Embed Size (px)
Citation preview

Processamento e Caracterização de Compósitos via RTM: Análise Térmica
RESUMO
Materiais compósitos têm sido amplamente usados na indústria aeronáutica devido a o
seu baixo peso e boas propriedades mecânicas, diminuindo, assim, o consumo de combustível.
Midori Yoshikawa Pitanga Costa
Priscila Folkl

Os compósitos podem ser usados para a fabricação de materiais de nível 1, componentes não
estruturais e que não influenciam na segurança, até o nível 3, componentes estruturais e de
responsabilidade civil [01,12,13].
A moldagem por transferência de resina (RTM) é uma ótima opção como substituto dos
métodos tradicionais de obtenção de compósitos aeronáuticos visto que utiliza um sistema de
injeção sob pressão em molde fechado que garante tempos de gel e cura rápidos. Além disso,
atende os requisitos aeronáuticos e garante reprodutibilidade e baixo custo [12,14-16].
No processo RTM, o tecido fibroso é pré-formado e inserido dentro do molde, o qual é
fechado e um fluxo de resina de baixa viscosidade é injetado. Durante a injeção, os efeitos de
bordas promovem em geral impregnação incompleta das fibras pela resina, formação de vazios
entre outros defeitos no compósito final. Técnicas de inspeção não-destrutivas, tais como:
varredura ultra-sônica e microscopia eletrônica de varredura são utilizadas pela indústria
aeronáutica para detectar e caracterizar a presença de defeitos [12,14-16].
O grupo de pesquisa “Fadiga e Materiais Aeronáuticos” tem investigado extensivamente
materiais de construção mecânica visando a otimização dos parâmetros de resistência à fadiga,
à corrosão e ao desgaste. A linha de pesquisa de Compósitos processados por RTM iniciou-se
em 2006, com a aprovação de dois projetos para montar o laboratório de processamento em
compósitos e caracterização por microscopia de inspeção acústica. Este projeto de iniciação
cientifica tem como objetivo o processamento do compósito de tecido de cetim de fibra de
carbono do tipo 5H satin e resina epóxi RTM6 - 2 (Bicomponente) para fins aeronáuticos. Após o
processamento, as placas obtidas serão caracterização por análises térmicas –
Termogravimetria (TG), Derivada Termogravimétrica (DTG), Calorimetria Exploratória Diferencial
(DSC) e Análise Térmica Dinâmico-Mecânica (DMA). Este trabalho é parte integrande do projeto
de Pós-doutorado Júnior em andamento no CNPq, processo n˚. 151033/2009-9.
Também será feita a análise térmica no compósito com reforço de fibra de vidro tipo
plain weave com matriz SC-79 produzido por VARTM. Este laminado de compósito foi
processado e fornecido pelaa EMBRAER em forma de placa.
Palavras-chave: Análise térmica, RTM, “plain weave”, resina epóxi, fibra de carbono, fibra de
vidro
I. Introdução
I.1 Os Compósitos

Atualmente há uma necessidade crescente de novos materiais com propriedades que
materiais convencionais (metálicos, cerâmicos e poliméricos) não possuem. Essa necessidade é
ainda maior no setor aeronáutico, onde se precisa de materiais com baixa densidade, altas
resistências, rigidez a abrasão e ao impacto. Por esta razão foi desenvolvido vários tipos de
materiais compósitos que combinam propriedades de 2 ou mais tipos de materiais. Eles
precisam da união de uma matriz e de um ou mais reforços, desta forma podem combinar baixa
massa especifica com valores elevados de resistência mecânica, como os compósitos
poliméricos. São materiais heterogêneos e anisotrópicos [01-14]. A interface entre a fibra e a
matriz tem como resultado direto as propriedades mecânicas dos matérias [08].
Dois materiais agregados que exibem uma combinação de propriedades que o torna
superior a cada fase de sua composição individualmente pode ser considerado um compósito.
De acordo com esse princípio de ação combinada, procura-se moldar os melhores arranjos de
propriedades por uma combinação criteriosa de dois ou mais materiais distintos. Esses materiais
que formam o compósito podem ser classificados como aglomerante (fase contínua ou matriz)
ou reforçante (fase dispersa). A matriz tem como função manter os reforçantes unidos,
transmitindo a estes o carregamento aplicado. Os reforçantes têm como principal função
suportar os carregamentos transmitidos pela matriz [01,13].
As fibras de materiais compósitos podem ser de carbono, boro, vidro, sisal, entre outros
[01-13]. Elas são classificadas como descontinuas ou continuas. As descontinuas possuem
alguns milímetros ou centímetros de comprimento e formam os tapes, por exemplo. Já as
continuas são usadas sozinhas ou em um tecido [05,08,12]. Pode-se classificá-las também
como: unidirecional (cabos e fios), bidirecional (tecidos com duas direções de fibras) e
multidirecional (tecidos com mais de duas direções de fibras) [08,05]. Antes de se tornar um
reforço, a fibra sofre tratamentos superficiais para diminuir a ação de abrasão para quando ela
passar pelos equipamentos de processamento, e para melhorar a adesão com a matriz [05,08].

