Embed Size (px)
Citation preview

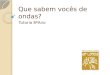
OPTIMIZAÇÃO DA LIGAÇÃO DE COMPONENTES
TUBULARES POR PROCESSOS DE ESTAMPAGEM
ELECTROMAGNÉTICA
Felomeno Sebastião Capitão
Dissertação para obtenção do Grau de Mestre em
Engenharia Mecânica
Júri
Presidente: Prof. Doutor. Rui Manuel dos Santos Oliveira Baptista
Orientador: Prof. Doutor. Pedro Alexandre Rodrigues Carvalho Rosa
Co-orientador: Prof. Doutor. Paulo António Firme Martins
Vogal: Prof. Doutor. José Filipe Castanheira Pereira Antunes Simões
Outubro de 2013


i
Resumo
Enformação electromagnética é um processo de deformação plástica em alta velocidade onde
não existe contacto entre a ferramenta e a peça a deformar. A deformação é conseguida através da
força de repulsão proveniente do campo magnético criado pela bobina e o campo magnético criado
pela corrente induzida na peça a deformar. Por esta tecnologia os tubos podem ser comprimidos ou
expandidos; diversas geometrias podem ser obtidas de acordo com a configuração da bobina. Pode-
se utilizar o processo para aplicações de corte, cravamento ou até mesmo a soldadura.
Nos últimos anos a larga utilização industrial das ligas de alumínio tem vindo a potencializar a
utilização desta técnica.
O presente trabalho empenha-se no estudo da compressão dos tubos de alumínio 6082
normalizado, sobre os mandris de aço 1045. Especificamente no estudo da influência dos parâmetros
geométricos dos mandris utilizados, no intuito de optimizar este tipo de ligações. Portanto aqui são
detalhadas as técnicas de fabrico de provetes, bem como a influência dos parâmetros do mandril como
a rugosidade, folgas e conicidades na resistência de ligações entre componentes tubulares utilizando
enformação electromagnética.
Palavras-chaves:
Deformação plástica electromagnética, estampagem electromagnética, bobina-ferramenta,
concentrador de campo, cravamento mecânico, interferência mecânica, Rugosidade, Conicidade, folga.

ii
Abstract
Electromagnetic sheet metal forming is a high speed forming process where there is no
mechanical contact between tool and conductive workpiece to deform. The deformation is achieved by
the electromagnetic forces (Lorentz forces) from the repelling magnetic field created by the coil and the
magnetic field created by induced current in workpiece to deform. For this technology tubes can be
compressed or expanded, various geometries can be obtained according to the configuration of the coil.
This process can be used for cutting applications, crimping or welding.
In recent years, large industrial use of aluminium and other low formability materials has
maximized the use of this technique.
This work strives to study the compression of aluminium 6082 normalized tubes on 1045 steel
mandrels. Specifically the study of the influence of the geometric parameters of the mandrels used in
order to optimize this type of connections. Therefore manufacturing techniques of test specimens are
detailed as well the influence of parameters such as the roughness of the mandrel, gaps and conicity at
the resistance of connections between tubular members using electromagnetic forming
Key words:
Electromagnetic Forming, metal tube compression forming, work coil, field shaper, form-fit;
force-fit; roughness, radial gap; conical mandrel.

iii
Agradecimentos
Quero expressar o meu reconhecimento singular aos meus pais, irmãos e amigos pelo apoio
incessante e compreensão que me tributaram na realização deste trabalho e durante todos estes anos
dos meus estudos, onde se destacaram nomes como Venilton Machado, Agnelo Cardoso, Manuel
Cusseiala, Adilson Moreira, Victor Hugo, Miguel Curado, António Jardim, Tiago Mendes, Luís Martins
e Júlio Nascimento como amigos para a vida.
Agradeço à Total E & P Angola por todo suporte monetário, material e moral incondicional
durante todos os anos da minha formação no Instituto Superior Técnico.
Agradeço ao Instituto Profissional de Formação (IPROF) pelo apoio, dedicação, compreensão
e incentivo durante a minha formação, especialmente à Dª Orquídea Mendes e à Doutora Georgina
Pinto.
Em especial os meus agradecimentos vão para o Prof. Dr. Pedro Alexandre Rodrigues Rosa
pela oportunidade de ser seu orientando neste trabalho científico, pelo apoio técnico e humano
proporcionado, bem como pelos conhecimentos transmitidos ao longo da minha formação.
Aos Engenheiros Miguel José, Martin Geier e Carlos Silva, agradeço pela valiosa ajuda moral
e técnica, destacando as preciosas sugestões nas diversas tarefas do trabalho.
Os meus agradecimentos aos colegas do curso: Pedro Martinho, Inês Fernandes, Pedro
Oliveira e Rúben Paulo que sempre estiveram sempre ali a me dar uma palavra de apoio.
À secção de Tecnologia Mecânica do Instituto Superior Técnico reverencio os meus
agradecimentos pelos meios disponibilizados na realização deste trabalho
A todos muito obrigado!

iv
Índice
Resumo ...............................................................................................................i
Abstract .............................................................................................................. ii
Agradecimentos ................................................................................................ iii
Índice ................................................................................................................. iv
Lista de figuras ...................................................................................................v
Lista de tabelas ................................................................................................ vii
Nomenclatura .................................................................................................. viii
Objectivo ........................................................................................................... ix
CAPÍTULO 1 INTRODUÇÃO .................................................................................................. 1
1.1 Aplicações Industriais, vantagens e limitações de EMF ............................. 2
CAPÍTULO 2 TECNOLOGIA DE ENFORMAÇÃO ELECTROMAGNÉTICA ......................... 5
2.1 Electromagnetic forming: princípio e características do processo ............. 5
2.2 Tipos de ligações entre componentes tubulares ........................................ 8
2.3 Parâmetros a avaliar na ligação de componentes tubulares .................... 10
CAPÍTULO 3 DESENVOLVIMENTO EXPERIMENTAL ....................................................... 19
3.1 Provetes .................................................................................................... 19
3.2 Cravamento electromagnético .................................................................. 27
3.3 Ensaio tracção uniaxial ............................................................................. 31
3.4 Critério de análise dos resultados do ensaio tracção ............................... 32
3.5 Plano de ensaios....................................................................................... 33
CAPÍTULO 4 RESULTADOS E DISCUSSÃO...................................................................... 35
4.1 Análise da rugosidade .............................................................................. 35
4.2 Análise da conicidade ............................................................................... 36
4.3 Análise da folga......................................................................................... 36
4.4 Pontos de soldadura ................................................................................. 38
CAPÍTULO 5 CONCLUSÕES ............................................................................................... 41
5.1 Trabalhos futuros ...................................................................................... 42
BIBLIOGRAFIA ........................................................................................................................ 47
ANEXOS ......................................................................................................... 49

v
Lista de figuras
Figura 1.1 - Chassi inteiramente feito de alumínio: [1] ............................................................... 1
Figura 1.2 - Alguns exemplos de aplicação industrial de EMF (Ligações): [19]; a) - Soldadura
de um vaso de pressão para um sistema de ar condicionado (Ø75 mm de alumínio); b) - Ligação
alumínio cobre numa junta de transição (Ø25 mm); c) - Cravamento de cabos de mobilidade de
electricidade ............................................................................................................................................ 2
Figura 1.3 - Outros exemplos da aplicação industrial de EMF (estampagem, e corte): a) - Folha
de 0.8 mm de alumínio estampada sobre matriz de tampa de telemóvel; b) - Corte e estampagem
electromagnética simultâneos: [9] ........................................................................................................... 2
Figura 2.1 - a) Circuito básico do processo EMF; b) - Perfil típico da onda de corrente (Pico de
corrente (14.1µs; 28,8kA)) ....................................................................................................................... 5
Figura 2.2 - a) - Onda de corrente a 500 J; b) - Pressão electromagnética ............................... 7
Figura 2.3 - Possíveis configurações usados em EMF: [20] ...................................................... 8
Figura 2.4 - Fases da ligação por interferência mecânica: [13] ................................................. 9
Figura 2.5 - Pressão de interferência no comprimento efectivo da ligação: [13] ....................... 9
Figura 2.6 - Geometria dos mandris para o cravamento mecânico: a)- Geometria para melhorar
a resistência à tracção; b) - Geometria para melhorar a resistência à torção ........................................ 9
Figura 2.7 - Cravamento mecânico: antes e depois da deformação de um mandril com rasgo
tangencial .............................................................................................................................................. 10
Figura 2.8 - Processo de soldadura por impulso magnético: [13] ............................................ 10
Figura 2.9 - Superfície rugosa .................................................................................................. 11
Figura 2.10 - Rugosidade média aR ........................................................................................ 12
Figura 2.11 - Perfis de rugosidade com mesma rugosidade média ......................................... 12
Figura 2.12 - Comprimento de amostragem de um perfil de rugosidade ................................. 13
Figura 2.13 - Rugosidade máxima Ry ...................................................................................... 14
Figura 2.14 - Semelhança microgeométrica............................................................................. 15
Figura 2.15 - Folga radial.......................................................................................................... 16
Figura 2.16 - Velocidade em função da folga para uma determinada energia: [16] ................ 16
Figura 2.17 - Conicidade .......................................................................................................... 17
Figura 3.1 - Geometria geral dos provetes: a) - Mandril; b) - Tubo .......................................... 19
Figura 3.2 - Torno CNC CTX 400 Gildemeister ....................................................................... 20
Figura 3.3 - Mandril com comprimento da ligação 18 mm ....................................................... 20
Figura 3.4 - Mandril com comprimento da ligação de 30 mm .................................................. 20
Figura 3.5 - Polimento dos mandris através das lixas; a) - Base das lixas; b) - Textura dos
mandris polidos pelas lixas.................................................................................................................... 21
Figura 3.6 - a) - Fresadora DMC 63V usada para polimento dos mandris 30 mmm; b) - Mandril
em rotação para passar na base com lixas. .......................................................................................... 21
Figura 3.7 - Conicidade não desejada nos mandris, não permite inserção do mandril no tubo.
............................................................................................................................................................... 22
Figura 3.8 - Mandril com comprimento de ligação de 18 mm .................................................. 22

