Embed Size (px)
DESCRIPTION
Desarrollo de un proceso de maquinado del extrados de una hélice.
Citation preview
9-7-2015
Objetivo:
El objetivo principal de este texto es la obtención del código para la manufactura del molde de una hélice en su parte frontal. Como objetivo secundario, se busca observar la optimización al proceso de producción de la pieza, ahorrando tiempo y material.
Introducción:
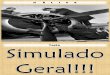
En el caso de esta práctica, la hélice no fue creada usando Mastercam, debido a que lo que se busca es la importación de una pieza altamente difícil de diseñar en este software, por lo tanto se hace uso de un segundo software (Catia V5) y su correcta importación al programa de manufactura asistida por computadora. El material del que debe estar hecha la pieza es madera. La vista isométrica de la hélice se presenta en la figura I1. Para pasar de la materia prima a la pieza, se necesita pasar por una serie de procesos de maquinado, entre ellos el corte de desbaste de superficies y el corte de acabado de superficies.
Figura I1: Hélice a manufacturar.
Desarrollo:
La hélice a manufacturar ya ha sido diseñada en el software Catia V5, por lo tanto, se debe comenzar por abrir el archivo correctamente, siguiendo el procedimiento presentado a continuación.
1. Diseñar la pieza a exportar en el software Catia V5.2. Al momento de guardar, se deberá guardar como .igs o .iges para superficies
como en este caso.3. En el software Mastercam, en el apartado de Mill 9, que es para operaciones de
fresado:4. Main Menu.5. Converters.6. Iges.7. Read file.8. Se busca y abre el archivo.
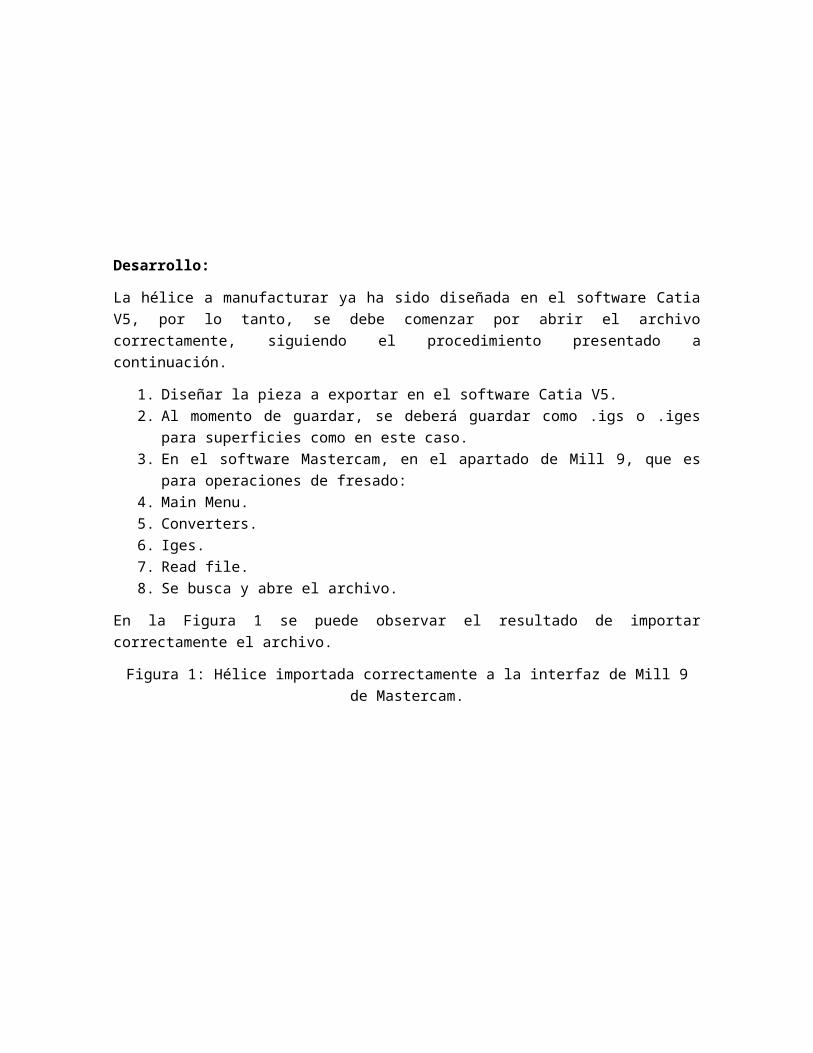
En la Figura 1 se puede observar el resultado de importar correctamente el archivo.
