Embed Size (px)
Citation preview
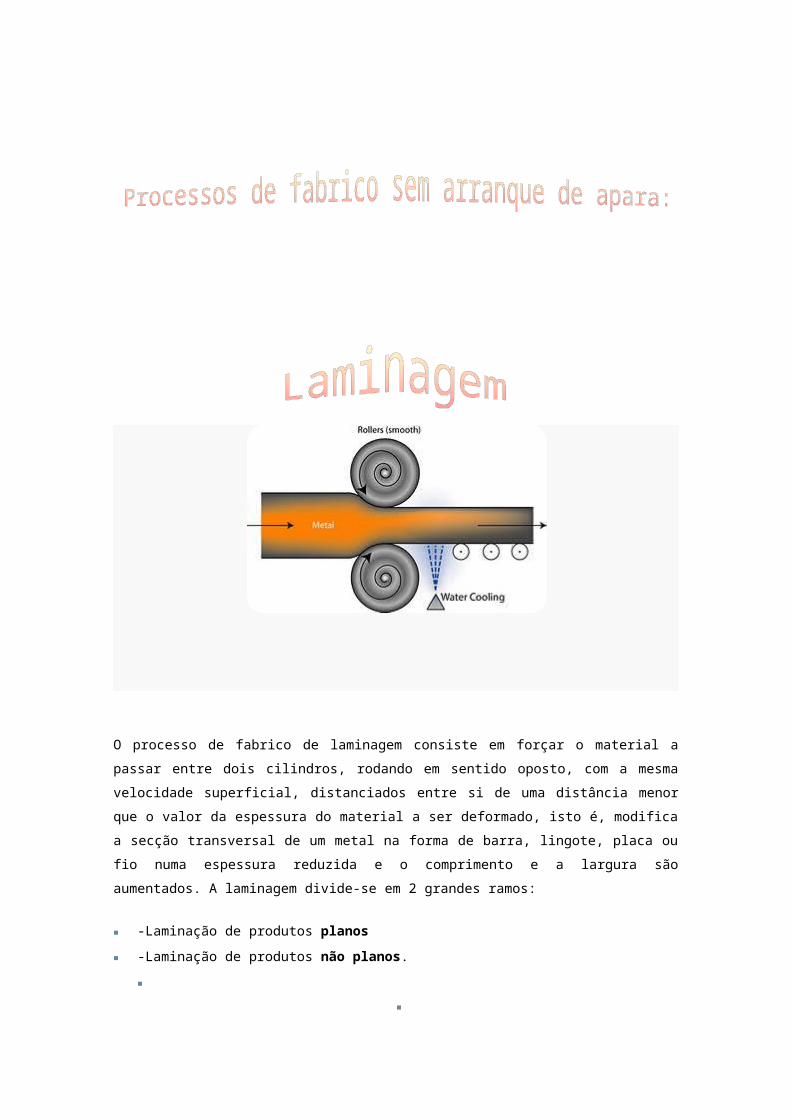
O processo de fabrico de laminagem consiste em forçar o material a passar entre
dois cilindros, rodando em sentido oposto, com a mesma velocidade superficial,
distanciados entre si de uma distância menor que o valor da espessura do material
a ser deformado, isto é, modifica a secção transversal de um metal na forma de
barra, lingote, placa ou fio numa espessura reduzida e o comprimento e a largura
são aumentados. A laminagem divide-se em 2 grandes ramos:
-Laminação de produtos planos
-Laminação de produtos não planos.
Laminação de produtos planosO objectivo é produzir chapas de determinada espessura a partir de chapas
mais grossas, de blocos ou lingotes. A redução é progressiva, em vários
passes e sempre num mesmo plano, cada passe reduzindo a espessura num
certo percentual. Os esforços chegam a milhares de toneladas devido às
grandes áreas envolvidas. Os cilindros de trabalho, que entram em contacto
com o material, são suportados por cilindros de encosto, de maior diâmetro
o que evita que aqueles se quebrem. De todo o modo, a deformação elástica
resulta em uma deflexão maior no meio do que nas extremidades dos
cilindros. Para evitar que as chapas tenham espessuras diferentes ao longo
da largura, os diâmetros dos cilindros de trabalho são maiores no meio do
que nas extremidades.
