Embed Size (px)
Citation preview

UNIVERSIDADE PAULISTA – UNIP
PROGRAMA DE MESTRADO EM ENGENHARIA DE PRODUÇÃO
PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM USINA SUCROALCOOLEIRA
SILVÂNIO MÁRCIO FERNANDES
SÃO PAULO
2009
Qualificação apresentada ao Programa de
Mestrado em Engenharia de Produção da
Universidade Paulista – UNIP.
Orientador: Prof. Dr. José Benedito
Sacomano
Área de Concentração: Engenharia de
Produção.
Linha de Pesquisa: Redes de Empresas e
Planejamento da Produção.
Projeto de Pesquisa: Planejamento e Controle
da Produção.

Livros Grátis
http://www.livrosgratis.com.br
Milhares de livros grátis para download.

UNIVERSIDADE PAULISTA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM USINA SUCROALCOOLEIRA
SILVÂNIO MÁRCIO FERNANDES
Orientador: Prof. Dr. José Benedito Sacomano
Área de concentração: Engenharia de Produção
SÃO PAULO
2009
Dissertação apresentada ao Programa de Pós-
Graduação em Engenharia de Produção da
Universidade Paulista para obtenção do título
de Mestre.

Fernandes, Silvânio Márcio Planejamento e controle da produção em usina sucro alcooleira / /Silvânio Márcio Fernandes – São Paulo, 2009. 186f.:il. Color. Dissertação (mestrado) – Apresentada ao Instituto de Ciências Exatas da Universidade Paulista, São Paulo, 2009. Área de Concentração: Gestão de sistemas de operação “Orientação: Prof. José Benedito Sacomano” 1. Usinas sucroalcooleiras. 2. Controle da produção. 3. Planejamento da produção. I. Título.

Agradecimentos
- A Deus pela proteção constante e aos aproximadamente 47 mil quilômetros rodados
para a realização desta pesquisa.
- Ao Professor Dr. José Benedito Sacomano pela compreensão, incentivo e pela
orientação para a realização deste trabalho.
- À minha esposa, Célida Regina Miquelino Fernandes, pelo amor, carinho, pela espera
e motivação constante em minha vida.
- Aos meus filhos Felipe e Andreza pelo amor e compreensão.
- À minha mãe, Orfalina Palhares de Matos, pela dedicação e ter ensinado muito cedo
que o trabalho conduz o ser humano a uma vida digna e honrada.
- Ao meu pai, Denizio Fernandes de Matos, pelo amor, carinho e alegria de viver.
- Ao Luiz Alberto Uliani pelo apoio e compreensão.
- À Dorotea Cândida Magalhães pela atenção dedicada a deste trabalho.
- Ao Ricardo Naufel de Toledo pela amizade e oportunidade de crescimento.
- Ao José Willams da Silva Luz – Superintendente Industrial da Usina Caeté pelo apoio
pleno a este trabalho.
- Ao Professor Fernando Pedra pelo apoio a esta pesquisa.
- José Henrique Nunes – Pela atenção e incentivo.
RESUMO
FERNANDES, S. M. Planejamento e Controle da Produção Em Usina Sucroalcooleira.
Dissertação de Mestrado em Engenharia de Produção – Instituto de Ciências Exatas,
Universidade Paulista 2009.
Palavras – Chave: Usinas Sucroalcooleiras, controle da produção, planejamento e
controle da produção
O presente trabalho trata de analisar o Planejamento e Controle da Produção de uma
unidade produtora de açúcar e álcool, entender o processo de fabricação destes produtos
levando se em conta as características de um produto completamente diferente dos
processos produtivos de outros segmentos como, por exemplo, o do metal mecânico. O
trabalho tem por objetivo estudar como é realizado o planejamento e controle da
produção e quais os recursos são disponibilizados para este controle levando se em
consideração as características da produção em Massa ou Processo Contínuo do setor
sucroalcooleiro. A dissertação procura identificar as adequações dos PEGEMs -
Paradigmas Estratégicos de Gestão da Manufatura e sua relação com as estratégias do
Planejamento e Controle da Produção – PCP, direcionando as decisões a serem tomadas
para a melhor forma de administração da produção do setor. O estudo de caso examina
as técnicas e evoluções usadas no Planejamento e Controle da Produção e identifica
qual ou quais PEGEMs deverá ou deverão ser implantado para auxiliar a empresa a
alcançar determinados objetivos de desempenho, aumentando desta forma seu poder
competitivo. Nesta fase compreende também a visualização e comparações dos sistemas
de controle da produção utilizado pela usina e sua relação com a revisão bibliográfica
realizado pelo autor.

ABSTRACT
FERNANDES, S. M. Planning and Control of Production in Plants Sucroalcooleira.
Dissertation of Master in Production Engineering - Institute of Exact Sciences, Paulista
University in 2009.
Words - Key: Plants Sucroalcooleiras, control of production, planning and control of
production
This work is to consider the Planning and Control of Production of a plant producing sugar
and alcohol, understand the process of manufacturing these products is taking into account the
characteristics of a product completely different production processes of other segments, such
as the metal mechanic. The work aims to study how it conducted the planning and control of
production and what resources are available for this control is taking into account the
characteristics of mass production or continuous process of sugar-alcohol sector. The
dissertation seeks to identify the adequacy of PGEMs - Paradigms of Strategic Management
of Manufacturing and its relation to the strategies of Planning and Control of Production -
CFP, directing the decisions to be taken for better management of the production sector. The
case study examines the trends and techniques used in the Production Planning and Control
and identifies what or whom SMMPs should be deployed to assist the company to achieve
certain performance goals, thereby increasing their competitive power. This phase also
includes the viewing and comparison of production control systems used by the plant and its
relationship with the literature review conducted by the author.

LISTA DE FIGURAS Figura 2.1 – Evolução da produção do etanol .......................................................................... 27 Figura 2.2 - Visão de independência do petróleo ..................................................................... 28 Figura: 2.3 - Definição de novas tecnologias e processos ........................................................ 29 Figura: 2.4 – Central de Operações Integradas – COI .............................................................. 29 Figura: 2.5 - Central de Operações Integradas – COI .............................................................. 30 Figura 2.6 - Nova fronteira para expansão do setor de bioenergia ......................................... 300 Figura: 2.7 - Software Flex Fuel Sensor SFS ........................................................................... 32 Figura: 2.8 - Vendas de veículos por tipo de combustível. ...................................................... 33 Figura: 2.9 - Brasil: produção de cana-de-açúcar, açúcar e etanol ......................................... 333 Figura: 2.10 - Cadeia de álcool combustível e seus participantes ............................................ 34 Figura: 2.11 - Cana-de-açúcar processada pelas usinas brasileiras ........................................ 344 Figura: 2.12 - Produção de etanol pelas indústrias brasileiras ................................................. 35 Figura: 2.13 - Produção de açúcar pelas indústrias brasileiras ............................................... 355 Figura 2.14 - EUA: Projeção de oferta e demanda de etanol (bilhões de litros) ...................... 39 Figura 2.15 - UE: Projeção de oferta e demanda de etanol (bilhões de litros) ......................... 40 Figura: 2.16 Produtores de gases do efeito do estufa ............................................................. 411 Figura 2.17 Licenças ambientais .............................................................................................. 46 Figura: 2.18 - Desafio para a humanidade: diversificar as fontes de energia ........................... 50 Figura 2.19 - Potencial de co-geração em Minas Gerais (2007-2016) ................................... 533 Figura: 2.20 - Disponibilidade de terras aráveis ...................................................................... 55 Figura 3.1. Fluxograma das atividades que compõem a etapa de CCT.................................. 611 Figura 3.2. Configurações processos e produtos...................................................................... 74 Figura: 4.1 – Principais causas por trás da recente revalorização da manufatura .................... 76 Figura 4.2 – Insumos, processos de conversão e saídas ........................................................... 78 Figura 4.3 – Esquemas dos Sistemas de Produção ................................................................... 78 Figura 4.4 - PEGEM ................................................................................................................. 86 Figura 5.1 - Visão Geral do inter-relacionamento das atividades do PCP ......................... 10707 Figura 5.2 - Origem do planejamento-mestre da produção ................................................ 10909 Figura 5.3 - A estrutura do Planejamento e Controle da Produção .................................... 11010 Figura 5.4: A estrutura do Controle da Produção ................................................................... 112 Figura 5.5 - Hierarquia dos planos de produção ................................................................. 11717 Figura 5.6- Ciclo PDCA. ...................................................................................................... 1222 Figura 5.7 - Ciclo PDCA e o ciclo SDCA. ........................................................................... 1233 Figura 5.8 - Ciclo de resolução de problemas ...................................................................... 1244 Figura 5.9 - Abrangência do MRP e do MRP II ................................................................. 12828 Figura 5.10 – PCP: Antes e depois de 1980 ....................................................................... 12929 Figura 5.11 Inter-relacionamento do processo produtivo e o PCP. .................................... 13737 Figura 5.12 - Hierarquia dos planos de produção ............................................................... 13939 Figura 5.13 - Sonda mostradora de cana .............................................................................. 1444 Figura 5.14 e 5.15- Laboratório industrial .......................................................................... 14646 Figuras 5.16 e 5.17 COI – Central de Operações Integradas ............................................. 14646 Figura 5.18 - Coluna de desidratração ................................................................................ 14747

Figura 6.1 Evolução da manutenção a partir da década de 1950 ......................................... 1522 Figura 6.2 - Modelo esquemático de um sistema de produção e seu relacionamento com o sistema de manutenção ....................................................................................................... 15959 Figura 6.3 - Rolamento com as partes rolantes com defeitos. ............................................ 16464 Figura 6.4 - Espectro de defeito juntamente com o espectro de melhoria LA-H. .............. 16565 Figura 6.5 - Elementos rolantes do rolamento do motor LA. ............................................. 16767 Figura 6.6 - Problema após a intervenção. ......................................................................... 16868 Figura 6.7 - Espetro após a intervenção da equipe de manutenção. ................................... 16868 Figura 6.8 - Espetro de freqüência...................................................................................... 16969 Figura 6.9 - Analisador de vibrações .................................................................................. 16969 Figura 6.10 – Tela de acesso aos programas ...................................................................... 17373 Figura 6.11 – Curva de Avanço .......................................................................................... 17474 Figura 6.12 – Quantidade de horas em Manutenção por equipamento .................................. 174 Figura 6.13 – Quantidade de ocorrência ............................................................................. 17575 Figura 6.14 – Equipamentos com maiores custos de manutenção ..................................... 17575 Figura 6.15 – Custos de manutenção por área .................................................................... 17676 Figura 6.16 e 6.17 – COI .................................................................................................... 17676 Figura 7.1- Escopo dos ambientes relacionados às mutações do Sistema de Administração de Produção – (adaptado de Azzolini 2004) ........................................................................... 17878 Figura 7.2 - Custo de produção do açúcar .......................................................................... 18080 Figura 7.3 - Custo de produção de etanol ............................................................................. 1800 Figura 7.4 – Composição da cana-de-açúcar ........................................................................ 1811 Figura 7.5 – Hierarquia dos planos de produção de uma usina .......................................... 18282 Figura 7.6 – Fator humano do setor sucroalcooleiro .......................................................... 18383 LISTA DE TABELAS Tabela 1 - Resultado do setor referente à Safra 2006 / 2007 .................................................... 22 Tabela 2.1 Percentuais comparativos nos últimos 10 anos na produção sucroalcooleira. ..... 366 Tabela 2.2 - Ocorrências mais comuns relacionados aos problemas ambientais no setor sucroalcooleiro. ........................................................................................................................ 46 Tabela 2.3 – Indicador de Sustentabilidade do Etano Brasileiro – Brasil / Sekab ................... 47 Tabela 2.4 - Base de Cálculo de Receita Gerada com Venda de Crédito de Carbono ........... 511 Tabela 4.1: Matriz de classificação e posicionamento dos tipos de manufatura em função do output e do fluxo de produção .................................................................................................. 79 Tabela 4.2: Classes de sistemas de produção de acordo com o fluxo produtivo. .................... 79 Tabela 4.3 - Caracteristicas dos sistemas de produção ........................................................... 811 Tabela 4.4: PEGEMs: princípios e capacitadores exclusivos e objetivos estratégicos ganhadores de pedido relacionados. ....................................................................................... 911 Tabela 5.1 - Descrição das áreas de decisão ......................................................................... 1133 Tabela 5.2 - Etapas de um modelo de previsão .................................................................... 1155 Tabela 5.3 – Ciclo PDCA e seus passos ............................................................................... 1233 Tabela 5.4 - Itens de controle ............................................................................................. 12626

LISTA DE SIGLAS ABRAMAN – Associação Brasileira de Manutenção
CM - Customização em Massa
CONWIP - Constant Work in Process
CQ - Controle da Qualidade
CP - Controle da Produção
E – 10 – Mistura de 10% de etanol na gasolina
ERP - Enterprise Resources Planning (Planejamento dos recursos da companhia)
JIT - Just in time
MA - Manufatura Ágil
MAPA – Ministério da Agricultura, Pecuária e Abastecimento da Cana
ME - Manufatura Enxuta
MMA - Manufatura em Massa Atual
MMP - Manufatura em Massa Precedente
MPS - Master Production Schedule (Programa Mestre de Produção)
MR - Manufatura Responsiva
MRP - Material Requirements Planning (Planejamento das Necessidades de Materiais)
MRPII - Manufacturing Resource Planning (Planejamento dos Recursos da Manufatura)
OPT - Optimized Production Technology (Sistema de Controle da Produção que se utiliza
da abordagem da teoria das restrições)
PDCA - Plan - Do - Check – Action (Planejar – Fazer – Checar – Agir corretivamente)
PCP – Planejamento e Controle da Produção
PEGEM - Paradigma Estratégico de Gestão da Manufatura
PERT - Program Evaluation and Review Technique (Técnica de revisão e avaliação do
programa)
SICOPROC - Sistema de Coordenação de Ordens de Produção e Compra
TPM - Total Productive Maintenance (Manutenção Produtiva Total)
TQM - Total Quality Management (Gerenciamento da Qualidade Total)
UDOP – União dos Produtores de Bioenergia
LISTA DE TERMOS ESTRANGEIROS
Empowerment - Delegação de responsabilidades
Et al - e outros

Feedback - retroalimentação
Flow-Shop - padrão de fluxo unidirecional ou sistema de manufatura com padrão de fluxo
unidirecional
Input - entrada
Job-shop - padrão de fluxo multi-direcional ou sistema de manufatura com padrão de
fluxo multi-direcional
Just in time - estratégia de manufatura ou sistema de controle da produção que prega a
produção no momento certo
Kaizen - mudança incremental
Kanban - SICOPROC do sistema just in time
Lay out - arranjo físico das máquinas em um setor produtivo
Lead time => tempo decorrente entre a notificação da necessidade e o fim da produção ou da compra de um material
Marketing - uma função empresarial
Mix - conjunto, grupo, combinação

1. INTRODUÇÃO .................................................................................................................... 14 1.1 Objetivo ..................................................................................................................... 17
1.1.1 Objetivo secundário ............................................................................................ 17 1.2 Metodologia ............................................................................................................... 17
1.2.1 Metodologia de pesquisa .................................................................................... 17 1.2.2 Pesquisa cientifica .............................................................................................. 17 1.2.3 Finalidade da pesquisa ........................................................................................ 18 1.2.4 Método de abordagem ........................................................................................ 19 1.2.5 Pesquisa exploratória ou descritiva .................................................................... 20 1.2.6 Método escolhido ............................................................................................... 20
1. 3 Estrutura do trabalho .................................................................................................. 20 1.4 Justificativa ................................................................................................................ 21 1. 5 Histórico ..................................................................................................................... 22
2. EVOLUÇÃO DO SETOR SUCROALCOOLEIRO ............................................................ 25 2.1 Pró-Álcool – Programa Nacional do Álcool .............................................................. 25 2.2 O setor sucroalcooleiro .............................................................................................. 28
2.2.1 Evolução do setor sucroalcooleiro no Brasil .................................................... 311 2.3 O meio ambiente e sua relação com a produção do Etanol. .................................... 400
2.3.1 Contribuição do etanol para redução do efeito estufa. ..................................... 433 2.3.2 Sustentabilidade ambiental um desafio para o crescimento. .............................. 44
2.3 Cogeração de energia ................................................................................................. 49 2.4 A relação da produção do etanol e a fome no mundo ................................................ 54
3. PROCESSO DE FABRICAÇÃO DO ÁLCOOL ................................................................. 59 3.1 Sacarinas .................................................................................................................... 59 3.2 Cana-de-açúcar ........................................................................................................ 600 3.3 Amostragem ............................................................................................................. 611 3.4 Descarga e armazenamento ....................................................................................... 611 3.5 Lavagem da cana....................................................................................................... 62 3.6 Preparo da cana .......................................................................................................... 63 3.7 Extração do caldo ....................................................................................................... 63 3.8 Moagem ..................................................................................................................... 63 3.9 Tratamento do caldo misto ........................................................................................ 64 3.10 Peneiramento .......................................................................................................... 65 3.11 Sulfitação ............................................................................................................... 65 3.12 Calagem .................................................................................................................. 65 3.13 Adição de ácido fosfórico e outros auxiliares da clarificação ................................ 66 3.14 Aquecimento .......................................................................................................... 66 3.15 Decantação ............................................................................................................. 67 3.16 Filtração .................................................................................................................. 67 3.17 Produção de etanol ................................................................................................. 68
3.17.1 Fermentação ....................................................................................................... 68 3.17.2 Processos descontínuos .................................................................................. 6969 3.17.3 Processo de corte ............................................................................................... 700 3.17.4 Processo de decantação .................................................................................... 700

3.17.5 Processos de fermentos individuais .................................................................. 700 3.17.6 Processo Melle-Boinot ...................................................................................... 700 3.17.7 Processos contínuos .......................................................................................... 711 3.17.8 Sistema em cascata ............................................................................................ 711 3.17.9 Sistema com um único fermentador ..................................................................... 72 3.17.10 Destilação ............................................................................................................ 72 3.17.11 Destilação do vinho para obtenção do etanol ..................................................... 72
4. GESTÃO DA MANUFATURA E OS NOVOS PARADIGMAS PRODUTIVOS ............ 75 4.1 Introdução .................................................................................................................. 75 4.2 Administração da Produção ....................................................................................... 75
4.2.1 Conceitos da Administração da Produção .......................................................... 77 4.3 Evolução da Gestão da Manufatura ........................................................................... 82
4.3.1 SICOPROC - Sistemas de pedido controlado .................................................... 94 4.3.2 SICOPROC - Sistemas de estoque controlado que puxa a produção ................. 95 4.3.3 SICOPROC - Sistemas de Fluxo Programado que empurra a produção ............ 96 4.3.4 SICOPROC - Sistemas Híbridos ........................................................................ 98
5. PLANEJAMENTO E CONTROLE DA PRODUÇÃO – PCP – Estudo de Caso ........... 1011 5.1 Introdução .............................................................................................................. 1011 5.2 Conceitos aplicados ao Planejamento e Controle de Produção ............................. 1011
5.2.1 Classificação dos sistemas produtivo....................................................................102 5.2.2 Classificação das usinas em função de sua estratégia de comercialização...........104
5.3 Planejamento da Produção ..................................................................................... 1066 5.3.1 Plano de Produção ........................................................................................ 10909
5.4 Área de decisão na produção ................................................................................. 1133 5.5 Previsão de demanda ............................................................................................. 1144
5.5.1 Etapas de um modelo de previsão .................................................................. 1155 5.6 Planejamento-mestre da produção ....................................................................... 11616 5.7 Seqüenciamento e emissão de ordens .................................................................. 11818
5.7.1 Seqüenciamento nos processos contínuos .................................................... 11919 5.7.2 Seqüenciamento nos processos repetitivos em massa .................................. 11919 5.7.3 Seqüenciamento nos processos repetitivos em lote ...................................... 11919 5.7.4 Seqüenciamento nos processos repetitivos por projeto .................................. 1200
5.8 Acompanhamento e Controle da Produção............................................................ 1200 5.9 Funções do acompanhamento e controle da produção .......................................... 1211
5.9.1 Controle de processos ..................................................................................... 1222 5.9.2 Medidas de desempenho do processo ............................................................... 125
5.10 Sistema MRP II – Manufacturing Resources Planning .................................... 12626 5.10.1 De MRP para MRP II ................................................................................... 12727 5.10.2 Principais Módulos do MRP II ..................................................................... 12929
5.10.2.1 Cadastros básicos ...................................................................................... 12929 5.10.2.2 MRP – Material requirements planning – e CRP – Capacity requirements planning .................................................................................................................... 1300 5.10.2.3 MRP – MPS - Master Production Schedule - e RCCP - Rough Cut Capacity Planning ................................................................................................................... 1311
5.10.2.4 MRP – MPS - Master Production Schedule - e RCCP - Rough Cut Capacity Planning ................................................................................................................... 1322 5.10.2.5 S&OP – Sales and Operations Planning ..................................................... 1322 5.10.2.6 Estrutura do sistema MRP II ...................................................................... 1333 5.10.2.7 Características hierárquica do MRP II....................................................... 1344 5.10.2.8 Estrutura hierárquica do planejamento de capacidade ............................... 1344 5.10.2.9 ERP - Enterprise Resource Planning .......................................................... 1355
5.11 Estudo de caso .................................................................................................... 1355 5.11.1 Introdução ....................................................................................................... 1355 5.11.2 Empresa pesquisada ...................................................................................... 13636 5.11.3 Planejamento e Controle da Produção – Introdução .................................... 13636 5.11.4 Planejamento e controle da produção ........................................................... 13838
5.11.5 Sistemas Integrados para o Planejamento e Controle das operações agrícolas e industriais......................................................................................................... 140
5.11.6 Estratégia de localização ................................................................................ 14848 5.11.7 Estoques..............................................................................................................14949 5.12 Gestão da manutenção .................................................. Erro! Indicador não definido.49
5.12.1 Histórico da manutenção .................................................................................. 1490 5.12.2 Classificação Básica dos Serviços de Manutenção em Máquinas......................155 5.12.3 Gestão da Manutenção - Sua Influência nas Operações Industriais...................159 5.12.4 Gestão da Manutenção em uma Unidade Produtora de Açúcar e Álcool...........1600
5.12.5 Gestão da manutenção aplicada a uma usina de açúcar e álcool .................... 16161 6. ANÁLISES E CONCLUSÕES ...................................................................................... 17878
6.1 Análises e Conclusões ......................................................................................... 17878 6.2 Áreas de decisão .................................................................................................. 17979
6.2.1 Áreas estruturais ........................................................................................... 17979 6.2.2 Áreas infra-estruturais .................................................................................... 1811
6.3 Paradigmas dos sistemas produtivos .................................................................... 18383 6.4 Trabalhos futuros.....................................................................................................185 BIBLIOGRAFIA ................................................................................................................ 18686

14 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
CAPÍTULO I
1. INTRODUÇÃO
O presente trabalho levou em consideração a importância do segmento
sucroalcooleiro e a sua forma de administração da produção. Existe uma forte tendência
mundial de substituir de forma constante e gradativa os derivados do petróleo por fontes de
energias renováveis. Em função desta tendência, há um potencial de crescimento enorme
do setor no mercado externo ocasionado principalmente por três fatores: as oscilações
contínuas do preço do petróleo, a pressão crescente da sociedade por combustíveis
renováveis e menos poluentes e a expectativa de que no futuro o petróleo vai acabar.
O setor conhecido até a presente data como a indústria do açúcar e do álcool
compreende um portfólio de produtos com elevado valor agregado como a bioeletricidade,
bioplásticos, biorefinarias, alcoquímica entre outros, passando a ser conhecido também
como segmento sucroenergético.
O aumento da produção do etanol e os novos derivados da cana-de-açúcar mudaram o
panorama operacional do setor, transformando os processos semi-artesanais em processos
com alto nível de automatização, provocando uma mutação da mão-de-obra que era
constituída principalmente de profissionais com atividades braçais e com baixa
escolaridade em mão-de-obra especializada com exigência de nível de escolaridade. E que
auxilie a gestão operacional dos processos automatizados, utilizando recursos
computacionais nas atividades administrativas, no setor rural ou industrial das usinas.
As usinas sucroalcooleiras caracterizam-se por produzir em grande escala, sendo
classificando-as como empresas de produção em massa ou de fluxo contínuo, portanto, não
apresentam grande variedade e diferenciação nos processos e nos produtos, podendo o
planejamento da produção ser realizado baseando-se em um único plano mestre de
produção o qual poderá ser feito anualmente. As decisões de quanto produzir quanto
estocar e quanto investir ficam condicionadas às intempéries advindas da macroeconomia e
de uma forte dependência das condições climáticas. Outra situação a ser considerada e a
indisponibilidade dos equipamentos destinados à produção em função de paradas para
manutenção. Estes são os fatores que têm influência direta na organização do PCP –
Planejamento e Controle da Produção no segmento sucroalcooleiro.

15 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
Sendo este a primeira dissertação que estuda o Planejamento e Controle da Produção
em usina sucroalcooleira, faz-se necessário reservar um capítulo completo para uma breve
apresentação da expansão sustentável do setor no Brasil com projeções a nível mundial.
Este capítulo visa estabelecer, primeiramente, um ambiente propício para a compreensão
das principais causas que levaram a evolução crescente do setor nos últimos anos e
apresentar os principais fatores que alavancaram o consumo do etanol. Mostrar o novo
cenário que se estabeleceu com a introdução dos carros bicombustíveis no mercado, os
quais exigiram maior confiabilidade nos contratos de fornecimento de etanol e foram
responsáveis por promoveram profundas modificações nos processos produtivos do setor,
exigindo maior agilidade e produtividade na manufatura dos derivados da cana-de-açúcar.
Além de descrever o processo evolutivo do setor, esta dissertação também procura
apresentar as tecnologias utilizadas para a fabricação do etanol, assim como apresentar as
principais ferramentas de planejamento e controle da produção utilizadas numa unidade
produtora de açúcar e etanol.
A indústria sucroalcooleira basicamente divide as suas atividade em três produtos,
açúcar, álcool e co-geração de energia, sendo que o etanol foi o escolhido como objeto de
estudo desta dissertação, em razão, principalmente, dos seguintes motivos:
1. O etanol é visto como substituto factível à gasolina em varias parte do mundo,
aumentando desta forma o interesse crescente por este produto devido a
inconstância no preço do petróleo e ao impacto da queima de combustíveis
fósseis no aquecimento global.
2. Existe dados estatísticos que o setor sucroalcooleiro é um dos segmentos que
mais têm crescido nos últimos anos em números de industrias, investimentos,
produção e geração de oportunidades de trabalho.
3. O etanol ainda tem um potencial muito grande a ser explorado, que é o
mercado mundial de combustíveis, portanto, a cana-de-açúcar tende a se
manter como a biomassa mais competitiva para produção de etanol.
4. O etanol tem um papel cada vez mais importante na matriz energética brasileira
não só no que se refere aos biocombustíveis, mas também na co-geração de
energia.
Outra face que esta dissertação aborda é a imagem do etanol no Brasil e no mundo
que ainda é péssima em função da queima da cana-de-açúcar, do enriquecimento dos
16 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP “usineiros”, da indústria da fome e da exploração da mão-de-obra. Mas, o setor pode
representa uma das alternativas para o aquecimento global, uma solução social, via geração
de emprego fora dos grandes centros e como solução ambiental. Os Estados Unidos e os
países da União Europeia abrem no Brasil oportunidades no mercado de álcool ou no
mercado de açúcar. No entanto, terão vantagens as empresas e principalmente as regiões
que avançarem nos aspectos:
• Sociais, e;
• Ambientais.
Por se tratar de uma dissertação que observou ao longo dos meses a gestão do PCP,
foi necessário um estudo a respeito das estratégias de manufatura que privilegia autores
como CORRÊA (2001), FERNANDES F.C.F (1991), VOLMANN (1997), SLACK
(2002), CONTADOR (1996), TUBINO (2000), GODINHO (2004), AZZOLINI (2004) e
outros que conduziram suas conclusões teóricas condizentes com a atual forma de gestão
das operações industriais do momento contemporâneo em que vive as industrias brasileiras
e em especial, neste caso, as industrias sucroalcooleiras.
Os estudos realizado pelo Godinho (2004) – “ Paradigmas Estratégicos de Gestão da
Manufatura”, nortearam este trabalho, onde os novos paradigmas produtivos que hoje
vigoram no mercado também foram cuidadosamente estudados e confrontados com a
forma de planejar e controlar a produção de uma unidade produtora de açúcar e álcool.
Essas questões são importantes na dissertação porque, os paradigmas definem a forma
mais eficiente que se deve conduzir a produção industrial. Trata-se, portanto, de conceitos
essenciais para o bom entendimento dos paradigmas, suas respectivas modalidades de
produção e a seleção mais adequada dos sistemas de gestão da produção. A indústria
sucroalcooleira tem alguns fatores que influenciam na produção como a qualidade da cana-
de-açúcar, o clima e o alto desgaste dos equipamentos disponibilizados para a produção. A
definição correta dos paradigmas pode auxiliar as usinas no planejamento e controle da
produção contribuindo com a eficiência dos processos produtivos tornando-as mais
competitivas

17 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
1.1 Objetivo
Caracterizar as funções do Planejamento e Controle da Produção dentro de uma usina
produtora de açúcar e álcool tomando-se como referencial os conceitos utilizados pela
Engenharia de Produção.
Explicitar quais os sistemas de controle são utilizados para o Planejamento e Controle
da Produção tendo em vista o processo produtivo do etanol.
1.1.1 Objetivo secundário
Apresentar o panorama da produção do etanol no Brasil levando-se em consideração
os aspectos técnicos, políticos, ambientais e sociais que envolvem a manufatura do etanol.
1.2 Metodologia
1.2.1 Metodologia de pesquisa
Para a escolha do método de pesquisa desta dissertação foram estudados diferentes
conceitos de diversos autores. Com foco no cenário de expansão do setor sucroalcooleiro
que apresenta uma série de inovações em seus processos produtivos e gerenciais, houve a
necessidade do pesquisador de conhecer a realidade do setor, através de visitas a uma
unidade produtora de açúcar e álcool ao longo do ano de 2008. As conclusões e análises
foram confrontadas com outras empresas da região com o objetivo de verificar a
sistematização dos processos pesquisados.
1.2.2 Pesquisa cientifica
A pesquisa cientifica é definida segundo alguns autores como sendo:
1. “... procedimento racional e sistemático que tem por objetivo proporcionar respostas
aos problemas que são propostos” (GIL, 1994, p.19).
2. “Asti Vera, citado por Lakatos (1989, p.15) afirma que “o significado da palavra não
parece ser muito claro ou, pelo menos, não é unívoco”. Para a autora há vários

18 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
conceitos sobre pesquisa, nos diferentes tipos de conhecimento humano. Ainda afirma
que o ponto de partida da pesquisa encontra-se no problema que se deverá definir,
examinar, avaliar, analisar criticamente, para depois ser tentada uma solução.
3. “o significado da palavra não parece ser muito claro ou, pelo menos, não é unívoco”,
pois há vários conceitos sobre pesquisa, nos diferentes tipos de conhecimento humano.
Ainda afirma que o ponto de partida da pesquisa encontra-se no problema que se
deverá definir, examinar, avaliar, analisar criticamente, para depois ser tentada uma
solução. Asti Vera, citado por Lakatos (1989, p.15).
4. “... a pesquisa é uma indagação minuciosa ou exame crítico e exaustivo na procura de
fatos e princípios; uma diligente busca para averiguar algo. Pesquisar não é apenas
procurar a verdade; é encontrar respostas para questões propostas, utilizando métodos
científicos”. Webster ’s Internacional Dictionary citado por Lakatos (1989, p.15).
5. Já para o estudioso AnderEgg, citado por Lakatos (1989, p.15): “a pesquisa é um
procedimento reflexivo sistemático, controlado e crítico, que permite descobrir novos
fatos ou dados, relações ou leis, em qualquer campo do conhecimento. É, portanto, um
procedimento formal, com método de pensamento reflexivo, que requer um tratamento
científico e se constitui no caminho para se conhecer a realidade ou para descobrir
verdades parciais”.
1.2.3 Finalidade da pesquisa
Gil (2002) descreve, com muita clareza, por que as pesquisas são realizadas. Ressalta
que os motivos partem de razões organizadas, que podem ser classificadas em dois grandes
grupos:
a) Razão de ordem intelectual: decorre do desejo de conhecer pela própria satisfação
do conhecer, e é também conhecida como pesquisa pura. Geralmente os resultados
gerados por uma pesquisa pura não têm uma aplicabilidade imediata, ou seja, é um
conhecimento construído e poderá ser utilizado em outras situações.
Conduz à descoberta de princípios científicos (leis, teorias, conceitos, explicações) e pode conduzir a conhecimentos passíveis de aplicação prática imediata.

19 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
b) Razão de ordem prática: decorre do desejo de conhecer com vistas a fazer algo de
maneira mais eficiente ou eficaz e é também conhecida como pesquisa aplicada.
Geralmente os resultados gerados por essa pesquisa têm uma aplicabilidade imediata.
É um conhecimento construído e poderá ser utilizado na melhoria ou até mesmo na
criação de novos produtos e ou serviços.
Para Trujillo citado por Lakatos (1989, p.16), a pesquisa tem como objetivo “tentar
conhecer e explicar os fenômenos que ocorrem no mundo existencial”, ou seja, como esses
fenômenos operam, qual a sua função e estrutura, quais as mudanças efetuadas, porque e
como se realizam, e até que ponto pode sofrer influências ou ser controlados.
1.2.4 Método de abordagem
Para Lakatos & Marconi (1991) existem quatro tipos de métodos de abordagens para
realização da pesquisa, os quais vão destacar a seguir:
1. Método indutivo: quando a aproximação dos fenômenos caminha
geralmente para os planos cada vez mais abrangentes, indo das
constatações mais particulares às leis ou teorias;
2. Método dedutivo: partindo das teorias e leis, na maioria das vezes
prediz a ocorrência dos fenômenos particulares;
3. Método hipotético-dedutivo: inicia-se pela percepção de uma lacuna
nos conhecimentos acerca da qual formula hipóteses e, pelo processo de
inferência dedutiva, testa a presença da ocorrência de fenômenos
abrangidos pela hipótese;
4. Método dialético: penetra o mundo dos fenômenos e da mudança
dialética que ocorre na natureza e na sociedade.
A pesquisa prática ou aplicada conduz a conhecimentos passíveis de aplicação prática imediata e que pode conduzir, ou seja, não assegura que de fato irá conduzir à descoberta de princípios científicos (leis, teorias, conceitos, explicações).
20 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
1.2.5 Pesquisa exploratória ou descritiva
O tipo de pesquisa é realizado em função do determinado problema a ser investigado.
Tipos de pesquisas segundo Salomon (1991):
1. Pesquisa exploratória: pesquisar sobre um determinado assunto,
descrever comportamentos ou classificar fatos e variáveis.
2. Pesquisa pura ou teórica: explorar a definição e a descrição de
problemas na busca da interpretação e da predição dos mesmos por meio
de teorias, leis ou modelos;
3. Pesquisa aplicada: Aplicar leis, teorias e modelos na descoberta de
soluções ou no diálogo da realidade.
1.2.6 Método escolhido
Para o levantamento de dados teóricos e práticos para direcionar este trabalho e
apontar respostas para algumas indagações que sugiram ao longo do trabalho, o
pesquisador usou os seguintes processos para a aquisição do conhecimento:
• Caráter do estudo = Exploratório ou descritivo
• Método de abordagem = Hipotético – dedutivo
• Abordagem = Qualitativa
• Método de pesquisa = Estudo de caso
1. 3 Estrutura do trabalho
Esta dissertação foi estruturada em 07 capítulos, conforme mostrado a seguir.
No capítulo 1 é feita a apresentação do trabalho, são mostrados os objetivos, a
metodologia de pesquisa, a justificativa do trabalho e também apresenta um breve histórico
do setor sucroalcooleiro.
No capítulo 2 apresentada a evolução do setor sucroalcooleiro ao longo dos anos
fazendo uma abordagem a nível mundial e apresentando as principais estratégias utilizadas
para a conquista da competitividade.

21 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
No capítulo 3 são descritos, do ponto de vista técnico, os principais processos
praticados hoje no Brasil, para produção de etanol a partir da cana-de-açúcar, apresentando
as principais etapas de produção.
O capítulo 4 tem como objetivo apresentar os novos paradigmas de manufatura e
verificar as interfaces destes com a produção de açúcar e álcool, que são processos
diferentes dos estudados até o presente momento em outros trabalhos.
O capítulo 5 apresenta os conceitos aplicados ao Planejamento e Controle da
Produção – PCP e faz um estudo sobre a forma de aplicação destes conceitos em uma usina
sucroalcooleira. Define as estratégias empregadas para a realização do planejamento da
produção e o plano-metre de produção levando se em consideração a demanda de mercado
e a capacidade produtiva da empresa.
O capítulo 6 descreve brevemente sobre a gestão da manutenção no chão de fábrica
de uma usina sucroalcooleira, apresentando os métodos operantes dos sistemas utilizados
para a conservação dos equipamentos que são utilizados para a produção de açúcar e
álcool.
O capítulo 7 faz análises e conclusões sobre os capítulos abordados, apresentando os
principais pontos que são estratégicos para o Planejamento e Controle da Produção e seus
pontos estratégicos de competitividade.
1.4 Justificativa
O trabalho se justifica em função da importância que o etanol vem conquistando no
Brasil e no mundo. O Brasil é o segundo maior produtor de etanol, perdendo apenas para
os Estados Unidos. Na produção do etanol através da cana-de-açúcar é o maior produtor e
consegue uma produção muito competitiva, com os custos de produção menor que
qualquer outro país. Segundo o Jornal ProCana, a safra do setor, de 2006 /2007
movimentou R$ 41 bilhões de reais, o segmento é composto por 353 usinas localizadas em
19 estados do Brasil. Representa 3,65% do PIB é e um dos maiores geradores de emprego
com 4 milhões de empregos diretos e indiretos, produziu nesta safra 17,5 bilhões de litro
de álcool dos quais foram exportados 3 bilhões de litros gerando uma receita de US $ 1,5
bilhão. Movimenta, ainda, uma cadeia de fornecedores, distribuidores e profissionais de
variados segmentos que sobrevivem da manufatura de vários subprodutos advindo da cana-
de-açúcar ou dos produtos já beneficiados pelas usinas, como indústrias farmacêuticas,
22 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
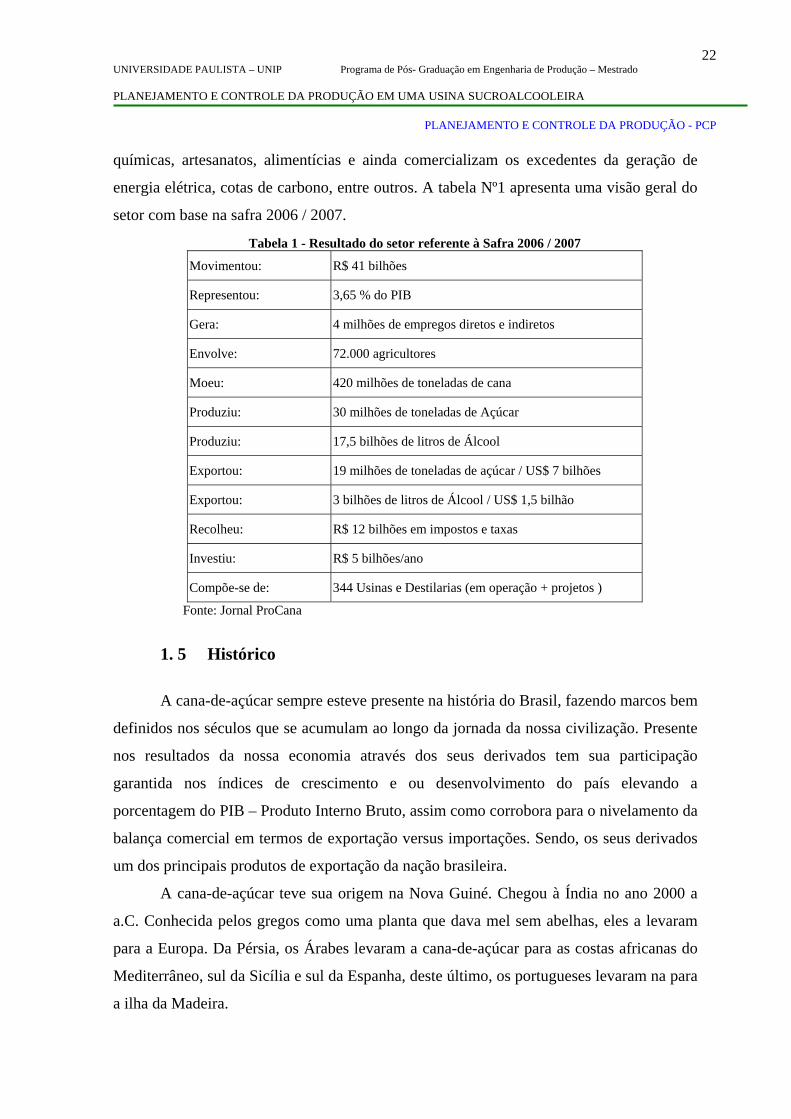
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP químicas, artesanatos, alimentícias e ainda comercializam os excedentes da geração de
energia elétrica, cotas de carbono, entre outros. A tabela Nº1 apresenta uma visão geral do
setor com base na safra 2006 / 2007.
Tabela 1 - Resultado do setor referente à Safra 2006 / 2007
Movimentou: R$ 41 bilhões
Representou: 3,65 % do PIB
Gera: 4 milhões de empregos diretos e indiretos
Envolve: 72.000 agricultores
Moeu: 420 milhões de toneladas de cana
Produziu: 30 milhões de toneladas de Açúcar
Produziu: 17,5 bilhões de litros de Álcool
Exportou: 19 milhões de toneladas de açúcar / US$ 7 bilhões
Exportou: 3 bilhões de litros de Álcool / US$ 1,5 bilhão
Recolheu: R$ 12 bilhões em impostos e taxas
Investiu: R$ 5 bilhões/ano
Compõe-se de: 344 Usinas e Destilarias (em operação + projetos )
Fonte: Jornal ProCana
1. 5 Histórico
A cana-de-açúcar sempre esteve presente na história do Brasil, fazendo marcos bem
definidos nos séculos que se acumulam ao longo da jornada da nossa civilização. Presente
nos resultados da nossa economia através dos seus derivados tem sua participação
garantida nos índices de crescimento e ou desenvolvimento do país elevando a
porcentagem do PIB – Produto Interno Bruto, assim como corrobora para o nivelamento da
balança comercial em termos de exportação versus importações. Sendo, os seus derivados
um dos principais produtos de exportação da nação brasileira.
A cana-de-açúcar teve sua origem na Nova Guiné. Chegou à Índia no ano 2000 a
a.C. Conhecida pelos gregos como uma planta que dava mel sem abelhas, eles a levaram
para a Europa. Da Pérsia, os Árabes levaram a cana-de-açúcar para as costas africanas do
Mediterrâneo, sul da Sicília e sul da Espanha, deste último, os portugueses levaram na para
a ilha da Madeira.