Figura 1: Hélice importada correctamente a la interfaz de Mill 9 de Mastercam.
La fresa con la que se cuenta es una fresa de 3 ejes, lo que quiere decir que sólo su cortador se puede mover en los tres ejes (X, Y y Z), y sólo puede cortar en un eje a la vez, para simplificar el procedimiento de corte, y debido a la posición de la hélice en el espacio, se necesita rotar primero en el eje X 90 grados y luego en Y otros 90, el procedimiento se realiza como a continuación.
1. Seleccionar el plano de rotación (C-plane side para el primer movimiento, C-plane front para el segundo) usando los cubos azules del menú superior.
2. Main Menu.3. Xform.
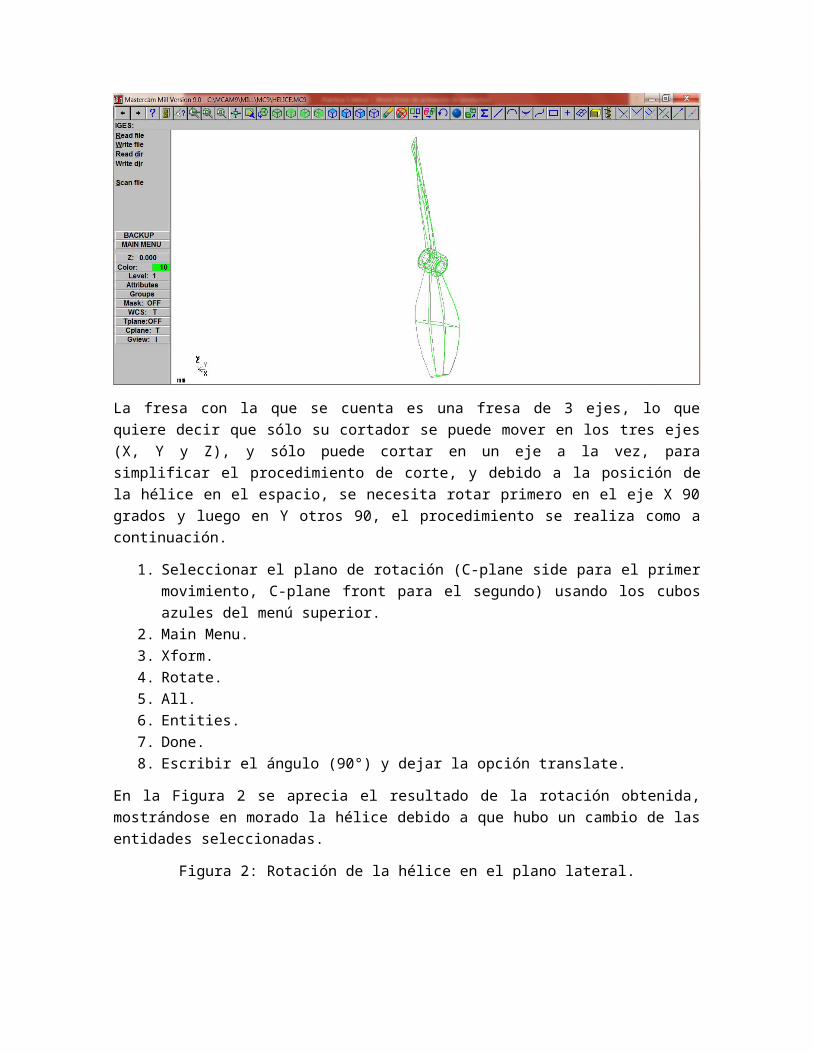
4. Rotate.5. All.6. Entities.7. Done.8. Escribir el ángulo (90°) y dejar la opción translate.
En la Figura 2 se aprecia el resultado de la rotación obtenida, mostrándose en morado la hélice debido a que hubo un cambio de las entidades seleccionadas.
