuma relação parabólica abaixo de 1100 ºC, embora isso possa ser modificado dependendo da pressão parcial de oxigênio. Essa disparidade é causada pela formação de bolhas ou vazios na interface metal – camada de óxido (que bloqueiam cerca de 20 a 35 % da seção reta disponível para a difusão de cátions), pela precária aderência da camada de óxido e pelo destacamento da cama da de óxido durante o resfriamento. Entretanto, as energias de ativação para a difusão de cátions e para a oxidação parabólica apresentam uma certa semelhança, e os efeitos do lítio como dopante reduzem a taxa de acordo com a teoria. No ar se forma uma fina camada intermediária de Cr2N entre o cromo e o Cr2O3, mas de um modo geral a cinética pouco é afetada.
Acima de temperaturas da ordem de 1100 ºC a perda de óxido Cr2O3 por vaporização é muito intensa e pode ser calculada a partir de dados termodinâmicos referentes às pressões parciais de equilíbrio das diversas espécies gasosas formadas, permitindo determinar a taxa máxima de consumo de metal no estado de equilíbrio. Esse valor atinge seus níveis mais altos quando o oxidação ocorre num regime altamente turbulento com rápido fluxo de gases de tal modo que a fratura nas camadas de óxidos possa ser evitada.
• Oxidação de Ligas em Geral
Na oxidação de ligas a formação seletiva de certas fases de óxidos é determinada preferencialmente pela reação desses elementos que formam compostos termodinamicamente estáveis. Entretanto, a termodinâmica não especifica as morfologias de camadas e subcamadas de óxidos, que são estabelecidas principalmente pela disponibilidade de elementos de liga e por vários parâmetros ambientais. Do mesmo modo, a termodinâmica não pode prever as taxas das reações, e, sendo assim, alguns óxidos termodinamicamente estáveis podem não existir devido às limitações impostas por uma taxa de formação excessivamente lenta. A competição (que persiste entre os elementos de liga mais reativos) entre a formação de uma camada protetora de óxido e a precipitação de partículas de óxidos (ou de nitretos) na liga é de grande importância. Mesmo a baixa solubilidade e baixa difusividade do oxigênio (e do nitrogênio) no níquel e no cobalto são suficientes para permitir a precipitação de partículas internas de óxido (e de nitreto) abaixo da camada externa de NiO e CoO, respectivamente. Este efeito ocorre com considerável facilidade em superligas complexas com elevados teores de elementos reativos, como cromo, alumínio, titânio e silício.
Geralmente se observa oxidação uniforme quando o teor de soluto reativo é inferior a uma faixa de aproximadamente 10 a 15 % em átomos. Contudo, se este teor é muito mais alto, o elemento reativo provavelmente levará á formação seletiva de uma camada protetora de óxido. O teor de soluto crítico para assegurar a formação da camada de óxido varia, dependendo da composição química da liga, do tipo de elemento de liga que esta contém, mas em geral é reduzido por meio de reduções na temperatura e na pressão parcial de oxigênio e de nitrogênio ou por uma severa deformação na superfície do material. Quando ocorre oxidação interna em ligas diluídas, a cinética (profundidade) de reação pode ser previstas por cálculos que levem em consideração a solubilidade e a difusividade do oxigênio e dos elementos solutos reativos.
Antes da formação de uma morfologia de camada de óxido no estado estacionário, nas ligas geralmente se forma um filme inicial que contém óxidos de praticamente todos os elementos reativos presentes na liga, em proporção aos teores de cada um deles. Os núcleos de óxidos com crescimento rápido, como NiO e CoO, por exemplo, crescem mais do que os núcleos de óxidos protetores de crescimento mais lento, como Cr2O3 e Al2O3, por exemplo. A rápida cinética dessas reações contribui para uma taxa, relativamente alta e não parabólica, de crescimento da camada de óxido. Enquanto ocorre o crescimento rápido, os núcleos de óxido de crescimento mais lento se espalham lateralmente e interferem no crescimento, para formar uma camada de óxido protetora desejada. O crescimento preferencial da camada de óxido protetora no estado estacionário para baixo, até atingir os contornos de grãos, também ajuda a eliminar o crescimento rápido e contínuo da camada de óxido em excesso.
As taxas de crescimento das camadas de óxido protetoras no estado estacionário são controladas predominantemente por difusão iônica através do reticulado. Entretanto, além deste mecanismo, também influem neste processo outros efeitos químicos, mecânicos e morfológicos que geralmente mascaram o aspecto parabólico da curva de cinética dessas reações. Essas influências irregulares incluem trincamento e destacamento da camada de óxido, especialmente em regiões de extremidades, beiras e quinas; a formação de bolhas na camada de óxido; a oxidação interna e o acúmulo (“pile up”) de partículas na interface entre o metal e a camada de óxido; a formação de produtos de baixa estabilidade na camada de óxido crescida em excesso durante a oxidação transiente; a formação de vazios no metal e em sua interface com a camada de óxido, resultando da condensação de lacunas; formação de óxidos ternários (isto é, espinélios); esvaziamento de componentes protetores no metal; contaminação química da camada de óxido por outros componentes; evaporação da camada de óxido protetora; oxidação preferencial nos contornos de grãos; dissolução de segundas fases metálicas, isto é, formação de zonas livres de precipitados e outras fases. Ligas que formam camadas de óxidos protetoras do tipo Cr2O3, e, principalmente, Al2O3, apresentam uma cinética inicial (transiente) relativamente rápida, mas após o período mais lento do estado estacionário, revelam perdas ou ganhos de massa irregulares, à medida em que ocorrem trincamento, cura e destacamento dos óxidos.
• Oxidação de Ligas de Níquel Complexas
As superligas de níquel são complexas, sendo constituídas por muitas fases como carbetos, boretos, nitretos, gama linha, nódulos eutéticos gama-gama linha e talvez algumas fases do tipo TCP na matriz austenítica. Estas heterogeneidades dificultam qualquer tipo de previsão quanto ao comportamento das ligas em condições operacionais nas quais ocorre oxidação. Entretanto, se os desvios em relação aos sistemas ideais são conhecidos e entendidos, a aplicação dos princípios básicos pode ser usada para descrever ou prever o comportamento da liga no processo de oxidação, mesmo no caso das ligas mais complexas. Para analisar melhor seu comportamento em oxidação, as ligas de níquel são classificadas em dois grupos:
1: Ligas níquel-cromo endurecidas por solução sólida ou pela formação de carbetos;
2: Ligas níquel-cromo-alumínio de maior resistência mecânica endurecidas pela formação de precipitados de fase gama linha.
Para caracterizar a oxidação de ligas complexas, amostras são submetidas a uma variedade de ensaios de simulação de serviço. As ligas são expostas a atmosferas estáticas, cíclicas e de alta velocidade por vários períodos de tempo e em várias temperaturas, e avaliados por análises gravimétricas e metalográficas no que diz respeito a taxa de formação da camada de óxido, esvaziamento de solutos e volatilidade da camada de óxido. A identidade, composição e morfolgia dos produtos da reação de oxidação são determinadas por análises de difração de raios e de elétrons, microscopia ótica, eletrônica de varredura e microssonda. É de fundamental importância neste tipo de avaliação correlacionar a morfologia dos produtos da reação com a estrutura e a composição química da liga.
• Ligas do Tipo Níquel-Cromo
Muitas ligas de níquel resistentes à oxidação se baseiam no sistema níquel-cromo, havendo pequenas adições de silício, zircônio e carbono, adicionados juntamente com elementos endurecedores por solução sólida como tungstênio, molibdênio, ferro e cobalto, além de elementos fortemente formadores de carbetos, como nióbio e vanádio. Apesar da presença de todos esses elementos de liga, o comportamento em oxidação das superligas de níquel é, de um modo geral, semelhante ao das ligas binárias níquel-cromo. O teor mínimo de cromo necessário para formar uma camada de óxido protetora é da ordem de 20 a 25 %. Nessas ligas forma-se uma fina camada externa de NiO por crescimento acelerado e excessivo nas etapas iniciais do processo de oxidação. Abaixo dessa camada de NiO encontra-se uma camada protetora de Cr2O3, cujo crescimento lento limita a cinética de oxidação, além de uma camada de um espinélio intermediário (NiCr2O4). Para ligas mais diluídas, porém com teor de cromo igual ou superior a 14 % aproximadamente, essa estrutura de óxidos se forma e se acumula, porém é destruída por fratura mecânica da camada de óxido. Entretanto, a ruptura da camada protetora é revertida, após formação inicial rápida de NiO no local de fratura, pela formação de filmes de Cr2O3 nos contornos de grãos, que em seguida eliminam a possibilidade de qualquer tipo de oxidação interna transiente logo abaixo do local da fratura.
Enquanto a camada protetora de Cr2O3 está crescendo, ocorre esvaziamento de cromo na matriz. O perigo associado a esse esvaziamento de cromo é a susceptibilidade desta região diluída à oxidação interna e a formação de NiO se a ruptura da camada de óxido acontecer. Por este motivo, ao usar o material em forma de chapa, a espessura deve sem grande o suficiente para evitar o esvaziamento completo de cromo na liga durante a vida útil do componente. Infelizmente, em geral é informativo, mas não produtivo, examinar a estrutura e a morfologia dessas camadas não protetoras. Provavelmente serão encontrados óxidos do tipo NiO, NiCr2O4 e Cr2O3 em camadas estratificadas e alguma oxidação interna, enquanto a cinética da reação é irregularmente rápida e depois lenta.
A liga Inconel 600 apresenta um teor de cromo relativamente baixo, que não garante a proteção contra a oxidação. Entretanto, jateando com partículas abrasivas a superfície do material (liga Ni-Cr), deforma-se a superfície, que com o aquecimento recristaliza, formando grãos finos, e assim melhorando a proteção contra a oxidação. A formação de óxidos nos contornos dos grãos ajuda a formar a camada protetora de Cr2O3, assim como ajuda a melhorar a aderência mesmo com flutuações de temperatura. A pré-oxidação da liga com baixo teor de cromo em atmosfera com baixa pressão parcial de oxigênio também ajuda a formação da camada protetora de óxido Cr2O3.
Estudos aprofundados de oxidação na liga Hasteloy X, revelam a presença de um filme inicial de sílica (SiO2) no material exposto a uma temperatura inferior a 1100 ºC. Após algum crescimento “linear” da camada de sílica, uma camada protetora de Cr2O3, e posteriormente outra de espinélio NiCr2O4, se formam na interface metal/sílica. Durante a reação parabólica subseqüente, a difusão de cátions na camada de Cr2O3 é considerada a etapa controladora do processo, enquanto também ocorre a precipitação interna de óxidos SiO2. Elementos que promovem endurecimento por solução por solução sólida, como tungstênio, molibdênio, ferro e cobalto não interferem significativamente no processo de oxidação das superligas de níquel-cromo. Aparentemente o tungstênio e o molibdênio não se oxidam, mas são particionados para o metal. O ferro e o cobalto podem promover a formação de espinélios. Como mencionado anteriormente, pequenas adições de elementos como silício, zircônio, manganês e terras raras podem ter grande influência no processo de oxidação das superligas de níquel.
• Ligas Níquel-Cromo-Alumínio-Titânio Endurecidas por Precipitação
O comportamento destas ligas multicomponentes endurecidas pela fase gama linha pode ser estimado ao se considerar os teores de níquel, cromo e alumínio da liga. Em ligas típicas Ni-Cr-Al, como Udimet 500 e 713C, por exemplo, o espinélio Ni(Cr,Al)2O4 e os óxidos NiO e Cr2O3 se formam inicialmente na superfície durante o período de oxidação transiente, que geralmente dura cerca de 1 hora. Então, depois desse período, ambos os óxidos Cr2O3 e Al2O3 tornam-se evidentes como grandes óxidos internos precipitados na matriz da liga. As proporções relativas de fases oxidadas interna e superficial inicial dependem dos teores individuais de cada elemento soluto. A morfologia no estado estacionário pode ser dos seguintes tipos:
1: Uma camada de óxido NiO com óxidos internos Cr2O3 e Al2O3 para ambas as situações nas quais os teores de cromo e de alumínio são relativamente baixos (tipo I);

2: Uma camada de óxido Cr2O3 com óxidos internos Al2O3 para elevados teores de cromo (acima de 15 %), porém baixos teores de alumínio (abaixo de 3 %) (tipo II);
3: Uma camada de óxido formada exclusivamente por alfa-Al2O3, no caso de teores de cromo (acima de 15 %) e de alumínio (acima de 3 %) relativamente elevados (tipo III). Evidencia-se que a razão entre os teores de cromo e de alumínio exerce uma importante função no processo de oxidação das superligas de níquel.
A correlação empírica do comportamento em oxidação com a composição química da liga é melhor descrita pelo mapeamento de composição com os mecanismos de oxidação mais comuns em isotermas ternárias. As constantes da taxa de oxidação parabólica no estado estacionário diminuem em mais de uma ordem de grandeza ao passar do tipo I para o tipo II, e novamente ao passar do tipo II para o tipo III. A eliminação do óxido NiO da camada de óxido no estado estacionário ocorre quando a fração volumétrica combinada dos óxidos Cr2O3 e Al2O3 é suficiente para bloquear a difusão do oxigênio para o interior da matriz. Assim, o crescimento paralelo das partículas de Cr2O3 pode levar ao desenvolvimento de uma camada de óxido interna e protetora de Cr2O3. A presença de uma camada interna de Cr2O3 reduz drasticamente a atividade local do oxigênio na interface metal – camada de óxido, de modo que ocorre um enriquecimento de partículas de Al2O3. Para ligas do tipo III, que possuem teores de alumínio na liga ou fração volumétrica de Al2O3 suficientes, pode se formar uma camada de óxido do tipo alfa-Al2O3 abaixo da camada interna de Cr2O3, e a cinética de oxidação adicional é assim minimizada.
Na oxidação de uma superliga de níquel com muitos elementos de liga, como, por exemplo, o IN-100, diferenças locais nas fases superficiais (gama, gama linha, boretos e carbetos), assim como um amplo espectro de afinidades químicas dos elementos de liga, levam a um comportamento em oxidação bastante complexo. Em todo caso, a observação e a identificação de produtos de reações de oxidação, como camadas superficiais e internas de óxidos, a caracterização dos gradientes de composição química da liga, e a determinação da cinética das reações ajudam muito à compreensão racional do comportamento do material no estado estacionário. Pode ser considerada a liga IN-100 como exemplo nesse contexto. Evidentemente, a composição e a afinidade químicas das fases (carbetos, boretos e gama linha, por exemplo), assim como as dos contornos de grãos, variam, e por esse motivo as reações locais de oxidação também serão diferentes do que é previsto pela termodinâmica. As grandes quantidades de óxidos TiO2 que existem inicialmente dentro do óxido (Ni,Co)O básico têm um efeito significativo no comportamento insatisfatório desta liga em oxidação posterior.
O destacamento da camada de óxido que ocorre está relacionado com a segregação e com os carbetos inicialmente presentes na liga. A análise da camada de óxido e de produtos de reações de oxidação abaixo da camada revela que após 100 horas a 870 ºC, a principal camada de óxido superficial na liga IN-100 é a fase cúbica (0,8Ni, 0,2Co)O contendo consideráveis proporções de “perovskita” NiTiO3 e espinélio NiCr2O4, que resultam das interações do TiO2 e do Cr2O3 com o óxido cúbico. Os produtos situados abaixo da camada de óxido superficial incluem Al2O3, TiO2 e TiN, o que indica que uma camada protetora de Al2O3 não pode ser formada. A exposição da mesma liga a temperaturas da ordem de 980 ºC resulta em considerável destacamento de óxidos na interface NiTiO3-NiCr2O4. A oxidação inicial (transiente) a 1100 ºC introduz maiores quantidades de Al2O3 na camada de óxido, de modo a produzir espinélio Ni(Cr,Al)2O4 em solução sólida no estado estacionário. Novamente ocorre destacamento ao longo das interfaces NiTiO3-Ni(Cr,Al)2O4, indicando a impossibilidade de incompatibilidade entre estes óxidos.
Este comportamento heterogêneo faz com que a oxidação das superligas seja um processo razoavelmente complexo. A capacidade da superliga se recuperar dos efeitos da oxidação inicial através de interações com óxidos estáveis e da formação de uma camada contínua interna protetora de óxido determina o desempenho das superligas de níquel durante exposição prolongada a altas temperaturas. Nesse sentido, a homogeneidade das ligas trabalhadas lhes dá uma pequena vantagem sobre as ligas fundidas. Entretanto, as interações dos óxidos que produzem óxidos mistos, espinélios e perovskitas, assim como a eventual eliminação de produtos de oxidação situados abaixo da camada de óxido protetora são os fatores mais importantes.
No caso das ligas René 41 e U-700 foram observadas certas diferenças no comportamento em oxidação destas ligas, que podem ser atribuídas ao balanço cromo-alumínio em cada liga e à variação deste balanço com a temperatura de exposição das ligas. Foi observado um comportamento surpreendentemente favorável a 1040 ºC, temperatura na qual o teor de alumínio é suficiente para permitir a formação de uma camada interna protetora de Al2O3 (tipo III). Assim, com a eliminação da precipitação de Al2O3 abaixo da camada, a dissolução dos precipitados gama linha abaixo da camada fornece a quantidade de alumínio necessária para o crescimento difusional da camada superficial de Al2O3. Podem ser diferenciadas as ligas “formadoras de Al2O3” das ligas “formadoras de Cr2O3”, sendo que o primeiro grupo é o das ligas que apresentam taxas de crescimento mais baixas e maior estabilidade em ambientes de alta velocidade. Evidentemente, devido aos demais requisitos das superligas, que devem atingir níveis mínimos de propriedades mecânicas e apresentar características favoráveis de fundibilidade e trabalhabilidade, além de estabilidade de fases, o teor de alumínio nem sempre pode ser alto o suficiente para garantir a formação de Al2O3.
A relação crítica entre os teores de cromo e alumínio e as reações na camada e abaixo desta é demonstrada por análises de microestrutura e microssonda da liga Mar-M200, por exemplo. Após 100 a 400 horas a 870 ºC forma-se o
óxido interno do tipo “sal e pimenta” (“salt and pepper”). A microssonda revela que o esvaziamento de cromo na matriz resulta da formação da camada de óxido Cr2O3. O tungstênio é rejeitado pela camada de óxido, enquanto os picos de alumínio e titânio no espectro indicam a presença de precipitados de Al2O3 e TiO2 na camada de óxido inferior. Entretanto, a pós 1000 horas de exposição a 870 ºC, ocorre a aglomeração de precipitados Al2O3 para formar uma camada interna essencialmente contínua de Al2O3. Isso minimiza a formação adicional de óxido interno devido à formação de uma densa barreira de óxido do elemento mais reativo da liga. Teoricamente, o óxido interno de uma liga homogênea não deve ser interrompido se uma atividade constante de oxigênio é mantida na interface metal-óxido. Além das heterogeneidades naturais da liga Mar-M200, o contínuo enriquecimento em cromo na camada de óxido inicial provavelmente causa o aumento de fração volumétrica de Al2O3 necessário para efetuar a transição para a formação de camada de óxido Al2O3.
A exposição da mesma liga Mar-M200 a 980 ºC por 100 horas produz apenas alguns óxidos internos remanescentes e finalmente a 1100 ºC não é observado nenhum tipo de óxido interno, mas a quantidade de Al2O3 na camada de óxido e a extensão da zona esvaziada de gama linha aumentam. Em temperatura igual ou superior a 980 ºC o aumento da taxa de difusão, ou talvez a dissolução da fase gama linha, aumenta a concentração efetiva de alumínio na interface metal-óxido, tornado mais favorável sua incorporação à camada de óxido do tipo II. O fato de que traços de óxido interno são observados a 980 ºC reflete as heterogeneidades da liga, mas também claramente indica o balanço existente entre a formação da camada de óxido superior e inferior. Nesta liga se forma uma mistura bastante heterogênea de fases. A identificação simultânea dos espinélios NiCr2O4 e NiAl2O4 como parte dos óxidos destacados reflete heterogeneidades grosseiras ou segregação dentro do material, já que esses óxidos são mutuamente solúveis. Novamente, a assimilação desses óxidos heterogêneos em fases compatíveis e de crescimento lento, com a formação eventual de uma camada interior contínua de Al2O3, representa o máximo de resistência à oxidação.
A oxidação de superligas de níquel revela uma cinética com taxas inicialmente elevadas (inclinação da ordem de 1), seguida por um comportamento quase parabólico (inclinação da ordem de 1/3 a 1/2) ou desaceleração em altas temperaturas. Com a notável exceção da liga IN-100, que oxida 5 a 10 vezes mais rapidamente, a semelhança entre as taxas de oxidação a 980 ºC e em temperaturas mais baixas sendo menos pronunciada. Entretanto, a duração da taxa inicial parabólica diminui com o aumento da temperatura. Uma verdadeira caracterização da cinética de oxidação destas ligas é mascarada pela interação complexa que acontece entre oxidação heterogênea, destacamento de óxidos, vaporização e formação de subcamada de óxido, mas o método usual não avalia adequadamente estes efeitos. Vapores condensáveis como CrO3 podem ficar retidos na seção fria da câmara do reator e pesados continuamente para quantificar as perdas por vaporização. Em microscopia, a vaporização dos óxidos é também indicada pelo arredondamento dos cristais de óxidos superficiais [1].
Processos de Fabricação das Superligas de �íquel
a) Fundição Os requisitos de propriedades mecânicas e de resistência à corrosão/oxidação em elevadas temperaturas, que as superligas devem satisfazer para que possam ser empregadas em aplicações tais como componentes de turbinas de aviões a jato, têm determinado as características dos processos de fundição destas superligas. Por este motivo, na fabricação de superligas de níquel fundidas deve haver rigoroso controle dos parâmetros durante as etapas de fusão, homogeneização e solidificação. Atualmente predomina a fusão, a arco ou por indução, a vácuo. Do mesmo modo, deve haver muito cuidado quanto a todos os materiais que entram em contato com o banho durante a fusão, assim como em relação às adições feitas às ligas, para refino ou para outras finalidades.
Vários tipos de processos podem ser usados para a fusão das superligas de níquel. Talvez o mais utilizado seja o processo de refusão a arco em vácuo a partir de material fundido por indução a vácuo, conhecido pela sigla VIR em inglês [1]. Neste processo quatro variáveis são importantes: 1-matéria-prima virgem; 2-sucata como matéria-prima; 3-refratário; 4-adição de CO e H2O para o refino. No processo ESR (eletroescória refundida a partir de eletrodos fundidos ao ar) as variáveis importantes são: 1-matéria-prima (VIR e sucata); 2-escórias fundidas ao ar; 3-refratários 4-escórias fundidas pelo processo ESR. No processo EVR (eletroescória refundida a partir de eletrodos fundidos por indução a vácuo) as variáveis importantes são: 1-matéria-prima virgem; 2-sucata como matéria-prima; 3-refratários; 4-escórias ESR. No processo PMR (material fundido a plasma em cadinho refratário) as variáveis importantes são: 1-matéria-prima virgem; 2-sucata como matéria-prima; 3-refratários; 4-ligantes (se forem usados). No processo PMS (material fundido a plasma em cadinho feito de cascão de panela) há somente duas variáveis importantes: 1-matéria-prima virgem; 2-sucata como matéria-prima; este método elimina o refratário e oferece a possibilidade vantajosa de fundir diretamente a partir de lingotes ou eletrodos. No processo PMV (fundido com eletrodo a plasma em vácuo e refundido a vácuo), somente a matéria-prima é uma variável importante, porém este processo oferece a possibilidade de melhorar a microestrutura do lingote através da etapa de refusão a arco. No processo NAR (a arco não consumível, rotativo) as variáveis importantes são: 1-matéria-prima virgem; 2-sucata como matéria-prima; 3-refratários; 4-contaminação potencial do eletrodo. No processo NAS (eletrodo não consumível, rotativo, vazado em cadinho de cascão) as variáveis importantes são: 1-matéria-prima virgem; 2-sucata como matéria-prima; 3-contaminação potencial do eletrodo; nestes dois processos (NAR e NAS) há a possibilidade, porém remota, de contaminação a partir do eletrodo não consumível. O processo NAV (arco não consumível, fundido com eletrodos e refusão a arco em vácuo, junção do NAS com o VAR) apresenta como variável importante somente a matéria-prima, além de também permitir a possibilidade de melhoria da microestrutura do lingote. O processo NER (arco não consumível, fundido com eletrodos e refundido com eletroescória, junção do NAS com o ESR), apresenta como variáveis importantes somente a matéria-prima e a eletroescória, porém permite a possibilidade de dessulfurizar na etapa ESR. O processo EBM (fusão por feixe de elétrons) apresenta como variável importante somente a matéria-prima, mas não oferece vantagem em relação ao processo VIR. O processo VEB apresenta como variáveis importantes: 1-matéria-prima virgem; 2-sucata como matéria-prima; 3-refratário; 4-contaminação reduzida a ppms (partes por milhão); apresenta características de fusão semelhantes às do processo VIM, porém adicionalmente a possibilidade de refino por feixe de elétrons na soleira em cascata. O processo NEB (eletrodo não consumível com soleira em cascata e fusão por feixe de elétrons) apresenta a matéria-prima com única variável importante, e é um processo muito viável, por combinar um mínimo de contaminação do banho com a melhor forma de refino do metal. E, finalmente, o processo NEV (NEB com refusão a arco em vácuo) também apresenta a alimentação de matéria-prima como única variável importante, e teoricamente reduz a contaminação do banho metálico àquela proveniente da matéria-prima.
As propriedades das superligas de níquel são afetadas por todas as fases dos processos de fabricação. Sob esse ponto de vista, considera-se o processo VAR como um processo de fusão e solidificação controladas. A solidificação do banho metálico deve ser cuidadosamente controlada para assegurar que as propriedades ideais sejam obtidas a um custo viável. Adicionalmente, tratamentos térmicos de homogeneização são necessários para garantir distribuição adequada de fases na microestrutura das superligas de níquel.
Fusão ao ar: os requisitos de propriedades das superligas de níquel destinadas à fabricação de componentes de turbinas de aviões a jato têm limitado a aplicação do processo de fusão ao ar para a fabricação de poucas ligas para determinadas aplicações críticas. Além disso, a tecnologia dos fornos de indução elétrica torna necessário um lote mínimo de fabricação da ordem de 10 a 15 toneladas, preferencialmente 50 toneladas, havendo também limitações tecnológicas, como, por exemplo, a necessidade de reduzir os teores de silício ao mínimo possível, o que é muito complicado no caso de fusão ao ar, já que o silício é um ingrediente importante das escórias de fornos elétricos. Por este motivo, serão abordados a seguir somente as variáveis importantes para o processo VAR (refundido a arco em vácuo a partir de eletrodos fundidos por indução em vácuo).
Processo VAR - Matéria-prima: Historicamente razões econômicas determinam a escolha e o uso de matérias-primas, e não fatores tecnológicos. Entretanto, levando em consideração as exigências relativas a materiais de uso aeronáutico, os fabricantes têm focado a questão da composição química da matéria-prima. Sucata como matéria-prima: Este tipo de material deve ser cuidadosamente segregado e mantido limpo. Apesar disso, freqüentemente a
sucata tem sido considerada como o principal fator de contaminação na fundição de superligas. Por exemplo, muitos componentes feitos à base de superligas são fabricados por brasagem, e a sucata gerada por esse processo evidentemente torna-se uma fonte de contaminação por chumbo, estanho e cobre, se não for feita uma seleção cuidadosa da sucata a ser utilizada como matéria-prima. Como regra geral prefere-se a sucata interna, com composição química conhecida, à sucata comprada no comércio, justamente para evitar esse tipo de contaminação. Devem ser evitados elementos como fósforo, chumbo, estanho, antimônio, arsênio e outros elementos mesmo em traços. No caso de sucata comprada, a mesma deve ter sua composição determinada por amostragem em lotes antes de ser usada na fundição. O pré-refino da sucata é um método não muito utilizado, porém bastante efetivo para o ajuste de elementos residuais como o enxofre, e a diluição de outros elementos. Também pode ser utilizado um sopro de oxigênio na sucata fundida antes de um tratamento de redução com escória. Entretanto, este método não é indicado quando a sucata contém teores significativos de elementos formadores de compostos refratários, como o os nitretos de titânio (TiN) e de vanádio (VN), que são estáveis no estado líquido. Uma vez formados, estes compostos não podem ser reduzidos e são mantidos no produto final.
Algumas especificações limitam a quantidade de certos tipos de sucatas a determinadas porcentagens do total de matéria-prima carregada nos fornos de fundição. Em relação a alguns tipos de sucata usada em fusão ao ar, a principal preocupação é com os elementos que afetam a trabalhabilidade a quente ou o processamento posterior, os quais devem ser minimizados nas cargas de sucata a serem introduzidas nos fornos. Se a liga deve ser refundida ao arco em vácuo, o fabricante pode levar em consideração, até certo ponto, a remoção de certos elementos no vácuo, como, por exemplo, o manganês, o hidrogênio e o oxigênio, assim como outros elementos com baixas pressões de vapor. Matéria-prima virgem: compõe-se de metais comercialmente puros, ferro-ligas, pré-ligas, óxidos metálicos ou compostos intermetálicos. Na fusão ao ar praticamente todos esses tipos de matéria-prima virgem são utilizados, porque se utiliza dispositivos abertos ao ar: uso de escórias, recarregamento, agitação mecânica do banho, sopro de oxigênio, adições para refino, proteção de vapor e adições de lingote. Quando a liga pode conter ferro, as ferro-ligas são bastante úteis como matéria-prima, principalmente do ponto de vista econômico, mas podem apresentar grande variações de teores de elementos tais como enxofre e nitrogênio. O teor de enxofre da carga de matéria-prima deve ser o mais baixo possível, mas é possível reduzí-lo por tratamentos com escórias. Matéria-prima com alto teor de enxofre não deve ser usada em processos como o VIM (fusão por indução a vácuo). Também deve haver muito cuidado para evitar umidade na carga de matéria-prima usada na fabricação de materiais refratários, pois estes tendem a ser muito higroscópicos. Freqüentemente a cal calcinada pode contaminar o material com elevados teores de MgO, que pode afetar as propriedades do material, se não for removida.
A contaminação pelo destacamento de material refratário dos fornos de fundição e sua absorção pelo banho de metal líquido, não tem sido muito investigada, pois muitos acreditam que isso é pouco provável, ao considerar o revestimento refratário do forno inerte. Entretanto, sabe-se que banhos metálicos líquidos podem ser contaminados pelo contato com certo materiais refratários, quando condições redutoras prevalecem durante a fusão. A contaminação por boro e por zircônio presentes no material refratário dos fornos pode ter um efeito favorável às propriedades das superligas de níquel, mas a maioria dos elementos que contaminam o banho de fusão deste modo podem apresentar efeitos nocivos a estas propriedades. Os refratários podem contribuir para a formação de inclusões por reações químicas com o banho de fusão (inclusões endógenas) ou por erosão das paredes do forno que gera fragmentos absorvido pelo banho (inclusões exógenas). Estes fatores podem ser cuidadosamente controlados pelo monitoramento dos procedimentos de montagem e reparo do revestimento refratário dos fornos e pelo controle das variáveis de fusão, como temperatura de superaquecimento, temperatura de vazamento e carregamento e recarregamento cuidadosos de matéria-prima nos fornos de fundição.
Entretanto, é difícil analisar quimicamente os refratários usados nos fornos de fundição, e em geral o fundidor se orienta pelos certificados emitidos pelos fornecedores de material refratário para fornos. A tendência de pesquisa e desenvolvimento em fundição, nos próximos anos, será marcada pelo aumento do interesse nesse tipo de ocorrência, especialmente no caso de fusão em vácuo. Outro aspecto importante na fundição é a questão da evolução dos gases durante o processo: esse fenômeno é inevitável no caso de fusão ao ar, porém pode ocorrer até certo ponto mesmo na fusão em vácuo. Pode ser influenciado por diversos fatores, como manuseio de materiais, cortes de energia elétrica, falhas mecânicas nos equipamentos e até mesmo causas relacionadas com mão-de-obra. Como resultado, há uma grande variação na eficiência dos procedimentos de desoxidação, especialmente quando ocorrem variações climáticas. Nesta caso, a fusão em vácuo ajuda muito a resolver esse tipo de problema, mas não é uma solução completa. Novas técnicas de fusão ao ar e desgaseificação em vácuo: Embora a desgaseificação em vácuo e outras técnicas tenham se iniciado na fusão ao ar, o rápido desenvolvimento e o uso da fusão em vácuo pode ter desviado alguns processos de refino a vácuo intermediários. Por exemplo, poucos, ou até mesmo nenhum, dos eletrodos do processo VAR são desgaseificados em vácuo antes do uso. De modo semelhante, poucos eletrodos de superligas já foram desgaseificados em vácuo. Entretanto, vários dos novos processos oferecem vantagens econômicas para o futuro.
Em certos processos de desgaseificação, uma superliga com poucos elementos reativos (Ti, Al, Nb) podiam ser fundida ao ar com matéria-prima relativamente barata. O banho de fusão podia ser desoxidado, então dessulfurizado com cal e escorificado. Uma vez coberto o banho de fusão e com a capacidade de aumentar o calor por arco ou
indução em vácuo, os elementos reativos podiam ser adicionados e o calor se espalhava através dos eletrodos em vácuo ou em atmosfera inerte. Com uma prática de fundição adequada, era possível obter um produto de boa qualidade, mesmo utilizando-se matéria-prima de custo mais baixo do que aquela usada na fusão por indução em vácuo. Também era possível a fundição contínua com equipamento adequado.
Fusão por indução em vácuo: Este processo começou a ser mais utilizado nos Estados Unidos por volta de 1940, com o desenvolvimento de dispositivos para obtenção de vácuo, aumentando a produção de alguns gramas para cerca de 50 toneladas. Além da obtenção do vácuo e fatores relacionados, o fundidor deve ser extremamente cuidadoso com as cargas de matéria-prima usadas na fundição em vácuo. Grande parte das vantagens do processo de fundição por indução em vácuo vem do uso de matéria-prima virgem, em geral produzida eletroliticamente ou por processos especiais de separação química. Como a fusão em vácuo geralmente resulta em recuperação de elementos de liga próxima de 100 % (sendo exceções o carbono, o manganês e o nitrogênio), o uso de matéria-prima com alto grau de pureza realmente favorece o controle da composição química, desde que se tomem cuidados adequados na pesagem, alimentação e aquecimento da matéria-prima, além de representar um ganho econômico no processo de controle da composição química da liga. Entretanto, o uso de 100 % de matéria-prima virgem evidentemente representa uma desvantagem econômica, além de significar um desperdício de sucata valiosa que poderia ser usada como carga de matéria-prima na fundição de superligas de níquel. Uso de sucata como matéria-prima: nos Estados Unidos já existe toda uma estrutura organizada de coleta, limpeza e empacotamento de sucata de superligas para uso como carga de matéria-prima na fundição, mesmo no caso de fundição em vácuo. A sucata é cuidadosamente coletada e reciclada internamente pelo fundidor de superliga. Alguns fundidores até mesmo pré-refinam a sucata, a convertendo num material mais adequado para ser usado como matéria-prima na carga de fundição. O percentual de sucata na matéria-prima deve ser rigorosamente controlado, e no caso de fundição de peças de turbinas usadas em aplicações críticas pode ser restringido em no máximo 50 %. Certos tipos de sucata, como peças oleosas, pós e peças brasadas nem mesmo podem ser usadas como matéria-prima, na maioria dos casos. Um controle de qualidade cuidadoso requer amostragem estatística e fusão em vácuo de amostras representativas antes do recebimento desta sucata. Como conseqüência desse tipo de exigência, a indústria da sucata desenvolveu um alto grau de sofisticação com relação aos equipamentos usados na fusão e na análise química. Matéria-prima virgem: Níquel, ferro, nióbio, cromo, cobalto e manganês eletrolíticos, “ferro Armco”, pelotas de níquel, rodelas de tungstênio, cobalto e molibdênio e certas ferro-ligas (para ligas que contêm ferro ou permitem alto teor de ferro residual) são usados. As principais ferro-ligas usadas em fusão em vácuo são Fe-Cr, Fe-Mo e Fe-Nb. Entretanto, estes materiais são particularmente muito sensíveis a variações nos teores residuais de enxofre e de nitrogênio. Em alguns casos se usam briquetes prensados de metais como molibdênio. Praticamente não se usa pós metálicos como matéria-prima de fundição, devido aos riscos de perda de elementos de liga e de erro de composição química, além de possíveis danos às bombas de vácuo. Entretanto, microadições, em nível de ppm (partes por milhão), podem ser feitas através de pós “empacotados” em folhas finas de alumínio e assim mergulhados no banho de fusão. Contudo, mais freqüentemente estas adições são feitas em ligas-mães de níquel, como Ni-Mg ou Ni-B.
Preparação e Carregamento de Fornos de Fundição: Na fusão em vácuo é de fundamental importância muita atenção e cuidado com a preparação do forno, com a limpeza da carga de matéria-prima, com a fusão propriamente dita e com os moldes utilizados. É uma etapa crítica a remoção de fragmentos soltos e óxidos do fundo do cadinho e das paredes do forno. Isso é particularmente complicado no caso de operações rápidas, nas quais o cadinho ainda está quente como resultado do uso na corrida anterior. Entretanto, o uso de ferramentas especiais e de revestimento protetor ajudam a satisfazer este requisito. As partes do forno, as conexões elétricas e as conexões de vácuo devem ser cuidadosamente examinadas para evitar que o forno abra durante a operação para conserto. Os anéis de vedação (“O-rings”) e as superfícies em contato com esses anéis devem ser inspecionados para garantir que não haja vazamento durante a fusão. Do mesmo modo, para assegurar uma fusão sem problemas deve ser feita uma colocação cuidadosa dos moldes, calhas e bicos de vazamento. Neste aspecto, o carregamento do cadinho é de extrema importância, uma vez que geralmente os fundidores tendem a pensar que essa operação apresenta um alto custo de mão-de-obra e baixo valor tecnológico. A colocação da carga de fundição é de fundamental importância, tanto do ponto de vista da uniformidade do banho de fusão quanto do ponto de vista econômico. O primeiro aspecto a ser considerado é o cuidado com o material do revestimento refratário do forno no cadinho durante o carregamento. Deve haver muito cuidado durante o carregamento, especialmente com peças de grandes dimensões, de modo a evitar trincamento ou outro tipo de dano ao material refratário do cadinho. O carregamento deve ser feito de tal modo que a carga fique com a maior densidade possível, ou seja, com o maior fator de empacotamento possível, evitando que fique agarrada às paredes do forno, principalmente no rápido início da fusão. Alguns fabricantes com maior capacidade de produção utilizam programas de computador para ajudar no empacotamento da carga de fundição, principalmente no caso de produção de ligas mais nobres.
Material refratário e vácuo: Embora os refratários com alto teor de magnésia (MgO) sejam os mais favoráveis para a fusão da maioria das superligas de níquel, refratários à base de alumina (Al2O3) também podem ser usados. De num modo geral, a magnésia é mais suscetível ao choque térmico do que a alumina, fazendo com que seja necessário um pré-aquecimento do refratário de magnésia. Por outro lado, os refratários à base de alumina apresentam superfície mais irregular, mas podem ser utilizados sem pré-aquecimento. Não há dúvida de que existe um certo grau de interação entre refratário e banho de fusão. Não existe material refratário inerte a este tipo de interação,
principalmente quando as condições de fusão variam muito, de oxidantes para redutoras. A absorção de magnésio a partir de um cadinho de MgO pode até apresentar um efeito benéfico às propriedades da liga, porém a absorção de alumínio a partir de um material refratário à base de alumina pode resultar na formação excessiva de inclusões não metálicas. Outros fatores importantes são a arquitetura do próprio cadinho e a diferença básica entre refratários em forma de tijolos e refratários em forma de massa de revestimento. Esses fatores tornam-se ainda mais importantes à medida em que o tamanho do forno aumenta. Ainda há muito espaço para a melhoria dos materiais refratários dos fornos. Por exemplo, há poucos casos relatados do uso de refratários compósitos. As exigências relativas aos aspectos econômicos da fusão e o crescimento da demanda de maior pureza e confiabilidade leva os fundidores cada vez mais a enfatizar a natureza das variações de impurezas nos materiais refratários dos fornos de fundição usados na produção de superligas de níquel.
Existem poucas informações sobre a manutenção do vácuo durante a fusão por indução. O primeiro, e provavelmente mais facilmente reconhecido, dos aspectos relacionados com a indicação de pressão, é o vazamento através de conexões, “O-rings” e dispositivos semelhantes. Outra fonte de problemas é a possibilidade de retorno do ar bombeado para fora, principalmente quando se usa determinados tipos de bombas de difusão juntamente com bombas mecânicas. Outra fonte de contaminação por gás é a dessorção a partir da superfície da carga metálica, que pode até conter umidade, além de diferentes tipos de gases adsorvidos, o que evidentemente enfatiza a necessidade de limpar cuidadosamente a carga de fundição antes da fusão e de assegurar que não ocorram vazamentos nas conexões do sistema de resfriamento a água. Outras fontes de contaminação por gases são os gases dissolvidos a partir das interações entre material refratário e o banho de fusão, e os gases gerados a partir da volatilização de certos elementos metálicos. Na fusão de superligas de níquel em vácuo, um fator importante deve ser considerado: quando a taxa de evolução de gás no forno se iguala a taxa de remoção de elementos gasosos, o vácuo mantém-se a um valor constante, mesmo que esteja ocorrendo um elevado fluxo de gás. Sendo assim, geralmente os fundidores estabelecem um determinado nível de pressão para o qual a câmara de fusão é considerada apta em termos de vácuo e o acúmulo de pressão é medido somente em função da evolução de gás a partir do banho de fusão. Entretanto, evidentemente se a taxa de vazamento for muito alta, o vácuo deve ser melhorado o suficiente para que se atinja a condição de taxa de remoção de gases aproximadamente constante. A mudança de pressão por unidade de tempo é uma função direta do volume (tamanho) do forno. Assim, é difícil haver intercâmbio de procedimentos operacionais entre fabricantes, a não ser que se trate do mesmo volume de forno.
Considerações sobre pressão de vapor exigem que o fundidor leve em conta as reações de evaporação ou destilação potencial, que por sua vez são controladas pela cinética das reações metalúrgicas dessas pressões. Embora as curvas de pressão de vapor não possam ser usadas diretamente como ferramentas de controle das taxas de evaporação de determinados elementos específicos, podem ser usadas como guias para se atingir esse objetivo. Sabe-se que as taxas de destilação ou evaporação de elementos presentes em traços numa matriz serão diferentes das encontradas em matrizes diferentes, e assim os procedimentos de refino deverão ser ajustados conforme o caso.
Como a destilação é controlada cineticamente, é um processo diretamente proporcional à superfície de metal líquido exposto ao vácuo, enfatizando ainda mais a importância dos filmes superficiais e seu controle. Também outros fatores devem ser considerados, como a taxa de difusão para a superfície, o grau de atividade do banho de fusão e sua agitação. Ultimamente também passou a ser considerada a influência da presença de elementos em traços sobre o comportamento de um elemento em relação a outro, alterando suas taxas de reação num dado meio liqüefeito. Apesar de não haver muitos dados na literatura sobre controle de impurezas, está se tornando cada vez mais evidente que determinados elementos residuais são desejáveis para as propriedades de certos materiais. Por exemplo, boro, zircônio e magnésio são controlados de modo a proporcionar efeitos benéficos para as propriedades de certas superligas de níquel.
Os maiores custos da fusão em vácuo devem ser considerados dentro de um panorama mais amplo, que inclui a melhoria de propriedades de materiais fundidos com este processo. De fato, a maioria das ligas de desenvolvimento tecnológico mais recente, e que contêm elevados teores de elementos reativos, como as superligas de níquel endurecida pela fase gama linha, não seriam comercialmente viáveis se não fosse a fusão em vácuo.
Desoxidação durante Fusão por Indução em Vácuo: As práticas usuais de desoxidação não evitam completamente a presença de gases dissolvidos, como oxigênio, hidrogênio e nitrogênio. Destes três gases o hidrogênio dificilmente representa um grande problema, devido à sua elevada difusividade, e, portanto, grande facilidade de remoção, tanto em líquidos quanto em sólidos. Teores de hidrogênio da ordem de 5 ppm são obtidos sem grande dificuldade na prática cotidiana de fusão em vácuo. Entretanto, este não é o caso quando se considera o oxigênio e o nitrogênio. O oxigênio tende a ser controlado por fatores ligados à pressão de equilíbrio no forno durante a fusão, assim como por fatores associados à dissolução de refratários e liberação de oxigênio dos óxidos, como mencionado anteriormente. Sabe-se bem que na fusão em vácuo a desoxidação por carbono em vácuo pode ser responsável pela redução dos níveis de oxigênio, embora estes raramente atinjam os valores previstos pela teoria termodinâmica das reações carbono-oxigênio. A dissolução de refratários e/ou a incapacidade de bolhas de CO de tamanho crítico se nuclearem são provavelmente os principais motivos pelos quais não sejam atingidos os níveis teóricos da ordem de 6 a 10 ppm. Entretanto, uma escolha adequada de cadinho, agitação efetiva e controlada do banho de fusão, controle cuidadoso das condições de vácuo e correto uso e carregamento da matéria-prima nos fornos de fundição são todos fatores que

