Embed Size (px)
Citation preview

7/30/2019 Planificacion y Programacion Del Mantenimiento v Tecsup
http://slidepdf.com/reader/full/planificacion-y-programacion-del-mantenimiento-v-tecsup 1/48
TECSUP – PFR Gestión del Mantenimiento
91
Unidad V
PPLL A ANNIIFFIICC A ACCIIÓÓNN Y Y PPR R OOGGR R A AMM A ACCIIÓÓNN DDEELL MM A ANNTTEENNIIMMIIEENNTTOO
Tomado de: Plannig and Programing of Maintenance Autor: D. Palmer
Maintenance Publishers LtdRepublic of South Africa
1. EN EL MANTENIMIENTO PREVENTIVO (MP) ACTUAL SE OBSERVA
Una pobre efectividad alcanzada con los esfuerzos actuales en la gestión del MPa nivel mundial, lo cual nos obliga a:
• Encontrar una manera nueva y distinta para ejecutar el mantenimientopreventivo. Considerar la participación de los operadores (TPM), enfoquealtamente recomendado ya que se ha probado que es eficaz.
Debe ser evidente para todos que el MP es la única forma de mantener losequipos en perfectas condiciones operativas. La meta es alcanzar el 100 % delcumplimiento del programa de MP, por lo menos de los equipos más críticos.
CONTROL DEINVENTARIO DEPRODUCCION
ADMINISTRACIONDEL
MANTENIMIENTO
CONTROL DECALIDAD
INGENIERIACONTABILIDAD Y FINANZAS
CONTROL OPERACIONALDE LA PLANTA
PROVEEDORES
TRANSPORTISTAS
INVENTARIO
RECURSOS
HISTORIA
PROGRAMAS
Planes y programasSecuencias diarias
ProgramasEstado del tiempo
Costos deProducciónEstado
de OT
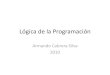
Figura 5.1 Control operacional de una planta

7/30/2019 Planificacion y Programacion Del Mantenimiento v Tecsup
http://slidepdf.com/reader/full/planificacion-y-programacion-del-mantenimiento-v-tecsup 2/48
Gestión del Mantenimiento TECSUP – PFR
92
Toda empresa controla la operación de su planta, en términos generales, comose muestra en la figura. 5.1. Aquí podemos apreciar un flujograma que enlaza lasprincipales áreas, y en donde se puede apreciar a la administración del
mantenimiento como un componente de todo el sistema de control de la planta.Si este sistema no funciona adecuadamente, afecta directamente todas lasdemás actividades de la planta. De aquí se deduce, evidentemente, laimportancia que tienen la planificación, la programación y el control delmantenimiento.
2. OBJETIVOS DE LA PLANIFICACIÓN
Los principales objetivos de la planificación del MP son:
• Reducir el nivel de incertidumbre del mantenimiento.• Eliminar retrasos en el trabajo.• Eliminar interrupciones del trabajo.• Eliminar viajes adicionales.• Mejorar el control de los materiales.• Mejorar la coordinación.• Mejorar la calidad.• Asegurar el término del trabajo.• Eliminar preguntas.• Asegurar que se utilice el mejor método.• Reducir la sobre dotación del personal.• Simplificar la supervisión.• Disminuir la improvisación.• Establecer metas de rendimiento.
3. CÓMO PLANIFICAR LAS ACTIVIDADES DE MP
La Planificación en un sistema integrado de gestión del mantenimiento, no es unpuesto de entrenamiento para la supervisión del mantenimiento o de losingenieros de planta. La Planificación es una función de mantenimiento que estaprovista de planificadores profesionales competentes.
Los Planificadores no reportan a los supervisores de mantenimiento o capataces;son una función de apoyo con igual responsabilidad que aquellos a quienesapoyan. La función de planificación no se diseña para atender las actividades dehoy excepto en situaciones de emergencia reales. Los Planificadores ven elfuturo. Ellos predicen el mañana, la próxima semana y el próximo año. Su laborse dirige a lograr un trabajo y una operación exitosa.

7/30/2019 Planificacion y Programacion Del Mantenimiento v Tecsup
http://slidepdf.com/reader/full/planificacion-y-programacion-del-mantenimiento-v-tecsup 3/48
TECSUP – PFR Gestión del Mantenimiento
93
La función de planificación tiene como responsabilidad primaria proporcionarespecificaciones de trabajo, materiales, cronogramas y registros del equipo. Lafunción también debe apoyar el proceso de presupuesto de mantenimiento y
debe proporcionar detalles de costos del trabajo. Los Planificadores han sidoobreros (prácticos) que pueden demostrar habilidades administrativas ypersonales. Los Planificadores deben ser la parte eficaz del equipo de gestión.
Un trabajo planeado es uno que proporciona una orden de trabajo detallada, contodos los materiales disponibles antes del inicio del trabajo: el equipo parado ylimpio antes del inicio del trabajo, herramientas especiales, así como el equipo ylos servicios especiales, programados para el trabajo. El trabajo también debeincluirse en el programa de trabajo de la cuadrilla, lo cual se hace la semana
anterior. Este tipo de organización sólo se cumple reuniendo la planificación, lashabilidades de las relaciones técnicas y humanas, junto con el respeto a lasreglas y definiciones. Debe existir credibilidad y cooperación en todos los nivelespara lograrlo.
4. PRINCIPIOS DE LA PLANIFICACIÓN
4.1. LA PLANIFICACIÓN: VISIÓN Y MISIÓN
La misión de la planificación gira alrededor de hacer el trabajo correcto “preparar para hacer”. La Gerencia de Mantenimiento usa la planificacióncomo una herramienta para reducir el retardo de trabajo a través de unapreparación anticipada del mismo. Para preparar un trabajo en formaanticipada, el planificador desarrolla un plan de trabajo después de recibirel trabajo requerido.
El plan de trabajo no es más que la información detallada que elplanificador prepara para el técnico quien ejecutará el trabajo mas tarde.
Como mínimo, el plan de trabajo debe de incluir un alcance del trabajo,identificación de la destreza y habilidad requerida y tiempo deprogramación estimado.
También se puede incluir un procedimiento para lograr la tarea eidentificar repuestos, herramientas y otros elementos requeridos para eltrabajo. Con una apropiada planificación o preparación para cada trabajo,y este esfuerzo marca una etapa para empezar a incrementar laproductividad de la fuerza de mantenimiento.

7/30/2019 Planificacion y Programacion Del Mantenimiento v Tecsup
http://slidepdf.com/reader/full/planificacion-y-programacion-del-mantenimiento-v-tecsup 4/48
Gestión del Mantenimiento TECSUP – PFR
94
La visión de la planificación es simple, incrementar la productividad. Lamisión de la planificación también es simple, preparar el trabajo paraincrementar la productividad. Pero, cuando la Gerencia implementa la
Planificación, van a existir muchas sutilezas que sino son bien tratadas, novan a existir mejoramientos en la productividad. Para ello hay que tenerpresente los siguientes seis principios fundamentales:
1. Debe de ser un departamento separado.2. Enfocado en el trabajo futuro3. Componentes archivados en files4. Planes con estimaciones basadas en la experiencia del planificador.5. El plan reconoce la habilidad de la destreza de los técnicos
6. Medida del rendimiento por el análisis de retardos de los trabajos.
4.2. COORDINACIÓN CON PRODUCCIÓN
Se debe sostener una reunión de coordinación entre producción ymantenimiento una vez por semana para seleccionar trabajos y coordinarel programa de trabajo durante la semana siguiente. La reuniónnormalmente relaciona el trabajo a ser realizado en un área específica portrabajadores específicos.
En esta reunión asisten el planificador, los supervisores demantenimiento, coordinadores de producción, y otros que pueden tenerun interés específico, como los ingenieros. El planificador lleva a lareunión una lista de "ordenes de trabajo " disponibles junto con supropuesta para organizar los trabajos en el programa de trabajo de lasemana siguiente.
El supervisor de mantenimiento viene preparado con un conocimiento de
su área de responsabilidad y sus necesidades. El coordinador de laproducción organiza áreas de trabajo o prioridades y requisitos de horariode producción. El coordinador es responsable de la autorización a lasáreas de la producción que él representa. Otros, como los ingenieros,organizan información o necesidades relacionadas al diseño o a trabajos asubcontratar.
En la reunión de coordinación entre producción y mantenimiento, en unaatmósfera de negociación, todos los participantes consideran el trabajo
disponible, las prioridades y los programas de producción y llegar a unalista de trabajos mutuamente aceptada por todos.

7/30/2019 Planificacion y Programacion Del Mantenimiento v Tecsup
http://slidepdf.com/reader/full/planificacion-y-programacion-del-mantenimiento-v-tecsup 5/48
TECSUP – PFR Gestión del Mantenimiento
95
Esta lista se formaliza en un cronograma para la semana siguiente y sepublica (para todos los que necesitan la información) la semana anterior ala ejecución. No hay necesidad en la reunión de planificación de
considerar el mantenimiento preventivo y las lubricaciones porque éstassiempre son pre-programadas por el sistema y tiene la primera prioridaden las horas disponibles. El Overhaul programado anualmente tambiénentra en esta área de prioridad. El sistema de mantenimiento preventivoes básico para una estrategia Proactiva.
Las órdenes de trabajo disponibles para programar son aquéllas quecuentan con todos los materiales y herramientas disponibles pararealizarlas. Como regla, los materiales y herramientas no deben ser una
fuente de retraso para realizar cualquier trabajo.
Las ventajas del mantenimiento planificado son esencialmente, el ahorrode tiempos y de costo. Procediendo en forma proactiva, se obtiene unaumento de la rentabilidad y una mayor efectividad de las medidas demantenimiento.
Generalmente, las etapas de todo proceso de gestión son:
•
Planificar• Organizar• Dirigir• Controlar
Figura 5.2 El ciclo de gestión

7/30/2019 Planificacion y Programacion Del Mantenimiento v Tecsup
http://slidepdf.com/reader/full/planificacion-y-programacion-del-mantenimiento-v-tecsup 6/48
Gestión del Mantenimiento TECSUP – PFR
96
Estas etapas son, también, aplicables para desarrollar e instalar unsistema de mantenimiento proactivo (MPA) efectivo, pero podemosmencionarlas de la siguiente manera:
• Averiguar la necesidad y rentabilidad de realizar un sistema demantenimiento planificado, lo que comúnmente denominamos AUDITORIA DE MANTENIMIENTO.
• Planificar y programar el mantenimiento.• Realizar el control y evaluación de los resultados.
Figura 5.3 Lista de trabajos