Laminação de produtos não planos
O objectivo é produzir barras (redondas, quadradas) ou perfis (cantoneiras,
vigas). Para se poder produzir isso é necessário que a deformação seja
muitas vezes alternada entre 2 planos, de modo que a largura e espessura
sejam reduzidas. Ao contrário dos cilindros usados para chapas, aqui eles
recebem canais maquinados, por onde passam as barras e perfis, que são
assim obrigados gradualmente, passo a passo, a mudar da secção inicial (ex:
quadrada) até o perfil final.
Processo de laminagem
Principais processos de laminagem são:
-Etapas de laminação.
-Temperatura de trabalho.
-Tipos de laminadores.
Etapas de Laminação
1- Desbaste inicial dos lingotes em blocos, tarugos ou placas (laminação a
quente).
2- Nova etapa de laminação a quente para transformar o produto em chapas
grossas. 3- Tiras a quente, vergalhões, barras, tubos, trilhos ou perfis
estruturais.
4- Laminação a frio.
Vantagens e Desvantagens do processo
Vantagens:
-Alta produtividade
-Controle dimensional do produto acabado que pode ser bastante preciso.
-Processo primário (Matéria prima para outros processos)
-Muito utilizado
-Alta resistência e excelente tenacidade.
Desvantagens:
-Vazios- (originados no seio do metal podem causar enfraquecimento da
resistência mecânica).
-Gotas frias (são pingos de metal que se solidificam e permanecem no
material formando defeitos na superfície).
-Empenamento
-Dobras
-
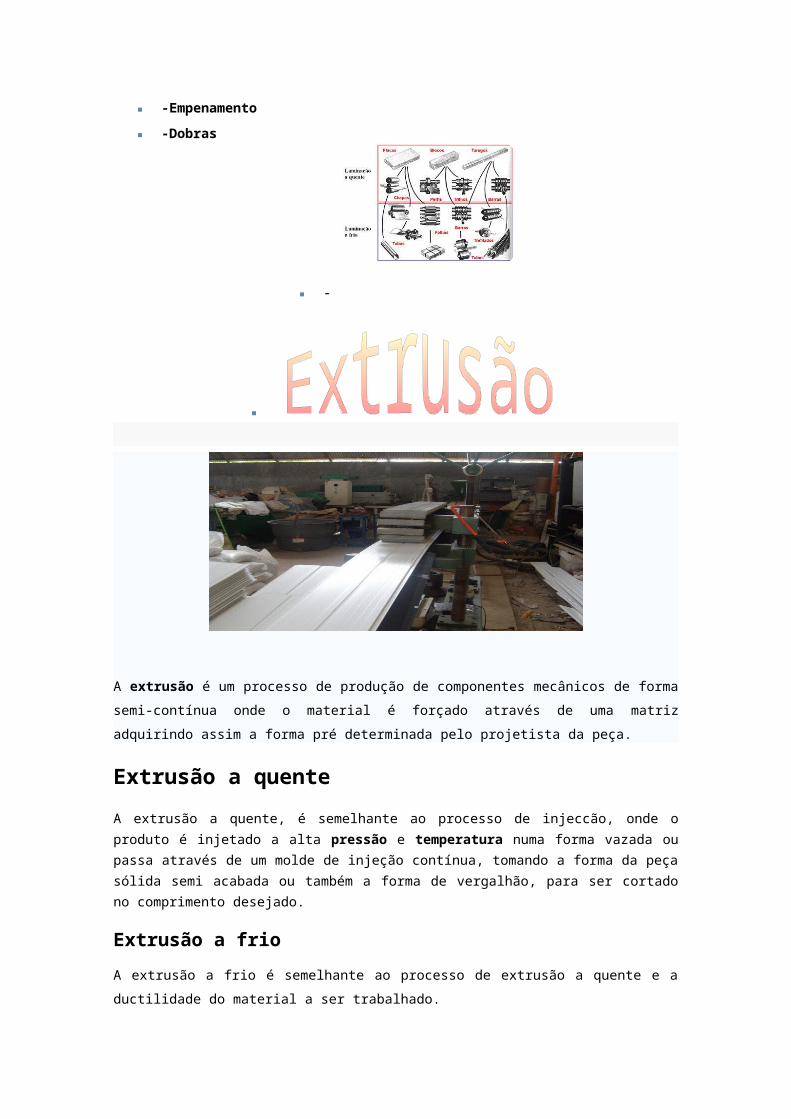
A extrusão é um processo de produção de componentes mecânicos de forma semi-
contínua onde o material é forçado através de uma matriz adquirindo assim a forma
pré determinada pelo projetista da peça.
