Embed Size (px)
Citation preview
OBTENÇÃO DE FILMES DE NÍQUEL EM SUBSTRATOS DE
ALUMÍNIO
Aluna: Adriana Fernandes Nardi
Orientador: Eduardo de Albuquerque Brocchi
Co-orientador: Rogério Navarro Correia de Siqueira
1. Introdução A produção de dispositivos de máximo desempenho consiste no principal objetivo
da engenharia de materiais. De forma a alcança-lo, materiais com propriedades físico-
químicas distintas podem ser combinados, alcançando-se propriedades finais adequadas
à aplicação almejada1. Contemplando esse processo, têm-se, de um lado, os materiais
compósitos, onde cristais de um material (fase dispersa) são introduzidos no interior de
uma matriz constituída por um material com propriedades distintas do primeiro. Nesse
contexto, compósitos constituídos Cu – Al2O3 e Ni – Al2O32 configuram interessantes
exemplos - a íntima “mistura” dos materiais faz com que o conjunto adquira
propriedades mecânicas únicas3. Outra forma interessante para a combinação de
materiais consiste em se depositar sobre um substrato (metálico, polimérico ou
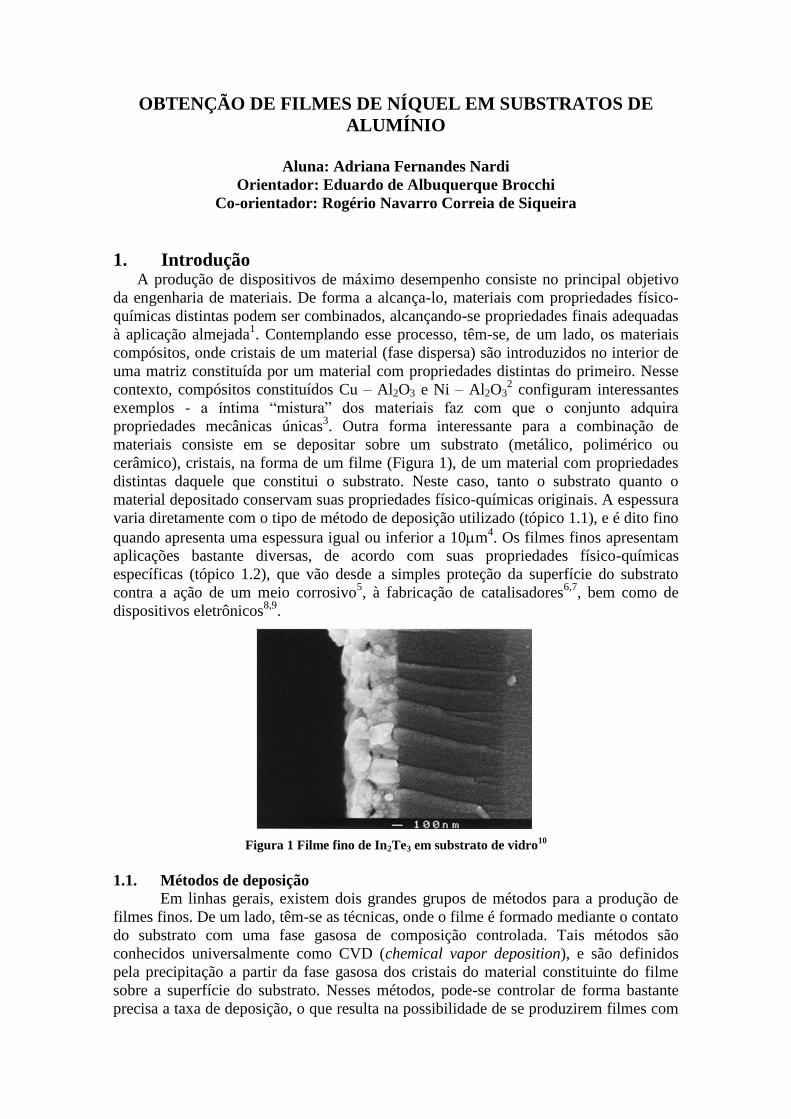
cerâmico), cristais, na forma de um filme (Figura 1), de um material com propriedades
distintas daquele que constitui o substrato. Neste caso, tanto o substrato quanto o
material depositado conservam suas propriedades físico-químicas originais. A espessura
varia diretamente com o tipo de método de deposição utilizado (tópico 1.1), e é dito fino
quando apresenta uma espessura igual ou inferior a 10m4. Os filmes finos apresentam
aplicações bastante diversas, de acordo com suas propriedades físico-químicas
específicas (tópico 1.2), que vão desde a simples proteção da superfície do substrato
contra a ação de um meio corrosivo5, à fabricação de catalisadores
6,7, bem como de
dispositivos eletrônicos8,9
.
Figura 1 Filme fino de In2Te3 em substrato de vidro
10
1.1. Métodos de deposição
Em linhas gerais, existem dois grandes grupos de métodos para a produção de
filmes finos. De um lado, têm-se as técnicas, onde o filme é formado mediante o contato
do substrato com uma fase gasosa de composição controlada. Tais métodos são
conhecidos universalmente como CVD (chemical vapor deposition), e são definidos
pela precipitação a partir da fase gasosa dos cristais do material constituinte do filme
sobre a superfície do substrato. Nesses métodos, pode-se controlar de forma bastante
precisa a taxa de deposição, o que resulta na possibilidade de se produzirem filmes com
espessuras na escala nanométrica3. Adicionalmente, a deposição pode ser estimulada
mediante a aplicação de campos magnéticos e ou elétricos, o que permite um controle
fino da microestrutura do filme, variável esta determinante para as suas propriedades
finais (tópico 1.2). No segundo grande grupo de métodos, tem-se aqueles onde a reação
de deposição ocorre em meio líquido. Mediante o controle da temperatura e da
concentração da solução inicial, estabelece-se uma taxa de deposição apropriada, que irá
determinar a espessura do filme obtido. A deposição pode ainda ser assistida mediante a
aplicação de campos elétricos (métodos eletroquímicos de deposição), alcançando-se
nesses casos um controle ainda mais fino da taxa e mecanismo de deposição3.
Dentre os métodos de deposição fundamentados em precipitações a partir de um
meio líquido convém diferenciar aqueles onde a deposição do filme de interesse se dá
em uma única etapa, como, por exemplo, os métodos de obtenção de filmes de óxidos a
partir de reações químicas estimuladas na fase líquida. Alternativamente, têm-se os
métodos onde um filme de um material precursor é depositado sobre a superfície do
substrato, que, após um tratamento térmico e ou químico apropriado se transforma no
filme de interesse10
. Deste último grupo faz parte o método empregado no presente
trabalho (tópico 4), que se fundamenta na precipitação de um filme precursor de nitrato
metálico, que, mediante um tratamento térmico apropriado, é convertido em um filme
de óxido. Este método foi empregado em uma etapa anterior pertencente ao presente
estudo, em que filmes de NiO foram depositados na superfície de placas metálicas. A
insatisfatória adesão dos filmes produzidos serviu de estimulo à segunda parte da
pesquisa, que se fundamenta na redução do filme de óxido à forma metálica mediante
reação com H2 gasoso.
1.2. Propriedades dos filmes finos
Naturalmente, as propriedades do filme fino depositado dependem diretamente
da natureza química do material que o constitui. Neste contexto, é comum observar a
combinação de materiais com propriedades físico-químicas diversas. Um exemplo
interessante, consiste na deposição de filmes de TiO211
ou ZrO212
na superfície de
substratos constituídos por aços com baixo teor de carbono. A cobertura cerâmica inibe
o acesso do oxigênio à superfície do aço, prevenindo a formação de inclusões, o que em
última instância determina um aumento da via útil da peça. Outro exemplo de relevante
consiste na deposição de filmes metálicos na superfície de substratos igualmente
metálicos, sendo os metais em questão quimicamente distintos. Este caso foi estudado
durante a realização do presente projeto, onde filmes de níquel são formados na
superfície de placas de alumínio. Embora ambos sejam bons condutores e apresentem
expressiva ductilidade, o níquel é magnético, já o alumínio não.
