Embed Size (px)
Citation preview

Revista Latinoamericana de Metalurgia y Materiales 2007; 27 (1): 13-28
0255-6952 ©2007 Universidad Simón Bolívar (Venezuela) 13
METALURGIA SEMISÓLIDA DE ALEACIONES Y COMPOSITES METÁLICOS PROCESADOS POR AGITACIÓN MECÁNICA
Hader V. Martínez Grupo de Investigación sobre Nuevos Materiales, GINUMA, Universidad Pontificia Bolivariana, Medellín, Colombia
E-mail: [email protected]
Recibido: 05-Jun-2006; Revisado: 06-Nov-2006; Aceptado: 21-Feb-2007 Publicado On-Line: 09-Jul-2007
Disponible en: www.polimeros.labb.usb.ve/RLMM/home.html
Resumen Se revisan los procesos y los aspectos fenomenológicos fundamentales relacionados con la obtención de aleaciones y
materiales compuestos de matriz metálica en estado semi-sólido: reología, transformación microestructural y el mojado del material reforzante en el caso de composites. Aunque no es la única vía, la agitación mecánica es una de las formas más económicas de producir microestructuras semi-sólidas, para dicha ruta se listan las ventajas principales, así como su extensión a la fabricación de composites metálicos.
Palabras Claves: Metalurgia semi-sólida, Composites de matriz metálica, Procesos de fabricación
Abstract The process and fundamental phenomenological aspects related to synthesis of alloys and metal matrix composites in
semi-solid state are reviewed: rheology, microestructural transformation and the wetting of the reinforcement material in the case of composites. Although it is not the only route, mechanical stirring is one of the most economical processing methods to produce semi-solids microstructures. For this one the main advantages are listed and the extension to metal matrix manufacture is explained.
Keywords: Semi-solid metallurgy, Metal matrix composites, Fabrication process
1. INTRODUCCIÓN Hace unos 30 años se inició la metalurgia semi-sólida o el procesamiento en estado semi-sólido de aleaciones, SSP (SSP: Semi-solid processing of alloys, o SSM: Semi-solid metallurgy), el cual se entiende al nivel de un conjunto de procesos que combinan las ventajas de los métodos tradicionales de forja y fundición para una aleación parcialmente solidificada. En dichos procesos la aleación exhibe un comportamiento tixotrópico pudiendo fluir como un líquido muy laminar en un molde o prensa para la fabricación de componentes. Mucho más antiguo que el SSP, es el inicio de los Composites de Matriz Metálica (CMMs), cuyo desarrollo se ha visto favorecido desde la metalurgia semi-sólida mediante la fabricación de materiales compuestos, reforzados principalmente con partículas y fibras cortas [1]. En tal sentido, existen varios procesos para la fabricación de CMMs. Estos se dividen en técnicas en estado vapor, en estado líquido y en estado sólido [2]. Entre estos procesos, aquellos en los cuales la matriz metálica se halla en
estado líquido o semi-sólido, han tenido un gran avance en comparación con las rutas de estado sólido o gaseoso, debido a que presentan ventajas únicas para la fabricación de CMMs (Economía, simplicidad, rapidez, flexibilidad en cuanto a tipos de matrices y reforzantes, fabricación de componentes con reforzamiento selectivo y mayores posibilidades de automatización y de implantación para la fabricación de piezas en serie [3,4]). Este trabajo pretende ser un aporte a la literatura técnica y científica existente sobre metales y composites metálicos procesados en estado semi-sólido. Los fenómenos relativos al procesamiento de este tipo de materiales y que son estudiados hoy en día, incluyen reología, cambios morfológicos, migración de partículas durante la solidificación y la reactividad reforzante-matriz. Estos son revisados a partir de la técnica de agitación mecánica, la cual ha presentado altos potenciales de implementación para fines de investigación y la síntesis de metales semi-sólidos y composites metálicos.

Martínez
14 Rev. LatinAm. Metal. Mater. 2007; 27 (1): 13-28
2. RUTAS DE RHEOCASTING En general el SSP comprende un conjunto de procesos que combinan las ventajas de los métodos tradicionales de forja y fundición. Sus inicios se remontan a los estudios que sobre aleaciones Pb-Sn realizó Spencer en el MIT en el inicio de los años 70’s [5]. En su investigación, Spencer mostró que el cizallamiento de una aleación metálica durante su solidificación, corrige la formación del entramado dendrítico por una morfología globular. Como resultado, el fluido resultante parcialmente solidificado, posee una baja viscosidad aparente, alta fluidez y un comportamiento tixotrópico, resultando ideal para procesos de fundición incluso a fracciones de sólidos tan altas como 0,6 [6]. Desde el hecho científico que permitió desarrollar el SSP, el interés que el mismo ha despertado se ha visto reflejado tanto a nivel científico como tecnológico. En tal sentido, la conferencia internacional S2P, ha reunido en buena parte los diferentes estudios e investigaciones que sobre el procesamiento semi-sólido de metales y aleaciones se han desarrollado en los últimos años [7-15]. En la última década, los sectores que más se han favorecido del uso de metales semi-sólidos, han sido el automotriz y el electrónico. El primero, motivado por la necesidad de materiales de alta resistencia y bajo peso, ha encontrado su protagonista en las aleaciones de Aluminio y en menor grado en las aleaciones de Magnesio [6]. Éstas últimas por su buena tenacidad, conductividad eléctrica, disipación de calor y absorción de vibración, son más utilizadas por las industrias electrónicas y de hardware [17]. La Tabla 1 lista diferentes características que diferencian el SSP de procesos convencionales desarrollados en estado líquido o sólido. A pesar de sus ventajas, el SSP requiere de una distribución homogénea de las fases sólidas globulares sin segregación de la fase líquida, característica que es función de la velocidad de llenado del molde, la presión y la fracción de sólidos [18]. De modo que para fabricar piezas de alta calidad mediante SSP, se hace necesario un control preciso de la temperatura y de las condiciones del flujo del material. La forma final de la pieza se puede obtener mediante procesos secundarios, desde fundición hasta deformación en estado semi-sólido (forja semi-sólida, extrusión, inyección, entre otras [20]), dándole así un valor agregado al material y aumentando sus propiedades mecánicas respecto de la materia prima inicial [21].
Tabla 1: Ventajas tecnológicas del SSP (Adaptado de la ref. [19])
Ventaja Implicación
Viscosidad del metal: alta pero controlable
El metal que se procesa posee en general una alta tensión superficial
Llenado no turbulento Menor atrapamiento de gases Menor porosidad en piezas fundidas Reducción de la oxidación Menor ataque del molde Mejora en propiedades mecánicas, maquinabilidad y acabado superficial
Menor temperatura de llenado del molde
Menores ciclos térmicos y ahorro de energía Mayor vida útil del molde Menor erosión del molde Mayor cadencia productiva
Habilidad para incorporar otros materiales
Fabricación de materiales compuestos de matriz metálica
Menor contenido calórico que en el metal líquido
Mayor velocidad en colada continua Procesamiento de aleaciones con alto punto de fusión Menor reactividad Ahorro de energía
Presencia de fase sólida al momento del llenado del molde
Menores contracciones por solidificación Menores requerimientos de alimentación Menor macrosegregación en procesos con alta velocidad de flujo (v.g. inyección) Granulometría fina Ahorro de energía
Menor flujo de esfuerzos que en metales sólidos
Partes de geometría intrincada Alta velocidad en el formado de partes Menores costos Altas velocidades de formado continuo (v.g. Extrusión)
Habilidad para separar el líquido y el sólido Purificación
El término Rheocasting, acuñado por primera vez por Flemings et al. [6,22] en el MIT, se utiliza hoy día para referirse a los diferentes procesos con los cuales se obtienen morfologías globulares. Por otro lado, el Thixocasting, término debido a Joly y

