Embed Size (px)
Citation preview

METALURGIA DO PÓ
Prof. Roberto Ramon Mendonça
1Prof. Roberto Ramon Mendonça - Universidade de São Paulo

Metalurgia do pó
CONCEITUAÇÃO BÁSICA
• Metalurgia do Pó é a arte de produzir artefatos, em escala comercial, através da aplicação de pressão sobre pós metálicos ou cerâmicos. A aplicação de
calor durante ou após a compactação é utilizada para aumentar a ligação entre as partículas. Este processo
de aquecimento abaixo do ponto de fusão é conhecido por sinterização.
2Prof. Roberto Ramon Mendonça - Universidade de São Paulo

3Prof. Roberto Ramon Mendonça - Universidade de São Paulo

Metalurgia do pó
4
Compactação e Sinterização:
Prof. Roberto Ramon Mendonça - Universidade de São Paulo

Metalurgia do pó
Breve Histórico:
• Pesquisas indicam que uma variação do processo era utilizada a mais de 6000 a.C.
• Apenas no século passado que o processo começou a ser utilizado em larga escala.
• Necessidade de produção de peças a partir de materiais com alto ponto de fusão.
• Mesmo após a criação de fornos de fusão mais sofisticados, o uso da MP não decresceu graças a fina estrutura de grãos e ductilidade do sinterizado.
5Prof. Roberto Ramon Mendonça - Universidade de São Paulo

Metalurgia do pó
Atualidade:
• Hoje é um dos principais processos de manufatura de peças e componentes da indústria.
• Empregada na fabricação de várias peças metálicas ferrosas e não ferrosas.
• Principal utilização: indústria automotiva.
6Prof. Roberto Ramon Mendonça - Universidade de São Paulo

Metalurgia do póEtapas do processo:
• Obtenção dos pós metálicos• Mistura dos pós• Compactação (Compressão dos pós com o emprego de
matrizes)• Sinterização (Aquecimento do compactado, de modo a
obter uma ligação entre as partículas e conferir resistência mecânica).
7Prof. Roberto Ramon Mendonça - Universidade de São Paulo

Metalurgia do pó
Vantagens do Processo:
� Aproveitamento de matéria prima de 95%
� Não poluente e exige baixa energia de transformação
� Ambientalmente correto
� Economicamente viável
� Alta produtividade
� Dimensões complexas
� Boas tolerâncias dimensionais
� Ótimo acabamento superficial
� Permite combinações de elementos químicos (ligas) e por consequência várias microestruturas.
� Permite fabricação de materiais compósitos.
� Controle de porosidade (fabricação de mancais auto lubrificantes e FILTROS).
� Boas densidades (o que proporciona boas propriedades mecânicas).
8Prof. Roberto Ramon Mendonça - Universidade de São Paulo

9
O processo é ECOLOGICAMENTO CORRETO e exerce menor impacto ao meio ambiente (quando comparado aos processos convencionais) devido a melhor utilização da matéria-prima, menor consumo de energia e utilização seletiva de elementos de liga.
Metalurgia do pó
Prof. Roberto Ramon Mendonça - Universidade de São Paulo

Metalurgia do pó
10Prof. Roberto Ramon Mendonça - Universidade de São Paulo

Metalurgia do pó
11Prof. Roberto Ramon Mendonça - Universidade de São Paulo

Metalurgia do pó
12Prof. Roberto Ramon Mendonça - Universidade de São Paulo

Metalurgia do pó
Limitações/Desvantagens:
�Para boa viabilidade econômica, é necessário uma grade demanda de peças para produção.
�Tamanho das peças (necessidade de maiores prensas)
�Peso máximo pouco maior que 5kg.
13Prof. Roberto Ramon Mendonça - Universidade de São Paulo

