Embed Size (px)
Citation preview

BÁRBARA CLARA BAPTISTA BITENCOURT
Monitoramento e Controle de Estufas
Hidropônicas
Professor Orientador: Dr. Galdenoro Botura Jr.
SOROCABA - SP
2013

BÁRBARA CLARA BAPTISTA BITENCOURT
MONITORAMENTO E CONTROLE DE ESTUFAS
HIDROPÔNICAS
Trabalho de Graduação apresentado à
Universidade Estadual Paulista “Júlio de
Mesquita Filho” para obtenção do grau de
Engenheira de Controle e Automação
Orientador: Prof.Dr.Galdenoro Botura Jr.
SOROCABA – SP
2013

DEDICATÓRIA
Aos meus pais, irmãos e familiares por todo investimento, amor e por
acreditarem nos meus objetivos. Ao Leandro pela paciência e apoio
durante toda a graduação.

AGRADECIMENTOS
A Deus pelo dom da vida, por me dar saúde e sempre me guiar no caminho do bem.
Aos meus pais, Jairo e Jucinéia, por toda dedicação em me proporcionar a melhor
educação, estrutura e me apoiar em todas as minhas decisões, buscando sempre a minha
felicidade.
Aos meus irmãos Rodrigo, Cassius e Francisco por estarem sempre ao meu lado e pelos
bons conselhos sempre que precisei.
Aos meus sobrinhos Felipe, Rafael e Leonardo que me incentivaram, mesmo que
inconscientemente, a ser sempre melhor e ser exemplo em suas vidas.
Ao Leandro, por todo amor, dedicação e paciência em todo o período de minha
graduação.
À Vanessa, pela amizade e amor visível em suas atitudes.
Aos restantes dos familiares e amigos não citados, mas que se fazem presentes em
minha vida.
Ao Professor Galdenoro Botura Junior, por todo apoio acadêmico e dedicação de seu
tempo ao orientar-me.
Ao Sérgio Pereira e ao Professor Hildo Guillardi Júnior pela atenção dedicada e ajuda
nas questões técnicas do projeto.
À Sra.Monica Dafferner, pelas informações fornecidas.

RESUMO
Este projeto tem como objetivo desenvolver um protótipo de um sistema de
monitoramento e controle de importantes variáveis envolvidas no o cultivo por
hidroponia, como iluminação, temperatura, umidade, vazão da água e seus nutrientes e
controle da entrada de agentes externos ao sistema visando melhores condições de
cultivo e proporcionando a produção de hortaliças fora de seu período normal de
crescimento de maneira adequada e com o menor custo possível. Tais parâmetros são
controlados via o acionamento de mecanismos de iluminação artificial, ventilação
forçada, além de técnicas de irrigação e aspersão de água. Um sistema supervisório e de
aquisição de dados foi desenvolvido utilizando o Software LabView, que adquire em
tempo real o estado das variáveis através de sensores inseridos na estufa os quais
enviam seus sinais elétricos para a placa de aquisição de dados. Através de uma
interface homem-máquina é possível ter acesso à análise e ao acionamento automático
dos mecanismos correspondentes a cada variável, sem a necessidade de uma pessoa
monitorá-las e ter de exercer o controle manualmente e periodicamente. O
processamento das informações recebidas da placa ocorre através dos modelos
desenvolvidos especialmente para isto, por meio de um programa de instrumentação
virtual. A manipulação das variáveis de entrada e determinação das variáveis de saída se
dão através de Inteligência Artificial com o uso da Lógica Fuzzy para que permaneçam
sempre próximas dos valores ideais. Apesar de o sistema visar o controle automático,
caso se faça necessário, ele pode ser controlado manualmente pelo usuário. O sistema
possibilitará que o usuário tenha um controle mais eficaz de toda a estufa de maneira
simples e objetiva.
PALAVRAS-CHAVE: Estufa. Controle. Sensor. Atuador.

ASTRACT
This project intends to develop a monitoring and control system prototype of important
variables in an ideal hydroponic culture, as lighting, temperature, humidity, water flow
and its nutrients and to control the entry of external agents in the system, looking for
better conditions in the culture and providing a culture of vegetables out of its regular
growth period with the lowest cost as possible. These parameters are controlled by the
activation of arrangements of artificial lighting, forced ventilation, besides watering
techniques and water spray. A system for supervision and data acquisition was
developed using the Software LabView, which acquires in real time the status of the
variables by using sensors inserted into the greenhouse which send their electrical sign
to the data acquisition board. Through a Human-Machine interface is possible to access
the analysis and the automatic activation of mechanisms corresponding to each variable,
without the necessity of a person monitoring the variables manually and regularly. The
information processing received from the board occurs by models, developed specially
for this, using a program of Virtual Instrumentation. The variables manipulation of the
input and the determination of output variables are made by Artificial Intelligence with
Fuzzy Logical to maintain the ideal values. In spite of the system purpose to an
automatic control, if necessary, it can be controlled manually by the user. The system
provides for the user a more effective control of all the internal greenhouse system in a
simpler and objective way.
KEY-WORDS: Greenhouse. Control.Sensor.Actuator.

SUMÁRIO
1 APRESENTAÇÃO .............................................................................................................. 1
2 INTRODUÇÃO ................................................................................................................... 3
2.1 PROPOSTA ...................................................................................................................... 4
2.2 JUSTIFICATIVA .............................................................................................................. 4
2.3 ESPECIFICAÇÃO ............................................................................................................ 5
2.3.1 Sensor de Temperatura LM35 ................................................................................... 7
2.3.2 Sensor de Umidade HS -1100/1101 ............................................................................ 8
2.3.3 Fotoresistor LDR ......................................................................................................... 9
2.3.4 Placa de Aquisição NI USB-6009 ............................................................................. 10
2.3.5 Ventoinha ................................................................................................................... 11
2.3.6 Sistema Controlador de Vazão ................................................................................. 11
3 CONCEITOS UTILIZADOS NO PROJETO ................................................................ 14
3.1 ESTUFA HIDROPONICA ............................................................................................. 14
3.2 LÓGICA DIFUSA OU LÓGICA FUZZY ...................................................................... 15
3.3 SISTEMA DE AQUISIÇÃO DE DADOS ..................................................................... 22
4 PROJETO DO CONTROLADOR .................................................................................. 24
4.1 METODOLOGIA ........................................................................................................... 24
4.2 DESENVOLVIMENTO DA INTERFACE GRÁFICA HOMEM-MÁQUINA ............ 26
4.3 ELABORAÇÃO DA PROGRAMAÇÃO FUZZY ......................................................... 27
4.4 CIRCUITO DRIVER PWM ............................................................................................ 28
4.5 CONTROLE DE LUMINOSIDADE .............................................................................. 29
4.6 CONTROLE DE TEMPERATURA E UMIDADE ....................................................... 31
4.7 CONTROLE DE NÍVEL DE VAZÃO DA SOLUÇÃO ................................................ 35
4.8 ESPECIFICAÇÃO DAS PORTAS DA PLACA USB-6009 .......................................... 39
4.9 BLOCO DE AQUISIÇÃO DAQ ASSISTANT EXPRESS VI ....................................... 41
5 DISCUSSÃO DE RESULTADOS E CONCLUSÃO .................................................... 42
5.1 CONTROLE DE LUMINOSIDADE .............................................................................. 47
5.2 CONTROLE DE TEMPERATURA E UMIDADE ....................................................... 50
5.3 CONTROLE DE VAZÃO DA BOMDA D’ÁGUA ....................................................... 52
5.4 CIRCUITO PWM ........................................................................................................... 57
5.5 INTERFERÊNCIAS NO DRIVER DE POTÊNCIA ...................................................... 59

5.6 LIMITAÇÕES DA PLACA USB-6009 .......................................................................... 59
5.7 PROPOSTAS DE TRABALHOS ........................................................................................ 60

1
1 APRESENTAÇÃO
O cultivo em áreas cobertas e fechadas vem sendo cada vez mais aplicado em
relação às plantações em áreas abertas. Isso se dá devido ao fato de que, em áreas não
protegidas, as plantações estão sujeitas às constantes mudanças climáticas que podem
prejudicar em grande escala os produtos cultivados tornando maior o tempo de cultivo.
Com isso, o objetivo de se utilizar estufas em cultivos é controlar uma série de
fatores ambientais que contribuem para o bom cultivo nestas estufas, além de tentar
organizar da melhor maneira possível uma determinada plantação num menor espaço
com relação às culturas abertas. Pode-se também ter maior controle sobre as pragas e
doenças caso o cultivo e seu controle sejam feitos adequadamente, além de se ter uma
visível economia de energia gasta em todo o sistema.
Este projeto tem como objetivo desenvolver um protótipo de sistema de
monitoramento e controle das variáveis envolvidas no cultivo por hidroponia através de
Inteligência Artificial com Lógica Fuzzy. As variáveis escolhidas a serem controladas
são: temperatura interna na estufa, umidade do ar, iluminação e nível de água dos canais
de cultivo. Adicionalmente, aplica-se apenas virtualmente a simulação de detecção de
presença de seres externos ao sistema e o controle de abertura e fechamento de portas
através da inserção de senha.
Desenvolve-se, também, a interface gráfica do usuário com o sistema de
monitoramento bem como a aplicação da Lógica Fuzzy utilizando o Software LabView.
Os sinais aquisitados na estufa serão enviados à placa de aquisição de dados USB-6009
da National Instruments e processados no programa LabView para a realização do
controle.
Após a análise e processamento dos dados, os sinais de controle são enviados
novamente à placa USB-6009, a qual disponibiliza estes sinais analógicos/digitais, aos
atuadores do sistema, efetuando assim o controle efetivo das principais variáveis no
cultivo por hidroponia. Neste caso, os atuadores são ventoinha para simular os
ventiladores, abertura e fechamento de válvulas de controle de vazão e lâmpadas.
Todo o projeto se baseou no cultivo de hortaliças simples, as quais não requerem
ambientes especiais e seu cultivo já pode ser encontrado em cidades da região de
Sorocaba, como alface, espinafre, rucula, etc.

2
Após o desenvolvimento do projeto, obteve-se um controlador inteligente para
estufas hidropônicas, o qual controla automaticamente e de maneira objetiva todo o
ambiente através da Lógica Fuzzy, propiciando condições adequadas para o cultivo por
hidroponia. Este controlador, proporciona uma considerável redução nos gastos
excessivos em energia elétrica, perda e gasto exagerado de água e nutrientes além da
redução da necessidade de mão-de-obra presente o dia todo no ambiente.

3
2 INTRODUÇÃO
A exigência do mercado consumidor por produtos de maior qualidade,
durabilidade, melhor aspecto e baixo custo teve como conseqüência a exigência de
aplicações de novas tecnologias por seus produtores e melhorias do cultivo através de
estufas.
A automação em cultivos de hortaliças é um grande avanço e está cada vez mais
difusa em cultivos de grande e médio porte. Os produtores atuais buscam a automação e
seus avanços a fim de obter produtos de alta qualidade, com baixo custo e maior lucro,
reduzindo assim seus gastos e perdas. A redução de custo a longo prazo e a necessidade
reduzida de mão de obra também é um grande atrativo desta nova tecnologia.
Uma das tecnologias utilizadas é o cultivo através da hidroponia.
Segundo Costa, s.d., a hidroponia, que é um meio de cultivo protegido e
fechado,vem sendo cada vez mais utilizada como meio de cultivo de hortaliças, para
que as mesmas recebam por meio de solução aquosa todos os nutrientes indispensáveis
ao seu crescimento.
Conforme entrevista feita com a especialista Mônica Dafferner, proprietária de
estufas hidropônicas na cidade de Araçoiaba da Serra – SP, o cultivo por hidroponia
vem sendo cada vez mais difundido pelo mundo, porém no Brasil ainda há uma certa
relutância por parte dos consumidores, devido ao fato de os produtos cultivados por
hidroponia serem de custo maior do que os cultivados em terra. Com isso, é necessária a
conscientização da população para a importância nutricional das hortaliças cultivadas
por meio da hidroponia, pois este tipo de cultivo é livre de agrotóxico e de pragas
existentes em cultivos tradicionais.

4
2.1 PROPOSTA
A proposta deste projeto é desenvolver um sistema de monitoramento e controle
das variáveis que atuam diretamente no cultivo de hortaliças em estufas hidropônicas.
Este controle deverá ocorrer através da aquisição em tempo real do estado das
variáveis controladas do sistema pelo uso de sensores, de suas análises e processamento
de seus valores através da Lógica Fuzzy contida no Software LabView, o qual também
conterá a interface gráfica do usuário com o sistema. Por fim, os sinais de controle
deverão ser enviados aos atuadores do sistema em questão, buscando de forma eficaz e
relativamente simples controlar e manter as melhores condições possíveis de cultivo em
ambiente interno de uma estufa hidropônica.
2.2 JUSTIFICATIVA
Segundo Fritzen (2007) a hidroponia é importante para diminuir a utilização do
solo para o cultivo de hortaliças e conseqüentemente a degradação do mesmo, pois ela
somente utiliza uma solução aquosa com os nutrientes necessários para as hortaliças.
Com isso não há a necessidade de utilização de agrotóxicos, pois a presença de pragas é
praticamente nula. Assim, a hidroponia vem crescendo por todo o mundo.
Conforme explica Mônica Darfferner, o cultivo por hidroponia ainda é pouco
conhecido pelos brasileiros. As pessoas ainda preferem pagar mais barato por produtos
com agrotóxicos e contaminados a pagar um preço maior por produtos saudáveis, livres
de agrotóxicos e que tem duração maior antes do consumo. Os investimentos neste tipo
de cultivo ainda são mais caros, porém o custo benefício é consideravelmente maior.
Esta especialista ressalta que o cultivo por hidroponia é mais simples e mais limpo
do que o cultivo em terra, fornecendo produtos mais saudáveis e duradouros. As estufas
hidropônicas, assim como as estufas tradicionais, devem ser diariamente monitoradas
para que a temperatura interna não seja alta o suficiente para danificar as plantas ou
baixa o suficiente para impedir a sua germinação. A concentração de nutrientes na
solução aquosa também deve ser monitorada para que a planta não receba mais sais do
que o necessário ou não receba nutrientes suficientes para seu desenvolvimento. Do
mesmo modo, o volume da solução aquosa nos canais e a velocidade em que esta