vi
Figura 3.9 - Torno Schaublin 135 usado na preparação das superfícies dos mandris 18 mm e
na furação dos tubos ............................................................................................................................. 23
Figura 3.10 - Medição da rugosidade: a) - Rugosímetro SURF-CORDER SE1200; ............... 23
Figura 3.11 - Perfil típico de rugosidade da superfície obtida por: a) – Torneamento; b) - Lixas
............................................................................................................................................................... 24
Figura 3.13 - Geometria dos mandris 18 mm com ângulo de conicidade: a) - Negativo; b) -
Positivo. ................................................................................................................................................. 25
Figura 3.14 - Forno do laboratório de máquinas e ferramentas usado na normalização dos
tubos: a) - Forno; b) - Regulador de temperatura do forno ................................................................... 26
Figura 3.15 - Ensaio tracção tubo de alumínio ......................................................................... 27
Figura 3.16 - Equipamento de deformação electromagnética SMU 1500; a) - Parte traseira do
equipamento; b) - Parte frontal do equipamento ................................................................................... 28
Neste trabalho de investigação utiliza-se um concentrador designado por SMU-C40-16 (Figura
3.17 b)), compatível com a bobina-ferramenta SMU-K40-12/30 (Figura 3.17 - a)). ............................. 29
Figura 3.17 - a) - Ferramenta bobine com o concentrador de campo; b) - Concentrador de
campo SMU-C40-16 (solid works); c) - Sentido da corrente no concentrador e na bobine .................. 29
Figura 3.20 - Fixação dos provetes no equipamento SMU 1500: a) - Montagem sem suporte de
fixação no topo dos provetes; b) - Montagem com suporte de fixação dos provetes no topo; c) -
Concentrador na posição da fenda voltada para a máquina ................................................................ 30
Figura 3.23 - Posição do provete na máquina de deformação electromagnética .................... 30
Figura 3.24 - Ligação tubo-mandril, deformação electromagnética 1 kJ, mandril com folga 1.2
............................................................................................................................................................... 31
Figura 3.25 - Ensaio tracção: a) - Velocidade da máquina do ensaio tracção em vazio em função
do número de voltas do regulador de velocidade; b) - Máquina do ensaio tracção speedy tester LCH-
20 ........................................................................................................................................................... 32
Figura 3.27 - Gráfico típico do ensaio tracção da ligação alumínio-aço .................................. 33
Figura 4.1 - Força de escape em função da rugosidade do mandril ........................................ 35
Figura 4.2 - Avaliação do efeito da conicidade do mandril ....................................................... 36
Figura 4.3 - Resistência da ligação em função da folga, para diferentes níveis de energias e
rugosidades ........................................................................................................................................... 37
Figura 4.4 - Deposição do alumínio no mandril após ensaio tracção ...................................... 38
Figura 4.5 - Corte por electro-erosão na direcção longitudinal ................................................ 38
Figura 4.6 - Corte por electro-erosão da ligação na direcção transversal ............................... 38
Figura 5.1 - Adesão do alumínio no mandril de aço de Ra = 0,1 Classe N3 (1000J) .............. 43
Figura 5.2 - Pressão nas asperezas de uma superfície rugosa [10] ........................................ 44
Figura 5.3 - Parâmetros envolvidos no cálculo da pressão de interferência ........................... 45

vii
Lista de tabelas
Tabela 3.1 - Exemplo do processamento dos dados recolhidos no rugosímetro .................... 24
Tabela 3.2 - Dureza dos tubos de alumínio 6082 .................................................................... 26
Tabela 3.3 - Características da máquina SMU1500 ................................................................ 28
Tabela 3.4 - Características da ferramenta-bobine .................................................................. 29
Tabela 3.5 - Primeira fase de ensaios (1000 J) ....................................................................... 33
Tabela 3.6 - Segunda fase de ensaios (1300 J) ...................................................................... 33

viii
Nomenclatura
aH Campo magnético que penetra a peça
0 Permeabilidade magnética do vazio
r Permeabilidade relativa do material
emagp Pressão electromagnética
( )I t Intensidade da corrente
bl Comprimento da bobina
Hk Distribuição axial do campo magnético
a Espaçamento efectivo entre a bobina e a
peça
p Efeito de pele da peça
b Efeito de pele da bobina
Resistividade do material
k Condutividade eléctrica
L Indutância
R Resistência
fbr Raio do fio condutor da bobina
Frequência da corrente
0V Voltagem aplicada ao circuito
E Campo eléctrico
D Deslocamento eléctrico
H Campo magnético
J Densidade de corrente
* Densidade de carga
B Campo de indução magnética
Permitividade eléctrica
u Campo de velocidades
aR Rugosidade média
∝ Ângulo de conicidade
maxR Altura máxima pico-Vale (Maximum peak-
to-valley height)
𝑅𝑦 Rugosidade Máxima
( )z DINR Altura média pico-vale (Mean peak-to-
valley height),
( )z ISOR Altura dos dez pontos (Ten points height)
f Folga
Conicidade
r Extensão real na direcção radial
Extensão real na direcção tangencial
z Extensão real na direcção longitudinal
Tensão efectiva
Extensão efectiva
e Tensão limite de elasticidade
mr Raio médio
E Módulo de elasticidade
int erfF Força de interferência
max Tensão de corte máxima
adesao Coeficiente de atrito de adesão
k Tensão limite de elasticidade em corte puro
escpF Força de escape
TO Estado normalizado
T6 Estado envelhecido
EMF Electro Magnetic Forming

ix
Objectivo
A presente tese de dissertação tem como objectivo chegar a valores óptimos dos seguintes
parâmetros que podem influenciar a ligação mecânica entre componentes tubulares por processo de
deformação electromagnética:
1º Parâmetro: A influência da rugosidade dos mandris de aço nas ligações alumínio-aço.
2º Parâmetro: Influência da folga dos provetes na resistência da ligação por deformação
electromagnética.
3º Parâmetro: Influência da conicidade na ligação tubo mandril.
Testes a realizar: Ensaio Tracção uniaxial.

1
Capítulo 1 INTRODUÇÃO
O alumínio é o metal não ferroso mais consumido no mundo, sendo o seu consumo anual na
ordem dos 24 milhões de toneladas. A baixa densidade do alumínio, alta condutividade eléctrica,
resistência à corrosão e baixo ponto de fusão conferem-lhe uma multiplicidade de aplicações,
especialmente nas soluções de engenharia aeronáutica. Uma abordagem sistemática de engenharia e
design de carros e camiões, que inclui materiais mais fortes e mais leves, design inteligente,
motorizações avançada e combustíveis mais limpos, as soluções de alumínio estão disponíveis hoje
para enfrentar os desafios da indústria automobilística.
Figura 1.1 - Chassi inteiramente feito de alumínio: [1]
Mais de 80% dos componentes estruturais utilizados nas indústrias automóvel e aeronáutica
são feitos por processos tecnológicos de enformação plástica de tubos e chapas: [2]. A baixa
maleabilidade dos metais utilizados, ou seja, a sua tendência em formar estricção e romper em níveis
de relativamente baixos de tensão, torna difícil usá-los para fazer peças geometricamente complexas
através de processos de deformação plásticas convencionais: [3].
Com isto foram aparecendo processos de deformação plástica a alta velocidade. Estes
processos resolvem alguns problemas encontrados nas técnicas convencionais tais como: melhoria na
maleabilidade, melhoria na distribuição de tensões, e até controlo a recuperação elástica.
Os parâmetros que diferenciam os processos convencionais dos processos de alta velocidade
são as magnitudes e os tempos de aplicação das pressões sobre as peças: [4]. A deformação plástica
electromagnética (em inglês Electromagnetic Forming EMF), e a estampagem por explosão; são alguns
tipos de exemplos de processos de deformação plástica da chapa a alta velocidade (mas na presente
dissertação limita-se apenas a falar de Electromagnetic Forming, EMF).
Os processos como soldadura a laser, parafusos, grampos, rebites e colagem são utilizados
no fabrico de estruturas leves, mas contêm constrangimentos, aspectos exemplificativos: preparação
complexa da zona de união, orientação com precisão durante o processo de adesão, bem como um
processo de longa duração: [5]. Ligando componentes por processo de deformação electromagnética
(Electromagnetic Forming, EMF) como um processo de ligação a frio é uma solução atractiva
comparado com os processos convencionais de soldadura ou de rebites: [6].

2
Experiências têm sido realizadas para avaliar tanto a viabilidade e capacidade de ligar por meio
de processos de deformação electromagnética, a influência dos parâmetros do processo no
desempenho das ligações são na verdade os focos da investigação: [7]
1.1 Aplicações Industriais, vantagens e limitações de EMF
A EMF começou a ser aplicada na indústria militar, na indústria aeroespacial e na indústria
automóvel. Nos últimos anos grandes investigações têm sido realizadas de maneira que o leque das
aplicações deste tipo de tecnologia tem-se alargado. Tem sido usada de um modo alargado na criação
de ligações de partes de geometria axissimétrica do mesmo material ou de materiais dissimilares, com
a finalidade de criar ligações tão fortes quanto a soldadura: [2]. A estampagem de chapas por esta
tecnologia está a tentar ganhar o seu espaço, pode ver-se as Figura 1.3 a) e 1.3 b) estampagem com
meia matriz.
Figura 1.2 - Alguns exemplos de aplicação industrial de EMF (Ligações): [19]; a) - Soldadura de um
vaso de pressão para um sistema de ar condicionado (Ø75 mm de alumínio); b) - Ligação alumínio
cobre numa junta de transição (Ø25 mm); c) - Cravamento de cabos de mobilidade de electricidade
a) b) c)
Figura 1.3 - Outros exemplos da aplicação industrial de EMF (estampagem, e corte): a) - Folha de
0.8 mm de alumínio estampada sobre matriz de tampa de telemóvel; b) - Corte e estampagem
electromagnética simultâneos: [9]
a)
a) b)

3
O processo de deformação plástica por acção electromagnética apresenta um leque de
vantagens, quando comparado com os processos quase estáticos.
As principais vantagens são as seguintes:
- O custo das ferramentas é inferior ao das ferramentas dos processos convencionais.
- Não existe contacto entre a ferramenta e a peça, então é possível realizar peças
semiacabadas sem a destruição da superfície da ferramenta.
- Pouca recuperação elástica devido as altas velocidade e forças envolvidas: [8]
- Admite o uso de materiais diferentes: [9].
- Na estampagem usando esta tecnologia, usa apenas um lado da matriz.
- Elevadas cadências.
- Ferramentas são flexíveis possibilitando o fabrico de componentes de formas complexas.
Entre as principais desvantagens pode-se destacar as seguintes:
- O processo adapta-se melhor a materiais com baixa tensão de escoamento e alta
condutividade.
- Pouca durabilidade das bobinas quando se deformam materiais com elevada resistência
mecânica ou baixa condutividade.
- Elevadas voltagens (3 a 20kV) envolvidas no processo, portanto a segurança dos operadores
é crítica: [10].


