Embed Size (px)
Citation preview

INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA DO PIAUÍ PRÓ-REITORIA DE PESQUISA E INOVAÇÃO
PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA DE MATERIAIS
DISSERTAÇÃO DE MESTRADO
ESTUDO DO USO DE CINZA DE CAVACO DE BAMBU (BAMBUSA VULGARIS)
NA PRODUÇÃO DE CERÂMICA ESTRUTURAL VERMELHA
NELSON AGAPITO BRANDÃO RIOS
Orientador: Prof. Dr. Roberto Arruda Lima Soares
TERESINA–PI
2017

NELSON AGAPITO BRANDÃO RIOS
ESTUDO DO USO DE CINZA DE CAVACO DE BAMBU (BAMBUSA VULGARIS)
NA PRODUÇÃO DE CERÂMICA ESTRUTURAL VERMELHA
Dissertação apresentada ao Programa de Pós-
Graduação em Engenharia de Materiais – PPGEM,
do Instituto Federal de Educação, Ciência e
Tecnologia – IFPI, como requisito para obtenção do
título de Mestre em Engenharia de Materiais.
Área de Concentração: Ciência e tecnologia dos
materiais.
Orientador: Prof. Dr. Roberto Arruda Lima Soares
TERESINA – PI
2017



Dedico este trabalho à minha família,
a qual se privou da minha presença
com a compreensão de que o sonho
que se sonha junto vira realidade.
AGRADECIMENTOS
Acima de tudo, a Deus, pelo dom da vida, pela capacidade de aprender e pela
oportunidade de vivenciar a realização de um sonho antigo.
A meus pais que, apesar de todas as adversidades encontradas, me
passaram os valores necessários e a devida motivação para acreditar que a
Educação pode transformar uma vida.
À tia Ceicinha (in memorian), que além de ter me ajudado a enfrentar
momentos muito difíceis, me ensinou que cada coisa tem sua hora de acontecer.
À minha amada esposa, Francythânya, por ter sido uma companheira leal me
dando apoio incondicional e altruísta.
Às minhas filhas, Alice Maria, Glória Maria e Luíza, pela inspiração e
paciência.
Ao professor doutor Roberto Arruda Lima Soares pela motivação, pelas
valiosas orientações e pela confiança.
A todos os professores que contribuíram para que esta caminhada fosse
possível.
Ao professor Rui Barbosa de Sousa pelas preciosas sugestões.
À minha amiga Luciana pela paciência em compartilhar seus conhecimentos
técnicos no início deste curso.
Aos colegas de curso, especialmente aos mais próximos, Rayssilane, Fátima,
Thaís, Jean e Danilo, pela parceria e amizade.
Aos bolsistas responsáveis por laboratórios que se dedicaram em viabilizar a
realização dos meus ensaios.
Ao amigo e técnico de laboratório André Filipe por ser sempre solícito com
grande disposição para ajudar durante a realização dos ensaios.

AUTO-APRESENTAÇÃO
eis como sou
neste instante único
(após o qual já
serei um outro):
um homem que rema
no seco contra
a corrente das águas
um homem que usa
a gravata como
se fora um baraço
nas horas de opressão
um homem que escreve
torto por
linhas certas
um homem que sobe
e teima contra
a lei da gravidade
eu sou aquele
que aprendeu
a pecar para
ter a humildade
de não ter uma
virtude
eu sou aquele
que jogou roleta
russa com o tambor
cheio de balas e
apostou contra a
sorte
eu sou aquele
que lutou para
não ser
(Elmar Carvalho)

RESUMO
Ao mesmo tempo em que a indústria cerâmica utiliza mensalmente toneladas de
argila para a produção de materiais cerâmicos, gera uma grande quantidade de
cinzas oriundas da queima da matriz energética nos fornos. Uma dessas matrizes
energéticas que tem sido muito utilizadas é o cavaco de bambu (Bambusa Vulgaris).
A incorporação de resíduos na massa cerâmica tanto possibilita a redução do
consumo da matéria-prima principal, a argila, como pode melhorar o desempenho
tecnológico destes materiais, assim como dá um destino adequado a muitos tipos de
poluentes gerados pela indústria. Este trabalho visa analisar as composições de
massas cerâmicas incorporadas com cinza de cavaco de bambu utilizadas na
produção de blocos. Para isso, foram caracterizadas as matérias-primas na sua
composição química e mineralógica, granulometria e análise termogravimétrica. Os
corpos de prova foram conformados por extrusão com percentuais de 0%, 05%, 10%
e 15% da cinza em relação ao peso da massa cerâmica e queimados nas
temperaturas de 800°C, 900°C e 1000°C. Em seguida, os corpos de prova foram
submetidos a análise macroestrutural e microestrutural, ensaios de desempenho
tecnológico de retração linear, porosidade e tensão de ruptura à flexão. Os
resultados mostraram um melhoramento das propriedades mecânicas com adição
de 10% da cinza queimada na temperatura de 900°C comparada com os resultados
da massa de referência.
Palavras-chave: Massa cerâmica estrutural. Cinza de cavaco de bambu.
Propriedades mecânicas. Bloco estrutural.

ABSTRACT
While tons of clays are used monthly by the ceramic industry to produce ceramic
materials, a large amount of ash from the burning of the energetic matrix in the kilns
is generated. One of these energetic matrices that has been widely used is the
bamboo chip (Bambusa Vulgaris). Both the reduction of the main raw material
consumption and the improvement of its technological performance can occur with
the incorporation of residues in the ceramic mass, in addition, it can allow many
types of pollutants generated by the industry to have a suitable destination. This work
aims to analyze the compositions of ceramic masses incorporated with bamboo chip
ash used in the production of blocks. For this, the raw materials were characterized
in their chemical and mineralogical composition, granulometry and thermogravimetric
analysis. The specimens were extruded with percentages of 0%, 05%, 10% and 15%
of the ash in relation to the weight of the ceramic mass and burned at temperatures
of 800°C, 900°C and 1000°C. Afterwards, the specimens were submitted to
macrostructural and microstructural analysis, technological performance tests of
linear retraction, porosity and bending rupture stress. The results showed an
improvement of the mechanical properties with addition of 10% of the burned ash at
the temperature of 900°C compared to the results of the reference mass.
Keywords: Structural ceramic mass. Bamboo chip ash. Mechanical properties.
Structural block.

LISTA DE ILUSTRAÇÕES
Figura 1 – Porcelanato....................................................................................... 18
Figura 2 – Cerâmica Branca.............................................................................. 19
Figura 3 – Tijolos Refratários............................................................................ 19
Figura 4 - Manta de Fibra Cerâmica Aluminizada........................................... 20
Figura 5 - Fritas Cerâmicas............................................................................... 20
Figura 6 - Rotor para misturador de caulim..................................................... 21
Figura 7 - Etapas do processo produtivo da cerâmica vermelha.................. 22
Figura 8 - Mapa de distribuição de bambus lenhosos no mundo................. 25
Figura 9 - Cavaco de Bambu............................................................................. 27
Figura 10 - Quantidade de nutrientes exportados pela cultura de bambu
em área de cultivos comerciais das fazendas Moaba e Garapu (Safra 2007) 27
Figura 11 - Cultivo de Bambu da espécie Bambusa Vulgaris........................ 28
Figura 12 - Cinza de bambu coletada em indústria cerâmica........................ 29
Figura 13 - Cinza de bambu passante na peneira malha 80........................... 30
Figura 14 - Argila de massa padrão.................................................................. 31
Figura 15 - Diagrama representativo do procedimento experimental das
formulações adotadas....................................................................................... 32
Figura 16 - Massa padrão laminada.................................................................. 33
Figura 17 - Argila em secagem natural............................................................ 34
Figura 18 - Processo de Quarteamento........................................................... 34
Figura 19 - Picador/ Triturador Forrageiro modelo TRF 400 da Super com
motor de 2,0 CV.................................................................................................. 35
Figura 20 - Peneiramento da argila................................................................... 36
Figura 21 - Mesa agitadora de peneiras........................................................... 36
Figura 22 - Resíduo em água destilada............................................................ 37
Figura 23 - Peneiramento do resíduo............................................................... 37
Figura 24 - Resíduo em cápsulas de alumínio................................................ 38
Figura 25 - Estufa EES – 64 da Marqlabor....................................................... 38
Figura 26 - Porções do resíduo retidos em cada peneira.............................. 39

Figura 27 - Quarteamento do resíduo............................................................... 39
Figura 28 - Resíduo atacado quimicamente................................................... 40
Figura 29 - Estoque de cavaco de bambu na indústria cerâmica.................. 41
Figura 30 - Peneiramento da cinza em malha 80............................................ 41
Figura 31 - Espectômetro de Fluorescência de Raio X.................................. 42
Figura 32 - Difratômetro de Raio X da PANalytical Empyream...................... 43
Figura 33 - Betorneira com massa cerâmica................................................... 44
Figura 34 - Maromba CT – 083 da Servitech.................................................... 45
Figura 35 - Secagem dos corpos de prova...................................................... 46
Figura 36 - Corpos de prova queimados.......................................................... 46
Figura 37 - Medição do comprimento de corpo de prova queimado............. 48
Figura 38 - Imersão dos corpos de prova........................................................ 49
Figura 39 - Pesagem de corpos de prova para obtenção de peso imerso 50
Figura 40 - Máquina de Ensaios Mecânicos Universais Modelo AG – X da
Shimadzu............................................................................................................. 53
Figura 41 - Ensaio de TRF de Queima – Corpo de prova antes do
rompimento......................................................................................................... 53
Figura 42 - Ensaio de TRF de Queima – Corpo de prova após o
rompimento......................................................................................................... 54
Figura 43 - MEV da Shimadzu modelo SSX-550.............................................. 55
Figura 44 - Influência da cinza na composição química das formulações –
Aumento nos percentuais................................................................................. 59
Figura 45 - Influência da Cinza na Composição Química das Formulações
– Redução de Percentuais................................................................................. 59
Figura 46 - Difratograma da Massa Padrão..................................................... 60
Figura 47 - Formação da Caulinita.................................................................... 61
Figura 48 - Difratograma da Cinza.................................................................... 62
Figura 49 - Retração linear de secagem e de queima das formulações....... 64
Figura 50 - Índice de Absorção D’Água das Amostras................................... 65
Figura 51 – Porosidade Aparente das Formulações....................................... 66
Figura 52 – Perda ao Fogo das Formulações.................................................. 67
Figura 53 – Massa Específica Aparente das formulações............................. 68

Figura 54 – TRF de Secagem das Formulações............................................. 69
Figura 55 – Tensão de ruptura à flexão do material queimado a 800 °C,
900 °C e 1000 °C................................................................................................. 70
Figura 56– Corpos de prova queimados a 800 °C.......................................... 71
Figura 57 – Queima a 900 °C............................................................................. 72
Figura 58 – Corpos de prova da queima de 1000 °C...................................... 72
Figura 59 – Corpos de prova queimados a 1000 °C apresentando trincas.. 73
Figura 60 – Trincas no corpo de prova............................................................ 73
Figura 61 – Peça cerâmica da massa padrão queimada a 900°C ampliada
1500 vezes e 5000 vezes respectivamente...................................................... 76
Figura 62 – Peça cerâmica da massa X queimada a 900°C aumentada
1500 vezes e 5000 vezes respectivamente...................................................... 76
Figura 63 – Ampliação de 2000 vezes de região sinterizada de peça da
massa X queimada a 900°C............................................................................... 76
Figura 64 – Peça cerâmica da massa padrão queimada a 1000°C ampliada
1500 vezes e 5000 vezes respectivamente. .................................................... 77
Figura 65 – EDS realizado em peça cerâmica da massa padrão queimada
a 1000°C.............................................................................................................. 77
Figura 66 – Peça cerâmica da massa XV queimada a 1000°C ampliada
1500 vezes e 5000 vezes respectivamente. .................................................... 78
Figura 67– EDS realizado em peça cerâmica da massa XV queimada a
1000°C................................................................................................................. 78
Figura 68 - DRX DE PEÇA DA FORMULAÇÃO P QUEIMADA A 800°C.......... 80
Figura 69 – DRX da formulação XV queimada a 800°C................................... 80
Figura 70 – DRX da formulação P queimada a 1000°C................................... 81
Figura 71 – DRX da formulação XV queimada a 1000°C................................. 81

LISTA DE TABELAS
Tabela 1 – Concentrações das formulações em peso....................................... 44
Tabela 2 – Distribuição do tamanho das partículas de argila........................... 56
Tabela 3 – Distribuição do tamanho das partículas de cinza........................... 56
Tabela 4 - Comparativo entre as granulometrias................................................ 56
Tabela 5 – Resultado da Florescência das Matérias-Primas............................. 57
Tabela 6 – Componentes químicos das formulações........................................ 58
Tabela 7 – Proporção Si/Al nas Formulações..................................................... 63
Tabela 8 - Limites de Atterberg das formulações............................................... 63
Tabela 9 – Perda ao Fogo...................................................................................... 67
Tabela 10 – Massa Específica Aparente.............................................................. 69
Tabela 11 – TRF Média de Queima....................................................................... 70
Tabela 12 – Ocorrência de trincas por formulação e queima............................ 74
Tabela 13 – Principais transformações em materiais cerâmicos...................... 74

LISTA DE ABREVIATURAS
AG – Análise Granulométrica
AA – Absorção de Água
ABC – Associação Brasileira de Cerâmica
ABNT – Associação Brasileira de Normas e Técnicas
CEPRO – Centro de Pesquisas Econômicas e Sociais do Piauí
CRQ – CONSELHO REGIONAL DE QUÍMICA
DTG – Análise Térmica Derivada
DR-X – Difratometria de Raios-X
EDS – Espectroscopia por Energia Dispersiva
FEAM – FUNDAÇÃO ESTADUAL DE MEIO AMBIENTE
FIEM – FEDERAÇÃO DOS ESTADOS DAS INDÚSTRIAS DE MINAS GERAIS
FR-X – Fluorescência de Raios- X
MEA – Massa Específica Aparente
MEV – Microscopia Eletrônica de Varredura
NBR – Norma Brasileira
PA – Porosidade Aparente
PF – Perda ao Fogo
PT – Propriedades Tecnológicas
RLs – Retração Linear de Secagem
RLq – Retração Linear de Queima
SINDICER – Sindicato da Indústria Cerâmica para Construção
SENAI - Serviço Nacional de Aprendizagem Industrial
SEBRAE – Serviço de Apoio às Micro e Pequenas Empresas
TG – Análise Térmica Gravimétrica
TRF – Tensão de Ruptura a Flexão
VA – Volume Aparente

