Embed Size (px)
Citation preview
PROCESSOS CONSTRUTIVOS E MODIFICAÇÕES MECÂNICAS PARA OTIMIZAÇÃO DA TURBINA DE FLUXO CRUZADO
(MICHEL-BANKI)
*ANTONIO GONÇALVES DE MELLO JUNIOR FABIO RAIA
MURÍLO TADEU WERNECK FAGÁ UNIVERSIDADE PRESBITERIANA MACKENZIE – S. PAULO -
PROFESSORES DA ESCOLA DE ENGENHARIA 1. RESUMO
A turbina de fluxo cruzado, embora apresente faixas de rendimento menores, é de fácil construção, instalação, operação e manutenção. Sendo praticamente independente de peças fundidas, pode ser fabricada em oficinas de manutenção de tratores e implementos agrícolas, com máquinas básicas de usinagem e solda, sem requerer sofisticada orientação e supervisão. Além disso, a qualificação da mão de obra pode ser conseguida com fácil treinamento. Este trabalho propõe alterações na concepção e fabricação do rotor e injetor, dois importantes componentes para o desempenho da turbina de fluxo cruzado. O objetivo é aumentar o alcance da aplicação dessas turbinas, tornando-as uma importante opção energética em áreas agrícolas.
2. ABSTRACT
The cross-flow turbine, although presenting ranges with lower performance, has important advantages such as its easy construction, installation, operation and maintenance. Being practically independent from melted pieces, it can be manufactured in small sites such as maintenance places for tractors or other agricultural facilities, with basic manufacturing and welding equipment, and without requesting sophisticated guiding and supervision work. Moreover, the qualification of technicians is achieved by easy training. This work proposes changes in the concept and production of the rotor and injector, which are two important components for improving the performance of a cross-flow turbine. The aim is to increase its application range, making those turbines an interesting energy option for agricultural areas. 3. INTRODUÇÃO
Na América do Sul, através de estudos desenvolvidos pela OLADE (Organização Latino Americana de Energia) no início da década de oitenta, muitos países aderiram e desenvolveram de forma completa ou, mais simples e rústica, a turbina de fluxo cruzado.
A necessidade no desenvolvimento de soluções energéticas descentralizadas de baixo custo e de pequeno impacto ambiental, que contribuam ao desenvolvimento de localidades isoladas, prescinde do aproveitamento do potencial hidráulico das microcentrais hidroelétricas.

Dentro deste contexto as turbinas de fluxo cruzado, de fácil construção, instalação e manutenção vem sendo empregadas em diversos países, apresentando satisfação e avanços no desenvolvimento técnico.
A turbina de fluxo cruzado tem como partes fundamentais: o rotor e o injetor. O trabalho apresenta alternativas de construção e modificação destes dois componentes, visando não requerer sofisticada infraestrutura.
Figura 1. Rotor Figura 2. Injetor A escolha dos dados para o dimensionamento da turbina visou garantir o
suprimento de energia em uma pequena comunidade, sítio ou casa de veraneio de uma região isolada, sem acesso a energia elétrica e capaz de desenvolver suas necessidades com a utilização da turbina. A acessibilidade, no aspecto construtivo, visou não dificultar os procedimentos construtivos, operacionais, seleção de materiais, usinagem, montagem e ensaios.
Para atender os requisitos dimensionais citados anteriormente adotou-se como dados de projeto os seguintes valores:
Altura de queda de 12 m Vazão de 150 l /s, Rendimento de 60%, (construção clássica). Isso prevê um potencial
turbinável de 10,0 kW. Das premissas anteriores, chegou-se as principais dimensões do rotor da
turbina: Diâmetro = 220,0 mm , Comprimento = 240,0 mm e n = 610,0 rpm
(rotações por minuto)
4. ASPECTOS CONSTRUTIVOS O principal aspecto, levado em conta no desenvolvimento, projeto e
fabricação do rotor, foi à adoção do eixo da turbina não passante, mas flangeado nos discos laterais do rotor.
O eixo das turbinas de fluxo cruzado tradicionais é projetado de forma passante, ou seja, passa pela parte interna do rotor (NAKARMI, K.,1993). Essa concepção, por mais cuidado que se tome, não elimina os possíveis choques da água no eixo da turbina, internamente, o que pode reduzir sua eficiência.