5
Capítulo 2 TECNOLOGIA DE ENFORMAÇÃO
ELECTROMAGNÉTICA
Este capítulo trata dos princípios e características do electromagnetic forming (enformação
electromagnética) e os parâmetros envolvidos nas ligações dos componentes tubulares,
nomeadamente: rugosidade, conicidade e folga em estudo na presente dissertação.
Relata-se também os tipos de ligação que se pode ter com os componentes tubulares e alguns
factores para avaliação das ligações entre componentes tubulares.
2.1 Electromagnetic forming: princípio e características do processo
Electromagnetic forming é um processo de deformação em alta velocidade que utiliza o campo
magnético pulsado para deformar metais de alta condutividade eléctrica. Entre os materiais mais
utilizados destacam-se o alumínio, o cobre, o aço e os metais preciosos. Os resultados do processo
(deformação) estão intimamente ligados às propriedades electromagnéticas. O processo é
caracterizado por ser um processo em que a força exercida não é criada por uma ferramenta em
contacto com a peça; quando aplicado pode acelerar chapas metálicas às velocidades na ordem de
200 m/s numa distância de apenas algumas unidades de milímetros: [11].
O processo é conseguido pelo uso de uma máquina impulso de corrente e a ferramenta que o
usa para criar a pressão electromagnética na peça a deformar.
O modelo simplificado do processo pode ser descrito como um circuito que contem a
capacitância C, a resistência R que pode até ser mesmo a resistência interna do fio condutor, e uma
indutância L da fonte pulsada e assim como um elemento dissipativo que consiste numa ferramenta
bobina e a peça a deformar.
-30
-15
0
15
30
45
0 50 100 150 200 250
I[k
A]
t [µs]
Perfil de Corrente (1kJ)
a) b)
Figura 2.1 - a) Circuito básico do processo EMF; b) - Perfil típico da onda de corrente
(Pico de corrente (14.1µs; 28,8kA))

6
EMF é baseada em algo chamado de força de Lorentz: uma corrente eléctrica variável no tempo
percorre o fio condutor eléctrico e desenvolve um campo magnético variável. Esta mudança no campo
magnético induz correntes em qualquer condutor próximo.
Ao fecharmos a primeira malha da (Figura 2.1 - a)) é carregado o banco de capacitores. Depois
de carregado, o banco de capacitores é descarregado ao fecharmos o segundo circuito. A corrente ao
percorrer a bobina, cria um campo magnético variável no tempo, e esta corrente induz correntes na
peça a deformar (de material condutor). Estas correntes induzidas, desenvolvem o seu próprio campo
magnético e causam uma repulsão mútua entre a peça e o atuador (a bobina). As correntes na
ferramenta interagem com as correntes no material pela força de Lorentz a distância e é esta força que
causa a deformação no material.
A pressão resultante desta força, actua ortogonalmente e afasta o tubo da bobina. Quando esta
pressão ultrapassa a tensão de cedência do material, a deformação plástica ocorre.
A pressão magnética ( , , )p t r z durante o processo de deformação pode ser calculada usando
o campo magnético fora da peça ( , , )aH t r z , o campo magnético que penetra ( , , )iH t r z e a
permeabilidade 0 do vazio de acordo com a equação (2.1).
2 2
0
1( , , ) [ ( , , ) ( , , )]
2emag a ip t r z H t r z H t r z (2.1)
A equação (2.1) pode ser simplificada para expressão (2.2) se quociente entre o efeito de pele
( ) e raio interior da peça for inferior a 0,2 e a razão entre espessura da parede e a efeito de pele (
) for maior do que 2. [12]
2
0
1( , , ) ( , , )
2ap t r z H t r z (2.2)
( )
( , , ) ( )a H
b
nI tH t r z k z
l (2.3)
Onde:bl é o comprimento da bobina; n : número de voltas por
bl
( )I t : intensidade da corrente na bobina [A] ; ( )Hk z : distribuição axial do campo
magnético
Usando as equações (2.2) e (2.3), a pressão magnética pode ser estimada pela corrente
medida na bobina de acordo com a equação (2.4). Na Figura 2.2 - b) pode ver-se a pressão estimada
pela corrente de acordo com a equação (2.4)

7
2
0
1 ( )( , , ) [ ( )]
2H
b
nI tp t r z k z
l (2.4)
A distribuição axial do campo magnético é dada pela seguinte expressão:
2 21
(arctan arctan )b bH
z l z lk
a a
(2.5)
Este parâmetro Hk depende do espaçamento efectivo, a , entre a bobina e a parede da peça;
por sua vez o a é a soma de meio efeito de pele da peça ( p ), meio efeito de pele da bobina (b ) e o
espaçamento do ar, Ara , como se pode contemplar na equação (2.6).
1
( )2
b p Ara a (2.6)
O efeito de pele, , representa a máxima penetração da corrente na ferramenta e pode ser
dada por:
0 0
2 1
rk f
(2.7)
Onde:
é a resistividade do material; é a frequência da corrente
0 permeabilidade magnética no vácuo e r é a permeabilidade relativa do material da peça.
k é a condutividade eléctrica da peça
A distribuição espacial de pressão pode ser controlada pela configuração do actuador e a
magnitude global da força é largamente controlada pela energia de descarga.
Figura 2.2 - a) - Onda de corrente a 500 J; b) - Pressão electromagnética
a) b)

8
De acordo com a posição da ferramenta (bobina) e a peça a deformar podemos ter os seguintes
casos: Compressão; Expansão ou Estampagem como indica a Figura 2.3.
A ferramenta é o componente que define a geometria da peça processada. Consoante a
aplicação do processo, existem vários tipos de ferramenta. As mais comuns são bobinas solenoidais
cilíndricas de compressão e expansão, e bobinas planares helicoidais (Figura 2.3). A concepção da
ferramenta deve ter sempre em conta a geometrias da peça antes e após ser processada e as
limitações eléctricas da máquina geradora de impulsos: [13].
2.2 Tipos de ligações entre componentes tubulares
De acordo com o formato dos provetes a utilizar no processo de deformação electromagnética,
podem ter-se ligações por interferência mecânica ou por cravamento mecânico, e quando se trabalha
com grandes valores de energias pode-se passar para soldadura de impulso magnético.
2.2.1 Interferência mecânica
Este tipo de ligação é possível apenas devido a diferença das tensões de cedência dos
elementos tubulares a ligar. O componente mais elástico é o mandril e é feito de uma material com
maior tensão de cedência do que o material do tubo. Este mandril situa-se dentro do tubo (Figura 2.4)
que se projecta sobre ele quando aplicada uma pressão, o tubo se deforma e entra em contacto com
o mandril, entretanto ambos sofrem deformações, mas as tensões aplicadas são tais que provocam
deformação plástica no componente tubo e deformações elásticas no mandril; os dois componentes
recuperam elasticamente, sendo que a recuperação elástica do mandril é limitada pelo tubo que se
encontra em deformação plástica, e assim sendo exerce-se na interface dos dois materiais uma
pressão que se denomina como pressão de interferência, esta é a pressão responsável pela ligação:
[13]. Pode ver-se a pressão exercida no comprimento efectivo da ligação na Figura 2.5.
Figura 2.3 - Possíveis configurações usados em EMF: [20]

9
2.2.2 Cravamento mecânico
É uma técnica semelhante à interferência mecânica, só se diferem no facto de ocorrer nos
componentes tubulares com mandris de uma geometria específica (rasgos) com a finalidade de
aumentar a resistência mecânica da ligação numa direcção específica. São geralmente utilizados
mandris com rasgos tangenciais para aumentar a resistência mecânica da ligação quando solicitada à
tracção, e mandris com rasgos na direcção axial para aumentar a resistência em torção; aumento da
resistência direccional deve-se à deformação plástica acentuada nas ranhuras.
Figura 2.4 - Fases da ligação por interferência mecânica: [13]
Figura 2.5 - Pressão de interferência no comprimento efectivo da ligação: [13]
Figura 2.6 - Geometria dos mandris para o cravamento mecânico: a)- Geometria para melhorar a
resistência à tracção; b) - Geometria para melhorar a resistência à torção
a) b)

10
2.2.3 Soldadura de impulso magnético
Esta é uma técnica de alta pressão (na ordem dos 105 MPa) que se assemelha à soldadura por
explosivos: [14]. Pode dizer-se que é um processo rápido de soldadura a frio produzida por impacto
dos componentes a ligar.
Nesta técnica, grandes quantidades de energia são libertadas instantaneamente, elevadas
pressões promovem a migração e interacção dos átomos na interface dos materiais a unir. Grandes
velocidades são envolvidas e durante o impacto a energia cinética transforma-se em calor e assim
desenvolve-se uma ligação a nível atómico Figura 2.8.
2.3 Parâmetros a avaliar na ligação de componentes tubulares
Os parâmetros a avaliar na ligação dos componentes tubulares na presente dissertação são: A
rugosidade do mandril, a influência da folga entre o tubo e o mandril, e a influência da conicidade.
2.3.1 Rugosidade
Em EMF pode-se expandir ou comprimir tubos e até mesmo realizar estampagem das chapas.
Quando se utiliza esta tecnologia para ligar componentes, continua não haver contacto entre a
ferramenta e as peças a ligar, mas porém para que exista ligação entre dois componentes é necessário
que as superfícies se avizinhem e assim estabeleçam a ligação, logo o primeiro passo para uma ligação
é o contacto das superfícies.
Figura 2.8 - Processo de soldadura por impulso magnético: [13]
Figura 2.7 - Cravamento mecânico: antes e depois da deformação de um mandril
com rasgo tangencial

11
A observação microscópica de uma superfície mostra que ela não é totalmente lisa. Ela é
constituída por picos e vales que definem a sua rugosidade, levando que o contacto entre as duas
superfícies seja estabelecido apenas nos picos mais altos de cada uma das superfícies.
A topografia da superfície rugosa é constituída por asperezas que ocorrem em diversas escalas
e que podem ser classificadas em primárias (ondulações) e secundárias (rugosidades). A ondulação
descreve os desvios da superfície a larga escala, enquanto a rugosidade descreve as irregularidades
de pequena escala de superfície (ver Figura 2.9)
A rugosidade é uma medida de desvio da superfície de sua forma ideal, seja ela por exemplo
plana, cilíndrica, esférica, etc. é como uma medida das irregularidades inerentes à superfície de
descontinuidade em relação ao seu plano médio: [15]
A caracterização quantitativa da textura de uma superfície é realizada recorrendo a parâmetros
numéricos, isto é, valores escalares. Estes são normalmente designados de parâmetros primários,
quando são obtidos a partir de um perfil de textura da superfície, tal como é medido e sem ser sujeito
a qualquer operação de filtragem.
Todos estes parâmetros primários, de ondulação e de rugosidade, são definidos em função das
características geométricas do perfil. A altura dos picos, a profundidade dos vales e o espaçamento
entre ambos são utilizados na sua determinação. Na presente dissertação serão apenas apresentados
e discutidos os parâmetros de rugosidade por serem os que apresentam maior relevância e influência
no âmbito do campo de aplicação deste estudo.
Existem diversos parâmetros de rugosidade que se utilizam para caracterizar uma superfície,
entre estes destacam-se os seguintes:
Rugosidade Média aR ,Figura 2.10, é o parâmetro de rugosidade mais utilizado. É
habitualmente adoptado pela sua simplicidade, sendo definido como a média aritmética dos valores
absolutos das ordenadas de afastamento Yi , dos pontos do perfil de rugosidade em relação à linha
média, dentro do comprimento de medição ml . Esta grandeza pode corresponder à altura de um
Figura 2.9 - Superfície rugosa