Metalurgia Semisólida de Aleaciones y Composites Metálicos Procesados por Agitación Mecánica
Rev. LatinAm. Metal. Mater. 2007; 27 (1): 13-28 15
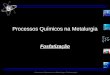
Mehrabian [23], comprende el recalentamiento hasta el intervalo semi-sólido de lingotes obtenidos por Rheocasting y que son luego transformados por procesos termomecánicos [24]. En el caso particular del Magnesio, el nombre reconocido para un proceso similar es el de Thixomolding® [25]. Las tecnologías de Rheocasting incluyen la Agitación Electromagnética (EMS: Electro-magnetical Stirring), y la Agitación Mecánica (MSC: Mechanical Stirring Casting), las cuales provocan un alto flujo convectivo en el material que se procesa. Otros procesos son la Fundición en Spray (SP: Spray Casting) y distintas tecnologías fundamentadas en el control de la solidificación y la nucleación. Dentro de las que se cuentan el Nuevo Rheocasting (NRC™: New Rheocasting Process) y la Deformación Inducida con Fusión Activada (SIMA: Strain Induced Melt Activated Process), como tecnologías que poseen cierta importancia comercial hoy en día. Otras tecnologías nacientes son el Refinamiento de Lingotes (GRB: Grain Refined Billet), el denominado Rheocasting semi-sólido (SSR™: Semi-solid Rheocasting), la Reoconversión Continua (CRP: Continuous Rheoconvertion), Fundición Sub-liquidus (SLC™: Sub-Liquidus Casting) y la Extracción Controlada de Entalpía (SEDD: Swirl Enthalpy Equilibration Device). Los detalles de estos últimos procesos se hallan ampliamente documentados en los trabajos de Apelian et al. [26] y Jorstad [27]. La Figura 1 ha sido preparada para mostrar esquemáticamente la situación de estas tecnologías en relación a las operaciones secundarias que permiten la obtención de piezas finales. A continuación se exponen las generalidades de las técnicas de mayor interés comercial actualmente.
2.1 Agitación Electromagnética (EMS) La técnica EMS es la de mayor uso comercial entre todas las existentes. Ésta consiste en el enfriamiento de una aleación metálica desde el estado líquido hasta el intervalo semi-sólido, llevado a cabo con la influencia paralela de campos magnéticos. En principio, los campos magnéticos inducen corrientes en forma de remolino en el metal fundido, cambiando la estructura dendrítica en una nueva, generalmente en forma de rosetas y que posteriormente, como producto de la coalescencia y
formación de aglomeraciones, podrá tomar una forma globular [28].
2.2 Fundición en Spray (SP) En la fundición en spray, una corriente de metal fundido es atomizada en virtud de la alta velocidad de un gas inerte (nitrógeno o argón). Las gotas obtenidas de diferentes tamaños son enfriadas a velocidades de hasta 103 K/s y posteriormente conducidas hacia un sustrato para formar un producto condensado. La solidificación tiene lugar tanto en la fase de atomización como de deposición sobre el sustrato [29]. Durante la atomización, las gotas de mayor tamaño son líquidas, mientras que las pequeñas solidifican y las de tamaños intermedios permanecen en estado semi-sólido. En el sustrato de otro lado, como producto del impacto, el fenómeno de solidificación es una mezcla de refusiones de las gotas sólidas y de fragmentaciones de gotas sólidas y líquidas.
2.3 Enfriamiento Controlado y Refinamiento de Grano (NRC™)
Esta técnica opera enfriando controladamente el material, desde el estado líquido hasta una temperatura en el intervalo semi-sólido [30]. El enfriamiento controlado y el posterior sostenimiento por un corto periodo de tiempo en el intervalo semi-sólido, provocan la nucleación de muchos granos pequeños, permitiendo que los mismos desarrollen una morfología globular [31]. La pasta resultante es posteriormente trasladada a un equipo de conformación para la fabricación de una pieza.
2.4 Deformación Inducida y Fusión Activada (SIMA)
Esta técnica consiste en realizar inicialmente una forja en caliente del material con el fin de introducirle una orientación microestructural y disminuir el espesor de la sección fundida [32]. Dicha operación puede omitirse dependiendo del material y en lugar de ello, se puede realizar un tratamiento de homogenización y precipitación controlada de segunda fase [33]. Luego el material es sometido a forja en frío, con lo cual se consigue almacenar energía y favorecer la recristalización (Proceso RAP: Recrystallisation and Partial Melting). Finalmente, se lleva a cabo una refusión parcial dentro del intervalo semi-sólido y un sostenimiento isotérmico que permitirá la proliferación de la estructura globular.

Martínez
16 Rev. LatinAm. Metal. Mater. 2007; 27 (1): 13-28
Figura 1: Metalurgia semi-sólida

Metalurgia Semisólida de Aleaciones y Composites Metálicos Procesados por Agitación Mecánica
Rev. LatinAm. Metal. Mater. 2007; 27 (1): 13-28 17
2.5 Agitación Mecánica (MSC) Además de ser la ruta más antigua, ya que fue la primera técnica utilizada en los orígenes del SSP, la agitación mecánica es la técnica más sencilla para la producción de metales semi-sólidos y composites. Aunque no ha llegado a ser una técnica popular para la fabricación de lingotes, es empleada como una aproximación económica para la producción en masa de partes en las industrias automotriz y electrónica. La técnica MSC se fundamenta en la agitación de la aleación mediante agitadores de paletas, hélices o rotores cilíndricos. En ella el material es fundido y llevado hasta una temperatura superior a la temperatura de liquidus para introducir un agitador. Posteriormente, durante la solidificación incompleta hasta el intervalo semi-sólido, seguida de un sostenimiento isotérmico, el material es agitado vigorosamente hasta conseguir la deseada transformación de la microestructura. En particular sobre la agitación mecánica es posible resaltar las siguientes ventajas: • Reducción de rutas de proceso. Una aleación
puede alcanzar mejoras en calidad y comportamiento mecánico suficientes para ciertas aplicaciones, aún sin la necesidad de técnicas secundarias de procesamiento. Por ejemplo, en el caso de piezas donde los espesores de pared no sean una característica importante, la agitación mecánica puede ser considerada como una alternativa combinada con la fundición por gravedad [34].
• Uso a nivel experimental. A pesar que a nivel comercial la agitación electromagnética ha limitado el desarrollo de la agitación mecánica, ésta sigue utilizándose principalmente a nivel experimental, tanto para la investigación sobre el fenómeno de transformación dendrítica, como para el estudio de los aspectos reológicos y las variables de proceso [35] (ver Apartado 3).
• Extensión a la fabricación de metales reforzados. Aunque no es el único proceso que permite la fabricación de composites metálicos, cuando se usan agitadores de paletas o rotores cilíndricos, la agitación mecánica permite la fácil incorporación de partículas o fibras cortas, ya que la viscosidad resulta bastante controlable en función de la velocidad de agitación utilizada. En este sentido, la variante más popular para la fabricación de composites metálicos de refuerzo
discontinuo es conocida como Compocasting [36] (Figura 1 y Apartado 4.1), la cual en algunos casos, aprovecha incluso el vórtice que puede generarse durante el proceso para la inmersión del material de refuerzo [37]. Adicionalmente, y dado que la aleación metálica se halla parcialmente fundida, es posible conseguir ahorros de energía [38].
• Economía e implementación. Entre las diferentes rutas, la agitación mecánica resulta en general mucho más económica, debido a que es posible utilizar agitadores de diversos tipos que no se comparan en costo a los generadores de campos magnéticos requeridos en la técnica EMS o a los sistemas de atomización de la técnica SP y por otro lado, porque en general los equipos y rutas de procesamiento son muy similares a las que convencionalmente se utilizan en el sector de fundición [39].
A pesar de sus ventajas, la técnica MSC presenta dos desventajas principales como son la tendencia a atrapar impurezas y óxidos como producto de la agitación y la degradación de los agitadores utilizados. De manera comparativa, la Tabla 2 lista los aspectos más resaltables de las técnicas utilizadas para el procesamiento semi-sólido de aleaciones metálicas. La comparación se hace usando puntos negros, según el puntaje asociado a la cualidad de cada tecnología.
3. REOLOGÍA DE METALES EN ESTADO SEMISÓLIDO
A nivel fenomenológico, la transformación dendrítica debe ser abordada mediante el estudio de aspectos físicos y tecnológicos. El primero contempla los factores asociados a la reología de metales semi-sólidos, el proceso de inmersión de partículas en el caso de composites metálicos procesados por Compocasting y la evolución microestructural durante la solidificación. Dicha evolución es la responsable del comportamiento reológico particular en los metales semi-sólidos. Por otro lado, es claro que la morfología dependerá además de la técnica empleada durante el Rheocasting [40]. De modo que conseguir una morfología no-dendrítica, depende en segundo lugar del tipo de equipo y técnica utilizada. En el caso de la agitación mecánica, entre otros factores, son particularmente importantes el diseño del agitador, el sistema de fusión empleado y la velocidad de