7/30/2019 Planificacion y Programacion Del Mantenimiento v Tecsup
http://slidepdf.com/reader/full/planificacion-y-programacion-del-mantenimiento-v-tecsup 7/48
TECSUP – PFR Gestión del Mantenimiento
97
En la lista se registran los trabajos necesarios programar para cumplir con losrequisitos de mantenimiento de los equipos.
Figura 5.4 Hoja de planificación del trabajo

7/30/2019 Planificacion y Programacion Del Mantenimiento v Tecsup
http://slidepdf.com/reader/full/planificacion-y-programacion-del-mantenimiento-v-tecsup 8/48
Gestión del Mantenimiento TECSUP – PFR
98
Se describe de forma ordenada y secuencial las actividades relevantes del desarrollodel trabajo. Esta hoja alimenta de información a la OT.
Figura 5.5 Orden de trabajo

7/30/2019 Planificacion y Programacion Del Mantenimiento v Tecsup
http://slidepdf.com/reader/full/planificacion-y-programacion-del-mantenimiento-v-tecsup 9/48
TECSUP – PFR Gestión del Mantenimiento
99
En la OT (Orden de Trabajo) se registran los datos necesarios que faciliten la ejecucióndel trabajo de mantenimiento.
Recomendaciones para una planificación efectiva
• Una vez establecidos los requisitos de cada máquina, realice la lista de verificación olas órdenes de trabajo de MP (Detalle y defina claramente cada actividad).
• No combine diferentes frecuencias (semanal, mensual, etc.) en la misma OT (puedehacerlo en las listas de verificación si las realiza en hojas de cálculo).
• Calcule el tiempo (en minutos) de cada actividad y de toda la OT o lista de
verificación. Realice algunas pruebas, generalmente los cálculos son demasiadoaltos, especialmente para las listas de verificación.
• Determine qué OT's requieren planificación y programación (habitualmente son lasde MP global):
• OT que requiere 10 minutos o más de tiempo muerto del equipo. Ud. debedeterminarlas.
•
OT que requieran muchos repuestos o materiales.
5. LA PLANIFICACIÓN EFECTIVA
Podemos mostrar aquí un diagrama de bloques que indique la secuencia que setiene que seguir para realizar una planificación detallada de los trabajos demantenimiento:(figura. 5.6).

7/30/2019 Planificacion y Programacion Del Mantenimiento v Tecsup
http://slidepdf.com/reader/full/planificacion-y-programacion-del-mantenimiento-v-tecsup 10/48
Gestión del Mantenimiento TECSUP – PFR
100
Lista de trabajos
de MP/MPd
Planificación
de trabajos
Definición de
Duración
Definición de
Frecuencia Programación
Anual
Mensual
Diaria
Figura 5.6 Diagrama de bloques para una planificación de mantenimiento.
Lo esencial para una planificación efectiva es:
• Identificar los requerimientos de:• Personal.• Material y equipo.• Herramientas, etc.
• Preparar instrucciones escritas en la orden de trabajo:• Visitas de observación.• Repuestos y materiales requeridos.• Repuestos disponibles y organizados.
• Elaborar un plan de trabajo que incluya:• Descripción del trabajo.• Equipo especial.• Material con número de piezas.• Bosquejos, planos.
• Instalar una oficina de MP bien organizada. Hay que hacer planes de trabajopara todos los trabajos de mantenimiento, a saber:• Para trabajos que se repitan periódicamente.
• Para trabajos que se repitan en forma irregular.• Para trabajos de reparación que ocurran una sola vez.

7/30/2019 Planificacion y Programacion Del Mantenimiento v Tecsup
http://slidepdf.com/reader/full/planificacion-y-programacion-del-mantenimiento-v-tecsup 11/48
TECSUP – PFR Gestión del Mantenimiento
101
Y establecer para todas las tareas un plan de trabajo que se repitaperiódicamente (ver figura. 5.7). Aquí esta anotado claramente todas las tareas arealizar y cómo se ejecutan en forma adecuada. Este plan de trabajo formará
parte de todo el plan de mantenimiento de la planta. Se recomienda pasar aórdenes de trabajo (OT) los datos de los planes de trabajo.
La OT se entrega al personal que ejecute el trabajo, lo cual le servirá comodocumentación del trabajo a realizar. Como hay que consultarla con muchafrecuencia, conviene protegerla para que no se deteriore con el uso. En el casode emplear un sistema computarizado para la administración del mantenimiento,este plan quedará almacenado en la computadora.
Conviene que los formularios de planes de trabajo para el MP se asemejen a losde producción. Utilizando formularios lo más parecidos posibles, se simplifica laorganización y se facilita el manejo de los formularios. En la figura 5.4 semuestra un ejemplo del aspecto que pueden tener los formularios para lostrabajos que se repitan. Los datos anotados deben responder a las siguientespreguntas:
• ¿Qué hay que someter a trabajos de mantenimiento?• ¿Dónde?•
¿Cómo?• ¿Con qué?• ¿Quién tiene que efectuar esos trabajos?• ¿Con qué costos?• ¿Con qué frecuencia?
EQUIPO
TAREAS DE MP
RECURSOS DURACION FRECUENCIACOSTOS
(Estimados)
Mano de ObraMateriales o
Consumibles
Equipos
Herramientas
Horas
Hombre
Uso
(Km, hrs, pzas)
Tiempo
(días, sem)
Figura 5.7 Ejemplo de Plan de Trabajo

7/30/2019 Planificacion y Programacion Del Mantenimiento v Tecsup
http://slidepdf.com/reader/full/planificacion-y-programacion-del-mantenimiento-v-tecsup 12/48
Gestión del Mantenimiento TECSUP – PFR
102
Para responder a estas preguntas, se puede recurrir a:
• Diagramas y tablas en donde se indique la vida útil del artefacto, el momento
en que empieza a desgastarse y la cuota de fallas de las instalaciones,máquinas o piezas de montaje.
• Los datos de entrada, como por ejemplo, documentación escrita de losfabricantes, catálogo de las piezas de montaje, planos de ubicación, registrohistórico del mantenimiento, información de los operadores, etc.
En el plan de trabajo tiene que haber, por lo menos, las siguientes indicaciones:
• El tipo de trabajo.• Las herramientas necesarias.• Los repuestos y demás materiales que se necesiten.• El lugar de ejecución del trabajo (en la OT)• La persona o personas que deban ejecutar el trabajo.
Los datos tomados del plan de trabajo sirven por lo general para preparar untrabajo de mantenimiento. Además, allí aparece cada una de las actividades y losmedios que se necesitan para realizarlas.
En los datos que se anoten tiene que detallarse la forma de realizar el trabajo. Seenumeran todas las operaciones en orden cronológico. El aumento de detallesdescriptivos de las operaciones dependerá de las consideraciones en torno a lamayor o menor dificultad que implique la realización de un trabajo.
La formación profesional del personal es con toda seguridad, un factorimportante. Por ejemplo, cuando se dispone de personal especializado bastaríacon dividir a grandes rasgos las operaciones en operaciones parciales.
Entre los datos deben figurar los repuestos necesarios. Para enumerarlos y darlesuna denominación, se puede recurrir a catálogos de piezas de montaje o a ladocumentación escrita del fabricante o indicando el número de almacenamiento.
Para preparar bien un trabajo de mantenimiento, hay que indicar quéherramientas se necesitan, o al menos, las que se van a utilizar con todaseguridad. Puede suceder que al realizar las operaciones, se necesiten másherramientas de las previstas. En el plan de trabajo hay que anotar también laduración. Para indicar la duración de una operación hay que anotar el tiempo querequiere esa actividad en un caso normal.

7/30/2019 Planificacion y Programacion Del Mantenimiento v Tecsup
http://slidepdf.com/reader/full/planificacion-y-programacion-del-mantenimiento-v-tecsup 13/48
TECSUP – PFR Gestión del Mantenimiento
103
Siempre puede haber pequeñas desviaciones. Al anotar la duración, esta tieneque incluir el tiempo para preparar la máquina y el tiempo de cambio deactividad.
En el plan de trabajo deberá indicarse la frecuencia entre un trabajo demantenimiento y el siguiente, cuando se trate de realizar trabajos demantenimiento que se repiten. De esta manera se estipula después de que lapsode tiempo o después de cuántas horas de funcionamiento o después de haberproducido cuantas unidades hay que repetir el trabajo de mantenimiento.
6. ESTUDIO DE MÉTODOS Y TIEMPOS
El estudio de métodos es el registro, análisis y examen crítico de los modosexistentes y propuestos para llevar a cabo un trabajo, desarrollando métodossencillos y eficaces.
Para determinar la duración de un trabajo de MP, tenemos que considerar:
• Un trabajo bajo condiciones estándares.• Un trabajador calificado.• Que se utilice un método razonable.• Experimentado retrasos normales.
• Condiciones de procedimiento locales:• Temperatura extrema• Distancia de recorrido• Ubicación de almacenes
Para fijar definitivamente los tiempos estimados (estándar) hay que tomar enconsideración los tiempos básicos, los tiempos de descanso y los de actividad.
Tiempo básico es el que se necesita para llevar a cabo el trabajo propiamentedicho de mantenimiento y se calcula sobre la base del tiempo empleado por untrabajador calificado bajo una norma de rendimiento preestablecida.
Tiempo de descanso y de cambio de actividad, es el tiempo adicional quenecesita la persona en cuestión para ejecutar un trabajo de mantenimiento. Unavez que se haya calculado por separado cada uno de los tiempos se obtienen lostiempos preestablecidos para la realización total de cada uno de los trabajos demantenimiento.

7/30/2019 Planificacion y Programacion Del Mantenimiento v Tecsup
http://slidepdf.com/reader/full/planificacion-y-programacion-del-mantenimiento-v-tecsup 14/48
Gestión del Mantenimiento TECSUP – PFR
104
Esto se realiza de dos maneras:
• Sumando los distintos tiempos.• Estimando y comparando el total.
6.1. PROCESO PARA ESTABLECER LA DURACIÓN TOTAL DEL TRABAJO
ESTIMACIÓN DEL TRABAJO (Tiempo en el lugar de trabajo)
+ PREPARACIÓN DEL TRABAJO
+ TIEMPO RECORRIDO
------------------------------------------------------= TIEMPO DE TRABAJO NETO
+ TOLERANCIA (% del tiempo de trabajo neto)-------------------------------------------------------= DURACIÓN DEL TRABAJO.
Este tiempo se ingresa al plan de trabajo y se utiliza para laprogramación. Si queremos abreviar este procedimiento, se recomiendaagregar al tiempo estimado de trabajo un 15%, producto del tiempo dedesplazamiento y las tolerancias, con lo cual obtenemos rápidamente laduración del trabajo. Lo anterior es válido si el tiempo de ejecución esmucho mayor que el tiempo de desplazamiento.
Las estimaciones de tiempo nos ayudan para:
Medir la carga de trabajo en cada especialidad:
• Ayuda a mantener un grupo de trabajo estable.• Ayuda a equilibrar el trabajo pendiente y el servicio.• Conocer el tiempo de trabajo para la programación de los trabajos.• Medir el rendimiento de cada especialidad y localizar retrasos.• Establecer el costo laboral (realizando estimaciones).• Controlar la calidad de la planificación.• Conocer las necesidades de sobretiempo y contratistas.