12
rectângulo, cuja área é igual à soma absoluta das áreas delimitadas pelo perfil de rugosidade e pela
linha média, tendo por comprimento o percurso de medição ml .
Na Figura 2.10, matematicamente o aR é dado pela equação:
1 2 3 4
0
... 1( )
ml
n
a
m
y y y y yR y x dx
n l
(2.8)
O parâmetro aR fornece informação acerca da variabilidade local do perfil de textura da
superfície. Desta forma, é possível existirem perfis de textura significativamente diferentes mas cujo
parâmetro rugosidade média aR apresente exactamente o mesmo valor, Figura 2.11
.
O parâmetro pode ser usado nos seguintes casos:
Em superfícies em que o acabamento apresenta sulcos de maquinagem bem orientados
(torneamento, fresagem etc.) e for necessário o controlo contínuo da rugosidade nas linhas de produção
pode-se utilizar o parâmetro aR .
Figura 2.10 - Rugosidade média
Figura 2.11 - Perfis de rugosidade com mesma rugosidade média

13
Vantagens do parâmetro aR :
- É o parâmetro de medição mais utilizado em todo o mundo.
- É aplicável à maioria dos processos de fabricação.
- Devido a sua grande utilização, quase todos os equipamentos apresentam este parâmetro
(de forma analógica ou digital electrónica).
- Os riscos superficiais inerentes ao processo não alteram muito seu valor.
Desvantagens do parâmetro aR :
- O valor de aR em um comprimento de amostragem indica a média da rugosidade. Por isso,
se um pico ou vale não típico aparecer na superfície, o valor da média não sofrerá grande alteração,
ocultando o defeito.
- O valor de aR não define a forma das irregularidades do perfil.
- Nenhuma distinção é feita entre picos e vales, devido ao uso do módulo.
Em face a observação destas desvantagens, permite pensar que pode ser necessário recorrer
à outros parâmetros de rugosidade para diferenciar determinadas superfícies. Esta inconveniência pode
ser ultrapassada, ao recorrer a parâmetros que tenham em consideração a localização e o
espaçamento dos picos e vales. Estes parâmetros são, em geral, definidos como a média de um
parâmetro calculado em cinco comprimentos de amostragem LS distintos do perfil de rugosidade
da superfície, ver Figura 2.12.
O parâmetro Altura Máxima Pico-Vale (Maximum Peak-to-Valley Height), maxR ou yR , é
definido como a máxima altura pico- vale de todos os comprimentos de amostragem, é dado pela
equação (2.9):
max max i iR p v (2.9)
Figura 2.12 - Comprimento de amostragem de um perfil de rugosidade

14
Onde ip e
iv são, respectivamente, a altura máxima do pico e a profundidade máxima do
vale de cada comprimento de amostragem.
Está definido como o maior valor das rugosidades parciais iZ que se apresenta no
comprimento de medição ml . Por exemplo: na Figura 2.13, o maior valor parcial é o
3Z , que está
localizado no 3º cut off, e que corresponde à rugosidade yR
Vantagens do parâmetro yR :
- Fornece informações sobre a máxima deterioração da superfície da peça.
- É de fácil obtenção quando o equipamento de medição fornece o gráfico da superfície.
- Faculta informações complementares ao parâmetro aR (que dilui o valor dos picos e vales).
Desvantagens do parâmetro yR :
Pode dar uma imagem errada da superfície, pois avalia erros que muitas vezes não
representam a superfície como um todo. Por exemplo: um risco causado após a maquinagem e que
não caracteriza o processo. Individualmente, não apresenta informação suficiente a respeito da
superfície, isto é, não informa a configuração da superfície.
O parâmetro Altura dos Dez Pontos (Ten Points Height), ( )z ISOR , é definido como a média da
soma dos cinco picos mais elevados com a soma dos cinco vales mais profundos de todo o
comprimento de avaliação, é dado pela equação (2.10)
5 5
( )
1 1
1
5z ISO i i
i i
R v p
(2.10)
Figura 2.13 - Rugosidade máxima 𝑅𝑦

15
Onde ip é a altura do pico e
iv é a profundidade do vale de todo o comprimento de avaliação.
Outros parâmetros são baseados em valores extremos do perfil de rugosidade, tais como a altura
máxima do pico e a profundidade máxima do vale existente em todo o comprimento de avaliação.
Vantagens do parâmetro zR :
- Informa a distribuição média da superfície.
- Em perfis periódicos, define muito bem a superfície.
- Riscos isolados serão considerados apenas parcialmente, de acordo com o número de pontos
isolados.
Desvantagens do parâmetrozR :
- O zR não possibilita nenhuma informação sobre a forma do perfil, bem como da distância
entre as ranhuras.
Entre os parâmetros mais representativos da rugosidades evidenciam-se aR ,
yR e zR
Dadas as superfícies rugosas, os seus parâmetros de rugosidade podem servir como indicador
da distinção dos tipos de processos de fabricos entre estes quando os comparamos. O paralelismo
entre as curvas do parâmetroaR em função dos parâmetros
yR e zR mostra a semelhança da
microgeometria das superfícies (Figura 2.14), isto é, os provetes provêm dos mesmos processos de
fabrico.
0
1
2
3
4
5
0 4 8 12 16 20
Ra
[µm
]
Ry [µm ]ou Rz [µm]
Semelhança microgeométrica
Figura 2.14 - Semelhança microgeométrica

16
2.3.2 Folgas
A folga (f) é um tipo de ajustamento geométrico que indica a distância mínima a que duas
superfícies se encontram; de uma maneira geral no desenho técnico, mostra o quão grande é a
dimensão do furo em relação a dimensão do veio.
Segundo [16], existe um valor da folga radial para o qual a velocidade de deformação pode
atingir o seu valor máximo como se pode ver na Figura 2.16
Nas ligações entre componentes tubulares por compressão, a parede do material do tubo a
deformar é projectada sobre a superfície do mandril, acredita-se que a ligação seja tão resistente
quanto melhor for o encaixe do material deformado plasticamente sobre o mandril; então existe aqui
um parâmetro responsável pela ligação: rugosidade das superfícies a ligar; este é um dos objectos a
estudar nesta dissertação.
O material da peça acelera, aceleração significa mudanças de velocidades e para haver estas
mudanças de velocidade é necessário um espaço que o material da peça percorra (folga); como as
forças envolvidas são impulsos, pela conservação de energia, a energia de movimento (cinética) do
material da peça é a energia gasta para a deformar plasticamente o tubo. E assim sendo, além do
material deformar plasticamente, este ainda possui alguma energia cinética no momento do impacto
com a fronteira do mandril. No entanto, o que se requer no momento do impacto é que este aconteça
com maiores níveis de energias necessária. Para isto, a folga mínima a percorrer pelo material da peça
merece ser um objecto de destaque em estudo nesta tecnologia.
Figura 2.16 - Velocidade em função da folga para uma determinada energia: [16]
Figura 2.15 - Folga radial

17
2.3.3 Conicidade
A conicidade ( ) é definida como a razão da diferença dos diâmetros de duas secções pela
distância entre estas secções.
2D d
tgL
(2.11)
A conicidade é uma grandeza adimensional, é frequentemente adoptada a notação 1
x ou
1: x , o que significa uma diferença de diâmetros D d de 1 mm numa distancia axial de x mm
entre os diâmetros D e d .
Diz se o ângulo de conicidade ( 2 ), ao ângulo incluso entre duas geratrizes medido no plano
da secção axial.
Os provetes a testar nesta dissertação, são provetes obtidos por operações de torneamento. A
precisão das superfícies obtidas por torneamento mostra que nunca são totalmente cilíndricas,
qualquer que seja o tipo de fixação da peça nesta operação existe sempre deformação do varão e o
erro geométrico se transmite à peça no ponto em que a ferramenta corta, assim traduz-se em peças
ligeiramente cónicas. Então o estudo desta variação gradual da folga (conicidade) entre duas
superfícies ganha de igual modo estudo nesta tecnologia; nesta dissertação denominou-se este
parâmetro como a Conicidade
A conicidade introduz uma folga radial gradual, porque o diametro da secção varia ao longo do
eixo para um encaixe de provetes com o furo de diametro constante. Então falar de grandes
conicidades, significa falar de folgas significativas.
Figura 2.17 - Conicidade


19
Capítulo 3 DESENVOLVIMENTO EXPERIMENTAL
Neste capítulo relata-se todo o procedimento experimental desde a preparação dos provetes
com os parâmetros a analisar: rugosidade, conicidade e folgas, até aos métodos escolhidos para
análise dos dados recolhidos nos ensaios para a sua posterior análise e discussão de resultados no
Capítulo 4.
O fabrico dos provetes, cravamento e ensaios de tracção foram completamente realizados na
Secção de Tecnologia Mecânica do Instituto Superior Técnico (IST). O material do tubo é Alumínio AA
6082 com o diâmetro exterior de 15 mm com a espessura de 1 mm e o material do mandril aço AISI
1045 com diferentes geometrias e microgeometria. Em linhas gerais as experiências cumprem os
seguintes passos:
- Fabricação dos tubos e mandris;
- Preparação da superfície dos mandris e normalização dos tubos;
- Limpeza dos provetes
- Medições de rugosidade e dimensões
- Cravamento
- Tracção uniaxial
- Critério da validação dos resultados do ensaio tracção.
3.1 Provetes
Os provetes são constituídos por dois elementos a ligar, um componente macho (veio)
denominado mandril e um outro componente fêmea (furo) denominado tubo. Foram ambos fabricados
no torno de comando numérico CNC da Figura 3.2, a partir varão de aço AISI 1045, o mandril e varão
de alumínio AA6082 o tubo. Eles têm a geometria geral mostrada na Figura 3.1-a) e Figura 3.1-b),
respectivamente mandril e tubo.
b)
a)
Figura 3.1 - Geometria geral dos provetes: a) - Mandril; b) - Tubo