Martínez
18 Rev. LatinAm. Metal. Mater. 2007; 27 (1): 13-28
Tabla 2: Comparaciones entre las técnicas primarias o de Rheocasting
Técnica
Obt
enci
ón d
e pi
ezas
net
as
Econ
omía
de
proc
eso
Uso
a n
ivel
exp
erim
enta
l
Uso
a n
ivel
com
erci
al
Fund
amen
to e
n la
con
vecc
ión
forz
ada
del m
ater
ial
Med
ició
n de
var
iabl
es re
ológ
icas
Requ
iere
de
técn
icas
secu
ndar
ias
Posi
bilid
ad d
e fa
bric
ar m
etal
es
refo
rzad
os
Fund
amen
to e
n el
con
trol
de
la
nucl
eaci
ón y
solid
ifica
ción
SP • • •• •••• •• − − •• •• EMS − • •• ••• ••• − •• • • SIMA • • •• •• − − • − ••• MSC − ••• •••• •• ••• •• •• •• •
NRC™ •• ••• •• •• − − − − ••• GRB − ••• •• ••• − − •• − •••
SSR™ − •• • − •• − •• − • CRP •• • •• − •• − • − ••
SLC™ − •• • − − − • • ••• SEED − • • •• − − • •• − -: No aplica o no hay casos reportados
enfriamiento que puede conseguirse desde el estado líquido hasta el intervalo semi-sólido [41].
3.1 Transformación Dendrítica Los objetivos de la investigación científica en el tema del procesamiento semi-sólido versan sobre el estudio más profundo del fenómeno de transformación dendrítica [19], el desarrollo y aplicación de modelos útiles en la simulación de procesos [42] y en tercer lugar, la síntesis de aleaciones especialmente adaptadas para el procesamiento semi-sólido (aleaciones que posibiliten una alta fracción de sólidos y altas cadencias productivas [43]). En relación al primero de estos objetivos, actualmente no hay una explicación conciliadora del mecanismo por el cual se consigue la formación de microestructuras globulares, a pesar que el mismo ha sido la clave para el éxito del SSP. La razón principal se relaciona con la imposibilidad de observar de forma dinámica la solidificación, lo cual impide correlacionar directamente el desarrollo morfológico con una posible explicación teórica. Los diferentes aportes teóricos y experimentales se
han orientado fundamentalmente en dos sentidos: Por un lado, los que apuntan a un desprendimiento de brazos dendríticos sumando fenómenos adicionales [6,44,45] y por otro, los que aluden mecanismos diferentes como nucleación homogénea, flexión de brazos o pandeo de la fase primaria como producto del flujo del fluido [46-51]. Lo que si es cierto, es que la microestructura dendrítica que convencionalmente aparece como producto de la solidificación del material, se transformará durante el SSP en una nueva microestructura en forma de roseta o de glóbulo. Esta nueva microestructura se conoce en general como microestructura tixotrópica y es la responsable de las características reológicas particulares de estos materiales discutidas a continuación.
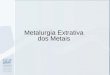
3.2 Modelos No-Newtonianos de Viscosidad La formación de cristales durante la solidificación de una aleación fundida es en sí un problema complejo ya que la morfología del cristal depende en gran medida de la cinética de crecimiento en la interfase sólido-líquido, donde además se dan condiciones de no equilibrio. En el caso de los metales semi-sólidos procesados por MSC, aspectos como un flujo no lineal y la turbulencia del líquido que está siendo agitado, son factores adicionales que complican aún más el problema. Sin embargo, al menos a nivel del flujo se han desarrollado algunos modelos que permiten comprender parcialmente la reología de estos materiales; dichos modelos se fundamentan en la caracterización de la viscosidad aparente (η) y su dependencia con ciertas características morfológicas del material. En las Figuras 2a y 2b, se ilustra la variación de la viscosidad aparente a diferentes índices de cizallamiento (γ& ) y velocidades de enfriamiento (ε& ) según Mehrabian [52]. Para el caso de la agitación mecánica γ& puede calcularse como:
2)(1)( 2
cacaN
−=γ& (en s-1) (1)
donde, ca es la relación adimensional de diámetros agitador/crisol y N la velocidad de giro del agitador en rad/s [53]. En general, el índice de cizallamiento se incrementa al aumentar la magnitud del campo de velocidades del fluido, de suerte que: i) la viscosidad disminuye