Metalurgia do pó• Aplicações:
Indústria automobilística
Aprox. 75% de toda a produção de MP é utilizada em componentes para veículos.
Sendo esses componentes: Amortecedores, bielas do motor, rotores da bomba d’agua e de óleo, injeção eletrônica, sistemas de freio, peças para caixas de mudança manual e automática, motor de arranque, velas de ignição, pastilhas de freio, discos de embreagem, filamentos de lâmpadas, engrenagens, entre outros.
14Prof. Roberto Ramon Mendonça - Universidade de São Paulo

Metalurgia do pó
15Prof. Roberto Ramon Mendonça - Universidade de São Paulo

Metalurgia do pó
• Eletrodomésticos Ferramentas elétricas e Equipamentos para jardinagem:
16Prof. Roberto Ramon Mendonça - Universidade de São Paulo

Metalurgia do pó• Buchas auto lubrificantes • Metal duro:
17Prof. Roberto Ramon Mendonça - Universidade de São Paulo

Metalurgia do pó• Aços ferramenta e aços
rápidos:• Insertos para assentos de
válvula:
18Prof. Roberto Ramon Mendonça - Universidade de São Paulo

Metalurgia do pó
• Materiais de Fricção: • Materiais cerâmicos :
19Prof. Roberto Ramon Mendonça - Universidade de São Paulo

Metalurgia do pó
• Filamentos de tungstênio para lâmpadas:
• Eletrodos para solda a arco:
20Prof. Roberto Ramon Mendonça - Universidade de São Paulo

Metalurgia do pó• Bens de consumo:
21Prof. Roberto Ramon Mendonça - Universidade de São Paulo

Metalurgia do pó• Pós Metálicos:Para a obtenção dos pós, são utilizados alguns métodos. Os principais são:
Atomização: Um dos processos mais importantes, pois a partir dele são produzidos os pós de: ferro, aço, estanho, chumbo, cobre, bronze, latão, entre outros. Basicamente, o material no estado líquido é forçado a passar por um pequeno orifício e desintegrar a corrente líquida formada mediante um jato de ar comprimido, vapor ou gás inerte que promove a solidificação do material em partículas pequenas.
22Prof. Roberto Ramon Mendonça - Universidade de São Paulo

Metalurgia do pó
• Redução: Processo muito importante por ser usado na fabricação de: tungstênio, molibdênio, ferro, níquel, cobalto. A redução é feita a partir de óxidos os quais são moídos até determinada finura sob condições controladas de temperatura e pressão.
• Eletrólise: Um método físico-químico utilizado, principalmente para a produção de pós de cobre, é a eletrólise. O metal, na forma sólida, é colocado num tanque e dissolvido numa solução eletrolítica, na qual passa uma corrente elétrica. Os pós obtidos por esse processo apresentam elevado grau de pureza. Depois de recolhida do tanque de eletrólise, a massa de pó, em forma de lama, é neutralizada, secada , reduzida e classificada por peneiramento. Para obtenção de grãos menores, este processo é complementado por métodos mecânicos.
23Prof. Roberto Ramon Mendonça - Universidade de São Paulo

Metalurgia do pó
24Prof. Roberto Ramon Mendonça - Universidade de São Paulo
Reduzido:Submetido a reação química em que o átomo recebe elétrons de outrosátomos, pela ação de um agente redutor que pode ser sólido ou gasoso.
Eletrólise: reação não espontânea que produz a decomposição de uma substância, em solução aquosa ou fundida, por meio de corrente elétrica.

