Embed Size (px)
Citation preview

mm
PROCESSAMENTO DE COMPÓSITOS LAMINADOS DE DYNEEMA®/ALUMINA VIA PRENSAGEM A QUENTE
Clara L. Nogueira*, Cristina M. A. Lopes, Francisco C.L. Melo
Divisão de Materiais do Instituto de Aeronáutica e Espaço (IAE) – CTA Praça Mal. do Ar Eduardo Gomes, 50, Vila das Acácias, 12228-904, São José dos Campos - SP – [email protected]* , [email protected], [email protected]
Processing of laminated composites of Dyneema®/alumina by hot compression molding This work presents the processing and manufacture of sandwich structures of polymer/alumina laminates composites for ballistic application. The polymeric phase is composed of Dyneema®, a polymer/polymer fiber composite of ultra high molecular weight polyethylene (UHMWPE). The ceramic layers were submitted to different surface treatment, such as sand etching and silanization. Two different room temperature cutting techniques were evaluated for these composites. Better results were obtained using a diamond cutting disk, while abrasive water jet caused delamination and the layered structure collapsed. A preliminary study of interface using scanning electron microscopy (SEM) was also carried out and showed that the treatments induced changes on the interface. Introdução
Os materiais compósitos que utilizam fibras de polietileno de ultra alta massa molar
(UHMWPE) como matriz polimérica, vem se destacando como um dos mais modernos e eficientes
materiais para aplicações em blindagem balística. Devido as suas excelentes propriedades de
resistência ao impacto e à abrasão superiores a de qualquer outro termoplástico, esses materiais são
utilizados na produção de painéis de proteção contra rifles, em automóveis, aviões, helicópteros e
barcos, além de capacetes e coletes à prova de balas [1,2]. Porém, para responder adequadamente a
diversos níveis de ameaça a blindagem normalmente incorpora materiais de diferente natureza,
sendo que cada um desempenha uma função específica dentro do conjunto. Os materiais
empregados nas blindagens compostas mais comuns são as cerâmicas, os tecidos de fibras
poliméricas e os metais, tais como aço e ligas de alumínio. Uma configuração tradicional de
blindagem composta é a que compreende camada frontal de cerâmica e posterior de tecido de fibras
poliméricas [3]. Visando o aumento da eficiência balística dos compósitos de fibras poliméricas,
sem aumentar significativamente a densidade de área do compósito, foram concebidas estruturas
sanduíche de híbridos laminados alumina/polietileno utilizando como reforço placas de alumina
com diferentes tipos de tratamentos superficiais.
O presente trabalho tem como objetivo apresentar o processo de obtenção desse material,
investigar técnicas de corte e fazer uma avaliação prévia das interfaces matriz/reforço obtidas com
alumina submetida a diferentes tratamentos superficiais.
Anais do 9o Congresso Brasileiro de Polímeros
Experimental
Materiais
Como matriz foram utilizadas lâminas com fibras contínuas de Dyneema® HB25 (DSM)
com orientação de 0o/90o e como material de reforço foi utilizada a Alumina 1100 (Alcoa),
aditivada com Nióbio, Magnésio, Sílica e Zircônia.
Preparação e tratamento da alumina
A alumina foi processada em forma de pastilhas com 4,5 cm de diâmetro e
aproximadamente 2 mm de espessura numa prensa uniaxial com pressão aplicada de 40 MPa e
sinterizada num patamar de temperatura de 1450 oC por 1 hora.
Dois grupos de amostras de cerâmica foram preparados: sem modificação da superfície
(Alumina L) e submetidas a tratamento abrasivo com jato de areia para aumentar a rugosidade
(Alumina R). Todas as amostras foram limpas em banho ultrassom com acetona, álcool etílico e
água deionizada por 15 minutos em cada solvente. Após secagem as cerâmicas foram tratadas com
ácido clorídrico 94 % por 1 h a 90 oC em banho termostatizado, limpas com água deionizadas e
secas em estufa convencional. Amostras dos dois grupos foram então recobertas com um dos dois
diferentes tipos de agente silano: bis (trietoxisililpropil)aminosilano , pré-hydrolizado em solução
2% v/v em etanol/água 60/40 v/v (Al-L NH3 e Al-R NH3), e hexadecil triclorosilano em solução de
tolueno 2% v/v (Al-L-Cl e AL-R-Cl). Os tratamentos foram feitos em temperatura ambiente por 1
hora. Posteriormente as amostras foram lavadas com água destilada e secas em estufa a 100 oC por
30 minutos. A tabela 1 resume as características das diferentes amostras de alumina que foram
utilizadas no processamento dos compósitos.