Extrusão a quente
A extrusão a quente, é semelhante ao processo de injeccão, onde o produto é injetado a alta pressão e temperatura numa forma vazada ou passa através de um molde de injeção contínua, tomando a forma da peça sólida semi acabada ou também a forma de vergalhão, para ser cortado no comprimento desejado.
Extrusão a frio
A extrusão a frio é semelhante ao processo de extrusão a quente e a ductilidade do
material a ser trabalhado.
Pode-se dizer que a extrusão é a produção semi-contínua dos componentes
fabricados, pois, as peças em geral são bastante longas e seu comprimento é
limitado pela quantidade de material inserido na cavidade onde age o pistão
injector.

Em função da natureza da fabricação, as peças extrudadas são semi-acabadas não
necessitando assim posteriores usinagens(processo mecânico). Existe ainda um
sistema chamado híbrido, que é a combinação da extrusão por injeção combinada
com operações de forjamento, em geral executada a frio.
Alguns dos materiais mais usados no processo de extrusão são o Aluminio, o
Magnésio, o Chumbo e o Cobre.
Estampagem refere-se a um conjunto de operações executadas no material
bruto, de forma a que geralmente se obtém, ao final do processo, um produto
acabado em termos de forma e dimensões.
As operações são executadas geralmente com auxílio de ferramentas, instaladas
em prensas. Estampagem é um processo de fabricação realizado a frio, no qual
uma chapa e colocado sobre uma matriz e é submetida a uma força de um
punção.Por estampagem entende-se o processo de fabricação de peças, através do
corte ou deformação de chapas em operação de prensagem a frio. As operações
de estampagem podem ser resumidas em três operações básicas:
-corte
-dobramento
-embutimento(introduzir á força)
A estampagem da chapa pode ser simples, quando se executa uma só operação.
Com a ajuda da estampagem de chapas, fabricam-se peças de aço baixo carbono,
aços inoxidáveis, alumínio, cobre e de diferentes ligas não ferrosas.
Devido às suas características este processo de fabricação tem várias vantagens:
- Alta produção;
- Acabamento bom, não necessitando processamento posterior;
- Maior resistência das peças devido à conformação, que causa o encruamento no
material;
- Baixo custo de controle de qualidade devido à uniformidade da produção;
-Facilidade para a detecção de desvios.
Desvantagens: -alto custo de ferramentas (se a produção for elevada).
A calandragem é um processo contínuo que consiste em alimentar o PVC
gelificado e quente nos cilindros aquecidos de uma calandra. Normalmente, a
calandra tem quatro rolos de tamanhos distintos, que giram a velocidades
ligeiramente diferentes para formar lâminas ou filmes de PVC. Estes laminados
podem ser tratados mecanicamente ou podem ser orientados por estiramento para
a produção de artigos rígidos ou plastificados.
O processo de calandragem também é utilizado para a confecção de filmes planos,
chapas e laminados que são posteriormente termoformadas dando origem a
produtos para a industria de embalagens alimentícia, farmacêutica, automobilística
e outras. A principal vantagem é obter um material com espessura constante e com
um excelente acabamento.
Este processo consiste em extrusar o Composto de PVC e formando um cordão ou
uma fita que será depositado num sistema de cilindros aquecidos que formam a
calandra. Dependendo da tecnologia utilizadas as calandras podem ter números
diferentes de cilindros. Normalmente, a calandra tem quatro rolos de tamanhos

disitintos, que giram a velocidades ligeiramente diferentes para formar os filmes,
chapas ou laminados.
As características dos materiais obtidos pelo processo de calandragem são:
possibilidade de obter-se materiais planos com ou sem brilho; transparentes, opacos, ou coloridos; baixa permeabilidade ao vapor d'água; produtos atóxicos; espessura constante; obtenção de materiais rígidos ou flexíveis.
Trefilagem é o processo de fabricação de arame e barras finas de metal. É um
processo industrial que acarreta na redução da seção transversal (largura) e
respectivo aumento no comprimento do material. Consiste na Tração da peça
através de uma matriz chamada fieira, com forma de canal convergente. O
processo de trefilação consiste em puxar o metal através de uma matriz, por meio
de uma força de tração a ele aplicada na saída da matriz. A maior parte do
escoamento plástico é causada por esforços de compressão resultantes da reação
do metal com a matriz. Geralmente a parte metálica apresenta simetria circular,
embora isto não seja um requisito necessário. Existem muitas aplicações para a
trefilagem como produção de fios elétricos, cabos, clipes de papel, corda para
instrumentos musicais e raio para rodas.
