Embed Size (px)
Citation preview
SOLDAGEM DOS PRINCIPAIS METAIS E SUAS LIGAS

Engenharia Mecânica – Noturno – UFSJProfessor: Alex Sander
Grupo:Alexandre José Nascimento Pereira ; 100850009André Santos Ferreira ; 100850035Ítalo Franco Albano Lage ; 100850054Neimar Soares Silva ; 100850016

INTRODUÇÃO:A soldagem é o processo mais importante
de união de metais utilizado industrialmente. Este método de união, tem importante aplicação desde a indústria microeletrônica até a fabricação de navios e outras estruturas de centenas ou milhares de toneladas de peso.
Tubulação petrolífera sendo soldada.
DEFINIÇÃO:Segundo a AWS, soldagem é:
> “Processo de união de matérias, usado para obter a coalescência localizada de metais e não-metais, produzida por um aquecimento até uma temperatura adequada, com ou sem material de adição, onde se garanta na junta soldada, a continuidade das propriedades químicas, físicas e mecânicas.”
American Welding Society.

SOLDABILIDADE:“A facilidade relativa com que uma solda
satisfatória, que resulte em uma junta similar ao metal sendo soldado, pode ser produzida.”
Tabela de Soldabilidade dos aços.
FUNDAMENTOS:> Segundo Paulo J. Modenesi, em janeiro
de 2011, “A maioria das ligas metálicas são soldáveis, mas, certamente, algumas são muito mais difíceis de serem soldadas por um dado processo que outras.”
> É importante conhecer bem o material sendo soldado, o projeto da solda e da estrutura e os requerimentos de serviço (cargas, ambiente, etc).

DESCONTINUIDADES:Falhas ou defeitos que podem ocorrer
durante ou após o processo de soldagem.
Porosidade. Falta de fusão. Trincas.
Para se evitar estes problemas, é importante conhecer as possíveis complicações que os materiais podem apresentar ao serem soldados, o projeto e o procedimento.

SOLDAGEM DE AÇOS CARBONO E DE BAIXA LIGA:
Segundo Modenesi, o maior problema de soldabilidade destes aços é a formação de trincas induzidas pelo hidrogênio, principalmente na zona termicamente afetada (ZTA).
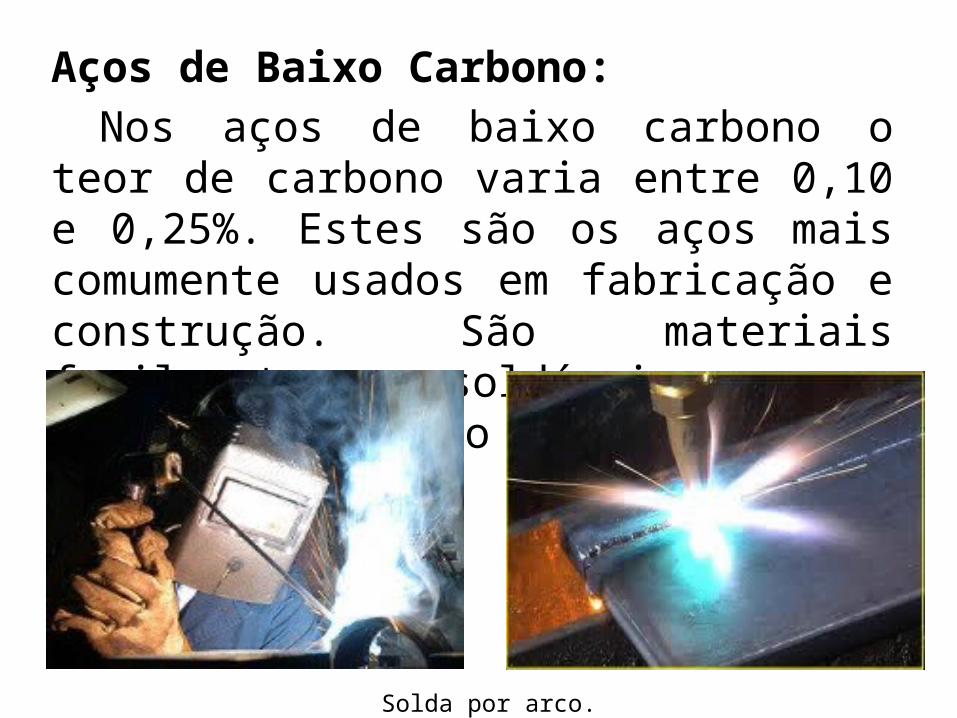
Aços de Baixo Carbono:Nos aços de baixo carbono o teor de
carbono varia entre 0,10 e 0,25%. Estes são os aços mais comumente usados em fabricação e construção. São materiais facilmente soldáveis por qualquer processo a arco, gás ou resistência.
Solda por arco. Solda por gás.

