Embed Size (px)
Citation preview

Módulo 2Apresentação e análise das Fases 1 e 2 do APQP, seus elementos/atividades e
aplicações práticas.

Fases do APQP e seus elementos
Planejamento e definição
Projeto e desenvolvimento do produto
Projeto e desenvolvimento do processo
Validação de produto e processo
1. Decisão de fornecimento
2. Inputs do cliente
3. FMEA de Projeto
4. Revisão(ões) de projeto
5. Plano de verificação do projeto
6. Status do APQP dos sub-contratados
7. Instalações, ferramen-tas e dispositivos
8. Plano de controle da produção do protótipo
9. Construções de protótipo
10. Desenhos e especificações
11. Compromisso da equipe com a viabilidade
12. Fluxograma de processo da manufatura
13. FMEA de Processo
14. Avaliação dos sistemas de medição
15. Plano de controle de pré-lançamento
16. Instruções de processo para o operador
17. Especificações de embalagem
23. Envio das peças com PSW
22. Aprovação de peças da produção (PSW)
21. Teste de validação da produção
20. Estudo preliminar da capacidade do processo
19. Plano de controle de produção
18. Trial run da produção

Plano de prazos
Mês 1 Mês 2 Mês 3Elementos1 Decisão de Fornecimento2 Requisitos de Input do Cliente3 FMEA de Projeto4 Revisão(ões) de Projeto5 Plano de Verificação de Projeto6 Status de APQP do Subcontratado7 Instalações, Ferramentas e Dispositivos8 Plano de Controle da Construção do Protótipo9 Construções de Protótipo10 Desenhos e Especificações11 Compromisso da Equipe com a Viabilidade12 Fluxograma do Processo de Manufatura13 FMEA de Processo14 Avaliação dos Sistemas de Medição15 Plano de Controle de Pré-Lançamento16 Instruções de Processo para o Operador17 Especificações de Embalagem18 Trial Run da Produção19 Plano de Controle da Produção20 Estudos Preliminares de Capabilidade do Proc.21 Teste de Validação da Produção22 Aprovação da Produção de Peças23 Envio das Peças com PSW no MRD
� Visa efetuar um acompanhamento do progresso do programa.� Ele tem como base as PND’s (datas necessárias do programa).

APQP - Relatório de status - Objetivos
� Padronizar o método, para reportar o status atual do produto/processo.
�Garantir que os fornecedores recebam os objetivos específicos, para ajudar a concluir o programa do veículo.
�Resumir a situação do programa para os 23 elementos.
�Facilitar a comunicação entre fornecedores e clientes.
�Definir papéis e responsabilidades para os elementos do APQP.

Relatório do APQP
Classificação dos elementos de foco Checklist
R (Red - Vermelho):
� Data antes do prazo => Elemento não cumprirá o prazo ou as expectativas de qualidade.
� Programa em risco => Necessidade de ação imediata da Gerência.
Y (Yellow - Amarelo):
� Data antes do prazo => Elemento poderá não cumprir o prazo ou as expectativas da qualidade.
� Plano alternativo => Necessidade de atenção da Gerência.
G (Green - Verde):
� Antes do prazo => O elemento cumprirá o prazo e as expectativas da qualidade.
� No prazo => Tudo está completo e satisfaz todas as expectativas da qualidade.

Projeto e desenvolvim.do produto
Planejamento e
definição do programa
Projeto e desenvolvimento do processo
Validação do produto e do processo
Produção
Levantamento de feedback e ações corretivas
Ciclo de melhoriacontínua
ConceitoInício/Aprovação
Aprovaçãodo programa Protótipo
Planejamentoe definição
do programa
Verificação doprojeto e
desenvolvimentodo produto
Verificação doprojeto e
desenvolvimentodo processo
Validação do
produto eprocesso
Feedback, avaliaçãoe ação corretiva
Piloto Lançamento
Fase 1: Planejamento e definição do programa

Requisitos de entrada para o planejamento e definição do programa
� Plano operacional / Estratégia de marketing.
� Conceitos do produto / processo.
� Dados de benchmarking do processo / produto.
� Estudos de confiabilidade do produto.
� Dados de entrada do cliente.
� A voz do consumidor: marketing; garantia histórica e informação da qualidade; experiência da equipe.
Fase 1: Planejamento e definição do programa
� Objetivos da Fase 1:
�Determinar as necessidades e expectativas do cliente, paraplanejar e definir um programa da qualidade.
�Entender, claramente, as necessidades e expectativas dosclientes.