Figura 2: Rotación de la hélice en el plano lateral.
A continuación se procede a realizar la rotación en el plano frontal y, debido a que no está alineada la envergadura de la hélice con el eje Y, se deberá rotar en el plano superior -8°. En la figura 3 se observa la correcta alineación del eje Y con la envergadura de la hélice, aparte de ya estar posicionada para simplificar las operaciones de corte.
Figura 3: Correcto posicionamiento de la hélice para comenzar el corte.
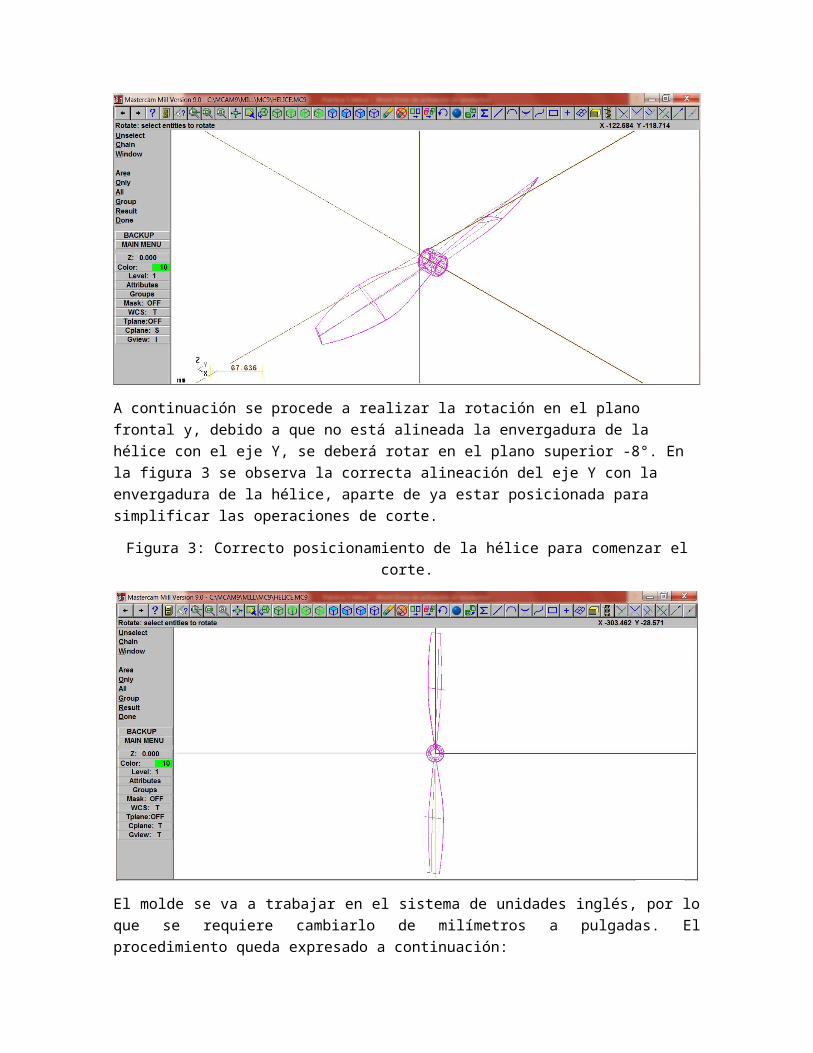
El molde se va a trabajar en el sistema de unidades inglés, por lo que se requiere cambiarlo de milímetros a pulgadas. El procedimiento queda expresado a continuación:
1. Main Menu.2. Screen.3. Configure.4. Se selecciona MILL9.CFG (English).
Debido a que no se conocen las dimensiones de la pieza, se deben medir para crear el bloque de materia prima de la pieza, para la medición en el software, se deberá desarrollar el procedimiento siguiente:
1. Main Menu.2. Create.3. Drafting.4. Seleccionar los dos puntos a medir.
De esa manera se crearon las medidas del bloque de materia prima inicial, con dimensiones ligeramente más grandes, y una de las mediciones se presenta en la Figura 4.