7/30/2019 Planificacion y Programacion Del Mantenimiento v Tecsup
http://slidepdf.com/reader/full/planificacion-y-programacion-del-mantenimiento-v-tecsup 15/48
TECSUP – PFR Gestión del Mantenimiento
105
7. MÉTODOS DE ESTIMACIÓN
A continuación mencionamos algunos de los principales métodos de estimación
de tiempos de duración de los trabajos de mantenimiento:
1. Experiencia del planificador.
2. Registro del tiempo real de las OT´s ejecutadas:
• Cálculo del promedio.• Asignación del promedio a trabajos similares.
3. Estándares teóricos predeterminados:
• NTPD, sistemas de normas de tiempos predeterminados.• MTM, medición de tiempos y métodos.
4. Estudio de tiempos
Clasificación de trabajos equivalentes en rangos (empleando formatos paraclasificar a los trabajos).
El objetivo es alcanzar al menos un 4% de desviación en tareas de más de 120horas de duración.
8. TRABAJO DE PLANIFICACIÓN Y PROGRAMACIÓN
Planificación = Cómo debería realizarse el trabajo.
Programación = Cuándo debería realizarse el trabajo.
Ambas funciones deben llevarse a cabo si su departamento ha de ser efectivo.Un departamento pequeño podrá requerir sólo de su realización informal (esdecir, los supervisores se reúnen y coordinan la forma y momento en que seefectuarán los trabajos).
El departamento mediano podrá requerir de un oficinista de planificación yprogramación para reducir la carga de trabajo del supervisor y para que puedaelaborar el plan y desarrollar el programa. Luego, éste puede reunirse con elsupervisor, explicar el plan y actuar como coordinador en las tareas conespecialistas múltiples.

7/30/2019 Planificacion y Programacion Del Mantenimiento v Tecsup
http://slidepdf.com/reader/full/planificacion-y-programacion-del-mantenimiento-v-tecsup 16/48
Gestión del Mantenimiento TECSUP – PFR
106
La compañía grande puede requerir de un departamento completo coninstalaciones de computación trabajando en esta función. Nuestra filosofíaconsiste en combinar los esfuerzos del planificador con aquellos de cada
supervisor. El planificador lleva a cabo la mayor parte del trabajo tedioso, pero esel supervisor quien debe definir los planes, ya que él es responsable de su puestaen práctica.
En la programación, nos damos cuenta que resulta poco práctico programar un100% de capacidad. Debemos introducir en los procedimientos de programaciónun tiempo para imprevistos que cubra las emergencias, retrasos anormales ysimilares.
9. LA ORDEN DE TRABAJO (OT)
La orden de trabajo es un documento importante para el éxito de unmantenimiento moderno, por lo que se debe establecer un procedimiento claro ysólido para su adecuada utilización. El procedimiento de las OT debe guardarconcordancia con la realidad de las exigencias técnicas y administrativas de laplanta, en especial en lo referente a información fluida, completa y confiable, laeficiencia en el cumplimiento de metas y al control de costos.
La incorporación de los sistemas computarizados para el procesamiento deinformación en forma interactiva ha posibilitado ampliar la capacidad de planificary controlar las OT. Así el procedimiento de las OT encaja dentro del sistema deadministración del mantenimiento, del cual es una valiosa fuente de datos yposibilita la planificación estandarizada, el control específico de costos y eltrabajo basado en presupuestos. Para ello se incorpora las siguientes facilidades:
• Correlativo único de las OT para su identificación automática.• La OT emitida por un especialista, posibilita el llenado homogéneo y
estandarizado de datos.• La OT sale a la ejecución previamente planificada, lo que permite que los
ejecutores puedan concentrar sus esfuerzos en la supervisión y control decalidad de los trabajos.
• La OT que carece de materiales o no están dadas las condiciones de planta oequipos para su pronta ejecución, se mantiene en condición Inactiva y sólo esliberada como activa cuando la situación inhibidora se despeja.
• La OT identifica al supervisor de área responsable (SAR), que encabeza lasacciones de los restantes ejecutores y centraliza los cargos de costos de laOT.
• Las descripciones de las OT y sus actividades son normalizadas, lo cualpermite una rápida información histórica de acciones semejantes.

7/30/2019 Planificacion y Programacion Del Mantenimiento v Tecsup
http://slidepdf.com/reader/full/planificacion-y-programacion-del-mantenimiento-v-tecsup 17/48
TECSUP – PFR Gestión del Mantenimiento
107
Todo trabajo, que deba realizar cualquiera de las unidades de mantenimiento dela planta, debe estar respaldado por una OT. Los requerimientos del usuario secanalizan a través de la solicitud de trabajo (ST) que puede ser originado por
cualquier persona de la planta, basándose en la percepción primaria de unproblema que afecta a equipos o instalaciones.
Esto establece una base participativa amplia. El destino final de las ST, es el áreade Planificación, que las clasifica, comprueba la aprobación de los niveles quecorrespondan y si es necesario las requiere directamente. Todas las OT sonemitidas por los planificadores y procesadas por el sistema computarizado delMantenimiento para ser remitidas al ejecutor.
El supervisor de área responsable inicia el trabajo, con el apoyo de la cuadrilla detrabajadores (CT) asignada, después de recibir la OT, preparada por elplanificador. El procedimiento de la OT interactúa con el sistema de materiales.Las salidas de almacén y las recepciones por pedido directo retiradas pormantenimiento llevan como campo obligatorio el número de la OT.
Una vez completada la OT, el computador calcula el trabajo estimado en horas-hombre, de cada una de las actividades y de la OT total y los anota en elregistro. Lo mismo hace con la suma del trabajo real ejecutado, cada vez que se
digita un documento de distribución diario de personal (DDP). La fecha de iniciode la OT se anota en la computadora la primera vez que se digita un documentode distribución diario de la CT asignada. Lo mismo hace con la fecha de términode la OT, al cerrar su participación todos los involucrados.
El diagrama de flujo de la figura 5.8 muestra el procedimiento normal de una OT.

7/30/2019 Planificacion y Programacion Del Mantenimiento v Tecsup
http://slidepdf.com/reader/full/planificacion-y-programacion-del-mantenimiento-v-tecsup 18/48
Gestión del Mantenimiento TECSUP – PFR
108
SOLICITANTE
JEFE DE MANTENIMIENTO
PLANIFICADORPROGRAMADOR(COORDINADOR)
CARGA DETRABAJO
PENDIENTE
OT deMPA
REVISION POR
GERENCIA
INFORMES DEGERENCIA
PROGRAMACION(Planificador-Programador)
SUPERVISOR(Capataz)
ESPECIALISTA
(Mecanico,Electricista,Electrónico)
ALMACEN
REPARACIO
NDE
EMERGENCI A
Figura 5.8 Diagrama de flujo de la OT
10. PLANIFICACIÓN DE LOS COSTOS
La planificación de los costos también forma parte de la planificación delmantenimiento. Su objetivo es lograr que el mantenimiento resulte lo máseconómico posible.
Para esto hay que registrar los costos en forma completa y sin errores. Loscostos que deberán planificarse son:
• Los costo de mantenimiento proactivo (planificado)• Los costos del mantenimiento reactivo.

7/30/2019 Planificacion y Programacion Del Mantenimiento v Tecsup
http://slidepdf.com/reader/full/planificacion-y-programacion-del-mantenimiento-v-tecsup 19/48
TECSUP – PFR Gestión del Mantenimiento
109
10.1. LOS COSTOS DE MANTENIMIENTO PROACTIVO
Involucra los costos de tareas:
• MP: Inspección, limpieza, lubricación, ajuste, reparación.• MPd: Análisis de vibraciones, ultrasonido, termografía, de aislamiento,
etc.• TPM: Capacitación de operadores, estudio de factibilidad, instalación
piloto, etc.
10.2. LOS COSTOS DEL MANTENIMIENTO REACTIVO
Son aquellos necesarios para eliminar una falla. Como el tipo y la cantidadde los trabajos de reparación difieren de un caso a otro sus costos sólo sepueden prever en forma aproximada.
Los costos que intervienen en una reparación son:
• Costos salariales.• Costos de los recursos físicos.• Costos de los materiales auxiliares.• Costos de los repuestos.• Otros costos indirectos (como por ejemplo, alquiler del local, gastos de
energía, cargas sociales, etc., en proporción al trabajo que se haga).
El total de los costos de los trabajos de mantenimiento resulta de la sumade estos costos parciales.
Todos los detalles de la ejecución de esos trabajos se toman en cuenta enlos costos, por ejemplo:
• La cantidad de obreros calificados y el tiempo que estos necesitan.• El empleo de determinados recursos físicos según tipo y duración.• El tipo y la cantidad de los recursos auxiliares empleados.• Los repuestos que se necesiten.• La proporción de los costos indirectos que consuma el trabajo.
Además de los costos de mantenimiento hay que considerar los costospor fallas de un equipo.

7/30/2019 Planificacion y Programacion Del Mantenimiento v Tecsup
http://slidepdf.com/reader/full/planificacion-y-programacion-del-mantenimiento-v-tecsup 20/48
Gestión del Mantenimiento TECSUP – PFR
110
Las fallas de un equipo repercuten negativamente en las utilidades de laempresa. Los costos provocados por esas fallas y por sus consecuenciasconstituyen los costos por fallas de un equipo.
En la figura 5.9, por ejemplo, aparecen las consecuencias de la falla de unequipo.
Esas consecuencias no afectan solamente al equipo mismo que se haaveriado, sino también, por ejemplo, a los operadores, el medioambiente, o los productos fabricados por el equipo, y los clientes que loscompren.
Si un tanque de aceite tiene una fuga, no sólo se pierde aceite, sino queademás, al ensuciarse el agua subterránea, se pueden provocar daños alas personas y a su medio ambiente.
Si por ejemplo, no fuera posible cumplir con los plazos de entrega porhaberse averiado una máquina, además de las pérdidas en la cifra deventas, se pueden producir roces con el cliente.
También pueden originarse costos considerables cuando hay que
compensar una falla de producción comprando a terceros o aumentandolos recursos.
Adicionalmente, se puede mencionar que una falla en un equipo noconduce necesariamente a un paro de la producción. Si no seinterrumpiera el proceso de producción podrá ocurrir que se fabriquenproductos con desperfectos. La disminución de la calidad en proporcionesmuy elevadas puede conducir incluso a la eliminación de los productos.
Si no se eliminara a tiempo el desperfecto del equipo podrán aparecer
averías mayores, o se podrán dañar otros equipos enlazados.