No entanto, as propriedades alcançadas não dependem exclusivamente da
natureza química do material constituído do filme. Outras variáveis podem ser de
extrema importância, que poderão limitar, ou não, o desempenho do dispositivo no qual
o filme de interesse será inserido. O tamanho dos cristais do material depositado, por
exemplo, apresenta influência direta em propriedades, como a resistência mecânica ou
mesmo propriedades que estejam diretamente relacionadas com a razão
superfície/volume, como a eficiência alcançada na catálise, propriedades eletrônicas e
magnéticas. Neste contexto, convém destacar os filmes, onde os cristais depositados
apresentam tamanho na escala nanométrica, o que pode ser benéfico no que tange
algumas aplicações, como no caso dos filmes empregados na construção de sensores
para gases, filmes com atividade catalisadora e filmes utilizados na confecção de
dispositivos visando ao armazenamento de energia magnética e ou elétrica. O tamanho
dos cristais depende diretamente da natureza do método utilizado durante a deposição.

Considerando-se os métodos fundamentados na deposição a partir de um meio líquido, a
concentração da solução inicial, bem como a temperatura, consistem em variáveis
importantes para o satisfatório controle da granulometria das partículas formadas4,13
.
Outra característica relevante capaz de influenciar de forma expressiva as
propriedades dos filmes consiste na espessura alcançada ao término do processo de
deposição. A espessura pode ser muito relevante quando se está pensando em
propriedades relacionadas ao transporte de calor (resistividade térmica) e ou corrente
elétrica (resistividade elétrica). Nestes casos, quanto menor a espessura, inferior a
resistência ao transporte através do filme, destacando-se os filmes onde a espessura se
encontra na escala nanométrica. No que tange os métodos de deposição em fase líquida,
deve-se controlar a taxa de deposição, para que a mesma seja a menor possível. Nesses
casos, convém trabalhar com soluções diluídas e temperaturas baixas – taxas de
deposição elevadas determinam um crescimento excessivo da camada de filme formada
durante o processo4,13
. Além da espessura, a rugosidade dos filmes pode ser igualmente
importante para algumas aplicações. Na produção de células solares de primeira
geração, por exemplo, os filmes de silício presentes são depositados de tal forma que a
superfície final seja a mais plana possível. Tal fato se encontra diretamente relacionado
com a eficiência do processo de captação da energia solar e sua subsequente conversão
em energia elétrica14
. Considerando-se outras aplicações, como por exemplo, a
utilização de filmes como sensores para gases, o aumento da área superficial é benéfico
para a atividade do dispositivo. Nesses casos, uma elevada rugosidade poderia ser
interessante para as propriedades finais de interesse15
. A rugosidade também está
diretamente relacionada com a taxa de deposição. Processos de deposição com taxas
reduzidas permitem um crescimento mais ordenado, favorecendo a homogeneidade da
rugosidade final estabelecida. Convém comentar, que tanto a espessura quanto a
rugosidade podem ser alteradas após o processo de deposição mediante o desgaste
química estimulado pelo tratamento de lixiviação em meio ácido16,17
.
Finalmente, a adesão existente na interface filme/substrato pode ser decisiva na
utilização do mesmo para a fabricação de diversos tipos de dispositivos. Tal
característica depende de dois fatores fundamentais. Primeiramente, a natureza química
do substrato e material depositado. Filmes constituídos por materiais quimicamente
semelhantes ao substrato tendem a apresentar uma superior adesão em comparação aos
filmes envolvendo materiais de natureza química diversa. Outra variável importante
consiste na rugosidade da superfície do substrato antes do processo de deposição. Esta
deve ser controlada mediante um polimento prévio. Na natureza do polimento deve ser
adaptada à natureza do substrato a ser utilizado, havendo uma granulometria ótima para
o processo de deposição a ser realizado. Este efeito foi extensivamente explorado no
presente trabalho, como demonstram os resultados apresentados no tópico (5).
1.3. Técnicas de caracterização
A tecnologia de fabricação de filmes finos tem sido largamente beneficiada pelo
desenvolvimento e evolução de diferentes técnicas de caracterização, como a
perfilometria, a microscopia eletrônica de varredura e a difração de raios x.
A perfilometria18
se encontra fundamentada em medidas locais da rugosidade do
filme, mediante o contato entre uma ponta de diamante nanoestruturada e a superfície
do filme a ser estudado. Com este tipo de técnica, pode-se realizar um mapeamento da
rugosidade do filme, bem como obter uma medida quantitativa de sua espessura. Neste
último caso, mediante a deposição do filme em uma região restrita do substrato, realiza-
se uma varredura com o perfilômetro de maneira a se poder detectar altura característica
do “degrau” gerado.

O desenvolvimento da técnica de difração de raios x também tem beneficiado a
otimização dos processos de fabricação de filmes finos19
. Tanto a espessura, quanto a
natureza das fases (tipos de materiais) presentes, e tamanho dos cristais depositados,
podem ser estudados mediante a incidência rasante, ou em baixos ângulos, técnica esta
que exige a aplicação de difratômetros e sistemas de detecção especialmente
desenvolvidos com este fim.
Finalmente, o desenvolvimento da microscopia eletrônica de varredura20
também tem contribuído de forma decisiva para a incorporação de melhorias aos
processos de fabricação de filmes. Neste tipo de técnica, um feixe de elétrons é
produzido e colide com o filme a ser estudado. Consequentemente, dois tipos principais
de sinais são gerados. O primeiro é definido pelo processo de espalhamento dos
elétrons, ao entrarem em contato com os átomos que constituem o filme, resultando em
uma imagem direta da microestrutura do mesmo (Figura 2). Mediante a interpretação
dos detalhes contidos na referida imagem, pode-se obter informações valiosas, como a
homogeneidade alcançada com o processo de obtenção, ou mesmo o tamanho dos
cristais formados.
Figura 2 Micrografia obtida via MEV de um filme de In2Te3 em substrato de vidro9
Figura 3 Filme de NiCo2O4 depositado em substrato de Cu
8
Comparando-se as micrografias apresentadas nas Figuras (2) e (3), podem-se
observar distinções marcantes. O filme representado na Figura (3) se mostra constituído
por partículas de dimensões consideravelmente maiores que as observadas na
micrografia da Figura (2). Adicionalmente, o filme representado na Figura (2) apresenta
uma deposição consideravelmente mais homogênea.

A interação entre os elétrons e os átomos do filme não se limita ao espalhamento
e a subsequente geração de uma imagem. Parte da energia dos elétrons do feixe é
transmitida aos átomos, fazendo com que elétrons de camadas internas (K e L) sejam
removidos. À medida que elétrons provenientes de camadas mais externas desses
mesmos átomos ocupam os “vazios” deixados pelos elétrons ejetados, radiação
eletromagnética de comprimento de onda na faixa dos raios x é então emitida20
,
gerando-se um espectro (EDS). Cada elemento emite uma série de comprimentos de
onda, que definem a sua identidade (Figura 4). Adicionalmente, o teor de um dado
elemento está relacionado com a intensidade da radiação captada, podendo-se, uma vez
efetuando-se a devida calibração do equipamento, realizar uma análise composicional
elementar do filme.