Figura 4: Medición de la altura máxima de la hélice.
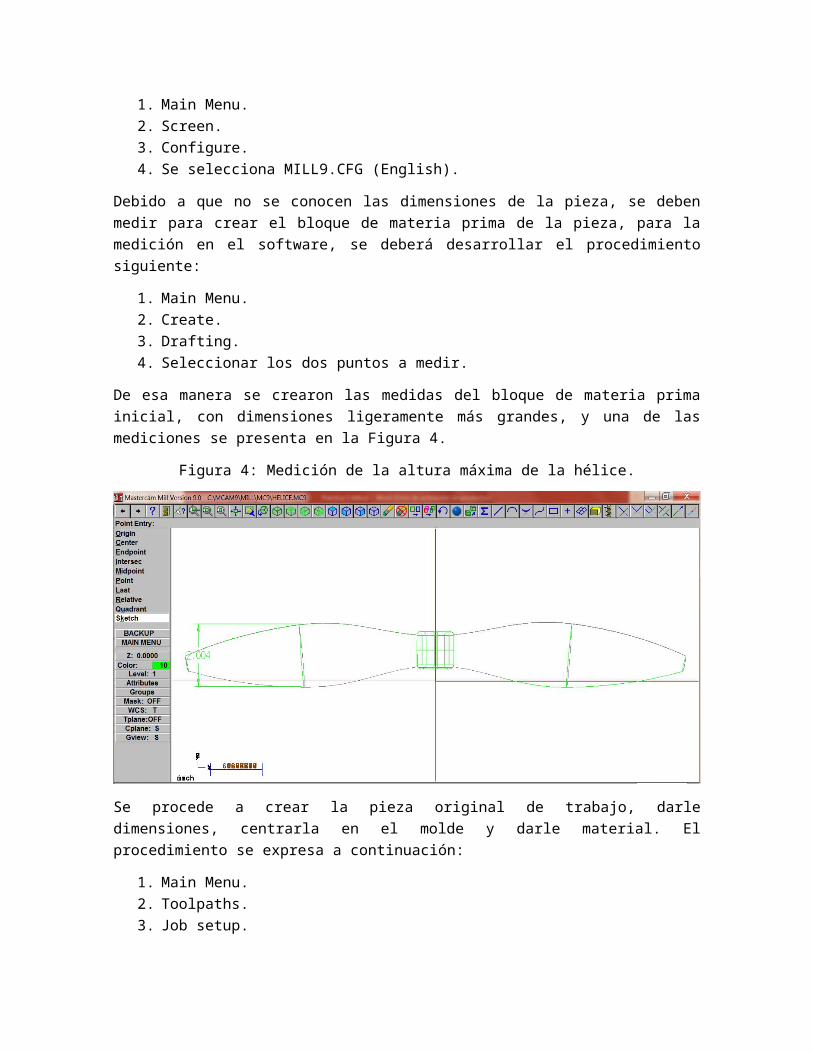
Se procede a crear la pieza original de trabajo, darle dimensiones, centrarla en el molde y darle material. El procedimiento se expresa a continuación:
1. Main Menu.2. Toolpaths.3. Job setup.4. Dar dimensiones al bloque original, x=150 mm, y=150 mm, z=80 mm.5. Centrar el bloque a la copa, necesita que y=52.5 mm de desplazamiento.6. Seleccionar Display stock y Fit screen to stock.7. Seleccionar material.