Fluxo inicial do processo de APQP
Cliente solicita cotação
Cliente envia requisitos do projeto
Processo de análise crítica do contrato
Cliente recebe e aprova cotação
Alta administração do fornecedor define gerente do programa
Forma-se a equipe multifuncional para desenvolver o projeto
Equipe busca os inputs do projeto
Equipe desenvolve o PND e o relatório do status do APQP
Equipe desenvolve planejamento e os outputs do projeto
Decisão de fornecimento
Outputs do projeto�Metas do projeto�Metas de confiabilidade e qualidade�Lista preliminar de materiais�Fluxograma preliminar do processo�Lista preliminar de características especiais do processo e do produto�Plano assegurado do produto�Apoio gerencial�Avaliação de riscos dos sub-fornecedores
Inputs do cliente�A voz do cliente�Plano operacional / estratégia de marketing�Dados de benchmarking de processo/produto�Suposições sobre o processo/produto�Estudos de confiabilidade do produto�Dados de entrada do cliente

Entradas da Fase 1
� Voz do cliente
� Pesquisa de mercado (incluindo volume e prazo de lançamento doveículo da OEM)
� Histórico de garantia e informações da qualidade
� Experiência da equipe
� Plano de negócios / Estratégia de negócios
� Dados de benchmarking do produto/processo
� Suposições do produto/processo
� Estudos de confiabilidade do produto
� Entradas dos clientes

Saídas da Fase 1
� Essas saídas também representam as Entradaspara a Fase 2:
� 1 1.1 Metas de projeto
� 2 1.2 Metas da confiabilidade e qualidade
� 3 1.3 Lista de material preliminar
� 4 1.4 Fluxograma do processo preliminar
� 5 1.5 Lista preliminar de características especiais doproduto e processo
� 6 1.6 Plano para garantia do produto
� 7 1.7 Suporte gerencial
Números em vermelho representam as atividades
(43 no total)

Fase 2 - Projeto e desenvolvimento do produto
Projeto e desenvolvim.do produto
Planejamento e
definição do programa
Projeto e desenvolvimento do processo
Validação do produto e do processo
Produção
Levantamento de feedback e ações corretivas
Ciclo de melhoriacontínua
ConceitoInício/Aprovação
Aprovaçãodo programa Protótipo
Planejamento edefinição
do programa
Verificação doprojeto e
desenvolvimentodo produto
Verificação doprojeto e
desenvolvimentodo processo
Validação do
produto eprocesso
Feedback, avaliaçãoe ação corretiva
Piloto Lançamento

Fase 2: Projeto e desenvolvimento do produto
� Objetivos:� Considerar todos os fatores do projeto, ainda que sejam de propriedade do cliente.
� Construir um protótipo para verificar se o produto atende aos objetivos do cliente.
� Concluir o estudo de viabilidade do produto (especificações, prazos, custo, qualidade, etc).
� Saídas da Fase 2 (Entradas para a Fase 3)� 8 2.1 Análise dos modos de falha e seus efeitos - DFMEA
� 9 2.2 Projeto para fabricação e para montagem
� 10 2.3 Análise crítica do projeto
� 11 2.4 Verificação do projeto
� 12 2.5 Construção do protótipo - Plano de controle
� 13 2.6 Desenhos de engenharia (dados matemáticos)
� 14 2.7 Especificações de engenharia
� 15 2.8 Especificações de material
� 16 2.9 Alterações de desenho e de especificação
� 17 2.10 Requisitos de equipamento novo, de ferramental e de instalação
� 18 2.11 Características especiais do produto e do processo
� 19 2.12 Requisitos de equipamentos de ensaios e de dispositivos
� 20 2.13 Comprometimento da equipe de viabilidade, e suporte gerencial
FMEA de projeto (DFMEA) - Objetivos
� Ajudar a identificar modos de falhas potenciais do produto, na fase dedesenvolvimento.
� Aumentar a probabilidade de que todos os modos de falha potenciais e seus efeitos namontagem do conjunto sejam considerados.
� Ajudar a identificar possíveis problemas relacionados a itens de segurança do projetodo produto para que possam ser resolvidos ainda nesta etapa.
� Estabelecer prioridades para ações de melhoria de projeto.
� Documentar o raciocínio das mudanças de projeto, para direcionar o desenvolvimentode futuras alterações do produto.
� Fornecer informações para o planejamento de um programa de verificação do projetodo produto.
� Ajudar na avaliação dos requisitos e alternativas para o projeto.
� Ajudar a identificar características especiais em potencial.
Existe um Manual da TS, específico sobre FMEA.