23 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
Atribui-se a Martim Afonso de Souza no ano de 1532 o surgimento no Brasil da
primeira muda de cana-de-açúcar, neste ano, Martim Afonso de Souza em parceria com o
genovês Giusepe Adorno, fundou se na cidade de São Vicente o primeiro engenho,
denominado de “Governador” ficando conhecido posteriormente como “São Jorge do
Erasmos”. Porém, foi no Nordeste do Brasil mais precisamente nas Capitanias de
Pernambuco e da Bahia que os engenhos se multiplicaram.
Sendo alvo de disputa ao longo da história, a cana-de-açúcar encontrou lugar ideal no
Brasil em função das suas terras férteis, o que provocou uma rápida expansão da indústria
sucroalcooleira a qual perpetua por mais de quinhentos anos sem interrupção.
Os anos 70 marcam uma diferenciação na forma de se produzir o açúcar e álcool,
desde a II Guerra Mundial a grande preocupação do setor era a multiplicação da
capacidade produtiva, o Brasil era o cenário perfeito, dispunha-se de uma extensão
territorial e condições climáticas que o colocava em uma grande vantagem competitiva em
relação aos outros países.
Modelos de usinas que foram projetadas no início do século XX não tinham
condições de manter a rentabilidade sustentável do setor e uma mudança na
industrialização dos derivados da cana-de-açúcar era questão de sobrevivência.
Entidades como a Coopersucar, o IAC – Instituto Agronômico de Campinas e o IAA
– Planalçucar prestaram grandes contribuições para o desenvolvimento do setor
sucroalcooleiro o qual se espelhou nos países como a Austrália e a África do Sul que
representavam naquela época a referência em modernidade em usinas de açúcar. Da África
do Sul veio a inovação dos processos de moagem com a utilização da moenda de quatro
rolos com alimentação por Donelly e o desfibrador. Na agricultura a pesquisa por novas
variedades de cana mais produtivas e resistentes às pragas e doenças também foram
intensificadas e teve início o controle biológico de pragas.
Finalmente, entramos no século XXI com o setor sucroalcooleiro crescendo
rapidamente, sendo o etanol um produto promissor para a mitigação das questões
ambientais e a crise energética do planeta.
O Brasil apresenta-se muito competitivo no cenário mundial com o desempenho da
produção sucroalcooleira que vem batendo recorde ano pós ano, isto se deve a iniciativa
própria do setor que ao longo dos anos adquiriu experiência e estabilidade financeira. Isto
deu suporte para que o setor investisse em novas formas de administração da produção, na

24 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP diferenciação de produtos com maior valor agregado, construísse novas unidades
produtoras mais modernas e com a utilização de sistemas produtivos automatizados e
utilizando recursos computacionais para a gestão dos complexos industriais. Somando se
às novas tecnologias do processo fabril, temos um mercado globalizado que vislumbram a
utilização do etanol como uma das principais alternativas em curto prazo para o
cumprimento das metas de redução dos índices de poluição da atmosfera provocados pelos
combustíveis fósseis.
Este cenário foi o que motivou o autor a pesquisar como é organizado o Planejamento
e Controle da Produção de um setor que aumenta a sua competitividade frente aos países
desenvolvidos como os Estados Unidos e demais países Europeus.

25 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
CAPÍTULO II
2. EVOLUÇÃO DO SETOR SUCROALCOOLEIRO
Este capítulo faz uma abordagem global sobre o setor sucroalcooleiro demonstrando
seu crescimento nos últimos anos em nível de Brasil e no mundo, as estratégias utilizadas
para a sua constante expansão, as novas tecnologias utilizadas pelo setor, o aumento de
produção nos últimos anos, sua participação nas questões ambientais e faz um estudo sobre
a polêmica da produção em massa do etanol e a fome no mundo.
Um dos maiores desafios da humanidade é gerar uma energia que melhore o mundo
sem prejudicar o planeta.
Neste cenário, o setor sucroalcooleiro desponta como uma alternativa viável e
sustentável para a geração de energia limpa e renovável, tornando uma alternativa na
substituição dos derivados do petróleo.
As questões ambientais e as constantes oscilações no preço do petróleo vêm
promovendo mudanças gradativas na matriz energética de vários países. O Brasil tornou-se
referência na produção do etanol através da cana – de – açúcar, com uma produção que
permite a prática de preços muito competitivos quando comparado com outros países que
produz o etanol através de matérias – prima como o milho, trigo, beterraba, soja e a própria
cana – de – açúcar.
Para apresentar os dados atuais do Brasil e compará-los com os demais países
produtores temos que voltar nos anos 70 quando fizemos a primeira tentativa de diminuir a
dependência dos combustíveis derivados do petróleo através da implantação do Pró-álcool.
2.1 Pró-Álcool – Programa Nacional do Álcool
O Programa Nacional do Álcool - Pró-Álcool foi criado em 14 de novembro de 1975
através do decreto nº 76.5930, idealizado pelo físico José Walter Bautista Vidal e pelo
engenheiro Urbano Ernesto Stumpf, este último conhecido como o pai do motor a álcool.
No período do Pró-Álcool houve uma diminuição de aproximadamente 10 milhões de
veículos automotores a gasolina rodando pelas estradas brasileiras, caracterizando um
cenário de menor dependência do país ao petróleo importado.

26 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
A produção do etanol no Brasil aumentou ao longo dos anos graças à sinergia entre a
produção de açúcar e álcool que permitiu a acumulação de capital, viabilizando a expansão
do setor nos últimos 30 anos.
As informações a seguir mostram a importância do Programa Nacional do Álcool.
0,56 bilhões de litros - Início do Pró-Álcool
3,4 bilhões de litros
Auge do Pró- Álcool
12,3 bilhões de litro
17,83 bilhões de litros – Atualmente
O gráfico representa no espaço de tempo a evolução do setor sucroalcooleiro sendo
que a safra de 1975 / 76 representa o início do Programa Nacional do Álcool o qual atingiu
o auge na safra de 1986 / 87 com 12,3 bilhões de litros. A safra de 2006 /07 mostra a força
do setor que independente de diretrizes ou planos oriundo do governo vem batendo recorde
de produção ano após ano.
O Pró-Álcool começou a cair em descrédito pela população brasileira quando o preço
internacional do petróleo baixava no mercado mundial, tornando a produção do álcool
desvantajosa para o usineiro, e para o consumidor, a relação custo benefício apontava para
uma pequena ou inexistente vantagem no abastecimento do veículo com o álcool
combustível. Para agravar ainda mais a situação, o preço do açúcar no mercado
internacional começou a subir ficando mais vantajoso para os usineiros a produção do
açúcar que do álcool. Com as usinas incentivando cada vez mais a produção do açúcar em
função do seu preço no mercado, começou a faltar álcool combustível nos postos de
abastecimento ficando os proprietários de veículos movidos a combustível vegetal sem
opções de abastecimento. As constantes crises de desabastecimentos, aliadas ao maior
consumo de carro a álcool e o preço da gasolina bastante competitivo, ocasionaram a
descrença ao pró-álcool por parte dos consumidores e das montadoras de automóveis. Em
Safra 1975 / 76
Safra 1979 / 80
Safra 1986 / 87
Safra 2006 / 07
27 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
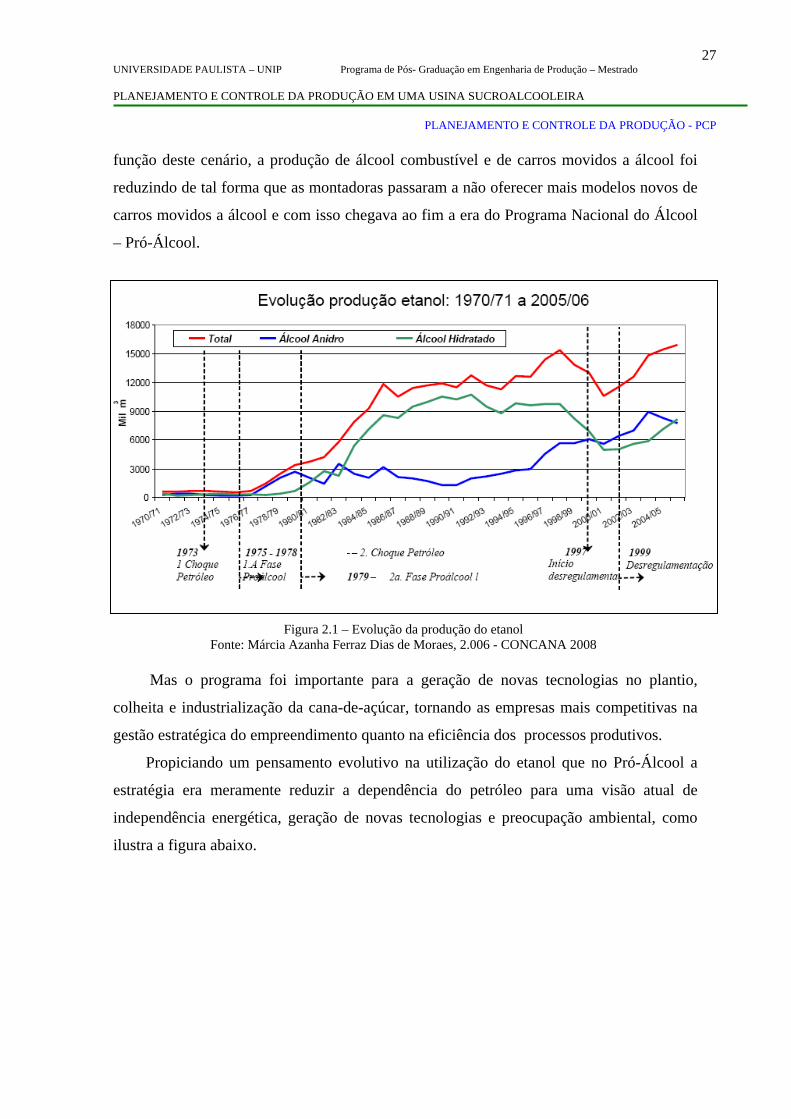
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP função deste cenário, a produção de álcool combustível e de carros movidos a álcool foi
reduzindo de tal forma que as montadoras passaram a não oferecer mais modelos novos de
carros movidos a álcool e com isso chegava ao fim a era do Programa Nacional do Álcool
– Pró-Álcool.
Figura 2.1 – Evolução da produção do etanol Fonte: Márcia Azanha Ferraz Dias de Moraes, 2.006 - CONCANA 2008
Mas o programa foi importante para a geração de novas tecnologias no plantio,
colheita e industrialização da cana-de-açúcar, tornando as empresas mais competitivas na
gestão estratégica do empreendimento quanto na eficiência dos processos produtivos.
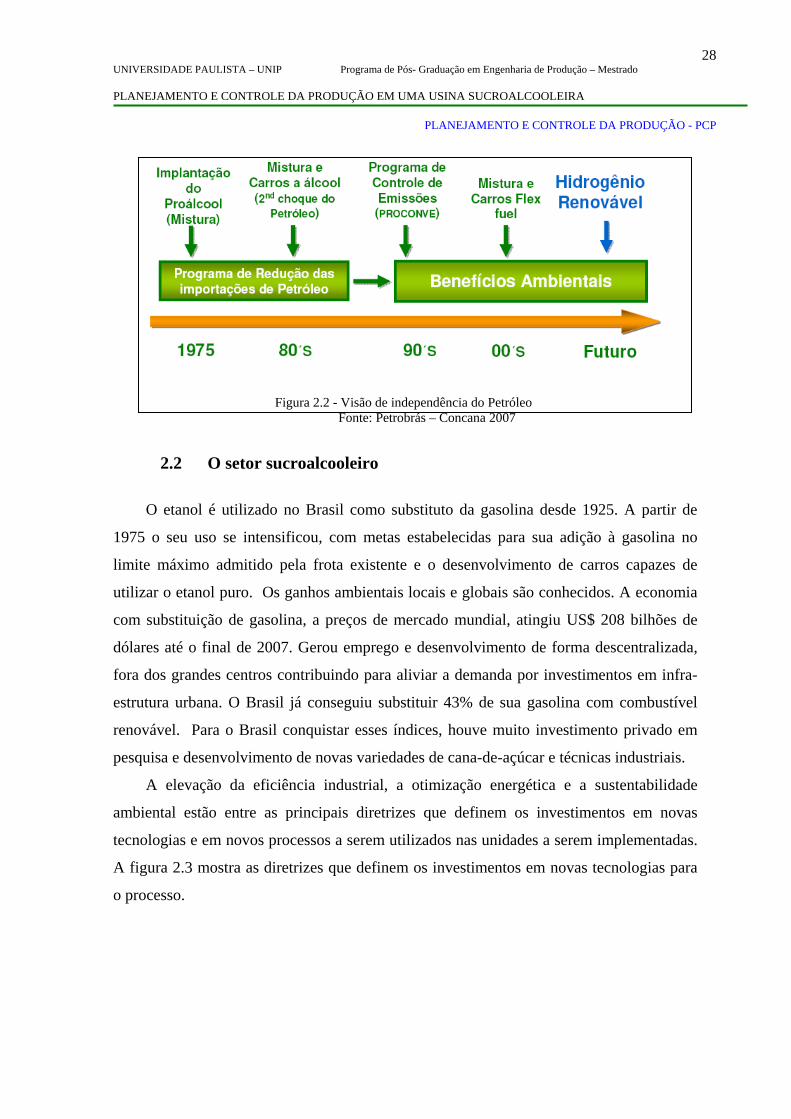
Propiciando um pensamento evolutivo na utilização do etanol que no Pró-Álcool a
estratégia era meramente reduzir a dependência do petróleo para uma visão atual de
independência energética, geração de novas tecnologias e preocupação ambiental, como
ilustra a figura abaixo.
28 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
Figura 2.2 - Visão de independência do Petróleo Fonte: Petrobrás – Concana 2007
2.2 O setor sucroalcooleiro
O etanol é utilizado no Brasil como substituto da gasolina desde 1925. A partir de
1975 o seu uso se intensificou, com metas estabelecidas para sua adição à gasolina no
limite máximo admitido pela frota existente e o desenvolvimento de carros capazes de
utilizar o etanol puro. Os ganhos ambientais locais e globais são conhecidos. A economia
com substituição de gasolina, a preços de mercado mundial, atingiu US$ 208 bilhões de
dólares até o final de 2007. Gerou emprego e desenvolvimento de forma descentralizada,
fora dos grandes centros contribuindo para aliviar a demanda por investimentos em infra-
estrutura urbana. O Brasil já conseguiu substituir 43% de sua gasolina com combustível
renovável. Para o Brasil conquistar esses índices, houve muito investimento privado em
pesquisa e desenvolvimento de novas variedades de cana-de-açúcar e técnicas industriais.
A elevação da eficiência industrial, a otimização energética e a sustentabilidade
ambiental estão entre as principais diretrizes que definem os investimentos em novas
tecnologias e em novos processos a serem utilizados nas unidades a serem implementadas.
A figura 2.3 mostra as diretrizes que definem os investimentos em novas tecnologias para
o processo.
29 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
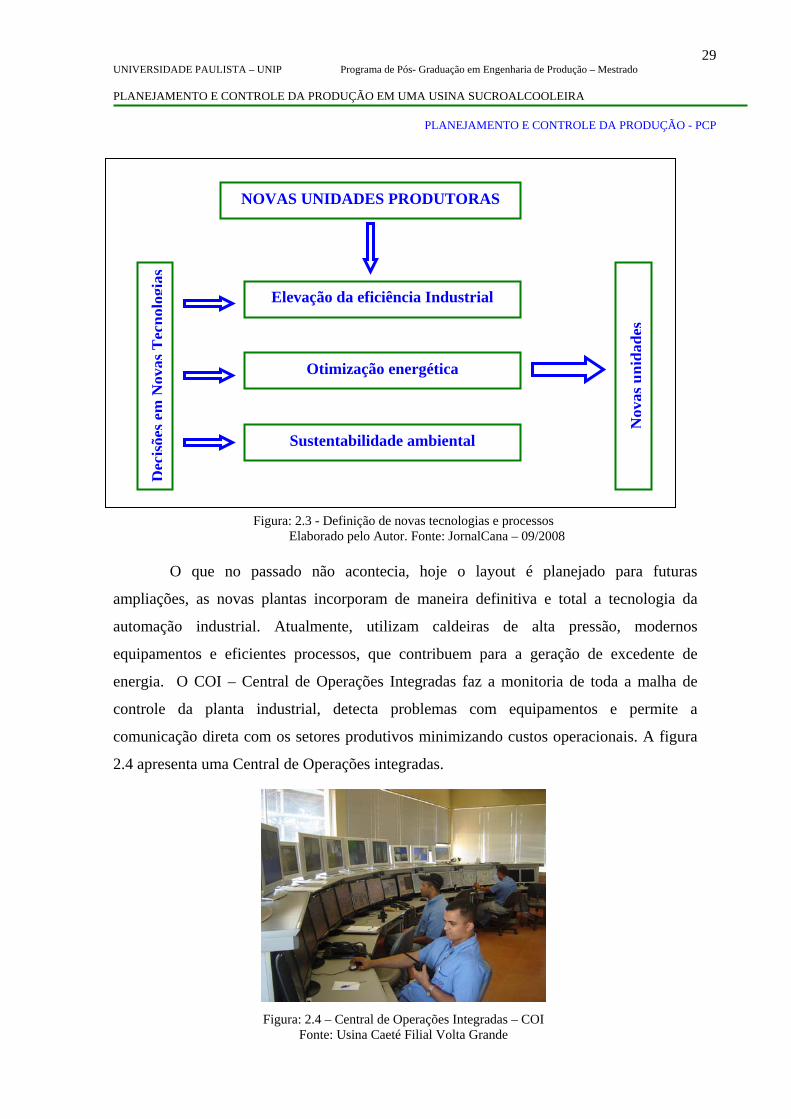
Figura: 2.3 - Definição de novas tecnologias e processos Elaborado pelo Autor. Fonte: JornalCana – 09/2008
O que no passado não acontecia, hoje o layout é planejado para futuras
ampliações, as novas plantas incorporam de maneira definitiva e total a tecnologia da
automação industrial. Atualmente, utilizam caldeiras de alta pressão, modernos
equipamentos e eficientes processos, que contribuem para a geração de excedente de
energia. O COI – Central de Operações Integradas faz a monitoria de toda a malha de
controle da planta industrial, detecta problemas com equipamentos e permite a
comunicação direta com os setores produtivos minimizando custos operacionais. A figura
2.4 apresenta uma Central de Operações integradas.
Figura: 2.4 – Central de Operações Integradas – COI
Fonte: Usina Caeté Filial Volta Grande
Dec
isõe
sem
Nov
asT
ecno
logi
as
Elevação da eficiência Industrial
Otimização energética
Sustentabilidade ambiental
Nov
asun
idad
es
NOVAS UNIDADES PRODUTORAS

30 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
Figura: 2.5 - Central de Operações Integradas – COI
Fonte: Usina Caeté Filial Volta Grande
Com as novas tecnologias implementadas na agricultura e na industrialização da
cana-de-açúcar, o Brasil passou a ser referência mundial na produção do etanol e motivado
com o aquecimento das exportações recordes dos anos de 2005 e 2006, a implantação de
novas UPs foi inevitável e a expansão do setor para outros estados brasileiros que
tradicionalmente eram predominante dos estados de São Paulo e Alagoas demarcou uma
nova fronteira para o setor sucroalcooleiro conforme representa a Figura 2.6.
Figura 2.6 - Nova Fronteira Para Expansão do Setor de Bioenergia
Fonte: União dos Produtores de Bioenergia – UDOP

31 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
Com a nova fronteira do setor de bioenergia formado pelos estados de Goiás, Mato
Grosso do Sul, Minas Gerais, Paraná e São Paulo, a produção dos derivados da cana-de-
açúcar no Brasil na safra de 2007/2008 obteve os seguintes resultados:
Planilha 2.1 - Produção Centro-Sul da Safra 2007/2008
Estados Nº
Unidades Cana (ton) %
Etanol
(m³) %
Açúcar
(ton) %
Goiás 21 20.819.648 4,31 1.190.257 5,42 950,603 3,14
Mato
Grosso
do Sul
12 14.869.063 3,08 876.772 3,99 616.170 2,03
Minas
Gerais 31 35.217.372 7,30 1.740.872 7,93 2.101.766 6,94
Paraná 31 39.859.044 8,26 1.836.592 8,36 2.500.045 8,25
São
Paulo 178 296.037.152 61,35 13.284.366 60,49 19.275.253 63,61
Total 273 406.802.279 82,61 18.928.859 84,31 25.443.837 83,96
Demais
Estados 103 75.736.128 17,39 3.031.340 15,69 4.859.346 16,04
Total
Brasil 376 482.536.407 100 21.960.199 100 30.303.183 100
Fonte: MAPA e União dos Produtores de Bioenergia – UDOP
2.2.1 Evolução do setor sucroalcooleiro no Brasil
O mercado externo apresenta ótimas perspectivas para o etanol brasileiro com um
cenário promissor em função da adesão de vários países pelo álcool e pelo consumo cada
vez maior pelos Estados Unidos e países Europeus. Mas o foco das indústrias brasileiras
nos últimos anos tem sido o mercado doméstico, alavancado principalmente pelo
crescimento das vendas de veículos flex, considerado este mercado pelo Ph.D em
economia agrícola e Presidente da DATAGRO Plínio Mário Nastari como o pulmão do
setor sucroalcooleiro.
No Brasil a tecnologia flex-fuel estava em teste e em meados dos anos 90 estávamos
presos à falta de uma regulamentação governamental para que a produção de veículos bi-
combustíveis fosse permitida, essa regulamentação saiu no final de 2002 e em 2003 a VW
32 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP apresentou ao mercado o primeiro carro flexível em combustível o GOL Total-Flex sendo
esta tecnologia rapidamente implementado pelas outras montadoras.
Os veículos flex fuel ganhou rapidamente a preferência dos brasileiros e, em menos
de três anos após o seu lançamento, já era responsável por mais de 80% das vendas de
automóveis e comerciais leves no País. Em 2008, esse percentual já ultrapassava 90%. A
figura 2.7 mostra o sensor que viabilizou o veículo flex fuel.
Figura: 2.7 - Software Flex Fuel Sensor SFS
Fonte: Cargill – CONCANA 2007
Um pequeno chip mudou o futuro de uma Indústria. O carro flex é um dos maiores
patrimônios que o Brasil desenvolveu na rota dos combustíveis renováveis, pois o
crescimento da frota flex aliado à competitividade do etanol em grande parte do território
nacional foram responsáveis pelo renascimento do mercado de álcool combustível no País.
Em março de 2003, quando surgiu o carro flex, as vendas de álcool hidratado estavam
em declínio, e não totalizavam 250 milhões de litros mensais. Hoje, esse volume ultrapassa
1 bilhão de litros por mês.

33 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
Figura: 2.8 - Vendas de veículos por tipo de combustível. Fonte: DATAGRO – CONCANA – 2007
Esse crescimento da demanda foi o motor propulsor da expansão da produção de
etanol, que saltou de 14,8 bilhões de litros na safra 2003/04 para mais de 22 bilhões em
2007/08, devendo atingir 27 bilhões de litros na safra 2008/09.
Figura: 2.9 - Brasil: produção de cana-de-açúcar, açúcar e etanol Fonte: Unica (2008). Nota: e = estimativa / www.unica.com.br
Nos últimos cinco anos foram investidos cerca de US$ 24 bilhões na expansão da
capacidade produtiva e construção de novas usinas no País, gerando mais de 150 mil
empregos diretos, sem contar os efeitos indiretos proporcionados pela ativação dos
mercados como os fabricantes de máquinas agrícolas, insumos e equipamentos industriais
entre outros. A figura 2.10 ilustra a cadeia de fornecedores do setor.

34 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
Figura: 2.10 - Cadeia de álcool combustível e seus participantes Fonte: Adaptado de Martins, B.; Clapp. T.G.; Joines, J.A. (2003). Integrating Ideality with the System Operator.
Para atender o consumo de álcool interno e também para a demanda externa, o
parque industrial do setor sucroalcooleiro aumentou consideravelmente, com isto, houve
aumento na produção de cana, etanol e açúcar. Os gráficos a seguir demonstram este
crescimento nos últimos 10 anos.
Cana Moida pelas indústrias Brasileiras - 1998 a 2008
493.
384.
552
425.
535.
761
387.
441.
876
386.
090.
117
359.
315.
559
320.
650.
076
293.
050.
543
257.
622.
017
306.
965.
623
314.
922.
522
0
100.000.000
200.000.000
300.000.000
400.000.000
500.000.000
600.000.000
98/99 99/00 00/01 01/02 02/03 03/04 04/05 05/06 06/07 07/08
Tone
lada
s
Figura: 2.11 - Cana-de-açúcar processada pelas usinas brasileiras
Elaboração: Autor Fonte: UNICA / MAPA

35 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
Produção de Etanol pelas indústrias Brasileiras - 1998 a 2008
22.4
78.9
49
17.7
19.2
09
15.9
46.9
94
15.4
16.6
68
14.8
08.7
05
12.6
23.2
25
11.5
36.0
34
10.5
93.0
35
13.0
21.8
04
13.8
48.0
33
0
5.000.000
10.000.000
15.000.000
20.000.000
25.000.000
98/99 99/00 00/01 01/02 02/03 03/04 04/05 05/06 06/07 07/08
Mil
litro
s
Figura: 2.12 - Produção de Etanol pelas indústrias Brasileiras Elaboração: Autor Fonte: UNICA / MAPA
Produção de Açúcar pelas indústrias Brasileiras - 1998 a 2008
17.9
42.1
09
19.3
87.5
15
16.2
56.1
05
19.2
18.0
11
22.5
67.2
60
24.9
25.7
93
26.6
21.2
21
25.9
05.7
23
29.8
82.4
33
30.7
60.1
65
0
5.000.000
10.000.000
15.000.000
20.000.000
25.000.000
30.000.000
35.000.000
98/99 99/00 00/01 01/02 02/03 03/04 04/05 05/06 06/07 07/08
Tone
lada
s
Figura: 2.13 - Produção de açúcar pelas indústrias Brasileiras Elaboração: Autor Fonte: UNICA / MAPA
Para atingir esses números de produção, o Brasil chegou ao ano de 2008 com mais
de 350 indústrias, agregadas em cerca de 200 grupos econômicos que investiram em
inovação tecnológica na indústria e aprofundaram em pesquisas de novas variedades de
cana e melhores práticas de plantio e produção.
Em termos percentuais, nos últimos 10 anos o setor produziu mais de 60% em
cana-de-açúcar, etanol e açúcar. Merecendo destaque o álcool hidratado o qual as vendas
em 2003 totalizavam 250 milhões de litros mensais e atualmente esse volume ultrapassa 1
bilhão de litros / mês, um aumento maior que 400% em cinco anos.

36 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
Tabela 2.1 Percentuais comparativos nos últimos 10 anos na produção sucroalcooleira. Ano / Safra 2007/08 1998/99 Variação %
Cana-de-açúcar Etanol Açúcar
493.384.552 22.478.949 30.760.165
314.922.522 13.848.033 17.942.109
61,03 61,87 63.15
Elaboração: Autor Fonte: UNICA / MAPA
No Brasil, segundo Miguel Biegai analista da Safra & Mercado no ano de 2007,
cerca de 57% da cana foi destinada à produção de etanol. O consumo do bicombustível no
mercado interno já superou o da gasolina e a tendência é que a distância entre os dois seja
aumentada.
O consumo interno de etanol passou de 12,8 bilhões de litros em 2006 para mais de
17,8 bilhões de litros em 2007, e em 2008 o consumo foi em torno de 19 bilhões de litros e
a tendência e aumentar a cada ano, isto levando em consideração a redução das aquisições
de carros à gasolina, inclusive nas categorias de carros de alta potência. Estima-se que o
petróleo teria de cair para menos de US$ 35 o barril para que o etanol perdesse
competitividade no mercado interno.
Esses dados reforçam a competitividade interna do setor sucroalcooleiro que
independentemente de políticas governamentais vem crescendo ao longo dos anos e
conquistando seu espaço na economia interna e avançando no mercado globalizado.
Segundo Plínio Natari, “o desafio agora é conquistar a sustentabilidade nos seus três
pilares: ambiental, social e econômico”.
2.2.1 Situação do setor sucroalcoleiro no mundo.
O Brasil destacou-se na exportação de etanol há pouco tempo, pode-se dizer que foi
em 2004 com um pequeno volume, já em 2005 em função de problema interno dos Estados
Unidos, as vendas para o país cresceram e o Brasil passou a ter mais excedente de etanol.
Em 2006 foi exportada uma quantidade muito grande, a ponto de existir o risco de faltar o
combustível no Brasil.
Apesar de o etanol brasileiro receber fortes críticas pelos Estados Unidos das
Américas e países Europeus considerados países protecionistas, continuam como países
que mais importam o etanol brasileiro.

37 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
Segundo o levantamento da Secex (Secretaria de Comércio Exterior) o Brasil
exportou 42,8% a mais de etanol se comparado o mês de agosto de 2007 com o mês de
agosto de 2008, correspondendo respectivamente:
• Agosto de 2007 439,08 milhões de litros exportados / mês
• Agosto de 2008 623,00 milhões de litros exportados / mês
Segundo Plínio Nastari, “Há 10 anos, o Brasil exportava aproximadamente 200
milhões de litros por safra. Na safra de 2008 / 2009 a estimativa é que os embarques fique
entre 4,7 bilhões e 5 bilhões de litros. Em 15 anos, a perspectiva é que os embarques
atinjam 20 bilhões de litros anuais”.
Atualmente o Brasil exporta etanol para 50 países e açúcar para 131 países, a tabela a
seguir mostra os 10 principais importadores de álcool e açúcar com base no ano de 2007.
Fonte: Secex / ÚNICA Elaboração: autor Etanol nos Estados Unidos
Pelos estudos dos mercados consumidores de bicombustível, tudo indica que o
interesse mundial pelos combustíveis renováveis vem se disseminando vertiginosamente,
com cada vez mais países iniciando a produção e o uso do etanol.
Os Estados Unidos adotaram, ao final de 2007, uma ambiciosa legislação
estabelecendo a meta de consumo de 136 bilhões de litros de etanol até 2022; Colômbia
(taxa de mistura de 10% instituída em 70% do território nacional), Tailândia e dez

38 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP províncias chinesas (taxa de mistura de 10% instituída nas províncias de Guangxi, Anhui,
Henan, Liaoning, Jilin e Heilongjiang; nas províncias de Hubei, Jiangsu, Shandong e
Hebei, a adição compulsória de etanol à gasolina é válida para suas maiores cidades,
estritamente) instituíram a adição compulsória de 10% de etanol à gasolina (E-10),
enquanto na Índia (planeja introduzir taxa de mistura de 10% (E-10), o percentual de
mistura é de 5% (E-5); e na União Européia encontra-se em discussão uma diretiva
propondo a mistura de 10% de combustíveis renováveis aos fósseis até 2020.
Com estas projeções e com a competitividade da produção do etanol pelas indústrias
brasileiras, o Brasil tem boas condições de ficar com uma boa fatia do mercado.
Etanol na União Européia
O mercado de etanol na União Européia está em pleno desenvolvimento, ainda que a
taxas inferiores às verificadas nos Estados Unidos. Após dois anos de forte expansão,
quando a produção do biocombustível aumentou mais de 70%, em 2007 a produção de
etanol carburante pelo bloco cresceu apenas 11%. A demanda também continua a se
expandir, atingindo 2,7 milhões de litros em 2007 (crescimento de 37% em relação a 2006)
e tendo como principal fornecedor o Brasil. Quase 40% do álcool combustível consumido
pela Comunidade Européia em 2007 correspondem às exportações brasileiras. Essas,
incluindo etanol para fins industriais, aumentaram 42% entre 2006 e 2007, totalizando
cerca de 1 bilhão de litros em 2007.
A figura 2.20 demonstra as projeções dos Estados Unidos das Américas; Brasil;
União Européia e outros países.
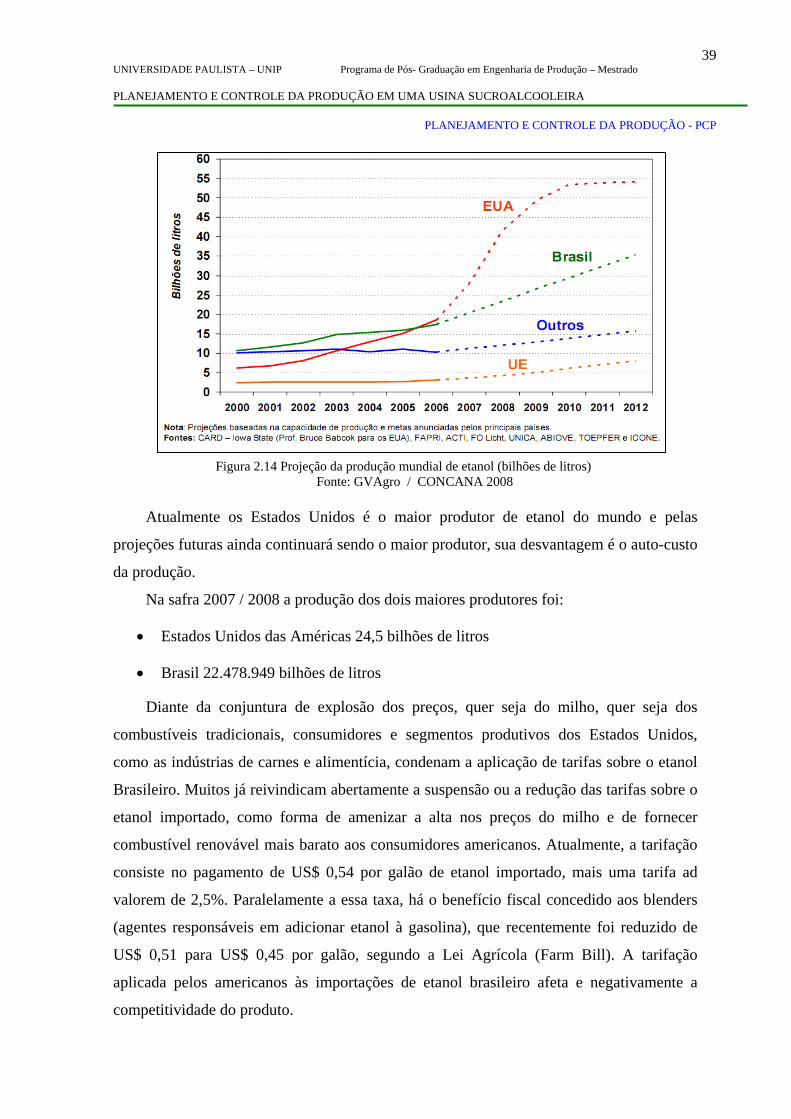
39 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
Figura 2.14 Projeção da produção mundial de etanol (bilhões de litros) Fonte: GVAgro / CONCANA 2008
Atualmente os Estados Unidos é o maior produtor de etanol do mundo e pelas
projeções futuras ainda continuará sendo o maior produtor, sua desvantagem é o auto-custo
da produção.
Na safra 2007 / 2008 a produção dos dois maiores produtores foi:
• Estados Unidos das Américas 24,5 bilhões de litros
• Brasil 22.478.949 bilhões de litros
Diante da conjuntura de explosão dos preços, quer seja do milho, quer seja dos
combustíveis tradicionais, consumidores e segmentos produtivos dos Estados Unidos,
como as indústrias de carnes e alimentícia, condenam a aplicação de tarifas sobre o etanol
Brasileiro. Muitos já reivindicam abertamente a suspensão ou a redução das tarifas sobre o
etanol importado, como forma de amenizar a alta nos preços do milho e de fornecer
combustível renovável mais barato aos consumidores americanos. Atualmente, a tarifação
consiste no pagamento de US$ 0,54 por galão de etanol importado, mais uma tarifa ad
valorem de 2,5%. Paralelamente a essa taxa, há o benefício fiscal concedido aos blenders
(agentes responsáveis em adicionar etanol à gasolina), que recentemente foi reduzido de
US$ 0,51 para US$ 0,45 por galão, segundo a Lei Agrícola (Farm Bill). A tarifação
aplicada pelos americanos às importações de etanol brasileiro afeta e negativamente a
competitividade do produto.

40 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
A previsão de oferta e demanda de etanol para os próximos anos dos Estados Unidos
e União Européia estão representadas nos gráficos a seguir.
Figura 2.15 - EUA: Projeção de oferta e demanda de etanol (bilhões de litros)
Fonte: GVAgro / CONCANA 2008
Figura 2.15 - UE: Projeção de oferta e demanda de etanol (bilhões de litros)
Fonte: GVAgro / CONCANA 2008
2.3 O meio ambiente e sua relação com a produção do Etanol.
Os números revelam o quanto estamos próximo de atingirmos níveis que
comprometem a sobrevivência do eco-sistema no nosso planeta. Segundo Bill McKibben
escreveu para a revista National Geographic, antes da Revolução Industrial, a atmosfera da
terra continha cerca de 280 ppm (partes por milhão) de dióxido de carbono (CO2) era uma

41 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP quantidade razoável. Uma vez que a estrutura molecular do CO2 mantém junto da
superfície do planeta o calor que de outro modo se irradiaria de volta ao espaço, com isto,
quanto mais CO2 produzimos mais estaremos contribuindo para o “sucesso” do efeito
estufa.
Mesmo os cálculos apontando que chegaremos ao limite de 450 ppm em apenas 03
décadas e meias, apenas os europeus e os japoneses começaram a reduzir suas emissões de
carbono ainda que timidamente. Enquanto isso as emissões de carbono pelos Estados
Unidos, que representam um quarto do total mundial não pára de subir. Países como a
China e a Índia estão na contramão das metas de redução da emissão do CO2 e passaram a
emitir enormes quantidades deste gás na atmosfera em função do seu crescimento
econômico acelerado e sua crescente população.
O impacto da ação humana na geração de energia é desastrosa, as fontes energéticas
essenciais às sociedades industriais estão na origem da crise das mudanças climáticas. Os
combustíveis fósseis como o petróleo, carvão e gás natural, respondem por 80% do CO2
adicional que hoje retém o calor na atmosfera.
Figura: 2.16 Produtores de gases do efeito
Fonte: Revista – National Geographic – Ed. 10/2007
É imperioso serem tomadas decisões sérias para minimizar o problema ambiental.
Decisões que abranja a mudança cultural de um cidadão, de uma família, de uma cidade,
do estado, de um país e decisões que envolvam o planeta de uma forma geral. Precisamos
de decisões simples como a substituição em massa de lâmpadas incandescentes por

42 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP lâmpadas fluorescentes ou decisões mais complexas como triplicar a produção de
eletricidade por meio de usinas nucleares e produzir 50 vezes mais etanol do que se produz
hoje. Não podemos continuar escravos de um número reduzidos de fontes energéticas,
novas formas de geração de energias precisam sere pesquisadas e ou aprimoradas para que
possamos desfrutar de uma matriz energética ecologicamente correta.
Na busca de alternativas a que venha reduzir a emissão de CO2 os cientistas Robert
Socolow e Stephen Pacala da Universidade de Princeton, relacionaram 15 “calços
estabilizadores” para cumprir o objetivo com a ajuda de tecnologias existentes. Cada calço
reduziria as emissões ao ritmo de 1 bilhão de toneladas por ano até 2057.
A combinação das estratégias cortaria as emissões em 50%. Neste estudo os cientistas
sugerem a produção de etanol 50 vezes mais do que se produz hoje.
As estratégias apresentadas abaixo, segundo Socolow e Pacala permitiriam reduzir as
emissões de carbono em até 1 bilhão / ton por ano até 2057, utilizando apenas tecnologia já
existentes.
Eficiência e
Conservação
Passar de 12 para 25 quilômetros por litro o rendimento de
combustível nos 2 bilhões de carros que deverão estar nas
ruas até 2057.
Aumentar em 25% a eficiência dos eletrodomésticos e dos
sistemas de calefação, refrigeração e iluminação.
Aumentar de 40% para 60% a eficiência das usinas
termelétricas abastecidas com carvão.
Captura e
Armazenamento de
Carbono
Em 800 grandes usinas termelétricas a carvão e 1,6 mil a gás,
instalar sistemas para capturar CO2 e armazená-lo no subsolo.
Empregar sistemas de captura de CO2 nas usinas que usam
carvão para produzir hidrogênio para 1 bilhão de carros e nas
usinas que produzem 30 milhões de barris/dia de
combustíveis sintéticos.