Figura 4 EDS de partículas de NiO depositadas em substrato de Al
A análise quantitativa de um espectro de EDS permite a identificação dos
elementos majoritários presentes, o que é de extrema importância para o controle das
impurezas possivelmente presentes no filme produzido. No entanto, este tipo de técnica
também pode fornecer informações no que diz respeito à homogeneidade da deposição,
e espessura em uma dada região. Essas informações estão relacionadas ao fato da
energia transmitida ao filme pelos elétrons apresentar uma distância de penetração que
depende diretamente da energia do feixe. Feixes produzidos com voltagens da ordem de
15kV, apresentam uma penetração média da ordem de 10microns20
. Desta forma,
quando se fala de filmes finos, o espectro de EDS coletado em uma dada região acaba
incorporando sinal proveniente do substrato. A relação entre os teores dos elementos
majoritários presentes no substrato e filme pode ser correlacionada com a espessura. A
variação espacial desta relação também nos fornece informação indireta a respeito da
homogeneidade alcançada durante o processo de deposição. Este tipo de aplicação dos
espectros de EDS foi de suma importância para o estudo desenvolvido no presente
processo de pesquisa, cujos principais objetivos se encontram descritos no tópico (2).
2. Objetivos O projeto em desenvolvimento visa à elaboração de uma metodologia capaz de
produzir filmes finos de óxidos oriundos da coprecipitação e posterior decomposição
térmica de soluções de nitratos, seguida da redução seletiva dos óxidos, resultando
finalmente em filmes, seja na forma de compósitos metal – cerâmico (CERMET) ou
metálicos. No primeiro caso tem-se a redução de apenas alguns óxidos presentes no
material depositado, enquanto que no segundo todos os óxidos presentes são reduzidos
até a forma metálica. Dentro do referido contexto, o presente trabalho tem como
objetivo a síntese e caracterização de filmes de níquel (Ni) depositados em substratos de
alumínio, mediante a redução seletiva do óxido de níquel (NiO) com H2 gasoso, de
acordo com a metodologia descrita no tópico (4).

3. Considerações termodinâmicas A produção dos filmes de interesse para o presente trabalho passa
essencialmente por duas etapas. Na primeira o filme de NiO é obtido via precipitação do
nitrato de Níquel (Ni(NO3)2) sobre a superfície do substrato. O nitrato é então
termicamente decomposto produzindo-se enfim NiO. Em seguida, o filme de NiO será
reduzido mediante a reação com H2 gasoso.
O estudo da viabilidade termodinâmica das mencionadas reações pode ser feito
em uma primeira abordagem mediante a construção de diagramas onde a variação de
energia de Gibbs padrão da reação em questão (∆Go) é plotada como função da
temperatura. Este parâmetro se encontra diretamente relacionado à constante de
equilíbrio termodinâmica, K (Eq. 1). Reações com valores de ∆Go significativamente
negativos apresentam, de acordo com a Eq. (1) valores elevados da constante de
equilíbrio. Quanto maior o valor de K, mais deslocado estará o equilíbrio no sentido de
formação dos produtos de interesse.
RT
GK
o
exp (1)
3.1 Decomposição térmica do nitrato de níquel
A decomposição térmica do nitrato de Níquel pode ser descrita pela seguinte
equação:
2Ni(NO3)2 = 2NiO + 4NO2(g) + O2(g) (2)
Como uma primeira abordagem para a viabilidade termodinâmica associada à
reação química representada pela Eq. (2) tem-se a variação da energia de Gibbs molar
padrão da mesma ( orG ) como função da temperatura (Figura 3). Observa-se que a
partir de 250oC a energia de Gibbs reacional atinge valores negativos. Estes se refletem
em expressivos valores para a constante de equilíbrio na mesma faixa de temperatura
(Tabela 1). Desta forma, pode-se concluir que para temperaturas acima de 250oC o
processo reacional representado pela Eq. (2) é termodinamicamente viável.
Figura 5 Energia de Gibbs padrão da reação de decomposição térmica do Ni(NO3)2
T(oC) K
200 2.199.10-8
410 4.220.1011
700 2.760.1026
Tabela 1 Constante de equilíbrio (K) para a decomposição térmica do Ni(NO3)2
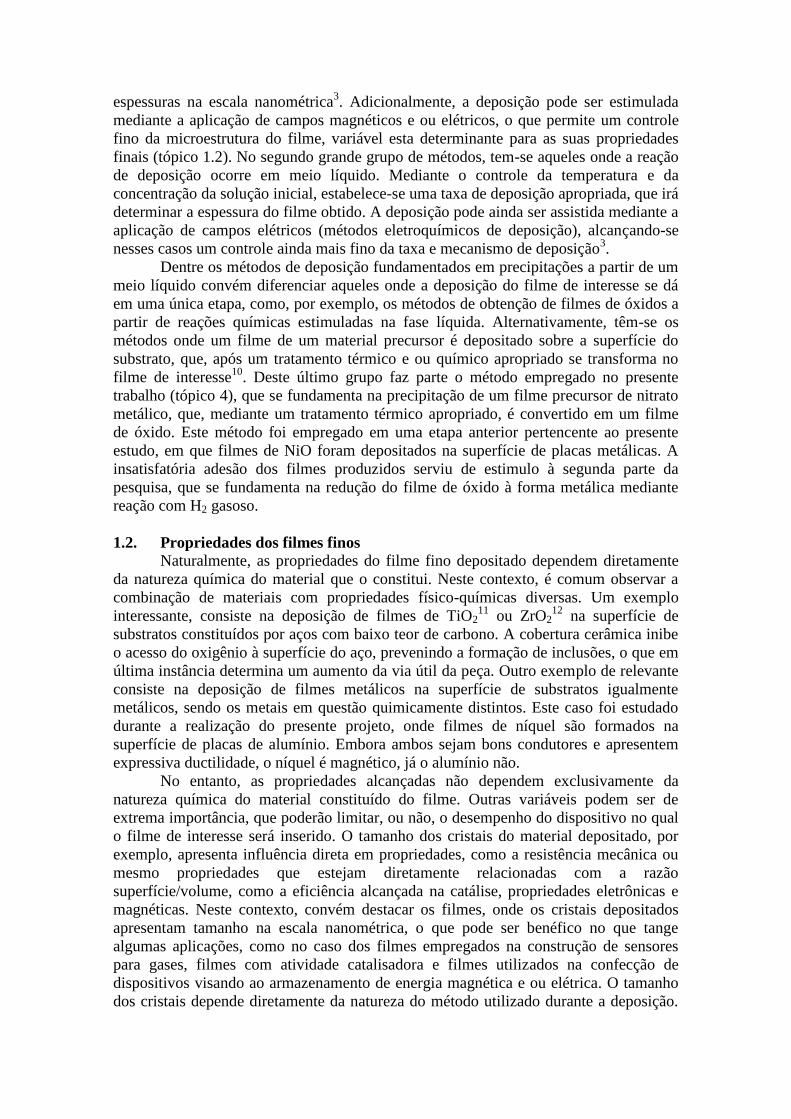
3.2 Redução do NiO com H2 em substrato de alumínio
A redução do NiO com H2 pode ser representada em termos globais pela
seguinte equação:
NiO + H2 = Ni + H2O (3)
Na faixa de temperatura entre 200oC e 700
oC a reação representada pela Eq. (3)
é termodinamicamente viável. Esta conclusão pode ser alcançada mediante a análise de
sua curva ∆Go vs. T (Figura 4). Para qualquer temperatura na mencionada faixa tem-se
valores expressivamente negativos de ∆Go, os quais se refletem em valores de K
consideravelmente superiores à unidade (Tab. 2), indicando que o equilíbrio químico
deve estar deslocado no sentido de formação do produto de interesse, ou seja, Ni
metálico.
Figura 6 Energia de Gibbs molar para as reações de redução do NiO com H2
Tabela 2 Constante de equilíbrio (K) para a redução do NiO
A viabilidade termodinâmica do processo de redução do NiO também pode ser
demonstrada mediante o cálculo da pressão parcial de H2 no equilíbrio em uma dada
temperatura, que pode ser calculada mediante o emprego da Eq. (4), válida, uma vez
assumindo-se que na atmosfera reacional há apenas H2O e H2, e que a pressão total é
fixada em 1atm (reator aberto para a atmosfera).
