Embed Size (px)
Citation preview

PRODUZINDO COM IMPRESSORA 3D: MAPEAMENTO DO FLUXO DE VALOR DE UM
MICROEMPREENDEDOR
Caio Paessano de Albuquerque Silva
Marcos David Vales
Projeto de Graduação apresentado ao
Curso de Engenharia de Produção da
Escola Politécnica, Universidade Federal
do Rio de Janeiro, como parte dos
requisitos necessários à obtenção do título
de Engenheiro.
Orientador:
Prof.Eduardo Jardim, Ph.D.
Rio de Janeiro
Agosto de 2015

ii
PRODUZINDO COM IMPRESSORA 3D: MAPEAMENTO DO FLUXO DE
VALOR DE UM MICROEMPREENDEDOR
Caio Paessano de Albuquerque Silva
Marcos David Vales
PROJETO DE GRADUAÇÃO SUBMETIDO AO CORPO DOCENTE DO CURSO DE
ENGENHARIA DE PRODUÇÃO DA ESCOLA POLITÉCNICA DA UNIVERSIDADE
FEDERAL DO RIO DE JANEIRO COMO PARTE DOS REQUISITOS NECESSÁRIOS
PARA A OBTENÇÃO DO GRAU DE ENGENHEIRO DE PRODUÇÃO.
Examinado por:
______________________________________________
Prof. Eduardo Galvão Moura Jardim
______________________________________________
Prof. Maria Alice Ferrucio
______________________________________________
Eng. Luis Fernando Lopes
Rio de Janeiro, RJ - Brasil
Agosto de 2015

iii
Silva, Caio Paessano de Albuquerque
Vales, Marcos David
Planejamento e Controle da Produção com Manufatura
Aditiva à luz da metodologia Lean / Caio Paessano de
Albuquerque Silva e Marcos David Vales. – Rio de
Janeiro: UFRJ/ Escola Politécnica, 2015.
XIII, 75 p.: il.; 29,7 cm.
Orientador: Eduardo Jardim
Projeto de Graduação – UFRJ/ Escola Politécnica/
Curso de Engenharia de Produção, 2015.
Referencias Bibliográficas: p. 73-76.
1. Planejamento e Controle da Produção 2. Lean 3.
Manufatura Aditiva 4. Impressora 3D
I. Jardim, Eduardo. II. Universidade Federal do Rio
deJaneiro, Escola Politécnica, Curso de Engenharia
deProdução. III. Planejamento e Controle da Produção
com Manufatura Aditiva à luz da metodologia Lean.

iv
Agradecimentos
Gostaria de agradecer primeiramente à Deus, por ter me dado a oportunidade
de finalizar o curso de Engenharia de Produção e por nunca ter me deixado caído,
sempre revigorando minhas forças.
À minha família, a qual sempre esteve me apoiando nos momentos mais difíceis
e sempre soube me aconselhar. Aos meus pais Celso de Albuquerque Silva e Girlane
Paessano de Albuquerque Silva, que me confortaram e me deram vigor. Carinhosos e
sábios, me auxiliaram nessa jornada. Sempre atentos e de ouvidos abertos para meus
clamores, foram pacientes e me escutaram, me aconselharam e me possibilitaram
chegar onde estou. Aos meus irmão Ciro e Cleto, os quais sempre me espelhei e amei.
Sem eles não seria nada.
À minha namorada Gabrielly Silveira Peçanha, muito paciente e amorosa, sofreu
e riu comigo nas adversidades e felicidades e me deu forças para continuar. Aos meus
sogros Paulo e Denise por serem sogros carinhosos, generosos e sábios.
Aos meus amigos de faculdade Arturo, Caio Araújo, Daniel Fidélis, Edgard,
Fabiano Leoni, Paulo Monteiro, Rodrigo Rocha e Philippe Peçanha que me auxiliaram
durante a jornada de graduação e me proporcionaram momentos de alegria em meio à
tribulações das provas. E claro, ao meu amigo e companheiro Marcos David Vales que
em muito me ajudou.
Aos meus amigos na fé, Filipe Marangone, Hamilton Dias, Márcio Royale, Filipe
Adrenalima e Paulo Gaúcho por compartilharem do mesmo Deus vivo e amoroso e
compartilharem suas alegrias comigo e serem companheiros.
À todos os professores, coordenadores e funcionários do DEI que possibilitaram
a minha chegada à linha final.
E ao nosso orientador e professor, Eduardo Jardim, pela incrível sabedoria no
aconselhamento, por toda a disponibilidade e pela grande ajuda dada ao longo de todo
o projeto.
Caio Paessano de Albuquerque Silva

v
À toda minha família, pelo incentivo, educação, paciência, suporte, confiança e
por todo apoio que sempre me deram.
Ao meu irmão Rafael David Vales, que pediu pro seu nome aparecer no Trabalho
Aos meu grandes amigos, Lucas e Leonardo que desde o início da minha
trajetória universitária me deram suporte nos momentos e avaliações mais difíceis.
Amigos em geral que sempre me proporcionam boas lembranças e entendem
quando não posso comparecer aos compromissos por conta de eventuais
compromissos da universidade.
Em especial ao meu amigo Caio, por sua enorme dedicação e parceria para
concluirmos esse trabalho.
A minha linda amiga Beatriz Stromer Gutierrez, por seu afeto, dedicação, carinho
e paciência.
Ao meu orientador, o professor Eduardo Jardim, pela atenção e transmissão de
conhecimentos.
Finalmente, um agradecimento especial, à Larry Page e Sergey Brin, sem vocês
nada disso seria possível!
Marcos David Vales

vi
Resumo do Projeto de Graduação apresentado à Escola Politécnica/ UFRJ como parte
dos requisitos necessários para a obtenção do grau de Engenheiro de Produção.
PRODUZINDO COM IMPRESSORA 3D: MAPEAMENTO DO FLUXO DE VALOR DE
UM MICROEMPREENDEDOR
Caio Paessano de Albuquerque Silva
Marcos David Vales
Agosto/2015
Orientador: Eduardo Jardim (Ph.D)
Curso: Engenharia de Produção
Nos encontramos em um mundo em constante mudança e cada vez mais competitivo.
A democratização de novas ferramentas de produção como a impressora 3D tem
levantado um novo tipo de produtor, o maker. Este cenário é defendida por alguns como
a nova revolução industrial já que agora todos podem produzir, não somente as grandes
indústrias. Mesmo considerada como uma tecnologia com poucos desperdícios, cabe
mais profundo estudo de tal sobre a impressora 3D. Diante disso, o presente trabalho
visa analisar o processo de produção de um maker a luz da metodologia Lean e
identificar as atividades que agregam valor ao produto e as que são desperdícios.
Usando um algoritmo de quantificação de valor, veremos que existe sim a possibilidade
de melhoria de um processo já considerado enxuto, no que tange a pré e pós impressão
e controles de estoque, conseguindo eliminar 4 das 22 etapas iniciais, reduzir
aproximadamente 15% do tempo de processo e consequentemente o preço final do
produto.
Palavras-chave: Planejamento e Controle da Produção; Lean; Manufatura Aditiva;
Impressora 3D.

vii
Abstract of Undergraduate Project presented to POLI/UFRJ as a partial fulfillment of the
requirements for the degree of Engineer.
3D PRINTER PRODUCTION: VALUE STREAM MAPPING OF
MICROENTREPRENEUR
Caio Paessano de Albuquerque Silva
Marcos David Vales
August /2015
Advisor: Eduardo Jardim (Ph.D)
Course: Production Engineering
We live in a world in constantly changing and increasingly competitiveness. The
democratization of new production tools such as 3D printers has raised a new type of
producer, the maker. This scenario is advocated by some as the new industrial revolution
since now everyone can produce, not only large industries. Even tough the 3D Printer is
regarded as a technology with little waste, it is worth further study of such. Thus, the
present work analyzes the production process of a maker at the light of Lean
methodology and identify the activities that add value to the product and those that do
not. Using a value quantification algorithm, we see that it is possible to improve a process
already considered lean, in terms of pre and post printing and inventory controls,
managing to eliminate 4 of the 22 stages, reducing approximately 15 % of the process
time and consequently the final product price.
Key-words: Planning and Production Control; Lean; Additive Manufactory; 3D printer.

viii
“Nenhum problema pode ser resolvido
pelo mesmo padrão de raciocínio que o
criou".
Albert Einstein

ix
Sumário Índice de Figuras ................................................................................................ xi
Índice de Tabelas ............................................................................................. xiii
Índice de Equações .......................................................................................... xiv
Glossário ........................................................................................................... xv
1. INTRODUÇÃO ............................................................................................. 16
1.1 Motivação ............................................................................................... 16
1.2 Objetivos do Estudo ................................................................................ 17
1.2.1 Objetivos Gerais ............................................................................... 17
1.2.2 Objetivos Específicos ........................................................................ 17
1.3 Relevância do Tema na Engenharia de Produção ................................. 17
1.4 Abordagem ............................................................................................. 18
2. CONTEXTO ESTUDADO ............................................................................. 19
3. REFERENCIAL TEÓRICO ........................................................................... 28
4.1 Economia de escala ............................................................................... 28
4.2 Economia de Escopo .............................................................................. 28
4.3 Manufatura Aditiva .................................................................................. 29
4.3.1 Caminho I: Inércia ............................................................................. 34
4.3.2 Caminho II: Evolução da Cadeia de Suprimentos ............................ 34
4.3.3 Caminho III: Evolução do Produto .................................................... 35
4.3.4 Caminho IV: Evolução do Modelo de Negócio .................................. 35
4.4 Pensamento Enxuto (Lean Thinking) ...................................................... 36
4.5 Quantificação de Valor ........................................................................ 43
4. DIAGNÓSTICO ............................................................................................ 46
5.1 Simulação do Pedido .............................................................................. 46
5.2 Definição do valor padrão de cada atividade .......................................... 52
5.3 Precificação ............................................................................................ 58

x
5. PROPOSTAS ............................................................................................... 61
6.1 Precificação Futura ................................................................................. 68
6. DESDOBRAMENTOS .................................................................................. 69
7. CONCLUSÃO ............................................................................................... 71
Anexos ............................................................................................................. 73
Referências ...................................................................................................... 74
Artigos........................................................................................................... 74
Dissertações e Monografias ......................................................................... 74
Livros ............................................................................................................ 75

xi
Índice de Figuras
Figura 1 - Padrões de Preenchimento .............................................................. 19
Figura 2 - Impressora BotMaker ....................................................................... 20
Figura 3 - Arduino ............................................................................................. 22
Figura 4 - Rapberry Pi ...................................................................................... 22
Figura 5 - Braço de drone impresso por impressora 3D ................................... 23
Figura 6 - Drone com partes impressas na impressora 3D .............................. 24
Figura 7 - Principais produtores de impressora 3D .......................................... 25
Figura 8 - Solidwords – ferramenta de modelagem 3D .................................... 26
Figura 9 - Primeiro lote de chaveiros impresso na impressora 3D ................... 27
Figura 10 - Relação Custo x Unidade .............................................................. 30
Figura 11 - 4 Caminhos de geração de valor ................................................... 31
Figura 12 - Paradigma Lean ............................................................................. 37
Figura 13 - Diminuição de Lead – Tradicional x Lean ...................................... 40
Figura 14 - Fatias da peça no software de impressão ...................................... 47
Figura 15 - Uso de estilete no protótipo ........................................................... 47
Figura 16 - Protótipo ......................................................................................... 48
Figura 17 - Modelagem usando software Sketchup ......................................... 48
Figura 18 - Troca de carretel de cores ............................................................. 49
Figura 19 - Mapa de fluxo de valor - Atual ....................................................... 51
Figura 20 - Impressora MBot Cube3D .............................................................. 52
Figura 21 - Mapa de fluxo de valor - Ideal ........................................................ 57
Figura 22 - Local de adição da extrusora adicional .......................................... 62
Figura 23 - Extrusora Dupla ............................................................................. 62
Figura 24 - Novo local de estoque .................................................................... 63
Figura 25 - Inkscape – Software de tratamento de imagem vetorial ................ 65