Aços de Médio Carbono: A composição é similar a dos aços de
baixo carbono, exceto pelo teor de carbono entre 0,3 e 0,5. Em função do maior teor de carbono, eletrodos de baixo hidrogênio são recomendados, particularmente para peças de maior espessura. Um pré-aquecimento entre 150 e 260ºC pode ser necessário.
> Aços de médio carbono podem ser facilmente soldados pelos mesmos processos usados para os aços de baixo carbono

Aços de Alto Carbono:
Teor de carbono entre 0,5 e 1,03%. A soldagem destes aços necessita de cuidados especiais. Eletrodos/processos de baixo hidrogênio precisam ser usados com um pré-aquecimento entre 200 e 320ºC, especialmente, para peças mais pesadas. Um tratamento térmico após soldagem (alívio de tensões ou mesmo recozimento) é usualmente especificado.
Serra disco feita em aço alto carbono.

Aços Ligados:
Os Aços-liga contêm quantidades específicas de elementos diferentes daqueles normalmente utilizados nos aços comuns. Estas quantidades são determinadas com o objetivo de promover mudanças nas propriedades físicas e mecânicas do produto, permitindo ao material desempenhar funções específicas.
Aços Estruturais Temperados e Revenidos:
Procedimentos de soldagem relativamente simples. Podem ser soldados sem pré-aquecimento ou com pré-aquecimentos a temperaturas baixas.• Cuidados a serem tomados:(1) Usar metal de adição adequado (2) Usar correto aporte térmico(3) Obedecer rigorosamente ao procedimento de soldagem recomendado.

• Processos comumente utilizados na soldagem destes aços são Eletrodo Revestido, MIG/MAG, Arco Submerso e Arame Tubular.
• TIG é usado para chapas mais finas.• Juntas de pequena espessura (25 mm) podem
ser soldadas a temperaturas próximas da ambiente. Maiores espessuras precisam de um pré-aquecimento em torno de 100˚C.

• Na soldagem com eletrodo revestido, eletrodos de baixo hidrogênio da classe E11018 ou E12018 devem ser utilizados para garantir uma resistência mecânica adequada da solda.
• Para o processo MIG/MAG, uma mistura de proteção Ar-2%O2 é comumente usada. A composição química do arame deve ser similar ao do metal base.

Aços Cromo-Molibdênio:
Estes aços foram desenvolvidos para aplicações a temperatura elevada, sendo muito usados em tubulações que operam a alta pressão e temperaturas entre cerca de 370 e 600˚C.
Alicate de pressão feito em aço cromo-molibdênio.