LISTA DE EQUAÇÕES
Equação 1 – Retração linear de secagem ................................................. 47
Equação 2 – Retração linear de queima..................................................... 48
Equação 3 - Retração linear total............................................................... 48
Equação 4 - Absorção d’água.................................................................... 49
Equação 5 - Porosidade aparente.............................................................. 50
Equação 6 - Perda ao fogo.......................................................................... 51
Equação 7 - Massa específica aparente.................................................... 51
Equação 8 – Tensão de ruptura a flexão.................................................... 52
Equação 9 – Estimativa de percentual de composição química.............. 58

SUMÁRIO
1 INTRODUÇÃO ....................................................................................................... 16
2 OBJETIVOS ........................................................................................................... 17
2.1 OBJETIVO GERAL .............................................................................................. 17
2.2 OBJETIVOS ESPECÍFICOS ............................................................................... 17
3 REVISÃO DE LITERATURA .................................................................................. 18
3.1 MATERIAIS CERÂMICOS ................................................................................... 18
3.1.1 Segmentos da Indústria Cerâmica ................................................................ 18
3.2 CERÂMICA VERMELHA ..................................................................................... 21
3.2.1 Processo Produtivo ........................................................................................ 22
3.2.2 Incorporação de resíduos .............................................................................. 23
3.3 BAMBU ................................................................................................................ 24
3.3.1 Cultivo de Bambu no Brasil e no Mundo ...................................................... 25
3.3.2 Cinza de Bambu .............................................................................................. 28
4 MATERIAIS E MÉTODOS ..................................................................................... 30
4.1 MATERIAIS ......................................................................................................... 31
4.2 MÉTODOS .......................................................................................................... 31
4.2.1 Caracterização das matérias-primas ............................................................ 33
4.2.2 Caracterização da cinza ................................................................................. 40
4.3 PREPARAÇÃO DOS CORPOS DE PROVA ....................................................... 43
4.3.1 Secagem e queima ......................................................................................... 45
4.4 ENSAIOS TECNOLÓGICOS ............................................................................... 47
4.4.1 Retração Linear (RL) ...................................................................................... 47
4.4.2 Absorção de Água (AA) e Porosidade Aparente (PA) ................................. 49
4.4.3 Perda ao Fogo (PF) ......................................................................................... 51
4.4.4 Massa Específica Aparente (MEA) ................................................................ 51
4.4.5 Tensão de Ruptura a Flexão (TRF)................................................................ 52
4.5 ANÁLISE MACROESTRUTURAL ....................................................................... 54
4.6 ANÁLISE MICROESTRUTURAL ......................................................................... 54
5 RESULTADOS E DISCUSSÃO ............................................................................. 55
5.1 CARACTERIZAÇÃO DAS MATÉRIAS-PRIMAS ................................................. 55
5.1.1 Análises Granulométricas ............................................................................. 55
5.1.2 Análises Químicas .......................................................................................... 57

5.1.3 Caracterização Mineralógica ......................................................................... 60
5.2 ENSAIOS TECNOLÓGICOS ............................................................................... 64
5.2.1 Retração Linear .............................................................................................. 64
5.2.2 Absorção D’Água ........................................................................................... 65
5.2.3 Porosidade aparente ...................................................................................... 66
5.2.4 Perda ao Fogo ................................................................................................. 66
5.2.5 Massa Específica Aparente ........................................................................... 68
5.2.6 Tensão de ruptura a flexão ............................................................................ 69
5.3 ANÁLISE MACROESTRUTURAL ....................................................................... 71
5.4 CARACTERIZAÇÃO MICROESTRUTRURAL (MEV) ......................................... 75
5.4.1 DRX do Material Queimado ............................................................................ 79
6 CONCLUSÕES ...................................................................................................... 82
REFERÊNCIAS ...................................................................................................... 83

16
1 INTRODUÇÃO
O objetivo do setor cerâmico é fornecer insumos para as indústrias de
energia, metalomecânica e, principalmente, a indústria da construção de imóveis
residenciais, comerciais ou governamentais, sendo, desta forma, fornecedor de
materiais para a indústria da construção civil. (LOBO, 2009).
No Brasil, aproximadamente 6903 empresas fabricam produtos cerâmicos
não refratários na construção, dentre as quais 4346 fabricam blocos/tijolos, 2547
fabricam telhas e 10 fabricam tubos (ANICER, 2011). Mensalmente, o Brasil produz
4.000.000.000 de toneladas de tijolos e 1.300.000.000 de toneladas de telhas. A
indústria de cerâmica vermelha corresponde a 4,8% da indústria da construção civil
e fatura anualmente R$ 18 bilhões. Estima-se que as 95 fábricas de cerâmicas
vermelhas do Estado do Piauí produzam cerca de 30 milhões de tijolos e 15 milhões
de telhas por mês. (FIEPI, 2014).
Apesar de gerar empregos e produzir lucros, a indústria cerâmica afeta o
meio ambiente. Para fazer a lavra da argila, é necessário desmatar e fazer buracos
no solo. Além disso, para realizar a queima da cerâmica, a maioria das indústrias
usa lenha, causando desmatamento, emissão de gases poluentes na atmosfera e
comprometimento da qualidade do ar com a produção do pó da cinza da lenha.
Devido ao impacto ambiental negativo que essa atividade causa, existe uma grande
preocupação por parte das indústrias de cerâmica em desenvolver um trabalho
sustentável. Algumas cerâmicas, a exemplo da cerâmica Alvorada, vêm introduzindo
a casca do coco babaçu, com sucesso, na queima de produtos cerâmicos”.
(CEPRO, 2014). Outras cerâmicas, como a cerâmica Mafrense, por exemplo,
desenvolvem projetos de reflorestamento usando Eucalipto e mata nativa além de
utilizar os buracos oriundos da exploração da argila como tanques para a criação de
alevinos. Outra alternativa sustentável da qual as indústrias têm lançado mão é
incorporação de restolhos na massa cerâmica e, com isso, reduzindo o uso da
matéria prima principal (argila) e, consequentemente contribuindo para amenizar o
impacto negativo no meio ambiente, haja vista que “anualmente 800.000 toneladas
de argila são extraídas do solo piauiense e 70% dessa quantidade é só em
Teresina”. (Correia Filho e Moita apud CEPRO, 2014, p. 74)

17
A utilização destes materiais, como a cinza de cavaco de bambu, para a
obtenção de um produto cerâmico apresenta, dentre outras, a vantagem de diminuir
a quantidade de rejeito a ser descartada na natureza, além de agregar valor a um
resíduo indesejável, possibilita também gerar novos empregos e é, potencialmente,
um insumo barato e constante, haja vista que é gerado pela própria indústria
cerâmica durante o processo de queima das peças.
2 OBJETIVOS
2.1 OBJETIVO GERAL
O objetivo deste trabalho é avaliar a utilização de cinzas provenientes do
cavaco de bambu usado como matriz energética em fornos cerâmicos, visando
melhorar as propriedades tecnológicas dos produtos da indústria de cerâmica
vermelha.
2.2 OBJETIVOS ESPECÍFICOS
• Caracterizar as massas cerâmicas formuladas com resíduos quanto a
características físicas e propriedades mecânicas.
• Analisar a influência da utilização cinza de cavaco de bambu na
produção de tijolos furados para a diminuição do consumo e extração
de matérias-primas naturais utilizadas no setor de cerâmica vermelha.
• Contribuir para a redução dos impactos ambientais negativos
decorrentes da disposição inadequada dos resíduos de cinza nas
indústrias.

18
Revisão de Literatura
2.3 MATERIAIS CERÂMICOS
Os materiais cerâmicos são usados pela humanidade há milhares de anos
tanto para armazenamento de alimentos como na construção civil. Com o passar
dos anos e o desenvolvimento da tecnologia, a cerâmica passou a ter outras
aplicações que incluem revestimentos refratários, biomateriais e cerâmica avançada.
2.3.1 Segmentos da Indústria Cerâmica
Levando em consideração fatores como a matéria-prima, propriedades e área
de atuação, a indústria cerâmica pode ser dividida em nove segmentos:
• Materiais de revestimento como azulejos, pastilhas, porcelanatos e grés;
Figura 1 – Porcelanato
Fonte: Mundo das Tribos (2017). Disponível em www.mundodastribos.com Acesso em 25/03/2017.
• Cerâmica branca, um grupo bastante diversificado que inclui louça de mesa,
lousa sanitária, isoladores elétricos, cerâmica técnica, cerâmica artística,
decorativa e utilitária;

19
Figura 2 - Cerâmica branca
Fonte: Arts.Cultural-China (2017). Disponível em
http://www.resuminhobasico.com/moda/verao-azulejos-porcelanas Acesso em
25/03/2017.
• Materiais Refratários são usados em equipamentos industriais para resistir a
altas temperaturas. Devem suportar pelo menos 1435 °C sem se fundir.
Figura 3 - Tijolos refratários
Fonte: Weiku (2017). Disponível em www.weiku.com.br Acesso em 25/03/2017.
• Isolantes térmicos sob a forma de placas, blocos, tijolos, cimentos argamassas e
fibras refratárias.

20
Figura 4 - Manta de fibra cerâmica aluminizada
Fonte: Heme (2017). Disponível em www.hemeisolantes.com.br Acesso em 25/03/2017.
• Fritas São constituídas por vidro moído usadas no acabamento para tornar a
peça impermeável.
Figura 5 - Fritas cerâmicas
Fonte: Kerafrit (2017). Disponível em www.kerafrit.com Acesso em 25/03/2017.
• Cerâmica Avançada abastece setores de alta tecnologia usando matérias-
primas de alta pureza. Esse segmento atua na eletrônica, máquinas de corte,
comunicação óptica, etc.

21
Figura 6 - Rotor para misturador de caulim
Fonte: Cmc (2017). Disponível em www.cmc.ind.br Acesso em 25/03/2017.
Além desses segmentos, a indústria cerâmica também atua na fabricação de
corantes, abrasivos, vidros e cerâmica vermelha (CRQ, 2011).
2.4 CERÂMICA VERMELHA
A cerâmica vermelha compreende os materiais mais empregados na
construção civil, como argila expandida, blocos, tijolos, elementos vasados, telhas,
lajes e tubos cerâmicos. (CEPRO, 2014).
A indústria cerâmica vermelha tem grande impacto na economia nacional.
Entre empregos diretos e indiretos, ela gera mais de 01 milhão de empregos.
Representa 4,8% da indústria da construção civil. Tem um faturamento anual de 18
bilhões de reais com a produção de blocos/tijolos (63% da produção desse setor),
telhas (36% da produção) e tubos (1%) (ANICER, 2015).
No Brasil, a 3ª maior produção da mineração é a argila. Estima-se que cerca
de 167 milhões de toneladas de argila são exploradas anualmente pela indústria
cerâmica vermelha, pois, há uma produção anual de cerca de 88 bilhões de peças
cerâmicas e cada peça cerâmica pesa em média 1,9 kg (BRASIL, 2012, p.33).
O setor cerâmico tem importante representatividade no Nordeste do Brasil. A
região agrupa aproximadamente 1200 empresas (Novacer, 2016). O polo cerâmico

22
do Piauí produz cerca de 30 mil milheiros de tijolos e 15 mil milheiros de telhas por
mês por meio de suas aproximadamente 92 fábricas do produto (Sindicer-PI,
2016). É importante ressaltar que esses dados se referem apenas à realidade do
setor formal e não fazem menção à produtividade das inúmeras pequenas
empresas informais e aos empregos por elas gerados (SEBRAE, 2016).
2.4.1 Processo Produtivo
O processo produtivo é desenvolvido ao longo de várias etapas. Segundo
Aragão et al (2010), esse processo é padronizado em todas as indústrias do setor.
A única diferença se dá na tecnologia que varia de indústria para indústria.
Fonte: Adaptação de Aragão et al (2010)
A figura 7 ilustra a sequência produtiva dos materiais cerâmicos. Após a
extração da argila, é fundamental que aconteça o sazonamento. Esta etapa do
processo pode variar de seis meses a dois anos. Segundo Brito (2014), a massa
precisa “descansar” para reduzir as tensões oriundas da extração e absorver a água
adicionada no processo, reduzindo, assim, o desgaste dos equipamentos e a
Figura 7 - Etapas do processo produtivo da cerâmica vermelha

23
redução do consumo energético. Caso a matéria-prima venha a ser utilizada no
caixão dosador vindo direto da jazida pode afetar a qualidade do produto e o
processo de fabricação.
A preparação da massa ocorre na maioria das vezes a partir da composição
de pelo menos duas matérias-primas, além de aditivos e água. Quando se trabalha
com massa plástica, o processo mais comum de formação das peças é a extrusão.
A massa plástica é processada em uma extrusora ou maromba. Por meio de
pressão a vácuo peças como tijolos vasados, blocos, tubos e outros produtos de
formato regular são obtidos. A seguir, as peças são submetidas a um tratamento
térmico, fundamental para o desenvolvimento das propriedades finais destes
produtos. O tratamento é subdividido em secagem e queima.
A secagem ajuda a evitar defeitos nas peças. A secagem acontece
primeiramente na forma natural a temperatura ambiente, depois passa pela
secagem artificial, a qual varia sua temperatura de 50 °C até 150 °C. A queima
também é conhecida por sinterização, ocorre após a secagem. Nessa etapa, as
peças são submetidas a tratamento térmico em temperaturas relativamente altas,
variando de 800 °C até 1700 °C em fornos contínuos ou intermitentes.
A queima ocorre em três etapas: aquecimento, patamar e resfriamento. O
aquecimento parte da temperatura ambiente e vai até a temperatura desejada. O
patamar ocorre em temperatura constante durante determinado tempo. O
resfriamento ocorre após o patamar e vai até temperaturas abaixo de 200 °C.
Dependendo do tipo de produto, ainda há mais uma etapa, o acabamento. Esse
procedimento pode incluir polimento, corte, furação, entre outros (ABCERAM, 2011).
2.4.2 Incorporação de resíduos
O processo produtivo de materiais cerâmicos tem flexibilidade suficiente para
permitir a incorporação de resíduos e ainda continuar tendo valor de mercado e
atender às exigências das normas brasileiras. Além disso, tem reflexo nos aspectos
econômico e ambiental. Tanto reduz o custo e a quantidade da matéria-prima e do
combustível utilizado, como evita que estes resíduos tenham destinação
ambientalmente inadequada (FIEM; FEAM, 2013).