xii
Figura 26 - Micro retifica ................................................................................... 65
Figura 27 - Mapa de fluxo de valor - Futuro ..................................................... 67

xiii
Índice de Tabelas
Tabela 1 – Intervalo economicamente viável ................................................... 33
Tabela 2 – Comparação de custos ................................................................... 33
Tabela 3 – Atividades e tempo situação atual .................................................. 50
Tabela 4 – Especificações MBot Cube 3d ........................................................ 53
Tabela 5 - Atividades e tempo situação atual ................................................... 54
Tabela 6 – Comparação de Valor – Situação Atual vs Refrencia ..................... 55
Tabela 7 - Desperdício Total ............................................................................ 56
Tabela 8 - Precificação Situação Atual ............................................................. 60
Tabela 9 – Tabela de Controle de Estoque ...................................................... 64
Tabela 10 - Atividades e tempo situação Futura ............................................. 66
Tabela 11 – Precificação Futura ....................................................................... 68

xiv
Índice de Equações
Equação 1 - Valor Total .................................................................................... 44
Equação 2 – Valor Subsidiário ......................................................................... 44
Equação 3 - Desperdício Total ......................................................................... 44
Equação 4 - Tempo Total ................................................................................. 44
Equação 5 - Valor Real % ................................................................................ 44
Equação 6 - Valor Total % ............................................................................... 44
Equação 7 - Desperdício % .............................................................................. 45
Equação 8 - Variabilidade Valor Real ............................................................... 45
Equação Equação 9 - Desperdício ................................................................... 45
Equação 10 - Gramas de material usado ......................................................... 58
xv
Glossário
Open Soure - Conjunto de princípios e práticas de como escrever um software. "Código
aberto" significa que o código de programação do software está disponível para os
usuários.
Open Hardware – Similar ao “Open Source” porem com o Hardware está disponível
para modificações feitas pelo usuário.
Arduino – Plataforma de prototipagem eletrônica open source baseado na flexível e
fácil interação de hardware e software.
Raspberry Pi – Computador de baixo custo, do tamanho de um cartão de crédito, que
pode ser plugado um mouse teclado e monitor para controle
DIY - “Do it Yourself”, que traduzido do inglês significa “faça você mesmo”
Lean – Filosofia enxuta que busca maximizar o valor gerado para os colaboradores ao reduzir desperdícios de um sistema produtivo.
VSM – Value Stream Mapping (Mapeamento do Fluxo de Valor). Técnica gráfica
utilizada para representar as etapas de consumo ou provisão e desperdícios
associados.
Gemba – Chão de Fábrica.
Muda – Desperdício
Kickstarter - site de startups onde voce coloca uma proposta de projeto e faz uma
arrecadação entre interessados e financia o seu projeto
16
1. INTRODUÇÃO
Nesta introdução, desejamos contextualizar o leitor em relação ao trabalho
realizado bem como trazer as motivações que levaram à realização do mesmo. Para
tanto, inicialmente apresentamos o tema, ou seja, qual é a questão que se deseja
aprofundar e por que ela é importante.
Em seguida, delimitamos os objetivos dessa pesquisa, deixando claro, assim, de
que forma os problemas apresentados serão abordados. Após, falaremos de por que
ele é relevante dentro de nosso contexto da engenharia de produção e qual a
contribuição que esperamos prover à comunidade a partir deste estudo.
Ao final deste capítulo, damos uma visão geral do trabalho, trazendo um resumo
daquilo que será abordado em todos os seus capítulos.
1.1 Motivação
Estamos diante do que muitos chamam de "A Nova Revolução Industrial". Com
a evolução e expansão da internet as informações se tornam cada vez mais disponíveis
e conhecimentos tácitos, antes restrito à uma pessoa podem ser compartilhados para
muitos. Chris Anderson (2012) chega a dizer em seu livro intitulado “Makers: the New
Industrial Revolution” que "A beleza da internet é a democratização dos meios de
invenção e produção. Qualquer pessoas com alguma idéia de serviço pode
comercializá-la com algumas linhas de software." Mesmo aqueles que não tem
conhecimento de programação podem obtê-lo via cursos online gratuitos.
A distância que antes era grande entre o inventor e o produtor é reduzida. Ontem,
para ter acesso aos meios de produção era necessário um espaço físico e tremendo
investimento inicial para aquisição de máquinas e insumos. A internet quebrou esse
paradigma ao possibilitar que inventores fizessem pedidos, de lotes grandes ou
pequenos de seus produtos para fábricas do outro lado do mundo, sem a necessidade
de altos recursos financeiros. Assim, todos podemos ser empreendedores e cada vez
mais surgem incubadoras e aceleradoras que fomentam a cultura maker. Não bastando,
com o advindo da manufatura aditiva com a evolução das impressoras 3D, há hoje, a
possibilidade de se ter uma fábrica no quarto de sua casa e passar as ideias dos bits
para os átomos.

17
Em razão da expertise, dos equipamento e custos de produção em escala, a
indústria tem sido domínio de grandes empresas e profissionais treinados. Com a
evolução da tecnologia o processo de criação de produtos tornou-se digital e com isso
possibilitou que os mesmos sejam produzidos por qualquer pessoa munida de um
computador e conhecimento de programas CAD. Além disso, comunidades maker se
formaram online e servem de ajuda para aqueles que expõem seus projetos na internet.
Cada vez mais o software aberto está em voga.
A escolha do tema de estudo do nosso Projeto de Graduação (PG), a manufatura
aditiva, veio, da possibilidade de se criar objetos através da adição de compósitos e
outros insumos e não o desgaste de materiais parece ser a nova tendência da indústria.
1.2 Objetivos do Estudo
1.2.1 Objetivos Gerais
O objetivo geral deste trabalho é entender como a manufatura aditiva pode
alterar a forma como um maker gera valor e planeja sua produção, no que tange à
processos, giro e quantidade de estoque.
1.2.2 Objetivos Específicos
O objetivo específico é estudar um maker inserido no contexto da manufatura
aditiva, mapear suas atividades e processos e fazer propostas quanto a seu
planejamento e controle da produção e geração de valor, à luz da metodologia lean.
1.3 Relevância do Tema na Engenharia de Produção
O planejamento e controle da produção é um tema de fundamental importância
para o engenheiro de produção, pois o mesmo ajuda a decidir sobre o melhor emprego
dos recursos de produção, assegurando, assim, a execução do que foi previsto no
tempo e quantidade certa e com os recursos corretos. A Associação Brasileira de
Engenharia de Produção (ABEPRO) coloca dentre as competências do engenheiro de
produção, o seguinte:

18
Ser capaz de dimensionar e integrar recursos físicos, humanos e financeiros a fim de produzir, com eficiência e ao menor custo, considerando a possibilidade de melhorias contínuas; (ABEPRO, 2010)1
A relevância deste trabalho se dá pela própria importância de análise dos
processos de produção, a luz da metodologia lean para identificação de oportunidades
de melhoria no mesmo, reduzindo tempo e custo e consequentemente aumentado a
produtividade do produtor em questão.
1.4 Abordagem
Para alcançar o objetivo proposto para o trabalho, localizamos um ex-aluno de
engenharia de produção da UFRJ, Luis Fernando Lopes, que se aventurou pelo mundo
maker e hoje possui uma impressora 3D. Para efeito de estudo, simularemos uma
compra real e utilizaremos os 5 Passos da Filosofia Lean para mapearmos todo o fluxo
de valor do processo de produção desde o recebimento do pedido até a entrega do
produto finalizado ao cliente ao longo de 22 etapas. O mapa de fluxo de valor será feito
para ambas as visões, tanto do produtor quanto a do cliente.
Após o mapeamento, utilizaremos o algoritmo para quantificação do que é Valor
(V) e o que é Desperdício (D), criado pelo orientado deste PG, JARDIM (2014). Desse
modo, cremos que poderemos fazer uma melhor análise e diagnóstico do processo
como ele é hoje e fazer sugestões de melhoria.
1 MÁSCULO, F. S. Um Panorama da Engenharia de Produção. URL:
http://www.abepro.org.br/interna.asp?ss=1&c=924, acessado em 04/07/2012.
19
2. CONTEXTO ESTUDADO
Atualmente a forma mais comum de impressão 3D é a Modelagem por Fusão e
Depósito (FDM) e funciona de maneira extremamente simples. A partir de
desenvolvimento do objeto vetorial tridimensional no computador, com a ajuda de um
software de edição em três dimensões.
Enviando o modelo para o software da impressora para que você possa definir
as características principais, como as dimensões e a “resolução” da imagem, que é
medida pela espessura das camadas sobrepostas no momento da impressão. Quanto
mais detalhes, melhor será a qualidade do objeto, porém maior será o tempo de
impressão.
Uma vez selecionada as configurações principais, como espessura de cada
camada, algoritmo de escolha de caminho, o software de impressão compila todos os
dados e “fatia” o objeto em centenas de camadas. Depois disso, esses dados são
enviados para a impressora em códigos que representam as coordenadas dos
“caminhos” a serem percorridos uma vez que é iniciado o processo de impressão.
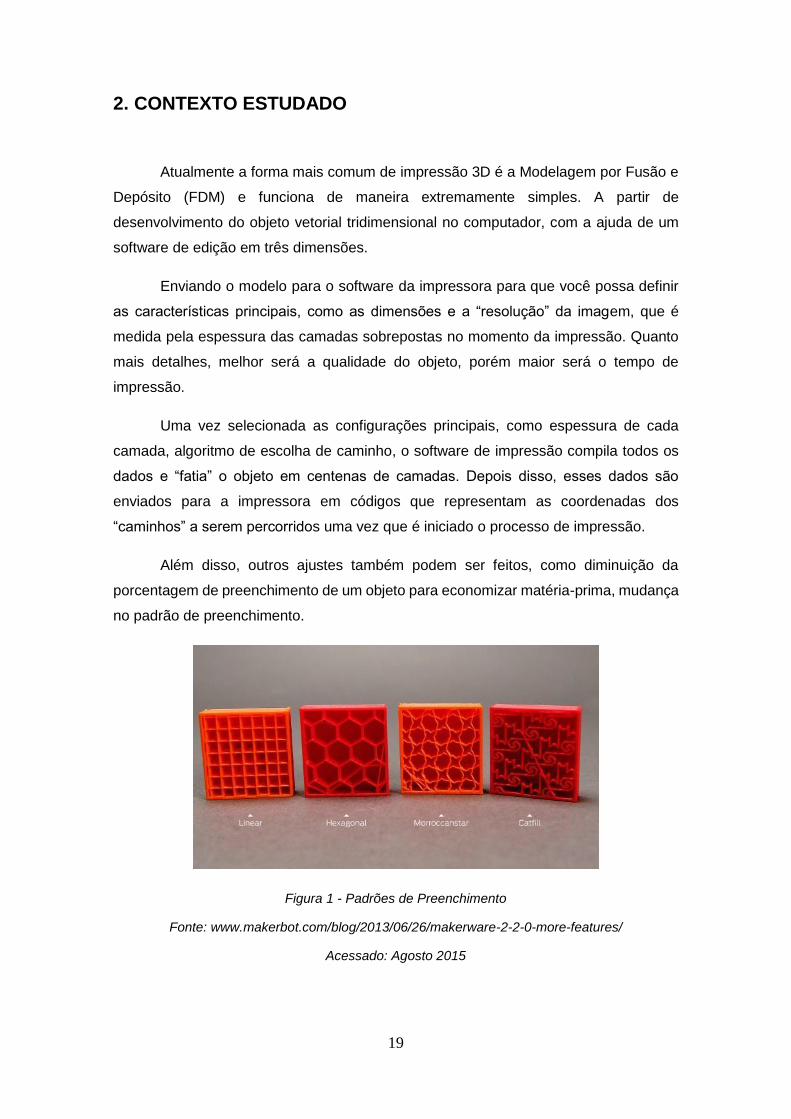
Além disso, outros ajustes também podem ser feitos, como diminuição da
porcentagem de preenchimento de um objeto para economizar matéria-prima, mudança
no padrão de preenchimento.
Figura 1 - Padrões de Preenchimento
Fonte: www.makerbot.com/blog/2013/06/26/makerware-2-2-0-more-features/
Acessado: Agosto 2015