Soldagem dos Aços Cromo-Molibdênio:
• Processos utilizados: Eletrodo Revestido, TIG, MIG/MAG.
• Eletrodos devem ser sempre de baixo hidrogênio.
• Boa parte da soldagem destes aços é feita em tubulações para as quais o passe de raiz é comumente feito pelo processo TIG e os outros passes por um outro processo.
Pré e Pós Aquecimento:
• O procedimento de soldagem deve incluir pré-aquecimento e, muitas vezes, pós-aquecimento em função da temperabilidade destes aços.
• Para teores de carbono maior que 0,2% e maiores espessuras, é necessário pré-aquecimento a maiores temperaturas, e após a soldagem é recomendado um tratamento térmico, como um revenimento.
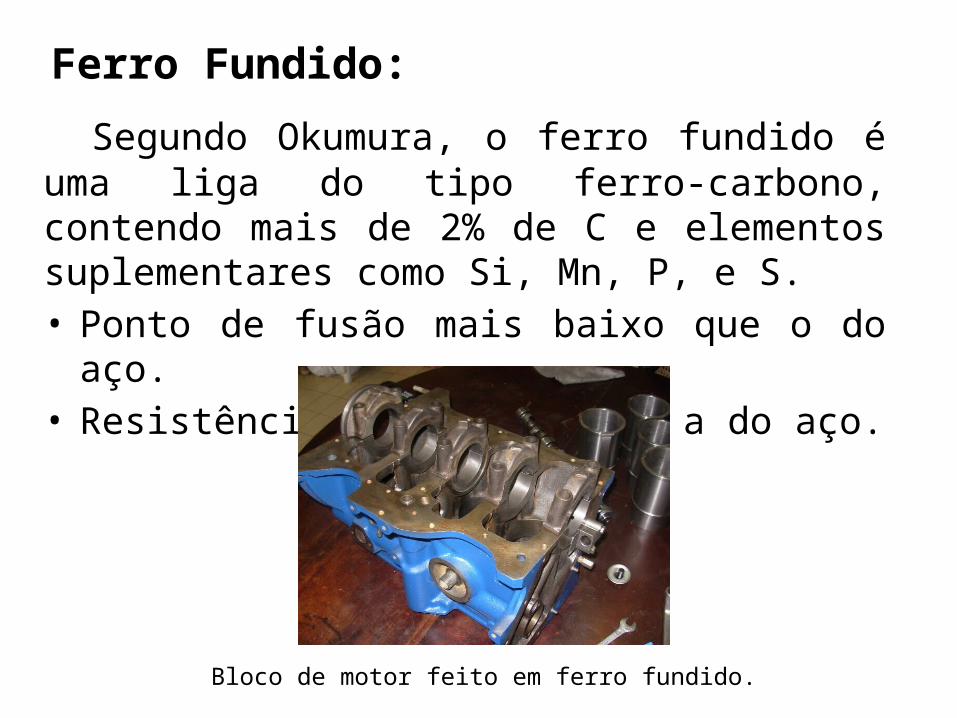
Ferro Fundido:
Segundo Okumura, o ferro fundido é uma liga do tipo ferro-carbono, contendo mais de 2% de C e elementos suplementares como Si, Mn, P, e S.• Ponto de fusão mais baixo que o do aço.• Resistência mais baixa que a do aço.
Bloco de motor feito em ferro fundido.

Aplicações:
Biela.Cubo de roda.
Sapata de freio.

Classificação dos Ferros Fundidos:
• Ferro Fundido Branco Não Soldável• Ferro Fundido Maleável• Ferro Fundido Cinzento• Ferro Fundido Nodular• Ferro Fundido Vermicular

Soldabilidade do Ferro Fundido:
• Apresenta uma das mais baixas soldabilidades.
Motivos:
• Quando resfriado rapidamente, partindo-se do seu ponto de fusão se obtêm o ferro fundido branco.
• Combinação do C do Ferro Fundido com o oxigênio da atmosfera e formação do CO, que poderá causar a formação de poros.
• Concentração de tensões residuais nos em cantos, bordas, etc. E desta forma, as trincas podem se nuclear facilmente.
• Presença de cavidades ou inclusão de areia no ferro fundido. Assim, o eletrodo utilizado poderá ser incompatível.
• Estrutura porosa dos ferros fundidos cinzento, maleável e nodular favorece a absorção de graxas e outras sujeiras durante o seu uso.

Soldagem do Ferro Fundido:
• O processo de soldagem a arco elétrico com eletrodos revestidos é a mais utilizada.
Esta por sua vez se divide em três grupos:• Soldagem com alta temperatura de pré-
aquecimento. Aquecimento entre 500 e 600 ˚C.• Soldagem com baixa temperatura de pré-
aquecimento• Soldagem a frio