T(oC) K
200 593.3
400 359.8
700 211.1

1o
exp12
RT
GPH
(4)
A aplicação da Eq. (4) para a reação de redução do NiO com H2 na faixa de
temperatura entre 200 e 600oC resultou no gráfico da Figura (7). Em uma dada
temperatura, a pressão de H2 no equilíbrio representa o menor valor a partir do qual o
processo de redução apresenta viabilidade termodinâmica. Os dados da Figura (7)
indicam que o processo em questão apresenta considerável força motriz, uma vez que
atmosferas relativamente diluídas em H2 podem ser utilizadas.
Figura 7 P(H2) como função da temperatura para a redução do NiO
4. Metodologia experimental A metodologia se encontra dividida em duas etapas principais. Primeiramente,
tem-se a deposição de um filme de NiO em substratos de alumínio previamente polidos
(tópico 4.1). Os filmes são em seguida reduzidos a níquel metálico mediante a reação
com H2 puro (tópico 4.2).
4.1. Síntese dos filmes de NiO Na primeira etapa da metodologia promove-se a decomposição térmica (Eq. 1) a
400 ± 5oC do nitrato de níquel (Ni(NO3)2.6H2O) puro ou dissolvido em água destilada,
resultando no óxido de níquel (NiO). Placas de Alumínio (substrato) são inseridas no
interior da solução, de forma que o NiO resultante da decomposição do nitrato possa se
depositar na superfície do substrato.
)(. gO50O(g)H6(g)NO2NiO(s)aq O.6H)Ni(NO 222223 (1)
O nitrato utilizado no presente estudo foi produzido pela empresa VETEC, e, de
acordo com o fabricante, apresenta uma pureza de 98%. O início do processo de
decomposição é evidenciado pela evolução de NO2 gasoso, de coloração vermelha
intensa. A estequiometria da reação representada pela Eq. (1) foi comprovada mediante
a comparação entre a massa de NiO esperada e a massa obtida. Partindo-se de 7.788 g
de nitrato, obteve-se 2.045 g, sendo a massa teórica igual a 2 g.

Durante a etapa de síntese estudou-se o efeito da concentração da solução de
nitrato e a rugosidade da superfície do substrato sobre a microestrutura do filme
depositado. O efeito da concentração foi investigado mediante a realização de
deposições partindo-se de soluções de nitrato de níquel de concentrações iguais a
5gNiNO3/100mlH2O, bem como a partir do nitrato puro, ou seja, dispensando-se neste
caso a etapa de dissolução. Para o estudo do efeito da rugosidade, as placas de alumínio
foram polidas com lixas de granulação conhecida – 400 e 1200.
4.2. Redução dos filmes de NiO
A segunda etapa consiste na redução dos filmes de NiO obtidos, a partir da
reação com H2 comercial a uma vazão de 0.18L/min. De acordo com os dados
termodinâmicos levantados no tópico (3), o processo em questão apresenta considerável
força motriz termodinâmica a 450oC. A reação de redução foi conduzida durante um
tempo de 45 minutos, sendo a temperatura fixada em 450 ± 2oC. O material produzido é
então retirado do forno após resfriar até aproximadamente 50ºC em uma atmosfera de
argônio ultrapuro (vazão igual a 0.11L/min).
NiO + H2 = Ni + H2O (2)
A conversão da reação representada pela (Eq. 2) foi comprovada mediante a
comparação entre a massa de níquel esperada e a massa final obtida. Partindo-se de uma
amostra contendo 0.030 g de óxido de níquel puro, obteve-se uma massa final igual a
0.022 g, sendo a massa teórica igual a 0.024 g.
4.3. Caracterização
Os materiais obtidos mediante o emprego dos procedimentos apresentados nos
tópicos (4.1) e (4.2) foram caracterizados via difração de raios x (DRX) de forma a se
poder identificar as fases presentes. Os experimentos foram realizados com as amostras
pulverizadas, mediante o emprego de um difratômetro SIEMENS modelo D-5000, na
geometria Bragg-Brentano, com tubo de cobre e monocromador de grafite. Os filmes
produzidos foram em seguida caracterizados via microscopia eletrônica de varredura
(MEV) mediante o emprego de um microscópio eletrônico de varredura da empresa
HITAHI, modelo TM3000, que opera com tensão nominal de 15kV. As imagens obtidas
com esse tipo de técnica foram empregadas no estudo da microestrutura no que diz
respeito à morfologia e homogeneidade da distribuição dos cristais formados.
Adicionalmente, espectros de dispersão de energia (EDS) foram medidos com o intuito
de se obter informações quanto à composição elementar dos filmes, bem como a relação
entre os teores de níquel e alumínio, parâmetro relacionado com a espessura do filme
depositado (ver tópico 5). Através da utilização de padrões com pureza superior a 99%
(Al2O3, LaB6 e InP), foi possível avaliar a confiabilidade das medidas de composição,
realizadas mediante a análise quantitativa dos espectros de EDS. De acordo com esse
estudo, no que diz respeito ao oxigênio um desvio da ordem de 6% se fez evidente. Já
para elementos de maior peso atômico, a precisão se encontra entre 1 e 2%.
5. Resultados e discussão Após a etapa de decomposição térmica, o material depositado na superfície das
placas de alumínio consiste em óxido de níquel puro. Isto pôde ser comprovado
mediante a análise via difração de raios x (Figura 8). A análise quantitativa do
difratograma da Figura (8) acusou a presença de partículas com tamanho médio de

Angulo de Bragg (graus)9080706050403020
Inte
nsid
ad
e
8.000
7.000
6.000
5.000
4.000
3.000
2.000
1.000
0
-1.000
-2.000
16.65824 NiO 100.00 %
cristalito da ordem de 46nm, sugerindo que as partículas de NiO sintetizadas
apresentam natureza significativamente nanométrica.
Figura 8 Difratograma do NiO depositado após a etapa de decomposição térmica a 400oC
A Figura (9) ilustra uma camada de filme de NiO depositada sobre um substrato
de alumínio, previamente polido com lixa de granulação 400.
Figura 9 Micrografia obtida via MEV ilustrando um filme de NiO depositado sobre substrato de
alumínio
No que diz respeito à redução do NiO mediante a implementação dos procedimentos
descritos no tópico (4.2), foi possível alcançar uma conversão de 100% após um tempo
reacional igual a 45 minutos. Tal fato foi comprovado via difração de raios x (Figura
10), onde apenas picos referentes ao níquel metálico podem ser identificados. A análise
quantitativa do difratograma da Figura (10) resultou em um tamanho médio de cristalito
de magnitude igual a 70nm, sugerindo, da mesma forma que para o NiO (Figura 8), que
o níquel obtido também apresenta conteúdo acentuadamente nanoestruturado.

Ângulo de Bragg (graus)908070605040302010
Inte
nsid
ad
e
70
60
50
40
30
20
10
0
Nickel 100.00 %
Figura 10 Difratograma de uma amostra de Ni produzida a partir da redução do NiO com H2 a
450oC durante 45 minutos
5.1. Substrato polido com lixa de granulação 400
O substrato foi caracterizado mediante análise via EDS (Figura 12), podendo-se
identificar além do oxigênio e alumínio, quantidades menos expressivas de algumas
impurezas metálicas (Ag, Si, Mg, Mn e Fe). A presença de oxigênio pode ser explicada
pela oxidação superficial do substrato, uma vez que o mesmo permaneceu em contato
com a atmosfera imediatamente após o polimento.