contribuem para que sejam atingidos níveis de oxigênio consistentes, isto é, da ordem de 20 a 30 ppm aproximadamente.
Remoção do Nitrogênio na Fusão em Vácuo: A remoção do nitrogênio durante a fusão das superligas de níquel é de fundamental importância, porque geralmente estas ligas contêm elementos fortemente formadores de nitretos. O TiN e o Ti(C,N) podem ser extremamente nocivos às propriedades mecânicas das superligas. Na ausência de elementos com forte afinidade pelo nitrogênio pode-se esperar rápida remoção do nitrogênio, especialmente durante a efervescência do carbono. Podem ser obtidos valores da ordem de 20 ppm com pressões de fusão no intervalo de 5 a 25 torr. Porém no caso de superligas, com muita sorte se consegue teores residuais de nitrogênio da ordem de 40 a 50 ppm. Sabe-se que aumentando o tempo de operação é possível obter níveis de nitrogênio mais baixos do que os que são obtidos na prática comercial, mas isso implicaria num tempo de contato9 entre banho de fusão e refratário mais prolongado, aumentando a contaminação pelo refratário e o custo do processo de fusão. Infelizmente parece haver somente um meio de se obter bom controle do teor de nitrogênio durante a fusão a arco em vácuo, que consiste em reduzir ao mínimo possível, do ponto de vista econômico, a contaminação de nitrogênio através da carga de matéria-prima usada na fundição. No banho de fusão os nitretos encontrados são essencialmente do tipo sólidos refratários, como TiN e VN. O Pré-tratamento da carga de matéria-prima com escória apropriada pode ser bem sucedido no sentido de aprisionar essas partículas relativamente pesadas no leito da escória. Também pode ser útil, com o mesmo propósito de reduzir este tipo de contaminação, carregar a matéria-prima com elementos reconhecidamente formadores de nitretos na etapa final da seqüência de fusão, essencialmente considerados como adições reativas.
Alguns fundidores sempre acreditaram haver uma relação direta entre os teores de nitrogênio e enxofre, ou seja, que caso o teor de enxofre seja reduzido, automaticamente o teor de nitrogênio também será reduzido. Como se sabe que altos teores de enxofre diminuem a taxa de solubilização do nitrogênio no ferro com alto teor de carbono, pode ser vantajoso não dessulfurizar nas etapas iniciais da fusão. Remoção do Enxofre durante Fusão em Vácuo: este tema preocupou os fundidores de superligas de níquel em vácuo durante muito tempo. Porém, deve ser reconhecido que, assim como no caso do nitrogênio, o enxofre é um elemento que deve ser mantido nos teores mais baixos possíveis já na preparação da carga de matéria-prima de fundição. Por causa de sua abundância na natureza, o teor de enxofre das cargas de matéria-prima de fundição tende a ser elevado e a variar bastante. Existem vários métodos para a dessulfurização durante a fusão em vácuo e sendo assim, o fundidor deve pesar as vantagens e desvantagens de cada um. Além disso, ele deverá considerar o método que melhor permita o uso de cargas de fundição com teores de enxofre relativamente altos e, portanto, de menor custo. Cargas com teores de enxofre relativamente altos poderão ter seu teor de enxofre diminuído através do pré-refino com escórias básicas com elevado teor de cal no forno elétrico. Cargas com altos teores de enxofre também podem ser reduzidas por hidrogênio no estado sólido, já que qualquer teor residual de hidrogênio é geralmente removido durante a fusão em vácuo.
É importante que gases residuais, particularmente o nitrogênio, possam ser removidos (talvez mais eficientemente) pelo pré-aquecimento da carga em vácuo, já que os materiais sólidos da carga apresentam menor solubilidade de nitrogênio no estado sólido. Várias escórias já foram usadas para dessulfurização na fusão em vácuo. Também já foi usada a purgação com gases, como hidrogênio e metano. Já há algum tempo se reconhece que superligas de níquel com teores de enxofre da ordem de 0,01 % em massa apresentam propriedades mecânicas satisfatórias. Entretanto, para muitas aplicações torna-se necessário reduzir o teor de enxofre para valores inferiores a 0,005 % em massa, ou até mesmo menos de 0,003 % em alguns casos mais específicos. Por outro lado, atualmente se sabe que adições de cério na carga de matéria-prima de fundição permitem reduzir o teor de enxofre das superligas de níquel para valores iguais ou inferiores a 0,001 %.
Elementos de liga, quando adicionados propositalmente ou mesmo residuais, presentes em teores inferiores a 1 % ou da ordem de ppm, são considerados microadições. Exemplos típicos são o carbono (cuja função básica consiste na formação de carbetos), o boro e o zircônio (os quais aumentam a resistência à fluência das superligas de níquel). Duas possibilidades podem explicar esse efeito desses dois elementos: uma seria a migração preferencial de boro e zircônio para os contornos de grãos, nos quais alterariam o processo de precipitação de carbetos de modo benéfico às propriedades do material, enquanto a outra seria a concentração desses dois elementos reduzindo a efetividade dos contornos de grãos como fontes de lacunas, reduzindo os processos difusionais que contribuem para a deformação por fluência. Do mesmo modo, a minimização da condensação de lacunas nos contornos de grãos resulta na diminuição da probabilidade de que concentradores de tensões formados nos contornos de grãos possam levar à fratura prematura dos componentes fabricados com superligas de níquel.
A trabalhabilidade a quente de superligas de níquel pode ser bastante afetada pela adição de ppms de determinados elementos, como boro, zircônio e magnésio, cujos teores devem ser cuidadosamente controlados. No caso da superliga Waspaloy, a dutilidade melhora com a adição de magnésio. Coloca-se como hipótese que o efeito principal do magnésio seria terminar qualquer desoxidação do banho de fusão de superliga de níquel. Adicionalmente, o magnésio pode se combinar com o enxofre residual, neutralizando seu efeito nocivo. O magnésio remanescente migra preferencialmente para locais de baixa energia como contornos de grãos e de maclas, onde atua no sentido de
evitar o acúmulo de discordâncias empilhadas que poderia levar á fratura frágil, ao promover a formação de emaranhados de discordâncias.
Elementos reativos, particularmente o lantânio e o ítrio, têm sido cada vez mais adicionados às superligas de níquel para aumentar a resistência à oxidação e sulfetação. A adição de ítrio está originando uma nova classe de novos materiais que serão usados tanto como ligas de base quanto como revestimentos em outras ligas para melhorar as propriedades de resistência à corrosão/oxidação em altas temperaturas. Ligas do tipo NiCrAlY oferecem promissoras possibilidades de aplicações de diversos tipos, incluindo turbinas de gás veicular. Posteriormente começou o uso do háfnio em pequenas adições em determinadas superligas de níquel com efeitos benéficos, aumentando a resistência mecânica e a dutilidade simultaneamente [1]. b) Metalurgia do Pó Nas últimas décadas a metalurgia do pó tem sido um dos processos com emprego cada vez mais crescente na produção de componentes a base de superligas de níquel. Este interesse advém do desejo duplo de melhorar as propriedades e a viabilidade econômica da fabricação destes componentes em comparação com outros métodos, assim como vislumbrar o desenvolvimento de novas microestruturas, que não podem ser obtidas por outros processos mais tradicionais. A fabricação de produtos plenamente densos de superligas de níquel a partir de pós metálicos envolvem as seguintes etapas: 1 – Produção do pó: pós metálicos finos são produzidos tanto a partir de pós elementares misturados na proporção adequada para produzir a liga adequada, quanto a partir de pós da liga balanceada; 2 – Compactação: o agregado de pós é mecanicamente consolidado para formar um sólido relativamente denso porém fracamente ligado, mas que pode ser convenientemente manuseado para o processamento posterior; 3 – Sinterização: O produto compactado “verde” é então aquecido a uma temperatura homóloga relativamente alta (em relação à temperatura de fusão, à qual é inferior), resultando no crescimento e fortalecimento das ligações entre as partículas do pó, de modo a formar um produto final denso e com boa resistência mecânica. Cada uma dessas etapas é muito importante para que se obtenha bons resultados na produção de componentes de superligas de níquel a partir de pós metálicos.
Produção dos Pós Metálicos
Os efeitos da produção inicial de pós são de essencial importância para a microestrutura e as propriedades do componente de superliga de níquel fabricado a partir de pós metálicos. A principal preocupação é garantir homogeneidade de composição química no caso de ligas altamente complexas produzidas por métodos mais tradicionais, especialmente quando as seções dos produtos são consideravelmente largas. Como resultado da segregação na liga, ocorre grande variação de composição química, e conseqüentemente de propriedades em regiões diferentes de um único produto, geralmente fundido. A produção do mesmo tipo de componente por metalurgia do pó permite restringir um essa variação de composição química às dimensões das partículas dos pós. Se forem usados pós de ligas, cada partícula é efetivamente um microproduto no qual a segregação ocorre somente no âmbito da partícula. Quando são misturados pós de composições diferentes para formar uma liga, como no caso do uso de pós elementares ou de ligas-mães, ainda ocorrem variações iniciais de composição química em pequena escala, da ordem de grandeza das dimensões das partículas de pós, e podem ser ainda mais reduzidas ainda mais durante o processamento do material. Sendo assim, um resultado do emprego do processo de metalurgia do pó é a garantia de uma melhor homogeneidade de composição química da superliga de níquel já na etapa inicial do processamento deste material.
O segundo resultado da produção por metalurgia do pó é a oportunidade de produzir ligas sintéticas com microestrutura que não pode ser obtida pelo processamento convencional. Outro aspecto importante é a possibilidade de produzir ligas endurecidas por dispersão. Para essas ligas, o requisito de existir uma segunda fase dispersa e quimicamente inerte distribuída na matriz da liga, possível pela metalurgia do pó, não poderia ser obtido por processos tradicionais de fundição. Por outro lado, há uma grande variedade de processos que podem ser usados para produzir tanto pós de ligas contendo dentro de cada partícula uma segunda fase inerte e dispersa (por exemplo através de oxidação interna e liga obtida mecanicamente), ou uma mistura de pós da matriz da liga junto com partículas de segunda fase dispersas, na qual a distribuição de fases é controlada pelo tamanho das partículas dos pós (por exemplo mistura por meios mecânicos, coprecipitação e redução seletiva). Compactação e Sinterização: A próxima etapa na seqüência de processamento é a compactação do agregado de pós num sólido relativamente denso com resistência mecânica na condição “verde” suficiente para permitir o processamento posterior. Este geralmente é um processo de trabalho mecânico com elevadas tensões entre partículas juntamente com soldagem e junção de partículas entre si.
No processamento de pós para a fabricação de componentes estruturais, geralmente a compactação ocorre a frio e dentro de uma matriz fechada. Como os pós metálicos utilizados são altamente compressíveis, como resultado de seu formato irregular e baixa dureza intrínseca esta operação produz uma peça com densidade, formato e dimensões bem próximos aos do produto final, atingindo simultaneamente uma razoável resistência na condição “verde”. A possibilidade de atingir praticamente a configuração final do produto, e uma razoável homogeneidade de composição
química nesta etapa da seqüência de processamento, elimina a necessidade de várias etapas posteriores de aquecimento e trabalho a quente, além de minimizar a necessidade de operações de acabamento da peça, e as conseqüentes perdas de usinagem. Esse tipo de vantagens proporcionadas pelo processo de fabricação de peças por metalurgia do pó, representa uma grande vantagem na fabricação de pequenas peças em larga escala. Entretanto, pós de superligas de níquel geralmente não são compressíveis, porque apresentam elevada resistência mecânica, principalmente a frio, e por serem constituídos por partículas aproximadamente esféricas. Por este motivo, em geral a compactação a frio não é indicada para o processamento de superligas de níquel. Como conseqüência, a compactação de pós de superligas de níquel é geralmente realizada a quente em uma ou duas etapas, combinando compactação e sinterização numa única operação.
Compactação a Quente: A compactação a quente é realizada por extrusão ou prensagem a quente. Em qualquer um dos dois casos, antes da densificação o pó deve ser processado numa atmosfera protetora ou em vácuo, para evitar a oxidação dos elementos constituintes reativos.
Extrusão de Pós: esta etapa é geralmente precedida pelo acondicionamento dos pós num invólucro, e o pó assim encapsulado é extrudado a quente tanto para formar produtos finais com tamanho definido, usados como perfis estruturais, quanto para formar barras, que são então submetidas ao acabamento por laminação ou forjamento até chegar à forma e tamanho do produto final.
Prensagem a Quente: é feita tanto por prensagem a quente em vácuo quanto por forjamento a quente ou por prensagem isostática a quente. Embora a prensagem a quente seja geralmente empregada para fornecer tarugos adequados para o forjamento, também pode produzir perfis forjados usados em processamento posterior ou mesmo produtos acabados.
Densificação: Todos esses processos de consolidação a quente apresentam um problema em comum: tanto a compactação quanto a sinterização são efetivamente processos de deformação plástica, isto é, a densificação e o crescimento de “pescoços” nas partículas de pós necessitam de mudanças de forma sob tensões aplicadas. No caso do processamento de pós convencional a compactação a frio pode levar a uma densificação razoável, ao passo que a sinterização subseqüente resulta em rápido crescimento da ligação entre partículas. Por outro lado, os atributos que tornam as superligas importantes do ponto de vista tecnológico, isto é, a resistência mecânica em alta temperatura e a resistência à oxidação, simultaneamente dificultam a obtenção da densificação plena e das ligações entre partículas, mesmo no caso de processamento a quente. De modo a se fabricar produtos resistentes e densos, devem ser usadas frações de temperaturas homólogas relativamente altas, assim como deformação plástica intensa. Deste modo, quando a extrusão é usada como o único processo de consolidação e conformação, uma razão de redução mínima de pelo menos 9 : 1 é necessária. Requisitos de deformação equivalente são necessários para outros procedimentos de processamento. Por este motivo, a fabricação de componentes de superligas com grandes dimensões, como discos de turbinas, ocorre geralmente em operações em duas etapas baseadas no uso da compactação a quente para produzir tarugos destinados ao trabalho mecânico a quente posterior. Este problema pode ser melhor visualizado e demonstrado no caso de produtos fabricados com pós de ligas endurecidas pela dispersão de óxidos, como é o caso do TD Nickjel e do TD Nichrome. Para estas ligas existe uma forte relação entre a resistência mecânica, que pode ser atingida, e o histórico de processamento, mesmo no caso de materiais plenamente densos. Acredita-se que as variações de resistência mecânica se devem principalmente à dificuldade de obter ligações fortes entre partículas e entre fases, no caso destas ligas de alta resistência mecânica. Assim, espera-se que, à medida em que avança o desenvolvimento de superligas resistentes em altas temperaturas, torne-se ainda mais complicado o seu processamento por metalurgia do pó.
Microestrutura (Grãos): Outra característica comum entre os produtos fabricados por metalurgia do pó é o desenvolvimento de uma microestrutura de grãos muito finos. Evidentemente, o tamanho de grão máximo que o material pode atingir corresponde às dimensões da partícula de pó, embora a maioria dos pós sejam policristalinos, isto é, apresentam gãos menores do que as dimensões das partículas de pós. Embora a formação e o crescimento das ligações entre partículas seja de fato um processo bem semelhante à recristalização primária, o prolongamento da exposição a elevadas temperaturas de sinterização geralmente não ocasiona recristalização secundária nem crescimento de grão anormal nas superligas, devido a fatores inibidores como óxidos superficiais e outros tipos de contaminação superficial na superfície das partículas dos pós, juntamente com a presença de fases secundárias em muitas destas ligas. Como resultado, o tamanho de grão fino é quase uma regra geral para os produtos de superligas fabricados a partir de pós, sendo difícil ocorrer a presença de grãos mais grosseiros. Dependendo do tipo de aplicação este fato pode representar uma vantagem ou uma desvantagem. Em temperaturas de serviço relativamente baixas ou intermediárias, o grão fino representa um considerável ganho de resistência mecânica e tenacidade, simultaneamente. Em elevadas temperaturas, os processos de deslizamento de contornos de grãos, que então ocorrem, acarretam sérios problemas no que diz respeito à fluência, fazendo com que seja necessário um processamento adicional posterior que induza o crescimento de grão nas ligas destinadas à operação em altas temperaturas.
Tipos de Pós: Atualmente os pós de superligas de níquel são produzidos por atomização, pelo processo de eletrodo rotativo (PER), pela mistura de pós elementares e de ligas-mães (mistura mecânica) e pela precipitação da solução

aquosa. As duas primeiras técnicas mencionadas representam o maior volume de produção de pós de superligas, enquanto as duas últimas são usadas essencialmente para a produção de ligas endurecidas por dispersão.
Atomização: Neste processo o pó é produzido quando um jato de fluido (geralmente água ou vapor d’água, porém no caso de superligas de níquel contendo elementos reativos é um gás inerte) em alta pressão colide contra uma coluna de metal liquefeito que flui para baixo, gerando gotículas que ao se solidificarem transformam-se em partículas, razoavelmente esféricas. A diferença entre o uso da água e do gás inerte é significativa, tanto em relação às características químicas do pó produzido quanto em relação ao seu efeito na etapa subseqüente de consolidação do pó.
As partículas irregulares produzidas pela atomização por jato d’água apresentam áreas superficiais relativamente grandes e tendem a conter óxidos, tanto na superfície quanto internamente. Quanto maior essa área superficial, eventualmente aumentada pela presença de óxidos, mais fácil a compressão a frio. Por outro lado, as superligas devem ser atomizadas em condições não oxidantes, tanto na superfície quanto internamente. Isso se deve ao fato de que os elementos reativos formadores da fase gama linha (titânio e alumínio) e gama duas linhas (nióbio) ao se oxidarem não poderiam ser reduzidos por um subseqüente recozimento em hidrogênio, ao contrário dos óxidos de níquel e ferro eventualmente formados. Por este motivo as superligas que contêm Ti, Al e Nb são fundidas e atomizadas em vácuo ou em atmosfera de gás inerte. A segunda conseqüência da atomização com gás inerte é que os pós assim produzidos apresentam baixa área superficial e podem ser praticamente esféricos. A combinação de baixa área superficial e elevada dureza leva os pós de superligas que contêm elementos reativos a serem praticamente incompressíveis à temperatura ambiente. Os gases inertes mais utilizados são o nitrogênio e o argônio., sendo usado um tanque de água ao fundo da câmera de atomização para resfriar as partículas quentes.
Entretanto, atualmente se atomiza preferencialmente com argônio e o pó é resfriado e coletado numa câmara seca. O tamanho da partícula é determinado principalmente pelo tamanho do orifício pelo qual o gás sai, pela pressão do mesmo e pela temperatura de fusão utilizada. Numa variação dos processos descritos anteriormente, o metal líquido num cadinho é pressurizado com gás não reativo e borrifado através de um orifício numa câmara de vácuo. No caso de uso de um gás solúvel, como o hidrogênio, por exemplo, o metal praticamente explode na câmara de vácuo, produzindo um pó finamente divido. A forma das partículas de pó, neste caso, é predominantemente esférica. O teor de oxigênio no pó de superliga de níquel produzido por este processo é inferior a 100 ppm.
Processo do Eletrodo Rotativo: Neste processo a extremidade de um eletrodo rotativo consumível, isto é, uma barra de superliga, é fundida por um arco formado a partir de um eletrodo não rotativo de tungstênio. Ambos os tipos de eletrodo ficam contidos dentro de uma câmera que foi evacuada e preenchida com gás inerte. À medida que o eletrodo de superliga gira, a força centrífuga assim gerada leva o metal líquido assim produzido pelo arco a voar na forma de gotículas finas e esféricas que se solidificam em pleno vôo e caem no piso da câmara. O tamanho da partícula de pó é controlado pelo diâmetro do eletrodo consumível e pela velocidade de giro do mesmo.
A matéria-prima para a atomização no caso deste processo compõe-se basicamente de barras de superligas fundidas em vácuo que, dependendo do tipo de fusão realizada e dos procedimentos de vazamento empregados, contém uma maior ou menor quantidade de fases não metálicas nocivas, como nitretos, carbonitretos, e silicatos e óxidos de alumínio ou magnésio. Estas fases, juntamente com os carbetos essenciais, são retidas na conversão de barra para pó, embora com menor tamanho. As fases não metálicas no pó atomizado tendem a ser mais finas e mais amplamente dispersas do que no pó produzido pelo processo de eletrodo rotativo convencional.
Mistura Mecânica: Uma técnica denominada mistura mecânica para produzir superligas endurecidas por dispersão a partir de uma mistura pós de níquel, liga mãe cromo-níquel-alumínio-titânio, zircônio, ligas-mães de boro e óxidos de tório e de ítrio já foi desenvolvida, utilizando um moinho de bolas de alta energia e usando pelotas de níquel como agente de fricção. Durante a moagem os vários constituintes da liga alternadamente se soldam, fragmentam e se separam das pelotas de níquel. Cada um desses ciclos de soldagem-separação reduz a espessura dos constituintes por um fator de 5 a 10, de modo que, após 40 horas de moagem, o cromo, principal elemento de liga, não pode mais ser observado em microscópio ótico. Este processo já foi empregado para modificações da superliga de níquel Nimonic 80A contendo ítrio e tório, gerando uma outra superliga denominada IN-853.
Técnicas Especiais para Pós de Ligas Endurecidas por Dispersão: Ao contrário dos processos citados anteriormente, nos quais o principal problema é conseguir homogeneidade de composição química sem contaminação por contato, a produção de pós de superligas endurecidas por dispersão apresenta o objetivo adicional de produzir pós que, após a consolidação, contenham uma (ou mais) segunda fase inerte e dispersa dentro da matriz. Dois métodos básicos já foram usados para atingir este objetivo. O primeiro consiste em criar uma mistura fina e uniforme de pós da liga e da fase inerte. Neste caso, o tamanho e a distribuição de partículas de segunda fase no produto final são determinados pelos tamanhos originais das partículas dos dois tipos de pós.
O método mais direto para produzir essas misturas de pós consiste em utilizar dispositivos mecânicos para fazer a mistura, até que os pós fiquem bem distribuídos. Este método geralmente não tem sido bem sucedido, na medida em que a aglomeração das partículas durante o processo de mistura tende a resultar em tamanhos de partículas de pós

das fases que são consideravelmente maiores do que as dimensões iniciais dos pós originais. Uma alternativa a este método consiste em produzir as duas fases como uma fina mistura de pós. Por exemplo: sais do metal da matriz e a fase dispersa são co-precipitados a partir de uma solução aquosa. A oxidação e então a redução seletiva dos sais produz uma mistura razoavelmente homogênea de pós de metal e de óxido sem que ocorra aglomeração excessiva. Outro método para gerar pós de ligas bifásicas consiste em fabricar partículas de pós que contenham cada uma ambas as fases, isto é, matriz e fase dispersa, na proporção desejada. O antecessor desse método usado para produzir ligas Al-Al2O3 do tipo SAP. O pó deste produto apresenta flocos finos e partículas esféricas de alumínio, sendo a camada superficial de óxido a fase secundária. Após a consolidação e subseqüente trabalho mecânico, a camada de óxido se fragmenta e estes fragmentos são distribuídos por toda a matriz. O teor de óxido é determinado pela razão superfície-volume do pó, enquanto o espaçamento entre óxidos é determinado pelo tamanho original das partículas de pó. Um método diferente para produzir pós multifásicos é aquele que utiliza a formação de subcamadas de óxidos. Neste caso, os pós monofásicos contendo tanto um óxido forte quanto um formador de nitretos são produzidos por métodos tradicionais como a atomização. Com o aquecimento num leito fluidizado contendo uma corrente de gás reativo (oxigênio ou amônia) numa pressão determinada, ocorre reação com o elemento formador de nitretos ou de óxidos, mas não com a matriz, de modo que os pós ficam internamente oxidados ou nitretados como resultado da difusão do gás reativo no pó. Este processo fixa o tamanho e a distribuição da segunda fase, independentemente de outras variáveis de processamento adicionais.
Deve ser ressaltado que, para conseguir uma adequada distribuição de segunda fase finamente dispersa, é necessário o uso de pós com partículas pequenas, mesmo levando em consideração o risco de problemas relacionados com piroforicidade (explosões causadas pela reatividade de determinados tipos de pós muito finos e reativos).
Consolidação de Pós: A consolidação de pós de superligas de níquel pode ser considerada sob o ponto de vista de duas áreas de interesse. No primeiro caso, o pó solto é convertido num produto estrutural com uma forma final desejada. Isso pode ser realizado por extrusão, forjamento ou prensagem a quente. O processo utiliza um tarugo de extrusão contendo uma cavidade com a forma desejada. A cavidade é definida por um material lixiviável, como aço carbono. O pó de superliga é derramado dentro da cavidade, após o que o tarugo é evacuado e extrudado a quente sob condições de fluxo em corrente através de uma matriz redonda. A remoção do material adicionado resulta num produto com forma definida e desejada em longos comprimentos, numa condição de densidade plena. Condições típicas de extrusão neste processo: razão de redução (de área de seção reta) da ordem de 10 a 20 para 1 e temperaturas da ordem de 1040 a 1150 °C. O mesmo processo, porém numa versão mais simples, evidentemente pode ser aplicado na produção de barras e vergalhões de superligas com pequenos diâmetros.
A prensagem hidrostática a quente apresenta outro exemplo de consolidação em uma única etapa produzindo um produto com a forma final. Invólucros de aço pré-conformados ou de vidro preenchidos com pó são evacuados e prensados isostaticamente num autoclave com gás em pressões superiores a 10.000 psi (68.850 MPa) em temperaturas da ordem de 1010 a 1150 °C por um período entre 1 e 4 horas. Um ciclo deste processo pode produzir um objeto plenamente denso como um disco de turbina, que mesmo exigindo usinagem pós-consolidação, caso fosse produzido por um processo de forjamento de alta precisão, mesmo assim necessitaria do uso de matrizes para uso em alta temperatura, evidentemente muito caras, e que não seriam necessárias no caso do processo mencionado. Para aquelas situações nas quais os pós produzidos por este processo não atendem aos requisitos de resistência mecânica, sem que seja realizado um posterior processamento de trabalho mecânico a quente, mesmo assim este processo permite a produção de uma peça intermediária que pode ser forjada.
As duas técnicas de consolidação de pós descritas anteriormente oferecem combinações interessantes de variáveis de tempo e de pressão de consolidação. Enquanto temperaturas semelhantes são usadas em ambos os processos, a extrusão utiliza elevadas pressões, que variam entre 100.000 e 200.000 psi (688.500 e 1.377.000 MPa), por um período de alguns poucos segundos. Por outro lado, no caso da prensa hidrostática são utilizadas pressões muito mais baixas em períodos muito mais longos, da ordem de várias horas. Nesse sentido, não surpreende o fato de que microestruturas completamente diferentes são obtidas como resultado do uso desses dois diferentes tipos de processos de consolidação de pós. Partículas de pós extrudados apresentam-se muito alongadas, com razão de aspecto (razão ente o maior e o menos diâmetro) da ordem de 30 a 60 para 1, produzindo-se assim uma microestrutura muito fina, que pode ser modificada por tratamento térmico, gerando grãos maiores. Partículas de pós processados em autoclave tendem a se tornar aproximadamente equiaxiais após a compactação e apresentam tamanhos de grãos maiores do que os das partículas dos pós iniciais.
A segunda área de interesse consiste na prática mais generalizada na indústria na qual o pó de superliga é consolidado de forma a se produzir uma barra redonda forjada. Isso é conseguido através do uso do processo de prensagem isostática a quente, ou do processo de extrusão, a partir do pó não consolidado ou já previamente prensado a quente.
A produção de barras forjadas pelo processo de prensagem hidrostática a quente (PIQ) envolve os mesmos procedimentos abordados anteriormente para produtos pré-conformados por forjamento. Este método seria necessário no caso de um disco de turbina ou disco pré-conformado com dimensões excessivas, que não permitiriam

que fosse introduzido nas unidades de processamento por PIQ disponíveis na indústria. A capacidade das maiores unidades de PIQ limitam as barras acabadas a cerca de 500 mm de diâmetro e 1,2 a 1,5 m de comprimento. A barra PIQ assim produzida seria então forjada para produzir um disco de tamanho ideal.
No caso de extrusão, havendo a necessidade de produzir um disco, para ser usado numa usina de energia de aeronaves, com diâmetro de 125 a 300 mm, é necessário extrudar uma peça com diâmetro de 225 mm, por exemplo, em estágios múltiplos, com razão de redução de 8 para 1, exigindo um tarugo inicial com diâmetro de 637,5 mm. Considerando uma pressão de 35,2 kgf/mm2, seria então necessária uma força da ordem de 23.000.000 kgf. Entretanto, esse valor pode ser reduzido mediante a elevação da temperatura até valores inferiores, porém próximos ao da temperatura de fusão incipiente. Entretanto, antes de se atingir esse valor, outro limite é imposto pela ocorrência de reações na superfície das partículas, na faixa de 1040 a 1230 °C. Este tipo de reação, na qual carbetos insolúveis precipitam na superfície da partícula, pode ser evitado se o tarugo de extrusão for primeiramente prensado a quente, tanto isostaticamente quanto em extrusão convencional, numa temperatura inferior à faixa de temperaturas de precipitação, de tal modo que todas as superfícies de partículas livres sejam eliminadas. Este tarugo “passivado” pode ser subseqüentemente aquecido a uma temperatura mais elevada para a extrusão de uma barra com tamanho desejado. Dependendo da liga e do tamanho de barra necessário, a barra pode ser extrudada com comprimentos da ordem de 7,5 m.
De qualquer modo, a escolha do processo ideal depende de fatores básicos como a composição química da liga e as propriedades desejadas no produto final [1]. c) Processamento Mecânico
Laminação de Chapas e Barras
No caso da laminação a quente de uma placa fundida de superliga de níquel, a principal preocupação é a manutenção de uma temperatura uniforme. A trabalhabilidade das superligas de níquel é quase ilimitada se for feito um adequado balanço de perdas térmicas por um aporte térmico suficiente à barra/chapa que está sendo laminada. No caso da laminação a quente de chapa fina de liga Udimet 700, há uma certa dificuldade de manter a temperatura do metal no intervalo estreito de 1040 a 1120 °C. Outro aspecto importante é a questão da orientação dos contornos de grãos na superfície do lingote: contornos perpendiculares ao fluxo de metal são muito mais propensos ao trincamento severo do que contornos paralelos ao fluxo de metal. Entretanto, uma verificação mais cuidadosa dessa teoria poderia render grandes avanços tecnológicos na fabricação de chapas e barras.
Outro aspecto igualmente interessante é a perda de elementos reativos durante o trabalho a quente. Por outro lado, a deformação isotérmica poderá reduzir o tempo total de aquecimento e assim minimizar a perda de elementos como o boro. Práticas de recozimento intermediário e final podem variar muito de fabricante para fabricante. Esta área é bastante competitiva, pois a conformabilidade a frio destas ligas é muito limitada. O resfriamento rápido (têmpera) pode ser empregado para as superligas de níquel, sendo o processo de têmpera em leito fluidizado possivelmente um dos métodos mais adequados.
Laminação Cruzada: a laminação cruzada de placas é um processo usado para a produção de discos de turbina a gás fabricados em superligas de níquel, que apresenta três vantagens: 1 – Capacidade de formar discos maiores do que os que são processados em equipamentos de forjamento; 2 – Capacidade de conformar materiais de alta resistência mecânica; 3 – Potencial de utilização deste processo para a fabricação de materiais mais aperfeiçoados. O material é laminado num laminador convencional, mas é girado a um ângulo específico, como 90°, por exemplo, entre cada passe de laminação. A tecnologia atual prevê o uso de produtos de aço conformados que são prensados à placa para produzir um determinado contorno, aumentando a utilização de material. As propriedades resultantes revelam resistência mecânica isotrópica no plano do disco. Devido à redução da área de contato da matriz, as perdas de energia devido à fricção e as perdas de calor devido à condução térmica devem ser menores do que durante o forjamento de um produto com forma de panqueca. Não há necessidade de ferramental para fabricar um produto plano. Este processo é especialmente compatível com um método de ligar placas a anéis numa montagem integral. A viabilidade econômica é razoável o suficiente para permitir estudos de viabilidade técnica.
Extrusão
A questão da geração de calor interno durante a extrusão é muito importante para as superligas, considerando sua temperatura de fusão. A maior força necessária numa temperatura mais baixa parece ser convertida em maior geração de calor interno, entretanto, ainda não existem meios confiáveis de verificar esta hipótese do pinto de vista quantitativo. A taxa de deformação é uma variável muito importante para o processo de extrusão, porque pode ser usada para se conseguir um balanço ótimo entre os limites de processamento relativos à fusão central e o trincamento superficial associado ao resfriamento brusco.

A orientação de grão longitudinal obtida pela fusão com eletrofluxo representa uma vantagem no processo de extrusão subseqüente, do mesmo modo que ocorre com a laminação de chapas. Outro aspecto importante é o acabamento superficial inicial do tarugo, se a etapa de extrusão corresponder ao acabamento final.
Vários lubrificantes a base de vidro podem ser usados no processo de extrusão, assim como certas misturas de vidro e de basalto. O desenvolvimento de lubrificantes para extrusão de superligas já pode ser considerado extenso.
Devido à exposição térmica rápida, porém em altas temperaturas, durante a extrusão das superligas de níquel, a microestrutura resultante revela grãos finos e recristalização plena, tendo como conseqüência uma elevada trabalhabilidade nas operações subseqüentes. O produto final pode até apresentar superplasticidade caracterizada por elevados alongamentos percentuais.
Estampagem
O Inconel X parece apresentar razoável estampabilidade. Entretanto, o crescimento de grão crítico é um problema ao qual as operações de estampagem são sensíveis. No caso do Nimonic 80A as condições de nucleação críticas são as reduções de espessura de 0,5 a 2 %. O tratamento térmico recomendado com solubilização a 1065 °C exige que não tenha sido feito nenhum trabalho mecânico ou pelo menos uma redução de 4 % para evitar crescimento de grão crítico. Esta proibição pode ser seguida no caso de laminação, mas não no caso de estampagem para produzir uma peça com formato específico. A alternativa possível consiste em restringir a solubilização à temperatura de 1000 °C para o Nimonic 80A no qual os carbetos dispersos agem no sentido de inibir o crescimento de grão. Uma objeção a este procedimento é o fato de que é realmente mais difícil resfriar rapidamemente abaixo de um valor máximo de dureza a partir de uma temperatura de recozimento mais baixa. Este problema pode ser solucionado, ao contrário dos problemas acarretados por temperaturas de recozimento excessivas. Estas temperaturas não podem ser muito altas, pois do contrário provocariam excessiva solubilização de carbetos. O tempo e a temperatura de solubilização de carbetos dependem do tipo de superliga analisada, sua composição química e seu histórico de processamento prévio, e sendo assim, devem ser ajustados para cada superliga.
A conformação por fluência é análoga à estampagem, porém ocorre numa temperatura mais elevada. Os materiais utilizados na fabricação de ferramentas evoluíram no sentido de poderem ser conformados em temperaturas bem mais altas do que as temperaturas de conformação das superligas de níquel. A conformação por fluência de ligas como René 41 e Inconel X-750 ocorre em temperaturas da ordem de 870 a 900 °C em ciclos de tempo de 4 a 8 horas. Nesse patamar o aquecimento representaria um superenvelhecimento moderado, que resultaria em resistência mecânica ótima no caso de algumas ligas, embora parte da perda possa recuperada mediante envelhecimento subseqüente a 760 °C. Embora lenta, a conformação por fluência apresenta um bom potencial para a fabricação de produtos estruturais com formas curvas. O uso de superligas em seções da estrutura de aeronaves deve estimular pesquisas e desenvolvimento tecnológico com a finalidade de atender essas aplicações, porém este tipo de estudo ainda está num nível muito limitado.
Forjamento Rotatório
Além das ligas de níquel endurecidas por dispersão do tipo TD, o forjamento rotatório tem sido pouco usado no processamento comercial de superligas. Este tipo de equipamento pode ser encontrado em muitos laboratórios, e alguns trabalhos experimentais podem utilizar o forjamento rotatório como meio de obter deformação e recristalização. Acredita-se que o grau de deformação é mais uniforme através da seção reta do que o que é obtido mediante o uso de outros processos de deformação. Isso implica na inadequação do uso do forjamento rotatório para estudos em planta-piloto, que devem ser realizados com outros processos.
Processos com Elevadas Taxas de Deformação
Um desses processos com altas taxas de deformação é o forjamento por explosão, que é essencialmente um processo de conformação de chapas realizado na temperatura ambiente. Uma comparação da superliga Inconel 600 com o níquel comercialmente puro permite dizer que os precipitados presentes nesta liga levam um considerável endurecimento em condições de pressão, nas quais a dureza do níquel comercialmente puro já atingiu a saturação. Essa microestrutura é instável em altas temperaturas de serviço e provavelmente pode ser melhorada por algum tipo de tratamento térmico pós-conformação. Como o processo de forjamento por explosão torna-se mais vantajoso quando a complexidade da geometria da peça aumenta, o controle dimensional durante o tratamento de reaquecimento pode exigir o desenvolvimento de dispositivos adequados para garantir este controle.
O forjamento com alta taxa de energia se baseia no emprego de múltiplos forjamentos a quente. Sabe-se que este tipo de equipamento permite fabricar peças com estreita tolerância dimensional e complexidade geométrica que não podem ser obtidos por outros processos. Aparentemente a fusão incipiente é um problema nas temperaturas de forjamento mais altas, enquanto ruptura e a fluência reduzida tornam-se problemáticas em temperaturas mais baixas.