20
3.1.1 Mandris
Inicialmente fabricou-se dois tipos de geometria de mandris: 1)- Mandris com zona de encaixe
de 30 mm (Figura 3.4) e 2)- Mandris zona de encaixe de 18 mm (Figura 3.3); em ambos os casos a
zona que participa na ligação é limitada pelas dimensões do concentrador do campo de 16 mm de
comprimento. Há dois conceitos da zona do mandril que se define neste trabalho:
1- Comprimento de encaixe é o comprimento do mandril estendido que entra em contacto
com o tubo quando encaixado antes da ligação.
2- Comprimento efectivo da ligação (c.e.l.) é o comprimento onde se exerce a pressão
electromagnética, este é limitado pelas dimensões da zona de concentração de pressão
do concentrador de campo.
Figura 3.2 - Torno CNC CTX 400 Gildemeister
Figura 3.3 - Mandril com comprimento da ligação 18 mm
Comprimento de encaixe 18 mm
Figura 3.4 - Mandril com comprimento da ligação de 30 mm
Comprimento da encaixe 30 mm

21
1- Mandris 30 mm
A textura dos mandris é um parâmetro importante, já que o contacto das superfícies é o
elemento responsável pela força da ligação. Por isso, sobre-dimensionou-se ligeiramente os mandris
para que nas operações de acabamento superficial, com lixas, se obtivesse superfícies com as
rugosidades requeridas e com o toleranciamento dimensional desejado.
Para esta operação usou-se a máquina de comando numérico (DMC 63V), com a intenção de
obter um acabamento superficial repetível. Numa base metálica robusta vertical (Figura 3.5 - a)) colou-
se 6 lixas de diferentes granulometrias, das mais grossas às mais finas:80,150,220,400,800 e 1200,
com dimensões de 30x30 mm.
Com a fresadora DMC 63V (Figura 3.6) fez-se passar na superfície das lixas o mandril em
rotação, assim deu-se a redução do diâmetro para um ajustamento de folga nula com o tubo, e a
rugosidade requerida era obtida de acordo com o tempo de permanência num determinado tipo de lixa.
Figura 3.6 - a) - Fresadora DMC 63V usada para polimento dos mandris 30 mmm; b) - Mandril
em rotação para passar na base com lixas.
Figura 3.5 - Polimento dos mandris através das lixas; a) - Base das lixas; b) - Textura dos
mandris polidos pelas lixas
a) b)
a) b)

22
Para se ter uma ideia, para um mandril de aço liso, passando uma lixa do tipo 80 a rugosidade média,
aR , do mandril estaria contida entre 3 à 4 m ; uma lixa do tipo 800, geraria uma rugosidade média
entre 0,9 à 1,5 m . E as lixas mais finas gerariam rugosidades ainda mais baixas.
Esta geometria de mandris acabou por ser descartada, devido a:
- Desgaste das lixas, que impedia a obtenção do mesmo desbaste em todos os provetes.
- Redução desigual nas secções do mandril, resultante dos desvios no alinhamento das lixas
na superfície de fixação, pelo que resultava em mandris cónicos e isto causava um pré aperto no
momento de encaixe do mandril no tubo, isto é, o comprimento de 30 mm de ligação não entrava
totalmente no tubo, como de pode ver na Figura 3.7
Assim sendo, para futuros trabalhos, o uso de mandris de 30 mm sobredimensionados com a
mesma tecnologia de redução da secção e alteração da rugosidade através da lixas, pode ser feita
apenas para as operações de acabamento e não desbaste como antes se pensou em utilizar.
2- Mandris 18 mm
Os mandris de comprimento de encaixe de 18 mm também foram fabricados no torno CNC, o
método do fabrico foi o mesmo que foi utilizado anteriormente, apenas foi alterado o comprimento de
encaixe para 18 mm, por via de uma redução extra de diâmetro nas zonas onde não se desejava o
contacto entre os pares de ligação.
A secção com 18 mm é a secção exposta para participar na ligação com o tubo. Tendo esta
secção 18 mm e o concentrador do campo 16 mm (comprimento efectivo da ligação), há 2 mm de
tolerância para permitir o alinhamento durante o cravamento.
Textura da superfície dos mandris 18 mm
Depois de fabricados, os mandris têm a sua rugosidade que é herdada do torneamento, este
perfil típico de rugosidade (Figura 3.11 - a)) é depois alterado com as lixas: Fixou-se o mandril em
Figura 3.8 - Mandril com comprimento de ligação de 18 mm
Figura 3.7 - Conicidade não desejada nos mandris, não permite inserção do mandril no tubo.

23
rotação no torno da Figura 3.9 e passou-se um tipo lixa para operações de acabamento por cima da
zona do comprimento da ligação ate conseguir a rugosidade requerida.
Medição da Rugosidade dos mandris 18 mm
Entre componentes a ligar a rugosidade do componente mais duro é mandatária, por isso na
presente dissertação mede-se somente a rugosidade do mandril de aço.
Então, depois de limpos os mandris, efectuou-se a medição da rugosidade do mandril no
comprimento de encaixe. Usou-se o rugosímetro de contacto da Figura 3.10, composto por um sistema
digital de medição, com a norma JIS 94. Seleccionou-se 3 secções no comprimento de encaixe (1, 2 e
3 da Figura 3.10 - b)) do mandril e em cada secção realizou-se 3 medições (a, b e c da Figura 3.10 -
b)) de rugosidade, de forma que em cada mandril totalizava 9 medições de rugosidade. E registou-se
os valores dos parâmetros de rugosidade aR , yR e zR , que o rugosímetro calculou pela norma JIS 94.
Figura 3.10 - Medição da rugosidade: a) - Rugosímetro SURF-CORDER SE1200;
b) - Secções do mandril para a medição da rugosidade no comprimento de encaixe
Figura 3.9 - Torno Schaublin 135 usado na preparação das superfícies dos mandris 18 mm
e na furação dos tubos
a) b)

24
Um exemplo da caracterização da rugosidade da superfície dos mandris com os dados
recolhidos no rugosímetro pode ser vista na Tabela 3.1.
A Figura 3.11 a) mostra o perfil típico de uma superfície obtida por torneamento e a Figura 3.11
mostra o perfil de uma superfície obtida por passagem de lixas.
O rugosímetro calcula internamente a rugosidade usando as formulas já apresentadas no
capítulo 2. No entanto pode-se estimar a rugosidade usando os parâmetros de torneamento: raio de
bico da ferramenta de corte br , e o avanço por rotação.
2
8y
b
avançoR
r
(3.1)
4
y
a
RR (3.2)
-7
-5
-3
-1
1
3
5
0 0,2 0,4 0,6 0,8 1
Yi[
µm
]
Comprimento de medição [mm]
-7
-5
-3
-1
1
3
5
0 0,2 0,4 0,6 0,8 1
Yi[µ
m]
Comprimento de medição [mm]
Tabela 3.1 - Exemplo do processamento dos dados recolhidos no rugosímetro
Figura 3.11 - Perfil típico de rugosidade da superfície obtida por: a) – Torneamento; b) - Lixas
a) b)

25
Mandris 18mm cónicos
As peças fabricadas por torneamento apresentam alguma deflexão, devido aos sistemas de
fixação das peças.
Dado ao toleranciamento dimensional no torno CNC, pensou-se em fabricar no torno CNC da
Figura 3.2 os mandris propositadamente cónicos no comprimento de encaixe de 18 mm, para se avaliar
a influência da conicidade na ligação tubo-mandril. Assim sendo foram fabricados mandris com
pequenos ângulos de conicidade negativa (Figura 3.12 a)) e conicidade positiva (Figura 3.12 b)), com
o ângulo de conicidade compreendida entre +0,8º e -0,8º.
A avaliação da influência da conicidade nos provetes será feita com os mandris cónicos com a
mesma rugosidade (1,340±0,224 µm), sendo a conicidade o único parâmetro a variar.
Mandris 18 mm para provetes com folga
Neste estudo as folgas radiais escolhidas no comprimento de encaixe são: 1,2; 1; 0,8; 0,5; 0,1
mm, que correspondem aos diâmetros de 10,6; 11; 11,4;12; 12,8 mm respectivamente. Todos estes
mandris foram de igual maneira fabricados no torno da Figura 3.2, com a rugosidade média de 0,814
µm.
3.1.2 Tubos
A zona tubular da fêmea do tubo tem 45 mm de comprimento foi obtida por furacarão no torno
de fixação por pinças da Figura 3.9. Nesta zona é encaixada o mandril, sendo o restante comprimento
com rosca destinada a fixação durante o ensaio tracção, como se pode ver na Figura 3.1-b)
Tratamentos térmicos dos tubos
O varão a partir do qual os tubos foram torneados encontrava-se no estado T6. Com vista a
eliminação de tensões do torneamento e homogeneização do grão do material, normalizou-se os tubos
no forno à temperatura de 420ºC durante 2h30min. Seguido de arrefecimento à temperatura ambiente
e passou para o estado TO: [17].
Figura 3.12 - Geometria dos mandris 18 mm com ângulo de conicidade: a) - Negativo; b) - Positivo.
a) b)

26
Dureza dos tubos
Depois de normalizados, os tubos encontram-se no estado TO, mas com o tempo envelhecem;
interessa saber a dureza dos tubos ao longo do tempo para garantir as mesmas condições de ensaios
em experiencias feitas em dias diferentes com os tubos normalizados apenas uma vez. Então fez-se
os ensaios de microdureza Vickers e mediu-se a dureza dos tubos de alumínio no estado T6,
posteriormente mediu-se no estado TO e uma semana depois da normalização fez se mais uma
medição de dureza, para avaliar a evolução da dureza deste material em caso de stock. Estas são as
durezas medidas:
Tabela 3.2 - Dureza dos tubos de alumínio 6082
Estado T6 TO TO após uma semana
Dureza 130 HV(0,5 47 HV(0,5) 50 HV(0,5)
A pequena variação da dureza dos tubos de alumínio normalizado após uma semana, mostra
que estes tubos podem ser ainda utilizados sem precisar de levar a normalizar outra vez ao forno. Logo
todos os ensaios foram realizados no intervalo de tempo inferior a uma semana após a normalização.
Ensaio tracção dos tubos de alumínio
Uma ligação é dita boa e resistente a uma determinada solicitação quando esta não rompe na
zona ligada. Os materiais utilizados na presente dissertação são: alumínio e o aço. Então espera-se
que nos ensaios tracção em caso de rompimento, que seja o alumínio a romper, porque apresenta
menor resistência mecânica do que o aço e também porque os tubos de alumínio apresentam menor
secção resistente a tracção do que os mandris de aço. Por isso, é interessante conhecer os níveis de
tensões ou forças, neste caso, para as quais estes tubos rompem. Por conseguinte fez-se o ensaio
tracção dos tubos, a Figura 3.14 mostra os resultados destes testes.
Figura 3.13 - Forno do laboratório de máquinas e ferramentas usado na normalização dos tubos:
a) - Forno; b) - Regulador de temperatura do forno
a) b)