Figura 12 Espectro de EDS do substrato polido com lixa de granulação 400
Figura 11 Substrato de alumínio polido com lixa de granulação 400
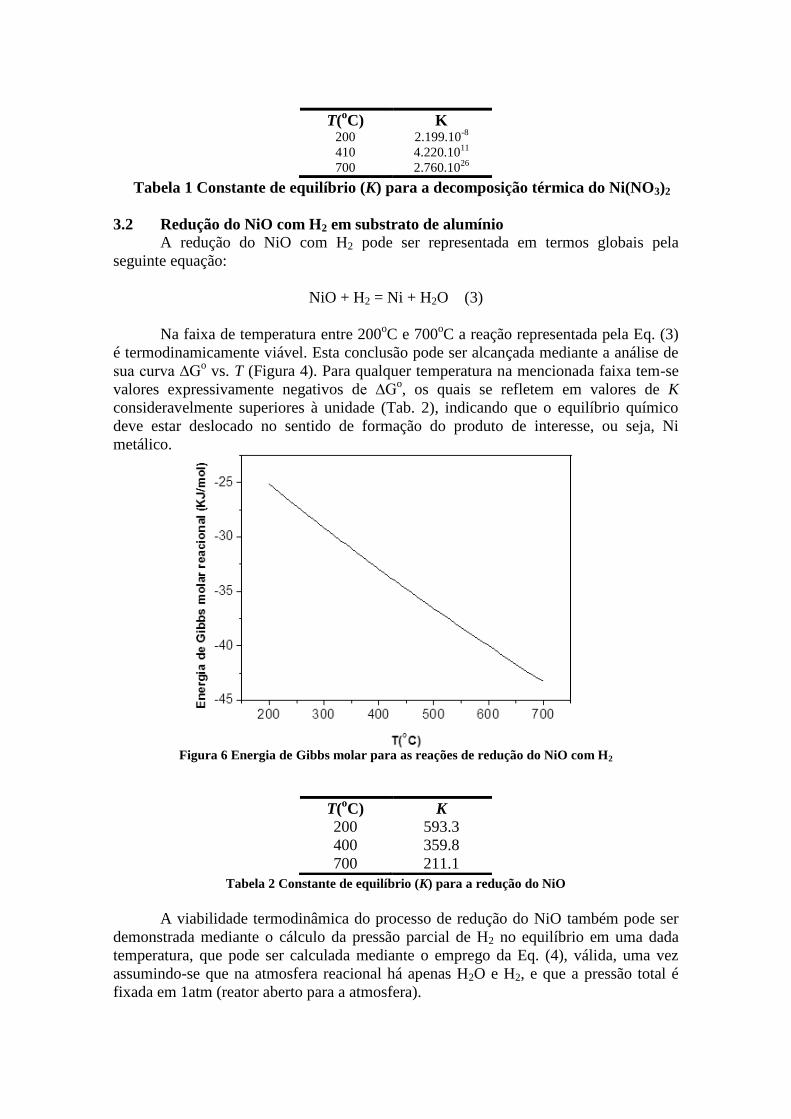
Mediante a aplicação dos procedimentos descritos no tópico (4.2), foi possível
avaliar a conversão alcançada durante a redução dos filmes de NiO depositados sobre o
substrato polido com lixa de granulação 400 (Tabela 3), calculando-se a massa de níquel
obtida a partir da diferença entre a massa total final (após a redução) e a massa do
substrato polido puro. Tanto para o filme obtido a partir do nitrato sem diluição quanto
para o nitrato diluído (5g/100ml de H2O) as massas de níquel produzido se mostraram
inferiores aos valores teóricos, embora os desvios sejam de pequena magnitude. Essas
diferenças podem ser explicadas pela possibilidade de haver perdas durante a inserção e
remoção dos filmes do forno. O mesmo erro foi constatado no caso dos demais filmes
produzidos durante a realização deste projeto.
Lixa 400 Massa obtida
Ni
Massa esperada
Ni
5g/100ml 0.0165g 0.0192g
Sem diluição 0.2712g 0.2870g
Tabela 3 Balanço de massa para substrato polido com granulação 400
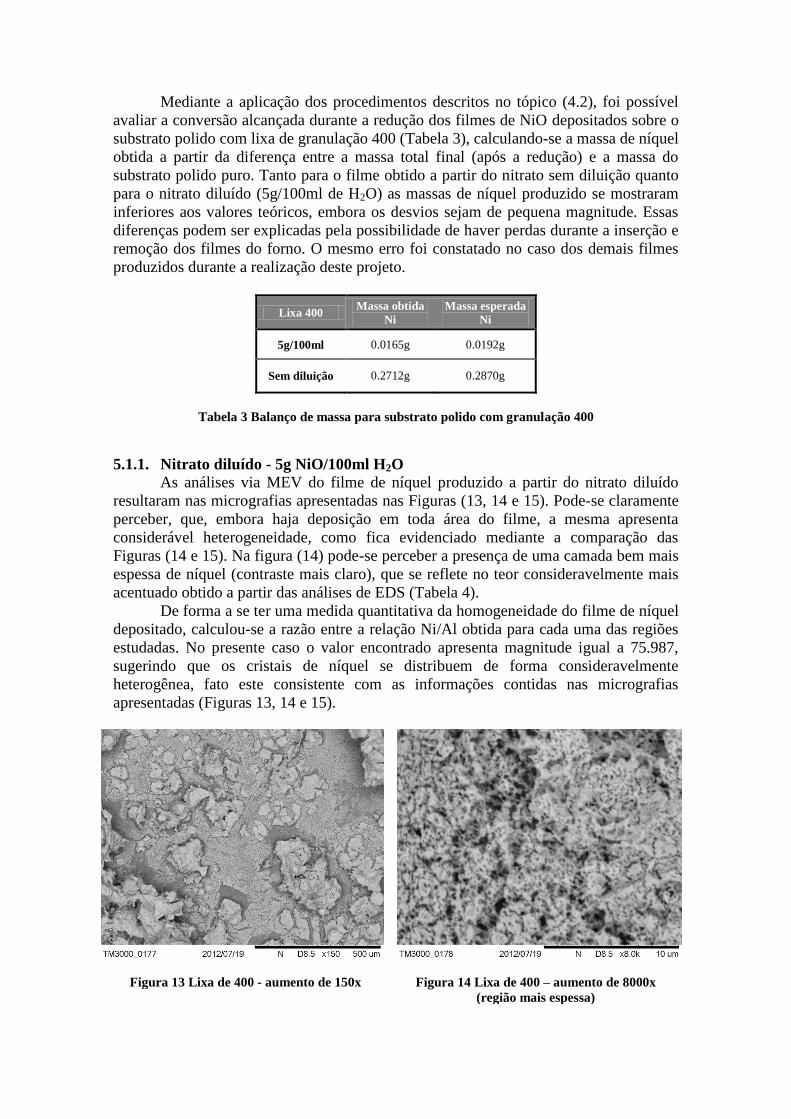
5.1.1. Nitrato diluído - 5g NiO/100ml H2O
As análises via MEV do filme de níquel produzido a partir do nitrato diluído
resultaram nas micrografias apresentadas nas Figuras (13, 14 e 15). Pode-se claramente
perceber, que, embora haja deposição em toda área do filme, a mesma apresenta
considerável heterogeneidade, como fica evidenciado mediante a comparação das
Figuras (14 e 15). Na figura (14) pode-se perceber a presença de uma camada bem mais
espessa de níquel (contraste mais claro), que se reflete no teor consideravelmente mais
acentuado obtido a partir das análises de EDS (Tabela 4).
De forma a se ter uma medida quantitativa da homogeneidade do filme de níquel
depositado, calculou-se a razão entre a relação Ni/Al obtida para cada uma das regiões
estudadas. No presente caso o valor encontrado apresenta magnitude igual a 75.987,
sugerindo que os cristais de níquel se distribuem de forma consideravelmente
heterogênea, fato este consistente com as informações contidas nas micrografias
apresentadas (Figuras 13, 14 e 15).