A superliga de níquel Waspaloy já foi submetida a este processo de fabricação, mas pouca informação sobre isso está disponível na literatura. A maioria dos dados sobre este processo refere-se a outros tipos de liga.
Desbaste de Tarugos
O processo mais comumente utilizado para desbastar tarugos de superligas de níquel é o desbaste por prensagem, que apresenta as seguintes características: a) Uso prensas de alta capacidade e velocidade para minimizar o resfriamento por contato. b) Uso de matrizes de superligas para minimizar a erosão das ferramentas. c) Uso de combustíveis com baixos teores de enxofre para o aquecimento. d) Uso de uma seqüência quadrado-retângulo-quadrado. e) Uso de raios de ferramenta cuidadosamente selecionados. f) No caso de processo plenamente automatizado, a necessidade de obter alta qualidade superficial no lingote. O desbaste prossegue geralmente até a ocorrência de ruptura excessiva. Em alguns casos os motivos são evidentes, como, por exemplo, quando se usa ferramentas frias, porém outros casos são inexplicáveis. Lingotes refundidos por eletroescória podem atingir os níveis de qualidade superficial requeridos para produção automatizada.
Os tarugos em sua maioria são desbastados para gerar formatos quadrados ou quadrados arredondados nas extremidades, e em menor quantidade formatos octogonais e raramente redondos. O motivo principal é o menor custo do processo de desbaste gerador de formatos quadrado-retângulo-quadrado. Entretanto, o forjamento subseqüente para formar discos e rodas é mais difícil quando se usa tarugos quadrados ou arredondados somente nas extremidades. Isso é particularmente verdadeiro para as novas superligas mais duras, e deste modo os tarugos quadrados ou arredondados somente nas extremidades estão se tornando obsoletos, e os tarugos totalmente redondos aos poucos ganha espaço para a produção deste tipo de componente.
A automação completa pode resolver outro problema associado ao processamento de tarugos: a falta de uniformidade no acabamento superficial, principalmente no que se refere à distribuição do carbono: partindo de uma região com microestrutura com muito carbono dissolvido, a precipitação, durante o forjamento ou durante o tratamento térmico, gera uma qualidade superficial inferior à da região que já continha carbono precipitado sob a forma de carbetos. A automação completa tenderia a uniformizar essa distribuição de carbono, minimizando a ocorrência deste problema. Outro problema que pode surgir se refere ao aquecimento desigual de tarugos com grandes dimensões, associado ao gradiente térmico que então se estabelece (tensões térmicas). Estas tensões térmicas não devem exceder 90 % do limite de escoamento proporcional a uma deformação de 0,2 % a uma dada temperatura, o que determina um valor máximo seguro de taxa de aquecimento. A economia obtida com a redução da geração de perdas/refugos justifica amplamente o aumento dos custos relativos ao controle do gradiente térmico.
Forjamento
Três tipos de equipamento de forjamento são amplamente usados para superligas de níquel. A grande diferença está na velocidade de fechamento das matrizes, que varia de 7500 mm/s no caso de martelos, para valores intermediários no caso de prensas mecânicas e para valores tão baixos quanto 500 mm/min ou menos para prensas hidráulicas. Espera-se resfriamento menos intenso no martelo devido ao período de contato bem mais curto, a um menor ângulo de rebarba é possível. Por motivos que ainda requerem pesquisa, freqüentemente ocorre recristalização mais uniforme no caso de uso de martelos. As vantagens da prensa hidráulica se referem à sensibilidade das superligas à taxa de deformação. Forças menores são necessárias para deformar estas ligas no caso de taxas de deformação mais baixas, assumindo perdas térmicas desprezíveis. A matriz pode acomodar partículas intermetálicas frágeis mais prontamente e deformará em torno das mesmas em vez de trincar catastroficamente através delas. Trabalho a morno residual é mais facilmente realizado no caso de velocidades de prensa mais baixas. Considerando todos os aspectos, cada processo tem suas vantagens e desvantagens, sendo o forjamento em prensa mecânica um intermediário entre os outros dois processos. A prensa mecânica percorre uma distância pré-fixada automaticamente, o que é de fundamental importância para a fabricação de produtos com forma muito precisa, como aerofólios. As palhetas de superligas, em sua maioria, são fabricadas em prensas mecânicas.
Operações de forjamento são normalmente descritas com base em redução percentual de espessura, entretanto, muitas vezes tal descrição é inadequada por não considerar a geometria da peça, dificultando o estabelecimento de limites para operações de trabalho a morno.
A deformação, na maioria dos processos de conformação mecânica, não é uniformemente distribuída e o crescimento de grão crítico é sempre possível. A resistência ao cisalhamento das superligas de níquel varia muito com a temperatura, e o resfriamento associado ao contato com a matriz acentua a não uniformidade da deformação das superligas em comparação com outras ligas metálicas. Embora a lubrificação praticamente perfeita possa resultar num escoamento de metal mais uniforme, deve ser notado que o processo de forjamento convencional é dependente da existência de um fecho de matriz. O fecho da matriz converte a pior orientação de linhas de forjamento no tarugo na melhor orientação no disco forjado. Se os fabricantes conseguirem produzir um tarugo isento de direcionalidade (o que talvez seja possível com tarugos produzidos a partir de pós), então uma lubrificação perfeita será mais útil.
No passado o forjamento ocorria a partir de um tarugo já trabalhado mecanicamente com uma razão de compressão (comprimento/diâmetro) da ordem de 2 para 1, de modo a assegurar a reorientação das linhas de forjamento. Mais recentemente, tem crescido o uso da compressão direta de lingote para discos e os motivos parecem ser: a) ciclos mais curtos de estocagem-entrega; b) menor custo do lingote em comparação com o tarugo no caso de ligas mais concentradas; c) Resposta mais uniforme a um determinado ciclo de forjamento; d) Forma mais simétrica no lingote do que no tarugo; e) Menor segregação devido ao menor tamanho do lingote. O item “d” é muito importante no caso de forjamento em matriz fechada com estreita tolerância. O principal desestímulo ao uso mais amplo do forjamento direto é a possível retenção da microestrutura bruta de fusão no produto acabado. Isso poderia ser evitado com o uso de uma seqüência de matrizes, porém isso tornaria o processo mais caro e mais complicado. Ligas de maior resistência mecânica, conseqüentemente com maior resistência à deformação são mais facilmente conformadas com o uso de uma camada isolante que protege a superfície da peça contra perdas térmicas por radiação e condução. Os isolantes utilizados para formar esta camada podem ser sais fundidos, vidros, materiais cerâmicos, asbesto e aço. Esses materiais podem causar alguma perda de controle dimensional, mas podem reduzir bastante a ocorrência de trincamento resultante do resfriamento rápido. A redução das perdas de material assim obtida compensa os custos dos isolantes.
Recristalização das Superligas de Níquel Associada ao Trabalho Mecânico de Conformação
Muitos fatores afetam a recristalização das superligas de níquel. Para cada composição química diferente e para cada microestrutura inicial os materiais apresentarão resposta de temperaturas e tempos diferentes no que se refere à recristalização. Estas são as chamadas microestruturas multifásicas e nelas cada fase secundária tem seu próprio potencial de inibir a recristalização e o crescimento de grão.
A fase gama linha é um obstáculo extremamente efetivo à recristalização, particularmente se o metal nunca foi aquecido para dissolver a fase gama linha que se formou durante o resfriamento após a solidificação do lingote. No caso da liga Astroloy, a distribuição de partículas de fase gama linha pode revelar enriquecimento interdendrítico de titânio, que ocorreu durante a solidificação. A migração dos contornos pode superar algumas partículas de fase gama linha, mas pode encontrar sérios obstáculos em partículas um pouco maiores, desde que o espaçamento entre estas partículas não seja muito grande.
Ao aquecer a temperaturas muito mais altas do que a temperaturas solvus da fase gama linha, pode ocorrer considerável crescimento de grão e a matriz supersaturada de carbono, quando ocorre o resfriamento durante o trabalho mecânico. A deformação causa recristalização numa faixa em torno dos contornos de grãos do metal, mas a precipitação de carbetos pode evitar o prosseguimento do crescimento desses grãos. No caso de forjamento em prensa da liga Waspaloy seguido por solubilização a 1080 °C por 4 horas, os precipitados MC continuam a restringir o movimento dos contornos de grãos durante a solubilização. Uma microestrutura uniformemente recristalizada pode ser obtida mediante forjamento em temperaturas mais baixas, por exemplo, 1065 °C, na qual o tamanho de grão anterior à deformação é menor, assim como a supersaturação em carbono.
Se o tamanho de grão inicial é relativamente grande (ASTM 5 a 6 ou mais, ou seja, na faixa de 44,9 a 63,5 micra ou mais) e a temperatura de forjamento está numa faixa na qual a fase gama linha está distribuída por toda a microestrutura, é de se esperar que ocorra recristalização celular. Neste caso, às vezes os novos grãos possuem diâmetro igual ao espaçamento entre partículas, mas algumas vezes os grãos apresentam tamanho muito maior. Este fenômeno ocorre em alguns processos de fabricação, mas há pouco entendimento das suas causas e efeitos.
Caso essas dificuldades sejam superadas e o resultado seja uma microestrutura uniforme de grãos finos, a recristalização subseqüente pode ocorrer de dois modos: a) processo no qual a fase gama linha controla a recristalização e o crescimento de grão; b) processo no qual outra fase (Ni3Nb, por exemplo) pode controlar ambos os fenômenos ou pelo menos o crescimento de grão. A microestrutura inicial pode apresentar alta energia (barras trefiladas a frio) ou baixa energia (recristalizada porém com grãos muito finos). Um estado de alta energia resultará em recristalização durante tratamento térmico de solubilização, o qual não altera a microestrutura de baixa energia.
Uma microestrutura superplástica é um exemplo extremo de uma microestrutura completamente recristalizada. Deformações muito elevadas, isto é, alongamentos superiores a 500 % têm sido observados em lingotes extrudados
e em barras laminadas na faixa de temperaturas de envelhecimento. Posteriormente produtos de metalurgia do pó têm apresentado essa falta de encruamento característica da superplasticidade.
Como a fase gama linha é um efetivo inibidor do crescimento dos grãos, podem ser obtidos grãos muito finos. Os requisitos para a obtenção de superplasticidade numa superliga de niquelo são: a) microestrutura inicial adequada (grãos finos); b) ferramentas relativamente quentes; c) equipamento capaz de gerar velocidades de fechamento baixas. Tudo isso é viável. Também é economicamente viável ? Impossível responder a esta questão sem conhecer quantitativamente as faixas de variação de cada um desses três fatores. A pesquisa sobre este tema continua em andamento.
Outra pergunta ainda não respondida sobre superplasticidade é o nível de propriedades mecânicas após a conformação. Esses materiais terão uma vida em fadiga de baixo ciclo , ou tenacidade à fratura excepcionais ? Se for o caso, acelerarão amplamente o uso de superligas em superplasticidade. Evidentemente estas respostas dependem do tipo de tratamento térmico realizado, e ainda não se conhece completamente os mecanismos que levam esses tratamentos a modificarem essas propriedades. O modelamento do comportamento em deformação das superligas tendo como base o comportamento do chumbo e da argila não é adequado, pois estes materiais apresentam características de encruamento totalmente distintas. Entretanto, o uso de materiais mais adequados para modelamento poderia reduzir os custos e o tempo necessários para desenvolver a fabricação de produtos com formas complexas.
Estruturas Trabalhadas a Morno como Objetivo – No desenvolvimento das primeiras superligas já era utilizado o trabalho a morno combinado com envelhecimento direto. Entretanto, como o controle de processos realizado não era adequado, ocorria grande dispersão de resultados. Posteriormente novas ligas, como a A-286, por exemplo, foram desenvolvidas e suas propriedades foram determinadas por tratamentos térmicos de modo mais adequado, e assim as superligas trabalhadas a morno foram substituídas.
Porém há um interesse renovado no potencial do trabalho a morno de superligas. A superliga Astroloy trabalhada a morno apresentou melhor resistência à tração desde a temperatura ambiente até 705 °C, porém simultaneamente uma queda de resistência à ruptura a 815 °C. Entretanto, a queda de resistência á ruptura pode ser considerada aceitável no caso de muitas aplicações de discos de compressores para os quais o trabalho a morno e o envelhecimento podem ser considerados. Por outro lado, embora útil para chapas laminadas, o trabalho a morno pode ser de difícil realização em chapas soldadas. Acredita-se que no caso de forjamento o trabalho a morno pode ser aplicado de modo mais fácil.
No caso do processamento da superliga de níquel René 95, o forjamento final a 1100 °C anterior ao tratamento térmico, ocorre 56 °C abaixo da temperatura solvus da fase gama linha. Acredita-se que a microestrutura resultante do trabalho a morno interage com o processo de envelhecimento posterior para resultar em níveis de resistência mecânica mais altos. Os ensaios de tração sugerem essa possibilidade, mas é necessário um estudo mais aprofundado de microscopia eletrônica de transmissão para confirmação.
Várias microestruturas podem ser observadas após uma operação de trabalho a morno. Elas podem ser (a) deformadas sem apresentar recristalização visível ao microscópio ótico; (b) deformadas com um “laço” de recristalização envolvendo os grãos deformados. Esse “laço” consiste numa banda de grãos muito pequenos cujo crescimento é restringido por partículas maiores de fase gama linha, e geralmente resulta de uma elevada deformação em baixa temperatura. Esse último tipo de microestrutura aparenta ser mais freqüente do que o anterior.
No caso do envelhecimento da liga A-286, a temperatura ideal para obtenção de dureza máxima pode ser diminuída em até 65 °C por meio da realização de trabalho mecânico. Entretanto, não há muitas evidências de efeito semelhante em outras superligas de níquel. A diferença pode ser atribuída à composição química, e ao grau e à temperatura de deformação, não há uma clara diferenciação da influência de cada fator separadamente.
Na prática industrial corrente é mais comum solubilizar, pelo menos parcialmente, a fase gama linha após o trabalho a morno. O conceito de trabalho a morno e envelhecimento direto parece ser promissor, mas ainda deve ser implementado em maior escala, definindo melhor os parâmetros de processo, de modo a reduzir a dispersão dos resultados e garantir maior confiabilidade no controle do processo [1]. d) Soldagem Como no caso da soldagem de ligas de alumínio envelhecidas artificialmente, a soldagem das superligas de níquel também causa considerável perda de resistência mecânica na zona termicamente afetada (ZTA). Isso se deve basicamente à dissolução dos precipitados endurecedores de fases gama linha (nas ligas do sistema níquel-cromo-alumínio-titânio) e gama duas linhas (nas ligas do sistema níquel-ferro-cromo-nióbio) nesta região. Além desse amolecimento na ZTA, a soldagem após o envelhecimento pode levar ao surgimento de trincas nas áreas adjacentes ao metal de solda, justamente devido à perda de resistência mecânica dessas regiões, que as torna particularmente suscetíveis ao trincamento, principalmente se existirem condições de restrição à relaxação de tensões e se o metal

de adição não for muito dútil. Para evitar esse efeito nocivo é comum soldar a superliga de níquel na condição solubilizada e somente após a soldagem realizar o envelhecimento com o objetivo de aumentar a resistência mecânica e a dureza.
Entretanto, se este procedimento não for realizado de maneira adequada, o tratamento térmico pós-soldagem pode resultar em trincamento, como será discutido posteriormente neste texto.
A solubilização de precipitados endurecedores de fase gama linha ocorre na ZTA da liga Udimet 700, por exemplo, durante a soldagem realizada após o envelhecimento que permitiu atingir uma dureza elevada, de acordo com a seguinte seqüência de tratamentos térmicos: solubilização a 1160 ºC por 4 horas, seguida por envelhecimento primário a 1080 ºC por 4 horas, seguido por envelhecimento intermediário a 843 ºC por 4 horas, seguido por envelhecimento final a 760 ºC por 16 horas. Como resultado deste ciclo térmico a microestrutura do metal de base (MB), que não foi afetada pela soldagem, consiste de precipitados grosseiros e angulosos de fase gama linha e de precipitados finos e esféricos de fase gama linha entre os precipitados grosseiros de gama linha. A solubilização dos precipitados gama linha durante a soldagem ocorre de modo progressivo: inicialmente ocorre a dissolução dos precipitados finos de gama linha e a esferoidização dos precipitados grosseiros de gama linha, na região da ZTA mais próxima ao MB. Porém na região intermediária da ZTA ocorre dissolução parcial dos precipitados grosseiros de fase gama linha devido às elevadas temperaturas que são atingidas nesta região da ZTA. Como este material possui elevados teores de titânio e de alumínio, nesta mesma região ocorre supersaturação destes elementos, o que, durante o resfriamento que se segue à soldagem, leva à formação de precipitados mais finos de fase gama linha. Esta supersaturação localizada se deve ao fato de que o tempo de permanência em altas temperaturas é muito curto para permitir a homogeneização da composição química nesta região. Na região da ZTA mais próxima à zona fundida (ZF) a temperatura atingida é alta o suficiente para garantir solublização completa. No metal de solda da zona fundida ocorre solubilização e precipitação de precipitados bem finos de fase gama linha distribuídos de modo bem uniforme. Após 16 horas de tratamento térmico pós-soldagem a 760 ºC, ocorre reprecipitação de partículas muito finas de fase gama linha na ZTA, na região (próxima ao MB) onde as partículas grosseiras de fase gama linha tinham começado a se dissolver durante a soldagem. As novas partículas de fase gama linha precipitadas durante este tratamento são mais finas do que as partículas finas de fase gama linha já existentes no MB (não afetado). Como as partículas de fase gama linha finas originais se precipitam tanto durante o tratamento térmico a 843 ºC, quanto durante a exposição a 760 ºC, são mais grosseiras do que as novas partículas finas de fase gama linha reprecipitadas durante o tratamento térmico pós-soldagem a 760 ºC.
Quanto ao perfil de dureza, ocorre amolecimento na região da ZTA mais próxima ao MB, devido à dissolução dos precipitados gama linha. Entretanto, na região da ZTA mais próxima ao metal de solda ocorre endurecimento por solução sólida (causado pela dissolução de gama linha) ao qual se adiciona o endurecimento causado pela reprecipitação de fase gama linha muito fina durante o resfriamento. O nível de dureza mais elevado na ZTA e no metal de solda após o tratamento térmico pós-soldagem se deve ao fato de que este tratamento é concebido para conferir estabilidade e ótimas propriedades em altas temperaturas, e não ótimas propriedades à temperatura ambiente.
Trincamento no tratamento térmico pós-soldagem
O trincamento a quente e o trincamento no tratamento térmico pós-soldagem são os problemas mais sérios encontrados na soldagem de ligas de níquel termicamente tratáveis. O tricamento a quente na zona fundida (metal de solda) e a ocorrência de fusão parcial nas ligas de níquel termicamente tratáveis é semelhante ao mesmo tipo de fenômeno que ocorre em outras ligas metálicas. Por este motivo maior enfoque será dado ao fenômeno de trincamento no tratamento térmico pós-soldagem.
As ligas de níquel termicamente tratáveis são submetidas ao tratamento térmico pós-soldagem por dois motivos principais: para aliviar tensões e para atingir máxima resistência mecânica. Para aumentar a resistência mecânica o material é solubilizado e então envelhecido. Adicionalmente, durante a solubilização as tensões residuais são aliviadas. Entretanto, o aquecimento inicial, antes de atingir o patamar da temperatura de solubilização, em temperaturas mais baixas provoca um certo envelhecimento, e como isso ocorre antes do alívio de tensões residuais, torna-se um fenômeno nocivo e pode resultar no trincamento durante tratamento térmico pós-soldagem. Este tipo de trincamento também é conhecido como trincamento de envelhecimento ou simplesmente trincamento de reaquecimento.
Geralmente, porém nem sempre, as trincas de tratamento térmico pós-soldagem se iniciam na ZTA e se propagam para regiões não afetadas pelo calor de soldagem, assumindo um caráter intergranular. Em comparação com as ligas endurecidas pela fase gama duas linhas, como por exemplo a liga Inconel 718, que possui elevados teores de ferro e de nióbio, as ligas endurecidas pela fase gama linha, como o Udimet 700, que possuem teores mais altos de titânio e de alumínio, apresentam maior tendência ao trincamento no tratamento térmico pós-soldagem. Isso se deve à maior rapidez do endurecimento por precipitação nessas ligas com dutilidade mais baixa. O trincamento no tratamento térmico pós-soldagem nas ligas de níquel é resultado da baixa dutilidade na ZTA, agravada pelas elevadas distorções que ocorrem naquela região como conseqüência do ciclo térmico de soldagem.

Vários mecanismos já foram propostos para explicar a baixa dutilidade na ZTA, como, por exemplo, a fragilização dos contornos de grãos devido à liquação ou a reações no estado sólido durante a soldagem, a fragilização desses contornos devido à formação de óxidos durante o tratamento térmico e uma mudança no modo de deformação, de deslizamento transgranular para deslizamento de contornos de grãos. As causas das elevadas distorções na ZTA podem ser as tensões oriundas da soldagem, a expansão térmica e a contração durante o resfriamento do material. Nas ligas de níquel termicamente tratáveis a precipitação de fases endurecedoras resulta em contração durante o envelhecimento, a qual pode contribuir para a ocorrência de trincamento durante o tratamento térmico pós-soldagem destas ligas.
No caso da liga René 41 solubilizada e estabilizada para evitar a precipitação, o metal de base recozido não apresenta precipitados, com exceção de partículas globulares de carbetos M6C nos contornos de grãos. O nível de tensões no material diminui até atingir um valor mínimo, antes de começar a aumentar novamente e então cresce até atingir um valo máximo, a partir do qual decresce novamente. A redução de tensão, isto é, relaxação de tensões durante o início do ensaio é causada pela fluência. Quando começa o envelhecimento (formação de precipitados), a fluência é interrompida, e o nível de tensões começa a aumentar, porque a precipitação induz a contração durante o envelhecimento, ao mesmo tempo que produz uma microestrutura que impede a movimentação de discordâncias. Finalmente, à medida que a taxa de precipitação se reduz, a fluência volta a ser o fator dominante, e assim o nível de tensões no material novamente diminui.
Quanto maior a temperatura aplicada, maior o grau de relaxação de tensões. O material superenvelhecido comporta-se de modo muito diferente do metal de base recozido/solubilizado, pois no caso da liga superenvelhecida o nível de tensões decresce continuamente durante todo o período de ensaio. O material nesta condição apresenta partículas grosseiras e cúbicas de fase gama linha no interior dos grãos e partículas grosseiras de carbetos M23C6 nos contornos de grãos. Aparentemente, o motivo pelo qual o metal de base superenvelhecido não apresenta aumento no nível de tensões durante o ensaio isotérmico de relaxação de tensões está relacionado com a impossibilidade de prosseguimento da precipitação no material nesta condição, permitindo a predominância da fluência durante todo o ensaio. Isso indica que a relaxação de tensões pode ser mais suave e mais efetiva quando o material encontra-se na condição de superenvelhecido antes da soldagem. Entretanto, infelizmente esta vantagem não existe na ZTA de um metal de base superenvelhecido.
O comportamento da ZTA de um metal de base superenvelhecido é bem semelhante ao de um metal de base solubilizado, com exceção da amplitude da variação de tensão, que é muito menor do que no metal de base solubilizado. Isso tem como conseqüência um nível de tensões na ZTA muito mais alto do que no metal de base superenvelhecido, podendo levar à falha nesta região na etapa final do ensaio. O comportamento da ZTA do material solubilizado é essencialmente o mesmo comportamento da ZTA do material superenvelhecido, isto é, a relaxação de tensões da ZTA de ambos os tipos de materiais tratados termicamente é difícil, independentemente do tipo de tratamento térmico aplicado. Esta semelhança de comportamento quanto á relaxação de tensões é explicada pela semelhança de microestrutura. Os contornos de grãos praticamente não contêm carbetos, que foram dissolvidos durante o ciclo térmico. As partículas grosseiras de fase gama linha, originalmente presentes no metal base superenvelhecido também foram dissolvidas. E o que é ainda mais importante: precipitados muito finos de fase gama linha se formam no interior dos grãos durante o resfriamento que se segue à soldagem. A presença dessas partículas muito finas poderia impedir o movimento das discordâncias, reduzindo muito a taxa de fluência durante a etapa final do ensaio. À medida que começa a predominar a precipitação e o crescimento dos precipitados de fase gama linha, a relaxação de tensões é interrompida, e assim o nível de tensões começa a aumentar. Eventualmente cessa a precipitação de fase gama linha, e a fluência volta a prevalecer. Após o ensaio de relaxação de tensões, as partículas de fase gama linha, em quantidade e tamanho cada vez maiores, estão presentes no interior dos grãos, indicando que a precipitação e o crescimento adicionais de partículas de fase gama linha ocorre durante o ensaio de relaxação de tensões. Adicionalmente, forma-se uma rede semicontínua de carbetos do tipo M23C6 nos contornos de grãos, a qual pode estar associada com a fratura intergranular que pode ocorrer na ZTA deste material.
Com base em tudo que foi abordado anteriormente, pode-se dizer que a ZTA de uma liga de níquel termicamente tratável responde ao tratamento térmico pós-soldagem de modo bem diferente do que ocorre com o metal base, o qual tende a relaxar tensões durante o tratamento térmico pós-soldagem, sem que este processo seja interrompido por reações de precipitação, se estiver superenvelhecido, e não solubilizado, antes da soldagem. Por outro lado, a relaxação de tensões da ZTA durante o tratamento térmico pós-soldagem é sempre interrompida pela precipitação, independentemente do tipo de tratamento térmico realizado antes da soldagem. Vários tipos de métodos para evitar o trincamento no tratamento térmico pós-soldagem já foram recomendados. A maioria se baseia na curva tipo C que define o início do trincamento em relação à temperatura e ao tempo de tratamento térmico. Quando a temperatura é muito baixa a cinética de envelhecimento é lenta o suficiente para evitar o trincamento, ao passo que em temperaturas muito elevadas ocorre relaxação das tensões residuais. Entre essa duas faixas de temperaturas existe um intervalo de temperaturas médias para as quais o trincamento ocorre após um intervalo de tempo mínimo.
Evidentemente, esse tipo de curva, ou melhor, o tempo em que o trincamento ocorre, varia em função da composição química da liga, sendo que é muito mais curto para a superliga de níquel Waspaloy do que para a superliga de níquel Inconel 718, por exemplo, cujo envelhecimento é muito mais lento do que o das ligas endurecidas pela fase gama linha. Sendo assim, pode-se dizer que a liga Inconel 718 9endurecida pela fase gama duas linhas) é mais resistente ao trincamento no tratamento térmico pós-soldagem do que a liga Waspaloy e outras ligas endurecidas pela fase gama linha. Além da composição química, que muitas vezes não pode ser modificada em função de requisitos de diversas propriedades importantes para uma dada aplicação, é possível reduzir a tendência de trincamento no tratamento térmico pós-soldagem por outros meios, como, por exemplo, superenvelhecimento pré-soldagem, tanto em várias etapas como por resfriamento lento a partir da temperatura de solubilização, que pode reduzir significativamente o trincamento no tratamento térmico pós-soldagem da liga René 41, assim como outras ligas. O fato de que o metal base superenvelhecido é mais dútil, e não contrai durante o tratamento térmico pós-soldagem, evita o aparecimento de tensões residuais elevadas na ZTA. Entretanto, o precipitado grosseiro resultante do superenvelhecimento é dissolvido na ZTA durante a soldagem, e conseqüentemente esta região ainda pode endurecer e contrair durante o envelhecimento que ocorre o tratamento térmico pós-soldagem. O efeito do recozimento (solubilização) pré-soldagem é controverso: alguns pesquisadores dizem que a liga René 41, solublizada a 1080 ºC por meia hora e depois resfriada em água, é na verdade mais suscetível ao trincamento no tratamento térmico pós-soldagem do que a mesma liga envelhecida para atingir o máximo de dureza (solubilizada a 1080 ºC por meia hora, resfriada em água, depois envelhecida a 760 ºC por 4 a 16 horas e então resfriada ao ar). Por outro lado, outros pesquisadores afirmam que a mesma liga submetida a este mesmo tratamento comporta-se essencialmente do mesmo modo que a mesma liga solubilizada ao ser submetida ao tratamento térmico pós-soldagem. Conforme foi dito anteriormente, o metal base de um material solubilizado pode se contrair e também endurecer durante o tratamento térmico pós-soldagem, evitando assim o alívio de tensões na solda. Se a mesma solda for aquecida rapidamente durante o tratamento térmico pós-soldagem, pode ocorrer um efetivo alívio de tensões antes que aconteça a contração e o endurecimento, evitando assim o trincamento no tratamento térmico pós-soldagem. Isso ocorre porque o aquecimento rápido evita que seja atingido o início da “curva tipo C” que define o início do trincamento. Este procedimento é viável quando é possível efetuar o aquecimento rápido num forno ou soldar um componente que não se distorça devido ao aquecimento não uniforme. Outro modo de evitar o trincamento no tratamento térmico pós-soldagem é realizar o tratamento térmico num forno a vácuo ou com atmosfera inerte, pois neste caso se evita a oxidação fragilizante nos contornos de grãos. Outros procedimentos que podem ser utilizados com esta mesma finalidade são o uso de baixos aportes térmicos durante a soldagem, o uso de materiais com pequeno tamanho de grão e o controle rigoroso da composição química do material. Também é recomendado um procedimento de soldagem que minimize a restrição nas juntas soldadas. O trincamento de reaquecimento já foi observado em muitas ligas endurecíveis por precipitação, como, por exemplo, alguns aços inoxidáveis [3].
Referências bibliográficas
[1] – Sims, C.T.; Hagel, W.C.; “The Superalloys”, John Wiley & Sons, New York, 1972, p. 1- 565.
[2] – Brooks, C.R.; “Heat Treatment, Structure and Properties of Nonferrous Alloys”, ASM, Metals Park, Ohio, USA, 1982, p. 139 – 227.
[3] – KOU, S. – “Welding Metallurgy”, John Wiley & Sons, 1 st printing, New York, 1987, capítulo 16, p.297-318.
[4] – Slama, C.; Abdellaoui, M.; “Structural Characterization of the Aged inconel 718”, Journal of Alloys and Compounds, v. 306, 2000, p. 277 – 284.

Resumo: �íquel e suas ligas
Definição: O níquel se apresenta como um metal branco prateado, similar em muitos aspectos ao metal ferro, porém com uma boa resistência à oxidação e à corrosão. É utilizado principalmente na melhoria de resistência mecânica a altas temperaturas, resistência à corrosão e outras propriedades, para uma ampla faixa de ligas ferrosas e não-ferrosas.Outras propriedades que se destacam são: as condutividades térmica e elétrica, como também uma excelente propriedade magnética. Propriedades que fazem do níquel e suas ligas, metais bastante valiosos.
Placas fundidas de níquel
Propriedades Físicas (Níquel comercialmente puro): Símbolo Químico: Ni Número Atômico: 28 Peso Atômico: 58,71 Densidade ( 20º C ): 8,9 g/cm3 Ponto de Fusão: 1453ºC Ponto de Ebulição: 2910ºC Estrutura Cristalina: CFC
Aplicações: O consumo estimado de níquel puro em 1999, pode ser mostrado na figura abaixo, repare que a maior aplicação está em aços inoxidáveis ( 65% ).
Aços: As aplicações dos aços que contêm determinadas quantidades de níquel são bastante difundidas na engenharia em geral, onde as vantagens da alta resistência e da boa ductilidade e tenacidade são exigidas. Aços-liga : O níquel é utilizado com freqüência, sozinho ou com outros elementos de liga, tais como , cromo ou molibdênio, para permitir o desenvolvimento de uma alta dureza, resistência e ductilidade. É bastante empregado na indústria automotiva, construção civil e outras indústrias, onde se exigem alta resistência, tenacidade e resistência ao desgaste e à corrosão. Porém, uma característica marcante da adição de níquel é a diminuição da temperatura de transição dúctil-frágil para os aços, geralmente empregados em equipamentos submetidos à serviços de baixas temperaturas. Aços inoxidáveis austeníticos: Possuem uma ampla aplicação de uso do níquel, que está presente em cerca de dois terços dos aços inoxidáveis produzidos, onde se inclui o inox mais comum, AISI 304 18Cr - 8Ni . Possui melhor ductlidade, boa soldabilidade, como também resistência mecânica e proteção à corrosão e à oxidação a altas temperaturas; além disso, possui ainda tenacidade a baixas temperaturas.
Os aços inoxidáveis austeníticos são normalmente empregados nas indústrias petroquímicas para combater os ataques corrosivos causados pela combustão de gases, vapor e processos químicos. Os tipos de aplicação são numerosas e as temperaturas envolvidas podem chegar a 1000ºC ou mais. Recobrimento: O recobrimento conta com mais ou menos 9% do consumo do níquel puro, com a finalidade de melhorar a proteção contra a corrosão e dar um acabamento decorativo (associado com cromo) a substratos, incluindo aços, alumínios e plásticos. Outras aplicações funcionais em relação à camada de níquel às superfícies podem ser identificadas como o aumento da resistência ao desgaste ou também alterar as propriedades magnéticas do substrato. O recobrimento de níquel possui um balanço consumido por fundições e uma infinidade de outras aplicações incluindo químicas, catalíticas, baterias, varetas de soldagem, cunhagem de moedas, pigmentos ( esmaltes, vidro e cerâmicos ), eletrônicas, e tintas de impressão.
Um cilindro de laminador recoberto por uma fina camada de níquel de aproximadamente 0,05mm
Ligas de níquel:
Somando cerca de 14% do níquel usado, as ligas de níquel são empregadas principalmente em serviços submetidos a altas temperaturas e à corrosão. As ligas contendo cromo apresentam uma boa resistência à oxidação em temperaturas elevadas e também resistem à corrosão. Variedades contendo quantidades apropriadas de alumínio e titânio são endurecíveis por precipitação e apresentam uma alta resistência mecânica a temperaturas elevadas.
Em relação ao sistema de classificação, o níquel se divide em quatro famílias: níquel comercialmente puro; ligas binárias, tais como Ni-Cu e Ni-Mo; ligas ternárias, tais como, Ni-Cr-Fe e Ni-Cr-Mo; ligas complexas, como Ni-Cr-Fe-Mo-Cu (com a possibilidade de outros elementos adicionais); e as superligas. As ligas são melhores reconhecidas pelo seus nomes comerciais, tais como Monel, Hastelloy, Inconel, Incoloy, etc. Níquel comercialmente puro: Os principais exemplos são o Níquel 200 e o Níquel 201 que contêm cerca de 99,5% de Ni. Ambos são particularmente resistentes à atmosferas cáusticas, de halogênios em altas temperaturas; meios onde contenha sais; e meios oxidantes.
O Duraníquel 301, uma liga endurecida por precipitação, possui cerca de 94% de Ni e apresenta excelentes propriedades elásticas a aproximadamente 300ºC. Durante seu tratamento térmico, partículas de Ni3AlTi precipitam-se através da matriz. A precipitação aumenta a resistência mecânica da liga. Em termos de resistência à corrosão, apresenta as mesmas propriedades do Níquel 200 e do Níquel 201. Ligas binárias: Das categorias que compõem as ligas binárias, a mais comum é a liga Ni-Cu, também conhecida como Monel. A liga Monel também apresenta pequenas quantidades de Al, Fe e Ti. As ligas Ni-Cu diferem do Níquel 200 e do Níquel 201 pelo fato de suas resistência mecânica e dureza aumentarem devido ao endurecimento por envelhecimento, embora possuam aspectos comuns em termos de resistência à corrosão, aos níqueis comercialmente puro, sua resistência aos ácidos sulfúrico e fluorídrico e à salmoura é melhor, como também devemos ressaltar sua resistência ao trincamento atribuído à corrosão sob tensão em meios clorosos . Os equipamentos submetidos a água salgada ou água salobra, são as principais aplicações.
Outras ligas binárias comercialmente importantes são as de composição Ni-Mo. Destaca-se entre elas a liga Hastelloy B-2 que oferece uma excelente resistência a ácidos clorídricos e também a qualquer meio redutor. Também possuem alta resistência mecânica em atmosferas de gases inertes em temperaturas elevadas. Ligas ternárias: Do quadro de ligas ternárias, destacam-se as composições Ni-Cr-Fe e Ni-Cr-Mo. Os principais componentes do sistema Ni-Cr-Fe são conhecidos comercialmente como Inconel 600, e Incoloy 800. O Inconel 600 tem boa resistência tanto em meios oxidantes, quanto em meios redutores e podem ser trabalhados a altas temperaturas. O Incolloy 800 possui boa resistência à oxidação e à carbonetação a temperaturas elevadas.
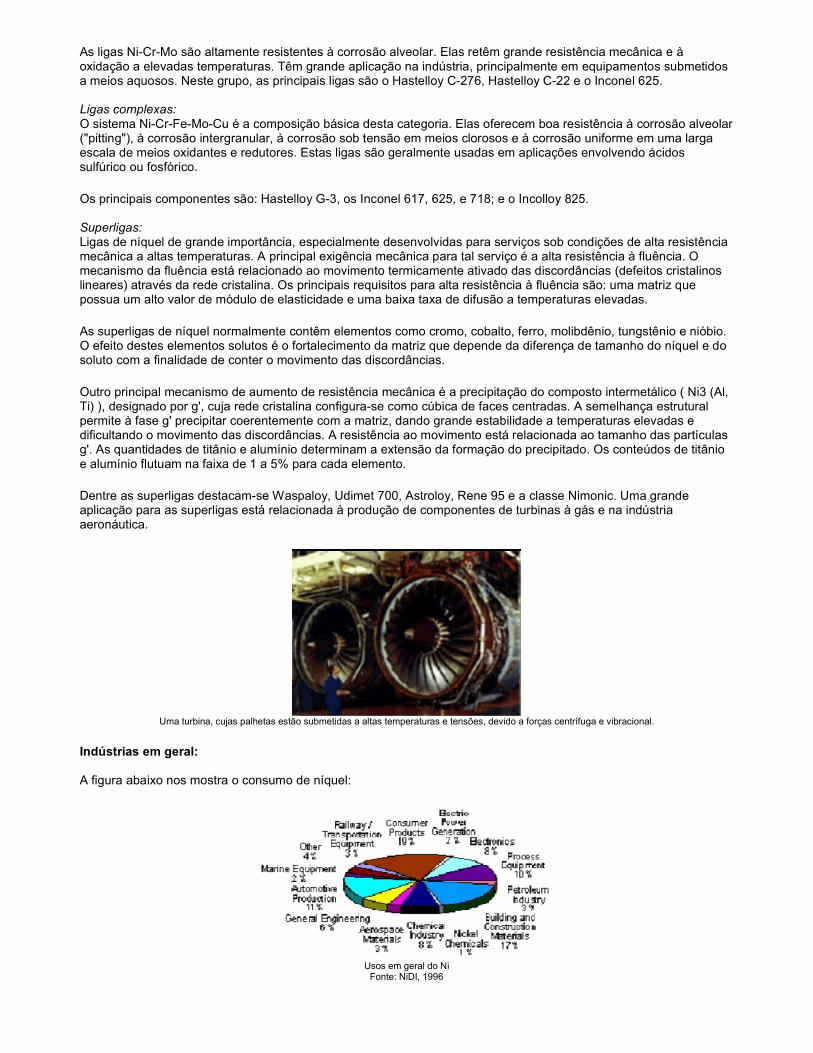
As ligas Ni-Cr-Mo são altamente resistentes à corrosão alveolar. Elas retêm grande resistência mecânica e à oxidação a elevadas temperaturas. Têm grande aplicação na indústria, principalmente em equipamentos submetidos a meios aquosos. Neste grupo, as principais ligas são o Hastelloy C-276, Hastelloy C-22 e o Inconel 625. Ligas complexas: O sistema Ni-Cr-Fe-Mo-Cu é a composição básica desta categoria. Elas oferecem boa resistência à corrosão alveolar ("pitting"), à corrosão intergranular, à corrosão sob tensão em meios clorosos e à corrosão uniforme em uma larga escala de meios oxidantes e redutores. Estas ligas são geralmente usadas em aplicações envolvendo ácidos sulfúrico ou fosfórico.
Os principais componentes são: Hastelloy G-3, os Inconel 617, 625, e 718; e o Incolloy 825. Superligas: Ligas de níquel de grande importância, especialmente desenvolvidas para serviços sob condições de alta resistência mecânica a altas temperaturas. A principal exigência mecânica para tal serviço é a alta resistência à fluência. O mecanismo da fluência está relacionado ao movimento termicamente ativado das discordâncias (defeitos cristalinos lineares) através da rede cristalina. Os principais requisitos para alta resistência à fluência são: uma matriz que possua um alto valor de módulo de elasticidade e uma baixa taxa de difusão a temperaturas elevadas.
As superligas de níquel normalmente contêm elementos como cromo, cobalto, ferro, molibdênio, tungstênio e nióbio. O efeito destes elementos solutos é o fortalecimento da matriz que depende da diferença de tamanho do níquel e do soluto com a finalidade de conter o movimento das discordâncias.
Outro principal mecanismo de aumento de resistência mecânica é a precipitação do composto intermetálico ( Ni3 (Al, Ti) ), designado por g', cuja rede cristalina configura-se como cúbica de faces centradas. A semelhança estrutural permite à fase g' precipitar coerentemente com a matriz, dando grande estabilidade a temperaturas elevadas e dificultando o movimento das discordâncias. A resistência ao movimento está relacionada ao tamanho das partículas g'. As quantidades de titânio e alumínio determinam a extensão da formação do precipitado. Os conteúdos de titânio e alumínio flutuam na faixa de 1 a 5% para cada elemento.
Dentre as superligas destacam-se Waspaloy, Udimet 700, Astroloy, Rene 95 e a classe Nimonic. Uma grande aplicação para as superligas está relacionada à produção de componentes de turbinas à gás e na indústria aeronáutica.
Uma turbina, cujas palhetas estão submetidas a altas temperaturas e tensões, devido a forças centrífuga e vibracional.
Indústrias em geral: A figura abaixo nos mostra o consumo de níquel:
Usos em geral do Ni
Fonte: NiDI, 1996

Ligas: Nomes comerciais e Composições Químicas
Clique na figura abaixo e veja o Sistema de Classificação das Ligas de Níquel, com as denominações e suas composições químicas.
Sistema de Classificação das Ligas de Níquel.
Clique na figura para ampliar
TITÂNIO
Microestrutura O titânio puro apresenta, entre suas características físicas, temperatura de fusão de 1820 ºC, baixa densidade (4,5 g/cm3), boa resistência mecânica (que pode ser ainda aumentada pela adição de elementos de liga e pela execução de tratamentos térmicos ou termomecânicos) e excelente resistência à corrosão (conferida pela formação de uma camada de óxido do tipo TiO2, aderente e protetora). A principal desvantagem, que dificulta a utilização industrial deste metal e de suas ligas, é o seu elevado custo de extração e preparação. As principais aplicações do titânio e suas ligas na indústria atualmente estão concentradas em componentes para a indústria aeronáutica, implantes cirúrgicos dentais e ortopédicos e eventualmente em tubos do tipo catenárias (“risers”) para extração de petróleo.
À temperatura ambiente o titânio puro apresenta estrutura cristalina com reticulado do tipo hexagonal compacto (HCP): é a chamada fase alfa, que permanece estável do ponto de vista termodinâmico até a temperatura de 882 ºC, na qual se transforma numa estrutura cúbica de corpo centrado (CCC), conhecida como fase beta, que se mantém estável até ser atingida a temperatura de fusão mencionada.
A cinética de transformação de fase beta para fase alfa durante o resfriamento influencia as propriedades do titânio e suas ligas. Dependendo dessas condições de transformação, podem surgir à temperatura ambiente fases metaestáveis. Do mesmo modo, a adição de determinados elementos de liga a partir de certos níveis de teores fazem com que a fase beta possa ser estável à temperatura ambiente, podendo coexistir com a fase alfa ou até mesmo predominar ou ser a única fase estável, dependendo dos teores de determinados elementos que favorecem a formação da fase beta, como será visto com mais detalhe mais adiante neste texto.
No caso do titânio comercialmente puro, a microestrutura, incluindo o tamanho de grão, e as propriedades mecânicas só podem ser modificados por seqüências de encruamento e recozimento. O resfriamento rápido a partir do campo beta (1000 ºC, por exemplo) não suprime a formação de fase alfa, mas forma contornos mais irregulares, resultando em maior resistência mecânica.
As propriedades do titânio e de suas ligas são bastante afetadas pela presença de elementos intersticiais (hidrogênio, oxigênio, nitrogênio e carbono). Ao contrário do hidrogênio, do oxigênio e do nitrogênio, que apresentam solubilidade relativamente eleada no titânio, o carbono não é solúvel, tendendo a formar carbonetos. O hidrogênio é um elemento que apresenta elevada difusividade, pois seu diâmetro atômico é muito pequeno. Por este motivo é um elemento facilmente absorvido em estruturas cristalinas, mesmo quando a temperatura é relativamente baixa, podendo ser removido por recozimento em alto vácuo. Em solução o hidrogênio não afeta as propriedades mecânicas, mas sim quando se precipita sob a forma de hidretos de titânio, reduzindo acentuadamente a dutilidade e a tenacidade. O resfriamento lento de 400 ºC até a temperatura ambiente favorece a precipitação de hidretos, assim como o envelhecimento natural, isto é, à temperatura ambiente, mesmo por apenas alguns dias.
O aumento dos teores de oxigênio e de nitrogênio também reduz a tenacidade do titânio (principalmente o nitrogênio), mesmo bem abaixo dos limites de solubilidade desses elementos, pois favorecem a formação de estruturas aciculares (as chamadas estruturas de Widmanstätten). O carbono, em teores de até 0,3 %, aumenta a resistência mecânica do titânio, podendo formar carbetos, porém reduz a dutilidade e a tenacidade.
A elevada dutilidade do titânio se deve á facilidade de formar maclas em vários planos cristalográficos, mas ao contrário de outros metais com estrutura cristalina tipo HCP, o titânio também apresenta deslizamento de discordâncias em outros planos diferentes do plano basal, devido á baixa razão c/a (parâmetros do reticulado HCP). O nitrogênio e o oxigênio restringem a formação de maclas e o deslizamento de discordâncias de modo ainda não esclarecido.
As ligas de titânio podem ser classificadas basicamente em três grupos distintos, dependendo das fases presentes à temperatura ambiente: a) Ligas alfa; b) Ligas alfa + beta; c) Ligas beta.
As ligas monofásicas alfa não podem ter suas propriedades alteradas por tratamentos térmicos, mas sim somente por encruamento e recozimento subseqüente. Outro mecanismo de endurecimento nestas ligas é o endurecimento por solução sólida. O alumínio, o estanho e o zircônio (este último segundo algumas fontes) estabilizam a fase alfa. Entretanto, o teor de alumínio não deve ser superior a 7 %, uma vez que acima desse nível torna-se difícil o trabalho a quente e ocorre fragilização em baixa temperatura, devido á formação da fase Ti3Al. Uma característica deste tipo de liga é a transformação martensítica que ocorre devido ao resfriamento rápido, e a martensita resultante é conhecida como fase alfa linha. Entretanto, o endurecimento e a formação de fase Ti3Al reduzem a resistência à corrosão sob tensão. O efeito do carbono, do oxigênio, do nitrogênio e do hidrogênio nas ligas monofásicas alfa é idêntico ao efeito destes mesmos elementos no titânio comercialmente puro. As ligas alfa + beta possuem teores bem mais elevados de elementos que estabilizam a fase beta, como o nióbio e o vanádio, por exemplo. A presença de fase beta coexistindo com a fase alfa favorece um aumento de resistência mecânica. O resfriamento rápido, a partir de uma temperatura elevada na qual exista somente a fase beta, produz
martensita. Entretanto, se os teores de elementos betágenos (que estabilizam a fase beta) forem muito elevados, pode se formar uma certa fração de fase beta retida após o resfriamento rápido, reduzindo a resistência mecânica de modo similar ao que ocorre nos aços martensíticos nos quais se forma austenita retida.
Se os teores de elementos betágenos forem mais elevados ainda, forma-se somente a fase beta, neste caso a liga é considerada do tipo beta e possui resistência mecânica inferior à das ligas bifásicas alfa + beta. Contudo, aumentando ainda mais os teores de elementos betágenos ocorre um certo endurecimento por solução sólida. Microestruturas com fase beta retida por resfriamento rápido são metaestáveis, modificando-se com um aquecimento posterior. As ligas monofásicas do tipo beta, embora apresentem resistência mecânica inferior às ligas alfa + beta, têm mostrado melhor biocompatibilidade quando aplicadas em implantes cirúrgicos, segundo pesquisas desenvolvidas nos últimos anos sobre este tema [1,2].
Estas ligas beta são metaestáveis e se caracterizam por uma elevada endurecibilidade, sendo que a fase beta é completamente retida durante e após o resfriamento ao ar de produtos com seção fina ou resfriamento rápido em água no caso de peças com seções mais espessas. As ligas beta são facilmente forjadas, e na forma de chapas podem ser mais facilmente conformadas do que as ligas alfa e alfa+beta, esta de maior resistência mecânica. Porém, a fase beta é metaestável e em condições de equilíbrio tende a se transformar numa microestrutura bifásica alfa+beta. Após solubilização, as ligas beta metaestáveis são envelhecidas em temperaturas da ordem de 450 a 650 °C para que a fase beta seja, parcialmente, transformada em fase alfa. Esta fase alfa se forma como partículas finamente dispersas na fase beta retida, de modo que desta maneira é possível obter resistência mecânica comparável, ou até mesmo superior, à obtida nas ligas alfa+beta. As principais desvantagens das ligas beta, em comparação com as ligas alfa+beta, são sua maior densidade, menor resistência à fluência, e menor dutilidade em tração na condição envelhecida. Embora a dutilidade em tração seja mais baixa, a tenacidade à fratura de uma liga beta envelhecida é geralmente superior à de ligas alfa+beta com resistência ao escoamento comparável. No caso da liga Ti-10V-2Fe-3Al já foi obtida resistência ao escoamento elevada (da ordem de 1170 MPa) com excelente tenacidade (da ordem de 138 MPa.m1/2).
Na condição solubilizada (100 % de fase beta retida), as ligas beta apresentam boa dutilidade e tenacidade, resistência mecânica relativamente baixa e excelente conformabilidade. As ligas beta solubilizadas começam a apresentar evidências de precipitação em temperaturas relativamente baixas, e, portanto, são inadequadas para serviço em elevadas temperaturas sem um tratamento prévio de estabilização ou de superenvelhecimento. Estas ligas beta são metaestáveis porque o trabalho a frio à temperatura ambiente ou o aquecimento em temperaturas ligeiramente altas pode causar transformação parcial para a fase alfa. As principais vantagens das ligas beta estão na elevada endurecibilidade, excelente forjabilidade, boa conformabilidade a frio na condição solubilizada e a possibilidade de serem endurecidas para atingir níveis de resistência mecânica relativamente altos [2].