43 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
Combustíveis com
Baixa Emissão de
Carbono
Substituir 1,4 mil grandes termoelétricas a carvão por usinas
elétricas a gás.
Triplicar a produção de eletricidade por meio de usinas
nucleares.
Energia Renovável e
Armazenamento
Biológico
Ampliar em 25 vezes a capacidade de geração de eletricidade
por meio de turbinas eólicas.
Aumentar em 700 vezes a geração de eletricidade com uso de
painéis solares.
Crescer 50 vezes a produção de hidrogênio para carros
utilizando energia eólica.
Produzir 50 vezes mais etanol, destinando 1/6 da área
cultivável do planeta a esse biocombustível.
Parar os desmatamentos.
Adotar o cultivo conservacionista (a agricultura tradicional
libera CO2 ao decompor a matéria orgânica).
2.3.1 Contribuição do etanol para redução do efeito estufa.
Atualmente existem varias opiniões e controvérsias a respeito da eficiência do etanol
para a redução de CO2 na atmosfera terrestre, e ainda, persistem a grande polêmica quanto
a ligação da produção do etanol e o agravamento da fome no mundo. Por conta do Etanol,
os preços das commodities agrícolas estão ficando crescentes quando correlacionados aos
preços das commodities agrícolas, principalmente quando a produção do etanol é
proveniente do milho. Os Estados Unidos transforma o milho amarelo em etanol sem ter
grandes contribuições para a redução do CO2 na atmosfera.
Para a produção do etanol a partir do milho, os Estados Unidos necessita de uma
grande quantidade de herbicidas e fertilizantes à base de nitrogênio o que provoca erosões
no solo mais do que qualquer outra cultura agrícola. Para abastecer as máquinas agrícolas
para a produção do etanol são gastos grandes quantidades de combustíveis fósseis,
resultando na emissão de grandes partículas de CO2 na atmosfera. Em resumo, o que o
etanol contribui para a diminuição do efeito estufa, as atividades realizadas para a sua

44 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP produção devolve para a atmosfera grandes quantidades de CO2. , havendo desta forma
pouca contribuição para a melhoria do meio ambiente. As informações a seguir mostram
que com a utilização de processos diferentes podemos agregar mais benefícios ao meio
ambiente.
Etanol de milho:
Emissões de Gases do Efeito Estufa (produção e uso)
Gasolina Etanol de Milho
Ibs/galão 22% menos
Etanol de Cana-de-açúcar:
Emissões de Gases do Efeito Estufa (produção e uso)
Gasolina Etanol de Cana-de-açúcar
Ibs/galão 56% menos Fontes: U.S. EPA; WORLDWATCH INSTITUTE; IOWA STATE UNIVERSITY
No Brasil, a matéria-prima básica para a produção do etanol é a cana-de-açúcar. Um
canavial produz de 5,7 a 7,6 mil litros de etanol por hectare, mais que o dobro de uma
lavoura de milho e ainda, com a mesma muda da cana-de-açúcar consegue-se realizar até 7
colheitas antes do replantio. E ainda, a sua produtividade supera em muito o etanol
produzido através do milho.
2.3.2 Sustentabilidade ambiental um desafio para o crescimento.
O setor sucroalcooleiro no Brasil ainda necessita comprovar a sua sustentabilidade
ambiental para os grandes importadores de etanol brasileiro. Portanto, o Brasil precisa
minimizar os impactos ambientais e sociais da atividade para manter a liderança mundial.
20,40 16,2
20,40 9
45 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP A rastreabilidade, tão difundida e exigida principalmente por países europeus, chega as
usinas, que têm a missão de mostrar que excutam ações ambientais e sociais responsáveis.
Sustentabilidade é manejar e preservar os recursos naturais, isto é, o solo, a água, a
fauna e a flora, de uma maneira que garanta a satisfação contínua das necessidades
humanas para as gerações presentes e futuras. È produzir sem degradar os recursos
naturais. (Adequação Legal e Ambiental de Propriedades Rurais - Dr Ricardo Ribeiro
Rodrigues & Sérgius Gandolfi - ESAL / USP)
O controle e a preservação ambiental são aliados importantes para o desenvolvimento
de unidades produtoras de açúcar e álcool no Brasil. O controle ambiental relegado a
qualquer plano é consideradas uma fonte geradora de despesas por muito tempo, a gestão
do meio ambiente era assunto, quase proibido, que até mesmo "envergonhava" algumas
unidades em décadas passadas. A mudança de consciência, as pressões sociais e de
mercado, a fiscalização rigorosa, a administração profissionalizada estão entre os fatores
que modificaram radicalmente o discurso e a prática de usinas de diversas regiões do País.
Muitas delas estão se tornando verdadeiros exemplos de desenvolvimento sustentável
(ANSELMI, 2007).
Para instalação de novas usinas de produção de açúcar e álcool, os empreendedores
optaram por áreas geograficamente estratégicas, tanto para escoamento de seus produtos
finais, como para aquisição de novas terras para plantio de cana-de-açúcar. No entanto, um
aspecto que muitas vezes não é levado em consideração são os passivos ambientais, ou
seja, as pendências ambientais com relação às legislações ambientais vigentes (federal,
estadual e municipal).
O gráfico a seguir mostra o crescimento das licenças ambientais emitidas para usinas
novas e em ampliações no período de 1991 a 2008.

46 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
LICENÇAS EMITIDAS PARA USINAS NOVAS E AMPLIAÇÕES
2
1
2
1
5
4
2
7
9
12
13 13 13
15
0
2
4
6
8
10
12
14
16
1 2 3 4 5 6 7 8 9 10 11 12 13 14
NÚ
MER
O D
E LI
CEN
ÇA
S
1991 19961995 2001200019981997 20062005200420032002 20082007
Figura 2.17 Licenças ambiental
Fonte: Revista Mercado Empresarial – Edição 19 – 09/2008
Vale ressaltar que a área agrícola tem de ter um planejamento com no mínimo dois
anos de antecedência das operações industriais, pois é necessário se fazer o preparo do solo
e esperar o crescimento da cana, que no caso do primeiro corte demora em média um ano e
meio (MARGARIDO, 2006).
Como todos os empreendimentos atualmente em instalação no país visam, por
questões éticas e mercadológicas, uma futura certificação ambiental (como ISO 14001 p.
ex.) ou certificações especificas para os produtos açúcar e álcool essas decisões resultam
muitas vezes em altos gastos futuros para adequação dessas áreas junto às leis ambientais.
Tabela 2.2 - Ocorrências mais comuns relacionados aos problemas ambientais no setor sucroalcooleiro.
1. Propriedades com Reserva Legal menor do que o
exigido por lei federal.
2. Irregularidades em áreas de preservação permanente.
3. Áreas de nascentes não delimitadas.
4. Lagoas naturais e artificiais sem matas ciliares.
5. Processos erosivos em cursos de água.
6. Processos erosivos em áreas agrícolas e de pastagens.

47 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP Problemas Ambientais 7. Presença de embalagens de agrotóxicos.
8. Construção de barragem artificial em cursos de água sem
autorização.
9. Instalação de roda d’água sem autorização.
10. Extração ilegal de madeiras em áreas de Reserva Legal e
Preservação Permanente.
11. Presença de gado no interior da Reserva Legal.
12. Deposição de troncos de árvores em cursos de água.
13. Assoreamento de cursos de água. Fonte: Artigo: Problemas ambientais em áreas de empreendimentos em implantação do Setor Sucroalcooleiro em
Mato Grosso do Sul ( Tombini-2006)
Um indicador de sustentabilidade do etanol brasileiro passa por uma primeira
experiência através de um acordo entre 04 unidades produtoras de etanol do Brasil e a
Sekab, maior compradora de etanol brasileiro na Europa. Este acordo permitiu a primeira
exportação de etanol com verificação de critérios de sustentabilidade para a Suécia.
O critério de verificação de sustentabilidade prevê a auditoria de todas as 04 usinas
por uma organização internacional independente, que fiscalizará seis pontos específicos:
Tabela 2.3 – Indicador de Sustentabilidade do Etano Brasileiro – Brasil / Sekab
Indicador de
sustentabilidade do
etanol Brasileiro
1º - A redução da emissão de dióxido de carbono. 2º - A manutenção de patamares mínimos de mecanização da colheita. 3º - O compromisso com a conservação das áreas de mata nativa. 4º - Tolerância zero quanto ao trabalho infantil e não regulamentado. 5º - Respeito aos pisos salariais do setor. 6º - Adesão e cumprimento das metas estabelecidas pelo Protocolo Agroambiental, que estabelece 2014 como o ano limite para a eliminação do processo da queima de cana antes da colheita.
Fonte: Revista Mercado Empresarial – Edição 19 – 09/2008

48 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP Certificação Internacional do etanol
Está em estudo um projeto de criação de certificação internacional (International
Sustainability and Carbon Certification – ISCC), liderado pela Alemanha. A legislação
alemã estipula “que produtos de energia serão apenas considerados renováveis se a
biomassa utilizada em sua produção preencher determinados critérios de cultivo
sustentável, proteção de habitats naturais ou se o produto provar um determinado nível de
redução de emissões de carbono”.
De acordo com Fernanda Goulart consultora da Meó Corporate Development GmbH ,
os criadores da certificação não tem a ambição de que ela integre todas as facetas possíveis
da sustentabilidade, mas que foque nos problemas mais urgentes. O sistema leva em
consideração aspectos específicos, como, por exemplo, erosão do solo, impacto na
disponibilidade e contaminação das águas. Os critérios devem ser mensuráveis e
verificáveis e preencher todos os requerimentos do Regulamento de Sustentabilidade da
Alemanha e das normas propostas pela União Européia.
Concluindo este tema, o setor sucroalcooleiro vem tomando providencias para se
tornarem definitivamente empresas de produção limpa em todas as fases do processo,
conquistando a confiança do mercado interno e externo, quebrando tabus e evoluindo para
a sustentabilidade dos seus processos.
O setor tem colocado em prática diversas ações que fortalecerá a produção de
combustível limpo e renovável. Exemplos de ações que minimizam o impacto ambiental
do setor:
Fim das queimadas - 2014 Mecanização do corte Bagaço gera toda energia elétrica para a usina e excedentes
PR
OD
UÇ
ÃO
LIM
PA
Vinhaça e torta de filtro são importantes adubos para a lavoura Novas tecnologias reduzem os impactos sobre os rios Geração de água do próprio bagaço da cana (auto-suficiência)– em estudo Treinamentos para preservação, proteção e recuperação do meio ambiente Recomposição florestal, rotação de culturas/plantio de adubos verdes
Controle biológico de pragas e uso racional de defensivos agrícolas Sistemas de eliminação das partículas dos gases das caldeiras Programas de monitoramento da fauna e flora nas áreas da usinas. Lavagem a seco da cana-de-açúcar.
49 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
São ações que colaboram com o meio ambiente aumenta a produtividade industrial,
reduz custo de produção e demonstram aos consumidores o nível de responsabilidade do
setor frente à comunidade.
Ainda há muito que fazer para se reduzir os impactos ambientais causados pelas
usinas sucroalcooleiras, como por exemplo, em parceria com a sociedade e órgão
competentes, adotarem medidas com reflorestamento de margens de rios, criação de
reservas biológicas em áreas consideradas inadequadas para o cultivo de cana-de-açúcar e
rotação da cultura. Na indústria, intensificar o desenvolvimento de tecnologias que tragam
soluções para aumento de produtividade sem causar impactos nocivos ao meio ambiente.
Por fim, é comprovado que o etanol reduz em até 90% as emissões de gases de efeito
estufa, ajudando no combate aos efeitos nefastos do aquecimento global. Só para se ter
uma idéia, se os 27 bilhões de litros que foram produzidos nesta safra fossem consumidos
nos motores, teríamos evitado a emissão de gases de efeitos estufa equivalente à
quantidade absorvida por uma floresta adulta de 100 milhões de árvores.
2.3 Co-geração de energia
A matriz energética do mundo necessita de mudanças drásticas, estamos produzindo
menos energia do que necessitamos para o desenvolvimento das atividades humanas. As
operações humanas cada vez mais intensas e de certa forma inconseqüente, tem agredido o
meio ambiente de forma assustadora e catastrófica.
Portanto, o grande desafio da humanidade e a diversificação de fontes de energia que
compatibilize com as exigências das atividades humanas sem agredir o meio ambiente.
A figura 2.25 ilustra a evolução das fontes de energia utilizada pelo homem ao longo
de sua existência.

50 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
Figura: 2.18 - Desafio para a humanidade: diversificar as fontes de energia Fonte: Nakícenovic, Grübler e MaConald, 1998 / GVAgro - (Obtido de Cleber Morais, CONCANA 2008 )
A co-geração de energia elétrica a partir de bagaço de cana tem ligação direta com o
Crédito de Carbono, ele é uma fonte de financiamentos para o setor sucroalcooleiro. Isto
porque o Protocolo de Kyoto permite que empresas dos países desenvolvidos troquem
carbono, produzido em seus países, por investimentos em projetos que promovam a
captura de gás carbono, em países emergentes.
Nesse sentido, o setor sucroalcooleiro está credenciado para receber créditos de
carbono, pelos seus projetos de produção de energia a partir da biomassa, passando a ter
uma nova fonte de receita.
Todas as indústrias sucroalcooleiras têm possibilidade de se credenciarem para a
venda de certificados de créditos de carbono. Isso ocorre porque todas as usinas/destilarias
já produzem energia elétrica a partir da queima de bagaço de cana, para atender às suas
necessidades de vapor e energia e possuem potencial de produzirem excedentes de energia
destinados à venda para empresas distribuidoras de eletricidades, desde que se capacitem
para isso.
Fazendo-se uma simulação da receita anual gerada com os créditos de carbono por
uma usina de açúcar e álcool temos os seguintes resultados:

51 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
Dados:
A safra produziu 359.315.559 toneladas de cana e gerou 119.771.853 toneladas de
bagaço ( de acordo com os parâmetros médios mostrados na tabela 1);
Esta quantidade de bagaço tem potencial de gerar 426.537,94 MWh de energia,
caso todo o bagaço seja totalmente destinado a queima;
Isto credenciaria o setor sucroalcooleiro a obter créditos equivalentes a cerca de
1.015.015 toneladas de carbono;
Essa quantidade de carbono, negociada a US$ 5,00 a tonelada (preços negociados nas
usinas pesquisadas), geraria uma receita líquida em créditos de carbono de US$
5.075.075,00 por ano. É necessário ressaltar que este valor representara receita liquida
porque o gasto da geração de energia deverá ser coberto pela venda do excedente às
empresas distribuidoras de energia elétrica;
A receita anual da venda da energia pelo setor seria de R$ 3.522.701.558,82
supondo que toda a energia produzida seja integralmente comercializada com as
empresas distribuidoras de energia.
Tabela 2.4 - Base de Cálculo de Receita Gerada com Venda de Crédito de Carbono
Base de Cálculo
1 tonelada de bagaço = 3 toneladas de cana
280,80 toneladas de cana = 1MW de energia
118 toneladas de bagaço = 1 tonelada de CO²
1 tonelada de CO² = US$ 5,00
1 MWh = R$ 100,00
Fonte: O novo ciclo da cana – 2005 ( SEBRAE / IEL, 2005 )
Segundo Carlos Silvestrini, vice-presidente da Associação Paulista de Cogeração de
Energia “A partir de 2012, a bioeletricidade deverá ser o segundo negócio da indústria da
cana, com o etanol em primeiro e o açúcar em terceiro”.
Segundo os dados disponibilizados pela ANEEL (Agência Nacional de Energia
Elétrica) indicam 250 empreendimentos de bioeletricidade em operação comercial no

52 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP Brasil, totalizando mais de 3.000 MW de capacidade instalada, o que corresponde
aproximadamente a 3% da matriz elétrica brasileira.
Segundo as informações do Cogen/SP, o potencial avaliado junto aos empreendedores
de bioeletricidade dos estados de São Paulo, Minas Gerais, Goiás e Mato Grosso do Sul,
identificou 210 projetos em estudos ou em implantação, totalizando uma potência instalada
de 14.800 MW e potencial de exportação ao sistema interligado de 10.200 MW, equivale à
capacidade de uma usina do porte de Itaipu.
A vantagem da co-geração de energia está relacionada a questões econômica e
socioambiental.
Para a usina:
i – Reduz gastos com compra de energia elétrica;
ii – Receitas adicionais (venda de energia excedente, crédito de carbono).
Para o meio ambiente:
i – Redução de impactos ambientais;
ii – Aproveitamento de resíduos;
iii – Prazos menores de implantação, adequados à rápida expansão da oferta;
iiii – Maior oferta de energia e conseqüente redução dos riscos de déficit.
A otimização energética das plantas sucroalcooleiras procura criar condições para o
atendimento de uma nova demanda de mercado que é a energia elétrica. A preocupação
com a geração de excedentes de energia modificou a configuração das caldeiras
incorporadas às plantas industriais.
Atualmente a preferência é por caldeiras de 67 kgf / cm². Mas, está havendo um
aumento de interesse para equipamentos com pressões ainda maiores, com tendências de
chegar até 100 kgf / cm².
Perspectivas de co-geração de energia no Estado de Minas Gerais.
A Empresa de Planejamento Energético - EPE aponta a necessidade de acréscimo de
3.000 MW/ano de potência no sistema elétrico nacional.
No Estado de Minas Gerais, as Centrais Elétricas de Minas Gerais – CEMIG, tem
interesse de comercializar energia elétrica vinda do setor sucroalcooleiro.

53 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
As perspectivas para a matriz energética no estado de Minas Gerais foi apresentada
pela CEMIG no Congresso Internacional da Cana - CONCANA – 2008 e apresenta o
seguinte cenário:
Figura 2.19 - Potencial de co-geração em Minas Gerais (2007-2016)
Fonte: Cemig / Indi / Siamig ( Cunha, 2008 )
Neste gráfico, no ano de 2007, cinco usinas eram responsáveis pela geração de 71
MW / ano, sendo a projeção para o ano de 2015 de 55 usinas gerando 2.061 MW / ano
caracterizando o setor sucroalcooleiro como um parceiro inconteste na geração de energia
elétrica para o Estado de Minas Gerais.
Outra projeção da CEMIG é o aumento da destinação do bagaço de cana-de-açúcar
para a cogeração de energia, cujo resultado e o aumento na geração de 71MW no ano de
2007 para 2.300MW no ano de 2030 conforme pode ser observada nos gráficos abaixo.
Fonte: Planejamento Energético Integrado de Minas Gerais ( Cunha, 2008 )
Injeção de potência no Sistema Elétrico
5 Usinas
5 5 Usinas

54 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
O exemplo de Minas Gerais mostra a atuação integrada do governo, CEMIG, Siamig
e as usinas para um esforço conjunto na disponibilização de uma energia limpa, renovável
e de viabilização rápida para o mercado.
Os outros estados principalmente São Paulo, pioneiro na cogeração de energia,
intensificam ações para ampliar e adequar às unidades produtoras de açúcar e álcool ao
mercado, tornando-as mais competitivas.
2.4 A relação da produção do etanol e a fome no mundo
Um dos maiores desafios do setor de bioenergia é provar para o mundo que a
produção brasileira de energia renovável é sustentável e não tem ligação com os aumentos
dos preços dos alimentos a nível mundial.
O Brasil é o único país do mundo que possui reservas de terras agricultáveis e por isso
tem condições de expandir a produção de grão e outros produtos como a cana-de-açúcar
sem provocar desajustes na oferta de produtos considerados commodities como a soja e o
milho por exemplo.
Segundo o último levantamento agrícola da Companhia Nacional de Abastecimento -
Conab o Brasil se destaca entre os países com maior espaço livre para o cultivo de novas
culturas e expansão das já existentes.
Ainda segundo os dados da Conab, o Brasil conta com 276 milhões de hectares em
áreas agrícolas. Dessas, 72% são ocupadas por pastagens naturais/cultivadas, 16,9% por
grãos e apenas 2,8% por cana-de-açúcar.
Hoje no Brasil a produtividade da pecuária é de 0,8 unidade animal por hectare se
elevar esse índice para 1,2 U/A por hectare, cerca de 80 milhões de hectares de terras
seriam liberados para a produção de grãos e outros produtos.

55 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
A área ocupada pelo Brasil é distribuída da seguinte forma:
851 milhões de há área total do Brasil
463 milhões de há área onde não se pode produzir
388 milhões de ha área agricultável
área ocupada pela agropecuária
• 220 milhões de pastagens
• 62 milhões ocupadas pela agricultura:
282 milhões de ha - 20,7 milhões de ha de soja
- 13.2 milhões de ha de milho
- 6,6 milhões de ha de cana
- 4,3 milhões de ha de feijão
- 3,0 milhões de ha de arroz
106 milhões de há terras que ainda se pode produzir Fonte: MAPA/IBGE
Revista Veja: Artigo de 03/03/2004 ( Obtido de Cleber Morais, CONCANA, 2008)
Graficamente se compararmos o Brasil com outros países, verificamos que a
disponibilidade de terras aráveis é muito superior aos demais, colocando o Brasil como uma
potência no que se refere aos produtos agropecuários. A figura 2.27 mostra a disponibilidade
de terras para cultivo:
Figura: 2.20 - Disponibilidade de Terras Aráveis Segundo o País Nota: Área colhida em 2004. Terras aráreis em equivalente potencial.
Fonte: FAO (2000) e (2007) (Obtido de Cleber Morais – CONCANA 2008).

56 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
Segundo a pesquisadora Mirian Rumenos - Cepea / USP, no Brasil existem alguns
fatores que permitem concluir que o impacto da expansão de atividade agrícola voltada à
produção de energia sobre os preços de alimentos não irá ser de grande magnitude. Em
primeiro lugar, os ganhos em produtividade, devido ao uso de novas tecnologias e de
técnicas de manejo adequadas, tem sido expressivos em todos os segmentos do
agronegócio, o que faz com que a substituição de parte das atividades voltadas à produção
de alimentos por aquelas destinadas à produção de energia não resulte, necessariamente, na
diminuição da oferta de alimentos. Além do mais, uma reorganização espacial das
atividades voltadas para a produção de alimentos é possível, tendo em vista que existem
áreas subaproveitadas no território nacional.
Em função dos dados apresentados, fica claro que a medida que amadurece a
discussão mundial em torno da polêmica biocombustíveis versus alimentos que não cabe
ao etanol brasileiro nenhuma responsabilidade pela alta no preço das commodities
agrícolas. Além disso, o álcool de cana-de-açúcar passa a ser mais respeitado e
reconhecido como uma fonte de energia comprovadamente renovável.
Segundo Eduardo Leão e Mariana Zechin – (UNICA), seja por desconhecimento,
ou mesmo má fé, declarações associando etanol à escassez de alimentos têm se
multiplicado em todo o mundo, solidificando uma grande falácia que dificilmente resiste a
uma apuração mais atenta de fatos e números.
Leão e Zechin apresentam uma série de fatos e números que descaracteriza o Brasil
como um agente multiplicador da fome pelo mundo em função da utilização das extensões
de terras destinadas ao cultivo da cana-de-açúcar.
A argumentação de Leão e Zechin esta relacionada a seguir, sendo este texto
extraído do artigo publicado originalmente na AgroAnalysis, a revista de agronegócio da
Fundação Getúlio Vargas (FGV), em agosto de 2008 (Fonte pesquisada pelo autor:
UNICA) .
1. Apesar do significativo aumento da produção de cana-de-açúcar no País, da ordem de
60% na última década, o crescimento da produção de grãos no período foi de quase
90%, passando das 76 milhões de toneladas na safra 1997/98 para mais de 142
milhões na safra 2007/08. O crescimento de um não atrapalha a expansão do outro.

57 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
2. A área cultivada com cana-de-açúcar destinada à produção de etanol no Brasil, de 3,4
milhões de hectares, representa somente 7% da atual área utilizada com grãos no País.
Se incluirmos as áreas de pastagens e aquelas consideradas aptas à produção agrícola,
totalizando 354 milhões de hectares de terras aráveis segundo o IBGE, aquele
percentual se reduz para apenas 1%! Cabe mencionar que com somente este 1% das
terras aráveis, o setor produz etanol suficiente para substituir mais da metade de todo o
consumo nacional de gasolina e ainda gerar excedentes exportáveis, da ordem de 15%
da sua produção.
3. Nos últimos anos, tivemos um crescimento médio anual da produtividade do etanol de
quase 3%. Espera-se que esse crescimento deva se acelerar ainda mais com a
introdução de novas tecnologias.
4. Na área agrícola, novas variedades melhoradas geneticamente podem aumentar o teor
de açúcar em até 20% gerando muito mais litros de etanol por hectare.
5. A tecnologia da hidrólise de celulose, com disponibilidade prevista a partir de 2015,
possibilitará a utilização do bagaço e palha da cana na produção de etanol, o que
permitirá um ganho de produtividade de 37 litros por tonelada de cana, um aumento de
cerca de 50% em relação à produtividade média brasileira atual.
A utilização conjunta destas novas tecnologias deve levar a um forte incremento na
produção de etanol por hectare e, conseqüentemente, a redução na demanda por novas
áreas para expansão da cana no Brasil.
Os autores concluem que a alta dos preços dos alimentos é proporcionada pelos
seguintes fatores:
1. O fortalecimento das principais economias emergentes mundiais que tem dois efeitos
principais:
i - O efeito-renda, fazendo com que parte da população passe a ter mais recursos para
se alimentar.
ii - O efeito-graduação, que provoca importante mudança nos hábitos alimentares da
população que se urbaniza e substitui o consumo de grãos e tubérculos pelas chamadas

58 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
proteínas “mais nobres”, como carnes e lácteos (para produzir 1 kg de carne, utiliza-se
de 5 a 8 kg de grãos, provocando um aumento exponencial no consumo de grão.
2. O aumento dos preços dos alimentos foi a alta dos custos de produção das
commodities agrícolas. Fertilizantes e defensivos, responsáveis por cerca de um terço
do custo de produção internacional de culturas como a soja e o milho, tiveram seus
preços mundiais substancialmente elevados.
3. As quebras de safra registradas na Austrália e Europa; a desvalorização do dólar,
impactando todos os produtos cotados nessa moeda – como é o caso da maioria das
commodities agrícolas; o aumento da especulação, por parte de fundos de
investimentos, sobre estas commodities; a redução dos estoques globais de diversos
itens agropecuários; ainda, o protecionismo às exportações e subsídios domésticos
praticados pelos países desenvolvidos e que desestimulam a produção agrícola em
outras partes do mundo.
Segundo Leão e Zechin esses foram os itens que provocaram o aumento substancial
no preço dos alimentos nos últimos meses.
No entanto, não se pode desconsiderar o impacto do etanol produzido nos Estados
Unidos nos preços dos alimentos. O etanol é produzido a partir do milho e de toda a
produção deste produto, 20% têm sido empregados na produção de etanol e como nos
Estados Unidos não existem mais terras disponíveis, as lavouras de milho ocupam lugar de
outras plantações, contribuído para a alta dos preços dos produtos agropecuários.
Concluindo, Segundo a FAO, as terras cultivadas com alimentos no mundo totalizam
1,4 bilhões de hectares, dos quais somente 15 milhões são utilizados para a produção de
etanol, ou seja, aproximadamente 1%. A grande pergunta é: como esse 1% pode ser
responsabilizado pelo aumento do preço de produtos cultivados nos outros 99% de área?
Ainda segundo a FAO, o potencial de terras aráveis no mundo é de aproximadamente
quatro bilhões de hectares.

59 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
CAPÍTULO III
3. PROCESSO DE FABRICAÇÃO DO ÁLCOOL
Neste capitulo são descritos, do ponto de vista técnico, os principais processos
praticados hoje no Brasil, para produção de etanol. Este pode ser produzido a partir de
matérias-primas amiláceas (mandioca, batata-doce, milho e outros grãos), celulósicas
(madeira e resíduos agrícolas, dentre os quais se destaca o bagaço da cana-de-açúcar) e
sacarinas (cana-de-açúcar, sorgo sacaríno e beterraba).
O açúcar, entretanto, só pode ser produzido a partir de matérias-primas sacarinas.
As matérias-primas amiláceas e celulósicas diferem das sacarinas por não possuírem
açúcares diretamente fermentescíveis, requerendo uma etapa de conversão dos polímeros
de glicose que constituem estas matérias-primas em moléculas simples de glicose. Nesta
dissertação, vamos focar a produção de açúcar e álcool a partir das sacarinas.
3.1 Sacarinas
No Brasil, praticamente a totalidade do açúcar e do etanol é produzida a partir da
cana- de-açúcar.
Algumas razões justificam este fato.
• Tradição no cultivo e utilização da cana-de-açúcar.
• Existência de solos adequados ainda não esgotada.
• A cana-de-açúcar fornece também o combustível necessário ao seu
processa mento (bagaço).
• A mesma matéria-prima pode ser utilizada para a produção de açúcar e
etanol (no caso das usinas anexas).
• É a matéria-prima que possui hoje, no Brasil, a maior relação (kg açúcar
ou etanol)/ há plantado
Desta forma, apesar da possível importância que outras matérias-primas possam ter
ou vir a assumir em determinadas regiões, este Capítulo descreve, em detalhes, apenas os
processos produtivos de açúcar e etanol a partir da cana-de-açúcar.

60 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
3.2 Cana-de-açúcar
Do ponto de vista da utilização industrial, seja para fabricação de açúcar ou etanol, a
cana é constituída de fibra e de caldo, sendo a fibra a matéria-prima real. A fibra é todo
material insolúvel em água, e o caldo é o conjunto de água e de todos os sólidos solúveis,
dele fazendo parte os açúcares, as cinzas, materiais nitrogenados e outros. O teor de fibra é
um parâmetro importantíssimo, que se por um lado fornece uma quantidade de bagaço
importante para o equilíbrio térmico da indústria, por outro dificulta a extração da
sacarose.
Um valor normalmente observado é que 1% de aumento no teor de fibra causa uma
redução de 1,5% na extração. Quando desse aumento no teor de fibra, procede-se
geralmente a uma maior embebição da cana, de modo a manter-se a extração constante.
Assim como as fibras, um alto teor de cinzas prejudica o processo de fabricação de
açúcar, principalmente no que se refere à clarificação, evaporação e cristalização. A
composição química da cana é bastante variável quantitativamente, sendo, porém
semelhante qualitativamente. Essa variação é influenciada por diversos fatores, entre os
quais se destacam: variedade da cana, região de cultivo, clima, solo, adubação, idade etc.
A prática agrícola de despalha manual da cana foi gradativamente perdendo seu
interesse, devido ao baixo rendimento do trabalho manual, cedendo lugar ao processo de
queima da palha antes do corte. A queima da cana-de-açúcar altamente condenável nos dia
de hoje está sendo substituída pela colheita mecanizada que deverá ser totalmente
implantada até o ano de 2014 segundo acordo realizado pelo setor. A figura 3.1 ilustra um
fluxograma do processo etapa de corte, carregamento e transporte.

61 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
Figura 3.1. Fluxograma das atividades que compõem a etapa de CCT
(Fonte: adaptada de Fernandes, 2003, apuld, Paiva 2006)
3.3 Amostragem
Após a pesagem, as amostras de matéria-prima são retiradas através de uma sonda
especial, sendo enviadas ao laboratório, onde são analisadas em condições padronizadas.
São determinados os teores de pol, Brix e libra. É através dessas análises que se efetua o
pagamento da cana pelo teor de sacarose.
3.4 Descarga e armazenamento
Normalmente, a descarga de cana na usina é totalmente mecanizada, podendo os
sistemas ser usados tanto para armazenamento, quanto para descarga direta na mesa
alimentadora da moenda. A prática de estoque de cana não é recomendada, principalmente
se a cana for picada ou em toletes. Se estocada, deve obedecer a um prazo máximo de
armazenamento (usualmente 2 dias para cana inteira e 1 dia para cana em toletes)
compatível com o estoque de segurança necessário. Caso tal prazo de armazenamento seja
ultrapassado, podem ocorrer modificações na cana, sendo as principais descritas a seguir.
1. Ressecamento do colmo: causa perda de peso, aumento do teor de
fibra e Brix, implicando na redução de eficiência da moagem e
requerendo embebição mais intensa;
2. Inversão da sacarose: mesmo após cortado, o colmo mantém suas

62 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
funções metabólicas, ocorrendo então a inversão da sacarose em
glicose e frutose, reduzindo o valor do caldo se o seu destino é a
fabricação de açúcar.
3. Desenvolvimento de microrganismos: a exposição do colmo cortado
leva ao desenvolvimento de microrganismos de crescimento rápido,
tais como, leveduras, fungos e bactérias, principalmente a
Leuconostoc, produtora de invertase (que converte a sacarose em
glicose e frutose) e outros produtos indesejáveis.
3.5 Lavagem da cana
Esta é a primeira etapa, propriamente dita, do processo industrial. Assim como em
todas as outras etapas que necessitam locomoção da cana, o transporte é feito através de
esteiras ou outros tipos de transportadores, como o de rastelo ou de lençol de borracha. A
prática do carregamento mecânico da cana colhida aumenta a quantidade de impurezas
transportadas à usina, principalmente areia, argila, palha e pedras. As cifras no Brasil
indicam que a quantidade de material estranho é de cerca de 4% em dias secos e 15% em
dias úmidos.
A presença dessa matéria estranha, além de desgaste dos equipamentos por erosão,
causa aumento do tempo de decantação do caldo nos clarificadores, levando a um aumento
da perda de açúcar por inversão da sacarose, destruição dos Açúcares Redutores - AR e
outras reações indesejáveis. Além disso, pode ocorrer a decantação das impurezas na caixa
de calagem, aumento de volume de cinzas na câmara de combustão das caldeiras e
problemas com a filtrabilidade do lodo, o que resulta em uma maior perda de açúcar na
torta de filtro.
Para reduzir essas inconveniências, procede-se à lavagem da cana antes de processá-la
Essa lavagem pode acarretar uma perda adicional de sacarose, principalmente se houver
exposição exagerada do colmo, como na cana cortada em toletes. Algumas usinas estão
substituindo este processo por lavagem a seco, através ventiladores de grande porte.

63 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
3.6 Preparo da cana
A cana-de-açúcar pode oferecer uma maior ou menor resistência à recuperação de
sacarose em função da proporção entre partes duras e moles. Assim sendo, o principal
objetivo do preparo da cana é desintegrá-la, de modo que seja facilitada a extração do
caldo (e, portanto, da sacarose) contido nas células.
Além desse objetivo, o preparo da cana é importante para incrementar a capacidade
das moendas pelo aumento da densidade da massa de alimentação, tornando-a compacta e
homogênea. Também o preparo adequado leva à produção de bagaço no qual a ação da
embebição se torna mais eficaz. Por outro lado, um preparo excessivo pode interferir na
alimentação das moendas e prejudicar sua capacidade.
Atualmente, na indústria sucroalcooleira, os equipamentos mais utilizados no preparo
da cana são as facas rotativas, seguidas dos desfibradores.
Os desfibradores, que têm por objetivo destruir por completo a estrutura da cana,
dando um ganho significativo na extração (equivalente a mais um terno de moendas no
tandem de moendas) devido ao maior número de células abertas que proporcionam uma
melhor embebição.
3.7 Extração do caldo
A extração do caldo de cana para a fabricação de açúcar ou etanol é tradicionalmente
realizada pelo processo de moagem, apesar de vários países da África (principalmente
África do Sul), América Central e Europa praticarem largamente a tecnologia de extração
por difusão, seja de beterraba ou de cana-de-açúcar. No Brasil, entretanto, este processo
não é difundido, empregando-se, normalmente, tandens de moendas para extrair o máximo
de sacarose de cana, previamente preparada pelas facas e desfibrador.
3.8 Moagem
O tandem de moendas é o equipamento utilizado na moagem, podendo ser composto
de 4 até 7 ternos de moenda. A moenda é uma unidade esmagadora constituída,
basicamente, por ternos, cada formado por 3 cilindros dispostos de tal modo que a união de
seus centros forma um triângulo praticamente isósceles. Os cilindros inferiores têm seus

64 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP eixos fixos e gira no mesmo sentido. O cilindro superior tem a posição de seu eixo
controlada por um regulador de pressão hidráulico, girando em sentido contrário ao dos
inferiores.
No primeiro terno do tandem é alcançada uma extração na faixa de 50 a 70%, sendo o
bagaço, a seguir, conduzido aos demais ternos de moenda, onde é completada a extração.
Para aumentar a extração de sacarose, realiza-se adição de água à cana, processo
chamado de embebição, uma vez que o bagaço resultante ainda retém certa quantidade de
caldo por capilaridade ou em células que escaparam ao esmagamento.
Mesmo fazendo e adaptando tudo que possa ser justificada técnica e economicamente
em um tandem de moendas (melhor preparo da cana, maior número de ternos, melhor
embebição, pressão maior no cilindro), o grau de extração tem seus limites (92 a 96%). Isto
se explica porque, por intermédio de pressão nunca haverá um rompimento e destruição
total das células que contêm a sacarose, por melhor que seja o preparo da cana. Este
rompimento das células só é obtido se estas forem desnaturadas com água quente,
fenômeno que ocorre na difusão.
A difusão é definida como o fenômeno pelo qual duas soluções de diferentes
concentrações, separadas por uma membrana permeável ou porosa, depois de algum tempo
se misturam e adquirem a mesma concentração. As células do parênquima da cana postas
em contato com a água funcionam como paredes semipermeáveis e a sacarose, nelas
contida, é extraída por um processo que consiste basicamente, no escoamento de um fluido
(água e caldo diluído) através de um leito poroso de cana defibrada.
3.9 Tratamento do caldo misto
Previamente ao processamento industrial, o caldo misto, proveniente da seção de
extração, passa por algumas etapas de tratamento. Verificam-se, no parque industrial
brasileiro, algumas tendências quanto ao tratamento; algumas unidades eliminaram-no,
sendo o caldo peneirado após a extração e enviado diretamente à seção de fermentação,
evitando-se qualquer estágio de parada do caldo para minimizar a deposição de impurezas
presentes; outras unidades, após o peneiramento, fazem a pasteurização do caldo
aquecendo-o a 105°C e resfriando-o rapidamente a 32°C; outras fazem, após o
peneiramento, aquecimento a 105°C e decantação, podendo ou não ter calagem.

65 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP 3.10 Peneiramento
O caldo misto começa a ser purificada pela remoção, através de peneiramento, dos
materiais em suspensão como areia, terra, pedaços de cana, bagaço etc. A quantidades de
bagacilho (finos de bagaço) presente no caldo varia consideravelmente dependendo do
grau de preparo da cana, do assentamento da bagaceira, da variedade de cana e de outros
fatores.
A presença de bagacilho durante a clarificação é indesejável, pois pode ocorrer a
solubilização da celulose durante a calagem, liberando um produto de cor amarela, a
sacaretina, que interfere na qualidade do açúcar. A peneira mais utilizada pela indústria
para a retirada desse material é do tipo fixa, sendo que a mais encontrada é a "cush-cush".
3.11 Sulfitação
O emprego de anidrido sulfuroso no tratamento do caldo misto restringe-se à
produção de açúcar branco. A indústria de açúcar utiliza-se da combustão de enxofre
para a obtenção do gás sulfuroso. Esta operação é realizada em fornalhas e a combustão do
enxofre se realiza a 250°C, produzindo o dióxido de enxofre. Esse gás é
então resfriado, para reduzir ao máximo a possibilidade de formação de SO3 que
representa um consumo inútil de enxofre no que concerne ao tratamento do caldo.
3.12 Calagem
Em linhas gerais, o processo de calagem, também conhecido como defecação,
consiste em adicionar ao caldo o leite de cal, em forma contínua ou intermitente, até que o
pH do caldo, que após a sulfitação é de 3,8 a 4,3 atinja valores em torno de 6,8 a 7,2 para a
obtenção de açúcar branco. A cal para ser utilizada na alcalinização do meio deve passar
por uma hidratação, ou seja, transformada em uma suspensão de leite de cal - Ca(OH)2. A
aplicação de cal na forma de pó não é aconselhável devido ao seu efeito nocivo sobre
componentes do caldo, principalmente sobre os açúcares redutores, e o perigo de
superalcalinização localizada.
De um lado, a finalidade do leite de cal é precipitar as impurezas, a determinação e o
controle de sua quantidade deve ser a mais corretamente possível, pois com leite em

66 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP excesso os açúcares redutores são decompostos, formando produtos escuros que dificultam
a decantação, a filtração e a cristalização.
3.13 Adição de ácido fosfórico e outros auxiliares da clarificação
A adição de ácido fosfórico ou outros produtos fosfatados ao caldo em tratamento,
antes da decantação, constitui uma prática bastante difundida em usinas. O caldo misto
para ser clarificado eficientemente deve conter no mínimo 0,3% de P2O5. Isso porque o
precipitado de cálcio que se forma ao ser adicionado junto com a cal é caracteristicamente
de natureza floculante e, quando em sedimentação, exerce papel de absorvente,
aprisionando e arrastando outros não-açúcares, contribuindo, portanto, para a obtenção de
um caldo mais límpido, melhor clarificado.
A adição de compostos fosfatados, ou mesmo de outros auxiliares da clarificação, tipo
polieletrólitos, tem sido praticada devido aos seguintes fatores:
a) necessidade de minimizar as dificuldades de clarificação, ocasionadas pela
utilização de matérias-primas anormais, tais como canas broqueadas, canas
geadas, canas passadas ou pobres em P2O5;
b) necessidade de se obter um caldo misto bem clarificado e que produza um
açúcar final de maior valor comercial.
3.14 Aquecimento
A operação de aquecimento consiste na elevação da temperatura do caldo até valores
em tomo de 100 a 105°C, visando remover albuminas e impurezas coloidais, induzindo sua
separação por floculação e precipitação nos decantadores. A temperatura limite de 105°C é
adotada, pois, quando ultrapassada, existe a possibilidade das ceras presentes no caldo
emulsificarem-se, tornando difícil sua separação.

67 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
3.15 Decantação
O caldo misto, após o tratamento químico e térmico, é posto em repouso para que
haja remoção das impurezas tanto por floculação quanto por sedimentação. Os principais
objetivos a serem alcançados na decantação são:
• Precipitação e coagulação dos colóides tão completas quanto possível;
• Alta velocidade de assentamento;
• Mínimo volume de borra;
• Borras densas;
• Produção de caldo o mais clarificado possível.
A precipitação incompleta pode ocorrer devido ao pequeno tamanho das partículas e a
ação coloidal protetora, ou ainda devido à densidade de algumas partículas semelhante a do
liquido.
A precipitação lenta pode ser atribuída à alta viscosidade do caldo, à excessiva área
superficial das partículas, ou ainda à pequena diferença de densidade entre precipitado e
líquido. Renalmente, um grande volume de borra pode advir de uma grande quantidade de
matéria precipitável, principalmente fosfatos, se os reagentes do tratamento não forem bem
dosados.
O tempo de retenção do caldo à alta temperatura (105°C) tem um grande efeito sobre
o mesmo e seus componentes. Tempo muito longo poderá destruir os açúcares redutores e
causar inversão da sacarose, com conseqüente redução na recuperação de açúcar e na sua
qualidade. Esse tempo de retenção no decantador deve ser o menor possível, sendo
aconselhável de 2,5 a 3h.
3.16 Filtração
Durante o processo de decantação, a matéria em suspensão e os colóides, coagulados
por uma das técnicas de clarificação apresentadas e pelo aquecimento, são separados do
caldo claro. Este último corresponde de 80 a 90% do caldo original, seguindo para a seção
de concentração, no caso de produção de açúcar.
O lodo decantado sofre tratamento e é levado à filtração, onde o caldo é separado do
precipitado. Quando se utiliza filtro rotativo a vácuo, o caldo extraído retorna à fase de
calagem.