Processo de Soldagem:
• Pré-aquecimento: Usado para evitar o resfriamento rápido do metal em fusão.
• Preparação das juntas: O formato da junta deve prever fundo arredondado.
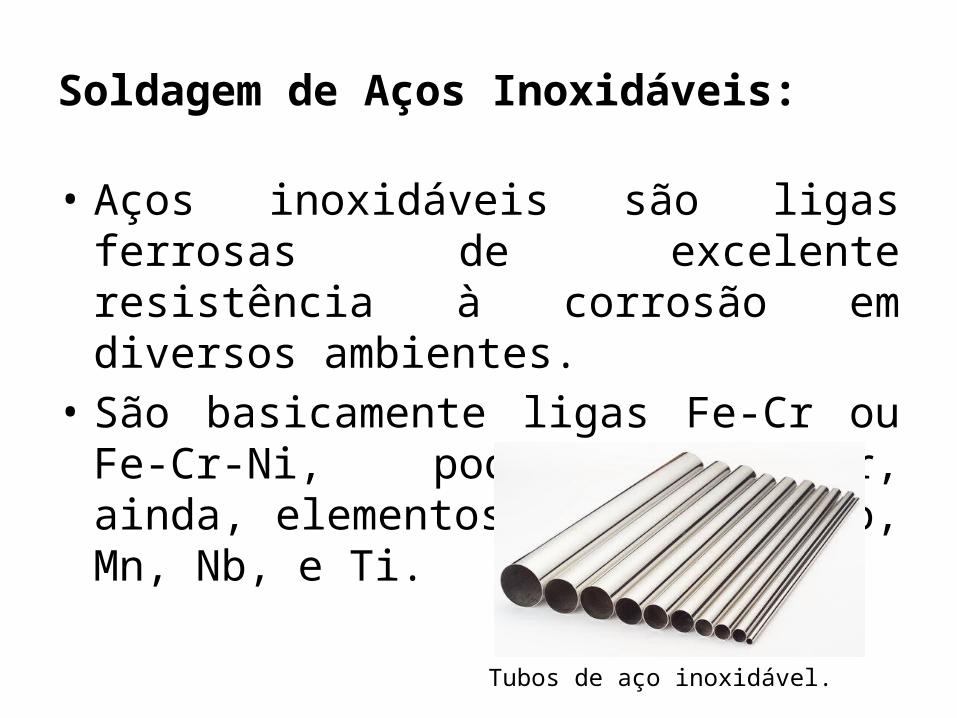
Soldagem de Aços Inoxidáveis:
• Aços inoxidáveis são ligas ferrosas de excelente resistência à corrosão em diversos ambientes.
• São basicamente ligas Fe-Cr ou Fe-Cr-Ni, podendo conter, ainda, elementos como C, N, Mo, Mn, Nb, e Ti.
Tubos de aço inoxidável.

Aplicações:
• São utilizados principalmente para cinco tipos de mercados:
Eletrodomésticos, automóveis, construção, indústria.
Fogão de aço inox.Corrimão em aço inox.

Soldagem dos Aços Inoxidáveis:
• Tipo martensítico: gera uma estrutura dura e frágil, por causa do rápido ciclo de aquecimento e resfriamento. Exige cuidados especiais:
• Pré-aquecer a peça até uma temperatura entre 200 e 400˚C e manter a temperatura entre passes.
• Pós-aquecimento entre 700 a 800 ˚C logo após a soldagem.

• Tipo ferrítico: Não existe o perigo de endurecimento da ZTA.
• Existe a fragilização a 475˚C.• Resfriar a junta rapidamente de 600 para 400
˚C, para evitar a fragilização a 475 ˚C.• Pré-aquecer a peça a uma temperatura entre
70 e 100 ˚C, para prevenir a ocorrência de trincas a frio.
• Evitar pré-aquecimento excessivo.

• Tipo austenítico: Apresenta a melhor soldabilidade dos aços inoxidáveis.
• Durante o resfriamento entre 680 e 480˚C, após a soldagem, poderá ocorrer a precipitação do carboneto de cromo nos espaços intergranulares da matriz cristalina. Esse fenômeno é chamado de corrosão Inter granular e este provoca uma redução na resistência a corrosão do material.
• Aços Inoxidáveis Duplex: Estes aços tendem a ser facilmente soldáveis desde que cuidados necessários sejam tomados.
• Um resfriamento muito rápido prejudica a tenacidade e a resistência à corrosão da solda.
• Por outro lado, um resfriamento muito lento e a manutenção por tempos longos a temperaturas entre cerca de 1000 e 600˚C podem prejudicar as propriedades mecânicas e químicas da solda.

Diagrama de Schaeffler:• O diagrama de Schaeffler permite prever a
microestrutura da ZF com base na sua composição química.

• Regiões problemáticas típicas na soldagem de aços inoxidáveis: (1) Formação de trincas de solidificação ou por perda de ductilidade acima de 1250˚C; (2) fragilização por formação de fases intermetálicas após aquecimento entre cerca de 450 e 900ºC; (3) fragilização por crescimento de grão; e (4) fragilização e fissuração por formação de martensita.