Figura 3. Detalhe do eixo flangeado no disco lateral do rotor Por outro lado, o eixo flangeado exige um maior cuidado durante a
fabricação, quer no posicionamento e fixação do flange do eixo com os discos laterais da turbina, quer na usinagem do conjunto ou mesmo no alinhamento final de montagem dos rolamentos, evitando-se assim, possíveis vibrações indesejáveis para a estabilidade do conjunto.
Figura 4. Tubos e corte dos mesmos para a confecção das pás do rotor. O projeto do rotor teve ainda a utilização de pás com espessuras maiores
que as convencionais, estipuladas inicialmente em 5,0 mm, e verificadas no cálculo dimensional, isso devido a conservar a estabilidade e resistência geral com a falta do eixo passante.
O número de pás do rotor, para compensar a espessura das mesmas, foi escolhido com o menor valor possível dentro da faixa recomendada entre 16 a 24 pás (WIDMER, R,1993), sendo utilizadas 16 pás.
As pás foram obtidas de tubos de aço comercial sem costura de DN 3” (polegadas) sendo possível aproveitar 3 pás em cada pedaço de tubo de comprimento 260,0 mm”.
Os discos laterais do rotor, aos quais as pás são soldadas, foram cortados de chapas de espessura 12 mm. Os discos foram usinados em um pré-desbaste e as

aberturas para encaixe das pás foram traçadas de acordo com as dimensões e ângulos pré-determinados.
As aberturas para encaixe das pás foram fresadas na fresadora universal, na tolerância exata da espessura das bordas da pá, 4 mm, tendo em vista que um aspecto construtivo não previsto veio a colaborar com o posicionamento, alinhamento e soldagem das pás, ou seja, um rebaixo de ambos os lados da pá de 10 mm, com uma espessura de 4 mm, 1mm inferior e a espessura útil da s mesma.
Figura 5. Disco lateral do rotor e detalhe do corte para encaixe das pás O processo de soldagem utilizado para solda das pás nos discos laterais foi
o de eletrodo revestido, facilitado por mais um detalhe de projeto, a face da borda da pá em ambos as extremidades, ficaram 3,0 mm abaixo da face do disco lateral, permitindo um enchimento de solda tipo tampão. Esse processo facilitou a soldagem e principalmente o acabamento de usinagem efetuado na face dos discos laterais.
Os eixos foram obtidos de barras laminadas em material ABNT 1020, com o DN de 2” (polegadas). Os mesmos foram torneados e soldados às flanges de ligação com os discos laterais. Após o ajuste entre os flanges dos eixos e o rotor, o conjunto completo do rotor foi repassado no torno, para garantir o alinhamento dos eixos e verificar o balanceamento estático.
O cálculo estrutural para verificação das tensões e das vibrações foi realizado com a utilização do processo de elementos finitos utilizando-se o software ANSYS, cuja apresentação encontra-se anexa.

Figura 6. Análise em elementos finitos das tensões nas pás e flanges
Figura 7. Análise em elementos finitos das tensões no eixo. A outra peça de importância na turbina de fluxo cruzado é o injetor, cuja
concepção utilizada no projeto foi o desenho radial, desenvolvido pelo fabricante CINK (CINK 1998) , da Eslováquia, conceituado fabricante de turbinas de fluxo cruzado em preferência ao tradicional injetor do fabricante Ossberger (Ossberger 1998) , da Alemanha.