7/30/2019 Planificacion y Programacion Del Mantenimiento v Tecsup
http://slidepdf.com/reader/full/planificacion-y-programacion-del-mantenimiento-v-tecsup 21/48
TECSUP – PFR Gestión del Mantenimiento
111
Falla de un componente de un equipo
Se lesiona un operador u otra personaCostos adicionales de reparación, reposición y
compensación de daños
Retraso en ingreso de pagos
Disminución de la cifra de ventas en virtud a la
entrega con retraso
Pagos de indeminización
Daños afectan el medio ambiente
Aumento de los costos de almacenamiento y dela inversión de capital
Disminución de la cifra de ventas
Costos de medidas de mejoramiento
Penas convencionales
Costos de desechos
Costos adicionales de material y energía
Aumento de los costos de reparación
Disminución de las ganancias
Costos adicionales por horas extras
Costos adicionales por compras
Costos adicionales por inversiones y deudas
Aumento de los costos de personal
Falla completa del
equipo
Baja de
rendimiento
Empeoramiento de las condiciones de reparación
Incumplimiento de plazos de
producción y de entrega
Empeoramiento de la calidad, productos con fallas
Consumo mayor de material y energía
Interrupciones de producción
Tiempo de espera del
personal
Reducción de la producción
Retraso del flujo de material
Retraso en la entrega
Los clientes cancelas pedidos
futuros
Perdidas en la cifra de ventas
Horas extras
Se hace necesario hacer
encargos a terceros
Habrá que aumentar los
recursos disponibles
Figura 5.9 Consecuencias posibles de la falla
11. MÉTODOS PARA ESTABLECER LOS COSTOS DE MANTENIMIENTO
Para establecer los costos de mantenimiento y de esta manera, planificar loscostos, se puede recurrir a los métodos siguientes:
• Estimaciones• Cálculo de valores promedio del archivo histórico.
Para establecer los costos haciendo estimaciones, uno puede basarse, porejemplo, en los valores de costos de empresas comparables. Esto presupone quehaya una cierta coincidencia entre el tipo y la duración de los trabajos demantenimiento realizados y que el total de costos también sea comparable en lasempresas analizadas.
Los costos del archivo histórico sirven de orientación para establecer costosfuturos.
Seguramente hay muchos trabajos de mantenimiento que se pueden compararcon otros casos semejantes ocurridos anteriormente en la misma empresa.

7/30/2019 Planificacion y Programacion Del Mantenimiento v Tecsup
http://slidepdf.com/reader/full/planificacion-y-programacion-del-mantenimiento-v-tecsup 22/48
Gestión del Mantenimiento TECSUP – PFR
112
Así pueden calcularse valores promedio y si fuera necesario adaptarlos a lasnuevas circunstancias.
Los costos establecidos tienen vigencia durante un determinado período decontabilización, digamos un año, medio año o tres meses. Los costosestablecidos pueden ser el resultado de:
• La suma de costos para toda la empresa, o• La suma de costos para cada grupo de instalaciones o de recursos físicos.
Por grupos de instalaciones o de recursos físicos se entienden todos los edificios,todas las máquinas o todas las herramientas. Pero la división de los costos
establecidos no tienen que hacerse necesariamente por recursos físicos, tambiénse pueden hacer según:
• Criterios de ubicación o• Áreas de responsabilidades.
La forma de dividir los costos establecidos depende, de manera decisiva, decriterios económicos, prácticos y administrativos. Una vez terminado el períodode contabilización en cuestión hay que examinar los costos establecidos, si
hubiera desviaciones, habrá que fundamentarlas y si fuera necesario, corregirlas.La gerencia tiene que buscar un equilibrio, un nivel óptimo, que genere el costomínimo, el cual es el resultado de combinar las políticas de mantenimientopreventivo y correctivo adecuadamente. Dicho nivel obviamente no es un puntosino un sector. (Ver figura.5.10).
Igualmente el costo de la producción pérdida versus el costo de la reparación ysu relación a la velocidad de ésta debe considerarse, como se visualiza en lafigura. 5.11.
Incidencia similar en los costos tiene la mano de obra en especial cuando esta esprovista por terceros, y cuando es propia deben considerase los costos decapacitación y entrenamiento, como se visualiza en la figura. 5.12. El problemade los costos ha generado otros graves problemas en las empresas al comprarmáquinas poco conocidas en el mercado, pero más baratas, la durabilidad deéstas no han tenido la garantía requerida, siendo los repuestos más caros así como la mano de obra necesaria de contratarla o importarla. Al final, se obtienengrandes pérdidas debido a una maquinaria poco útil, que no sólo atenta contra laoperatividad, los planes de producción o el empleo serio, sino, contra la
rentabilidad de la empresa.

7/30/2019 Planificacion y Programacion Del Mantenimiento v Tecsup
http://slidepdf.com/reader/full/planificacion-y-programacion-del-mantenimiento-v-tecsup 23/48
TECSUP – PFR Gestión del Mantenimiento
113
Costo de Mant.Reactivo
% de MPSatisfactorio
Costo de perdidade producción
Costos
Lubricaciónbásica
Costos deM P
Optimo nivelde MP
CostosTotales
{
Figura 5.10 Costo del nivel de actividad de mantenimiento
Tiempo de Reparación
Optimo tiempode reparación
CostosTotales
Costo de Reparación
Costo
mínimo Costo deperdida deproducción
Costo
Figura 5.11 Costo del tiempo de reparación.
Si el costo esperado de reparaciones por período sin mantenimientopreventivo es mayor que aquel con mantenimiento preventivo, esteúltimo es la mejor política. El costo esperado de reparaciones por período,si no hay mantenimiento preventivo, es el costo de reparaciones divididopor el número esperado de períodos entre reparaciones.
El costo esperado de reparaciones por período con mantenimientopreventivo debe incluir ambos, el costo de mantenimiento preventivo y elcosto de aquellas unidades que fallan a pesar del mantenimiento
preventivo.

7/30/2019 Planificacion y Programacion Del Mantenimiento v Tecsup
http://slidepdf.com/reader/full/planificacion-y-programacion-del-mantenimiento-v-tecsup 24/48
Gestión del Mantenimiento TECSUP – PFR
114
Cantidad de Personal
Optima cantidad depersonal
CostosTotales
Costo de paradas
Costomínimo
Costo
Costo de laMano de obra
(propia y terceros)
Figura 5.12 Costo de la mano de obra.
12. REQUISITOS DE MPA PARA SUS EQUIPOS
No hay una única manera correcta ni definitiva para establecer los requisitos deMPA para cada equipo.
Sin embargo, existen algunos datos de entrada que permitirán aproximarsebastante al MPA que necesita cada equipo. Se puede comenzar a planificar elmantenimiento con esta información y posteriormente se va modificando enfunción de cómo marcha el equipo.
12.1. DATOS DE ENTRADA
Los datos de entrada que permiten establecer los requisitos de MPA de
los equipos son proporcionados por:
• El fabricante del equipo.• El departamento de Mantenimiento• Los operadores del equipo.• El área de Ingeniería.• El resultado del análisis de condición del equipo.• El resultado del análisis de la OEE.
Veamos qué información puede proporcionar cada uno de ellos.

7/30/2019 Planificacion y Programacion Del Mantenimiento v Tecsup
http://slidepdf.com/reader/full/planificacion-y-programacion-del-mantenimiento-v-tecsup 25/48
TECSUP – PFR Gestión del Mantenimiento
115
12.1.1. DATOS DE ENTRADA DEL FABRICANTE DEL EQUIPO
El fabricante del equipo es la mejor fuente de información sobre
MPA. Es quien mejor sabe qué debe hacerse para mantener alequipo en buenas condiciones de funcionamiento. Perodebemos tener presente que las recomendaciones demantenimiento proporcionadas son muy conservadoras, comoes lógico, las frecuencias son muy cortas, y además, sonrecomendaciones para el uso del equipo bajo condicionesestándares. Como queda claro, en su empresa probablementela máquina trabaja en condiciones muy diferentes a estacondición estándar.
Si las recomendaciones sobre MPA no vienen con su equipo, nolas tiene o nunca las tuvo, debe solicitarlas.
Advertencia:
Por lo general, los fabricantes no quieren correr riesgos yrecomiendan realizar demasiadas tareas de MPA, efectuadascon demasiada frecuencia. Por ello tome estos datos como unabuena referencia pero analice primero los resultados del análisisde condición y de la OEE del equipo.
12.1.2. DATOS DE ENTRADA DEL DEPARTAMENTO DEMANTENIMIENTO
Debido a la experiencia acumulada por el personal de estedepartamento, normalmente se tiene una idea bastante clarade qué tareas de MPA se deben realizar y con qué frecuencia.Quizás estos datos son los que más se aproximen a lo que el
equipo realmente necesite. Debemos analizar toda lainformación registrada, ficha del equipo, historia, hojas delubricación, hojas de verificación e inspección, etc.
12.1.3. DATOS DE ENTRADA DE LOS OPERADORES DEL EQUIPO
Los datos que normalmente no hemos tenido en cuenta hastaahora, porque nunca la hemos solicitado, es la información quesuministran los operadores del equipo. Recuerde que ellosestán todo el día junto al equipo, y por lo tanto saben qué se
debe hacer para que siga funcionando.