Soldagem de Metais não Ferrosos
Alumínio e Suas Ligas

Aplicações:
Componentes em Al.
Tubulação de alumínio.
Copos em Alumínio.
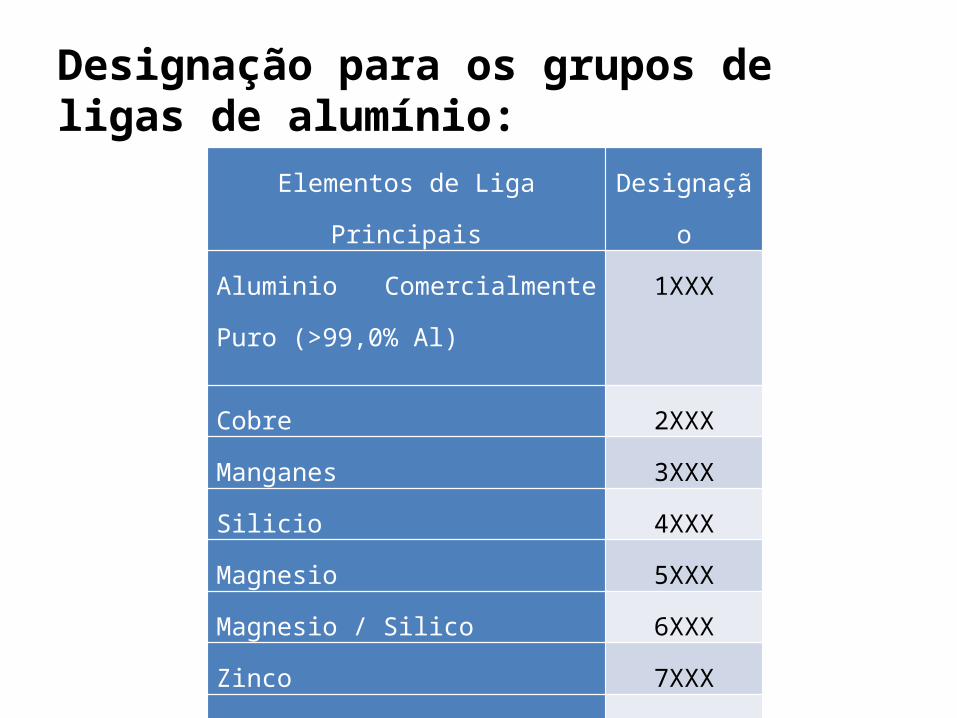
Designação para os grupos de ligas de alumínio:
Elementos de Liga Principais Designação
Aluminio Comercialmente Puro (>99,0% Al)
1XXX
Cobre 2XXX
Manganes 3XXX
Silicio 4XXX
Magnesio 5XXX
Magnesio / Silico 6XXX
Zinco 7XXX
Outros elementos 8XXX

As ligas de alumínio podem ou não serem tratadas termicamente. As ligas não-tratáveis termicamente são aquelas cujas propriedades mecânicas podem ser obtidas por meio de um encruamento a frio (principalmente dos grupos 1XXX, 3XXX, 4XXX e 5XXX), enquanto que as ligas termicamente tratáveis conseguem as suas propriedades através de uma tempera seguida de um revenido (principalmente dos grupos 2XXX,6XXX e 7XXX).
Desvantagens, do ponto de vista da soldabilidade das ligas de alumínio:• A fusão e o aquecimento parcial das ligas de alumínio são difíceis, por sua alta
condutibilidade térmica e pelo alto valor de seu calor especifico;• O Alumínio e suas ligas são facilmente oxidáveis e seu oxido, Al2O3, tem um alto ponto de
fusão. Pela formação da camada refrataria de óxidos, muitas vezes, na soldagem, surge o problema de falta de fusão.
• Devido ao alto valor do coeficiente de expansão térmica, podem ocorrer distorções residuais críticas durante a soldagem.
• Algumas ligas são suscetíveis a formar trincas a quente;• A solubilidade do hidrogênio sofre mudanças drásticas, quando o alumínio passa do
estado liquido para o estado solido, gerando uma espécie de espuma durante a solidificação; altas velocidades de soldagem podem em consequência, causar porosidades da junta soldada;
• devido a baixa densidade do alumínio, o metal em fusão não consegue expulsar os óxidos e inclusoe da poça de fusão, o que pode provocar a inclusão desfavorável de materiais estranhos no metal depositado;
• Como a temperatura de fusão e a viscosidade do metal fundido são baixas, a ZTA também poderá se fundir e prejudicar o metal base.
Como a condutividade térmica do alumínio é 3 a 5 vezes maior que a do aço, o calor de soldagem é menos eficientemente usado na soldagem desse metal. Assim, o uso de pré-aquecimento e de um maior aporte térmico é comum na soldagem de juntas de maior espessura de alumínio para garantir a formação da poça de fusão e evitar problemas de falta de fusão
A elevada condutividade térmica do alumínio favorece a rápida extração de calor e, assim, a rápida solidificação da poça de fusão o que facilita a sua soldagem fora da posição plana