24
Nos últimos anos, muitos estudos têm sido realizados quanto a viabilidade da
incorporação de resíduos na massa cerâmica. A partir de ensaios de laboratório é
feita a caracterização tanto da massa cerâmica como dos resíduos a serem
incorporados. Esses resultados auxiliam na escolha das proporções mais
adequadas das composições das matérias-primas.
Soares (2008) realizou um estudo para definir o percentual máximo de
incorporação de calcário na massa cerâmica utilizando os padrões de produção da
indústria local. Concluiu que o uso de calcário na massa cerâmica é viável,
chegando a ser desejável em alguns casos, pois melhorou as propriedades
mecânicas.
Castro (2012) avaliou o uso do chamote de telhas como matéria-prima junto à
massa cerâmica para a produção de revestimento cerâmico semi-poroso. Através
dos devidos ensaios, ficou comprovado que é viável a incorporação de chamote de
telhas na massa cerâmica para a produção de revestimentos cerâmicos semi-
porosos, pois os resultados ficaram acima dos exigidos pelas normas brasileiras.
De Faria (2012) estudou a influência da adição de resíduo de cinza de bagaço
de cana-de-açúcar nas propriedades tecnológicas da cerâmica vermelha, mais
especificamente quando a matéria-prima principal for argila caulinítica. Este autor
concluiu que a cinza pode ser incorporada desde que em proporções moderadas,
tornando-se assim uma matéria-prima alternativa e de baixo custo.
2.5 BAMBU
O bambu é uma planta muito comum no Brasil e também possui vários nomes
dependendo da região de ocorrência. Geralmente, é conhecido como taboca,
taquari, taquara, jativoca, taquaruçu, taboca-açu.
Os bambus pertencem à família das gramíneas e à subfamília Bambusoideae.
Esta subfamília apresenta duas grandes tribos: bambus herbáceos e bambus
lenhosos.

25
2.5.1 Cultivo de bambu no Brasil e no Mundo
Quanto à quantidade de gêneros e de espécies no Brasil e no Mundo, há
muita divergência na literatura. As afirmações quanto ao número de gêneros no
mundo variam de 75 a 111 e quanto à quantidade de espécies e oscilam de 1200 a
1600 na esfera mundial. Essa variação pode ser explicada pelo fato de flores e
frutos dos bambus nem sempre estarem disponíveis durante a coleta de material
biológico para estudo, haja vista que algumas espécies levam até 120 anos entre
dois florescimentos contribuindo para erros na contagem de gêneros e espécies.
(Teixeira, 2016).
Figura 8 - Mapa de distribuição de bambus lenhosos no mundo
Fonte: Eeob (2007). Disponível em www.eeob.iastate.edu Acesso em 25/03/2017.
Apesar de o Brasil ser o país que possui a maior diversidade de bambus tanto
herbáceos como lenhosos nas Américas, o bambu ainda é pouco valorizado como
matéria prima neste país. Na maioria das vezes, o bambu já é oferecido
manufaturado. Historicamente, o bambu vem sendo associado a produtos sem muito
valor agregado como cestos, varas de pescar, construções leves, etc. Além disso,
não é comum ele receber tratamentos contra pragas (Kleine, 2014).
No dia 08 de setembro de 2011, foi sancionada a lei 12.484 que trata da
Política Nacional de Incentivo ao Manejo Sustentado e ao Cultivo do Bambu no
Brasil - PNMCB. O principal objetivo dessa lei é contribuir para o desenvolvimento da
cultura do Bambu no Brasil através de ações governamentais e empreendimentos

26
privados. Essa lei estabelece, no art. 5, parágrafo 1, que cabe aos órgãos
competentes incentivar a pesquisa e o desenvolvimento tecnológico voltados para o
manejo sustentado, o cultivo, os serviços ambientais e as aplicações dos produto e
subprodutos do bambu. (Brasil, 2011).
Alguns estudos têm sido desenvolvidos sobre aplicações de bambu e de seus
subprodutos:
• Azzini et al (1987) desenvolveu um estudo sobre a produção conjunta de etanol e
fibras celulósicas para papel a partir do bambu. Ele concluiu que é tecnicamente
possível tal produção conjunta. O estudo mostra que os rendimentos em fibras
celulósicas e etanol foram mais elevados na região mediana e na ponta dos colmos
mais velhos, ou seja, com 05 anos ou mais.
• Azzini e Gondim-Tomaz (1996) analisaram colmos de bambu com idade de 01 a 05
anos tratados com diferentes concentrações de hidróxido de sódio por diferentes
quantidades de tempo de tratamento e de desfibramento, percebendo que a maior
quantidade de amido foi obtida nos colmos mais velhos no maior tempo de
desfibramento. Concluindo que a extração de amido de cavaco de bambu é
tecnicamente viável.
• JOSÉ et al (2010) investigou a viabilidade de se produzir tábuas com partículas de
bambu e resina poliuretana à base de óleo de rícino e concluiu que as tábuas não
alcançaram as exigências da norma NBR 14810 em nenhuma das proporções
estudadas.
O Nordeste brasileiro possui pelo menos duas unidades de cultivo de bambu
da espécie Bambusa Vulgaris. As unidades ficam localizadas nas cidades de Coelho
Neto no Maranhão e em Jaboatão dos Guararapes no Pernambuco. Ambas
pertencem ao grupo João Santos. Juntas, elas produzem toneladas de cavaco de
bambu por ano em seus mais de 40 mil hectares. Na época da coleta, o bambu é
cortado raso e picado por picadores móveis. É feita uma separação. Os cavacos
maiores são destinados à produção de pasta celulósica e os menores são utilizados
como matriz energética tanto comercialmente, como para uso próprio (Teixeira,
2016).

27
Figura 9 - Cavaco de Bambu
Fonte: Dados da pesquisa (2017).
. Apesar de sua importância econômica, os produtores brasileiros não possuem
conhecimento adequado sobre o manejo desta cultura, levando-os a fazerem uma
adaptação ao processo de outras culturas como o da cana-de-açúcar, por exemplo.
Em cavacos de bambu coletados em 03 talhões diferentes de fazendas da Paraíba,
da safra do ano de 2007, detectou-se que os cavacos de bambu coletados nas
diversas áreas de coleta acumularam nutrientes na seguinte ordem:
K>N>Ca>Mg>P>S, conforme a figura 10. Concluiu-se que os programas de
adubação dessa espécie de bambu devem ser à base de potássio, nitrogênio e
cálcio (Lima Neto, 2010).
Figura 10 - Quantidade de nutrientes exportados pela cultura de bambu em área de cultivos comerciais das fazendas Moaba e Garapu (safra
2007). Médias seguidas pela mesma letra em cada nutriente.
Fonte: Lima Neto (2010).
28
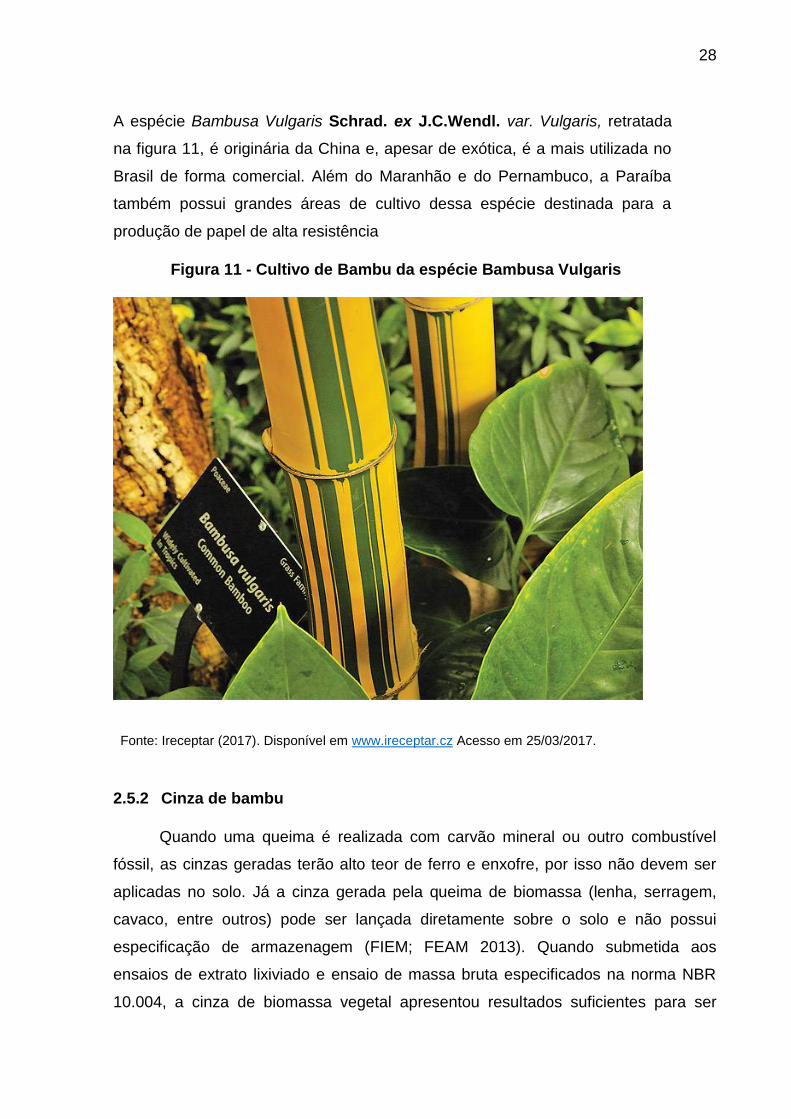
A espécie Bambusa Vulgaris Schrad. ex J.C.Wendl. var. Vulgaris, retratada
na figura 11, é originária da China e, apesar de exótica, é a mais utilizada no
Brasil de forma comercial. Além do Maranhão e do Pernambuco, a Paraíba
também possui grandes áreas de cultivo dessa espécie destinada para a
produção de papel de alta resistência
Figura 11 - Cultivo de Bambu da espécie Bambusa Vulgaris
Fonte: Ireceptar (2017). Disponível em www.ireceptar.cz Acesso em 25/03/2017.
2.5.2 Cinza de bambu
Quando uma queima é realizada com carvão mineral ou outro combustível
fóssil, as cinzas geradas terão alto teor de ferro e enxofre, por isso não devem ser
aplicadas no solo. Já a cinza gerada pela queima de biomassa (lenha, serragem,
cavaco, entre outros) pode ser lançada diretamente sobre o solo e não possui
especificação de armazenagem (FIEM; FEAM 2013). Quando submetida aos
ensaios de extrato lixiviado e ensaio de massa bruta especificados na norma NBR
10.004, a cinza de biomassa vegetal apresentou resultados suficientes para ser

29
classificada como Resíduo Classe II A - Não inerte - estando, portanto, apta a ser
utilizada sem causar danos ao meio ambiente (Borszowskei e Anhaia, 2011).
Figura 12 - Cinza de bambu coletada em indústria cerâmica
Fonte: Dados da pesquisa (2017).
A figura 12 apresenta uma amostra de cinza de bambu coletada na indústria
cerâmica. Parte dela apresenta um aspecto de material sinterizado. O cavaco usado
na queima gera de 1% a 2% de cinza e apresenta 0,5% a 1,5% de sílica (Revista O
Papel, 2015). As cinzas geradas pela indústria têm sido utilizadas em aterros
durante a construção de estradas, aproveitadas na agricultura na correção do Ph do
solo devido a sua alcalinidade, ou simplesmente descartada em regiões próximas às
indústrias cerâmicas. A figura 13 mostra uma porção de cinza de bambu moída em
moinho de bolas.

30
Figura 13 - Cinza de bambu passante na peneira malha 80
Fonte: Dados da pesquisa (2017).
3 MATERIAIS E MÉTODOS
Neste capítulo, serão apresentadas as matérias-primas e a metodologia
utilizada, assim como os equipamentos e técnicas de caracterização.
A primeira parte foi denominada ensaios preliminares, na qual foram
apresentados às matérias-primas utilizadas, a nomenclatura e todas as técnicas de
caracterização utilizadas. Na segunda parte, foram descritos os métodos tomados
para a formulação das massas cerâmicas. A partir deste foram realizados a
simulação das formulações das matérias-primas utilizadas; granulometria;
conformação dos corpos de prova (extrusão); queima; os ensaios tecnológicos
Retração Linear (RL), Absorção de Água (AA), Porosidade Aparente (PA), Perda ao
Fogo (PF), Tensão de Ruptura a Flexão (TRF) e Massa Específica Aparente (MEA);
análises de Difração de Raios X (DRX); análises químicas de Florescência de Raios

31
X (FR-X); Microscopia Eletrônica de Varredura (MEV) e Espectroscopia por Energia
Dispersiva (EDS). Todos os ensaios e análises realizados durante esta pesquisa
foram executadas por meio dos equipamentos do Laboratório Interdisciplinar de
Materiais - LabMat - do Instituto Federal do Piauí - em Teresina.
3.1 MATERIAIS
Para realização deste trabalho foram utilizadas como matérias-primas:
• Uma massa utilizada na produção de blocos cerâmicos;
• Cinza de cavaco de bambu oriundo de fornos da indústria de cerâmica
vermelha.
Figura 14 - Argila da massa padrão
Fonte: Dados da pesquisa (2017).
3.2 MÉTODOS
A argila utilizada neste trabalho foi coletada em uma indústria cerâmica da
região da Grande Teresina já laminada. Antes de passar pelo processo de
caracterização, a argila foi preparada passando pelas etapas de secagem natural,
desagregação de partículas por meio de uma forrageira, quarteamento, moagem
com almofariz e pistilo e secagem em estufa em temperatura controlada.