Metalurgia Semisólida de Aleaciones y Composites Metálicos Procesados por Agitación Mecánica
Rev. LatinAm. Metal. Mater. 2007; 27 (1): 13-28 19
con el aumento de γ& cuando se mantienen constantes la velocidad de enfriamiento y la fracción volumétrica de sólidos (fs), y ii) la viscosidad decrece con la disminución de la velocidad de enfriamiento cuando tanto la velocidad de corte como la fracción de sólidos se mantienen constantes.
η
fs
γ&
(a)
η
fs
γ&η
fs
γ&
(a)
η
fs
ε&
(b)
η
fs
ε&η
fs
ε&
(b)
Figura 2: Comportamiento de la viscosidad aparente (η ) vs. la fracción de sólidos (fs): (a) Aumento del índice de cizallamiento (γ& ) y (b) Disminución de la velocidad de enfriamiento (ε& ). Adaptado de la ref. [52]
La disminución de la viscosidad ocurre tanto por el incremento del cizallamiento como por el decremento de la velocidad de enfriamiento, fenómeno que se ve favorecido cuando ambos efectos son simultáneos. Adicionalmente, al cizallar el material partiendo del estado líquido a una velocidad de enfriamiento dada hasta una fracción de sólidos fija y posteriormente bajo condiciones isotérmicas, se tiene que la viscosidad disminuye hasta una condición en la que permanece estable. En
este estado, que puede denominarse de cuasi-equilibrio, un aumento del cizallamiento, genera una disminución adicional de la viscosidad aparente y viceversa. Tal comportamiento es claramente tixotrópico y parece ser más o menos reversible, de manera que se retorna al valor original de viscosidad luego de variaciones en la magnitud de γ& (Figura 3).
Se ha encontrado igualmente que pastas semi-sólidas producidas con distintas velocidades de corte exhiben diferente comportamiento tixotrópico, ya que partiendo de velocidades de cizallamiento más elevadas se consiguen viscosidades sustancialmente más bajas y viceversa [54] (Figura 4). Según Joly y Mehrabian [23], a nivel físico el grado de tixotropía calculado como la diferencia que existe entre la viscosidad instantánea y la viscosidad en el estado de cuasi-equilibrio, aumenta con la fracción de sólidos, con el cizallamiento y con el tiempo de reposo dado a la pasta antes de cizallarla.
Tiempo
Tiempo
Tas
a de
Cor
teV
isco
sida
d
Adelgazamiento
RecuperaciónTiempo
Tiempo
Tas
a de
Cor
teV
isco
sida
d
Adelgazamiento
Recuperación
Figura 3: Comportamiento tixotrópico de aleaciones metálicas semi-sólidas. Adaptado de la ref. [54]
3.2.1 Modelos Generales de Viscosidad En lo que se refiere a las ecuaciones desarrolladas para describir el intervalo de viscosidad de fluidos semi-sólidos, éstas requieren al menos de cuatro parámetros. A pesar de ello, una primera relación simple y ampliamente usada, que es útil para variadas velocidades de corte en fluidos no newtonianos, es la ley de potencia o modelo de Ostwald-de-Waele entre el esfuerzo cortante τ y el índice de cizallamiento (Tabla 3). En este modelo k

Martínez
20 Rev. LatinAm. Metal. Mater. 2007; 27 (1): 13-28
η fs
γ&
inicialγ&
η fs
γ&
inicialγ&
Figura 4: Efecto del aumento de la velocidad de corte inicial y de la fracción de sólidos durante el procesado semi-sólido (las flechas indican el sentido de aumento). Adaptado de la ref. [54]
es la consistencia y n (-1 < n < 0), el índice de potencia, ambos característicos del material. En su trabajo sobre aleaciones Pb-Sn, Turng y Wang [55] reportan valores de γ& mucho más altos que los usados por primera vez por Spencer [5]. Estos desarrollaron una expresión simple de la viscosidad para el estado de cuasiequilibrio pero sin considerar el estado inicial, sugiriendo una viscosidad constante η∞ a muy altas velocidades de cizallamiento (como un fluido newtoniano). Bajo tales condiciones con estructuras cuasi-equilibradas, no se tienen en cuenta posibles efectos de aglomeración y/o desaglomeración de las fases sólidas que se han formado. El modelo particular que sintetiza el comportamiento de la viscosidad aparente en función de η∞ es mostrado en la ecuación (3) de la Tabla 3. En este modelo, m y a son parámetros que dependen del material y *γ& , es el índice de cizallamiento de transición entre la ley de potencia y el comportamiento newtoniano del fluido. Ésta ecuación para bajas velocidades de corte muestra valores que concuerdan con los hallazgos iniciales de Spencer, pero no da cuenta de la tixotropía. Resultados cualitativamente similares a los descritos para aleaciones de Pb-Sn han sido descritos para un gran número de aleaciones metálicas de bajos puntos de fusión, incluyendo aleaciones Al-Cu, Al-Si, Al-Pb, Al-Ni, Bi-Sn y Zn-Al entre otras [20, 44]. Sobre aleaciones Zn-Al, Lehuy y Masounave [56], encontraron por ejemplo que la viscosidad aparente
puede ser expresada como una función exponencial de la fracción de sólidos tal como se observa en la ecuación (4).
Tabla 3: Algunos modelos de viscosidad para metales semi-sólidos
Modelo Ref.
Ostwald-de-Waele
nk γτ & = (2a)
1 −= nk γη & (2b)[53]
Turn-Wang
ama /*1
⎥⎥⎦
⎤
⎢⎢⎣
⎡⎟⎟⎠
⎞⎜⎜⎝
⎛+= ∞ γ
γηη&
& (3) [55]
Lehuy-Masounave s BfeA=η (4) [56]
Chen-Evans
( )γλητ & c+= ∞ (5a)
[ ]γγητ && )1(c ab++= ∞ (5b)
)1( γηη &abc ++= ∞ (5c)
[60]
Brown et al.
[ ] λγη d
sDfccccA &+−= 3/1maxmax )/(1)/( 3/1
(6a)
γλλλ &2)1( bdtd −−= (6b)
[61]
sBfm
s ekf γλττ &*º )( += (7a)
Modigell-Koke
))(( λλγλ−=
∂∂
ect
& (7b)
)(.
)( γγ baec =& (7c)
nm)(αλe−= γ&1 (7d)
[62]
3.2.2 Modelos que Incluyen Cambios Morfológicos A partir de la ventaja de implementación experimental que presenta la técnica MSC, ha sido posible explicar la tixotropía como un fenómeno dependiente de la aglomeración de las fases sólidas y la posterior destrucción de estos aglomerados cuando se reinicia la agitación. En general, se acepta que las colisiones y aglomeraciones de fases sólidas a bajas velocidades de corte (casi en el reposo), incrementan la viscosidad, mientras que las altas velocidades de corte rompen estos aglomerados con lo cual la viscosidad disminuye (Figuras 3 y 5) [23,57-59].

Metalurgia Semisólida de Aleaciones y Composites Metálicos Procesados por Agitación Mecánica
Rev. LatinAm. Metal. Mater. 2007; 27 (1): 13-28 21
Sin embargo, a la hora de dar una explicación a la luz de un modelo matemático, se hallan pocos trabajos que además no dependan de variables cualitativas como la geometría del equipo utilizado. En este sentido, es posible denotar el estado de aglomeración de la fase sólida mediante un parámetro λ, definido por ejemplo como:
⎩⎨⎧
→∞→
=0,1
,0γγ
λ&
& (8)
Utilizando dicho parámetro Cheng y Evans [60], han denotado la condición de cuasiequilibrio según la ecuación (5a). Ésta ecuación relaciona el esfuerzo cortante con el índice de cizallamiento y la microestructura interna de la pasta semi-sólida. La ecuación (5b) considera la cinética de cambio de la estructura: ),( λγλ &gdtd = . Si de ésta ecuación se despeja λ en el estado de cuasiequilibrio, es decir cuando: 0dtd =λ , se llega a la ecuación (5c) para describir la viscosidad aparente de la pasta semi-sólida.
η
γ&
η
γ& Figura 5: Disociación de aglomerados durante el corte y reconstrucción de los mismos a bajas velocidades de cizallamiento. Adaptado de la ref. [44]
Un segundo modelo desarrollado por Brown et al. [61], considera los mecanismos involucrados en la modelización de la viscosidad, asumiendo que la estructura del material se presenta solamente por la aglomeración y destrucción de dos partículas. Su modelo de viscosidad de la forma ),,( λγηη sf
•
= , también incluye una ecuación de cinética para el cambio estructural, de la forma:
dλ/dt = λ(γ& , fs, λ) (9)
Las ecuaciones (6a) y (6b) resumen el modelo de Brown. En estas ecuaciones A, D, a, b, d y cmax son parámetros empíricos derivados de las propiedades
del material, que dependen de la temperatura, tamaño de partículas, velocidad de corte, y propiedades del fluido, c es la fracción volumétrica efectiva de sólido, calculada como:
c = fs (1 + 0,25 λ) (10)
y fs es la fracción de sólidos [62]:
fs = [(TL – T) / (TL−TS)]1/2 (11)
con TL la temperatura liquidus, TS la temperatura de solidus y T la temperatura de trabajo. Posteriormente en su modelo reológico también sobre aleaciones Pb-Sn, Modigell y Koke [63], utilizaron igualmente una ecuación estática y una dinámica. En su trabajo, el modelo generalizado de tixotropía es modificado para una aleación semi-sólida a diferentes fracciones de sólido y validado con datos experimentales. En la ecuación (7a) B y
*k son parámetros reológicos y τo el esfuerzo de fluencia. La evolución del parámetro estructural en el tiempo es descrita por medio de la ecuación de cinética (7b), mientras que la ecuación (7c) denota la velocidad de corte cuando λ se aproxima a un valor de equilibrio (λe, ecuación 7d) para γ& constante, donde a y b son parámetros reológicos. Finalmente, la utilización de estos modelos y otros más que han sido desarrollados recientemente, se halla detallada con profundidad en la reciente revisión de Atkinson [64].
4. PROCESAMIENTO DE COMPOSITES En lo que corresponde a CMMs procesados en estado semisólido, además de la fenomenología asociada al fluido, la cual se discute en el Apartado 4.2.1, el paso adicional de incorporación de materiales reforzantes no es una tarea sencilla, ya que se sabe claramente que existe una escasa mojabilidad de los materiales cerámicos por parte de metales líquidos, así como también problemas de floculación y/o sedimentación como producto de la diferencia de densidades entre el reforzante y la matriz metálica [65]. En cuanto al material reforzante y dada la amplia disponibilidad de materiales pulverulentos, el uso de partículas resulta en general menos costoso para el reforzamiento de aleaciones metálicas en comparación al uso de fibras cortas o whiskers. En este sentido, una gran variedad de partículas están hoy día disponibles en varias formas y tamaños: SiC, Al2O3, grafito y otras (Tabla 4).