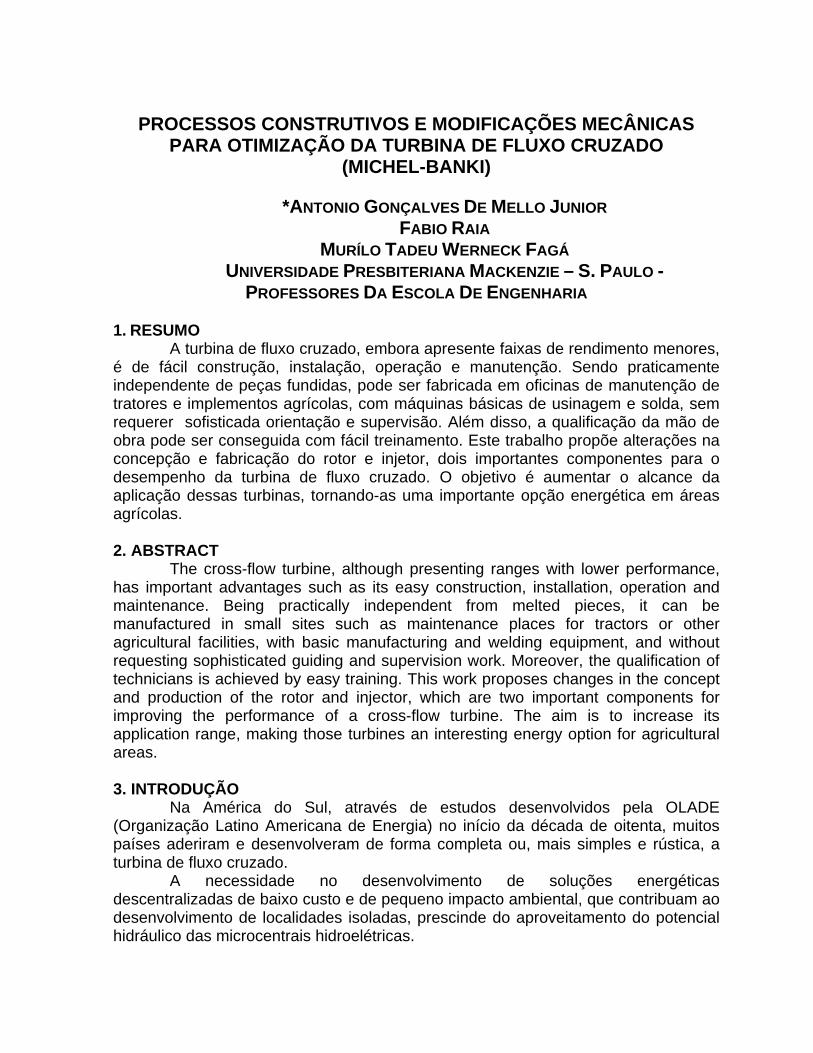
O desenho do injetor foi executado ponto a ponto com distribuição de 150 em 150 da concordância da alimentação da água no rotor perfazendo uma abertura total de alimentação no rotor de 1200.
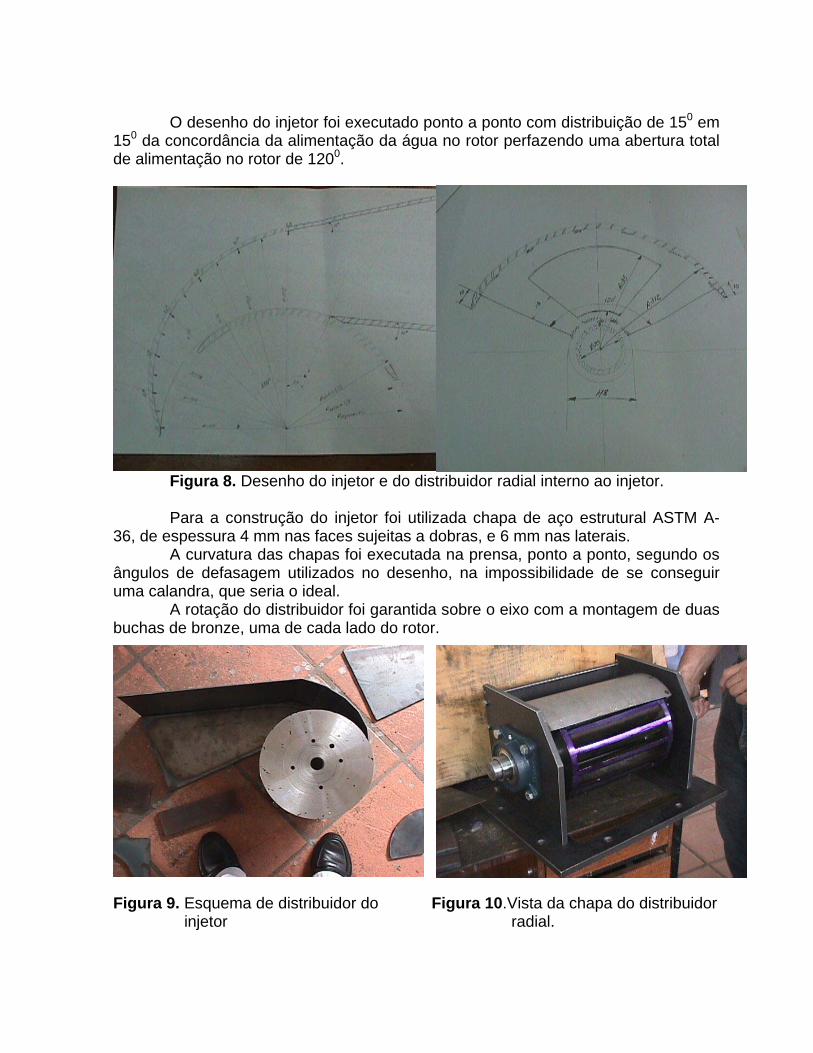
Figura 8. Desenho do injetor e do distribuidor radial interno ao injetor. Para a construção do injetor foi utilizada chapa de aço estrutural ASTM A-
36, de espessura 4 mm nas faces sujeitas a dobras, e 6 mm nas laterais. A curvatura das chapas foi executada na prensa, ponto a ponto, segundo os
ângulos de defasagem utilizados no desenho, na impossibilidade de se conseguir uma calandra, que seria o ideal.
A rotação do distribuidor foi garantida sobre o eixo com a montagem de duas buchas de bronze, uma de cada lado do rotor.
Figura 9. Esquema de distribuidor do Figura 10.Vista da chapa do distribuidor injetor radial.

Para possibilitar a montagem e desmontagem do distribuidor, apenas uma das partes foi soldada ao braço do mancal, sendo o outro lado parafusado após o ajuste durante a montagem.
A sustentação do rotor na caixa da turbina é feita por dois rolamentos de esferas tipo YAR 208-2F suportados pela caixa de rolamentos FY 40TF.
Figura 11. Detalhe da montagem da caixa de rolamento Para o acionamento do distribuidor radial, no controle do fluxo da água para
o rotor, foi utilizado um volante externo, com a possibilidade aberturas intermediárias com travamento por um pino rosqueado.
O acionamento entre o volante manual e o eixo do distribuidor radial é executado por um par de engrenagens em acrílico.