As fibras de carbono são amplamente utilizadas na atualidade. Elas são filamentos de
piche (resíduo de petróleo) oxidados a altas temperaturas (300°C), e então aquecidos a mais de
1500°C em atmosfera inerte de nitrogênio, para que haja apenas cadeias hexagonais de
carbono. São filamentos pretos e brilhantes [08].
As matrizes podem ser metálicas, poliméricas e cerâmicas. A matriz é a fase contínua de
um compósito, sendo que a matriz mais usada é a polimérica por ser de baixo custo e baixa
densidade específica [02-13]. Outra vantagem da matriz polimérica é a facilidade no seu
processamento, podendo, assim ser fabricados materiais em diversos tamanhos e geometrias
[07]. A resina epóxi é uma matriz polimérica termorrígida, produzida a partir do petróleo, que
possui boa resistência mecânica, resistência em ambientes quimicamente agressivos e é capaz
de atender requerimentos de temperatura em serviço de aeronaves [09].
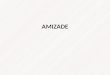
O processamento RTM é usado para fabricar compósitos de médio a alto desempenho,
usa ferramental simples, não requer material pré-impregnado (prépregs), pode produzir
estruturas complexas e superfícies com ampla faixa de dimensão. Ele consiste em colocar o
reforço no molde (seguindo orientação do tecido e o formato do molde previamente definidos),
após, pré-catalisar a resina (deve ter baixa viscosidade) e a injetar no molde com baixa pressão
para não ocorrer movimentação do reforço, neste momento a resina começará a molhar o
reforço, e as válvulas que retiram o ar ajudarão nesta uniformização da resina pelo tecido [12,15-
17].
Pode-se ou não aquecer o molde para acelerar a cura, e assim que ela estiver completa,
a peça é desmoldada [12,15-17]. A fase critica do processamento é a impregnação da resina,
pois ela deve ser o mais rápida possível, para minimizar o teor de vazios, defeito que diminui as
propriedades mecânicas do compósito, e o não-molhamento uniforme [16].
Figura 01: Princípio de moldagem por transferência de resina (RTM) [14].

Um material compósito após seu processamento pode ser caracterizado mecânica,
química ou termicamente. As análises térmicas mais usadas para caracterização são:
Termogravimetria (TG), Derivada Termogravimétrica (DTG), Calorimetria Exploratória Diferencial
(DSC) e Análise Térmica Dinâmico-Mecânica (DTMA ou DMA) [01,18].
I.2 Termogravimetria (TGA) e Derivada Termogravimétrica (DTGA)
A TGA é uma analise térmica onde se determina o ganho (oxidação) ou perda
(degradação) de massa em função da temperatura (taxa de aquecimento constante) ou do
tempo (à temperatura constante). Ela avalia na amostra: seu teor de umidade, estabilidade
térmica, composição de blendas poliméricas e copolímeros, e decomposição térmica [18-21].
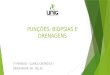
Com a curva da TGA, é possível prever a temperatura de inicio de uma degradação e a
de finalização, como normalmente é difícil enxergar essas temperaturas, usa-se o
extrapolamento do gráfico, nos dando as temperaturas onset e offset, que se aproximam muito
das verdadeiras e são muito mais fáceis de serem achadas. Através de várias análises de TGA
isotérmicas, pode-se prever o tempo que o material leva para ser degradado [18].
A DTGA é a derivada da TGA, ela é capaz de nos fornecer quantas reações ocorrem
durante a degradação/oxidação, o que apenas pela TGA nem sempre é possível. Através da
curva de DTGA, é possível obter a temperatura de pico, onde a taxa de variação de massa é
máxima [18].
Figura 02: Curva de TGA e DTGA [21]
I.3 Calorimetria exploratória diferencial (DSC)