Martínez
22 Rev. LatinAm. Metal. Mater. 2007; 27 (1): 13-28
Respecto de las aleaciones utilizadas comúnmente como matriz, estas van desde el Aluminio puro hasta las aleaciones de alta resistencia, pasando por las aleaciones Al-Si [66,67]. El Magnesio es una matriz muy atractiva debido a su menor densidad en comparación con el Aluminio y el Titanio. Esta última es más utilizada para composites de altas prestaciones mecánicas [68].
Tabla 4. Partículas cerámicas comúnmente utilizadas en la fabricación de CMPFs [69, 70]
Partícula Tamaño (µm) Grafito 15-250
SiCp 15-340 SiCw 5-10 SiO2 53 Si3N4 40-46 BN 46
ZrO2 75-180 B4C 40-340
Vidrio 100-150 Al2O3 40-340
Con estos antecedentes, los tipos de composites más económicos y de mayor facilidad de implementación son los denominados Composites Metálicos Particulados, Fundidos (CMPFs), los cuales pueden lograr en el mejor de los casos medianos aumentos en las propiedades mecánicas de la matriz [71], debido a que en general las partículas tienen una baja aptitud reforzante en comparación con refuerzos continuos, los CMPFs permiten por otro lado, sustanciales mejoras en aspectos como: ligereza, estabilidad térmica, resistencia al desgaste y conductividad eléctrica o térmica [72-74], razón por la cual estos materiales ubican sus usos en aplicaciones de medianas prestaciones y de alto volumen de mercado.
4.1 Técnica de Compocasting La Figura 6 se ha preparado para ilustrar el procesamiento en estado semi-sólido de un CMPF. Inicialmente la aleación metálica es llevada a una temperatura ligeramente superior a líquidus. En segundo lugar, la temperatura se reduce hasta situarla en su valor de trabajo dentro del intervalo semi-sólido, de suerte que durante este proceso de solidificación controlada, la agitación sostenida previene la formación de dendritas de fase primaria.
Debido a que cualquier inhomogeneidad en la pasta semi-sólida (aglomeraciones de fases sólidas globulares y mínima transformación dendrítica a globular), podrá ser amplificada en los pasos posteriores del proceso, es requisito realizar una agitación vigorosa desde antes de la adición del refuerzo y cuidando que no exista un atrapamiento de gases, principalmente para el caso de aleaciones que se oxidan fácilmente a las temperaturas de proceso. En este sentido, el contenido de gas en la pasta semi-sólida dependerá de diversos parámetros como la profundidad de inmersión y la velocidad del impeler. Para reducir el atrapamiento de gas es práctica común utilizar una atmósfera inerte o vacío y adicionalmente provocar un vórtice mínimo. Posteriormente, se procede a la adición del reforzante, el cual es el punto del proceso que distingue en general al Compocasting de las técnicas de Rheocasting discutidas previamente.
Tiempo
Tem
pera
tura
Liquido
Sólido
Cale
ntam
ient
o
Enfr
iam
ient
o co
ntro
lado
Sost
enim
ient
o is
otér
mic
o
Enfr
iam
ient
oTiempo
Tem
pera
tura
Liquido
Sólido
Cale
ntam
ient
o
Enfr
iam
ient
o co
ntro
lado
Sost
enim
ient
o is
otér
mic
o
Enfr
iam
ient
o
Figura 6: Etapas para la obtención de CMPFs por Compocasting
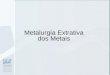
4.2 Inmersión del Reforzante Este proceso debe realizarse sin atrapamiento de aire, de modo que la partícula de refuerzo pueda viajar desde una fase en estado gaseoso (medio ambiente), hasta ubicarse dentro de la matriz en estado líquido. La inmersión depende claramente de la diferencia de densidades entre el refuerzo y la matriz semi-sólida, así como también de la velocidad de alimentación del refuerzo. Pero sin lugar a dudas, el papel fundamental lo desempeña la mojabilidad en el sistema cerámico-metal, la cual se explica en términos de las energías superficiales que la controlan, tal como se ilustra en la Figura 7.