Metalurgia do pó• Moagem: Entre os métodos mecânicos para obtenção de
pós, é um dos mais usados. Em geral, ela é feita num equipamento chamado moinho de bolas, que consiste num tambor rotativo contendo esferas metálicas de material resistente ao desgaste. Quando o tambor gira, as esferas chocam-se umas contra as outras, desintegrando gradativamente o material que se encontra no interior do tambor.
• Entre outros
25Prof. Roberto Ramon Mendonça - Universidade de São Paulo

Metalurgia do póCaracterização dos pós:
• Importante conhecer e determinar as características dos pós metálicos
• Saber como será o comportamento em serviço
• Determinar tolerâncias expressas nas especificações
26Prof. Roberto Ramon Mendonça - Universidade de São Paulo

Metalurgia do póAmostragem – Para realização das análises.
Pureza e composição química – Até 99,5% de pureza pode ser obtido. Impurezas são eliminadas.
Microestrutura da partícula – Estrutura cristalina irá influenciar fortemente no comportamento durante a compactação e sinterização.
Obs. Durante a sinterização poderá ocorrer um aumento do tamanho de grão. Menor grão inicial = menor grão final.
27Prof. Roberto Ramon Mendonça - Universidade de São Paulo

Metalurgia do póTamanho e forma da partícula – São as duas características mais importantes nos pós metálicos.
28Prof. Roberto Ramon Mendonça - Universidade de São Paulo

Metalurgia do pó• Resistência Verde: Quanto melhor foi a resistência verde
dos pós metálicos, menor será o risco de ocorrer trincas ou danos no material no manuseio/transporte da etapa de compactação para sinterização.
Obs: Tem ligação direta com a geometria da partícula de pó. Em geral, partículas irregulares apresentam maior resistência à verde do que pós com partículas mais arredondadas.
29Prof. Roberto Ramon Mendonça - Universidade de São Paulo

Metalurgia do pó
Misturas:
Visa obter uma homogeneização das diversas matérias primas que irão compor o material sinterizado. Inclui:
• Pós metálicos (ou não)• Elementos de Liga• Lubrificantes
30Prof. Roberto Ramon Mendonça - Universidade de São Paulo

Metalurgia do póTipos de misturas mais comuns:
Ligas ferrosas:• Componente metálico + Lubrificante• Ferro + carbono + lubrificante• Ferro + cobre + carbono + lubrificante
Ligas não ferrosas:• Cobre + estanho + lubrificante• Estanho + carbono + lubrificante
Nota: Dependendo das características e alguns fatores, pode ocorrer segregação na mistura.
31Prof. Roberto Ramon Mendonça - Universidade de São Paulo

Metalurgia do pó
32
Graus de homogeneização da mistura de pós:
Influências:
Densidade do materialTamanho e forma das partículasRugosidade
Prof. Roberto Ramon Mendonça - Universidade de São Paulo

Metalurgia do póElementos de liga:
�Carbono: Forma carbonetos que conferem maior resistência mecânica e dureza. É o mais comum e de menor custo
�Cobre: Aumenta a dureza e resistência. Em teores elevados leva a expansão dimensional na sinterização.
�Níquel: Aumenta a dureza e a resistência a fadiga. Proporciona contração e/ou reduz a expansão causada pelo cobre em materiais Fe-Cu-Ni-C.
�Molibdênio: Aumenta a temperabilidade da peça.�Fósforo: Melhora resistência a fadiga e ductilidaded da peça.
Causa perda de precisão dimensional.�Sulfeto de Manganês: Melhora a usinabilidade do material.
33Prof. Roberto Ramon Mendonça - Universidade de São Paulo

Metalurgia do póLubrificantes:
� Usado para reduzir o atrito entre componentes do ferramental com a mistura e entre as próprias partículas do pó de ferro durante a compactação.
� Por afetar a compressibilidade deve ser usado somente na porcentagem correta.
34Prof. Roberto Ramon Mendonça - Universidade de São Paulo

Metalurgia do póTipos de mecanismos de mistura:
35Prof. Roberto Ramon Mendonça - Universidade de São Paulo

Metalurgia do póMisturadores:
• Servem para deixar a mistura o mais homogênea possível. Entretanto, uma mistura 100% homogenea é impossível, uma vez que as propriedades cinéticas de cada partícula é variada.
36Prof. Roberto Ramon Mendonça - Universidade de São Paulo