27
Quando o valor da força atinge cerca de 6.1±0,16 kN no ensaio tracção os tubos de alumínio
AA6082 TO rompem.
3.2 Cravamento electromagnético
Os ensaios de deformação electromagnética foram realizados no equipamento da deformação
SMU 1500 Poynting GmbH (ver Figura 3.15).
Figura 3.14 - Ensaio tracção tubo de alumínio
0
1
2
3
4
5
6
7
0 5 10 15 20
F [
KN
]
Deslocamento [mm]
Ensaio tracçao do tubo de aluminio 6082 TO

28
A utilização da SMU 1500 é simples: uma vez ligada permite a selecção de energia via painel
e visor fontal. O operador confirma a selecção e permite a preparação da máquina. Caso não ocorram
erros a máquina torna-se activa e o operador pode carregar no botão para disparar. Após pressionado
o botão a máquina carrega o banco de condensadores internos até à energia seleccionada e
descarrega essa energia sobre a bobina-ferramenta, obtendo-se assim a deformação.
A máquina também fornece a leitura da voltagem no banco de condensadores, correspondendo
à conhecida relação:
21
2cE CV (3.3)
Onde C é a capacidade total do banco e V a tensão aplicada aos condensadores.
A bobina-ferramenta é um dos principais componentes dos equipamentos de deformação
electromagnética, ela gera um campo electromagnético quando percorrida pela corrente de descarga.
A bobina-ferramenta está montada na parte posterior do equipamento (Figura 3.15), na saída
de alta- tensão do módulo, sendo fixada através de maxilas de aperto em cobre. Na presente
investigação foi utilizada uma bobina-ferramenta designada por SMU-K40-12/30, compatível com o
equipamento SMU-1500.
Figura 3.15 - Equipamento de deformação electromagnética SMU 1500; a) - Parte traseira do
equipamento; b) - Parte frontal do equipamento
Tabela 3.3 - Características da máquina SMU1500
Dimensões exteriores (L x A x C) [mm] 444 x 400 x 800
Peso do equipamento [kg] Aproximadamente 80
Energia descarga máxima [J] 1500
Capacitância [μF] 60
Frequência de curto-circuito [kHz] 60
Interruptor de alta corrente Spark Gap
Tempo de descarga de segurança [s] <1
Voltagem de carga [kV] 7,1
Taxa de carga [J/s] 600
Alimentação CEE 230 V; 50-60 Hz; 10 A
Caracteristicas da máquina SMU 1500
a) b)

29
Como a bobina tem diâmetro demasiado grande é usado um concentrador de campo
(Figura 3.17 a)). A sua geometria orienta as linhas de campo magnético e as concentra numa
determinada zona (central), permitindo aumentar a intensidade do campo e logo a pressão na
zona a deformar.
O concentrador tem uma descontinuidade para permitir que as linhas de corrente do
exterior percorram o seu interior junto à peça, mas sem haver contacto com esta.
Neste trabalho de investigação utiliza-se um concentrador designado por SMU-C40-16
(Figura 3.17 b)), compatível com a bobina-ferramenta SMU-K40-12/30 (Figura 3.16 - a)).
O uso do concentrador de campo permite a criação de zonas de campo magnético mais intenso
concentrando a pressão no comprimento dos 16 mm..
A geometria da peça depois de deformada depende da geometria do concentrador de campo,
pelo que a bobina-ferramenta tem de ser concepcionada segundo a peça em que será usada (15mm
Figura 3.17 - a) - Ferramenta bobine com o concentrador de campo; b) - Concentrador de campo
SMU-C40-16 (solid works); c) - Sentido da corrente no concentrador e na bobine
Tabela 3.4 - Características da ferramenta-bobine
Dimensões exteriores (L x A x C) [mm] 80 x 100 x 220
Diâmetro interno nominal [mm] Ø40
Eixo axial activo [mm] 30
Voltagem máxima [kV] 7,5
Pressão máxima de pico [MPa] 200
Caracteristicas da ferramenta-bobina
a) b) c)

30
de diâmetro e 16mm de comprimento) e de acordo com as características da bobina-ferramenta
(diâmetro de 40mm e comprimento de 30mm).
Posicionamento do provete no concentrador de campo
O provete é posicionado na posição vertical na máquina, de tal forma que o mandril de aço
encontra-se em baixo (Figura 3.19) e a posição da linha de descontinuidade (fenda) do concentrador
do campo voltada para a máquina como se pode ver na Figura 3.18 c), para se garantir as mesmas
condições em todos os ensaios na máquina.
Durante os disparos iniciais (Figura 3.18 a)) na máquina SMU 1500 verificava-se um salto
(vibração) dos provetes, este facto era uma variável não controlada, porque diferentes energias de
descarga geravam diferentes vibrações. Como se quer garantir as mesmas condições em todos os
ensaios, foi fabricado um suporte de fixação de topo (Figura 3.18 b)), para assegurar que os provetes
não saltavam no momento do disparo.
Tubo de alumínio
Concentrador de campo
Mandril de aço
Figura 3.19 - Posição do provete na máquina de deformação electromagnética
Figura 3.18 - Fixação dos provetes no equipamento SMU 1500: a) - Montagem sem suporte
de fixação no topo dos provetes; b) - Montagem com suporte de fixação dos provetes no
topo; c) - Concentrador na posição da fenda voltada para a máquina
a) b) c)

31
Com aperto do parafuso do suporte constrange-se o movimento na direcção axial e ganha-se
estabilidade, mas este aperto deve ser suave e moderado.
Depois do disparo na máquina SMU 1500 o tubo comprime-se sobre o mandril e é estabelecida
a ligação com a configuração ilustrativa da Figura 3.20, de acordo com o nível de energia ou folga
usada pode-se ter diferentes deformações radiais do tubo na zona da ligação.
3.3 Ensaio tracção uniaxial
A resistência à tracção é avaliada pelo ensaio tracção uniaxial. Este ensaio permite avaliar a
força axial de escape e de rotura da ligação. Neste ensaio é registada a evolução da carga axial
aplicada na ligação e o deslocamento das maxilas de aperto.
Os ensaios de tracção foram realizados na máquina de ensaio tracção Speedy Tester LCH-20
da Figura 3.21 b), a uma velocidade de 0.35 mm/s que corresponde a 3 voltas e meia (de um total de
6) no regulador de velocidades do ensaio, a partir da posição inicial com velocidade nula.
A Figura 3.21 a) mostra a evolução da velocidade da máquina de ensaio tracção Speedy
Tester LCH-20 em função do número de voltas do regulador de velocidades.
Figura 3.20 - Ligação tubo-mandril, deformação electromagnética 1 kJ, mandril com folga 1.2
1,0; 0,0
3,0; 0,3
3,5; 0,4
4,0; 0,5
5,0; 0,8
6,0; 1,1
0,0
0,2
0,4
0,6
0,8
1,0
1,2
0,0 2,0 4,0 6,0 8,0
Ve
loc
ida
de
[m
m/s
]
Numero de voltas
a) b)

32
Esta é a mesma máquina que foi usada para a caracterização dos tubos, visto já ter o sistema
de aquisição necessária.
3.4 Critério de análise dos resultados do ensaio tracção
Os resultados adquiridos do ensaio tracção são expressos num gráfico da força em função do
deslocamento das garras durante o ensaio, Figura 3.22; e esta força é analisada em função dos
parâmetros que interessa estudar; na presente dissertação estes parâmetros são: rugosidade,
conicidade e folga.
O valor da força que se retira no gráfico da força em função do deslocamento, não é o máximo
valor que aparece no gráfico deste ensaio tracção, mas sim o valor da força para a qual se verifica o
ligeiro deslizamento (separação) da zona ligada, corresponde ao decaimento da força na curva de
ensaio tracção como se pode ver na Figura 3.22. A este valor da força decidiu-se chamar na presente
dissertação como a força de escape, que é o parâmetro fundamental da resistência da ligação no
ensaio tracção.
O gráfico típico da força em função do deslocamento recolhido na máquina de ensaio tracção
é o que se pode ver na Figura 3.22
Figura 3.21 - Ensaio tracção: a) - Velocidade da máquina do ensaio tracção em vazio em função do
número de voltas do regulador de velocidade; b) - Máquina do ensaio tracção speedy tester LCH-20
Fesc [
kN
]
Grafico típico do ensaio tracção
Deslizamento
da ligação

33
3.5 Plano de ensaios
Realizou-se os ensaios de cravamento magnético dos provetes com os respectivos ensaios de
tracção uniaxial de acordo com os planos de ensaios das Tabela 3.5 e Tabela 3.6.
A primeira fase de ensaios é a da análise dos parâmetros da ligação em estudo e a segunda
fase de ensaios é a fase da optimização destes parâmetros analisados.
Figura 3.22 - Gráfico típico do ensaio tracção da ligação alumínio-aço
Tabela 3.5 - Primeira fase de ensaios (1000 J)
Tabela 3.6 - Segunda fase de ensaios (1300 J)
FOLGAS 0,8 nula [0,1 ; 1,2]
ENSAIOMandril
Ra [µm]
Mandril
Conicidade [°]
Tubo-Mandril
Folga radial [mm]
RUGOSIDADE [0,1 ; 3,65] Nula Nula
CONICIDADE 1,3 [-0,8 ; +0,8] Nula na maior secção
[0,5 ; 1,2]
0,5 [0,5 ; 1,2]RUGOSIDADE BAIXA
ENSAIOMandril
Ra [µm]
Tubo-Mandril
Folga radial [mm]
RUGOSIDADE ALTA 1,7