68 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
Como o lodo separado no decantador encontra-se gelatinoso, não pode ser submetido
diretamente à filtração, sendo necessário adicionar bagacilho que servirá como elemento
filtrante, aumentando a porosidade do bolo. Além disso, como as perfurações da tela
filtrante são muito grandes para reter os flocos, há também a necessidade do auxiliar da
filtração.
É prática corrente nas usinas a adição de leite de cal ao lodo antes da filtração. Isto se
justifica, pois a cal melhora as características físicas do lodo, tornando os flocos mais
densos por aglomeração. Altas temperaturas do lodo beneficiam a filtração devido à
redução de viscosidade do caldo que o impregna. Assim sendo, é vantajoso filtrar a
temperatura acima de 80°C.
3.17 Produção de etanol
O caldo misto, proveniente da extração e após tratamento, é enviado à etapa de
fermentação. Previamente, porém, o mosto a ser fermentado deve ter sua concentração
acertada para valores adequados; desta forma, é feita dosagem do caldo misto com melaço
(mel residual da fabricação de açúcar) ou xarope proveniente dos evaporadores.
O processo de fermentação, onde se dá a conversão dos açúcares em etanol, é
conduzido, na grande maioria das vezes, de forma descontínua em tanques denominados
dornas.
As leveduras, microrganismos unicelulares, produzem um conjunto de enzimas que
catalisam a reação de fermentação.
No Brasil emprega-se o processo descontínuo Melle-Boinot, o qual promove a
reutilização das leveduras após a separação, por centrifugação, do mosto fermentado em
duas frações: leite de levedura e vinho delevedurado.
O vinho segue para a dorna volante, que é o pulmão da destilaria, e o leite de levedura
é diluído em água e tratado com ácido sulfúrico, retornando ao processo.
3.17.1 Fermentação
A fermentação alcoólica consiste na transformação dos açúcares do mosto em etanol,
gás carbônico e energia, sob a ação enzimática das leveduras. Embora o processo seja
complexo, para fins práticos pode-se representá-lo, segundo as etapas a seguir.

69 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
a) Sacarificação: consiste no desdobramento de substâncias não
diretamente fermentescíveis em outras diretamente fermentescíveis.
C12H22O11 +H2O
(sacarose) (glicose e frutose)
b) Fermentação alcoólica:
2C6H12O6 zimase 4 CH3 CH2 OH + 4 CO2 + 47,0 cal
(etanol)
A invertase e a zimase constituem-se em enzimas produzidas pelas leveduras.
Ocorre formação de outros compostos no decorrer da fermentação, em pequenas
porções, como glicerina, ácida succínico, álcoois amílico, isoamflico, butílico e outros.
Quando as condições de temperatura, acidez, concentração de açúcares, qualidade da
cana, higiene, preparação de pé-de-cuba e do mosto são impróprias, podem desenvolver-se
outros tipos de microrganismos que consomem os açúcares ou então o álcool, produzindo
compostos orgânicos indesejáveis para a qualidade final do álcool, além de reduzir o
rendimento do processo. Em termos energéticos, a fermentação não apresenta
equipamentos que consomem vapor, mas o rendimento desta operação é fundamental ao
processo como um todo, uma vez que é onde ocorre a conversão da matéria-prima em
álcool.
3.17.2 Processos descontínuos
Os processos descontínuos são os mais empregados, sendo que dentre eles o que se
aplica à quase totalidade das destilarias de álcool é o processo Melle-Boinot. Os outros
processos descontínuos quer seja o de cortes, de fermentes individuais (um pé-de-cuba por
dorna) ou de decantação, têm sua importância na partida das unidades ou ainda em
microdestilarias.
2C6H12O6
(glicose)
invertase

70 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
3.17.3 Processo de corte
Consiste na transferência de metade do volume de mosto em fermentação de uma
dorna para outra, quando seu teor de açúcar se reduz à metade do inicial.
Feita a transferência, as duas dornas são completadas com mosto, deixando-se o
mosto da dorna que forneceu o primeiro corte fermentar até o final, enviando-se o vinho
(mosto fermentado) para a destilaria.
3.17.4 Processo de decantação
Após o final da fermentação, espera-se a decantação das células de levedura e, em
seguida, envia-se o vinho para a destilaria. A tomada de vinho da dorna de fermentação é
feita a uma altura que permita a retenção de 20 a 25% do conteúdo líquido da dorna.
O fermento é tratado com ácido sulfúrico e mantido em repouso por 1 ou 2h.
3.17.5 Processos de fermentos individuais
Nestes processos não há reutilização do fermento. Cada dorna recebe novo fermento
preparado a partir de uma cultura pura.
3.17.6 Processo Melle-Boinot
Consiste na recuperação das células de levedura de uma dorna, após concluída a
fermentação e conseqüente reutilização, na fermentação seguinte, evitando a etapa
trabalhosa de elaborar um pé-de-cuba para cada dorna.
A reutilização das células nas fermentações subseqüentes minimiza a multiplicação
celular e, portanto, o consumo de açúcar para esse fim passa a ser utilizado na atividade de
conversão em álcool.
A recuperação de fermento é feita mediante a centrifugação do vinho resultante da
fermentação do mosto, que resulta em 2 fluxos: um constituído pelo vinho livre das
leveduras (delevedurado) e uma suspensão de leveduras, denominada leite de levedura.
Normalmente a relação é de 90% de vinho delevedurado e de 10% de leite de levedura.
As centrífugas de vinho consistem em um rotor com boquilhas de descarga de sólidos.
O vinho é alimentado continuamente pelo centro da centrífuga, sendo distribuído à

71 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP periferia pelo chamado "cone de distribuição", separando o creme de leveduras de uma
fração menos densa.
O tempo de fermentação é em média 8h e, normalmente, o acompanhamento do
processo se dá pela determinação horária da concentração (Brix) na doma, ou seja, o Brix
representa o teor de açúcares no mosto, devendo-se reduzir ao longo da fermentação.
Quando os valores de Brix começam a se repetir, a dorna está pronta para ser enviada à
centrifugação.
3.17.7 Processos contínuos
A fermentação contínua implica em redução do tempo de fermentação, o que para um
mesmo volume de dornas equivale a um aumento de produção. Além disso, proporciona
maior uniformidade do produto final, possibilitando a aplicação de controle automático.
Os problemas para introduzir o processo contínuo em escala industrial são atribuídos
às dificuldades técnicas em se manter funcionamento normal, em condições assépticas, e
sem interrupções por um longo período de tempo, além do desconhecimento parcial do
comportamento cinético dos processos fermentativos contínuos.
Existem diversas opções para o processo contínuo, sendo verificada a tendência ao
aproveitamento de equipamentos e instalações existentes, em um arranjo onde são feitas
interligações entre dornas (sistema cascata).
3.17.8 Sistema em cascata
Neste caso as dornas de fermentação são interligadas em série, podendo variar em
número e em dimensões, ou seja, este arranjo permite vários esquemas diferentes. O
volume de dornas é distribuído cerca de 70% nas duas primeiras dornas, onde basicamente
ocorre a fermentação, e o restante em 2 a 4 dornas finais, que completam a fermentação do
mosto. O mosto é refrigerado através de trocadores de calor a placa, colocados
externamente à dorna. As leveduras separadas por centrifugação são tratadas com ácido
sulfúrico, de tal forma que o pH fique entre 3,6 a 4,0, sendo recirculadas para as dornas.

72 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
3.17.9 Sistema com um único fermentador
A fermentação contínua pode ser feita em uma única dorna, e estar acoplada à
destilação de forma a se trabalhar com mosto (no início do processo) mais concentrado (40
a 55% em peso) retirando continuamente o álcool do vinho.
Parte da vinhaça é recirculada à dorna para dosar o mosto, acertando o valor desejado
de concentração; nessa recirculação, a vinhaça, através de trocador de calor a placa, pré-
aquece o vinho que alimenta a primeira coluna de destilação. Desta forma, o volume de
vinhaça na base da primeira coluna é bastante reduzido em relação ao processo
convencional.
A levedura, especialmente adaptada para estas condições de operação, é recirculada à
dorna após centrifugação.
3.17.10 Destilação
A destilação é uma operação unitária de separação que se baseia nas diferenças de
volatilidade dos componentes de uma mistura líquida a serem separados.
Ao se aquecer uma mistura líquida homogênea até a ebulição, as bolhas de vapor
produzidas serão mais ricas nos componentes mais voláteis e, portanto, o líquido
remanescente terá composição diferente da mistura original. Se o vapor produzido for
removido e condensado, terá também composição diferente da mistura original.
Repetindo-se esta operação várias vezes e utilizando-se o condensado de uma
operação como a mistura da operação seguinte, pode-se efetuar a separação dos
componentes constituintes da mistura original. Uma coluna de destilação é um vaso
cilíndrico que conta com dispositivos internos para promover o contato líquido-vapor.
Esses dispositivos de contato podem ser uma série de pratos ou bandejas (perfuradas,
valvuladas ou com borbulhadores) ou, ainda, um leito fixo de enchimento.
Quando uma coluna possui pratos acima e abaixo do ponto de alimentação (coluna
fracionadora), existe a possibilidade de ambos os produtos, de topo e de fundo, serem
ricos; o primeiro em componentes mais voláteis e o último nos menos voláteis. O vapor
que sai do prato superior é condensado e parcialmente retornado para o prato de topo,
como refluxo, a fim de garantir uma corrente líquida nos pratos localizados acima da
alimentação.

73 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
A fase vapor é gerada a partir do uso de um trocador de calor indireto (refervedor) na
base da coluna ou através de injeção direta do mesmo. Este, em ascenção, troca calor e
massa com o líquido descendente, de modo a se enriquecer no componente mais volátil
enquanto que o líquido vai se esgotando, isto é, se tornando mais rico nos componentes
menos voláteis. Na situação ideal, a fase líquida e vapor, que saem de um estágio, estariam
em equilíbrio. Entretanto, na prática, isto não se verifica, e o desvio do equilíbrio entre as
fases está ligado à eficiência dos dispositivos de contato.
3.17.11 Destilação do vinho para obtenção do etanol
O vinho resultante da centrifugação do mosto fermentado é enviado para a dorna
volante, o qual alimenta a destilaria, cuja finalidade é purificar e concentrar o álcool obtido
na fermentação.
A destilaria é constituída por uma série de colunas de destilação, variando em número
conforme o tipo e qualidade do álcool. Na grande maioria das destilarias, empregam-se
colunas com pratos ou bandeja circulares com calotas. Modernamente existem aparelhos
de destilação com bandeja perfuradas (sem calotas) ou valvuladas.
As colunas são compostas por gomos que contêm uma série de bandejas em número e
espaçamento variáveis.
Antes da entrada na primeira coluna, o vinho é pré aquecido na faixa de 75 a 80 C no
condensador "E", passando, em seguida, pelo trocador de calor conhecido como K, onde
resfria a vinhaça, que é retirada da base da coluna a uma temperatura em torno de 105°C,
entrando na coluna com temperatura em torno de 90°C.
Esta primeira coluna é dividida em três partes:
• Coluna de esgotamento do vinho: "A";
• Coluna de epuração do vinho: "A1" ou "A'";
• Coluna de concentração de álcool de segunda: "D".
O vinho é alimentado no topo da coluna "A". sendo esgotado à medida que desce a
coluna, produzindo vinhaça que é extraída da base da coluna "A".
Os vapores alcoólicos produzidos na coluna através da energia fornecida por vapor
d'água por troca direta (borbotagem) ou indireta (uso de refervedor). Gera a corrente
denominada flegma, cuja graduação varia em torno de 50% de álcool em volume.

74 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
A coluna "D" recebe vapor de "A1", dando-se a concentração das impurezas de
cabeça ou álcool de segunda. Os vapores gerados na coluna "D" seguem para os
condensadores "R1" e "R2", resfriados a água. O condensado aí gerado é, em parte,
reciclado à coluna como refluxo, e a outra parcela constitui o álcool de segunda, cujo teor
alcoólico fica em torno de 92°GL. Várias destilarias redestilam este álcool juntamente com
o vinho, enviando-o à dorna volante.
O flegma segue para a coluna seguinte, que é constituída de:
• Coluna de retificação: "B"; - Coluna de esgotamento: "B1" ou "B1".
Desta coluna obtém-se a flegmaça como produto de fundo e o álcool hidratado
(96°GL) como produto de topo. Esta coluna possui 3 condensadores, quais sejam- "E"
resfriado através de vinho e os condensadores "E1" e "E2" resfriados a água. Nor-
malmente, esta coluna é aquecida com vapor d'água injetado na base da mesma
Extrai-se também desta coluna o óleo fusel, constituído de produtos secundários da
fermentação representados por álcoois superiores, aldeídos e compostos orgânicos de
elevados pontos de ebulição. O álcool hidratado é resfriado, passa por controle de
qualidade, sendo estocado ou enviado para desidratação para produção de álcool anidro.
A mistura hidroalcoóllica forma um composto azeótropo quando atinge a
concentração de 96°GL, não sendo mais possível separar o álcool da água por destilação
convencional. Na maioria das destilarias utiliza-se o benzeno (comercialmente benzol)
para promover a desidratação.
Na coluna de desidratação "C", obtém-se o álcool anidro como produto de fundo. No
topo estão os condensadores "H" e "H1" que condensam o refluxo na coluna onde,
eventualmente adiciona-se o benzeno de reposição. A figura 3.2 apresenta um fluxo produtivo.
Figura: 3.2 – Configurações processos e produtos
Fonte: P.A.Sys Engenharia e Sistemas ( CONCANA, 2008 )

75 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
CAPÍTULO IV
4. GESTÃO DA MANUFATURA E OS NOVOS PARADIGMAS
PRODUTIVOS
4.1 Introdução
Este capítulo tem como objetivo apresentar os novos paradigmas de manufatura e
verificar as interfaces destes com a produção de açúcar e álcool, que são processos
diferentes dos estudados até o presente momento em outros trabalhos. Os conceitos
apresentados neste capítulo são importantes para o autor fazer as suas conclusões sobre o
processo produtivo de uma unidade sucroalcooleira e classificá-la com relação aos
diferentes tipos de manufatura apresentada pelo Godinho (2004).
A gestão dos processos industriais e ou agrícolas nesta nova configuração do setor
sucroalcooleiro tornam-se fatores importantíssimos para a competitividade da empresa a
níveis de uma estrutura globalizada.
A administração da produção e as estratégias adotadas pelo setor de Planejamento e
Controle da Produção tanto do ponto de vista agrícola ou da manufatura industrial, tornam-
se fatores decisivos na competitividade da empresa. O Planejamento e o Controle da
Produção assume um papel decisório nas relações entre o ambiente industrial e o mercado
consumidor, orientando as decisões em termos de capacidade produtiva (quanto e quando
produzir) dos sistemas operacionais, estoques reguladores de produtos, define prazos
confiáveis de entrega de grande volumes, gerencia os insumos agrícolas e industriais e
relaciona os recursos humanos com as operações industriais na manufatura de bens,
compreendendo estes a fabricação de açúcar, álcool hidratado, álcool anídrico, co-geração
de energia, adubos entre outros.
4.2 Administração da Produção
Para entendermos sobre os novos Paradigmas Estratégicos da Manufatura, tema
abordado por Godinho (2004) é necessário abordarmos alguns conceitos referentes a
administração da produção.
Segundo Corrêa & Gianesi (1996), nos últimos anos, poucas áreas dentro da
Administração de Empresas mudaram tanto como a Administração da Produção. Desde o

76 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP período pós-guerra, o setor de produção e seu pessoal passaram anos sendo isolados do
processo decisório global da empresa. As decisões estratégicas eram tomadas e apenas
comunicadas ao setor de produção para o “cupra-se”.
Atualmente existe maior valorização do papel da manufatura em função do
atingimento dos objetivos estratégico da organização. Segundo Corrêa & Gianisi (1996) as
razões por trás deste renovado interesse podem ser classificados em três categorias
principais, que são:
1. A crescente pressão por competitividade que o mercado mundial tem
demandado das empresas, com a queda de importantes barreiras alfandegárias
protecionistas e o surgimento de novos concorrentes bastante capacitados.
2. O potencial competitivo que representa o recente desenvolvimento de novas
tecnologias de processo e de gestão de manufatura, como os sistemas de
manufatura integrada por computador e os sistemas flexíveis de manufatura.
3. A terceira razão está relacionada ao recente desenvolvimento de um melhor
entendimento do papel estratégico que a produção pode e deve ter no
atingimento dos objetivos globais da organização.
O setor sucroalcooleiro enquadra-se nestas três classificações sendo o grande gargalo,
no entanto o item nº 1 no que se refere a barreiras alfandegárias protecionistas.
A figura 4.1 ilustra a revalorização da manufatura.
Figura: 4.1 – Principais causas por trás da recente revalorização da Manufatura
Fonte: Corrêa & Gianesi (1996)
Crescente pressão por
competitividade
Manufatura
revalorizada
Potencial competitivo das
novas tecnologias de
processos
Melhor entendimento do papel estratégico
da manufatura

77 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
4.2.1 Conceitos da Administração da Produção
Corrêa, Gianesi & Caon (2007) defini Sistema de Administração da Produção como,
os sistemas de informação para apoio à tomada de decisões, táticas e operacionais,
referente às seguintes questões logísticas básicas:
Segundo Godinho (2004), o Sistema de Produção Industrial, é definido, de acordo
com MacCarthy & Fernandes (2000), como sendo um conjunto de elementos (humanos,
físicos e procedimentos gerenciais) inter-relacionados que são projetados para gerar
produtos finais, cujo valor comercial supere o total dos custos incorridos para obtê-los.
Sipper & Bulfin (1997) definem sistema de produção como sendo tudo aquilo que
transforma inputs em outputs, com valor inerente.
Para Fernandes (2003a), Produção é qualquer conjunto de processos (cada um destes
compostos por um conjunto de atividades) executados para se atingir um determinado
objetivo, em geral, transformar recursos em bens e ou serviços lucrativos.
Para Tubino (2000), os sistemas produtivos devem exercer uma série de funções
operacionais, desempenhadas por pessoas, que vão desde o projeto dos produtos, até o
controle dos estoques, recrutamento e treinamento de funcionários, aplicação dos recursos
financeiros, distribuição dos produtos etc.
Tubino (2000) considera a função produção como o centro dos sistemas produtivos,
sendo responsável por gerar os bens ou serviços comercializados pelas empresas. A função
de Produção transforma insumos em bens ou serviços por meio de um ou mais processos
organizados de conversão. A figura 4.2 apresenta alguns exemplos de insumos processos
de conversão e saídas.
• O que produzir e comprar • Quanto produzir e comprar • Quando produzir e comprar • Com que recursos produzir

78 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
Figura 4.2 – Insumos, processos de conversão e saídas
Fonte: TUBINO (2000)
Segundo Azzolini (2004), Sacomano (1991) identifica o fluxo de entradas, processos
de conversão e saídas de um Sistema de Produção de acordo com a figura 4.3.
Figura 4.3 – Esquemas dos Sistemas de Produção Fonte: (SACOMANO, 1991, apuld Azzoline 2004 )
Classificação dos Sistemas de Produção
O significado de Sistemas de Produção foi apresentado no item anterior o que nos
leva a fazer um breve texto informativo quanto à classificação dos Sistemas de Produção, o
que consideramos muito importante para composição teórica desta dissertação.
Entre os sistemas de produção, Godinho (2004) explora duas classificações: A
primeira delas classifica os sistemas de produção em função do tipo de output obtido
(produto discreto ou contínuo) e do tipo de fluxo de produção (único, em lotes e em fluxo).
Segundo Godinho (2004), esta classificação é utilizada por diversos autores para se
determinar os chamados tipos de manufatura (DE TONI & PANIZZOLO, 1992), ou ainda
tipos de processo de produção (SLACK et al, 1997) ou ainda tipos de sistemas de produção
(MOREIRA, 2001). A tabela 4.1 se baseia nestes trabalhos e resume esta classificação.
CONVERSÃO Cortar Alugar
Transportar
INSUMOS Capital
Trabalho Materiais
INSUMOS Capital
Trabalho Materiais
ENTRADAS
Recursos Materiais Dados Energia CUSTOS VARIÁVEIS
PROCESSO DE CONVERSÃO
Transformação Máquinas Interpretação Habilidade
CUSTOS FIXOS
SAÍDAS
Produtos úteis Bens Conhecimento Serviços
RECEITA

79 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
Tabela 4.1: Matriz de classificação e posicionamento dos tipos de manufatura em função do output e do fluxo de produção
Produção de itens discretos
Produção contínua (indústria de processos)
Sistema de Produção de um item único (grandes
projetos)
manufatura individual manufatura única
Sistema de Produção em
lote (job shop)
manufatura intermitente manufatura descontínua
Sistema de Produção
em fluxo
manufatura repetitiva
ou em massa
manufatura contínua
Fonte: Godinho (2004)
A classificação dos sistemas produtivos tem por finalidade facilitar o entendimento
das características inerentes a cada sistema de produção e sua relação com a complexidade
das atividades de planejamento e controle desses sistemas.
De acordo com o fluxo produtivo, Godinho (2004) define três classes de sistemas
de produção e o tipo de manufatura empregada em cada uma delas, que são:
Tabela 4.2: Classes de sistemas de produção de acordo com o fluxo produtivo.
1 - Sistemas de produção
em fluxo
Também chamados fluxos em linha, apresentam uma seqüência linear para se produzir o produto; os produtos são bastante padronizados e fluem de um posto para o outro em uma seqüência prevista; quando o tipo de produto processado é discreto o sistema de produção passa a ser denominado manufatura em massa ou manufatura repetitiva; quando o tipo de produto processado é contínuo, como no caso das indústrias de processo (indústria química, de papel, etc.), a manufatura é dita contínua.
2 - Sistema de produção
em lote
Para o caso de itens discretos a produção é feita em lotes; no término do lote de um produto, outros produtos tomam o seu lugar nas máquinas, caracterizando assim a chamada manufatura intermitente. O dicionário APICS (1987) define manufatura intermitente como: “uma forma de organização da manufatura na qual os recursos produtivos são arranjados por função e os trabalhos passam por entre os departamentos funcionais em

80 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
lotes e cada lote tendo roteiros diferentes”. No caso da produção contínua temos a chamada manufatura descontínua a qual é caracterizada pela produção em lotes de itens contínuos.
3 - Sistema de produção
de um item único
Também chamado de manufatura de grandes projetos, diferencia-se bastante dos anteriores na medida em que cada projeto é um produto único. Neste caso tem-se uma seqüência de tarefas ao longo do tempo, geralmente de longa duração. Alguns autores dividem este tipo de manufatura em manufatura individual e manufatura única conforme o output for um item discreto e contínuo.
Fonte: Godinho (2004)
Para Tubino (2000) “os sistemas de produção podem se classificados, segundo seu
tipo de operação, em dois grupos: processos contínuos e processos discretos. Essa
classificação esta associada ao grau de padronização dos produtos e ao volume de
produção demandada”.
1. Processos contínuos: envolvem a produção de bens ou serviços que não
podem ser identificados individualmente.
2. Processos discretos: envolvem a produção de bens e serviços que podem ser
isolados, em lotes ou unidades, cada lote ou produto podendo ser
identificado individualmente em relação as demais. Os processos discretos
podem ser divididos em processos repetitivos em massa, processos
repetitivos em lotes, processos repetitivos por projetos.
a) Os processos contínuos são empregados quando existe alta uniformidade na
produção e demanda de bens ou serviços; os produtos e os processos
produtivos são totalmente interdependentes, favorecendo a automatização;
não há flexibilidade no sistema.
b) Os processos repetitivos em massa são empregados na produção em grande
escala de produtos altamente padronizados. Normalmente, a demanda pelos
produtos é estável fazendo com que seus projetos tenham pouca alteração
em curto prazo, possibilitando a montagem de uma estrutura produtiva
altamente especializada e pouco flexível, em que os altos investimentos
possam ser amortizados durante um longo prazo. Convencionalmente, a “a

81 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
produção em massa” emprega mão-de-obra pouco qualificada e pouco
polivalente, porém com a implantação de sistemas baseado na filosofia
JIT/TQC. Este quadro vem mudando e outras responsabilidades estão sendo
repassadas aos funcionários como funções de gerenciamento do processo,
por exemplo, a garantia da qualidade e a programação da produção.
c) Processos repetitivos em lotes caracterizam-se pela produção de um volume
medo de bens ou serviços padronizados em lotes; cada lote segue uma série
de operações que necessita ser programada à medida que as operações
anteriores forem realizadas. O sistema produtivo deve ser relativamente
flexível, empregando equipamentos pouco especializados e mão-de-obra
polivalente, visando atender a diferentes pedidos dos clientes e flutuações
do mercado.
d) Os processos por projetos têm como finalidade o atendimento de uma
necessidade específica do cliente, com todas as suas atividades para essa
meta. O produto tem uma data específica para ser concluído e, uma vez
concluído, o sistema produtivo se volta para um novo produto.
Na tabela 4.3 (TUBINO, 2000) estão resumidas as principais características da
classificação dos sistemas de produção por tipos de operações.
Tabela 4.3 - CARACTERISTICAS DOS SISTEMAS DE PRODUÇÃO Contínuo Repetitivo
em Massa Repetitivo em Lotes
Projeto
Volume de produção Alto Alto Médio Baixo
Variedade de
produtos
Pequena Média Grande Pequena
Flexibilidade Baixa Média Alta Alta
Qualificação da
MOD
Baixa Média Alta Alta
Layout Por produto Por produto Por processo Por processo
Capacidade ociosa Baixa Baixa Média Alta
Lead times Baixo Baixo Médio Alto
Fluxo de informações Baixo Médio Alta Alto
Produtos Contínuos Em lotes Em lotes Unitário
FONTE: Tubino (2000)

82 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
Segundo Azzolini (2004), “...a partir das classes de sistemas de produção a seqüência
de fabricação dos produtos permite medir a influência direta das restrições tecnológicas,
determinadas principalmente pelo fluxo das operações das tarefas (produtos) nas máquinas.
Uma alternativa tratada neste trabalho é o uso do layout em grupo, no sentido de
simplificar o fluxo de materiais facilitando o planejamento e controle da produção”.
A relação entre os Tipos de processos de manufatura e os Tipos básicos de layout é
apresentada a seguir.
1. Processos de Projeto – Layout de Posição Fixa; 2. Processos de Tarefa – Layout de Processo e em alguns casos específicos
Layout de Posição Fixa;
3. Processos de Batelada – Layout de Processo e Layout Celular,
dependendo da configuração dos produtos e de acordo com o segmento que
a empresa atende;
4. Processos em Massa – Layout de produto;
5. Processos contínuos – Layout de produto.
Nesta dissertação não se pretende detalhar os tipos de layout e sua utilização
conforme o sistema de produção utilizado pela indústria. Azzolini (2004) na sua tese de
doutorado no capítulo III Técnicas Auxiliares e Sistema de Administração da Produção
apresenta um estudo detalhado sobre os processos de manufatura e seus respectivos layouts
que poderá auxiliar as pessoas interessadas em se aprofundarem neste tema.
4.3 Evolução da Gestão da Manufatura
Godinho (2004) descreve a evolução histórica dos paradigmas da manufatura cujo
resumo vem a seguir:
As funções básicas da manufatura são relativamente constantes: geração do conceito,
projeto, produção e montagem. Sua origem vem do artesão, época da chamada manufatura
artesanal.
Para Womack, et al (1992) a manufatura artesanal “era caracterizada por: força de
trabalho altamente qualificada em projeto, operação de máquinas, ajuste e acabamento;

83 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP organizações extremamente descentralizadas, ainda que concentradas numa só cidade;
emprego de máquinas de uso geral e volume de produção baixíssimo”.
No século XX o paradigma Manufatura em Massa superou a manufatura artesanal.
A Manufatura em Massa e tinha algumas características bastante diferenciadas em relação
à manufatura artesanal:
i ) alta divisão do trabalho;
ii ) alto grau de repetitividade;
iii ) competição baseada na produção de baixo custo;
Nesta modalidade GODINHO ( 2004 ) distingue duas fases:
i ) Manufatura em Massa Precedente (MMP) corresponde ao paradigma
concebido em sua origem. Este paradigma ainda é utilizado e pode ser fonte de
vantagens competitivas.
ii ) Manufatura em Massa Atual (MMA) é a denominação do modelo
de gestão da produção que, mantendo as mesmas características básicas mas com
adaptações mantém a sua utilização nos tempos atuais em vários segmentos da
indústria ( MENDES 2006 ).
As indústrias automobilísticas japonesas para superar o paradigma Manufatura em
Massa desenvolvido por Henry Ford desenvolveram na década de 1950, o conhecido
Sistema Toyota de Produção, popularizado no ocidente com o nome de Produção ou
Manufatura Enxuta (ME). Este paradigma enfatiza: ênfase na melhoria contínua das
operações, eliminação de desperdícios e retrabalhos, diminuição do set up das máquinas
com o intuito de redução do tamanho do lote de produção e conseqüente aumento na
variedade de produtos oferecidos aos clientes.
A teoria da Produção Focada ou Fábrica Focada surgiu com Skinner (1974), este novo
paradigma lançava o conceito que uma empresa deve focar em alguns objetivos. Em suas
próprias palavras: “... se uma fábrica se concentrar numa combinação de produtos estreita
para um nicho de mercado particular, terá um desempenho superior a uma empresa
convencional que tenta uma missão mais ampla”. Muitas empresas americanas adotaram
esta nova abordagem (BOOTH, 1996).
“Outra evolução na manufatura foi efetuada por Hayes & Wheewright (1984), os
quais desenvolveram o conceito da World Class Manufacturing, ou Manufatura de Classe
Mundial. Para Flynn, et al (1999), este novo paradigma foi construído baseado em uma

84 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP profunda análise das práticas implementadas por empresas japonesas e alemãs, bem como
empresas norte americanas, as quais apresentavam performance notável em suas indústrias.
Daí vem o termo Manufatura de Classe Mundial. Hayes & Wheewright (1984) em seu
estudo encontraram muitos pontos em comum entre estas empresas de sucesso e
sumarizaram estes pontos em seis princípios: melhoria na capacidade e nas competências
da força de trabalho; competência técnica e gerencial; competição através da qualidade;
participação (envolvimento) da força de trabalho; desenvolvimento de máquinas únicas
(difíceis de serem copiadas) com ênfase na manutenção; melhoria contínua incremental”
(GODINHO 2004).
Os três mais recentes paradigmas de gestão surgiram no início dos anos 90; são eles:
1. Manufatura Responsiva (RM) - Competição Baseada no Tempo: A
competição baseada no tempo foi primeiramente proposta por Stalk & Hout
(1990). Para Booth (1996), esta nova estratégia de gestão da manufatura
enfatiza a redução do tempo de desenvolvimento do produto e do tempo de
produção como fatores vitais para o aumento da competitividade de uma
empresa. Ainda de acordo com este autor, os benefícios para esta redução do
tempo incluem melhoria nos padrões de atendimento ao cliente (com relação
à velocidade de entrega) e maior inovação.
2. Customização em Massa (CM) – este termo foi utilizado primeiramente em
1987 com Stanley Davis, posteriormente Da Silveira, et al (2001) define
customização em massa como a habilidade de fornecer produtos e serviços
projetados individualmente para cada consumidor através de altíssima
agilidade, flexibilidade no processo e integração e a um custo perto dos itens
feitos pela Manufatura em Massa.
3. Manufatura Ágil (MA) - O termo Manufatura Ágil (MA) surgiu e foi
popularizado em 1991 em um relatório Goldman, et al, 1991 (apud
GODINHO, 2004) o qual mostrava que um novo ambiente de manufatura está
surgindo. Este novo ambiente é caracterizado pela incerteza e por mudanças
constantes. Segundo Godinho (2004) Manufatura Ágil é aquela que possui
como objetivos principais: responder a mudanças inesperadas de maneira
correta e no tempo devido e saber explorar estas mudanças, entendendo-as
como uma oportunidade, um meio de ser lucrativo.

85 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
Paradigmas Estratégicos da Gestão da Manufatura (PEGEMs) – GODINHO (2004)
Para Godinho (2004); “Paradigmas Estratégicos de Gestão da Manufatura são
modelos/padrões estratégicos e integrados de gestão, direcionadas a certas situações do
mercado, que se propõem a auxiliar as empresas a alcançarem determinado(s) objetivo(s)
de desempenho (daí o nome estratégicos); paradigmas estes compostos de uma série de
princípios e capacitadores (daí a denominação gestão) que possibilitam que a empresa, a
partir de sua função manufatura (daí a denominação manufatura), atinja tais objetivos,
aumentando desta forma seu poder competitivo”.
São definidos quatro elementos-chaves que constituem os pilares de um PEGEM, que
são:
1. Os direcionadores: são as condições do mercado que possibilitam ou
requerem ou facilitam a implantação de determinado PEGEM;
2. Os princípios: são as idéias (ou regras, fundamentos, ensinamentos) que
norteiam a empresa na adoção de um PEGEM. Os princípios representam
o “o quê” deve ser feito para se atingir os objetivos de desempenho da
produção;
3. Os capacitores: são as ferramentas, tecnologias e metodologias que devem
ser implementadas. Os capacitadores representam o “como” seguir os
princípios, alcançando-se desta forma excelentes resultados com relação
aos objetivos de desempenho da produção.
4. Os objetivos de desempenho da produção: são os objetivos estratégicos da
produção relacionados com o paradigma. Cada PEGEM está relacionada a
determinados objetivos de desempenho da produção.
Os quatro elementos-chave de um Paradigma Estratégico de Gestão da Manufatura

86 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
Figura 4.4 - PEGEM
Fonte: GODINHO 2004
Para Godinho (2004) são considerados PEGEM os processos de manufatura
relacionados a seguir:
O autor considera importante essa evolução histórica da manufatura apresentada por
Godinho (2004), pois nas conclusões finais vamos recorrer a esses conceitos para justificar
a evolução da manufatura utilizada pelo setor sucroalcooleiro que de uma manufatura
inicialmente artesanal evoluiu para uma Manufatura em Massa – MM e atualmente a
produção do setor demonstra uma convergência para a Manufatura Enxuta – ME.
Objetivos estratégicos da produção
Numa contextualizarão maior, vários autores conceituam estratégia empresarial
como “o desenvolvimento de uma fórmula ampla para o modo como uma empresa irá
competir, quais devem ser suas metas e quais as políticas necessárias para levarem-se a
Manufatura Enxuta - ME
Manufatura em Massa Atual - MMA
Manufatura Responsiva - MR
Customização em Massa - CM
Manufatura Ágil - MA
87 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP cabo estas metas” (PORTER 1986). Ainda para este autor a essência da formulação de uma
estratégia competitiva é relacionar uma empresa ao seu ambiente competitivo.
Para Mendes (2006) “A estratégia é o insumo de conexão entre ambientes que
agregam os recursos (financeiros, tecnológicos, humanos, etc.) e a história das empresas.
Assume papel primordial na organização, uma vez que sua estrutura e seus processos
(administrativos, de produção e marketing, como exemplo) são elaborados para atender um
conjunto de decisões”.
Segundo Godinho (2004), dentro da literatura a respeito de estratégia empresarial
existe uma hierarquia formalizada por Wheelwright (1984), e utilizada por outros autores
como Pires (1995) e Slack, et al (1997). Esta hierarquia classifica as estratégias
empresariais em três níveis hierárquicos que apresentaremos resumidamente:
1. Estratégia corporativa: as principais decisões estratégicas neste nível
estão relacionadas a questões como: a) em quais negócios a
corporação deve estar? (quão diversificada deve ser a corporação?);
b) quais negócios adquirir e de quais desfazer-se?; c) como alocar o
capital para os diferentes negócios?; Dentre outras. Uma observação
importante sobre o nível corporativo é apontada por PORTER (1987),
o qual defende que a competição ocorre no nível da unidade de
negócios, em outras palavras, a corporação não compete e sim suas
unidades de negócios.
2. Estratégia da unidade de negócios: Para PIRES (1995) uma unidade
de negócios costuma ser representada por uma divisão, por uma
empresa, por uma unidade fabril ou por uma linha de produtos dentro
de uma corporação. Ainda segundo esse autor, a maior parte do que
se tem escrito sobre estratégia da unidade de negócios é baseada ou
influenciada por PORTER (1986, 1987). Estes trabalhos baseiam-se
na competitividade industrial, identificando 5 forças competitivas que
dirigem a concorrência na indústria. São elas: 1) ameaça de novos
competidores; 2) rivalidade entre os concorrentes existentes; 3)
ameaça de produtos substitutos; 4) poder de barganha dos
compradores; 5) poder de barganha dos compradores.

88 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
3. Estratégias funcionais: o terceiro nível estratégico é representado
pelas estratégias funcionais (finanças, marketing produção, dentre
outras), das quais nos focamos na estratégia da produção.
Estratégia de Produção é definida em SLACK et al (1996) como sendo o padrão
global de decisões e ações, que define o papel, os objetivos, e as atividades da produção de
forma que estes apóiem e contribuam para a estratégia de negócios da organização.
A partir das definições estratégicas, entendemos que a função produção contribui para
a realização da estratégia corporativa através dos objetivos estratégicos da produção.
Segundo (GODINHO 2004), Slack et al (1997) define cinco objetivos estratégicos
da produção que são apresentados detalhadamente a seguir :
1. Qualidade: produtos livres de erro, de acordo com as especificações;
com atributos presentes, de acordo com as necessidades da maioria
dos consumidores e a um preço aceitável.
2. Rapidez (velocidade): O conceito de rapidez, ou velocidade, está
relacionado a quanto tempo os consumidores precisam esperar para
receber seus produtos, sendo que para isto o sistema de produção
deve fornecer um fluxo rápido de produção, ou em outras palavras,
operações rápidas.
3. Pontualidade: Pontualidade significa fazer o produto em tempo para
os consumidores receberem seus bens quando foram prometidos.
Isto implica em uma pontualidade entre as operações internas do
sistema produtivo.
4. Flexibilidade: Flexibilidade significa ser capaz de mudar de alguma
forma. Flexibilidade de curto prazo: Está relacionada a habilidade
do sistema de produção conseguir realizar trocas rápidas nos
equipamentos (baixo tempo de set up), fornecendo uma variedade
de produtos dentro de uma certa gama de opções limitada. Esta
flexibilidade tem um alto relacionamento com as flexibilidades de
volume, de entrega e de mix de SLACK et al (1997). Flexibilidade
de longo prazo: Está relacionada ao nível tecnológico do sistema de
produção; em outras palavras esta flexibilidade está relacionada à
capacidade do sistema de produção conseguir fornecer uma ampla

89 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
gama de produtos e serviços diferentes ao cliente; portanto esta
flexibilidade permite ao sistema de produção trabalhar com uma
variedade bem maior que a flexibilidade de curto prazo.
5. Custo: Este objetivo está diretamente relacionado ao preço cobrado
pelo produto. Ele está relacionado a uma alta produtividade das
operações internas.
Godinho (2004) acrescenta as esses objetivos estratégicos da produção os objetivos
primários e secundários que estão relacionados diretamente com os PEGEMs citados nesta
dissertação.
Objetivos Primários:
1. Ciberneticidade: É o alto nível de utilização da tecnologia de
informação para a melhoria dos processos produtivos da empresa.
Este objetivo está relacionado à capacidade da empresa oferecer
uma tecnologia de informação que ajude o cliente a preencher suas
expectativas com relação ao negócio que está realizando com a
empresa.
2. Adaptabilidade: (GORANSON, 1999), está relacionada a habilidade
de mudar (se adaptar) frente a oportunidades inesperadas. Já uma
segunda definição, de FERNANDES & MACCARTHY (1999),
conceitua adaptabilidade como sendo a habilidade da equipe de
projeto de produto lançar novos produtos, satisfazendo as
necessidades dos consumidores em termos de novos produtos ao
longo do tempo.
Objetivos Secundários:
1. a) Variedade 1 (Variedade simples ou variedade de coisas
semelhantes, ou ainda, diferenciação): este objetivo está relacionado
a capacidade do sistema de produção fornecer uma pequena
variedade de produtos alternativos.
b) Variedade 2 (Alta variedade de coisas distintas ou
diversificação): este segundo tipo de variedade está relacionado à

90 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
capacidade do sistema de produção em fornecer alta variedade de
produtos e serviços aos clientes.
c) Variedade 3 (Variedade direcionada ao cliente ou
“customabilidade”): é a capacidade da operação em prover soluções
individuais para clientes diferenciados dentro de um mix de
produtos pré estabelecido.
d) Variedade 4 (Variedade Ágil ou agilidade): a) tem como conceito
principal a customização em massa e está relacionada a idéia de
prover soluções a clientes diferenciados. b) está relacionada a
habilidade da empresa prosperar em um ambiente em constante
mudança. Porém, dentro deste conceito, a mudança é constante no
ambiente e pode ser representada por uma taxa de mudança. Esta
mudança é geralmente resultante de inovações tecnológicas. c) está
totalmente relacionado à habilidade de mudar quando uma
oportunidade inesperada aparece.
Para Godinho (2004), o processo evolutivo das manufaturas apresentadas neste
capítulo, Manufatura em Massa Atual - MMA, Manufatura Ágil - MA, posteriormente para
Manufatura Enxuta – ME, em seguida para Responsiva – MR e Customização em Massa,
apontou para a necessidade de incorporação de mais objetivos estratégicos em cada fase da
jornada evolutiva dos paradigmas.
Portanto, Godinho (2004) acredita que a necessidade de focar novos objetivos de
desempenho originou cada um dos PEGEMs, sendo que cada um destes PEGEMs traz
consigo princípios e capacitadores exclusivos relacionados basicamente ao objetivo de
ganhador de pedido (primário ou secundário) que a originou; outros objetivos, na
impossibilidade de terem o mesmo tratamento do principal objetivos (por razão da
existência dos trade offs), são tratados como qualificadores.