Metalurgia do pó
37Prof. Roberto Ramon Mendonça - Universidade de São Paulo

Metalurgia do póCompactação:
É a primeira das operações de consolidação da metalurgia do pó. Objetivos:
• Conformar o pó na forma projetada• Conferir dimensões finais, ou aproximadas (levando em conta
possíveis variações que possam ocorrer na sinterização)• Conferir adequada densidade verde ao compactado• Conferir resistência mecânica necessária para manuseio
posterior• Proporcionar bom contato entre partículas, para uma eficiente
sinterização
38Prof. Roberto Ramon Mendonça - Universidade de São Paulo

Metalurgia do póCompactação:
Normalmente feita sob pressão. Casos especiais, como filtros metálicos, são feitos apenas com o pó solto nos moldes.
Três estágios da compactação:
1°- as partículas são re-amontoadas e/ou re-arranjadas, de modo a eliminar os vazios.2°- deformação plástica das partículas3°- as partículas que ficaram frágeis devido ao encruamento dos estágios anteriores, quebram e formam fragmentos menores
Nota: os três estágios de sobrepõe.
39Prof. Roberto Ramon Mendonça - Universidade de São Paulo

Metalurgia do póCompactação - Ferramental:
40Prof. Roberto Ramon Mendonça - Universidade de São Paulo

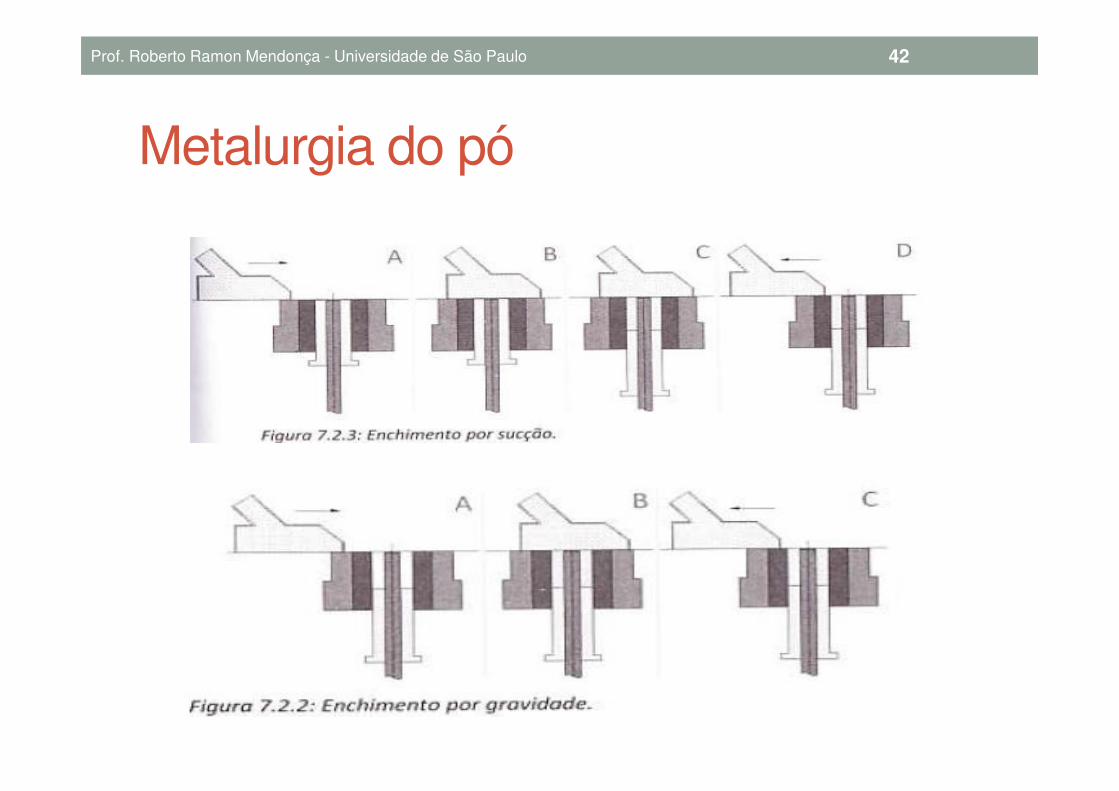
Metalurgia do póCompactação:
Consiste em quatro movimentos básicos: Enchimento, compactação, extração e remoção.
• Enchimento: É a etapa em que a mistura de pó é alimentado no ferramental.
41Prof. Roberto Ramon Mendonça - Universidade de São Paulo
Metalurgia do pó
42Prof. Roberto Ramon Mendonça - Universidade de São Paulo