Tabela 1: Amostras de alumina utilizadas na preparação dos compósitos híbridos polímero-
cerâmica
Tratamentos Amostras
Jato de areia HCl Amino silano Cloro silano
AL-L não sim não não
AL-L-NH3 não sim sim não
AL-L-Cl não sim não sim
AL-R sim sim não não
AL-R-NH3 sim sim sim não
AL-R-Cl sim sim não sim
Anais do 9o Congresso Brasileiro de Polímeros
Processo de obtenção dos compósitos
Os compósitos foram obtidos pelo processo de moldagem por compressão a quente numa
prensa hidráulica da marca Ciola na qual foram adaptadas duas placas de aço SAE 4340 com
dimensões de 600mm x 500mm, aquecidas por meio de doze resistências elétricas. Esse sistema
possui um controlador universal de processos, modelo N1100 e um registrador eletrônico LogBox,
fabricados pela Novus Produtos Eletrônicos LTDA. A Figura 1 mostra uma vista geral do
equipamento de moldagem por compressão a quente utilizado.
Figura 1 – Vista geral do equipamento de moldagem por compressão a quente constituído por
prensa hidráulica, sistemas de controle de aquecimento e de aquisição de dados.
Para a obtenção dos compósitos foram cortadas 48 lâminas de Dyneema® com dimensões