Modelo de trabalho para o DFMEA
Tomaração
O que podeser feito?
� Modificações noprojeto
� Controles de projeto
Detectar
Quão eficiente é
este método?
Com que freqüência ela ocorre?
Qual é o efeito?
Qual é a causa (s)?
Inspecionar
O que podedar errado?�Função não realizada�Função parcial�Função intermitente�Função degradada�Função exagerada
Qual é afunção?
Como isto pode ser
detectado?
Qual a sua
gravidade?
Prevenir
Como isto podeser prevenido?

DFMEA – Passo a passo
FUNÇÃO
NPR = SEV x OCOR x DET
MODO DE FALHA
CAUSAS (OCO) EFEITOS (SEV)
CONTROLE PREVENTIVO
CONTROLE DETECTIVO
AÇÕES RECOMENDADASPARA
REDUÇÃO DO NPR

DFMEA – Formulário sugerido
FMEA Nr. ___________________
Número da peça: _____________________ Responsável pelo projeto: ____________________________________ Página __________ de ____________
Descrição: ______________________ Data FMEA (original): ________________________________________ Emitente _____________________
Sistema/Subsistema/Seção: ________ Data FMEA (revisâo): ________________________________________ Data emissão ___________________
Participantes do grupo: __________________________________________________________
Açõestomadas
FunçãoData efetiva
Resultado das ações
S e v
O c o r
D e t
N P R
O c o r
Plano de verificação de
prevenção
Modo de falhapotencial
Efeito potencialda falha
S e v e r
C l a s s
Responsabilidadepela ação
recomendada e data da conclusão
Modo de Falha Potencial e Análise de Efeitos(FMEA de Projeto)
Plano de verificação de
detecção
D e t e c
N P R
Açõespreventivas
recomendadas
ItemCausa(s) potencial /
Mecanismo(s) de falha

DFMEA – Colunas do formulário (Parte 1)
� Item / função: O item expressa as peças ou interfaces identificadas, e a funçãoexpressa “a atividade ou uso, para qual o item se destina”.
� Modo de falha potencial: É a forma pela qual o componente, sub-sistema ou sistema,deixa de atender os requisitos de projeto/expectativas do cliente, da coluna “Item”.
� Efeito potencial da falha: Descrição das conseqüências da falha, em termos derequisitos de uso, função ou situação do produto.
� Severidade: Estimativa da gravidade dos efeitos de falha (escala de 1 a 10).
� Classificação: Usada para delinear, prioritariamente, os modos de falhas e ascausas associadas; como resultado das análises, a equipe identificacaracterísticas especiais.
� Causa potencial / mecanismo de falha: É a razão pela qual ocorrerá o modo de falha,ou seja, é a indicação do ponto fraco do projeto.
� Ocorrência: É a estimativa de que uma causa / mecanismo específico, venha a ocorrer,resultando no modo de falha dentro da vida do projeto (escala de 1 a 10).