Metalurgia do pó- Compactação de dupla ação:
Ambos os punções realizam o movimento de compressão.
43Prof. Roberto Ramon Mendonça - Universidade de São Paulo

Metalurgia do pó• Extração ou ejeção
Etapa que completa o ciclo de compactação, retirando a peça do ferramental.
Caso seja feita incorretamente, causará trincas no material.
A peça nesta etapa recebe o nome de PEÇA VERDE.
44Prof. Roberto Ramon Mendonça - Universidade de São Paulo

Metalurgia do pó• Tipos de extração:Extração convencional
Extração por retração
45Prof. Roberto Ramon Mendonça - Universidade de São Paulo

Metalurgia do póRemoção:
Ocorre logo que a extração é terminada. É retirada a peça verde do local de compactação antes que a sapata inicie novo enchimento.
Existem duas maneiras distintas de remoção:
- Por sapata- Por manipulador
46Prof. Roberto Ramon Mendonça - Universidade de São Paulo

Metalurgia do pó• Remoção por Sapata:
47Prof. Roberto Ramon Mendonça - Universidade de São Paulo

Metalurgia do pó• Remoção por Manipulador:
48Prof. Roberto Ramon Mendonça - Universidade de São Paulo

Metalurgia do pó• Sinterização:
Operação fundamental, pois é a fase final do ciclo de consolidação do pó (ciclo iniciado na compactação)
Consiste no aquecimento dos compactados verdes.
Temperaturas elevadas, porém abaixo do ponto de fusão do principal metal (matriz) ou constituinte da liga.
Tempo controlado
49Prof. Roberto Ramon Mendonça - Universidade de São Paulo

Metalurgia do pó
Baseia-se na ligação atômica entre superfícies de partículas vizinhas.
Como resultado, as partículas se ligam e o material adquire características desejadas de densidade, dureza e resistência mecânica.
50Prof. Roberto Ramon Mendonça - Universidade de São Paulo
Metalurgia do póSinterização sólida: Não atinge a temperatura de fusão de nenhum dos componentes.
Sinterização líquida: um dos componentes (metal secundário) é fundido no aquecimento, a matriz não é fundida.
Durante a sinterização ocorrem reações químicas e físicas entre as partículas, reduzindo e em alguns casos até eliminando a porosidade existente no compactado verde. A contração do compactado verde, em comparação com a peça final, chega a ser de 40% do volume, sendo uma redução linear de cerca de 16%.
51Prof. Roberto Ramon Mendonça - Universidade de São Paulo
Metalurgia do pó• Densidade verde: É o quanto o material é capaz de se
“compactar”. Essa característica determinará a porosidade do material após a etapa de compactação e após a etapa de sinterização.
Quanto maior a densidade verde ANTES da sinterização, menor será a porosidade do material DEPOIS.
52Prof. Roberto Ramon Mendonça - Universidade de São Paulo

Metalurgia do póA temperatura normalmente é da ordem de 2/3 a ¾ da temperatura de fusão da liga considerada.
* O tempo de permanência indicado é o de patamar.
53Prof. Roberto Ramon Mendonça - Universidade de São Paulo

