Embed Size (px)
Citation preview

8/2/2019 Metalurgia+da+Soldagem
http://slidepdf.com/reader/full/metalurgiadasoldagem 1/76
Metalurgia da Soldagem
1
8/2/2019 Metalurgia+da+Soldagem
http://slidepdf.com/reader/full/metalurgiadasoldagem 2/76
• Nos processos de soldagem desenvolvem-sevários processos metalúrgicos.
• Assim, para que uma soldagem ocorra de forma aatender as características desejadas é necessáriose controlar variáveis tais como: – Calor fornecido na região da solda. – Temperatura alcançada na região da solda. – Fusão. – Metais adicionados na região da solda. – Gases que entram em contato com a solda. – Elementos químicos adicionados à poça de fusão. – Solidificação. – Velocidade de resfriamento.
2

8/2/2019 Metalurgia+da+Soldagem
http://slidepdf.com/reader/full/metalurgiadasoldagem 3/76
• Alguns processos de soldagem, como a solda branda,brasagem e solda-brasagem, usados para unir: – cobre e suas ligas, – aços ao carbono – ferro fundido – zinco – aços inoxidáveis.
• Trabalham com temperaturas abaixo da temperatura defusão do metal base.
• Funde-se somente o metal de adição.
3
8/2/2019 Metalurgia+da+Soldagem
http://slidepdf.com/reader/full/metalurgiadasoldagem 4/76
• Para esses processos a união metalúrgica da
junta ocorre por fenômenos de ancoragem,difusão intergranular e transgranular.
4
8/2/2019 Metalurgia+da+Soldagem
http://slidepdf.com/reader/full/metalurgiadasoldagem 5/76
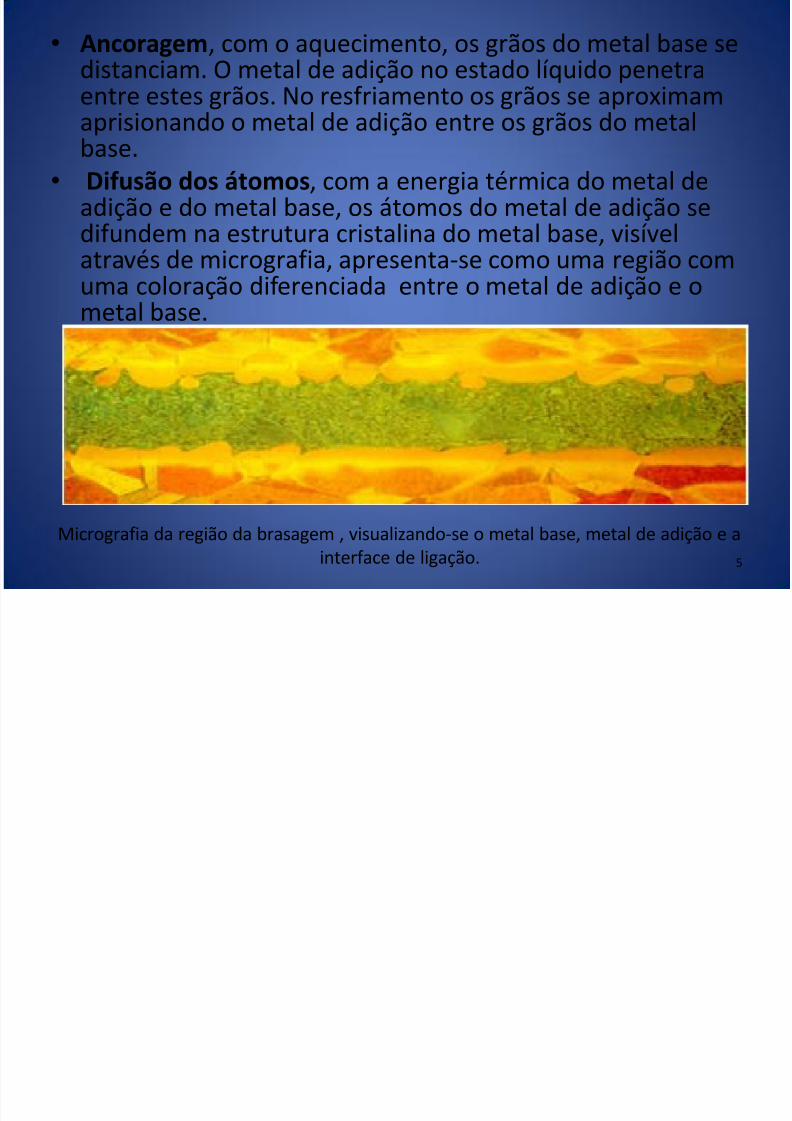
• Ancoragem, com o aquecimento, os grãos do metal base sedistanciam. O metal de adição no estado líquido penetraentre estes grãos. No resfriamento os grãos se aproximamaprisionando o metal de adição entre os grãos do metalbase.
• Difusão dos átomos, com a energia térmica do metal deadição e do metal base, os átomos do metal de adição sedifundem na estrutura cristalina do metal base, visívelatravés de micrografia, apresenta-se como uma região comuma coloração diferenciada entre o metal de adição e ometal base.
Micrografia da região da brasagem , visualizando-se o metal base, metal de adição e a
interface de ligação. 5

8/2/2019 Metalurgia+da+Soldagem
http://slidepdf.com/reader/full/metalurgiadasoldagem 6/76
•
A soldagem pode ser feita usando-se: – atmosfera neutra ou levemente redutora ou
– fluxo.
Usados somente para isolamento da atmosferaoxidante e limpeza superficial, nãoparticipando, objetivamente, da metalurgia da
solda.
6

8/2/2019 Metalurgia+da+Soldagem
http://slidepdf.com/reader/full/metalurgiadasoldagem 7/76
• Como as temperaturas usadas no processo
são baixas em relação a temperatura absolutade fusão do metal base:
– Não há mistura dos materiais na fase líquida.Portanto não há modificação das composições
metalúrgicas do metal base nem do material deadição.
– Fenômenos como ZTA (zona termicamente
afetada) são pouco importantes.
7

8/2/2019 Metalurgia+da+Soldagem
http://slidepdf.com/reader/full/metalurgiadasoldagem 8/76
8

8/2/2019 Metalurgia+da+Soldagem
http://slidepdf.com/reader/full/metalurgiadasoldagem 9/76
• Os demais processos de soldagem: – Envolvem temperaturas mais altas e, na maioria deles,
essas temperaturas atingem valores superiores astemperaturas de fusão do metal base.
– Podem ser adicionados outros elementos químicos àsolda através dos:• revestimentos,
• fluxos,
• gases e do
• próprio material de adição.
Dessa forma a poça de fusão, região onde estáhavendo a soldagem, é comparada, a grossomodo, por alguns autores com um forno de
aciaria ou a solidificação de um lingote.
9
8/2/2019 Metalurgia+da+Soldagem
http://slidepdf.com/reader/full/metalurgiadasoldagem 10/76
•
Aquecimento• Fusão e mistura
• Resfriamento
10

8/2/2019 Metalurgia+da+Soldagem
http://slidepdf.com/reader/full/metalurgiadasoldagem 11/76
• Aquecimento:• O calor deve ser suprido à poça de fusão em:
– quantidade e – intensidade suficientes.
garantir a execução de uma junta soldada de boaqualidade.
• O calor influencia diretamente: – nas transformações metalúrgicas e – nos fenômenos mecânicos que ocorrem na zona de solda.
• Esses efeitos são conseqüência: – dos ciclos térmicos e – das temperaturas
que a zona de solda é submetida11