de 20cm x 20cm e utilizadas 6 pastilhas de alumina com diferentes tratamentos, como descritos
previamente. Inicialmente, foram empilhadas 24 lâminas de Dyneema® e sobre elas foram
distribuídas as seis pastilhas de alumina e finalmente foram empilhadas as outras 24 camadas
restantes, utilizando como desmoldante filmes de Armalon® e Mayler® nas duas superfícies do
compósito. As placas da prensa foram submetidas a um programa de aquecimento de 5 oC/min até
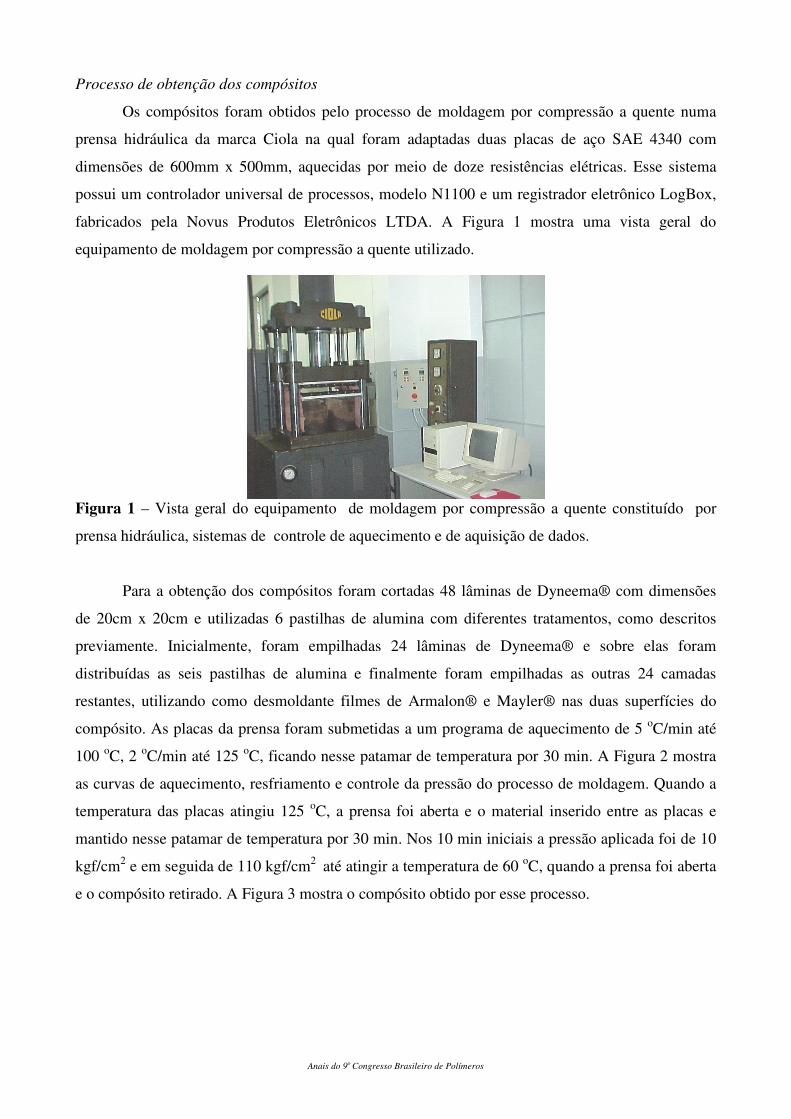
100 oC, 2 oC/min até 125 oC, ficando nesse patamar de temperatura por 30 min. A Figura 2 mostra
as curvas de aquecimento, resfriamento e controle da pressão do processo de moldagem. Quando a
temperatura das placas atingiu 125 oC, a prensa foi aberta e o material inserido entre as placas e
mantido nesse patamar de temperatura por 30 min. Nos 10 min iniciais a pressão aplicada foi de 10
kgf/cm2 e em seguida de 110 kgf/cm2 até atingir a temperatura de 60 oC, quando a prensa foi aberta
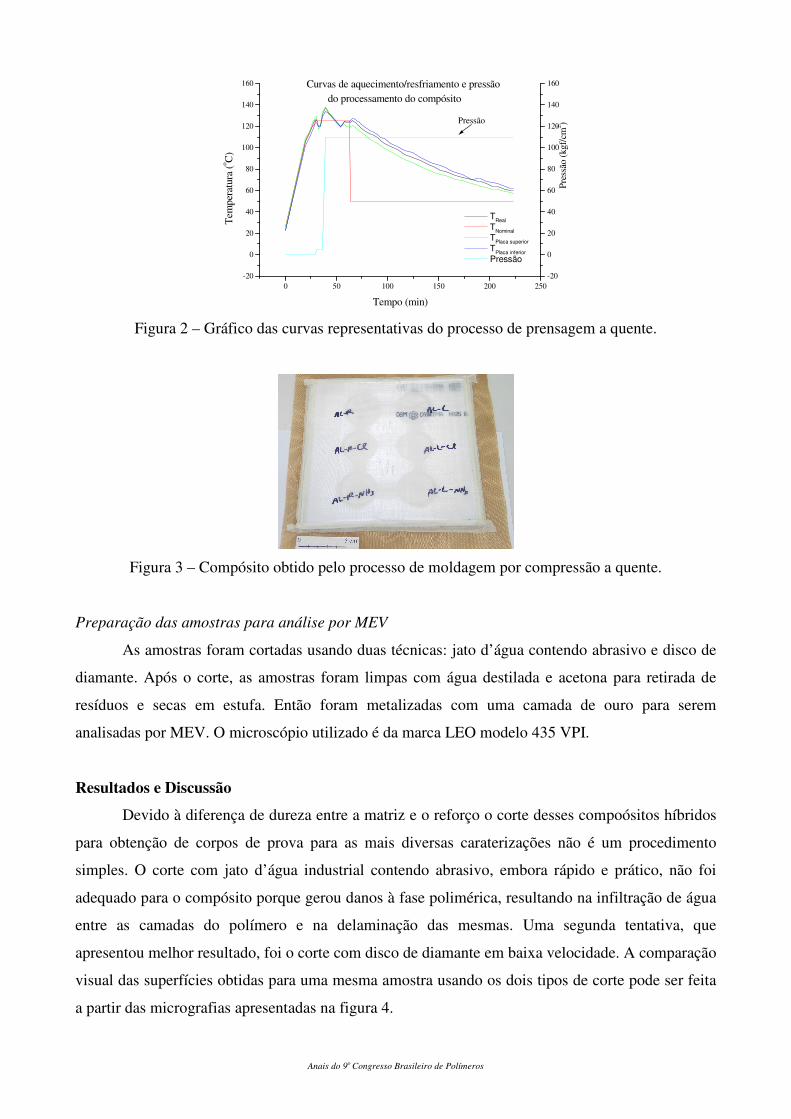
e o compósito retirado. A Figura 3 mostra o compósito obtido por esse processo.