7/30/2019 Planificacion y Programacion Del Mantenimiento v Tecsup
http://slidepdf.com/reader/full/planificacion-y-programacion-del-mantenimiento-v-tecsup 26/48
Gestión del Mantenimiento TECSUP – PFR
116
Para obtener la mayor información posible, debemos realizarreuniones de trabajo, en la que se les permita plantear todotipo de problemas que presentan los equipos y cuáles pueden
ser sus causas. De ello podemos obtener una gran cantidad dedatos sobre qué tareas de mantenimiento y con qué frecuenciase pueden realizar a cada máquina.
¡Nunca ignore la información proporcionada por losoperadores!
Si permite que los operadores se involucren en la determinaciónde los requisitos de MPA, mejorará su motivación cuando les
pidamos posteriormente que participen en la ejecución de lastareas de MPA.
12.1.4. DATOS DE ENTRADA DEL ÁREA DE INGENIERÍA
Por lo general, se requiere el aporte útil de los ingenieros, enespecial cuando se trata de la determinación de procedimientosde lubricación y de ajuste de los equipos y cuando se incorporeel MPd. También es importante su aporte, cuando se requierehacer el análisis de condición del equipo, o el cálculo de la OEE.
12.1.5. RESULTADOS DEL ANÁLISIS DE CONDICIÓN DE LOSEQUIPOS
La información aportada por este análisis detectará áreas deatención de MPA, que generalmente son tareas de limpieza.Habitualmente, también surgen temas relacionados con laseguridad (áreas a inspeccionar).
12.1.6. RESULTADOS DEL ANÁLISIS DE LA OEE
Este es el mejor dato de entrada técnico en lo referente a ladeterminación de mejoramientos de los equipos y a lasconsiguientes actividades de MPA basadas en las pérdidasactuales de sus equipos, tales como fallas, reducción de lacalidad, períodos de inactividad, paradas, etc.
Además, ¿es la mejor información que permite determinar losbeneficios del MP y establecer un orden de prioridades de
actividades de MPA basado en el ROI?.

7/30/2019 Planificacion y Programacion Del Mantenimiento v Tecsup
http://slidepdf.com/reader/full/planificacion-y-programacion-del-mantenimiento-v-tecsup 27/48
TECSUP – PFR Gestión del Mantenimiento
117
13. MÉTODO PARA DETERMINAR LOS REQUISITOS DE MPA
Para determinar los requisitos de MPA de cada equipo debe realizar lo siguiente:
Convocar a una reunión de equipo en la que deben participar todas las partesinvolucradas. Utilizar los seis datos de entrada analizados anteriormente. Elresultado (plan de MPA) debe ponerse en práctica y al cabo de unas pocassemanas de experiencia, adapte las tareas y frecuencias de acuerdo a losresultados obtenidos. Esto es lo que se conoce como “Plan de MPA dinámico”.
Figura 5.13 Relaciones entre algunos documentos.
Lista deTrabajos
RC 101 ………RL 215 …….
……………………………..……………..
L
Programa deMantenimiento
L M M J VCod Desc 30 30 30 30 30
….. …… 45 45
….. …… 10 10 10 10 10 10
X
Hoja dePlanificación
RC 230 ………1. Desenergizar 2. Desmontar ……………………………..……………..P
Orden deTrabajo 280105Nombre …Fecha …. Responsables …….
……………………………..……………..
O
Check List
Nombre…. Codigo......
Sistema experto …PC……………
……………..……………..C
Hoja dePlanificación
RC 245 ………1. Desenergizar 2. Desmontar ……………………………..……………..P
Orden deTrabajo 280106Nombre …Fecha …. Responsables …….
……………………………..……………..
O
Retroalimentación de información quemodifica la hoja de planificación
Retroalimentación de información quemodifica la lista de trabajos
Check List
Nombre…. Codigo......
Sistema experto …PC……………
……………..……………..C
Check List
Nombre…. Codigo......
Sistema experto …PC……………
……………..……………..C
Fabricante
Análisis de laOEE
Operadores
Ingeniería
Análisis de condición delos equipos

7/30/2019 Planificacion y Programacion Del Mantenimiento v Tecsup
http://slidepdf.com/reader/full/planificacion-y-programacion-del-mantenimiento-v-tecsup 28/48
Gestión del Mantenimiento TECSUP – PFR
118
14. EL PROGRAMA DE INSTALACIÓN DE MP DE 10 ETAPAS
Un sistema de MP efectivo no sucede al azar, debe planificarse. El análisis de los
equipos, el desarrollo de tareas de MP, la confección de listas de verificación y deun buen historial de los equipos y la presentación de informes útiles son todaslas actividades que se deben planificar y desarrollar cuidadosamente. Un sistemapersonalizado de MP que responda a las necesidades de sus equipos y que estérespaldado por todas las personas de la planta, producirá los mejores resultados,que se mantendrán a lo largo del tiempo.
14.1. EL SISTEMA EFECTIVO DE MP
Hay dos maneras de realizar un MP efectivo:
• Mejorando el sistema, la organización la ejecución y el control de lastareas de MP realizadas por el departamento de mantenimiento.
• Transfiriendo tantas tareas de MP rutinarias como sea posible a losoperadores.
Bajo el TPM debemos realizar las dos.
Existen muchos aspectos que influyen en el desarrollo de un sistema de
MP que se adaptará a su tipo de empresa, pero todos deben considerarlos siguientes pasos básicos para la instalación de un MP efectivo:
PASO 1: Realizar el inventario de los equipos
Permite obtener datos de los equipos, para conocer el tipo, cantidad yestado de cada uno de ellos. Muchas empresas tienen una listacomputarizada del inventario de los equipos o dispone de un kardex dedatos de equipos. Si no es el caso, deberá recopilar datos de todas sus
máquinas. Los datos mínimos que se incluyen son: (Ver figura 5.14)
• Tipo de equipo.• Descripción, fabricante.• Ubicación exacta.• Costos (de MP, depreciación, etc.).• Datos de placa (HP, Voltaje, etc.).• Lectura de su vida útil en la unidad adecuada.• Actualizaciones o cambios efectuados.•
Referencias a la lista de repuestos y a los planos.• Referencia a los manuales.

7/30/2019 Planificacion y Programacion Del Mantenimiento v Tecsup
http://slidepdf.com/reader/full/planificacion-y-programacion-del-mantenimiento-v-tecsup 29/48
TECSUP – PFR Gestión del Mantenimiento
119
Figura 5.14 Ficha técnica del equipo

7/30/2019 Planificacion y Programacion Del Mantenimiento v Tecsup
http://slidepdf.com/reader/full/planificacion-y-programacion-del-mantenimiento-v-tecsup 30/48
Gestión del Mantenimiento TECSUP – PFR
120
PASO 2: Asignar tipo de MP y criticidad:
14.2. EL SISTEMA DE CRITICIDAD
El sistema de criticidad clasifica a los equipos de acuerdo a su importanciaen la planta o en caso de fallar, según los posibles daños o accidentesque pudiera ocasionar.
El nivel de criticidad lo determina personal de operaciones; deldepartamento de mantenimiento y la gerencia, quienes determinarán laclasificación de prioridades para el MP y MPd. Existen muchasposibilidades de establecer un sistema de criticidad, desde los más
simples, como una lista de equipos en orden de importancia, hasta losmás complicados, haciendo depender al sistema de muchas variables. Seproponen aquí tres niveles de criticidad para los equipos:
NIVEL DE CRITICIDAD 1
Es el nivel que se asigna al equipo que no debe fallar. Si éste equipofallara, habría que cerrar la planta, parte de la planta, o una línea deproducción y ello ocasionaría una gran pérdida económica.
Un equipo cuya falla ocasionaría daños corporales (accidentes) a losempleados, tales como calderos, grúas, elevadores, hornos, trenes delaminación, chancadoras, etc. también deben ser considerados en estenivel de Criticidad.
Un equipo cuya falla ocasionaría importantes daños ambientales talescomo derramamiento de hidrocarburos (combustibles, aceites, etc.),productos químicos, etc. también debe considerarse como equipos decriticidad 1.
NIVEL DE CRITICIDAD 2
Es el nivel que se asigna a los equipos que no deberían fallar. Continuasiendo un equipo importante, pero una falla en esa máquina no tendríaun fuerte impacto en la planta, por muchas razones, como que existe otrosimilar disponible o que la falla toma poco tiempo en repararla o suparada no detiene la producción. Aquí estará la mayor cantidad demáquinas existentes.

7/30/2019 Planificacion y Programacion Del Mantenimiento v Tecsup
http://slidepdf.com/reader/full/planificacion-y-programacion-del-mantenimiento-v-tecsup 31/48
TECSUP – PFR Gestión del Mantenimiento
121
NIVEL DE CRITICIDAD 3
Es el nivel que se asigna a todo el resto de los equipos que van a ser
considerados en el plan de mantenimiento Proactivo. Se tienen equipos alos cuales en caso de que no se encuentre el tiempo para realizar unatarea de MP se puede reprogramar, lo que no afectaría sustancialmente laefectividad del programa.
Importancia de un sistema de criticidad
La mayor parte de las empresas, incluso aquellas que cuentan con unbuen sistema de MP, no logran efectuar todas las actividades de MP todo
el tiempo.
El sistema de criticidad le permitirá llevar a cabo las tareas correctas deMP, incluso si no tiene tiempo de realizar todas las tareas planificadas deMP. Las metas recomendadas con este sistema de criticidad son:
• 100% de cumplimiento de MP para equipos de criticidad 1• 90% de cumplimiento de MP para equipos de criticidad 2• 80% de cumplimiento de MP para equipos de criticidad 3
Lo anterior nos va a permitir decidir qué mantenimiento realizar y cuánimportante es cada máquina en nuestro sistema.
Debemos tomar algunas decisiones básicas respecto al MP de cadamáquina.
Debemos preguntarnos:
• ¿Incluimos el MP llevado a cabo por el operador?• ¿Se realizará ahora o después?• ¿Es el tipo de máquina donde los operadores no podrán realizar ningún
tipo de MP?• ¿Desea incluir esta máquina para el MPd?
Debe entonces establecer los niveles de criticidad de cada equipo, porejemplo:
• Nivel de criticidad 1: Lo que se debe hacer.
• Nivel de criticidad 2: Lo que se debería hacer.• Nivel de criticidad 3: El resto.

7/30/2019 Planificacion y Programacion Del Mantenimiento v Tecsup
http://slidepdf.com/reader/full/planificacion-y-programacion-del-mantenimiento-v-tecsup 32/48
Gestión del Mantenimiento TECSUP – PFR
122
La aplicación de la criticidad permite realizar las tareas de MP adecuadassi es que no tiene tiempo para realizar todo el plan de MP debido a unareducción de personal temporal o a una crisis de producción.
Después de haber tomado estas decisiones respecto a los equipos,podemos proceder a ejecutar varias tareas de MP y MPd.
OTRA FORMA
Para realizar la asignación de la criticidad de los equipos podemosemplear el formato que se muestra en la figura. 5.15. Este formato nospermitirá realizar el balance de prioridades.
Además, nos daremos cuenta si se ha realizado adecuadamente laevaluación de cada equipo y no tenemos un exceso de equiposconsiderados críticos.
Una ayuda para poder decidir la importancia que tiene cada máquina dela planta es la tabla que se muestra en la figura. 5.16.