32
A figura 15 apresenta um diagrama de todo o processo experimental aplicado
nas 04 formulações utilizadas nesta pesquisa. A formulação P funcionou como
parâmetro de controle, pois manteve as mesmas características que a indústria
piauiense costuma utilizar. As formulações V, X e XV tiveram respectivamente um
incremento de 05%, 10% e 15% de cinza de bambu na sua composição. Durante o
processo de elaboração das peças cerâmicas com as formulações mencionadas,
normas técnicas brasileiras foram referência para a realização dos ensaios de
laboratório especificados no diagrama.
Fonte: Dados da pesquisa (2017).
Uma indústria cerâmica da região da Região da Grande Teresina doou 65 kg
de argila pronta para a extrusão, a qual passou a ser uma das matérias-primas
principais desta pesquisa. Antes de ser levada para o laboratório, a argila passou
pelo período de sazonamento de 06 meses, foi destorroada, umidificada, laminada
P
PREPARAÇÃO
V X
V
CONFORMAÇÃO
SECAGEM
QUEIMA
PROPRIEDADES
TECNOLÓGICAS
800ºC
900ºC
1000°C
MEV/ED
S
PA
RL
PF
TRF
MEA
AA
X
DRX
DRX
Figura 15 - Diagrama representativo do procedimento experimental das formulações adotadas

33
sob as condições para a preparação de tijolos e “descansada” em galpão coberto. A
figura 16 apresenta a massa padrão laminada ainda sob as mesmas condições em
que ela chegou ao laboratório. O processo de laminação aplicado na indústria
contribui para a qualidade final da peça cerâmica, pois diminui a granulometria da
argila e a deixa mais plástica.
Figura 16 - Massa padrão laminada
Fonte: Dados da pesquisa (2017).
3.2.1 Caracterização das matérias-primas
A figura 17 mostra a argila coletada em processo de secagem natural. A argila
secou por 02 dias em camadas de 02 cm e revirada a cada 02 horas até que a
umidade residual da massa ficasse abaixo de 6% em peso. Esse processo de
secagem só foi concluído quando a argila atingiu baixa umidade residual. Neste
caso específico, a umidade mínima alcançada foi de 3,31%. Essa redução da
umidade durante a secagem é importante para posteriormente facilitar a
identificação da quantidade de água necessária para o processamento da massa
cerâmica.

34
Figura 17 – Argila em secagem natural
Fonte: Dados da pesquisa (2017).
O próximo passo foi fazer o quarteamento da argila para garantir uma
representatividade da massa. Do material selecionado através do quarteamento
parte foi usada para a realização dos ensaios de Florescência de Raio X
(FRX),Difração de Raio X DRX) e Granulometria. A figura 18 apresenta o processo
de quarteamento da argila.
Figura 18 - Processo de Quarteamento
Fonte: Unochapeco (2011). Disponível em www.unochapeco.edu.br Acesso em 20/03/2017.

35
A figura 19 apresenta uma forrageira ou picador. Este instrumento foi
importante na redução do tamanho das lâminas.
. Figura 19 - Picador/ Triturador Forrageiro modelo TRF 400 da Super com motor de 2,0 CV
Fonte: Dados da pesquisa (2017).
O ensaio de granulometria da argila foi feito em 06 peneiras com padrões da
ABNT e um fundo. Como a argila já era laminada, destorroá-la até eliminar todas as
lâminas geradas durante a laminação na indústria poderia prejudicar a identificação
do percentual de grãos maiores, entretanto, fazer o ensaio de granulometria
deixando as lâminas passantes na peneira malha 4 também traria prejuízo ao
ensaio, pois muitos grãos pequenos estariam agregados nas lâminas. Diante disso,
o ensaio de granulometria adotado neste trabalho foi realizado com o material retido
na peneira malha 325 durante o ensaio de resíduo a úmido, sendo considerado que
todo o material lavado é passante nesta peneira. Uma mesa agitadora de peneiras
modelo 04/01 da Lucadema Científica (figura 21), uma balança digital modelo ARD
110 Classe II com carga máxima 4100 g e precisão de duas casas decimais
fabricada pela OHAUS CORPORATION, uma estufa modelo EES – 64 da
MARQLABOR com potência de 1200 W e temperatura máxima de 320°C. A massa
usada para este ensaio foi de 100 g oriundas do quarteamento. Antes do ensaio o
almofariz e o pistiilo foram usados para quebrar as lâminas da massa.

36
Figura 20 - Peneiramento da argila
Fonte: Dados da pesquisa (2017).
Figura 21 - Mesa agitadora de peneiras
Fonte: Dados da pesquisa (2017).
Além desses ensaios, também foi feito ensaio de resíduo via úmido. Foram
pesados 120g de massa oriunda do quarteamento, colocada de molho em 600 ml de
água destilada e deixada em repouso por 01h.

37
Figura 22 - Resíduo em água destilada
Fonte: Dados da pesquisa (2017).
Em seguida, a solução foi peneirada em uma peneira malha 325.
Figura 23 - Peneiramento do resíduo
Fonte: Dados da pesquisa (2017).
O resíduo foi colocado em 02 cápsulas de alumínio dentro da estufa a 75ºC.
02 horas depois, a temperatura foi elevada para 110°C e se manteve o resíduo na
estufa por mais 02 horas e foi retirada da estufa. Após a retirada, o resíduo
permaneceu por 10 minutos em descanso para a efetuação da pesagem.

38
Figura 24 - Resíduo em cápsulas de alumínio
Fonte: Dados da pesquisa (2017).
Fonte: Dados da pesquisa (2017)
Foi realizado o ensaio de granulometria do resíduo em 06 peneiras com
padrões da ABNT, 01 fundo, uma mesa agitadora, uma estufa e uma balança digital.
Figura 25 - Estufa EES – 64 da Marqlabor

39
Figura 26 - Porções do resíduo retidos em cada peneira
Fonte: Dados da pesquisa (2017).
Cada resultado foi separado e identificado conforme a figura 26. Depois disso,
foi feito o quarteamento do resíduo retido em cada peneira e homogeneizado para a
realização de ataque químico com solução aquosa de ácido clorídrico em proporção
1:1 em volume. Este procedimento visa a identificação prévia de elementos como
ferro, calcário e mica. Tal identificação se justifica quando há na amostra a presença
de cátions trocáveis como Ca+2, Na+ e K+ ou cátions octaédricos como alumínio,
ferro e magnésio. Tanto os cátions trocáveis como os cátions octaédricos reagem
com a solução aquosa de ácido clorídrico ou de ácido sulfúrico. (Floletto et al, 2001).
Fonte: Dados da pesquisa (2017).
Figura 27 - Quarteamento do resíduo

40
Após o contato com o ácido clorídrico, algumas reações químicas ocorreram
possibilitando identificar previamente a presença de alguns elementos químicos
como o calcário e o ferro.
Figura 28 - Resíduo atacado quimicamente
Fonte: Dados da pesquisa (2017).
Concluímos a análise da argila com o ensaio de plasticidade pelo
método de Casagrande. A partir desse método, encontramos os limites de Atterberg.
O ensaio de plasticidade permite que avaliar se a argila é adequada para a produção
de materiais cerâmicos e traz informações como, por exemplo, a quantidade de
água necessária para a conformação das peças. O ensaio de plasticidade foi
aplicado em todas as formulações deste estudo. Vale ressaltar que como a cinza é
um material calcinado não apresentará plasticidade, logo a aplicação deste ensaio
na cinza é desnecessária. Este ensaio foi realizado conforme as normas ABNT NBR
7180 e NBR 6458, que orientam respectivamente a determinam o limite de
plasticidade e o limite de liquidez.
3.2.2 Caracterização da cinza
A cinza utilizada neste trabalho foi coletada em uma indústria cerâmica que
utiliza o cavaco de bambu como matriz energética na produção de tijolos e telhas.

41
Figura 29 - Estoque de cavaco de bambu na indústria cerâmica
Fonte: Dados da pesquisa (2017).
Esta indústria também fica localizada na região da grande Teresina. Para a
preparação da cinza, foi utilizado um moinho de bolas a fim de tornar toda a cinza
passante na peneira malha 80.
Figura 30 - Peneiramento da cinza em malha 80
Fonte: Dados da pesquisa (2017).
As peneiras usadas no ensaio de granulometria foram as de malhas 100, 150,
200, 325 e 400, haja vista que toda a cinza já era passante na peneira malha 80.
Para este ensaio, foram utilizados 100 gramas de cinza. Para a realização das
análises química e mineralógica, as amostras foram trituradas em almofariz e pistilo

42
até se tornar passante em peneira malha 200. As amostras de cinza foram
colocadas em estufa com temperatura de 70 °C por 02 horas para perda de umidade
e em seguida foram submetidas a ensaio de Florescência de Raios X (FRX) no
aparelho Espectômetro de Fluorescência de Raios X Epsolon 3-XL da PANalytical
pelo método semiquantitativo, numa atmosfera de vácuo com gás hélio. A figura 31
apresenta o aparelho utilizado nessa análise.
Figura 31 - Espectômetro de Fluorescência de Raio X
Fonte: Dados da pesquisa (2017).
As amostras também foram usadas para o ensaio de DRX. A caracterização
mineralógica foi feita no equipamento PANalytical Empyream, radiação Co-Kα (λ =
1,78901) em 2ϴ no intervalo de 10 ° a 100 ° com taxa de varredura de 0,026 °/s. A
figura 32 apresenta o difratômetro usado na caracterização mineralógica das
amostras. A análise mineralógica por difração de raios X permitiu identificar as fases
cristalinas existentes nas amostras. A partir dessa identificação de fases, podemos
classificar a argila e perceber propriedades resultantes da interação entre os
elementos químicos na formação de fases cristalinas. Como esta pesquisa estuda
os efeitos da incorporação de um resíduo, também podemos perceber algumas
interações entre a massa padrão e o resíduo incorporado.

43
Figura 32 - Difratômetro de Raio X da PANalytical Empyream
Fonte: Dados da pesquisa (2017).
3.3 PREPARAÇÃO DOS CORPOS DE PROVA
Foram separadas 10 kg de cada formulação, misturada em uma betoneira a fim de
se obter homogeneidade da massa e umidificada com água destilada. Após atingir
20% de umidade em peso e passar 10 minutos sendo misturada na betoneira (figura
33), a massa foi recolhida e acondicionada em saco impermeável por 24h. Cada
formulação foi nomeada de forma que se facilitasse a identificação do teor de
incorporação da cinza. Essas informações estão disponíveis na tabela 1, intitulada
“Concentrações das Formulações em Peso”. Massa padrão tal qual a usada na
indústria com 0% de incorporação foi nomeada como massa P. formulações foram
identificadas em algarismos romanos com o número correspondente ao percentual
de cinza incorporado na massa. A formulação contendo 95% de massa padrão e 5%
de cinza de cavaco de bambu foi nomeada como massa V. A massa contendo 90%
da massa padrão e 10% de cinza foi chamada de massa X. Por fim, a formulação
contendo 85% de massa padrão e 15% de cinza foi nomeada como massa XV.

44
Figura 33 - Betorneira com massa cerâmica
Fonte: Dados da pesquisa (2017).
Tabela 1 – Concentrações das formulações em peso
Fonte: Dados da pesquisa (2017).
Depois de ficar 24 h descansando, deu-se início ao processo de extrusão.
Todos os corpos de prova foram produzidos na mesma maromba sob a mesma
pressão de bomba de vácuo a 600 mm/Hg.
Formulação P Formulação V Formulação X Formulação XV
Argila Cinza Argila Cinza Argila Cinza Argila Cinza
100% 0% 95% 05% 90% 10% 85% 15%

45
Figura 34 - Maromba CT – 083 da Servitech
Fonte: Dados da pesquisa (2017).
Após a extrusão e corte com espátula, os corpos de prova ficaram com as
medidas 14 cm x 1 cm x 2 cm. Em seguida, os corpos de prova foram devidamente
identificados com o nome da formulação e uma numeração cardinal, por exemplo,
P1 representa o corpo de prova número 1 da formulação P.
3.3.1 Secagem e queima
Após a confecção dos corpos de prova, os mesmos foram medidos com
paquímetro analógico da marca Mitutoyo, com precisão 0,02 mm e aferido suas
respectivas massas em balança já especificada anteriormente; em seguida, foram
colocados em descanso por 24 horas à temperatura ambiente, segue Figura 35, e
durante 24 horas permaneceram na estufa a 105ºC (±05ºC), até obter massa
constante. Seguida a secagem, os corpos de prova tiveram novamente aferidos o
comprimento e a massa para obtenção da retração linear de secagem e umidade de
extrusão. Também verificou-se que após a secagem, os corpos de prova não
apresentaram trincas ou defeitos. As trincas ou defeitos podem danificar as peças
cerâmicas na etapa de queima.

46
Figura 35 - Secagem dos corpos de prova
Fonte: Dados da pesquisa (2017).
A secagem artificial em estufa iniciou-se em temperatura de 50°C e avançou
em processo de aumento gradativo da temperatura de secagem até alcançar a
temperatura de 105°C ± 5°C. Na etapa da queima foi utilizada uma mufla que partia
da temperatura de 35°C e taxa de aquecimento constante de 2°C/min até atingir as
temperaturas limite de cada queima, 800ºC, 900ºC e 1000ºC, respectivamente, com
60 minutos de patamar. Em seguida, o resfriamento dos corpos de prova ocorreu de
forma natural até atingir a temperatura ambiente. A mufla permaneceu fechada até o
momento da retirada dos corpos de prova, os quais foram imediatamente pesados e
medidos antes que ganhassem umidade.
Figura 36 - Corpos de prova queimados – Momento da retirada da fornada
Fonte: Dados da pesquisa (2017).