Da redução sucessiva de diâmetro de uma barra metálica maciça podem resultar
barras, vergalhões e arames, dependendo do diâmetro do produto final. Por outro
lado, a trefilação pode também ser realizada em tubos ocos e, neste caso, existem
diversas técnicas empregadas, com a utilização, ou não, de um mandril interno ao
tubo que permite um melhor controle da espessura final. Geralmente os processos
de trefilação são realizados à temperatura ambiente; todavia, uma vez que as
deformações envolvidas são normalmente grandes, ocorre um aumento
considerável de temperatura durante a operação.
Trefilação a Frio
Esse tipo de trefilação é usado para metais de rede CFC (Cúbico de Face Centrado).
O fio é preparado de forma que se prenda na garras da trefila, sendo então puxado.
A medida que o fio é puxado através das garras, o seu volume permanece o
mesmo, o diâmetro diminui e o seu comprimento aumenta. Geralmente, são usadas
mais de uma tarracha seguidas umas das outras, reduzindo sucessivamente o
diâmetro. A área de redução da seção transversal de fios finos varia entre 15 e
25 % e fios grossos entre 20 e 45 %. É importante que a tarracha gire
eventualmente deixando o fio deslizar com menos resistência a uma velocidade
constante com o objetivo de não deixar que o fio agarre, o que poderia enfraquecer
ou até mesmo quebrar o fio. A velocidade em que o fio deve ser trefilado varia de
acordo com o material e a dimensão da redução. O fato de puxar o material sem
aquecimento prévio, exige maior força da máquina. Logo, pode causar exaustão
antecipada do equipamento e fadigas no metal. Para diminuir os efeitos da
exaustão, existe a lubrificação. Além de garantir mais durabilidade para as
tarrachas, a lubrificação faz com que o acabamento da trefilagem fique melhor. A
seguir, alguns tipos de lubrificação:
trefilação húmida: as fieiras e o fio ficam completamente imersos no lubrificante.
trefilação seca: o fio ou barra passa entre um reservatório de lubrificante o que deixa a superfície preparada para a trefilação.
cobertura metálica: o fio é coberto com uma camada de metal que funciona como um lubrificante sólido.
vibração ultrasônica: as fieiras e os mandris, ou carcaças de aço, são vibrados, o que ajuda a reduzir os esforços mecânicos e permitir maiores reduções por passada.
Existem vários tipos de lubrificantes. Um dos métodos é mergulhar o fio numa
solução de sulfato de cobre fazendo com que uma camada de cobre fique
depositada formando uma espécie de lubrificante. Em alguns tipos de fio, o cobre
continua envolvendo o fio prevenindo contra oxidação ou então para permitir uma
boa separação dos fios.
Trefilação a Quente
Essa trefilação aplica-se a metais de rede CCC (Cúbico de Corpo Centrado). Por
esses metais serem pouco maleáveis, é necessário aquecê-los até uma temperatura
adequada em que obterão empacotamento igual às redes CFC, para poderem,
então, serem trefilados. Após a temperatura baixar recuperam sua característica
original.
Fieiras para a trefilagem
As fieiras, ou trefilas, utilizadas na trefilação são compostas de uma carcaça de aço
e um núcleo feito de material bastante duro. O núcleo é geralmente feito de
Carbeto de tungstênio ou diamante industrial. O diamante sintético, ou industrial, é
usado geralmente nas etapas iniciais de trefilagem enquanto que as fieiras feitas de
diamante natural são utilizadas nas etapas finais. Para trefilar fios muito finos um
cristal simples de diamante é utilizado.
Os principais produtos são fios e barras, apesar de estas serem mais comumente
produzidas com a Extrusão .
A dobragem é a substituição da voz original de produções
audiovisuais (filmes, séries, desenhos animados, telenovelas,
documentários, reality shows) pela interpretação de um dublador ou
dobrador quase sempre noutro idioma. Há também dublagem no
mesmo idioma, usada para melhorar a entonação do som original,
algo utilizado principalmente em comerciais e musicais.