Metalurgia do pó
• Micrografias: Apenas compactado (esq.) e sinterizado.
54Prof. Roberto Ramon Mendonça - Universidade de São Paulo

• Estágios:
1. Aumento de temperatura = difusão = ocorre onde há contato íntimo entre partículas = desenvolvimento dos contornos de grão = não há mudança dimensional = apenas elevada coesão
Nota: Em alguns materiais porosos, este é o único estágio de sinterização.
2. Crescimento dos pescoços = não diminui a quantidade de poros = crescimento de grão
3. Fechamento dos canais que interligam os poros = diminuição da porosidade
4. Arredondamento dos poros = consequência do crescimento dos pescoços
55Prof. Roberto Ramon Mendonça - Universidade de São Paulo
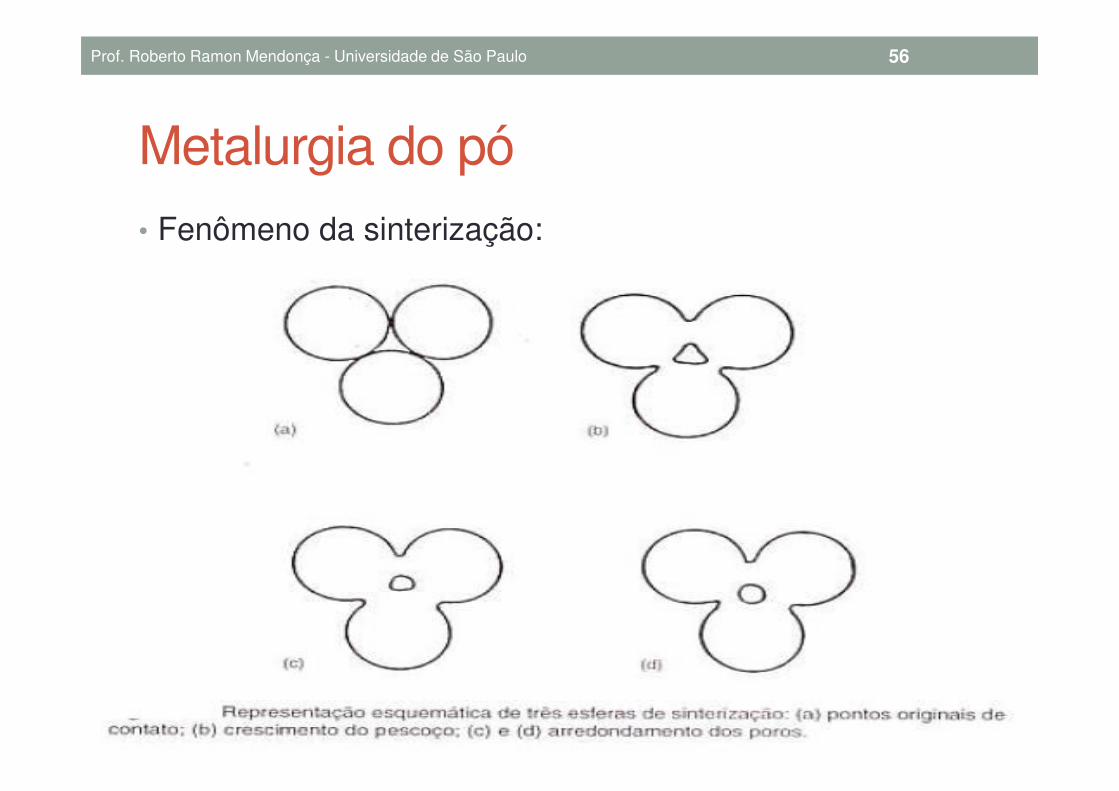
Metalurgia do pó• Fenômeno da sinterização:
56Prof. Roberto Ramon Mendonça - Universidade de São Paulo