91 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
Tabela 4.4: PEGEMs: princípios e capacitadores exclusivos e objetivos estratégicos ganhadores de pedido relacionados.
PEGEM Princípios Exclusivos Capacitadores
Exclusivos
Objetivos de desempenho ganhador de pedido relacionado
Manufatura em Massa Atual
Alta especialização do trabalho; foco em clientes sensíveis aos baixos preços; padronização do produto, sendo que alguma diferenciação é possível; foco na Eficiência
operacional/alta
produtividade
Economia de escala; uso intensivo de máquinas especializadas; ambientes de produção em massa; roteiros estritamente fixos e inflexíveis.
Produtividade
Manufatura Enxuta
Foco total na qualidade; fornecer ao cliente ampla diferenciação de produtos, com pouca diversidade; identificar cadeia de valor e eliminar desperdícios; produção puxada (JIT); busca da perfeição; autonomação/qualidade seis sigma; gerenciamento visual voltado à qualidade
Trabalhar com ambientes repetitivos; Seis Sigma; Kanban.
Qualidade
Manufatura Responsiva
Escolher o consumo de tempo como parâmetro crucial; fornecer aos clientes ampla diversidade de produtos; direcionar a empresa para os clientes mais atraentes e sensíveis ao tempo; estabelecer o ritmo de inovação do setor industrial; sistema integrado de trabalho em toda a cadeia e estruturado para a eliminação de tempos desnecessários; sincronização da programação da produção e das
Utilização de medidas de desempenho baseadas no tempo; existência de uma rede de fornecedores confiável; tecnologias e sistemas de informação voltados para melhoria da integração interna e melhorias da eficiência no quesito tempo; capacitadores voltados à redução do tempo de desenvolvimento de novos produtos; sistemas de produção, na maioria das vezes, semi repetitivos, SICOPROCs responsivos (CONWIP H, PBC, OPT ou sistema de alocação de
Responsividade
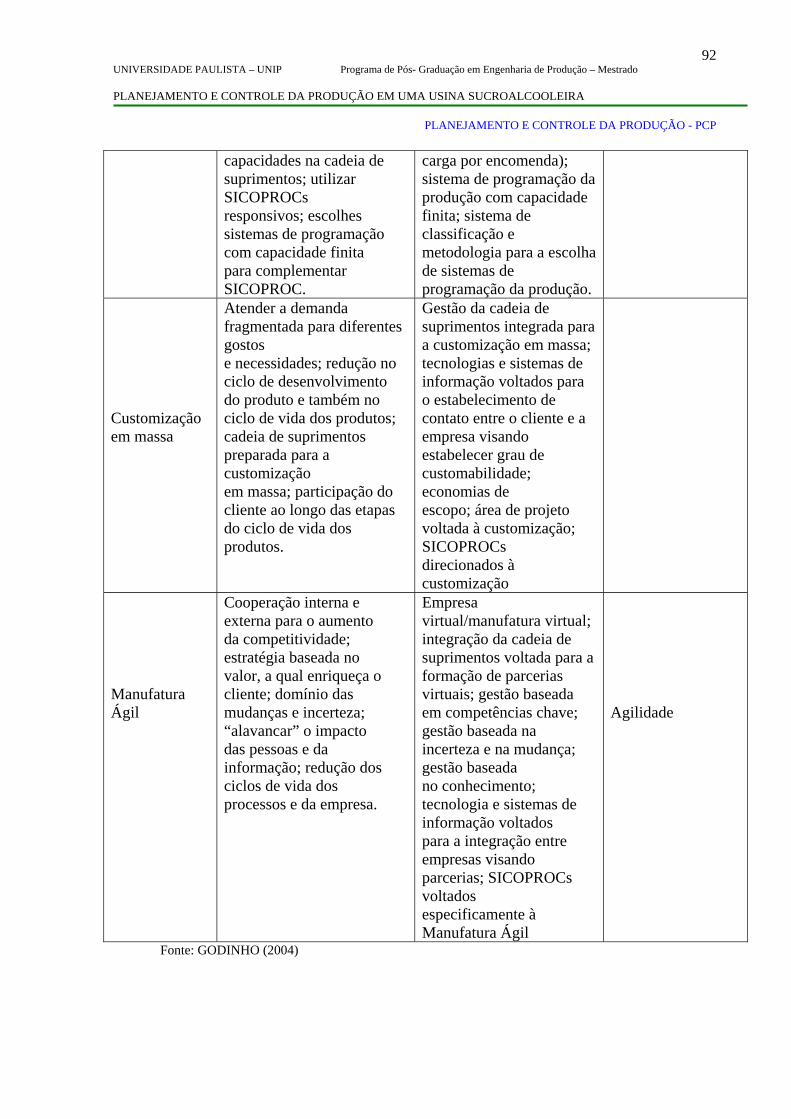
92 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
capacidades na cadeia de suprimentos; utilizar SICOPROCs responsivos; escolhes sistemas de programação com capacidade finita para complementar SICOPROC.
carga por encomenda); sistema de programação da produção com capacidade finita; sistema de classificação e metodologia para a escolha de sistemas de programação da produção.
Customização em massa
Atender a demanda fragmentada para diferentes gostos e necessidades; redução no ciclo de desenvolvimento do produto e também no ciclo de vida dos produtos; cadeia de suprimentos preparada para a customização em massa; participação do cliente ao longo das etapas do ciclo de vida dos produtos.
Gestão da cadeia de suprimentos integrada para a customização em massa; tecnologias e sistemas de informação voltados para o estabelecimento de contato entre o cliente e a empresa visando estabelecer grau de customabilidade; economias de escopo; área de projeto voltada à customização; SICOPROCs direcionados à customização
Manufatura Ágil
Cooperação interna e externa para o aumento da competitividade; estratégia baseada no valor, a qual enriqueça o cliente; domínio das mudanças e incerteza; “alavancar” o impacto das pessoas e da informação; redução dos ciclos de vida dos processos e da empresa.
Empresa virtual/manufatura virtual; integração da cadeia de suprimentos voltada para a formação de parcerias virtuais; gestão baseada em competências chave; gestão baseada na incerteza e na mudança; gestão baseada no conhecimento; tecnologia e sistemas de informação voltados para a integração entre empresas visando parcerias; SICOPROCs voltados especificamente à Manufatura Ágil
Agilidade
Fonte: GODINHO (2004)

93 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP Sistema de Coordenação de Ordens de Produção e Compra – SICOPROC
Vamos apresentar nesta dissertação os principais SICOPROCs existentes
atualmente na literatura de Gestão da Produção, devidamente classificado por (GODINHO
2004). De acordo com FERNANDES (2003b apud GODINHO 2004) dada à importância
dos SICOPROCs para o Controle da Produção, estes sistemas são muitas vezes
denominados Sistemas de Controle da Produção, ou até mesmo, por abuso de linguagem,
de Sistemas de Planejamento e Controle da Produção.
Uma primeira classificação dos SICOPROCs foi proposta por Burbidge (1988 apud
GODINHO 2004), o qual dividiu estes sistemas em três grandes grupos:
1. Sistemas para fazer de acordo com o pedido (quando não se
produz para estoque, mas sim para ordens de clientes);
2. Sistemas de estoque controlado (nos quais as decisões de produção
se baseiam nos níveis de estoque);
3. Sistemas de fluxo controlado (quando as decisões são baseadas na
conversão do MPS para necessidades de itens componentes).
Uma alteração a este sistema de classificação foi proposto por Fernandes (1991), o
qual subdividiu os itens ii) e iii) anteriores de acordo com a relação entre o fluxo de
materiais e o fluxo de informações nos sistemas de produção. Quando o fluxo de
informações caminha na mesma direção que o fluxo de materiais pode dizer que o sistema
empurra a produção; já quando o fluxo de informações caminha em direção oposta ao
fluxo de materiais dizemos que o sistema puxa a produção.
Dessa forma, para Fernandes (1991), os SICOPROCs se subdividem em 5 grandes
grupos:
1. Sistemas de pedido controlado;
2. Sistemas de estoque controlado que empurra a produção;
3. Sistemas de estoque controlado que puxa a produção;
4. Sistemas de fluxo controlado que empurra a produção;
5. Sistemas de fluxo controlado que puxa a produção.

94 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
Fernandes (2003b apud GODINHO 2004) modifica um pouco as duas classificações
anteriores, classificando os SICOPROCs em quatro grupos. A seguir apresentamos esta
classificação, alocando em cada categoria os principais e mais utilizados SICOPROCs.
4.3.1 SICOPROC - Sistemas de pedido controlado
Nesse tipo de sistemas é impossível manter estoques de produtos finais. Dois sistemas
de pedidos controlados citados por Fernandes (2003b) são:
1. Sistema de programação por contrato: é utilizado para tratar produtos de
grande complexidade, fabricados sob encomenda. A coordenação de
ordens neste caso deve ser feita de forma que o contrato estabelecido seja
cumprido e que este não custe mais do que o planejado. Basicamente esta
coordenação segue algumas etapas que vão desde o projeto do produto e
de seus componentes até a emissão efetiva das ordens de fabricação de
todos os componentes. Este sistema envolve também a elaboração de
cronogramas (neste passo são úteis as técnicas PERT (Program Evaluation
and Review Technique/CPM (Critical Path Method) são utilizadas), o
planejamento de métodos de produção, a programação de operações e
materiais e análises de capacidade/alocações de cargas.
2. Sistema de alocação de carga por encomenda: de acordo com Burbidge
(1988) este sistema aplica-se a sistemas de produção não repetitivos nos
quais as encomendas são itens indivisíveis. Basicamente este SICOPROC
tem como objetivo transformar os pedidos de clientes em ordens de
fabricação e requisições de compra, se preocupando em alocar as ordens
de forma a cumprir os prazos de entrega. Dessa forma, neste sistema, a
estimativa de tempos e a manutenção de um registro do saldo de carga nos
centros de trabalho (pelo menos nos gargalos) são vitais. O gráfico de
Gantt é uma ferramenta que pode ser utilizada para ajudar nestas duas
tarefas.
95 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
4.3.2 SICOPROC - Sistemas de estoque controlado que puxa a produção
Nestes sistemas as decisões são baseadas no nível de estoque, o qual puxa a produção.
Fernandes (2003b) classifica 4 sistemas dentro desta categoria.
1. Sistema de revisão contínua: este conhecido sistema aparece na literatura
com vários nomes, dentre eles, sistema de duas gavetas, sistema de ponto
de reposição e sistema de estoque mínimo. A lógica deste sistema é
sempre emitir uma ordem quando o nível de estoque cai abaixo de um
determinado nível. Uma versão mais trabalhada deste sistema considera
uma demanda estocástica durante o lead time e trabalha com o lote
econômico. O sistema de revisão contínua geralmente é associado na
literatura a itens de menor valor (BURBIDGE, 1975; HAUTANIEMI &
PIRTILLA, 1999) e a situações nas quais é difícil relacionar as
necessidades dos componentes com as necessidades dos produtos finais.
2. Sistemas de revisão periódica: neste sistema são emitidas ordens em
períodos regulares e fixos. A quantidade destas ordens é calculada visando
chegar a um nível máximo de estoque, o qual é calculado partindo-se de
determinado nível de serviço que se deseja e de distribuições de
probabilidade da demanda durante o lead time (lead time de suprimento
mais o período de revisão).
3. Sistemas CONWIP EC: o sistema CONWIP foi introduzido por Sperman
et al (1990). Por CONWIP EC, Fernandes (2003b. apud, GODINHO
2004) entende um sistema cuja lógica é manter constante o estoque em
processo, o qual é necessariamente igual ao número de containeres na
linha de produção. Basicamente o fluxo de informação e materiais do
CONWIP EC é a seguinte: após o final do último estágio de produção, o
material produzido vai para o estoque, enquanto o container volta para o
início da linha e recebe outro cartão que estava no início de uma fila de
cartões. Já o cartão que estava anteriormente neste contêiner volta para o
final da lista de cartões. Devemos notar que este sistema puxa a produção

96 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
uma vez que o fluxo de informações (representado pelo cartão) vai em
direção contrária ao fluxo de materiais.
4. Sistemas kanban de duplo cartão: este sistema trabalha com dois tipos de
cartões:
a) kanbans de transporte (também chamados cartões de requisição ou de
transferência), os quais circulam entre dois setores produtivos
consecutivos e tem por finalidade autorizar a movimentação do material
de uma estação de trabalho para outra;
b) kanbans de produção, os quais circulam dentro de um único setor
produtivo e tem por finalidade autorizar a produção de um determinado
item. Detalhes sobre o funcionamento deste SICOPROC podem ser
encontrados em Volmann et al (1997 apud, GODINHO 2004) ou Sipper
& Bulfin (1997 apud, GODINHO 2004).
4.3.3 SICOPROC - Sistemas de Fluxo Programado que empurra a produção
Estes sistemas baseiam sua decisão na transformação das necessidades do MPS
(Programa Mestre de Produção) em itens componentes por um departamento de
Planejamento e Controle da Produção centralizado. Além disso, o fluxo de materiais segue
a mesma direção do fluxo de informações, ou seja, a produção é empurrada.
1. Sistema de estoque base: neste sistema são emitidas pelo departamento de
PCP, no início do período, ordens de fabricação e compra para os diversos
setores de produção. Os lotes são definidos a partir de quantidades consumidas
no período anterior (ou previsão para o período futuro) somados a uma
quantidade em estoque que se deseja ter no final do período menos a quantidade
já disponível em estoque no início do período. Quando as ordens chegam aos
departamentos, a produção é empurrada em direção ao próximo setor produtivo.
2. PBC - Period Batch Control: Basicamente o esquema do PBC é o seguinte:
partindo-se de um programa mestre de produção definido para ciclos de igual
tamanho, é feita a “explosão” deste plano para definir as quantidades a serem
produzidas de cada item dentro do ciclo em questão. Após isso, atribui-se
tempos para as etapas do processo, incluindo vendas, montagem, fabricação de

97 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
componentes e emissão de ordens/obtenção de materiais. A implantação do
PBC requer algumas condições: o tempo de processamento de todos os
produtos deve ser menor que um período (portanto, itens com lead times
grandes, que não podem ser reduzidos, não podem ser controlados pelo PBC); o
tempo de set up deve ser reduzido para que quando se desejar trabalhar com
períodos mais curtos não haja prejuízo à capacidade da fábrica; os lead times de
compras devem ser menores que um período (altos lead times de suprimentos
inviabilizam o uso do PBC para controlar estes itens). Uma maneira de se tentar
atenuar a primeira e a segunda limitação é a utilização de layout celular
(BURBIDGE, 1975). Outra observação importante sobre o PBC é com relação
ao nível de repetitividade do sistema de produção adequado ao seu uso: de
acordo com MacCarthy & Fernandes (2000 apud GODINHO, 2003), o PBC é
um sistema destinado a sistemas de produção repetitivos ou semi repetitivos.
3. MRP: O MRP (Material Requirements Planning) e o seu sucessor (MRP II)
são sistemas de grande porte. Estes sistemas, desde os anos 70, têm sido
implementados na maioria das grandes empresas ao redor do mundo (CORRÊA
& GIANESI, 1996 apud, GODINHO 2004). O MRP permite que, com base na
decisão de produção dos produtos finais (MPS), seja determinado
automaticamente o que, quanto e quando produzir e comprar os diversos itens
semiacabados, componentes e matérias primas. O MRP II é uma evolução do
MRP, a qual leva em conta também decisões de capacidade, ou seja inclui a
questão de como produzir às questões já respondidas pelo MRP. O MRP II
utiliza uma lógica estruturada de planejamento que prevê uma seqüência
hierárquica de cálculos, verificações e decisões, visando chegar a uma liberação
planejada de ordens viável em termos de disponibilidade de materiais e de
capacidade produtiva. Uma grande vantagem dos sistemas MRP é a possibilidade
de sua implantação em ambientes com grande variedade de produtos com
estruturas complexas, ambientes estes não propícios à utilização da grande
maioria dos SICOPROCs. Por outro lado, por ser um sistema de grande porte,
requer grandes investimentos (maior que a grande maioria dos SICOPROCs),
além de apresentar grande dificuldade no dimensionamento de lead times e não

98 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
tratar de forma desejável a questão da programação no curto prazo, uma vez que
é um sistema de capacidade infinita.
4. OPT (Optimized Production Technology): O OPT, de acordo com Correa &
Gianesi (1996 apud, GODINHO 2004) é um sistema que se compõe de pelo
menos dois elementos fundamentais:
a) sua filosofia (a qual é explicitada por nove princípios intuitivos (alguns
autores citam dez), os quais basicamente tentam maximizar o fluxo de produtos
vendidos e reduzir os níveis de estoques no sistema e de despesas operacionais.
b) um software. Basicamente o OPT reconhece a existência de dois tipos de
recursos produtivos: os gargalos e os não gargalos. Os recursos gargalos são
aqueles que limitam a capacidade produtiva do sistema e, portanto devem ser
tratados de forma especial. Toda a programação nos outros centros produtivos
são originadas da programação dos gargalos. As vantagens da utilização do
OPT estão relacionadas a reduções de lead time e estoques. As limitações estão
relacionadas aos altos custos e dificuldades de utilização e análises do software
(de acordo com VOLLMANN et al (1997 apud, GODINHO 2004) o OPT não é
transparente e é difícil de entender).
5. Sistema de lotes componentes;
6. Sistema do lote padrão: não trataremos destes dois sistemas, pois de acordo
com Fernandes (2003b) estes se encontram atualmente em desuso (GODINHO
2004).
4.3.4 SICOPROC - Sistemas Híbridos
Os sistemas híbridos têm características das duas classes anteriores:
1. Sistema de controle MaxMin: de acordo com Fernades (2003b apud
GODINHO 2004 ) este sistema é mais utilizado para controlar o fornecimento
de componentes e materiais comprados de baixo valor. Além disso, neste tipo
de sistema, as entregas devem ser feitas em intervalos regulares, cobrindo
uma necessidade fixa por período. O procedimento básico deste sistema é o
seguinte: são definidos os programas de necessidade para cada item e então
fixados limites de variação para o estoque: o limite inferior geralmente

99 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
corresponde a um estoque de reserva para o caso de atrasos no fornecimento
ou aumentos no consumo, enquanto que o limite superior geralmente é
formado pelo estoque de reserva somado ao lote de entrega (necessidade).
Finalmente é realizado um acompanhamento dos níveis de estoque dentro
destes níveis de controle, corrigindo-os se necessário.
2. Sistema CONWIP H: Este sistema é bastante parecido com o CONWIP EC
descrito anteriormente. A diferença é que a lista de cartões é gerada a partir da
explosão do programa mestre de produção (MPS), vindo, portanto do
departamento de PCP. Esta lista é chamada por alguns autores (SIPPER &
BULFIN, 1997; por exemplo) de lista de pedidos em carteira (backlog list).
Desta forma neste sistema as decisões são originadas do PCP a partir da
explosão do MPS, ao mesmo tempo em que o fluxo de informações é contrário
aos de materiais. Isto confere uma característica híbrida a este sistema
(FERNANDES, 2003b apud, GODINHO 2004).
3. Sistema Kanban de cartão único: Para Fernandes (2003b apud, GODINHO
2004) existem algumas variações para o kanban de cartão único na literatura.
Sistemas com apenas o cartão de requisição ou com apenas o cartão de
produção são dois exemplos destas variações. No caso do sistema kanban
com apenas o cartão de requisição, a lógica é a seguinte: quando um centro de
trabalho requer mais componentes para ser processado ele coleta um
contêiner cheio direto da armazenagem do estágio anterior. Após a produção,
o contêiner vazio é enviado ao estágio de produção anterior e este representa
o sinal parta a produção neste estágio. Já o cartão de requisição vai para uma
caixa de espera. A saída deste cartão da caixa de espera de volta ao ponto de
estocagem representa a autorização para a movimentação de mais um
contêiner cheio. Já no caso do sistema kanban com apenas o cartão de
produção o operador inicia a produção a partir de uma prioridade estabelecida
por um painel com faixas de diferentes cores (usualmente vermelha, amarela
e verde). Tendo-se esta prioridade este operador vai até a estação de trabalho
anterior e pega o material necessário a produção do item, colocando no painel
desta operação anterior o kanban de produção. Em ambos os casos, para o
sistema ser considerado híbrido há necessidade de o último estágio ser

100 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
programado; caso isto não ocorra, o sistema passa a ser do tipo de estoque
controlado. Algumas observações a respeito do sistema kanban são válidas
tanto para os sistemas de cartão único como para os sistemas de cartão duplo
vistos anteriormente: reconhecidamente o “kanban não é para todos”
(SIPPER & BULFIN (1997 apud, GODINHO 2004); altos tempos de set up,
demanda muito variável e alta variedade de produtos inviabilizam a utilização
deste sistema.
4. Sistema RDB (corda, tambor, pulmão): Assim como o OPT, também o
RDB é baseado na teoria das restrições. A idéia básica do RDB é que haja
uma sincronização entre as etapas produtivas. Para Sipper & Bulfin (1997
apud, GODINHO 2004) a característica mais importante do RDB é que o lote
de produção não é necessariamente igual ao lote de transferência. Na verdade
a lógica do sistema faz com que todas as estações de trabalho trabalhem no
mesmo ritmo do gargalo (tambor) e existe um feedback de informação
(corda) para o estoque de matérias primas. Antes do gargalo é mantido um
estoque de materiais (pulmão) a fim de manter a produção neste recurso caso
haja problemas nas estações anteriores.

101 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
CAPÍTULO V
5. PLANEJAMENTO E CONTROLE DA PRODUÇÃO – PCP – Estudo
de Caso
5.1 Introdução
Este capítulo apresenta os conceitos relacionados ao Planejamento e Controle da
Produção – PCP e faz um estudo sobre a forma de aplicação destes conceitos em uma usina
sucroalcooleira. Define as estratégias empregadas para a realização do planejamento da
produção e o plano-metre de produção levando se em consideração a demanda de mercado
e a capacidade produtiva da empresa.
5.2 Conceitos aplicados ao Planejamento e Controle de Produção
Integrando ao capítulo Gestão da Manufatura e os Novos Paradigmas Estratégicos o
Planejamento e Controle da Produção – PCP perpassa por todos os ambientes das
manufaturas citadas pelo (GODINHO 2004) tornando o PCP como uma ferramenta
estratégica na administração dos diferentes Sistemas Produtivos que compreende as
atividades de marketing, finanças e produção.
Em um sistema produtivo, ao serem definidas suas metas e estratégias, faz-se
necessário formular planos para atingi-las, administrar os recursos humanos e físicos com
base nesses planos, direcionar a ação dos recursos humanos sobre os físicos e acompanhar
esta ação, permitindo a correção de prováreis desvios. No conjunto de funções dos
sistemas de produção aqui descritos (marketing, finanças e produção), essas atividades são
desenvolvidas pelo Planejamento e controle da Produção (PCP), este conceito é de autoria
de Tubino (2000) o qual servimos de referencia para a composição inicial deste capítulo.
Faz-se necessário uma breve conceituação dos temas a serem tratado neste capítulo
para melhor entendimento das funções do PCP.

102 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP 5.2.1 Classificação do sistema produtivo
Para Godinho (2004) a classificação dos processos produtivos é dividida em:
1. Sistema de Produção de um item único (grandes projetos)
2. Sistema de Produção em lote (job shop)
3. Sistema de Produção em fluxo
Para efeito desta dissertação, vamos focar o sistema de produção em fluxo, o qual está
relacionado com o perfil dos processos de fabricação das usinas sucroenergéticas. A
classificação do sistema produtivo contribui para as atividades relacionadas ao PCP.
Sistema de produção em fluxo: também chamado fluxo em linha, apresenta uma
seqüência linear para produzir o produto; os produtos são bastante padronizados e fluem de
um posto para o outro em uma seqüência prevista; quando o tipo de produto processado é
discreto o sistema de produção passa a ser denominado manufatura em massa ou
manufatura repetitiva; quando o tipo de produto processado é contínuo, como no caso das
indústrias de processo (indústria química, de papel, etc.), a manufatura é dita contínua
(GODINHO 2004).
Variedade 1: No capítulo três vimos que (variedade simples ou variedade de coisas
semelhantes, ou ainda, diferenciação): este objetivo está relacionado a capacidade do
sistema de produção fornecer uma pequena variedade de produtos alternativos (GODINHO
2004). Neste sentido, a empresa vem oferecendo para o mercado ou para consumo interno
produtos diferenciados a partir da mesma matéria prima. Conforme relação apresentada a
seguir:
1. Produtos tradicionais: açúcar e álcool;
2. Novos produtos para o mercado consumidor: óleo fúsel e levedura seca;
3. Para consumo interno: Torta de filtro e vinhaça;
4. Para consumo interno e externo: Co-geração de energia.
Para (GODINHO 2004) A Manufatura Enxuta apresenta clara ênfase na qualidade,
porém ainda permanecem preocupações com a produtividade e já se tem uma grande
preocupação com a variedade 1 (variedade simples ou diferenciação). Apesar de
acreditarmos que a diferenciação é um qualificador tanto para a Manufatura em Massa
Atual quanto para a Manufatura Enxuta, na Manufatura Enxuta este grau de diferenciação
é muito maior.

103 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
Tomando como base os três conceitos citado por Godinho (2004) sobre sistema de
produção em fluxo, variedade e Manufatura Enxuta, podemos classificar o sistema
produtivo da usina pesquisada em:
- Sistema de produção em fluxo ou Processo contínuo com implantação de
conceitos de Manufatura enxuta. Caracterizada por pedidos firmes no inicio
do plano estratégico de produção e previsões de demanda ao longo do ano o
que também a define como uma produção empurrada.
A Manufatura Enxuta pode ser observada no processo produtivo desta empresa, em
função de apresentar alta preocupação com a qualidade dos produtos onde uma série de
analise físico-química pode ser observada ao longo processo, a preocupação com a
qualidade ambiental é notório e hoje constitui fator de competitividade do
empreendimento.
Os princípios da Manufatura Enxuta que visualizamos na usina foram:
1. Trabalho em fluxo/Simplificação do fluxo: de acordo com este princípio deve-se, uma
vez identificado o valor e a cadeia de valor, focalizar o objeto real o projeto, o pedido
ou o produto e jamais deixar que esse objeto se perca do início à conclusão.
2. Busca da perfeição: É um princípio bastante citado em importantes referências sobre
Manufatura Enxuta (por exemplo, WOMACK & JONES, 1998 e HENDERSON &
LARCO, 2000). Na busca pela perfeição as organizações devem buscar dois tipos de
melhorias: a Incremental e a Radical. A melhoria Incremental é o Kaizen, a qual prega
que a perfeição é alcançada pela melhoria contínua (GODINHO 2004).
3. Foco na qualidade: para Monden (1984, apud, GODINHO 2004) a autonomação
(controle automático de defeitos) é um princípio vital para a Manufatura Enxuta. Este
princípio mostra o foco da Manufatura Enxuta no Controle da Qualidade. Defeitos não
são permitidos. Também relativo a esta preocupação com a qualidade, alguns autores
substituíram a palavra autonomação por qualidade seis sigma.
4. Manter o ambiente de trabalho limpo, organizado e seguro: este princípio auxilia na
busca da qualidade dos produtos e processos. O programa 5S (classificar, limpar,
sistematizar, arrumar e fazer manutenção) é um capacitador relativo à este princípio. A
certificação NBR 18.000 também foi observada no setor e corresponde ao item seguro
(segurança para o trabalhador).

104 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
5. Desenvolvimento e capacitação de recursos humanos: este princípio é vital para a
Manufatura Enxuta, uma vez que somente pessoas treinadas e capacitadas têm
condições para efetuar rodízio de funções, trabalhar em equipes e tomar decisões
(empowerment), três importantes capacitadores da Manufatura Enxuta.
5.2.2 Classificação das usinas em função de sua estratégia de comercialização
A classificação que iremos apresentar é importante para o setor de Planejamento e
Controle da Produção de uma unidade produtora de açúcar e álcool, pois os atores que
alimentam o PCP de informações são o setor agrícola e o comercial. E a classificação está
relacionada com a estratégia de comercialização da usina em questão.
Com base na classificação apresentada por Waack et al. (1998). (Paiva 2006)
destacou as categorias analisadas sob a ótica do “marketing” e “das parcerias e criação de
consórcios”, quatro classificações foram propostas que apresentamos a seguir:
1. Usinas autônomas não diversificadas: são usinas que produzem uma pequena
variedade de produtos e comercializam de forma independente. Esta classe é
composta por usinas e destilarias autônomas que utilizam contratos de médio
e longo prazo com um número pequeno de compradores (p.ex.,
empacotadoras de açúcar, distribuidoras de combustível, empresas que usam
melaço como matéria prima, tradings), ou produzem para estoque e
comercializam no mercado spot local. O planejamento agregado da produção
neste tipo de empresa apresenta um papel importante para a garantia de
cumprimento dos compromissos estabelecidos com o cliente. Porém, este
planejamento é de fácil determinação e podemos aplicar apenas um conjunto
de planilhas e direcionar o foco para o planejamento da colheita.
2. Usinas autônomas diversificadas: são usinas que produzem uma grande
variedade de produtos e comercializam de forma independente. Estas
empresas possuem foco mais direcionado à jusante da cadeia e normalmente
utilizam várias estratégias de comercialização (mercado varejista, mercado
spot, mercado a termo, mercado futuro, contrato de longo prazo e exportação
utilizando tradings). O planejamento agregado da produção neste tipo de
empresa apresenta um papel fundamental para a melhoria dos resultados,

105 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
principalmente na seleção dos processos produtivos e na determinação do
ritmo de moagem. Neste tipo de empresa, o planejamento de safra deve ser
avaliado constantemente para que se possam aproveitar melhor as
oportunidades existentes no mercado.
3. Usinas Cooperadas não diversificadas: são usinas que produzem uma
pequena variedade de produtos e comercializam por meio de pools ou
cooperativas. Estas empresas apresentam um processo de produção
extremamente focado e inflexível, com comercialização de seus produtos
totalmente viabilizada pela cooperativa. Neste tipo de unidade produtora, o
planejamento agregado da produção tem menor importância, pois as decisões
são conhecidas a priori. Neste tipo de empresa é mais interessante efetuar o
planejamento de safra apenas baseando-se no planejamento de colheita.
4. Usinas cooperadas diversificadas: são usinas que produzem uma grande
variedade de produtos e que comercializam por meio de pools ou
cooperativas. As usinas com este perfil normalmente são responsáveis pela
produção do açúcar branco de varejo e/ou dos alcoóis de melhor qualidade
nos sistemas cooperados. O planejamento agregado da produção neste tipo de
empresa apresenta um papel importante para a melhoria dos resultados na
safra, principalmente na seleção dos processos produtivos e na determinação
do ritmo de moagem. Neste tipo de empresa, o planejamento de safra deve ser
reavaliado constantemente para que possa existir uma boa negociação das
metas de produção adotadas pela cooperativa.
Ainda existem empresas que comercializam de forma autônoma, ou independente que
são formados por grandes grupos produtores, nesta estratégia de comercialização encontra-
se a Usina Caeté por ser um grande grupo realiza suas comercializações de forma
independente. O planejamento da produção neste tipo de empresa apresenta um papel
fundamental para a melhoria dos resultados, principalmente na seleção dos processos
produtivos e na determinação do ritmo de moagem. Esta classificação mercadológica
contribui para uma melhor análise do sistema de PCP característico de cada usina.

106 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP 5.3 Planejamento da Produção
Para Tubino (2000), “a função Produção consiste em todas as atividades que
diretamente estão relacionadas com a produção de bens e serviços. A função Produção não
compreende apenas as operações de fabricação e montagem de bens, mas também as
atividades de armazenamento, movimentação, entretenimento, aluguel, etc., quando estão
voltadas para a área de serviços”. Ainda segundo esse autor, “a função de produção é
transformar insumos em bens ou serviços por meio de um ou mais processos organizados
de conversão”.
Corrêa, Geanizi & Caon (2007) conceitua planejamento utilizando duas definições
que estão relacionadas a seguir:
Planejar é entender como a consideração conjunta da situação presente e da visão de futuro influencia as decisões tomadas no presente para que se atinjam determinados objetivos futuro.
Planejar é projetar um futuro que é diferente do passado, por causas sobre as quais se tem controle.
Segundo Tubino (2000), para atingir seus objetivos, o PCP administra informações
vindas de diversas áreas do sistema produtivo. Da engenharia do produto são necessárias
informações contidas nas listas de matérias e desenhos técnicos; da engenharia do processo
os roteiros de fabricação e os lead times, no marketing buscam-se os planos de vendas e
pedidos firmes, a manutenção fornece os planos de manutenção, Compras/ suprimentos
informa as entradas e saídas dos materiais em estoques, dos Recursos Humanos são
necessários os programas de treinamento e Finanças fornece o plano de investimentos e o
fluxo de caixa entre outros relacionamentos.
Como desempenha uma função de coordenação de apoio ao sistema produtivo, o PCP
de forma direta, ou indiretamente relaciona-se praticamente com todas as funções deste
sistema. De acordo com Tubino (2000) As atividades do PCP são exercidas nos três níveis
hierárquicos de planejamento e controle das atividades produtivas de um sistema de
produção. No nível estratégico, onde são definidas as políticas estratégicas de longo prazo
da empresa, o PCP participa da formulação do planejamento estratégico da produção,
gerando um plano de produção. No nível tático, onde são estabelecidos os planos de médio
prazo para a produção, o PCP desenvolve o planejamento mestre da produção, obtendo o

107 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP plano mestre de produção (PMP). No nível operacional onde são preparados os programas
de produção de curto prazo, o PCP prepara a programação da produção administrando
estoques, seqüenciando, emitindo e liberando as ordens de compras, fabricação e
montagem, bem como executa o acompanhamento e controle da produção.
As informações dentro desses três níveis deve estar consolidadas, ou seja o plano
mestre de produção gerado pelo planejamento-mestre da produção só será viável se estiver
compatível com as decisões tomadas a longo prazo, previstas no planejamento estratégico
da produção, como a aquisição de equipamentos, negociação com fornecedores etc. da
mesma forma, a programação de fabricação de determinado componente será efetivada de
forma eficiente se a capacidade produtiva do setor responsável pela mesma tiver sido
equacionada no planejamento-mestre da produção, com a definição do número de turnos,
recursos humanos e materiais alocados etc.
Figura 5.1 - Visão Geral do inter-relacionamento das atividades do PCP
Fonte: (TUBINO 2000)
Planejamento da produção . Administração de estoques . Sequenciamento . Emissão e liberação de ordens
Planejamento estratégico da produção
Planejamento-mestre da produção
Departamento de marketing
Fornecedores Fabricação e montagem
Departamento de compras
Clientes
Previsão de vendas
Estoques
Pedido de compras
Ordem de
compras
Plano-mestre de produção
Plano de produção
Ordem de
fabricaçã
Ordem de
fabricaçã
Pedidos em carteira
Ava
liaçã
o de
des
empe
nho
Aco
mpa
nham
ento
e c
ontr
ole
da p
rodu
ção

108 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
Tubino (2000) detalha o Planejamento estratégico da produção, Planejamento-mestre
da Produção e Programação da produção e Acompanhamento da produção que segue
resumidamente a seguir:
1. Planejamento estratégico da produção: consiste em estabelecer um plano
de produção para determinado período (longo prazo) segundo as
estimativas de vendas e a disponibilidade de recursos financeiros e
produtivos. A estimativa de vendas serve para prever os tipos e
quantidades de produtos que se espera vender no horizonte de
planejamento estabelecido.
2. Planejamento-mestre da produção: consiste em estabelecer um plano-
mestre de produção (PMP) de produtos finais, detalhado em médio
prazo, período a período a partir do plano de produção, com base nas
previsões de vendas de médio prazo ou nos pedidos em carteira já
confirmados onde o plano de produção considera famílias de produtos, o
PMP especifica itens finais que fazem parte dessas famílias. Com base
no estabelecimento do PMP, o sistema produtivo passa a assumir
compromissos de fabricação e montagem dos bens ou serviços.
3. Programação da produção: com base no PMP e nos registros de
controle de estoques, a programação da produção estabelece em curto
prazo quanto e quando comprar, fabricar ou montar de cada item
necessário à composição dos produtos finais. Para tanto, são
dimensionadas e emitidas ordens de compra para os itens comprados,
ordem de fabricação para os itens fabricados internamente, e ordem de
montagem para as submontagens intermediárias e montagem final dos
produtos definidos no PMP.
4. Acompanhamento e controle da produção: o acompanhamento e
controle da produção, por meio da coleta e análise dos dados, busca
garantir que o programa de produção emitido seja executado a contento.
Quanto mais rápido os problemas forem identificados mais efetivas
serão as medidas corretivas visando ao cumprimento do programa de
produção.
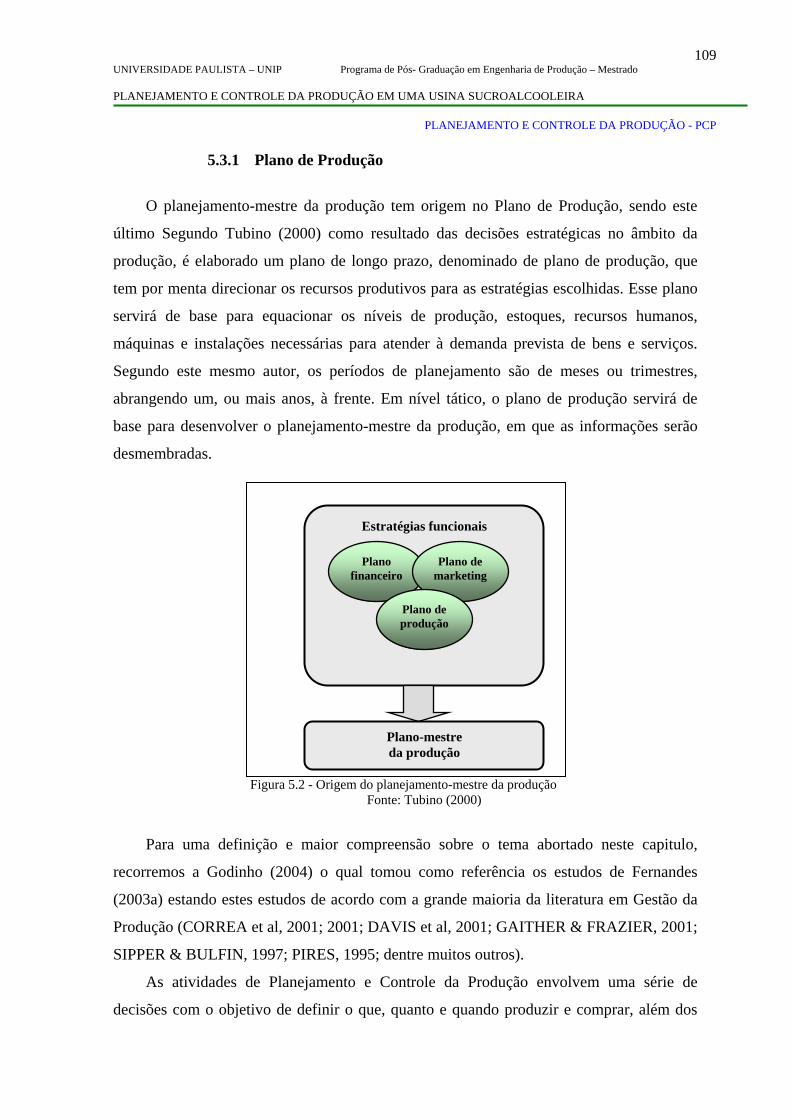
109 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
5.3.1 Plano de Produção
O planejamento-mestre da produção tem origem no Plano de Produção, sendo este
último Segundo Tubino (2000) como resultado das decisões estratégicas no âmbito da
produção, é elaborado um plano de longo prazo, denominado de plano de produção, que
tem por menta direcionar os recursos produtivos para as estratégias escolhidas. Esse plano
servirá de base para equacionar os níveis de produção, estoques, recursos humanos,
máquinas e instalações necessárias para atender à demanda prevista de bens e serviços.
Segundo este mesmo autor, os períodos de planejamento são de meses ou trimestres,
abrangendo um, ou mais anos, à frente. Em nível tático, o plano de produção servirá de
base para desenvolver o planejamento-mestre da produção, em que as informações serão
desmembradas.
Figura 5.2 - Origem do planejamento-mestre da produção
Fonte: Tubino (2000)
Para uma definição e maior compreensão sobre o tema abortado neste capitulo,
recorremos a Godinho (2004) o qual tomou como referência os estudos de Fernandes
(2003a) estando estes estudos de acordo com a grande maioria da literatura em Gestão da
Produção (CORREA et al, 2001; 2001; DAVIS et al, 2001; GAITHER & FRAZIER, 2001;
SIPPER & BULFIN, 1997; PIRES, 1995; dentre muitos outros).
As atividades de Planejamento e Controle da Produção envolvem uma série de
decisões com o objetivo de definir o que, quanto e quando produzir e comprar, além dos
Estratégias funcionais
Plano financeiro
Plano de marketing
Plano de produção
Plano-mestre da produção

110 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP recursos a serem utilizados. Estas decisões seguem uma estrutura hierárquica mostrada na
figura 5.3. Esta figura é proposta por Fernandes (2003a).
Figura 5.3 - A estrutura do Planejamento e Controle da Produção
Fonte: Fernandes (2003a; apud GODINHO 2004)
Para Godinho (2004) o Planejamento da Produção está relacionado às atividades de
médio prazo (em geral entre 3 e 18 meses) e assim, toma decisões de intenção, na forma
agregada, em termos de: i) o que produzir, comprar e entregar; ii) quanto comprar e
entregar; iii) quando produzir, comprar e entregar; iv) quem e/ou onde e/ou como produzir.
Segundo Fernandes (2003a; apud GODINHO 2004) as decisões no âmbito do
Planejamento da Produção são:
1. Subsidiar decisões na elaboração de contratos de fornecimento;
2. Planejamento de capacidade de médio prazo;
3. Subcontratação, terceirização, política de horas extras e de bancos de horas;

111 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
4. Contratações e demissões no médio prazo,
5. Aquisição de novos equipamentos, desativação de equipamentos,
6. Ajuda a nortear decisões sobre políticas de controle da produção e de
estoques, dentre outras.
Já o Controle da Produção pode ser definido como a atividade gerencial responsável
por regular (planejar, coordenar, dirigir e controlar), no curto prazo (geralmente até 3
meses), o fluxo de materiais em um sistema de produção por meio de informações e
decisões para execução. Esta definição foi construída a partir das definições de CP de
Fernandes (1991; apud GODINHO 2004) e BURBIDGE (1990, apud GODINHO 2004).
As decisões do âmbito do CP objetivam basicamente responder às mesmas questões já
enunciadas anteriormente quando tratamos do PP, ou seja, o que, quanto e quando
produzir, comprar e entregar e quem, onde e como produzir. Para (GODINHO 2004) estas
decisões são detalhadas, desagregadas e tomadas em geral com pouca antecedência.
A estrutura do processo decisório do Controle da Produção é mostrada na figura 5.4 a
qual compreende: Carteira de pedidos, previsão de demanda de curto prazo, lista de
materiais, roteiros de produção, dentre outros, são as entradas para a realização hierárquica
das três grandes funções do CP: programa mestre de produção, coordenação de ordens de
produção e compra e programação de operações. Estas funções determinam um programa
de produção. Então é realizado um acompanhamento dos níveis de estoque e produção para
se determinar se o realizado é igual ao programado. Caso isto se verifique, a programação
é feita somente para o período seguinte, caso contrário, ocorrem reprogramações no
mesmo período. Também ordens urgentes e inesperadas entram nestas reprogramações.
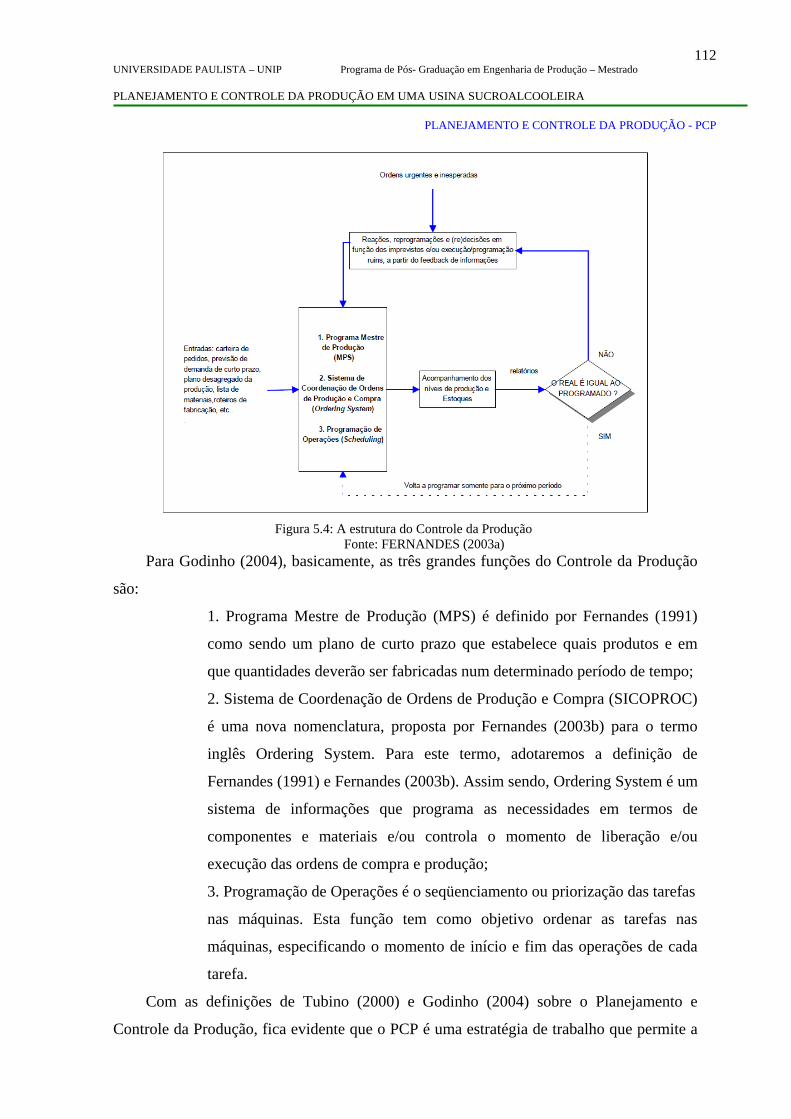
112 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
Figura 5.4: A estrutura do Controle da Produção
Fonte: FERNANDES (2003a) Para Godinho (2004), basicamente, as três grandes funções do Controle da Produção
são:
1. Programa Mestre de Produção (MPS) é definido por Fernandes (1991)
como sendo um plano de curto prazo que estabelece quais produtos e em
que quantidades deverão ser fabricadas num determinado período de tempo;
2. Sistema de Coordenação de Ordens de Produção e Compra (SICOPROC)
é uma nova nomenclatura, proposta por Fernandes (2003b) para o termo
inglês Ordering System. Para este termo, adotaremos a definição de
Fernandes (1991) e Fernandes (2003b). Assim sendo, Ordering System é um
sistema de informações que programa as necessidades em termos de
componentes e materiais e/ou controla o momento de liberação e/ou
execução das ordens de compra e produção;
3. Programação de Operações é o seqüenciamento ou priorização das tarefas
nas máquinas. Esta função tem como objetivo ordenar as tarefas nas
máquinas, especificando o momento de início e fim das operações de cada
tarefa.
Com as definições de Tubino (2000) e Godinho (2004) sobre o Planejamento e
Controle da Produção, fica evidente que o PCP é uma estratégia de trabalho que permite a

113 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP tomada de decisão em vários níveis da organização, de forma organizada, com visão de
curto médio e longo prazo, direcionando os insumos físicos e humanos na obtenção dos
resultados estratégicos e operacionais da empresa.
Segundo Azzolini (2004) “...é possível concluir, do ponto de vista de uma real
reestruturação das indústrias manufatureiras no mundo moderno, a escolha certa da técnica
de controle e planejamento da produção, a qual deve ser capaz de dar aderência ao modelo
desenvolvido no âmbito da empresa, no sentido de direcionar e apontar, através de
indicadores de desempenho, patamares de eficiência e eficácia do sistema como um todo
quando comparado a outras organizações”.
5.4 Área de decisão na produção
Como o PCP, pelo que foi exposto, participa das tomadas de decisões das
organizações, acreditamos que é oportuno classificar as áreas de decisão de uma empresa
no contexto geral da mesma.
Para Tubino (2000) a estratégia de produção é um conjunto coeso de políticas nas
diversas áreas de decisão relativas ao sistema de produção que sustentem essa posição
competitiva. Na Tabela 5.1, são apresentadas as principais áreas de decisão nos sistemas de
produção, bem como uma descrição das decisões que devem ser tomadas.
Tabela 5.1 - Descrição das áreas de decisão
Áreas de decisão Descrição
Instalações Qual a localização geográfica, tamanho, volume e mix de produção, que grau de especialização, arranjo físico e forma de manutenção.
Capacidade de produção Qual seu nível, Como obtê-la e como incrementá-la
Tecnologia Quais equipamentos e sistemas, Com que grau de automação e flexibilidade, como atualizá-la e disseminá-la
Integração vertical O que a empresa produzirá internamente, o que comprará de terceiros, e qual política implementar com fornecedores,
Organização Qual a estrutura organizacional, nível de centralização, formas de comunicação e controles das atividades.
Recursos humanos Como recrutar, selecionar, contratar, desenvolver, avaliar, motivar e remunerar a mão-de-obra.