20
O mecanismo da impressora é relativamente simples. O injetor de material
aquece e puxa uma espécie de filamento plástico que fica enrolado em uma bobina a
medida que o mecanismo derrete o material pelo extrusor quente “hotend”, ele o injeta
em uma base, movimentando-se nos eixos X e Y para criar as camadas.
Assim que uma camada fica pronta, o “hotend” bico a base — fixa no eixo Z —
sobe alguns milímetros (0,1 até 0,3 – o que vai definir a qualidade de impressão) e o
mecanismo procede com a criação da próxima camada até que o objeto fique pronto.
Esse processo pode levar de poucos minutos até algumas horas; o que vai determinar
esse tempo é a complexidade do modelo impresso e, é claro, a qualidade da impressora.
Esse tipo de impressora pode ter uma pequena variação no processo de
impressão: em vez do extrusor se movimentar nos eixos X e Y, quem faz esse
movimento é a base, o mesmo vale para o eixo Z, em que a base também pode se
mover. eixo Z. De resto, o sistema de funcionamento é semelhante.
Figura 2 - Impressora BotMaker
Fonte: http://makerbot-blog.s3.amazonaws.com/wp-content/uploads/2014/01/MB05Hero.jpg
Acessado: Agosto 2015

21
O caso estudado foi processo de produção de Luis Fernando da Costa Lopes,
Engenheiro de Produção Formado pela UFRJ em 2013. Luis é um “maker” nato. Desde
sua infância, sempre gostou de entender como as coisas funcionavam, desmontando e
montando as mesmas, e frequentemente produzindo suas próprias invenções.
Luis acredita que as impressoras 3D tem um enorme potencial, e que o mesmo
ainda não foi explorado nos dias de hoje, comparando-as aos computadores dos anos
80. Tendo em vista o espaço que o mercado futuro vai oferecer, Luis comprou uma
impressora 3D no intuito de ser um dos primeiro a dominar a tecnologia no Brasil.
Seus conhecimentos não se limitam apenas as impressoras 3D. Luis tem um
vasto conhecimento de eletrônica e computação e recentemente vem aplicando os
mesmo na utilização em conjunto de arduino e raspberry pie.
Arduino é uma plataforma física de computação de código aberto baseado numa
simples placa micro controladora, e um ambiente de desenvolvimento para escrever o
código para a placa. Pode ser usado para desenvolver objetos interativos, admitindo
entradas de uma séria de sensores ou chaves, e controlando uma variedade de luzes,
motores ou outras saídas físicas.
Raspeberry pie é um computador do tamanho de um cartão de crédito, onde
Todo o hardware é integrado numa única placa que se conecta a um monitor de
computador ou TV, e usa um teclado e um mouse padrão

22
Figura 3 - Arduino
Fonte: https://pt.wikipedia.org/wiki/Arduino
Acessado: Agosto 2015
Figura 4 - Rapberry Pi
Fonte: https://www.raspberrypi.org/blog/raspberry-pi--on-sale/
Acessado: Agosto 2015

23
Com a sincronia de todos esses conhecimentos e competências de eletrônica e
controle e automação, somada com a vasta experiência adquirida nos últimos anos
trabalhando com manufatura aditiva, Luis criou um ambiente com incrível potencial de
inovação, onde novas ideias são testadas diariamente. Tal cenário ficou claro em nosso
primeiro contato, fomos recebidos em sua casa, onde nos deparamos com diversas de
suas invenções. Ainda em processo de teste, nos mostrou uma bateria de videogame
adaptada para uma uma bateria digital usando um arduino. Ligando os sensores do
brinquedo ao arduino, que por sua vez sinaliza os toques da bateria para o computador,
a mesma foi adaptada funcionando perfeitamente como uma bateria digital com um
baixíssimo custo de produção. Ainda usando a mesma tecnologia, nos mostrou diversos
drones, com inúmeras partes impressas em casa, que através da conexão feitas com
arduino é possível controlar a velocidade das hélices e consequentemente a direção do
objeto.
Figura 5 - Braço de drone impresso por impressora 3D
Fonte: Elaboração Própria

24
Figura 6 - Drone com partes impressas na impressora 3D
Fonte: Elaboração Própria
Nesse primeiro contato, fizemos um questionário (anexo1) para entender o
contexto em que Luis estava inserido no mundo da manufatura aditiva, e entender
melhor seu processo produtivo e as dificuldades enfrentadas nos mesmo.
Dentre todas as tecnologias disponíveis no mercado atual, Luis se utiliza da
tecnologia de Filamento Fundido, pois é a mais acessível no Brasil. No início do ano,
comprou uma Sethi 3D, impressora “básica” com uma grande área de impressão de
220mm x 210mm x 200mm. Se comunica com o computador através de uma interface
USB (o que para Luis é um problema, pois a conexão pode ser facilmente interrompida
por um descuido, e um trabalho de horas pode ser perdido). Extrusor com bico de Aço
Inoxidável para maior desempenho.
Luis normalmente o plástico ABS, que tem uma temperatura pra chegar a
deformação plástica é mais alta em contraste com a outra opção comum do mercado
(Plástico PLA) que atinge o ponto de deformação em uma temperatura mais baixa. A
grande desvantagem do uso de plástico ABS é que o mesmo libera um gás tóxico ao
ser deformado por altas temperaturas, porem o mesmo é muito mais flexível, e portanto
menos quebradiço quando comparado ao plástico PLA.
O processo de impressão 3D ainda é muito propenso a erro, diferente da imagem
erronia que muitos tem de ser “plug n play”. É necessária uma inspeção em tempo real
da impressão, pois existem diversas variáveis que frequentemente podem influenciar na
qualidade final do produto tais como temperatura, vento, poeira, humidade dentre
outros. Uma impressão pode demorar algumas horas usando sua impressora, e

25
consequentemente uma inspeção periódica (20 em 20 min), dessa forma ocupando
grande de seu dia.
Como tentativa de contornar o problema, Luis criou uma caixa com visor de
acrílico, que isola a impressora de várias dessas variáveis, permitindo uma impressão
sob menor influência de agente externos. Infelizmente a realidade brasileira é muito
diferente de países do exterior, onde a qualidade dos materiais são drasticamente
melhores. Os plásticos utilizados para impressão são obtidos através de um fornecedor
nacional que não apresenta a mesma qualidade dos plásticos importados, fazendo com
que os mesmos absorvam humidade rapidamente, dificultando seu planejamento de
estoque. O armazenamento não é ideal e é feito em uma caixa de plástico com arroz
dentro como forma de solucionar o problema da alta humidade do ar do Rio de Janeiro.
A baixa qualidade dos plásticos podem acarretar em diversos problemas, como
entupimento do “hotend” (bico extrusor), formação de bolhas, gerando um
comprometimento estrutural da peça.
Como a assistência no Brasil é menor, Luis optou por escolher uma impressora
altamente difundida que lhe permitisse fácil acesso a informações e suporte caso
necessário. Dessa forma, foi escolhida a impressora Sethi 3D, pois apesar de sua baixa
resolução a mesma é baseada no “projeto RepRap” e possui um baixo custo quando
comparada a sua concorrente MakerBot.
Figura 7 - Principais produtores de impressora 3D

26
Fonte: Elaboração Própria
Devido ao baixo custo, Luis utiliza apenas softwares “open source”, que
apresentam muitas falhas que softwares pagos não apresentariam. Encomendas que
não tenham um arquivo pronto para impressão, ou ao menos um modelo 3D, são
modelos e vetorizados usando SketchUp ou SolidWorks.
Figura 8 - Solidwords – ferramenta de modelagem 3D
Fonte: http://www.solidsmack.com/cad-design
Acessado: Agosto 2015
A modelagem vetorial tridimensional é um processo complexo, e pode demandar
muito tempo, uma vez que Luiz não é designer, que somado ao tempo de inspeção da
impressão, tornam o processo inviável para ser conciliado junto ao trabalho, que é o
principal motivos para não conseguir se dedicar integralmente, fazendo com que a
manufatura aditiva passe a ser sua profissão.
Atualmente Luis é consultor, e viaja a trabalho durante a semana, dificultando
ainda mais o aprofundamento em manufatura aditiva como uma carreira, pois não
consegue iniciar impressões remotamente, e principalmente por não conseguir
inspecionar a impressão durante o processo devido ao tempo demandado.