Figura 13 Lixa de 400 - aumento de 150x Figura 14 Lixa de 400 – aumento de 8000x
(região mais espessa)
O Al Ni Ni/Al
Global
0.960333 2.081583 96.5785 46.39665
Região
menos
espessa
6.45325 28.34225 63.177 2.229075
Região
mais
espessa
0.84175 0.5795 98.15625 169.3809
Tabela 4 Resultado do Eds realizado em diferentes regiões do filme representado na Figura (13)
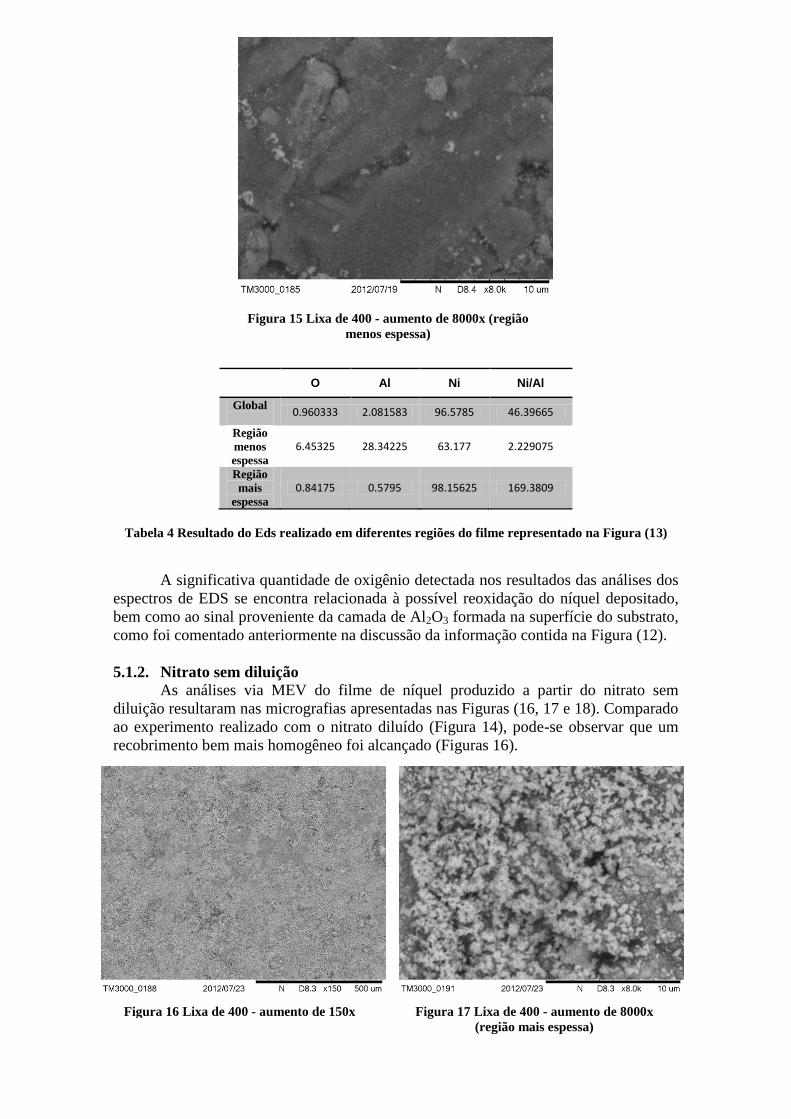
A significativa quantidade de oxigênio detectada nos resultados das análises dos
espectros de EDS se encontra relacionada à possível reoxidação do níquel depositado,
bem como ao sinal proveniente da camada de Al2O3 formada na superfície do substrato,
como foi comentado anteriormente na discussão da informação contida na Figura (12).
5.1.2. Nitrato sem diluição
As análises via MEV do filme de níquel produzido a partir do nitrato sem
diluição resultaram nas micrografias apresentadas nas Figuras (16, 17 e 18). Comparado
ao experimento realizado com o nitrato diluído (Figura 14), pode-se observar que um
recobrimento bem mais homogêneo foi alcançado (Figuras 16).
Figura 15 Lixa de 400 - aumento de 8000x (região
menos espessa)
Figura 16 Lixa de 400 - aumento de 150x Figura 17 Lixa de 400 - aumento de 8000x
(região mais espessa)

Comparando-se as micrografias das Figuras (17) e (18), percebe-se também que
a diferença entre as quantidades de níquel depositado nas regiões mais e menos espessa
se mostra menos expressiva em comparação com os resultados obtidos a partir da
deposição conduzida a partir do nitrato diluído. Isso se reflete diretamente na razão
entre a relação Ni/Al determinada para cada uma das regiões analisadas, que apresentou
magnitude igual a 5.378, consideravelmente inferior ao valor encontrado para o filme
depositado a partir do nitrato em condição diluída (tópico 5.1.1).
O Al Ni Ni/Al
Global
4.7065 22.65925 71.49625 3.155279
Região
menos
espessa
11.28877 50.50131 35.96817 0.712222
Região
mais
espessa
4.370333 19.56733 74.95933 3.830841
Tabela 5 Resultado do Eds realizado em diferentes regiões do filme representado na Figura (16)
Mediante a realização de um segundo experimento em condições idênticas ao
experimento descrito acima, resultados similares puderam ser constatados - Figuras (19,
20 e 21).
Figura 18 Lixa de 400 - aumento de 8000x (região
menos espessa)
Figura 19 Lixa de 400 - aumento de 150x Figura 20 Lixa de 400 - aumento de 8000x
(região mais espessa)

O Al Ni Ni/Al
Global
7.85275 33.23325 57.551 1.73173
Região
menos
espessa
12.78092 54.449 30.33 0.557035
Região
mais
espessa
3.798333 12.94933 82.38517 6.362116
Tabela 6 Resultado do Eds realizado em diferentes regiões do filme representado na Figura (19)
A razão entre a relação Ni/Al determinada para cada uma das regiões analisadas,
apresentou magnitude igual a 11.42, ligeiramente superior ao valor encontrado no
primeiro experimento (5.378). Adicionalmente, os teores de Ni e Al nas diferentes
regiões analisadas também apresentam pequenas discrepâncias em relação aos valores
medidos no primeiro experimento (Tabelas 5 e 6). Isso pode ser explicado pelo fato da
precipitação do nitrato inicial, que ocorre antes da reação de decomposição térmica, não
ter sido exatamente idêntica para os dois experimentos. A taxa de aquecimento
influencia na quantidade de bolhas de vapor de água geradas durante o processo.
Acredita-se que no caso do segundo experimento, a referida taxa tenha sido maior em
comparação com o primeiro, ocasionando uma deposição de Ni(NO3)2 em condição
mais turbulenta, o que se reflete na superior heterogeneidade do filme de óxido formado
após a decomposição térmica do referido nitrato, e consequentemente do filme de níquel
formado ao final do processo.
5.2. Substrato polido com lixa de granulação 1200
Após os experimentos realizados com o substrato polido com lixa de granulação
400 (tópico 5.1), realizaram-se testes com o mesmo substrato polido com lixa de
granulação menos grosseira (1200). A micrografia do substrato após o polimento com a
nova lixa pode ser contemplada na Figura (22), evidenciando falhas menos profundas.
Em seguida, filmes de níquel foram produzidos seguindo a metodologia descrita no
tópico (4), alcançando-se 100% de conversão ao final do processo (Tabela 7). Mais uma
vez, os valores de massa de níquel experimentais são ligeiramente inferiores aos
teóricos, fato este correlacionado a possíveis perdas de material durante a inserção e
remoção do filme no tubo do forno de redução.