47
3.4 ENSAIOS TECNOLÓGICOS
Para avaliar as propriedades tecnológicas de cada produto, tratando ainda
das argilas sem realização de misturas, foram realizados ensaios tecnológicos, de
Retração Linear (RL), Absorção de Água (AA), Porosidade Aparente (PA), Perda ao
Fogo (PF), Tensão de Ruptura à Flexão (TRF) e Massa Específica Aparente (MEA).
Para os ensaios de Absorção de Água (AA), Retração Linear (RL), Massa Específica
Aparente (MEA), Porosidade Aparente (PA) e Tensão de Ruptura e Flexão (TRF),
utilizaram-se os corpos de prova nas mesmas dimensões apresentadas após a
queima.
3.4.1 Retração Linear (RL)
Retração Linear é a variação da dimensão linear do corpo cerâmico, em
porcentagem, após a secagem ou queima, depois de submetido a condições
específicas de temperatura. O ensaio de RL é regido, no Brasil, pelo Método
Brasileiro MB-305 da ABNT. A retração linear com valor positivo indica que houve
retração do corpo cerâmico, e retração linear com valor negativo, indica que o corpo
cerâmico sofreu expansão. Os corpos de prova foram medidos com paquímetro já
especificado, e com os valores dos seus comprimentos, calculou-se a retração linear
de secagem (Equação 1), retração linear de queima (Equação 2) e retração linear
total (Equação 3). Os resultados foram obtidos pela média aritmética dos valores
encontrados em seis corpos de prova distintos.
Retração Linear de Secagem (RLs)
𝐑𝐋𝐬 (%) =(𝐂𝐢−𝐂𝐟)
𝐂𝐢× 𝟏𝟎𝟎 (Equação 1)
Onde:
RLs - Porcentagem de Retração Linear após secagem.
Ci - Comprimento inicial do corpo de prova, aferido após a conformação (cm).

48
Cf – Comprimento final do corpo de prova, aferido após a secagem a temperatura de
110 °C (cm).
Retração Linear de Queima (RLq)
𝐑𝐋𝐪 (%) =(𝐂𝐢−𝐂𝐟)
𝐂𝐢× 𝟏𝟎𝟎 (Equação 2)
Onde:
RLq - Porcentagem de Retração Linear após queima à temperatura.
Ci - Comprimento inicial do corpo de prova, aferido em 110ºC (cm).
Cf – Comprimento final do corpo de prova, aferido após a queima (cm).
Retração Linear Total (RL)
𝑹𝑳(%) = 𝑹𝒍𝒔 + 𝑹𝒍𝒒 (Equação 3)
Onde:
RL – Porcentagem de Retração Linear Total
RLs - Porcentagem de Retração Linear após secagem
RLq - Porcentagem de Retração Liner após queima à temperatura
Figura 37 - Medição do comprimento de corpo de prova queimado
Fonte: Dados da pesquisa (2017).

49
3.4.2 Absorção de Água (AA) e Porosidade Aparente (PA)
O procedimento utilizado para obtenção da Absorção de Água e Porosidade
Aparente baseou-se na norma ABNT NBR 6458:1984. Determinada por imersão em
água de acordo com a (Equação 4), a absorção de água é o valor em porcentagem,
da massa de água absorvida pelo corpo após a queima. O procedimento utilizado
foi: os corpos cerâmicos foram pesados imediatamente após a saída do forno em
balança analítica; em seguida, foram submersos em água durante 24 horas, após
esse tempo foram retirados do recipiente, removido o excesso de água superficial e
imediatamente após, pesados para verificação de suas novas massas, conforme
Figura 38.
Figura 38 - Imersão dos corpos de prova
Fonte: Dados da pesquisa (2017).
De posse dos dados do experimento calculou-se Absorção de Água e
Porosidade Aparente por meio das equações abaixo:
A medida de Absorção de Água é feita através da equação:
𝑨𝑨(%) = 𝑷𝒖 − 𝑷𝒔
𝑷𝒔× 100 (Equação 4)
Onde:
AA = Porcentagem de Absorção de Água
Pu= Peso do corpo de prova úmido (g)
Ps= Peso do corpo de prova seco (g)

50
O cálculo da Porosidade Aparente fornece o provável percentual do volume
dos poros abertos, após a queima, dos corpos de prova em relação a seu volume
total. A medida da porosidade aparente foi determinada através do método de
Arquimedes utilizando-se como fluido de imersão a água em temperatura ambiente,
segue Equação 5:
𝑷𝑨(%) = 𝑷𝒖 − 𝑷𝒔
𝑷𝒖−𝑷𝒊× 100 (Equação 5)
Onde:
PA = Porcentagem de Porosidade Aparente
Pu= Peso do corpo de prova úmido (g).
Ps= Peso do corpo de prova seco (g).
Pi = Peso do corpo de prova imerso em água (g).
Os resultados da Absorção de Água e da Porosidade Aparente foram obtidos
pela média aritmética dos valores encontrados em seis corpos de prova distintos
oriundos dos ensaios de cada combinação entre formulação e temperatura
submetida.
Figura 39 - Pesagem de corpos de prova para obtenção de peso imerso
Fonte: Dados da pesquisa (2017).

51
3.4.3 Perda ao Fogo (PF)
Determinada pela Equação 6, a Perda ao Fogo é a quantidade perdida de
massa da amostra seca em relação ao aumento de temperatura de sinterização.
Neste trabalho a Perda ao Fogo foi determinada em cada temperatura de queima
(800 °C, 900 °C e 1000 °C). Os resultados foram obtidos pela média aritmética dos
valores encontrados em 06 corpos de prova distintos oriundos dos ensaios de cada
combinação entre formulação e temperatura submetida.
A Perda ao Fogo é calculada através da equação:
𝑷𝑭(%) = 𝑷𝒊 − 𝑷𝒔
𝑷𝒊× 100 (Equação 6)
Onde:
PF – Porcentagem de Perda ao Fogo.
Pi - Peso do corpo de prova após secagem completa a 110 °C (g).
Pf - Peso do corpo de prova, medido após queima (g).
3.4.4 Massa Específica Aparente (MEA)
A massa específica aparente é definida como a relação entre a massa de
uma amostra e a soma dos volumes ocupados pelas partículas e pelos poros. A
medida da massa específica aparente foi calculada com base na ABNT
NBR12766:1992, empregando-se a seguinte Equação 7:
𝑴𝑬𝑨 = 𝑷𝒔
𝑷𝒖−𝑷𝒊 ( g/𝒄𝒎𝟑) (Equação 7)
Onde:
MEA = Massa Específica Aparente
Ps= Peso do corpo de prova seco após a queima (g).
Pu= Peso do corpo de prova úmido após a queima (g).

52
Pi= Peso do corpo de prova imerso após a queima (g).
Os resultados da Massa Específica Aparente foram obtidos pela média
aritmética dos valores encontrados em seis corpos de prova distintos oriundos dos
ensaios de cada combinação entre formulação e temperatura submetida.
3.4.5 Tensão de Ruptura a Flexão (TRF)
A Tensão de Ruptura a Flexão é a tensão necessária a ser exercida em um
corpo de prova de modo a rompê-lo. A resistência mecânica dos corpos de prova foi
avaliada através do ensaio de Tensão de Ruptura à Flexão em três pontos, com
base na norma ABNT NBR 13816:1997. Determina-se a TRF através do ensaio em
flexão de três pontos, calculado pela Equação 8:
𝑻𝑹𝑭 ( 𝑲𝒈/𝒄𝒎𝟑 ) = 𝑵 ×𝑷
𝒃 ×𝒉𝟐 (Equação 8)
Onde:
TRF= Tensão de Ruptura à Flexão
P = Carga atingida no momento da ruptura (MPa).
N= Número de pesos
b= Largura do corpo de prova (cm)
h= Altura do corpo de prova (cm)
Os corpos de prova foram medidos em comprimento, largura e altura, em
seguida foram ensaiados na máquina de ensaios universais da Shimadzu, modelo
AG-X com capacidade de 250 kN. Para este ensaio utilizou-se a única célula de
carga disponível no laboratório, a qual tem capacidade máxima de 250 kN. Os
resultados trabalhados para tensão de Ruptura e Flexão foram obtidos pela média
aritmética dos valores encontrados em 06 corpos de prova distintos oriundos dos
ensaios de cada combinação entre formulação e temperatura submetida.
Para o cálculo do percentual de aumento da resistência mecânica dos corpos
de prova, foi realizado a média aritmética da Tensão de Ruptura a Flexão dos

53
corpos de prova das argilas e formulações propostas de acordo com a temperatura
de queima.
Figura 40 - Máquina de Ensaios Mecânicos Universais Modelo AG – X da Shimadzu
Fonte: Dados da pesquisa (2017).
Figura 41 - Ensaio de TRF de Queima – Corpo de prova antes do rompimento
Fonte: Dados da pesquisa (2017).

54
As figuras 41 e 42 apresentam o ensaio de Tensão de Ruptura a
Flexão de 03 pontos dos corpos de prova queimados.
Figura 42 - Ensaio de TRF de Queima – Corpo de prova após o rompimento
Fonte: Dados da pesquisa (2017).
3.5 ANÁLISE MACROESTRUTURAL
As amostras queimadas foram avaliadas quanto a cor de queima e a
presença de defeitos.
3.6 ANÁLISE MICROESTRUTURAL
Para a análise microestrutural das amostras queimadas foi efetuada por
microscopia eletrônica de varredura – MEV para avaliar as eventuais transformações
de fases, bem como a identificação de defeitos e da porosidade existente nos
corpos-de-prova e pela técnica de difração de raios X – DRX foram verificadas as
fases formadas após a queima dos corpos-de-prova realizados com material moído
abaixo de 325 mesh (44 μm). O equipamento utilizado foi de modelo XRD-6000,
fabricante Shimadzu com tubo de Co-Kα (λ = 1,78901). A tensão utilizada foi de

55
40kV e a corrente foi de 30mA, com varredura de 2º a 80º para 2θ, com velocidade
de 2º/min e passo de 0,02º/passo.
Para o ensaio MEV e de EDS dos corpos de prova confeccionados e já
sinterizados a 900ºC e 1000°C da argila sem adição de cinza e da argila com adição
de cinza levando em consideração os resultados de resistência mecânica para a
seleção dos corpos de prova, o procedimento experimental seguiu a sequência: (i)
realizado uma fratura nos corpos de prova e retirado uma amostra na área fraturada
ii) metalização das amostras com fina partícula de ouro e analisadas no microscópio
eletrônico de varredura acoplado a EDS (modelo SSX-500, Shimadzu) pertencente
ao Laboratório Interdisciplinar de Materiais do Instituto Federal do Piauí.
Figura 43 - MEV da Shimadzu modelo SSX-550
Fonte: Dados da pesquisa (2017).
4 RESULTADOS E DISCUSSÃO
4.1 CARACTERIZAÇÃO DAS MATÉRIAS-PRIMAS
4.1.1 Análises Granulométricas
As tabelas 2, 3 e 4 apresentam a distribuição dos tamanhos das partículas
da massa padrão e da cinza de cavaco de bambu.

56
Tabela 2 – Distribuição do tamanho das partículas de argila
Concentrações em Peso (%)
Peneira da ABNT Abertura (mm) Massa Padrão
10 1,700 0,29
28 0,600 0,58
42 0,355 0,45
60 0,250 0,6
80 0,180 1,5
100 0,150 1,05
325 0,045 17,68
Fundo 77,85
Total 100%
Fonte: Dados da pesquisa (2017).
Tabela 3 – Distribuição do tamanho das partículas de cinza
Peneira da ABNT Abertura (mm) Cinza
100 0,150 16,15
150 0,106 23,11
200 0,075 14,92
325 0,045 29,01
400 0,038 16,44
Fundo 0,37
Total 100%
Fonte: Dados da pesquisa (2017).
Tabela 4 - Comparativo entre as granulometrias
Comparativo entre as granulometrias das matérias-primas
< 0,045 mm ≥ 0,045 mm e ≤ 0,180 mm >0,180 mm
Argila 77,85% 18,73% 3,42%
Cinza 16,81 83,19% 0%
Fonte: Dados da pesquisa (2017).

57
A granulometria da cinza apresenta maior concentração no intervalo entre
0,045 mm e 0,180 mm. Esta característica contribui para a redução do percentual de
grânulos menores que 0,045 mm da massa. Por exemplo, enquanto a massa padrão
apresenta 77,85% de grânulos menores que 0,045 mm, a massa XV contendo 15%
de cinza tende a apresentar apenas 68,69% de grânulos com esse diâmetro. Este
fato pode contribuir para a redução da plasticidade da massa. Por outro lado, uma
distribuição granulométrica menos homogênea pode melhorar o empacotamento dos
grânulos, contribuir para o aumento da resistência a seco e, com isso, reduzir a
ocorrência de microtrincas. Portanto, a granulometria da cinza é compatível com as
massas cerâmicas para a produção de tijolos.
4.1.2 Análises Químicas
A tabela 5 apresenta os resultados do Ensaio de Fluorescência de raios x
das amostras de massa padrão e cinza.
Tabela 5 – Resultado da Florescência das Matérias-Primas
Componentes Químicos da Cinza e da Massa Padrão (%)
Si Al Fe K Ca Mg S Ti Mn P
Cinza 51,2 3,08 2,9 23,1 9,28 3,16 0,33 0,27 1,28 4,56
Massa Padrão 59,07 21,01 11,96 3,64 0,91 1,67 - 1,50 0,14 -
Fonte: Dados da pesquisa (2017).
A composição química da cinza de bambu detectada por FRX
corrobora com caracterização química do cavaco de bambu encontrada por Lima
Neto (2010), a qual apresentou as concentrações na seguinte ordem
K>N>Ca>Mg>P>S. O equipamento utilizado para analisar a cinza não consegue
detectar alguns elementos. Entre eles está o Nitrogênio, sem o qual, a sequência de
elementos encontrados na cinza segue a mesma ordem.