DFMEA – Colunas do formulário (Parte 2)
� Plano de verificação de prevenção e de detecção: São formas de controle previstas,que devem atuar, sobre o modo de falha e sobre as causas apontadas, assegurando aadequação do projeto, aos modos de falha ou aos mecanismos em consideração.
� Detecção: É a estimativa da probabilidade de se detectar a falha, baseando-se nasformas de controle detectivos existentes (escala de 1 a 10).
� NPR: Número de prioridade de risco, sendo calculado como o produto dos índices deSeveridade, Ocorrência e Detecção (NPR = SEV x OCOR x DETEC).
� Ações preventivas recomendadas: São as ações necessárias a serem tomadas,quando os índices de severidade ou ocorrência ou detecção são altos.
� Responsável pela ação e data da conclusão: Para cada ação recomendada, deveexistir um responsável direto e uma data estimada para conclusão dessa ação.
� Resultados da ação (ação tomada e data efetiva): Representam asobservações/análises dos resultados obtidos, com cada ação tomada, bem como a dataem que ela foi realmente efetivada.
� Severidade, Ocorrência, Detecção e NPR: Representam as novas estimativas obtidas,após a tomada de cada ação, bem como o cálculo do novo NPR.

Exemplo (Sistema de freio - 1 de 5)
� Item / função / requisito:
�Item: Sistema de freio a disco.
�Função: Parar o veículo, quando solicitado, em diferentes condições ambientais,tais como: molhado, seco, etc.
�Requisitos: Veículo deve parar, em asfalto seco, dentro da distância especificada,com X g’s de força, e, também, permitir o desimpedimento do movimento doveículo, quando o sistema não for solicitado (são 2 requisitos, neste caso).
� Modos de falha potencial:
�Para o 1º. requisito:
• O veículo não para (1º. modo);• O veículo para, excedendo a distância especificada (2º. modo);
• O veículo para, com mais de X g´s de força (3º. modo). Assim: 3 modos defalha, quanto ao 1º. requisito.
�Para o 2º. requisito:
• Sistema fica ativado, quando não houver solicitação (1º. modo);
• O movimento do veículo é parcialmente impedido (2º. modo);
• Ativado, quando não solicitado (3º. modo);• O veículo não pode se mover (4º. modo). Assim, 4 modos de falha, quanto ao
2º. requisito.

Exemplo (Sistema de freio - 2 de 5)
� Efeito potencial da falha:�Para o 1º. modo: Controle do veículo danificado; não atendimento ao requisito legal
(2 efeitos);
�Para o 2º. modo: Controle do veículo danificado; não atendimento ao requisito legal(2 efeitos);
�Para o 3º. modo: Não atendimento ao requisito legal (1 efeito);
�Para o 4º. modo: Redução da vida do pedal; diminuição do controle do veículo (2efeitos); Etc.
� Severidade (exemplos, de acordo com tabela do Manual do FMEA):�Nota 9: Modo de falha potencial afeta a segurança na operação do veículo e/ou
envolve não-conformidade com a legislação governamental, com aviso prévio;
� Nota 7: Degradação da função primária (veículo operante, mas com nível dedesempenho reduzido); Etc.
� Classificação (exemplos):
�Característica crítica/segurança, sempre que a severidade for 9 ou 10 (YC, ∇∇∇∇);�Característica significativa, sempre que a severidade for de 5 a 8, com ocorrência
maior ou igual a 4 (YS, S); Etc.

Exemplo (Sistema de freio - 3 de 5)
� Causa potencial / mecanismo de falha:
�Para o 1º. modo, do 1º. requisito, em que o mecanismo de falha pode ser: Não hátransferência de força, do pedal para as pastilhas.
• Quebra da ligação mecânica do freio, devido à proteção corrosiva inadequada(1ª. causa);
• Cilindro principal de vácuo fechado, devido ao projeto do selo (2ª. causa); etc.
�Para o 2º. modo, do 1º. requisito, em que o mecanismo pode ser: Transferênciareduzida de força, do pedal para as pastilhas:
• As juntas mecânicas de ligação estão duras, devido à especificaçãoinadequada do lubrificante (1ª. causa); etc.
� Ocorrência (exemplos, de acordo com a tabela do Manual do FMEA):
�Nota 9: A falha é inevitável com o novo projeto, aplicação ou modificação, nascondições de operação, ciclo obrigatório (alta probabilidade de falha, 50incidentes/1000 veículos);
�Nota 7: A falha é incerta com o novo projeto, aplicação ou modificação, nascondições de operação, ciclo obrigatório (alta probabilidade de falha, 10incidentes/1000 veículos);
�Nota 4: Falhas isoladas associadas com projetos similares, ou em simulação eensaio do projeto (moderada probabilidade de falha, 0,1 incidentes/1000).