27
Por fim, é necessário um pós tratamento na peça após a impressão.
Primeiramente usa-se uma micro retifica para remover qualquer tipo de imperfeição e
depois é feito um alisamento. Existem diversas formas de fazer tal processo, sendo a
mais utilizada por Luis, o vapor de acetona em temperatura ambiente. Deixando a peça
impressa em um pote fechado junto com papeis banhados a acetona, a peça é
amolecida e obtém uma característica mais refinada. Como última etapa, algumas peças
ainda recebem uma camada de verniz para ficarem com um aspecto brilhante
Logo que comprou a impressora, começou a imprimir por tentativa e erro. Logo
nos primeiros dias já tinha feito sua primeira venda: um lote de 10 chaveiros para um
empresa de customização de camisetas.
Figura 9 - Primeiro lote de chaveiros impresso na impressora 3D
Fonte: Elaboração Própria

28
3. REFERENCIAL TEÓRICO
4.1 Economia de escala
"Diz-se que há economias de escala quando o aumento do volume da produção
de um bem por período reduz os seus custos. Esta redução pode se dar pela
possibilidade de utilização de métodos produtivos mais automatizados ou mais
avançados, mas também pode estar relacionada a ganhos em propaganda, marketing,
P&D, financiamento, enfim qualquer etapa da produção e comercialização. Até
recentemente a ocorrência de economias de escala de grande porte era em geral
associada à produção, por meio de processos contínuos, de insumos de uso
generalizado, para os quais não cabe diferenciação de produto" (POSSAS, 1993, pp.
70-71).
A economia de escala é interessante para a engenharia de produção pois
possibilita o decréscimo do custo unitário através do aumento da produção, diluindo os
custos fixos na grande quantidade de unidades. KRAJENWSKI e RITZMAN (1996)
dizem ainda que melhorias e cortes de custo produtivo podem ser obtidos. Essas
melhorias podem advir através de políticas de estoque mais adequadas e simplificação
de fluxos.
Porém, vale frisar que segundo HAYES e WHEELWRIGHT (1984), as
economias de escala tem limite. Após certo ponto, poderia ocorrer aumento de outros
custos, como de distribuição, aumento de complexidade e burocracia, que acarretariam
em uma “Deseconomia de Escala”.
4.2 Economia de Escopo
O mundo hoje se encontra em um ritmo acelerado e em constante mudança,
assim como as pessoas e seus diversos gostos. Como dito acima, a economia de
escala, mesmo trazendo diversas vantagens para a indústria, falha ao fornecer a esses
clientes produtos mais customizados. É esse ponto que a Economia de Escopo tenta
preencher.
Para tal, a redução do tempo de “set-up” e aumento da sincronização entre os
processos é fundamental e deve-se a introdução de novos equipamentos, mais flexíveis,
além de novas técnicas como Troca Rápida de Ferramenta (TRF). PINDICK e
RUBINFIELD (1992), afirmam que “economias de escopo estão presentes quando a
29
produção conjunta de uma única firma é maior do que a poderia ser obtida por duas
firmas diferentes, cada uma produzindo um único produto.”
4.3 Manufatura Aditiva
De acordo com COTTELEER M. J. (2014), a manufatura aditiva é inovadora e
considerada como a nova revolução industrial pois a mesma desconstrói dois dos mais
importantes trade-offs:
● Escala vs Capital
● Escopo vs Capital
O artigo sugere ainda que a manufatura aditivia pode oferecer capacidades
verdadeiramente inovadoras para empresas, possibilitando que as mesmas
simultaneamente baixem os custos e se diferenciem no mercado.
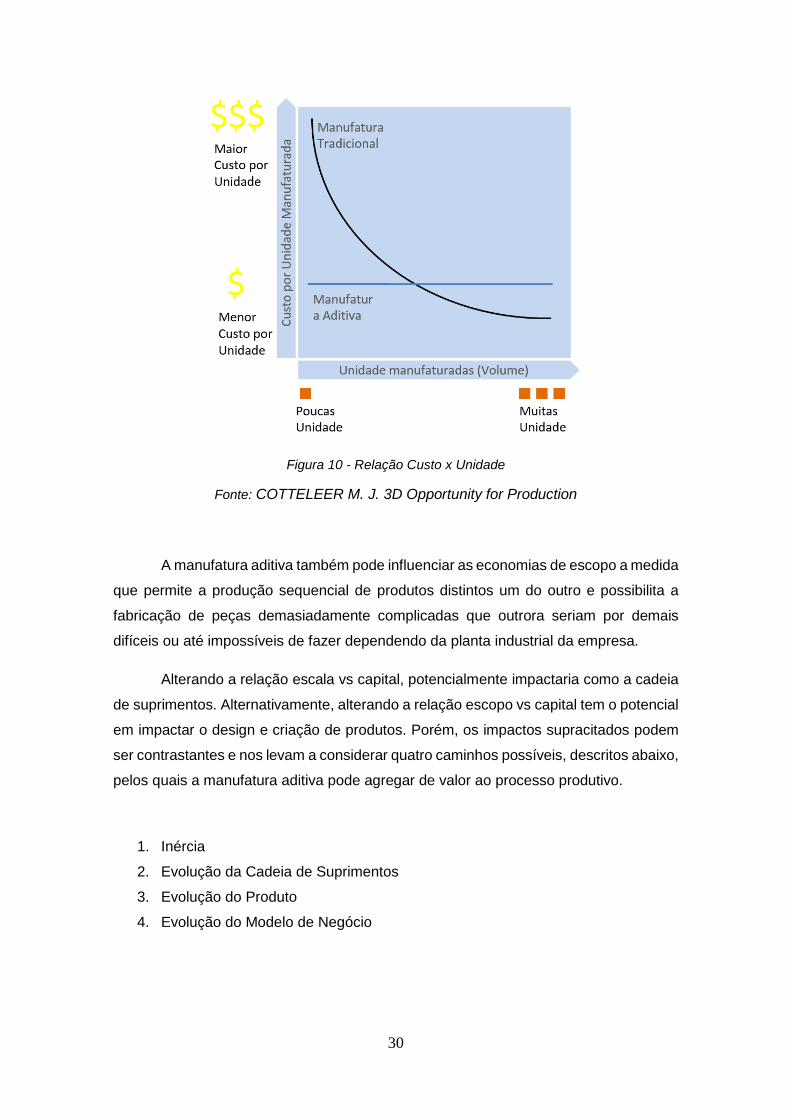
A manufatura aditiva pode reduzir a escala mínima de eficiência à medida que
reduz o valor inicial para produzir a primeira unidade. Com a queda da EME, a produção
pode melhor se posicionar em relação ao mercado, ou seja, pode se dispersar em todo
o território e se alocar mais próximo ao cliente final.
30
Figura 10 - Relação Custo x Unidade
Fonte: COTTELEER M. J. 3D Opportunity for Production
A manufatura aditiva também pode influenciar as economias de escopo a medida
que permite a produção sequencial de produtos distintos um do outro e possibilita a
fabricação de peças demasiadamente complicadas que outrora seriam por demais
difíceis ou até impossíveis de fazer dependendo da planta industrial da empresa.
Alterando a relação escala vs capital, potencialmente impactaria como a cadeia
de suprimentos. Alternativamente, alterando a relação escopo vs capital tem o potencial
em impactar o design e criação de produtos. Porém, os impactos supracitados podem
ser contrastantes e nos levam a considerar quatro caminhos possíveis, descritos abaixo,
pelos quais a manufatura aditiva pode agregar de valor ao processo produtivo.
1. Inércia
2. Evolução da Cadeia de Suprimentos
3. Evolução do Produto
4. Evolução do Modelo de Negócio

31
Figura 11 - 4 Caminhos de geração de valor
Fonte: COTTELEER M. J. 3D Opportunity for Production
Nos itens seguintes, discorreremos cada caminho analisando os possíveis
impactos de cada um no planejamento da produção bem como no processo produtivo
em si.
O autor ainda relata que uma comparação entre os custos diretos relacionados
a manufatura atual e a manufatura aditiva consistentemente se diferenciam em quatro
elementos chave: tooling, custo de equipamentos, materiais e em uma porção menor, a
mão de obra.
Tooling seriam os dispositivos necessários que permitem a criação de um
produto finalizado ou protótipo, como por exemplo moldes, fixadores e medidores.

32
Pesquisadores italianos descobriram que na produção de componentes eletrônicos, a
feitura de moldes para moldagem por injeção era responsável por 93,5% da estrutura
de custo. Além disso, após a fabricação do molde, é necessário o armazenamento do
mesmo para possíveis processos futuros. No caso da manufatura aditiva, esse custo é
praticamente eliminado pois não existe a pré-produção como no caso citado acima.
Porém, de acordo com Mark J. Cotteleer o custo com a aquisição de
equipamentos, no caso, a própria impressora 3D é responsável por 60-70% da estrutura
de custo direto. Já o custo com materiais é cerca de 30% da estrutura de custo, o que
é relativamente muito alto se comparado ao método tradicional, cerca de 0,2-2,7%.
Porém, dependendo do processo e do produto a ser impresso, existe a possibilidade de
reuso quase que total do material desperdiçado. Já na manufatura tradicional, em casos
como no setor aeroespacial, a razão de material descartado varia de 6:1 a 33:1, ou seja,
83-97%.
Quanto a mão de obra, os custos relacionados a mesma são reduzidos em casos
que se haja a necessidade de uma montagem pós produção, por exemplo, a montagem
de uma peça a partir de três outras, pois há uma redução no tempo em cerca de 67%
do que a montagem tradicional quando se a imprime em 3D.
De acordo com o autor, o volume de produção se mostra crítico e a empresa
deve encontrar um "pacote" ideal para uma leva de impressão através de algoritmos
que consigam calcular qual a disposição ótima das peças na mesa de impressão. Isso
claramente vai depender das habilidades do usuário e dos componentes que serão
impressos.
Ainda de acordo com o artigo, a maioria dos estudos feitos relacionam tooling,
custo de equipamento, material e mão de obra como os principais elementos na
estrutura de custo da Manufatura Aditiva. Resultados baseados nesses fatores
demonstram que a Manufatura Aditiva oferece o potencial de se equiparar ao método
tradicional, em relação ao custo, para níveis baixos e intermediários de produção, como
apresentado no gráfico abaixo:

33
Tabela 1 – Intervalo economicamente viável
Fonte: COTTELEER M. J. 3D Opportunity for Production
Tabela 2 – Comparação de custos
Fonte: COTTELEER M. J. 3D Opportunity for Production
Vale frisar, no entanto, que nem sempre somente o custo deve ser levado em
consideração. Cada vez, mais e mais empresas que tentam manter um performance
superior sustentada, devem focar em ser melhores antes de focar em ser mais baratas.
Empresas como Apple e Tesla são exemplos disso. Adicionando ao fato de que os ciclos
de produtos são cada vez menores e ciclos de design são cada vez mais acelerados, é
de se imaginar que a manufatura aditiva faça cada vez mais sentido em alguns
segmentos de mercado.
A seguir, veremos em detalhes os caminhos pelos quais a Manufatura Aditiva
pode exercer grande influência no modelo de negócio e no planejamento da produção.
€ -
€ 0.50
€ 1.00
€ 1.50
€ 2.00
€ 2.50
€ 3.00
€ 3.50
IM@20K AM IM@100K
Cu
sto
po
r U
nid
ade
Maquinario
Material
Operação
montagem
Instrumentos
IM@20K AM IM@100K
Montagem € 0.04 € 0.01 € 0.04
Operação € 0.09 € 0.12 € 0.00
Material € 0.01 € 0.36 € 0.01
Maquinário € 0.04 € 0.69 € 0.02
Instrumentos € 2.90 € - € 1.08
Total € 2.900 € 1.183 € 1.149

34
4.3.1 Caminho I: Inércia
Ao longo desse caminho, as empresas não vão buscar mudanças drásticas nem
na cadeia de suprimentos nem nos produtos, porém mas podem manter o interesse na
manufatura aditiva para agregar valor aos produtos já existentes.
A desenvolvimento do produto é como a conceituação, design, prototipagem e
comercialização associada a criação de novos produtos e serviços ou melhoramento
daqueles já existentes. Nesse sentido a manufatura aditiva ajuda a quebrar trade offs
entre custo, velocidade e que mais combine com o cliente final.
4.3.2 Caminho II: Evolução da Cadeia de Suprimentos
Ao longo desse caminho, as empresa tiram vantagem da economia de escala
oferecida pela manufatura aditiva como um possível possibilitado de transformação na
sua cadeia de suprimentos. Isso pode impactar a cadeia de três formas: reduzir o
investimento, melhorar a capacidade de resposta da empresa e reduzir os inputs
necessários para o processo produtivo.
Como dito anteriormente, devido ao fato de a produção unitária na manufatura
aditiva não demandar um alto grau de investimento, pode-se dizer que o investimento
na cadeia de suprimentos é reduzido, o que possibilita a realocação de recursos em
outros setores e permite que a produção seja alocada mais próxima da real demanda.
Com a capacidade de se produzir com uma flexibilidade, não compartilhada
pelos meios de produção atual, a manufatura aditiva torna possível, de certa forma, uma
resposta quase que instantânea ao mercado consumidor sem aumento significativo nos
custos.
A manufatura aditiva requer menos recursos para iniciar a produção, desde
investimentos em capital até matéria prima e maquinário, reduzindo os inputs
necessários.
Alguns fatores que são beneficiados com o advindo da manufatura por adição:

35
● Produção de volumes
● Montagens complicadas
● Desperdício de material
● Ferramentaria
● Limitações de localidade
● Rapidez na substituição de componentes críticos
4.3.3 Caminho III: Evolução do Produto
Nesse caminho, as empresas se voltam para a economia de escopo para atingir
novos níveis de performance ou inovação de seus produtos. O design do produto é tão
impactado pela forma que será produzido quanto pela sua funcionalidade.
As áreas que mais podem se aproveitar da economia de escopo que a
manufatura aditiva proporciona são na customização de peças, onde as mesmas podem
ou não ser de alta complexidade, e na simplificação do processo produtivo.
Existem, porém, algumas limitações presentes neste processo de fabricação, os
quais tendem a ser eliminados. Estes são a baixa variedade de matérias e as limitações
de tamanho.
4.3.4 Caminho IV: Evolução do Modelo de Negócio
Por fim, as empresas podem perseguir uma alteração em ambos o produto e
cadeia de suprimentos. Desse modo alterarão seu modelo de negócio, o que pode ser
difícil de se conseguir e devem combinar os benefícios provenientes dos caminhos 2 e
3 e ao mesmo tempo eliminar suas limitações.
O movimento ˜maker˜ pode se mostrar um grande nicho e propulsor para esse
caminho. Porém, outras indústrias existentes podem seguir esse caminho como
utensílios domésticos a tecnologias médicas como próteses
A desintermediação pode ser um resultado no modelo de negócio de empresas
que visam esse caminho já que possíveis mudanças entre o relacionamento entre os
produtores e consumidores é provável.

36
4.4 Pensamento Enxuto (Lean Thinking)
A percepção dos processos que não agregam valor ao cliente está na raiz do
pensamento enxuto, ou lean thinking, que surgiu a partir do sistema Toyota de produção
e parte do princípio que se pode eliminar os desperdícios, via melhoramento contínuo
do processo de produção ao se identificar o que gera ou não valor para o cliente. Em
um sistema de manufatura, segundo MARTINS N. C., CANTANHEDE I. L. e JARDIM E.
G. M. (2010), valor para o cliente é tudo aquilo que ele percebe que lhe será útil no
produto e que está disposto a pagar. O desafio é não só qualificar as atividades
realizadas, mas sim, quantificar o seu grau de contribuição na percepção de valor pelo
cliente.
No pensamento lean o desperdício recebe uma conotação bem específica e
sempre é conotado sob a perspectiva de valor e mau uso do ativo, mais especificamente
na visão do cliente e suas expectativas. Para o pensamento lean o tempo que de espera
do cliente ou de um material em uma fila é um desperdício. Ainda de acordo com os
autores, o Lean identifica classicamente 8 tipos de desperdício: (1) esperas, (2)
estoques, (3) movimentações, (4) transportes, (5) correções, (6) processamentos
desnecessários, (7) produções em excesso e (8) intelectual, ou seja, a nao-utilizacao
das habilidades mentais e criativas do pessoal e da sua experiência.
De acordo com (Jardim E.G.M. e Costa R.S., 2010) para que se evite o
desperdício é preciso que o produtor se coloque na posição do cliente para que reflita
criticamente sobre os processos de produção, da forma como são feitos atualmente. Em
sua maioria, as tarefas realizadas nesse processo são em favor das economias de
escala dos próprios ativos do sistema e não do cliente, o que em primeira instância é
intuitivo pois esses ganhos de escala contribuem para a remuneração apropriada do
acionista, ou ainda, são derivadas de histórico de produção ou comodidade.

37
Figura 12 - Paradigma Lean
Fonte: COSTA R.S. e JARDIM E.G.M. - OS CINCO PASSOS DO PENSAMENTO ENXUTO
Ainda de acordo com os autores, o pensamento enxuto é usualmente
apresentado segundo cinco passos de raciocínio, apresentados abaixo;
PASSO 1: Identifique o que é valor para o cliente.
PASSO 2: Mapeie o fluxo de produção e identifique os desperdícios
PASSO 3: Implante o fluxo contínuo
PASSO 4: Deixe o cliente puxar a produção
PASSO 5: Busque a perfeição
A proposta lean afirma que em um mundo extremamente competitivo e em
constante mudança, é improvável que a demanda se mantenha se o valor ofertado ao
cliente é degradado. Assim se torna necessário rever o processo produtivo para que os
volumes altos e ganhos de escala não se tornem ofensores e comprometam a geração
de valor.
Jardim e Costa ainda afirmam que, melhor que as economias de escala
decorrentes de eficiências locais (lotes econômicos de compra, processamento e/ou
atendimento) serão as economias de escala decorrentes da eficácia global (aumento de
vendas) que ocorrerão naturalmente se o sistema for capaz de proporcionar aos clientes
uma experiência de valor crescentemente prazerosa e singular. Assim, identificar o que
é valor para o cliente, PASSO 1, é essencial para manter a competitividade.
A partir desse princípio passa-se para o PASSO 2 e desenha-se um fluxo das
atividades corretamente representadas e analisa-se como o cliente e/ou material e a

38
informação percorrem esse fluxo e deve-se atentar ao tempo que é decorrido e
destrinchar qual realmente agrega valor ao cliente/produto e qual é desperdício. Para
Jardim e Costa, tempos gastos com com filas, retrabalhos, inspeções, controles,
armazenagens, dentre outros, podem ser necessidades do sistema como ele existe no
momento, mas não interessam em nada ao cliente que poderia perfeitamente viver sem
tais atividades desde que o que produto ou serviço lhe fosse entregue prontamente e
de acordo com as suas especificações desejadas de qualidade e preço.
De posse do mapa de fluxo de atividades, deve-se fazer uma melhoria ou
projeção da situação ideal de como esse fluxo se deveria dar para manter um nível de
competitividade no futuro. A partir daí, deve-se chegar a um mapa de fluxo possível
dentro das condições existentes. Nessa etapa, deve-se incluir o máximo de pessoas
que realmente exercem as atividades para que a proposta seja a mais realista possível.
Apesar de limitações como máquinas, pessoal entre outras serem parte do
problema, não deve-se limitar seu raciocínio a elas ao fazer o mapa ideal pois isso
limitaria a projeção ideal do fluxo e este poderá acabar sendo conservador.
O PASSO 3, que consiste em implementar o fluxo contínuo nada mais é do que
começar a pensar em lote econômico e como o seu fluxo deve estar em linha com esse
lote, já que em tese, o lote aumenta a eficiência do no uso dos recursos do sistema.
Porém, lotes requerem que a demanda seja prevista e haja homogeneidade no produto.
Veremos mais para frente que, no mundo de impressões 3D isso não se aplica já que a
produção é feita somente sobre demanda e cada produto pode ser completamente
diferente um do outro.
Levando em conta que se conseguiu eliminar os desperdícios transformando o
seu sistema, passando a produzir em lotes menores e em um fluxo contínuo, o PASSO
4 é natural e é possível que você consiga esperar o surgimento da demanda para
disparar a produção. Aqui veremos que com a impressora 3D esse é exatamente o caso,
a produção só é disparada uma vez que se é feita uma demanda e o gargalo geralmente
se torna exatamente o tempo que a impressora leva para produzir o lote.
Jardim e Costa ainda afirmam que as pessoas são o ativo mais importante da
filosofia lean já que o modelo se pauta na responsabilização, desenvolvimento técnico
e autonomia das equipes de frente.

39
Grupos e ferramentas para a melhoria continua; gestão visual e
semiautônoma; auto- gestão da performance cotidiana, feedback
frequente e resposta rápida são alguns dentre os vários instrumentos
propostos pelo LEAN para interligar as ações do dia-a-dia e a oferta de
valor para os clientes. (Jardim E.G.M e Costa R.S, 2010)
Por fim, assim como os autores concluem, a abordagem do fluxo contínuo faz
mais sentido em ambientes industriais onde o fluxo seja a tônica e não a exceção e
dividem a produção em dois extremos; a produção de bens e serviço em massa e o
prestador de serviços customizados. A metodologia lean se encaixa perfeitamente para
o primeiro mas como veremos, para as impressoras 3D, dificilmente se terá um método
de produção puxado com fluxos contínuos. Em verdade, em alguns casos, produzir nas
impressoras se torna inviável e mais custoso. Veremos isso em mais detalhes mais à
frente. Porém, de acordo com os autores, "exatamente porque nunca foi o foco deste
ambiente, a padronização e a busca de tempos e atividades que não agregam valor,
pode por isso mesmo ser uma fonte de aguas limpas, com grandes oportunidades ao
seu dispor."
4.2 Mapeamento do Fluxo de Valor (VSM)
Ainda no que tange ao tema Lean, vale mencionar os autores do livro
“Aprendendo enxergar”, Mike Rotear e John Shok são dois dos mais importantes
pensadores Lean da atualidade. O livro é uma referência no desenho de fluxo de valor
e explica de forma detalhada um passo a passo que detalha os processos fundamentais
de uma das etapas mais importantes da implementação do Sistema Lean em qualquer
tipo de empresa ou negócio: O Mapeamento do Fluxo de Valor (VSM ou “Value Stream
Mapping” do inglês).
Trata-se de se elaborar um “mapa” que faz uma análise de todo o fluxo produtivo
tanto materiais quanto de informações de um produto ou de um determinado grupo de
produtos, com objetivo, claro, de projetar fluxos produtivos mais eficientes, e portanto,
com menos desperdícios.