Figura 12.Volante para acionamento Figura 13. Detalhe da engrenagem montada do distribuidor
A estrutura suporte para o conjunto da turbina foi executada de chapas de
aço estrutural ASTM-A36, com espessuras variando de 3/8” a 1/2". Para não comprometer o conjunto estrutural, com possíveis deformações
provenientes das tensões de soldagem, as placas foram ajustadas e parafusadas,

conseguindo ainda neste caso uma estrutura rígida e de fácil desmontagem quando necessário.
A montagem do injetor na parte superior da estrutura da caixa da turbina é de fácil regulagem e fixação, permitindo ajustar a parte curva com a superfície do distribuidor, minimizando as perdas pela fuga de água nas laterais do injetor.
Figura 14. Vista inferior da caixa da turbina Figura 15.Detalhe da placa suporte de ajuste do injetor.
A rotação do gerador, que poderá ser instalado futuramente ao conjunto, de
12 kW, conforme pesquisa realizada no mercado, possui uma rotação de 1800 rpm. Como a turbina terá a plena carga uma rotação de 610 rpm, faz-se necessária uma redução por correia entre o gerador e a turbina.
Os cálculos levaram a seleção de 4 correias trapezoidais tipo B, e uma relação de polias igual a 2,95.
Optou-se para a polia de alumínio no caso da turbina, pois devido o diâmetro de 360 mm, apresentará um peso bem menor. No caso da polia do gerador, a mesma foi executada em aço fundido.
Figura 16. Polia de alumínio montada Figura 17. Montagem da transição para no eixo da turbina. a tubulação.