Exemplo (Sistema de freio - 4 de 5)
� Plano de verificação de prevenção e de detecção:
�Controle detectivo (exemplos): DOE (delineamento de experimentos), incluindoensaios de confiabilidade; dispositivos usando peças similares;
�Controle preventivo (exemplos): Estudos de benchmarking; dispositivos à prova deerro.
� Detecção (exemplos, de acordo com tabela do Manual do FMEA):
�Nota 10: Detecção quase impossível; nenhuma oportunidade de detecção; nenhumcontrole atual de projeto. Não se pode detectar, ou não é analisado;
�Nota 7: Detecção “post” projeto congelado, e antes do lançamento; A verificação /validação do produto, depois do projeto congelado, e antes do lançamento, comensaios de falhas (ensaios no sub-sistema ou sistema, até a falha ocorrer, ensaiosde interações de sistemas, etc); probabilidade de detecção muito baixa.
� NPR (exemplos):
�Item A: Sev = 8, Ocor = 2, Detec = 5, então NPR = 90;
�Item B: Sev = 7, Ocor = 4, Detec = 4, então NPR = 112.
�Obs.: Se só o NPR for levado em consideração, o Item B seria o escolhido. Noentanto, o Manual recomenda que alta nota de severidade deve ter prioridade.

Exemplo (Sistema de freio - 5 de 5)
� Ações preventivas recomendadas (exemplos):
�Índice de severidade alto: Somente alterações de projeto, fazendo com quedesapareça o modo de falha;
�Índice de ocorrência alto: Adicionar redundâncias e revisão da especificação domaterial;
�Índice de detecção alto: DOE (Delineamento de experimentos).
� Responsável pela ação e data da conclusão:
�Engenharia de produto, para alterar projeto; data estimada: 15/06/09;
�Engenharia de manufatura, para executar ensaios de confiabilidade; data estimada:20/08/09.
� Resultados da ação (resultados das tomadas das ações, nas datas efetivas):
�Envolve monitoramento e follow up, das ações recomendadas, até a dataestimada.
� Severidade, Ocorrência, Detecção e NPR:
�Envolve recálculos dos índices de severidade, ocorrência e detecção, após asações estarem implantadas, seguidos do cálculo do novo NPR (espera-se quetenha diminuído).

DFMEA – Características especiais em potencial e Análise crítica do projeto
SignificativaSeveridade = 5 – 8
Ocorrência ≥ 4YS
Características especiais em potencialSugestão: Handbook da Ford
CríticaSeveridade = 9 ou 10
Ocorrência = QualquerYC
� Acompanhamento do progresso de verificação do projeto.� DVP&R (Plano e relatório de verificação do projeto).
Freqüência?
DFM & DFA