40
O livro tenta mostrar de forma simples e didática como realizar esse processo,
por uma espécie de manual, que, através da escolha de um grupo de produtos, mostra
como mapear o fluxo de materiais e de informações, visando definir o “estado atual” do
processo produtivo (aquele que identifica a situação real, atual, os problemas, as falhas,
os desperdícios...) e o “estado futuro” (ou seja, como deverá funcionar, a partir da
eliminação de falhas, problemas e desperdícios) – assim como o plano de ação
necessário para se atingir esse estado ideal.
Tradicionalmente, no projeto de fluxo de valor, uma equipe pensa de forma
aleatória em melhorias para reduzir os estoques ou aumentar o rendimento, o que pode
resultar em uma série de eventos que dificilmente iram melhorar de forma substancial
os resultados finais.
Figura 13 - Diminuição de Lead – Tradicional x Lean
Fonte: https://www.youtube.com/watch?v=SU01D-jTZcE
Acessado: Agosto 2015
A ideia central do livro se resumo em 7 orientações para desenhar um estado
futuro, que seguem uma forma estruturada de melhora do estado atual, começando no
lado do cliente do Fluxo de Valor
1. O primeiro passo é definir o tempo do ciclo, a velocidade em que o cliente demanda
o seu produto. Este é o primeiro passo no projeto de fluxo de valor, pois de acordo
com os princípios Lean, temos o interesse em produzir exatamente o que o cliente

41
demanda, na quantidade exigida e no momento exigido. O tempo do ciclo é
calculado dividindo-se o tempo de produção total disponível num determinado
período de tempo pelo número de produtos demandado pelos dos clientes. Dessa
forma, obtém-se quantos produtos precisam ser produzidos em um espaço de
tempo.
2. Depois de sabermos a quantidade de produtos que devemos produzir/entregar em
um certo período, é possível determinar como cada etapa do processo é
controlada. No segundo passo, nos perguntamos e cada etapa do processo é
realmente necessária, e se é possível eliminar uma conexão entre etapas, através
da implementação de um fluxo continuo entre as mesma? “One piece flow” do inglês
significa que as duas caixas de processo podem ser tomados em conjunto numa
caixa e onde o processo de inventário será automaticamente um valor máximo entre
as estações de trabalho.
3. A etapa 3 sugere verificar se há possibilidades de fazer uma alteração ou
transformação na etapa do processo, e para tanto, as etapas são observadas e
analisadas com o objetivo de transformar o inventário da mesma em “FIFO” (do
inglês First In First Out, traduzido para “Primeiro a entrar, primeiro a sair” e em caso
negativo, ao menos transformar em “supermercado”.
Um inventário FIFO é estruturado com um número máximo de produtos definido,
desenhado de forma que o processo transforma os produtos exatamente na mesma
sequência que os mesmos entram em cada estação de trabalho, caracterizando
assim um sistema de produção puxada.
Quando FIFO não é uma solução adequada, a última opção possível é
o supermercado. O nome é escolhido porque o princípio é baseado exatamente no
sistema que é implementado num supermercado. Os produtos são retirados do
estoque de clientes e essa ação gera um sinal que faz com que o estoque reponha
estas peças. O supermercado seria menos preferível do que um FIFO porque a
qualquer item pode ser retirado da prateleira e portanto, não há ordem fixa de
produção de produtos como no FIFO. Um supermercado ainda é um sistema de
produção puxada, pois as estações de trabalho vão produzir apenas os produtos
que são retirados da prateleira. Uma linha FIFO é preferível ao longo de um
supermercado porque quando não a demanda, a mesma não ira funcionar, diferente
do supermercado que irá produzir apenas para repor o estoque.
42
4. Depois de todos as etapas serem analisadas no fluxo de valor e de tentar
transforma-las em produção puxada, a etapa 4 determina o Ritmo do processo
identificando o processo gargalo no fluxo. Frequentemente usando a palavra
“pacemaker” referindo-se à melhor situação possível em que uma etapa de trabalho
determina o ritmo para todas as outras estações na cadeia de valor. No fluxo de
valor ideal, este uma estação de trabalho recebe um cronograma de produção e
todas as outras estações irão seguir o mesmo automaticamente.
5. Após determinar o foco do cronograma de produção no passo 4, é necessário
entender como o cronograma vai ser estruturado. O Passo 5 descreve Nivelamento
de produção, para manter a variação da mesma menor o possível. A parte mais
importante de nivelar a produção seria identificar o intervalo em que os produtos são
produzidos.
6. O próximo passo é determinar a quantidade de trabalho exigida durante a
produção. Independente da produção, um cronograma poderia ser enviado para o
gargalo do processo na próxima hora ou talvez até 20 minutos. Cada período, ou
intervalo, pode se verificar ou não se o processo produziu sua demanda.
7. O último passo na concepção de um estado futuro é melhorar passo 5 e 6,
pela redução dos tempos de entre saída e entrada de produtos.
Estes 7 passos no desenho do mapa de valor ajudarão a transformar um fluxo
de valor em uma linha de produção mais flexível com a menor quantidade de resíduos
e desperdícios possível.
Vale frisar que no caso estudado, a impressão 3D, o passo 1 não se aplica pois
cada peça é customizada e seu processo inicia-se assim que o cliente faz o pedido.
Quanto ao item 3, o mesmo ocorre pois não é realizado uma substituição de peças que
entram e saem do processo mas a peça é construída de uma vez só na impressão.
Porém, pode-se atentar para esse quesito no que tange ao controle de estoque.
WOMACK e JONES (2006, p. 32) citam o Value Stream Mapping (Mapeamento
do Fluxo de Valor) para a melhor compreensão da distribuição dos tempos gastos pelo
consumidor no processo de consumo, porém aqui analisaremos esse mapa na visão do
produtor, no caso, o Luis. Assim, o mapa vai tratar de uma representação gráfica das
etapas de produção associadas às suas durações e qual o “percentual” de valor gerado
por cada atividade. A ferramenta permite identificar desperdícios no processo ao
compreender o ponto de vista do cliente e do provedor simultaneamente.
43
4.5 Quantificação de Valor
Para obtermos valor de forma mais precisa dos tempos geradores de valor no
VSM, JARDIM (2014) criou um modelo matemático que classifica diferentes tipos de
desperdício e valor, ponderando os mesmos. Na prática, constitui-se de um método que
expõe como os princípios de WOMACK e JONES (2005) poderiam ser aplicados.
O modelo orginalmente é focado no processo de consumo, todavia como
estamos focando no processo de produção de Luis, algumas adaptações são
pertinentes.
Para realizar a quantificação de Valor aso necessárias as seguintes etapas:
1 - Baseado no conceito do sistema ideal, estabelecer estritamente quais são as
etapas de completo valor do processo de produção em análise.
2 - Com base na experiência, na concorrência e tecnologia disponivel, quantificar
tempos-padrão – T(p) –, isto é, se só houver essas etapas e se elas ocorrerem dentro
desses tempos, então teremos um processo com 100% de valor.
3- Definir o início (baseado no momento em que houve o primeiro contato
(pedido) com o produtor) e o fim (baseado no momento em que se concluiu o consumo
ou obteve-se o resultado desejado do mesmo) do processo.
4 - Baseado em 3, ir “ao gemba”, isto é, ao local do produção, identificar as reais
etapas e quantificá-las, cronometrando-as.
5 - Baseado em 4, construir um mapa preliminar visual com as etapas reais
desenhadas em uma escala de tempo.
6 - Classificar as etapas em dois grandes conjuntos: etapas de valor e etapas de
desperdício.
7 - Nas etapas identificadas como valor (tempos-razão de ser do consumo –
V(r)), poderemos ter tempo de desperdício se o tempo real superar o tempo padrão,
sendo o desperdício a diferença entre o tempo real e o tempo padrão – D(r).
8 - Nas etapas identificadas como desperdício (tempos-não razão de ser do
consumo), poderemos ter:
a) Etapa-desperdício absoluto: tempo totalmente inútil – D(a).
44
b) Etapa-desperdício com valor subsidiário: tempo parcialmente útil,
mas não ligado à razão de ser do consumo – V(s)
c) Etapa-desperdício cuja vivência resultou na geração de valor
complementar ligado à razão de ser do consumo – V(c).
9 - Quantificação do que é valor = V e do que é desperdício = D e do tempo total.
Valor absoluto:
Equação 1 - Valor Total
𝑉 = 𝑉(𝑟) + 𝑉(𝑐)
Equação 2 – Valor Subsidiário
𝑉(𝑠)
Equação 3 - Desperdício Total
𝐷 = 𝐷(𝑟) + 𝐷(𝑎)
Equação 4 - Tempo Total
𝑇 = 𝑉 + 𝑉(𝑠) + 𝐷
Valor relativo:
Equação 5 - Valor Real %
𝑉𝑎𝑙𝑜𝑟 𝑟𝑒𝑎𝑙 (%) = (𝑉/𝑇) 𝑥 100
Equação 6 - Valor Total %
𝑉𝑎𝑙𝑜𝑟 𝑡𝑜𝑡𝑎𝑙 (%) = [(𝑉 + 𝑉(𝑠))/𝑇] 𝑥 100

45
Equação 7 - Desperdício %
𝐷𝑒𝑠𝑝𝑒𝑟𝑑í𝑐𝑖𝑜 (%) = (𝐷/𝑇) 𝑥 100
Equação 8 - Variabilidade Valor Real
𝑉𝑎𝑟𝑖𝑎𝑏𝑖𝑙𝑖𝑑𝑎𝑑𝑒 𝑑𝑜 𝑣𝑎𝑙𝑜𝑟 𝑟𝑒𝑎𝑙 𝑞𝑢𝑎𝑛𝑡𝑜 𝑎𝑜 𝑝𝑟𝑜𝑗𝑒𝑡𝑜 = [𝐷(𝑟)/𝑇(𝑝)] 𝑥 100
Quão maior a VAR, pior estão as etapas de valor do processo em relação ao
projetado; quão menor a VAR, melhor estão as etapas de valor do processo em relação
ao projetado. Se VAR = 0, a realidade está de acordo com o projetado.
10 - Analisar os resultados para minimizar as variáveis D, maximizando V, ajustar
os T(p) e retornar a 1, refazendo com um número maior de amostras.
Quão maior a VAR, pior estão as etapas de valor do processo em relação ao
projetado; quão menor a VAR, melhor estão as etapas de valor do processo em relação
ao projetado. Se VAR = 0, a realidade está de acordo com o projetado.
10 - Analisar os resultados para minimizar as variáveis D, maximizando V, ajustar
os T(p) e retornar a 1, refazendo com um número maior de amostras.
A principal diferença para o modelo de WOMACK e JONES (2006) é o
reconhecimento de tipos de tempos de valor e de desperdício. Através da identificação
das atividades fim do consumo, é possível calcular o desperdício D(r) como a diferença
entre o tempo registrado V(r) e o tempo padrão. Novamente, cabe frisar que a nossa
análise será focada na produção e não no consumo, assim, será feita a identificação de
das atividades fim da produção e calcularemos o desperdício D(r) relativos às mesmas.
Equação Equação 9 - Desperdício
𝐷(𝑟) = 𝑉(𝑟) – 𝑇(𝑝) (𝐼)
Nas etapas de desperdício entretanto, não necessariamente o valor gerado é
nulo. Verifica-se que existem atividades com valor subsidiário V(s), isto é, etapas úteis
que geram um valor não ligado à razão de ser da produção, e valor complementar V(c),
constituindo de etapas que geram um valor ligado à razão de ser da produção.
Por último, as etapas de desperdício absoluto D(a) correspondem a aquelas às
quais o produto final não está recebendo valor algum e portanto não agrega valor à
produção. Neste grupo encontram-se tempos em esperas.