8/2/2019 Metalurgia+da+Soldagem
http://slidepdf.com/reader/full/metalurgiadasoldagem 12/76
• Os principais fatores considerados nodesenvolvimento térmico em juntas soldadas
são: – aporte de energia ou de calor à junta soldada;
– rendimento térmico do aporte de calor;
–
distribuição da temperatura durante a soldagem; – tempo de permanência nessas temperaturas e
– velocidade de resfriamento da zona de solda.
12
8/2/2019 Metalurgia+da+Soldagem
http://slidepdf.com/reader/full/metalurgiadasoldagem 13/76
• Da energia disponibilizada pela fonte de calorna execução da soldagem tem-se que:
– uma parte é dissipada para a atmosfera sob aforma de calor irradiante,
–
outra pequena fração perde-se por convecção nomeio gasoso que protege a poça de fusão;
– a terceira parte é realmente usada para aexecução da soldagem.
13
8/2/2019 Metalurgia+da+Soldagem
http://slidepdf.com/reader/full/metalurgiadasoldagem 14/76
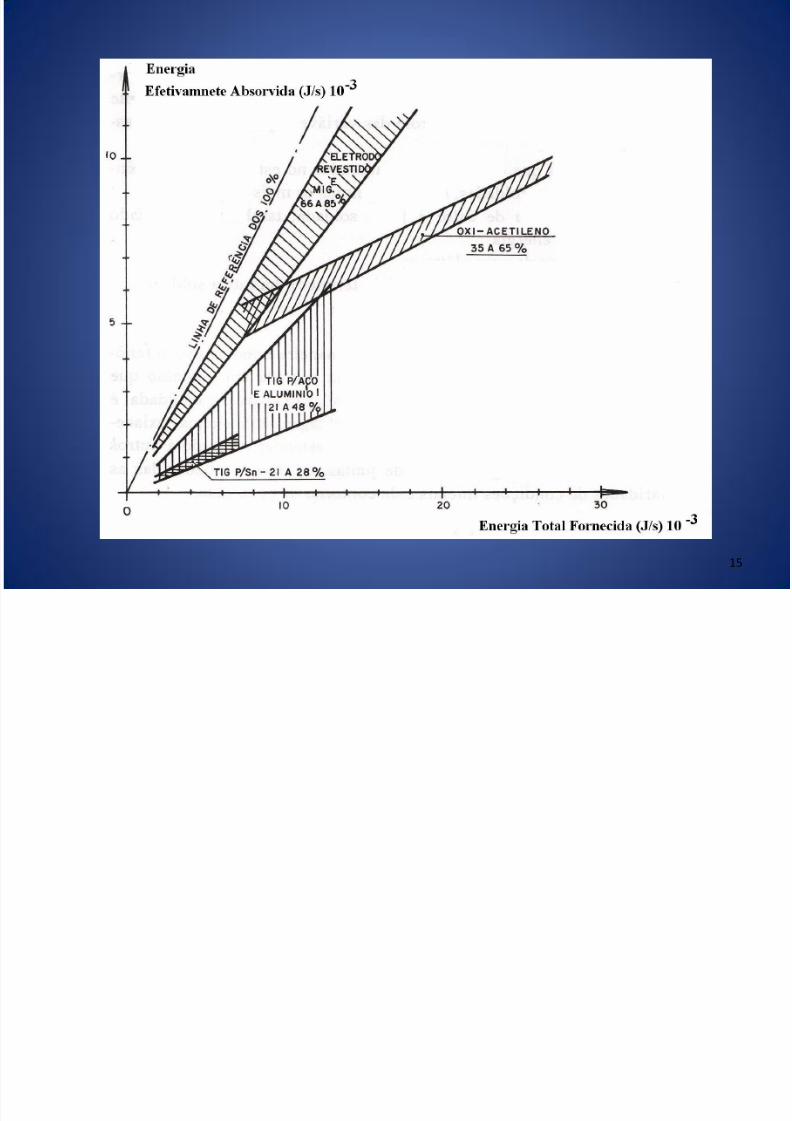
• As perdas computadas através da chamadaeficiência da fonte (ea), traduzida pela relação
entre a quantidade de energia efetivamenteabsorvida na soldagem e a energia totalfornecida à solda, dada pela expressão:
•
Qt = V x I (W)
Ql = ea x V x I (W)Qt = Energia total e Ql = energia efetivamente absorvida
14
8/2/2019 Metalurgia+da+Soldagem
http://slidepdf.com/reader/full/metalurgiadasoldagem 15/76
15
8/2/2019 Metalurgia+da+Soldagem
http://slidepdf.com/reader/full/metalurgiadasoldagem 16/76
• Na soldagem costuma-se trabalhar com grandezadenominada aporte de energia ou aporte decalor, que correlaciona a quantidade de energiadisponível para a soldagem com a velocidade deavanço “v” da fonte de calor.
• Sendo “v” em cm/min teremos: – Aporte de energia total Ht = 60 V.I/v (J/cm)
– Aporte líquido de energia Hl = ea . 60. V.I/v (J/cm)
16
8/2/2019 Metalurgia+da+Soldagem
http://slidepdf.com/reader/full/metalurgiadasoldagem 17/76
• Durante a soldagem, cada ponto do materialpassa por um ciclo térmico cuja intensidade seráfunção de sua localização em relação à fonte de
energia.• Esse ciclo térmico, portanto, representa as
temperaturas que esse ponto atinge em cadainstante do processo.
•Em qualquer ponto do corpo, a temperatura éfunção das seguintes grandezas e variáveis: – intensidade da fonte de calor, – propriedades termodinâmicas do material, –
temperatura inicial do material, – velocidade de deslocamento da fonte de energia e – das coordenadas do ponto.
17
8/2/2019 Metalurgia+da+Soldagem
http://slidepdf.com/reader/full/metalurgiadasoldagem 18/76
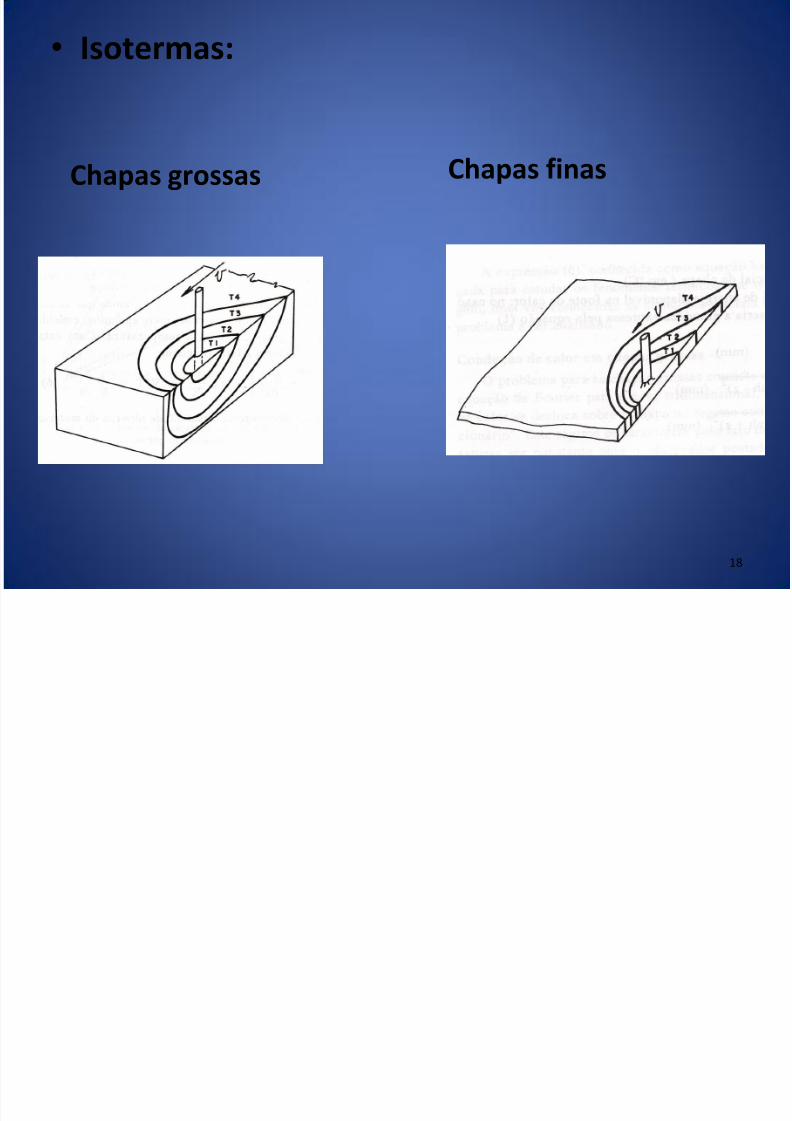
• Isotermas:
18
Chapas grossas Chapas finas