Propriedades e Aplicações
Propriedades Físicas e Químicas do Titânio O titânio e suas ligas apresentam propriedades interessantes: baixa densidade (massa específica da ordem de 4,5 g/cm3), boa resistência mecânica à tração (entre 200 e 1370 MPa, comparável à de muitos aços ligados), excelente resistência à corrosão (garantida pela formação de uma camada passivada de TiO2) e relativa abundância na natureza (é o nono metal mais abundante), geralmente sob a forma de minerais oxidados. Seu número atômico é 22, e sua massa atômica é 47,88 u.m.a., sendo um metal de transição. À temperatura ambiente apresenta um reticulado hexagonal compacto (HCP, razão c/a = 1,587, parâmetro de rede = 3,3065 angstrom) que, quando puro, acima de 882 °C transforma-se num reticulado cúbico de corpo centrado (CCC). O ponto de Afusão do titânio puro é 1724 °C, portanto superior ao do ferro (cerca de 1520 °C) e muito superior ao do alumínio (660 °C). Sua condutividade térmica é baixa, pois corresponde a apenas 93 % da condutividade térmica do aço inoxidável e a 12,5 % da condutividade térmica do alumínio. O titânio também apresenta baixo coeficiente de expansão térmicas linear, da ordem de 64 % do coeficiente de expansão térmica linear do aço e 39 % do alumínio. Do mesmo modo, o titânio não é um bom condutor de energia elétrica, pois sua condutividade elétrica é da ordem de 3,1 % da condutividade elétrica do cobre, enquanto no aço esse valor chega a 3,5 % e no alumínio 30 %. O titânio é levemente paramagnético, assim como outros metais de transição, ou seja, não é ferromagnético como o ferro-alfa (cúbico de corpo centrado). Do ponto de vista de valência eletrônica, o titânio pode ser bi, tri ou tetravalente, ou seja, podem ser formados íons Ti+2, Ti+3 e Ti+4. O titânio apresenta elevada afinidade pelo oxigênio, com o qual reage em condições normais de temperatura e pressão para formar uma série de óxidos com diferentes composições estequiométricas desde TiO até Ti7O12, embora seja comumente encontrado sob a forma de dióxido de titânio (TiO2). Também pode reagir com o hidrogênio para formar hidretos do tipo TiH [3]. Propriedades Mecânicas O titânio comercialmente puro apresenta tensão limite de resistência à tração variando entre 240 e 690 MPa. A dutilidade do titânio comercialmente puro varia de um alongamento de 20 a 40 % e a redução de área vária entre 45 e 65 %, dependendo dos teores de elementos intersticiais. Adições de elementos de ligas em teores expressivos aumentam a resistência mecânica em comparação com o titânio comercialmente puro. Estes elementos de liga, como Al, V, Cr, Fe, Mn e Sn, são adicionados tanto em sistemas binários como em sistAemas ternários e mais complexos em geral. Por outro lado, simultaneamente ao aumento de dureza/resistência mecânica, ocorre redução de dutilidade. As ligas de titânio podem atingir tensão limite de resistência à tração superior a 1370 MPa com dutilidade satisfatória (alongamento de até 15 %). Porém, comercialmente estão disponíveis ligas de titânio com resistência à tração na faixa de 690 a 1030 MPa, fundidas em forno de indução e depois trabalhadas mecanicamente, que possuem dutilidade satisfatória (alongamento de 10 a 20 %). Ligas fundidas por indução, e depois trabalhadas, podem atingir resistência à tração ainda mais elevada, porém com baixa dutilidade, o que restringe bastante o campo de aplicações destas ligas produzidas por este processo.
O módulo de elasticidade do titânio comercialmente puro é da ordem de 103 GPa, porém nas ligas de titânio o módulo de elasticidade é mais alto, chegando a 124 GPa, sendo portanto valores mais elevados do que os das ligas de alumínio (70 GPa) e magnésio (43 GPa), porém inferiores aos dos aços (205 GPa). O módulo de cisalhamento do titânio e de suas ligas, do mesmo modo, atinge valores intermediários entre os do alumínio e do aço, variando entre 34 e 48 GPa. A dureza do titânio é bem mais alta do que a do alumínio e se aproxima da dureza encontrada em alguns aços termicamente tratados. A dureza Vickers do titânio comercialmente puro varia entre 90 e 160 HV, enquanto a dureza de ligas de titânio termicamente tratadas varia entre 250 e 500 HV. Uma liga de titânio comercial típica, com tensão limite de resistência ao escoamento da ordem de 895 MPa atinge dureza da ordem de 320 HV ou 34 HRC (dureza Rockwell C).
A tenacidade ao impacto do titânio e de suas ligas é boa, enquanto sua resistênciAa à fadiga pode ser considerada muito boa. O titânio comercialmente puro não apresenta boa resistência à fluência, porém ligas de titânio podem apresentar melhor resistência à fluência, melhorada pelo trabalho mecânico a frio. O aumento da temperatura provoca queda de resistência à fluência, à fadiga, de dureza, de resistência à tração e ao escoamento, como esperado, apesar de, em geral, aumentar a dutilidade e a tenacidade. O efeito da temperatura no módulo de elasticidade é praticamente desprezível. Por outro lado o trabalho a frio aumenta a resistência mecânica/dureza. O aumento de temperatura de trabalho, que provoca rápida queda de resistência mecânica no alumínio, apresenta este efeito, porém de modo mais lento, no titânio e suas ligas. [3]. Características do Titânio e suas ligas O titânio comercialmente puro e as ligas monofásicas alfa apresentam as melhores características de resistência à corrosão e também são os materiais à base de titânio mais facilmente soldados. O titânio comercialmente puro

apresenta um pequeno teor de oxigênio residual, o qual afeta sua resistência mecânica. As ligas monofásicas alfa em geral apresentam elevados teores de alumínio, que contribuem para aumentar a resistência à oxidação em altas temperaturas. As ligas bifásicas alfa-beta também apresentam elevados teores de alumínio, porém com a principal função de estabilizar a fase alfa. Sendo monofásicas as ligas alfa não podem ser tratadas termicamente com o objetivo de aumentar a resistência mecânica/dureza. A adição de determinados teores de certos elementos permitem às ligas, no campo bifásico alfa-beta em temperaturas mais altas, serem termicamente tratadas e processadas. No campo bifásico é possível o refino dos grãos, e, ao permitir uma certa quantidade de fase beta residual temporariamente em temperaturas maAis baixas, favorece um controle otimizado de microestrutura durante a transformação subseqüente, quando as ligas são “envelhecidas” após resfriamento a partir da temperatura de solubilização ou de forjamento.
As ligas bifásicas alfa-beta, quando adequadamente tratadas, apresentam uma excelente combinação de resistência mecânica e dutilidade, sendo mais resistentes do que as ligas monofásicas alfa e beta. As ligas beta são metaestáveis, ou seja, tendem, em condições de equilíbrio termodinâmico a se transformarem em ligas bifásicas. Nestas ligas beta a resistência mecânica mais elevada advém do endurecimento por solução sólida ou da precipitação controlada da fase alfa através de tratamento térmico e processamento mecânico adequados. A característica mais interessante destas ligas beta é a sua maior conformabilidade em comparação com as ligas monofásicas alfa e as ligas bifásicas alfa+beta [2]. Aplicações do Titânio e suas ligas Embora possuam menor resistência em altas temperaturas do que as superligas de níquel, componentes (discos, palhetas e etc) de ligas de titânio podem ser usados em determinados tipos de aplicação (temperaturas menos elevadas) em turbinas de jatos, com melhor correlação resistência mecânica / peso. Outra característica favorável do titânio e de suas ligas para esse tipo de aplicação é seu baixo coeficiente de expansão térmica em comparação com outros tipos de ligas metálicas. Para esse tipo de aplicação as ligas de titânio mais recomendadas são as bifásicas alfa+beta, como as ligas Ti-6Al-4V, Ti-6Al-2Sn-4Zr-6Mo e Ti-5Al-2Sn-2Zr-4Cr-4Mo, esta última também conhecida como Ti-17.
Além do uso em componentes de turbinas, as ligas de titânio também podem ser usadas na Aestrutura das aeronaves. Na faixa de temperaturas de 150 a 500 °C as ligas de titânio são os materiais mais adequados. As ligas de titânio apresentam densidade (peso específico) e resistência mecânica intermediárias entre as ligas de alumínio e os aços. Ligas de titânio indicadas para este tipo de aplicação são: Ti-6Al-4V, Ti-3Al-2,5V, Ti-662 (Ti-6Al-6V-2Sn-0,5Cu-0,5Fe), em componentes como dutos de ar condicionado, eliminadores de gelo, suportes de asas, suportes de motores e diversos tipos de prendedores.
Ligas de titânio também podem ser usadas na fabricação de componentes navais, como palhetas de turbinas a vapor, conectores, eixos de transmissão, molas em motores de alto desempenho, braços de suspensão e barras de torção. As ligas de titânio apresentam elevada resistência à corrosão causada pela água do mar e por isso são bastante adequadas para esse tipo de aplicação, na qual se sobressai a liga Ti-6Al-4V.
Outro tipo de aplicação interessante para as ligas de titânio está na fabricação de trocadores de calor, devido à sua boa resistência à corrosão causada pela maioria dos agentes corrosivos atuantes neste tipo de aplicação, seja em tubos ou placas. Na indústria do petróleo é aproveitada a excelente resistência à corrosão do titânio e de suas ligas para a fabricação de componentes que entram em contato com a água do mar, que, além de cloretos, também contém gás sulfídrico (H2S). Especialmente na fabricação de trocadores de calor usados em plataformas de extração de petróleo as ligas de titânio oferecem excelente combinação de resistência à corrosão, boa resistência mecânica e baixa densidade. Também são usadas na fabricação de equipamentos usados no resfriamento de gás e óleo. Do mesmo modo, refinarias de petróleo podem A aproveitar essas propriedades das ligas de titânio para aplicações semelhantes nas quais essas ligas ficam em contato com essas substâncias corrosivas. Também na indústria química as ligas de titânio são usadas em equipamentos para a fabricação de cloro, cloretos, cloratos, hipocloritos, sais, gases e produtos orgânicos, devido à sua excelente resistência à corrosão. O titânio e suas ligas são atacados por ácidos tais como o sulfúrico, o clorídrico e o fosfórico, que geram íons H+, porém a presença de oxigênio leva à formação de uma camada passivada que reduz bastante a taxa de corrosão. O titânio também pode ser usado em substituição à grafite como anodo para a produção de cloro por eletrólise, devido principalmente à sua grande estabilidade dimensional. Pode ser usado, de um modo geral, em tubos, trocadores de calor, bombas, válvulas e vasos usados na fabricação de diversos produtos orgânicos, como ácido acético, benzóico, málico e aminas etilênicas.
Mais recentemente tem aumentado o uso de titânio e suas ligas para a fabricação de implantes cirúrgicos ortopédicos e dentais, pois além das excelentes propriedades mencionadas anteriormente no caso de outros tipos de aplicação, o titânio e suas ligas apresentam excelente biocompatibilidade, ou seja, neste tipo de aplicação apresentam melhor osteointegração (integração ao tecido ósseo) e menor risco de alergia e reações adversas com o organismo do que outros materiais metálicos, como, por exemplo, o aço inoxidável austenítico AISI-SAE 316 L, cujo elevado teor de níquel pode provocar reações alérgicas. Outra vantagem do titânio e de suas ligas é o menor módulo de elasticidade

(rigidez), mais próximo do osso humano do que o do aço inoxidável. Uma das ligas mais utilizadas para a fabricação de implantes é a liga Ti-6Al-4V, que, entretanto, devidAo ao seu elevado teor de vanádio, elemento pouco biocompatível, pode ser substituída por outras ligas como a liga Ti6Al-7Nb e, até mesmo, as chamadas ligas beta [4].
Processos de Fabricação - Conformação Mecânica
Conformação Mecânica
Antes de ser submetido aos processos de conformação mecânica, o titânio passa pelas seguintes etapas de fabricação: 1- Redução do minério (óxido) de titânio a uma forma porosa de titânio metálico conhecida como “esponja”; 2 – Fusão da esponja ou da esponja conjuntamente com uma liga-mãe para formar um lingote; 3 – Fabricação primária, na qual os lingotes são convertidos em produtos conformados semi-elaborados (laminados ou submetidos a outros processos de conformação mecânica); 4 – Fabricação secundária de produtos com forma definida a partir dos semi-elaborados. Em cada uma destas etapas, as propriedades físicas e mecânicas do titânio na forma final pode ser afetada por um dentre alguns fatores, ou por uma combinação desses fatores. Entre os mais importantes estão: 1 – Teores de elementos de liga específicos e impurezas; 2 – Tipo de processo de fusão utilizado para fundir o lingote; 3 – Método de trabalho mecânico usado para trabalhar mecanicamente lingotes em produtos conformados semi-elaborados; 4 – Fabricação ou tratamento térmico, etapa final do processo de produção. Como as propriedades do titânio são muito influenciadas pelo processamento, deve haver um rigoroso controle das condições de processamento. Simultaneamente, esta mesma característica torna o titânio um material muito adequado para vários tipos de aplicação, com relativamente poucas variações de tipos de titânio comercialmente puro e ligas de titânio. Ao variar o processamento térmico, mecânico ou termomecânico pode ser obtida uma grande variedade de propriedades neste material. O controle da matéria-prima é extremamente importante na produção de titânio se suas ligas porque existem alguns elementos que mesmo em teores muito baixos já provocam efeitos significativos e indesejáveis nas propriedades do produto final. As matérias-primas mais freqüentemente usadas na produção do titânio e de suas ligas são: 1 – Titânio na forma de esponja metálica; 2 – Elementos de liga; 3 – Sucata de titânio refundida. Cada um desses tipos de materiais será abordado logo a seguir.
Esponja de Titânio
A esponja de titânio deve atender especificações rigorosas de modo a assegurar o controle da composição química do lingote. O mais importante de tudo é a ausência de partículas duras, frágeis e refratárias de dióxido de titânio, nitreto de titânio ou partículas complexas de oxinitretos de titânio, que se forem retidas e mantidas nas operações subseqüentes de fusão, podem atuar como sítios preferenciais para a nucleação de trincas no produto final. Carbono, oxigênio, nitrogênio, silício e ferro são comumente encontrados como elementos residuais na esponja de titânio. Estes elementos devem ser mantidos em teores muito baixos, porque, embora aumentem a resistência mecânica, reduzem a dutilidade do produto final. A esponja de titânio é fabricada a partir da cloretação do minério rutílico, seguindo-se a redução do tetracloreto de titânio resultante (TiCl4) com sódio ou magnésio metálicos. A esponja reduzida por sódio pode ser lixiviada com ácido para a remoção do subproduto cloreto de sódio (NaCl) resultante da redução. A esponja reduzida por magnésio pode ser lixiviada, percolada por gás inerte ou destilada em vácuo para

remover o excesso do subproduto cloreto de magnésio (MgCl2). A destilação em vácuo resulta em menores teores residuais de magnésio, hidrogênio e cloro, mas eleva o custo de fabricação. Modernas técnicas de fundição removem substâncias voláteis da esponja, de modo que lingotes de alta qualidade podem ser produzidos, independentemente do tipo de método usado para a produção da esponja.
Elementos de Liga
A pureza dos elementos de liga adicionados ao titânio durante a fusão é tão importante quanto a pureza da esponja de titânio numa etapa anterior, e deve ser controlada com o mesmo grau de rigor para evitar a presença de elementos residuais indesejáveis, especialmente os que podem contaminar a matriz de titânio ao se formarem a partir do material refratário do forno ou de inclusões de alta densidade. Basicamente, os teores de oxigênio e de ferro determinam os níveis de resistência mecânica do titânio comercialmente puro (graus 1, 2, 3 e 4 da ASTM), e também as diferenças de propriedades mecânicas entre os graus de extra baixo nível de intersticiais (no inglês “extra low interstitial” abreviado pela sigla ELI) e graus padrões de ligas de titânio. No caso dos graus de maior resistência mecânica o oxigênio e o ferro são adicionados intencionalmente (em relação aos níveis residuais) à esponja de titânio com o objetivo de aumentar significativamente a resistência mecânica. Por outro lado, elementos como carbono e nitrogênio são mantidos em níveis residuais os mais baixos possíveis, de modo a evitar a fragilização do material.
Sucata Reciclada como Matéria-prima
A adição de sucata como matéria-prima torna a produção de lingotes de titânio mais econômica do que seria com a fusão de sucata somente. Se controlada dentro de níveis adequados, a adição de sucata é totalmente aceitável e pode ser feita mesmo na produção de materiais usados em aplicações críticas, como, por exemplo, componentes rotativos de motores a jato. Todos os tipos de sucata podem ser refundidos, porém antes de ser utilizada toda sucata deve ser submetida a operações de limpeza e classificação de composição química. Durante a etapa de limpeza toda camada de óxido superficial deve ser removida, pois a adição de óxido de titânio ao metal fundido pode gerar inclusões refratárias ou porosidade excessiva no lingote. A usinagem de sucata para remover essa camda de óxido, geralmente realizada com ferramentas à base de carbetos só é aceitável se for possível remover as articulas de carbetos que aderem à sucata, pois, caso contrário, podem se formar inclusões duras e fragilizantes de carbetos no metal. A segregação indesejável proveniente da sucata produziria ligas com composição química fora das especificações, podendo prejudicar as propriedades do produto final de titânio ou liga de titânio.
Fabricação Primária
Por esta expressão fabricação primária são designadas todas as operações que têm por finalidade transformar um lingote ou tarugo fundido em produtos semi-elaborados (conformados mecanicamente) como placas, barras, chapas, tiras, perfis extrudados, tubos e arames. Esses produtos semi-elaborados são então utilizados como matéria-prima na fabricação secundária para a produção de componentes estruturais. A fabricação primária é muito importante na determinação das propriedades do produto final, bem como sua microestrutura, principalmente porque muitas operações de fabricação secundária pouco influenciam essas propriedades, com exceção de algumas operações de fabricação secundária como forjamento e laminação de anéis, que provocam alteração tão intensa de dimensões que acabam afetando as propriedades finais.
Desbaste
Geralmente esta etapa inicial do processamento de ligas de titânio no estado sólido ocorre com o material totalmente monofásico no campo beta, embora alguns processos mais modernos empreguem substancial grau de deformação mecânica abaixo da temperatura beta transus para produzir placas com microestrutura refinada.
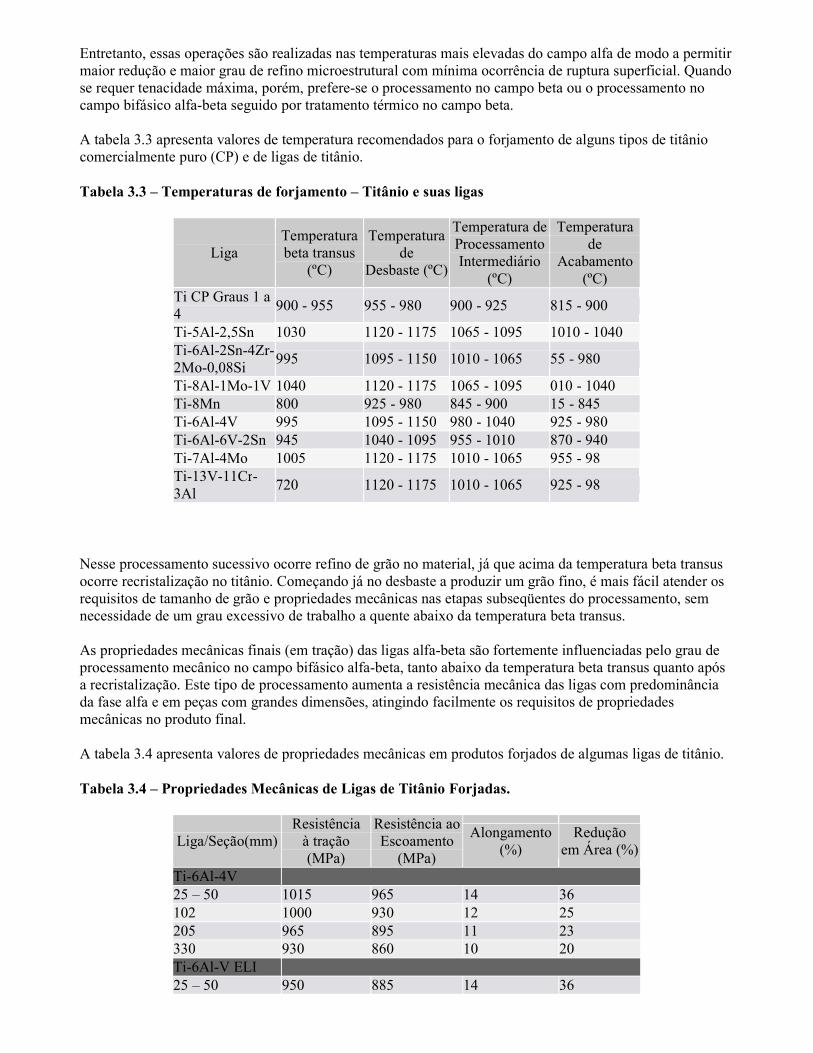
Entretanto, essas operações são realizadas nas temperaturas mais elevadas do campo alfa de modo a permitir maior redução e maior grau de refino microestrutural com mínima ocorrência de ruptura superficial. Quando se requer tenacidade máxima, porém, prefere-se o processamento no campo beta ou o processamento no campo bifásico alfa-beta seguido por tratamento térmico no campo beta. A tabela 3.3 apresenta valores de temperatura recomendados para o forjamento de alguns tipos de titânio comercialmente puro (CP) e de ligas de titânio. Tabela 3.3 – Temperaturas de forjamento – Titânio e suas ligas
Liga Temperatura beta transus
(ºC)
Temperatura de
Desbaste (ºC)
Temperatura de Processamento Intermediário
(ºC)
Temperatura de
Acabamento (ºC)
Ti CP Graus 1 a 4
900 - 955 955 - 980 900 - 925 815 - 900
Ti-5Al-2,5Sn 1030 1120 - 1175 1065 - 1095 1010 - 1040 Ti-6Al-2Sn-4Zr-2Mo-0,08Si
995 1095 - 1150 1010 - 1065 55 - 980
Ti-8Al-1Mo-1V 1040 1120 - 1175 1065 - 1095 010 - 1040 Ti-8Mn 800 925 - 980 845 - 900 15 - 845 Ti-6Al-4V 995 1095 - 1150 980 - 1040 925 - 980 Ti-6Al-6V-2Sn 945 1040 - 1095 955 - 1010 870 - 940 Ti-7Al-4Mo 1005 1120 - 1175 1010 - 1065 955 - 98 Ti-13V-11Cr-3Al
720 1120 - 1175 1010 - 1065 925 - 98
Nesse processamento sucessivo ocorre refino de grão no material, já que acima da temperatura beta transus ocorre recristalização no titânio. Começando já no desbaste a produzir um grão fino, é mais fácil atender os requisitos de tamanho de grão e propriedades mecânicas nas etapas subseqüentes do processamento, sem necessidade de um grau excessivo de trabalho a quente abaixo da temperatura beta transus. As propriedades mecânicas finais (em tração) das ligas alfa-beta são fortemente influenciadas pelo grau de processamento mecânico no campo bifásico alfa-beta, tanto abaixo da temperatura beta transus quanto após a recristalização. Este tipo de processamento aumenta a resistência mecânica das ligas com predominância da fase alfa e em peças com grandes dimensões, atingindo facilmente os requisitos de propriedades mecânicas no produto final. A tabela 3.4 apresenta valores de propriedades mecânicas em produtos forjados de algumas ligas de titânio. Tabela 3.4 – Propriedades Mecânicas de Ligas de Titânio Forjadas.
Liga/Seção(mm) Resistência à tração (MPa)
Resistência ao Escoamento
(MPa)
Alongamento (%)
Redução em Área (%)
Ti-6Al-4V 25 – 50 1015 965 14 36 102 1000 930 12 25 205 965 895 11 23 330 930 860 10 20 Ti-6Al-V ELI 25 – 50 950 885 14 36

102 885 827 12 28 205 885 820 10 27 330 870 795 10 22 Ti-6Al-6V-2Sn 25 – 50 1105 1038 15 40 102 1070 965 13 38 205 1000 930 12 23 Ti-8Al-1Mo-1V 25 – 50 985 905 15 36 102 910 840 17 38 205 1000 895 12 23 Ti-6Al-2Sn-4Zr-2Mo+Si
25 – 50 1000 930 14 33 102 1000 930 12 30 205 1038 940 12 28 330 1000 825 11 21
Laminação de Barras, Placas e Chapas
A laminação a quente, de desbaste e de acabamento, de barras, placas e chapas atualmente é um tipo de operação padronizada, embora equipamentos especiais de laminação e equipamentos auxiliares sejam instalados pelos grandes produtores de titânio para permitir um rigoroso controle de todas as operações de laminação. Os processos de laminação de cada fabricante se constituem em processos específicos e protegidos no que se refere aos seus detalhes de operação, porém como os produtos resultantes devem atingir propriedades especificadas em normas, há um elevado grau de similaridade entre os processos de produção dos diferentes fabricantes. A tabela 3.5 mostra faixas de temperaturas utilizadas para a laminação a quente de titânio e suas ligas com o objetivo de atingir tamanhos de grãos especificados. Tabela 3.5 – Temperaturas de Laminação a Quente de Titânio e suas Ligas
Liga Barra – T (ºC) Placa – T (ºC) Chapa - T (ºC)
Ti CP Graus 1 a 4 760 – 815 760 – 790 705 – 760 Ti-5Al-2,5Sn 1010 – 1065 980 – 1040 980 – 1010 Ti-6Al-2Sn-4Zr-2Mo
955 – 1010 955 – 980 925 – 980
Ti-8Al-1Mo-1V 1010 – 1040 980 – 1040 980 – 1040 Ti-8Mn ------ 705 – 760 705 – 760 Ti-4Al-3Mo-1V 925 – 955 900 – 925 900 – 925 Ti-6Al-4V 955 – 1010 925 – 980 900 – 925 Ti-6Al-6V-2Sn 900 – 955 870 – 925 870 – 900 Ti-7Al-4Mo 955 – 1010 925 – 955 925 – 955 Ti-13V-11Cr-3Al 955 - 1065 980 - 1040 730 - 900
Barras de até 95 mm de diâmetro são laminadas unidirecionalmente, e suas propriedades geralmente refletem a redução total no campo bifásico alfa-beta. Por exemplo, uma barra redonda com diâmetro de 50 mm laminada a partir de um tarugo de liga Ti-6Al-4V com 95 mm quadrados me geral apresenta resistência à tração inferior em 140 a 170 MPa à de um vergalhão com 7,8 mm de diâmetro laminado a partir de um
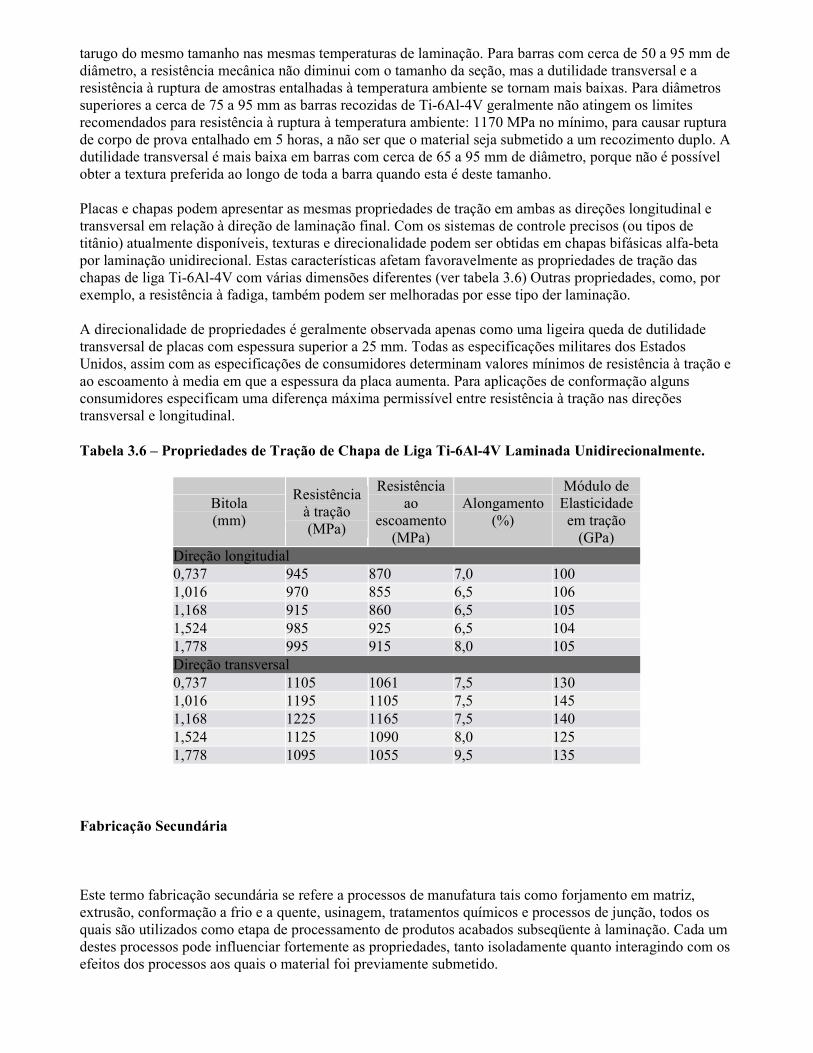
tarugo do mesmo tamanho nas mesmas temperaturas de laminação. Para barras com cerca de 50 a 95 mm de diâmetro, a resistência mecânica não diminui com o tamanho da seção, mas a dutilidade transversal e a resistência à ruptura de amostras entalhadas à temperatura ambiente se tornam mais baixas. Para diâmetros superiores a cerca de 75 a 95 mm as barras recozidas de Ti-6Al-4V geralmente não atingem os limites recomendados para resistência à ruptura à temperatura ambiente: 1170 MPa no mínimo, para causar ruptura de corpo de prova entalhado em 5 horas, a não ser que o material seja submetido a um recozimento duplo. A dutilidade transversal é mais baixa em barras com cerca de 65 a 95 mm de diâmetro, porque não é possível obter a textura preferida ao longo de toda a barra quando esta é deste tamanho. Placas e chapas podem apresentar as mesmas propriedades de tração em ambas as direções longitudinal e transversal em relação à direção de laminação final. Com os sistemas de controle precisos (ou tipos de titânio) atualmente disponíveis, texturas e direcionalidade podem ser obtidas em chapas bifásicas alfa-beta por laminação unidirecional. Estas características afetam favoravelmente as propriedades de tração das chapas de liga Ti-6Al-4V com várias dimensões diferentes (ver tabela 3.6) Outras propriedades, como, por exemplo, a resistência à fadiga, também podem ser melhoradas por esse tipo der laminação. A direcionalidade de propriedades é geralmente observada apenas como uma ligeira queda de dutilidade transversal de placas com espessura superior a 25 mm. Todas as especificações militares dos Estados Unidos, assim com as especificações de consumidores determinam valores mínimos de resistência à tração e ao escoamento à media em que a espessura da placa aumenta. Para aplicações de conformação alguns consumidores especificam uma diferença máxima permissível entre resistência à tração nas direções transversal e longitudinal.
Tabela 3.6 – Propriedades de Tração de Chapa de Liga Ti-6Al-4V Laminada Unidirecionalmente.
Bitola (mm)
Resistência à tração (MPa)
Resistência ao
escoamento (MPa)
Alongamento (%)
Módulo de Elasticidade em tração (GPa)
Direção longitudial 0,737 945 870 7,0 100 1,016 970 855 6,5 106 1,168 915 860 6,5 105 1,524 985 925 6,5 104 1,778 995 915 8,0 105 Direção transversal 0,737 1105 1061 7,5 130 1,016 1195 1105 7,5 145 1,168 1225 1165 7,5 140 1,524 1125 1090 8,0 125 1,778 1095 1055 9,5 135
Fabricação Secundária
Este termo fabricação secundária se refere a processos de manufatura tais como forjamento em matriz, extrusão, conformação a frio e a quente, usinagem, tratamentos químicos e processos de junção, todos os quais são utilizados como etapa de processamento de produtos acabados subseqüente à laminação. Cada um destes processos pode influenciar fortemente as propriedades, tanto isoladamente quanto interagindo com os efeitos dos processos aos quais o material foi previamente submetido.
Forjamento em Matriz
Um dos principais objetivos do forjamento em matriz, além do controle da forma da peça forjada, é obter uma combinação de propriedades mecânicas que geralmente não é possível obter em barras e tarugos. Resistência à tração, à fluência e à fadiga e tenacidade podem ser melhores em produtos forjados do que em produtos submetidos a outros tipos de processamento. O forjamento é um método comum para fabricar produtos trabalhados de titânio e suas ligas. As seqüências de forjamento e o tratamento térmico subseqüente podem ser utilizados para o controle da microestrutura e das propriedades resultantes no produto final, ou seja, o forjamento é algo mais do que um simples processo de conformação mecânica. O segredo para se alcançar um forjamento bem sucedido é a temperatura beta transus Quanto mais alta a temperatura no campo bifásico alfa-beta, maior a quantidade de fase beta disponível para se transformar durante o resfriamento. Ao ser realizado o resfriamento rápido (têmpera) a partir de uma temperatura superior à beta transus, forma-se uma microestrutura acicular. A forma exata da fase alfa globular (equiaxial) e da fase beta transformada produzidas pelo processamento dependem do local exato da temperatura beta transus, que varia de batelada para batelada de produção de uma determinada liga, e também da natureza e do grau deformação introduzido no material. O tamanho da seção da peça é importante e o número de operações de trabalho mecânico pode ser significativo. O forjamento convencional pode requerer duas ou três operações, enquanto o forjamento isotérmico pode requerer apenas uma. O tratamento de solubilização permite modificar a microestrutura forjada, enquanto o ciclo de envelhecimento modifica a microestrutura beta transformada em uma dispersão otimizada. O controle da microestrutura é uma condição básica para um processamento bem sucedido das ligas de titânio. Microestruturas indesejáveis, como, por exemplo, fase alfa de contorno de grão, fase alfa alongada, ou do tipo “espaguete” e partículas finas de fase beta, podem interferir no objetivo de se atingir um nível adequado de propriedades mecânicas. Microestruturas desfavoráveis no lingote de titânio podem apresentar efeitos nocivos mesmo no produto forjado. O processamento no campo monofásico beta, apesar de seus efeitos adversos em algumas propriedades mecânicas, pode reduzir os custos do forjamento, ao passo que o forjamento isotérmico oferece um modo de reduzir as pressões de forjamento e/ou melhorar o preenchimento da matriz, principalmente em determinados detalhes da geometria da peça forjada. O forjamento isotérmico no campo beta tem sido crescentemente utilizado na produção de componentes de ligas de titânio que apresentam maior resistência à fluência. O reaquecimento de ligas de titânio do tipo alfa-beta após o trabalho mecânico a quente pode alterar substancialmente a microestrutura. Uma atenção cuidadosa deve ser dispensada ao desenvolvimento da microestrutura durante as etapas de tratamento térmico. Microestruturas superficialmente similares podem não produzir os mesmos níveis de propriedades mecânicas. Tratamentos de solubilização e envelhecimento de microestruturas não trabalhadas ou insuficientemente trabalhadas não resultarão em resistência mecânica e tenacidade otimizadas nas ligas de titânio. As ligas forjadas no campo beta tendem a apresentar uma microestrutura de fase beta transformada ou acicular, enquanto as ligas forjadas no campo bifásico alfa-beta tendem a apresentar uma microestrutura mais equiaxial Uma outra alternativa de forjamento de titânio em matriz envolve o uso de técnicas de forjamento isotérmico (algumas vezes superplástico). O forjamento isotérmico é um processo no qual o material é mantido a uma temperatura essencialmente constante e assim não sofre variações térmicas de aquecimento e resfriamento que ocorrem sucessivas vezes durante o forjamento convencional. No forjamento isotérmico podem ser usadas as mesmas prensas utilizadas no forjamento convencional, embora existam prensas projetas especificamente para esse tipo especial de forjamento. Entretanto, obrigatoriamente existem diferenças marcantes entre as matrizes usadas em cada tipo de processo. O tipo de material utilizado na fabricação de matrizes para forjamento isotérmico é um dos
aspectos mais relevantes nesse tipo de processo. Com o advento de ligas quase beta mais facilmente forjadas do tipo Ti-10V-2Fe-3Al acredita-se que o forjamento isotérmico pode se tornar um processo mais comum para a fabricação de produtos com forma próxima da final (“near net shape”), pelo menos no caso de ligas mais adequadas e com aplicações que justifiquem economicamente o custo deste processo. O conceito de “near net shape” consiste na principal motivação para o emprego do processo de forjamento isotérmico, o que implica, evidentemente, num propósito de reduzir custos de usinagem, além de diminuir a geração de aparas. O forjamento isotérmico no campo beta é um processo tecnicamente viável, embora acarrete altos custos de ferramental e processo em si, que juntamente com falhas catastróficas nas matrizes e outros problemas associados com o processamento em elevadas temperaturas, contribuem para minimizar seu emprego nas ligas convencionais alfa-beta. O forjamento isotérmico pode ser realizado tanto no campo beta quanto no campo alfa-beta e as microestruturas podem ser controladas de modo bastante preciso, fazendo com que a uniformidade de propriedades seja maior do que em material similar produzido pelo forjamento convencional. Embora inicialmente o forjamento convencional tenha sido proposto para o processamento de tarugos, pode ser aplicado a materiais produzidos por metalurgia do pó. De acordo com algumas fontes, o forjamento isotérmico de titânio é um processo já disponível há um certo tempo. À medida em que se reconhece sua capabilidade e ocorre o desenvolvimento de ligas, como também tornam-se mais exigentes os requisitos de propriedades, fabricação e economia, provavelmente crescerá o emprego desta técnica de fabricação.
Extrusão
O processo de extrusão é utilizado como alternativa à laminação de produtos não planos para a fabricação de vergalhões e barras com pequenos diâmetros. As propriedades são afetadas pelas condições de processamento de modo semelhante ao que ocorre no caso de forjamento e de laminação. Entretanto, as propriedades do produto extrudado não são idênticas às dos produtos forjados em matriz. Mesmo quando microestruturas similares são produzidas, o trabalho termomecânico possível em forjamento em matriz aberta ou fechada permite maior controle sobre as propriedades resultantes.
Conformação de Chapas
Chapas e placas de titânio e suas ligas sofrem encruamento (aumento de dureza por deformação mecânica) durante conformação a frio, o que geralmente leva a um aumento de resistência à tração e ao escoamento e provoca uma pequena queda de dutilidade. Em geral, ligas beta são mais facilmente conformadas do que ligas alfa e alfa-beta. Ligas de titânio apresentam alto grau de efeito mola durante a conformação a frio. Para superar esse efeito, torna-se necessária uma deformação plástica intensa, ou, como é feito mais freqüentemente, o processamento a quente após trabalho a frio. A conformação q quente não afeta significativamente as propriedades finais. Quando é realizada entre 595 e 815 ºC, permite que o material seja deformado mais rapidamente e, simultaneamente, alivia as tensões no material deformado. Esse procedimento também minimiza o grau de ocorrência do efeito mola. O efeito resultante final de cada operação de conformação depende da deformação total e da temperatura efetiva durante a conformação. Titânio e suas ligas também apresentam tendência de ocorrência de fluência em altas temperaturas: manter o material sob carga na temperatura de conformação é uma outra maneira de obter a forma final desejada sem ter que compensar um acentuado efeito mola. Em todos os tipos de operação de conformação o titânio e suas ligas estão sujeitos ao efeito Bauschinger, que consiste numa queda na resistência ao escoamento acompanhada por um aumento na resistência à tração em outra direção devido ao encruamento. O efeito Bauschinger é mais acentuado à temperatura ambiente: a deformação plástica em níveis de 1 a 5 % em tração à temperatura ambiente sempre introduz uma perda

significativa de resistência ao escoamento em compressão, independentemente do tratamento térmico inicial ou da resistência mecânica das ligas. Para uma deformação de 0,2 % em tração, por exemplo, a resistência ao escoamento em compressão das ligas Ti-4Al-3Mo-1V e Ti-6Al-4V cai a menos da metade do valor do mesmo material solubilizado. O aumento da temperatura reduz o efeito Bauschinger e tratamentos térmicos de alívio de tensões completos eliminam esse tipo de efeito. Temperaturas tão baixas quanto as temperaturas de envelhecimento eliminam a maior parte do efeito Bauschinger nas ligas de titânio solubilizadas. O aquecimento ou a deformação plástica em temperaturas superiores às temperaturas usuais de envelhecimento para a liga Ti-6Al-4V solubilizada provoca superenvelhecimento, e, conseqüentemente, queda de propriedades mecânicas [2].