46
4. DIAGNÓSTICO
5.1 Simulação do Pedido
Como citado anteriormente, Luis Fernando começou a se aventurar pelo mundo
das impressoras 3D recentemente. Aliado ao fato de dividir essa atividade com seu
trabalho Luis ainda não conseguiu obter uma demanda constante. Logo, para efeitos de
análise, foi decidido simular um pedido real para registrar todo o processo de produção
desde o pedido até a entrega do produto.
O pedido foi feito na residência do mesmo, de maneira que o processo de
desenvolvimento da peça fosse feito e discutido no ato. O processo inteiro foi filmado
para fim de análise de tempo que as atividades de design, produção e a pós produção
levariam. Chegamos somente com uma idéia na cabeça e a transmitimos para Luis;
gostaríamos de fazer um cartão de apresentação para um dentista no formato de um
ciso.
O pedido em si demorou cerca de um minuto, porém a discussão e entendimento
por ambas as partes de como seria o desenho do ciso e o que constaria no cartão levou
pouco mais que três minutos. Com o computador ligado, Luis começou a pesquisar
figuras vetoriais na internet e informou que geralmente, quando o cliente não manda o
desenho pronto, ele recorre a internet para achar algo que se assemelha ao que o cliente
quer. Após pouco mais de um minuto, não encontrando uma figura vetorial Luis
juntamente conosco seleciona um desenho que nos agradace.
Luis então carrega a foto no programa SketchUp, o qual usa para a modelagem.
Antes da modelagem foi preciso fazer a vetorização da imagem, a atividade durou cerca
de 7 minutos. Após a vetorização começa a modelagem em si. Esta atividade
transcorreu durante pouco mais de 20 minutos.
47
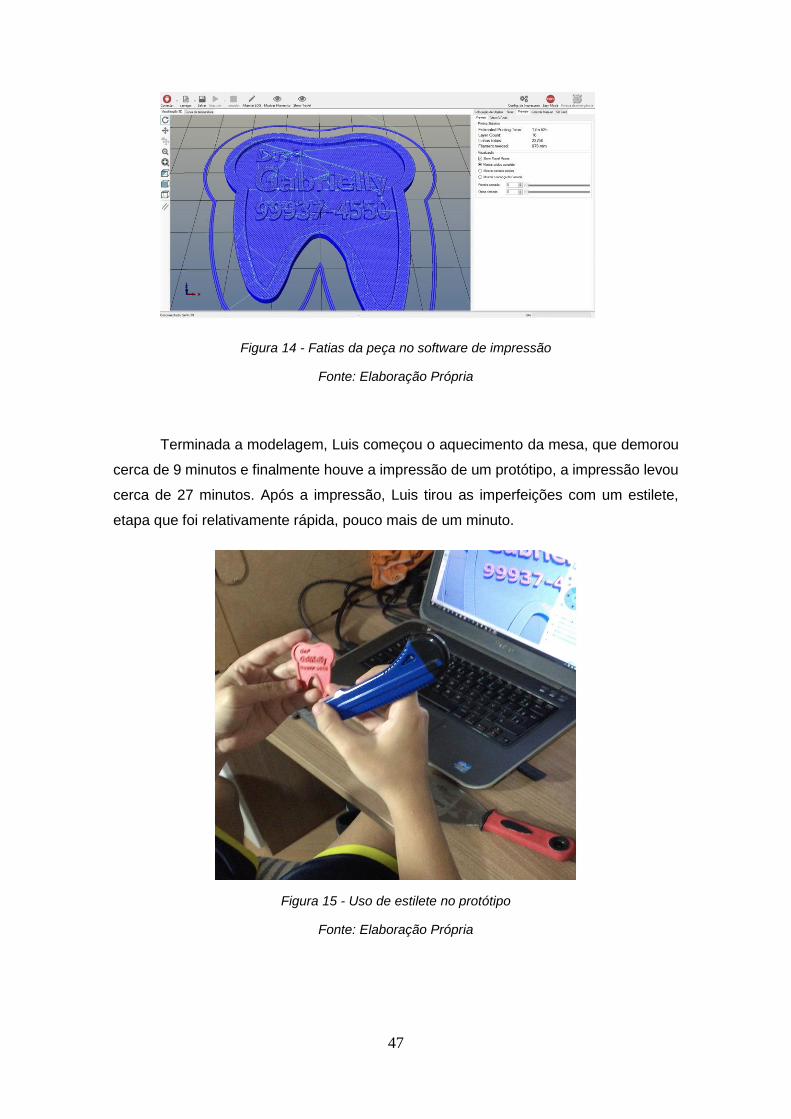
Figura 14 - Fatias da peça no software de impressão
Fonte: Elaboração Própria
Terminada a modelagem, Luis começou o aquecimento da mesa, que demorou
cerca de 9 minutos e finalmente houve a impressão de um protótipo, a impressão levou
cerca de 27 minutos. Após a impressão, Luis tirou as imperfeições com um estilete,
etapa que foi relativamente rápida, pouco mais de um minuto.
Figura 15 - Uso de estilete no protótipo
Fonte: Elaboração Própria

48
Figura 16 - Protótipo
Fonte: Elaboração Própria
Com o dente impresso em mãos, pudemos rediscutir o projeto para alterações
finais, onde foi sugerido a adição de duas cores para o dente. A segunda cor começaria
na oitava camada, a qual começava a parte escrita. Essa decisão foi tomada para que
pudéssemos analisar o maior número de atividades complexas possíveis, passíveis de
serem demandadas. Assim com pouco mais de um minuto o projeto final estava feito.
Figura 17 - Modelagem usando software Sketchup
Fonte: Elaboração Própria
Antes de iniciar a impressão, Luis adicionou uma linha de código que pausaria a
impressão após a sétima camada para a troca de filamento. Iniciada a impressão do
dente o filamento branco foi depositado camada após camada sem que houvesse
pausa. Após a oitava camada, Luis pausou manualmente a impressão e trocou o
filamento branco para o filamento vermelho, processo que demorou pouco mais de um

49
minuto. Após a troca, foi necessário expelir todo restante do filamento branco que ainda
se encotrava no extrusor, fato que demorou pouco menos de três minutos. Depois, Luis
reiniciou manualmente a impressão, agora com filamento da cor vermelha. A impressão
como um todo levou pouco mais de 32 minutos.
Figura 18 - Troca de carretel de cores
Fonte: Elaboração Própria
Ao final da impressão, percebemos que o tempo indicado pela impressora para
finalização da mesma foi bem inacurado, em torno de 20 minutos. Logo, houve um
acréscimo de cerca de 50% no tempo real. Como veremos mais adiante, Luis leva em
consideração esse tempo para sua precificação, o que pode gerar um descompasso
entre custo e receita.
O tratamento pós impressão consiste de 4 etapas:
1. Retirar imperfeições com estilete (03:27 min)
2. Lixar (01:04 min)

50
3. Aplicar uma camada de verniz (01:16 min)
4. Espera verniz secar (10:00 min)
O processo total levou 2 horas e 11 minutos e se encontra detalhado na tabela
abaixo:
A tabela a seguir, resume as atividades atuais e seus respectivos tempos totais
e suas porcentagens:
Atividade Tempo Atual Porcentagem % Acumulada
Tempo Total 2:11:29 100%
Receber Pedido 0:00:57 0.7% 0.7%
Análise do Pedido 0:00:36 0.5% 1.2%
Elaboração em Conjunto 0:02:32 1.9% 3.1%
Pesquisa na Internet 0:01:29 1.1% 4.2%
Vetorizar a Imagem 0:06:52 5.2% 9.4%
Modelar 0:21:15 16.1% 25.6%
Fatiar 0:01:25 1.1% 26.6%
Impressão do Protótipo 0:32:13 24.4% 51.1%
Rediscussão 0:01:41 1.3% 52.4%
Abrir Estoque 0:00:48 0.6% 53.0%
Procurar Cor 0:00:15 0.2% 53.2%
Guardar Estoque 0:00:34 0.4% 53.6%
Aquecimento da Mesa 0:08:52 6.7% 60.3%
Impressão da peça (parte1) 0:20:19 15.4% 75.7%
Troca de Filamento 0:01:24 1.1% 76.8%
Expulsão de Filamento 0:02:40 2.0% 78.8%
Impressão da peça (parte 2) 0:11:50 9.0% 87.8%
Estilete 0:03:27 2.6% 90.6%
Lixar 0:01:04 0.8% 91.5%
Apliar Verniz 0:01:16 1.0% 92.4%
Esperar Verniz Secar 0:10:00 7.6% 100.0%
Entrega do produto finalizado 0:00:00 0.0% 100.0%
Tabela 3 – Atividades e tempo situação atual
Fonte: Elaboração Própria

51
Figura 19 - Mapa de fluxo de valor - Atual
Fonte: Elaboração Própria

52
5.2 Definição do valor padrão de cada atividade
Como definido na metodologia criada por JARDIM (2014), faz-se necessário
identificar a situação ideal que forneça os Tempos Padrão para análise dos
desperdícios. Para tal, decidiu-se escolher uma impressora com especificações
semelhantes a utilizada por Luis e na mesma faixa de preço. Porém, esta seria equipada
por duas extrusoras para que se pudesse imprimir em duas cores sem incorrer em troca
de filamento e também não haveria a necessidade de aquecimento da mesa no pré-
produção.
A impressora em questão é a MBot Cube3D. A MBot Cube 3D é vendida em
torno de R$ 5.900,00, e é hoje uma das impressoras 3D pessoais mais acessíveis e
avançadas do mercado, os equipamentos são entregues montados e calibrados, e é
oferecido suporte e assistência técnica.
Figura 20 - Impressora MBot Cube3D
Fonte:http://www.mbot3d.com/product-3d-printer/mbot-cube#specifications
Acessado: Agosto 2015
53
Suas características incluem:
● Extrusão simples ou dupla (impressão com até 2 cores)
● Grande área de impressão
● Software Incluso
● Painel LCD
● Impressão direta do Cartão de Memória
● Conexão USB / SD Card
● Mesa especial para impressão com PLA ou ABS, sem necessidade de
aquecimento
● Aceita diversos tipos de filamentos
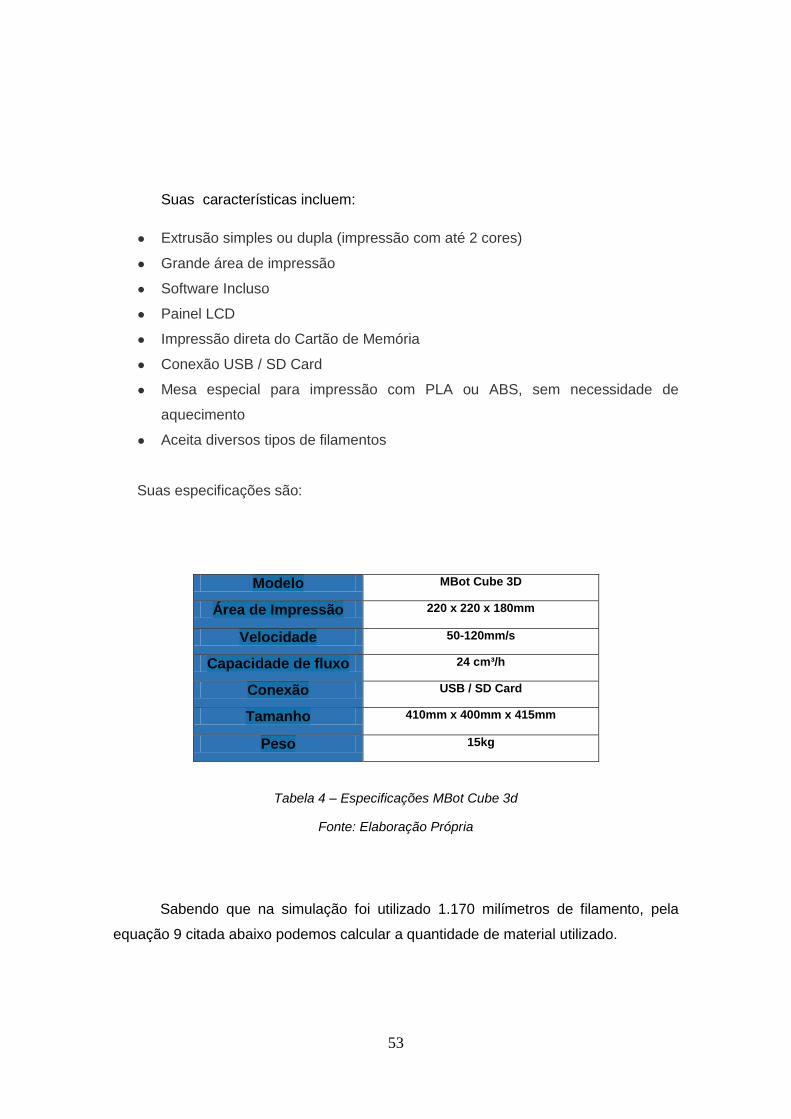
Suas especificações são:
Modelo MBot Cube 3D
Área de Impressão 220 x 220 x 180mm
Velocidade 50-120mm/s
Capacidade de fluxo 24 cm³/h
Conexão USB / SD Card
Tamanho 410mm x 400mm x 415mm
Peso 15kg
Tabela 4 – Especificações MBot Cube 3d
Fonte: Elaboração Própria
Sabendo que na simulação foi utilizado 1.170 milímetros de filamento, pela
equação 9 citada abaixo podemos calcular a quantidade de material utilizado.