35
Capítulo 4 RESULTADOS E DISCUSSÃO
Neste capítulo apresenta-se e discute-se os resultados dos ensaios realizados com os
procedimentos descritos no Capítulo 3.
A análise do gráfico da Figura 3.22 em termos de deslocamentos não faz muito sentido com a
interpretação da força de escape, isto é, no momento de separação da ligação tubo-mandril, por
exemplo no gráfico em questão, no momento da separação da ligação vê-se que o deslocamento é
cerca de 10 mm. Este valor do deslocamento, não deve ser analisado como o deslizamento da ligação
de 10 mm, mas sim como deslocamento das amarras da máquina do ensaio tracção.
4.1 Análise da rugosidade
Todos os resultados dos ensaios mostrados nesta secção são resultados dos ensaios com
rugosidade variável, folga nula, conicidade nula e energia de 1 kJ.
Sendo aR o parâmetro de medição mais utilizado para a rugosidade, decidiu-se utilizar este
parâmetro como medida da rugosidade na avaliação da resistência das ligações.
O gráfico da Figura 4.1 mostra uma tendência crescente da força de escape com a rugosidade.
Isto era esperado, pois seria de esperar uma relação linear da força de atrito estático com a rugosidade
para o mesmo valor da força normal, que é a força de interferência.
Apesar da consistência nos pulsos de corrente na bobina no momento da deformação plástica,
é difícil controlar exactamente a pressão de interferência pois esta depende da recuperação elástica
R² = 0,8232
y = 0,9585x + 0,8683
0
1
2
3
4
5
6
7
0,0 0,5 1,0 1,5 2,0 2,5 3,0 3,5 4,0
Fescp
[k
N]
Ra[µm]
Resistência da ligação tubo-mandril em função da rugosidade do mandril @1KJ (EMF)
F(escp) vs Ra
Linear (F(escp) vs Ra)
Figura 4.1 - Força de escape em função da rugosidade do mandril

36
dos materiais que a própria rugosidade poderá também afectar. Pelo que, seria sempre espectável
alguma dispersão de dados. Ainda mais, uma recta poderá não ser o melhor ajuste. É apenas natural
pensar que deverá haver uma saturação da força de escape com o aumento de rugosidade, mas não
se tem dados para o afirmar.
4.2 Análise da conicidade
Os ensaios da ligação com os mandris cónicos foram realizados com o ângulo de conicidade
variável entre -0,8º e +0,8º, com os mandris com a mesma rugosidade 1,340±0,224 µm., e mesma
energia de 1 kJ.
Na Figura 4.2 pode-se ver que para a gama de ângulos de conicidades, α, avaliados verifica-
se uma ligeira tendência de enfraquecimento da ligação para conicidades positivas com desvio padrão
de 0,26 kN de variação da força de escape, então sem riscos pode-se utilizar mandris fabricados com
esta tolerância axial, porquanto a força de escape é invariante com a conicidade nesta gama.
( )escpF F para 0,8º 0,8º onde é o angulo de conicidade do mandril.
4.3 Análise da folga
0
1
2
3
4
5
6
7
-1,0 -0,8 -0,6 -0,4 -0,2 0,0 0,2 0,4 0,6 0,8 1,0
Fescp
[kN
]
α [º]
Efeito da conicidade @ 1KJ
Figura 4.2 - Avaliação do efeito da conicidade do mandril

37
Para o estudo das folgas, fabricou-se 5 mandris com diferentes folgas, com a mesma
rugosidade 0,814 µm e ligou-se com a mesma energia 1 kJ.
A distribuição de resultados na Figura 4.3 do ensaio tracção dos mandris com folga mostra que
existe um valor óptimo de folga em torno dos 0,8 mm. Isto acontece porque a parede do tubo tem
espaço para acelerar e no momento do impacto esta encontra-se com a energia cinética máxima e com
acentuada deformação. A maior velocidade de impacto irá assegurar que a parede interna do tubo se
torna no negativo do padrão de rugosidade do mandril, isto é, oferece melhor encaixe entre os picos e
vales dos pares da ligação.
Se a folga for demasiado grande a parede começará a perder velocidade antes do impacto com
o mandril, logo resultará em menor deformação das micro-asperezas do tubo com as asperezas do
mandril.
Comparando as series de dados pela rugosidade, a Figura 4.3 mostra que as rugosidades
maiores oferecem maiores forças de ligação e menores rugosidades oferecem menores forças da
ligação, tal como visto no gráfico da figura de rugosidades (Figura 4.1).
Apesar de haver poucos pontos de dados correspondentes a energia de descarga de 1,3 kJ,
estes sugerem que a força de escape é mais influenciada pela rugosidade do que pela energia de
descarga.
O trabalho realizado por Alegrias, [18], mostrou que havia uma energia de saturação a partir
da qual o acréscimo de energia não se traduz em aumento da força de ligação. Tendo em conta a
semelhança dos provetes deste trabalho com os do trabalho citado [18], torna-se claro que 1,3 kJ está
dentro da zona energética de saturação. Para estas situações, jogando com rugosidade e folgas é
possível obter melhorias na força da ligação.
0
1
2
3
4
5
6
7
0 0,2 0,4 0,6 0,8 1 1,2 1,4
Fescp
[k
N]
f radial [mm]
Resistência da ligação em função da folga para diferentes energias e rugosiades
1,0 kJ 0,8 um
1,3 kJ 1,7 um
1,3 kJ 0,5 um
Figura 4.3 - Resistência da ligação em função da folga, para diferentes níveis de energias e rugosidades

38
4.4 Pontos de soldadura
A Figura 4.4 mostra resíduos de alumínio depositados sobre o mandril de aço, isto levava a
crer que exista pontos de soldadura entre o alumínio e tubo.
No capítulo teórico falou-se da possibilidade de ocorrer soldadura por impacto. Para averiguar
a fundo a sua existência é necessário fazer uma micrografia em corte da interface de ligação, não
dispondo desta alternativa é possível fazer algo mais simples: Cortando o provete na direcção
longitudinal, caso não haja ligações o tubo irá soltar-se por ausência de soldadura.
O verificou-se que durante o corte, no momento em que se terminou o corte, a caixa do tubo
simplesmente se despegou sem deixar resíduos na superfície do mandril (Figura 4.5)
Figura 4.5 - Corte por electro-erosão na direcção longitudinal
Figura 4.6 - Corte por electro-erosão da ligação na direcção transversal
Figura 4.4 - Deposição do alumínio no mandril após ensaio tracção

39
Então os resíduos visíveis na figura foram depositados durante o próprio ensaio de tracção por
arrastamento do material. A Figura 4.6 mostra a secção transversal da zona ligada, pode ver-se a
afinidade da ligação.


41
Capítulo 5 CONCLUSÕES
A medição da rugosidade merece um cuidado especial que muitas vezes é revelado em
benefício de outras grandezas. Os parâmetros que muitas vezes escolhemos para representar a
rugosidade são muitas vezes uma caracterização incompleta da superfície que desejamos analisar.
Estes parâmetros são valores numéricos resultantes de integrações de perfis amostrais de superfícies,
então são medidas sujeitas a erros de medição e interpretação; apesar disto o uso destes parâmetros
é inegável: é útil dispor destes valores numéricos para a comparação e análise superficiais, seja para
separar superfícies obtidas por processos distintos ou mesmo para recolher informações contidas numa
superfície tridimensional. A influência da área de contacto na ligação é bastante significativa, e esta
área de contacto e o coeficiente de atrito entre os componentes a ligar condiciona a força axial
admissível.
A interpretação da física do atrito, em destaque a relação força de atrito com a força normal da
superfície continua válida na ligação dos tubos usando a tecnologia EMF.
Pode haver tolerância dimensional axial no fabrico dos provetes pelos métodos utilizados, as
experiencias de conicidade mostraram que se esta gama de conicidade for pequena, isto é, entre -0,8
e 0,8º, a influencia da conicidade pode ser desprezada, o que significa que para os provetes utilizados
com alguma perícia pode se utilizar mesmo lixas para desbaste no comprimento efectivo da ligação
para estudar futuramente a influencia das folgas sem ter que recorrer ao uso da fresadora DMC da
Figura 3.6 - a) e a base das lixas, como se fez no Capítulo 3 no fabrico dos provetes de 30 mm estendido
para o comprimento da ligação.
Na ligação dos componentes tubulares usando a compressão dos tubos sobre os mandris as
folga têm bastante influência na ligação, uma vez que o material do tubo precisa de espaço para
acelerar até ás velocidades máximas no instante do impacto com o mandril. O material acelera até
atingir uma determinada folga máxima e depois desacelera, então existe um patamar de folga que é
óptimo para ligação dos componentes tubulares, para a geometria dos provetes utilizados na presente
dissertação viu-se que está compreendido entre 0,5 e 1 mm.
Portanto a folga é um parâmetro importante para optimizar as ligações entre componentes
tubulares, mas é muito mais importante ainda quando combinada com a má qualidade da
microgeometria da superfície do mandril para a mesma energia de descarga.

42
5.1 Trabalhos futuros
Para uma melhor informação força de escape no ensaio tracção, sugere-se que nos próximos
trabalhos, a referência de deslocamento que seja a distância relativa da zona ligada tubo mandril mas
não o deslocamento das amarras, porque o deslocamento medido com as amarras como referências
inclui deformação dos provetes bem como o deslocamento da acomodação das garras nos provetes.
As ligações feitas na presente dissertação, foram todas realizadas com o mesmo concentrador
de campo, isto é, a zona ligada é limitada pelas dimensões do concentrador (16 mm). Seria interessante
analisar a influência da secção lateral ligada, isto é pela variação do concentrador de campo, uma vez
que a secção ligada é a zona onde estão concentrados todos os parâmetros aqui estudados:
rugosidade, folga e conicidade.
As ligações tubo-mandril são muitas vezes submetidas a esforços de torção, seria interessante
realizar os ensaios torção para avaliar a resistência destas ligações quando submetidos a estes tipos
de esforços e melhorar possíveis parâmetros relevantes de maneira a complementar os ensaios
tracção.
Foi visto na secção 4.4, que o tipo de ligação obtido neste trabalho é puramente por
interferência, mas a pressão de interferência continua assim sendo um parâmetro por estimar. Sugere-
se algumas ideias para a estimar:
1- Elasticidade do material do mandril
Durante a compressão não há variações mensuráveis do comprimento do tubo, e o mandril
encontra-se em deformação elástica e o tubo em deformação plástica na zona da ligação, esta
informação ajuda a encontrar a extensão radial do mandril r . Conhecendo as dimensões iniciais e
finais do tubo, isto é, antes e depois da deformação, pode se estimar o diâmetro do mandril após a
deformação pela conservação do volume do material do tubo. Para isto considera-se que o tubo estás
em condições de deformação plana, será nula a componente da extensão na direcção axial do tubo,
0z . Então pela lei da plasticidade 0z r , a extensão radial será igual em módulo à
extensão na direcção tangencial, r , pode-se dizer que a área inicial da secção transversal do
tubo é igual à sua área final, traduzindo isto em equações para o tubo teremos:
2 2 2 2
4 4
i i f f
ext int ext intD D D D
(5.1)
Onde: i
extD ,i
intD são os diâmetros iniciais e externo e interno do tubo respectivamente antes
da deformação.
f
extD ,f
intD são os diâmetros finais e externo e interno do tubo respectivamente após a
deformação.