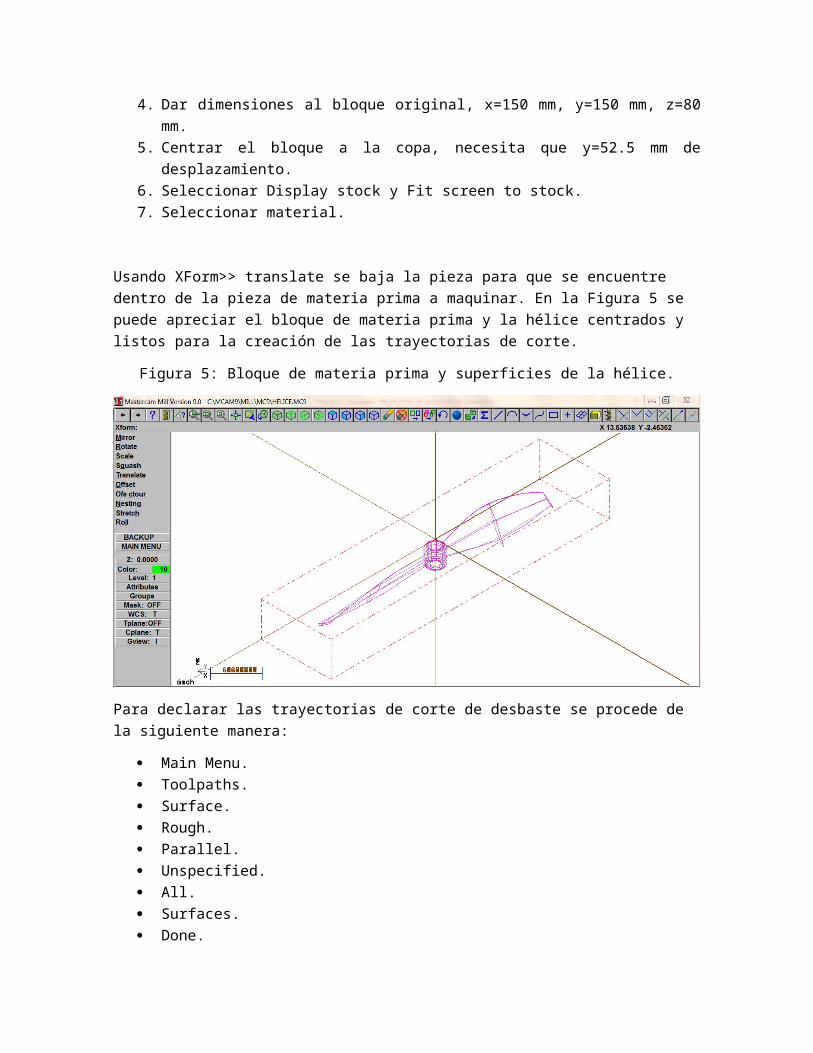
Usando XForm>> translate se baja la pieza para que se encuentre dentro de la pieza de materia prima a maquinar. En la Figura 5 se puede apreciar el bloque de materia prima y la hélice centrados y listos para la creación de las trayectorias de corte.
Figura 5: Bloque de materia prima y superficies de la hélice.
Para declarar las trayectorias de corte de desbaste se procede de la siguiente manera:
Main Menu. Toolpaths. Surface. Rough. Parallel. Unspecified. All. Surfaces. Done. En la ventana emergente se da click derecho y se selecciona la herramienta. Herramienta de desbaste: Endmill flat de 3/4” de diámetro. En parámetros de corte de desbaste se cambia el ángulo de maquinado a 90° para
que haga cortes longitudinales y no transversales, optimizando así el proceso de corte.
Para declarar las trayectorias de corte de acabado se procede de la siguiente manera:
Main Menu. Toolpaths. Surface. Finish. Parallel. Unspecified. All. Surfaces. Done. En la ventana emergente se da click derecho y se selecciona la herramienta. Herramienta de acabado: Endmill sphere de 1/8” de diámetro.