7/30/2019 Planificacion y Programacion Del Mantenimiento v Tecsup
http://slidepdf.com/reader/full/planificacion-y-programacion-del-mantenimiento-v-tecsup 33/48
TECSUP – PFR Gestión del Mantenimiento
123
Figura 5.15 Hoja de asignación de la criticidad de los equipos
I M P O R T A N C I A C R I T
I C A D E E Q U I P O S
Í T E M
C O D .
N O M B R E D E L E Q
U I P O
P O N
D E R A C I O N
E S C A L A D E
R E F E R E N C I A
S E I N C L U Y E
E N E L P M P ?
1
2
3 a
3 b
3 c
3 d
4
5
6
7
8
T O T A L
1 2 3 4 5 6 7 8 9 1 0
1 1
1 2
1 3
1 4
1 5
R E S U M E N :
E S C A L A D E R E F E
R E N C I A
C A N T .
C R I T I C O
I M P O R T A N T E
R E G U L A R
O P C I O N A L

7/30/2019 Planificacion y Programacion Del Mantenimiento v Tecsup
http://slidepdf.com/reader/full/planificacion-y-programacion-del-mantenimiento-v-tecsup 34/48
Gestión del Mantenimiento TECSUP – PFR
124
ÍTEM VARIABLES CONCEPTO PONDE- OBSERVACIONESRACION
1 Efecto sobre el Servicio que proporciona:Para 4
Reduce 2No para 02 Valor Técnico - Económico:
Considerar el costo de Alto 3 Más de U$ 20 000 Adquisición, Operaciòn y Medio 2Mantenimiento. Bajo 1 Menos de U$ 1000
3 La falla Afecta:a. Al Equipo en si Si 1 Deteriora otros componentes?
No 0b. Al Servicio Si 1 Origina problemas a otros equipos?
No 0c. Al operador: Riesgo 1 Posibilidad de accidente del operador?
Sin Riesgo 0d. A la seguridad en general Si 1 Posibilidad de accidente a otras personas ù
No 0 otros equipos cercanos.4 Probabilidad de Falla (Confiablilidad):
Alta 2 Se puede asegurar que el equipo va a trabajar baja 0 correctamente cuando se le necesite?
5 Flexibilidad del Equipo en el Sistema:Único 2 No existe otro igual o similar By pass 1 El sistema puede seguir funcionando.Stand by 0 Existe otro igual o similar no instalado
6 Dependencia Logística:Extranjero 2 Repuestos se tienen que importar Local/Ext. 1 Algunos repuestos se compran localmente.Local 0 Repuestos se consiguen localmente.
7 Dependencia de la Mano de Obra:Terceros 2 El Mantenimiento requiere contratar a terceros.Propia 0 El Mantenimiento se realiza con personal propio.
8 Facilidad de Reparación (Mantenibilidad):Baja 1 Mantenimiento dificil. Alta 0 Mantenimiento facil.
ESCALA DE REFERENCIA Asignar los valores de ponderación calificando al
equipo por su incidencia sobre cada variable.A CRITICA 16 a 20 Este paso requiere un buen conocimiento del
B IMPORTANTE 11 a 15 equipo, su sistema, su operación, su valor, y los
C REGULAR 06 a 10 daños que podría ocasionar una falla.
D OPCIONAL 00 a 05 Obtener el valor ponderado por cada equipo y
agruparlas clasificandolas de acuerdo a la escalade referencia y buscando una una distribuciónsesgo izquierdo, a fin de acercarnos al costomínimo de la actividad del mantenimiento.
Figura 5.16 Hoja de criticidad

7/30/2019 Planificacion y Programacion Del Mantenimiento v Tecsup
http://slidepdf.com/reader/full/planificacion-y-programacion-del-mantenimiento-v-tecsup 35/48
TECSUP – PFR Gestión del Mantenimiento
125
PASO 3: Hacer listas de verificación de MP (sin repuestos nimateriales)
Cada máquina tiene su propia lista de verificación, conteniendotípicamente tareas estandarizadas, que aparecerán en otras listas deverificación, tales como tareas de limpieza, chequeo de fugas, búsquedade pernos flojos, etc. Puede haber diferentes listas de chequeo paratareas diarias, semanales, mensuales o una sola desarrollada para cubrirtodas las frecuencias.
Normalmente, las listas de verificación del MP no contienen repuestos,excepto materiales simples (tales como filtros, lubricantes, etc.) los cuales
están disponibles en la máquina. De la misma manera, éstas sólo debenincluir herramientas simples (o en lo posible no). Deberá estimarse eltiempo requerido para realizar cada lista de chequeo para propósitos deplanificación y control.
Estas listas de verificación son de dos tipos: Una cubre las tareas del MPrealizadas mientras la máquina está operando, p.e. para detectarsobrecalentamientos o vibración excesiva. Otros trabajos, tales como elchequeo de la tensión de una faja en V o la limpieza interna, sólo pueden
ser realizados cuando la máquina está detenida completamente. Aquí elobjetivo es realizar la mayor cantidad posible de tareas de MP cuando lamáquina esté operando, de tal manera que se limite el tiempo de lamáquina fuera de producción.
Este Tipo de MP es adecuado para los operadores.
PASO 4: Desarrollar órdenes de trabajo de MP (incluyendomateriales, herramientas requeridas)
Al contrario de una lista de chequeo, las OT requiere herramientas ymateriales y es normalmente realizada por el personal de mantenimiento.Una OT es también rutinaria y repetitiva, pero normalmente a menorfrecuencia, p.e. mensual, trimestral o anualmente. Sin embargo este noes un MP global.
Cada OT esta relacionada a una máquina y permite definir la maneracómo se va a ejecutar la tarea de MP o MPD indicando los recursos quese van a requerir y, por lo tanto, el costo que va a representar. Es
necesario elaborar un plan y un programa para establecer cómo y cuándose va a ejecutar. Toda OT debe incluir:

7/30/2019 Planificacion y Programacion Del Mantenimiento v Tecsup
http://slidepdf.com/reader/full/planificacion-y-programacion-del-mantenimiento-v-tecsup 36/48
Gestión del Mantenimiento TECSUP – PFR
126
• El tipo de trabajo.• Descripción del trabajo.• El lugar de ejecución del trabajo.• El tiempo estimado necesario.• Los tipos de especialistas necesarios.• Las herramientas necesarias y equipos especiales.• Los repuestos y demás materiales que se necesiten.• Bosquejos, planos.
Este tipo de MP no es apropiado para operadores, pero podrían ayudar
(bajo el TPM) ya que la máquina normalmente está detenida.

7/30/2019 Planificacion y Programacion Del Mantenimiento v Tecsup
http://slidepdf.com/reader/full/planificacion-y-programacion-del-mantenimiento-v-tecsup 37/48
TECSUP – PFR Gestión del Mantenimiento
127
HOJA DE CHEQUEO
Código de equipo : TL 2325 Responsable:
Nombre del equipo : Torno de repujado Leifeld mantenimientoFrecuencia: semanal Fecha: 06-09-97
Marcar los casilleros de la derechaque describan la condición de loscomponentes mostrados en lacolumna de la izquierda. C
o r r e c t o
R e q u i e r e
L u b r i c a c i ó n
R e q u i e r e
A j u s t e
R e q u i e r e
R e e m p l a z o
R e q u i e r e
L i m p i e z a
E x c e s i v a
V i b r a c i ó n
E x c e s i v o C a l o r
C a m b i a r s e l l o s y / o
e m p a q u e t a d u r a
V e r C o m e n t a r i o s
A d i c i o n a l e s
1.-Motor eléctrico: A. Rodamientos X
B. Base de fijación XC. Temperatura XD. Vibración XE. Ruido X2.-Caja del husillo: A. Ruido XB. Nivel de aceite X3.-Ruedas de repujado: A. Estado de rodamientos X4.-Filtro de succión:
A. Limpieza XB. Entrada libre X
5.-Bomba: A. Ruido XB. Flojo XC. Presión XD. Base de fijación XE. Alineamiento XF. Fugas X X6.-Válvula de alivio:
A. Presión ajustada XB. Calentamiento X7.-Válvula direccional:
A. Operación libre XB. Calentamiento X
8.-Cilindro hidráulico: A. Fugas XB. Alineamiento XC. Calentamiento X9.-Líneas:
A. Seguridad del montaje XB. Estado de mangueras XC. Acoplamientos sueltos XComentarios Adicionales:Parece que en el cilindro el o´ring se encuentra en mal estado ya que existeuna pequeña pero constante fuga de aceite hidaúlico.Existe fuga de aceite por la empaquetadura de la bomba.
Figura 5.17 Hoja de verificación o Check List

7/30/2019 Planificacion y Programacion Del Mantenimiento v Tecsup
http://slidepdf.com/reader/full/planificacion-y-programacion-del-mantenimiento-v-tecsup 38/48
Gestión del Mantenimiento TECSUP – PFR
128
ORDEN DE TRABAJO
NUMERO DE OT:
I. DATOS DEL EQUIPO Y DE LA ACTIVIDADCODIGO TIPO DE OT
NOMBRE TIPO DE MANT.
UBICACIÓN TIPO DE FALLA
CENTRO DE COSTOS CRITICIDAD
PONDERACION
II. FECHAS Y TIEMPOS:FECHA DE EMISION HORA FECHA MAX. ENTREGA
FECHA DE INICIO HORA DURACION ESTIMADA
FECHA DE TERMINO HORA DURACION REAL
III. RESPONSABLES:EMITIDO POR: SOLICITADO POR: AUTORIZADO POR:
IV. DESCRIPCION DEL TRABAJO:N° OPERACIÓN HERRAMIENTAS REPUESTOS OBSERV.
123456
V. SUMINISTROS:CODIGO DESCRIPCIO CANTIDAD CANTIDAD DEVOLUCION
ESTIMADA REAL
VI. PERSONAL REQUERIDO:NOMBRE CODIGO HRS.NO HRS.EXT. HRS.ESP. COSTOS DE TERCEROS
VII. OBSERVACIONES
Figura 5.18 Orden de trabajo ( OT )

7/30/2019 Planificacion y Programacion Del Mantenimiento v Tecsup
http://slidepdf.com/reader/full/planificacion-y-programacion-del-mantenimiento-v-tecsup 39/48
TECSUP – PFR Gestión del Mantenimiento
129
PASO 5: Crear hoja de rutas del MP
La hoja de ruta del mantenimiento permiten organizar los
desplazamientos para realizar las listas de verificación y las OT's, de talmanera que el tiempo que toma esta actividad sea la mínima posible,mejorando así la productividad del personal de mantenimiento. Al definiruna ruta de MP se debe considerar:
• Establecer rutas sólo para las tareas de MP realizadas por eldepartamento de mantenimiento.
• Organizar listas de verificación u órdenes de trabajo de MP por área,tipo de equipo y trabajadores especializados (Ningún viaje de ida y
vuelta por cada MP).• Diferentes rutas para equipos en funcionamiento o cuando es
necesario realizar paradas de equipo.• Incluir frecuencia en hoja de rutas (s, m, etc.)• Incluir el tiempo total estimado para cada ruta.
PASO 6: Desarrollar un programa de MP
Normalmente existe un programa anual para cada máquina, conteniendo
todas las frecuencias de MP. Este programa es estático (nada cambia), amenos que el MP sea activado por las horas de funcionamiento u otrocontador.
Bajo el TPM, encontrará que las listas de verificación e incluso, lasprogramadas, llegan a ser más dinámicas, ya que existe la realimentaciónde los operadores y del personal de mantenimiento que permitenmodificar las tareas y los intervalos de tiempo programados.
Se recomienda nivelar la carga de trabajo (la misma cantidad de horas o
minutos por día) para tener una dotación de personal uniforme y un buencumplimiento de las tareas de MP.
También es importante limitar las interrupciones de produccióncombinando, por ejemplo, una tarea mensual con una trimestral pararealizarse en el mismo momento, a pesar que uno de los ciclos necesitemodificarse un poco.