Tratamentos Térmicos
As ligas de titânio são termicamente tratadas com os seguintes propósitos: a) Reduzir as tensões residuais desenvolvidas durante a fabricação, tratamento popularmente conhecido como alívio de tensões; b) Resultar numa adequada combinação de dutilidade, usinabilidade, estabilidade dimensional e estrutural (especialmente no caso de ligas alfa-beta processadas em condições que não favorecem boa combinação de propriedades mecânicas), tratamento denominado recozimento; c) Aumentar a resistência mecânica por solubilização e envelhecimento (endurecimento por precipitação) ; d) Otimizar certas propriedades especiais como tenacidade á fratura, resistência á fadiga e à fluência, neste caso em elevadas temperaturas.
A resposta do titânio e de suas ligas ao tratamento térmico depende da composição química do material bem como da presença das diferentes microestruturas (fases alfa, beta ou alfa-beta). As liga alfa e quase alfa podem ser submetida a tratamento de alívio de tensões, porém elevada resistência mecânica não pode ser obtida com este tipo de tratamento. Algumas das ligas quase alfa, como por exemplo, a liga Ti-8Al-1Mo-1V, podem ser solubilizadas e envelhecidas de modo a se obter dureza máxima. Este tipo de tratamento também pode ser utilizado em ligas alfa-beta para a obtenção de dureza máxima. Em ligas comerciais beta metaestáveis tratamentos térmicos de alívio de tensões e de envelhecimento podem ser combinados e também recozimento e solubilização podem ser operações idênticas. Nem todos os tipos de tratamentos térmicos são aplicáveis a todas as ligas de titânio, pois elas são projetadas para diferentes tipos de aplicações, umas para elevada resistência mecânica em peças pesadas (Ti-5Al-2Sn-2Zr-4Mo-4Cr, a chamada Ti-17 e a Ti-6Al-2Sn-4Zr-6Mo), outras para resistência à fluência (Ti-6Al-2Sn-4Zr-2Mo), outras para resistência à corrosão sob tensão em soluções salinas aquosas e para alta tenacidade à fratura (Ti-6Al-2Nb-1Ta-1Mo e Ti-6Al-4V-ELI), para soldabilidade (Ti-5Al-2,5Sn) e para alta resistência mecânica em temperaturas de moderadas para baixas (Ti-6al-6V-2Sn, Ti-6Al-4V e Ti-10V-2Fe-3Al). Os ciclos térmicos efetivamente aplicados para cada liga podem variar. Qualquer tratamento térmico em temperaturas da ordem de 427 ºC deve prover ao titânio a formação de uma atmosfera protetora que evita a absorção de oxigênio ou nitrogênio e a formação de camadas de óxidos indesejáveis.
Alívio de Tensões
O titânio e suas ligas podem ser submetidos a tratamentos térmicos de alívio de tensões sem efeitos adversos à resistência mecânica e à dutilidade. Esse tipo de tratamento reduz as tensões residuais indesejáveis que resultam de: a) Deformação não uniforme de forjamento a partir da conformação a frio e endireitamento; b) Usinagem assimétrica de placas ou peças forjadas; c) Soldagem de artigos fundidos ou trabalhados e resfriamento de peças fundidas. A remoção dessas tensões ajuda a manter a estabilidade de forma e elimina condições desfavoráveis como a perda de resistência ao escoamento em compressão, comumente conhecida como efeito Bauschinger. O alívio de tensões pode ser incorporado a outros tipos de tratamentos térmicos, como o recozimento, por exemplo. O envelhecimento também pode aliviar tensões residuais. A tabela 4.1 apresenta combinações de temperatura e tempo usados para alívio de tensões de titânio e suas ligas. As faixas de valores, tanto para temperaturas quanto para tempos, indicam que mais de uma combinação pode produzir resultados satisfatórios. Em geral, para um efetivo alívio de tensões, utiliza-se temperaturas elevadas em tempos curtos, e temperaturas mais baixas em tempos mais longos. Durante o alívio de tensões de ligas de titânio solubilizadas e envelhecidas deve ser tomado cuidado para evitar o superenvelhecimento, que reduziria a resistência mecânica. Geralmente este fato induz a seleção de uma combinação de temperatura e tempo que promove apenas alívio parcial de tensões. Estruturas montadas devem ser colocadas dentro do forno na temperatura e tempo selecionados para o alívio de tensões. Se o

componente está montado numa estrutura grande, um termopar deve ser colocado na maior peça da estrutura.
Tabela 4.1 - Temperaturas e tempos de Tratamentos Térmicos de Alívio de Tensões de Titânio e suas Ligas.
Liga Temperatura (ºC)
Tempo (h)
Ti Comercialmente Puro (Todos os Graus)
480 - 595 1/4 - 4
Ti-5Al-2,5Sn 540 – 650 1/4 – 4 Ti-8Al-1Mo-1V 595 – 705 1/4 – 4 Ti-6Al-2Sn-4Zr-2Mo 595 – 705 1/4 - 4 Ti-6Al-2Nb-1Ta-0,8Mo 595 – 650 1/4 – 2 Ti-0,3Mo-0,8Ni 480 – 595 1/4 - 4 Ti-6Al-4V 480 – 650 1 - 4 Ti-6Al-6V-2Sn (Cu+Fe) 480 – 650 1 - 4 Ti-3Al-2,5V 540 – 650 1/2- 2 Ti-6Al-2Sn-4Zr-6Mo 595 – 705 1/4- 4 Ti-5Al-2Sn-4Mo-2Zr-4Cr (Ti-17) 480 – 650 1 – 4 Ti-7Al-4Mo 480 – 705 1 - 8 Ti-6Al-2Sn-2Zr-2Mo-2Cr-0,25Si 480 – 650 1 – 4 Ti-8Mn 480 – 595 1/4- 2 Ti-13V-11Cr-3Al 705 – 730 1/12- 1/4 Ti-11,5Mo-6Zr-4,5Sn (Beta III) 720 – 730 1/12- 1/4 Ti-3Al-8V-6Cr-4Zr-4Mo (Beta C) 705 – 760 1/6- 1/2 Ti-10V-2Fe-3Al 675 – 705 1/2- 2 Ti-15V-3Al-3Cr-3Sn 790 - 815 1/12- 1/4
A taxa de resfriamento a partir da temperatura de alívio de tensões não é crítica. Por outro lado, a uniformidade de resfriamento é crítica, particularmente no intervalo de temperaturas entre 480 e 315 ºC. Não devem se usados água e óleo como meios de têmpera (resfriamento acelerado), porque isso pode causar tensões residuais induzidas por resfriamento desigual. Tanto o resfriamento ao ar como o resfriamento em forno são aceitáveis para esses materiais. Tratamentos térmicos de alívio de tensões devem se basear na resposta da liga que está sendo tratada. De um modo geral isso envolve a manutenção de uma temperatura suficientemente alta para aliviar as tensões, porém sem causar precipitação indesejável, induzida ou não por deformação, em ligas alfa-beta e beta, ou sem produzir recristalização indesejável nas ligas monofásicas, que dependem do encruamento para atingir resistência mecânica satisfatória. O alívio de tensões das ligas alfa-beta mais concentradas, e das ligas beta, deve ser feito com uma exposição térmica compatível com os processos de recozimento, solubilização, estabilização ou envelhecimento. Não existem métodos de ensaios não destrutivos alternativos para medir a eficiência de um ciclo térmico de alívio de tensões como a medição direta de tensões residuais por difração de raios X. Nenhuma modificação microestrutural significativa, causada pelo tratamento de alívio de tensões, pode ser detectada por microscopia ótica. As temperaturas usadas para o alívio de tensões de soldas complexas de ligas alfa e alfa-beta devem estar próximas aos valores mais elevados mostrados na tabela 4.1. Soldas complexas podem se definidas como aquelas que apresentam múltiplos passes em configurações complexas, possivelmente envolvendo combinações de processos de soldagem manuais e automatizados. No caso de soldagem complexa de titânio

comercialmente puro, liga Ti-5Al-2,5Sn ou Ti-6Al-4V, mais de 70 % das tensões residuais são aliviadas durante a primeira hora de tratamento na temperatura especificada. Por outro lado, soldas simples de titânio comercialmente puro são utilizadas sem alívio de tensões posterior.
Recozimento
Generalidades
O termo “recozimento” é bastante genérico e deste modo às vezes é aplicado no caso de solubilização, assim como no caso de recozimento para recristalização, geralmente após operações de conformação mecânica. Até mesmo o alívio de tensões por vezes é denominado recozimento para alívio de tensões. Por este motivo, neste texto será utilizado o termo recozimento de processo, encurtado para recozimento, para designar os tratamentos térmicos que têm por objetivo aumentar a tenacidade, a dutilidade à temperatura ambiente, e a estabilidade térmica e dimensional, e, em alguns casos, a resistência à fluência. Como os tratamentos de recozimento de processo são menos controlados que os tratamentos de solubilização e envelhecimento, apresentam maior variabilidade de resultados. Muitas ligas de titânio são colocadas em serviço na condição recozida. Como todo tratamento térmico, ao melhorar uma determinada propriedade, prejudica outra, o ciclo térmico de recozimento deve ser definido em função do objetivo do tratamento. Os tipos de recozimento de processo mais comuns são: a) Recozimento de laminação; b) Recozimento de recristalização; c) Recozimento para obtenção de fase beta. De vez em quando podem ser realizados recozimentos múltiplos, geralmente denominados recozimentos duplex e triplex. Esse tipo de tratamento é freqüentemente usado em conjunção com a solubilização e o envelhecimento. Em geral o recozimento duplex não ocorre no contexto do recozimento de processo. O recozimento de laminação é um tratamento geral aplicado a todos os tipos de produtos laminados. Não é um recozimento pleno e pode deixar traços de microestrutura trabalhada a frio ou a quente em produtos severamente deformados, como por exemplo, chapas. Tratamentos de recozimento para recristalização são utilizados para aumento de tenacidade. Neste caso, a liga é aquecida nas temperaturas mais elevadas do campo bifásico alfa-beta e mantida nestas temperaturas por algum tempo, até ser resfriada muito lentamente. O recozimento para obtenção de fase beta envolve um resfriamento lento a partir de temperaturas acima da temperatura beta transus da liga que está sendo recozida. Alguns tratamentos térmicos representativos de titânio e suas ligas são apresentados na tabela 4.2.
Tabela 4.2 - Tratamentos de Recozimento Selecionados para Titânio e suas Ligas
Liga Temperatura (ºC)
Tempo (h)
Meio de Resfriamento
Ti Comercialmente Puro (Todos os Graus)
650 - 760 1/10 - 2 Ar
Ti-5Al-2,5Sn 720 – 845 1/6 – 4 Ar Ti-8Al-1Mo-1V 790 1 – 8 Ar ou forno Ti-6Al-2Sn-4Zr-2Mo 900 1/2 - 1 Ar Ti-6Al-2Nb-1Ta-0,8Mo 790 – 900 1 – 4 Ar Ti-6Al-4V 705 – 790 1 – 4 Ar ou forno Ti-6Al-6V-2Sn (Cu + Fe)
705 – 815 3/4- 4 Ar ou forno
Ti-3Al-2,5V 650 – 750 1/2 - 2 Ar Ti-6Al-2Sn-4Zr-6Mo Geralmente
não recozido Geralmente não recozido
Geralmente não recozido
Ti-5Al-2Sn-4Mo -2Zr-4Cr (Ti-17)
Geralmente não recozido
Geralmente não recozido
Geralmente não recozido
Ti-7Al-4Mo 705 – 790 1 – 8 Ar

Ti-6Al-2Sn-2Zr- 2Mo-2Cr-0, 25Si
705 – 815 1 – 2 Ar
Ti-8Mn 650 – 760 1/2 - 1 Forno até 540º e depois ar
Ti-13V-11Cr-3Al 705 – 790 1/6 – 1 Ar ou água Ti-11,5Mo-6Zr-4,5Sn (Beta III)
690 – 760 1/6 – 1 Ar ou água
Ti-3Al-8V-Cr-4Zr-4Mo (Beta C)
790 – 815 1/4- 1 Ar ou água
Ti-10V-2Fe-3Al Geralmente não recozido
Geralmente não recozido
Geralmente não recozido
Ti-15V-3Al-3Cr-3Sn 790 - 815 1/12 – 1/4 Ar
O endireitamento, o ajuste de tamanho e o achatamento podem ser combinados com o recozimento (ou alívio de tensões) através do uso de equipamentos adequados. As peças, separadas ou agrupadas, podem ser carregadas diretamente no forno que opera à temperatura de recozimento. Tanto o resfriamento ao ar quanto o resfriamento no forno podem ser usados, porém os resultados, em termos de níveis de propriedades mecânicas, serão diferentes para cada método de resfriamento. Se a distorção da peça for um problema considerável, a taxa de resfriamento deverá ser reduzida.
Estabilidade
Nas ligas de titânio alfa-beta a estabilidade térmica é função das transformações na fase beta. Durante resfriamento a partir da temperatura de recozimento, a fase beta pode se transformar, e, sob certas condições, pode formar a fase intermediária frágil conhecida como omega. Sendo assim, um tratamento térmico de recozimento para estabilização é recomendado para produzir fase beta estável, capaz de resistir a futuras transformações quando o material é exposto às elevadas temperaturas de serviço. As ligas alfa-beta possuem fração de fase beta relativamente baixa, como é o caso da liga Ti-6Al-4V, por exemplo, e podem ser resfriadas ao ar a partir da tempera de recozimento, sem prejudicar sua estabilidade. O resfriamento muito lento em forno pode promover a formação da fase Ti3Al, a qual pode reduzir a resistência à corrosão sob tensão. No caso de ligas que são solubilizadas e envelhecidas, o tratamento de envelhecimento pode ser visto, em alguns casos, como um tratamento térmico de estabilização.
Endireitamento durante Recozimento
Pode ser difícil evitar, durante o recozimento, o surgimento de distorções de peças com espessuras muito finas e estreitas tolerâncias dimensionais. O endireitamento de uma barra para atingir esses requisitos de tolerâncias dimensionais, juntamente com o achatamento da chapa, acarreta problemas complicados para os fabricantes de produtos de titânio e suas ligas. Por causa do efeito mola, e da resistência ao endireitamento à temperatura ambiente, é necessário realizar a conformação mecânica em elevadas temperaturas. Nas temperaturas de recozimento, muitas ligas de titânio apresentam resistência à fluência baixa o suficiente para permitir o endireitamento durante o recozimento. Com equipamentos adequados, e, em alguns casos, pesagem cuidadosa, chapas e peças forjadas de pequena espessura podem ser endireitadas com resultados satisfatórios. Novamente, a uniformidade de resfriamento abaixo de 315 ºC pode melhorar os resultados. Vários equipamentos e técnicas de processamento já foram, propostos para recozer o titânio de modo a resultar num produto plano. O “achatamento por fluência” e o achatamento por fluência em vácuo” são duas dessas técnicas. O achatamento por fluência consiste em aquecer a chapa de titânio entre duas chapas planas e limpas de aço num forno contendo uma atmosfera inerte ou oxidante. O achatamento por fluência em vácuo é utilizado para produzir placas planas isentas de tensões para usinagem subseqüente. A placa é colocada num suporte cerâmico grande e plano, que possui unidades de aquecimento elétrico.
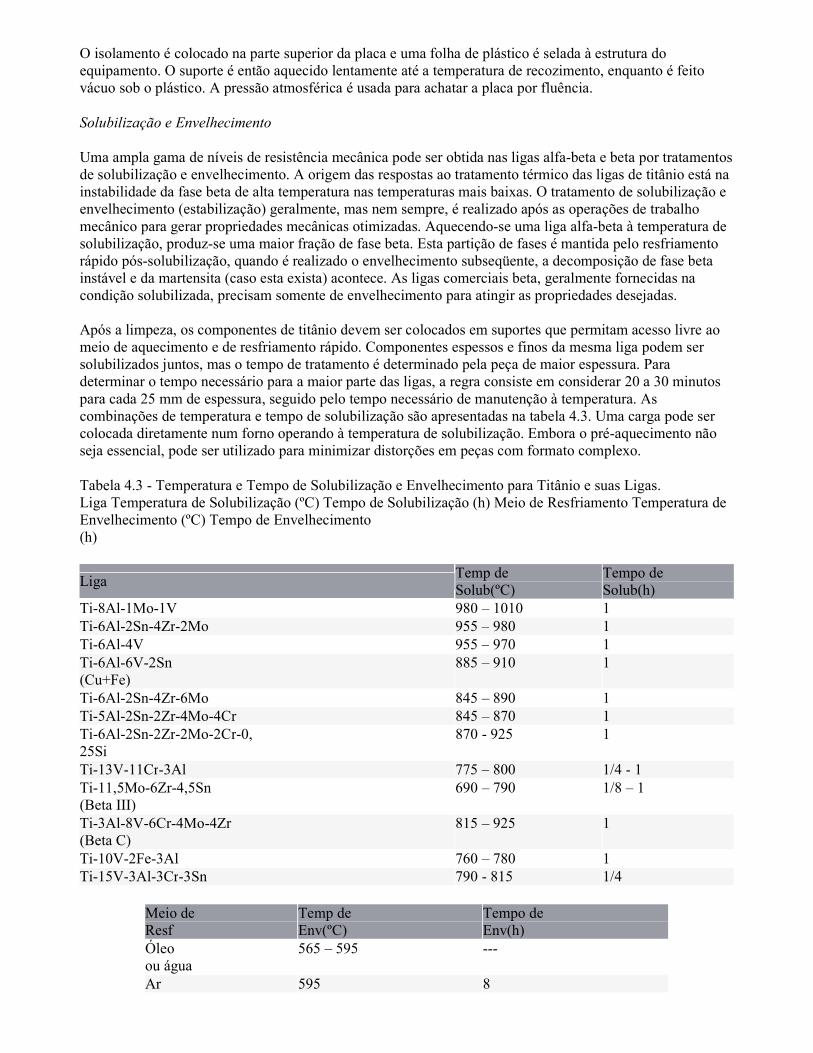
O isolamento é colocado na parte superior da placa e uma folha de plástico é selada à estrutura do equipamento. O suporte é então aquecido lentamente até a temperatura de recozimento, enquanto é feito vácuo sob o plástico. A pressão atmosférica é usada para achatar a placa por fluência.
Solubilização e Envelhecimento
Uma ampla gama de níveis de resistência mecânica pode ser obtida nas ligas alfa-beta e beta por tratamentos de solubilização e envelhecimento. A origem das respostas ao tratamento térmico das ligas de titânio está na instabilidade da fase beta de alta temperatura nas temperaturas mais baixas. O tratamento de solubilização e envelhecimento (estabilização) geralmente, mas nem sempre, é realizado após as operações de trabalho mecânico para gerar propriedades mecânicas otimizadas. Aquecendo-se uma liga alfa-beta à temperatura de solubilização, produz-se uma maior fração de fase beta. Esta partição de fases é mantida pelo resfriamento rápido pós-solubilização, quando é realizado o envelhecimento subseqüente, a decomposição de fase beta instável e da martensita (caso esta exista) acontece. As ligas comerciais beta, geralmente fornecidas na condição solubilizada, precisam somente de envelhecimento para atingir as propriedades desejadas. Após a limpeza, os componentes de titânio devem ser colocados em suportes que permitam acesso livre ao meio de aquecimento e de resfriamento rápido. Componentes espessos e finos da mesma liga podem ser solubilizados juntos, mas o tempo de tratamento é determinado pela peça de maior espessura. Para determinar o tempo necessário para a maior parte das ligas, a regra consiste em considerar 20 a 30 minutos para cada 25 mm de espessura, seguido pelo tempo necessário de manutenção à temperatura. As combinações de temperatura e tempo de solubilização são apresentadas na tabela 4.3. Uma carga pode ser colocada diretamente num forno operando à temperatura de solubilização. Embora o pré-aquecimento não seja essencial, pode ser utilizado para minimizar distorções em peças com formato complexo.
Tabela 4.3 - Temperatura e Tempo de Solubilização e Envelhecimento para Titânio e suas Ligas. Liga Temperatura de Solubilização (ºC) Tempo de Solubilização (h) Meio de Resfriamento Temperatura de Envelhecimento (ºC) Tempo de Envelhecimento (h)
Liga Temp de Solub(ºC)
Tempo de Solub(h)
Ti-8Al-1Mo-1V 980 – 1010 1 Ti-6Al-2Sn-4Zr-2Mo 955 – 980 1 Ti-6Al-4V 955 – 970 1 Ti-6Al-6V-2Sn (Cu+Fe)
885 – 910 1
Ti-6Al-2Sn-4Zr-6Mo 845 – 890 1 Ti-5Al-2Sn-2Zr-4Mo-4Cr 845 – 870 1 Ti-6Al-2Sn-2Zr-2Mo-2Cr-0, 25Si
870 - 925 1
Ti-13V-11Cr-3Al 775 – 800 1/4 - 1 Ti-11,5Mo-6Zr-4,5Sn (Beta III)
690 – 790 1/8 – 1
Ti-3Al-8V-6Cr-4Mo-4Zr (Beta C)
815 – 925 1
Ti-10V-2Fe-3Al 760 – 780 1 Ti-15V-3Al-3Cr-3Sn 790 - 815 1/4
Meio de Resf
Temp de Env(ºC)
Tempo de Env(h)
Óleo ou água
565 – 595 ---
Ar 595 8
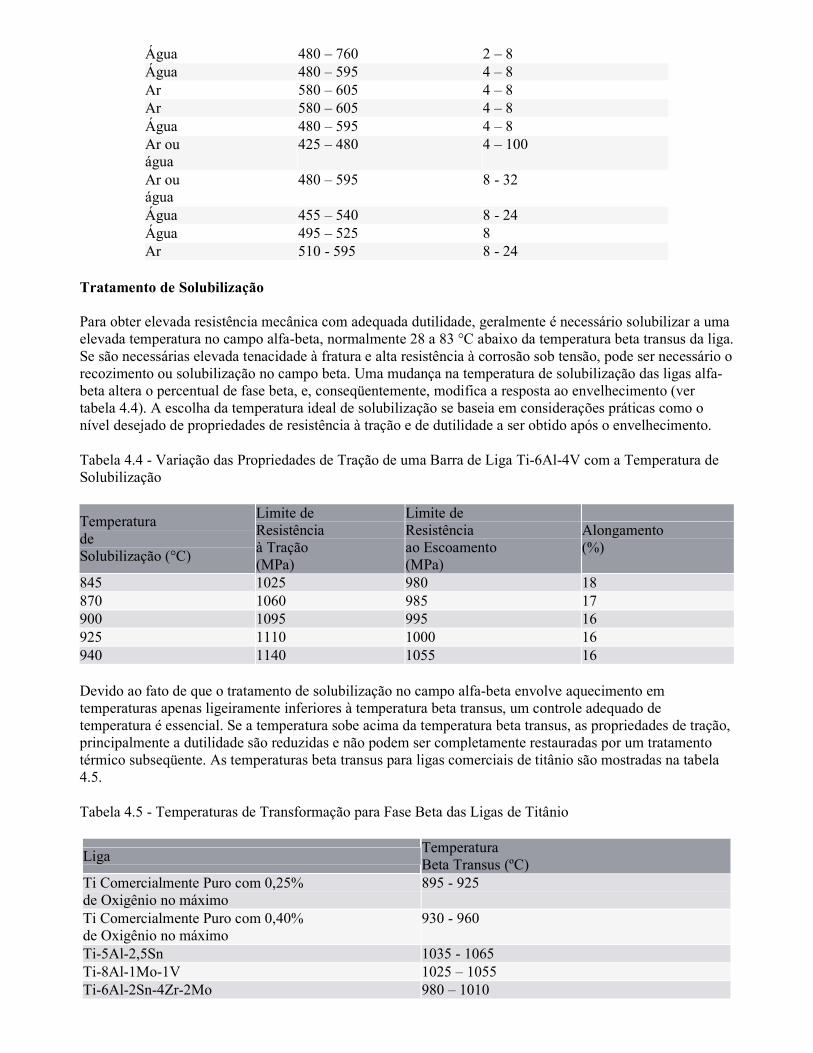
Água 480 – 760 2 – 8 Água 480 – 595 4 – 8 Ar 580 – 605 4 – 8 Ar 580 – 605 4 – 8 Água 480 – 595 4 – 8 Ar ou água
425 – 480 4 – 100
Ar ou água
480 – 595 8 - 32
Água 455 – 540 8 - 24 Água 495 – 525 8 Ar 510 - 595 8 - 24
Tratamento de Solubilização
Para obter elevada resistência mecânica com adequada dutilidade, geralmente é necessário solubilizar a uma elevada temperatura no campo alfa-beta, normalmente 28 a 83 °C abaixo da temperatura beta transus da liga. Se são necessárias elevada tenacidade à fratura e alta resistência à corrosão sob tensão, pode ser necessário o recozimento ou solubilização no campo beta. Uma mudança na temperatura de solubilização das ligas alfa-beta altera o percentual de fase beta, e, conseqüentemente, modifica a resposta ao envelhecimento (ver tabela 4.4). A escolha da temperatura ideal de solubilização se baseia em considerações práticas como o nível desejado de propriedades de resistência à tração e de dutilidade a ser obtido após o envelhecimento.
Tabela 4.4 - Variação das Propriedades de Tração de uma Barra de Liga Ti-6Al-4V com a Temperatura de Solubilização
Temperatura de Solubilização (°C)
Limite de Resistência à Tração (MPa)
Limite de Resistência ao Escoamento (MPa)
Alongamento (%)
845 1025 980 18 870 1060 985 17 900 1095 995 16 925 1110 1000 16 940 1140 1055 16
Devido ao fato de que o tratamento de solubilização no campo alfa-beta envolve aquecimento em temperaturas apenas ligeiramente inferiores à temperatura beta transus, um controle adequado de temperatura é essencial. Se a temperatura sobe acima da temperatura beta transus, as propriedades de tração, principalmente a dutilidade são reduzidas e não podem ser completamente restauradas por um tratamento térmico subseqüente. As temperaturas beta transus para ligas comerciais de titânio são mostradas na tabela 4.5.
Tabela 4.5 - Temperaturas de Transformação para Fase Beta das Ligas de Titânio
Liga Temperatura Beta Transus (ºC)
Ti Comercialmente Puro com 0,25% de Oxigênio no máximo
895 - 925
Ti Comercialmente Puro com 0,40% de Oxigênio no máximo
930 - 960
Ti-5Al-2,5Sn 1035 - 1065 Ti-8Al-1Mo-1V 1025 – 1055 Ti-6Al-2Sn-4Zr-2Mo 980 – 1010
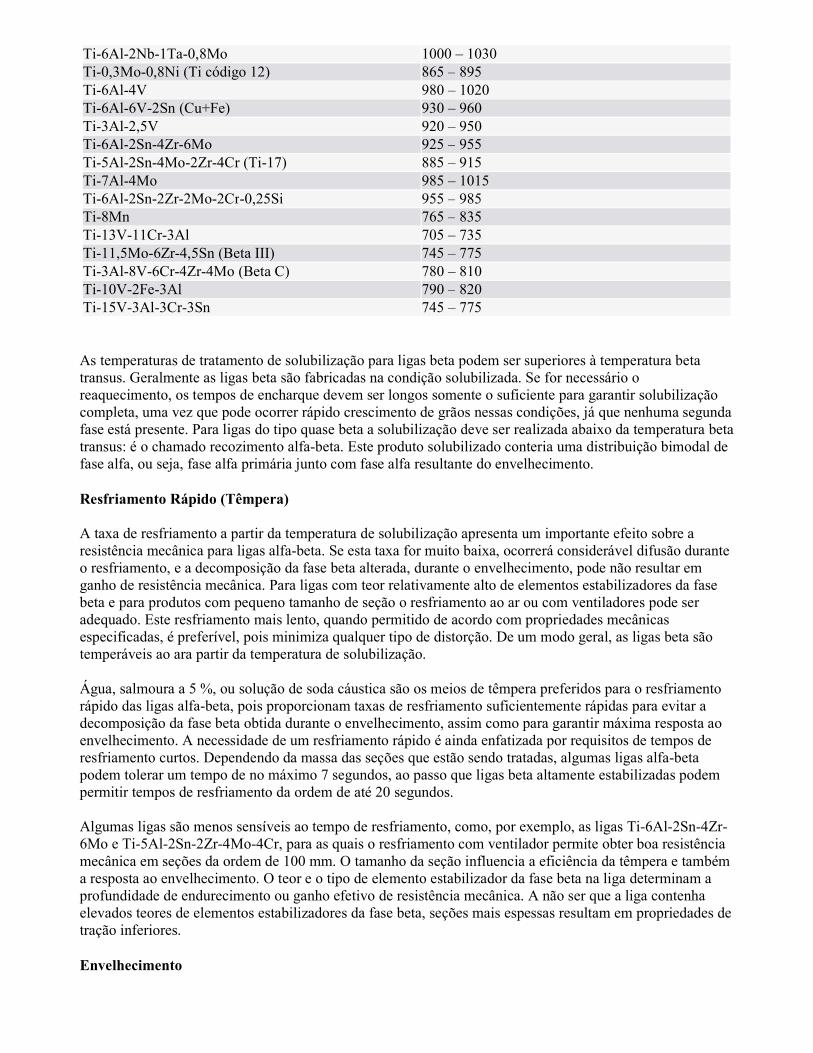
Ti-6Al-2Nb-1Ta-0,8Mo 1000 – 1030 Ti-0,3Mo-0,8Ni (Ti código 12) 865 – 895 Ti-6Al-4V 980 – 1020 Ti-6Al-6V-2Sn (Cu+Fe) 930 – 960 Ti-3Al-2,5V 920 – 950 Ti-6Al-2Sn-4Zr-6Mo 925 – 955 Ti-5Al-2Sn-4Mo-2Zr-4Cr (Ti-17) 885 – 915 Ti-7Al-4Mo 985 – 1015 Ti-6Al-2Sn-2Zr-2Mo-2Cr-0,25Si 955 – 985 Ti-8Mn 765 – 835 Ti-13V-11Cr-3Al 705 – 735 Ti-11,5Mo-6Zr-4,5Sn (Beta III) 745 – 775 Ti-3Al-8V-6Cr-4Zr-4Mo (Beta C) 780 – 810 Ti-10V-2Fe-3Al 790 – 820 Ti-15V-3Al-3Cr-3Sn 745 – 775
As temperaturas de tratamento de solubilização para ligas beta podem ser superiores à temperatura beta transus. Geralmente as ligas beta são fabricadas na condição solubilizada. Se for necessário o reaquecimento, os tempos de encharque devem ser longos somente o suficiente para garantir solubilização completa, uma vez que pode ocorrer rápido crescimento de grãos nessas condições, já que nenhuma segunda fase está presente. Para ligas do tipo quase beta a solubilização deve ser realizada abaixo da temperatura beta transus: é o chamado recozimento alfa-beta. Este produto solubilizado conteria uma distribuição bimodal de fase alfa, ou seja, fase alfa primária junto com fase alfa resultante do envelhecimento.
Resfriamento Rápido (Têmpera)
A taxa de resfriamento a partir da temperatura de solubilização apresenta um importante efeito sobre a resistência mecânica para ligas alfa-beta. Se esta taxa for muito baixa, ocorrerá considerável difusão durante o resfriamento, e a decomposição da fase beta alterada, durante o envelhecimento, pode não resultar em ganho de resistência mecânica. Para ligas com teor relativamente alto de elementos estabilizadores da fase beta e para produtos com pequeno tamanho de seção o resfriamento ao ar ou com ventiladores pode ser adequado. Este resfriamento mais lento, quando permitido de acordo com propriedades mecânicas especificadas, é preferível, pois minimiza qualquer tipo de distorção. De um modo geral, as ligas beta são temperáveis ao ara partir da temperatura de solubilização. Água, salmoura a 5 %, ou solução de soda cáustica são os meios de têmpera preferidos para o resfriamento rápido das ligas alfa-beta, pois proporcionam taxas de resfriamento suficientemente rápidas para evitar a decomposição da fase beta obtida durante o envelhecimento, assim como para garantir máxima resposta ao envelhecimento. A necessidade de um resfriamento rápido é ainda enfatizada por requisitos de tempos de resfriamento curtos. Dependendo da massa das seções que estão sendo tratadas, algumas ligas alfa-beta podem tolerar um tempo de no máximo 7 segundos, ao passo que ligas beta altamente estabilizadas podem permitir tempos de resfriamento da ordem de até 20 segundos. Algumas ligas são menos sensíveis ao tempo de resfriamento, como, por exemplo, as ligas Ti-6Al-2Sn-4Zr-6Mo e Ti-5Al-2Sn-2Zr-4Mo-4Cr, para as quais o resfriamento com ventilador permite obter boa resistência mecânica em seções da ordem de 100 mm. O tamanho da seção influencia a eficiência da têmpera e também a resposta ao envelhecimento. O teor e o tipo de elemento estabilizador da fase beta na liga determinam a profundidade de endurecimento ou ganho efetivo de resistência mecânica. A não ser que a liga contenha elevados teores de elementos estabilizadores da fase beta, seções mais espessas resultam em propriedades de tração inferiores.
Envelhecimento

A etapa final no tratamento térmico de ligas de titânio para obter máxima resistência mecânica consiste no reaquecimento a uma temperatura de envelhecimento entre 425 e 650 ºC. O envelhecimento provoca a decomposição da fase beta supersaturada retida à temperatura ambiente devido à têmpera, assim como a transformação de qualquer tipo de martensita em fase alfa. O envelhecimento acima das temperaturas padronizadas para cada liga, porém ainda várias centenas de graus abaixo da temperatura beta transus, resulta em superenvelhecimento. Esta condição de material solubilizado e superenvelhecido encontra uso em situações nas quais se deseja pequenos aumentos de resistência mecânica, porém mantendo tenacidade e estabilidade dimensional satisfatórias. Embora a condição de material envelhecido não seja necessariamente uma condição de equilíbrio, um envelhecimento adequado produz alta resistência mecânica com razoável dutilidade e estabilidade metalúrgica. O tratamento térmico de ligas alfa-beta para atingir elevada resistência mecânica envolve uma série de compromissos e modificações, dependendo do tipo de serviço e das propriedades especiais que são exigidas, como, por exemplo, dutilidade e facilidade de fabricação. Isso se torna especialmente importante quando a tenacidade à fratura é relevante no projeto do componente que está sendo fabricado e quando é necessário reduzir um pouco a resistência mecânica para garantir maior vida útil ao componente em serviço. Durante o envelhecimento de algumas ligas beta altamente estabilizadas,a fase beta inicialmente se transforma numa fase metaestável de transição conhecida como fase omega, antes de se transformar em fase alfa. A fase omega retida, que provoca fragilidade inaceitável em ligas termicamente tratadas para condições de serviço, pode ser evitada por um resfriamento muito rápido (têmpera severa) e rápido reaquecimento até as temperaturas de envelhecimento superiores a 425 ºC. Contudo, devido á formação de uma fase alfa grosseira este tratamento pode não produzir propriedades de resistência mecânica ideais. Uma prática de envelhecimento, que assegure que o tempo e a temperatura de envelhecimento são adequados para garantir que qualquer transformação para fase omega seja completa, é geralmente utilizada. Esta prática envolve o aquecimento a temperaturas acima de 425 ºC para garantir que esta transformação seja completa. As ligas metaestáveis beta geralmente não necessitam de tratamento de solubilização. O trabalho a quente final, seguido por resfriamento ao ar, deixa essas ligas em condições muito semelhantes à condição de liga solubilizada. Entretanto, em alguns casos a solubilização a 790 ºC resulta em melhor uniformidade de propriedades após o envelhecimento. O envelhecimento a 480 ºC por tempos de 8 a 60 horas produz limites de resistência á tração da ordem de 1,10 a 1,38 GPa. O envelhecimento por tempos ainda mais longos (acima de 60 h) pode proporcionar resistência mecânica ainda mais alta, porém provoca queda de dutilidade e de tenacidade em ligas que contêm cromo, quando se formam compostos intermetálicos titânio-cromo. Tempos de envelhecimento curtos podem ser utilizados em materiais trabalhados a frio para aumentar significativamente a resistência mecânica em relação ao material apenas trabalhado a frio sem envelhecimento.
Efeitos de Contaminação e da Atmosfera
Generalidades
O titânio reage com o oxigênio, com a água e com o dióxido de carbono normalmente encontrados em atmosferas oxidantes usadas em tratamentos térmicos. Também reage com o hidrogênio formado pela decomposição do vapor d’água. A não ser que o tratamento térmico seja realizado num forno a vácuo ou em atmosfera inerte, e a não ser que seja mantida cuidadosa limpeza superficial, haverá efeito direto sobre as propriedades do titânio e suas ligas. Enquanto as propriedades podem ser recuperadas por tratamento térmico em vácuo e pela remoção do material oxidado, dependendo da situação é mais eficiente prevenir ou minimizar as interações com a superfície do material, sempre que possível. Mesmo quando, por exemplo, revestimentos são usados no forjamento para proteger a superfície da peça forjada e lubrificar o material que está sendo forjado, sempre ocorre algum acúmulo de óxidos e nitretos, tornando necessária a remoção do material deteriorado na superfície da peça, geralmente por usinagem. Entretanto, em alguns casos a contaminação superficial pode tornar a peça inútil para uma determinada aplicação.
Contaminação durante Tratamento Térmico
Antes de serem submetidos a qualquer tipo de tratamento térmico, os componentes de titânio e suas ligas devem ser submetidos a etapas de limpeza e secagem. Devem ser tomados cuidados para não utilizar água de qualquer tipo para essa limpeza. Do mesmo modo, componentes de titânio e suas ligas devem ser submetidos a uma cuidadosa emoção de óleos aderidos, impressões digitais, graxas e gorduras em geral, tintas e qualquer tipo de substância estranha aderida à superfície dessas peças. A limpeza é necessária devido à elevada reatividade do titânio em altas temperaturas, o que poderia levar à contaminação e à conseqüente fragilização, aumentando a susceptibilidade à corrosão sob tensão. Após a limpeza as peças devem ser manuseadas com luvas para evitar a contaminação. Se um componente deve ter seu tamanho ajustado, ou se deve ser endireitado ou tratado termicamente num suporte, este suporte deve estar livre de qualquer tipo de contaminação ou óxido aderido. O titânio é quimicamente ativo em temperaturas elevadas e oxida ao ar, resultando na formação de uma camada de óxido. Entretanto, a oxidação não é a maior preocupação no tratamento térmico do titânio, embora possa ser um problema nas operações de conformação de chapas. O acúmulo de oxigênio (ou nitrogênio) durante o tratamento térmico resulta numa estrutura de superfície composta predominantemente por fase alfa, já que tanto o oxigênio como o nitrogênio são elementos que estabilizam a fase alfa. Entre os dois, o oxigênio é o mais forte estabilizador de fase alfa. Além disso, o oxigênio é absorvido a uma taxa bem mais elevada do que o nitrogênio. A fase alfa assim formada é prejudicial devido ao caráter frágil dessa fase alfa enriquecida em oxigênio, que também é muito abrasiva, tanto para ferramentas à base de carbetos como a ferramentas de aços rápidos. A 955 ºC essa fase alfa oxidada pode se estender em até 0,2 a 0,3 mm de profundidade e deve ser removida. Um revestimento pode aplicado com spray antioxidante antes da operação de limpeza das chapas de modo a minimizar o acúmulo de oxigênio durante o tratamento térmico. Estes revestimentos funcionam bem em temperaturas de até 760 ºC, mas seu uso não elimina completamente a necessidade de remover o óxido superficial após o tratamento térmico. O perigo do acúmulo de hidrogênio é de maior importância do que a oxidação, uma vez que o hidrogênio não forma uma camada visível na superfície, que possa ser usada como indicador do excesso de hidrogênio no metal. As especificações atuais limitem os teores de hidrogênio a um valor máximo da ordem de 125 a 200 ppm, dependendo do tipo de liga e de operação de conformação. Acima desses limites o hidrogênio fragiliza significativamente algumas ligas de titânio, reduzindo assim a resistência ao impacto e à tração de corpos de prova entalhados, causando também trincamento retardado.
Acúmulo de Hidrogênio
Com exceção dos tratamentos térmicos em alto vácuo, banhos de sais e gases quimicamente inertes como o argônio, todas as atmosferas de tratamento térmico contêm um certo teor de hidrogênio em temperaturas usadas no recozimento do titânio. Combustíveis á base de hidrocarbonetos produzem hidrogênio como subproduto da combustão incompleta; fornos elétricos com atmosfera de ar contêm hidrogênio como resultado da decomposição do vapor d’água. Entretanto, por ser possível tolerar pequenos teores de hidrogênio no titânio e devido ao fato de que vácuo e atmosferas inertes representam um alto custo, a maioria das operações de tratamento térmico de titânio são realizadas em fornos convencionais que utilizam atmosfera oxidante, a qual proporciona ao titânio uma camada de óxido protetor que retarda o acúmulo de hidrogênio.
Taxas de Oxidação
As taxas de oxidação das ligas de titânio variam muito. A liga Ti-6Al-4V apresenta taxas de oxidação inferiores às da liga Ti-5Al-2,5 Sn e às do titânio comercialmente puro, sendo praticamente nula a 650 ºC. E mesmo em temperaturas mais elevadas, da ordem de 980 ºC, a liga Ti-6Al-4V oxida a uma taxa de 25
mg/cm3, enquanto a liga Ti-5Al-2,5 Sn na mesma temperatura oxida a quase 150 mg/cm3 e o titânio comercialmente puro a cerca de 80 mg/cm3.
+itrogênio
O nitrogênio é absorvido pelo titânio durante tratamento térmico em taxas muito inferiores à da absorção do oxigênio e assim não representa um problema tão sério em termos de contaminação. O nitrogênio seco é usado com sucesso e a um custo muito menor do que atmosferas inertes no tratamento térmico de ligas de titânio forjadas, que devem ser usinadas completamente após o tratamento térmico. Entretanto, se for absorvido em altos teores o nitrogênio pode levar à formação de compostos duros e frágeis (nitretos e similares).
Monóxido de Carbono e Dióxido de Carbono
Os gases CO e CO2 se decompõem em presença de titânio quente, resultando em oxidação superficial.
Cloretos
As ligas de titânio são submetidas a condições de corrosão sob tensão quando peças com elevadas tensões residuais são expostas a temperaturas acima de 290 ºC. O sal proveniente de impressões digitais e os cloretos contidos em algumas soluções desengordurantes podem causar trincamento por corrosão sob tensão em temperaturas superiores a 315 ºC. Embora este fenômeno ocorra rapidamente em ensaios de laboratório, e também durante tratamento térmico, o trincamento associado à presença de sais em altas temperaturas não costuma ser um problema significativo em condições de serviço. Em todo caso, deve haver cuidado durante qualquer etapa de tratamento térmico para evitar contaminação por cloretos.
Requisitos Pós-Tratamento Térmico em Caso de Interações com a Atmosfera
O oxigênio e o nitrogênio reagem com o titânio na superfície metálica, produzindo uma camada enriquecida em oxigênio (conhecida como “alpha case” no idioma inglês). Esta camada frágil deve ser removida antes de o componente entrar em operação. Pode ser removida por usinagem, porém certas operações de usinagem provocam desgaste excessivo na ferramenta de corte. A prática mais comum consiste em remover esta camada por outros métodos mecânicos ou por métodos químicos, ou por uma combinação de ambos os tipos de métodos. As taxas de oxidação das ligas de titânio comerciais variam muito e são fortemente influenciadas pela temperatura e pelo tempo de tratamento térmico. Um método para verificar a completa remoção da camada oxidada consiste em atacar o componente com uma solução composta por 18 g de bifluorito de amônia por litro de água. A presença ou ausência da camada oxidada é detectada pela diferença de características obtidas após o ataque: uma coloração cinza clara mostra a presença da camada oxidada, enquanto uma coloração cinza escura indica a ausência desta camada oxidada. Se um componente forjado for usinado, o tratamento com bifluorito de amônia deve ser precedido por um ataque numa solução contendo 5 % de ácido fluorídrico e 30 % de ácido nítrico em água. Para outros tipos de produtos trabalhados mecanicamente, como placas, por exemplo, geralmente é feita uma observação em estéreo-microscópio em amostras representativas tiradas da placa. Pequenos teores de hidrogênio (100 a 200 ppm) podem ser tolerados em ligas de titânio, dependendo do tipo de aplicação, que define a norma à qual o produto se aplica. Elevados teores de hidrogênio podem levar à falha prematura de um determinado componente. O acúmulo de hidrogênio no material ocorre não apenas durante o tratamento térmico, mas também durante a decapagem ou operações de limpeza química em geral utilizadas para remover a camada externa oxidada. A quantidade de hidrogênio acumulado só pode ser determinada por análise química. Se for encontrado um elevado teor de hidrogênio, é necessário o recozimento em vácuo. Um típico ciclo de recozimento em vácuo consiste no aquecimento na temperatura especificada para o recozimento, ou em temperatura próxima, durante 2 a 4 horas num vácuo não inferior a 10 micrometro.
O ensaio de dureza não é recomendado como ensaio não destrutivo para verificar a eficiência do tratamento. A correlação entre dureza e resistência mecânica não é adequada. Sempre que for necessário verificar alguma propriedade específica, recomenda-se o próprio ensaio para determinação desta propriedade.
Dilatação Térmica durante Tratamento Térmico
A solubilização de peças com grandes dimensões exige tolerâncias para dilatação térmica durante o tratamento térmico. Esta dilatação pode ser mantida após resfriamento e pode ser aumentada por longos intervalos de tempo à temperatura de solubilização ou por taxas de aquecimento mais lentas. Uma taxa de aquecimento da ordem de 3,3 ºC/min por um tempo de tratamento (liga Ti-6Al-4V) de alguns segundos resulta numa dilatação de apenas 0,22 a 0,27 %. Quando o tempo é aumentado para 1 hora esta dilatação cresce para níveis entre 0,49 e 0,60 %. Prolongando o tempo para 2 horas a dilatação aumenta para 0,90 a 1,00 %. Entretanto, mantido o tempo em 1 hora, o aumento da taxa de aquecimento para 10 ºC/min é responsável pelo decréscimo da dilatação térmica de 0,49 a 0,60 % para 0,32 a 0,35 %.
Prensagem Isostática a Quente
Como o processo de prensagem isostática a quente, realizado com o intuito de fechar poros em peças fundidas de titânio, ocorre em elevadas temperaturas (da ordem de 899 a 954 ºC), muitos dos efeitos observados em peças tratadas termicamente também ocorrem em peças prensadas isostaticamente a quente, pois no caso da maioria das ligas de titânio estas temperaturas estão próximas, ou são equivalentes, à temperatura beta transus. A taxa de resfriamento após este processo também pode afetar as propriedades das ligas de titânio após o tratamento térmico [2].