Plano de verificação do projeto (DVP)
É a ferramenta usada na análise crítica e verificação do projeto
Tipos de testes e ensaios:
�Testes de desenvolvimento de engenharia (ED):�Análise do desenho e requisitos;�Identificação de problemas potenciais;�Condução do processo interativo de teste: análise –conserto – reteste.
�Amostras de verificação de projeto (DV):�Demonstram que o produto satisfaz requisitos ambientais, funcionais, de confiabilidade e durabilidade.
�Ensaios de validação da produção (PV).
�Ensaios de conformidade contínua (CC).
Plano de testes e ensaios
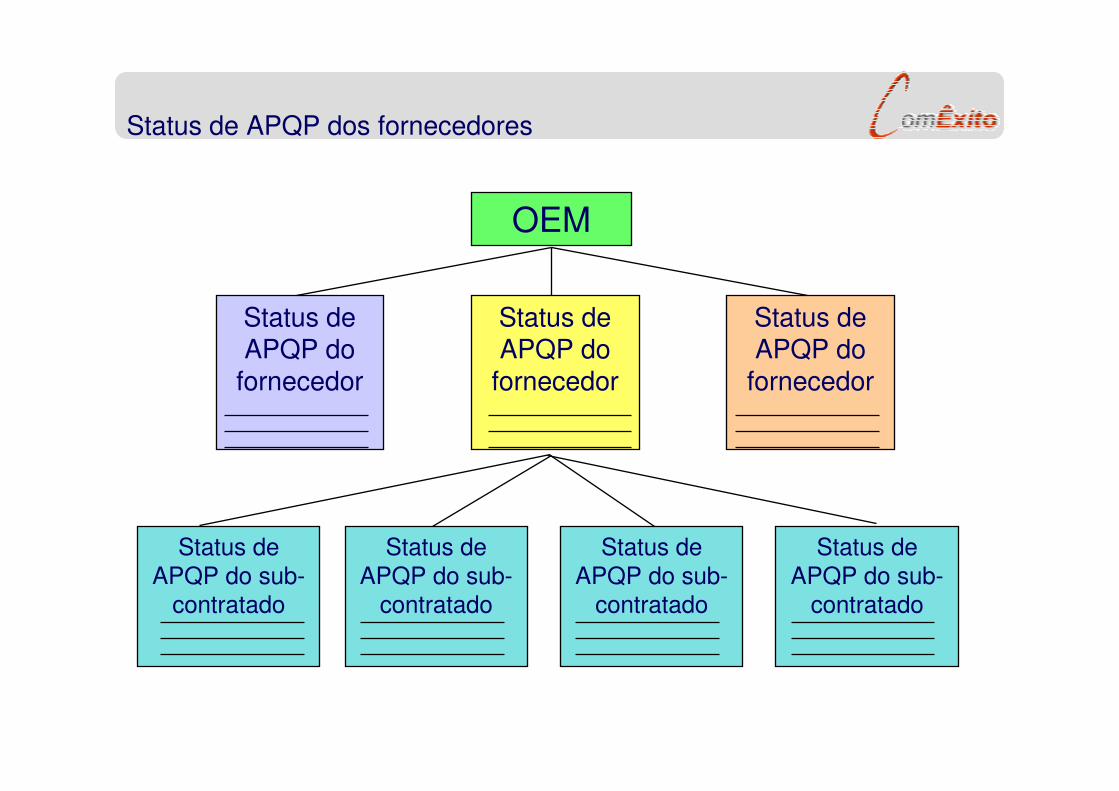
Status de APQP dos fornecedores
OEM
Status de APQP do
fornecedor
Status de APQP do
fornecedor
Status de APQP do
fornecedor
Status de APQP do sub-
contratado
Status de APQP do sub-
contratado
Status de APQP do sub-
contratado
Status de APQP do sub-
contratado

Requisitos de novas instalações, ferramentas e dispositivos
Trial run(lançamento)
Máquinas