114 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
Qualidade Atribuição de responsabilidades, que controles, normas e ferramentas de decisões empregar, quais os padrões e formas de comparação,
Planejamento e controle da produção
Que sistema de PCP empregar, que política de compras e estoques, que nível de informatização das informações, que ritmo de produção manter e formas de controles.
Novos produtos Com que freqüência lançar, como desenvolver e qual a relação entre produtos e processos.
Fonte: Tubino (2004)
Segundo Tubino (2004), as políticas definidas para cada área do sistema de produção
orientam a operação e evolução desse sistema, portanto a formulação e a implementação de
uma estratégia de produção devem dar consistência e coerência ao conjunto das decisões.
Tubino (2004) exemplifica, ao se priorizar o critério de flexibilidade, as políticas de
instalações, capacidade de produção e tecnologia devem privilegiar o setup rápido e os
pequenos lotes, com focalização da produção, e a política de recursos humanos deve
privilegiar a polivalência.
5.5 Previsão de demanda
As previsões de demandas são usadas pelo PCP em dois momentos distintos, para
planejar o sistema produtivo e para planejar o uso deste sistema produtivo. Tubino (2000)
apresenta estes dois momentos da seguinte forma:
1. Previsões de longo prazo: são usadas para elaborar estrategicamente
o plano de produção, definindo que produtos e serviços oferecer ao
mercado, de que instalações e equipamentos dispor, em que nível
de atividade trabalhar, que qualificação de mão-de-obra buscar.
2. Previsões de médio e curto prazo: são empregadas para o planejamento-
mestre e programação da produção no sentido de utilizar os recursos
disponíveis, envolvendo a definição de planos de produção e
armazenagem, planos de compras e reposição dos estoques, planos de
cargas de mão-de-obra e seqüenciamento da produção.

115 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
5.5.1 Etapas de um modelo de previsão
Segundo Tubino (2000) o modelo de previsão da demanda pode ser divido em cinco
etapas básicas, que são: a) definir o objetivo do modelo; b) coleta e análise dos dados; c)
Seleção de técnicas de previsão; d) obtenção das previsões; e) Monitoração do modelo.
Esses modelos serão detalhados resumidamente na tabela 5.2.
Tabela 5.2 - Etapas de um modelo de previsão
Modelos de
previsão
Detalhamento
Objetivo do modelo
O objetivo do modelo consiste em definir a razão pela qual necessitamos de previsões. Que produto (ou famílias de produtos) será previsto, com que grau de acuracidade e detalhe a previsão trabalhará, e que recursos estarão disponíveis para esta previsão? A sofisticação e o detalhamento do modelo dependem da importância relativa do produto (ou família de produtos) a ser previsto e do horizonte ao qual a previsão se destina. Itens pouco significativos podem ser previstos com maior margem de erro, empregando-se técnicas simples, assim como admite-se margem de erro maior para previsões de longo prazo, empregando-se dados agregados de famílias de produtos.
Coleta e análise dos
dados
A coleta dos dados tem o objetivo de identificar e desenvolver a técnica de previsão que melhor se adapte. Alguns cuidados básicos devem ser tomados na coleta e análise dos dados, entre eles o seguinte:
a) quanto mais dados históricos forem coletados e analisados, mais confiáveis a técnica de previsão será.
b) os dados devem buscar a caracterização da demanda pelos produtos da empresa, que não é necessariamente igual as vendas passadas, pois nas vendas passadas pode ter ocorrido falta de produtos, postergado as entregas ou deixando de atende-las.
c) variações extraordinárias da demanda, como promoções especiais ou greves, devem ser analisadas e substituídas por valores médios, comparativos como comportamento normal da demanda.
d) o tamanho do período de consolidação dos dados (semanal, mensal, trimestral, anual, etc.) tem influência direta na escolha da técnica de previsão mais adequada, assim como na análise das variações extraordinárias.

116 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
Seleção de Técnicas
de previsão
As técnica de previsão em geral se divide em 2, as técnicas qualitativas e quantitativas.
a) As técnicas qualitativas estão baseadas na opinião e no julgamento de pessoas chaves, especialistas nos produtos ou nos mercados onde atuam estes produtos. Podem ser consultados os executivos das principais áreas da empresa, principalmente da área comercial, vendedores que tratam diretamente com os clientes, e os próprios clientes.
b) As técnicas quantitativas consistem em analisar os dados passados objetivamente, empregando-se modelos matemáticos para projetar a demanda futura. Essas técnicas, por sua vez podem ser subdivididas em dois grandes grupos: as técnicas baseadas em séries temporais e as técnicas baseadas em correlações.
Obtenção das
previsões
Utilizando das técnicas para a obtenção das previsões obstem-se as previsões futuras das demandas, as técnicas mais comuns são: Técnicas para previsões da média; técnicas para previsão da tendência; técnicas para previsão da sazonalidade. O detalhamento dessas técnicas estão disponibilizadas no livro Manual de Planejamento e controle da Produção (TUBINO 2000 ).
Monitoração do
modelo
Uma vez decidida a técnica de previsão e implantado o modelo, há necessidade de acompanhar o desempenho da previsões e confirmar sua validade perante a dinâmica atual dos dados. Esta monitorização é realizada por meio de cálculos e acompanhamento do erro da previsão, que é a diferença entre o valor real da demanda e o valor previsto pelo modelo para dado período. A manutenção e monitorização de um modelo de previsão confiável busca: a) verificar a acuracidade dos valores previstos; b) identificar, isolar e corrigir variações anormais; c) permitir a escolha de técnicas, ou parâmetros, mais eficientes.
Fonte: Tubino (2000)
5.6 Planejamento-mestre da produção
Para Tubino (2000) o planejamento-mestre da produção está encarregado de
desmembrar os planos produtivos estratégicos de longo prazo em planos específicos de
produtos acabados (bens ou serviços) para o médio prazo, no sentido de direcionar as
etapas de programação e execução das atividades operacionais da empresa (montagem,
fabricação e compras). A partir do planejamento-mestre da produção, a empresa passa a

117 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP assumir compromissos de montagem dos produtos acabados, fabricação das partes
manufaturadas internamente, e da compra dos itens e matérias primas produzidos pelos
fornecedores externos.
De acordo com (TUBINO 2000) como resultado do planejamento-mestre da produção
temos um plano, chamado de Plano-mestre de Produção (PMP) que formalizará as
decisões tomadas quanto à necessidade de produtos acabados para cada período analisado.
O plano de produção é obtido por um processo de tentativa e erro, em que a partir de um
PMP inicial busca-se verificar a disponibilidade de recursos para sua execução. Caso ele
seja viável, autoriza-se o plano, porém, se forem encontrados problemas, deve-se refazer o
PMP, podendo-se inclusive chegar ao ponto de ter que retornar ao nível do plano de
produção e reconsiderar as questões estratégicas.
Figura 5.5 - Hierarquia dos planos de produção
Fonte: Tubino (2000)
O PMP diferencia-se do plano de produção sob dois aspectos: o nível de agregação
dos produtos e a unidade de tempo analisada. Onde o plano de produção estratégico tratava
de famílias de produtos, o PMP, já voltado para a operacionalização da produção, tratará
de produtos individuais. Da mesma forma, onde o plano de produção empregava meses,
trimestres e anos, o PMP empregará uma unidade de planejamento mais curta,
normalmente semanas, ou no máximo meses para produtos com ciclos produtivos longos.
Plano de produção
Planejamento-mestre de produção PMP – inicial
PMP final
viável
Programação da produção Curto prazo
Médio prazo
Longo prazo

118 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP Na elaboração do planejamento-mestre da produção, estão envolvidas todas as áreas que
têm um contato mais direto com a manufatura, tanto no sentido de fornecer subsídios para
a tomada de decisões, como no sentido de usar as informações do PMP.
5.7 Seqüenciamento e emissão de ordens
A administração dos estoques está encarregada de planejar e controlar os estoques
definindo tamanhos de lotes, modelos de reposição e estoques de segurança do sistema.
Escolhida uma sistemática de administração dos estoques, serão geradas, de forma direta
ou indireta, as necessidades de compras, fabricação e montagem dos itens para atender ao
PMP. Convencionalmente, as ordens de compras, uma vez geradas, vão para o setor
encarregado das compras e saem da esfera de ação do PCP. Já as necessidades de
fabricação e montagem normalmente precisam passar por um sistema produtivo com
limitações de capacidade. A adequação do programa gerado aos recursos (máquinas,
homens, instalações etc.) é função do seqüenciamento da produção.
Para Tubino (2000) podemos classificar os sistemas produtivos pelo tipo de operações
em dois grandes grupos, associados ao grau de padronização dos produtos e ao volume de
produção: os processos contínuos e os processos discretos. Sendo que os processos
discretos podem ser subdivididos em processos repetitivos em massa, processos repetitivos
em lotes e processos por projeto. Cada uma destas divisões apresenta características
próprias que definem a forma como a programação da produção deve agir em termos de
alocação dos recursos pelas necessidades de fabricação e montagem.
A classificação dos sistemas produtivos também foram tratados nesta dissertação no
capítulo três sob a ótica de Godinho (2004).
Como o tipo de sistema produtivo define as principais questões inerentes ao
seqüenciamento de um programa de produção, o assunto tratado neste tema será
apresentado segundo cada ótica em particular. O seqüenciamento nos processos contínuos
privilegiará a ênfase na velocidade do fluxo, enquanto o seqüenciamento nos processos
repetitivos em massa buscará equilibrar o ritmo entre os postos de trabalho. Já o
seqüenciamento dos processos repetitivos em lotes procurará dar prioridades às ordens
empregando um sistema de regras para definir em que seqüência as ordens serão retiradas
da fila de espera e em que recursos elas serão alocadas. Para o seqüenciamento dos

119 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP processos produtivos, Tubino (2000), destaca três seqüenciamentos que são apresentados a
seguir de forma resumida.
5.7.1 Seqüenciamento nos processos contínuos
Os processos contínuos de produção são empregados para produtos que não podem
ser identificados individualmente, com alta uniformidade na produção e demanda, onde os
produtos e os processos produtivos são totalmente dependentes. Desta forma, é
economicamente viável estruturar um sistema produtivo em grande escala, direcionado
para o tipo de produto que se pretende produzir, permitindo sua automatização, como por
exemplo, uma usina de açúcar e álcool.
Como os processos contínuos se propõem à produção de poucos itens, somente um
por instalação, não existem problemas de seqüenciamento quanto à execução das
atividades. Os problemas de programação resumem-se á de velocidade que será dada ao
sistema produtivo para atender determinadas metas estabelecidas no PMP.
5.7.2 Seqüenciamento nos processos repetitivos em massa
O trabalho da programação da produção nos processos repetitivos em massa consiste
em buscar um ritmo equilibrado entre os vários postos de trabalho, permitido somente nas
linhas de montagem, conhecido como "balanceamento" de linha, a atender
economicamente uma taxa de demanda, expressa em termos de "tempo de ciclo" de
trabalho. Em outras palavras, o balanceamento da linha busca definir as atividades que
serão executados por homens e máquinas de forma a ganhar tempo de processamento
aproximadamente igual (tempo de ciclo) entre os postos de trabalho. Desta forma tira-se o
máximo de produtividade e sincronismo dos recursos investidos no processo produtivo.
5.7.3 Seqüenciamento nos processos repetitivos em lote
Os processos repetitivos em lotes caracterizam-se pela produção de um volume médio
de itens padronizados em lotes, onde cada lote segue uma série de operações que necessita
ser programada à medida que as operações anteriores sejam concluídas. Estes sistemas
produtivos são relativamente flexíveis, empregando equipamentos menos especializados,
120 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP que permitem em conjunto com funcionários polivalentes, atender a diferentes volumes e
variedades de pedidos dos clientes.
Os processos repetitivos em lote situam-se entre os extremos da produção em massa e
da produção sob projeto. A quantidade de produtos que passam pelo processo é
insuficiente para justificar a massificação da produção e a especialização das instalações,
porém justifica a montagem de lotes repetitivos e a manutenção de estoques para absorver
os custos de preparação dos equipamentos. Desta forma, o sistema de administração de
estoques define a quantidade e o momento em que os itens são necessários, cabendo ao
seqüenciamento definir as prioridades na alocação dos recursos.
5.7.4 Seqüenciamento nos processos repetitivos por projeto
Nos processos típicos por projetos, a principal questão a ser resolvida pelo PCP, em
particular pelo seqüenciamento das tarefas, está ligada a alocação dos recursos disponíveis
no sentido de garantir a data de conclusão do projeto. Esta data de conclusão é, junto com
o custo e as aptidões técnicas do executor, um fator determinante na escolha pelo cliente da
empresa executora do projeto, havendo inclusive multas e restrições contratuais que
buscam evitar atrasos no cumprimento dos contratos.
Desta forma, o PCP de processos por projetos busca seqüenciar as diferentes
atividades do projeto, de forma que cada uma delas tenha seu início e conclusão
encadeados com as demais atividades que estarão ocorrendo em seqüência e/ou paralelo
com a mesma. A técnica para planejar e acompanhar projetos é a técnica conhecida como
PERT/CPM.
5.8 Acompanhamento e Controle da Produção
Para Tubino (2000) “o objetivo do acompanhamento e controle da produção é
fornecer uma ligação entre o planejamento e a execução das atividades operacionais,
identificando os desvios, sua magnitude e fornecendo subsídios para que os responsáveis
pelas ações corretivas possam agir”. Ainda segundo esse autor, quanto mais rápido os
problemas forem identificados, ou seja, quanto mais eficiente forem as ações do
acompanhamento e controle da produção, menores serão os desvios a corrigir, menor o
tempo e as despesas com ações corretivas.
121 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
A velocidade que devemos obter o feedback das informações é associada ao tipo de
processo produtivo. Esta relação do feedback com a velocidade das informações do
processo produtivo estão detalhadas a seguir:
1. Processos contínuos ou em massa: o feedback das informações deve ser
rápido, com coleta de dados em tempo real e acompanhamento on-line, pois
em pouco tempo, devido a alta velocidade produtiva os desvios serão
grandes.
2. Processos por projetos: o feedback das informações produtivas pode ser
semanal ou maior, visto que os ritmos de alterações nas tarefas produtivas
são desta magnitude.
3. Processos repetitivos em lotes: a freqüência de coleta das informações deve
ser compatível com a velocidade de produção dos lotes.
É importante ressaltar que o acompanhamento da produção tem a finalidade de
identificar possíveis desvios, sendo estes, considerados pouco significativos não é
aconselhável a intervenção no processo. Sempre vale a pena exercer esforços para fazer
validar os programas preestabelecidos nos planos, qualquer proposta de alterações
implicaria na mudança de todo o fluxo produtivo.
5.9 Funções do acompanhamento e controle da produção
Para Tubino (2000) basicamente, existem três grupos de recursos necessários ao
atendimento de um programa de produção: máquinas, mão-de-obra e materiais. O PCP
através da programação da produção, antes de liberar as ordens, verifica a disponibilidade
destes recursos e, uma vez identificada à existência dos mesmos, libera as ordens para os
setores produtivos. A partir deste ponto, o programa emitido é acompanhado e controlado
pelo PCP através das seguintes funções:
• Coleta e registro de dados sobre o estágio das atividades programadas;
• Comparação entre o programado e o executado;
• Identificação dos desvios;
• Busca de ações corretivas;
• Emissão de novas diretrizes com base nas ações corretivas;
• Fornecimento de informações produtivas aos demais setores da empresa (Finanças,

122 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
Engenharia, Marketing, Recursos Humanos etc.);
• Preparação de relatórios de análise de desempenho do sistema produtivo.
A seqüência de atividades executadas pelo acompanhamento e controle da produção
pode ser desenvolvida segundo vários métodos de controles administrativos, como por
exemplo, as ferramentas conhecidas como Controle da Qualidade Total.
5.9.1 Controle de processos
Como foi mencionado, o controle de processos produtivos podem ser realizados
utilizando os conceitos relativos ao Controle da Qualidade Total – TQC, para exemplificar
e apresentar um modelo de ferramenta vale recorrer a Azzolini (2004) que escreveu sobre o
Ciclo PDCA que segundo ele pode ser considerado como a base do melhoramento
contínuo.
Segundo Azzolini (2004) o Ciclo PDCA (Plan, Do, Check, Action) pode ser
considerado como a base do melhoramento contínuo, pois o Kaizen implica em um
processo de questionamento repetitivo a respeito dos trabalhos detalhados de operações ou
atividades que compõem determinado processo. Configura-se em uma seqüência de
atividades que são percorridas de maneira cíclica para o melhoramento de outras
atividades.
Figura 5.6- Ciclo PDCA. Fonte: (Azzolini 2004)
De acordo com Camponar, M. (1991, apud Azzolini, 2004), o Ciclo PDCA pode
também ser utilizado para a manutenção de certo nível de desempenho atingido. Neste caso
é designado de Ciclo SDCA (Standard, Do, Check, Action).

123 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
Para (Azzolini 2004), o trabalho executado através do Ciclo SDCA consta
essencialmente do cumprimento de procedimentos já definidos e padronizados, como o
nível de qualidade-padrão, o custo-padrão, a quantidade-padrão etc. O meio para se obter o
melhoramento contínuo dos processos produtivos e administrativos é a combinação do
Ciclo PDCA para a melhoria e do Ciclo SDCA para a manutenção. A melhoria de um
processo é o aperfeiçoamento gradual dos seus padrões de desempenho. Ainda segundo
este autor, cada melhoria corresponde a um novo nível de desempenho (nível de controle),
que necessita ser temporariamente mantido, para então ser aperfeiçoado novamente. A
manutenção do nível de desempenho obtido é feita através da aplicação sistemática do
Ciclo SDCA, que envolve a definição de procedimentos padronizados necessários à
manutenção dos resultados obtidos no processo.
Figura 5.7 - Ciclo PDCA e o ciclo SDCA.
Fonte: Azzolini (2004)
A tabela a seguir identifica cada passo do Ciclo PDCA com as suas definições.
Tabela 5.3 – Ciclo PDCA e seus passos
Ciclos Definições
Planejar - P Envolve o exame do atual método ou área onde está sendo observado um problema ou uma necessidade de melhoria. O estágio P envolve a coleta e a análise dos dados, de modo a formular um plano de ação para o melhoramento do desempenho da função ou da atividade inicial.
Desempenhar - D Onde será implementado o plano de ação definido no estágio P. Ainda, dentro do estágio D, pode ser usado novamente o Ciclo PDCA para se resolver possíveis problemas de implementação.

124 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
Checar - C Faz a avaliação da nova solução implementada para a verificação dos resultados e dos melhoramentos nos índices de desempenho anteriores.
Agir - A Consolida e padroniza a mudança implementada desde que seja bem-sucedida e formaliza as “lições” aprendidas, de modo a garantir que o Ciclo PDCA seja eventualmente iniciado em um nível de desempenho mais elevado que o anterior.
Fonte: (Azzolini 2004)
Para (Azzolini 2004) em uma filosofia de melhoramento contínuo, o Ciclo PDCA
nunca pára ou termina, tornando a melhoria inicial implementada como ponto de partida
para outras melhorias, de maneira que a função ou processo seja continuamente
aprimorado. No Ciclo PDCA, quando uma solução proposta é colocada em prática, a etapa
seguinte é a verificação de sua efetividade. Se for descoberto que a solução é um
melhoramento, então esta é adotada como novo padrão de desempenho para o processo ou
a operação. Segundo (Azzolini 2004) freqüentemente, este novo padrão é distribuído
horizontalmente para outras áreas e departamentos da organização. A figura 5.8 mostra o
Ciclo PDCA desmembrado, também chamado de Ciclo de Resolução de Problemas.
Figura 5.8 - Ciclo de Resolução de Problemas
Fonte: (Azzolini 2004)

125 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
5.9.2 Medidas de desempenho do processo
Com relação às medidas de controle, (TUBINO 2000) considera que o desempenho
de um processo deve ser avaliado através de seus itens de controle que, por sua vez, devem
estar relacionados com as quatro dimensões que a qualidade assume sobre o efeito deste
processo.
Ainda segundo (TUBINO 2000) no acompanhamento e controle da produção, o PCP
incorpora a função de verificar como está o desempenho ou a qualidade do atendimento do
programa de produção projetado para o período, sendo este então o “processo” a ser
acompanhado e avaliado. Desta forma, os itens de controle ou as medidas de desempenho
devem estar relacionados com o custo, qualidade, entrega e serviços do programa de
produção em andamento. Como regra geral, (TUBINO 2000) apresenta algumas
considerações importantes quanto a definições de medidas de desempenho que devem ser
observadas, que são:
1. Dados visuais e físicos são mais fáceis de interpretar do que dados
financeiros, principalmente quanto ao desempenho do programa de
produção.
2. Medidas de desempenho agregadas são mais fáceis de obter e usar do que
dados individualizados, como, por exemplo, indicadores sobre famílias de
produtos ao invés de itens isolados.
3. É mais importante obter valores oportunos do que exatos, ou seja, dados
exatos podem demorar muito para serem obtidos enquanto ações corretivas
podem ser tomadas com informações aproximadas.
Os itens de controle sobre o programa de produção podem ser acompanhados através
de uma tabela de verificação a partir de seis questões a serem respondidas, conhecidas
como os “5W1H (What, When, Where, Why, Who, How) que são ferramentas propostas
pelo TQC. (TUBINO 2000) apresenta algumas sugestões de itens de controle para o
programa de produção de uma empresa que trabalha com lotes intermitentes.

126 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
Tabela 5.4 - Itens de controle Item de controle (What)
Por que usá-lo?
(Why)
Calcular Atuar corretivamente
Quem? (Who)
Quando? (When)
Como? (How)
Quando? (When)
Lead time da
OF
Avaliar o padrão de
velocidade do processo
Acompanhamento e Controle
da Produção
Ao completar cada OF
Diferença entre a data de liberação e a
data de conclusão da
OF
Lead time > 10% lead time padrão
Quantidade de itens
fabricados
Avaliar o padrão de qualidade
Acompanhamento e Controle
da Produção
Ao final de um
programa de
produção
Diferença entre a
quantidade de itens
fabricados e a programada
Quantidade fabricada
diferente da quantidade programada
Consumo de MOD
Avaliar os custos
produtivos
Acompanhamento e Controle
da Produção
Ao completar cada OF
Calcular o tempo real despendido
pelo operador na OF
Tempo real < 10% do tempo-
padrão de operação
Fonte: Tubino (2000)
5.10 Sistema MRP II – Manufacturing Resources Planning
Quando necessitamos de uma programação de produção de pequenos itens é
perfeitamente viável que este seja feita manualmente ou utilizando uma simples planilha
do Excel. Mas, quando se trata de grandes lotes de produtos e ainda que apresente grande
diferenciação ou ainda diversidades de opções, o correto é a utilização de softwares que
permita essa programação. Se a programação envolver materiais, seqüenciamento de
operações, recursos humanos, custo, prazo de entrega e outros indicadores são
imprescindíveis a utilização de recursos computacionais para a programação correta das
atividades, minimizando custos e atendendo aos requisitos especificados pelos clientes em
termos de quantidade e prazo de entrega. Em função da importância da utilização de
softwares para o planejamento e controle da Produção, vamos neste item conhecer o MRP
II e suas principais módulos sob a ótica de (CORREA; GIANESE & CAON 2007) de
forma resumida e ainda apresentar alguns conceitos tratados por (Azzolini 2004).

127 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
5.10.1 De MRP para MRP II
Segundo (CORREA; GIANESE & CAON 2007) o MRP permite que, com base na
decisão de produção dos produtos finais, determinemos o que, quanto e quando produzir e
comprar os semi-acabados, componentes e matérias-primas. De fato, a introdução da
técnica nos sistemas de planejamento das empresas contribuiu muito para a seleção dos
materiais, sejam comprados ou fabricados. Para (CORREA; GIANESE & CAON 2007) é
notório que não basta garantir a disponibilidade dos materiais para a viabilidade da
produção de determinados itens em determinado momento. Há outra questão importante
que não é tratada pelo MRP: há capacidade suficiente para o plano de produção sugerido
pelo MRP? Os recursos humanos e equipamentos são suficientes para cumprir o plano no
prazo?
O objetivo do MRP é ajudar a produzir e comprar apenas o necessário e apenas no
momento exato (no último momento possível), visando eliminar estoques, gerando uma
série de "encontros marcados" entre componentes de um mesmo nível, para operações de
fabricação ou montagem.
Como não é suficiente fazer apenas as previsões de compra de materiais, é necessário
prever também outros recursos como equipamentos ou mão-de-obra, surgiu a necessidade
de adequação do MRP para calcular outras variáveis para satisfazer as exigências da
programação da produção.
Para (CORREA; GIANESE & CAON 2007) a inclusão do cálculo de necessidades
de capacidade nos sistemas MRP fez com que um novo tipo de sistema fosse criado; um
sistema que já não calculava apenas as necessidades de materiais, mas também as
necessidades de outros recursos do processo de manufatura. Com o intuito de deixar claro
que se tratava de uma extensão do conceito de MRP original, já bastante difundido, é dado
ao novo sistema o nome de manufacturing resources planning, mantendo-se a sigla original
então identificada como MRP II.
O MRP II diferencia-se do MRP pelo tipo de decisão de planejamento que orienta;
enquanto o MRP orienta as decisões de o que, quanto e quando produzir e comprar, o MRP
II engloba também as decisões referentes à como produzir, ou seja, com que recursos.

128 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
Figura 5.9 - Abrangência do MRP e do MRP II Fonte: (CORREA; GIANESI & CAON 2007)
Para (Azzolini 2004) “a grande característica dessa técnica está no nível de
detalhamento dos itens planejados, programados e controlados, o que a torna impraticável
sem a utilização intensa de computadores, refletindo às vezes na forma de altos custos de
implantação e de operacionalização”. Ainda segundo este autor, por isso, autores como
Adams & Cox (1985, apud Azzolini 2004) definem o MRP II como sendo um sistema de
informações abrangendo toda a manufatura. A Figura 5.10 ilustra o divisor de águas do
PCP convencional em relação à nova função do PCP, a partir da década de 80.
Sistema de apoio às
decisões de
O que Quando Quanto
MR
P
MR
P II
Produzir e Comprar
COMO ( Recursos Produtivos)

129 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
Figura 5.10 – PCP: Antes e depois de 1980 ( Azzolini, 2004 )
5.10.2 Principais Módulos do MRP II
Segundo (CORREA; GIANESE & CAON 2007) o sistema MRP II é composto de
uma série de procedimentos de planejamento agrupados em funções. Estas funções estão
normalmente associadas a módulos de pacotes de software comerciais, desenvolvidos para
suportar esta filosofia de planejamento. A seguir vamos apresentar resumidamente os
principais módulos do MRP II segundo os autores (CORREA; GIANESE & CAON 2007).
5.10.2.1 Cadastros básicos
O primeiro aspecto importante para garantir a eficácia do MRP II é a existência de
uma base de dados única, não redundante e acurada que integre toda a empresa por meio
da informação. As diversas informações necessárias para o processo de planejamento MRP
II normalmente são de responsabilidade de setores diferentes que devem abrir mão de seus
controles e bases de dados departamentais, para manter uma única base na qual cada
informação estará igualmente disponível para toda a empresa (CORREA; GIANESE &
CAON 2007).
Os principais cadastros necessários incluem:

130 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
1. Cadastro mestre de item - contendo informações, como código,
descrição, unidade de medida, data de efetividade, política de ordem,
lead time, segurança, entre outros;
2. Cadastro de estrutura de produto - contendo as ligações entre itens "pais"
e itens "filhos", quantidades necessárias dos itens "filhos" por unidade
do item “pai”, unidades de medida, código de mudança de engenharia,
datas de início e término de validade, entre outros;
3. Cadastros de locais - onde são definidos os locais de armazenagem dos
itens, incluindo unidades fabris, departamentos, corredores, prateleiras,
entre outros;
4. Cadastro de centros produtivos - incluindo código, descrição, horário de
trabalho, índices de aproveitamento de horas disponíveis, entre outros;
5. Cadastros de calendários - que faz a conversão do calendário de fábrica no
calendárío de datas do ano e armazena informações de feriados, férias,
entre outros;
6. Cadastro de roteiros - incluindo a sequência de operações necessárias
para a fabricação de cada item, os tempos associados de emissão da
ordem, fila, preparação, processamento, movimentação, ferramental
necessário, entre outros.
5.10.2.2 MRP – Material requirements planning – e CRP – Capacity requirements planning
O processo MRP/CRP tem como objetivo gerar o plano viável e detalhado de
produção e compras. O MRP é o módulo que, com base na decisão de produção de
produtos acabados, calcula as necessidades de materiais, ou seja, quantidades e momentos
de liberação e vencimento (término) de cada ordem de produção utilizando para isso
informações do cadastro de estruturas de produtos, posições de estoque e parâmetros dos
itens. É um módulo de cálculo que, além de determinar a liberação de ordens, emite
relatórios de mensagens de ação, no caso de não haver disponibilidade de determinados
materiais, para que o programador possa fazer os ajustes necessários na programação,
apressar o recebimento de materiais, entre outras providências. O relatório de mensagens
de ação permite analisar a viabilidade do plano sugerido pelos termos de materiais.

131 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
Depois de verificada a viabilidade do plano em termos de capacidade, fazendo-se
os ajustes eventualmente necessários, o resultado será o plano detalhado de materiais e
capacidade, contendo as indicações de:
- O que e quando produzir em cada período (ou time bucket),
- O que e quando comprar em cada período (ou time bucket),
Assim como as providências especiais a serem tomadas pelo programador:
- Apressamento de ordens abertas (recebimentos programados) de compras ou
produção,
- Subcontratação de serviços,
- Contratação de turnos extras de trabalho,
- Solicitação de horas extras de trabalho, entre outras.
5.10.2.3 MRP – MPS - Master Production Schedule - e RCCP - Rough Cut Capacity Planning
O processo de MPS/RCCP é o responsável por elaborar o plano de produção de
produtos finais, item a item, período a período, que é o dado de entrada para o MRP. O
módulo MPS, ou planejamento-mestre de produção não é um módulo essencialmente
cálculo como o MRP, mas de tomada de decisão. A equação básica do MPS é:
Isto é, dados a previsão de vendas no período, a carteira de pedidos e o estoque
inicial, o estoque final é função da decisão de produção. Esta decisão tem implicações
importantes, pois a definição da produção e, conseqüentemente, dos estoques de produtos
finais tem impacto muito grande sobre como a empresa vai servir seu mercado
consumidor.
As principais informações necessárias para a tomada de decisões no MPS são:
- A posição dos estoques de produtos finais, cuja necessidade de acurácia já foi
discutida.
- a previsão de vendas detalhada produto (final) a produto, discutida mais adiante.
Estoque Final = Produção – Previsão de Vendas – Carteira + Estoque Inicial

132 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
- A carteira de pedidos já aceitos.
O módulo RCCP, ou planejamento grosseiro de capacidade, é o responsável por fazer
um cálculo de capacidade que, embora seja grosseiro, pode ser executado rapidamente.
Também denominado de cálculo de capacidade de recursos críticos, o RCCP tem o
objetivo de apoiar a elaboração de um plano-mestre que seja pelo menos aproximadamente
viável, em termos de capacidade. Dizemos aproximadamente viável, pois não é um cálculo
detalhado e preciso, já que para isso seria necessário processar o MRP e o CRP, como
visto.
5.10.2.4 MRP – MPS - Master Production Schedule - e RCCP - Rough Cut Capacity Planning
Esses dois módulos são os responsáveis por garantir que o plano de materiais deta-
lhado seja cumprido da forma mais fiel possível. O módulo SFC, ou controle de chão de
fábrica, é o responsável pela seqüenciação das ordens, por centro de produção, dentro de
um período de planejamento e pelo controle da produção propriamente dita, no nível da
fábrica. Ele faz a interface entre o planejamento e a fábrica.
Sistemas alicerçados no planejamento e acompanhamento de ordens de produção,
como o MRP II e, particularmente, o módulo SFC, baseiam-se normalmente no princípio
de que a produção é do tipo job shop, normalmente caracterizado como uma produção com
arranjo físico funcional (recursos agrupados por função), em que os itens têm roteiros de
produção variados, passando por diferentes partes da fábrica onde sofrerão a seqüência de
operações definida pelo roteiro estabelecido e pela tecnologia envolvida.
5.10.2.5 S&OP – Sales and Operations Planning
O S&OP é um processo de planejamento que trata principalmente de decisões
agregadas que requerem visão de longo prazo do negócio. Estas decisões podem ser
referentes a contratação e/ou demissão de mão-de-obra, aquisição de equipamentos,
ampliação de linhas de produção, ativação e desativação de unidade fabris, entre outras, ou
seja, decisões que exigem um prazo relativamente longo para que se tornem realidade.
Todas estas decisões estão vinculadas à decisão de o que, quanto e quando produzir no
futuro, sendo que, como estamos lidando com horizontes longos, é conveniente que as

133 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP decisões de produção sejam relativas a famílias ou grupos de produtos e não a produtos
específicos. Da mesma forma, os períodos considerados no planejamento, normalmente,
são mais agregados (meses ou bimestres, por exemplo)
Além desses aspectos, o S&OP tem outra característica importante: a integração entre
diversos setores da empresa, como manufatura, marketing, finanças, engenharia de
produto, logística, num processo de planejamento que garanta a coerência das decisões
tomadas por estas áreas, ao menos no nível tático. Sem um processo formal de integração
entre as áreas funcionais, a organização incorre em riscos altos de incoerência de decisões
que podem certamente comprometer o desempenho global.
5.10.2.6 Estrutura do sistema MRP II
Segundo (CORREA; GIANESE & CAON 2007) o fluxo de informações e decisões
que caracteriza o sistema MRP II pode ser identificado em três grandes blocos que vamos
apresentar a seguir:
1. o comando - composto pelos níveis mais altos de planejamento (S&OP
Gestão de Demanda e MPS/RCCP) que é o responsável por "dirigir" a
empresa e sua atuação no mercado. É principalmente neste bloco que
recai a responsabilidade pelo desempenho competitivo da empresa, sendo
portanto um nível de decisão de alta direção;
2. o motor - composto pelo nível mais baixo, de planejamento
(MRP/CRP), responsável por desagregar as decisões tomadas no bloco
de "comando", gerando decisões desagregadas nos níveis requeridos pela
execução, ou seja, o que, quanto e quando produzir e/ou comprar, além
das decisões referentes a gestão da capacidade de curto prazo;
3. as rodas - compostas pelos módulos ou funções de execução e controle
(Compras e SFC), responsáveis por apoiar a execução detalhada daquilo
que foi determinado pelo bloco anterior, assim como controlar o
cumprimento do planejamento, realimentando todo o processo.
134 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
5.10.2.7 Características hierárquica do MRP II
O conjunto dos módulos apresentados forma uma estrutura de planejamento hie-
rárquico, na qual as decisões tomadas nos níveis superiores condicionam as decisões de
níveis inferiores. Além disso, esta estrutura permite vincular o planejamento de longo
prazo, realizado pelo S&OP, às decisões detalhadas de curtíssimo prazo, gerenciadas e
controladas pelo SFC, garantindo alto grau de coerência “vertical” entre os diversos níveis
de decisões tomadas na manufatura.
5.10.2.8 Estrutura hierárquica do planejamento de capacidade
O planejamento de capacidade é feito em níveis, de acordo com o horizonte de
planejamento desejado. O planejamento de capacidade de longo prazo, no nível de S&OP,
é chamado de resource requirements planning (RRP) ou simplesmente de resource
planning (RP), embora essas denominações não sejam muito difundidas, pois esse
planejamento normalmente não é tratado em separado, estando inserido no planejamento
de vendas e operações (S&OP).
O planejamento de médio prazo, no nível do planejamento-mestre da produção, é
chamado de rough cut capacity planning (RCCP) ou planejamento grosseiro de capacidade.
Seu principal objetivo é garantir que o plano-mestre (MPS) seja ao menos
“aproximadamente viável” em termos de capacidade, permitindo um cálculo rápido, ainda
que grosseiro. Suas características serão vistas mais adiante.
O planejamento de curto prazo, no nível de MRP, é denominado de CRP – capacity
requirements planning, feito com base no plano de materiais detalhado, ou seja,
considerando as sugestões do MRP de o que, quanto e quando produzir. É o nível mais
detalhado de planejamento de capacidade tratado pelo sistema MRP II padrão. Esse nível
de planejamento de capacidade pode ser substituído totalmente, ou ao menos no horizonte
mais curto, pelo planejamento feito com sistemas de programação da produção com
capacidade finita, os quais consideram restrições de capacidade simultaneamente à geração
do programa de produção, diferentemente do MRP II, que faz o planejamento de
capacidade (CRP) em seguida ao planejamento da produção (MRP).