8/2/2019 Metalurgia+da+Soldagem
http://slidepdf.com/reader/full/metalurgiadasoldagem 19/76
• CICLOS TÉRMICOS NA SOLDAGEM:
• São muito importantes.
• Eles influenciam na estrutura cristalina, eportanto nas propriedades finais do materiais.
• Um ciclo térmico consiste, basicamente, em
três fases: – aquecimento vigoroso do material;
– a temperatura atinge valor máximo;
– resfriamento gradual, até que a temperaturainicial.
19
8/2/2019 Metalurgia+da+Soldagem
http://slidepdf.com/reader/full/metalurgiadasoldagem 20/76
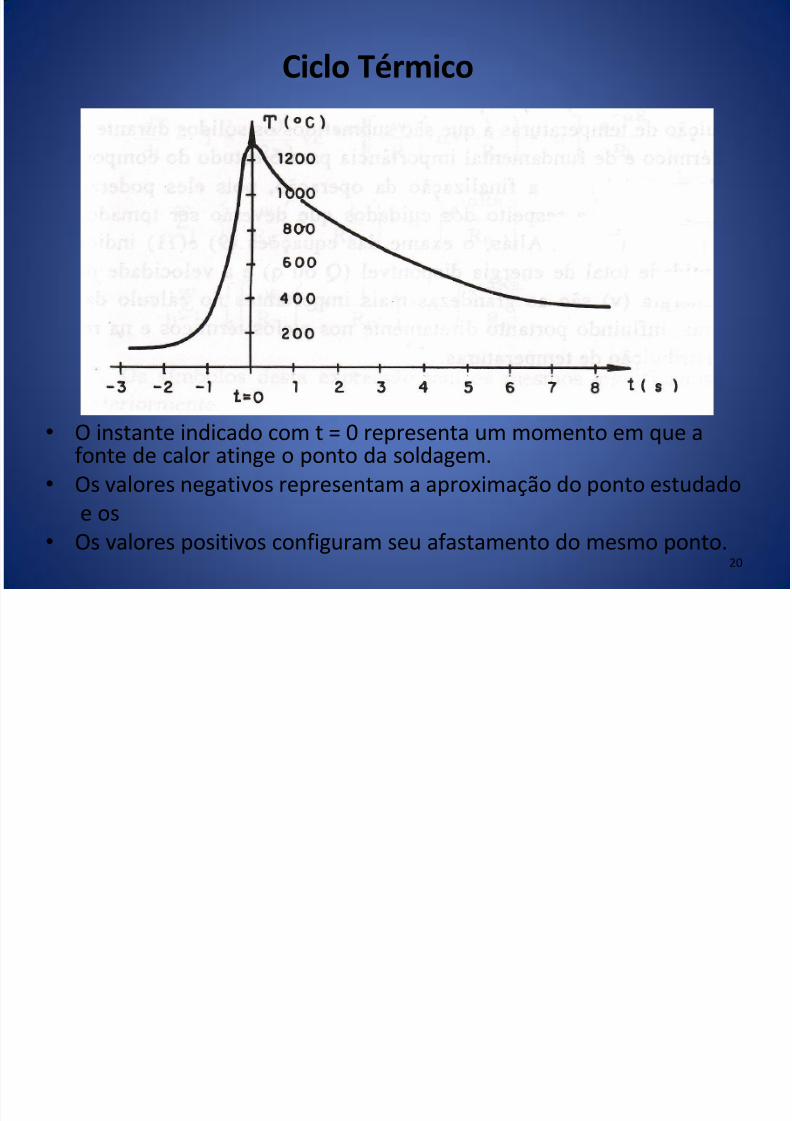
• O instante indicado com t = 0 representa um momento em que afonte de calor atinge o ponto da soldagem.
• Os valores negativos representam a aproximação do ponto estudadoe os
• Os valores positivos configuram seu afastamento do mesmo ponto.20
Ciclo Térmico

8/2/2019 Metalurgia+da+Soldagem
http://slidepdf.com/reader/full/metalurgiadasoldagem 21/76
Ciclo Térmico
21
• Onde:• (Tp), temperatura de pico temperatura máxima
• (Tc), temperatura crítica que é a temperatura mínima para ocorrer umaalteração relevante como uma transformação de fase;• (tp), tempo de permanência acima de uma temperatura crítica que é o
tempo em que o ponto fica submetido a temperaturas superiores a umatemperatura crítica;
• Velocidade de resfriamento = T1-T2/ t
8/2/2019 Metalurgia+da+Soldagem
http://slidepdf.com/reader/full/metalurgiadasoldagem 22/76
Repartição térmica
22
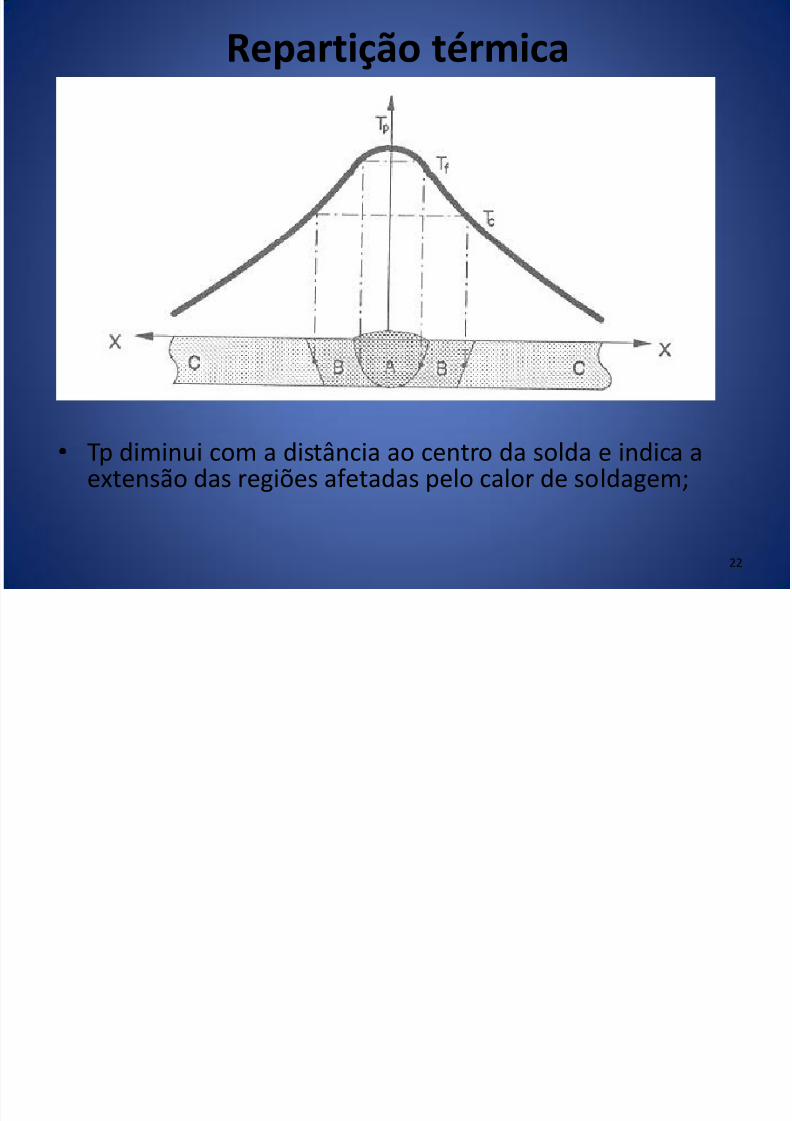
• Tp diminui com a distância ao centro da solda e indica aextensão das regiões afetadas pelo calor de soldagem;
8/2/2019 Metalurgia+da+Soldagem
http://slidepdf.com/reader/full/metalurgiadasoldagem 23/76
23
• Os ciclos térmicos e a repartição térmicadependem dos seguintes parâmetros:
– Condutividade térmica do metal base• maior condutividade maior velocidade de resfriamento;
– Geometria da junta
• (junta de topo possui duas direções para o escoamentode calor, junta T, três);
– Espessura da Chapa
• Depende até uma espessura limite;
– Aporte térmico• Maior aporte menor velocidade de resfriamento
– Temperatura inicial da peça
• Maior temperatura maior largura da repartição térmica.

8/2/2019 Metalurgia+da+Soldagem
http://slidepdf.com/reader/full/metalurgiadasoldagem 24/76
• A DISTRIBUIÇÃO DE TEMPERATURAS
• É possível através de equações matemáticas se
calcular o valor instantâneo da temperatura emqualquer ponto do material e se obter as linhasisotérmicas em um dado instante do processo.
24
Exemplo de um conjunto de linhas isotérmicas obtido nasoldagem de duas chapas grossas de alumínio

8/2/2019 Metalurgia+da+Soldagem
http://slidepdf.com/reader/full/metalurgiadasoldagem 25/76
25
• O conhecimento dos ciclos térmicos e dadistribuição de temperaturas a que são
submetidos os metais durante o processo desoldagem é de fundamental para o estudo docomportamento do material após a finalização
da operação.• Eles poderão fornecer informações a respeito
dos cuidados que deverão ser tomados
durante o processo.