Figura 21 Lixa de 400 - aumento de 8000x
(região menos espessa)

Figura 22 Substrato polido com lixa de granulação 1200
Lixa 1200 Massa obtida
Ni
Massa esperada
Ni
5g/100ml 0.0207g 0.0227g
Sem diluição 0.0313g 0.034g
Tabela 7 Balanço de massa para substrato polido com granulação 400
5.2.1. Nitrato diluído - 5g NiO/100ml H2O
As análises via MEV do filme de níquel produzido a partir do nitrato diluído
resultaram nas micrografias apresentadas nas Figuras (22, 23 e 24). Pode-se perceber
que a deposição apresentou uma heterogeneidade intermediária em comparação aos
resultados obtidos para a lixa de granulação 400. Isso se pode ser percebido mediante a
comparação das micrografias contidas nas Figuras (17, 20 e 23). No caso da Figura
(23), diferenças de contraste bem mais expressivas se fazem presentes. De forma
equivalente, os dados de EDS também indicam que há uma maior diferença entre o teor
de Ni medido nas regiões, mais e menos espessa (Tabela 8),
Figura 22 Lixa de 1200 - aumento de 600x Figura 23 Lixa de 1200 - aumento de 8000x
(região mais espessa)
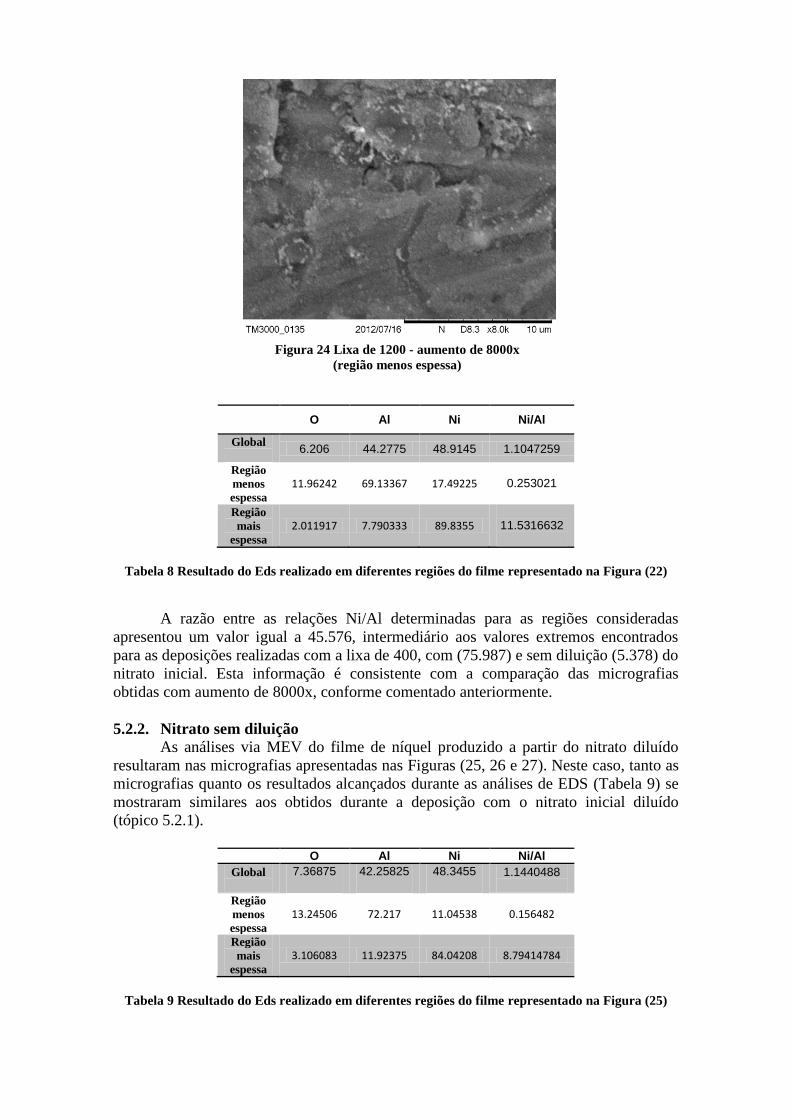
O Al Ni Ni/Al
Global
6.206 44.2775 48.9145 1.1047259
Região
menos
espessa
11.96242 69.13367 17.49225
0.253021
Região
mais
espessa
2.011917 7.790333 89.8355
11.5316632
Tabela 8 Resultado do Eds realizado em diferentes regiões do filme representado na Figura (22)
A razão entre as relações Ni/Al determinadas para as regiões consideradas
apresentou um valor igual a 45.576, intermediário aos valores extremos encontrados
para as deposições realizadas com a lixa de 400, com (75.987) e sem diluição (5.378) do
nitrato inicial. Esta informação é consistente com a comparação das micrografias
obtidas com aumento de 8000x, conforme comentado anteriormente.
5.2.2. Nitrato sem diluição
As análises via MEV do filme de níquel produzido a partir do nitrato diluído
resultaram nas micrografias apresentadas nas Figuras (25, 26 e 27). Neste caso, tanto as
micrografias quanto os resultados alcançados durante as análises de EDS (Tabela 9) se
mostraram similares aos obtidos durante a deposição com o nitrato inicial diluído
(tópico 5.2.1).
O Al Ni Ni/Al
Global
7.36875 42.25825 48.3455 1.1440488
Região
menos
espessa
13.24506 72.217 11.04538 0.156482
Região
mais
espessa
3.106083 11.92375 84.04208 8.79414784
Tabela 9 Resultado do Eds realizado em diferentes regiões do filme representado na Figura (25)
Figura 24 Lixa de 1200 - aumento de 8000x
(região menos espessa)
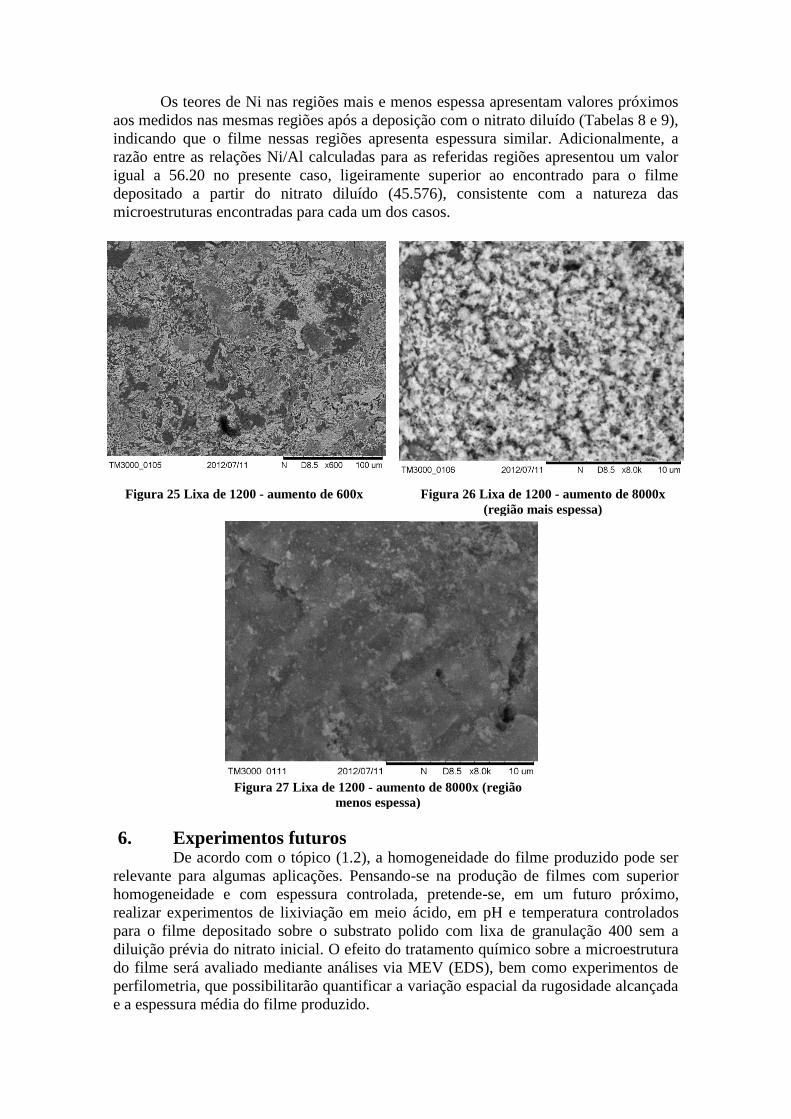
Os teores de Ni nas regiões mais e menos espessa apresentam valores próximos
aos medidos nas mesmas regiões após a deposição com o nitrato diluído (Tabelas 8 e 9),
indicando que o filme nessas regiões apresenta espessura similar. Adicionalmente, a
razão entre as relações Ni/Al calculadas para as referidas regiões apresentou um valor
igual a 56.20 no presente caso, ligeiramente superior ao encontrado para o filme
depositado a partir do nitrato diluído (45.576), consistente com a natureza das
microestruturas encontradas para cada um dos casos.