5
solução é fornecida aos canais deve ser controlada para que não danifique as raízes das
hortaliças cultivadas.
Segundo Pinto,et.al., o investimento no emprego de novas tecnologias como
automação e controle de variáveis deste sistema para aumentar a qualidade dos produtos
bem como o gasto com mão de obra, se torna cada vez mais necessário devido ao
aumento do nível de exigência vindo dos consumidores de hortaliças.
Por outro lado, a ciência também vem ao longo dos anos se voltando para a
criação de máquinas capazes de “pensar” como um humano, tomando decisões e
atuando de maneira cada vez mais próximas ao homem. Isto é a chamada Inteligência
Artificial, a qual reúne muitos ramos da ciência e exige que a máquina desenvolvida
tenha conhecimento em diversas áreas para que se aproxime o melhor possível da
perfeição. Porém para a aplicação da Inteligência Artificial, também é necessária uma
programação destas máquinas, e uma delas é a Lógica Fuzzy ou Lógica Difusa.
A necessidade de novas tecnologias aplicadas ao cultivo de hidroponia fazendo
com que as tomadas de decisão de controle sejam próximas ao conhecimento humano e
o constante crescimento e aplicação de Lógica Fuzzy em programação de sistemas de
monitoramento e controle por Inteligência Artificial, foram cruciais para a escolha do
desenvolvimento deste projeto.
2.3 ESPECIFICAÇÃO
O sistema de controle que será desenvolvido é composto basicamente por
sensores, placa de aquisição de dados, computador e atuadores, conforme mostra o
diagrama de blocos da Figura 1.
Figura 1 – Diagrama de blocos do sistema

6
Como pode ser observado pelo fluxo indicado, os sensores, localizados no sistema
físico da estufa, enviam os sinais elétricos que representam o estado das variáveis
medidas à placa de aquisição de dados. Esta por sua vez, converte estes sinais elétricos
em sinais digitais e os envia para o computador, o qual, através do software LabView
processa estes sinais e,através da Lógica Fuzzy, envia os sinais de controle novamente à
placa de aquisição para convertê-los em sinais elétricos que serão disponibilizados ao
sistema.
As variáveis a serem controladas no sistema de cultivo por hidroponia apontadas
neste projeto são:
1. Temperatura
2. Umidade
3. Iluminação
4. Volume nos canais d’água
Adicionalmente, desenvolve-se, via interface gráfica, a simulação da detecção de
presença de agentes externos ao sistema, onde através da solicitação de entrada de uma
chave de segurança indica a abertura da porta presente na estufa. Caso contrário um
alarme é acionado, indicado por uma luz vermelha na interface gráfica.
Toda programação elaborada para o controle de um sistema em Lógica Fuzzy se
baseia em seu estado ótimo e não em um set-point, ou seja, em um estado considerado
ideal dentro de um range de valores, não em um único valor determinado previamente
ou inicializado pelo usuário.
Os controles de temperatura e umidade estão diretamente relacionados, pois a
umidade relativa do ar pode ser alterada com o aumento de temperatura do ambiente.
Os valores de umidade relativa do ar no interior do ambiente protegido são
muito variáveis, e estão intimamente relacionados à temperatura, numa mesma relação
inversa entre ambos. Durante o dia com o aumento da temperatura a umidade relativa
diminui no interior do ambiente, já durante a noite a umidade relativa aumenta,
chegando até 100%. [Shuck et al, s.d.]
“[...]temperaturas muito acima ou abaixo das faixas limites causam danos à
planta, bem como uma diminuição na absorção dos nutrientes e,
conseqüentemente, uma menor produção, com produtos de baixa qualidade,
que serão vendidos, provavelmente, a preços mais baixos.” [Costa, s.d.]

7
A faixa de temperatura em que o sistema é capaz de controlar está entre 0 e 50°C,
valores diferentes a estes poderão gerar comportamento não previsto para o sistema.A
umidade do ar medida estará entre 0 e 100%, valores comumente utilizados em sistemas
de controle meteorológicos.
Em ambientes como estufas é muito difícil controlar o sistema para que ele se
mantenha em um determinado valor de temperatura e umidade; ela sempre irá oscilar
durante o tempo. Escolhe-se, neste caso, o estado ótimo da temperatura com valores
entre 20° e 30°C e da umidade entre 40 e 60%, considerados aceitáveis para um bom
cultivo por hidroponia.
A iluminação medida dentro da estufa é fornecida também em porcentagem, ou
seja, possui uma variação de 0 a 100% sempre buscando seu valor máximo.
Já a altura do nível de água, que representa a solução aquosa utilizada nos cultivos
hidropônicos, presente no pequeno reservatório atinge seu valor máximo a 6,50cm. O
controle foi totalmente programado para manter este nível em seu estado ótimo entre
40% a 60% do nível total, ou seja, entre 2,6cm a 3,9cm
Para a medição das variáveis de iluminação, temperatura, umidade e nível nos
canais, utilizar-se, no desenvolvimento do projeto, os sensores descritos a seguir.
2.3.1 Sensor de Temperatura LM35
Fabricado pela National Semiconductor, o sensor LM35(Figura 2) é um sensor de
temperatura que, ao receber uma tensão de entrada de 4 a 20V, fornece uma tensão de
saída relativa à temperatura do ambiente em que se encontra. Com isso, sua saída
apresenta um sinal de 10mV para cada Grau Celsius de temperatura. Além disso o
sensor tem um custo bem reduzido, podendo ser encontrado no mercado com o valor de
R$2,30. Ele é de fácil utilização pois não se faz necessário o uso de trimming,
calibração ou ajustes tornando a leitura de temperatura relativamente fácil. (Fonte:
WEBTRONICO, 2013).
Figura 2 – Sensor LM35. Fonte: WEBTRONICO

8
O LM35 possui uma precisão de 0,5°C (a 25 °C), faixa de operação de -55°C até
150 ° C além de ser apropriado para aplicações remotas. Dentre as várias aplicações do
LM35 pode-se destacar em Auto-claves, Estufas e Esterilizadores; Equipamentos
Médicos e Hospitalares; Maquinas Industriais; proteção térmica de estabilizadores;
dentre outros. (Fonte: ADD THERM)
2.3.2 Sensor de Umidade HS -1100/1101
Os Sensores de Umidade relativa HS1100 e HS1101 são fabricados pela Humirel.
A diferença entre estes dois sensores está na abertura que ambos possuem. Enquanto
que o HS1100 possui abertura em seu topo, o HS1101 possui abertura em sua lateral,
como pode ser visto na Figura 3 a seguir.
Figura 3 – Sensores de umidade HS1100 e HS1100. Fonte: SABER ELETRONICA
Sua tensão de alimentação máxima é de 10 V. São de simples manuseio, estáveis
e não necessitam de calibração para seu funcionamento. Pode-se encontrá-los em alta
escala na automação de escritório, aparelhos domésticos e sistemas de controle de
processo industrial. Seu funcionamento é simples e é dado por variações na tensão de
seus terminais de acordo com a variação da umidade relativa, que se dá entre 1% a 99%.
(Fonte: HUMIREL)
A Figura 4, mostra a variação de sua capacitância (pF) com relação à Umidade
Relativa medida(%). Outras especificações técnicas podem ser encontradas em seu
datasheet disponível no site da HUMIREL.

9
Figura 4 – Curva de resposta do HS1100/HS1101 com a umidade. Fonte: HUMIREL
Já a Tabela 1 traz a variação da tensão no sensor em função da Umidade relativa
medida.
Tabela 1 – Variação da tensão no HS1100 conforme variação na umidade
Umidade
relativa (%) 0 10 20 30 40 50 60 70 80 90 100
Tensão (V) - 1.41 1.65 1.89 2.12 2.36 2.60 2.83 3.07 3.31 3.55
2.3.3 Fotoresistor LDR
O controle da iluminação escolhido para o sistema é feito através de um sensor
Fotoresistor denominado LDR, indicado na Figura 5 abaixo. Ele possui vida útil elevada
e um ótimo tempo de resposta. Seu custo é de aproximadamente R$3,50 ,
Figura 5 – Fotoresistor LDR. Fonte:TONI ELETRONICA 1

10
O LDR é um sensor resistivo pois se comporta como um resistor conforme há
variação de luz incidente nele. É composto pelo semicondutor Sulfeto de Cádmio que se
encontra em sua superfície como um traçado onduloso. (Fonte: WITKOVSKI)
Witcovaki menciona que esse material tem a propriedade de diminuir sua
resistência à passagem da corrente elétrica conforme a intensidade de radiação
eletromagnética do espectro visível que incide sobre ele .
Ainda segundo o autor, o LDR é comumente aplicado na iluminação pública e em
câmeras que medem o nível de luz no ambiente.
2.3.4 Placa de Aquisição NI USB-6009
Para a aquisição dos sinais adquiridos do sistema através dos sensores e envio
destes dados ao computador e, conseqüentemente, ao LabView, bem como o caminho
inverso, ou seja, o envio dos sinais vindos do software aos atuadores, utiliza-se a placa
de aquisição de dados NI USB-6009, fabricada pela National Instruments.
Trata-se de um dispositivo com conectividade Plug-and-play, de pequena
dimensão e baixo custo, simples suficiente para aquisições rápidas de dados, mas
versáteis o suficiente para aplicações em medições mais complexas. Utilizada em
aquisição de dados para aplicações desde registro de dados, medições portáteis ou
experimentos na área acadêmica. Com isso, ela pode ser utilizada tanto por estudantes
ou em aplicações mais sofisticadas. A medição é feita através de tensões do sistema.
(Fonte: NATIONAL INSTRUMENTS)
Ela possui 8 entradas analógicas (14-bit, 48 kS/s), 2 saídas analógicas (12-bit, 150
S/s), 12 I/O digitais e um contador de 32-bits.A tensão máxima em suas entradas
analógicas é de 10V com precisão entre 37.5mV a 138mV. Já a tensão máxima em suas
duas saídas analógicas é de 5V. (Fonte: NATIONAL INSTRUMENTS)
Escolheu-se esta placa por ela ser compatível com o software LabView além de
outros programas como LabWindows/CVI e Measurement Studio for Visual
Studio.NET.
Para utilizá-la foi necessária a instalação do driver NI-DAQmx para que haja a
compatibilidade e a interface entre o computador e o sistema monitorado.

11
No caso de medições mais precisas, amostragem em tempos mais curtos ou
aplicações muito mais avançadas, aconselha-se utilizar as placas de alta performance NI
USB-6210 e USB-6211. (Fonte: NATIONAL INSTRUMENTS).
O site da National Instruments possui todo o tipo de suporte para problemas
utilizando as placas de aquisição, bem como a minimização das falhas na leitura e
geração de sinais.
A placa de aquisição de dados, segundo consta no site da National Instruments
tem um custo de aproximadamente $385,00 incluindo os acessórios necessários para sua
instalação.
2.3.5 Ventoinha
O atuador utilizado para o controle de temperatura foi a ventoinha, devido às suas
dimensões pequenas e por ser acionada a partir de um sinal baixo em CC.
Ela tem sua velocidade de rotação controlada por um sinal de tensão CC entre 0-
12V e 0,14A.
Segundo Prado, 2011, “este dispositivo possui as características de um motor CC
e tem a função de insuflar o ar frio no ambiente interno, a fim de se manter a
temperatura num valor de referencia.”
O controle da velocidade de rotação da ventoinha se dá através do sinal de saída
enviado pelo sistema de controle, através da placa de aquisição, à porta de saída
analógica da placa de aquisição.
Para a ventoinha funcionar com 100% de seu ciclo, tem-se sua tensão máxima
aplicada no mesmo. Do mesmo modo, para a ventoinha desligada, tem-se nula a tensão
aplicada em seus terminais.
2.3.6 Sistema Controlador de Vazão
A hidroponia se diferencia dos cultivos tradicionais devido à imersão das
hortaliças em canais d’água contendo solução aquosa nutritiva necessária para seu
crescimento. Com isto, faz-se necessário o controle de nível da solução contida nestes
canais através do controle da vazão das soluções nas entradas dos canais.

12
Portanto, para o desenvolvimento do protótipo de controle de vazão, utilizou-se
um Sistema Controlador de Vazão já existente no Laboratório de Controle da UNESP –
Sorocaba, conforme a Figura 6 a seguir.
Figura 6 – Circuito Controlador de Vazão.
Como pode-se observar, este circuito é composto por uma bomba de vazão a qual
é acionada com uma tensão de alimentação CC que varia de 0 a 12V. A vazão e sua
velocidade são controlados pela potência aplicada à bomba, portanto pela tensão
aplicada à ela.
Ao lado da bomba, encontram-se dois reservatórios sobrepostos, onde o inferior
representa o reservatório que possui a solução aquosa a ser enviada ao sistema e o
superior representa os canais de água que receberão esta solução. Entre os dois
reservatórios há um orifício de passagem, para que a solução retorne ao reservatório
inferior. No caso da estufa hidropônica, a solução retorna ao reservatório através de seu
escoamento pelos canais, devido à pequena inclinação dos mesmos.
O nível máximo de água existente no reservatório inferior é de 4,50cm, porém
este nível não é atingido no reservatório superior devido à passagem de água existente
entre os dois reservatório que faz com que a água escoe com uma vazão considerada
contínua e permita somente um nível máximo de aproximadamente 4,00cm,
independente do valor da vazão da bomba d’água.

13
O controle automático deste sistema é desenvolvido para se manter um nível de
solução do reservatório superior entre 1,60cm e 2,40cm, ou seja, entre 40% e 60% do
nível máximo que pode ser atingido (4,00cm). O controle através da programação Fuzzy
desenvolvido pode ser modificado para que seja alterado o valor ideal do nível já que
não existe set point neste modelo de programação, conforme será visto nos próximos
capítulos.
Como já informado anteriormente, a tensão aplicada na bomba varia entre 0 a
12V, porém uma tensão maior que 5V implica em uma vazão muito alta, prejudicando
as medições e envio de sinais contendo estas informações para o processamento do
controle. Uma vazão da solução aquosa muito alta durante o cultivo por hidroponia
pode causar danos às raízes das hortaliças caso ela seja elevada. Portanto, o valor
máximo de 5V aplicado à bomba é o valor limite estipulado para uma vazão da solução
que não cause estes danos.
Inserido ao sistema, mais precisamente no reservatório superior, encontra-se um
sensor de nível que deve ser alimentado com uma tensão CC de 24V. O mesmo pode
enviar um sinal de controle também entre 0 a 24V, conforme o nível de água contido no
reservatório.
Como o reservatório não é preenchido totalmente devido ao orifício que provoca
seu esvaziamento, mesmo que lentamente, a tensão de saída do sensor não ultrapassa o
valor aproximado de 9,8V.