8/2/2019 Metalurgia+da+Soldagem
http://slidepdf.com/reader/full/metalurgiadasoldagem 26/76
8/2/2019 Metalurgia+da+Soldagem
http://slidepdf.com/reader/full/metalurgiadasoldagem 27/76
• Fusão:
– Agitação,
– Mistura metal base e metal de adição, – Estão sujeitos à contaminações indesejáveis,
– Adição de liga (fluxo, gases),
Formando, então, uma outra liga com
composição química e microestrutural diferentedo metal base e do metal de adição.
27
8/2/2019 Metalurgia+da+Soldagem
http://slidepdf.com/reader/full/metalurgiadasoldagem 28/76
• Agitação: Durante a fusão existira na regiãoliquefeita agitação mecânica a da fase líquidaque terá maior ou menor intensidade
dependendo do processo.• Processos de oxiacetileno e TIG produzem pouca
agitação
•
Processos que desenvolvem alta amperagemcomo eletrodo revestido e arco submerso , aagitação pode ser muito intensa.
• Essa agitação facilita a mistura de outros
elementos na poça de fusão, como também asegregação de materiais mais leves como escóriae gases.
28

8/2/2019 Metalurgia+da+Soldagem
http://slidepdf.com/reader/full/metalurgiadasoldagem 29/76
29
Região I: Gotas de metal de adição localizadas na ponta do eletrodo e no arco;Região II: Parte anterior da poça de fusão e região localizada sob o arco;Região III: Parte posterior da poça de fusão, localizada após o arco
8/2/2019 Metalurgia+da+Soldagem
http://slidepdf.com/reader/full/metalurgiadasoldagem 30/76
• Região I, – Temperaturas mais elevadas e – Maior área específica. –
Interações com o ambiente - dissolução, no metal de adição, fundido,de:• Gases da atmosfera envolvente (C, O, N, H, etc.) ou• Elementos da escória (Si, Mn, O, etc.).
• Região II, – O metal base fundido mistura-se com o metal de adição (diluição).
– Como nesta região as temperaturas ainda são muito elevadas, asincorporações de gases e de outros elementos ainda ocorrem, mas deforma menos intensa.
• Região III,• Temperaturas são menores e decrescentes até a temperatura de
solidificação do metal de solda, ocorrendo: – movimentação de gases dissolvidos na poça, – precipitação de compostos, formação de escória e de inclusões e a – solidificação da solda.
30
8/2/2019 Metalurgia+da+Soldagem
http://slidepdf.com/reader/full/metalurgiadasoldagem 31/76
• Devido às:
• variações rápidas de temperatura as reaçõesque ocorrem nestas três regiões não atingem oequilíbrio.
• participação de gases, materiais de adição efluxos com formulações complexas.
torna-se difícil uma análise teórica do problema.
Como resultado, a interação do metal fundido comsua vizinhança, particularmente na soldagemcom fluxos e escórias, tem sido estudada deuma forma predominantemente empírica.
31
õ l á
8/2/2019 Metalurgia+da+Soldagem
http://slidepdf.com/reader/full/metalurgiadasoldagem 32/76
• Interações Metal-Gás:• Em quase todos os processos de soldagem por
fusão, o metal fundido entra em contato com
diferentes gases com os quais pode reagir.• Estes gases podem ser classificados como:
– Gases monoatômicos ou inertes (argônio e hélio): Sãoinsolúveis e não reagem com os metais líquidos. Nãoserão, portanto, considerados.
– Gases diatômicos simples (N2, O2, H2, etc.): Emcondições usuais podem se dissociar na formaatômica na superfície do metal líquido e seremdissolvidos neste.
–
Gases complexos (CO, CO2, H2O, SO2, etc.): Sãoformados por espécies atômicas diferentes, tambémpodem se dissociar e serem incorporados na poça defusão.
32

8/2/2019 Metalurgia+da+Soldagem
http://slidepdf.com/reader/full/metalurgiadasoldagem 33/76
33
Curvas de solubilidade do hidrogênio (1 atm) em metais no estado líquido
Os valores indicados acima depende, também, da composição química do metallíquido.
Por exemplo:Em aços, adições de C, B, Si e Al reduzem a solubilidade do hidrogênio enquanto que
adições de Mn, Ni e Cr aumentam a sua solubilidade.

8/2/2019 Metalurgia+da+Soldagem
http://slidepdf.com/reader/full/metalurgiadasoldagem 34/76
• Como os gases podem ocasionar efeitos negativos nasolda controla-se sua absorção por:
• Proteção gasosa, com um gás composição e pureza
adequadas;• Limpeza da junta, para eliminar óxidos, graxas e
contaminações capazes de gerar gases indesejáveis;
• Controle das condições dos eletrodos revestidos,
limpos e secos;• Controle das condições dos fluxos. (arco submerso)
• Parâmetros corretos da soldagem, evitando condiçõesinstáveis;
• Proteções contra correntes de ar, particularmentepara processos com proteção gasosa.
34

8/2/2019 Metalurgia+da+Soldagem
http://slidepdf.com/reader/full/metalurgiadasoldagem 35/76
• Reações com componentes da poça de fusão:
• Certos elementos dissolvidos na poça de fusão podemreagir com outros componentes desta.
• Produzindo um: – gás ou uma
– fase condensada.
• Gases formados geram bolhas que podem resultar emporosidade .
Exemplo a formação de porosidade em aço:
CO resultante da reação entre o oxigênio e o carbono
dissolvidos na poça de fusão (2C + O2
2CO).Pode ocorrer quando o teor de elementos desoxidantesfor insuficiente.
35

8/2/2019 Metalurgia+da+Soldagem
http://slidepdf.com/reader/full/metalurgiadasoldagem 36/76
• Fases condensadas insolúveis podem ser dissolvidas pela escóriaou formar inclusões.
• Escórias sobrenadam a poça de fusão e, após a solidificação,
cobrem o cordão de solda.• Na soldagem com vários passes, a retirada completa desta escória
antes da deposição do passe seguinte é muito importante poisparte desta pode ficar presa entre os passes, gerando umadescontinuidade do cordão de solda.
• Quando a fase condensada não atinge a superfície da poça antes desua solidificação, ela fica presa no interior do cordão na forma deinclusões não metálicas microscópicas.
• A presença destas inclusões em grande quantidade pode afetarnegativamente as propriedades mecânicas da solda.
• Finalmente, se o produto da reação possuir um ponto de fusão
superior ao do próprio material da poça, esse poderá agir comouma barreira física dificultando a formação da poça. – Por exemplo, a formação de Al2O3 na soldagem de ligas de alumínio.
36
8/2/2019 Metalurgia+da+Soldagem
http://slidepdf.com/reader/full/metalurgiadasoldagem 37/76
• Em alguns casos, um gás dissolvido na poça defusão pode não reagir com outros elementos epermanecer dissolvido após a solidificação dapoça.
• Neste caso, ele não gera inclusões ou
porosidade nem dificulta a formação da poçade fusão.
• Contudo, este pode posteriormente causar a
formação de precipitados que podem fragilizara solda.
37
8/2/2019 Metalurgia+da+Soldagem
http://slidepdf.com/reader/full/metalurgiadasoldagem 38/76
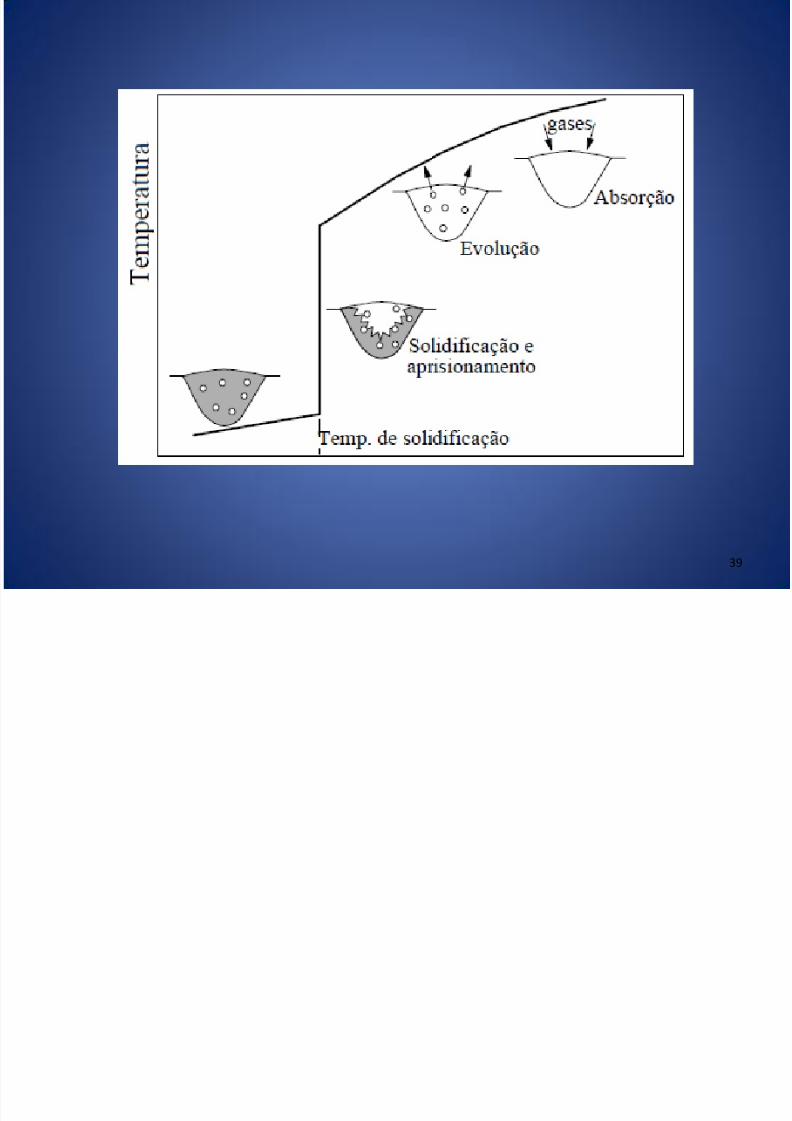
• Na parte posterior da poça de fusão (Região III), aqueda de temperatura reduz fortemente a
solubilidade dos gases dissolvidos na poça defusão.
• Como resultado, os elementos gasososdissolvidos na poça tendem a escapar da poça de
fusão.• Este processo ocorre pela formação ou nucleação
de bolhas de gás no metal líquido, que tendem acrescer e, atingem a superfície da poça de fusãoescapando para a atmosfera, caso não sejamaprisionadas pelo metal em solidificação.
38
8/2/2019 Metalurgia+da+Soldagem
http://slidepdf.com/reader/full/metalurgiadasoldagem 39/76
39