A dobragem é feita em estúdios de dobragem, com profissionais
diversos, dentre os quais os dobradores que são aqueles que com sua
voz traduzem verbalmente as obras
A quinagem é um dos processos de alteração de forma que consiste na
deformação plástica de chapa permitindo o fabrico de superfícies
planificáveis de geometria cilíndrica, cónica ou prismática.
A quinagem é um processo tecnológico que utiliza no fabrico um cunho e
uma matriz montados em máquinas ferramentas designadas de quinadoras.
Os cunhos e as matrizes são simples de fabricar, e geralmente adaptáveis a
uma larga variedade de formas e dimensões. O campo de aplicação
específico da quinagem de chapa é a produção de pequenas séries de
fabrico.
Caracteristicas do Processo
Permite o fabrico de peças de chapa (ou barra de pequena espessura) com superfícies planificáveis.
Campo de aplicação diversificado. Baixa taxa de produção. As quinadoras possuem, geralmente, tabelas de quinagem que
permitem calcular a força de quinagem por metro de chapa a quinar, a aba mínima, o raio mínimo de quinagem, a abertura da matriz, entre outros.
Quinagem no ar
Neste caso, o valor do ângulo de quinagem é determinado pela penetração
do punção na matriz (profundidade de quinagem). As forças envolvidas são
baixas, mas a precisão dimensional é limitada, devido à recuperação
elástica que o material sofre após deformação plástica alterando a
geometria final da peça.
Quinagem a fundo
Na quinagem a fundo, muitas vezes designada de quinagem com "quebra
do nervo", a chapa é esmagada entre o cunho e a matiz de modo a reduzir
ou até mesmo eliminar a recuperação elástica do material após serem
retiradas as solicitações aplicadas. Geralmente, utilizada para chapas finas
(espessura inferior a 3 mm), a força utilizada é 3 a 5 vezes maior do que a
utilizada no processo de quinagem no ar.
.Quinagem em V
Na quinagem em V, a chapa é deformada até encostar às ferramentas, sendo a folga entre cunho e matriz igual à espessura da chapa. A operação é mais precisa que a quinagem no ar e é geralmente utilizada para quinar chapas com ângulos de 90º ou ligeiramente inferiores, com espessuras que podem variar entre os 0.5 e os 25 mm.
Quinagem em U
Na quinagem em U, existem 2 eixos de dobragem paralelos. Normalmente
utiliza-se um encostador que promove o contacto com a chapa na zona do
fundo do cunho, evitando defeitos de forma na peça. A força de quinagem
tem um acréscimo de cerca de 30 a 40%.
Quinagem em Rotativa
Na quinagem rotativa recorre-se a uma matriz rotativa para enformar a
chapa. Não é necessário utilizar encostador e as forças requeridas são
baixas. O efeito de mola pode ser compensado diminuindo o ângulo de
dobragem.
Quinagem em Flange com cunho de arraste
Uma das abas é fixada por um encostador, enquanto que a outra é dobrada
a 90º pela acção do cunho. Com a variação do curso, é possível alterar com
facilidade a dimensão da aba enformada e o ângulo de dobragem.
Variantes especiais
Poderemos ter ainda variates do processo que permitem efectuar duas
quinagens em simultâneo, ou efectuar dobras sucessivas em grandes
comprimentos de chapa.
Vantagens e Desvantagens
A quinagem pode efectuar-se fundamentalmente de dois modos: quinagem
no ar ou livre, e quinagem a fundo ou forçada. Sendo estes os principais
tipos de quinagem existem como em todos os processos vantagens e
desvantagens mediante as aplicações.
Vantagens da quinagem no ar
A quinagem pode ser efectuada em máquinas-ferramenta de menor capacidade, pois a força e energia necessárias são menores.
O desgaste e o perigo de inutilização das ferramentas é menor. O mesmo conjunto cunho/matriz pode ser utilizado para efectuar dobragens de
diferentes ângulos, reduzindo-se os custos de preparação e montagem das ferramentas.
Desvantagens da quinagem no ar
Uma das principais dificuldades da quinagem ao ar reside no controlo do fenómeno de recuperação elástica ou efeito de mola.







![K µ ] D v }Title: Microsoft Word - Novo_a_ Documento do Microsoft Office Word Author: Wallace Created Date: 3/10/2020 11:25:21 AM](https://img.document.onl/doc/110x75/5f60222921da751fb40e5d68/k-d-v-title-microsoft-word-novoa-documento-do-microsoft-office-word.jpg)




