Metalurgia Semisólida de Aleaciones y Composites Metálicos Procesados por Agitación Mecánica
Rev. LatinAm. Metal. Mater. 2007; 27 (1): 13-28 23
Partícula
Gas
Metal líquido
(a)
Gas Partícula
Metal líquido γLS
γLG
γSG
θ
(b)
PartículaMetal líquido
r
(c)
Partícula
Gas
Metal líquido
(a)
Gas Partícula
Metal líquido γLS
γLG
γSG
θ
(b)
PartículaMetal líquido
rPartículaMetal líquido
r
(c)
Figura 7: Inmersión del reforzante: (a) Antes, (b) Durante, (c) Después de la inmersión
Las partículas pueden ser atrapadas y mojadas por el metal si es aplicado un alto cizallamiento en la interfase sólido-líquido [75]. Esta acción de cizallamiento tiene dos efectos importantes; por un lado ayuda a romper los óxidos que pueden estar presentes cerca de la superficie de la partícula y por otro, los efectos globales de la mezcla ayudan a la distribución de partículas en el fundido. Con el fin de predecir la dinámica de la partícula durante su incorporación en la matriz se han propuesto modelos termodinámicos y cinéticos, como el de Neuman et al. [76], el cual no incluyó las fuerzas de flotación sobre la partícula. Posteriormente Rohatgi y Asthana [77, 78] y más recientemente Ilegbusi y Szekely [79], propusieron modelos, que aunque incluye las fuerzas de flotación, ignoran el papel de la película de óxido sobre la superficie líquida, lo cual podría obviarse si el proceso se realiza en atmósfera controlada o bajo vacío [80].
4.2.1 Incidencia en la Reología Los metales líquidos sin reforzar poseen generalmente una viscosidad de alrededor de 1cp, similar al agua y se comportan como fluidos newtonianos. Es decir, su viscosidad es
independiente del índice de cizallamiento y disminuye con el aumento de la temperatura. Sin embargo, en el caso de metales semi-sólidos las adiciones de partículas reforzantes incrementan la viscosidad aparente debido a que estas interactúan con la matriz y con sigo mismas, generando una mayor resistencia a los esfuerzos cortantes. Adicionalmente, en el caso de existir reacciones químicas interfaciales entre el material de refuerzo y el metal, se incrementa igualmente la viscosidad debido a que los productos de reacción poseen una densidad diferente. Valores típicos de viscosidad aparente de 1000 a 20000cp han sido reportados por Lloyd para aluminio reforzado con SiCp 15% vol [81]. Al igual que en el caso del SSM, el efecto de la mezcla modifica entonces el comportamiento reológico de pastas semi-sólidas de CMMs. En este sentido, con un índice de cizallamiento dado y a una temperatura fija, la viscosidad de sistemas reforzados con partículas es ligeramente mayor que su contraparte sin reforzar a la misma fracción de sólidos de metal. Este resultado explica tentativamente el comportamiento pseudoplástico encontrado en estos materiales, el cual se fortalece en segundo lugar por la localización preferencial de las partículas de refuerzo entre los brazos dendríticos, limitando el contacto y la aglomeración de fases dendríticas [82].
4.2.2 Migración de Partículas Así las cosas, la comprensión de la solidificación y el movimiento de las partículas reforzantes durante la misma, son cruciales para la obtención de composites homogéneos. Sobre el particular, es importante resaltar los aportes de Mortensen [2, 83]. Según este autor, cuando la interfase sólido-líquido en movimiento se encuentra con las partículas, éstas últimas podrían ser embebidas en la fase sólida o arrojadas hacia la fase líquida en función de una velocidad crítica, por encima de la cual existe atrapamiento. Por lo tanto, la microestructura de un CMM elaborado por Compocasting, estará caracterizada por una fase primaria de morfología globular en una matriz de bajo punto de fusión y una distribución regular de los elementos reforzantes dentro de la fase líquida [84]. Finalmente, la velocidad crítica es función de un número de factores, como la forma de la partícula, la composición del metal, las diferencias en conductividad térmica entre el metal y la partícula y

Martínez
24 Rev. LatinAm. Metal. Mater. 2007; 27 (1): 13-28
la velocidad de enfriamiento. Los modelos desarrollados para cuantificarla son difíciles de comparar experimentalmente, ya que dichos parámetros varían de manera independiente y la solidificación en general no ocurre en estado estable [85].
5. PROCESAMIENTO SECUNDARIO En el campo de la metalurgia semi-sólida y su extensión a la manufactura de CMMs, las técnicas secundarias incluyen forja, extrusión y laminación [86], además de la soldadura [87] y el mecanizado [88]. Las primeras son técnicas para la obtención de formas netas, con las que se disminuyen defectos microestructurales, aumentando así las propiedades mecánicas del material y consiguiendo mejores cualidades superficiales en piezas finales. La soldadura y el mecanizado por otro lado, pueden ser consideradas como operaciones posteriores de ensamble y acabado superficial respectivamente. La técnica moderna sin embargo, se orienta actualmente hacia procesos de forma neta, con los que se consigue eliminar el paso intermedio de almacenamiento de lingotes que implica el Thixocasting (Figura 1), consiguiendo con ello una mayor economía de proceso. Si se trata solo de la obtención de piezas a partir de metales semi-sólidos, las técnicas desarrolladas recientemente cumplen con dicho requisito. Tal es el caso del NRC, SIMA y el CRP. Alternativas adicionales se presentan en el uso de las técnicas EMS y MSC, las cuales tradicionalmente se han combinado con operaciones de conformación para la obtención de piezas de forma neta en procesos semi-continuos. Ejemplos diversos se hallan en la industria militar, aerospacial y notablemente en la producción de componentes automotrices [89]. En Europa y USA se producen por ejemplo partes para: suspensiones, motores, bicicletas de montaña y vehículos de nieve [90], mientras que en Asia la producción se concentra en componentes electrónicos y demás elementos para computadoras, aunque en este último caso a partir de aleaciones base magnesio vía Thixomolding® [91]. En el caso de los CMMs, el conjunto de técnicas secundarias que permitan realizar conformación termomecánica, presentan mayor importancia de cara a su desarrollo comercial ya que de este modo se consigue la optimización de propiedades mecánicas, al combinar refinamiento de grano y
recristalización [92]. Sin embargo, exceptuando la técnica SP, al revisar la Tabla 2 no se encuentran procesos de forma neta y que además permitan la fabricación económica de estos materiales. Nuevamente las técnicas EMS y MSC ofrecen alternativas para la producción semi-continua de pasta de composite, al combinarlas con operaciones de conformación. De ambas la técnica MSC ha sido comúnmente empleada en la industria automotriz gracias a su economía y simplicidad [93].
6. CONCLUSIONES La técnica primaria más popular para el procesamiento de composites metálicos es el Compocasting. La revisión literaria, ha mostrado que para ella tienen lugar dos fenómenos fundamentales: i) la transformación de la microestructura dendrítica y su desaglomeración, y ii) el mojado y dispersión del material de refuerzo.
Las técnicas en estado líquido y semi-sólido para la síntesis de composites metálicos, presentan interesantes potenciales de implementación, gracias a que son técnicas sencillas y semejantes a las usadas en la industria metalúrgica de la fundición.
Desde el punto de vista económico, dichas técnicas presentan la ventaja adicional de requerir temperaturas de trabajo más moderadas. Aunque este ahorro puede perderse, debido al consumo de energía mecánica en una técnica secundaria de proceso. Con estos argumentos, es posible sugerir de cara a la implementación de los metales semi-sólidos así como de los composites metálicos en Latinoamérica, que la agitación mecánica es una tecnología que presenta ventajas comparativas convenientes, debido a su economía y facilidad de proceso.
7. AGRADECIMIENTOS El autor agradece a Iñigo Sarriés Ilera, del Safety and Weight Reduction Dept. Transport Unit en Inasmet Foundation, por las discusiones y aportes para este trabajo.
8. REFERENCIAS [1] Chou TW, Kelly A, Okura A, Composites
1985; 16 (3): 187-206. [2] Evans A, San Marchi C, Mortensen A, Metal
Matrix Composites in Industry: An Introduction and a Survey, 1a Ed. Norwell (USA): Kluwer Academic Publishers, 2003, p. 39-64 (Cap. 3).