A DSC é usada para obter a temperatura de transição vítrea (Tg), Temperatura de fusão
(Tm), Temperatura de Cristalização, Temperatura de Cura, Capacidade calorífica do Material,
além desta análise ser capaz de identificar mistura, miscibilidade de blendas poliméricas e grau
de cristalinidade do polímero [18, 22-24].
Esta análise é muito usada para caracterizar polímeros, blendas e copolímeros, além de
apresentar versatilidade e rapidez na obtenção de resultados [22,23].
A Tg separa o comportamento do solido do comportamento do liquido em solido amorfo.
Nesta temperatura se iniciam os movimentos de segmentos da cadeia polimérica, variando a
capacidade calorífica do material. A capacidade calorífica é adquirida pela comparação de um
material com capacidade calorífica conhecida de outro material [18].
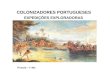
A fusão cristalina aparece como um pico endotérmico, ele aparece apenas em análises
de polímeros semicristalinos, pois é neste momento que a cristalinidade dos polímeros se
desfaz. Já a cristalização é um pico exotérmico, ocorre antes da fusão cristalina, e também
ocorre apenas em polímeros semicristalinos [18].
A cura de resinas é um pico exotérmico, assim obtendo a temperatura de inicio. Após
esta obtenção, podem-se traçar isotermas das temperaturas entre a inicial e a final da cura, para
então saber a temperatura ótima e o tempo de cura de cada temperatura [18].
A presença de aditivos interfere na Tg e no processo de fusão, por isso pode ser
identificado, se há ou não aditivos na amostra. Outros fatores que podem ser analisados através
da curva de DSC são: grau de cristalinidade do polímero e identificação de misturas poliméricas
permitindo calcular a fração de cada polímero na mistura [18].
Figura 03: Curva de DSC apresentando Transição vítrea e fusão cristalina [03].

I.4 ANALISE TERMICA DINÂMICO-MECÂNICA (DMA)
A análise térmica dinâmico-mecânica (DMA) é mais sensível que a DSC, esta análise
associa propriedades macroscópicas do material às suas relaxações moleculares, e as
mudanças conformacionais às deformações microscópicas. Algumas propriedades que podem
ser obtidas são: tenacidade, resistência ao impacto, envelhecimento, tempo de vida sobre fadiga,
rigidez, resistência a propagação de trincas, grau de cura, efeitos de aditivos e plastificantes,
miscibilidade de blendas, temperatura de transição vítrea (Tg) e temperatura de fusão cristalina
(Tm) [17, 28, 29]. Esta análise é um ensaio destrutivo porque determina propriedades limites da
amostra [28].
Materiais poliméricos são viscoelásticos, isso significa que apresentam propriedades que
vão de um liquido viscoso até uma borracha elástica [17,18,22]. Para um material ser
classificado como elástico, ao sofrer uma tensão senoidal, ele responde imediatamente com uma
deformação senoidal, ou seja, com um ângulo de defasagem de 0° (δ=0°). Já um plástico ou
viscoso, responderia com uma deformação também senoidal, mas com atraso, uma defasagem
de 90° (δ=90°) [18]. Um polímero, por ser viscoelástico, teria um atraso entre os materiais
elásticos e plásticos (0°<δ<90°), e isso acontece porque ocorre rearranjo molecular associados
ao fenômeno de relaxação da cadeia polimérica ou segmentos dela, ou ainda, grupos laterais ou
parte deles [18]. Materiais plásticos obedecem à lei de Newton e os elásticos à lei de Hooke [17].
Durante o ensaio, ocorre armazenamento de energia devido a características elásticas
do material, e dissipação de energia porque há energia mecânica convertida em calor, isso é
produzido pelas relaxações que o material sofre (característica plástica) [18,22,24,30,31]. O
ângulo de defasagem (δ) indica o quanto o material está próximo ou distante do comportamento
puramente elástico ou do comportamento puramente plástico [18].
Através das equações seguintes, podem-se obter as funções da deformação e da tensão
[18]:
Equação 01: ε ( t )=εo . sen (ωt ) [18]
Equação 02: σ (t )=σ0 . sen(ωt+δ) [17]