58
A tabela 6 a seguir foi construída a partir dos dados mostrados na tabela 5
levando em consideração as composições da tabela 1 estimando valores que
mantenham a proporção entre a composição química das matérias-primas e a das
formulações V, X e XV respectivamente.
%AF = (%Ac * %Fc ) + (%Ap*%Fp) (Equação 9)
Onde:
A = elemento químico dado
%AF = Percentual total do elemento A na formulação F;
%Ac = percentual de determinado elemento A contido na cinza;
%Fc = percentual de cinza na composição de determinada formulação F (P, V, X ou
XV);
%Ap = percentual de determinado elemento A contido na massa padrão;
%Fp = percentual de massa padrão na composição de determinada formulação F.
Tabela 6 – Componentes químicos das formulações
Composição Química Estimada para as Formulações (%)
Formulações Si Al Fe K Ca Mg S Ti Mn P
P 59,07 21,01 11,96 3,64 0,91 1,67 - 1,50 0,14 -
V 58,68 20,11 11,51 4,62 1,32 1,75 0,02 1,44 0,19 0,22
X 58,28 19,22 11,05 5,59 1,73 1,82 0,03 1,38 0,26 0,46
XV 57,89 18,32 10,61 6,56 2,01 1,9 0,05 1,32 0,31 0,69
Fonte: Dados da pesquisa (2017).

59
Figura 44 - Influência da cinza na composição química das formulações – Aumento nos percentuais.
Fonte: Dados da pesquisa (2017).
Na figura 44, observa-se que a cinza contribuiu significativamente para o
aumento dos teores de potássio e de cálcio em relação à formulação padrão. O teor
de potássio chegou a ter 82,97% de aumento em relação ao da massa padrão e o
de cálcio apresentou até 121% a mais do que o da formulação padrão. Quando o
percentual de potássio na massa cerâmica é elevado, pode ter influência nas
propriedades tecnológicas da cerâmica. Diante disso, a cinza pode agir como um
fundente em potencial (Borlini, 2005). Já elevadas quantidades de cálcio
incorporadas na massa cerâmica podem diminuir a resistência dos materiais
cerâmicos (Cruz, 2012).
Figura 45 - Influência da Cinza na Composição Química das Formulações – Redução de Percentuais
Fonte: Dados da pesquisa (2017).
3,64
4,63
5,59
6,56
0,91 1,32 1,73
2,01
0 0,02 0,03 0,05
1,67 1,75 1,821,9
00,22
0,46 0,690,14 0,19 0,26 0,31
0
1
2
3
4
5
6
7
Padrão Formulação V Formulação X Formulação XV
Potássio Cálcio Enxofre Magnésio Fósforo Manganês
59,07 58,68 58,28 57,89
21,01 20,11 19,22 18,3211,96 11,51 11,05 10,61
1,5 1,44 1,38 1,32
0
10
20
30
40
50
60
70
Padrão Formulação V Formulação X Formulação XV
Silício Alumínio Ferro Titânio

60
A figura 45 mostra que a incorporação da cinza não influenciou em redução
significativa do teor dos elementos constituintes da massa padrão mesmo na
incorporação com maior percentual de cinza, com exceção do teor de alumínio que
teve uma redução em torno de 12%.
4.1.3 Caracterização Mineralógica
As Figuras 46 e 48 representam os difratogramas da massa padrão e cinza,
respectivamente.
Figura 46 - Difratograma da Massa Padrão
Fonte: Dados da pesquisa (2017).
Na análise mineralógica da massa padrão foram identificados picos relativos
aos argilominerais Caulinita (Al2Si205(OH)4), Muscovita (H2KAl3Si3O12) e Ortoclásio
(K(Al,Fe)Si2O8). Também foi identificado o mineral Quartzo (SiO2) que é um
componente importante na composição de uma massa cerâmica estrutural, pois
sua presença ajuda no processo de secagem e promove a estabilidade da peça
cerâmica durante a queima, fazendo parte da sua estrutura final. Estes resultados
concordam com os resultados da análise química.

61
Conforme Vieira et al (2011), a argila caulinítica apresenta baixo teor de sílica
(SiO2) e de fundentes alcalinos (NaO2 + KO2) e elevado teor de Al2O3, fato este
que caracteriza este tipo de argilomineral como refratário e plástico. A presença da
Muscovita e do Ortoclásio na massa é de suma importância, visto que são fontes
do fundente potássio, o qual promove uma sinterização em temperaturas mais
baixas.
Na figura 47, (a) representa a gibbsita, (b) a estrutura da sílica, (c) o processo
de montagem ideal da caulinita e (d) a estrutura final da caulinita. Nos octaedros de
gibbsita, os átomos de alumínio ficam localizados no centro enquanto os grupos de
hidroxila ficam nos vértices. Na sílica, os vértices são ocupados por átomos de
oxigênio e o centro do tetraedro é ocupado por silício (GARDOLINSKI,2003).
Figura 47 - Formação da Caulinita
Fonte: GARDOLINSKI (2003)
Minerais do grupo da caulinita e outros argilominerais são formados pela
decomposição de feldspatos por processos geológicos, tendo provavelmente a
sericita como intermediário (GARDOLINSKI, 2003). A sericita é uma forma fina de
mica muscovita resultante de alteração de rochas ricas em minerais
aluminossilicatados (BRASIL, 2009). Conforme análise mineralógica e observação

62
do ataque químico aplicado na massa, a mica muscovita está presente na
composição da massa padrão.
A figura 48 apresenta o resultado da análise mineralógica da cinza:
Figura 48 - Difratograma da cinza
Fonte: Dados da pesquisa (2017).
As estruturas cristalinas encontradas na cinza por meio de difração de raio X
estão conforme a composição química encontrada por FRX. Foram identificados
picos relativos ao Quartzo (SiO2), Diopsida (Ca (Mg, Al)(Si,Al)2 O6) e Anortita (Ca
(Al2 Si2 O8)). Como mencionado anteriormente, o quartzo é importante em todas as
fases do processo produtivo. A Diopsida e a Anortita são fontes dos elementos
alcalinos terrosos cálcio e magnésio. Estes elementos podem se comportar de
maneiras diversas em uma massa cerâmica como fundentes ou refratários, por
exemplo. Isto dependerá da quantidade presente na massa e da temperatura de
queima (Soares, 2010).
A partir da análise das composições mineralógicas das matérias-primas
percebe-se que o responsável pela plasticidade destas formulações é a caulinita.
Vieira et al (2011) avaliou argilas cauliníticas usadas na produção de cerâmica
vermelha classificadas como “Fortes” (muito plásticas) e “Fracas” (pouco
plásticas). Segundo Vieira, ao analisar a composição química das argilas,
percebeu que na relação SiO2/Al2O3 as argilas “Fortes” apresentaram razão 1,88

63
e as argilas “Fracas” apresentaram razão 2,60, ou seja, quanto maior o valor da
relação menos plástica a argila é. Vieira explica que quanto mais próxima de
1,88 for essa em uma argila caulinítica maior será a quantidade de caulinita na
argila. Desta forma, o SiO2 livre torna-se reduzido, aumentando a plasticidade da
massa. Diante disso, a tabela 8 mostra a relação Si/Al nas formulações com
cinza de bambu.
Tabela 7– Proporção Si/Al nas Formulações
Relação Si/Al nas Formulações
Padrão V X XV
2,8 2,9 3,0 3,2
Fonte: Dados da pesquisa (2017).
A partir dos dados dispostos na tabela 7, verificamos que a cinza tem
função desplastificante junto à formulação padrão, pois contribui para redução do
teor de caulinita nas formulações.
Esses resultados são ratificados com a análise da plasticidade das
formulações conforme a tabela 8 a seguir:
Tabela 8 – Limites de Atterberg das formulações
Amostra LL LP IP
Massa P 40,80 20,0 19,80
Massa V 39,27 19,87 19,40
Massa X 37,61 19,32 18,29
Massa XV 35,94 18,38 17,56
Fonte: Dados da pesquisa (2017).
Na tabela 8, LL significa Limite de Liquidez, LP significa Limite de
Plasticidade e IP significa Índice de Plasticidade. Podemos observar que quanto
maior a presença de cinza de bambu nas formulações, menor será o índice de
plasticidade, ou seja, a cinza de bambu tem função desplastificante.

64
4.2 ENSAIOS TECNOLÓGICOS
4.2.1 Retração Linear
A Retração Linear de Secagem a 110 °C das formulações aqui estudadas
está representada na Figura 49 junto com a retração de queima. Observa-se que
nessa figura que a variação do percentual e incorporação de cinza contribuiu para a
diminuição do percentual de retração de secagem. Quanto maior o teor de cinza
menor a retração de secagem. Este fato pode estar associado a uma característica
desplastificante do resíduo incorporado, pois segundo Pracidelli (1997), a adição de
não plásticos contribuem para a formação de poros devido a pontos de
descontinuidade das forças de coesão entre as partículas geradas pela redução da
massa com a água. Durante a secagem, os plastificantes costumam ficar inertes,
reagindo somente durante a queima e contribuindo para formação de novos
componentes, sejam cristalinos ou amorfos. A retração de secagem das formulações
estudadas neste trabalho variou de 6±0,4 na formulação padrão até 5±0,1 na
formulação XV mantendo uma redução gradativa da retração à medida que o teor de
cinza era aumentado. Todos os resultados de retração de secagem foram
considerados aceitáveis, pois, de acordo com Dondi (2006) esses resultados devem
variar entre 3% e 10%.
Figura 49 – Retração linear de secagem e de queima das formulações
Fonte: Dados da pesquisa (2017).
Padrão Massa V Massa X Massa XV
110°C 5,96 5,37 5,2 5
800°C -0,16 -0,13 -0,16 0,12
900°C 2,21 0,84 1,5 2,21
1000°C 2,53 2,63 2,43 3,21
-1
0
1
2
3
4
5
6
7
110°C 800°C 900°C 1000°C

65
4.2.2 Absorção D’Água
A figura 50 apresenta os resultados de absorção d’água das formulações
queimadas nas temperaturas estudadas. Observa-se que com o aumento da
temperatura há uma diminuição da porosidade das peças cerâmicas. Isto
corrobora com o resultado da retração linear de queima que mostra uma maior
aproximação das partículas e consequente fechamento dos poros com o
incremento da temperatura. Porém, estes resultados mostram também que os
valores de absorção d’água obtidos estão fora parâmetro estabelecido pela
ABNT, com exceção da formulação X e da formulação XV, ambas queimadas a
800 °C. Conforme norma ABNT 15270-1, o índice de absorção d’água dos tijolos
não deve ser menor do que 8% e nem maior do que 22%.
Figura 50 – Índice de Absorção D’Água das Amostras
Fonte: Dados da pesquisa (2017).
00,5
11,5
22,5
33,5
44,5
55,5
66,5
77,5
88,5
9
800°C 900°C 1000°C
Absorção D'Água
Padrão Massa V Massa X Massa XV

66
4.2.3 Porosidade aparente
Observa-se na figura 51 que os resultados da porosidade aparente concordam
com os resultados anteriores de absorção d’água e retração linear, ou seja, em
todas as formulações há uma redução gradual da porosidade com o aumento da
temperatura, sendo que a massa padrão obteve o menor resultado a 1000 °C.
Também se observa que quanto o maior o percentual de cinza presente na massa,
maior a porosidade. Este fato é importante para se obter um produto que atenda as
exigências da ABNT, pois a adição de cinza pode servir como fator de correção da
porosidade.
Figura 51 – Porosidade Aparente das Formulações
Fonte: Dados da pesquisa (2017).
4.2.4 Perda ao Fogo
A figura 52 e a tabela 9 representam a perda ao fogo das formulações
submetidas a processo térmico.
0123456789
10111213141516
800°C 900°C 1000°C
Porosidade Aparente
Padrão Massa V Massa X Massa XV

67
Figura 52 – Perda ao Fogo das Formulações
Fonte: Dados da pesquisa (2017).
Tabela 9 – Perda ao Fogo
800 °C DP 900 °C DP 1000 °C DP
P 5,2 0,0 5,4 0,0 5,5 0,1
V 4,8 0,1 5,1 0,0 5,2 0,0
X 4,6 0,0 4,8 0,0 4,9 0,0
XV 4,3 0,0 5,1 1,5 4,6 0,2
Fonte: Dados da pesquisa (2017).
As formulações Padrão, V e X seguem uma tendência. Corpos de prova da
mesma formulação queimados em temperaturas diferentes apresentam aumento da
perda ao fogo mediante o aumento da temperatura. Peças de formulações diferentes
queimados na mesma temperatura apresentam diminuição da perda ao fogo.
Apenas as peças da formulação XV não seguiram essa tendência, sobretudo as
peças dessa formulação queimadas a 900 °C. Entretanto, o desvio padrão dessa
combinação XV/900 °C é o mais alto dentre todas as observações. A fuga da
tendência já mencionada se justifica com uma única peça que apresentou perda ao
fogo muito acima da média dessa combinação. Embora o Senai (2006) recomende
0
1
2
3
4
5
6
Padrão Formulação V Formulação X Formulação XV
Perda ao Fogo
800°C 900°C 1000°C

68
que a perda ao fogo seja entre 6% e 16%, não há norma sobre intervalos de perda
ao fogo. Também se observa que a perda ao fogo é diminuída com o aumento do
teor de cinza. Isto se deve ao incremento de um material já sinterizado.
4.2.5 Massa específica aparente
Os gráficos de massa específica aparente (figura 53) mostram que com o
aumento da temperatura também ocorre o aumento da densificação dos corpos
cerâmicos. Tais resultados corroboram também com os resultados anteriores de
retração e porosidade, ou seja, com a aproximação das partículas com o
consequente fechamento dos poros ocorre um adensamento da peça cerâmica.
Além disso, a partir de 900 °C todas as formulações contendo cinza demonstraram
maior densificação. Este fato pode estar relacionado com a contribuição dos óxidos
de potássio atuando como fundentes. Até 900 °C, os mecanismos de sinterização
em argilas cauliníticas ainda não estão bem desenvolvidos.
Figura 53 – Massa Específica Aparente das formulações.
Fonte: Dados da pesquisa (2017).
1,64
1,66
1,68
1,7
1,72
1,74
1,76
1,78
Padrão Massa V MassaX MassaXV
Massa Específica Aparente
800°C 900°C 1000°C

69
4.2.6 Tensão de ruptura a flexão
As figuras 54 e 55 apresentam os resultados de resistência mecânica após
secagem e após queima das amostras estudadas:
Figura 54 – TRF de Secagem das Formulações
Fonte: Dados da pesquisa (2017).
6
6,3
6,6
6,9
7,2
7,5
7,8
8,1
8,4
8,7
9
9,3
9,6
9,9
10,2
Padrão Massa V Massa X Massa XV
TRF DE SECAGEM (MPa)
Tabela 10 – Massa Específica Aparente com Erro Padrão e
Desvio Padrão
PADRÃO V X XV
MEA DP MEA DP MEA DP MEA DP
800 °C 1,71±0,00 0,01 1,68±0,02 0,05 1,68±0,02 0,05 1,70±0,00 0,01
900 °C 1,71±0,02 0,06 1,74±0,00 0,01 1,74±0,01 0,01 1,74±0,01 0,03
1000°C 1,75±0,00 0,01 1,76±0,01 0,02 1,75±0,00 0,01 1,75±0,01 0,02
Fonte: Dados da pesquisa (2017).