8/2/2019 Metalurgia+da+Soldagem
http://slidepdf.com/reader/full/metalurgiadasoldagem 40/76
• Bolhas de gás são aprisionadas quando não sedesprendem de seu ponto de nucleação antes
que o metal se solidifique.• O aprisionamento da bolha é influenciado
pela:
–
Velocidade de crescimento, a – Facilidade de se soltar do substrato,
– Velocidade e a morfologia da frente desolidificação,
– Composição química do metal líquido, etc.
40

8/2/2019 Metalurgia+da+Soldagem
http://slidepdf.com/reader/full/metalurgiadasoldagem 41/76
41
Gases que podem causar problemas de porosidade em soldas

8/2/2019 Metalurgia+da+Soldagem
http://slidepdf.com/reader/full/metalurgiadasoldagem 42/76

8/2/2019 Metalurgia+da+Soldagem
http://slidepdf.com/reader/full/metalurgiadasoldagem 43/76
• Interações Metal-Escória:• Escória é o resíduo não metálico que no estado
líquido, recobre o metal fundido, protegendo-o
contra a ação do ar atmosférico e interagindocom o metal de alguma forma.
• O material formador de escória pode estar nofluxo, no revestimento ou no núcleo dos
eletrodos.• Além da formação de escória estes materiais
podem: – gerar gases (para a proteção),
– fornecer elementos de liga (para ajuste dacomposição química da solda) e
– remover contaminações do metal líquido.
43
8/2/2019 Metalurgia+da+Soldagem
http://slidepdf.com/reader/full/metalurgiadasoldagem 44/76
• Do ponto de vista de sua interação com o metallíquido, uma escória pode ser:
• Protetora - inerte
•
Fluxante - reativa• apresentar ambas as características com
diferentes intensidades.
44
8/2/2019 Metalurgia+da+Soldagem
http://slidepdf.com/reader/full/metalurgiadasoldagem 45/76
• Escória protetora: – Envolve a poça de fusão e o metal do arco e
apresenta baixa permeabilidade à passagem degases, facilitando a saída dos gases do metallíquido.
• Escória fluxante: – Remove camadas superficiais de óxido e de outras
contaminações que podem dificultar a operação,Ex.• óxidos na soldagem de alumínio formam uma camada
refratária ou
• óxidos dificultam o molhamento do metal de adição (nabrasagem).
45
8/2/2019 Metalurgia+da+Soldagem
http://slidepdf.com/reader/full/metalurgiadasoldagem 46/76
– Outras características da escória
– Escórias de maior viscosidade:
•
Oferece maior proteção por dificultar a difusão degases
• Restringem o escorrimento do metal líquido facilitandoa soldagem fora da posição.
–
Escórias com menor tensão superficial• molha melhor e se espalha mais sobre a superfície do
metal líquido, envolvendo-o e protegendo-o melhor.
• reduzem o ângulo de contato entre o metal líquido e o
metal base, reduzindo a convexidade do cordão emelhorando o seu perfil.
46

8/2/2019 Metalurgia+da+Soldagem
http://slidepdf.com/reader/full/metalurgiadasoldagem 47/76
• Diluição e Formação da Zona Fundida
• A zona fundida é formada por contribuições do metal
base e do metal de adição, que são misturados, noestado líquido, na poça de fusão.
• Define-se como coeficiente de diluição (δ), ou
simplesmente diluição, a relação entre a massafundida do metal base e a massa total do cordão desolda:
47
8/2/2019 Metalurgia+da+Soldagem
http://slidepdf.com/reader/full/metalurgiadasoldagem 48/76
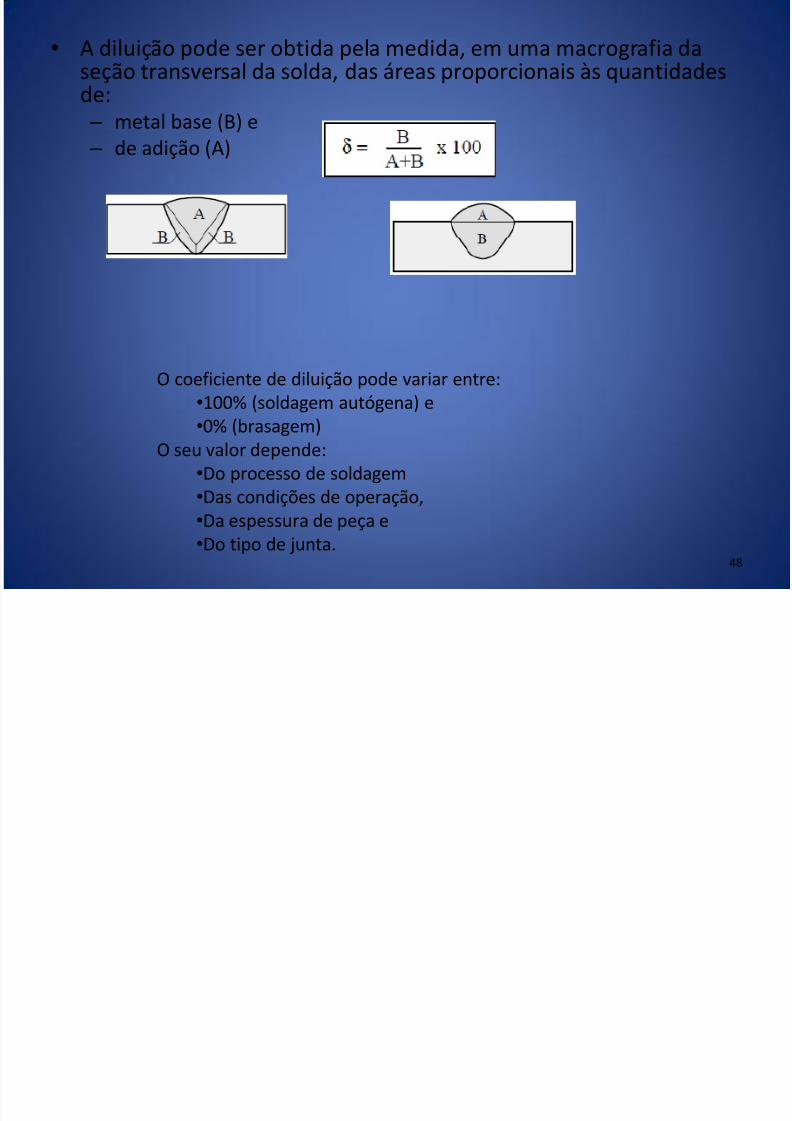
• A diluição pode ser obtida pela medida, em uma macrografia daseção transversal da solda, das áreas proporcionais às quantidadesde: – metal base (B) e
– de adição (A)
48
O coeficiente de diluição pode variar entre:•100% (soldagem autógena) e•0% (brasagem)
O seu valor depende:•Do processo de soldagem•Das condições de operação,•Da espessura de peça e•Do tipo de junta.
8/2/2019 Metalurgia+da+Soldagem
http://slidepdf.com/reader/full/metalurgiadasoldagem 49/76
• O conceito de diluição é importante quandose deseja controlar a participação do metal
base na formação da solda.• Ex. na soldagem de metais dissimilares.
49