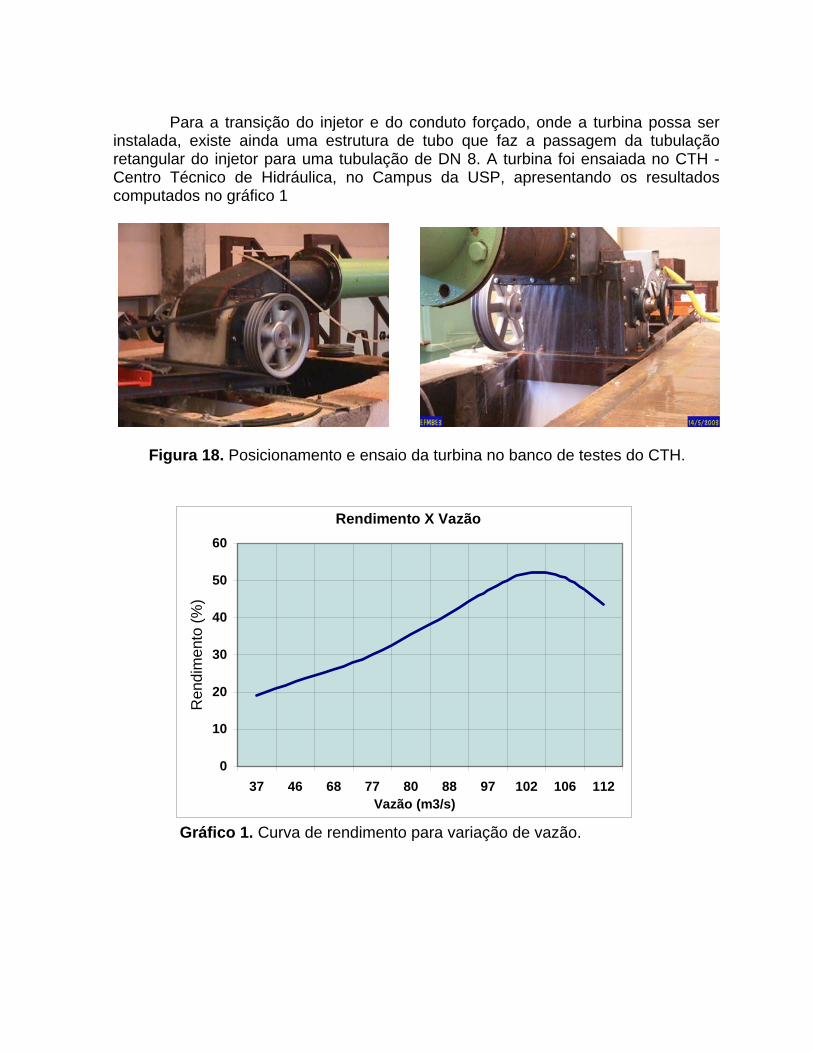
Para a transição do injetor e do conduto forçado, onde a turbina possa ser instalada, existe ainda uma estrutura de tubo que faz a passagem da tubulação retangular do injetor para uma tubulação de DN 8. A turbina foi ensaiada no CTH - Centro Técnico de Hidráulica, no Campus da USP, apresentando os resultados computados no gráfico 1
Figura 18. Posicionamento e ensaio da turbina no banco de testes do CTH.
Rendimento X Vazão
0
10
20
30
40
50
60
37 46 68 77 80 88 97 102 106 112Vazão (m3/s)
Ren
dim
ento
(%)
Gráfico 1. Curva de rendimento para variação de vazão.