14
3 CONCEITOS UTILIZADOS NO PROJETO
3.1 ESTUFA HIDROPONICA
Segundo Fritzen,2007,oriunda dos radicais gregos hydro(água) e
ponos(trabalho),a hidroponia é uma técnica de cultivo protegido em que, ao invés do
cultivo dos vegetais em terra, o mesmo ocorre em canais de água, por onde passa uma
solução aquosa contendo os nutrientes necessários para o cultivo destes vegetais.
Figura 7 – Estufa Hidropônica. Fonte: CURSO DE HIDROPONIA
“Esta técnica proporciona um bom desenvolvimento das plantas, bom
estado fitossanitário, além das altas produtividades quando comparado ao
sistema tradicional de cultivo no solo.” (COSTA s.d.)
Silva et.al(1992)cita as diversas vantagens em se utilizar ambientes fechados para
o cultivo de hortaliças, como em estufas. Dentre elas: maior proteção contra fenômenos
climáticos, proteção do solo contra lixiviação, redução dos custos com fertilizantes e
defensivos e o controle de pragas e doenças.
Para Fritzen, 2007, dentre as vantagens do cultivo em estufas hidropônicas,
destacam-se a menor necessidade de mão de obra, menor utilização de agrotóxicos e,
conseqüentemente, produtos mais limpos e de melhor qualidade, alta produtividade e a
não degradação do solo.
Furlani et al(2009)., afirmam que “a hidroponia está se desenvolvendo
rapidamente como meio de produção vegetal, principalmente de hortaliças sob cultivo
protegido.”Os autores também relatam que devido ao desconhecimento nutricional e

15
manejo da solução nutritiva deste tipo de cultivo, no Brasil a hidroponia ainda não é
bem desenvolvida, porém o brasileiro já está mais interessado em aplicá-la.
Como pode-se observar na Figura 8, o ciclo de cultivo por hidroponia é simples.
A solução nutritiva fica armazenada em um reservatório localizado abaixo do solo e este
pode estar na área interna ou externa à estufa. A solução armazenada no reservatório é
bombeada para os canais de cultivo, os quais possuem uma pequena inclinação para que
a solução escoe até o seu final e, assim, seja encaminhada novamente ao reservatório,
passando antes por um filtro para retirar as impurezas adquiridas ao longo do processo.
Figura 8 – Modelo básico de uma estufa Hidropônica. Fonte: CURSO DE HIDROPONA
3.2 LÓGICA DIFUSA OU LÓGICA FUZZY
A Lógica Difusa ou Fuzzy foi desenvolvida por Lotfi A. Zadeh, da Univerisdade
da Califórnia, em 1965.
Segundo Botura, 1999, ela se difere da Lógica Clássica por expressar leis
operacionais através de termos lingüísticos ao invés de equações matemáticas. Ela foi
desenvolvida para ser utilizada em sistemas cuja modelagem matemática se torna difícil
e imprecisa devido a sua não linearidade, à influência de ruídos do ambiente e
problemas nos sensores e atuadores ao longo do tempo, bem como outros inúmeros
fatores.
Variáveis com estados do tipo sim-não, verdadeiro-falso, nível alto-nível baixo,
não dão ao programador a abertura para que haja uma terceira possibilidade de estado.

16
Já a Lógica Fuzzy trabalha com informações vagas e as traduz por expressões como
quente, frio, úmido, seco, muito, pouco, etc.
Os termos lingüísticos utilizados são indicados através de regras do tipo:
“Se/Então”.Estas regras inicialmente passam uma impressão de imprecisão, por não
possuírem valores exatos em seus dados, porém isso não é o que ocorre realmente.
“A lógica difusa, ao contrário da lógica tradicional, utiliza
conhecimentos recebidos a partir de especialistas, profundos conhecedores
dos sistemas a serem controlados, para descreverem o funcionamento desses
sistemas e orientarem o controle a ser implementado. Porém, o conhecimento
a ser recebido dos especialistas também pode não ser transmitido de modo
suficientemente claro. Assim, uma descrição lingüistica imprecisa da maneira
de se controlar o sistema pode ser usualmente articulada pelo especialista
com relativa tranqüilidade.”[Botura, 1999]
Na Lógica Clássica, a tomada de decisão ocorre quando a variável a ser
controlada atinge um valor discreto, o chamado set-point. Como as variáveis na Lógica
de Programação Fuzzy são consideradas “incertas”, elas tem seus valores indicados pelo
chamado Grau de Pertinência, porém ela é mais realista que a Lógica Tradicional.
Este tipo de programação é utilizado em sua grande parte na Automação
Industrial, porém também é encontrado em controles embarcados, controle de processos
e análise de dados.
Toma-se como exemplo o controle de temperatura. Na Lógica Tradicional
determina-se um valor de temperatura a partir do qual considera-se o ambiente como
quente, por exemplo 20°. A partir desta temperatura aciona-se um ventilador com uma
velocidade determinada, como 250 rpm. Esta relação de entrada e atuador, pode ser
representada pelo Gráfico 1 abaixo:

17
Gráfico 1 – Controle de variável em Lógica Clássica
No caso da Lógica Fuzzy, a variável temperatura pode ser representada pelos
termos Frio, Morno e Quente.A velocidade do ventilador também pode ser representada
por Lento, Normal e Rápido.
Na teoria clássica , um elemento pode ou não pertencer a um conjunto, é quente
ou é frio. Porém na Lógica Fuzzy este mesmo elemento pode ser mais membro de um
conjunto do que outros, por exemplo, 30% frio ou 95% quente. Para medir este fator,
utiliza-se o Grau de Pertinência, que pode variar de zero a um, onde zero significa
totalmente excluso do conjunto e um representa completa pertinência.
O Grau de Pertinência de uma variável é representada por sua Função de
Pertinência através de uma relação gráfica, como pode ser visto nos gráficos a seguir
utilizados no exemplo escolhido. Numa programação Fuzzy completa, as variáveis de
entrada e saída numéricas possuem suas correspondências Lingüísticas através das
Funções de Grau de Pertinência.
Gráfico 2 – Função de Pertinência da variável TEMPERATURA

18
Gráfico 3 – Função de Pertinência da variável VELOCIDADE
O grau de pertinência de um elemento pode ser concebido como uma medida de
possibilidade (e não probabilidade) na qual um elemento possa ser membro de um
conjunto.
Após determinadas as funções de pertinência, determinam-se as regras para o
controle, como: SE temperatura é Quente ENTÃO velocidade é Rápida.
A elaboração da Programação Fuzzy para o controle de um sistema para por três
etapas: Fuzzificação, Inferência e Desfuzzificação. Assim todas as variáveis numéricas
lidas no sistema são Fuzzificadas, ou seja, são convertidas em seus conjuntos Fuzzy. Na
etapa da inferência são aplicadas as chamadas Regras de Inferência na variável de
entrada fuzzificada e se conclui qual o comando de saída a utilizar, representado
também por um conjunto difuso. Após a determinação desta saída, a mesma é
desfuzificada e transformada em uma variável de saída numérica a atuar no sistema.
3.2.1 Fuzzificação
As variáveis enviadas à programação Fuzzy são transformadas em Variáveis
Lingüísticas através da Fuzzificação.
Utilizando ainda o exemplo de controle de temperatura, na etapa da Fuzzificação a
variável de entrada Temperatura tem seu valor numérico medido e determinado seus
Graus de Pertinência, que varia de 0 a 1 para cada Função de Pertinência, nesse caso
Frio, Morno ou Quente. Dependendo do valor da temperatura, ela pode ter duas

19
Funções de Pertinência. Pode-se verificar no Gráfico 4 que a temperatura de 18° tem
Grau de Pertinência de 0,14 Frio e de 0,4 Morno.
Gráfico 4 – Função de Pertinência da variável TEMPERATURA
3.2.2 Inferência
Inferência é o processo pelo qual se chega a uma proposição, firmada na base de
uma ou outras mais proposições aceitas como ponto de partida do processo.
Após a fuzzificação das entradas, utiliza-se um banco de dados que contém todas
as Regras de Inferência pré-definidas, chamada Base de Regras de Inferência, que
relacionará a Função de Pertinência da Entrada com a da Saída, ou seja, essas regras
determinarão qual ação será tomada na saída do controlador com relação ao valor da
entrada observada. A definição destas regras pode partir através da experiência de
profissionais da área do sistema a ser controlado que definirá quais são os estados
ótimos para o sistema, ou então após a utilização de redes neurais como aprendizagem
ao que ocorre em todo o sistema. As regras a serem utilizadas no exemplo são:
SE temperatura é Fria ENTÃO velocidade é Lenta.
SE temperatura é Morna ENTÃO velocidade é Normal.
SE temperatura é Quente ENTÃO velocidade é Rápida.
Deve-se elaborar todas as regras possíveis que utilizem as entradas e saídas do
sistema.

20
No caso de duas ou mais variáveis de entrada e/ou saída um uma única regra de
inferência elas devem ser relacionadas através de um método de conexão como AND,
OR, etc.
No caso do valor de 18°C mencionado anteriormente, utiliza-se as duas primeiras
regras pois ela tem duas Funções de Pertinência: Morna e Fria. Assim esta temperatura
ativará duas Funções de Pertinência de Saída: Lenta e Normal.
3.2.3 Desfuzzificação
Após serem aplicadas as regras de Inferência às entradas e determinadas as
Funções de Pertinência da Saída, deve-se converter estes valores em um valor numérico
para esta saída.
Primeiramente, considerando as Funções de Pertinência encontradas: 0,14 para
Frio e 0,4 para Morno, relaciona-se estes mesmos valores às funções de pertinência
determinadas para a saída do controlador, ou seja, para a Velocidade do Ventilador,
sendo elas: 0,14 para Lento e 0,40 para Médio, conforme indica o Gráfico 5 abaixo:
Gráfico 5 – Função de Pertinência da variável VELOCIDADE
Nota-se que graficamente pode-se encontrar diversos valores para o Velocidade
em suas funções Lento e Médio, porém deve-se utilizar somente um único valor. É a
chamada Desfuzzificação e ela possui diversos métodos para ser efetuada.
A seguir encontram-se alguns Métodos de Desfuzzificação quem podem ser
utilizados.

21
Método dos Máximos
Para se encontrar o valor numérico da saída, utiliza-se o máximo valor de
pertinência relativa é utilizado. Neste caso, como pode-se observar no Gráfico 05, o
maior valor de pertinência é de 0,4 correspondente ao Morno e os valores de velocidade
encontrados para este Grau de Pertinência são 230rpm e 285rpm. O inconveniente deste
método é que ele pode encontrar múltiplas saídas.
Método do Centro de Área
É o método mais utilizado, porém é o mais complexo computacionalmente, tendo
sua execução mais lenta que todos os outros métodos.
Ele forma uma figura geométrica com todos os pontos encontrados e calcula o
valor do centróide desta figura. O valor calculado é o valor numérico enviado à saída do
sistema. Esse método elimina a possibilidade da geração de saídas múltiplas. O Gráfico
6 indica a figura geométrica obtida pelo exemplo.
Gráfico 6 – Desfuzzificação pelo Método Centro de Área
Método do menor dos Máximos
Ele é muito similar ao Método dos Máximos, porém utiliza somente o menor
valor obtido, caso haja múltiplas variáveis obtidas no maior valor de pertinência. No
exemplo utilizado, como se obtém os valores de 230rpm e 285rpm considera-se o valor
de saída como sendo 230rpm.

22
Método do Maior dos Máximos
É o inverso do menor dos máximos, ou seja, ele considera o maior valor obtido
pelo maior Grau de Pertinência considerado. No exemplo, o valor de saída considerado
é de 285rpm.
Método da Média dos Máximos
Calcula a média de todos os valores obtidos através do maior Grau de Pertinência
considerado. Para o exemplo, o valor calculado para a saída é de 257,5 rpm.
Todos estes métodos possuem características importantes para sua escolha em
aplicações de controle. São elas: Continuidade, Não-ambiguidade, Plausibilidade.
Complexidade computacional e de Hardware e Cálculo do peso.
A Continuidade indica que uma pequena variação na entrada do controlador deve
resultar em uma pequena variação na saída. Já um método de desfuzzificação é não-
ambíguo se possui um algoritmo bem definido.
Com isso, escolheu-se a Lógica Fuzzy como o método de manipulação e controle
de variáveis existente no sistema, gerando sinais aos atuadores, pois dentro destas
estufas não se tem um valor numérico determinado como ideal para variáveis como
temperatura, umidade e vazão, mas têm-se um range de dados que são considerados
ideiais ou normais ao cultivo. Assim, determinam-se escalas de valores em que a
temperatura é quente, normal ou fria, onde a umidade relativa do ar é seca, normal ou
úmida, etc.
3.3 SISTEMA DE AQUISIÇÃO DE DADOS
O sistema de aquisição de dados tem como função receber informações do sistema
físico de controle e manipulá-las para que posteriormente sejam enviadas ao software
que possui o programa desenvolvido para o controle. O caminho inverso desta função
também ocorre. Ou seja, após o envio dos dados pelo software e processamento dos
mesmos, um sinal de controle é enviado ao sistema físico para que os dispositivos
destinados ao controle possam atuar de maneira adequada.

23
A Figura 09 a seguir, demonstra como funciona todo o sistema básico de
aquisição de dados inserido num sistema de controle.
Figura 9 – Sistema de aquisição de dados. Fonte: BOTURA JR.
Como se pode observar, o sistema é constituído por sensores que enviam
informações do estado de algumas variáveis do sistema através de sinais elétricos à uma
placa de aquisição de dados. Antes de chegarem a esta placa de aquisição, os sinais
passam por uma interface de condicionamento de sinais para que os dados sejam
enviados corretamente à placa.
A placa de aquisição por sua vez, converte estes sinais elétricos em sinais
digitais para que os mesmos sejam enviados ao sistema de processamento ou PC.
O PC, através de softwares desenvolvidos para a manipulação de dados, manipula e
processa os dados recebidos e através de uma Lógica de Programação utilizada, retorna
ao sistema um sinal de controle através da placa de aquisição que, mais uma vez, faz a
conversão digital/analógica destes dados e os envia de volta ao sistema físico de
controle. Estes sinais por fim, chegam até os atuadores.