70
Figura 55 – Tensão de ruptura à flexão do material queimado a 800 °C, 900 °C e 1000 °C
Fonte: Dados da pesquisa (2017).
Tabela 11 – TRF Média de Queima
TRF MÉDIA DE QUEIMA
P DPP V DPV X DPX XV DPXV
800 °C 7,66±0,21 0,52 8,4±0,48 0,52 8,26±0,41 0,99 7,23±0,25 0,62
900 °C 9,99±0,92 2,25 9,54±1,58 3,87 11,12±0,77 1,89 9,45±0,5 1,23
1000°C 12,34±0,31 0,76 11,94±0,82 2,0 10,42±0,41 1,01 8,16±1,29 3,15
Fonte: Dados da pesquisa (2017).
Observa-se na figura 54 que a adição de cinza contribuiu para a redução da
resistência do material seco. Isto se deve ao incremento de um material
desplastificante, conforme verificado anteriormente. Porém, todos os resultados
estão dentro de um parâmetro aceitável que é de no mínimo 3,0 MPa (Dondi, 2006).
Na figura 55, bem como na tabela 11, observa-se nos resultados de tensão de
ruptura a flexão que o aumento da temperatura de queima contribuiu para o
aumento da resistência mecânica. Este resultado também concorda com os
resultados anteriores. Assim, verifica-se a relação inversa entre porosidade e
0
2
4
6
8
10
12
14
0
2
4
6
8
10
12
14
800°C 900°C 1000°C
TRF de Queima
Padrão Massa X Massa XV Massa V

71
resistência mecânica do material, ou seja, quanto menor a porosidade, maior a
resistência do corpo cerâmico.
Também se observa que todas as formulações atenderam ao mínimo
estabelecido pela norma brasileira (ABNT 15270-1) em todas as temperaturas
estudadas, que é de pelo menos 1,5 MPa.
A adição de cinza também interferiu nos resultados. Nota-se que os resultados
mais baixos de resistência dos corpos cerâmicos contendo cinza, também
apresentam alto desvio padrão. Este fato pode ser explicado pelo fato de que alguns
corpos de prova apresentaram resistência muito inferior à média. Enquanto alguns
corpos de prova estão apresentando resistência melhor do que a da formulação
padrão, alguns estão apresentando resultados inferiores.
4.3 ANÁLISE MACROESTRUTURAL
As figuras 56, 57 e 58 mostram a evolução da queima dos corpos de prova
em relação ao teor de cinza incorporada. As peças estão dispostas no sentido de
baixo para cima em escala crescente de teor de cinza: 0%, 5%, 10% e 15%.
Figura 56 – Corpos de prova queimados a 800 °C
Fonte: Dados da pesquisa (2017).

72
Os corpos de prova apresentaram coloração variando de alaranjado até vermelha.
Na queima de 1000 °C, os tons mais escuros são observados nos corpos de
prova com maior teor de cinza conforme figura 58.
Figura 58 – Corpos de prova da queima de 1000 °C
Fonte: Dados da pesquisa (2017).
Os corpos de prova representados na figura 59 pertencem à formulação com
maior percentual de cinza incorporada (15%) e foram submetidos à maior
temperatura de queima (1000ºC). Esses corpos de prova apresentam trincas bem
visíveis capazes de comprometer a resistência mecânica das peças.
Figura 57 – Queima a 900 °C
Fonte: Dados da pesquisa (2017)
.

73
Figura 59 – Corpos de prova queimados a 1000 °C apresentando trincas
Fonte: Dados da pesquisa (2017).
Figura 60 – Trincas no corpo de prova
Fonte: Dados da pesquisa (2017).
A figura 60 representa o corpo de prova XV26. Este corpo de prova foi
queimado a 1000°C contendo 15% de cinza. Além disso, ele apresentou a menor
tensão de resistência a flexão dentre todos os corpos de prova, apenas 3,77 MPa.
Conforme destacado na figura o corpo de prova apresenta trincas. A tabela a seguir
correlaciona a incidência de trincas com os percentuais de incorporação de cinza e
as temperaturas de queima.

74
Tabela 12 – Ocorrência de trincas por formulação e queima
Padrão (0%) V(5%) X(10%) XV(15%)
800°C 0% 0% 0% 0%
900°C 0% 33,33% 66,67% 83,3%
1000°C 20% 0% 100% 80%
Fonte: Dados da pesquisa (2017).
Observa-se que os percentuais mais altos de ocorrência de trincas estão
associados às temperaturas de queima mais altas e aos maiores percentuais de
incorporação de cinza.
Tabela 13 – Principais transformações em materiais cerâmicos
Temperatura
(oC)
Transformação
Até 150 Eliminação de água livre
150 - 250 Eliminação de água adsorvida
350 - 650 Eliminação de água estrutural
400 - 600 Decomposição de compostos orgânicos
573 Transformação de quartzo α em quartzo β
700 - 900 Início da fusão dos álcalis e óxidos de ferro
1000 Início da fusão dos CaO e FeO, com formação de silicatos
Até 1200 Formação da fase vítrea com redução do tamanho dos poros.
Fonte: Navarro, (1998)
Mais de 50% da constituição das formulações é de silício, cujo coeficiente de
expansão térmica é de 2,6 x 106 k-1. Observa-se na figura 20 que o aumento do
percentual de incorporação da cinza acarretou sobretudo na intensificação da
presença do potássio e do cálcio. O resultado do EDS apresentado na figura 25

75
identifica a presença destes elementos na região de fratura da peça apresentada na
figura 22. Sabe-se que o coeficiente de dilatação térmica do potássio é nulo,
enquanto que o coeficiente de dilatação térmica do cálcio é de 22,3 x 106 k-1. Logo, o
aumento da concentração do cálcio oriundo da incorporação da cinza pode estar
relacionado com o aumento da ocorrência de trincas, sobretudo nas temperaturas
mais altas, pois, conforme a tabela 13, por volta de 1000°C ocorre a fusão do CaO.
Comparando os dados da tabela 11 com os da tabela 12, percebe-se que apesar de
ter tido apenas 33,33% de ocorrência de trincas na queima a 900°C da formulação
V, ela apresentou a resistência mecânica com maior desvio padrão dentre todas as
outras combinações entre queima e formulações. Isso ocorreu porque as duas
peças que apresentaram trincas ficaram muito abaixo da média das resistências
desta formulação. D. Schulleret al (2008) explica que uma possível justificativa para
a ocorrência de trincas nos materiais cerâmicos seria a uma diferença entre os
coeficientes de expansão térmica da matriz e de alguma fase cristalina. Segundo
ele, a presença de trincas prejudica as propriedades mecânicas do material.
Outrossim, Vieira et al (2011) afirma que a presença de trincas reduz a resistência
mecânica das peças cerâmicas.
4.4 CARACTERIZAÇÃO MICROESTRUTRURAL (MEV)
As figuras 61 e 62 representam a micrografia das regiões de fratura de peças
queimadas a 900°C comparando uma peça da formulação P, sem cinza, com a
formulação X, com 10% de cinza, cada uma com duas ampliações, 1500 e 5000
vezes. A figura 63 é um detalhe da figura 62 com aumento de 2000 vezes. As
regiões ampliadas 5000 vezes se mostram muito semelhantes apresentando
superfície rugosa mesmo com percentuais de cinza diferentes. Todavia, ao ampliar o
canto superior esquerdo da figura 62, obtemos a figura 63 que apresenta uma região
com aspecto mais liso, aparentemente com mais fase vítrea. Embora, seja em
pontos isolados, a imagem mostra uma tendência a ocorrência de sinterização mais
rápida na peça contendo cinza já na temperatura de 900°C. No centro da região
aparentemente sinterizada há um poro bem redondo, possivelmente causado pelo
aprisionamento de gases gerados durante a queima do material. Esta característica
é própria de regiões em processo de sinterização.

76
Figura 61 – Peça cerâmica da massa padrão queimada a 900°C ampliada 1500 vezes e 5000 vezes respectivamente
Fonte: Dados da pesquisa (2017).
Figura 62 – Peça cerâmica da massa X queimada a 900°C aumentada 1500 vezes e 5000 vezes respectivamente
Fonte: Dados da pesquisa (2017).
Figura 63 – Ampliação de 2000 vezes de região sinterizada de peça da massa X queimada a 900°C
Fonte: Dados da pesquisa (2017).

77
Figura 64 – Peça cerâmica da massa padrão queimada a 1000°C ampliada 1500 vezes e 5000 vezes respectivamente.
Fonte: Dados da pesquisa (2017).
Figura 65 – EDS realizado em peça cerâmica da massa padrão queimada a 1000°C
Fonte: Dados da pesquisa (2017).

78
Figura 66 – Peça cerâmica da massa XV queimada a 1000°C ampliada 1500 vezes e 5000 vezes respectivamente.
Fonte: Dados da pesquisa (2017).
Figura 67– EDS realizado em peça cerâmica da massa XV queimada a 1000°C
Fonte: Dados da pesquisa (2017).

79
As figuras 64 e 66 mostram a micrografia da região de fratura de peça da
massa padrão queimada a 1000°C com ampliação de 1500 e de 5000 vezes e da
massa com 15% de cinza queimada a 1000°C e ampliada 1500 e 5000 vezes
respectivamente. Observa-se que a figura 45 mostra uma superfície mais lisa do que
a da figura 43. Essa característica é própria de regiões sinterizadas. As figuras 65 e
67 apresentam o EDS dessas regiões. No EDS da região mais lisa foi identificada a
presença do potássio, elemento com alta representatividade na composição da cinza
conforme análise química. Como o potássio age como fundente, é possível que ele
seja responsável pela ocorrência da formação de fase vítrea na peça da formulação
XV em maior proporção do que aconteceu na peça da massa padrão, pois o
resultado do EDS exposto na figura 65 não revela a presença do potássio naquela
região da peça feita com a massa sem a incorporação da cinza. Entretanto, apesar
de apresentar região mais sinterizada do que a superfície da peça da massa padrão,
a sua resistência mecânica foi a menor dentre todas observadas pelo ensaio de TRF
de secagem. Esta incoerência pode estar associada ao teor de cálcio desta peça.
Conforme comparação entre as figuras que apresentam os resultados de EDS, a
peça da composição XV aqui estudada apresenta cálcio na região de fratura
diferentemente da peça da massa padrão que, por sua vez, não apresentou cálcio
no EDS. No resultado da análise química e exposição na figura 20, a incorporação
da cinza acarretou tanto no aumento do teor de potássio quanto no teor de cálcio em
todas as formulações em que foi incorporada. Ao mesmo tempo, em que o potássio
atuou como fundente contribuindo para a sinterização das peças, o cálcio contribuiu
para o surgimento de trincas.
4.4.1 DRX do material queimado
As figuras 70 e 71 representam respectivamente a queima a 1000°C das
formulações P e XV. Observa-se uma intensificação do halo amorfo na figura 71.
Este fato está associado a uma vitrificação mais intensa. Esta condiz com a análise
visual das figuras 64 e 66, as quais representam o MEV destas formulações também
queimadas a 1000°C.

80
Figura 68 - DRX DE PEÇA DA FORMULAÇÃO P QUEIMADA A 800°C
Fonte: Dados da pesquisa (2017).
Figura 69 – DRX da formulação XV queimada a 800°C
Fonte: Dados da pesquisa (2017).

81
Figura 70 – DRX da formulação P queimada a 1000°C
Fonte: Dados da pesquisa (2017).
Figura 71 – DRX da formulação XV queimada a 1000°C
Fonte: Dados da pesquisa (2017).
Este resultado ratifica a eficiência da função fundente associada à
incorporação de cinza.

82
5 CONCLUSÕES
A cinza de cavaco de bambu mostrou-se uma matéria-prima bastante
promissora para incorporação junto à massa cerâmica. Os resultados levam a
acreditar que esta cinza atua como desplastificante da massa. Logo, passa a ser
uma viável alternativa para ser utilizada com argilas excessivamente plásticas.
Devido a seu alto teor de potássio que atua como fundente em temperaturas mais
elevadas, a cinza de cavaco de bambu contribui para a formação de fases vítreas,
conforme observado nos resultados de MEV e nos ensaios de DRX. Nos resultados
do ensaio de massa específica aparente percebeu-se que nas temperaturas a partir
de 900 °C todas as formulações contendo cinza se mostraram mais densificadas do
que a massa padrão. Os resultados de TRF mostraram a mesma tendência que o de
MEA, entretanto, a ocorrência de trincas, sobretudo nas peças queimadas a 1000
°C, contribuíram para a redução da resistência mecânica nas peças com
incorporação de cinza, provavelmente, causada pela presença do cálcio em
quantidade superior à da massa padrão. Por fim, a cinza de cavaco de bambu
mostrou-se viável na incorporação em massa cerâmica vermelha, mas deve ser
usado em quantidades moderadas e em temperaturas a cerca de 900 °C para evitar
o surgimento de trincas.