Os principais problemas metalúrgicos de soldabilidade do alumínio e suas ligas são a formação de porosidade pelo , a formação de trincas a alta temperatura (principalmente de solidificação) e a perda de resistência mecânica (para metal base encruado ou endurecido por precipitação).
Várias ligas de alumínio são sensíveis à formação de trincas na solidificação e, eventualmente, por ligação e por perda de ductilidade a alta temperatura. Algumas ligas são, também, sensíveis à fissuração por corrosão sob tensão.

Influência relativa na sensibilidade à fissuração na solidificação de alguns elementos de liga:

> A figura a seguir mostra a variação da dureza da ZTA nas condições como soldado e tratado termicamente após soldagem de uma liga de alumínio endurecível por precipitação submetida, antes da soldagem, a duas condições diferentes de envelhecimento
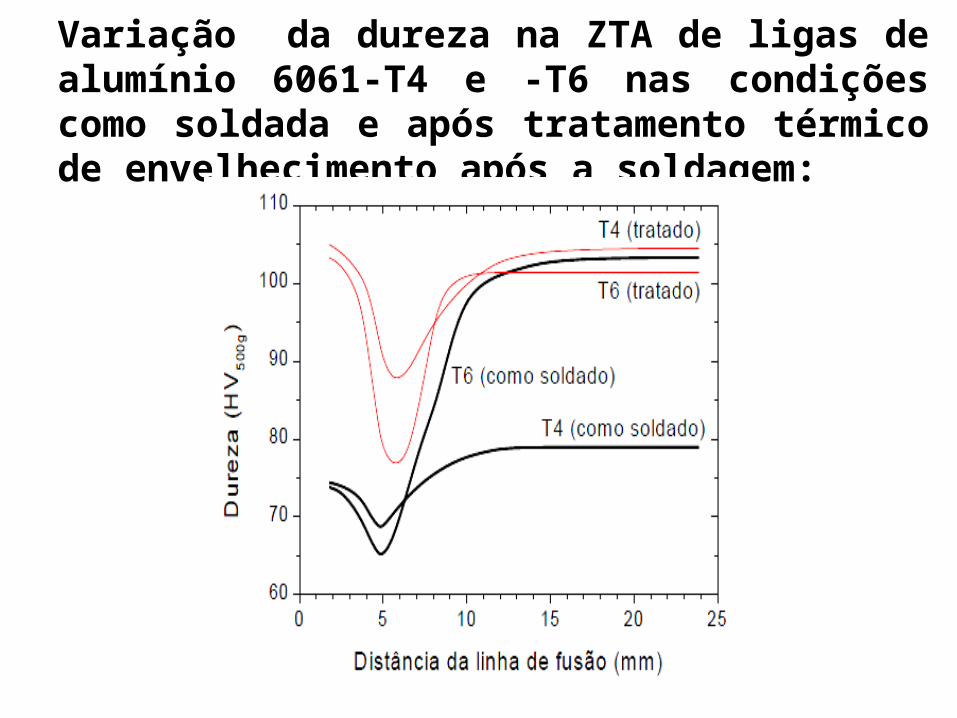
Variação da dureza na ZTA de ligas de alumínio 6061-T4 e -T6 nas condições como soldada e após tratamento térmico de envelhecimento após a soldagem:
Os processos mais usados para a soldagem do alumínio são GMAW e GTAW. Em ambos os processos, a seleção de consumível é baseada na composição química e em aspectos metalúrgicos e mecânicos. A especificação de consumíveis para a soldagem de alumínio e suas ligas para os processos GTAW e GMAW é coberta pelas normas AWS A5.3 e A5.10.
Os gases de proteção usuais são argônio, hélio ou misturas de ambos. Maiores teores de hélio permitem uma melhor fusão do metal base mas causam uma redução da estabilidade do processo e da remoção de óxido da superfície da junta.