Anais do 9o Congresso Brasileiro de Polímeros
0 50 100 150 200 250-20
0
20
40
60
80
100
120
140
160
-20
0
20
40
60
80
100
120
140
160
Pressão
Pre
ssão
(kgf
/cm
2 )
Curvas de aquecimento/resfriamento e pressão do processamento do compósito
TReal TNominal TPlaca superior TPlaca inferior Pressão
Tem
pera
tura
(o C)
Tempo (min) Figura 2 – Gráfico das curvas representativas do processo de prensagem a quente.
Figura 3 – Compósito obtido pelo processo de moldagem por compressão a quente.
Preparação das amostras para análise por MEV
As amostras foram cortadas usando duas técnicas: jato d’água contendo abrasivo e disco de
diamante. Após o corte, as amostras foram limpas com água destilada e acetona para retirada de
resíduos e secas em estufa. Então foram metalizadas com uma camada de ouro para serem
analisadas por MEV. O microscópio utilizado é da marca LEO modelo 435 VPI.
Resultados e Discussão
Devido à diferença de dureza entre a matriz e o reforço o corte desses compoósitos híbridos
para obtenção de corpos de prova para as mais diversas caraterizações não é um procedimento
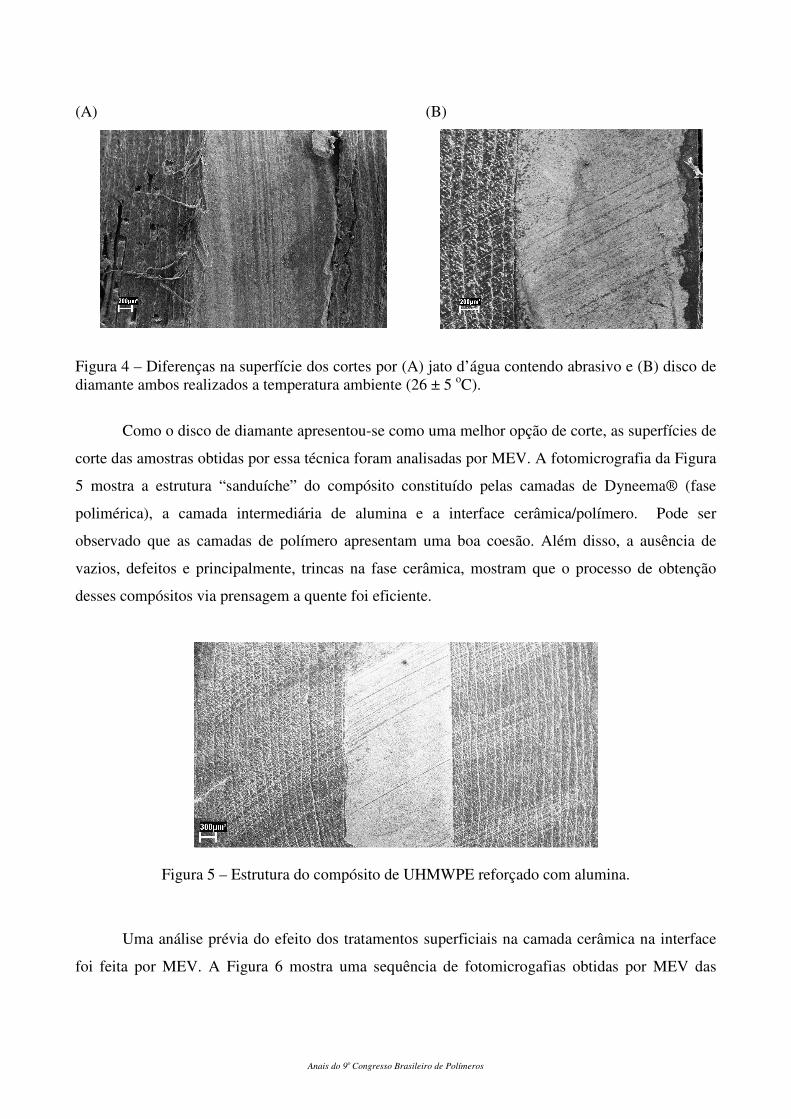
simples. O corte com jato d’água industrial contendo abrasivo, embora rápido e prático, não foi
adequado para o compósito porque gerou danos à fase polimérica, resultando na infiltração de água
entre as camadas do polímero e na delaminação das mesmas. Uma segunda tentativa, que
apresentou melhor resultado, foi o corte com disco de diamante em baixa velocidade. A comparação
visual das superfícies obtidas para uma mesma amostra usando os dois tipos de corte pode ser feita
a partir das micrografias apresentadas na figura 4.