83
REFERÊNCIAS
ABCERAM – ASSOCAÇÃO BRASILEIRA DE EMPRESÁRIOS CERAMISTAS. Cerâmica Vermelha. São Paulo, SP, 2011. Disponível em: http://abceram.org.br/ceramica-vermelha. Acesso em 20/01/2017.
ABCERAM – ASSOCAÇÃO BRASILEIRA DE EMPRESÁRIOS CERAMISTAS. Informações Técnicas -Processo de Fabricação. São Paulo, SP, 2011. Disponível em:< http://abceram.org.br/processo-de-fabricação. Acesso em 20/03/2017.>
ABNT - Associação Brasileira de Normas Técnicas, NBR 6458 – Solo – Determinação do Limite de Liquidez,. Rio de Janeiro, 1984.
ABNT - Associação Brasileira de Normas Técnicas, NBR 7180 – Solo - Determinação do Limite de Plasticidade. Rio de Janeiro, 1984.
ABNT - Associação Brasileira de Normas Técnicas, NBR 8497: Ensaio de Determinação de absorção de Água dos Blocos e Tijolos. Rio de Janeiro, 1984.
ABNT – Associação Brasileira de Normas Técnicas: NBR 13816. Placas Cerâmicas para Revestimento, Rio de Janeiro, 1997.
ABNT- Associação Brasileira de Normas Técnicas- NBR 15270: Blocos cerâmicos para alvenaria, especificação, Rio de Janeiro 2005.
ANFACER - ASSOCIAÇÃO NACIONAL DE FABRICANTES DE CERÂMICA PARA REVESTIMENTO, LOUÇAS SANITÁRIAS E CONGÊNERES – História Cerâmica. Disponível em: <http://www.anfacer.org.br/historia-ceramica>. Acesso em: 07mar. 2017.
ANICER – Associação Nacional da Indústria Cerâmica. Números do Setor Cerâmico. Rio de Janeiro, RJ, 2015. Disponível em: <http://portal.anicer.com.br/setor.> Acesso em 07/03/2017.
ARAGÃO, André Peres; CHÁVEZ, José Ramón Arica; SALES, Marcos Vinicius da Silva. Simulação do Processo Produtivo de Cerâmica Vermelha em Campo dos Goytacazes – RJ. In: XXX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO, São Carlos – SP. 2010. Disponível em: <http://www.abepro.org.br/biblioteca/enegep2010_TN_STO_118_772_15553.pdf> acesso em 02/01/2017.
AZZINI, Anisio; GONDIM-TOMAZ, Rose Marry Araújo. Extração de amido em cavacos de bambu tratados com solução diluída de hidróxido de sódio. Bragantia, Campinas, v. 55, n. 2, p. 215-219, 1996. Available from <http://www.scielo.br/scielo.php?script=sci_arttext&pid=S0006-87051996000200002&lng=en&nrm=iso>. access on 18 Mar. 2017. <http://dx.doi.org/10.1590/S0006-87051996000200002.>
AZZINI, Anisio; ARRUDA, Maria Carla Queiroz de; CIARAMELLO, Dirceu; SALGADO, Antonio Luiz de Barros; ELLO FILHO, Mário Tomaz. Produção conjunta

84
de fibras celulósicas e etanol a partir do bambu. Bragantia, Campinas, v. 46, n. 1, p. 17-25, 1987. Available from <http://www.scielo.br/scielo.php?script=sci_arttext&pid=S0006-87051987000100003&lng=en&nrm=iso>. access on 18 Mar. 2017. < http://dx.doi.org/10.1590/S0006-87051987000100003.>
BALATON V.T., GONÇALVES P.S., FERRER L.M. Incorporação de Resíduos Sólidos Galvânicos em Massas de Cerâmica Vermelha, Cerâmica Industrial, 7 (6) Novembro/Dezembro, 2002.
BORLINI, M. C. SALES; SALES, H. F.; VIEIRA, C. M. F., et al. Cinza da Lenha para Aplicação em Cerâmica Vermelha. Cerâmica, v.51, p.192-196, 2005.
BORSZOWSKEI, Paulo Rogério; ANHAIA, Sônia Ferreira. Utilização da Cinza de Biomassa Vegetal: Corretivo para a Acidez do Solo e Recuperação de Áreas Degradadas. Technoeng, vol 1, 3ª Ed. (jul – dez/2011).
BRASIL, Ministério de Minas e Energia, Anuário Estatístico do Setor Transformação de Não Metálicos, 2012. Disponível em: <http://www.mme.gov.br/documents/10584/1865684/Anuario_Setor_Transformacao_Nao_Metalicos_2012_base_2011.pdf/0a0c955c-1144-480e-9470-e1ee00d0d19c> . Acesso em 13/03/2017.
BRASIL, Ministério das Minas e Energia, Relatório Técnico 51 – Perfil da Mica, p. 4, 2009. Disponível em http://www.mme.gov.br Acesso em 29/03/2017.
BRASIL, Lei nº 12484, de 08 de setembro de 2011. Disponível em <https://www.planalto.gov.br/ccivil_03/_ato2011-2014/2011/lei/l12484.htm>
Acesso em 26/12/2016.
BRITO, E. M. Estudo das Matérias-Primas e Formulações de Massas Cerâmicas para a Fabricação de Telhas. 2014. Dissertação (Mestrado em Engenharia de Materiais) – Programa de Pós-Graduação em Engenharia de Materiais – Instituto Federal de Educação, Ciência e Tecnologia – IFPI.
CALLISTER JR, W.D. Ciência e Engenharia de Materiais: Uma Introdução.5ª ed. Rio de Janeiro: LTC - Livros Técnicos e Científicos, 2002.
CASTRO, R. J. S.; SOARES, R. A. L.; NASCIMENTO, R. M. Produção de revestimento cerâmico semi-poroso com adição de chamote de telhas. Matéria (Rio J.), Rio de Janeiro, v. 17, n. 4, p. 1166-1175, 2012 . Disponível em <http://www.scielo.br/scielo.php?script=sci_arttext&pid=S1517-70762012000400007&lng=pt&nrm=iso>. acessos em 16 mar. 2017. <http://dx.doi.org/10.1590/S1517-70762012000400007.>
CEPRO. Fundação Centro de pesquisas Econômicas e Sociais do Piauí. Diagnóstico e Diretrizes para o Setor Mineral do Estado do Piauí. Teresina PI, 2014. Disponível em <http://www.cepro.pi.gov.br/download/200804/CEPRO16_6695f7c23c.pdf >Acesso em 18/03/2017.
CONSELHO REGIONAL DE QUÍMICA, Cerâmicas, 2011. Disponível em <http://www.crq4.org.br/ceramicasquimicaviva%20 >Acesso em 13/03/2017.

85
COUTINHO, N. C.; VIEIRA, C. M. F.. Caracterização e incorporação de cinza de resíduo sólido urbano em cerâmica vermelha. Cerâmica, São Paulo, v. 62, n. 363, p. 249-255, Sept. 2016. Available from <http://www.scielo.br/scielo.php?script=sci_arttext&pid=S0366-69132016000300249&lng=en&nrm=iso>. access on 29 Mar. 2017. <http://dx.doi.org/10.1590/0366-69132016623631985.>
CRUZ, Francisco José Ribeiro. Utilização de Cinza de Aveloz de Fornos Cerâmicos para a Produção de Tijolos e Telhas /Dissertação (Mestrado em Engenharia Civil e Ambiental) - Programa de Pós-Graduação em Engenharia Civil e Ambiental - Universidade Federal do Pernambuco, Caruaru, PE, 2012.
DE FARIA, K.C.P.; GURGEL, R.F.; DE HOLANDA, J.N.F. Influência da adição de resíduo de cinzas de bagaço de cana-de-açúcar nas propriedades tecnológicas de cerâmica vermelha. Matéria (Rio J.), Rio de Janeiro, v. 17, n. 3, p. 1054-1060, 2012 . Disponível em <http://www.scielo.br/scielo.php?script=sci_arttext&pid=S1517-70762012000300003&lng=pt&nrm=iso>. Acessos em 07 mar. 2017. <http://dx.doi.org/10.1590/S1517-70762012000300003.>
DONDI, M. Caracterização Tecnológica dos Materiais Argilosos: Métodos Experimentais e Interpretação dos Dados. DONDI, M. Caracterização Tecnológica dos Materiais Argilosos: Métodos Experimentais e Interpretação dos Dados. Revista Cerâmica Industrial, v.11 nº3, Maio/Junho, pág. 36-40, 2006.
FIEM; FEAM. Guia Técnico Ambiental da Indústria Cerâmica Vermelha. Belo Horizonte, MG, 2013.
FIEPI. Cadastro Industrial do Piauí. Teresina, PI. 2014.
FLOLETTO, E. L.; VOLZONE, C.; MORGADO, A. F.; PORTO, L. M. Influência do Tipo de Ácido Usado na Ativação de Argila Bentonítica. Cerâmica v 47 nº 304, p. 210, São Paulo, SP, 2001.
GARDOLINSKI, José Eduardo; MARTINS FILHO, Harley Paiva; WYPYCH, Fernando. Comportamento térmico da caulinita hidratada. Quím. Nova, São Paulo, v. 26, n. 1, p. 30-35, Jan. 2003. Available from <http://www.scielo.br/scielo.php?script=sci_arttext&pid=S0100-40422003000100007&lng=en&nrm=iso>. access on 25 Mar. 2017. < http://dx.doi.org/10.1590/S0100-40422003000100007>.
JOSE, Flávio Januário; BERALDO, Antonio Ludovico. Tableros de partículas de bambú (Bambusa vulgaris Schrad) y resina poliuretana a base de aceite de rícino (Ricinus communis L.). Ambient. constr. (Online), Porto Alegre, v. 10, n. 4, p. 259-266, Dec. 2010. Available from <http://www.scielo.br/scielo.php?script=sci_arttext&pid=S1678-86212010000400018&lng=en&nrm=iso>. access on 18 Mar. 2017. <http://dx.doi.org/10.1590/S1678-86212010000400018.>
KLEINE, H. J. Cadeia Produtiva do Bambu Entra em uma Nova Fase. Painel Florestal, 2014. Disponível em: <http://www.painelflorestal.com.br/noticias/artigos/cadeia-produtiva-do-bambu-no-pais-entra-em-nova-fase>Acesso em 15/03/2017.

86
LIMA NETO, Milton Costa et al. Exportação de macronutrientes em cultivos comerciais de bambu no tabuleiro costeiro do estado da Paraíba. Rev. Árvore, Viçosa , v. 34, n. 2, p. 251-257, Apr. 2010. Available from <http://www.scielo.br/scielo.php?script=sci_arttext&pid=S0100-67622010000200007&lng=en&nrm=iso.> Access on 18 Mar. 2017. < http://dx.doi.org/10.1590/S0100-67622010000200007.>
LOBO, C. J. S. Estudo sobre a utilização do rejeito granito Rosa Iracema como matéria-prima na fabricação de funis de saída da fiação a rotor na indústria têxtil. Dissertação de Mestrado, UFC, Ceará, 2009.
MENEZES, R. R.; NEVES, G. A.; FERREIRA, H. C. O estado da arte sobre o uso de resíduos como matérias-primas cerâmicas alternativas. Revista Brasileira de Engenharia Agrícola e Ambiental, v. 6, n. 2, p. 303-313, 2002.
NOVACER. Ed. 77, p. 23.2016. Disponível em:< http://novacer.com.br/edicao-77-setembro-2016 .> Acesso em 19/03/2017.
OLIVEIRA, José C. Adição de Calcário em duas massas cerâmicas vermelhas empregadas na fabricação de Tijolos / José Carlos da Silva Oliveira. -Recife: O Autor, 2008.
PRACIDELLI, S.; MELCHIADES, G.S. A importância da composição granulométrica de massas para a cerâmica vermelha. Cerâmica Industrial, São Paulo, v.2, n.2, p.31-35, 1997.
SANTOS, P. S. Ciência e Tecnologia das Argilas, 2a Ed., Vol. 1, Edgard Blücher, S. Paulo, SP (1989) 408.
SCHULLER, D.; BIANCHI, E. C.; AGUIAR, P. R.. Influência de defeitos e diferentes processos de fabricação nas propriedades mecânicas finais de cerâmicas. Cerâmica, São Paulo , v. 54, n. 332, p. 435-42, dez. 2008. Disponível em <http://www.scielo.br/scielo.php?script=sci_arttext&pid=S0366-69132008000400008&lng=pt&nrm=iso.> Acessos em 13 mar. 2017. <http://dx.doi.org/10.1590/S0366-69132008000400008.>
SEBRAE. Serviço Brasileiro de Apoio às Micro e Pequenas Empresas. Como montar uma indústria cerâmica. Disponível em: <http://www.sebrae.com.br/sites/PortalSebrae/ideias/como-montar-uma-industria-de-ceramica,3b787a51b9105410VgnVCM1000003b74010aRCRD. >Acesso em 19/03/2017.
SINDICER-PI – SINDICATO DOS CERAMISTAS DO PIAUÍ – Indústria Cerâmica piauiense é uma das menos poluentes. Disponível em <http://www.sindicer-pi.com.br/industria-ceramica-piauiense-e-uma-das-menos-poluentes>
Acesso em 19/03/2017
SOARES, Roberto A. S; Efeitos da adição de carbonatos em formulação de massa para revestimento cerâmico utilizando matérias-primas do Piauí / Tese (Doutorado em Ciências e Engenharia de Materiais) – Programa de Pós-Graduação em Ciências e Engenharia de Materiais – Universidade Federal do Rio Grande do Norte. – Natal, RN, 2010.

87
SOARES, Roberto A. S; Influência do teor de calcário no comportamento físico, mecânico e microestrutural de cerâmicas estruturais / Dissertação (Mestrado em Ciências e Engenharia de Materiais) – Programa de Pós-Graduação em Ciências e Engenharia de Materiais – Universidade Federal do Rio Grande do Norte. – Natal, RN, 2008.
TEIXEIRA, S. M. O Bambu no Brasil e no Mundo – Aspectos Botânicos. 2016. Disponível em <http://docplayer.com.br/7503227-O-bambu-no-brasil-e-no-mundo-1-aspectos-botanicos.html#show_full_text> Acessos em 13/03/2016.
VIEIRA, C. M. F.; PINHEIRO, R. M.. Avaliação de argilas cauliníticas de Campos dos Goytacazes utilizadas para fabricação de cerâmica vermelha. Cerâmica, São Paulo , v. 57, n. 343, p. 319-323, Sept. 2011 . Available from <http://www.scielo.br/scielo.php?script=sci_arttext&pid=S0366-69132011000300010&lng=en&nrm=iso>. access on 21 Mar. 2017. < http://dx.doi.org/10.1590/S0366-69132011000300010.>





