135 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
5.10.2.9 ERP - Enterprise Resource Planning
Nas visitas realizadas nos últimos quatorzes meses às usinas sucroalcooleiras
identificamos uma usina que estava em fase de implantação de software ERP, em função
do exposto, vamos apresentar de forma sucinta esse recurso recorrendo a (Azzolini 2004).
De acordo com (Azzolini 2004), com o avanço das tecnologias de informação e a
grande concorrência causada pela globalização, as empresas têm investido cada vez mais
em softwares avançados para a gestão de seus negócios. Grande parte desses investimentos
ocorre em sistemas de Gestão Integrada (ERP, sigla do inglês Enterprise Resource
Planning) devido à necessidade de terem acesso rápido e preciso a informações para a
tomada de decisões em tempo hábil e melhor eficiência no atendimento a seus clientes.
Segundo (Azzolini 2004) esses sistemas controlam a empresa de ponta a ponta, da
produção às finanças. Eles registram e processam cada fato na engrenagem corporativa e
distribuem a informação de maneira clara e segura, em tempo real. O principal resultado da
informatização desses processos, além de permitir às companhias saber como anda sua
saúde financeira, é eliminar a informalidade de papéis soltos e colocar um fim na
desorganização em que se transformaram os sistemas corporativos.
Com os pacotes de gestão, todos os processos são documentados e contabilizados.
Isso gera regras de negócios bem definidas e permitem a administração de custos,
controle fiscal e estoques, pontos vulneráveis do negócio que podem, assim, ser
controlados com mão de ferro.
5.11 Estudo de caso
5.11.1 Introdução
O estudo de caso apresenta uma primeira abordagem sobre as questões relacionadas
ao Planejamento e Controle de Produção - PCP de uma unidade produtora de açúcar e
álcool. Não é pretensão de o autor esgotar nesta dissertação todos os itens referentes ao
PCP no setor sucroalcooleiro, e sim apresentar alguns indicadores que caracterizam as
atividades do setor de Planejamento e Controle de Produção deste segmento. Até porque,
no Brasil existem mais de 300 usinas sucroalcooleiras e a diferenciação entre uma unidade
e outra é perfeitamente possível. Porém, a seleção da empresa para o estudo de caso

136 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP apresentado nesta dissertação abrange uma grande porcentagem de indústrias de grande
porte. Encontramos neste estudo, um universo de empresas ou grupos que estão em
diferentes estágios evolutivos, apresentando unidades com seus processos altamente
automatizados que por sua vez já conquistaram a competitividade, assim como
encontramos empresas que ainda estão trabalhando com processos arcaicos e enfrentam
um futuro incerto quanto à permanência no mercado.
5.11.2 Empresa Pesquisada
A empresa que realizamos o estudo de caso, possui 06 unidades no Brasil sendo 02
situadas no Triângulo Mineiro, uma das usinas ocupa o décimo primeiro lugar na produção
e moagem de cana no Brasil e possuindo a maior coluna de desidatração de álcool da
América Latina com capacidade de 700 m³ de álcool. As duas empresas geram em torno de
3.800 empregos diretos nos setores industrial e agrícola.
Os critérios de escolha foram:
a) Empresa de grande porte o que permite uma comparação com indústrias
modernas;
b) Alto grau de automação;
c) Pertence a um grupo de empresas, o que é característica forte no Brasil;
d) Atua no mercado doméstico e nas exportações;
e) Trabalha com cana própria e terceirizada;
f) O corte da cana é mecanizado e manual.
5.11.3 Planejamento e Controle da Produção – Introdução
A produção de açúcar e álcool é composta de varias fases, essas fases se dividem em
dois grandes grupos distintos que se caracterizam pelas atividades agrícolas e a produção
industrial. A automação industrial é notória nas duas fases, ou seja, tanto no processo
agrícola como na produção industrial. Os processos automatizados tornam o fluxo
operacional mais ágil e requer uma série de modificações para sua implantação, assim
como uma mão-de-obra mais especializada. Com isso os processos de controle e
acompanhamento da produção também requerem mais precisão nas informações, pois, as

137 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP decisões são tomadas a partir de dados confiáveis o que requer sistemas computacionais
interligados em todas as fases dos processos e na sua grande maioria com dados
instantâneos para consulta e tomada de decisões.
As questões que interfere no Planejamento e Controle da Produção são decorrente das
condições climáticas, teor de sacarose na cana que pode alterar em função de atraso no
início da colheita ou na finalização da mesma, seleção de mudas de cana inadequadas para
a região, manutenções corretivas, recursos humanos, tipo de colheita manual ou
mecanizada, tipo de solo, legislações ambientais e ainda oscilações no mercado doméstico
ou mundial, entre outros. Ao planejar, a usina pesquisada considera essencial ter em
mente que estas questões precisam ser contabilizadas no PCP. A figura 5.11 demonstra o
inter-relacionamento de todo o processo produtivo com ao Planejamento e controle da
produção, esta figura é fruto de observações pelo autor em vários processos produtivos das
usinas sucroenergéticas da região.
Figura 5.11 Inter-relacionamento do processo produtivo e o PCP. Fonte: Autor
Preparação do solo
Plantio
Colheita
Transporte
Moagem Trat. de caldo
Fermentação
Destilação
Evaporação
Fab. de açúcar
Fab. de álcool
Cliente Estoque estratégico
Proc
esso
Indu
stri
al
Proc
esso
Agr
ícol
a
O
pera
ção
e
M
anut
ençã
o de
Equ
ipam
ento
Plan
ejam
ento
e C
ontr
ole
da P
rodu
ção Matéria Prima
Solo Topografia Legislação Clima Logística Recursos humanos Mecanização / automação
Mercado

138 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
5.11.4 Planejamento e controle da produção
O Planejamento e controle da produção, neste caso, é realizado por um Engenheiro,
que recorre às informações estratégicas do setor comercial da empresa e pelo setor
agrícola.
O setor comercial informa ao PCP quais são as premissas para o ano seguinte, ou seja,
com base em estudo de mercado, o comercial informa se o ano é considerado ano
açucareiro ou se a tendência do mercado é para maior consumo de álcool.
O setor agrícola informa a estimativa da produção de cana para a próxima safra e a
quantidade de sacarose contida na mesma. De posse dessas informações o PCP começa a
fazer o plano estratégico de produção para a próxima safra. No planejamento, leva-se em
consideração a capacidade máxima de produção da usina, não se programa acima desta
capacidade, pois estaria levando o maquinário ao sacrifício e o resultado seria as freqüentes
manutenções corretivas, o que não contribuiria com as metas traçadas pela empresa.
Como já foi caracterizado que o tipo do processo produtivo das usinas são processos
contínuos com pouca diversificação, pode se dizer que a programação da produção é de
certa forma fácil de se fazer. Normalmente é realizado um plano estratégico de produção
por safra e o plano mestre de produção é realizado mensalmente com períodos de revisão
semanal. A programação da produção é realizada em conjunto com o PMP, porém o
acompanhamento é diário ou até mesmo de hora em hora com o objetivo de identificar
possíveis queda de produção.

139 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
Figura 5.12 - Hierarquia dos planos de produção Fonte: Adaptado de Tubino (2000)
Através da figura 5.12 podemos caracterizar o PCP da Usina pesquisada o que não
diferencia muito das demais usinas visitadas pelo autor desta dissertação. São três os níveis
hierárquicos do PCP de uma unidade de produtora de açúcar e álcool que destacamos a
seguir:
a) Planejamento estratégico: Caracteriza-se pela participação do gerente
industrial os setores de marketing, agrícola e PCP, os quais definem com
base no mercado e com a previsão da safra em termos de quantidade e
teor de sacarose da cana o plano de produção que corresponde ao
planejamento total da safra para o ano seguinte.
b) Plano-mestre de produção: Caracteriza-se pela realização com base no
plano de produção a programação mensal da produção com revisão
semanal e os atores que participam desta fase é a equipe de
Planejamento e Controle da Produção. Neste plano, o setor de
motomecanização e automotivo recebem as instruções referentes à
colheita e transporte da produção agrícola.
Plano de produção
Planejamento-mestre de produção PMP – inicial
PMP final
viável
Programação da produção Curto prazo
Médio prazo
Longo prazo Por safra
Gerente industrial Setor comercial Setor agrícola PCP
Mensal com revisão semanal
Equipe PCP
Mensal com revisão diária ou de hora em hora
PCP / Operadores de processo

140 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
c) Programação da produção: É realizada pelo PCP e operacionalizada
pelos operadores de produção. É elaborado no mesmo instante do PMP,
porém com revisões diárias ou até mesmo de hora em hora utilizando
equipamentos de controle e análise físico-químico do produto.
As reprogramações do plano de produção, quando ocorre, são em função
principalmente de mudança de preço de matéria prima ou queda de produção agrícola, ou
ainda, devido a logísticas de distribuição que tem a influencia das chuvas.
Realizado o planejamento, o setor de PCP determina as quantidades a serem
produzidas de açúcar e álcool conforme decisão do planejamento estratégico, gerando as
programações de compras, ordens de serviços e as previsões de paradas de manutenções
durante a safra, que neste caso é a cada 45 dias.
O departamento de compras seguindo as diretrizes do PCP faz as previsões de
compras dos insumos que estão relacionados com as áreas agrícolas, industrial,
motomecanização e transportes.
5.11.5 Sistemas Integrados para o Planejamento e Controle das operações
Agrícolas e Industriais
O software mais empregado para a integração tecnológica entre o campo e a indústria
no que se refere ao Planejamento e Controle das operações Agrícolas e Industriais são
os sistemas SIAGRI (Sistema Integrado para o gerenciamento Agrícola)
desenvolvidos pela empresa Biosalc, que compreede os módulos SIGIND (Sistema de
Informação para o Gerenciamento industrial), SIMAN (Sistema para Planejamento e
Controle da Manutenção Industrial), e SIFROTA (Planejamento e Controle da
Manutenção de Frotas ). Com o uso desses módulos que contém interface com os
Computadores de Bordo da Auteq, as usinas conseguem controlar em tempo real o
monitoramento das atividades agroindustrial em geral. Os módulos do SIAGRI são
responsáveis pela integração das informaões e fornecem indicadores em forma de
planilha que permite o acompanhamento do planejamento das operações agricolas e
industriais das usinas sucroalcooleiras. A seguir descrevemos os módulos com as suas
respectivas aplicações.

141 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
SIGIND – Sistema de informação para o gerenciamento industrial
O Sigind tem como objetivo facilitar a tomada de decisão no âmbito do
gerenciamento agroindustrial e é um sistema totalmente configurável pelo usuário e
permite, em qualquer momento, mudar fórmulas, equipamentos, análises, relatórios e
gráficos.
Tem como finalidade a digitação de análises e emissão de relatórios; controle de
paradas; análises de problemas operacionais; controle estatístico de processo; sistema
de informações gerenciais; análises de causas de problemas (baixo rendimento,
produtividade etc.); corporativo, permite a gestão de um grupo de agroindústrias no
mesmo ambiente; suporta sistema de supervisão; permite interface com Palm, para
consultar relatórios e digitar informações do processo; relatórios gerais. O usuário do
software poderá elaborar relatórios especiais conforme desejado; subsistema de
informações gerenciais baseado em técnicas de Inteligência de Negócios que permite
dar solução a complexos balanços de materiais e energia; classificação do produto por
qualidade; relatório horário, o SIGIND permite criar Laudos de Análises para valores
de uma determinada hora. Essas informações podem ser consultas em tempo real.
SIPLAN – Sistema de planejamento e controle orçamentário agroindustrial
O Siplan é um sistema integrado de planejamento e orçamentos para a agroindústria,
que avalia o comportamento histórico, estuda o presente, prevê o futuro , define quais
são as melhores ações a tomar para o negócio e garante o melhor retorno econômico.
Tem como finalidade a definição de cenários com diferentes horizontes de tempo,
rendimentos agrícolas, eficiência industrial, custos e outros; simular o processo de
produção da agroindústria, utilizando modelos configuráveis; planejar a
disponibilidade de matéria-prima no cenário, partindo de estimativas de reforma e
plantio; formação de preços de mercado da matéria-prima dos produtos finais e dos
custos de produção; conhecer a estrutura ótima de produção de produtos de diferentes
tipos para o mercado interno e exportação, baseado em disponibilidade de matéria-
prima; planejar, ajustar e controlar seu orçamento e capacidade de inversão.

142 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
SIAGRI – Sistema integrado para gerenciamento agrícola
O Siagri é um conjunto de sistemas desenvolvidos para planejamento, controle,
consulta e análises da produção agrícola, com o objetivo de reduzir os custos e
maximizar a qualidade da matéria-prima. Todos os sistemas proporcionam facilidades
na entrada de informações e poderosas ferramentas para geração de relatórios em
tabelas e gráficos, oferecendo análises inteligentes das informações processadas.
Tem como finalidade o controle da recepção de matéria-prima (balança), controle de
qualidade e pagamento de fornecedores; planejamento e controle de safra,
programação de colheita; planejamento e controle de operações agrícolas e controle
agronômico; controle de custos; planejamento e controle de contratos; recomendação
para aplicação de defensivos, fertilizantes e reforma do plantio. É um sistema
corporativo que permite gerenciar vários fundos agrícolas e várias agroindústrias no
mesmo ambiente computacional.
COPFROTA – Sistema de logística
O Sistema Copfrota é um sistema para gestão, logística e controle de frota, com
ferramentas que auxiliam a tomada de decisões. O sistema visa contribuir para a
melhor utilização dos veículos e implementos, a fim de otimizar o retorno econômico
de toda a frota, minimizando as horas perdidas e aumentando a eficiência.
Tem como finalidade o planejamento para realizar o balanço de matéria-prima;
otimizar; quadro de alocação de veículos atualizados em tempo real; gerenciador de
fluxo de entrada de matéria-prima na agroindústria, sugerindo ao administrador em
qual frente o veículo deverá atuar; determinar destino ótimo dos veículos para que não
falte transporte nos veículos nas frentes de colheita nem falte abastecimento de
matéria-prima na agroindústria; relatórios e gráficos; criação de subfretes e alocação
de veículos; análises de aproveitamento de tempo e cálculos de eficiências;
processamento de informações de computadores de bordo para analisar problemas
durante o trajeto e avaliar o comportamento dos motoristas; logística operacional do
transporte de matéria-prima e controle de colheita; otimizar utilização de veículos;

143 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
acompanhamento de localização de veículos por diferentes métodos: ciclos estimados,
GPS, rádio, transponder etc.
SIMAN – sistema de planejamento e controle da manutenção industrial
O Siman é um sistema que tem como objetivo fornecer ao gerente industrial
informações que facilitem o planejamento e o controle da manutenção industrial. O
sistema contribui para melhor utilização de máquinas e equipamentos, a fim de
otimizar o retorno econômico do empreendimento, minimizando as quebras e horas
paradas, aproveitando ao máximo sua vida útil. Tem como finalidade gerenciar a
manutenção corretiva, preventiva e preditiva; elaboração de planos para controle de
lubrificação, análises de vibração e preditiva de motores elétricos; planejamento a
médio e curto prazo; alocação de recursos, check list etc.; geradores de relatórios e
gráficos; ferramenta de suporte a decisões (business intelligence); controle de
calibração de equipamentos e instrumentos; busca de equipamentos substitutos
configuráveis pelo usuário; ênfase no planejamento e no controle de projetos de
manutenção por paradas de períodos largos; controle de custos por equipamentos,
TAG, setores e departamentos; completa integração com sistemas de compras e
almoxarifados.
Esses são alguns dos módulos desenvolvidos pela empresa Biosalc Sistemas e
Equipamentos Ltda, outros módulos como Siap – Sistema Palm para apontamento
de mão de obra; Sicap – Sistema de controle de contratos agrícolas, parcerias e
prestação de serviço; Sifrota – Sistema de planejamento e controle de frotas,
pneus, filtros e combustíveis; Siger–Sistema de informações gerenciais;
complementam o SIAGRI - Sistema Integrado para o Gerenciamento Agrícola o qual
está implantado em mais de 80 empresas do setor sucroalcooleiro, sendo o sistema
mais aceito por este setor. O SIAGRI integra as informações das áreas agrícolas,
motomecanização, transporte e a indústria sendo utilizado amplamente pelo
departamento de Planejamento e Controle da Produção, subsidiando as tomadas de
decisões nos níveis operacionais e econômico das unidades produtoras de açúcar e
álcool.

144 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
No entanto, várias usinas estão implementando o ERP - Enterprise Resource Planning
e a preferência está sendo pelo SAP.
Estratégia de qualidade
Como o conceito de qualidade já foi estudado nesta dissertação, vamos focar
diretamente as estratégias de qualidade da usina em termos de processo / produto e do
ponto de vista mercadológico.
1. Qualidade do processo / produto:
O processo produtivo é avaliado em termos de quantidade produzida e qualidade do
produto que está sendo beneficiado. A quantidade produzida é mensurada e controlada via
online e através de gráficos analíticos que compara o que foi programado com o que está
sendo produzindo em várias fases do processo. Para esta análise quantitativa são
empregados equipamentos de alta tecnologia como o Toflux que mensura a quantidade
produzida e apresenta planilhas com o mapeamento do processo em termos de quantidade.
Em termos de qualidade da matéria prima, a primeira análise química é feita na
recepção da cana, utilizando a sonda mostradora de cana (figura 5.13) extrai-se o caldo da
cana em três amostragens e imediatamente é realizada a análise para identificar o teor de
sacarose contida na cana a qual serve de parâmetro para os índices produtivos e o
pagamento da cana ao fornecedor. Na recepção é realizada a pesagem da cana que também
é outro indicador para o processo e para o pagamento ao fornecedor.
Figura 5.13 - Sonda mostradora de cana Fonte: Usina pesquisada ( autor, 2008 )

145 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP 2. Análise do produto
Com a filosofia já incorporada de que não se mede o processo apenas no final
(produto) podemos observar que todo o processo é monitorado através de ensaios físico-
químico de todo o processo. Os processos automatizados controlam os parâmetros
relacionados a temperatura, nível , vazão e pressão os quais são indicadores para a
produção dos produtos conforme especificação da empresa ou cliente.
Os laboratórios industriais assumem importância fundamental na qualidade do
produto final. Eles monitoram todas as fases do processo e apresentam laudos precisos e
conclusivos sobre a qualidade laboratorial da matéria prima em processamento.
a) análise de água: esta análise é importante para a alimentação das caldeiras
que por sua vez geram a energia para o próprio processo e excedentes
para comercialização. Alguns exemplos de análises são: PH, sílica,
condutividade, material orgânico, identificação de ferro e cloreto, etc.
b) análise do processo: esta análise permite o controle do processo e se
necessário as correções são realizadas pontualmente onde são geradas as
anomalias. Alguns exemplos são: PH em cada etapa do processo, pureza
da massa, pureza do caldo, teor de fosfato, condutividade, sílica, etc.
c) análise na fabricação de açúcar: Na fabricação do açúcar são verificados:
Polarização, cor, umidade, filtrabilidade, turvação alcoólica, turbidez,
cinzas, SO2, tamanho médio da granulação, resíduo insolúvel,
temperatura, partículas magnetizáveis, pontos pretos, etc.
d) análise na fabricação do álcool: Na fabricação do álcool são verificados:
PH, condutividade, acidez, cromatografia gasosa, umidade do álcool,
entre outros.
As figuras 5.14 e 5.15 exemplificam um laboratório industrial para analise físico-
químico.

146 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
Figura 5.14 - Laboratório industrial Figura: 5.15 - Indicadores de qualidade Fonte: Usina pesquisada ( autor, 2008 ) Fonte: Usina pesquisada ( autor 2008 )
Para o controle da qualidade no que dizem respeito ao processo, as informações são
centralizada no COI – Central de Operações Integras que monitora todas as variáveis do
processo, informando as condições reais do processo em termos de volumes produzidos,
níveis, temperatura, pressão dos sistemas utilizado para a fabricação dos produtos
sucroenergéticos. As informações são instantâneas e o operador de processo pode intervir
no processo produtivo quando este apresentar anomalias com relação ao esperado. A
equipe de manutenção é acionada imediatamente quando detectado um problema como,
por exemplo, no nível de água de uma caldeira. O COI representa uma estratégia de
competitividade da empresa, monitora e agiliza as informações necessárias para a tomada
de decisões. As figuras 5.16 e 5.17 ilustram o COI da usina estudada.
Figuras 5.16 e 5.17 COI – Central de Operações Integradas
3. Qualidade mercadológica:
Esta estratégia de qualidade visa mostrar ao mercado consumidor que as ações
praticadas pela empresa garante a qualidade do produto, pratica ações de preservação
147 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP ambiental e atitudes que melhora as condições sociais. O grande ganhador de pedido hoje
no setor sucroalcooleiro está relacionado com a consciência ambiental e social.
Neste ponto, a usina conquistou as certificações ISO 9000 e 14000, participam das
ações sociais do município promovendo melhores condições sociais para seus funcionários
e população circunvizinhas da usina. As ações ambientais e sociais são muito exploradas
pelos países importadores de açúcar e principalmente de álcool.
Inovação tecnológica e de produto
A inovação tecnológica e de produto maximiza as oportunidades de competitividade
no mercado. Neste caso, a usina tem realizado atualizações constantes, implementando
novidades tecnológicas nos seus processos produtivos, na gestão e operação da
manutenção industrial e gestão da informação, todos os processos são automatizados e a
logística de transporte e colheita conta com softwares de controle das operações. A figura
5.18 mostra uma coluna de destilação a qual a até o presente momento é a maior da
América Latina.
Figura 5.18 - Coluna de desidatração
Fonte: Usina estudada ( autor, 2008 )
Quanto ao desenvolvimento de novos produtos a usina participa das novidades ofertas
pelo setor, a seguir, os produtos ofertados pela empresa para consumo externo e produtos
desenvolvidos para as atividades internas da empresa.

148 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
Figura 5.19 – Produtos âncoras Fonte: ( elaborado pelo autor, )
5.11.6 Estratégia de localização
A localização das instalações industriais é de fundamental importância para a
competitividade do empreendimento e está relacionado diretamente com os resultados do
PCP. Por exemplo, se as condições climáticas não oferecer segurança quanto à cronologia
dos encontros entre a necessidade de chuva para a lavoura e a sua estiagem para a colheita
não se pode presumir o resultado qualitativo e quantitativo da produção. Neste caso é
fator primordial a localização das instalações onde as condições climáticas ofereçam certa
segurança. As condições do solo em termos de adequação ao cultivo da cana e a sua
inclinação para o processo de colheita também são estratégicos, assim como a logística de
distribuição.
Essas questões foram decisivas para a instalação da primeira unidade no Triângulo
Mineiro da usina foco desta pesquisa e em seguida a aquisição de mais uma usina nesta
região. Outra estratégia neste sentido é com relação à logística de transporte da cana, as
instalações industriais deve ficar no máximo a um raio entre 35 a 45 Km de distância da
lavoura de cana, distâncias maiores que esta inviabiliza a logística de distribuição. Neste
caso é aconselhável a utilização de cálculos matemáticos para definição se
economicamente é melhor a construção de uma nova unidade ou arcar com os custos de
transportes. Normalmente o escolhido pelos grandes grupos é a instalação de outra unidade
Produtos
Bagaço de cana
Origem Inicial – Cana-de-açúcar
Destilação Fermentação
- Co-geração - Torta de filtro - Zinza - Fuligem
- Óleo fusel - Vinhaça
- Levedura Seca
Produtos âncoras: açúcar e álcool

149 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP com o objetivo de resolver os problemas relacionados à logística e constituir reservas
estratégicas de terras.
5.11.7 Estoques
Como as demandas são caracterizadas por pedidos firmes através de contratos anuais
ou semestrais de grande quantidade, os estoques no caso desta usina e outras que pesquisei
são estoques estratégicos visando período de alta de preço.
Finalizando este capítulo, apresentamos dois conceitos de autoria de (Contador &
Contador, 1997) e (Corrêa & Gianesi, 1997; Nahmias, 1995) que consideramos
importantíssimo para as funções do PCP.
O principal objetivo do PCP é propiciar informações adequadas para que os
administradores possam gerenciar as atividades da operação produtiva e satisfazer de
forma contínua à demanda dos consumidores (Contador & Contador, 1997).
É por meio do PCP que a organização garante que suas decisões táticas e operacionais
sobre o quê, quando, quanto, como e com o quê produzir, e/ou comprar, sejam adequadas
ao planejamento estratégico e, conseqüentemente, adequadas aos objetivos da empresa
(Corrêa & Gianesi, 1997; Nahmias, 1995).
A fase de estocagem da matéria prima deixou de existir em função do grande
número de bactérias que acumulavam na cana-de-açúcar prejudicando as demais fases do
processo. Atualmente a cana-de-açúcar vai diretamente para o beneficiamento,
caracterizando o recebimento da cana na metodologia Just-in taime.
5.12 Gestão da Manutenção
Este tópico descreve brevemente sobre a gestão da manutenção no chão de fábrica de
uma usina sucroalcooleira, apresentando os métodos operantes dos sistemas utilizados para
a conservação dos equipamentos que são utilizados para a produção de açúcar e álcool.
É importante o estudo deste tópico pois a manutenção industrial é considerado como
um ponto de fundamental importância na produção sucroalcooleira, contribui para a
eficiência dos processos produtivos colaborando eficazmente no alcance das metas anuais
de produtividade.

150 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
Inicialmente faremos uma apresentação de vários conceitos utilizados na área da
manutenção industrial através de uma revisão bibliográfica, permitindo ao leitor um
embasamento dos termos técnicos utilizados para que possa compreender o conteúdo
tratado neste capítulo.
A Gestão da Manutenção de uma usina deve ser considerada como uma estratégia de
produtividade pelos gestores da empresa, pois ela tem impacto direto nas metas de
produção. Quando o planejamento da manutenção é mal feito ou inexistente,
provavelmente as conseqüências serão as freqüentes paradas não programadas para a
manutenção corretiva dos equipamentos, a qual contribuirá para a queda de produtividade
da empresa impactando desta forma no Planejamento e Controle da Produção.
Quando o número de paradas para a manutenção corretiva é elevado, os índices de
produção previstos para a fabricação do açúcar e do álcool não será atingido ou alcançado
arduamente pelos recursos físicos e humanos que compõem os sistemas produtivos da
usina.
Pelo exposto, este capítulo pretende, sem se aprofundar nos conceitos da Gestão da
Manutenção, mostrar os pontos críticos da manutenção e que não podem ser
negligenciados pelos gestores dos processos produtivos de uma usina sucroalcooleira.
5.12.1 Histórico da Manutenção
A palavra manutenção é derivada do latim manus tenere, que significa manter o que
se tem segundo Monchy “manutenção” decorre de um vocábulo militar, que nas unidades
de combate significava conservar os homens e seus materiais em um nível constante de
operação.
A NBR-5462 (1994) define manutenção como “a combinação de todas as ações
técnicas e administrativas, incluindo as de supervisão, destinadas a manter ou recolocar um
item em um estado no qual possa desempenhar uma função requerida”.
A palavra manutenção está presente na vida do ser humano desde que ele começou a
manusear instrumentos para a produção de bens. Com a revolução industrial que teve seu
início no século XVIII, houve grande necessidade de aumentar a capacidade produtiva das
empresas e consequentemente o incremento de novas tecnologias foram inevitáveis. A
presença de equipamentos cada vez mais sofisticados e de alta produtividade fez surgir a
exigência da disponibilidade dos maquinários e os custos de inatividade ou de sub
151 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP atividade serem observados com mais rigor. Não basta ter equipamentos de produção
sofisticados, é preciso ter uma boa gestão sobre os mesmos para que sejam utilizados de
forma racional e produtiva.
A Segunda Guerra Mundial marcada como um fato aterrorizador da civilização
mundial teve a sua “contribuição” para a evolução dos parques industriais de vários países,
nessa época a manutenção se firmou como necessidade absoluta, foi quando houve um
fantástico desenvolvimento de técnicas de organização, planejamento e controle dos
processos fabris.
A palavra manutenção com o significado de manter em bom funcionamento todo e
qualquer equipamento, ferramenta ou dispositivo, surgiu na década de 1950 nos Estados
Unidos.
Com a rápida disseminação, absorção e implantação de novas tecnologias nos
processos produtivos, sugiram uma série de necessidades a serem conquistadas pelas
empresas para que elas suportassem o alto nível de competitividade da era globalizada.
Relacionamos a seguir alguns itens que foram cruciais para a sobrevivência das indústrias
a nível mundial.
• tecnologia de ponta;
• excelentes recursos humanos;
• programas de qualidade;
• produtos competitivos;
• planos de manutenção eficazes;
• inovação tecnológica
A manutenção não pode se limitar a corrigir problemas cotidianos, deve ser aderente a
filosofia Kaesen buscando a melhoria continua de seus procedimentos de gestão,
implementando novas técnicas e promovendo a atualização dos recursos humanos com o
objetivo de buscar o conceito zero defeito e o aproveitamento máximo da disponibilidade
dos equipamentos de produção. Com esta visão, o impacto do PCM - Planejamento e
Controle da Manutenção na gestão dos processos produtivos são primordiais para a saúde
da empresa, promovendo maior competitividade aos processos através da disponibilidade
dos equipamentos e redução de custos operacionais, podendo a indústria colocar seus
produtos no mercado, com qualidade superior e preços competitivos.

152 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
A evolução da forma de se organizar a manutenção seguiu momentos distintos
durante os anos e consolidou a manutenção industrial como um importante setor de
prestação de serviços para produção de bens de uma organização.
Figura 6.1 Evolução da manutenção a partir da década de 1950
Fonte: (Viana, 2003)
Apesar da evolução nos últimos anos das técnicas utilizadas nos serviços de
manutenção, lacunas ainda existem e precisam ser resolvidas para que as equipes de
manutenção cumpram sua finalidade de prestar serviços de manutenção, e zelar para que as
máquinas estejam sempre nas melhores condições produtivas para que a empresa tenha a
maior lucratividade possível.
Para ter o processo de manutenção sob controle devemos ter domínio sobre o que
poderá acontecer sobre o que está acontecendo e ter condições de interferir para corrigir
desvios eventuais. Só é possível manter um processo sob controle quando se tem o
domínio tecnológico sobre ele. Para que possamos ter o domínio sobre a gestão da
manutenção é necessário o armazenamento do histórico dos acontecimentos da
manutenção, portanto, o uso de Indicadores e Índices de Manutenção é imprescindível para
1957
1951
1960
1954
- MP Manutenção Preventiva
- Manutenção do Sistema Produtivo
- Manutenção Corretiva com incorporação de Melhorias
- Introdução da Prevenção de Manutenção
1962
1970
1980
1990
- Engenharia da Confiabilidade
- Incorporação dos Conceitos das Ciências do Comportamento - Engenharia de Sistemas; - Logística e Terotecnologia
- TPM na Nippon Denson
- TPM no Brasil; - Softwares ERP - Fundação do JIPAM, Japan Institute of Plant Maintenance
Manutenção Baseada no
Tempo
Manutenção Baseada nas Condições

153 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP o PPCM – Planejamento, Programação e Controle dos Serviços de Manutenção. Os
indicadores prestam suas contribuições para que os gerentes possam ter respostas para as
perguntas relacionadas aos impactos dos serviços de manutenção sobre os índices de
produtividade do processo produtivo do empreendimento.
Perguntas como:
Quanto perdemos em disponibilidade da linha de produção?
Quanto perdemos em qualidade do produto?
Quanto perdemos em quantidade produzida?
Quanto perdemos em redução da capacidade produtiva?
Se estes parâmetros não forem medidos dentro da manutenção, como é que
poderemos realmente saber se a manutenção está com perda zero? Portanto, na evolução
do controle da manutenção, entramos na utilização de recursos computacionais para a
gestão da manutenção.
A utilização dos recursos computacionais no gerenciamento da manutenção permite o
acompanhamento dos Indicadores e Índices de manutenção, permite a emissão de relatório
padrão, pesquisas e questionamento mostrando estatísticas sobre custos, desempenho de
máquinas, desempenho de linhas e sobre o que mais se deseje controlar. Espera-se que o
software possa fornecer dados estatísticos sobre Manutenção Preventiva, Manutenção
Corretiva, Manutenção Preditiva ou qualquer combinação destes assuntos, seus percentuais
e seus custos, e dados sobre os equipamentos mantidos.
A sigla CMMS significa “Computerized Maintenance Management System” ou
Sistema de Gerenciamento da Manutenção Computadorizado, esta frase refere-se a
softwares dedicados a gestão da manutenção. O software utilizado pela empresa deve estar
apto a demonstrar o que aconteceu a qualquer momento e gerar relatórios sobre todas as
variáveis necessárias ao bom gerenciamento da manutenção nas empresas e
particularmente sobre o material gasto, os sobressalentes, seus custos e suas quantidades.
As finalidades de um sistema informatizado para manutenção são as seguintes:
• Organizar e padronizar os procedimentos ligados aos serviços de manutenção,
tais como: solicitação de serviços, programação de serviços e informações
provenientes do banco de dados;
• Facilitar a obtenção de informações da manutenção, por exemplo, custo do
equipamento, performance, características técnicas, etc;

154 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
• Gerenciar a estratégia de manutenção através dos planos preventivos, de forma
a garantir que as tarefas planejadas sejam automaticamente emitidas em forma
de Ordem de Manutenção;
• Aumentar a produtividade da manutenção através de informações, otimização
de mão-de-obra e ou priorização dos serviços;
• Controlar o estado dos equipamentos, bem como de índices consolidados, com
backlog, índice de corretiva, MTTR, etc. (MTTR – Mean Time To Repair, ou
TMR – Tempo Médio de Reparo).
Segundo dados da ABRAMAN – Associação Brasileira de Manutenção 96% das
indústrias brasileiras utilizam a informática para gestão da manutenção fornecendo dados
atualizados e confiáveis para a tomada de decisão nas estratégias da manutenção industrial.
Segundo José Carlos Vaz, tomar decisões acerca de como planejar, organizar, dirigir
e controlar as atividades de manutenção é a principal responsabilidade do gerente de
manutenção. Segundo Vaz, o volume e o tipo de análise de dados para a decisão
dependem:
• da importância da decisão;
• das limitações de tempo e custo; e
• da complexidade do problema.
O entendimento, pelo homem de manutenção, do seu ambiente e do seu
relacionamento com a função produção, dos fatores envolvidos nessa fronteira,
representados principalmente pela disponibilidade das máquinas, a compreensão dos
elementos intervenientes nesses fatores e a implantação de uma dinâmica de planejamento
e controle operacional do sistema de manutenção, permitirão avançar de modo mais eficaz
em direção aos ganhos de produtividade.
Para que a gestão da manutenção seja eficaz é necessário que seja tratada dentro de
um enfoque sistêmico, considerando as diversas interfaces envolvidas.
Concluindo esta introdução, observamos que no cenário evolutivo das usinas,
encontramos uma forte tendência da utilização cada vez maior dos recursos
computacionais para o Planejamento e Controle da Manutenção industrial focando os
equipamentos destinados à produção e os equipamentos destinados às operações de campo
como as colheitadeiras, caminhões, tratores, etc.

155 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
O emprego de software para monitoramento e geração dos indicadores e registros das
manutenções é utilizado com freqüência. Observamos a introdução gradativa da
manutenção preditiva através da implantação de laboratórios para a análise de lubrificantes
e o acompanhamento das condições mecânicas dos equipamentos com a introdução de
sensores para a análise de vibração dos conjuntos rotativos. A preocupação com a
qualificação dos recursos humanos é cada vez maior, aumentando assim o incentivo destes
profissionais a cursos de qualificação profissional e aperfeiçoamento contínuo em
conteúdos relacionados à manutenção.
5.12.2 Classificação Básica dos Serviços de Manutenção em Máquinas
Os vários tipos de definições referentes à manutenção, sempre convergem para o
mesmo ponto, ou seja, nada mais é que as formas como são encaminhadas as intervenções
nos instrumentos de produção. Segundo vários autores, os serviços de manutenção são
classificados como:
Manutenção Corretiva
De acordo com a ABNT, Manutenção Corretiva é a “manutenção efetuada após a
ocorrência de uma pane, destinada a colocar um item em condições de executar uma
função requerida” – NBR 5462 de 1992. Observe que a manutenção neste caso e
emergencial omitindo, portanto a palavra planejamento.
As manutenções corretivas não são programadas, são executadas sempre que ocorrem
paradas inesperadas de máquinas por falha e ocupam, portanto, um período de tempo que
originalmente estava programado para que a máquina estivesse em produção.
Manutenção Corretiva
Manutenção Preventiva
Manutenção Preditiva
Manutenção Autônoma
(TPM)

156 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP Manutenção Preventiva
A manutenção preventiva consiste na substituição de peças em períodos regulares.
Tem o caráter preventivo de interferir em máquinas e equipamentos antes que ocorra uma
falha inesperada. Podemos classificar como manutenção preventiva todo serviço de
manutenção realizado em máquinas que não estejam em falha, estando com isto em
condições operacionais ou em estado de zero defeito.
Segundo Herbert Ricardo Garcia Viana, “o Planejamento e Controle da Produção (PCP) configura-se em uma ferramenta poderosa no que diz respeito à logística de um negócio; o que fabricar, quando e quantos são as diretrizes dadas pelo PCP, e para tanto se faz necessário levar em consideração uma série de variáveis, sendo uma delas o estado operacional do maquinário e seu calendário de paradas. Logo, sem a manutenção preventiva seria quase impossível esta análise e determinação de datas”.
Manutenções baseadas apenas em corretivas proporcionam instabilidade no processo
produtivo proporcionando constantes interrupções tornando inevitável a queda de
produção. O acionamento da equipe de manutenção também se torna freqüente,
aumentando o custo da manutenção com pagamento de horas extras e ainda eleva o risco
de acidentes. Portanto, a adoção da manutenção preventiva pelas indústrias tornou mais
freqüentes ao longo dos anos tornando os processos produtivos mais confiáveis e
adequados para um cenário altamente competitivo formado pelas corporações aderentes a
uma política cada vez mais capitalista.
Neste tipo de manutenção, a troca de peças em períodos regulares pode acarretar uma
subutilização das mesmas pelo descarte antes do fim de sua vida útil.
Manutenção Preditiva
Parte do pressuposto de que, do ponto de vista econômico, parar uma máquina ou
equipamento para desmontá-lo e executar intervenções de manutenção preventiva quando
o mesmo ainda apresenta condições de operar com desempenho satisfatório, não é
procedimento admissível e deveria ser evitado.
A manutenção preditiva visa acompanhar a máquina ou as peças, por monitoramento,
por medições ou por controle estatístico e tentam predizer a proximidade da ocorrência da
falha. O objetivo de tal tipo de manutenção é determinar o tempo correto da necessidade da

157 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP intervenção mantenedora, com isso evitando desmontagem para inspeção, e utilizar o
componente até o máximo de sua vida útil.
A manutenção preditiva utiliza quatro técnicas para o monitoramento das condições
operacionais dos elementos de máquinas, são elas:
• ensaio de Ulta-som;
• análise de vibrações mecânicas;
• análise de óleos lubrificantes; e
• termografia.
Ensaio por Ultra-som caracteriza-se num método não destrutivo que tem como
objetivo a detecção de defeitos ou descontinuidades internas, presentes nos mais variados
tipos ou formas de materiais ferrosos ou não ferrosos. São exemplos de defeitos de
descontinuidades internas as bolhas de gás em fundidos, dupla laminação em laminados,
microtrincas em forjados, escorias em uniões soldadas entre outros.
A vibração mecânica constitui-se freqüentemente em um processo destrutivo,
ocasionando falhas nos elementos de máquinas por fadiga, ou seja, diminuição gradual da
resistência de um material por efeito de solicitações repetidas. Os efeitos de uma vibração
severa são o desgaste e a fadiga, que certamente são responsáveis por quebras definitivas
do maquinário.
Para a analise das vibrações são colocados acelerômetros em pontos predeterminados
do equipamento, o acelerômetro capta as vibrações dos equipamentos e realiza as análises
destas vibrações observando a evolução do seu nível ao longo do tempo, com este
procedimento, uma série de dados será fornecido, orientando sobre o estado funcional de
um determinado componente.
Termográfica é a técnica de ensaio não-destrutivo que permite o sensoriamento
remoto de pontos ou superfícies aquecidas por meio da radiação infravermelha.
A termografia é uma técnica muito eficiente e segura, permite a realização de
medições sem contato físico com a instalação elétrica e é capaz de inspecionar grandes
superfícies em pouco tempo. Por ser um método de fácil visualização e sem grandes
dificuldades operacionais a termografia torna-se eficiente e contribui significativamente
com a qualidade dos serviços prestados pela equipe de manutenção. Os resultados podem
ser mensurados conforme indicadores abaixo.