24
4 PROJETO DO CONTROLADOR
4.1 METODOLOGIA
Inicialmente, fez-se um levantamento bibliográfico de todos os assuntos
abordados, pesquisa em artigos correlacionados ao tema desenvolvido, conversas com
especialistas no cultivo de estufas hidropônicas bem como colegas e professores que
trouxessem qualquer informação construtiva e adicional ao desenvolvimento do projeto.
A pesquisa por outros Trabalhos de Graduação que envolvessem o tema abordado
foi uma grande motivação em diferenciá-los do atual através da inclusão da Lógica
Fuzzy, ainda não abordada e aplicada em estudos de controle de cultivos por
hidroponia.
Os autores DoPrado e Kaschny, voltaram seu trabalho à aplicação de um sistema
de controle de estufa utilizando microcontroladores.
“É interessante que as tarefas de controle sejam administradas continuamente
por um sistema informatizado que seja capaz de centralizar as informações,
processá-las adequadamente e acionar os dispositivos necessários para
manter o cultivo em condições ótimas que maximizem sua produtividade.”
(DoPrado e Kaschny, s.d.)
Todos os projetos e textos encontrados se baseiam no controle de uma estufa
utilizando um microcontrolador e o controle PID do sistema, o que é substituído neste
projeto pelo controle Fuzzy.
Neste projeto, este controle é baseado em Inteligência Artificial, utilizando Lógica
Fuzzy. A informatização, citada pelos autores Do Prado e Kaschny, se dá através do
envio dos dados obtidos com os sensores a uma placa de aquisição de dados e desta
enviados ao computador, onde ocorre a centralização das informações pelo software
LabView .
Após a pesquisa teórica, desenvolveu-se a interface gráfica entre o usuário e o
sistema, utilizando o software LabView, no qual também foi desenvolvido todo o
sistema de controle das variáveis a serem controladas através da programação Fuzzy.
Sendo feita a verificação e validação do sistema e da lógica desenvolvidos através
da simulação em Software, construiu-se o sistema físico do controle através dos
sensores, componentes eletrônicos e dos atuadores do sistema.

25
A ligação do sistema físico ao software de controle foi feita através da Placa de
Aquisição NI USB-6009. Esta placa foi escolhida devido à sua simplicidade e
compatibilidade com o software, sendo de maior facilidade a solução dos problemas
encontrados ao decorrer do desenvolvimento.
Para se determinar os tipos de sensores a serem utilizados em cada medição deve-
se levar em consideração diversos fatores dos mesmos, como o tipo de detecção a ser
feita, o local em que será instalado e as condições do ambiente, a tensão de alimentação
disponível, precisão, tempo de resposta, custo e vida útil.
Os materiais utilizados no sistema foram:
SENSORES:
Sensor Fotoresistor LDR
Sensor de temperatura LM35 – Fabricante: National Semiconductor
ATUADORES:
Ventoinha (12V)
LED (utilizado como atuador para iluminação)
Sistema de controle de vazão de Bomba d’água composto por bomba
d’água, reservatório d’água e sensor de nível – Pertencente ao Laboratório
de Controle da UNESP
COMPONENTES ELETRÔNICOS:
CI LM 555: Oscilador – Fabricante: National Semiconductor
CI LM 393: Comparador de tensão – Fabricante: National Semiconductor
CI 4N28: Optoacoplador – Fabricante: Motorola
Capacitor 220nF
Transistor Tipo NPN: TIP102
Transistor Tipo PNP: BC558
Diodos: 1N4148
Resistores de diversos valores
OUTROS:
Placa de aquisição NI USB-6009 – Fabricante: National Instruments
Fonte de tensão contínua

26
Multímetro
Osciloscópio
Protoboard
Os primeiros estudos do sistema completo foram feitos analisando o controle de
cada variável separadamente e posteriormente buscou-se fazer o controle simultâneo de
cada uma.
4.2 DESENVOLVIMENTO DA INTERFACE GRÁFICA HOMEM-
MÁQUINA
Após pesquisas relacionadas ao sistema e às variáveis de controle, desenvolveu-se
em software LabView toda Interface Gráfica Homem-Máquina, simplificada neste
projeto pela sigla IGHM, bem como a programação em diagrama de blocos, utilizada
neste Software.
A interface gráfica tem a finalidade de representar de maneira clara e simples
todos os comandos de controle, bem como o estado de todos os atuadores existentes no
sistema.
Para a inicialização do sistema de controle, a IGHM possui um botão ON/OFF a
ser acionado. Nesta interface também encontram-se os indicadores dos três controles
básicos: Temperatura/Umidade, Iluminação Artificial e Vazão da Bomba d’água. Para
cada um, têm-se a opção de escolher o modo de controle: Manual ou Automático.
O controle manual de cada variável, se dá diretamente pela tela de interface, onde
o usuário movimenta o botão até o valor em que se pretende ligar os atuadores.
Para o controle automático, os valores apresentados pelos sensores são indicados
na interface, bem como o estado de cada atuador, indicando a maneira em que eles estão
funcionando.Ao lado destes indicadores de controle, pode-se observar em tempo real e
graficamente o estado das variáveis temperatura, luminosidade e nível dos canais de
cultivo.
Logo abaixo do botão ON/OFF encontram-se os indicadores do sistema de
detecção de presença e conseqüente abertura e fechamento de portas. Este sistema é
somente representado na IGHM e não é implementado no sistema físico.

27
Caso seja detectada a presença humana no sistema, através de um sensor de
presença representado por um push botton virtual, o sistema solicita uma senha de
permissão de acesso à estufa.
Caso o usuário digite a senha correta,a IGHM indicará a condição de “porta
aberta” através de um sinal luminoso (LED). Caso contrário, a interface indicará através
de um outro LED a condição de “alarme disparado”que, neste caso,também é indicado
na mesma interface através de um sinal luminoso.
4.3 ELABORAÇÃO DA PROGRAMAÇÃO FUZZY
Para o desenvolvimento da Lógica Fuzzy completa aplicada ao sistema de
controle, o LabView dispões de uma ferramenta denominada Control Design and
Simulation, elaborada para simplificar toda a construção da lógica e pela qual pode-se
fazer todos os testes necessários da programação Fuzzy antes de aplicá-lo ao sistema.
Nesta ferramenta, determinou-se primeiramente as funções de pertinência das
variáveis de entrada e saída do sistema, especificando seus nomes, seus Ranges e a
forma geométrica de cada função.
Posteriormente, determinou-se o módulo de Inferência da
programação,determinando-se as regras em que as variáveis de entrada e saída são
relacionadas.Nesta etapa escolhem-se, no caso de duas ou mais variáveis de entrada
e/ou de saída, os métodos de conexões entre estas variáveis (AND Mínimo, OR
Maximum, etc.) e o método de Desfuzzificação adequado para o controle. O método
escolhido foi o Centro de Área, que apesar de seu tempo de ciclo ser maior do que os
outros métodos, ele fornece um resultado mais preciso e não há a possibilidade de se
obter duas ou mais variáveis de saída simultâneas.
Com esta ferramenta também é possível utilizar o sistema de teste,para que seja
validada ou corrigida a programação desenvolvida.
A utilização do controle Fuzzy no diagrama de blocos se dá a partir da ligação
entre vários pequenos blocos que são utilizados para gerar a função de entrada da
Lógica Fuzzy, receber os dados de entrada e determinar o valor das variáveis de saída.
28
Como ainda não havia sido desenvolvido o sistema físico de controle, todo o
controle automático foi testado utilizando entradas digitadas pelo próprio usuário, a fim
de se validar toda a programação via diagrama de blocos.
Após vários testes, verificou-se que a interface gráfica bem como toda a
programação em diagrama/ de blocos, incluindo a Lógica Fuzzy, estavam com seus
funcionamentos corretos, sem apresentar erros.
Efetuada a validação do sistema desenvolvido em software, pode-se substituir os
blocos de entrada de dados via usuário e saída de dados, com blocos de leitura e envio
de dados através da placa de aquisição de dados NI USB-6009.
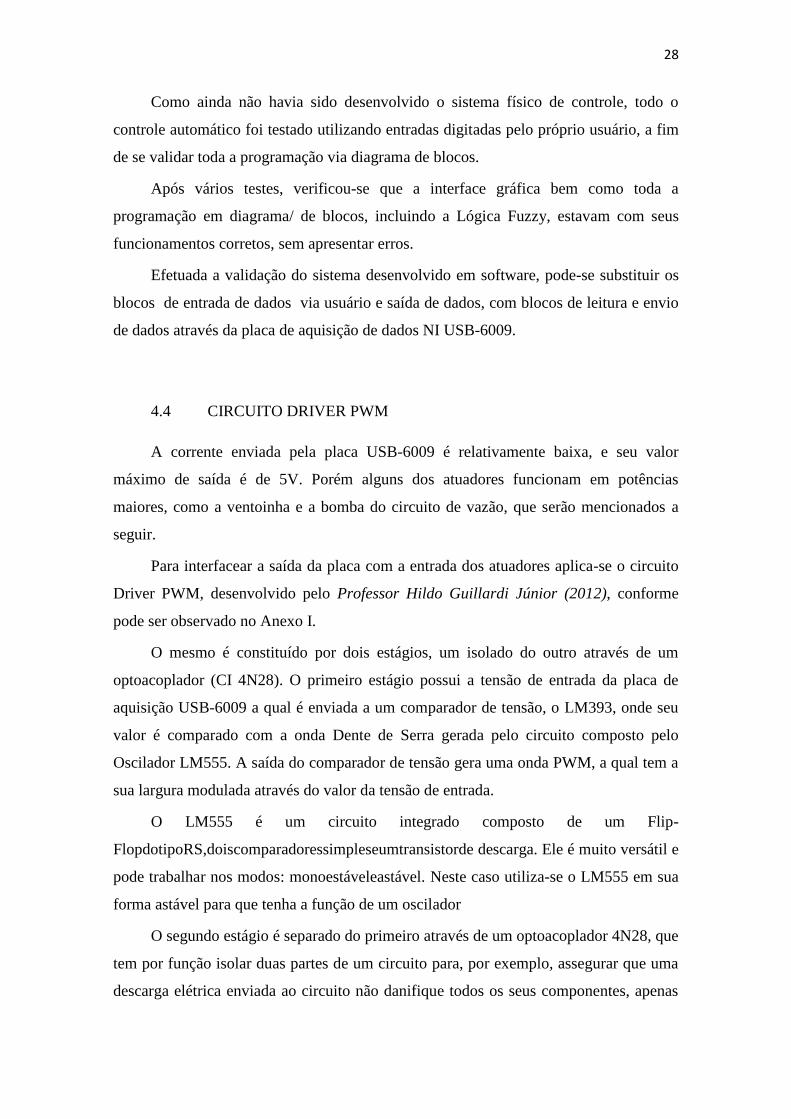
4.4 CIRCUITO DRIVER PWM
A corrente enviada pela placa USB-6009 é relativamente baixa, e seu valor
máximo de saída é de 5V. Porém alguns dos atuadores funcionam em potências
maiores, como a ventoinha e a bomba do circuito de vazão, que serão mencionados a
seguir.
Para interfacear a saída da placa com a entrada dos atuadores aplica-se o circuito
Driver PWM, desenvolvido pelo Professor Hildo Guillardi Júnior (2012), conforme
pode ser observado no Anexo I.
O mesmo é constituído por dois estágios, um isolado do outro através de um
optoacoplador (CI 4N28). O primeiro estágio possui a tensão de entrada da placa de
aquisição USB-6009 a qual é enviada a um comparador de tensão, o LM393, onde seu
valor é comparado com a onda Dente de Serra gerada pelo circuito composto pelo
Oscilador LM555. A saída do comparador de tensão gera uma onda PWM, a qual tem a
sua largura modulada através do valor da tensão de entrada.
O LM555 é um circuito integrado composto de um Flip-
FlopdotipoRS,doiscomparadoressimpleseumtransistorde descarga. Ele é muito versátil e
pode trabalhar nos modos: monoestáveleastável. Neste caso utiliza-se o LM555 em sua
forma astável para que tenha a função de um oscilador
O segundo estágio é separado do primeiro através de um optoacoplador 4N28, que
tem por função isolar duas partes de um circuito para, por exemplo, assegurar que uma
descarga elétrica enviada ao circuito não danifique todos os seus componentes, apenas

29
parte deles. Este estágio possui uma tensão de alimentação de carga, a qual será a fonte
efetiva de alimentação da bomba (carga).
O que ocorre no circuito em geral é que a tensão de alimentação de carga varia
conforme varia a tensão de referência do primeiro estágio (tensão de saída da placa de
aquisição). Ou seja, caso o sinal de entrada do primeiro estágio seja 20% de seu valor
total, o sinal fornecido pela tensão de alimentação de carga do segundo estágio também
será de 20% de seu valor total, porém com uma potência maior.
No caso do controle de temperatura, a tensão de alimentação da carga será de
10V. Por exemplo,no caso de a tensão da carga ser de 2V a tensão de alimentação será
de 4V.
Para o controle de vazão, a tensão de alimentação de carga será igual à tensão de
entrada fornecida pela placa, possuindo somente uma corrente maior e
consequentemente uma potência maior necessária para o acionamento da bomba.
4.5 CONTROLE DE LUMINOSIDADE
A aplicação de sistemas de monitoramento e controle de iluminação alia-se à
necessidade cada vez mais discutida e necessária de economia e uso inteligente de
energia. Com estes sistemas tem-se uma redução considerável nos custos finais de
consumo de energia, compensando o custo inicial de seu desenvolvimento. Eles são
aplicáveis tanto em ambientes internos como externos.
Em ambientes internos, há a necessidade de se controlar tanto a intensidade
luminosa que incide sobre as plantas quanto à intensidade de luz irradiada pelas
lâmpadas. Segundo Mônica Daffener, nas estufas a intensidade luminosa incidente nas
plantas deve ser controlada pois caso ela seja de alto valor pode causar o aquecimento
indesejado às plantas e danificá-las. Por outro lado, em períodos em que a intensidade
de luz é baixa, deve-se compensar através de lâmpadas para que as plantas recebam a
intensidade de luz necessária para suas reações químicas e desenvolvimento.
Fisicamente, para o controle de luminosidade do ambiente neste projeto utilizou-
se o fotosensor LDR para a medição de intensidade de luz cuja resistência em seus
terminais é inversamente proporcional à intensidade de luz incidente nela.