7/30/2019 Planificacion y Programacion Del Mantenimiento v Tecsup
http://slidepdf.com/reader/full/planificacion-y-programacion-del-mantenimiento-v-tecsup 40/48
Gestión del Mantenimiento TECSUP – PFR
130
Figura 5.19 Orden de trabajo ( OT )
P R O G R A M A C I O N D E L M A N T E N I M
I E N T O C O N L A P A R T I C I P A C I O N D E L O S
O P E R A R I O S
M A Q U I N A S - L I N E A D E E M B U T I C I O N
M á q u i n a :
P r e n s a H i d r a ú l i c a
M e s :
S e p t i e m b r e
D í a s l a b o r a b l e s :
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
F r e c u e n .
m i n .
D
L
M
M
J
V
S
D
L
M
M
J
V
S
D
L
M
M
J
V
S
D
L
M
M
J
V
S
D
T a r e a
d i a s
R e s p .
C a n t .
D u r a c .
1
2
3
4
5
6
7
8
9
1 0
1 1
1 2
1 3
1 4
1 5
1 6
1 7
1 8
1 9
2 0
2 1
2 2
2 3
2 4
2 5
2 6
2 7
2 8
2 9
1
R C
D I A
1 O p e r .
1
1 5
1 5
1 5
1 5
1 5
1 5
1 5
1
5
1 5
1 5
1 5
1 5
1 5
1 5
1 5
1 5
1 5
1 5
1 5
1 5
1 5
1 5
1 5
1 5
1 5
2
R C
Q U I N
1 4 M a n t .
1
3 0
3 0
3 0
3
R L
D I A
1 O p e r .
1
1 0
1 0
1 0
1 0
1 0
1 0
1 0
1
0
1 0
1 0
1 0
1 0
1 0
1 0
1 0
1 0
1 0
1 0
1 0
1 0
1 0
1 0
1 0
1 0
1 0
4
R A
S E M
7 O p e r .
1
1 5
1 5
1
5
1 5
1 5
5
R A
M E N
3 0 M a n t .
1
3 0
3 0
6
R I
D I A
1 O p e r .
1
5
5
5
5
5
5
5
5
5
5
5
5
5
5
5
5
5
5
5
5
5
5
5
5
5
7
R I
S E M
7 M a n t .
1
2 0
2 0
2 0
2 0
2 0
8
G C
A N U
3 6 0 M a n t .
3
9 6 0
D U R A C I O N D I A R I A :
0
4 5
6 0
3 0
6 0
3 0
5 0
0
4
5
3 0
3 0
3 0
3 0
5 0
0
4 5
6 0
3 0
3 0
3 0
5 0
0
4 5
3 0
3 0
3 0
3 0
5 0
0
P R O M . D I A R I O
:
4 0 m i n u t o s
R = R u t i n a
G = M a n t e n i m i e n t o G l o b a l
O = O v e r h a u l
R I = I n
s p e c c i ó n
G L = L u b r i c a c i ó n E s p e c i a l
R L = L
u b r i c a c i ó n
G R = R e c a m b i o
R A = A j u s t e
G C = R e p a r a c i ó n
R C = L i m p i e z a

7/30/2019 Planificacion y Programacion Del Mantenimiento v Tecsup
http://slidepdf.com/reader/full/planificacion-y-programacion-del-mantenimiento-v-tecsup 41/48
TECSUP – PFR Gestión del Mantenimiento
131
PASO 7: Mantener una historia de los equipos
Una buena historia de equipo es vital para manejar, mantener y mejorar
las máquinas. Desafortunadamente, sólo pocas compañías mantienen yutilizan una historia de equipos bien organizada. Sin ella, no podríamosindicar las fallas repetitivas o establecer los costos totales de reparaciónpara poderlo comparar con el costo de reemplazo. Una buena historia deequipos se necesita para:
• Evaluar el rendimiento de sus equipos a través del tiempo.• Detectar fallas repetitivas.• Determinar el costo anual total de reparación y compararlo con el
costo de reemplazo.• Determinar la efectividad (ROI) de sus programas de MP.• Ajustar sus esfuerzos de MP.• Desarrollar un buen enfoque para el mejoramiento de los equipos,
utilizando la retroalimentación para ajustar el MP y MPd y poderdeterminar los mejoramientos que requieren los equipos.
La historia de los equipos debe incluir: (ver figura. 5.20)
•
El número de equipo.• El costo de mano de obra, de repuestos, costo total y el costo
acumulativo.• Todo el mantenimiento, overhaul´s, reparaciones y trabajos hechos de
MP/MPd (incluyendo mejoramientos de equipos y cambios realizados).
Para poderla implementar adecuadamente es necesario emplear elcomputador para procesarla automáticamente.

7/30/2019 Planificacion y Programacion Del Mantenimiento v Tecsup
http://slidepdf.com/reader/full/planificacion-y-programacion-del-mantenimiento-v-tecsup 42/48
Gestión del Mantenimiento TECSUP – PFR
132
Figura 5.20 Historia de los Equipos
N ° e q u i p o : P U 2 5 4 0
D e s c r i p c i ó n : P u l i d o r a G e b r u d e r
A c t i v o N ° : 6 - 3 4 3 5 8
F e c h a d e a d q u i s i c i ó n :
1 5
/ 0 9 / 1 9 8 9
C o s t o :
C o s t
o d e r e e m p l a z o : $ 1 2 0 0 0
F e c h a
N ° O T
D e s c r i p c i ó n :
M a n o d e o b r a
C o s t o d e
C o s t o
C o s t o
% d e
H o r a s
C o s t o
R e p u
e s t o s
T o t a l
A c u m u l a d o
R e e m p l a z o
0 1 / 0 1 / 1 9 9 6
9 6 0 1 0 1 2
C a m b i o d e 3 r o d a m i e n t o s 6 3 0 5
4 . 0
2 8 . 7
6 0
. 0
8 8 . 7
8 8 . 7
0 . 7 %
1 5 / 0 1 / 1 9 9 6
9 6 0 1 0 4 5
M P
0 . 5
1 . 8
0 . 0
1 . 8
9 0 . 5
0 . 8 %
2 2 / 0 1 / 1 9 9 6
9 6 0 1 0 7 2
P i n t a r e x t e r i o r
3 . 0
2 1 . 5
5 . 1
2 6 . 6
1 1 7 . 1
1 . 0 %
3 0 / 0 1 / 1 9 9 6
9 6 0 1 0 8 8
M P
0 . 3
1 . 1
0 . 0
1 . 1
1 1 8 . 2
1 . 0 %
0 8 / 0 2 / 1 9 9 6
9 6 0 2 0 3 6
C a m b i a r g u a r d a a b o l l a d a .
0 . 5
1 . 8
0 . 0
1 . 8
1 2 0 . 0
1 . 0 %
2 1 / 0 3 / 1 9 9 6
9 6 0 3 1 1 6
C a m b i a r m o t o r d e a c c i o n a m i e n t o
2 . 0
1 4 . 4
3 0
. 0
4 4 . 4
1 6 4 . 4
1 . 4 %
0 2 / 0 4 / 1 9 9 6
9 6 0 4 0 2 9
M P
1 . 0
3 . 6
5 . 0
8 . 6
1 7 3 . 0
1 . 4 %
1 1 / 0 4 / 1 9 9 6
9 6 0 4 0 6 1
C a m b i o d e b o t o n e r a d e a c c i o n a
m .
1 . 0
3 . 6
0 . 0
3 . 6
1 7 6 . 6
1 . 5 %
1 3 / 0 4 / 1 9 9 6
9 6 0 4 0 8 0
M P
2 . 0
7 . 8
2 . 0
9 . 8
1 8 6 . 4
1 . 6 %
1 8 / 0 4 / 1 9 9 6
9 6 0 4 0 8 7
L i m p i e z a i n t e r i o r d e b o m b a d e v
a c í o
3 . 0
1 0 . 8
5 . 0
1 5 . 8
2 0 2 . 2
1 . 7 %
2 9 / 0 4 / 1 9 9 6
9 6 0 4 1 0 1
R e e m p l a z a r e m p a q u e s d e m o l d
e
1 . 0
3 . 6
8 . 0
1 1 . 6
2 1 3 . 8
1 . 8 %
0 4 / 0 5 / 1 9 9 6
9 6 0 5 0 1 5
M P
0 . 5
1 . 8
0 . 0
1 . 8
2 1 5 . 6
1 . 8 %
1 2 / 0 5 / 1 9 9 6
9 6 0 5 0 4 6
M P
0 . 8
2 . 9
0 . 0
2 . 9
2 1 8 . 5
1 . 8 %
2 2 / 0 5 / 1 9 9 6
9 6 0 5 0 9 1
C a m b i a r r o d a m i e n t o 6 3 0 8
3 . 0
2 1 . 5
3 0
. 0
5 1 . 5
2 7 0 . 0
2 . 3 %
1 4 / 0 6 / 1 9 9 6
9 6 0 6 0 5 0
C a m b i a r f a j a s e n v
0 . 5
1 . 8
8 0
. 0
8 1 . 8
3 5 1 . 8
2 . 9 %
2 1 / 0 6 / 1 9 9 6
9 6 0 6 0 8 3
M P
0 . 5
1 . 8
0 . 0
1 . 8
3 5 3 . 6
2 . 9 %
0 3 / 0 7 / 1 9 9 6
9 6 0 7 0 1 9
R e e m p l a z a r b r a z o p o r t a m o l d e
2 . 0
7 . 8
4 0
. 0
4 7 . 8
4 0 1 . 4
3 . 3 %
0 9 / 0 7 / 1 9 9 6
9 6 0 7 0 2 6
M P
0 . 5
1 . 8
0 . 0
1 . 8
4 0 3 . 2
3 . 4 %
H I S T O R I A D E L O S E Q U I P O S