Corrosão e Propriedades de Superfície
Corrosão
O titânio e suas ligas são usados principalmente devido às suas propriedades mecânicas, adequadas para muitas aplicações, entre as quais se sobressai uma elevada razão resistência mecânica/peso. Por outro lado, para algumas outras aplicações, a principal propriedade do titânio e suas ligas é a elevada resistência à corrosão, que propicia seu uso numa ampla variedade de aplicações, como em componentes aeronáuticos, navais e para utilização na indústria química. O titânio comercialmente puro é altamente resistente à corrosão nos ambientes naturais, incluindo água do mar, fluidos corpóreos e sucos de frutas e de vegetais em geral. O titânio submetido à exposição contínua à água do mar por cerca de 18 anos apresenta somente uma descoloração superficial. Cloro úmido, enxofre fundido, muitos compostos orgânicos (incluindo ácidos e compostos cloretados) e a maioria dos ácidos oxidantes não apresentam efeito significativo neste metal. O titânio é usado extensivamente na manipulação de soluções salinas (incluindo cloretos, hipocloretos, sulfatos e sulfetos), gás cloro úmido e soluções de ácido nítrico. Por outro lado, sais concentrados em temperaturas mais altas, como solução fervente de 30 % de AlCl3 em água ou solução fervente de 70 % de CaCl2 em água, provocam corrosão no titânio. Soluções quentes ou concentradas de HCl, H2SO4, H3PO4 e ácido oxálico também representam alto risco de corrosão no titânio. Em geral, soluções ácidas e redutoras corroem o titânio, a não ser que seja feito uso de inibidores de corrosão. Entretanto, substâncias fortemente oxidantes, como ácido nítrico com fumaça vermelha e 90 % H2O2, podem causar ataque corrosivo no titânio. Compostos fluoretados ionizáveis, como NaF e HF, ativam a superfície e podem causar corrosão rápida. Neste aspecto, o gás cloro seco é especialmente nocivo. O titânio apresenta limitada resistência à oxidação ao ar em temperaturas superiores a cerca de 650 ºC e interage com o oxigênio, que se dissolve intersticialmente em temperaturas tão baixas quanto 427 ºC. Cloretos e hidróxidos depositados na superfície do titânio podem acelerar a oxidação. A exposição ao oxigênio líquido ou gasoso, ao tetróxido de nitrogênio e ao ácido nítrico com fumaça vermelha podem causar reação violenta com o titânio sob carregamento em impacto. O titânio pode ser usado como recipiente de hidrogênio líquido ou supercrítico em temperaturas criogênicas, mas acima de -100 ºC o hidrogênio pode ser absorvido e se difundir numa liga, o que pode fragilizar severamente o titânio. O potencial de fragilização aumenta quando as taxas de difusão do hidrogênio são altas, ou quando ocorrem danos ao revestimento protetor do titânio. No titânio comercialmente puro, e em muitas de suas ligas, zonas de solda são tão resistentes à corrosão quanto o metal base. Outros processos de fabricação (como o dobramento e a usinagem) também parecem não influenciar significativamente a resistência à corrosão deste tipo de material. O titânio comercialmente puro (CP) é o material preferido para a construção de equipamentos usados para o processamento de salmouras, na fabricação de bombas, tubulações, fontes de calor, trocadores de calor, cristalizadores, evaporadores, condensadores e muitos outros dispositivos submetidos à ação corrosiva das salmouras. De um modo geral as ligas de titânio são menos resistentes à corrosão do que o titânio comercialmente puro.
Passivação e Inibição
Embora o titânio seja quimicamente reativo, a fina camada de óxido que se forma na superfície do titânio é geralmente impermeável à ação dos agentes corrosivos mais comuns, tendo, portanto, uma função protetora. Quando o titânio não é resistente à corrosão isso se deve ao fato de que nessas condições a fina camada oxidada não é totalmente protetora. Condições redutoras, ambientes altamente oxidantes e a presença de íons fluoreto reduzem bastante a natureza protetora da fina camada de óxido, mas sua estabilidade e integridade podem ser aumentadas significativamente com a adição de inibidores ao ambiente corrosivo. A maioria das soluções ácidas (exceto aquelas que contêm fluoretos solúveis) pode ser inibida pela presença de pequenas quantidades de agentes oxidantes e íons de metais pesados. Assim, o titânio pode ser usado em processos industriais nos quais se utilizam soluções ácidas (incluindo ácidos clorídrico e sulfúrico) que de outro modo seriam corrosivas. Os ácidos nítrico e crômico e sais dissolvidos de ferro, níquel, cobre e cromo são inibidores especialmente efetivos. O ataque causado por ácido nítrico com evolução de fumaça vermelha e por gás cloro pode ser inibido por pequenas quantidades de água. Íons metálicos e o oxigênio proveniente do ar são aparentemente absorvidos na superfície do titânio, enquanto condições oxidantes severas (como as proporcionadas pelo ácido nítrico e pelo ar em temperaturas moderadamente altas e por tratamentos anódicos) promovem boa resistência à corrosão através do crescimento da camada de óxido. O oxigênio dissolvido é um importante inibidor em soluções quentes ou suavemente redutoras, porém se o fornecimento for restrito, como no caso de frestas profundas, pode ocorrer aceleração da corrosão.
Corrosão Galvânica
O contato do titânio com metais dissimilares geralmente não acelera a corrosão do titânio, exceto em ambientes em condições redutoras, nas quais o titânio não pode ser passivado. Em condições redutoras, o titânio apresenta um potencial semelhante ao do alumínio, e, portanto, sofre corrosão acelerada quando em contato com metais mais nobres (platina, ouro e prata). Entretanto, em condições oxidantes e normais, o titânio apresenta potencial superior ao de outros materiais metálicos, como aços inoxidáveis e ligas de níquel e de cobre. Deste modo, geralmente o titânio não sofre corrosão galvânica e sim leva à corrosão de outros metais com os quais está em contato, principalmente quando a área de titânio exposta é muito superior à do outro metal. Em contato com o hidrogênio o titânio forma camadas de hidretos superficiais, que geralmente são estáveis e não causam problemas. Entretanto, em temperaturas superiores a 75 ºC o hidrogênio pode se difundir através do titânio, causando fragilização. Em alguns ambientes o hidreto de titânio é instável e se decompõe, ou reage, causando perda de metal.
Adições de Elementos de Liga
Generalidades
A adição de elementos de liga ao titânio modifica acentuadamente suas propriedades químicas. O controle anódico da reação de corrosão predomina quando o titânio é exposto à ação de ácidos redutores, como o clorídrico, por exemplo. A introdução de elementos de liga que reduzem a atividade anódica neste caso melhoraria a resistência à corrosão. Isso pode ser alcançado por adições de elementos de liga que: aumentam o potencial de corrosão da liga no sentido positivo (adição de elementos de liga catódicos); aumentem a estabilidade termodinâmica da liga e assim reduzam a capacidade do titânio se dissolver anodicamente; aumentem a tendência do titânio se passivar. O primeiro grupo inclui metais nobres como platina, paládio e ródio. O segundo inclui o níquel, o molibdênio e o tungstênio. O terceiro grupo inclui o zircônio, o tântalo, o cromo e, possivelmente, o molibdênio.
Adição Catódica de Elementos de Liga
Muitos esforços foram realizados para desenvolver o uso de metais nobres como elementos de liga no titânio. Um dos resultados mais relevantes foi o desenvolvimento da liga Ti-0,2Pd que possui, em ambientes redutores, resistência à corrosão muito superior à do titânio comercialmente puro.
Adição de Elementos de Liga com Objetivo de Aumentar a Estabilidade Térmica
No estudo da corrosão de ligas de titânio em soluções aquosas salinas foi observado que as ligas de titânio contendo níquel, molibdênio, ou paládio são muito mais resistentes ao ataque das soluções ácidas não oxidantes do que o titânio comercialmente puro. Assim, conclui-se que devem ser muito mais resistentes à corrosão por frestas. Uma liga contendo 2 % de níquel foi desenvolvida e recomendada para serviço em salmoura quente, ou seja, em condições nas quais a corrosão por fresta pode ser um problema considerável. Estudos posteriores confirmaram que esta liga possui muito melhor resistência à corrosão do que o titânio comercialmente puro. Entretanto, a adição de níquel apresenta efeitos nocivos que reduzem sua eficácia considerando todos os aspectos desta situação. A liga Ti-2Ni é muito suscetível à fragilização por hidrogênio e está sujeita a um severo trincamento de bordas durante a laminação, o que torna complicada a sua fabricação industrial.
Adição de Elementos de Liga com Efeito de Passivação
Vários estudos já demonstraram que a resistência à corrosão do titânio é aumentada pela adição de molibdênio. A maior dificuldade no que se refere à fabricação das ligas Ti-Mo é a dificuldade de obter distribuição uniforme de molibdênio em lingotes de grandes dimensões. Devido à enorme diferença de temperatura de fusão entre o molibdênio e o titânio é difícil garantir a completa dissolução do molibdênio e deste modo pode ocorrer segregação sob a forma de partículas de inclusões com grande densidade, principalmente quando a adição de molibdênio ocorre em altos teores. A liga comercial Ti código 12, que contém 0,3 5 de Mo e 0,8 % de Ni combina as propriedades favoráveis do níquel e do molibdênio, e simultaneamente evita alguns aspectos negativos. Esta liga possui excelente resistência à corrosão por pites e frestas em salmouras submetidas a altas temperaturas, que algumas vezes atacam o titânio comercialmente puro. Também possui melhor resistência a ambientes oxidantes como aqueles que contêm ácido nítrico. A mesma liga resiste á corrosão em ambientes redutores como os que contêm HCl, melhor do que o titânio comercialmente puro, porém não tão bem como a liga titânio-paládio.
Corrosão por Frestas
O titânio sofre corrosão por fresta em soluções de salmoura contendo oxigênio, porque o oxigênio na fresta é consumido mais rapidamente do que se difunde da solução para a fresta. Como conseqüência, o potencial de
corrosão do metal na fresta torna-se mais eletronegativo do que o potencial do metal exposto á solução. O metal na fresta age como anodo e se dissolve sob a influência da corrente galvânica resultante. Isso produz um excesso de íons positivos no anodo, que é contrabalançado pela migração de íons cloreto para a fresta. Os cloretos de titânio formados na fresta são instáveis e tendem a se hidrolisar, formando pequenas quantidades de HCl. Esta reação é inicialmente muito lenta, porém no volume bastante restrito de uma fresta pode reduzir o pH para valores tão baixos como 1, o que reduz ainda mais o potencial até que a corrosão torne-se bastante severa. Embora a corrosão por festas do titânio seja observada mais freqüentemente em soluções quentes de cloretos, também ocorre em soluções à base de iodetos, brometos e sulfatos. A susceptibilidade cresce com o aumento da temperatura, aumentando a concentração de íons cloretos, diminuindo a concentração de oxigênio dissolvido e decrescendo o pH. Em soluções com pH neutro, a corrosão por frestas do titânio não foi observada em temperaturas inferiores a 120 ºC. Para valores de pH mais baixos, a corrosão por frestas é encontrada algumas vezes em temperaturas inferiores a 120 ºC.
Corrosão por Pites
A corrosão por pites é uma forma de corrosão localizada muito próxima da corrosão por pites. Ambos os tipos de corrosão são observados em metais passivados, como alumínio, aços inoxidáveis e titânio. O pite se inicia em imperfeições do filme de óxido. Íons agressivos como os cloretos se concentram nesses locais até estarem aptos a substituir o oxigênio no filme passivado. Uma pequena fresta então se forma rapidamente por um produto de corrosão insolúvel, o óxido TiO2, que preenche e cobre o pite, assim restringindo a difusão no pite crescente e permitindo o desenvolvimento de condições ácidas. Durante a fabricação e a instalação de um equipamento fabricado com titânio, este metal deve ser manuseado com cuidado suficiente para evitar a contaminação de partículas de ferro incrustadas. Falhas de tubos de titânio têm sido associadas à arranhões nos quais foram encontrados traços de ferro e assim foram atribuídas à ao arraste de partículas de ferro que assim foram incrustadas no filme passivado de TiO2, até que estas partículas penetrassem neste filme. A diferença no potencial de corrosão entre o aço baixo carbono e o titânio comercialmente puro é de aproximadamente 0,5 V em salmoura saturada em temperaturas próximas do ponto de ebulição. Esta diferença é suficiente para estabelecer uma célula eletroquímica na qual o ferro é consumido no anodo. Antes que se complete o consumo do ferro, entretanto, um pite começa a crescer no titânio. Assim que o pite se estabelece, condições ácidas nele se desenvolvem. Estas condições evitam que o filme passivado se recupere e assim a corrosão continua até que o titânio seja perfurado. Como operação final na fabricação e instalação de equipamentos de titânio, a anodização ajuda a remover partículas estranhas de ferro e aumenta a espessura do filme passivado, de modo que a formação de pite, e a corrosão de um modo geral, tornem-se menos prováveis.
Corrosão-Erosão e Cavitação Para a maioria dos materiais existem velocidades críticas além das quais os filmes protetores são arrancados e um ataque corrosivo acelerado acontece. Este ataque acelerado é conhecido como corrosão-erosão. A velocidade crítica difere bastante de um material para outro, podendo ser tão baixa quanto 0,6 a 0,9 m/s. Para o titânio a velocidade crítica na água do mar é alta, superior a 27 m/s. Numerosos ensaios de corrosão-erosão mostraram que o titânio apresenta significativa resistência a este tipo de ataque. A corrosão-erosão pode ser fortemente agravada pela presença de partículas abrasivas, como, por exemplo, grãos de areia, em suspensão num fluido que escoa. O titânio apresenta resistência superior a esse tipo de ataque em água do mar contendo areia fina que escoa através de tubos condensadores de titânio convencional a uma velocidade da ordem de 1,8 m/s. A cavitação é um fenômeno que ocorre com líquidos que escoam sobre metais, quando o movimento relativo entre o líquido e a superfície metálica através do qual este escoa é suficientemente grande para reduzir localmente a pressão para valores inferiores à pressão de vapor do líquido. Quando o líquido contendo bolhas de cavitação flui numa região de maior pressão, as bolhas colapsam, exercendo elevadas forças localizadas na superfície metálica contra a qual colidem, produzindo pites redondos na superfície de qualquer sólido, e até mesmo de vidros. Vários ensaios de cavitação realizados com titânio provaram que este é um dos metais mais resistentes a este tipo de dano.
Trincamento por Corrosão sob Tensão
Generalidades
O titânio comercialmente puro é geralmente imune à corrosão sob tensão, a não ser que possua teor de oxigênio elevado (0,3 % ou mais). Por este motivo o trincamento por corrosão sob tensão não se constitui num problema significativo nas indústrias de processamento químico nas quais o titânio comercialmente puro é geralmente usado

em equipamentos. Por outro lado, certas ligas de titânio, usadas principalmente na indústria aeroespacial, são suscetíveis à corrosão sob tensão, embora falhas causadas por este motivo sejam raras. Uma das variáveis mais importantes que afetam a susceptibilidade ao trincamento por corrosão sob tensão é a composição química da liga. Adições de alumínio aumentam a susceptibilidade à corrosão sob tensão, principalmente quando o teor de alumínio é superior a 6 %. Adições de estanho, manganês e cobalto também são prejudiciais nesse sentido, enquanto o zircônio parece ser neutro. Elementos estabilizadores da fase beta como molibdênio, vanádio e nióbio são benéficos em termos de resistência à corrosão sob tensão. Por outro lado, tratamentos térmicos também podem afetar a susceptibilidade à corrosão sob tensão. A seguir é feita uma abordagem sobre os ambientes que afetam a susceptibilidade à corrosão sob tensão das ligas de titânio.
Sais de Cloretos Quentes e Secos A corrosão sob tensão causada por sais quentes em ligas de titânio é função da temperatura, da tensão aplicada e do tempo de exposição. De um modo geral, o trincamento causado por sais quentes não ocorre em temperaturas inferiores a 260 ºC aproximadamente. A maior susceptibilidade é registrada em temperaturas da ordem de 290 a 425 ºC. O tempo para ocorrer falha decresce quando tanto a temperatura quanto a tensão são aumentadas. Todas as ligas comerciais de titânio (porém não o titânio comercialmente puro) apresentam algum grau de susceptibilidade ao trincamento causado por sais quentes. Sais residuais provocam corrosão por pite superficial e até mesmo trincamento em algumas ligas sob elevadas cargas em tração. Embora raramente encontrado em condições de serviço, o trincamento de peças de titânio devido à corrosão por sais quentes já foi observada por fabricantes durante tratamento de alívio de tensões. A causa foi atribuída à presença de vapores de fluidos de limpeza clorados que não foram completamente removidos antes do tratamento térmico, como também a traços de cloretos remanescentes de outros fluidos de processo, assim como de resíduos de sais resultantes de impressões digitais. Desde a constatação inicial de que sais halogenados quentes podem danificar o titânio, estes fenômenos têm sido estudados extensivamente. Entretanto, nem sempre as condições de laboratório conseguem reproduzir com exatidão as condições operacionais em serviço. A profundidade do dano causado pelos sais está diretamente relacionada com o tempo de exposição a elevadas temperaturas e com o nível de tensões atuantes. O histórico de processamento, a composição química da liga, a composição do sal, e outras condições ambientais também apresentam efeitos importantes. A susceptibilidade à corrosão por sais quentes parece ser influenciada consideravelmente pelo processamento e pela adição de elementos de liga, e por este motivo o controle desses fatores pode ajudar a evitar a ocorrência deste fenômeno no componente em serviço. A corrosão sob tensão causada por sais quentes pode ser associada ao uso da prata como agente efetivo para evitar a descamação do titânio. Apesar da razoável resistência do titânio à ocorrência de corrosão sob tensão por pequenas quantidades de sais, a prata provoca corrosão sob tensão ao absorver íons cloreto através da formação de AgCl2, e por alterar o ambiente no qual está inserido o componente de liga de titânio. A prata não é mais usada nesse tipo de aplicação, porém é possível a ocorrência de falha sob certas condições. A prata também pode participar na fragilização por metal líquido, como será visto adiante.
Cloro, Cloreto de Hidrogênio e Ácido Clorídrico
Com relação a ambientes contendo cloro, cloreto de hidrogênio, ou ácido clorídrico, o mecanismo de trincamento ainda não está totalmente compreendido, embora pareça que a presença de oxigênio e água, simultaneamente, seja necessária para que o trincamento ocorra.
Tetróxido de Nitrogênio
O tetróxido de nitrogênio (N2O4) contendo pequenos teores de oxigênio dissolvido provoca o trincamento do titânio e de algumas ligas de titânio. Não ocorre trincamento se o tetróxido de nitrogênio contiver um pequeno teor de óxido nítrico (NO). O trincamento pode ser transgranular, intergranular ou ambos, dependendo da composição química da liga. Metanol e Etanol
O álcool, tanto etílico quanto o metílico, contendo pequenas quantidades de água, cloreto, brometo e iodeto, causam trincamento à temperatura ambiente. Elevados teores de água inibem o trincamento. Álcool mais complexo pode induzir trincamento, porém bem menos, pois quanto maior a cadeia, menos reativo se torna o álcool.
Propagação Acelerada de Trinca na Água do Mar
O titânio é conhecido por se muito resistente à corrosão por água do mar. Entretanto, em algumas ligas, componentes contendo entalhes muito agudos ou trincas apresentam propagação acelerada de trincas e assim perdem resistência à fratura quando expostos à água do mar. A falha do titânio devido à perda de resistência à fratura parece ser semelhante à fratura retardada de aços de alta resistência contendo entalhes agudos ou trincas
quando expostos a vários ambientes líquidos. Isso não é considerado como uma forma de trincamento por corrosão sob tensão. A exposição à água do mar parece não reduzir a vida útil em serviço das ligas de titânio, como, por exemplo, as ligas Ti-8Mn e Ti-5Al-2,5Sn, que apresentaram este tipo de fenômeno em ensaios de laboratório. Estas duas ligas já foram usadas com sucesso em aeronaves por 15 anos sem relatos de falhas. Aparentemente, as condições que levam à propagação acelerada das trincas (principalmente a existência de uma trinca prévia) não foram encontradas em serviço. A propagação acelerada de trincas na água do mar pode ser evitada por uma seleção adequada de ligas. Ligas contendo acima de 6 % de alumínio são particularmente suscetíveis. Adições de estanho, manganês, cobalto e oxigênio são prejudiciais, enquanto a adições de elementos estabilizadores de fase beta, tais como molibdênio, nióbio e vanádio, tendem a reduzir ou eliminar a susceptibilidade a este fenômeno. O titânio comercialmente puro não é suscetível à corrosão sob tensão, a não ser que possua teor de oxigênio superior a cerca de 0,3 %.
Fragilização por Metal Líquido
Algumas ligas de titânio trincam sob tensões trativas quando em contato com metais líquidos, como cádmio, mercúrio ou ligas de brasagem à base de prata. Este tipo de fragilização difere do trincamento por corrosão sob tensão, embora existam certas semelhanças. A fragilização por metal líquido parece ser resultado da difusão ao longo dos contornos de grãos e da formação de fases frágeis, que provocam perda de dutilidade. O titânio também pode ser fragilizado pelo contato com certos metais sólidos, como cádmio e prata, por exemplo, quando o titânio está submetido a tensões trativas. O mecanismo de falha ainda não está completamente compreendido, embora muitos pesquisadores acreditem que este seja semelhante à fragilização por metal líquido. Falhas em serviço já foram registradas no caso de titânio revestido com cádmio, em temperaturas baixas como 65 ºC, e no titânio brasado com prata em temperaturas acima de 315 ºC. Componentes revestidos com prata não devem ser usados em contato com titânio sob tensão a temperaturas acima de 230 ºC. Algumas peças revestidas com cádmio não devem ser usadas em contato titânio em nenhuma temperatura, outras não devem ser usadas em temperaturas superiores a 230 ºC.
Falhas Causadas por Danos Associados ao Hidrogênio
A maioria dos metais e ligas são suscetíveis ao dano por hidrogênio, muitos por mais de um tipo de dano provocado pelo hidrogênio. O dano por hidrogênio nas ligas de titânio resultam da fragilização causada pela absorção de hidrogênio. O hidrogênio pode ser fornecido por várias fontes, incluindo vapor d’ água, ácidos de decapagem e hidrocarboentos em geral. A quantidade de hidrogênio absorvido depende essencialmente da camada de óxido de titânio existente na superfície do metal: uma camada aderente e não rompida pode retardar significativamente a absorção de hidrogênio. O titânio e suas ligas podem ser fragilizados pelo hidrogênio em concentrações que levam à formação de hidretos na matriz. O nível exato de hidrogênio para o qual se forma o hidreto como fase separada depende da composição química da liga e do processamento termomecânico prévio. No titânio comercialmente puro o hidreto se forma para níveis de hidrogênio da ordem de 150 ppm, entretanto, já foi observada a formação de hidretos mesmo para níveis mais baixos, em torno de 40 a 50 ppm. Em temperaturas próximas do ponto de ebulição da água, a taxa de difusão do hidrogênio nos metais é relativamente baixa, e a espessura da camada de hidreto formada raramente passa de cerca de 0,4 mm, pois ocorre destacamento desta camada toda vez que a espessura supera este nível. Partículas de hidreto se formam muito mais rapidamente a temperaturas superiores a 250 ºC, devido ao decréscimo da solubilidade do hidrogênio no reticulado do titânio. Nessas condições o destacamento da camada não ocorre e a formação de partículas de hidretos através de toda a espessura do metal resulta em fragilização completa e alta susceptibilidade à falha. Este tipo de fragilização é freqüentemente observado em materiais que absorveram excessivamente hidrogênio em temperaturas elevadas, como as de soldagem ou de tratamentos térmicos, havendo subseq6uente formação de partículas de hidretos durante o resfriamento. Já foi observada a formação localizada de hidretos em ambientes nos quais o titânio, em outras circunstâncias, apresentou bom desempenho. Investigações sobre estes casos sugerem que esta formação é o resultado da presença de impurezas no metal, particularmente o teor de ferro, e da intensidade da contaminação que ocorreu durante a fabricação. Existe uma ligação forte entre contaminação superficial por ferro e formação de hidretos no titânio. Já foi observada a formação acentuada de hidretos em condições de hidrogênio gasoso e seco em altas pressões em torno de partículas de ferro presentes na superfície do titânio. A anodização numa solução contendo 10 % de sulfato de amônia remove a contaminação superficial e leva ao espessamento da camada de óxido normal. Durante operação em condições de serviço em indústria química, nas quais a temperatura favorece a difusão do hidrogênio no metal, se houver destruição do filme protetor de óxido, pode ocorrer considerável fragilização. Por exemplo, em ambientes contendo ácidos altamente redutores, nos quais o filme de óxido de titânio é instável, podem se formara rapidamente hidretos. A absorção de hidrogênio também pode ser observada em condições de altas velocidades, nas quais o filme protetor sofre erosão rápida à medida em que se forma.

Teores de hidrogênio de 100 a 200 ppm podem causar severa perda de dutilidade em tração (com ou sem entalhe) nas ligas de titânio, e também podem causar falha retardada e frágil em condições de carga sustentada. A sensibilidade à fragilização por hidrogênio, do ponto de vista da formação de hidretos, pode variar com a composição química da liga e é reduzida substancialmente pela adição de alumínio como elemento de liga. Devem ser tomados cuidados para minimizar a absorção de hidrogênio durante a fabricação. Operações de soldagem geralmente necessitam de proteção por gás inerte para minimizar a absorção de hidrogênio [2].
Propriedades de Superfície
A resistência à corrosão e ao desgaste são propriedades importantes para qualquer metal em muitos tipos de aplicação, e se o metal não as possui intrinsecamente, obrigatoriamente deve passar por tratamentos que melhorem a resistência à corrosão e ao desgaste. O titânio apresenta relevante resistência à corrosão causada pela maioria dos meios, porém sua resistência ao desgaste deve ser melhorada por alguns tipos de tratamento de modo a viabilizar o uso do titânio para determinadas aplicações. Vários tipos de tratamentos superficiais, tanto revestimento de superfície quanto endurecimento superficial, já foram aplicados ao titânio com o intuito de melhorar sua resistência ao desgaste. Estes tratamentos superficiais em alguns casos melhoram também a resistência à corrosão e em determinadas circunstâncias podem também servir como revestimentos decorativos.
Fenômeno do Atrito
O movimento de deslizamento ou movimento relativo entre duas superfícies, metálicas ou não, sofre a resistência de uma força de fricção (atrito). Este atrito existe estejam os metais em movimento ou não. Esta resistência é medida pela razão entre a força necessária para mover o objeto e a normal ao peso do mesmo. Existem dois coeficientes deste mesmo tipo: o coeficiente de atrito estático, que mede a força necessária para iniciar o movimento, e o coeficiente dinâmico, que mede a força necessária para manter o movimento. Como a intensidade da força de atrito a ser vencida depende da tendência dos metais a aderir, a taxa de desgaste do metal também deve ser estudada. O fenômeno da fricção e a susceptibilidade ao desgaste, quando consideradas em conjunto, são valores essenciais para determinar a capacidade de uso do material em situações de movimento relativo entre superfícies. Como para tais aplicações a maioria dos metais necessita de lubrificação, estes fatores são importantes ao se analisar o titânio em condições de atrito.
Atrito e Desgaste
O titânio, quando em movimento contra si mesmo, apresenta baixo coeficiente de atrito quando comprado com outros metais. Entretanto, o baixo valor de 0,50 para o titânio é de magnitude suficiente para inviabilizar os contatos metal-metal. Quando o titânio desliza contra metais com dureza semelhante o coeficiente é inicialmente baixo, mas gradualmente aumenta até atingir um valor igual ao encontrado na situação na qual o titânio desliza contra o próprio titânio. Embora este valor seja baixo para um metal que desliza sobre si próprio, é comparativamente alto para um metal que desliza contra um outro tipo de metal. A análise dessas superfícies metálicas mostra que esse aumento pode ser atribuído à tendência de descamação e agarramento que o titânio apresenta. Partículas de titânio transferem-se para a outra superfície, a revestindo de tal modo suficiente que na prática ocorre deslizamento de titânio contra titânio. Em todos esses casos o desgaste da peça de titânio foi excessivo por causa do agarramento e da descamação. Os resultados dos ensaios realizados no titânio com metais mais macios, tais como: cobre, alumínio e latão, por diferentes pesquisadores mostraram-se conflitantes. Num caso os valores mostraram-se ligeiramente mais baixos do que os encontrados nos metais mais duros, ocorrendo desgaste no metal mais macio. Em outros casos, o coeficiente de atrito encontrado situou-se na faixa de 0,15 a 0,20. Este valor é relativamente baixo, porém é acompanhado por um desgaste muito drástico na peça fabricada com metal mais macio. O zinco foi o único metal que apresentou um coeficiente de atrito mais alto nesta análise, em torno de 0,70. Entretanto, este metal apresenta intrínseca e elevada tendência à descamação. Verifica-se, com base nesses valores de coeficiente de atrito e nessas características de desgaste, que tais junções deslizantes não lubrificadas não são adequadas no caso do titânio.
Lubrificação
Geralmente obtém-se a redução do atrito e do desgaste por meio do uso de lubrificantes. A aplicação de óleos lubrificantes e de graxas à superfície do titânio não causa redução do coeficiente de atrito e nenhuma redução na tendência ao agarramento e à descamação. Isso é atribuído à incapacidade de o titânio formar com esses lubrificantes em sua superfície camadas adsorvidas física ou quimicamente. Quando são usados lubrificantes sólidos como a grafite ou o ácido palmítico, o atrito é reduzido temporariamente. Porém esta redução perdura somente o tempo em que o lubrificante permanece aderido à peça, pois no caso de óleos essa aderência entre lubrificante e
superfície de titânio não existe. Entretanto, sob cargas baixas estes lubrificantes são efetivos por curto tempo. Do mesmo modo, o desgaste é reduzido temporariamente e aumenta novamente assim que a camada de lubrificante é rompida. Como meios de lubrificação comuns não conseguem reduzir o atrito ou diminuir a taxa de desgaste, outros tratamentos de superfície devem ser empregados.
Revestimentos de Superfície
A aplicação de vários tipos de revestimentos a uma superfície metálica é um modo convencional de melhorar sua resistência ao desgaste, resistência à corrosão ou aspecto visual. Estes revestimentos já foram aplicados em outros metais estruturais com excelentes resultados. Por outro lado, estes tratamentos de superfície já foram aplicados ao titânio com resultados muito variados. Em todo caso, vários revestimentos deste tipo, ambos metálicos e não metálicos, apresentaram excelentes resultados em termos de melhoria da resistência à corrosão e ao desgaste do titânio.
Revestimentos Não Metálicos
Os revestimentos não metálicos, com exceção da aplicação de tintas e vernizes, geralmente envolvem uma reação química entre superfície metálica e um sal inorgânico. Casos típicos deste tipo de revestimento são as superfícies anodizadas e os revestimentos à base de fluoreto-fosfato e fluoreto-borato. A anodização é um dos métodos mais antigos utilizados para melhorar a resistência à corrosão e ao desgaste. Estes revestimentos são formados quando num eletrólito o metal funciona como anodo, formando assim uma camada de óxido. O titânio reage com muitos eletrólitos para formar filmes finos coloridos que são decorativos, porém de pouco valor do ponto de vista de aplicação prática industrial. Entretanto, alguns eletrólitos produzem revestimentos espessos de óxido no titânio, os quais são aderentes e duráveis. A solução mais promissora é a de um banho contendo 5 % de hidróxido de sódio operado a 93 ºC. Superfícies de titânio normais necessitam de aproximadamente 20 minutos a 5,38 ampères/mm2. No caso de adição de elementos de liga ou de realização de deformação plástica, é necessário aumentar os níveis de ambos os parâmetros para poder obter resultados satisfatórios em termos de qualidade do revestimento. Outros banhos contendo misturas de sais do tipo sódio-aluminato-fosfato de sódio dibásico ou peróxido de sódio-fosfato de sódio dibásico produzem revestimentos de óxidos satisfatórios no titânio. Revestimentos de óxidos formados pelos procedimentos mencionados anteriormente foram empregados com sucesso para minimizar o desgaste. Sob cargas pesadas e tanto com óleo quanto com bissulfito de molibdênio como lubrificantes foram observados consideráveis aumentos de resistência ao desgaste. Esses revestimentos também são úteis em operações de conformação a frio. Com lubrificantes adequados até 70 % de redução pode ser obtida em operações de trefilação sem recozimento intermediário. A anodização também aumenta resistência à corrosão por ácido sulfúrico, além de melhorarem a resistência à corrosão por ácidos nítrico e clorídrico. Revestimentos são mais facilmente aplicados por imersão, portanto este processo é comercialmente mais vantajoso. A peça é imersa numa solução química. No caso de revestimentos por fluoreto este processo apresenta excelentes resultados. Os revestimentos de fosfato-fluoreto são aplicados por imersão num banho composto de fosfato de sódio tribásico, fluoreto de potássio e ácido fluorídrico. Ocorre uma reação química na superfície que leva à formação de um complexo de fluoretos de titânio e potássio. A espessura do revestimento, bem como sua aderência, é dependente do tempo de imersão, embora o pH e a temperatura também sejam importantes. O revestimento de borato-fluoreto é aplicado de modo semelhante a partir de um banho contendo uma solução de tetraborato de sódio, fluoreto de potássio e ácido fluorídrico. A lubrificação e/ou o tratamento térmico posterior do revestimento aumentam muito sua resistência ao desgaste. Na trefilação foi possível obter até 90 % de redução sem recozimento intermediário, embora fossem necessárias operações de reconstituição do revestimento em intervalos regulares. Na trefilação de tubos foi possível conseguir com esses revestimentos reduções de até 65 %. Através da ligação entre o lubrificante, a resina e o revestimento de fluroeto forma-se uma camada continuamente lubrificante sobre a superfície do titânio. Sem lubrificação adicional esse tipo de superfície permite obter resistência ao desgaste superior á que é obtida com outros tipos de revestimentos. A pintura é um dos métodos mais usados para depositar revestimentos, e não apenas oferece alguma proteção à corrosão, mas também se constitui num ornamento interessante, embora esse tipo de efeito também possa ser conseguido através da anodização e de alguns revestimentos químicos. A pintura permite obter uma barreira contínua contra meios corrosivos, além de restringir a ação da atmosfera e ser especialmente útil para evitar corrosão galvânica de juntas soldadas com metais dissimilares. Pode ser aplicada a superfícies expostas de titânio com boa adesão. Entretanto, obtém-se melhor adesão entre a pintura e uma superfície de titânio anodizada. Quando a superfície pintada é submetida ao calor, a meios corrosivos e à abrasão leve, a superfície deve ser obrigatoriamente anodizada antes da pintura.
Revestimentos Metálicos
Os revestimentos metálicos são mais amplamente usados do que os revestimentos não metálicos. A imersão a quente, a eletrodeposição, a difusão, a aspersão (“spray”), a deposição por vapor e o clade (“cladding”) são seis métodos tradicionais de aplicação de revestimentos metálicos que já foram aplicados ao titânio com algum sucesso.
Em vários casos a camada de óxido, que é tão favorável do ponto de vista de resistência à corrosão, não é tão adequada em termos de revestimento. A imersão a quente consiste em imergir a peça metálica num banho de metal fundido. A galvanização do aço é um exemplo deste tipo de processo. O titânio pode ser revestido a quente por vários metais. Entretanto, na maioria dos casos, a camada formada entre o titânio e o metal do revestimento é frágil e inadequada para uso comercial. Quando o alumínio, ou a prata, é o metal líquido, a camada de ligação é razoavelmente dútil. Devido ao elevado preço da prata, somente o alumínio pode ser usado comercialmente. Outra possibilidade é o uso do chumbo como revestimento aplicado por imersão a quente, entretanto, este metal apresenta problemas de insalubridade. A camada de óxido formada na superfície do titânio restringe a capacidade do estanho e do zinco molharem a superfície do titânio, o que viabilizaria a formação do revestimento. Revestimentos eletrodepositados são os mais comumente usados entre os revestimentos metálicos. Têm como função melhorar a resistência à corrosão, melhorar as características de trabalho a frio e ornamentar as superfícies. Exemplos típicos deste tipo de revestimento são as peças metálicas cromadas encontradas em muitos artigos de uso comercial. Métodos tradicionais de eletrodeposição são capazes de revestir titânio, porém com uma falta de aderência típica. As pesquisas desenvolvidas com o objetivo de aprimorar este tipo de revestimento ainda não produziram um banho ou método capaz de depositar um revestimento completamente aderente à superfície do titânio. A camada de óxido normalmente presente sobre a superfície do titânio dificulta muito qualquer tentativa de eletrodeposição de outros metais nesta superfície. Esforços para destruir essa camada de óxido também se mostraram infrutíferos, incluindo jateamento com areia seca e úmida, ataque anódico, decapagem aquosa e não aquosa, decapagem com sais fundidos e eletrolimpeza. Os revestimentos não aderentes produzidos servem somente para operações de trabalho a frio. Contudo, já forma obtidos revestimentos aderentes de cromo em superfícies fraturadas de titânio, o que indica que revestimentos eletrodepositados aderentes à superfície de titânio poderão ser obtidos. Estudos indicam que um pré-tratamento da superfície é essencial. Revestimentos obtidos por difusão ou impregnação são formados pela penetração de um metal na superfície de outro metal. Isso corre através de um tratamento em alta temperatura do metal que é envolvido pelo outro metal. Vários tipos de metais são usados para revestir o aço, como no caso da difusão do alumínio ou do ferro-silício. Entretanto, tentativas semelhantes de revestir o titânio não foram tão bem sucedidas. Já foram produzidos revestimentos de níquel no titânio com elevada dureza, além de conferir melhor resistência à corrosão e ao desgaste. Como o níquel é aplicado como revestimento de titânio por difusão, é possível que outros metais possam ser aplicados pelo mesmo processo. Nesse sentido já foram desenvolvidos revestimentos de cromo e de cobre usando a mesma técnica. Revestimentos podem ser aplicados por aspersão (“spray”) de metal puro na superfície de um componente metálico com subseqüente decomposição química. Ao aspergir um metal puro através de uma pistola especial, este funde e se atomiza, sendo depositado com uma camada de revestimento sobre o metal base. As partículas líquidas são direcionadas de encontro à superfície metálica por ar comprimido. Embora seja usado metal líquido, o revestimento resultante fica ligado apenas mecanicamente à superfície. Qualquer metal capaz de ser fundido por uma chama oxi-acetilênica pode ser usado como revestimento aplicado por aspersão térmica. Entretanto, outros processos de revestimento que resultam em revestimentos quimicamente aderentes são preferíveis. Compostos metal-orgânicos podem ser aplicados a uma superfície por deposição por vapor. O aquecimento durante a aplicação do revestimento serve para decompor o composto, eliminando a substância orgânica, de modo a deixar somente o revestimento metálico sobre a superfície. Revestimentos de molibdênio são produzidos por deposição por vapor, de modo a depositar hexacarbonila de molibdênio na superfície de titânio num sistema fechado de atmosfera de hidrogênio sob pressão reduzida. A operação pode ser conduzida em temperaturas tão baixas quanto 480 ºC, porém o revestimento assim formado é duro e frágil. Em temperaturas da ordem de 925 ºC o revestimento resultante é dútil e a ligação formada com o substrato é melhor, já que nessas temperaturas mais elevadas a difusão é mais intensa. Ótimos resultados são obtidos quando se utiliza uma proporção de 3 partes de carbonila para 1 parte de hidrogênio. O revestimento assim produzido apresenta considerável resistência ao desgaste, especialmente quando lubrificado. Partículas metálicas em suspensão num ligante orgânico podem ser aspergidas ou pintadas em superfícies metálicas. O aquecimento elimina o ligante e promove a adesão do revestimento à superfície. Revestimentos de silício sobre superfícies de titânio podem ser produzidos por essa técnica. A pintura da superfície com uma mistura de pó de silício e gliptal suspensos numa mistura de acetona e álcool de diacetona depositará o silício metálico. O silício é ligado à superfície por aquecimento para eliminar o veículo e por sinterização em atmosfera de hidrogênio ou em vácuo a temperaturas da ordem de 1315 ºC. Entretanto, esta elevada temperatura de sinterização prejudica as propriedades mecânicas do titânio. Contudo, quando a resistência mecânica não é um fator primordial, a vida útil do titânio em alta temperatura pode ser aumentada consideravelmente. Amostras revestidas já foram aquecidas a temperaturas da ordem de 980 ºC por cerca de 250 horas sem que tenha havido penetração de agentes de contaminação provenientes da atmosfera. Em temperaturas mais baixas, aparentemente mais práticas do ponto de vista da rotina industrial, a vida útil pode ser ainda mais prolongada. Quando a massa do revestimento metálico supera 3 % da massa total da peça, este revestimento é denominado
clade (“clad” ou “cladding”). O clade pode ser obtido ao se fundir um metal em torno de um outro metal base, ou por soldagem por fusão de um metal à superfície da peça metálica. Entretanto, o método mais comum de produzir este tipo de revestimento consiste em laminar o metal base introduzido entre duas chapas do metal dissimilar que se transformarão no revestimento, e que formam uma espécie de “sanduíche”. Este processo produz uma ligação por pressão a frio entre as superfícies metálicas. Metais como o alumínio, que podem ser soldados a frio com o titânio são adaptáveis a este tipo de processo de clade. Além disso, o clade também pode ser utilizado para facilitar a redução a frio de chapas e placas de titânio.
Endurecimento de Superfícies
É fato muito bem conhecido que superfícies duras são as melhores para reduzir a taxa de desgaste de peças metálicas que estão em contato e movem-se entre si. Entretanto, muitas peças necessitam de dutilidade e tenacidade razoáveis juntamente com esta dureza. Contudo, este tipo de combinação ainda não foi encontrado em metais de uso industrial. Por este motivo, foram desenvolvidos processos cujo objetivo é a produção de invólucros duros em torno de núcleos metálicos tenazes. Estes processos endurecem a camada externa do metal através da difusão de elementos intersticiais para a superfície metálica por meio do aquecimento desta superfície.
Carbonetação (Cementação)
A carbonetação (também conhecida como cementação) consiste no aquecimento deste metal em presença de compostos carburizantes comerciais, como grafite ou gás propano, que leva à formação de uma camada rica em carbono na superfície metálica, mantendo o núcleo da peça praticamente inalterado. Os revestimentos assim produzidos são porosos e frágeis, com exceção de uma camada fina e densa na superfície do titânio. Estes revestimentos finos possuem excelente resistência ao desgaste e à abrasão durante o pouco tempo em que permanecem. Os esforços no sentido de desenvolver revestimentos espessos e densos não têm obtido muito sucesso, mas as pesquisas continuam nesse sentido.
Oxidação
Revestimentos duros podem ser formados pelo aquecimento do titânio em ar seco ou em atmosferas contendo oxigênio. A fragilidade do revestimento assim obtido é tanta que inviabiliza o seu uso comercial. Os resultados destas pesquisas têm sido tão contundentes que presentemente se recomenda exclusão total do oxigênio durante qualquer tratamento térmico do titânio.
Hidretação
O endurecimento superficial do titânio com o uso de hidrogênio produz revestimentos não porosos com dureza intermediária. Estes revestimentos trincam sob cargas leves ou abrasão, e se esmigalham sob cargas pesadas.
Endurecimento por Indução
Aquecer o titânio em atmosfera inerte por meio de bobinas de indução e concentrador de correntes parasitas produz revestimentos de dureza intermediária. A superfície é não porosa, isenta de trincas, e não é excessivamente frágil. Sob condições de ensaio de desgaste, os revestimentos não são suficientemente duros para evitar a tendência ao destacamento do titânio. Quando são utilizadas cargas leves, os revestimentos revelam um comportamento mecânico satisfatório.
Cianonitretação
A cianonitretação utiliza a difusão do carbono e do nitrogênio simultaneamente na superfície metálica. Revestimentos com dureza razoável já foram obtidos pelo aquecimento do titânio numa atmosfera de amônia e propano a 815 ºC. Os revestimentos assim obtidos se assemelham aos revestimentos resultantes da cementação, porém os resultados dos ensaios de desgaste são ligeiramente superiores.
Boretação
Revestimentos extremamente duros com baixa espessura podem ser produzidos na superfície do titânio por ação eletrolítica num banho de tetraborato de sódio fundido. Este processo utiliza anodos de grafite, sendo a peça de titânio o catodo. Uma corrente de 1 a 2 ampères a uma temperatura de 927 ºC por 2 horas é utilizada. Os revestimentos rugosos assim produzidos já apresentam resultados que indicam boa possibilidade de uso comercial.
Nitretação

O titânio e suas ligas podem ser endurecidos superficialmente com o uso do nitrogênio. Revestimentos úteis podem ser produzidos pelo tratamento deste metal em atmosfera de nitrogênio puro em temperaturas na faixa de 815 a 980 ºC. Entretanto, as propriedades ótimas são obtidas quando o revestimento depositado sobre a superfície de titânio é tratado a 870 ºC em nitrogênio puro. O revestimento de nitreto pode alcançar dureza de mais de 1000 unidades Vickers a uma distância de apenas 0,02 mm, a qual cai para apenas 350 HV a cerca de 0,06 mm da superfície. A nitretação com amônia, que emprega a amônia dissociada como veículo do nitrogênio, produz resultados compráveis em temperaturas ligeiramente mais baixas e tempos um pouco mais longos. Revestimentos com até 0,1 mm de espessura podem ser produzidos, mas necessitam cuidadoso controle de várias variáveis. A quantidade de amônia que entra no forno e a quantidade de amônia não decomposta que deixa o forno devem ser cuidadosamente reguladas para que se obtenha resultados ótimos. As melhores condições são produzidas quando a quantidade de amônia não decomposta que deixa o forno corresponde a 0,1 % do total de gases da exaustão. A espessura do revestimento evidentemente é função do tempo numa determinada temperatura. Deve ser ressaltado que após o aumento inicial, para tempos mais prolongados a espessura diminui com o aumento do tempo de nitretação. Os dois processos de nitretação mencionados anteriormente produzem revestimentos semelhantes. A nitretação com amônia envolve taxas de fluxo críticas, mas isso é compensado pelo sistema de purificação, e é necessário equipamentos de aquecimento adicionais para a nitretação com gás nitrogênio. Ensaios realizados permitem dizer que, entre as ligas de titânio, aquelas que contêm vanádio e boro permitem obter os melhores revestimentos nitretados. Mesmo assim, todos os revestimentos nitretados apresentam boa resistência ao desgaste, a qual pode ser melhorada ainda mais com o uso de lubrificantes. Embora alguns dos métodos mais comuns de tratamento de superfícies metálicas não sejam facilmente aplicados ao titânio, existem alguns processos de aplicação de revestimentos duros que melhoram sensivelmente as propriedades de resistência ao desgaste deste metal. Adicionalmente, alguns destes tratamentos também melhoram a resistência à corrosão e vários possibilitam a obtenção de revestimentos ornamentais.
Limpeza de Superfície
Todas as operações de aplicação de revestimentos necessitam de limpeza prévia e/ou posterior da superfície metálica que se constitui no substrato. O trabalho a quente torna necessário remover a camada de óxido assim produzida, assim como qualquer um dos tratamentos de superfície mencionados anteriormente. Os principais problemas encontrados durante operações de limpeza de superfícies estão na remoção da camada de óxido e na dissolução de filmes residuais.
Remoção de Óxidos
As camadas de óxidos podem ser removidas da superfície de titânio por métodos químicos e mecânicos comuns. Jateamento com areia seca ou úmida, jateamento com partículas duras ou esmerilhamento são utilizados para seções com grandes dimensões. Estas operações devem ser seguidas por decapagem com ácidos e rinsagem em água para garantir completa remoção das camadas de óxidos. Peças menores podem ser limpas com soluções de hidreto de sódio padronizadas ou banhos cáusticos, seguidos por rinsagem em água e imersão em ácido e subseqüente rinsagem em água. Estes métodos apresentam desvantagens: banhos cáusticos apresentam tendência a fragilizar e não são adequados para material com pequenas dimensões, e banhos de hidretos não são recomendados para a limpeza de peças a serem soldadas. A remoção dos óxidos também pode ser obtida pela decapagem com soluções mistas de ácidos clorídrico e fluorídrico. Também são utilizadas misturas nas quais o ácido nítrico substitui o ácido fluorídrico. Soluções típicas de decapagem ácida: a) 80 ml HNO3 + 20 ml HF + 900 ml H2O; b) 30 ml HCl + 20 ml HF + 950 ml H2O; c) 450 ml HNO3 + 450 ml H2O + 100 ml H2SiF6 + 100 g NH4F.HF. Soluções ácidas para limpeza pós-jateamento ou hidretação geralmente consistem de soluções diluídas de ácido sulfúrico ou fluorídrico.
Remoção de Graxas
A remoção de filmes residuais de óleos ou graxas na superfície de titânio pode ser obtida por qualquer método padronizado. Reagentes usados com sucesso incluem tricloroetileno quente, tetracloreto de carbono fervente e metassilicato de sódio quente. Entretanto, impressões digitais e outras manchas de origem orgânica não são facilmente removidas, porém não são prejudiciais aos tratamentos posteriores [3].
Referências bibliográficas
[1] – Brooks, C.R.; “Heat Treatment, Structure and Properties of Nonferrous Alloys”; American Society for Metals (ASM), Metals Park, Ohio, USA, 1982, chapter 9, p.329-387.
[2] – Donachie Jr., M.J.; “Titanium A Technical Guide”; ASM International, Metals Park, Ohio, USA, 1988, 469 p.
[3] – Abkowitz, S.; Burke, J.J.; Hiltz Jr., R.H.; “Titanium in Industry”, D. Van Nostrand Company Inc., New York, USA, 1955, 224 p.
[4] – Gilbert, J.R.B.; “The Uses of Titanium”, Materials Science and Technology, v.1, April, 1985, p. 257-262.