30
Como a placa USB-6009 somente aceita entradas em forma de tensão, foi
necessário implementar um circuito simples de divisor de tensão utilizando o LDR em
série com uma resistência. Aplica-se uma tensão de entrada neste circuito e utiliza-se a
tensão aplicada ao LDR como referência do sistema. A Figura 10 abaixo mostra um
circuito divisor de tensão.
Figura 10 – Circuito divisor de tensão. Fonte: ELECTRONICA
A equação deste circuito divisor de tensão é dada por:
(1)
Utilizando uma tensão de entrada VIN de 10V e o LDR como R2, tomou-se o
cuidado de escolher um valor de resistência em série (R1) que, ao aplicar esta tensão ao
circuito, fosse o suficiente para manter a tensão no LDR com valores aceitáveis para
leitura da placa (entre 0-10V), bem como o valor de corrente que não pode exceder o
valor máximo aceitável na placa para que ela não seja danificada.
Para esta escolha adequada utilizou-se um potenciômetro e encontrou-se o valor
de 10KΩ como o apropriado ao circuito. Com ele, aplicando-se a tensão de 10V na
entrada do circuito, obteve-se uma variação na tensão VOUT do LDR entre 0 a 9V,
utilizando 90% da variação máxima da entrada da placa de aquisição.
No desenvolvimento da Lógica Fuzzy do controle, utilizou-se a variável
denominada “Luminosidade” como entrada, utilizando os seguintes conjuntos Fuzzy:
Total, Claro, Normal, Escuro e Ausente.
Para a variável de comando “Taxa_ilum”, utilizou-se os seguintes conjuntos
Fuzzy: Zero, Baixa, Média, Alta e Total.

31
As funções de pertinência utilizadas para entrada e saída do sistema de controle de
luminosidade seguem na Figura 11.
Figura 11 – Funções de pertinência de entrada e saída de luminosidade
Abaixo seguem as regras de inferência utilizadas na programação Fuzzy para o
controle de Iluminação
1. IF ‘Luminosidade’ IS ‘Ausente’ THEN ‘taxa_ilum’ IS ‘Total’
2. IF ‘Luminosidade’ IS ‘Total’ THEN ‘taxa_ilum’ IS ‘Zero’
3. IF ‘Luminosidade’ IS ‘Normal’ THEN ‘taxa_ilum’ IS ‘Médio’
4. IF ‘Luminosidade’ IS ‘Claro’ THEN ‘taxa_ilum’ IS ‘Baixo’
5. IF ‘Luminosidade’ IS ‘Escuro’ THEN ‘taxa_ilum’ IS ‘Alto’
4.6 CONTROLE DE TEMPERATURA E UMIDADE
Schuckat al, afirmam que a densidade de fluxo de radiação solar incidente dentro
das estufas influenciam no valor da temperatura interna destes ambientes e
conseqüentemente no cultivo adequado das hortaliças.

32
Segundo o site Rural News, é necessário controlar a temperatura para que ela não
atinja valores baixos que possam atrapalhar a germinação das hortaliças ou ocasionar
um crescimento irregular e lento, ou para que elas não atinjam valores elevados o
suficiente que as façam transpirarem acima do normal , prejudicando seu crescimento.
Ainda segundo o site,a umidade relativa do ar também é um fator vital ao cultivo
de plantas e hortaliças. Quando ela é baixa pode desidratar as plantas e neste caso torna-
se necessária a irrigação artificial para compensar esta deficiência. Porém, quando ela se
encontra em valores elevados pode também causar prejuízos pois torna as plantações
mais propensas às doenças.
Oliveira et al.,1992, comenta que “[...]altas temperaturas associado a altos valores
de umidade podem levar a formação de verrugas sobre as folhas, necrosando o tecido”
A umidade interna de uma estufa varia muito, dependendo diretamente da
temperatura. Ou seja, quando a temperatura está alta, a umidade do ar diminui, devido à
evaporação das gotículas de água presentes no ar. Já em baixas temperaturas, mais
comumente no período noturno e no inverno, a umidade do ar é alta.
Todos estes fatos consolidam a necessidade de se fazer um controle mútuo de
temperatura e umidade dentro das estufas, a fim de se manter seus valores ideais para o
cultivo das hortaliças sem que haja grandes perdas e danos às plantas.
O sistema físico do controle de temperatura utilizado neste trabalho utiliza um
sensor simples de temperatura, o LM35 e uma ventoinha como atuador.
Como a saída analógica da placa USB-6009 tem seu valor máximo de 5V com
corrente de 5mA e a ventoinha tem seu range de atuação entre 0V-12V com corrente de
0,14A, é necessária um circuito de interface entre os dois componentes para evitar
danos à placa ou à ventoinha, devido à diferença de corrente necessária para o
funcionamento do atuador. O circuito utilizado foi o circuito Driver PWM, descrito
posteriormente.
Para o controle de umidade pretendia-se utilizar o sensor de úmida HS1100 e um
sistema FOG como atuador, o qual fornece uma névoa a partir de um sistema de
nebulização. Porém houve uma certa dificuldade em encontrar este sensor no mercado
local e a implementação deste sistema FOG, por mais simples que seja, é de custo
elevado devido à bomba necessária no sistema de nebulização que deve fornecer uma
pressão relativamente alta em baixa tensão de entrada e que seja de tamanho reduzido

33
devido às limitações de espaço para realização do projeto. Tudo isto tornou o controle
físico de umidade inviável para o projeto.
Assim o controle da entrada de dados de umidade e a saída para o atuador foi
efetuada somente via software através da IGHM, para fim de validação do sistema como
um todo. A entrada do controle de umidade é regulada diretamente pelo usuário, tanto
com o controle manual quanto com o automático. O atuador está representado por uma
barra em slide com seu valor numérico ao lado.
A Lógica Fuzzy para este sistema foi programada de modo que o controle de
temperatura e umidade atuem de maneira conjunta, ou seja, que a temperatura e
umidade estejam correlacionadas.
As funções de pertinência para as entradas e saídas de Temperatura e Umidade
podem ser encontradas nas figuras 12 e 13 a seguir:
Figura 12 – Funções de pertinência de entrada e saída de Temperatura

34
Figura 13 – Funções de pertinência de entrada e saída de Umidade
Para a variável de entrada “Temperatura” do controle Fuzzy, utilizou-se os
seguintes conjuntos: Frio, Normal e Quente; para a variável “Umidade” tem-se os
conjuntos: Úmido, Normal e Seco
Para a variável de comando “Ventilação”, utilizou-se os seguintes conjuntos
Fuzzy: Baixa, Média e Alta; para a “Irrigação” tem-se: Zero, Baixa, Moderada e Alta.
Como nesta etapa do controle a Temperatura e a Umidade serão controladas em
conjunto por estarem correlacionadas, as regras de inferência desenvolvidas combinam
os estados destas duas variáveis resultando em dois comandos de saída para as duas
variáveis de controle, como seguem abaixo:
1. IF ‘Temperatura’ IS ‘Frio’ AND ‘Umidade’ IS ‘Seco’ THEN ‘Irrigação’
IS ‘Moderada’ ALSO ‘Ventilação’ IS ‘Baixa’
2. IF ‘Temperatura’ IS ‘Frio’ AND ‘Umidade’ IS ‘Normal’ THEN
‘Irrigação’ IS ‘Baixa’ ALSO ‘Ventilação’ IS ‘Baixa’
3. IF ‘Temperatura’ IS ‘Frio’ AND ‘Umidade’ IS ‘Úmido’ THEN ‘Irrigação’
IS ‘Zero’ ALSO ‘Ventilação’ IS ‘Baixa’

35
4. IF ‘Temperatura’ IS ‘Normal’ AND ‘Umidade’ IS ‘Seco’ THEN
‘Irrigação’IS ‘Moderada’ AND ‘Ventilação’ IS ‘Baixa’
5. IF ‘Temperatura’ IS ‘Normal’ AND ‘Umidade’ IS ‘Normal’ THEN
‘Irrigação’IS ‘Baixa’ AND ‘Ventilação’ IS ‘Médio’
6. IF ‘Temperatura’ IS ‘Normal’ AND ‘Umidade’ IS ‘Úmido’ THEN
‘Irrigação’IS ‘Zero’ AND ‘Ventilação’ IS ‘Media’
7. IF ‘Temperatura’ IS ‘Quente’ AND ‘Umidade’ IS ‘Seco’ THEN
‘Irrigação’IS ‘Intensa’ AND ‘Ventilação’ IS ‘Alta’
8. IF ‘Temperatura’ IS ‘Quente’ AND ‘Umidade’ IS ‘Normal’ THEN
‘Irrigação’IS ‘Intensa’ AND ‘Ventilação’ IS ‘Alta
9. IF ‘Temperatura’ IS ‘Quente’ AND ‘Umidade’ IS ‘Úmido’ THEN
‘Irrigação’IS ‘Moderada’ AND ‘Ventilação’ IS ‘Alta
As variáveis foram relacionadas através do AND Minimum.
4.7 CONTROLE DE NÍVEL DE VAZÃO DA SOLUÇÃO
As hortaliças a serem cultivadas na hidroponia são depositadas nos chamados
canais de cultivo, por onde passa a solução nutritiva necessária para seu cultivo.Estes
canais tem inclinação baixa mas considerável para que haja um único fluxo da solução
dos canais para o reservatório.
Conforme explica Monica Dafferner, a germinação e crescimento das hortaliças é
dividido em etapas e para cada uma existe um perfil de canal a ser utilizado.
A solução nutritiva fica armazenada no tanque externo à estufa e é enviada para
os canais através de uma bomba que tem sua vazão controlada conforme o nível dos
canais. Esse bombeamento da solução deve possuir alguns parâmetros cuidadosamente
controlados, como por exemplo, a velocidade com que a solução é enviada que não
pode ser alta pois assim pode danificar as plantas. A quantidade de solução enviada
também deve ser controlada, pois caso a vazão seja baixa a solução não será distribuída
uniformemente por todo o canal, nutrindo assim somente as primeiras hortaliças e
deixando as últimas com déficit de nutrientes e acabam não crescendo da maneira
correta.

36
Neste módulo, controla-se o nível de solução aquosa presente nestes canais de
cultivo através da vazão da bomba utilizada no protótipo.
Para cada perfil de canal e etapa da germinação das hortaliças, existe um diâmetro
adequado do furo do canal, onde ficam depositadas as hortaliças, bem como tem-se um
valor adequado para o nível e velocidade do fluxo de água nestes canais.Por exemplo, o
primeiro estágio após a semente germinar, é de pequeno porte, conhecido por berçário.
Assim que as plantas crescem, torna-se necessário trocá-las de canais. Com isso a vazão
nos canais de cada estágio, varia entre aproximadamente 0,7l/h nos berçários até 1,6 l/h
nos canais maiores.
Para o presente projeto, considerou-se as hortaliças em um estado avançado de
crescimento, com isso a velocidade e a vazão podem ser de valores maiores.
A composição física do controle de nível é feita através do Sistema de controle de
vazão de Bomba d’água pertencente ao Laboratório de Controle da UNESP o qual é
composto pelo sensor de nível de água, dois reservatórios d’água representando o
reservatório de solução aquosa e o canal de cultivo e uma bomba d’água.
Do mesmo modo que no controle de Iluminação, devido à limitação da entrada
analógica da placa de aquisição USB-6009 em somente receber uma tensão máxima de
10V e o range de tensão do sensor de nível ser entre 0 e 24V, antes de enviar o sinal
elétrico do sensor ao Labview para manipulação dos dados é necessário reduzi-lo para o
range apropriado. A maneira mais simples utilizada foi utilizando também um divisor
de tensão.
Ao se fazer uma análise isolada do sensor de nível presente neste sistema e
levando-se em consideração a quantidade de água existente no reservatório utilizado,
verificou-se que a máxima tensão apresentada no sensor foi de 14V. Com isso
considerou-se no circuito divisor de tensão uma tensão de entrada (VIN) de 15V que
consiste na tensão enviada pelo sensor e 10V para a tensão de saída deste circuito,
representada por VOUT na Equação 01apresentada anteriormente.Fazendo-se as
substituições necessárias nesta equação encontra-se a seguinte relação entre as
resistências R1 e R2:
(2)

37
(3)
(4)
A partir deste resultado, utilizou-se para R1 uma resistência de 10KΩ e para R2
uma resitência de 20KΩ. Como observação, estes valores podem ser alterados porém
devem respitar a relação matemática apresentada na Equação 4 acima.
Substituindo os valores de resistência determinados acima obtêm-se a Equação 6
abaixo:
(5)
(6)
Assim, para um valor máximo de 14V na saída do sensor (entrada do divisor de
tensão), tem-se aproximadamente 9,34V na entrada analógica da placa.
Logicamente que, no caso de a tensão de saída do sensor exceder o valor de 14V,
os valores das resistências devem ser recalculados.
Apesar de a placa USB-6009 enviar um sinal de 5V suficiente para o acionamento
da bomba, a corrente enviada ao mesmo é muito baixa, aproximadamente 5mA, e,
conseqüentemente, a potência enviada para acionar a bomba não é suficiente para que
ela funcione. Para que haja um aumento de potência, ou seja, um aumento na corrente
enviada ao sistema mantendo a mesma tensão de entrada, utilizou-se também o Circuito
Driver PWM.
O desenvolvimento da Lógica Fuzzy foi efetuado conforme as funções de
pertinência indicadas na Figura 14.