158 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
• Indicadores de segurança do trabalho Sem contatos com redes elétricas
energizadas.
• Indicadores de produção Verificação do equipamento em
pleno funcionamento.
• Indicadores homem / hora trabalhada Inspeção de grandes superfícies
em pouco tempo - alto rendimento
A análise de óleo lubrificante tem dois objetivos: determinar o momento exato da
troca do lubrificante e identificar sintomas de desgaste de um componente. A medição é
feita através do monitoramento da quantidade de partículas sólidas presentes no fluido,
aliado a análise de suas características físicas e químicas que são:
• Nível de contaminação de água;
• Quantidade de resíduos de carbono;
• Viscosidade do óleo
• Acidez;
• Ponto de congelamento; e
• Ponto de fulgor.
Para a realização da análise do óleo lubrificante, é necessário um laboratório
confiável equipado com vários instrumentos como viscosímetro, centrífugas, microscópios,
etc. Nas usinas, encontramos empresas que adquiriram o seu próprio laboratório e outras
que fizeram a opção de realizar as análises de forma terceirizadas em laboratórios
acreditados pelo INMETRO.
Manutenção Autônoma – TPM
É um método que a organização utiliza para integrar todos os funcionários da
empresa, nas atividades de manutenção. O operador será treinado em habilidades básicas
para a identificação de condições anormais de funcionamento do equipamento e executará
serviços de manutenção da máquina que está operando quando estes não exigirem
conhecimento tecnológico altamente especializado.
Na manutenção autônoma os operadores passam a executar serviços de manutenção
no maquinário que operam. Serviços estes que vão desde as instruções de limpeza,

159 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP lubrificação e tarefas elementares de manutenção, até serviços de relativa complexidade de
análise e melhoria dos equipamentos de produção.
5.12.3 Gestão da Manutenção - Sua Influência nas Operações Industriais
A qualidade da interação entre os sistemas de produção com os sistemas da
manutenção definem o tipo de contribuição que a equipe de manutenção prestará para a
produtividade da empresa.
Nesta interação está a preocupação para assegurar condições operacionais dos
equipamentos produtivos, portanto, a manutenção tem influência direta na capacidade
produtiva das organizações. A disponibilidade das máquinas, para que possam produzir,
surge então como fator bastante útil na avaliação da qualidade dos serviços prestados pela
manutenção. Segundo o J. Vaz a figura 6.2 demonstra um modelo esquemático de um
sistema de produção e seu relacionamento com o sistema de manutenção.
Figura 6.2 - Modelo esquemático de um sistema de produção e seu relacionamento com o sistema de
manutenção Fonte: (Vaz 2003)
Podemos concluir que o sistema de manutenção fornece um valioso suporte para a
produtividade das organizações participando diretamente ou indiretamente de todo o
processo de transformação de matérias-prima em produto acabado, interferindo nos
resultados da empresa na pontualidade de entrega dos produtos, nos custos operacionais, na
qualidade do produto, na confiabilidade do processo, na satisfação do cliente e também

160 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP constitui em uma atividade relevante que se deve levar em consideração no Planejamento e
Controle da Produção.
5.12.4 Gestão da Manutenção em uma Unidade Produtora de Açúcar e Álcool
A manutenção em uma usina de açúcar e álcool se divide em atividades distintas que
corresponde à manutenção industrial e a manutenção dos maquinários destinados a área
agrícola. Estas duas áreas distintas se unem para a fabricação do açúcar e álcool e
requerem um tratamento específico para as questões relacionadas à manutenção dos seus
equipamentos.
Neste trabalho vamos focar a manutenção industrial por estar relacionada diretamente
ao processo de fabricação a qual constituiu a área de concentração desta dissertação. Mas,
o autor faz questão de registrar a importância do setor da manutenção agrícola que é o
responsável pela logística de abastecimento da cana-de-açúcar à indústria para transformá-
la em açúcar ou álcool. Este setor é o responsável pela disponibilidade dos equipamentos
destinados a preparação do solo, adubação, plantio, irrigação, combate às pragas, colheita e
transporte, portanto, constitui uma área de vital importância para dar continuidade ao
processo produtivo da usina.
Para maior compreensão do leitor, ilustrei as duas vertentes da manutenção dos
equipamentos industriais e agrícolas conforme pode ser observado a seguir:
Setores que compõem o sistema de controle da manutenção.
- Moagem - Preparação do solo
- Fabrica de açúcar - Plantio
- Fábrica de álcool - Colheita
- Utilidades = Trat. de água e caldeiras - Transporte
- Esteira de arraste - Tratores
INDÚSTRIA AGRÍCOLA
EQUIPAMENTOS MÁQUINAS

161 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
- Esteiras de correntes - Moto niveladora
- Caldeiras - Caminhões (treminhões)
- Moendas - Colhedeira de cana
- Redutores
- Estação de tratamento de água
A operacionalização da manutenção agrícola se difere da indústria em vários pontos
como a formação da mão-de-obra que mesmo possuindo uma habilitação técnica em
mecânica, por exemplo, necessita de uma especialização em sistemas moto mecanizados para
fazer as correções nos equipamentos agrícola, garantindo a disponibilidade dos mesmos para
plantar, colher e transportar. O sistema utilizado para o diagnóstico de falha dos
equipamentos, requer uma aplicação especifica, assim como o software para o controle da
manutenção também requer uma dedicação direcionada.
Apesar de ter um gerenciamento e uma execução diferenciada não se pode determinar
qual a área que requer maior grau de dedicação ou conhecimento, pois ambas estão
diretamente comprometidas com o resultado final do produto. Se não existe
disponibilidade de máquinas agrícolas para fazer a cana-de-açúcar chegar na indústria em
qualidade e quantidade suficiente e no tempo adequado, não se cumpre o que foi
programado no planejamento da produção para o ano. Portanto, não se define grau de
importância entre a manutenção industrial e manutenção agrícola, apenas são gestões que
se realizam com o mesmo objetivo, manter disponíveis os instrumentos dedicados à
produção de açúcar e álcool.
5.12.5 Gestão da manutenção aplicada a uma usina de açúcar e álcool
Os recursos humanos necessários para a gestão e a operação da manutenção não se
difere de uma usina para outra. Normalmente o quadro de profissionais é composto pela
estrutura representada a seguir:
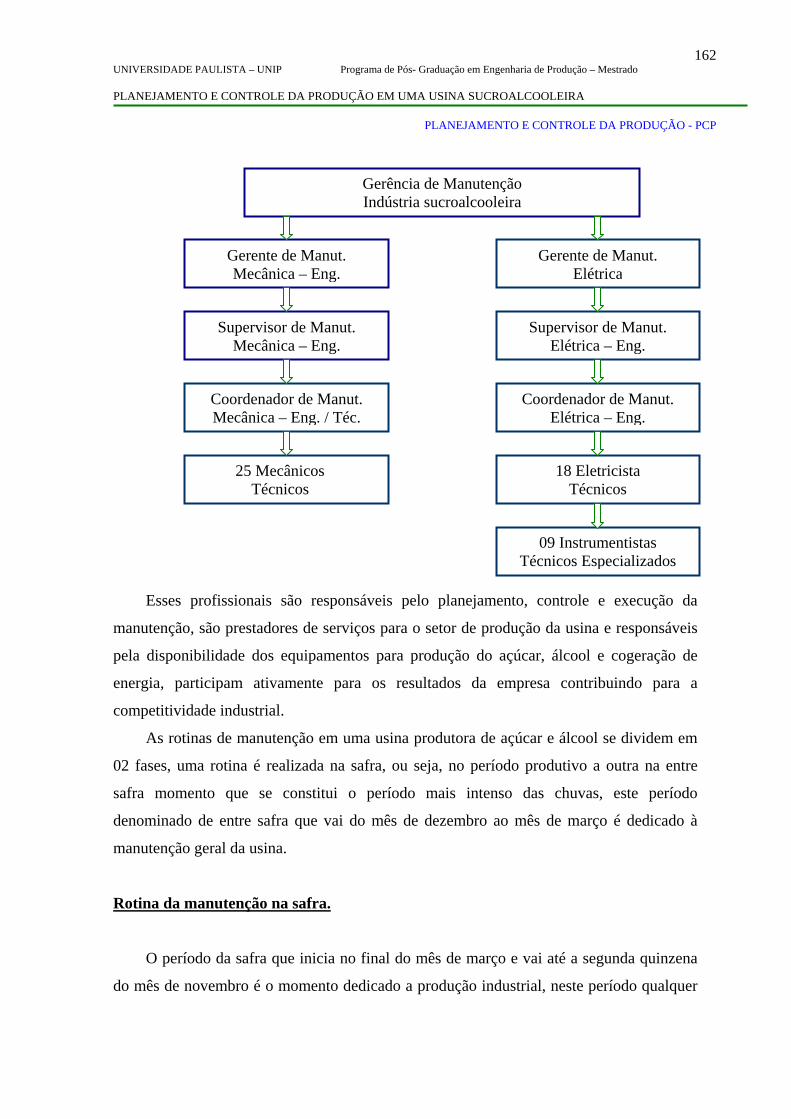
162 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
Esses profissionais são responsáveis pelo planejamento, controle e execução da
manutenção, são prestadores de serviços para o setor de produção da usina e responsáveis
pela disponibilidade dos equipamentos para produção do açúcar, álcool e cogeração de
energia, participam ativamente para os resultados da empresa contribuindo para a
competitividade industrial.
As rotinas de manutenção em uma usina produtora de açúcar e álcool se dividem em
02 fases, uma rotina é realizada na safra, ou seja, no período produtivo a outra na entre
safra momento que se constitui o período mais intenso das chuvas, este período
denominado de entre safra que vai do mês de dezembro ao mês de março é dedicado à
manutenção geral da usina.
Rotina da manutenção na safra.
O período da safra que inicia no final do mês de março e vai até a segunda quinzena
do mês de novembro é o momento dedicado a produção industrial, neste período qualquer
Gerente de Manut. Mecânica – Eng.
Gerente de Manut. Elétrica
Supervisor de Manut. Mecânica – Eng.
Supervisor de Manut. Elétrica – Eng.
Coordenador de Manut. Mecânica – Eng. / Téc.
Coordenador de Manut. Elétrica – Eng.
25 Mecânicos Técnicos
18 Eletricista Técnicos
09 Instrumentistas Técnicos Especializados
Gerência de Manutenção Indústria sucroalcooleira
163 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP parada não programada compromete os resultados da indústria, portanto são extremamente
indesejáveis.
Neste período ocorre principalmente as manutenções preditivas e a rotina de coleta de
dados para alimentação do software dedicado à manutenção. Esses dados serão utilizados
para o planejamento da manutenção no período da entre safra.
Nesta fase, as manutenções caracterizam-se por implantação de rotinas de
manutenção planejada e medições de vibração de equipamentos, análise de óleo, inspeção
termográfica, etc.
• Rotina de Manutenção Planejada
Como exemplo, vou citar a rotina das moendas. Como as condições climáticas
interferem no planejamento das operações de uma usina produtora de açúcar e álcool,
alguns cronogramas de manutenção são realizados observando o clima da região.
Nos primeiros meses da safra não chove, com isto as moendas param de 30 em 30
dias para manutenção, no restante do ano com o aumento das chuvas as manutenções são
mais freqüentes, pois falta cana para moagem e este tempo de parada dos equipamentos
são aproveitados para realizar manutenções.
Algumas manutenções programadas são realizadas em espaços de tempo muito curto
como é o caso das substituições das facas do picador de cana e dos martelos do desfibrador
de cana que são realizados normalmente entre uma e duas semanas depende do regime de
trabalho e da qualidade da cana.
Análise de vibração
A manutenção preditiva por análise de vibrações está baseada no conhecimento do
estado da máquina através de medições periódicas e continuas de um ou mais parâmetros
significativos, evitando paradas inesperadas.
A usina realiza análise de vibração em seus equipamentos críticos identificando o
período exato de troca de elementos de máquinas evitando troca desnecessária de peças,
reduzindo desta forma os custos de manutenção.
Apresento a seguir um estudo de caso de uma análise de vibração realizada em um
rolamento do motor ME-20287 de um conjunto moto bomba. Este estudo fornecerá ao

164 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP leitor uma visão mais detalhada do processo de análise de vibração e sua importância como
ferramenta de gestão de manutenção.
Conjunto Moto-Bomba Caldo Primário Reserva
Substituição do rolamento do motor ME-20287.
O rolamento iniciou o processo de degradação no dia 14/08/2008, apresentava
característica de falha na pista interna. O rolamento foi monitorado e feito a intervenção na
máquina na data planejada. A ocorrência da falha provocou um estado de vibração no
componente que podemos verificar na figura 6.4 que a sua amplitude que chegou a 2,43
g/rms no inicio das medições. Em função desta amplitude, a atenção no mecanismo foi
redobrada até atingir o pico de 8 g/rms na data de 23/08/2008 demonstrado uma aceleração
no processo de degradação e a quebra do equipamento seriam inevitáveis.
A manutenção preditiva, neste exemplo, atuou de forma eficiente evitando que
problemas maiores viesse a ocorrer em função da quebra do equipamento, permitindo a
equipe de manutenção realizar o reparo de forma planejada evitando perdas de produtos
semi-manufaturados, longo tempo de parada do processo, entre outros itens que compõe a
gestão da manutenção.
A seguir uma seqüência de fotos ilustrando o problema.
Figura 6.3 - Rolamento com as partes rolantes com defeitos.
Marcas de estacionamento na pista

165 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
Estes sinais de defeito são mostrados também em espectro, onde pode ser observado a
melhoria do rolamento após a intervenção.
Figura 6.4 - Espectro de defeito juntamente com o espectro de melhoria LA-H.

166 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
Espectro de defeito juntamente com o espectro de melhoria LA-H
Aceleração (g/rms)
Trend Vibration 12.311MB-02-Caldo-Primario 05.Me-20287-LA-H. 14/8/2008 10:52:40 2/9/2008 10:01:19 *
05.Me-20287-LA-H.
Trend Vibration 12.311MB-02-Caldo-Primario 05.Me-20287-LA-H. 14/8/2008 10:52:40 2/9/2008 10:01:19 *
05.Me-20287-LA-H.
Espectro que demonstra claramente a melhoria no rolamento após a substituição. Valores de amplitude. Antes 5,32 mms/rms para Depois 2,17 mms/rms

167 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
Pista interna, onde se encontra a maioria dos danos.
Figura 6.5 - Elementos rolantes do rolamento do motor LA.
Trend Vibration 12.311MB-02-Caldo-Primario 06.Me-20287-LA-H1. 23/8/2008 11:43:59 2/9/2008 10:01:37
06.Me-20287-LA-H1.
Trend Vibration 12.311MB-02-Caldo-Primario 06.Me-20287-LA-H1. 23/8/2008 11:43:59 2/9/2008 10:01:37 *
06.Me-20287-LA-H1.
Espectro demonstra claramente a melhoria após a substituição e também o defeito no mesmo. Antes da intervenção 8 g/rms. Após a intervenção 2,16 g/rms

168 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
Figura 6.6 - Problema após a intervenção.
Após a substituição do rolamento pela equipe de manutenção, foi realizado uma nova
análise de vibração no motor elétrico, que ainda apresentava índices elevados de vibração
provocado pelo excesso de lubrificação no conjunto eletromecânico, o que pode ser
constatado também de forma visual.
Figura 6.8 - Espetro após a intervenção da equipe de manutenção.
1 °Rolo marcado em toda sua extensão
2º rolo marcadoConjunto de rolos marcados em toda Sua extensão
Excesso de graxa onde o rolamento tenta expulsar a quantidade desnecessária.

169 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
Figura 6.8 - Espetro de freqüência
Fonte: Usina pesquisada
Utilizando de analisadores de vibração a empresa consegue monitorar os seus
equipamentos críticos estabelecendo vida útil de trabalho mais longa, evitando a
substituição desnecessária dos mesmos, aumenta a disponibilidade dos maquinários para
jornadas mais longas de trabalho sem interrupção do processo produtivo.
A figura 6.10 mostra um modelo de analisador de vibração.
Figura 6.9 - Analisador de vibrações
Fonte: Usina pesquisada
Espectro de freqüência demonstrando problema na lubrificação do motor elétrico.
Spectra Spectrum 12.311MB-02-Caldo-Primario 06.Me-20287-LA-H1. 2/9/2008 10:01:36 - *
06.Me-20287-LA-H1.

170 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
• Análise de Óleo Lubrificante
Com o objetivo de identificar: contaminação do óleo pela água; quantidade de
resíduos de carbono; viscosidade do óleo; nível do óleo, etc, a empresa pesquisada
estabelece uma rota diária de lubrificação, onde são coletados os dados das referentes as
condições em que se encontram o óleo lubrificante dos equipamentos, essas informações
são repassadas para o setor de PCM onde são transformados em dados e armazenados nos
sistemas computacionais da empresa para futuras tomadas de decisão.
Os equipamentos considerados críticos como geradores, redutores e turbinas são
analisados a cada 2 meses e obviamente é realizado a troca do óleo que já se encontra
contaminado ou com a sua viscosidade abaixo dos índices estabelecidos pelo fabricante.
• Inspeção Termográfica
Manutenção preditiva, através da inspeção termográfica, nos quadros elétricos de
comando e distribuição de força, subestação, grupo gerador, central de ar condicionado, de
iluminação, no break, elevadores, pontes rolantes escadas rolantes etc. a ser executada com
a emissão dos laudos, indicando as correções necessárias, ilustrados com os respectivos
termogramas e registros fotográficos dos pontos de calor excessivo, visando o
prolongamento da eficiência operacional dos sistemas.
Nos sistemas elétricos os processos liga-desliga e carga e não carga ou suas grandes
oscilações provocam nas conexões metais, mecanicamente conectados, ciclos de
aquecimento e resfriamento, dilatação e contração, folgas e maus contatos. A detecção de
um componente defeituoso baseia-se na elevação de sua temperatura, em função de um
aumento enorme de sua resistência OHMICA devido à ocorrência de oxidação, ou falta do
adequado contato. Desta forma, um componente defeituoso apresenta-se como um ponto
quente em comparação com o ambiente ou com outros componentes similares em bom
estado.
Para ser efetiva a inspeção deve ser realizada no período de maior demanda, quando
os pontos deficientes da rede tornam-se mais evidentes.
Com a adoção destes procedimentos de manutenção preditiva, a usina consegue
antecipar o diagnóstico e detectar problemas que possam causar elevado custo na reparação
de equipamentos elétricos.
Os benefícios com a implantação desta metodologia são:

171 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
• Estoques – a advertência de problemas em potencial permite o baixo
investimento em estocagem;
• Consumo de energia – permite corrigir problemas que causam perda e
consumo de energia em excesso;
• Tempo – inspeção de uma grande quantidade de equipamentos em curto
período de tempo;
• Avaliação das cargas nos painéis elétricos – fácil diagnóstico durante o
funcionamento do equipamento;
• Apoio à equipe de manutenção – avaliação da quantidade de serviços
executados;
• Planejamento – permite um prévio planejamento antes da conclusão do serviço
poupando tempo;
• Vida útil – ao detectar o problema evita-se a queima ou perda desnecessárias
das peças.
Ainda no período da safra, tem início o Planejamento e Controle da Manutenção –
PCM, as informações coletadas pelos métodos citados anteriormente (manutenção
preditiva), começam a se transformarem em dados de gestão para o planejamento da
manutenção da usina. A coleta de dados tem início no mês de agosto, os dados coletados
referentes às manutenções corretivas, preventivas e preditivas são inseridos em softwares
dedicados ao gerenciamento da manutenção.
No mês de novembro conclui-se a fase do planejamento e o software está com todas
as informações para o startup da manutenção geral da usina.
Ao concluir o planejamento, a usina sucroalcooleira tem as informações mapeadas
para a intervenção da equipe de manutenção em pontos específicos, que realmente
necessitam de reparos ou substituição de peças.
Toda a programação da manutenção é realizada, nesta usina, pelo software SIMAN
que contribui com informações referentes à:
i – Ordens de serviços;
ii – Relatórios técnicos;
iii – Histórico dos equipamentos;
iiii – Relatórios gerenciais: custo da manutenção, tempo de parada do
equipamento, mão de obra utilizada, freqüência de intervenção da manutenção por

172 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
equipamento;
iiiii – Estoques, entre outras informações.
Rotina da manutenção na entre safra
A rotina de manutenção na entre safra constitui na execução do que foi programado
entre os meses de agosto a novembro pelo PCM da indústria. Até pouco tempo,
praticamente toda a fabrica era desmontada, hoje em dia desmonta-se menos equipamentos
em função da manutenção preditiva que sinaliza com precisão quais os equipamentos que
deverão sofrer intervenções.
Neste período, os operadores de processo participam ativamente na reparação dos
equipamentos, colaborando com as equipes de manutenção.
Concluindo este capitulo, a pesquisa realizada sobre a gestão da manutenção,
contribuiu para visualização prática do planejamento e execução da manutenção em uma
unidade produtora de açúcar e álcool. A revisão bibliográfica que realizei contribuiu para
compreender como acontece a gestão da manutenção in loco e observar as relações e
similaridades existentes entre os acervos bibliográficos e o que acontece no chão de fabrica
de uma usina.
Os conceitos empregados para as manutenções corretivas, preventivas e preditivas
são amplamente aplicados pela usina e assimilados pelos seus funcionários que
compreendem a importância e a necessidade constante da disponibilidade dos instrumentos
dedicados à produção de açúcar e álcool estarem sempre em bom estado de funcionamento.
O setor dedicado ao planejamento e controle da manutenção conta com uma infra-
estrutura mínima que é composta por 03 funcionários, microcomputador e software. A
seguir fotos ilustrativas:

173 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
Com essa estrutura, o setor é responsável por todo o planejamento e a programação da
manutenção, que fornecem relatórios de nível técnico e gerencial. Fornecem informações
para tomada de decisão da alta administração que podem traçar com maior precisão e
confiabilidade a programação e as metas de produção da empresa.
O software é empregado com intensidade pelo programador, que fornecem as
informações: quantidade de horas em manutenção por equipamento, quantidade de
ocorrência de manutenção por equipamento, equipamentos com maiores custos de
manutenção, custos de manutenção por área, estoques, ordem de serviços e outras
informações de interesse aos gestores da indústria.
Algumas telas do software SIMAN para visualização e maior entendimento do leitor.
Figura 6.10 – Tela de acesso aos programas
Permite o acesso aos programas computacionais de gestão da manutenção.

174 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
Figura 6.11 – Curva de Avanço
Nesta tela, o programador visualiza a curva de avanço das manutenções programadas
e realizadas. Compara se o que foi programado está sendo realizado dentro do cronograma
proposto.
Figura 6.12 – Quantidade de horas em Manutenção por equipamento
Nesta tela, os gestores têm acesso à quantidade de horas em manutenção por
equipamento, e é possível tomar decisões quanto à substituição ou permanência do mesmo
no processo produtivo.

175 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
Figura 6.13 – Quantidade de ocorrência
Nesta tela, é demonstrada a quantidade de ocorrência de manutenções por
equipamento, sendo possível também tomar decisões quanto ao futuro do equipamento.
Figura 6.14 – Equipamentos com maiores custos de manutenção
Nesta tela, é possível visualizar qual o equipamento que está com maior custo de
manutenção e ainda simular os custos de manutenção com anos anteriores e propor
decisões gerenciais quanto ao equipamento.

176 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
Figura 6.15 – Custos de manutenção por área
Nesta tela, são demonstrados os custos de manutenção por área. Na usina
sucroalcooleira as áreas são divididas em moagem, fabrica de açúcar, fabrica de álcool,
Geração de energia e utilidades e essas áreas são monitoradas individualmente pelo PCM.
As áreas de uma unidade produtora de açúcar e álcool são monitoradas de forma
independente umas das outras. Normalmente as usinas utilizam supervisores que
monitoram toda a indústria registrando qualquer anomalia que comprometa a produção
industrial. O COI – Central de Operações Integradas auxilia também no gerenciamento da
manutenção informado, por exemplo, válvulas com problemas, elevação de temperatura de
um sistema, problema com redutores, bombas centrifugas, etc.
Figura 6.16 – COI Figura 6.17 – Painel de observação
Como pode ser observado, a gestão da manutenção e a própria produção de uma
unidade produtora de açúcar e álcool deixou de ser tratada de forma amadora e se

177 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP profissionalizou, sendo seus indicadores de resultados quer seja de uma única área ou o
resultado global de uma empresa ou do grupo, gerenciado por profissionais altamente
treinados e qualificados para assumir suas responsabilidades, fazendo com que a época dos
grandes engenhos de açúcar de produção artesanal seja uma história que deu inicio a um
seguimento de grande expressão para o nosso país em termos de resultados econômicos,
geração de emprego e um modelo a ser seguido na produção de etanol a partir da cana-de-
açúcar.
A utilização de técnicas moderna de gestão e de execução da manutenção e a
confiabilidade da mesma têm contribuído com o sucesso dos resultados alcançados pelo
setor que tem reduzido os custos de manutenção em torno de 40% com a utilização da
manutenção preditiva, aplicação de novas tecnologias de diagnose e reparação e
profissionais com maior nível de qualificação. Isto tem propiciado para que a equipe de
manutenção tenha participação direta na melhoria continua dos produtos e proporcione
maior competitividade ao setor sucroalcooleiro.

178 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
CAPÍTULO VI
6. ANÁLISES E CONCLUSÕES
6.1 Análises e Conclusões
A pesquisa realizada para situar o setor sucroalcooleiro no mercado brasileiro e a
nível mundial, assim como as suas estratégia de manufatura e comercialização, fez com
que o autor retornasse ao Pró-Álcool – Programa Nacional do Álcool que a pesar do seu
fracasso, serviu de alavanca propulsora para a expansão do setor nos últimos anos. A longa
curva de aprendizado caracterizada pelos erros e acertos, fez com que o segmento partisse
para uma gestão profissionalizada e com visão de negociações estratégicas para a conquista
de novos horizontes. Portanto, as conclusões estarão baseadas na grande expansão do setor
e suas estratégias competitivas.
O autor recorre è figura de (Azzolini 2004) para fazer uma abordagem aos temas
tratados nesta dissertação, pois os indicadores representados nesta figura abrangem vários
conceitos visualizados ao longo deste trabalho e complementam as conclusões citadas
neste capítulo.
Figura 7.1- Escopo dos ambientes relacionados às mutações do Sistema de Administração de Produção –
(adaptado de Azzolini 2004)
PCM

179 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP 6.2 Áreas de decisão
6.2.1 Áreas estruturais
(Azzolini 2004) divide as áreas de decisão em estruturais e infra-estruturais, do ponto
de vista estrutural, podemos fazer uma relação das instalações industriais e as estratégias
de localização de uma usina sucroalcooleira. As estratégias de localização das usinas
sucroalcooleiras estão baseadas em logística de distribuição, qualidade do solo em termos
de fertilidade e inclinação o qual não deve ser superior a 12 graus, certa segurança com
relação às condições climáticas e a localização da indústria com relação ao canavial.
Podemos concluir que todas essas variáveis são importantes para a competitividade do
empreendimento pelos seguintes motivos:
a) A logística de distribuição e de abastecimento da usina com cana para
moer é um fator decisório na escolha da instalação industrial. Se a
indústria estiver localizada distante do canavial, o consumo de
combustível inviabiliza a concorrência por preço do produto, ou se não
houver facilidade para o escoamento dos produtos também é um fator
negativo para a usina.
b) A qualidade do solo e o nível de inclinação do mesmo é um fator
importante que se bem escolhido, permite a mecanização da colheita
reduzindo custos operacionais.
c) Condições climáticas favorecem o crescimento da cana e a sua colheita,
quando esta, estiver com o teor de sacarose nos níveis desejáveis.
Capacidade: Com relação à capacidade, consideramos que a capacidade produtiva de uma
usina de açúcar e álcool está relacionada diretamente com a gestão da manutenção, pois,
praticamente as usinas produzem em média 8 meses por ano e o restante dos meses são
destinados a manutenção, que tem o objetivo de devolver a capacidade produtiva para a
usina. Por esta razão consideramos a manutenção como um fator que está relacionado com a
capacidade produtiva da empresa, permitindo o direcionamento mais precisa das operações
industriais pela equipe de Planejamento e Controle da Produção, representando portanto, uma
questão estratégia nos sistemas produtivos do segmento.

180 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP Tecnologia: o grande fator que contribuiu para a competitividade do setor sucroalcooleiro foi
a automação dos processos industriais e agrícola, fazendo com que o etanol brasileiro
conquistasse a competitividade a nível mundial. A automação industrial e as questões
ambientais contribuíram para que as exportações de etanol chegasse a 4 bilhões de litros / ano.
A figura 7.2 e 7.3 demonstram que o Brasil possui o menor custo de produção de açúcar e
etanol do mundo. Observação: custos na usina.
Figura 7.2 - Custo de produção do açúcar Fonte: Exame / Datagro (2006) / ( OXITENO; CONCANA 2008)
Figura 7.3 - Custo de produção de etanol Fonte: Exame / Datagro ( 2006 ) / ( OXITENO; CONCANA 2008 )
Outras tecnologias também foram desenvolvidas e algumas em fase de pesquisa, um
exemplo é o estudo que está sendo realizado para que as indústrias sejam alto suficientes
em água para o consumo industrial e ainda formar excedentes para comercialização. Como
pode ser observado na figura 7.4 do total de propriedades que contém na cana, 70% e
composto por água, a qual poderá ser aproveitada no processo produtivo da unidade
produtora e ainda ser ofertado ao mercado.
Custo de produção - AçúcarUS$ / t¹
120195
290
760
Brasil (Cana-de-açúcar)
Austrália(Cana-de-açúcar)
USA(Milho)
UE(Beterraba)
Custo de produção - EtanolUS$ / litro
0,200,32
0,47
0,97
Brasil (Cana-de-açúcar)
Austrália(Cana-de-açúcar)
USA(Milho)
UE(Cereais)

181 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
Figura 7.4 – Composição da cana-de-açúcar
Fonte: OXITENO -2008
6.2.2 Áreas infra-estruturais
As áreas de decisão infra-estruturais, Segundo Azzolini (2004) estão relacionadas a
recursos humanos, gestão da qualidade, organização e administração da produção.
Administração da Produção: neste caso, destacamos nesta conclusão o Planejamento e
Controle da Produção que participar em todas as fases do processo. O setor de PCP inicia a
sua participação no processo em função da demanda do mercado que sinaliza se a próxima
safra será de um ano com projeções para um mercado mais consumidor de açúcar ou álcool. O
PCP também recebe a estimativa de quantidade de cana e a média do teor de sacarose na
mesma do setor agrícola. Após essas informações a equipe do PCP realiza o Plano de
produção que corresponde ao planejamento estratégico o qual direciona todas as atividades
industriais para a próxima jornada de produção.
Este setor é o responsável por dizer o quanto e quando produzir, pois as decisões de o
que produzir (açúcar ou álcool), pertence ao mercado.
Após a realização do Plano de produção é elaborado Planejamento-mestre de
produção e em seguida a programação da produção que se encarregam de questões mais
pontuais em nível de cronograma mensal ou diário. A figura 7.5 demonstra a seqüência
hierárquica.
( Celulose, Hemicelulose e Lignina )
( Água, Celulose, Hemicelulose e Lignina )
Sacarose ( açúcar comum )
Bagaço
84 %
16 %
70 %
15 %
15 %
Cana-de-Açúcar 100 %
Pontas &
palhas
Colmo

182 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
Figura 7.5 – Hierarquia dos planos de produção de uma usina
Fonte: ( Adaptado de CORRÊA, GIANESI & CAON 2007 )
A conclusão mais coerente sobre o que foi exposto, é que as decisões de nível
estratégico da empresa como, por exemplo, o que produzir quanto produzir, quando
entregar e ainda quanto e o que comprar, necessita de um gerenciamento minucioso para
que as programações e datas sejam cumpridas no prazo determinado, e quem é o
responsável por essas decisões é o PCP, o qual interferência diretamente nos resultados da
empresa.
Normalmente os softwares utilizados pelas usinas são específicos, as marcas mais
conhecidas no mercado são: SIGIND e BIOSSALQ, empresas de grande porte também
utilizam o Excel na suas programações, encontramos também uma empresa que utiliza o
ERP da SAP.
Recursos humanos: com relação aos recursos humanos, apontado por (Azzolini 2004)
figura 7.6, no ano de 2006 e 2007, talvez tenha sido uma das principais dificuldades do
setor. Com a expansão, a mão de obra ficou escassa, impactando a evolução deste
segmento, a opção do setor foi treinar a sua mão-de-obra dentro da própria empresa,
através de parceiros ou até mesmo através do canibalismo, nome que ficou conhecido pelo
setor quando uma unidade contratava um funcionário que pertencia a outra usina.
Plano de produção
Planejamento-mestre de produção PMP – inicial
PMP final
viável
Programação da produção Curto prazo
Médio prazo
Longo prazo
Por safra Gerente industrial Setor comercial Setor agrícola PCP
Mensal com revisão semanal
Equipe PCP
Mensal com revisão diária ou de hora em hora
PCP / Operadores de processo

183 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP Segundo dados da UDOP a necessidade de capacitação de mão-de-obra é de 83.000
trabalhadores e ainda aponta que funcionários como, por exemplo, contadores de cana
estão evoluindo tecnicamente no setor e ocupando outros cargos como operador agrícola e
funcionários para trabalhar no “chão de fábrica” da empresa. A figura 7.6 exemplifica a
questão do fator humano do setor sucroalcooleiro.
Figura 7.6 – Fator humano do setor sucroalcooleiro
Fonte: UDOP
A modificação no perfil da mão-de-obra procura a simplificação e melhoria na
qualidade operacional e integração funcional em tempo real das atividades e ainda
profissionais que entendam a unidade como um único processo.
6.3 Paradigmas dos sistemas produtivos
Como vimos no capítulo três os paradigmas dos sistemas produtivos citados por
GODINHO 2004) são: Manufatura em Massa, Manufatura Enxuta, Manufatura Enxuta e
Ágil e Responsiva. Cada tipo de manufatura está ligada a um objetivo ganhador de pedidos,
como por exemplo:
Manufatura em Massa Atual: tem como objetivo ganhador de pedidos a
produtividade.
250.000 postos de trabalho
Operador agrícola
Chão de fábrica
Operador Industrial
Cortador de Cana
NECESSIDADE DE CAPACITAÇÃO DE MÃO-DE-OBRA ESPECIALIZADA
Área agrícola.............................50.000 Área Industrial..........................25.000 Área Adm./Fin./TI..................... 8.000 TOTAL ......................................83.000

184 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP Manufatura Enxuta: apresenta clara ênfase na qualidade, porém ainda permanecem
preocupações com a produtividade e já se tem uma grande preocupação com a variedade.
Manufatura Responsiva: A Manufatura Responsiva tem clara ênfase na
responsividade, que como vimos é composto pelos objetivos relacionados ao tempo
(velocidade e pontualidade).
Customização em Massa tem ênfase na "customabilidade" este objetivo é formado pelos
objetivos flexibilidades de curto e de longo prazo, adaptabilidade e “ciberneticidade” como
ganhadores de pedido.
Neste trabalho, classificamos o sistema produtivo como Sistema de produção em
fluxo ou Processo contínuo com implantação de conceitos de Manufatura enxuta.
Caracterizada por pedidos firmes no inicio do plano estratégico de produção e
previsões de demanda ao longo do ano o que também a define como uma produção
empurrada.
Com esta definição podemos concluir que o processo produtivo de uma unidade
produtora de açúcar e álcool esta evoluindo de uma Manufatura Massa para uma
Manufatura Enxuta, pois ficou claro a preocupação com a qualidade do produto, com a
atualização profissional e qualidade de vida do trabalhador, automação dos processos,
gerenciamento visual, busca da perfeição, entre outros, esses são conceitos utilizado pela
ME que podemos verifica in loco.
Porém, o grande ganhador de pedido do setor sucroalcooleiro atualmente esta
relacionado a duas questões que são:
- AMBIENTAIS
- SOCIAIS
Estas duas questões hoje para a empresa que possui, significa competitividade
estratégica da indústria a nível mundial. Em função disto as 110 empresas associadas da
UNICA que são responsáveis por 50% do etanol e 60% do açúcar produzido no Brasil
estão com boa governança corporativa nos planos sociais, ambientais e econômicos. As
empresas associadas investiram em um ano, R$ 160 milhões em programas sócios
ambientais. Os projetos estão ligados a área de saúde, meio ambiente, educação, cultura,
esporte, qualidade de vida e capacitação.
Finalizando, o aprendizado do setor ao longo dos anos, enfrentando problemas de
ordem política, econômica, social, ambiental, entre outros, proporcionou ao setor um perfil

185 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP empreendedor que investe em novas tecnologias, ampliam ou constrói novas unidades,
diferenciam a oferta de produtos, utilizam estratégias competitivas, entre outros atributos.
Esta postura mercadológica e eficiência tecnológica fizeram com que o Brasil tornasse o
maior produtor de açúcar e o segundo maior produtor de etanol do mundo, sendo o custo
de fabricação destes dois produtos imbatível pelos países concorrentes.
6.4 Trabalhos futuros
O segmento pesquisado constitui em um importante setor para a economia brasileira e
representa uma fonte valorosa para trabalhos científicos. As questões contemporâneas
relacionadas ao segmento sucroalcooleiro permite uma série de estudos científicos que
o autor apresenta a seguir: meio ambiente, logística, gestão da manutenção, cogeração
de energia, produção mais limpa, automação industrial, gestão de resíduos, gestão de
pessoas e pesquisas científica relacionadas ao conhecimento das áreas agrícolas,
química, produção e mecânica.

186 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP
BIBLIOGRAFIA
ANSELMI, R. Meio ambiente é parceiro do setor. Jornal Cana – Ação Social e Meio Ambiente. 2007. AZZOLINI JR., W. Tendência do Processo de Evolução dos Sistemas de Administração da Produção. Tese (Doutorado em Engenharia Mecânica). Escola de Engenharia de São Carlos, USP, São Carlos, 2004. CONTADOR, T. C. Modelo para aumentar a competitividade industrial. São Paulo: Edgar Bhicher, 1996. CORRÊA, GIANESI, CAON; Planejamento, Programação e Controle da Produção – ed. Atrás 5ª Edição – 2007 CORRÊA, HENRIQUE L..; N.GIANESI; Just in time, MRP II e OPT: um enfoque estratégico 2. ed. São Paulo: Atlas, 1993 CUNHA, M. A.R; Potencial de co-geração em Minas Gerais, CONCANA – Congresso Internacional da Cana, 2008. FERNANDES, F.C.F. Concentração de um Sistema de Controle da Produção para a manufatura celular. Tese de Doutorado, Escola de Engenharia de São Carlos. São Carlos – SP, 1991. FUSCO J. P.; SACOMANO, J.B.; BARBOSA, F. A.; AZZOLINI JR, W.; Administração de Operações: da formulação estratégica ao controle operacional, São Paulo: Arte & Ciência, 2003. GAITHER, N; FRAZIER, G Administração da Produção e Operações. 8 ed. São Paulo, 2002. GODINHO, M. Paradigmas Estratégicos da Gestão de Manufatura: Configuração, relações com o Planejamento e Controle da Produção e estudos exploratórios na indústria de calçados. Tese (Doutorado em Engenharia de Produção) Universidade Federal de São Carlos – USP, São Carlos, 2004. GRÜBLER e MaConald, Desafios para a humanidade: diversificar as fontes de energia – CONCANA – Congresso Internacional da Cana, 2008

187 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP IEL / NC / SEBRAE,; O novo ciclo da cana: Estudo sobre a Competitividade do Sistema Agroindustrial da Cana-de-açúcar e Prospecção de Novos Empreendimentos – ed. IEL / NC. Brasília: IEL/NC; SEBRAE, 2005 IPT; Instituto de Pesquisa Tecnológicas, 1990 (vários autores); Conservação de energia na indústria do açúcar e do álcool - 1990 JORNAL CANA; Edições 2008 e 2009. JORNAL CANA, Indicadores de sustentabilidade do Etanol brasileiro – Brasil / Sekab. Revista Mercado Empresarial – Edição 19 - 09/2008 LAKATOS, E; MARCON, M. Fundamentos em metodologia cientifica. 2.ed. São Paulo: Atlas, 1991. MARGARIDO, F. B. Planejamento agrícola em cana-de-açúcar. In: Atualização em produção de cana-de-açúcar / organizado por Sivelena Vanzolini. 2006. PORTER, M.E. Estratégia Competitiva, Rio de Janeiro, Campus, 1986 PAIVA, R. P. O.; Um modelo baseado em seleção de processos e dimensionamento de lotes para o planejamento agregado da produção em usinas de açúcar e álcool. ( dissertação de mestrado ) Universidade Federal de São Carlos – UFSCAR, 2006. PRIMACK, R. B. & RODRIGUES E. Biologia da Conservação. Visualitá Programação Visual. Londrina/PR. 2001. SACOMANO, J. B.; O reflexo da evolução dos sistemas ERP no processo produtivo. Anais do VII Simpósio de engenharia de produção, São Paulo, 2000. SILVESTRINI, C; A bioenergia deverá ser o segundo negócio da indústria da cana, ed. Jornal Cana, 2008. SLACK, N,; CHAMBERS, S,; JOHNSTON, R. Administração da Produção. São Paulo: Schwardz. SZMRECSÁNYI, T. Tecnologia e degradação ambiental: o caso da agroindústria canavieira no Estado de São Paulo. Revista Informações Econômicas, São Paulo, Vol. 24, Nº.10, outubro 1994.

188 UNIVERSIDADE PAULISTA – UNIP Programa de Pós- Graduação em Engenharia de Produção – Mestrado PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM UMA USINA SUCROALCOOLEIRA
PLANEJAMENTO E CONTROLE DA PRODUÇÃO - PCP TOMBINI, A. A. M; Artigo Problemas ambientais em áreas de empreendimentos em implantação do setor sucroalcooleiro em Mato Grosso do Sul. – ano 2006.
TUBINO, D. Ferrari,; Manual de Planejamento e Controle da Produção; e. ed. São Paulo: Atas, 2000. VAZ, J. C.; DARIO I. MIYAKE; Manutenção de sistemas produtivos: um estudo sobre a gestão da disponibilidade de equipamentos. São Paulo: Dep. de Engenharia de Produção, 2003. VEIGA, J. Eli da, Desenvolvimento sustentável: o desafio do século XXI. Rio de Janeiro, ed. Garamund – 2005. VIANA, H. R. G.; PCM Planejamento e Controle da Manutenção, ed. Qualimetria, 2003 ZACCARELLI, S. B., Estratégia e sucesso nas empresas. São Paulo: Saraiva, 2000.

Livros Grátis( http://www.livrosgratis.com.br )
Milhares de Livros para Download: Baixar livros de AdministraçãoBaixar livros de AgronomiaBaixar livros de ArquiteturaBaixar livros de ArtesBaixar livros de AstronomiaBaixar livros de Biologia GeralBaixar livros de Ciência da ComputaçãoBaixar livros de Ciência da InformaçãoBaixar livros de Ciência PolíticaBaixar livros de Ciências da SaúdeBaixar livros de ComunicaçãoBaixar livros do Conselho Nacional de Educação - CNEBaixar livros de Defesa civilBaixar livros de DireitoBaixar livros de Direitos humanosBaixar livros de EconomiaBaixar livros de Economia DomésticaBaixar livros de EducaçãoBaixar livros de Educação - TrânsitoBaixar livros de Educação FísicaBaixar livros de Engenharia AeroespacialBaixar livros de FarmáciaBaixar livros de FilosofiaBaixar livros de FísicaBaixar livros de GeociênciasBaixar livros de GeografiaBaixar livros de HistóriaBaixar livros de Línguas

Baixar livros de LiteraturaBaixar livros de Literatura de CordelBaixar livros de Literatura InfantilBaixar livros de MatemáticaBaixar livros de MedicinaBaixar livros de Medicina VeterináriaBaixar livros de Meio AmbienteBaixar livros de MeteorologiaBaixar Monografias e TCCBaixar livros MultidisciplinarBaixar livros de MúsicaBaixar livros de PsicologiaBaixar livros de QuímicaBaixar livros de Saúde ColetivaBaixar livros de Serviço SocialBaixar livros de SociologiaBaixar livros de TeologiaBaixar livros de TrabalhoBaixar livros de Turismo





