Anais do 9o Congresso Brasileiro de Polímeros
(A)
(B)
Figura 4 – Diferenças na superfície dos cortes por (A) jato d’água contendo abrasivo e (B) disco de diamante ambos realizados a temperatura ambiente (26 ± 5 oC).
Como o disco de diamante apresentou-se como uma melhor opção de corte, as superfícies de
corte das amostras obtidas por essa técnica foram analisadas por MEV. A fotomicrografia da Figura
5 mostra a estrutura “sanduíche” do compósito constituído pelas camadas de Dyneema® (fase
polimérica), a camada intermediária de alumina e a interface cerâmica/polímero. Pode ser
observado que as camadas de polímero apresentam uma boa coesão. Além disso, a ausência de
vazios, defeitos e principalmente, trincas na fase cerâmica, mostram que o processo de obtenção
desses compósitos via prensagem a quente foi eficiente.
Figura 5 – Estrutura do compósito de UHMWPE reforçado com alumina.
Uma análise prévia do efeito dos tratamentos superficiais na camada cerâmica na interface
foi feita por MEV. A Figura 6 mostra uma sequência de fotomicrogafias obtidas por MEV das
Anais do 9o Congresso Brasileiro de Polímeros
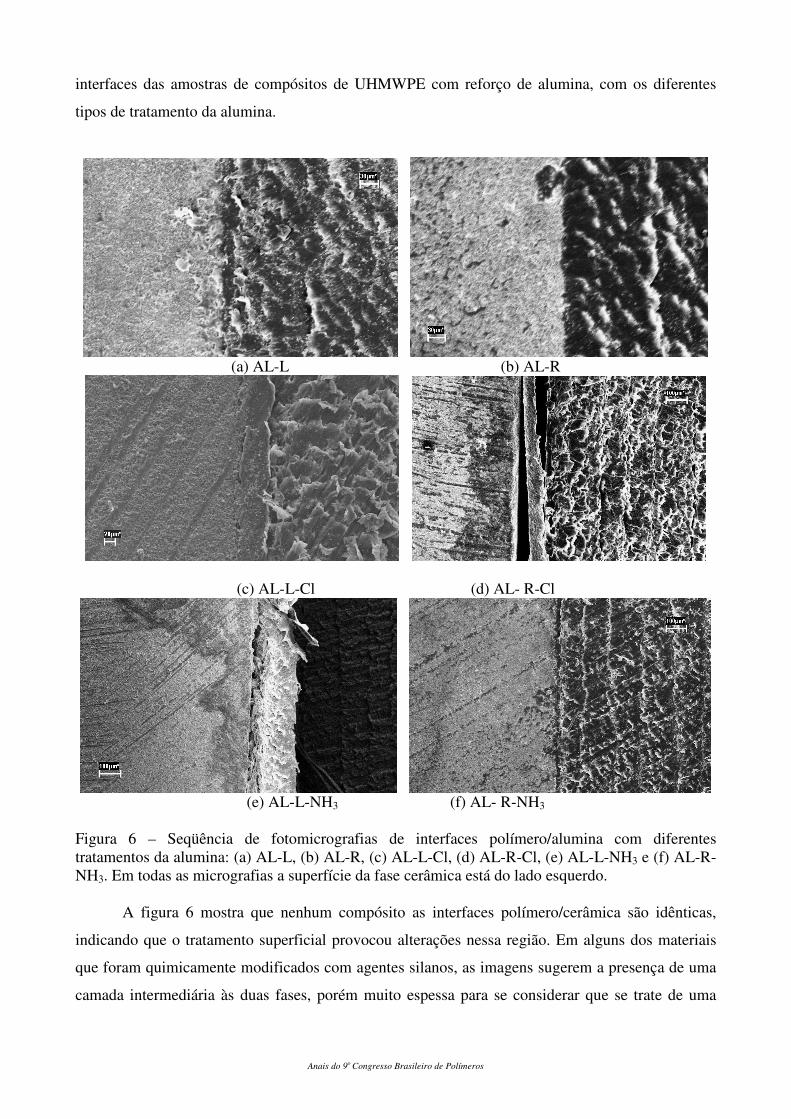
interfaces das amostras de compósitos de UHMWPE com reforço de alumina, com os diferentes
tipos de tratamento da alumina.
(a) AL-L (b) AL-R
(c) AL-L-Cl (d) AL- R-Cl
(e) AL-L-NH3 (f) AL- R-NH3
Figura 6 – Seqüência de fotomicrografias de interfaces polímero/alumina com diferentes tratamentos da alumina: (a) AL-L, (b) AL-R, (c) AL-L-Cl, (d) AL-R-Cl, (e) AL-L-NH3 e (f) AL-R-NH3. Em todas as micrografias a superfície da fase cerâmica está do lado esquerdo.
A figura 6 mostra que nenhum compósito as interfaces polímero/cerâmica são idênticas,