Cobre e suas ligas
Características:Cobre e suas ligas são amplamente utilizados na indústria elétrica
(devido a sua baixa resistividade), em aplicações onde a resistência à corrosão de algumas destas ligas é importante, na fabricação de mancais, etc.
Os principais grupos de ligas de cobre são:
– Cobre puro – Com no mínimo 99,3% de pureza;
– Ligas com alto teor de cobre – Com até 5% de elementos de liga;
– Ligas de Cobre-zinco (Latão);
– Ligas de Cobre-estanho (Bronze);
– Ligas de Cobre-alumínio (Bronze Alumínio);
– Ligas de Cobre-silício (Bronze Silício);
– Ligas de Cobre-níquel (Cupro-Níquel);
– Ligas de Cobre-níquel-zinco (Alpaca).
As propriedades do cobre que requerem atenção especial para soldagem são:
• Elevada condutividade térmica. • Elevado coeficiente de expansão térmica. • Tendência a se tornar frágil a altas
temperaturas. • Ponto de fusão relativamente baixo. • Baixa viscosidade do metal fundido. • Elevada condutividade elétrica. • Resistência mecânica, para várias ligas,
baseada principalmente no encruamento.

Cobre é o metal de uso comercial de condutividade térmica mais elevada necessitando, para controle da fusão na sua soldagem, de pré-aquecimentos ainda maiores que o alumínio.
O coeficiente de expansão térmica do cobre é cerca de 50% maior que o do aço, podendo ser ainda maior para algumas ligas de cobre, existindo, assim, um grande potencial para problemas de distorção com o cobre.
Processos de soldagem como MIG, TIG, Oxi-combustível e Brasagem são os mais usuais na soldagem do cobre e suas ligas
Para a soldagem do cobre e suas ligas é recomendado a utilização de juntas de topo e chanfros que podem ser do tipo I, V, U, duplo V e duplo U.

LIGAS DE MAGNÉSIO

Apresentam excelente usinabilidade, podem ser trabalhadas a altas temperaturas, são soldáveis e apresentam um razoável grau de resistência mecânica.
Estas características as tornam adequadas a inúmeras aplicações, incluindo desde utensílios domésticos até componentes de aeronaves.
Características:

Aplicações:
Roda feita de magnésio.
Peças em magnésio.
• FOTO

O sistema da ASTM estabelece que as ligas de magnésio, divididas em fundidas e trabalhadas, são designadas por um conjunto de caracteres alfanuméricos.Dado o exemplo AZ92A-T6, temos• As duas primeiras letras se referem aos dois principais
elementos de liga.• Os números seguintes são relativos aos teores nominais
de cada um destes elementos.• A letra posterior indica variações da liga básica
associadas à introdução de outros elementos minoritários.
• Após o hífen indica-se o tratamento térmico ou termomecânico de modo semelhante ao que ocorre com as ligas de alumínio.

Soldabilidade do Magnésio:
A maioria das ligas de magnésio podem ser soldadas pelos processos TIG e MIG, porém a soldabilidade destas ligas varia muito, desde ligas com baixa solubilidade até ligas com excelente soldabilidade• Ligas de magnésio sofrem uma oxidação acelerada a temperaturas
próximas de seu ponto de fusão e, por isso, a zona de solda deve ser protegida, ou por meio de gases inertes ou por um fluxo adequado.
• Apenas gases inertes devem ser usados como proteção na soldagem de ligas de magnésio.
• Quando se soldam ligas contendo tório, haverá a liberação de gases anestésicos, razão pela qual é requerida uma boa ventilação na oficina.
• Caso aquecida durante muito tempo a uma temperatura superior ao seu ponto de fusão, estas ligas podem se inflamar quando soldadas.
• Para prevenir o aparecimento das trincas, devem-se usar metais de enchimento com baixo ponto de fusão, altas velocidades de avanço ou o pré-aquecimento do metal-base.
Soldagem:
• Processos utilizados pra soldagem destas ligas: processos TIG, MIG, soldagem a gás, soldagem por pontos, costura por pontos, soldagem a topo por descarga e a brasagem.
• A soldagem a arco elétrico com eletrodos revestidos é impraticável devido a problemas críticos de inclusão de escórias.
• Soldagem a arco elétrico com gás inerte é o processo mais utilizado, apresentando vantagens como a não necessidade de fundente, a alta velocidade de soldagem, o nível reduzido de distorções etc.
• A soldagem a gás é reservada somente aos casos de uniões bastante simples, como as juntas de topo e de canto de chapas finas, nas quais a remoção do resto de fundente, que causa severa corrosão na junta, é facilmente efetuada.