Onde ε(t) é a deformação no instante t, ε oé deformação de amplitude máxima (<0,5%),
ω é a freqüência de oscilação, t é o tempo no instante, σ(t) é a tensão no instante t, σ 0 é a
tensão máxima e δ é o ângulo de defasagem [18].
A deformação máxima não pode ultrapassar 0,5% porque não pode ultrapassar o limite
de viscoelasticidade do material [18].
Usam-se estas equações para obter o modulo de armazenamento (E’) e o modulo de
perda (E’’), através das seguintes equações [17]:
Equação 03: E'=σ 'ε '
=σ 0ε.cosδ [18]
Equação 04: E' '=σ ' 'ε ' '
=σ0ε. senδ [18]
O armazenamento (tan δ) pode ser obtido pela relação de E’ e E’’ [17]
Equação 05: E ' 'E '
=
σ 0ε. sen δ
σ0ε.cosδ
=tan δ [17]
O calculo do modulo de elasticidade complexo (E¿) é feito da seguinte forma [18]:
Equação 06: E¿=√ (E' )2+(E' ') ² [18]
Mas os módulos E’, E’’ e E¿ são usados apenas em ensaios de tração e flexão, nos de
cisalhamento, usa-se o G’, G’’ e G¿ [18].
O DMA é capaz de detectar relaxações secundarias já o DSC não [27]. A freqüência, a
taxa de deformação e a faixa de temperatura usada dependerão do polímero que será estudado

[17].
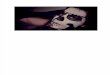
Nas curvas de DMA a Tg vítrea aparece como uma alteração drástica na evolução da
viscoelasticidade em função da temperatura, sendo que na curva de tan δ, ela aparece com um
grande pico (em relação aos outros) [18,29]. Antes do pico da Tg, há apenas fases amorfas e os
pequenos picos indicam relaxações secundarias; e após o pico da Tg ocorre fusão [18].
Figura 04: Curva de DMA do compósito F584/tecido de fibra de carbono 8HS, varredura
dinâmica a 2,5°C/minuto [25].
II. Justificativa
Na indústria aeronáutica, materiais compósitos estão ganhando espaço devido às suas
propriedades mecânicas e de sua baixa massa específica [01-13].
O processamento de compósitos poliméricos por RTM é de baixo custo e fácil manuseio,
além de não deixar o operador entrar em contato com produtos voláteis tóxicos, tornando-o
atraente para introdução na indústria aeronáutica como processo de produção. Outros fatores
importantes do processamento são: possibilidade de produzir peças de dimensões complexas,
grande tamanho e também bom acabamento [12,15-17].
Em função da necessidade de atualização tecnológica, atendendo aos critérios da
legislação ambiental internacional, estabeleceu-se uma colaboração entre grupos de pesquisa e
a indústria objetivando utilizar o processo RTM, mais especificamente o Grupo de Fadiga e
Materiais Aeronáuticos, a EMBRAER e a Hexcel Corporation.
O comportamento mecânico e térmico dos componentes produzidos por RTM pode
variar de acordo com as variáveis iniciais de processamento como temperatura de