Metalurgia Semisólida de Aleaciones y Composites Metálicos Procesados por Agitación Mecánica
Rev. LatinAm. Metal. Mater. 2007; 27 (1): 13-28 25
[3] Balasivanandha Prabu S, Karunamoorthy L, Kathiresan S, Mohan B, J. Mater. Process. Tech. 2006; 171 (2): 268-273.
[4] Rohatgi PK, “Cast Metal Matrix Composites”. En: Metals Handbook. vol. 15, 9th Ed. Metals Park (EE.UU.): ASM International, 1992, p. 840-854.
[5] Spencer DB, Rheology of Liquid-Solid Mixtures of Lead-Tin. Tesis Ph.D. Massachusetts (USA): Departament of Metallurgy and Materials Science, Massachusetts Institute of Technology, 1971.
[6] Spencer DB, Mehrabian R, Flemings MC, Metall. Trans. 1972; 3 (7): 1925-1932.
[7] Régie Renault, Vieille Montagne. En: Proceedings de la 1st International Conference on Semi Solid Processing of Alloys and Composites, Sophia-Antipolis (Francia): Ecole Nationale Supérieure des Mines de Paris, Société Française de Métallurgie, CEMEF, 1990, p. 98.
[8] Brown Stuart B, Flemings Merton C. En: Proceedings de la 2nd International Conference on Semi Solid Processing of Alloys and Composites, Cambridge MA (USA): Massachusetts Institute of Technology, 2002, p. 465.
[9] Kiuchi M, En: Proceedings de la 3rd International Conference on Semi Solid Processing of Alloys and Composites, Tokyo (Japón): Institute of Industrial Science, University of Tokyo, 1994.
[10] Kirkwood DH, Kapranos P. En: Proceedings de la 4th International Conference on Semi Solid Processing of Alloys and Composites, Sheffield (Inglaterra): Dept. of Engineering Materials, University of Sheffield, 1996.
[11] Bhasin AK, Moore JJ, Young KP, Midson S. En: Proceedings de la 5th International Conference on Semi Solid Processing of Alloys and Composites, Denver (USA): Colorado School of Mines, 1998.
[12] Chiarmetta GL, Rosso M. En: Proceedings de la 6th International Conference on Semi Solid Processing of Alloys and Composites, Turin (Italia): Politecnico di Torino, 2000.
[13] Tsutsui Y, Kiuchi M, Lchikawa K. En: Proceedings de la 7th International Conference on Semi-Solid Processing of Alloys and Composites, Tsukuba (Japón), National
Institute of Advanced Industrial Science, Japan Society for Technology of Plasticity, 2002, p. 868.
[14] Alexandrou A, Apelian D, Georgiou G, Jorstad J, Makhlouf M, Pan Q, Garofoli C. En: Proceedings de la 8th International Conference on Semi-Solid Processing of Alloys and Composites, Limassol, (Cyprus), University of Cyprus, Cyprus, 2004.
[15] Kang C-G, Kim S-K. En: Proceedings de la 9th International Conference on Semi-Solid Processing of Alloys and Composites, Busan, (Korea), Pusan National University, 2006.
[16] Winterbottom WL, Metal. Sc. Tech. 2000; 18 (2): 5-10.
[17] Czerwinski F, Zielinska-Lipiec A, Pinet PJ, Overbeeke J, Acta Mater. 2001; 49 (7): 1225-1235.
[18] Kang C-G, Seo PK, J. Mater. Process. Tech. 2003; 135 (2-3): 144-157.
[19] Flemings MC, Metal. Sci. Tech. 2000; 18 (2): 3-4.
[20] Kirkwood DH, Inter. Mater. Rev. (UK). 1994; 39 (5): 173-189.
[21] Lowe A, Ridgway K, Mccarthy I, Atkinson H, Proc. Inst. Mech. Eng. Part B, J. Eng. Manuf. 2000; 214 (1): 11-23.
[22] Flemings MC, Riek RG, Young KP, AFS Inter. Cast Met. J. 1976; 1 (3): 11-22.
[23] Joly PA, Mehrabian R, J. Mater. Sci. 1976; 11 (8): 1393-1418.
[24] Young K, Eisen P. Metal. Sci. Tech. 2000; 18 (2): 11-15.
[25] Erikson SC, “A Process for the Injection Molding of Thixotropic Magnesium Alloy Parts”. En: Proceedings de la 44th World Magnesium Conference. Tokyo (Japón), 1987.
[26] de Figueredo A, Apelian D, “Processing Routes”. En: Science and Technology of Semi Solid Metal Processing, de Figueredo A, Jorstad J (eds.). Rosemont (USA): North American Die Casting Association (NADCA), 2001. p. 7-20.
[27] Jorstand JL, “SSM Processes-An overview”. En: Proceedings de la 8th International Conference on Semi-Solid Processing of Alloys and Composites. Limassol (Cyprus): University of Cyprus, Cyprus, 2004, p.1-10.

Martínez
26 Rev. LatinAm. Metal. Mater. 2007; 27 (1): 13-28
[28] Zhang Y, Zhang K, Liu G, Xu J, Shi L, Cui D, Wu X, Cui B, J. Mater. Process. Tech. 2003; 137 (1-3): 195-200.
[29] Yu F, Cui J, Ranganathan S, Dwarakadasa ES, Mater. Sci. Eng A-Struct. 2001; 304-306: 621-626.
[30] Toshio H, Kapranos P, J. Mater. Process. Tech.. 2002; 130-131: 594-598.
[31] Kaufmann H, Wabusseg H, Uggowitzer PJ, Aluminium 2000; 76 (1-2): 69-75.
[32] Choi JC, Park HJ, J. Mater. Process. Tech. 1998; 82 (1-3): 107-116.
[33] Margarido M, Robert MH. J. Mater. Proc. Tech. 2003; 133 (1-2): 149-157.
[34] Brabazon D, Browne DJ, Carr AJ, Mater. Sci. Eng.A-Struct. 2002; 326 (2): 370-381.
[35] Iwasaki H, Mori T, Mabuchi M, Higashi K. Acta Mater. 1998; 46 (18): 6351-6360.
[36] Cöcen Ü, Önel K,. Mater. Sci. Eng. A-Struct. 1996; 221 (1-2): 187-191.
[37] Martínez HV, Valencia MF, Cruz J, Chejne F, Gañan P, “Compocasting Process of Cast ZAMAK Particulate Composites”, En: Frontiers in Materials Research, A CIAM-CIMAT-CONICYT Workshop. Viña del Mar (Chile): Collaboration Inter Americana en Materiales (CIAM)/Centro para la Investigación Interdisciplinaria Avanzada en Ciencias de los Materiales (CIMAT)/ Comisión Nacional de Investigación Científica y Tecnológica (CONICYT), 2004, p. 68.
[38] Kok M, J. Mater. Process. Tech. 2005; 161 (3): 381-387.
[39] Gjestland H “Thixotropic Casting of Magnesium Using a Conventional Casting Machine”. En: SAE Technical Paper Series, N° 930753, 1993. p. 101-106.
[40] Evangelos E, Zavaliangos A. Mater. Sci. Eng. A-Struct. 2000; 289 (1-2): 217-227.
[41] Martínez HV, Valencia MF, Chejne F, Cruz J. Rev. Fac. Ing. Universidad de Antioquia. 2006; No. 37: 50-58.
[42] Modigell M, Koke J, J. Mater. Proc. Tech. 2001; 111 (1-3): 53-58.
[43] Camacho AM, Atkinson HV, Kapranos P, Argent BB, Acta Mater. 2003; 51, (8): 2319-2330.
[44] Flemings MC, Metall. Trans. B. 1991; 22B
(5): 269-293. [45] Doherty RD, Lee H-I, Feest EA, Mater. Sci.
Eng, 1984; 65, (1), 181-189. [46] Niroumand B, Xia K, Mater. Sci. Eng. A.
2000; 283 (1-2): 70-75. [47] Kazakov AA, Luong NH, Mater. Charact.
2001; 46 (2-3): 155-161. [48] Vogel A, Cantor B, J. Cryst. Growth 1997; 37
(3): 309-316. [49] Mullis AM, Acta Mater. 1999; 47 (6): 1783-
1789. [50] Das A, Fan Z, Acta Mater. 2002; 50 (18):
4571-4585. [51] Ji S, Das A, Fan Z, Scripta Mater. 2002; 46
(3): 205-210. [52] Mehrabian R, Flemings MC, “Casting in the
Liquid Solid Region”. En: New Trends in Materials Processing, seminar of American Society for Metals. Metals Park (USA): ASM, 1976, p. 98-127.
[53] Bird RB, Stewart WE, Lightfoot EN, Transport Phenomena. New York (USA): John Wiley & Sons, 1960. p. 780.
[54] McLelland ARA, Henderson NG, Atkinson HV, Kirkwood DH. Mater. Sci. Eng.. A. 1997; 232 (1-2): 110-118.
[55] Turng LS, Wang KK, J. Mater. Sci. 1991; 26 (8): 2173-2183.
[56] Lehuy H, Masounave J, Blain J, J. Mater. Sci. 1985; 20 (1): 105-113.
[57] Mada M, Ajersch F. Mater. Sci. Eng. A. 1996; 212 (1): 157-170.
[58] Mada M, Ajersch F. Mater. Sci. Eng. A. 1996; 212 (1): 171-177.
[59] Pérez M, Barbé JC, Neda Z, Bréchet Y, Salvo L, Acta Mater. 2000; 48 (14): 3773-3782.
[60] Chen DCH, Evans F, J. Appl. Phys. 1965; 16: 1559-1617.
[61] Brown SB, Kumar P, Martin CL, “Constitutive Response of Semi-Solid Slurries”. En: Nature and Properties of Semi-Solid Materials, Sekhar JA, Dantzing JA (eds.). Warrendale (USA): TMS Publ., 1992. p. 231-244.
[62] Kang CG, Yoon JH, Seo YH, J. Mater. Process. Tech. 1997; 66 (1-3): 30-38.
[63] Modigell M, Koke J, Mech.Time-Depend. Mater. 1999; 3 (1): 15-30.