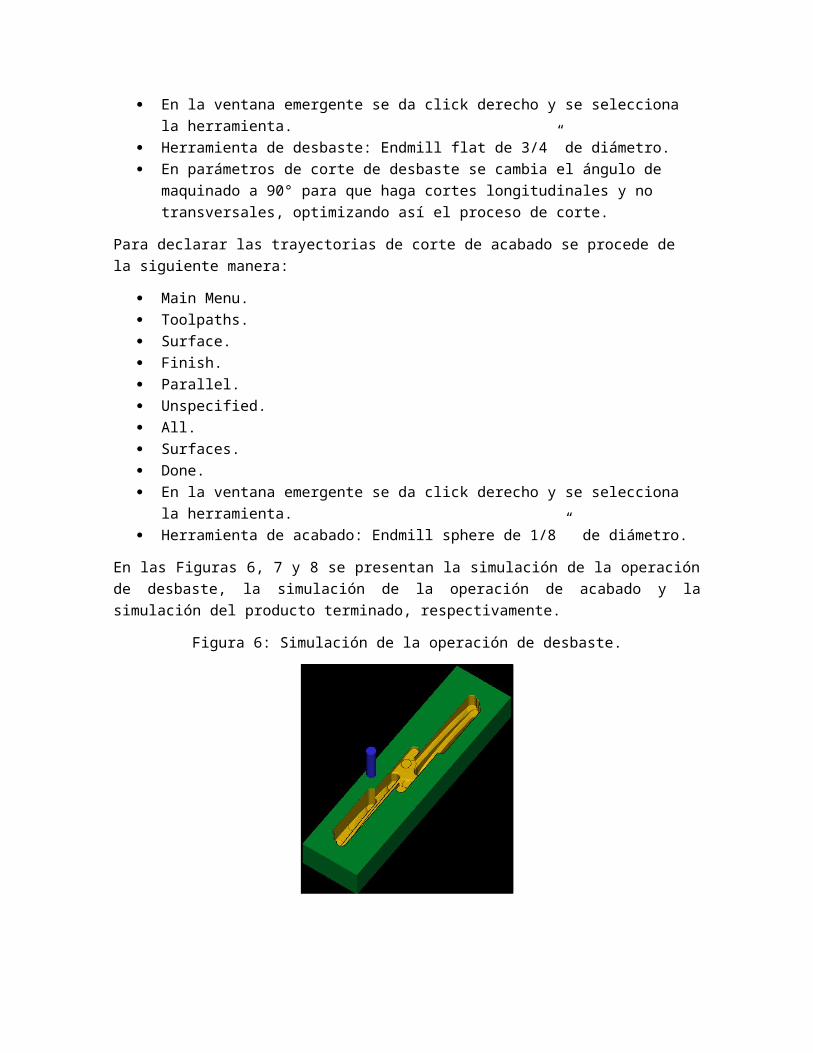
En las Figuras 6, 7 y 8 se presentan la simulación de la operación de desbaste, la simulación de la operación de acabado y la simulación del producto terminado, respectivamente.
Figura 6: Simulación de la operación de desbaste.
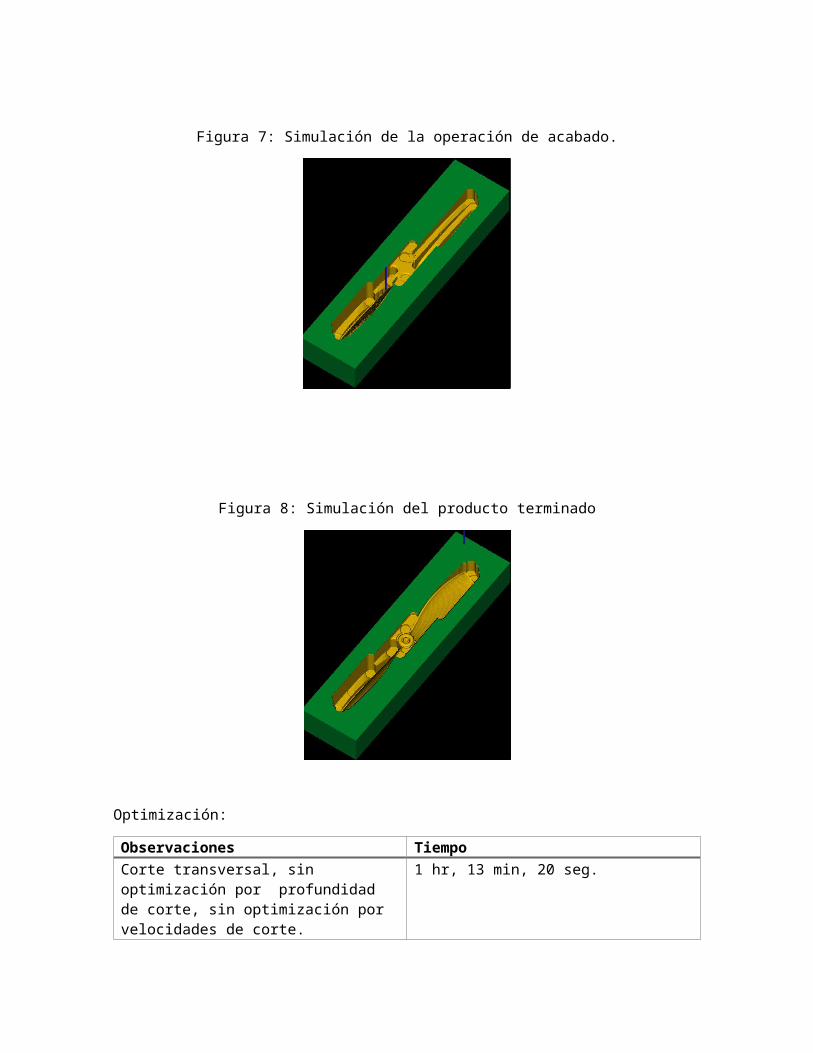
Figura 7: Simulación de la operación de acabado.
Figura 8: Simulación del producto terminado
Optimización:
Observaciones TiempoCorte transversal, sin optimización por profundidad de corte, sin optimización por velocidades de corte.
1 hr, 13 min, 20 seg.
Corte longitudinal, sin optimización por profundidad de corte, sin optimización por velocidades de corte.
0 hr, 56 min, 12 seg.
Corte longitudinal, con optimización por profundidad de corte, sin optimización por velocidades de corte.
0hr, 42 min, 15 seg.
Corte longitudinal, con optimización por profundidad de corte, con optimización por velocidades de corte.
0 hr, 37 min, 21 seg.
Conclusión:
La importación desde softwares de CAD a softwares de CAM permite la simplificación del diseño de las piezas a manufacturar sencillas, y permiten la implementación de geometrías más complejas, como es el caso de la hélice generada en esta ocasión. Los softwares de manufactura asistida por computadora son la herramienta ideal para la obtención de trayectorias de corte y optimización de material y tiempo de maquinado, y los softwares de diseño asistido por computadora son esenciales para la realización de todo tipo de geometrías, sin embargo, la interfaz entre ambos genera una herramienta más poderosa y más versátil.
En otras conclusiones, aparte de la optimización del tiempo de corte debido a características como velocidad de corte, velocidad de penetración y velocidad angular de la herramienta de corte, en esta ocasión se observaron dos nuevas maneras de optimizar los tiempos, que sería cambiar el ángulo de corte, para que corte de manera longitudinal en lugar de la manera convencional, que cortaría más material por pasada. La segunda
manera de optimizar y debido a que es madera, es aumentar la máxima penetración en operación de desbaste, permitiendo un corte más rápido.
Como última conclusión, se observa que la herramienta de corte sólo puede trabajar de arriba hacia abajo con una fresa de tres ejes, por lo que sólo quedaría maquinada la superficie superior de la hélice, por lo tanto se necesita desarrollar el procedimiento para el corte de la superficie inferior, y desarrollar un método para el corte de esta superficie para evitar que la hélice salga de posición durante este proceso, se recomienda maquinar en el mismo software ciertos soportes a la hélice y al final deshacerse de ellos o acabada la parte superior, hacer un soporte de poliuretano que sostenga a la hélice en lo que el centro de maquinado trabaja sobre la parte inferior.