7/30/2019 Planificacion y Programacion Del Mantenimiento v Tecsup
http://slidepdf.com/reader/full/planificacion-y-programacion-del-mantenimiento-v-tecsup 43/48
TECSUP – PFR Gestión del Mantenimiento
133
PASO 8: Aplicar tecnología de código de barras
Muchas empresas en el mundo están introduciendo la alta tecnología del
código de barras para administrar y controlar las actividades demantenimiento. El código de barras es muy común en los supermercadosy muchas tiendas de artículos, y también en las áreas de producción paracontrolar el inventario, pero no es frecuente en mantenimiento. Estesistema provee muchas ventajas siendo la principal, la eliminación delllenado de formatos, algo que mucha gente de mantenimiento parece nohacerlo correctamente. Veamos como trabaja:
• Las órdenes de trabajo, los elementos de MP y todos los demás
documentos están impresos con código de barras.• Las credenciales del personal y de todos los equipos tienen códigos de
barras.• Las piezas emitidas (y el control de inventario) se maneja por código
de barras.• La computadora capta todos los datos de trabajo y el tiempo
transcurrido.• La computadora cierra una tarea y la elimina del archivo de OT
abiertas.•
La computadora ingresa la tarea en la historia del equipo incluyendo lafecha, la descripción del trabajo, los costos y tiempo empleado demano de obra, costo de materiales empleados, costo total, y elporcentaje respecto al costo de reemplazo del equipo.
• El computador emite varios informes, mostrando los cálculosrealizados, p.e. el cumplimiento de MP (OT programadas vs.realizadas), índices de rendimiento (de la mano de obra, deproductividad y utilización), el MTBF, etc.
Figura 5.21 Ejemplo Barcote-scanner

7/30/2019 Planificacion y Programacion Del Mantenimiento v Tecsup
http://slidepdf.com/reader/full/planificacion-y-programacion-del-mantenimiento-v-tecsup 44/48
Gestión del Mantenimiento TECSUP – PFR
134
Como se puede observar, el código de barras permite un gran apoyo a lagestión del mantenimiento y al control de herramientas a un costorazonable. La tecnología y el software existen, todo lo que tenemos que
hacer es desarrollar un sistema que se acomode a nuestras necesidades.La parte más difícil es convertir todos los elementos de mantenimiento alcódigo de barras. Pero vale la pena realizar este valioso esfuerzo,considerando el control y visibilidad que se gana.
¡No hay necesidad de escribir nada manualmente!
PASO 9: Desarrollo de un sistema de informes de MP
Desafortunadamente, muchas empresas vuelan ciegamente cuando setrata de realizar una buena gestión del MP. La ausencia de informes deMP útiles es un factor que contribuye. Se emplea la mayor cantidad detiempo y esfuerzo respondiendo a las paradas de máquina y las tareas deMP dejando de lado la planificación de un informe básico.
En tales condiciones, es difícil progresar, dejando que sólo se produzcanlos hechos. No debemos dejar que esto suceda. El MP debe alcanzar unalto grado de compromiso y disciplina. También debemos tener paciencia
ya que los resultados no se muestran inmediatamente. Cuando éstos sedeben mostrar, necesitamos documentos que permitan justificar lainversión realizada en MP. Por esta razón, hay dos tipos de informes. Untipo nos dice cuán bien estamos realizando las tareas de MP y el otro nosdice qué éxito hemos alcanzado con las actividades de MP, con respecto aun impacto positivo en nuestros equipos. Los informes de control debenser:
• Distribuidos oportunamente.• Revisados inmediatamente.• Discutidos entre niveles administrativos de acuerdo con las
responsabilidades.
La computadora debe producir los siguientes informes:
• El de cumplimiento de MP (trabajos programados vs. realizados). Meta:
• 100 % criticidad 1• > 90% criticidad 2• > 80% criticidad 3

7/30/2019 Planificacion y Programacion Del Mantenimiento v Tecsup
http://slidepdf.com/reader/full/planificacion-y-programacion-del-mantenimiento-v-tecsup 45/48
TECSUP – PFR Gestión del Mantenimiento
135
• De los costos de MP:
• Por equipo• MP total (por operadores y mantenimiento)• Costos vs. presupuesto.
• De horas de tiempo muerto (por equipo, por departamento y por todala planta).
• De tendencia del tiempo muerto (por equipo, por departamento y portoda la planta).
• De Evaluación del MTBF (tiempo promedio entre fallas) para cadamáquina de criticidad 1 y 2.
• Del desempeño del MP, utilización y productividad.
¿A quién se dirigen los informes?
Al gerente de mantenimiento:
•
Rendimiento• Retrasos• Productividad• Trabajo pendiente• Horas extraordinariasCosto por hora estándar
Al planificador de mantenimiento:
• Cobertura
Al usuario de Mantenimiento:
• Trabajo de emergencia• Trabajo de alta prioridad• Costo por hora estándar.• Horas extraordinarias

7/30/2019 Planificacion y Programacion Del Mantenimiento v Tecsup
http://slidepdf.com/reader/full/planificacion-y-programacion-del-mantenimiento-v-tecsup 46/48
Gestión del Mantenimiento TECSUP – PFR
136
PASO 10: Organización del MP
El sistema de MP descrito puede ser efectivo si está soportado por una
buena organización de MP. Se debe considerar lo siguiente:
Se recomienda personal dedicado (especialistas de MP que trabajenexclusivamente para el PMP durante períodos de tiempo bien establecidosy que cumplan con la programación).
Determinar el número de personas requeridas (para el departamento demantenimiento). Sumando el tiempo estimado de todas las tareas de MP(OT, listas de verificación) y agregando el tiempo de desplazamiento y
tolerancias, nos darán las horas totales de trabajo por semana. Dividiendoeste número por las horas de trabajo por semana obtenemos el númerode personas necesarias.
Desarrollar una estructura organizacional (incluyendo un planificador deMP sí la cantidad de personas del área de mantenimiento es mayor que10).
15. ORGANIZACIÓN DEL MANTENIMIENTO
La función de la organización de la administración es la formulación de unaestructura de organización y las relaciones de autoridad requeridas para lograrobjetivos escogidos. Para un departamento de mantenimiento, organizar, es laagrupación de las actividades necesarias para lograr la misión del departamentoy la asignación de cada grupo a un supervisor.
En esencia, organizar es la creación y el mantenimiento de una estructura deroles que desempeñan los empleados de un departamento de mantenimiento ylos contratistas que la utilicen.
Una organización bien ejecutada puede conducir a ahorros considerables encostos. Estos ahorros pueden lograrse en mano de obra, materiales e inversionesde capital para equipos de los talleres de mantenimiento.
Los ahorros de mano de obra pueden lograrse con una reducción del número detrabajadores, evitando los pagos por sobre tiempo, con una reducción en pagospor diferencias de turnos y eficiencia en los equipos de talleres y obtención demateriales.

7/30/2019 Planificacion y Programacion Del Mantenimiento v Tecsup
http://slidepdf.com/reader/full/planificacion-y-programacion-del-mantenimiento-v-tecsup 47/48
TECSUP – PFR Gestión del Mantenimiento
137
Los costos de materiales pueden reducirse reduciendo al mínimo el balance deexistencias en almacén y la duplicación de partidas en los casilleros deherramientas.
Las inversiones de capital en equipos de taller pueden reducirse evitandoduplicación de las partidas.
Cada departamento de mantenimiento debe adaptar su organización para lograrel mejor desempeño posible de su misión. No existe un medio que sea mejorpara organizar, pero hay tres tareas básicas que son necesarias para lograr unaeficiencia en costos y rendimiento. Estas son:
Determinar qué trabajos tienen que ejecutarse (definir específicamente la misióndel departamento y el énfasis que debe darse a los distintos tipos de trabajo).Decidir qué trabajos deben agruparse (la agrupación de las funciones que van aejecutarse).
Determinar cuándo se ejecutaría mejor el trabajo (asignar operaciones porturnos).
El logro de estas tres tareas no debe ser un trabajo de una vez. El jefe de
mantenimiento debe prepararse para ejecutarlas periódicamente pues lascondiciones no permanecen constantes.
Es necesario establecer una relación de autoridad estructurada la cual serepresenta por un organigrama en el cual se determina las funciones yresponsabilidades del personal. Para establecerlo adecuadamente es necesario:
• Definir políticas y objetivos de la empresa respecto al MP.• Establecer procedimientos y métodos de trabajo (flujo de información, carga
de trabajo, determinación de personal, etc.).• Establecer el nivel del área de mantenimiento dentro de la organización de la
empresa.• Establecer los mecanismos de coordinación con otras áreas: logística,
personal, control de calidad, operaciones, Contabilidad, seguridad, etc.
Dentro de los nuevos conceptos de organización moderna, definimos elorganigrama IDEAL para el mantenimiento:

7/30/2019 Planificacion y Programacion Del Mantenimiento v Tecsup
http://slidepdf.com/reader/full/planificacion-y-programacion-del-mantenimiento-v-tecsup 48/48
Gestión del Mantenimiento TECSUP – PFR
MANTENIMIENTOPREVENTIVO
OPERADORES MANTENIMIENTO
Grupos de operadores queparticipan en tareas de MP que secaracterizan por ser:
-Tareas sencillas-De corta duración-De rutina y repetitivas-Diarias
Personal de MP que realizan lastareas que se caracterizan por ser:
-Tareas complejas-De mayor duración
-Semanales / mensuales
Figura 5.22 Organización Ideal del Mantenimiento
Dentro del área de mantenimiento debemos establecer una organizaciónbásica como se muestra en la figura. 5.23.
Figura 5.23 Organización del Área de mantenimiento
Si fusionamos OPERADORES + MANTENIMIENTO + INGENIEROS
formaremos el grupo TPM.
DEPARTAMENTO DE MANTENIMIENTO
PLANIFICACIÓN YPROGRAMACION
PROCESO 1 PROCESO 2 PROCESO 3 INGENIERIA