Metalurgia Semisólida de Aleaciones y Composites Metálicos Procesados por Agitación Mecánica
Rev. LatinAm. Metal. Mater. 2007; 27 (1): 13-28 27
[64] Atkinson HV, Prog. Mater. Sci. 2005; 50 (3): 341-412.
[65] Delannay F, Froyen L. Deruyttere A, J. Mater. Sci. 1987; 22 (1): 1-16.
[66] Gibson PR, Clegg AJ, Das AA, Foun. Trade. J. 1982; 152 (3232) 253-256.
[67] Cornie JA, Moon HK, Flemings MC, “A Review of Semi-Solid Slurry Processing of Al Matrix Composites”. En: Proceedings de la International Conference: Fabrication of Particulates Reinforced Metal Composites. Québec (Canada): ASM International, 1990, p. 63-78.
[68] Ward-Close CM, Chandrasekaran L, Robertson JG, Godfrey SP, Murgatroyde DP, Mater. Sci. Eng. A. 1999; 263 (2): 314-318.
[69] Ibrahim IA, Mohamed FA, Lavernia EJ, J. Mater. Sci. 1991; 26 (5): 1137-1156.
[70] Rohatgi PK, Sobczak J, Asthana R, Kim JK, Mater. Sci. Eng. A. 1998; 252 (1): 98-108.
[71] Jolly MR. The Foundryman, 1990: 509-513. [72] Caron S, Masounave J, “A Literature Review
on Fabrication Techniques of Particulates Reinforced Metal Composites”. En: Proceedings de la International Conference: Fabrication of Particulates Reinforced Metal Composites. Québec (Canada): ASM International, 1990, p. 79-86.
[73] Clyne T, Withers PJ, An Introduction of Metal Matrix Composites (Cambridge Solid State Science Series). Cambridge (UK): Cambridge University Press, 1995, p. 454-471.
[74] Chawla N, Chawla KK, Metal Matrix Composites, 1er Ed. New York (USA): Springer Science+Business Media, Inc., 2005, p. 351-384.
[75] Kenenedy AR, Clyne TW, “The Migration Behaviour of Reinforcing Particles During the Solidification Processing of MMCs”. En: Proceedings de la 2nd International Conference on Semi Solid Processing of Alloys and Composites, Cambridge (USA): Massachusetts Institute of Technology, 2002, p. 376-381.
[76] Neumann AW, Szekely J Jr, Rabenda EJ, J. Colloid. Interf. Sci. 1973; 43 (3): 727-732.
[77] Rohatgi PK, Asthana R, “Transfer of Particles and Fibers from Gas to Liquid During Solidification Processing of Composites”. En:
Cast Reinforced Metal Composites, Fishman SG, Dhingra AK (eds.). Materials Park (USA): ASM International, 1988, p. 61-66.
[78] Rohatgi PK, Asthana R, Yadav RN, Ray S, Metall. Mater. Trans. A 1990; 21 (7): 2073-2082.
[79] Ilegbusi OJ, Szekely J, J. Colloid Interf. Sci. 1998; 125 (2): 567-574.
[80] Martínez HV, Valencia MF, Chejne F, Cruz J. “Procesado por Compocasting y Caracterización de Composites Metálicos Reforzados con Fibrillas de β-SiC Obtenidas desde la Cascarilla de Arroz. Parte II. Fabricación de Composites”, En: Actas del VI Congreso Nacional de Materiales Compuestos, MATCOMP-2005. Valencia (España): Asociación Española de Materiales Compuestos, 2005, p. 269-276.
[81] Lloyd DJ, “Factors Influencing the Properties of Particulate Reinforced Composites Produced by Molten Metal Mixing”. En: Proceedings de la 12th Risø International Symposium on Materials Science. Roskilde (Dinamarca): Risø National Laboratory, 1991, p. 81-99.
[82] Moon H-K, Cornie JA, Flemings MC, Mater. Sci. Eng. A. 1991; 144 (1-2): 253-265.
[83] Suresh S, Mortensen, A, Needleman, A. Fundamentals of Metal-Matrix Composites. Butterworth-Heineman (UK), 1993, p. 270-297.
[84] Naher S, Brabazon D, Looney L. J. J. Mater. Process. Tech. 2005; 166 (3): 430-439.
[85] Mortensen A, Jin I, Int. Mater. Rev. 1992; 37 (3): 101-128.
[86] Hirt G, Cremer R, Witulski T, Tinius HC, Mater. Design 1997; 18 (4-6): 315-321.
[87] Ureña A, Gómez de Salazar JM, Gil L, Escalera MD, Baldonedo JL, J. Microsc. 1999; 196 (2): 124-136.
[88] Paulo DJ, Monteiro BA, J. Mater. Process. Tech. 2000; 103 (3): 417-423.
[89] Young KP, Fitze R, En: Proceedings de la 3rd International Conference on Semi Solid Processing of Alloys and Composites. Tokyo (Japón): Institute of Industrial Science, University of Tokyo, 1994, p. 155-163.
[90] Garat M, Maenner L, Sztur Ch, En: Proceedings de la 6th International Conference

Martínez
28 Rev. LatinAm. Metal. Mater. 2007; 27 (1): 13-28
on Semi Solid Processing of Alloys and Composites. Turin (Italia): Politecnico di Torino, 2000, p.87-194.
[91] Fan Z, Int. Mater. Rev. 2000; 47 (2): 49-85. [92] Brian R, Yuen HC, Lee WB, J. Mater.
Process. Tech. 1997; 63 (1-3): 339-353.
[93] Kuroki K, Suenaga T, Tanikawa H, Masaki T, Suzuki A, Umemoto T, Yamazaki M, “Establishment of a Manufacturing Technology for the High Strength Aluminum Cylinder Block in Diesel Engines Applying a Rheocasting Process” En: Proceedings de la 8th International Conference on Semi-Solid Processing of Alloys and Composites. Limassol (Cyprus): University of Cyprus, Cyprus, 2004, p 1-8.