38
Figura 14 – Função de pertinência de entrada e saída de vazão
As regras de inferência a Lógica desenvolvida seguem listadas abaixo.
IF ‘Volume’ IS ‘Baixo’ THEN ‘Vazão’ IS ‘Alta’
IF ‘Volume’ IS ‘Médio’ THEN ‘Vazão’ IS ‘Normal’
IF ‘Volume’ IS ‘Cheio’ THEN ‘Vazão’ IS ‘Fraca’
39
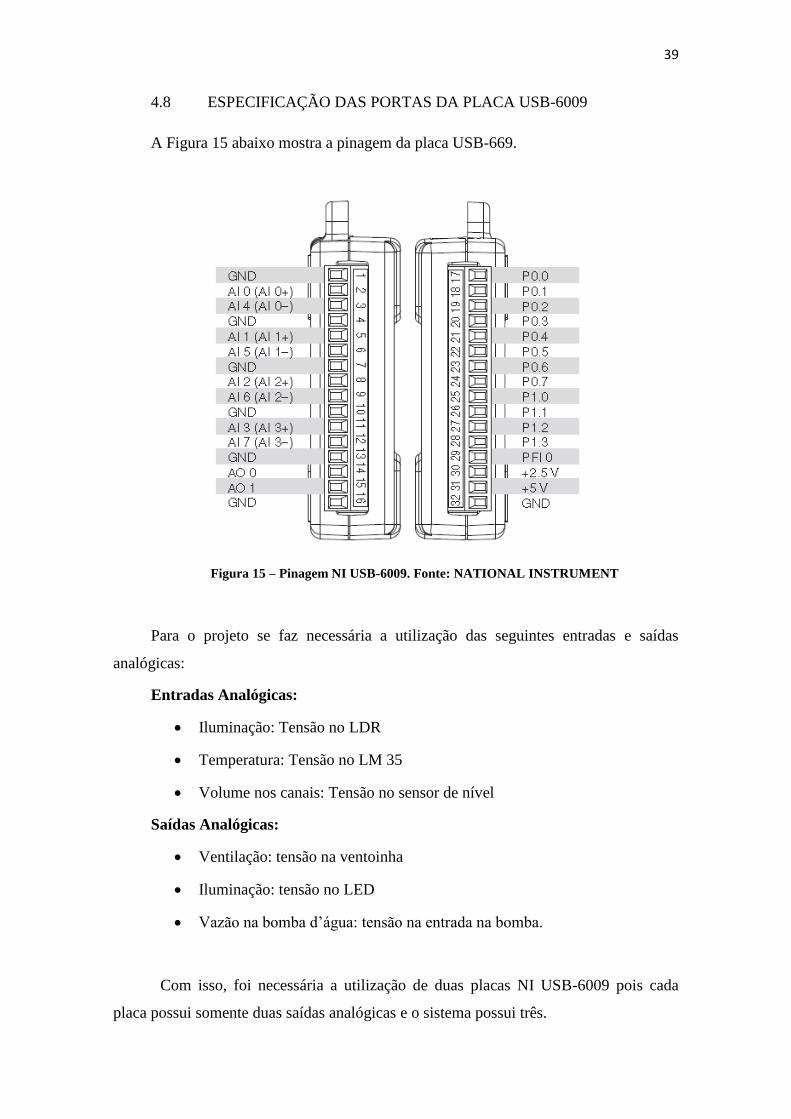
4.8 ESPECIFICAÇÃO DAS PORTAS DA PLACA USB-6009
A Figura 15 abaixo mostra a pinagem da placa USB-669.
Figura 15 – Pinagem NI USB-6009. Fonte: NATIONAL INSTRUMENT
Para o projeto se faz necessária a utilização das seguintes entradas e saídas
analógicas:
Entradas Analógicas:
Iluminação: Tensão no LDR
Temperatura: Tensão no LM 35
Volume nos canais: Tensão no sensor de nível
Saídas Analógicas:
Ventilação: tensão na ventoinha
Iluminação: tensão no LED
Vazão na bomba d’água: tensão na entrada na bomba.
Com isso, foi necessária a utilização de duas placas NI USB-6009 pois cada
placa possui somente duas saídas analógicas e o sistema possui três.

40
A leitura de dados se dá simplesmente pela ligação entra as portas de entrada
analógicas às saídas de tensão dos componentes utilizados para a leitura do sistema
físico.
Porém para a manipulação correta dos dados analógicos de entrada no sistema
interno do computador, a placa deve converter este sinal analógico em um sinal digital e
para isso a placa possui um conversor analógico/digital interno. Do mesmo modo, após
a computação dos dados de entrada e envio de comandos pelo LabView às portas de
saídas analógicas, que por sua vez as enviam para os atuadores, se faz necessária a
conversão destes sinais que são enviados em sua forma digital pelo LabView em sinais
analógicos. Isto torna mais uma vez necessária a presença do conversor
analógico/digital. A placa USB-6009 possui esse conversor interno a ele.
Baseando-se na pinagem da NI USB-6009 conforme Figura 16anteriormente
apresentada e nas necessidades de todo os sistema, determinou-se a ligação das entradas
e saídas e registraram-se as correspondências com as placas de aquisição conforme
Tabela 02a seguir.
Como utilizaram-se duas placas de aquisição, elas foram designadas como Dev.01
e Dev.02, designação padrão das placas.
Tabela 02– Lista de ligação das entradas e saídas da placa USB 6009
Variável Placa Porta
Taxa de Iluminação: Tensão no
LDR USB 6009 – Dev. 02 AI0
Temperatura: Tensão no LM35 USB 6009 – Dev. 02 AI1
Nível nos canais: Tensão no
sensor de nível USB 6009 – Dev. 01 AI0
Ventilação: Tensão na ventoinha USB 6009 – Dev. 02 AO1
Iluminação: Tensão no LED USB 6009 – Dev. 02 AO0
Acionamento da Bomba USB 6009 – Dev 01 AO0

41
4.9 BLOCO DE AQUISIÇÃO DAQ ASSISTANT EXPRESS VI
Todos os componentes utilizados para medição e aquisição de dados da National
Instruments possuem o driver NI-DAQmx contendo as funções e os VIs necessários
para as chamadas utilizando estas as funções destes dispositivos.
Para cada variável de entrada e saída é necessário determinar, através do bloco
DAQ Assistant, suas características, como a forma de entrada/saída (tensão, corrente,
etc.) , seu range, bem como qual a pinagem utilizada para cada variável.
Uma task representa a medição ou geração de sinal que se quer executar.
O bloco DAQ Assistant Express VI, indicado na Figura 16 cria, edita e executa
uma ou mais tasks utilizando o DAQmx. Um único VI pode receber ou enviar várias
tasks de múltiplos canais, porém estes devem ser de único tipo: entrada ou saída.
Figura 16 – Bloco DAQ Assistant
Para a aquisição de dados, este VI envia ao diagrama de blocos o sinal de
entrada lido pela placa de aquisição, convertido primeiramente, se necessário, em sinal
digital. Para enviar dados à saída da placa, este VI recebe os dados executados no
diagrama de blocos, para que a placa possa enviá-los ao sistema físico em sua forma
digital ou analógica. Em resumo o DAQ Assistant Express é a interface entre a placa de
aquisição USB-6009 e o diagrama de blocos do sistema de controle do LabView.
Neste VI define-se o tipo de sinal a ser lido ou enviado (tensão, corrente, etc...), a
porta a ser utilizada como entrada ou saída de dados, seu range de leitura, o número de
amostras e o período de amostragem.
Para que seja feita a leitura de múltiplos canais de entrada ou o envio de dados a
múltiplos canais de saída, deve-se utilizar um vetor possuindo todos estes diferentes
sinais, já que o bloco possui somente uma entrada ou uma saída de dados.
42
5 DISCUSSÃO DE RESULTADOS E CONCLUSÃO
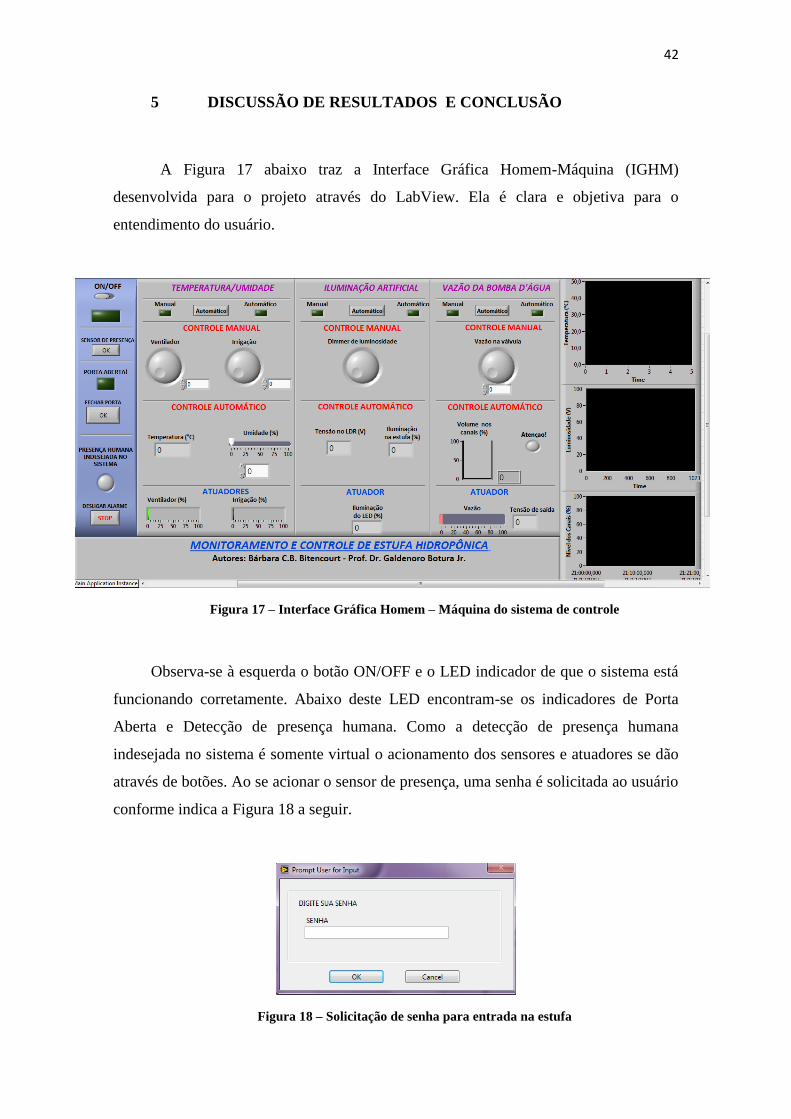
A Figura 17 abaixo traz a Interface Gráfica Homem-Máquina (IGHM)
desenvolvida para o projeto através do LabView. Ela é clara e objetiva para o
entendimento do usuário.
Figura 17 – Interface Gráfica Homem – Máquina do sistema de controle
Observa-se à esquerda o botão ON/OFF e o LED indicador de que o sistema está
funcionando corretamente. Abaixo deste LED encontram-se os indicadores de Porta
Aberta e Detecção de presença humana. Como a detecção de presença humana
indesejada no sistema é somente virtual o acionamento dos sensores e atuadores se dão
através de botões. Ao se acionar o sensor de presença, uma senha é solicitada ao usuário
conforme indica a Figura 18 a seguir.
Figura 18 – Solicitação de senha para entrada na estufa

43
No caso de senha incorreta o alarme é acionado e esta ação é indicada pelo LED
vermelho piscante na IGHM.
Todo o diagrama de blocos desenvolvido, bem como a programação em Lógica
Fuzzy foi baseada nos dados calculados previamente e nos sinais de saída desejados
para o sistema.
Neste projeto, como o diagrama de blocos é extenso devido às várias situações
possíveis do sistema bem como sua versatilidade e inúmeras funções existentes, dividiu-
se sua apresentação através das imagens a seguir.
Figura 19 - Diagrama de blocos de detecção de presença humana e ON/ OFF do sistema

44
Figura 20 - Diagrama de blocos para controle de iluminação
Figura 21 – Diagrama de blocos para controle de Temperatura/Umidade

45
Figura 22 – Diagrama de blocos para controle de Nível do Canal
Antes de se conectar a placa ao programa desenvolvido, todo o controle do
sistema foi testado via software, ou seja, no lugar das entradas analógicas da placa que
recebiam os valores de leitura dos sensores utilizou-se valores inseridos diretamente
pelo usuário a fim de se validar todo o controle Fuzzy elaborado.
Esta validação foi efetuada em duas etapas. A primeira, durante o
desenvolvimento da linguagem Fuzzy pela ferramenta Fuzzy System Design, onde
encontra-se uma tela de teste para que as variáveis de entrada e saída tenham seus
valores observados graficamente. Nela pode-se inserir os valores das variáveis de
entrada e observar os valores calculados para as variáveis de saída, bem como observar
a regra invocada pelo valor da variável de entrada.
As telas de testes para os três controles seguem exibidas abaixo.

46
Figura 23 - Tela de teste do controle de Luminosidade
Figura 24 - Tela de teste do controle de Temperatura e Umidade

47
Figura 25 - Tela de teste do controle de Vazão
Durante todo o desenvolvimento do sistema físico do controle, muitos ajustes
foram realizados. Grande parte destes ajustes ocorreu em função de interferências de
ruídos e defeitos no protoboard utilizado.
5.1 CONTROLE DE LUMINOSIDADE
O comportamento esperado da iluminação irradiada pelo LED é de que ela seja
linearmente inversa à intensidade luminosa do ambiente. Ou seja, quanto menor a
luminosidade no ambiente, maior a intensidade de luz enviada pelo LED.
O controle manual da luminosidade foi simples, onde foi elaborada uma equação
que relaciona o valor em % do dimmer de luminosidade (entrada manual) com o valor
da tensão de saída aplicada ao LED. Como o valor no dimmer varia de 0% a 100% e o
valor da tensão no LED somente varia de 0 a 5V, a equação utilizada foi a Equação 7
abaixo:

48
( )
(7)
Alguns valores obtidos através dos testes manuais seguem na Tabela 03 abaixo:
Tabela 03 – Lista de ligação das entradas e saídas da placa USB 6009
Dimmer (%) Tensão no LED (V)
25,00 1,247
46,50 2,330
60,00 3,000
100,00 5,000
Com isso é fácil observar que a tensão no LED e conseqüentemente sua
intensidade luminosa aumentou linearmente com a variação direta aplicada no Dimmer
(%).
Para o controle automático da luminosidade foram necessários alguns ajustes
com relação à tensão de saída enviada ao LED.
Utilizando a resistência de 10KΩ calculada anteriormente, a tensão aplicada à
entrada analógica da placa, correspondente à tensão no LDR, obteve-se uma variação de
tensão de entrada entre 0 a 8,70V, suficiente para o correto controle via Lógica Fuzzy.
Porém o funcionamento do LED somente foi perceptível a partir de uma tensão no
LDR de aproximadamente 2,5V. Com isso, primeiramente foi necessária uma pequena
modificação no diagrama de blocos para que com tensões no LDR inferiores a 2,5V, a
tensão aplicada ao LED será sempre igual a zero. Também foram necessários alguns
ajustes na programação Fuzzy para que o sinal enviado à placa e, conseqüentemente, ao
LED fosse suficiente para iniciar sua emissão de luminosidade.
Os testes executados levaram em consideração as seguintes variáveis:
Tensão no LDR (V) e conseqüentemente a tensão enviada à entrada analógica da
placa
Intensidade Luminosa no ambiente em %, cujo valor é obtido pela conversão do
valor da tensão do LDR através da Equação 8 a seguir:

49
( ) (8)
Tensão de saída, ou seja, tensão aplicada ao LED.
Intensidade Luminosa do LED dada em %, determinada através da Equação 9 a
partir da tensão aplicada ao LED
( ) (9)
Após estes testes e ajustes, seu funcionamento ocorreu normalmente e alguns
dos resultados obtidos podem ser encontrados na Tabela 04 abaixo.
Tabela 04 – Resultados de testes de Iluminação
Intensidade
Luminosa Tensão no LDR
Tensão de saída
(resistor + LED) % no LED
93,81% 3,12 1 0%
64,38% 4,65 2,8 11,93%
30,97% 6,39 4,16 66,51%
18,09% 7,06 4,28 71,23%
0,00% 9,36 5 100%
O Gráfico 7 a seguir relaciona a Intensidade Luminosa no Ambiente com a
Intensidade Luminosa apresentada pelo LED.