8/2/2019 Metalurgia+da+Soldagem
http://slidepdf.com/reader/full/metalurgiadasoldagem 50/76
• Solidificação da poça de fusão:• Na parte posterior da poça de fusão, o metal líquido
solidifica dando origem ao cordão de solda.
• A solidificação determina diversas características macro emicroestruturais do cordão, tendo, assim, um importanteefeito sobre as propriedades e o comportamento da solda.
50
8/2/2019 Metalurgia+da+Soldagem
http://slidepdf.com/reader/full/metalurgiadasoldagem 51/76
• Alguns autores lembram a semelhança entre a solidificação da poçade fusão e um lingote.
• As poças de fusão possuem características próprias que resultamem diferenças importantes em termos da estrutura de solidificação.
• As principais diferenças são: – Poça de fusão , a solidificação não inicia com a formação da região
coquilhada. Na poça de fusão, o metal líquido molha perfeitamente osgrãos do metal base que formam a parede da poça e estão emtemperaturas muito próximas de seu ponto de fusão.
– A velocidade de solidificação da poça de fusão é muito mais altaencontradas em peças fundidas.
– A velocidade de resfriamento também pode ser muito maior do quena fundição convencional.
– Os gradientes térmicos na poça de fusão são muito elevados e podematingir 102 ºC/mm ou mais.
– O formato da interface sólido-líquido varia com o tempo em uma peçade fundição.
– Na soldagem, particularmente em processos mecanizados estainterface se mantém essencialmente a mesma.
51
8/2/2019 Metalurgia+da+Soldagem
http://slidepdf.com/reader/full/metalurgiadasoldagem 52/76
52
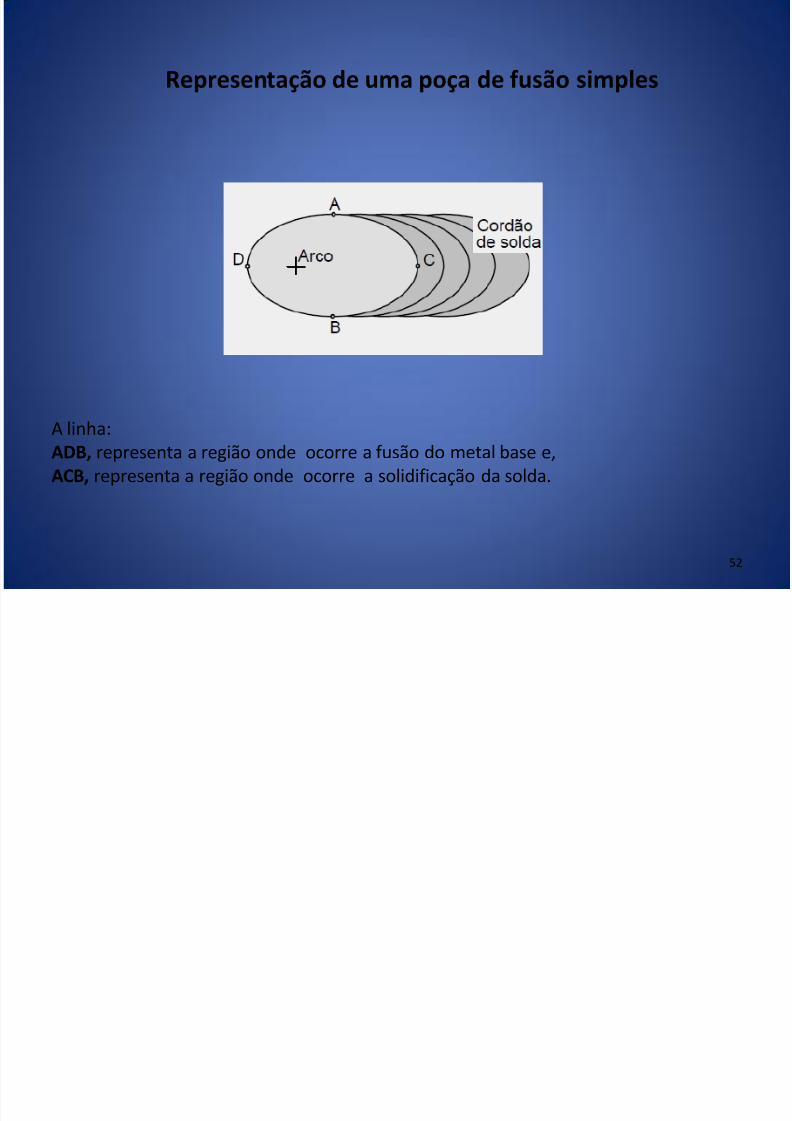
Representação de uma poça de fusão simples
A linha:ADB, representa a região onde ocorre a fusão do metal base e,ACB, representa a região onde ocorre a solidificação da solda.
• A solidificação se inicia nos pontos de largura máxima da poça de
8/2/2019 Metalurgia+da+Soldagem
http://slidepdf.com/reader/full/metalurgiadasoldagem 53/76
• A solidificação se inicia nos pontos de largura máxima da poça defusão, pontos A e B.
• Os grãos na ZF se formam: – como prolongamento dos grãos adjacentes da ZTA dos grãos do metal
base, – com a mesma orientação cristalina, – com largura semelhante, – sem a necessidade da nucleação de novos grãos o que é chamado
crescimento epitaxial.
• Este efeito é causado por: – Gradientes térmicos elevados e – Contato direto entre líquido e sólido com composições e estrutura
semelhantes.
• Como o tamanho de grão na ZTA depende das característicasmetalúrgicas do metal base e do ciclo térmico, pode-se esperar que
o tamanho de grão primário na ZF dependa também dosparâmetros de soldagem que afetam o ciclo térmico.
53