Plano de controle do protótipo
Objetivos:� Formalizar o sistema para controle de produtos e processos.
� Definir métodos para minimizar a variação do processo/produto.
� Conter características críticas e significativas do processo/produto, no mínimo.
FMEA Plano de Controle
Documentos vivos
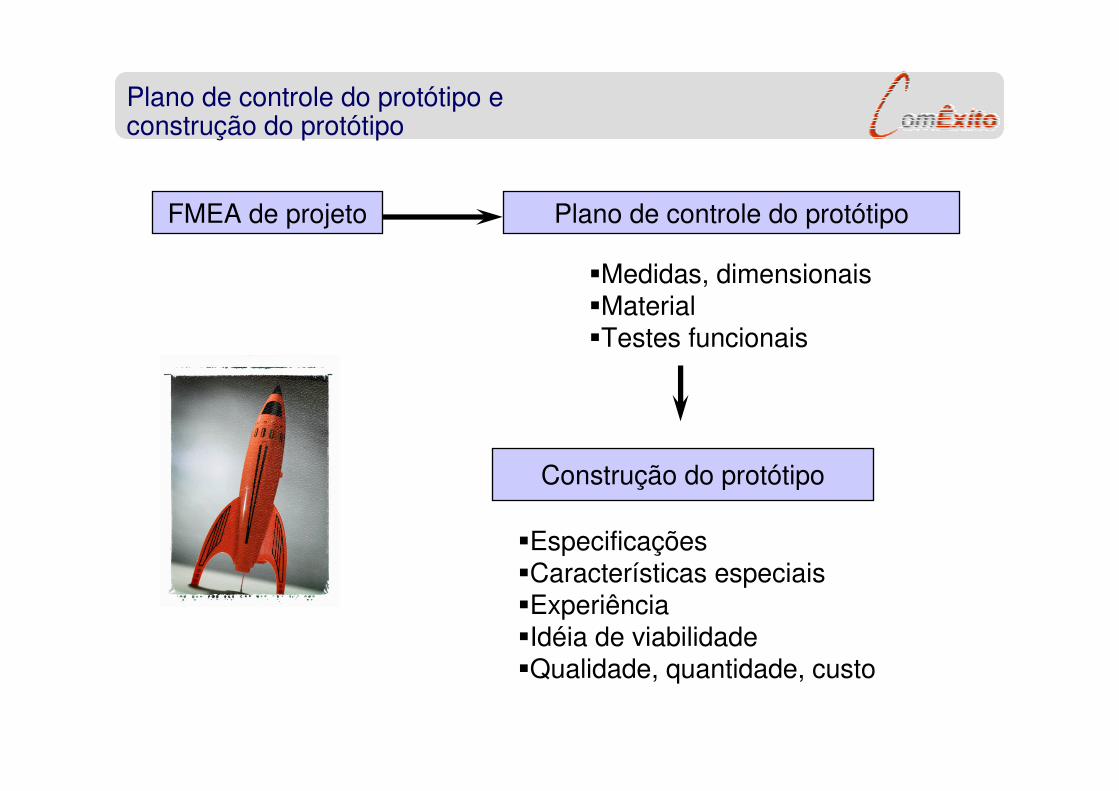
Plano de controle do protótipo econstrução do protótipo
FMEA de projeto Plano de controle do protótipo
�Medidas, dimensionais�Material�Testes funcionais
Construção do protótipo
�Especificações�Características especiais�Experiência�Idéia de viabilidade�Qualidade, quantidade, custo

Projetos e especificações de engenharia
� Especificações de engenharia� Especificações do material
� Alterações de especificações e projeto
Os projetos dos clientes não eliminam a responsabilidade daequipe de planejamento, de revisar os projetos de engenharia
da seguinte maneira:
� Os projetos de engenharia, entregues pelos clientes, podem incluir características especiais.
� Os projetos desenvolvidos pelo fornecedor, devem ser avaliados, levando em conta características especiais em potencial.
� Os projetos devem ser revisados, para determinar se todas as informações estão presentes.
�As dimensões devem ser revisadas, para garantir a compatibilidade com o processo e com padrões de medição.

Comprometimento da equipe com a viabilidade (“Feasibility”)
Decisão de fornecimento / cotação
Final do desenvolvimento do projeto (com base em informações mais detalhadas)
“O projeto proposto poderá ser fabricado, montado e entregue, na quantidade suficiente, a um custo aceitável para o cliente, dentro do
prazo.”
A propriedade do projeto do cliente não elimina a obrigação do fornecedor de avaliar a
viabilidade do mesmo.

Comprometimento da equipe com a viabilidade (“Feasibility”)
Sim Não Consideração
O produto está adequadamente definido (requisitos de aplicação, etc), para permitir uma análise de viabilidade?
As especificações de desempenho de engenharia podem ser atendidas por escrito?
O produto pode ser fabricado, com as tolerâncias especificadas no desenho?
Há uma capacidade adequada, para se produzir o produto?
O projeto permite o uso de técnicas eficientes, de manuseio de material?
O produto pode ser fabricado, sem que ocorram itens incomuns:
• Custos para investimento em equipamento?
• Custos para ferramental?
• Métodos alternativos de fabricação?
O controle estatístico de processo é exigido para o produto?
O controle estatístico de processo é usado atualmente, para produtos similares?
Onde o controle estatístico de processo é usado, em produtos similares:
• Os processos estão estáveis e sob controle?
• A capacidade do processo atende aos requisitos do cliente?

Fim do Módulo 2





