processamento, velocidade de injeção e sequência de empilhamento de tecido, e precisam ser
exaustivamente investigados. Portanto a caracterização dos novos materiais como proposta de
substituição daqueles convencionais é de fundamental importância para a produção de um
componente mais avançado e garantir o sucesso da implantação do novo processo na indústria
aeronáutica.
II.1 Exeqüibilidade
No ano de 2006 o grupo de pesquisa: Fadiga e Materiais Aeronáuticos; aprovou dois
projetos para montar o laboratório de processamento em compósitos e caracterização por
microscopia de inspeção acústica. O projeto Universal CNPq processo n° 472570/2006-4
financiou a compra de estufa a vácuo, balança analítica, agitadores magnéticos e máquina
fotográfica digital para ensaio de propagação de trinca em compósitos e pelo projeto FAPESP
processo n° 2006/02121-6 foi adquirido um equipamento de processo RTM, visto na figura 05.
II.2 O Grupo de Pesquisa
O Grupo de Fadiga e Materiais Aeronáuticos do Departamento de Materiais e Tecnologia
da UNESP Campus Guaratinguetá é certificado pelo CNPq e possui grande experiência no
levantamento do comportamento em fadiga de materiais metálicos aeronáuticos utilizados nos
trens de pouso da EMBRAER. Desde 1994 vem sendo estudado neste grupo a fadiga em
compósitos, sendo que dissertações, teses e artigos científicos foram publicados nesta área e
desde 2006 foram aprovados dois projetos, um FAPESP n° 2006/02121-6 e um CNPq n°
472570/2006-4.
Atualmente, diversos trabalhos de pesquisas estão sendo realizados para o estudo do
comportamento em fadiga de alumínio aeronáutico e de algumas ligas de aço revestidas, sendo
que alguns destes trabalhos viabilizaram teses de doutorado. Grande parte destes trabalhos já
foi publicada em congressos e periódicos, sendo uma das publicações premiada com a medalha
de prata da AESF pelo artigo publicado na Plating Surface Finishing.

A empresa Hexcel Composites é líder mundial na produção de compósitos de alto
desempenho. A associação dessa empresa com o projeto justifica-se pelo fato de que a indústria
aeronáutica brasileira tem interesse na aplicação do método RTM como um dos processos de
fabricação de compósitos, o que a conduzirá à necessidade de adquirir desta empresa, incluindo
o sistema bicomponente de altas temperaturas de transição vítrea e curtos ciclos de cura e
tecidos de médio módulo.
III. Objetivo
“O objetivo geral do projeto é processar compósitos por RTM e analisar termicamente as
placas obtidas. Esse projeto também contribuirá para a formação profissional do aluno
Objetivos específicos:
Processar o compósito, de tecido de fibra de carbono “satin 5H ” com matriz de resina
epóxi, via RTM;
Caracterizar termicamente o compósito processado: TGA, DSC E DMA.
Caracterizar termicamente o compósito de fibra de vidro e resina epóxi SC-79
processado pela Embraer ;
IV. Materiais e Métodos
IV.1. Matriz para o compósito com reforço de fibra de carbono
A RTM6 é uma resina epoxídica bicomponente de transição vítrea (Tg) acima de 160°C,
utilizada para a fabricação de componentes aeronáuticos via modelagem por transferência de
resina (RTM).
A resina RTM6 pode ser curada em um intervalo de 160°C à 196°C. Por ser
bicomponente a resina necessita ser pré-catalisada antes do processamento, mas essa
característica permite a um fácil transporte. Outra característica é que esta resina, antes de ser
misturada, tem uma validade em torno de 9 meses, se guardada a menos de 5°C.
Esta resina opera entre temperaturas de -60ºC à no máximo 180ºC.

IV.2. O reforço de carbono
O reforço a ser usado será o tecido para compósitos de alto desempenho, satim 5H. Com
trama HTA 6K, peso nominal 391 g/m², com epóxi em uma face.
Apresenta ainda, de acordo com o fabricante:
Espessura teórica da Lâmina Curada 0,38 mm
Largura Padrão 1304 mm
IV.3. O compósito de fibra de vidro
Neste compósito será usada a resina epoxídica SC-79, que é uma resina bicomponente.
sua cura pode ser feita em duas temperaturas diferentes, à 121°C ou à 177°C. A cura à 121°C
foi desenvolvida para atender a critérios aeronáuticos, com alto desenvolvimento mecânico,
especialmente após aquecimento e resfriamento condicionados.
O reforço de fibra de vidro tipo plain weave foi então agregado á uma matriz SC-79 por
VARTM, produzindo o compósito de tecido de fibra de vidro/sistema epoxídico. Este laminado de
compósito foi fornecido para a EMBRAER em forma de placa, onde será realizada a confecção
dos corpos-de-prova para as análises térmicas do mesmo.
IV.4. O Processo
O processo RTM consiste num sistema de injeção de resina fluida em uma molde
contendo o reforço já devidamente colocado. O processamento dos compósitos será feito
utilizando o equipamento Radius 2100cc RTM Injector (adquirido pelo Processo FAPESP n°
2006/02121-6 no DMT-FEG-UNESP) é um sistema de pressão controlada, projetado para
injeção de uma resina ou de uma composição de resinas. O cilindro injetor de resina contém um
pistão que se move por um dispositivo de ativação pneumática acoplado ao cilindro. O material
aquecido é transferido através de uma linha de injeção conectada a uma ferramenta. Todo o
equipamento é montado sobre um suporte com rodas e é acompanhado ainda por um sistema
de aquisição de dados.