LIGAS DE TITÂNIO

Características:
O titânio puro apresenta, entre suas características físicas, temperatura de fusão de 1820 C, baixa densidade (4,5 g/cm³), boa resistência mecânica e excelente resistência à corrosão
Estas propriedades tornam as ligas de titânio bastante utilizadas em peças de aeronaves e estruturas de veículos aeroespaciais, além de serem muito empregadas na indústria química, devido sua resistência à corrosão, como componentes dos mais diversificados equipamentos.
A principal desvantagem, que dificulta a utilização industrial deste metal e de suas ligas, é o seu elevado custo de extração e preparação.

Aplicações:
Prótese dentária feita de titânio.

Soldabilidade:As ligas de titânio são classificadas segundo os seguintes tipos: liga
estabilizada α (reticulado cristalino hexagonal), liga estabilizada β (reticulado cristalino de cubo centrado) e uma liga eutetóide (liga α - β), conforme a estabilidade do reticulado cristalino• São altamente ativas, em elevadas temperaturas, a ZTA deve ser bem
protegida dos efeitos do ar atmosférico, para evitar a fragilização causada pela oxidação ou pela nitretação.
• O conteúdo excessivo de oxigênio, nitrogênio e carbono no metal-base e no arame de enchimento causa a fragilização do metal de solda. Dessa maneira, a seleção cuidadosa do eletrodo, em função do metal-base, bem como a limpeza prévia das superfícies da junta são essenciais.
• O calor na soldagem das ligas de titânio influencia tanto pela diminuição da dutilidade devida ao endurecimento por têmpera do metal de solda quanto pela fragilização do metal de solda, devida à sua ativação a altas temperaturas
• O resfriamento rápido da zona de solda de uma liga eutetóide causa a fragilização da zona termicamente afetada, devida ao seu endurecimento por têmpera. Para evitar este endurecimento ou a fragilização, recomenda-se revenir ou recozer a zona de solda, em vez de pré-aquecê-la.

Soldagem:• Processos utilizados pra soldagem destas ligas:
Processos TIG, MIG, além de processos de soldagem por resistência, por explosão e por feixe de elétrons podem ser utilizados esporadicamente em aplicações bem específicas.
• Como o titânio e suas ligas tornam-se altamente ativos a temperaturas de soldagem, é imprescindível a utilização de gases inertes para formar atmosfera protetora.
• Na soldagem por feixe de elétrons não há em termos práticos, a possibilidade de contaminação da junta da solda, uma vez que todo o sistema trabalha no vácuo. Há a obtenção de juntas de alta qualidade, em tempo extremamente curto, e com uma ZTA bastante estreita.
Conclusão:
Visto que a soldagem é um processo muito utilizado e significativo na indústria devemos sempre estudar e compreender os metais e suas ligas em geral.
Assim, devido às suas diferentes propriedades como por exemplo a soldabilidade, é necessário a correta especificação do projeto, sendo que cada material se adequa melhor a certos parâmetros e, são necessários os devidos cuidados no processo e na execução para se obter uma solda de qualidade e poder assegurar a continuidade da mesma.

Referências Bibliográficas:
• Barbosa, Reginaldo Pinto. 2007. TECNOLOGIA MECÂNICA: Metalurgia da soldagem, Soldabilidade dos Metais. Coronel Fabriciano : UNILESTEMG, 2007.
• Cardoso, Fabiano. 2012. Soldagem & Brasagem. [Online] 31 de 08 de 2012. [Citado em: 26 de 01 de 2014.] http://soldagemebrasagem.blogspot.com.br/2012/08/soldagem-de-cobre-e-su-as-ligas.html.
• Modenesi, Paulo J. 2011. Soldabilidade de Algumas Ligas Metálicas. Belo Horizonte : UFMG - Departamento de Engenharia Metalúrgica e de Materiais, 2011.
• Okumura, Toshie e Taniguchi, Célio. 1982. Engenharia de Soldagem e Aplicações. Rio de Janeiro : LTC, 1982.
• METAIS E LIGAS; disponível em http://www.infomet.com.br/metais-e-ligas.php; acesso em 20/01/2014 às 14:00hrs.