8/2/2019 Metalurgia+da+Soldagem
http://slidepdf.com/reader/full/metalurgiadasoldagem 54/76
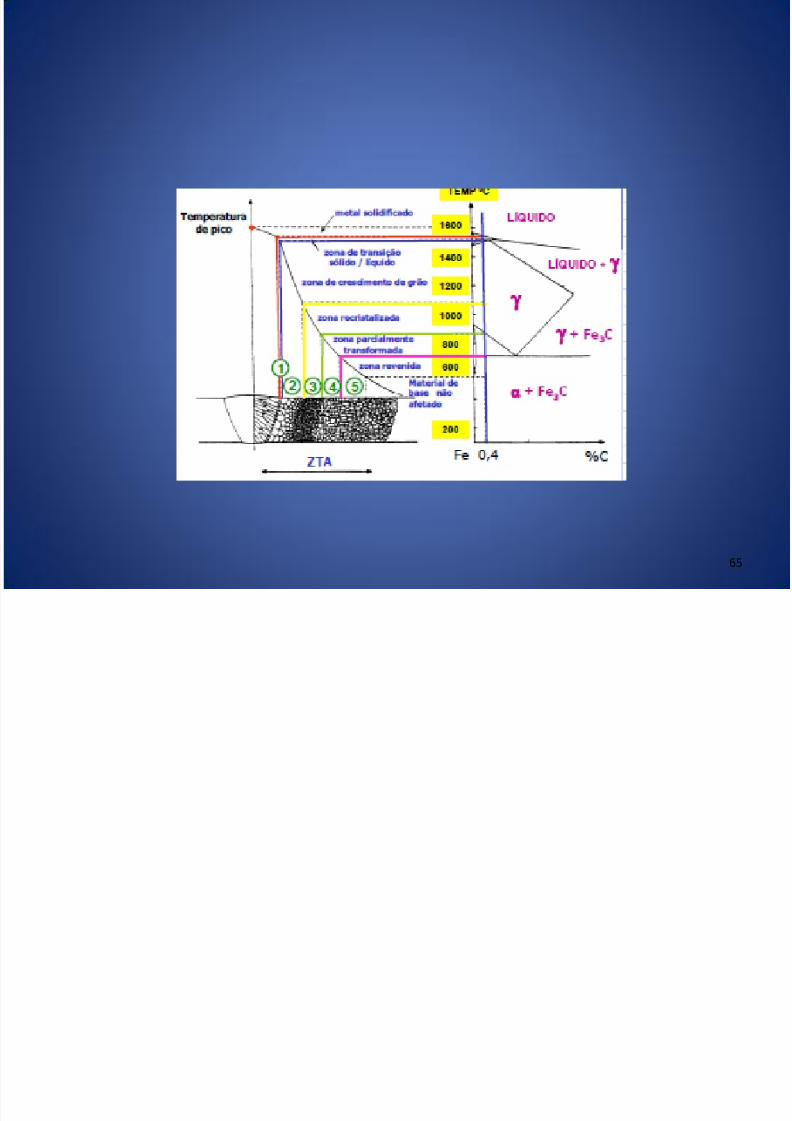
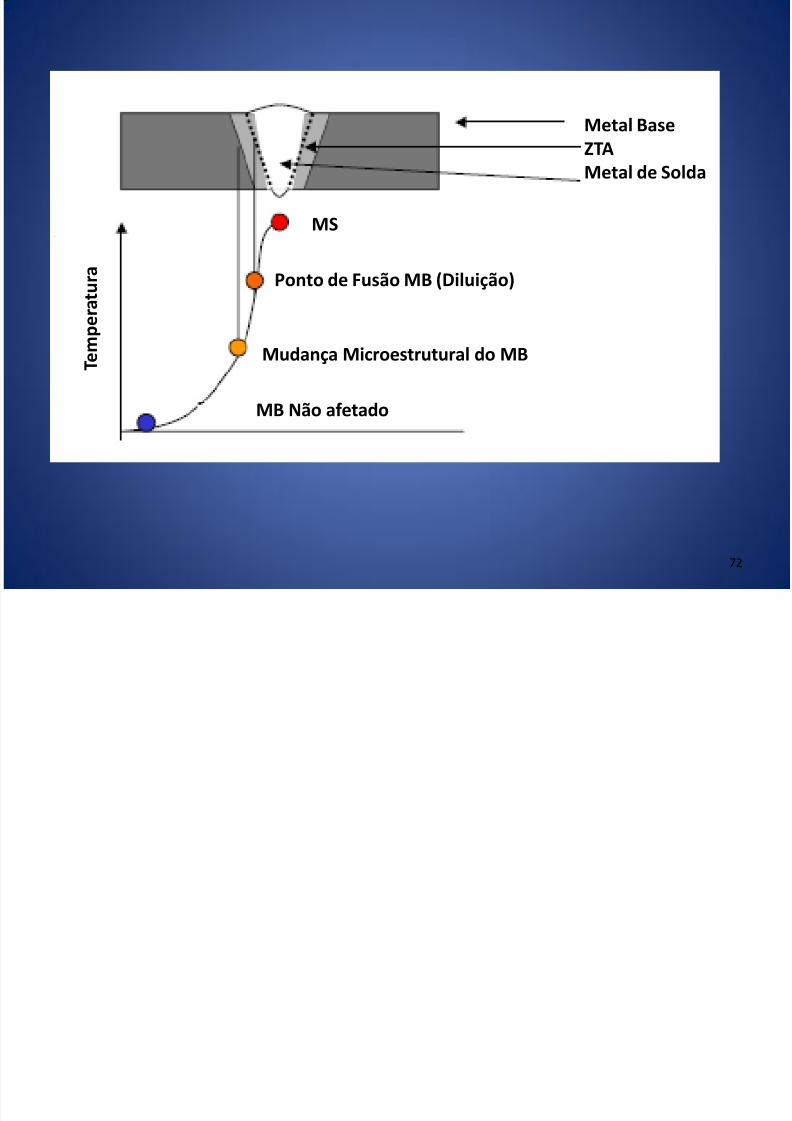
• a) Zona Fundida (ZF): região onde o material fundiu-see solidificou-se durante a operação de soldagem. As
temperaturas de pico nesta região são superiores atemperatura de fusão do material (Tf);• b) Zona Termicamente Afetada (ZTA) ou Zona Afetada
pelo Calor (ZAC): região não fundida do metal base queteve sua microestrutura e/ou propriedades alteradas
pelo ciclo térmico de soldagem. As temperaturas depico são superiores a temperaturas criticas para omaterial em questão;
• c) Metal de Base (MB): região mais afastada do cordãode solda e que não foi afetada pelo processo desoldagem. As temperaturas de pico são inferiores atemperaturas criticas para o material.
54

8/2/2019 Metalurgia+da+Soldagem
http://slidepdf.com/reader/full/metalurgiadasoldagem 55/76
55

8/2/2019 Metalurgia+da+Soldagem
http://slidepdf.com/reader/full/metalurgiadasoldagem 56/76
56
O crescimento competitivo decorrente da tendência dos cristais crescerempreferencialmente, segundo certas direções cristalinas.Assim, os grãos melhor orientados em relação à direção de extração de calor tendem acrescer à frente dos demais grãos, bloqueando-os e impedindo o seu crescimento.
F t d d F ã

8/2/2019 Metalurgia+da+Soldagem
http://slidepdf.com/reader/full/metalurgiadasoldagem 57/76
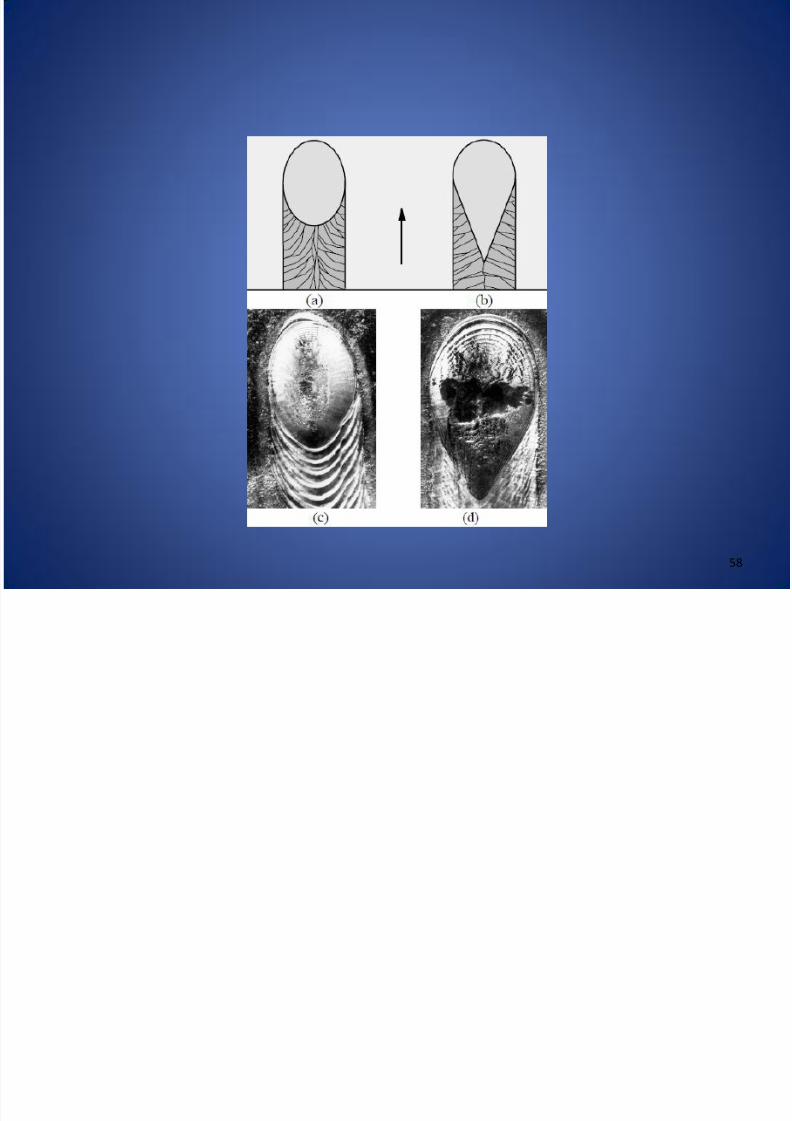
• Formato da poça de Fusão:
• O formato da poça de fusão influencia diretamente a estrutura desolidificação da zona fundida e mudanças neste formato, devidas,por exemplo, a variações nos parâmetros de soldagem, podem
alterar esta estrutura.• Dois formatos básicos para a poça são observados na soldagem
com processos mecanizados: – Poça de fusão elíptica - é característica de baixas velocidades de
soldagem. A orientação da frente de solidificação mudaprogressivamente da linha de fusão até o centro do cordão. Comoresultado, nenhum grão encontrará sempre condições ótimas para oseu crescimento.
– Poça de fusão em gota - ocorre para valores maiores da velocidadede soldagem. A frente de solidificação tem uma orientaçãorelativamente constante em relação à direção de soldagem, o quefavorece o crescimento, desde a linha de fusão até o centro da solda.
A solidificação se desenvolve como duas paredes, uma de cada ladodo cordão, que se deslocam e se encontram no meio deste.
57
8/2/2019 Metalurgia+da+Soldagem
http://slidepdf.com/reader/full/metalurgiadasoldagem 58/76
58
S ã l