43
No limite após a deformação, o diâmetro interno do tubo, f
intD , é igual ao diâmetro do mandril
deformado depois do cravamento, fd , assim sendo, com este dado pode se estimar a extensão radial
que o mandril sofre depois do cravamento pela seguinte expressão:
lni
r f
d
d
(5.2)
Lembrando que o mandril encontra-se em deformação elástica, então podemos aplicar a lei de
Hooke:
r rE (5.3)
Onde E é o módulo de elasticidade do material do mandril, o r é a extensão radial do mandril
e o r é a tensão na direcção radial.
Esta tensão é igual a pressão de interferência da ligação tubo mandril ( r = interfP ).
Sabendo a pressão de interferência da ligação, pode se calcular a força de interferência pela
relação:
int interf erf ligaçaoF P A (5.4)
. .
f
ligaçao c e lA d l (5.5)
Onde efll é o comprimento efectivo da ligação.
Sabendo a int erfF , calcula-se o coeficiente de atrito de interferência pela relação da força de
escape (força de tracção que se verifica 10% do deslocamento da ligação no comprimento efectivo da
ligação), com a força de interferência:
int
int
escp
erf
erf
F
F (5.6)
Caso haja adesão:
Figura 5.1 - Adesão do alumínio no mandril de aço de 𝑅𝑎 = 0,1 Classe N3 (1000J)
Deposição do
alumínio

44
2- Teoria do atrito de adesão.
A adesão é a propriedade da matéria, pela qual se unem duas superfícies de materiais iguais
ou dissimilares quando entram em contacto, e se mantém ligadas por forças intermoleculares.
A Figura 5.1 mostra a superfície do mandril no comprimento efectivo da ligação (comprimento
onde se exerce a pressão electromagnética) com a deposição do alumínio depois do provete ter sido
levado a ensaio tracção. Usando as teorias do mecanismo de adesão entre duas superfícies pode-se
estimar a força de interferência, int erfF , recorrendo ao coeficiente de atrito de adesão, adesao .
Foi dito que uma superfície observada microscopicamente nunca é totalmente lisa, é
constituída por picos (asperezas) e vales que ditam a sua rugosidade.
À medida que a pressão aplicada entre duas superfícies aumenta, as asperezas tendem a
deformar plasticamente promovendo a ligação entre as suas superfícies. Em caso surgirem
mecanismos de adesão entre superfícies em contacto (asperezas), o valor da tensão de corte real pode
atingir o valor limite admissível de max k .
Segundo [10], fazendo a analogia entre a deformação plástica local de uma aspereza e a
indentação em condições de deformação plana é possível concluir pela análise das linhas de
escorregamento que a pressão necessária à deformação plástica é dada pela seguinte expressão:
3r ep (5.7)
Onde e é a tensão limite de elasticidade do material.
Estas bases da teoria de adesão permitem obter uma ordem de grandeza para o valor limite
do coeficiente de atrito de adesão, que de acordo com a teoria de plasticidade usada permite os
seguintes casos:
max 1
0.173 6
adesao
r e
k
p
(Tresca) (5.8)
Figura 5.2 - Pressão nas asperezas de uma superfície rugosa [10]

45
max 1
0,193 3 3
adesao
r e
k
p
(Von Mises) (5.9)
A pressão de interferência é dada por:
int
int
. . 2
erf
erf f
c e l
FP
l d
(5.10)
Então Pode estimar-se, em casos de se verificar adesão, o valor da força de interferência.
int
escp
erf
adesao
FF
(5.11)
.
interfP
Figura 5.3 - Parâmetros envolvidos no cálculo da pressão de interferência


47
BIBLIOGRAFIA
[1] Zap, “No Title,” 2013. [Online]. Available: http://www.zap.com.br/revista/carros/tag/rossin-bertin/. [Accessed: 10-Oct-2013].
[2] M. M. José, “Desenvolvimento e aplicação de um sistema para monitorização do processo tecnológico de deformação plástica por acçao electromagnética pulsada,” Instituto Superior Técnico, 2010.
[3] A. B. . Rocha, “Tecnologia da Embutidura,” 1992.
[4] G. Zittel, A Historical Review Of High Speed Metal Forming. USA, 2001.
[5] P. Barreiro, V. Schulze, and D. Löhe, “Influence of Process Parameters on Structure and Mechanical Properties of Joints Produced by Electromagnetic Forming and Friction Stir Welding,” Adv. Mater. Res., vol. 43, pp. 47–56, 2008.
[6] T. Hammers, M. Marré, J. Rautenberg, P. Barreiro, V. Schulze, D. Löhe, A. Brosius, and A. E. Tekkaya, “Influence of Mandrel ’ s Surface on the Mechanical Properties of Joints Produced by Electromagnetic,” pp. 245–256.
[7] M. Marré, A. Brosius, and A. E. Tekkaya, “Joining by Compression and Expansion of (None-) Reinforced Profiles,” Adv. Mater. Res., vol. 43, pp. 57–68, 2008.
[8] R. Neugebauer, K.-D. Bouzakis, B. Denkena, F. Klocke, a. Sterzing, a. E. Tekkaya, and R. Wertheim, “Velocity effects in metal forming and machining processes,” CIRP Ann. - Manuf. Technol., vol. 60, no. 2, pp. 627–650, Jan. 2011.
[9] R. Schäfer, P. Pasquale, and D. S. Kallee, “Industrial Application of the Electromagnetic Pulse Technology.”
[10] J. Rodrigues and P. Martins, Tecnologia de deformação plástica, Vol I. 2005.
[11] M. Kamal, “A uniform pressure electromagnetic actuator for forming flat sheets,” The Ohio State University, 2005.
[12] A. . Mühlbauer, Magnetumformung rohrförmiger Werkstücke. 1967.
[13] J. M. F. Alegrias, “Processo de enformação electromagnética de componentes tubulares,” Instituto Superior Tecnico, 2011.
[14] J. F. O. Santos and L. Quintino, Processos de Soldadura. .
[15] Â. M. M. F. Miguel, “Correlação entre a Rugosidade e o Ângulo de Atrito em Superfícies de Descontinuidade Abertas Engenharia Geológica e de Minas,” Instituto Superior Tecnico, 2011.
[16] P. Barreiro, V. Schulze, D. Löhe, M. Marré, C. Beerwald, and M. Kleiner, “Strength of Tubular Joints Made by Electromagnetic Compression at Quasi-static and Cyclic Loading *,” pp. 107–116.
[17] G. M. Jean Barralis, Prontuário de Metalurgia. 2005, p. 226.

48
[18] P. J. L. de D. Pereira, “Estudo do processo de deformação plástica electromagnética de perfis tubulares,” Instituo Superior Tecnico, 2012.
[19] PSTproducts, “Applications.” [Online]. Available: http://www.pstproducts.com/anwendungen.htm. [Accessed: 12-Oct-2013].
[20] A. Vivek, K.-H. Kim, and G. S. Daehn, “Simulation and instrumentation of electromagnetic compression of steel tubes,” J. Mater. Process. Technol., vol. 211, no. 5, pp. 840–850, May 2011.

49
ANEXOS
A- Condições de medição de rugosidades
B- Constantes universais electromagnetismo
Velocidade da luz no vácuo c 83 10 m s
Permeabilidade do vácuo 0 74 10 H m
Permitividade do vácuo o 128,854 10 F m
Tabela A 1 - Condições de medições de rugosidades
Tabela B 1 - Constantes universais do electromagnetismo

50
C- Analogia eléctrica do da máquina de EMF
Este circuito pode ser descrito pelas seguintes equações:
1 21 1 1 1
( ) ( ) 1( ) ( ) ( ) ( ) 0c c
dI t dI tL L M R R I t I t dt
dt dt C (C 1)
2 2 12 2
( ) ( )0
d L I d MIR I
dt dt (C 2)
Onde C é a capacitância
1( )I t e 2 ( )I t são as correntes na bobina e induzida na peça respectivamente,
1L e 1R são
respectivamente as indutância e resistência na bobina; 2L e 2R são respectivamente indutâncias e
resistências na peça; cR e cL são respectivamente resistência e indutância do fio condutor; M é a
mútua indutância entre a bobina e a peça.
As equações (C 1) e (C 2) são importantes porque permitem obter a relação da descarga do
condensador 1( )I t ) e a corrente induzida 2 ( )I t que percorre a peça.
A resistência é dada por:
lR
A (C 3)
Onde:
é a resistividade do material; l é o comprimento da bobina
A é a área da secção.
A indutância L da bobina é dada por:
Figura C 1 - Equivalente RLC do circuito do EMF [21]

51
2
0
8[ln( ) 2]r
fb
lL N r
r (C 4)
Onde N é o número de voltas; 0 é a permeabilidade absoluta do material;
r é a
permeabilidade relativa; r é o raio médio da bobina; l é o comprimento activo da bobina e fbr é raio do
fio condutor da bobina.
A intensidade da corrente de descarga é dada pela seguinte equação:
0 sint
I I e t
(C 5)
Onde: 0I é a intensidade máxima da corrente; é a frequência da corrente
é o factor de amortecimento.
1
tL C (C 6)
0 0
t
CI V
L (C 7)
0V é a voltagem aplicada ao circuito; tL é a indutância total do circuito
2 t
t
L
R (C 8)
Onde tR é a resistência total do circuito;
tL a indutância total do circuito.
Equações de Maxwell
Os fenómenos eléctricos que se verificam durante o processo de EMF são comandados pelas
equações diferenciais propostas pelo Maxwell, os postulados de Coulomb, de Gauss, Ampére e as leis
de faraday.

52
(Lei de Gauss): *.D (C 9)
(Lei de Faraday): B B
E Et t
(C 10)
(Lei de Ampére) D
H Jt
(C 11)
(Lei de Gauss Magnética) . 0B (C 12)
Tabela C 1 - Algumas grandezas de electromagnetismo
Símbolo Nome Unidades S.I
E Campo Eléctrico /V m
D Deslocamento Eléctrico 2C m
H Campo Magnético A m
J Densidade de corrente 2A m
* Densidade de carga 3C m
B Campo de Indução Magnética T
D E (C 13)
B H (C 14)
J u (C 15)
Onde:
Permitividade eléctrica; Permeabilidade magnética do meio
u Campo de velocidades