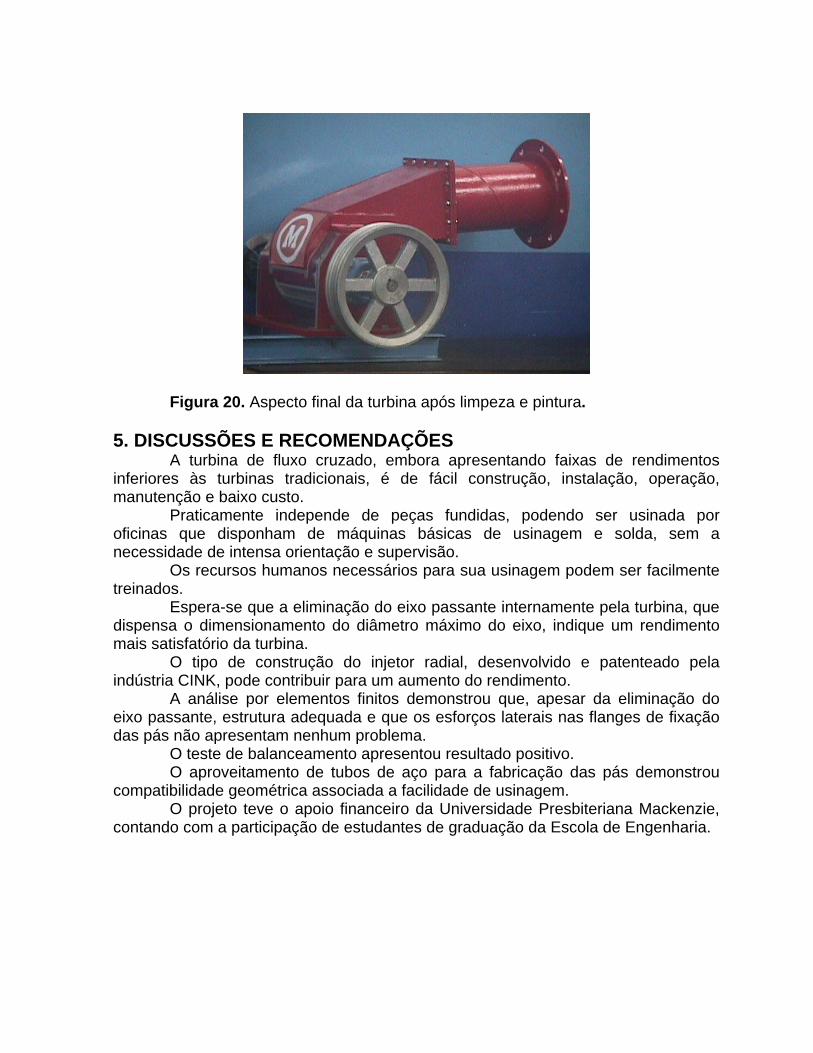
Figura 20. Aspecto final da turbina após limpeza e pintura.
5. DISCUSSÕES E RECOMENDAÇÕES A turbina de fluxo cruzado, embora apresentando faixas de rendimentos
inferiores às turbinas tradicionais, é de fácil construção, instalação, operação, manutenção e baixo custo.
Praticamente independe de peças fundidas, podendo ser usinada por oficinas que disponham de máquinas básicas de usinagem e solda, sem a necessidade de intensa orientação e supervisão.
Os recursos humanos necessários para sua usinagem podem ser facilmente treinados.
Espera-se que a eliminação do eixo passante internamente pela turbina, que dispensa o dimensionamento do diâmetro máximo do eixo, indique um rendimento mais satisfatório da turbina.
O tipo de construção do injetor radial, desenvolvido e patenteado pela indústria CINK, pode contribuir para um aumento do rendimento.
A análise por elementos finitos demonstrou que, apesar da eliminação do eixo passante, estrutura adequada e que os esforços laterais nas flanges de fixação das pás não apresentam nenhum problema.
O teste de balanceamento apresentou resultado positivo. O aproveitamento de tubos de aço para a fabricação das pás demonstrou
compatibilidade geométrica associada a facilidade de usinagem. O projeto teve o apoio financeiro da Universidade Presbiteriana Mackenzie,
contando com a participação de estudantes de graduação da Escola de Engenharia.

6. BIBLIOGRAFIA NAKARMI, K.; ARTER, A.; WIDMER, R. & EISENRING, M. Cross-flow turbine design and equipment engineering. St. Gallen: SKAT Publ., 1993. WIDMER, R.; ARTER, A. & EISENRING, M. Cross-flow turbine fabrication. St. Gallen: SKAT Publ., 1993.
CINK VODNÍ ELEKTRÁRNY a.s. Compact equipment for small: scale hydroelectric power generation. Crossflow turbine with draft tube. Republica Checa, 1998. OSSBERGER – TURBINENFABRIK. The concept of water power. Ossberger, 1998. p.1-16. (Catálogo sobre características da turbina de fluxo cruzado). 7. AGRADECIMENTOS
Aos alunos da engenharia mecânica e funcionários dos laboratórios que participaram da execução deste trabalho, assim como aos professores que auxiliaram com sugestões e apoio.
Ao Instituto Presbiteriano Mackenzie pelo apoio financeiro ao projeto de desenvolvimento deste protótipo.





