50
Gráfico 7 – Luminosidade no Ambiente x Luminosidade do LED
Conforme indica o gráfico, o funcionamento linear do LED com relação à
luminosidade do ambiente não foi obtida no controle automático utilizando a
programação Fuzzy, porém verifica-se que ele se aproxima do ideal, onde a iluminação
irradiada pelo LED aumenta conforme a luminosidade do ambiente diminui. Nenhum
pico de tensão indesejado foi observado durante todos os testes.
5.2 CONTROLE DE TEMPERATURA E UMIDADE
No controle de temperatura, inicialmente testou-se o controle da Ventoinha
ligando-a diretamente à saída da placa. Porém esta ação pode acarretar danos à placa, já
que a mesma fornece uma corrente muito baixa (5mA) com relação à corrente requerida
pela ventoinha (0,15A). Adicionalmente, observa-se que a ventoinha precisa de um
pulso de tensão para iniciar seu funcionamento. Com isso, considerando somente a
variação da saída da placa de 0-5V, estes valores não foram suficientes para que fosse
notado uma diferença em sua velocidade de rotação.
Com estes fatos observados, tornou-se necessário o uso do Driver PWM,
utilizando uma tensão de alimentação de carga de 10V. Utilizando este circuito, a tensão
enviada pelo LabView à Placa de aquisição teve seu valor dobrado e sua corrente
compatível à requisitada pelo atuador. Por exemplo, quando a placa envia uma tensão
de saída de 3V ao circuito de ventilação, a tensão efetiva aplicada à ventoinha é de 6V.
0%
11,93%
66,51% 71,20%
100%
0%
20%
40%
60%
80%
100%
0,00% 20,00% 40,00% 60,00% 80,00% 100,00%
Lum
ino
sid
ade
no
LED
Luminosidade do Ambiente

51
O controle manual da temperatura e da umidade, ou seja, o acionamento manual
da ventoinha e virtualmente do sistema de irrigação, ocorreu conforme previsto sendo
seus acionamentos correspondentes aos valores de entrada. Ao aumentar a intensidade
de ventilação, a qual pode ser variada de 0 a 100%, a tensão aplicada à ventoinha
aumenta proporcionalmente no range de 0 a 10V após passar pelo circuito de PWM.
Para o controle automático da temperatura, primeiramente observou-se o
comportamento do sensor de temperatura LM35 perante o ambiente. Observou-se que o
valor medido para a temperatura no local, em comparação com um termômetro
instalado no mesmo ambiente, teve diferenças decimais. Ou seja, a uma temperatura
medida pelo LM35 de 32,40° a mesma era medida pelo termômetro no valor de 32,12°.
Esta variação decimal não tem influência impactante sobre o controle e acionamento
dos atuadores.
Os testes efetuados, ocorreram inserindo valores de umidade diretamente pela
Interface Gráfica, já que fisicamente este controle não foi possível de ser implementado.
Os resultados obtidos para o atuador de irrigação também são observados somente via
interface gráfica. Como a temperatura ambiente não varia em frações de segundos ou
em poucos minutos, foram feitas três medições de temperatura, uma em cada dia
diferente mantendo a umidade relativa do ar no mesmo valor de 50%. Os valores
obtidos seguem na Tabela 5 a seguir.
Tabela 5 – Resultados do Controle de Temperatura
Temperatura
efetiva
Tensão no LM35
(V)
Temperatura
Medida Pelo
LM35
Tensão de
saída (V)
% de funcionamento
do ventilador
1° Dia 32,40° 0,3212 32,12° 2,50 50,00%
2° Dia 29,7° 0,3039 30,39° 2,37 47,31%
3° Dia 30,50° 0,3123 31,23° 2,43 48,61%

52
O gráfico 8 a seguir relaciona a intensidade de rotação da ventoinha, ou seja, da
ventilação no ambiente conforme varia a temperatura no local
Gráfico 8 – Temperatura no Ambiente x Ventilação
5.3 CONTROLE DE VAZÃO DA BOMDA D’ÁGUA
Primeiramente, para poder aplicar o sinal potência necessário à bomba d’água
também tornou-se necessária a utilização do circuito de PWM. Isso porque ela é
acionada por tensões baixas porém por potências maiores do que a fornecida pela placa
USB-6009. A placa fornece correntes baixas que não são suficientes para o devido
acionamento, podendo ocasionar dados à própria placa. Assim, também utilizou-se um
circuito Driver PWM como interface entre a placa e a bomba.
Pode-se observar que a bomba emite um sinal de start com uma tensão de
aproximadamente 0,45V e tem seu princípio de funcionamento com uma tensão
aproximada de 2,0V.Este fato não teve influência na Lógica Fuzzy utilizada pois a sua
saída é dada em porcentagem, ou seja, o valor de saída é o percentual (0% a 100%) de
funcionamento da bomba.
Como o volume de água presente no circuito de controle de nível é baixo,
considera-se que a tensão máxima aplicada à bomba será de 5V. Valores maiores a este,
aplicam uma vazão muito alta à bomba, dificultando a medição instantânea do nível de
50,00%
47,31%
48,61%
45,00%
47,00%
49,00%
51,00%
53,00%
55,00%
30 30,5 31 31,5 32 32,5 33
Fun
cio
nam
en
to d
o V
en
tila
do
r
Temperatura

53
água no reservatório superior, transportando a água entre os dois reservatório muito
rapidamente.
Com estas informações, tanto para a saída do controle manual tanto para a do
controle automático, ajustou-se o valor de tensão aplicado à saída da placa USB – 6009
a qual envia este valor de tensão ao circuito físico de funcionamento da bomba. Ou seja,
como a bomba é acionada somente com 2V, relacionou-se o valor enviado pela saída do
software para acionamento da bomba (0 a 100%) e a saída efetiva enviada ao terminal
da placa USB através da Equação 10 abaixo
( ) ( ) (10)
No caso do controle manual, a vazão da bomba d’água é regulada diretamente
pela Interface Gráfica através do botão giratório o qual possui um range de 0 a 100% da
vazão total.
No controle automático, observou-se que o sensor de nível apontava uma tensão
de 0,2V quando não havia solução no reservatório. Uma das possíveis causas é a
presença de gotas d’água existentes no sensor, ocorrendo uma “falsa” detecção de nível
de água no compartimento. Devido a este fato, foi feita uma pequena alteração na
programação Fuzzy e no diagrama de blocos para que este valor seja compensado.
Como já mencionado anteriormente, o estado ótimo considerado para o nível de
solução aquosa no reservatório superior do sistema de controle foi de 40% a 60% do
nível total de água, ou seja, entre 1,6cm a 2,4cm.
Testes foram realizados a partir de um determinado estado inicial de vazão e os
mesmos seguem descritos abaixo. Todas as medições efetuadas foram enumeradas e os
valores obtidos inseridos em tabelas.

54
Teste 01: O nível inicial de água no reservatório superior está em zero. As
medições instantâneas foram enumeradas e os resultados obtidos seguem na Tabela 6
abaixo.
Tabela 6 – Nível inicial de água em 0cm
Medição Nível (cm)
Tensão no sensor
(V)
Tensão de saída na
bomba (V)
Vazão da Bomba
(100%)
1 0 0,2 5,0 100%
2 0,5 0,8 5,0 100%
3 1,0 1,0 5,0 100%
4 1,5 3,8 5,0 100%
5 1,8 4,6 4,4 88%
6 2,0 6,2 3,5 70%
7 2,2 7,2 2,8 56%
8 2,2 7,2 2,8 56%
9 2,2 7,2 2,8 56%
10 2,2 7,2 2,8 56%
O gráfico 9 traz a variação do nível de água no reservatório e da vazão bomba
d’água.
Gráfico 9 – Nível de água no reservatório e vazão da Bomba (%) com Nível inicial = 0cm
0
0,5
1
1,5
1,8
2
2,2 2,2 2,2 2,2
100% 100% 100% 100% 88%
70% 56% 56% 56% 56%
0
0,5
1
1,5
2
2,5
0 2 4 6 8 10
Nível (cm) Vazão da Bomba (100%)

55
Teste 02: O nível inicial de água no reservatório superior está em seu valor
máximo: 4cm. As medições instantâneas foram enumeradas e os resultados obtidos
seguem na Tabela 7 abaixo.
Tabela 7 – Nível Inicial de água em 4cm
Passo Nível (cm) Tensão no sensor
(V)
Tensão de saída na
bomba (V)
Vazão da
Bomba
1 4 9,8 2 40,0%
2 3,5 9,4 2 40,0%
3 3 9,2 3,2 64,0%
4 2,8 8,9 2,7 54,0%
5 2,5 8,4 2,25 45,0%
6 2,5 8,4 2,25 45,0%
7 2,5 8,4 2,25 45,0%
8 2,5 8,4 2,25 45,0%
9 2,5 8,4 2,25 45,0%
10 2,5 8,4 2,25 45,0%
Do mesmo modo, o gráfico 10 abaixo traz a variação do nível de água no
reservatório superior e a variação da vazão da bomba d’água em % ao longo das
medições.
Gráfico 10 – Nível de água no reservatório e vazão da Bomba (%) com Nível inicial = 4,0cm
4
3,5
3 2,8
2,5 2,5 2,5 2,5 2,5 2,5
40,0% 40,0% 64,0% 54,0% 45,0% 45,0% 45,0% 45,0% 45,0% 45,0%
0
0,5
1
1,5
2
2,5
3
3,5
4
0 2 4 6 8 10
Nível (cm) Vazão da Bomba

56
Teste 03: Em um ultimo teste, mediu-se a variação da vazão da bomba d’água
com um volume inicial de água no reservatório de 3,0 cm. Os resultados obtidos
seguem na tabela 8 abaixo.
Tabela 8 – Nível Inicial de água em 4cm
Passo Nível (cm) Tensão no
sensor (V)
Tensão de saída
na bomba (V)
Vazão da
Bomba
1 3 9,2 2,3 46,0%
2 2,8 8,9 2,21 44,2%
3 2,8 8,9 2,21 44,2%
4 2,8 8,9 2,21 44,2%
5 2,8 8,9 2,21 44,2%
6 2,8 8,9 2,21 44,2%
7 2,8 8,9 2,21 44,2%
8 2,8 8,9 2,21 44,2%
9 2,8 8,9 2,21 44,2%
O gráfico 11 abaixo também traz a variação da bomba d’água e do nível de água
no reservatório a cada medição.
Gráfico 11 – Nível de água no reservatório e vazão da Bomba (%) com Nível inicial = 3,0cm
3 2,8 2,8 2,8 2,8 2,8 2,8 2,8 2,8
46,0% 44,2% 44,2% 44,2% 44,2% 44,2% 44,2% 44,2% 44,2%
0
0,5
1
1,5
2
2,5
3
3,5
0 1 2 3 4 5 6 7 8 9 10
Nível (cm) Vazão da Bomba