6. Experimentos futuros De acordo com o tópico (1.2), a homogeneidade do filme produzido pode ser
relevante para algumas aplicações. Pensando-se na produção de filmes com superior
homogeneidade e com espessura controlada, pretende-se, em um futuro próximo,
realizar experimentos de lixiviação em meio ácido, em pH e temperatura controlados
para o filme depositado sobre o substrato polido com lixa de granulação 400 sem a
diluição prévia do nitrato inicial. O efeito do tratamento químico sobre a microestrutura
do filme será avaliado mediante análises via MEV (EDS), bem como experimentos de
perfilometria, que possibilitarão quantificar a variação espacial da rugosidade alcançada
e a espessura média do filme produzido.
Figura 25 Lixa de 1200 - aumento de 600x Figura 26 Lixa de 1200 - aumento de 8000x
(região mais espessa)
Figura 27 Lixa de 1200 - aumento de 8000x (região
menos espessa)

7. Conclusões As condições implementadas durante os experimentos de decomposição do
nitrato de níquel e subsequente redução do NiO formado (tópico 4) permitiram a
obtenção de cristais de níquel metálico com conteúdo consideravelmente
nanoestruturado (Figura 10). Empregando-se a mesma temperatura e tempo reacional
(450oC e 45 min) no caso da redução dos filmes de NiO produzidos, foi possível, em
todos os casos, alcançar conversões da ordem de 100% (Tabelas 3 e 7). Os pequenos
desvios em relação às massas teóricas de metal são oriundos da ocorrência de perdas de
massa durante a introdução e remoção das amostras do tubo do forno de redução. Em
todos os experimentos, foi possível alcançar um satisfatório recobrimento da superfície
do substrato, fato este correlacionado com os significativos teores de níquel
determinados nas diferentes regiões estudadas (Tabelas 5, 6, 8 e 9). No entanto,
dependendo da granulação da lixa empregada no polimento do substrato (400 ou 1200),
bem como da concentração do nitrato inicial (sem diluição e 5g/100ml de H2O),
diferenças significativas no que diz respeito à homogeneidade da distribuição dos
cristais de níquel se fizeram evidentes. Os resultados obtidos até o momento sugerem
que a melhor deposição pôde ser alcançada empregando-se o substrato polido com lixa
de granulação 400 sem a diluição prévia do nitrato inicial. Isso pôde ser comprovado
mediante a comparação das micrografias obtidas para as regiões mais e menos espessa,
e também pelo reduzido valor (5.378) da razão entre as relações Ni/Al calculadas para
as referidas regiões.
8. Referências bibliográficas 1 Kingery W. D., Bowen H. K., Ulman D. R. Introduction to ceramics, 2
a ed.,
John-Willey e Sons, 1976.
2 Brocchi, E. A. et al. Chemical Route Processing and Structural Characterization
of Cu – Al2O3 and Ni – Al2O3 nano-composites. Journal of Metastable and
Nanocrystaline Materials, v. 22, n. 1422 – 6375, p. 77-82, 2004.
3 Sun-Tag O. et al. Processing and properties of copper dispersed alumina matrix
nanocomposites. Nanostructured Materials, v. 10, n.2, p. 267 – 272, 1998.
4 Klaus K. S. Handbook of thin film deposition processes and techniques –
principles, methods, Equipment and Applications. Noyes Publications, New
Jersey, USA, 1988.
5 Martin P. R. et al. Corrosion behavior of sputter-deposited TiN thin films.
Spain. Journal of Vacuum Science & Technology (A): Vacuum, Surfaces, and
Films, v. 21, n. 5, p. 1635-1638, 2003.
6 Patel N., Miotello A., Bello V. Pulsed Laser Deposition of Co-nanoparticles
embedded on B- thin film: A very efficient catalyst produced in a single-step
process.Applied Catalysis (B), v.103, n. 1-2, p. 31-38, 2011.
7 Hariprasad, E., Radhakrishnan T. P. Highly Efficient and Extensively Reusable
"Dip Catalyst" Based on a Silver-Nanoparticle-Embedded Polymer Thin Film.
Chemistry--A European Journal, v.16, n. 48, p. 14378-14384, 2010.

8 Sunil G. K. et al. Preparation and characterization of the electrodeposited Ni-Co
oxide thin films for electrochemical capacitors. Korean J. Chem. Eng., v. 28, n.
6, p. 1464-1467, 2011.
9 Nigli A. et al. Preparation and electroactive properties of a PVDF/nano-TiO2
composite film. Applied Surface Science, v. 257. p. 3831–3835, 2011.
10 Emziame M. et al. A novel method for preparing α-In2Te3 polycrystalline
thin films. Materials Chemistry and Physics, v. 61, n. 3, 1 November, p. 229
– 236, 1999.
11 G X Shen, Y C Chen, C J Lin, Corrosion protection of 316 L stainless steel by a
TiO2 nanoparticle coating prepared by sol-gel method. Thin Solid Films, v. 489
p. 130, 2005.
12 G Gusmano, G Montesperelli, M Rapone, G Padeletti, A Cusmà, S Kaciulis, A
Mezzi, R Di Maggio, Zircônia primers for corrosion resistante coatings, v. 201,
p. 5822, 2007.
13 Leon I. M. e Reinhard G. Hand-book of thin film technology. McGraw-Hill,
NY, USA, 1970.
14 Arbele A. G. Thin-film solar cells. Thin Solid Films, v. 517, p. 4706–4710,
2009.
15 Sberverglieri G. Recent developments in semi-conducting thin-film gas sensors.
Sensors and actuators B, v. 23, p. 103 – 109, 1995.
16 Mayer S. T. High rate copper isotropic wet chemical etching. ECS Transactions,
v. 35, n. 2, p. 133-143, 2011.
17 Lu W. L. et. al. Investigation of textured Al-doped ZnO thin films using
chemical wet - etching methods. Materials Chemistry and Physics, v. 127, n. 1-
2, p. 358-363, 2011.
18 Schvartzman, M. M. et. al. Evaluation of the effect of the surface roughness in
the pitting corrosion of the stainless steel 316 using electrochemistry techniques
and tridimensional perfilometry. Congresso Anual da ABM 2009.
19 Cullity B. D. Elements of x-ray diffraction, 3a ed. Upper Saddle River, N. J.,
2001.
20 Goldstein J. I. et al. Electron Microscopy and Scannin x-ray microanalysis.
Springer Science + Buisiness, NY, USA, 2003.














![Microestrutura, fases cristalinas e propriedades elétricas ... · foram sinterizadas em atmosfera oxidante e redutora. A ... primas e as propriedades elétricas resultantes [2, 6–10]](https://img.document.onl/doc/110x75/5bea3f1e09d3f260758bb4d1/microestrutura-fases-cristalinas-e-propriedades-eletricas-foram-sinterizadas.jpg)