Metalurgia do pó• Fenômeno da sinterização:
57Prof. Roberto Ramon Mendonça - Universidade de São Paulo
Metalurgia do póMudanças durante a sinterização:
i. Recuperação – Acontece um alívio de tensões, devido a intensidade das deformações da etapa anterior.
ii. Recristalização – Início da formação de novos grãos a partir de uma estrutura original encruada.
i. Crescimento de grão – Em função do tempo.
58Prof. Roberto Ramon Mendonça - Universidade de São Paulo

Metalurgia do pó• Teoria da sinterização:Muitos estudos, muita informação, diversidades de conclusões
• A teoria da sinterização comprova que, ao se aquecer o compactado verde (a uma temperatura maior que a metade da temperatura de fusão do material), ocorre união entre as partículas metálicas e estas tendem a alcançar as características físicas, químicas e mecânicas intrínsecas do material
59Prof. Roberto Ramon Mendonça - Universidade de São Paulo

Metalurgia do pó• Fatores de influência na sinterização:
Tamanho de partícula – Menor tamanho = maior contato entre partículas = maior número de pescoços = mais caminhos para difusão = maior eficiência de sinterização
Forma e topografia da Partícula – Quanto maior o contato físico entre partículas, melhor a sinterização.Partículas esféricas = ruimPartículas rugosas e não esféricas = boas
60Prof. Roberto Ramon Mendonça - Universidade de São Paulo

Metalurgia do póEstrutura da partícula: A presença de discordâncias e outras imperfeições (como poros) no material devido ou não a deformação plástica da etapa de compactação favorecem a difusão.
Composição da partícula – Impurezas dificultam a sinterização.
Temperatura – Aumento de temperatura = aumento da velocidade de transformação.
61Prof. Roberto Ramon Mendonça - Universidade de São Paulo

Metalurgia do pó• Efeito da sinterização nas propriedades dos materiais.
62Prof. Roberto Ramon Mendonça - Universidade de São Paulo

Metalurgia do póEtapas posteriores:
Tratamentos térmicos
Tratamentos superficiais
Soldagem
63Prof. Roberto Ramon Mendonça - Universidade de São Paulo

Metalurgia do pó• Referências:
1. Kalpakjian, S.; Schmid, S. Manufacturing, Engineering & Technology. 5th Edition, Prentice Hall. 2005.
2. A metalurgia do pó: alternativa econômica com menor impacto ambiental. Grupo setorial de metalurgia do pó. São Paulo : Metallum Eventos Técnicos, 2009
3. Chiaverini, V. Metalurgia do Pó. 4°Ed, 2001. AssociacaoBrasileira de Metalurgia e Materiais.
4. Stadtler W. A. Production of Metallurgy Parts. ASTM, PowderMetallurgy, Ohio, 1989.
64Prof. Roberto Ramon Mendonça - Universidade de São Paulo

Metalurgia do pó
65Prof. Roberto Ramon Mendonça - Universidade de São Paulo
Processo Eletrolítico (Eletrólise)A fabricação de pós metálicos a partir da eletrolise é outro processo comumente utilizado para a produção de pós de cobre. Os pós produzidos apresentam elevada pureza, baixa densidade aparente e tem grãos de estrutura nitidamente dendrítica. Após recolhida dos tanques de eletrólise, a massa de pó, sob a forma de uma lama, é neutralizada, secada, reduzida e classificada por peneiramento. Para obtenção de grãos menores, este processo é complementado por métodos mecânicos.
Processo de Redução Química.Os processos de redução de compostos de metais com agentes redutores gasosos ou sólidos representam o grupo de processos mais significativos para obtenção de pós. Os agentes redutores mais utilizados são o carbono e o hidrogênio. A redução com o carbono só é utilizável para elementos metálicos que não formam carbonetos muito estáveis a não ser que deseja-se obter pó de carboneto como produto final e não o pó metálico, como no caso o carboneto de tungstênio, que pode ser reduzido e carbonetado num só tratamento. A redução com carbono é principalmente utilizada para o ferro.





