IV.5. Caracterizações Térmicas
IV.5.1 Termogravimetria (TG/DTG)
As amostras serão analisadas em uma termobalança Seiko (modelo TG/DTA 6200),
disponível no DMT/FEG/UNESP, adquirido no Projeto FAPESP nº 08/00171-1, com uma razão
de aquecimento de 20 ºC.min-1, em fluxo de nitrogênio no intervalo de temperatura de 25 a 600
ºC utilizando aproximadamente 10 mg de cada amostra. A análise será aplicada ao reforço, à
resina e aos compósitos, a fim de determinar a temperatura de degradação e a perda de massa
em cada evento térmico.
IV.4.2 Calorimetria Exploratória Diferencial (DSC)
As análises por calorimetria exploratória diferencial (DSC) das fibras, das resinas e dos
compósitos obtidos serão realizadas em um calorímetro DSC Seiko modelo 6220, disponível no
DMT/FEG/UNESP também adquirido no Projeto FAPESP nº 08/00171-1, sob atmosfera de
nitrogênio a uma razão de aquecimento 10ºC.min-1, aquecendo-se cerca de 5 mg de cada
amostra. A faixa de temperatura para as análises será obtida a partir das temperaturas de
degradação dos materiais.
IV.4.3 ANÁLISE DINÂMICO MECÂNICA (DMA)
A freqüência de vibração afeta o compósito de matriz polimérica com conseqüente
influência no desempenho estrutural do eventual componente. Analisar a dependência da
freqüência sobre o compósito de matriz polimérica é essencial para estabelecer o intervalo
operacional da aplicação da estrutura.
Nesse trabalho os compósitos plain weave/MVR444 e plain weave/CYCOM977-2
processados por RTM serão caracterizados utilizando um analisador dinâmico mecânico da
Seiko, do projeto FAPESP nº 08/00171-1. Os parâmetros viscoelásticos serão obtidos por meio
de uma excitação senoidal em quatro diferentes freqüências: 1, 5, 10, 100 Hz. A faixa de
temperatura para as análises será obtida a partir das temperaturas de degradação dos materiais.

V. Cronograma de Execução
ATIVIDADES
MÊS/ANOMA
R
2010
AB
R
201
0
MAI
O
2010
JUN
201
0
JUL
201
0
AG
O
2010
SET
201
0
OU
T
201
0
NO
V
201
0
DEZ
201
0
JAN
201
1
FEV
201
1
MA
R
2011
Pesquisa Bibliográfica
Elaboração do Projeto
Avaliação do Projeto
Processamento
Análise Térmica DSC
Análise Térmica DMA
Análise Térmica TGA Relatório
Publicação
Legenda: Será feito em ().
VI. Referências Bibliográficas
[01] Callister Jr.,W.D. Fundamental of Materials Science and Engineering. 5ª Edição. Editora
John Wiley & Sons Inc. EUA.2001.
[02] Cândido, G.M.; Almeida,S.F.M.; Rezende,M.C. Processamento de Laminados de
Compósitos Poliméricos Avançados com Bordas Moldadas. Polímeros vol.10 n.1 São Carlos
Jan./Mar. 2000.
[03] Mazur, R.L.; Botelho, E.C.; Costa,M.L.; Rezende,M.C. Avaliações térmica e reológica a
matriz termoplástica PEKK utilizada em compósitos aeronáuticos. Polímeros vol.18 no.3 São
Carlos July/Sept. 2008.
[04] Rezende,M.C.; Botelho,E.C. O Uso de Compósitos Estruturais na Indústria
Aeroespacial. Polímeros: Ciência e Tecnologia, vol.10, nº 2, 2000.
[05] Levy Neto, F. Compósitos estruturais. Editora Edgar Blucher. 2006.
[06] Rezende,M.C.; Botelho,E.C. Compósitos aeronáuticos processados a partir de fibras de
carbono impregnadas com poliamida 6/6 via processo de polimerização interfacial.
Biblioteca digital do ITA. 2002.