Resumo: Titânio e suas ligas
Definição Material de engenharia de aplicação relativamente recente, o Titânio possui uma densidade razoavelmente baixa (4,5 g/cm3), um elevado ponto de fusão (1668 °C) e um bom módulo de elasticidade (107 Gpa). Suas ligas são bastante resistentes, chegando a atingir valores de limite de resitência à tração de 1400 Mpa em temperatura ambiente, além de possuírem boa ductilidade e boas usinabilidade e forjabilidade.
Sua maior limitação é uma elevada reatividade química com outros elementos em elevadas temperaturas, o que levou ao desenvolvimento de uma série de ligas especiais que elevam o custo do material. A principal característica do Titânio, entretanto, é a sua elevada resistência à corrosão em temperatura ambiente, o que o torna praticamente imune ao ar, à atmosfera marinha e a uma grande variedade de atmosferas industriais. Além disso, o Titânio é biocompatível, o que o torna uma alternativa altamente utilizada na área biomédica.
Chapas laminadas de titânio
Classificação O Titânio possui as seguintes classificações no sistema da ASTM (American Society of Testing and Materials): não-ligados (Titânio em diferentes níveis de pureza), ligas a, ligas a-b e ligas b, ou seja, a sua divisão é feita de acordo com a sua estrutura cristalina e com as fases presentes. A designação é feita com alusão direta às quantidades de elementos de liga presentes. Como exemplo, podemos citar a liga Ti-0.3Mo-0.8Ni, uma liga a com as quantidades de Molibdênio e Níquel indicadas diretamente na designação da liga.
Aplicações O Titânio possui uma série de aplicações em tecnologia de ponta. Suas características de resistência à corrosão, resistência mecânica e densidade são determinantes na escolha das suas ligas. Entre as suas muitas aplicações podem ser citadas: em componentes de turbinas à gás; vasos de pressão aeroespaciais; como material estrutural nas indústrias aeronáutica, automobilística e marinha; em carcaças de submarinos; conteiners de lixo nuclear; estruturas de suporte para sistemas óticos sujeitos a grandes variações de temperatura; implantes e próteses; bens de consumo (pulseiras de relógios, tacos de golfe, etc.), entre outras.
Tubos de Titânio: elevada resistência à corrosão

ZINCO
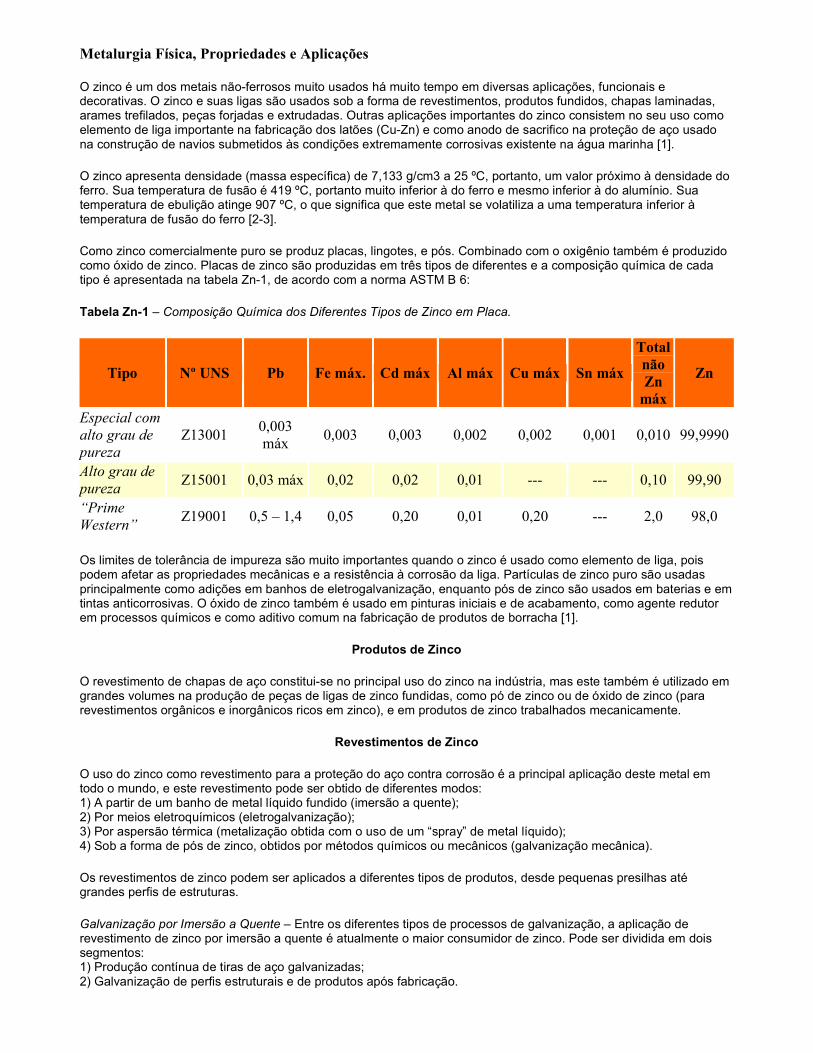
Metalurgia Física, Propriedades e Aplicações
O zinco é um dos metais não-ferrosos muito usados há muito tempo em diversas aplicações, funcionais e decorativas. O zinco e suas ligas são usados sob a forma de revestimentos, produtos fundidos, chapas laminadas, arames trefilados, peças forjadas e extrudadas. Outras aplicações importantes do zinco consistem no seu uso como elemento de liga importante na fabricação dos latões (Cu-Zn) e como anodo de sacrifico na proteção de aço usado na construção de navios submetidos às condições extremamente corrosivas existente na água marinha [1].
O zinco apresenta densidade (massa específica) de 7,133 g/cm3 a 25 ºC, portanto, um valor próximo à densidade do ferro. Sua temperatura de fusão é 419 ºC, portanto muito inferior à do ferro e mesmo inferior à do alumínio. Sua temperatura de ebulição atinge 907 ºC, o que significa que este metal se volatiliza a uma temperatura inferior à temperatura de fusão do ferro [2-3].
Como zinco comercialmente puro se produz placas, lingotes, e pós. Combinado com o oxigênio também é produzido como óxido de zinco. Placas de zinco são produzidas em três tipos de diferentes e a composição química de cada tipo é apresentada na tabela Zn-1, de acordo com a norma ASTM B 6:
Tabela Zn-1 – Composição Química dos Diferentes Tipos de Zinco em Placa.
Tipo �º U�S Pb Fe máx. Cd máx Al máx Cu máx Sn máx
Total não Zn
máx
Zn
Especial com alto grau de pureza
Z13001 0,003 máx
0,003 0,003 0,002 0,002 0,001 0,010 99,9990
Alto grau de pureza
Z15001 0,03 máx 0,02 0,02 0,01 --- --- 0,10 99,90
“Prime Western”
Z19001 0,5 – 1,4 0,05 0,20 0,01 0,20 --- 2,0 98,0
Os limites de tolerância de impureza são muito importantes quando o zinco é usado como elemento de liga, pois podem afetar as propriedades mecânicas e a resistência à corrosão da liga. Partículas de zinco puro são usadas principalmente como adições em banhos de eletrogalvanização, enquanto pós de zinco são usados em baterias e em tintas anticorrosivas. O óxido de zinco também é usado em pinturas iniciais e de acabamento, como agente redutor em processos químicos e como aditivo comum na fabricação de produtos de borracha [1].
Produtos de Zinco
O revestimento de chapas de aço constitui-se no principal uso do zinco na indústria, mas este também é utilizado em grandes volumes na produção de peças de ligas de zinco fundidas, como pó de zinco ou de óxido de zinco (para revestimentos orgânicos e inorgânicos ricos em zinco), e em produtos de zinco trabalhados mecanicamente.
Revestimentos de Zinco
O uso do zinco como revestimento para a proteção do aço contra corrosão é a principal aplicação deste metal em todo o mundo, e este revestimento pode ser obtido de diferentes modos: 1) A partir de um banho de metal líquido fundido (imersão a quente); 2) Por meios eletroquímicos (eletrogalvanização); 3) Por aspersão térmica (metalização obtida com o uso de um “spray” de metal líquido); 4) Sob a forma de pós de zinco, obtidos por métodos químicos ou mecânicos (galvanização mecânica).
Os revestimentos de zinco podem ser aplicados a diferentes tipos de produtos, desde pequenas presilhas até grandes perfis de estruturas.
Galvanização por Imersão a Quente – Entre os diferentes tipos de processos de galvanização, a aplicação de revestimento de zinco por imersão a quente é atualmente o maior consumidor de zinco. Pode ser dividida em dois segmentos: 1) Produção contínua de tiras de aço galvanizadas; 2) Galvanização de perfis estruturais e de produtos após fabricação.
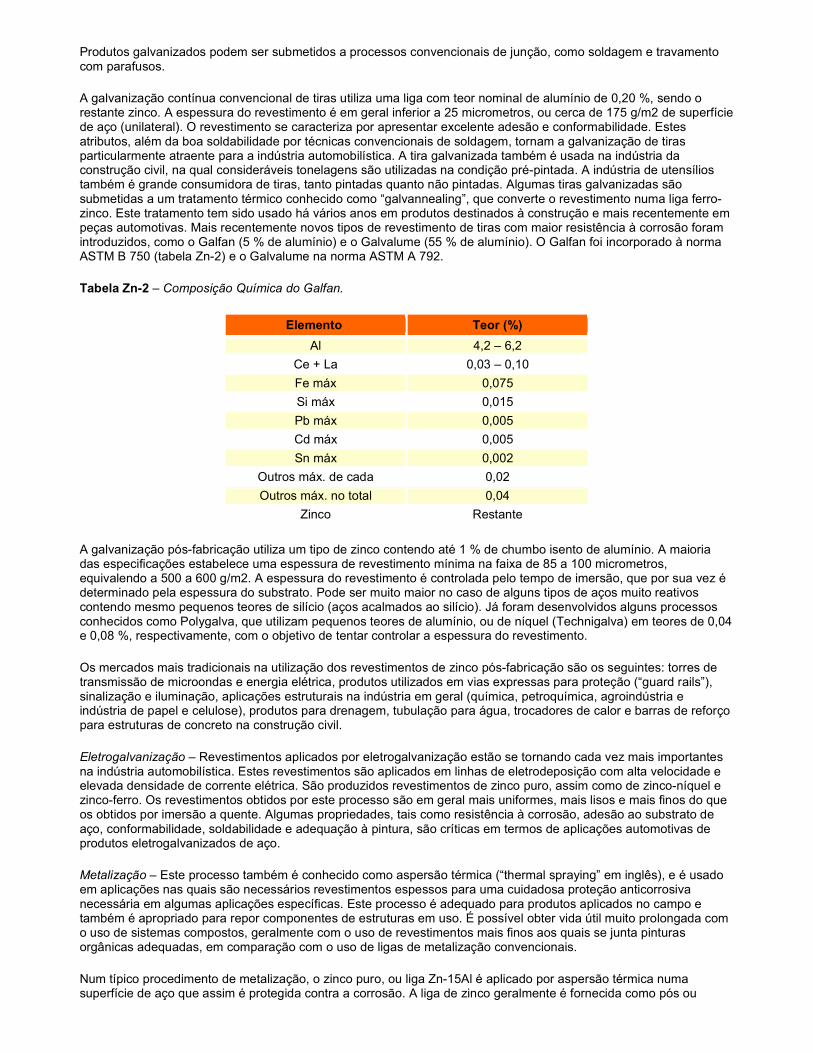
Produtos galvanizados podem ser submetidos a processos convencionais de junção, como soldagem e travamento com parafusos.
A galvanização contínua convencional de tiras utiliza uma liga com teor nominal de alumínio de 0,20 %, sendo o restante zinco. A espessura do revestimento é em geral inferior a 25 micrometros, ou cerca de 175 g/m2 de superfície de aço (unilateral). O revestimento se caracteriza por apresentar excelente adesão e conformabilidade. Estes atributos, além da boa soldabilidade por técnicas convencionais de soldagem, tornam a galvanização de tiras particularmente atraente para a indústria automobilística. A tira galvanizada também é usada na indústria da construção civil, na qual consideráveis tonelagens são utilizadas na condição pré-pintada. A indústria de utensílios também é grande consumidora de tiras, tanto pintadas quanto não pintadas. Algumas tiras galvanizadas são submetidas a um tratamento térmico conhecido como “galvannealing”, que converte o revestimento numa liga ferro-zinco. Este tratamento tem sido usado há vários anos em produtos destinados à construção e mais recentemente em peças automotivas. Mais recentemente novos tipos de revestimento de tiras com maior resistência à corrosão foram introduzidos, como o Galfan (5 % de alumínio) e o Galvalume (55 % de alumínio). O Galfan foi incorporado à norma ASTM B 750 (tabela Zn-2) e o Galvalume na norma ASTM A 792.
Tabela Zn-2 – Composição Química do Galfan.
Elemento Teor (%)
Al 4,2 – 6,2 Ce + La 0,03 – 0,10 Fe máx 0,075 Si máx 0,015 Pb máx 0,005 Cd máx 0,005 Sn máx 0,002
Outros máx. de cada 0,02 Outros máx. no total 0,04
Zinco Restante
A galvanização pós-fabricação utiliza um tipo de zinco contendo até 1 % de chumbo isento de alumínio. A maioria das especificações estabelece uma espessura de revestimento mínima na faixa de 85 a 100 micrometros, equivalendo a 500 a 600 g/m2. A espessura do revestimento é controlada pelo tempo de imersão, que por sua vez é determinado pela espessura do substrato. Pode ser muito maior no caso de alguns tipos de aços muito reativos contendo mesmo pequenos teores de silício (aços acalmados ao silício). Já foram desenvolvidos alguns processos conhecidos como Polygalva, que utilizam pequenos teores de alumínio, ou de níquel (Technigalva) em teores de 0,04 e 0,08 %, respectivamente, com o objetivo de tentar controlar a espessura do revestimento.
Os mercados mais tradicionais na utilização dos revestimentos de zinco pós-fabricação são os seguintes: torres de transmissão de microondas e energia elétrica, produtos utilizados em vias expressas para proteção (“guard rails”), sinalização e iluminação, aplicações estruturais na indústria em geral (química, petroquímica, agroindústria e indústria de papel e celulose), produtos para drenagem, tubulação para água, trocadores de calor e barras de reforço para estruturas de concreto na construção civil.
Eletrogalvanização – Revestimentos aplicados por eletrogalvanização estão se tornando cada vez mais importantes na indústria automobilística. Estes revestimentos são aplicados em linhas de eletrodeposição com alta velocidade e elevada densidade de corrente elétrica. São produzidos revestimentos de zinco puro, assim como de zinco-níquel e zinco-ferro. Os revestimentos obtidos por este processo são em geral mais uniformes, mais lisos e mais finos do que os obtidos por imersão a quente. Algumas propriedades, tais como resistência à corrosão, adesão ao substrato de aço, conformabilidade, soldabilidade e adequação à pintura, são críticas em termos de aplicações automotivas de produtos eletrogalvanizados de aço.
Metalização – Este processo também é conhecido como aspersão térmica (“thermal spraying” em inglês), e é usado em aplicações nas quais são necessários revestimentos espessos para uma cuidadosa proteção anticorrosiva necessária em algumas aplicações específicas. Este processo é adequado para produtos aplicados no campo e também é apropriado para repor componentes de estruturas em uso. É possível obter vida útil muito prolongada com o uso de sistemas compostos, geralmente com o uso de revestimentos mais finos aos quais se junta pinturas orgânicas adequadas, em comparação com o uso de ligas de metalização convencionais.
Num típico procedimento de metalização, o zinco puro, ou liga Zn-15Al é aplicado por aspersão térmica numa superfície de aço que assim é protegida contra a corrosão. A liga de zinco geralmente é fornecida como pós ou
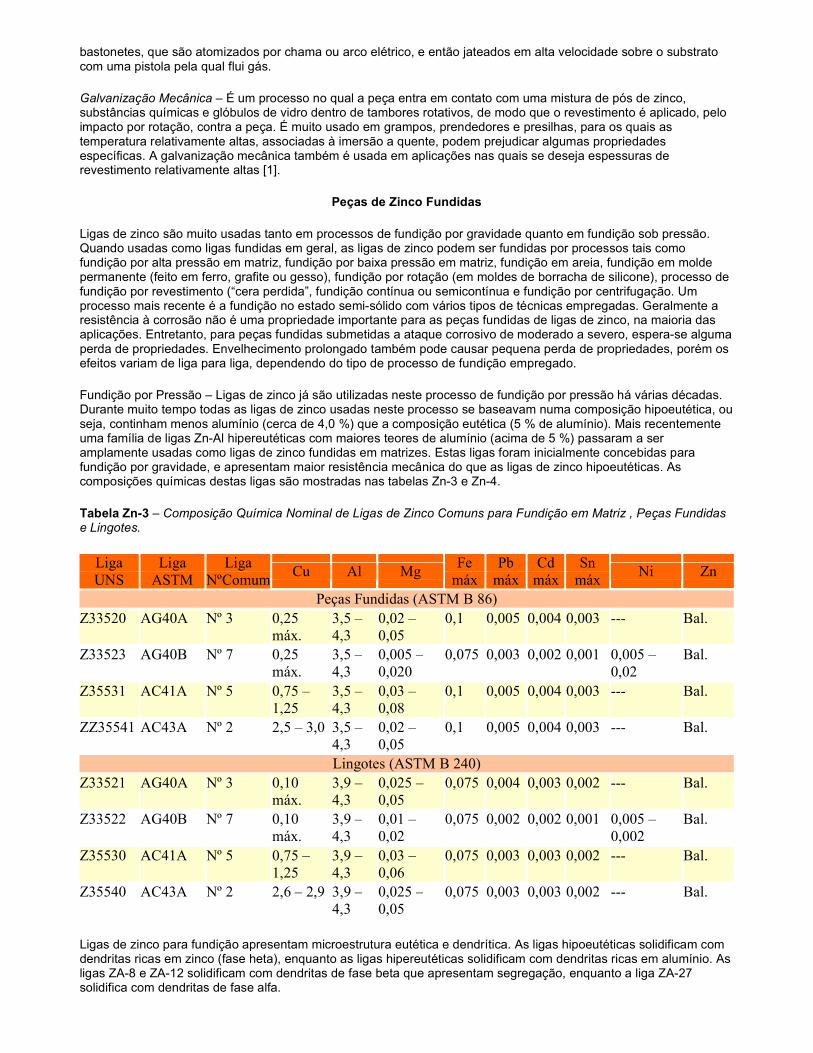
bastonetes, que são atomizados por chama ou arco elétrico, e então jateados em alta velocidade sobre o substrato com uma pistola pela qual flui gás.
Galvanização Mecânica – É um processo no qual a peça entra em contato com uma mistura de pós de zinco, substâncias químicas e glóbulos de vidro dentro de tambores rotativos, de modo que o revestimento é aplicado, pelo impacto por rotação, contra a peça. É muito usado em grampos, prendedores e presilhas, para os quais as temperatura relativamente altas, associadas à imersão a quente, podem prejudicar algumas propriedades específicas. A galvanização mecânica também é usada em aplicações nas quais se deseja espessuras de revestimento relativamente altas [1].
Peças de Zinco Fundidas
Ligas de zinco são muito usadas tanto em processos de fundição por gravidade quanto em fundição sob pressão. Quando usadas como ligas fundidas em geral, as ligas de zinco podem ser fundidas por processos tais como fundição por alta pressão em matriz, fundição por baixa pressão em matriz, fundição em areia, fundição em molde permanente (feito em ferro, grafite ou gesso), fundição por rotação (em moldes de borracha de silicone), processo de fundição por revestimento (“cera perdida”, fundição contínua ou semicontínua e fundição por centrifugação. Um processo mais recente é a fundição no estado semi-sólido com vários tipos de técnicas empregadas. Geralmente a resistência à corrosão não é uma propriedade importante para as peças fundidas de ligas de zinco, na maioria das aplicações. Entretanto, para peças fundidas submetidas a ataque corrosivo de moderado a severo, espera-se alguma perda de propriedades. Envelhecimento prolongado também pode causar pequena perda de propriedades, porém os efeitos variam de liga para liga, dependendo do tipo de processo de fundição empregado.
Fundição por Pressão – Ligas de zinco já são utilizadas neste processo de fundição por pressão há várias décadas. Durante muito tempo todas as ligas de zinco usadas neste processo se baseavam numa composição hipoeutética, ou seja, continham menos alumínio (cerca de 4,0 %) que a composição eutética (5 % de alumínio). Mais recentemente uma família de ligas Zn-Al hipereutéticas com maiores teores de alumínio (acima de 5 %) passaram a ser amplamente usadas como ligas de zinco fundidas em matrizes. Estas ligas foram inicialmente concebidas para fundição por gravidade, e apresentam maior resistência mecânica do que as ligas de zinco hipoeutéticas. As composições químicas destas ligas são mostradas nas tabelas Zn-3 e Zn-4.
Tabela Zn-3 – Composição Química Nominal de Ligas de Zinco Comuns para Fundição em Matriz , Peças Fundidas e Lingotes.
Liga UNS
Liga ASTM
Liga NºComum
Cu Al Mg Fe máx
Pb máx
Cd máx
Sn máx
Ni Zn
Peças Fundidas (ASTM B 86) Z33520 AG40A Nº 3 0,25
máx. 3,5 – 4,3
0,02 – 0,05
0,1 0,005 0,004 0,003 --- Bal.
Z33523 AG40B Nº 7 0,25 máx.
3,5 – 4,3
0,005 – 0,020
0,075 0,003 0,002 0,001 0,005 – 0,02
Bal.
Z35531 AC41A Nº 5 0,75 – 1,25
3,5 – 4,3
0,03 – 0,08
0,1 0,005 0,004 0,003 --- Bal.
ZZ35541 AC43A Nº 2 2,5 – 3,0 3,5 – 4,3
0,02 – 0,05
0,1 0,005 0,004 0,003 --- Bal.
Lingotes (ASTM B 240) Z33521 AG40A Nº 3 0,10
máx. 3,9 – 4,3
0,025 – 0,05
0,075 0,004 0,003 0,002 --- Bal.
Z33522 AG40B Nº 7 0,10 máx.
3,9 – 4,3
0,01 – 0,02
0,075 0,002 0,002 0,001 0,005 – 0,002
Bal.
Z35530 AC41A Nº 5 0,75 – 1,25
3,9 – 4,3
0,03 – 0,06
0,075 0,003 0,003 0,002 --- Bal.
Z35540 AC43A Nº 2 2,6 – 2,9 3,9 – 4,3
0,025 – 0,05
0,075 0,003 0,003 0,002 --- Bal.
Ligas de zinco para fundição apresentam microestrutura eutética e dendrítica. As ligas hipoeutéticas solidificam com dendritas ricas em zinco (fase heta), enquanto as ligas hipereutéticas solidificam com dendritas ricas em alumínio. As ligas ZA-8 e ZA-12 solidificam com dendritas de fase beta que apresentam segregação, enquanto a liga ZA-27 solidifica com dendritas de fase alfa.

É muito importante um cuidado rigoroso no manuseio das ligas zinco fundidas para evitar contaminação por absorção de impurezas nocivas, como chumbo, cádmio, estanho e ferro, entre outras. Particularmente preocupante é o uso de fornos anteriormente destinados à fundição de ligas de cobre e de alumínio, pois estas ligas contêm alguns elementos nocivos às ligas de zinco. Ouro aspecto importante é o uso de sucata como matéria-prima de fundição, que, apesar de importante no aspecto econômico, deve ser limitado a no máximo 50 % das cargas de fundição, para evitar o surgimento de defeitos nas peças fundidas.
Como as ligas de zinco apresentam baixo ponto de fusão, necessitam de aporte térmico relativamente baixo e não precisam de fluxos nem de atmosferas protetoras. Além disso, não são poluentes, o que é uma vantagem importante na atualidade. A rápida taxa de resfriamento, inerente à fundição de zinco em matrizes, resulta em mínima mudança de dimensões e propriedades com o tempo, particularmente se a peça fundida é resfriada na matriz, e não ao ar. Embora este seja um problema muito raro, havendo necessidade pode ser aplicado um tratamento térmico de estabilização antes da peça entrar em operação, se forem necessários requisito muito rigoroso de estabilidade dimensional. Quanto maior a temperatura de tratamento térmico, menor o tempo de estabilização necessário. A temperatura de 100 ºC é um limite máximo adotado na prática industrial para evitar a formação de bolhas e outros defeitos nas peças fundidas. Um tratamento bastante comum consiste em aquecer a 100 º C por 3 a 6 horas seguido por resfriamento ao ar. Entretanto, o tempo necessário se estende para 10 a 20 horas se a temperatura escolhida for 70 ºC.
Devido à sua elevada fluidez, as ligas de zinco podem ser fundidas com espessuras muito menores do que outras ligas fundidas em matriz, além de poderem ser fabricadas com tolerâncias dimensionais muito mais estreitas. Além disso, permitem ângulos de retirada muito menores, e em alguns casos, mesmo zero. A liga nº 2 apresenta a mais alta resistência mecânica, resistência à fluência e dureza de todas as ligas na série Zamac de ligas hipoeutéticas para fundição em matriz.O alto teor de cobre (3,0 % Cu) provoca alguma instabilidade dimensional e leva a uma expansão líquida de aproximadamente 0,0014 % após 20 anos. Também causa alguma perda de resistência ao impacto e de dutilidade. A liga nº 2 apresenta propriedades adequadas ao uso em mancais.
A liga nº 3 é a mais utilizada na indústria entre as ligas de zinco para fundição em matriz, pois proporciona a melhor combinação de resistência mecânica, estabilidade dimensional, facilidade de acabamento e custo. A liga nº 5 permite a produção de peças fundidas mais duras e com maior resistência mecânica do que aquelas fabricadas com a liga nº 3. Entretanto, estas melhorias de propriedades ocorrem em detrimento da dutilidade e assim, operações pós-conformação, como rebitagem, recalque ou pregueamento, devem ser realizadas com cuidado adicional. A resistência à fluência da liga nº 5 é superada apenas pela da liga nº 2 entre as ligas Zn-Al hipoeutéticas.
A liga nº 7 é essencialmente uma versão de alta pureza da liga nº 3. Devido ao seu menor teor de magnésio, a liga nº 7 apresenta melhor fundibilidade do que a liga nº 3, permitindo excelente qualidade superficial nas peças fundidas. A liga nº 7 apresenta a maior dutilidade entre as ligas hipoeutéticas. A liga ZA-8 é a única entre as ligas hipereutéticas que pode ser fundida em matriz aquecida, juntamente com as ligas hipoeutéticas. Equivale á liga nº 2 em muitos aspectos, mas apresenta maior resistência à tração, à fadiga, e à fluência, é mais estável dimensionalmente e possui menor densidade. As peças fundidas com a liga ZA-8 podem ser facilmente acabadas, combinando alta resistência estrutural com excelente aparência.
A liga ZA-12 apresenta excelente fundibilidade em matriz fria. Possui menor densidade do que todas as outras ligas de zinco, com exceção da liga ZA-27, e é freqüentemente especificada para produzir peças fundidas que devem combinar boa qualidade de fundição com ótimo desempenho. A qualidade do revestimento na liga ZA-12 é menor do que na liga ZA-8, mas a ZA-12 apresenta excelente resistência ao desgaste e é muito adequado ao uso em mancais.
A liga ZA-27 é a mais leve, a mais dura e a mais resistente entre todas as ligas de zinco, mas apresenta dutilidade e resistência ao impacto relativamente baixas, quando fundidas em matriz por pressão. Devido ao amplo intervalo de solidificação da liga ZA-27, a qualidade das peças fundidas pode ser prejudicada se não forem tomados certos cuidados. A resistência secundária à fluência da liga ZA 27 é melhor que a de todas as outras ligas de zinco, com exceção da atualmente raramente usada liga ILZRO 16 (da International Lead-Zinc Research Organization). Entretanto, a liga ZA-8 apresenta melhor resistência primária à fluência. Já foi demonstrado que a liga ZA-27 comprovadamente apresenta as melhores propriedades de amortecimento de som e de vibrações entre todas as ligas de zinco fundidas. De um modo geral as ligas de zinco como um grupo apresentam capacidade de amortecimento semelhante à dos ferros fundidos em elevadas temperaturas.
A liga ILZRO 16 foi desenvolvida especificamente para atingir ótima resistência à fluência, especialmente em temperaturas elevadas. Esta liga apresenta a mais alta resistência à fluência entre todas as ligas de zinco, mas é de difícil fabricação e sujeita à instabilidade de fusão. Por esses motivos geralmente é usada a liga ZA-8 para aplicações nas quais se esperaria no uso da liga ZA-27.
Deve ser observado que o desempenho das ligas de zinco, em termos de resistência mecânica, diminui sensivelmente com o aumento da temperatura. A 100 ºC as resistências à tração e ao escoamento correspondem a