indicando que o tratamento superficial provocou alterações nessa região. Em alguns dos materiais
que foram quimicamente modificados com agentes silanos, as imagens sugerem a presença de uma
camada intermediária às duas fases, porém muito espessa para se considerar que se trate de uma
Anais do 9o Congresso Brasileiro de Polímeros
camada de revestimento de polissiloxano formado a partir da polimerização dos organosilanos
usados no tratamento. Outras análises, tanto morfológicas como mecânicas e espectroscópicas
devem ser efetuadas para elucidar e complementar esses resultados.
Conclusões
A prensagem a quente mostrou-se um método rápido, simples e eficiente para obtenção de
estruturas híbridas laminadas de polímero/cerâmica. Em relação ao corte dessas estruturas à
temperatura ambiente, entre as duas técnicas investigadas, a que apresentou melhor resultado foi o
corte com disco de diamante em baixa velocidade. A técnica de jato d’água contendo abrasivo,
embora mais rápida e prática, danificou a fase polimérica e provocou delaminação das camadas de
Dyneema®. A análise preliminar do efeito da modificação física e/ou química na superfície da
cerâmica sobre a adesão interfacial através de MEV sugere que houve alterações na interface,
porém não foi conclusiva, fazendo necessário o uso de técnicas complementares.
Agradecimentos
Os autores agradecem à empresa Winnstal e ao INPE pelo corte dos compósitos. Referências Bibliográficas 1. B.A. Cheeseman; T.A. Bogetti Comp. Struct. 2003, 61, 161. 2. V.P. McConnell Reinf. Plast. 2006, 50, 20. 3. M.J.N. Jacobs; J.L.J. Van Dingenen J. Mater. Sci. 2001, 36, 3137.





