[07] Mayer, S.; Rezende, M.C.; Botelho, E.C. Avaliação da Resistência à Fadiga de
Compósitos Reparados de Fibra de Carbono/Epóxi. 17º CBECIMat - Congresso Brasileiro de
Engenharia e Ciência dos Materiais, Foz do Iguaçu, PR, Brasil. 2006.
[08] Gay, D.; Hoa, S.V.; Tsai, S.T. Composite Materials (Desing and Applications). Editora
CRC. 2003.
[09] Paiva, J.M.F.; Mayer,S.; Rezende, M.C. Comparison of tensile strength of different
carbon fabric reinforced epoxy composites. Mat. Res. vol.9 no.1 São Carlos Jan./Mar. 2006.
[10] Mayer,S.; Rezende,M.C.; Botelho,E.C. Avaliação da Resistência à Fadiga de
Compósitos Reparados de Fibra de Carbono/Epóxi. 17º CBECIMat - Congresso Brasileiro de
Engenharia e Ciência dos Materiais, Foz do Iguaçu, PR, Brasil. 2006.
[11] Nohara,LB.; Kawamoto, A.M.; Nohara, E.L.; Rezende, M.C. Otimização da
interface/interfase de compósitos termoplásticos de fibra de carbono/PPS pelo uso do
poli(ácido âmico) do tipo BTDA/DDS. Polímeros vol.17 no.3 São Carlos July/Sept. 2007.
[12] Fontoura;C.M. Desenvolvimento de hélice de material compósito polimérico utilizando
a moldagem por transferência de resina. Tese de mestrado. UFRGS: Universidade Federal do
Rio Grande do Sul . 2009.
[13] Souza, E.B. Resistência ao Cisalhamento Iosipescu do Compósito Laminado
Reforçado com tecido de Fibras de Vidro/Epóxi. Tese de mestrado. UNIFEI. 2006.
[14] Magnum Venus Plastech Ltd.
<http://images.google.com.br/imgres?imgurl=http://www.plastech.co.uk/Images/JEC%2520RTM
%2520Diagram.jpg&imgrefurl=http://www.plastech.co.uk/Mtrtm.html&usg=__P3-
634tpH7079TRPxE4M0p9hJg0=&h=388&w=581&sz=39&hl=pt-BR&start=2&itbs=1&tbnid=DPTh-
ZDUAHp8oM:&tbnh=89&tbnw=134&prev=/images%3Fq%3Drtm%26hl%3Dpt-BR%26gbv
%3D2%26tbs%3Disch:1 >, acesso em 17 de março de 2010.
[15] Amorim jr.,W.F.; Chaves, G.Q.; Calado, V.M.A.; Bastian, F.L. Processamento de Placa
Espessa de Compósito Através de Moldagem por Transferência de Resina. Matéria (Rio
J.) vol.11 no.3 Rio de Janeiro July/Sept. 2006.
[16] Hiller, G.R.; Filla Jr., J. L.; Schmidt, T.M.; Amico, S.C. Influência das Condições de
Moldagem por Transferência de Resina (RTM) no Comportamento Mecânico de
Compósitos Poliméricos. 17º CBECIMat - Congresso Brasileiro de Engenharia e Ciência dos
Materiais, Foz do Iguaçu, PR, Brasil. 2006.
[17] Ornaghi Jr.,H.L. Caracterização Mecânica e Dinâmico-Mecânica de Compósitos Híbridos
Vidro/Sisal Moldados por RTM. Tese de mestrado. UFRGS: Universidade Federal do Rio
Grande do Sul . 2009.
[18] Canevarolo Jr.,S.V. Técnicas de Caracterização de Polímeros. 1ª Edição. Editora
Copolímeros: Miscibilidade e Compatibilidade. Quim. Nova, Vol. 33, No. 2, 438-446, 2010.