57
Dentre os três testes efetuados pode-se observar que o nível alcançado mais
próximo do ideal foi o teste em que foi iniciado com o reservatório vazio. Uma
explicação é que como a vazão de água do reservatório superior para o reservatório
inferior é constante e a vazão da bomba tem seu valor varia do através do sinal enviado
pela placa USB-6009, em certos momentos a vazão da bomba d’água é superior ao da
vazão constante para o escoamento deste mesmo líquido. Com isso, caso o reservatório
superior já tenha certa quantidade de água e a bomba d’água continua a fazer o
transporte do líquido com certa vazão aproximada ou superior à vazão constante de
escoamento, o nível ideal de 2,0cm não é atingido. Quanto maior o nível de água no
reservatório e enquanto a bomba estiver acionada, mais lenta e dificilmente o nível ideal
será atingido.
Pode-se observar que, tanto para o controle manual quanto para o controle
automático, há um atraso de aproximadamente 1,0 (um) segundo entre o tempo de envio
do sinal de saída da placa USB-6009 até o acionamento da bomba através deste sinal.
5.4 CIRCUITO PWM
O circuito driver de Potência implementado em ambos os casos (temperatura e
vazão d’água) pode ser observado na Figura 26 abaixo. Foram utilizadas duas placas
idênticas à da imagem.
Figura 26 – Implementação do Circuito Driver PWM
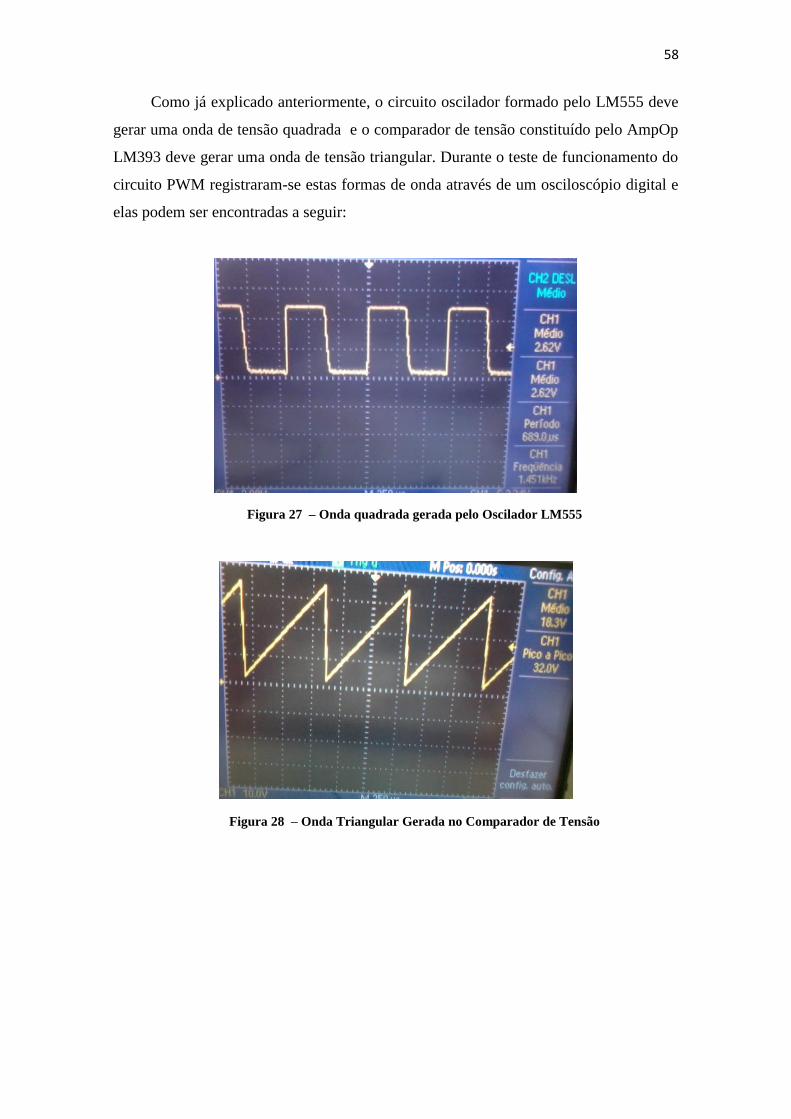
58
Como já explicado anteriormente, o circuito oscilador formado pelo LM555 deve
gerar uma onda de tensão quadrada e o comparador de tensão constituído pelo AmpOp
LM393 deve gerar uma onda de tensão triangular. Durante o teste de funcionamento do
circuito PWM registraram-se estas formas de onda através de um osciloscópio digital e
elas podem ser encontradas a seguir:
Figura 27 – Onda quadrada gerada pelo Oscilador LM555
Figura 28 – Onda Triangular Gerada no Comparador de Tensão

59
5.5 INTERFERÊNCIAS NO DRIVER DE POTÊNCIA
Para a implementação do circuito Driver de Potência para o acionamento da
bomba de vazão, encontrou-se dificuldades na obtenção dos resultados satisfatórios ao
seu funcionamento.
O primeiro a ser observado é a influência da capacitância própria do protoboard
utilizado na implementação, o qual produzia ruídos perceptíveis ao sistema.
A fonte de alimentação CC também possuía ruídos consideráveis, que ao serem
analisados através do osciloscópio observou-se uma onda senoidal, ruído este oriundo
da própria rede de alimentação de energia.
5.6 LIMITAÇÕES DA PLACA USB-6009
O controle desenvolvido deve ler múltiplas entradas analógicas simultaneamente.
O intuito inicial do controle era de que o usuário escolhesse entre as opções de
manual e automático para cada variável de controle. Ou seja, há um botão de controle
para escolher separadamente o controle manual ou automático para controle de
temperatura, controle de iluminação, etc. Com isso, cada variável é ligada a um DAQ
Assistant VI isoladamente, os quais cada um leria uma entrada diferente. Este controle
isolado seria iniciado a partir de um Case Structure, onde, caso o botão Automático
estivesse acionado, acionaria o True do Case Structure onde internamente haveria o
bloco DAQ para a leitura dos dados.
Ao se analisar cada entrada separadamente, o sistema funcionou normalmente e
enviou as saídas apropriadas aos atuadores, tanto manual quanto automaticamente.
Porém ao escolher dois ou mais controles simultaneamente, ou seja, ao se ler duas ou
mais variáveis analógicas do sistema em DAQ Assistant diferentes, o software conflitou
todas as entradas, sem poder dar prioridade às tasks e não funcionou corretamente,
apresentando uma mensagem de erro: erro5010.
Após uma pesquisa no próprio site da National Instruments pode-se encontrar a
possível causa para o ocorrido. Como já mencionado anteriormente, os sinais analógicos
de entrada devem ser convertidos em sinais digitais para sua correta leitura pelo
LabView, através de um conversor analógico/digital. Do mesmo modo, os sinais de

60
saída analógicos, são enviados em forma digital pelo LabView e convertidos em digitais
pelo conversor existente na placa.
Porém a placa NI USB-6009 possui somente um conversor analógico-digital
interno e com isso somente pode-se fazer a conversão interna das variáveis uma de cada
vez. Ou seja, caso o sistema tente ler mais variáveis ao mesmo tempo, a leitura deverá
ser feita uma por uma e não simultaneamente. Caso contrário, as mesmas entram em
conflito ao serem convertidas em sinais digitais e o sistema apresenta o erro citado
anteriormente.
Para esta correta leitura a opção mais simples foi compilar todos os dados de
entrada em um único vetor e enviá-lo a somente um bloco de entradas DAQ Assistant
Express VI.
Para a saída de dados, este mesmo problema não ocorre. Portanto, utilizou-se um
DAQ Assistant para cada variável de saída, para que a visualização de todo o diagrama
de blocos do sistema seja simples e de maior entendimento do usuário.
Com isso, a primeira opção foi inserir somente um botão de automático, o qual
acionava o controle simultâneo de todas as variáveis do sistema automaticamente.
Quando o botão não estava acionado, o acionamento manual também era simultâneo
para todo o sistema.
Mas a configuração para acionamento automático separadamente para cada
variável também foi possível, porém com o bloco DAQ Assistant externo do Case
Structure.
5.7 PROPOSTAS DE TRABALHOS
Como propostas para trabalhos futuros, pode-se desenvolver o controle das
variáveis mais complexas do sistema, como a concentração de nutrientes na solução
aquosa utilizada no cultivo por hidroponia.
A especialista Mônica Daffener explica que cada hortaliça a ser cultivada tem
uma necessidade de sais específica. Por exemplo, o espinafre é rico em ferro portanto
também necessita de uma boa concentração de ferro na solução nutritiva para que ele
cresça corretamente.Após a solução passar pelo canal de cultivo, ela é filtrada e enviada
novamente ao tanque, onde é analisada a concentração dos nutrientes na mesma. Como

61
as hortaliças absorvem a água com os nutrientes, é necessária a reposição dos mesmos,
o que ocorre antes de a solução entrar novamente no tanque de armazenamento.
Segundo observa Costa, s.d. as plantas comumente absorvem mais água do que
nutrientes. Com isso, a solução passa a ter maior concentração salina e, ao longo dia,
esta concentração aumente com a reposição da solução que é feita. Uma grave
conseqüência é a absorção de quantidades excessivas de sais por parte das plantas, o que
pode acarretar em diversos problemas como o não crescimento das mesmas, pois ao
contrário da falta de nutrientes, essa alta concentração salina provoca a osmose das
plantas fazendo com que elas percam muita água.
A partir destas informações, pode-se desenvolver um sistema de controle
periódico desta reposição de sais na solução, atingindo assim níveis satisfatórios de
concentração salina para o cultivo.
Mônica Daffener também menciona que caso este controle não ocorra, há
contaminação imediata de todas as hortaliças de um mesmo canal, perdendo-se todas as
hortaliças cultivadas.
Como uma outra sugestão, pode-se desenvolver a interface computador/sistema
através de uma rede wireless, a qual não necessita de fios ligados do sistema ao
computador de controle, sendo possível ao usuário acessar a interface gráfica do sistema
de qualquer outro lugar.
Como este trabalho visou o controle de variáveis através de Lógica Fuzzy, não se
implementou o controle através das saídas digitais como acender ou apagar LEDs de
sinalização,abertura e fechamento de portas. Com isso, propõe-se também a
implementação destes controles, que são relativamente simples e que podem ser
aplicados num projeto mais completo de controle.

62
REFERÊNCIAS
ADD THERM. Sensores de Temperatura LM35. s.d.. Disponível em:
< http://www.addtherm.com.br/medicao-termica/sensores-de-temperatura-lm35>Acesso
em: 10 fev. 2013.
BOTURA, C. A.. Estudo e Projeto de um Controlador Usando Lógica Difusa
Aplicado ao Controle Ativo de um Combustor do Tipo Tubo de Rijke. 1999.
Dissertação de Mestrado em Física. Universidade Estadual Paulista Júlio de Mesquita
Filho - UNESP
BOTURA JR., Galdenoro. Lógica Fuzzy: Teoria e Aplicação. 2012. Notas de Aula.
Univerisdade Estadual Paulista – UNESP. Sorocaba, 2012.
COMO TUDO FUNCIONA. O que é umidade relativa do ar e como ela nos afeta?
S.d. Disponível em: <ciencia.hsw.uol.com.br> Acesso em 03 mar, 2013.
COSTA, Edcarlos da Silva. Automação e eficiência energética em cultivos
hidropônicos como uma proposta de resgate cultural etno-sócio-ambiental. s.d.5 f.
Artigo. Pós-graduando em Gestão e Planejamento do Meio Ambiente. Faculdade de
Tecnologia e Ciências (FTC). Bahia.
CURSO DE HIDROPONIA. Hidroponia: Uma olhada para o futuro. 2012.
Disponível em: <curso-hidroponia.blogspot.com.br>. Acesso 28 mar,2013.
DO PRADO Igor Ferreira; KASCHNY Jorge Ricardo de Araujo.Aplicações de
microcontroladores no manejo de culturas protegidas. s.d. 4. Artigo. Instituto
Federal da Bahia. Vitória da Conquista.
FRITZEN, José Ernani. Monitoramento e Controle de Estufa Hidroponica
microcontrolada via Internet (Software). 2007. 60 f. Trabalho de Conclusão de Curso
(graduação em Tecnologia em Sistemas Digitais). Centro Federal de Educação
Tecnológica de Santa Catarina, Florianópolis, 2007.
FURLANI, Pedro Alberto; SILVEIRA, Luis Claudio Paterno; BOLONHEZI, Denizart;
FAQUIN, Valdemar. Cultivo Hidropônico de Plantas. Parte 1 – Conjunto
Hidráulico. Infobibos – Informações tecnológicas.2009. Disponível em:
http://www.infobibos.com. Acesso em: 16 jan, 2013.
HALLIDAY, David; RESNICK, Robert; WALKER, Jearl.Temperatura. In:
HALLIDAY, David; RESNICK, Robert; WALKER, Jearl. Fundamentos de Física 2.
Ed.7. Editora LTC. 2006. P.169-174.
HUMIREL. Relative Humidity Sensor. HS1100/HS1101. Disponível em:
<www.datasheetcatalog.com> . Acesso em 27.fev.2013.
NATIONAL INSTRUMENTS. NI USB-6009. Disponível em:
<http://sine.ni.com/nips/cds/view/p/lang/pt/nid/201987> Acesso em 05 fev. 2013.

63
NATIONAL SEMICONDUCTOR.Precision Centigrade Temperature
Sensors.LM35. National Semiconductor. 2000. Disponível em:
<www.national.com>Acesso em 10 fev. 2013.
NVC. Medidas da Luz. 2011. Disponivel em: <www.nvc-iluminacao.com.br>. Acesso
em: 10 fev, 2013.
OLIVEIRA, M.R.V.de.; FERREIRA, D.N.M.; MIRANDA, R.G.; MESQUITA, H.R.
Estufas, sua importância e ocorrência de pragas. EMBRAPA-CENARGEN, 1992.
p.7. (EMBRAPA-CENARGEN. Comunicado Técnico, 11. Brasília
PINTO, Gustavo S. ; DA SILVA,Thaís L. ; VIEIRA, Luciana A. ; DE SOUZA, Kleiber
T. Sistema de Monitoramento para Cultivo em Áreas Cobertas. s.d.Instituto de
Estudos Superiores da Amazônia – IESAM.
PRADO, Pedro Henrique Souza. Controle e monitoramento da temperatura de um
ambiente utilizando um conjunto Microcontrolador/pc. 2011. Monografia de
Graduação em Engenharia de Controle e Automação. Universidade Federal de Ouro
Preto.
RURAL NEWS. Estufas - produção agrícola em ambientes controlados. Disponível
em:
<http://www.ruralnews.com.br/visualiza.php?id=202> Acesso em: 08 jan. 2013.
SABER ELETRONICA. Sensor de umidade. 2007. Disponível em:
<http://www.sabereletronica.com.br/secoes/leitura/103>. Acesso em 27.fev.2013.
SCHUCK, M.R.; PAULA, V.A. de; DUARTE, G.B.; MENDEZ, M.E.G.; DUARTE,
L.; BECKMANN, M. Z. Avaliação da temperatura e umidae relativa do ar no meio
interno e externo do ambiente protegido para dias típicos. S.d.
SILVA, Marcelo Augusto de Aguiar e; ESCOBEDO João Francisco ;GALVANI
Emerson; DA CUNHA Antonio Ribeiro. Avaliação de temperatura e umidade
relativa do ar em estufa com cobertura de polietileno. 5.Artigo. Departamento de
Recursos Naturais, FCA/UNESP. Botucatu.
TEDBEN ADVENTURES. Hidroponia. 2012. Disponível em:
<tedbenadventures.blogspot.com.br> Acesso em 28 mar, 2013.
TONI ELETRONICA 1. Circuito Sensor de luz com LDR. s.d. . Disponivel em:
<http://www.te1.com.br> . Acesso em 10 fev,2013.
WEBTRONICO. LM35 – Sensor de Temperatura. 2013.Disponível em:
<http://www.webtronico.com/lm35-sensor-de-temperatura.html> Acesso em 10 fev.
2013.
WITKOVSKI, Anderson. Sensores LDR. Ebah.Disponível em:
<http://www.ebah.com.br/content/ABAAAAPOMAF/sensores-ldr> Acessado em: 27
fev. 2013

64
ANEXO I – CIRCUITO DRIVER PWM