cerca de 65 a 75 % dos mesmos níveis destas propriedades obtidos à temperatura ambiente, e a resistência à fluência é reduzida de modo semelhante.
Fundição por Gravidade – Com exceção das ligas conformadas em matriz, das ligas para fundição de objetos ocos, e ligas especiais desenvolvidas para uso em mancais, não existiam ligas de zinco para fundição por gravidade até os anos 1960. Nessa década e na seguinte uma nova família de ligas Zn-Al hipereutéticas foi desenvolvida. A liga ILZRO 12 (atualmente ZA-12) foi a primeira a surgir, em 1962. Pouco depois as ligas ZA-8 e ZA-027 foram criadas. A liga ZA-12 foi inicialmente desenvolvida como liga protótipo para a liga nº 3 usada em fundição por pressão em matriz. A liga ZA-27 foi desenvolvida especificamente como liga para fundição em areia, enquanto a liga ZA-8 foi convertida em liga para fundição em molde permanente. Todas essas três ligas são atualmente usadas mais freqüentemente como ligas para fundição por pressão em matriz.
O desempenho das ligas ZA quando fundidas por gravidade diferencia-se acentuadamente do das mesmas ligas quando fundidas por pressão em matriz. A tabela Zn-4 apresenta as faixas de composição química dessas ligas fundidas por gravidade. Os mesmos requisitos de restrição de impurezas, de cuidados para evitar contaminação, e de manuseio geral descritos para ligas fundidas em matriz igualmente se aplicam às mesmas ligas fundidas por gravidade. Como ocorre com as ligas fundidas em matriz, a microestrutura pode mudar com o tempo, alterando as propriedades e as dimensões das peças fundidas. Entretanto, as mudanças de propriedades são normalmente muito pequenas ao longo da vida útil do componente, e mudanças dimensionais são desprezíveis, com exceção das que ocorrem na liga ZA-27. Um tratamento térmico de estabilização de 12 horas a 250 ºC, seguido por resfriamento no forno, efetivamente elimina cerca de 75 % das mudanças dimensionais que correm no envelhecimento prolongado.
A liga ZA-8 é fundida mais freqüentemente em moldes permanentes ferrosos, mas também pode ser fundida em moldes de grafite. Esta mesma liga pode ser fundida em molde de areia, se necessário, mas essa prática não é muito comum no caso desta liga. Com exceção da resistência à fluência, a resistência mecânica de uma peça fundida em molde permanente é inferior á de uma peça fundida por pressão, devido à microestrutura mais grosseira resultante da fundição por gravidade. A adequação da liga ZA-8 à aplicação de revestimentos é excelente e sua qualidade superficial é melhor do que a das demais ligas ZA.
A liga ZA-12 é mais versátil que a ZA-8, pois pode ser fundida tanto em molde permanente quanto em molde de areia. Suas propriedades de resistência mecânica são elevadas e sua dutilidade e sua resistência ao impacto são aceitáveis. É a liga mais indicada para fundição em molde de grafite. Apresenta excelente capacidade de amortecimento e adequação ao uso em mancais. A liga ZA-12 pode ser facilmente fundida em processo semicontínuo para a fabricação de barras redondas para posterior usinagem de buchas e mancais.
A liga ZA-27 apresenta suas melhores propriedades quando fundida em areia. Entretanto, deve ser tomado cuidado quando se produz peças fundidas com grandes seções para minimizar a contração e permitir a fabricação de peças não defeituosas. A contração na região inferior, provocada pela segregação da fase rica em alumínio durante a solidificação, causa rugosidade na superfície de arrasto da peça fundida quando o zinco líquido é jogado para cima. Tanto a redução da contração na região inferior quanto a quanto a produção de peças sem defeitos resultantes de contração podem ser obtidos mediante o uso de blocos resfriadores, que promovem a solidificação direcional e aumentam a taxa de solidificação. Também a adição de terras raras pode reduzir a contração indesejável.
Com todos os cuidados para produzir uma peça fundida sem descontinuidades, o uso da liga ZA-27 permite obter dutilidade e resistência ao impacto muito superiores às obtidas com outras ligas fundidas em matriz. A liga ZA-27 apresenta excelentes propriedades de resistência ao desgaste e adequação ao uso em mancais e já foi demonstrado que é a liga de zinco com melhor resistência ao amortecimento entre todas essas ligas. Embora raramente seja necessário, um tratamento térmico simples de 3 horas a 320 ºC, seguido por resfriamento no forno pode proporcionar um aumento de dutilidade e resistência ao impacto das peças fundidas de liga ZA-27. A estabilidade dimensional pode ser aumentada por meio de um tratamento térmico de 12 horas a 250 ºC seguido por resfriamento no forno.
A liga Kirkisite é usada em processo de conformação em matriz, mas também pode ser fundida em molde de areia no formato desejado e de forma rápida. Apresenta composição química quase idêntica à da liga nº 2 fundida em matriz. É usada principalmente na construção de matrizes fundidas em duas peças para conformação de peças metálicas, como componentes para uso na indústria aeroespacial e de transportes. As ligas Kayem 1 e 2 são semelhantes e muito usadas na Europa. Moldes para fundição em tamanho próximo ao final são feitos com Kirkisite e são usados como moldes para injeção de plásticos tanto para produção em pequena escala de protótipos quanto para produção em escala industrial.
Ligas para fundição no estado pastoso de objetos ocos são muito usadas para a produção de candelabros e produtos semelhantes. A liga líquida é vazada no molde até preenchê-lo, ou quase, e então o molde é invertido, permitindo que o metal não solidificado (pastoso) escoe. A casca solidificada formada é então removida. A espessura da casca depende do intervalo de tempo entre o vazamento e a inversão do molde, mas depende também das temperaturas do molde e do metal líquido, e do material do molde. Atualmente existem duas ligas usadas neste tipo de processo, cujas faixas de composição química são mostradas na tabela Zn-5.
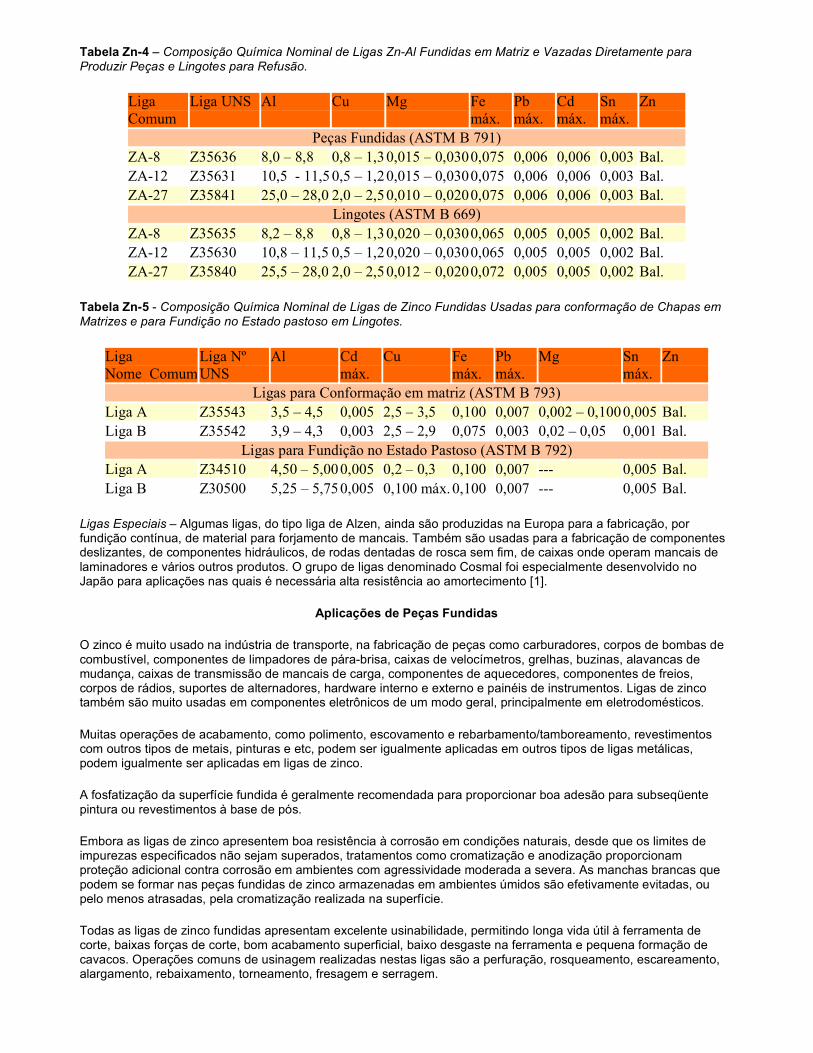
Tabela Zn-4 – Composição Química Nominal de Ligas Zn-Al Fundidas em Matriz e Vazadas Diretamente para Produzir Peças e Lingotes para Refusão.
Liga Comum
Liga UNS Al Cu Mg Fe máx.
Pb máx.
Cd máx.
Sn máx.
Zn
Peças Fundidas (ASTM B 791) ZA-8 Z35636 8,0 – 8,8 0,8 – 1,30,015 – 0,0300,075 0,006 0,006 0,003 Bal. ZA-12 Z35631 10,5 - 11,5 0,5 – 1,20,015 – 0,0300,075 0,006 0,006 0,003 Bal. ZA-27 Z35841 25,0 – 28,0 2,0 – 2,50,010 – 0,0200,075 0,006 0,006 0,003 Bal.
Lingotes (ASTM B 669) ZA-8 Z35635 8,2 – 8,8 0,8 – 1,30,020 – 0,0300,065 0,005 0,005 0,002 Bal. ZA-12 Z35630 10,8 – 11,5 0,5 – 1,20,020 – 0,0300,065 0,005 0,005 0,002 Bal. ZA-27 Z35840 25,5 – 28,0 2,0 – 2,50,012 – 0,0200,072 0,005 0,005 0,002 Bal.
Tabela Zn-5 - Composição Química Nominal de Ligas de Zinco Fundidas Usadas para conformação de Chapas em Matrizes e para Fundição no Estado pastoso em Lingotes.
Liga Nome Comum
Liga Nº UNS
Al Cd máx.
Cu Fe máx.
Pb máx.
Mg Sn máx.
Zn
Ligas para Conformação em matriz (ASTM B 793) Liga A Z35543 3,5 – 4,5 0,005 2,5 – 3,5 0,100 0,007 0,002 – 0,1000,005 Bal. Liga B Z35542 3,9 – 4,3 0,003 2,5 – 2,9 0,075 0,003 0,02 – 0,05 0,001 Bal.
Ligas para Fundição no Estado Pastoso (ASTM B 792) Liga A Z34510 4,50 – 5,000,005 0,2 – 0,3 0,100 0,007 --- 0,005 Bal. Liga B Z30500 5,25 – 5,750,005 0,100 máx. 0,100 0,007 --- 0,005 Bal.
Ligas Especiais – Algumas ligas, do tipo liga de Alzen, ainda são produzidas na Europa para a fabricação, por fundição contínua, de material para forjamento de mancais. Também são usadas para a fabricação de componentes deslizantes, de componentes hidráulicos, de rodas dentadas de rosca sem fim, de caixas onde operam mancais de laminadores e vários outros produtos. O grupo de ligas denominado Cosmal foi especialmente desenvolvido no Japão para aplicações nas quais é necessária alta resistência ao amortecimento [1].
Aplicações de Peças Fundidas
O zinco é muito usado na indústria de transporte, na fabricação de peças como carburadores, corpos de bombas de combustível, componentes de limpadores de pára-brisa, caixas de velocímetros, grelhas, buzinas, alavancas de mudança, caixas de transmissão de mancais de carga, componentes de aquecedores, componentes de freios, corpos de rádios, suportes de alternadores, hardware interno e externo e painéis de instrumentos. Ligas de zinco também são muito usadas em componentes eletrônicos de um modo geral, principalmente em eletrodomésticos.
Muitas operações de acabamento, como polimento, escovamento e rebarbamento/tamboreamento, revestimentos com outros tipos de metais, pinturas e etc, podem ser igualmente aplicadas em outros tipos de ligas metálicas, podem igualmente ser aplicadas em ligas de zinco.
A fosfatização da superfície fundida é geralmente recomendada para proporcionar boa adesão para subseqüente pintura ou revestimentos à base de pós.
Embora as ligas de zinco apresentem boa resistência à corrosão em condições naturais, desde que os limites de impurezas especificados não sejam superados, tratamentos como cromatização e anodização proporcionam proteção adicional contra corrosão em ambientes com agressividade moderada a severa. As manchas brancas que podem se formar nas peças fundidas de zinco armazenadas em ambientes úmidos são efetivamente evitadas, ou pelo menos atrasadas, pela cromatização realizada na superfície.
Todas as ligas de zinco fundidas apresentam excelente usinabilidade, permitindo longa vida útil à ferramenta de corte, baixas forças de corte, bom acabamento superficial, baixo desgaste na ferramenta e pequena formação de cavacos. Operações comuns de usinagem realizadas nestas ligas são a perfuração, rosqueamento, escareamento, alargamento, rebaixamento, torneamento, fresagem e serragem.
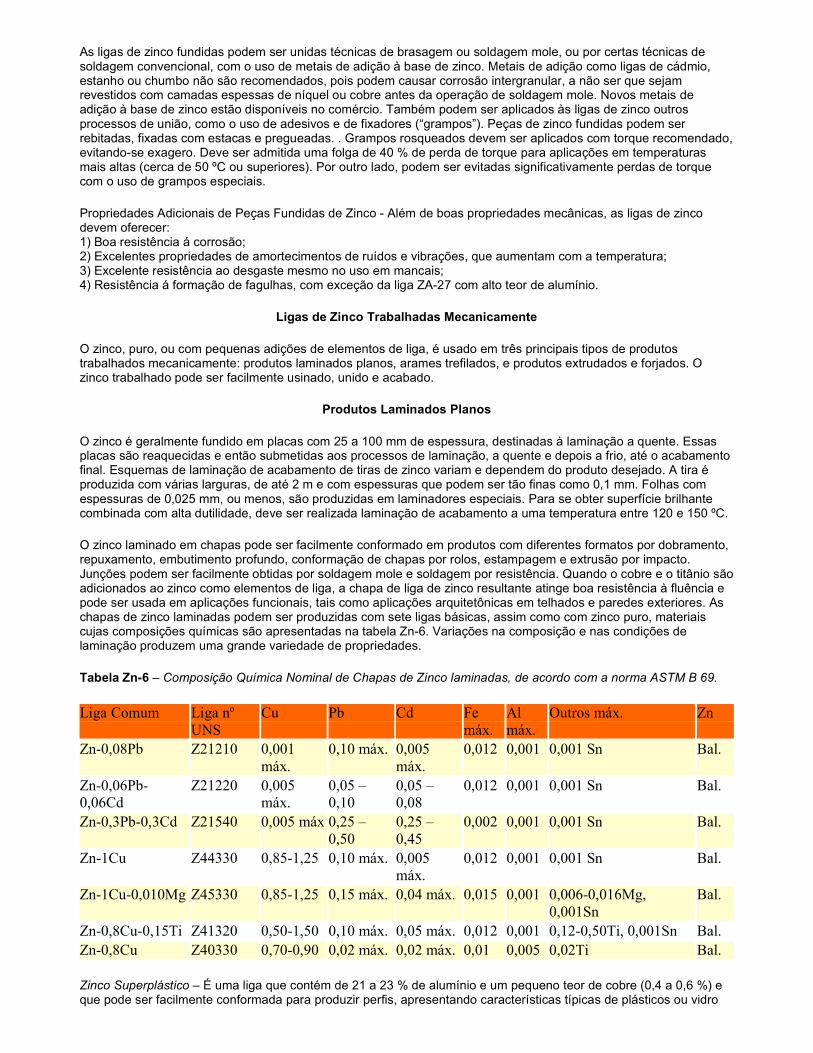
As ligas de zinco fundidas podem ser unidas técnicas de brasagem ou soldagem mole, ou por certas técnicas de soldagem convencional, com o uso de metais de adição à base de zinco. Metais de adição como ligas de cádmio, estanho ou chumbo não são recomendados, pois podem causar corrosão intergranular, a não ser que sejam revestidos com camadas espessas de níquel ou cobre antes da operação de soldagem mole. Novos metais de adição à base de zinco estão disponíveis no comércio. Também podem ser aplicados às ligas de zinco outros processos de união, como o uso de adesivos e de fixadores (“grampos”). Peças de zinco fundidas podem ser rebitadas, fixadas com estacas e pregueadas. . Grampos rosqueados devem ser aplicados com torque recomendado, evitando-se exagero. Deve ser admitida uma folga de 40 % de perda de torque para aplicações em temperaturas mais altas (cerca de 50 ºC ou superiores). Por outro lado, podem ser evitadas significativamente perdas de torque com o uso de grampos especiais.
Propriedades Adicionais de Peças Fundidas de Zinco - Além de boas propriedades mecânicas, as ligas de zinco devem oferecer: 1) Boa resistência á corrosão; 2) Excelentes propriedades de amortecimentos de ruídos e vibrações, que aumentam com a temperatura; 3) Excelente resistência ao desgaste mesmo no uso em mancais; 4) Resistência á formação de fagulhas, com exceção da liga ZA-27 com alto teor de alumínio.
Ligas de Zinco Trabalhadas Mecanicamente
O zinco, puro, ou com pequenas adições de elementos de liga, é usado em três principais tipos de produtos trabalhados mecanicamente: produtos laminados planos, arames trefilados, e produtos extrudados e forjados. O zinco trabalhado pode ser facilmente usinado, unido e acabado.
Produtos Laminados Planos
O zinco é geralmente fundido em placas com 25 a 100 mm de espessura, destinadas à laminação a quente. Essas placas são reaquecidas e então submetidas aos processos de laminação, a quente e depois a frio, até o acabamento final. Esquemas de laminação de acabamento de tiras de zinco variam e dependem do produto desejado. A tira é produzida com várias larguras, de até 2 m e com espessuras que podem ser tão finas como 0,1 mm. Folhas com espessuras de 0,025 mm, ou menos, são produzidas em laminadores especiais. Para se obter superfície brilhante combinada com alta dutilidade, deve ser realizada laminação de acabamento a uma temperatura entre 120 e 150 ºC.
O zinco laminado em chapas pode ser facilmente conformado em produtos com diferentes formatos por dobramento, repuxamento, embutimento profundo, conformação de chapas por rolos, estampagem e extrusão por impacto. Junções podem ser facilmente obtidas por soldagem mole e soldagem por resistência. Quando o cobre e o titânio são adicionados ao zinco como elementos de liga, a chapa de liga de zinco resultante atinge boa resistência à fluência e pode ser usada em aplicações funcionais, tais como aplicações arquitetônicas em telhados e paredes exteriores. As chapas de zinco laminadas podem ser produzidas com sete ligas básicas, assim como com zinco puro, materiais cujas composições químicas são apresentadas na tabela Zn-6. Variações na composição e nas condições de laminação produzem uma grande variedade de propriedades.
Tabela Zn-6 – Composição Química Nominal de Chapas de Zinco laminadas, de acordo com a norma ASTM B 69.
Liga Comum Liga nº UNS
Cu Pb Cd Fe máx.
Al máx.
Outros máx. Zn
Zn-0,08Pb Z21210 0,001 máx.
0,10 máx. 0,005 máx.
0,012 0,001 0,001 Sn Bal.
Zn-0,06Pb-0,06Cd
Z21220 0,005 máx.
0,05 – 0,10
0,05 – 0,08
0,012 0,001 0,001 Sn Bal.
Zn-0,3Pb-0,3Cd Z21540 0,005 máx 0,25 – 0,50
0,25 – 0,45
0,002 0,001 0,001 Sn Bal.
Zn-1Cu Z44330 0,85-1,25 0,10 máx. 0,005 máx.
0,012 0,001 0,001 Sn Bal.
Zn-1Cu-0,010Mg Z45330 0,85-1,25 0,15 máx. 0,04 máx. 0,015 0,001 0,006-0,016Mg, 0,001Sn
Bal.
Zn-0,8Cu-0,15Ti Z41320 0,50-1,50 0,10 máx. 0,05 máx. 0,012 0,001 0,12-0,50Ti, 0,001Sn Bal. Zn-0,8Cu Z40330 0,70-0,90 0,02 máx. 0,02 máx. 0,01 0,005 0,02Ti Bal.
Zinco Superplástico – É uma liga que contém de 21 a 23 % de alumínio e um pequeno teor de cobre (0,4 a 0,6 %) e que pode ser facilmente conformada para produzir perfis, apresentando características típicas de plásticos ou vidro
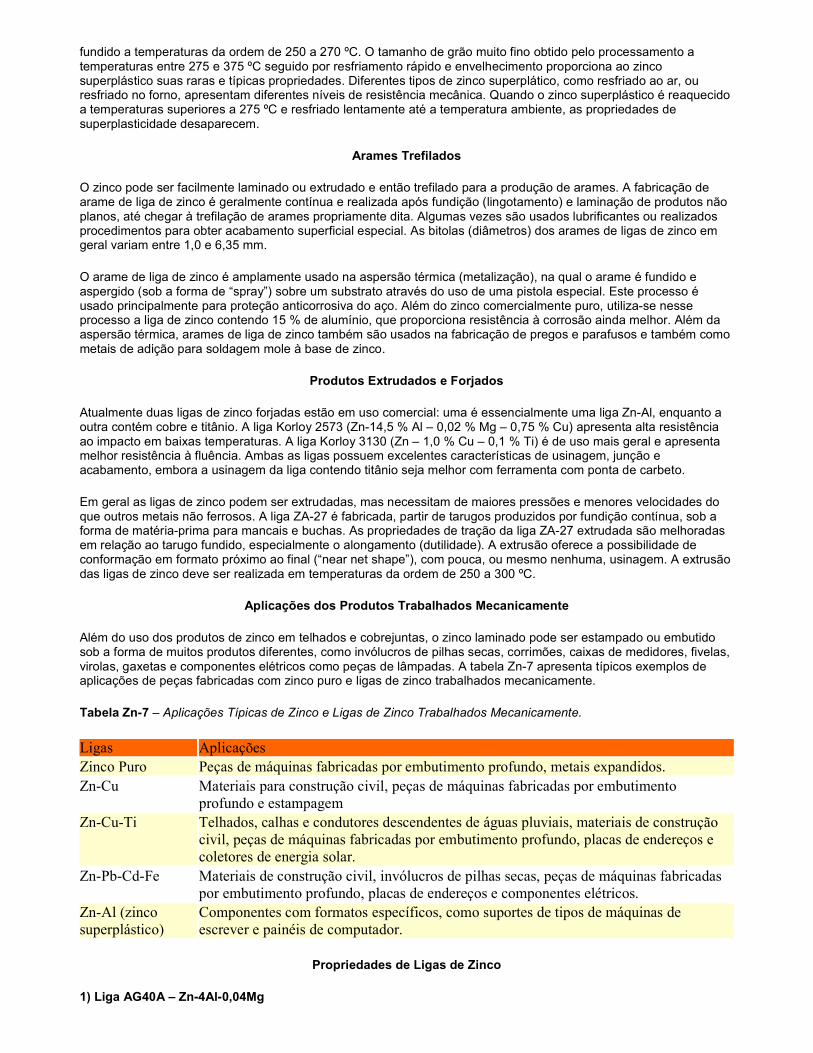
fundido a temperaturas da ordem de 250 a 270 ºC. O tamanho de grão muito fino obtido pelo processamento a temperaturas entre 275 e 375 ºC seguido por resfriamento rápido e envelhecimento proporciona ao zinco superplástico suas raras e típicas propriedades. Diferentes tipos de zinco superplático, como resfriado ao ar, ou resfriado no forno, apresentam diferentes níveis de resistência mecânica. Quando o zinco superplástico é reaquecido a temperaturas superiores a 275 ºC e resfriado lentamente até a temperatura ambiente, as propriedades de superplasticidade desaparecem.
Arames Trefilados
O zinco pode ser facilmente laminado ou extrudado e então trefilado para a produção de arames. A fabricação de arame de liga de zinco é geralmente contínua e realizada após fundição (lingotamento) e laminação de produtos não planos, até chegar à trefilação de arames propriamente dita. Algumas vezes são usados lubrificantes ou realizados procedimentos para obter acabamento superficial especial. As bitolas (diâmetros) dos arames de ligas de zinco em geral variam entre 1,0 e 6,35 mm.
O arame de liga de zinco é amplamente usado na aspersão térmica (metalização), na qual o arame é fundido e aspergido (sob a forma de “spray”) sobre um substrato através do uso de uma pistola especial. Este processo é usado principalmente para proteção anticorrosiva do aço. Além do zinco comercialmente puro, utiliza-se nesse processo a liga de zinco contendo 15 % de alumínio, que proporciona resistência à corrosão ainda melhor. Além da aspersão térmica, arames de liga de zinco também são usados na fabricação de pregos e parafusos e também como metais de adição para soldagem mole à base de zinco.
Produtos Extrudados e Forjados
Atualmente duas ligas de zinco forjadas estão em uso comercial: uma é essencialmente uma liga Zn-Al, enquanto a outra contém cobre e titânio. A liga Korloy 2573 (Zn-14,5 % Al – 0,02 % Mg – 0,75 % Cu) apresenta alta resistência ao impacto em baixas temperaturas. A liga Korloy 3130 (Zn – 1,0 % Cu – 0,1 % Ti) é de uso mais geral e apresenta melhor resistência à fluência. Ambas as ligas possuem excelentes características de usinagem, junção e acabamento, embora a usinagem da liga contendo titânio seja melhor com ferramenta com ponta de carbeto.
Em geral as ligas de zinco podem ser extrudadas, mas necessitam de maiores pressões e menores velocidades do que outros metais não ferrosos. A liga ZA-27 é fabricada, partir de tarugos produzidos por fundição contínua, sob a forma de matéria-prima para mancais e buchas. As propriedades de tração da liga ZA-27 extrudada são melhoradas em relação ao tarugo fundido, especialmente o alongamento (dutilidade). A extrusão oferece a possibilidade de conformação em formato próximo ao final (“near net shape”), com pouca, ou mesmo nenhuma, usinagem. A extrusão das ligas de zinco deve ser realizada em temperaturas da ordem de 250 a 300 ºC.
Aplicações dos Produtos Trabalhados Mecanicamente
Além do uso dos produtos de zinco em telhados e cobrejuntas, o zinco laminado pode ser estampado ou embutido sob a forma de muitos produtos diferentes, como invólucros de pilhas secas, corrimões, caixas de medidores, fivelas, virolas, gaxetas e componentes elétricos como peças de lâmpadas. A tabela Zn-7 apresenta típicos exemplos de aplicações de peças fabricadas com zinco puro e ligas de zinco trabalhados mecanicamente.
Tabela Zn-7 – Aplicações Típicas de Zinco e Ligas de Zinco Trabalhados Mecanicamente.
Ligas Aplicações Zinco Puro Peças de máquinas fabricadas por embutimento profundo, metais expandidos. Zn-Cu Materiais para construção civil, peças de máquinas fabricadas por embutimento
profundo e estampagem Zn-Cu-Ti Telhados, calhas e condutores descendentes de águas pluviais, materiais de construção
civil, peças de máquinas fabricadas por embutimento profundo, placas de endereços e coletores de energia solar.
Zn-Pb-Cd-Fe Materiais de construção civil, invólucros de pilhas secas, peças de máquinas fabricadas por embutimento profundo, placas de endereços e componentes elétricos.
Zn-Al (zinco superplástico)
Componentes com formatos específicos, como suportes de tipos de máquinas de escrever e painéis de computador.
Propriedades de Ligas de Zinco
1) Liga AG40A – Zn-4Al-0,04Mg
Nomes comerciais: Liga de fundição em matriz nº 3, também conhecida como Zamac 3.
Especificações: ASTM B 86: liga AG40A (para fundição em matriz), B 240: liga AG40A em lingotes. SAE J468, liga 903. UNS: Z33521 (lingote) e Z33520 (peças fundidas).
Composição química: Limites pela ASTM B 86: 3,5 a 4,3 % de Al; 0,020 a 0,05 % de Mg; 0,25 % Cu máx.; 0,100 % Fe máx.; 0,005 % Pb máx.; 0,004 % Cd máx.; 0,003 % Sn máx.; Bal. Zn.
Obs.: Caso os limites de impurezas sejam excedidos, a liga torna-se suscetível à corrosão intergranular e falha prematuramente por empenamento e trincamento.
Aplicações: Peças automotivas fundidas em matriz, componentes usados em computador e escritório de modo geral, peças para construção civil e utilidades do lar.
Propriedades mecânicas: Resistência à tração: 283 MPa; alongamento: 10 % (em 50 mm), resistência ao cisalhamento: 214 MPa, resistência á compressão: 414 MPa, dureza: 82 HB, resistência ao impacto (Charpy): 58 J, tenacidade à fratura: 12,3 MPa.m-1/2, resistência à fadiga: 48 MPa a 500.000.000 ciclos, resistência à fluência: 21 MPa.
Densidade (massa específica): 6,6 g/cm3. Contração volumétrica: 1,17 %.
Temperatura liquidus: 387 ºC. Temperatura solidus: 381 ºC. Condutividade térmica: 113 W/m.K. Temperatura de vazamento (fundição): 395 a 425 ºC.
Condutividade elétrica: 27 % IACS a 20 ºC.
Resistência à corrosão: superior à do zinco comercialmente puro.
Soldagem: TIG e MIG. Solda mole com chumbo-estanho sobre superfície revestida com níquel. Permite o uso de soldagem com oxi-acetileno e soldagem por resistência pulsada. Também pode ser submetida à junção com grampos e adesivos.
2) Liga AC41A – Zn-4Al-1Cu-0,05Mg
Nomes comerciais: Liga de fundição em matriz nº 5, também conhecida como Zamac 5.
Especificações: ASTM B 86: liga AC41A (fundida em matriz), B 240: liga AC41A (lingote). SAE: J468, liga 925. UNS: Z35530 (lingote), Z 35531 (peças fundidas).
Composição química: Limites pela ASTM B 86: 3,5 a 4,3 % de Al, 0,75 a 1,25 % de Cu, 0,030 a 0,08 % de Mg, 0,100 % de Fe máx., 0,005 % de Pb máx.; 0,004 % de Cd máx., 0,003 % de Sn máx., Bal. Zn.
Obs.: Caso os limites de impurezas sejam excedidos, a liga torna-se suscetível à corrosão intergranular e falha prematuramente por empenamento e trincamento.
Aplicações: Peças automotivas fundidas em matriz, componentes usados em computador e escritório de modo geral, peças para construção civil e utilidades do lar.
Propriedades mecânicas: Resistência à tração: 328 MPa; alongamento: 7 % (em 50 mm), resistência ao cisalhamento: 262 MPa, resistência á compressão: 600 MPa, dureza: 91 HB, resistência ao impacto (Charpy): 65 J, resistência à fadiga: 56,5 MPa a 500.000.000 ciclos.
Densidade (massa específica): 6,7 g/cm3. Contração volumétrica: 1,17 %.
Temperatura liquidus: 386 ºC. Temperatura solidus: 380 ºC. Condutividade térmica: 109 W/m.K. Temperatura de vazamento (fundição): 395 a 425 ºC.
Condutividade elétrica: 26 % IACS a 20 ºC.
Resistência à corrosão: superior à do zinco comercialmente puro.

Soldagem: TIG e MIG. Solda mole com chumbo-estanho sobre superfície revestida com níquel. Permite o uso de soldagem com oxi-acetileno e soldagem por resistência pulsada. Também pode ser submetida à junção com grampos e adesivos.
3) Liga AG40B – Zn – 4Al-0,015 Mg
Nomes comerciais: Liga de fundição em matriz nº 7, Zamac 7
Especificações: ASTM B 86: liga AG40B (peças fundidas em matriz), B 240: AG40B (lingote), UNS: Z 33522 (lingote), Z 33523).
Composição química: Limites pela ASTM B86: 3,5 a 4,3 % de Al, 0,25 % máx. de Cu, 0,005 a 0,020 % de Mg, 0,075 % máx. de Fe, 0,003 % máx. de Pb, 0,002 % máx. de Cd, 0,001 % máx. de Sn, 0,005-0,020 Ni, Bal. Zn.
Obs.: Caso os limites de impurezas sejam excedidos, a liga torna-se suscetível à corrosão intergranular e falha prematuramente por empenamento e trincamento.
Aplicações: Peças automotivas fundidas em matriz, componentes usados em computador e escritório de modo geral, peças para construção civil e utilidades do lar.
Propriedades mecânicas: Resistência à tração: 283 MPa; alongamento: 13 % (em 50 mm), resistência ao cisalhamento: 214 MPa, resistência á compressão: 414 MPa, dureza: 80 HB, resistência ao impacto (Charpy): 58 J, resistência à fadiga: 47 MPa a 500.000.000 ciclos.
Densidade (massa específica): 6,6 g/cm3. Contração volumétrica: 1,17 %.
Temperatura liquidus: 387 ºC. Temperatura solidus: 381 ºC. Condutividade térmica: 113 W/m.K. Temperatura de vazamento (fundição): 395 a 425 ºC.
Condutividade elétrica: 27 % IACS a 20 ºC.
Resistência à corrosão: superior à do zinco comercialmente puro.
Soldagem: TIG e MIG. Solda mole com chumbo-estanho sobre superfície revestida com níquel. Permite o uso de soldagem com oxi-acetileno e soldagem por resistência pulsada. Também pode ser submetida à junção com grampos e adesivos.
4) AC43A – Zn-4Al-2,5Cu-0,04Mg
Nomes comerciais: Liga de fundição em matriz nº 2, Zamac 2.
Especificações: ASTM B 86: liga AC43A (peças fundidas em matriz), B 240: (lingotes). SAE: liga 921, UNS: Z35540 (lingote), Z 35541 (peças fundidas).
Composição química: Limites pela ASTM B 86: 3,5 a 4,3 % de Al, 2,5 a 3,0 % de Cu, 0,020 a 0,05 % de Mg, 0,100 % máx. de Fe, 0,005 % máx. de Pb, 0,004 % máx. de Cd, 0,003 % máx. de Sn, Bal. Zn.
Obs.: Caso os limites de impurezas sejam excedidos, a liga torna-se suscetível à corrosão intergranular e falha prematuramente por empenamento e trincamento.
Aplicações: Peças automotivas fundidas em matriz, componentes usados em computador e escritório de modo geral, peças para construção civil e utilidades do lar.
Propriedades mecânicas: Resistência à tração: 358 MPa; alongamento: 7 % (em 50 mm), resistência ao cisalhamento: 317 MPa, resistência á compressão: 641 MPa, dureza: 100 HB, resistência ao impacto (Charpy): 47 J, resistência à fadiga: 59 MPa a 500.000.000 ciclos.
Densidade (massa específica): 6,6 g/cm3. Contração volumétrica: 1,25 %.
Temperatura liquidus: 390 ºC. Temperatura solidus: 379 ºC. Condutividade térmica: 105 W/m.K. Temperatura de vazamento (fundição): 395 a 425 ºC.
Condutividade elétrica: 25 % IACS a 20 ºC.
Resistência à corrosão: superior à do zinco comercialmente puro.
Soldagem: TIG e MIG. Solda mole com chumbo-estanho sobre superfície revestida com níquel. Permite o uso de soldagem com oxi-acetileno e soldagem por resistência pulsada. Também pode ser submetida à junção com grampos e adesivos.
5) ZA-8 - Zn-8Al-1Cu-0,02Mg
Nomes comerciais: ZA-8, liga para fundição de zinco.
Especificações: ASTM B 791 (peças fundidas), B 669 (lingotes), UNS Z 35635 (lingotes), Z 35636 (peças fundidas).
Composição química: Limites pela ASTM B 669 (lingotes): 8,2 a 8,8 % de Al, 0,8 a 1,3 % de Cu, 0,020 a 0,030 % de Mg, 0,065 % máx. de Fe, 0,005 máx. de Pb, 0,005 % máx. de Cd, 0,002 % máx. de Sn, Bal. Zn.
Obs.: Caso os limites de impurezas sejam excedidos, a liga torna-se suscetível à corrosão intergranular e falha prematuramente por empenamento e trincamento.
Aplicações: Peças fundidas em matriz por pressão e por gravidade, sempre que for necessária alta resistência mecânica. Peças automotivas, componentes mecânicos e eletrônicos em geral, rádios, ferramentas manuais, equipamentos agrícolas, , encaixes elétricos e eletrônicos, gravadores, componentes usados em computador e escritório de modo geral, peças para construção civil e utilidades do lar.
Propriedades mecânicas: Resistência à tração: 374 MPa; resistência ao escoamento: 290 MPa, alongamento: 8 % (em 50 mm), resistência ao cisalhamento: 275 MPa, resistência á compressão: 252 MPa, dureza: 103 HB, resistência ao impacto (Charpy): 42 J, resistência à fadiga: 103 MPa a 500.000.000 ciclos.
Densidade (massa específica): 6,3 g/cm3. Contração volumétrica: 1 %.
Temperatura liquidus: 404 ºC. Temperatura solidus: 375 ºC. Condutividade térmica: 115 W/m.K. Temperatura de vazamento (fundição): 435 a 460 ºC.
Condutividade elétrica: 27,7 % IACS a 20 ºC.
Resistência à corrosão: superior à do zinco comercialmente puro.
Soldagem: TIG e MIG. Solda mole com chumbo-estanho e zinco-cádmio, soldagem com oxi-acetileno e soldagem por resistência pulsada. Também pode ser submetida à junção com grampos e adesivos.
6) ZA-12 - Zn-11Al-1Cu-0,025Mg
Nomes comerciais: ZA-12, liga de zinco para fundição. Nome anterior: ILZRO 12. Especificações: ASTM B 791 (peças fundidas) e B 669 (lingotes), UNS Z 35630 (lingotes), Z 35631 (peças fundidas).
Composição química: Limites pela ASTM B 669 (lingotes): 10,8 a 11,5 % de Al, 0,5 a 1,2 % de Cu, 0,065 % máx. de Fe, 0,0065 % máx. de Pb, 0,005 % máx. de Cd, 0,002 % máx. de Sn, Bal. Zn.
Obs.: Caso os limites de impurezas sejam excedidos, a liga torna-se suscetível à corrosão intergranular e falha prematuramente por empenamento e trincamento. Elevados teores de ferro provocam excessivo desgaste na ferramenta de usinagem.
Aplicações: Peças fundidas em matriz por pressão e por gravidade, sempre que for necessária alta resistência mecânica. Peças automotivas, componentes mecânicos e eletrônicos em geral, rádios, ferramentas manuais, equipamentos agrícolas, utensílios de jardinagem, encaixes elétricos e eletrônicos, gravadores, componentes usados em computador e escritório de modo geral, peças para construção civil e utilidades do lar. Também usada em mancais e buchas em aplicações com altas cargas e baixas velocidades.
Propriedades mecânicas: Resistência à tração: 404 MPa; resistência ao escoamento: 320 MPa, alongamento: 1,5 % (em 50 mm), resistência ao cisalhamento: 296 MPa, resistência á compressão: 269 MPa, dureza: 100 HB, resistência ao impacto (Charpy): 29 J, resistência à fadiga: 117 MPa a 500.000.000 ciclos.
Densidade (massa específica): 6,03 g/cm3. Contração volumétrica: 1,3 %.
Temperatura liquidus: 432 ºC. Temperatura solidus: 377 ºC. Condutividade térmica: 116 W/m.K. Temperatura de vazamento (fundição): 460 a 490 ºC.
Condutividade elétrica: 28,3 % IACS a 20 ºC.
Resistência à corrosão: superior à do zinco comercialmente puro.
Soldagem: TIG e MIG. Solda mole com chumbo-estanho e zinco-cádmio, soldagem com oxi-acetileno e soldagem por resistência pulsada. Também pode ser submetida à junção com grampos e adesivos.
7) ZA-27 – Zn-27Al-2Cu-0,015Mg
Nomes comerciais: ZA-27, liga de zinco para fundição
Especificações: ASTM B 791 (peças fundidas) e B 669 (lingotes), UNS Z 35840 (lingotes) e Z 35841 (peças fundidas).
Composição química: Limites pela ASTM B 669 (lingotes): 25,5 a 28,0 % de Al, 2,0 a 2,5 5 de Cu, 0,012 a 0,020 % de Mg, 0,072 % máx. de Fe, 0,005 % máx. de Pb, 0,005 % máx. de Cd, 0,002 % máx. de Sn, Bal. Zn.
Obs.: Caso os limites de impurezas sejam excedidos, a liga torna-se suscetível à corrosão intergranular e falha prematuramente por empenamento e trincamento. Elevados teores de ferro provocam excessivo desgaste na ferramenta de usinagem.
Aplicações: Peças fundidas em matriz por pressão e por gravidade, sempre que for necessária alta resistência mecânica. Peças automotivas, componentes mecânicos e eletrônicos em geral, componentes de motores de automóveis, equipamentos agrícolas, ferramentas manuais, utensílios de jardinagem e domésticos em geral, encaixes elétricos e eletrônicos, gravadores, componentes usados em computador e escritório de modo geral. Também usada em mancais e buchas em aplicações com altas cargas e baixas velocidades.
Propriedades mecânicas: Resistência à tração: 426 MPa; resistência ao escoamento: 371 MPa, alongamento: 2,5 % (em 50 mm), resistência ao cisalhamento: 296 MPa, resistência á compressão: 325 MPa, dureza: 119 HB, resistência ao impacto (Charpy): 12 a 48 J, resistência à fadiga: 117 MPa a 500.000.000 ciclos.
Densidade (massa específica): 5,00 g/cm3. Contração volumétrica: 1,3 %.
Temperatura liquidus: 484 ºC. Temperatura solidus: 375 ºC. Condutividade térmica: 125,5 W/m.K. Temperatura de vazamento (fundição): 515 a 545 ºC.
Condutividade elétrica: 29,7 % IACS a 20 ºC.
Resistência à corrosão: superior à do zinco comercialmente puro.
Soldagem: TIG e MIG. Solda mole com chumbo-estanho e zinco-cádmio, soldagem por resistência pulsada. Também pode ser submetida à junção com grampos e adesivos.
8) ILZRO 16 – Zn-1,25Cu-0,2Ti-0,15Cr
Nomes comerciais: ILZRO 16
Composição química: Limites: 1,0 a 1, 5 % Cu, 0,15 a 0,25 % de Ti, 0,10 a 0,20 % Cr, 0,01 a 0,04 % de Al, 0,02 % máx. de Mg, 0,04 % máx. de Fe, 0,005 % máx. de Pb, 0,004 % máx. de Cd, 0,03 % máx. de Sn, Bal.Zn.
Aplicações: Mancais submetidos a elevadas cargas sustentadas para serviço em altas temperaturas.
Propriedades mecânicas: Resistência à tração: 230 MPa; resistência ao escoamento: 140 MPa, alongamento: 6 % (em 50 mm), módulo de elasticidade: 97 GPa, resistência à fluência: 95 MPa a 20 ºC e 28 MPa a 100 ºC (1 % de extensão em fluência secundária em 100.000 horas), dureza: 90 HB, resistência ao impacto (Charpy): 25 J.
Densidade (massa específica): 7,1 g/cm3. Coeficiente de expansão térmica: 27 micrometros/m.K de 20 a 100 ºC.

Temperatura liquidus: 418 ºC. Temperatura solidus: 416 ºC. Condutividade térmica: 104,7 W/m.K. Temperatura de vazamento (fundição): 460 a 470 ºC.
Resistividade elétrica: 8,4 microohm.cm a 20 ºC.
9) Zinco Laminado Comercial – Zn-0,08 Pb
Antigo nome comercial: Zinco para embutimento profundo.
Especificações: ASTM B 69 e UNS: Z 21210.
Composição química: Limites pela ASTM B 69: 0,10 % máx. de Pb, 0,012 % máx. de Fe, 0,005 % máx. de Cd, 0,001 %máx. de Cu, 0,001 % máx. de Al, 0,001 % máx. de Sn, Bal. Zn.
Conseqüências de níveis de impurezas superiores aos limites especificados: o ferro e o cádmio aumentam a dureza, porém reduzem a dutilidade. A liga se torna frágil a quente e suscetível à corrosão intergranular, falhando prematuramente por empenamento e trincamento.
Aplicações: produtos estampados, conformados ou repuxados que necessitem de alguma rigidez, tais como invólucros de baterias estampados e ilhoses metálicos.
Precauções no uso: este material se deforma sob carga leve e contínua, particularmente em elevadas temperaturas.
Propriedades mecânicas: Resistência à tração: 134 a 186 MPa; alongamento: 40 a 65 % (em 50 mm), dureza: 42 HB, resistência à fadiga: 17 MPa em 100.000.000 ciclos.
Densidade (massa específica): 7,14 g/cm3. Coeficiente de expansão térmica: 23 a 32,5 micrometros/m.K de 20 a 100 ºC.
Ponto de fusão: 419 ºC. Condutividade térmica: 108 W/m.K.
Resistividade elétrica: 6,2 microohm.cm a 20 ºC. Condutividade elétrica: 28,4 % IACS a 20 ºC.
Boa resistência à corrosão atmosférica.
Características de fabricação: Conformação: liga adequada à estampagem, dobramento, laminação, repuxamento, forjamento rotatório e extrusão por impacto. Junção: por grampos, adesivos, e solda mole com chumbo-estanho ou zinco-cádmio, soldagem por resistência pulsada. Temperatura de trabalho a quente: 120 a 275 ºC. Fragilidade a quente: ocorre entre 300 e 420 ºC.
10) Zinco Laminado Comercial – Zn-0,06 Pb-0,06Cd
Especificações: ASTM B 69 e UNS: Z 21220.
Composição química: Limites pela ASTM B 69: 0,05 a 0,10 % de Pb, 0,012 % máx. de Fe, 0,05 a 0,08 % de Cd, 0,001 % máx. de Al, 0,001 % máx. de Sn, Bal. Zn.
Conseqüências de níveis de impurezas superiores aos limites especificados: o ferro e o cádmio aumentam a dureza, porém reduzem a dutilidade. A liga se torna frágil a quente e suscetível à corrosão intergranular, falhando prematuramente por empenamento e trincamento.
Aplicações: produtos estampados, conformados ou repuxados que necessitem de alguma rigidez, tais como invólucros de baterias estampados e ilhoses metálicos.
Precauções no uso: este material se deforma sob carga leve e contínua, particularmente em elevadas temperaturas.
Propriedades mecânicas: Resistência à tração: 145 a 173 MPa; alongamento: 30 a 52 % (em 50 mm), dureza: 43 HB, resistência à fadiga: 26 MPa em 100.000.000 ciclos. Resistência ao cisalhamento: 124 a 138 MPa.
Densidade (massa específica): 7,14 g/cm3. Coeficiente de expansão térmica: 23 a 32,5 micrometros/m.K de 20 a 100 ºC.

Ponto de fusão: 419 ºC. Condutividade térmica: 108 W/m.K.
Resistividade elétrica: 6,06 microohm.cm a 20 ºC. Condutividade elétrica: 32 % IACS a 20 ºC.
Boa resistência à corrosão atmosférica.
Características de fabricação: Conformação: liga adequada à estampagem, dobramento, laminação, repuxamento, forjamento rotatório e extrusão por impacto. Junção: por grampos, adesivos, e solda mole com chumbo-estanho ou zinco-cádmio, soldagem por resistência pulsada. Temperatura de trabalho a quente: 120 a 275 ºC. Fragilidade a quente: ocorre entre 300 e 420 ºC.
11) Zinco Laminado Comercial – Zn-0,3 Pb-0,03Cd
Especificações: ASTM B 69 e UNS: Z 21540.
Composição química: Limites pela ASTM B 69: 0,25 a 0,50 % de Pb, 0,002 % máx. de Fe, 0,25 a 0,45 % de Cd, 0,001 % máx. de Al, 0,001 % máx. de Sn, Bal. Zn.
Conseqüências de níveis de impurezas superiores aos limites especificados: o ferro e o cádmio aumentam a dureza, porém reduzem a dutilidade. A liga se torna frágil a quente e suscetível à corrosão intergranular, falhando prematuramente por empenamento e trincamento.
Aplicações: Placas e tiras para invólucros de baterias submetidos à soldagem mole, chapas para litografia e gravação de fotos.
Precauções no uso: este material se deforma sob carga leve e contínua, particularmente em elevadas temperaturas.
Propriedades mecânicas: Resistência à tração: 160 a 210 MPa; alongamento: 32 a 50 % (em 50 mm), dureza: 47 HB, resistência à fadiga: 28 MPa em 100.000.000 ciclos.
Densidade (massa específica): 7,14 g/cm3. Coeficiente de expansão térmica: 23,4 a 39,9 micrometros/m.K de 20 a 100 ºC.
Ponto de fusão: 419 ºC. Condutividade térmica: 108 W/m.K.
Resistividade elétrica: 6,06 microohm.cm a 20 ºC. Condutividade elétrica: 32 % IACS a 20 ºC.
Excelente resistência à corrosão atmosférica.
Características de fabricação: Conformação: liga adequada à estampagem, dobramento, laminação, repuxamento, forjamento rotatório e extrusão por impacto. Junção: por grampos, adesivos, e solda mole com chumbo-estanho ou zinco-cádmio, soldagem por resistência pulsada. Temperatura de trabalho a quente: 120 a 275 ºC. Fragilidade a quente: ocorre entre 300 e 420 ºC.
12) Zinco Laminado Comercial Endurecido por Cobre – Zn-1,0 Cu
Especificações: ASTM B 69 e UNS: Z 44330.
Composição química: Limites pela ASTM B 69: 0,85 a 1,25 % de Cu, 0,10 % máx. de Pb, 0,012 % máx. de Fe, 0,005 % máx. de Cd, 0,001 % máx. de Al, 0,001 % máx. de Sn, Bal. Zn.
Conseqüências de níveis de impurezas superiores aos limites especificados: o ferro e o cádmio aumentam a dureza, porém reduzem a dutilidade. A liga se torna frágil a quente e suscetível à corrosão intergranular, falhando prematuramente por empenamento e trincamento.
Aplicações: Telhados e produtos para proteção contra a ação do tempo, virolas, e produtos estampados, conformados e repuxados com requisitos de rigidez.
Precauções no uso: este material se deforma sob carga leve e contínua, particularmente em elevadas temperaturas.
Propriedades mecânicas: Resistência à tração: 170 a 210 MPa; alongamento: 35 a 50 % (em 50 mm), dureza: 52 a 60 HB, resistência à fadiga: 28 MPa em 100.000.000 ciclos, resistência ao cisalhamento: 138 a 152 MPa.
Densidade (massa específica): 7,17 g/cm3. Coeficiente de expansão térmica: 21,1 a 34,7 micrometros/m.K de 20 a 100 ºC.
Ponto de fusão: 419 ºC. Condutividade térmica: 104,7 W/m.K.
Resistividade elétrica: 6,2 microohm.cm a 20 ºC. Condutividade elétrica: 28 % IACS a 20 ºC.
Excelente resistência à corrosão atmosférica.
Características de fabricação: Conformação: liga adequada à estampagem, dobramento, laminação, repuxamento e forjamento rotatório. Junção: por grampos, adesivos, e solda mole com chumbo-estanho ou zinco-cádmio, soldagem por resistência pulsada. Temperatura de trabalho a quente: 175 a 300 ºC. Fragilidade a quente: ocorre entre 300 e 420 ºC.
13) Liga de Zinco Laminada – Zn-1,0Cu-0,010 Mg
Especificações: ASTM B 69 e UNS: Z 45330.
Composição química: Limites pela ASTM B 69: 0,85 a 1,25 % de Cu, 0,15 % máx. de Pb, 0,012 % máx. de Fe, 0,04 % máx. de Cd, 0,001 % máx. de Al, 0,001 % máx. de Sn, Bal. Zn.
Conseqüências de níveis de impurezas superiores aos limites especificados: o ferro e o cádmio aumentam a dureza, porém reduzem a dutilidade. A liga se torna frágil a quente e suscetível à corrosão intergranular, falhando prematuramente por empenamento e trincamento.
Aplicações: Telhados corrugados e produtos planos, estampados ou suavemente conformados necessitando máxima rigidez.
Precauções no uso: este material se deforma sob carga leve e contínua, particularmente em elevadas temperaturas.
Propriedades mecânicas: Resistência à tração: 200 a 317 MPa; alongamento: 10 a 25 % (em 50 mm), dureza: 61 a 80 HB, resistência à fadiga: 47 MPa em 100.000.000 ciclos.
Densidade (massa específica): 7,17 g/cm3. Coeficiente de expansão térmica: 21,1 a 34,8 micrometros/m.K de 20 a 100 ºC.
Ponto de fusão: 419 ºC. Condutividade térmica: 105 W/m.K.
Resistividade elétrica: 6,3 microohm.cm a 20 ºC. Condutividade elétrica: 27 % IACS a 20 ºC.
Excelente resistência à corrosão atmosférica.
Características de fabricação: Conformação: liga adequada à estampagem, dobramento e laminação. Junção: por grampos, adesivos, e solda mole com chumbo-estanho ou zinco-cádmio, soldagem por resistência pulsada. Temperatura de trabalho a quente: 175 a 300 ºC. Fragilidade a quente: ocorre entre 300 e 420 ºC.
14) Liga de Zinco-Cobre -Titânio – Zn-0,8 Cu-0,15 Mg
Especificações: ASTM B 69 e UNS: Z 41320.
Composição química: Limites pela ASTM B 69: 0,50 a 1,50 % de Cu, 0,12 a 0,50 % Ti, 0,10 % máx. de Pb, 0,012 % máx. de Fe, 0,05 % máx. de Cd, 0,001 % máx. de Al, 0,001 % máx. de Sn, Bal. Zn.
Conseqüências de níveis de impurezas superiores aos limites especificados: o ferro e o cádmio aumentam a dureza, porém reduzem a dutilidade. A liga se torna frágil a quente e suscetível à corrosão intergranular, falhando prematuramente por empenamento e trincamento.
Aplicações: Telhados corrugados, tubos condutores e calhas e produtos conformados necessitando máxima resistência à fluência..
Precauções no uso: a resistência à fluência diminui com o aumento da temperatura de uso.
Propriedades mecânicas: Resistência à tração: 221 a 290 MPa; resistência ao escoamento: 125 a 177 MPa, alongamento: 21 a 60 % (em 50 mm), dureza: 61 a 80 HB, resistência à fadiga: 47 MPa em 100.000.000 ciclos, módulo de elasticidade: 63,5 a 88 GPa.
Densidade (massa específica): 7,17 g/cm3. Coeficiente de expansão térmica: 19,4 a 24,0 micrometros/m.K de 20 a 100 ºC.
Temperatura liquidus: 422 ºC. Temperatura solidus: 419 ºC. Condutividade térmica: 105 W/m.K.
Resistividade elétrica: 6,24 microohm.cm a 20 ºC. Condutividade elétrica: 27 % IACS a 20 ºC.
Excelente resistência à corrosão atmosférica.
Características de fabricação: Conformação: liga adequada à estampagem, dobramento e laminação. Junção: por grampos, adesivos, e solda mole com chumbo-estanho ou zinco-cádmio, soldagem por resistência pulsada. Temperatura de trabalho a quente: 150 a 300 ºC. Fragilidade a quente: ocorre entre 300 e 420 ºC. Temperatura de recozimento: a máxima resistência à fluência pode ser restaurada por trabalho a frio seguido por recozimento a 250 ºC por 45 minutos.
15) Zinco Superplástico – Zn-22Al
Nomes comerciais: Super Z300, liga Formetal 22, Korloy 2684.
Composição química: Limites pela ASTM B 69: 21 a 23 % Al, 0,40 a 0,60 % de Cu, 0,008 a 0,012 % Mg, 0,01 % máx. de Pb, 0,002 % máx. de Fe, 0,01 % máx. de Cd, 0,001 % máx. de Sn, Bal. Zn.
Conseqüências de níveis de impurezas superiores aos limites especificados: o ferro e o cádmio aumentam a dureza, porém reduzem a dutilidade. A liga se torna frágil a quente e suscetível à corrosão intergranular, falhando prematuramente por empenamento e trincamento.
Aplicações: Chapas para conformação térmica, especialmente útil para aplicações em baixo volume com baixo custo de ferramental. Usada em chaves elétricas, painéis e armários, componentes de máquinas usadas em escritórios e ferramentas e instrumentos médicos e de outros tipos de laboratórios.
Precauções no uso: sujeita à fluência se for fortemente tensionada, particularmente em altas temperaturas.
Propriedades mecânicas: Resistência à tração: 255 a 441 MPa; resistência ao escoamento: 255 a 386 MPa, alongamento: 9 a 27 % (em 50 mm), dureza: 70 a 85 HB, resistência à fluência: 20 a 69 MPa para 1 % de extensão em 100.000 horas a 20 ºC, módulo de elasticidade: 68 a 93 GPa, resistência ao impacto: 9,5 a 27 J a 20 ºC.
Densidade (massa específica): 5,20 g/cm3. Coeficiente de expansão térmica: 21,5 a 26,8 micrometros/m.K de 20 a 100 ºC.
Resistividade elétrica: 6,0 microohm.cm a 20 ºC. Condutividade elétrica: 28 a 32 % IACS a 20 ºC.
Excelente resistência à corrosão atmosférica.
Características de fabricação: Conformação: liga adequada à estampagem profunda, compressão, moldagem, dobramento, conformação por estiramento e laminação. Junção: por grampos, adesivos, e solda mole com chumbo-estanho ou zinco-cádmio, soldagem por resistência pulsada. Temperatura de trabalho a quente: 250 a 270 ºC.
Referências bibliográficas
[1] – ASM Handbook, Volume 2, Properties and Selection: Nonferrous Alloys and Special-Purpose Materials, ASM International (American Society for Metals), Materials Park, Ohio, USA, 1990 (6 th printing: 2000).
[2] – Seleção de Metais Não Ferrosos, Ettore Bresciani Filho, Editora da UNICAMP (Universidade de Campinas), Campinas, SP, 1992.
[3] – Propriedades e Usos de Metais Não-Ferrosos, Mario Rennó Gomes e Ettore Bresciani Filho, ABM (Associação Brasileira de Metalurgia e Materiais), São Paulo, SP, 1987.
Resumo: Zinco e suas ligas
Definição O Zinco apresenta densidade de 7,13 g/cm3 , ponto de fusão de 419 °C e forma cristalina hexagonal compacta. Possui alta resistência à corrosão, graças à produção de um óxido protetor à temperatura ambiente. É bastante maleável entre 100 e 150 °C, podendo ser laminado em chapas e estirado em fios. Apresenta pouca resistência ao ataque de ácidos usuais e de soda. O zinco pode ser encontrado na forma de placas, lingotes, chapas, grãos e pó.
Uma das suas principais funções na indústria é na forma de camada protetiva para peças e equipamentos de aço, constituindo o chamado aço galvanizado. Além disso, é muito utilizado em baterias, pigmentos, pinturas orgânicas e inorgânicas, como agente redutor em processos químicos e como aditivo na produção de produtos de borracha.
Mina de zinco
Classificação O zinco é classificado é duas grandes famílias: zinco primário e zinco secundário. O zinco primário representa 80% da produção atual, e o seu principal processo de produção é o eletrolítico, que consiste na dissolução do óxido ustulado em ácido sulfúrico, seguido de um processo de eletrólise, na qual o eletrólito, rico em zinco, entra em células eletrolíticas com ânodos de ligas de chumbo e cátodos de alumínio. O zinco se deposita neste último, sendo periodicamente retirado para posterior fusão e transformação em placas.
Lingotes de zinco primário
O zinco secundário, por sua vez, é reciclado e representa 20% do total atualmente produzido.
Sucata de zinco para reciclagem
Qualidade e Aplicações O zinco é dividido em cinco grandes áreas de aplicação:

� Revestimentos e ânodos para proteção anti-corrosão de ferros e aços; � Ligas fundidas à base de Zinco; � Elemento de liga para ligas de cobre, alumínio, magnésio e outros; � Ligas trabalhadas de zinco; � Produtos químicos.
Peça de aço galvanizado