[19] Carneiro, E.A.; Lopes, A.A.S.; Hiluy Filho, J.S.; Mazzetto, S.E.; Carioca,J.O.B. Síntese,
Caracterização e Análise Termogravimétrica de Aditivo Oriundo de Fonte Natural e
Renovável. 3° Congresso Brasileiro de P&D em Petróleo e Gás. Salvador, BA, Brazil. 2005.
[20] Cortez, J.V.C. Análise Termogravimétrica da Bioespuma Poliuretana do Projeto de
Produto Gasolimp como Agente Cogerador de Energia. 2nd International Workshop |
Advances in Cleaner Production. São Paulo. Brasil. 2009.
[21] Nassar, E.J.; Ávila, L.R.; Pereira, P.F.S.; Nassor, E.C.O.; Cestari, A.; Ciuffi, K.J.; Calefi, P.S.
Fenilsilicato Dopado Com Eu III Obtido Pelo Método Sol-Gel. Quím. Nova. vol.30. no.7 .São
Paulo. 2007.
[22] Spinardi Jr., W. Síntese de Dispersões Aquosas de Poliuretano como Proposta de
Substituição ao Látex Natural. Tese de Mestrado. UNICAMP. Campinas, SP, Brasil. 2001.
[23] Quental, A.C.; Carvalho, F.P.; Tada, E.S.; Felisberti, M.I. Blendas de PHB e Seus
copolímeros: miscibilidade e compatibilidade. Quím. Nova vol.33 no.2 São Paulo 2010.
[24] Almeida, A.E.F.S.; Ferreira, O.P. Poliuretana derivada de óleos vegetais exposta ao
intemperismo artificial. Polímeros vol.16 no.3 São Carlos. 2006.
[25] Costa, M.L.; Paiva, J.M.F.; Botelho, E.C.; Rezende, M.C. Avaliação térmica e reológica do
ciclo de cura do pré-impregnado de carbono/epóxi. Polímeros vol.13 no.3 São
Carlos July/Sept. 2003.
[26] Cassu, S.N. Blendas de poli(alcool vinilico) e poli(vinil pirrolidona) : estudo do
comportamento de fases. Tese de Mestrado. UNICAMP. 1995.
[27] Rocha, S.M. Modificação do Poli (metacrilato de metila) com Poli (epicloridrina-co-
oxido de etileno: Cinética de Polimerização e Caracterização Estrutural por Análise
Dinâmico-Mecânica, Ensaios Mecânicos e de Intumescimento. Tese de Doutorado.
UNICAMP. 1998.
[28] Cassu, S.N.; Felisberti, M.I.; Comportamento Dinâmico-Mecânico e Relaxações em
Polímeros e Blendas Poliméricas. Quím. Nova [online]. 2005, vol.28, n.2, pp. 255-263.
Artliben. 2003.
[29] Mendieta-Taboada, O.; Carvalho, R.A.; Sobral, P.J.A. Análise Dinâmico-Mecânica:
Aplicações em Filmes Comestíveis. Quím. Nova vol.31 no.2 São Paulo. 2008.

[30] d’Almeida, A.L.F.S.; Barreto, D.W.; Calado, V.; d’Almeida, J.R.M. Efeito de Tratamentos
Superficiais em Fibras de Piaçava Sobre o Comportamento Dinâmico-Mecânico de
Compósitos de Matriz Poliéster Isoftálica. 17º CBECIMat - Congresso Brasileiro de
Engenharia e Ciência dos Materiais, Foz do Iguaçu, PR, Brasil. 2006.
[31] Prado, E.A. Estudos de Relaxações em Copolímeros de Etileno-co-Acetato de Vinila
por Fotoluminescência e Análise Dinâmico-Mecânica. Tese de Doutorado. UNICAMP. 2001.