8/2/2019 Metalurgia+da+Soldagem
http://slidepdf.com/reader/full/metalurgiadasoldagem 59/76
• Segregação exemplos:
– Segregação em contornos de grão
–
Segregação central - centro do cordão. – Segregação na cratera - final do cordão “rechupe”
• Bandeamento transversal - é formado por
regiões sucessivas ao longo do cordão,enriquecidas e empobrecidas em soluto eparece associado com ondulações periódicasna superfície da solda
59
R iõ d Z F did

8/2/2019 Metalurgia+da+Soldagem
http://slidepdf.com/reader/full/metalurgiadasoldagem 60/76
• Regiões da Zona Fundida:• Em muitos casos, a composição do metal de adição pode diferir
bastante do metal base.• Assim:
–
(A) Região misturada: compreende a maior parte do cordão e tem umacomposição resultante da mistura completa do metal base, do metal deadição e demais componentes adicionados na poça de fusão.
– (B) Região não misturada: corresponde a uma fina camada (de 50 a 150μm)adjacente à linha de fusão, na qual o material de base fundido não semisturou com o metal de adição. Microtrincas podem se originar nestaregião.
– (C) Região Parcialmente Fundida: corresponde à região com temperaturasentre as temperaturas líquidus e sólidus do metal base. Esta regiãocorresponde à transição entre a ZTA e a ZF, sendo caracterizada por umafusão apenas parcial durante a soldagem, podendo ser uma fonte potencialde microtrincas.
60
• Microestrutura da Zona Fundida:
8/2/2019 Metalurgia+da+Soldagem
http://slidepdf.com/reader/full/metalurgiadasoldagem 61/76
• Microestrutura da Zona Fundida:
• Ao final da soldagem, a zona fundida
apresentará uma microestrutura resultante: – Das interações ocorridas no metal líquido:
• Absorção e evolução de gases
• Reações destes gases com outros componentes da poça
• Variação da composição química: – Pela mistura do material de adição com metal base
– Pela adição de elementos de liga pela dissolução do fluxo
– Processo de solidificação
– Transformações no estado sólido que ocorremdurante o resfriamento da solda.
61
8/2/2019 Metalurgia+da+Soldagem
http://slidepdf.com/reader/full/metalurgiadasoldagem 62/76
Fim
62

8/2/2019 Metalurgia+da+Soldagem
http://slidepdf.com/reader/full/metalurgiadasoldagem 63/76
63
8/2/2019 Metalurgia+da+Soldagem
http://slidepdf.com/reader/full/metalurgiadasoldagem 64/76
64
8/2/2019 Metalurgia+da+Soldagem
http://slidepdf.com/reader/full/metalurgiadasoldagem 65/76
65
• A zona fundida de aços baixo carbono e de baixa liga tende a apresentar uma
8/2/2019 Metalurgia+da+Soldagem
http://slidepdf.com/reader/full/metalurgiadasoldagem 66/76
• A zona fundida de aços baixo carbono e de baixa liga tende a apresentar umamicroestrutura complexa, que é bem diversa da usualmente encontrada no metalbase (em geral, composta predominantemente de ferrita e perlita).
• Após a solidificação e resfriamento até temperaturas ainda acima de A3, amicroestrutura da ZF é composta de grãos grosseiros e colunares de austenita
contendo, em geral, uma elevada quantidade de finas inclusões (na maioria dosprocessos de soldagem a arco, o teor de oxigênio da ZF pode ser superior a200ppm, muito maior que o usual no metal base).
• Durante o resfriamento final da solda, a austenita será decomposta em diferentesagregados de ferrita e carbonetos, podendo ainda alguma quantidade demartensita ser formada dependendo da composição química e condições deresfriamento.
• O grande tamanho de grão da austenita e o resfriamento rápido associado com amaioria das condições de soldagem dificultam a nucleação da ferrita, a qual tendea ocorrer com superresfriamentos relativamente elevados. Além disso, a grandequantidade de inclusões favorece a nucleação intragranular da ferrita.
• O elevado super- resfriamento favorece o desenvolvimento na ferrita de umamorfologia predominantemente acicular.
• Os diferentes tipos de constituintes formados na ZF têm importante papel na
determinação das propriedades mecânicas da solda, particularmente a suatenacidade.
66
8/2/2019 Metalurgia+da+Soldagem
http://slidepdf.com/reader/full/metalurgiadasoldagem 67/76
• Aços inoxidáveis austeníticos são basicamente ligas Fe-Cr-Ni quepodem se solidificar, dependendo de detalhes de sua composiçãoquímica, como ferrita, austenita ou uma mistura desta duas fases. Afigura 4.25 mostra uma seção do diagrama Fe-Cr-Ni.Desconsiderando-se o efeito de outros elementos, o constituinte(ou constituintes) formado na solidificação dependerá basicamenteda relação Cr/Ni. Assim, para um baixa relação (figura 4.25a), asolda se solidificaria como austenita. Para uma relação elevada(figura 4.25c), a solidificação seria como ferrita, seguida daformação da austenita após a solidificação. Para relaçõesintermediárias (figura 4.25b), os dois constituintes seriam formadosna solidificação, com a transformação de parte da ferrita emaustenita ocorrendo também após o final da solidificação. Atransformação da ferrita em austenita não é, em geral, completadevido à alta velocidade de resfriamento e à estabilização da ferritapela segregação de elementos alfagênicos em partes da ZF. Amicroestrutura final da solda fica constituída por uma matrizaustenítica com a ferrita remanescente apresentando diferentesmorfologias (figura 4.26).
67
8/2/2019 Metalurgia+da+Soldagem
http://slidepdf.com/reader/full/metalurgiadasoldagem 68/76
• Quando o teor deste constituinte fica entre cerca de 2 e 10%, asolda apresenta uma ótima resistência à formação de trincasdurante a sua solidificação (próximo capítulo), sendo estamicroestrutura considerada a mais adequada para as aplicaçõesgerais deste material(4.15). Uma solda com microestruturacompletamente austenítica não é, em geral, desejável devido à sua
maior tendência à fissuração, o que torna necessário o uso decuidados especiais durante a soldagem. Seu uso só se justifica paraaplicações específicas como para componentes sujeitos a condiçõesmuito severas de corrosão ou para uso em temperatura muitobaixa, na qual a ferrita pode reduzir a tenacidade da solda. A figura4.27 mostra a microestrutura da ZF de um aço AISI309 constituída
de austenita (fundo claro) e ferrita (constituinte escuro).
68
• Estes ciclos térmicos e as transformações
8/2/2019 Metalurgia+da+Soldagem
http://slidepdf.com/reader/full/metalurgiadasoldagem 69/76
• Estes ciclos térmicos e as transformaçõesmetalúrgicas podem induzir:
–
deformações, – tensões residuais,
– descontinuidades e
–
microestruturas,• que podem a comprometer a segurança e a
qualidade da junta soldada
69

8/2/2019 Metalurgia+da+Soldagem
http://slidepdf.com/reader/full/metalurgiadasoldagem 70/76
70
8/2/2019 Metalurgia+da+Soldagem
http://slidepdf.com/reader/full/metalurgiadasoldagem 71/76
71
8/2/2019 Metalurgia+da+Soldagem
http://slidepdf.com/reader/full/metalurgiadasoldagem 72/76
72
MB Não afetado
T e m p e r a t u
r a
Metal Base
ZTAMetal de Solda
MS
Ponto de Fusão MB (Diluição)
Mudança Microestrutural do MB

8/2/2019 Metalurgia+da+Soldagem
http://slidepdf.com/reader/full/metalurgiadasoldagem 73/76
73
Metal de Base
Linha de fusão
Metal de Solda
ZTA

8/2/2019 Metalurgia+da+Soldagem
http://slidepdf.com/reader/full/metalurgiadasoldagem 74/76
74
8/2/2019 Metalurgia+da+Soldagem
http://slidepdf.com/reader/full/metalurgiadasoldagem 75/76
75

8/2/2019 Metalurgia+da+Soldagem
http://slidepdf.com/reader/full/metalurgiadasoldagem 76/76