54
𝜋 × (1,75
20)
2
× 1,03 ×1070
10 = 2,65 𝑔𝑟𝑎𝑚𝑎𝑠/𝑢𝑛𝑖𝑑𝑎𝑑𝑒
Sabendo que a densidade do plástico é 1,03 g/cm³ com cluimos que 2,57cm³ de
material foram utilizados utilizado.
A impressora MBot 3D expele essa quantidade de material em 6:26 minutos, em
capacidade de fluxo máxima. Como utilizar a velocidade máxima aumenta a chance de
erro, simularemos a impressão em 50% da velocidade. Isso se deve também pelo fato
de a impressora de Luis ter indicado que a impressão seria feita em torno de 20 minutos,
e levou 32 minutos, um aumento de 50%. Esse aumento foi considerado para a
estimativa de metade da velocidade. Logo, a MBot 3D expeliria 2,57 cm³ de material em
12:52 minutos.
Assim, a tabela de atividades na situação ideal fica:
Atividade Tempo de Referência % % Acumulada
Tempo Total 1:10:09 100%
Receber Pedido 0:00:57 1.3% 1.3%
Análise do Pedido 0:00:36 0.9% 2.2%
Elaboração em Conjunto 0:02:32 3.6% 5.8%
Pesquisa na Internet 0:01:29 2.1% 7.9%
Vetorizar a Imagem 0:00:20 0.5% 8.4%
Modelar 0:21:15 30.2% 38.5%
Fatiar 0:01:25 2.0% 40.5%
Impressão do Protótipo 0:12:52 18.3% 58.8%
Rediscussão 0:01:41 2.4% 61.2%
Procurar Cor 0:00:15 0.4% 61.6%
Abrir Estoque 0:00:24 0.6% 62.1%
Guardar Estoque 0:00:17 0.4% 62.5%
Impressão do Produto 0:12:52 18.3% 80.8%
Mini retificadora 0:01:58 2.8% 84.0%
Aplicar Verniz 0:01:16 1.8% 85.8%
Esperar Verniz Secar 0:03:00 14.2% 100.0% Entrega do produto finalizado 0:00:00 0.0% 100.0%
Tabela 5 - Atividades e tempo situação atual

55
Fonte: Elaboração Própria
A distribuição dos tempos segundos essa classificação absoluta para a
simulação praticada esta exposta na tabela abaixo:
Valor Absoluto Situação de refencia Situação Atual
VR 0:59:31 1:47:14
VC 0:00:00 0:04:04
DA 0:03:56 0:20:29
Tabela 6 – Comparação de Valor – Situação Atual vs Refrencia
Fonte: Elaboração Própria

56
A tabela a seguir mostra o desperdício total de cada atividade:
Atividade Desperdício
Desperdício Total 1:10:31
Receber Pedido 0:00:00
Análise do Pedido 0:00:00
Elaboração em Conjunto 0:00:00
Pesquisa na Internet 0:00:00
Vetorizar a Imagem 0:06:32
Modelar 0:00:00
Fatiar 0:00:00
Impressão do Protótipo 0:19:21
Rediscussão 0:00:00
Abrir Estoque 0:00:24
Procurar Cor 0:00:00
Guardar Estoque 0:00:17
Aquecimento da Mesa 0:08:52
Impressão da peça (parte1) 0:07:27
Troca de Filamento 0:01:24
Expulsão de Filamento 0:02:40
Impressão da peça (parte 2) 0:11:50
Estilete 0:01:29
Lixar 0:00:00
Apliar Verniz 0:03:15
Esperar Verniz Secar 0:07:00
Entrega do produto finalizado 0:00:00
Tabela 7 - Desperdício Total
Fonte: Elaboração Própria
Dessa forma podemos fazer um mapeamento do fluxo de valor, sabendo a
influencia de cada etapa em no valor gerado:

57
Figura 21 - Mapa de fluxo de valor - Ideal
Fonte: Elaboração Próprio

58
5.3 Precificação
A partir de alguns inputs podemos obter informações suficientes para estimar um
valor aproximado (incluindo mark-up) do custo de cada peça.
Os inputs binários são referentes a peças que precisam de modelagem, peças
com mais de uma cor e peças com tratamento no final do processo
Sabendo que o valor para se receber um salário de R$ 6000, trabalhando 8 horas
por dia, durante 22 dias úteis em um mês é de R$ 34/hora, seguiremos os cálculos
usando esse resultado como uma ordem de grandeza próxima ao input referente a custo
por hora de trabalho.
Para calcular o valor de plástico gasto em cada impressão, precisamos recorrer
a alguns cálculos, pois temos apenas o valor do plástico por metro. Sabemos que um
rolo de meio quilo rende cerca de 485cm³ de impressão, dessa forma podemos fazer
sabemos que cada grama rende 1,03cm³, concluindo que sua densidade é 1,03 g/cm³.
A informação que a impressora nos fornece é a quantidade de filamento
(mm/peça) usada. Com esse valor, podemos fazer uma multiplicação para achar o valor
total gasto.
Equação 10 - Gramas de material usado
A partir do valor total de material gasto, podemos obter o custo total, fazendo
uma multiplicação daquele com o seu valor unitário, somando aos custos do tempo total.
Como base, usaremos um mark-up de 15% multiplicado pelo valor obtido. Por fim,
podemos fazer uma divisão do valor encontrado pelo número de peças e encontrar o
valor unitário de cada peça.

59
Usamos como input para cálculo:
Custo por hora de trabalho (R$)
Tempo de modelagem (min)
Tempo p/ troca de cor (min/peça)
Tempo p/ pós tratamento (min/peça)
Material Usado
Tem que modelar?
Quantidade de filamento (mm/peça)
Tempo de impressão (min/peça)
Tem que fazer troca de cor?
Tem que fazer pós tratamento?
Número de peças

60
Abaixo temos um simulação de precificação do pedido de teste realizado
Precificação de impressões 3D
Filamento
Tipo de Filamento ABS PLA
Densidade (g/cm³) 1.03 1.24
Diâmetro (mm) 1.75 1.75
Custo (R$) $65.00 $175.00
Peso do Rolo (kg) 0.5 1
Parâmetros de tempo
Custo por hora de trabalho (R$) $34.00
Tempo de modelagem (min) 32
Tempo p/ troca de cor (min/peça) 4
Tempo p/ pós tratamento (min/peça) 3
Características da Impressão
Material Usado ABS
Tem que modelar? Sim
Quantidade de filamento (mm/peça) 1070
Tempo de impressão (min/peça) 32
Tem que fazer troca de cor? Sim
Tem que fazer pós tratamento? Sim
Número de peças 2
Insumos gastos
Quantidade de material usado (g) 5.3
Tempo total de uso da máquina (min) 64
Tempo total de pós tratamento (min) 14
Custo de impressão
Custo de material total (R$) $0.90
Custo de tempo de impressão (R$) $36.27
Custo de tempo total (R$) $62.33
Custo total/peça $31.17
Custo total $63.23
Preço
Mark-up (%) 15%
Preço final 74.39
Preço final/peça 37.19
Tabela 8 - Precificação Situação Atual
Fonte: Elaboração Própria

61
5. PROPOSTAS
Para a proposta da situação desejável, ou futura, decidimos focar nas atividades
que se mostraram mais trabalhosas e que demandaram mais tempo, a modelagem e
impressão em si. Ambas representam juntas cerca de de 81% do tempo total do
processo, sendo que a impressora é o gargalo, representando 58,7% do tempo total.
Fica claro que quanto melhor for a impressora, melhor será seu processo pois a mesma
é responsável por grande fatia do tempo de produção. Também adentraremos ao seu
processo de estocagem e pós-impressão.
A partir das análises feitas acima, e embasados das possibilidades reais de
mudança, iremos propor um modelo futuro que permitirá a melhoria do processo sem
muitos impactos ao investimento já realizado. Para que isso ocorra, é fundamental que
Luis permaneça com a sua impressora, parte substancial do investimento. Com isso,
não teremos possibilidade de aumento de velocidade e/ou capacidade de fluxo.
Porém, outro fator importante durante a impressão é a troca do filamento. A
atividade é subdividida em outras duas, o ato da troca propriamente dita, e a espera que
até que o antigo filamento antigo seja totalmente expulso da extrusora. Esse processo
leva cerca de 4 minutos e representa 3% do tempo total. A diferença aqui é que esse é
um processo que pode ser eliminado com a adição de uma segunda extrusora. Isso é
possível já que a impressora é um open hardware. Como já teremos as duas cores
devidamente posicionadas para impressão, na proposta de modelo, essa etapa é
extinta.

62
Figura 22 - Local de adição da extrusora adicional
Fonte: Elaboração Própria
Primeiramente pensamos em adicionar uma extrusora a mais na abertura
disponível, mostrada na figura abaixo. Porém, a chance de desregularem e erros
provenientes desse arranjo seriam grandes, necessitando de muitas horas de testes e
acertos no equipamento. Após uma pesquisa mais aprofundada entretanto,
descobrimos uma extrusora dupla já montada com um preço acessível, $ 141,00, no site
kickstarter pouco superior ao que se gastaria com o kit de peças separadas.
Figura 23 - Extrusora Dupla
Fonte: http://www.3dgraf.com.br/impressora-3d-prodesk3d/
Acessado: Agosto 2015

63
Como descrito no item 3, o estoque de Luis é bem pequeno e por isso não é feito
um controle rigoroso sobre o mesmo. Ao indagarmos entre quais cores podíamos
escolher, o mesmo não soube dizer precisamente quais haviam nem se ainda estavam
em condições ótimas para o uso. Além disso, a caixa na qual mantinha seu estoque era
inapropriada e alocada do outro lado do quarto. Assim, tivemos que pegar a mesma e
trazer para onde estávamos para descobrir quais cores haviam e quais poderiam ser
utilizadas.
Figura 24 - Novo local de estoque
Fonte: Elaboração Própria
Contornar tal problema foi simples. Criamos um controle de estoque em uma
planilha do excel. Luis inputará os seguintes dados:
Peso
Cor
Data de compra
Data de validade
Quantidade de filamento usado
Esses dados são suficientes para que Luis saiba quantos e quais filamentos tem
em posse e quais deve utilizar primeiro. Assim, também saberá quando será necessário
encomendar outro filamento de determinada cor. A tabela é representada abaixo:

64
Tabela 9 – Tabela de Controle de Estoque
Fonte: Elaboração Própria
Além disso, o posicionamento da mesma mais próximo a impressora reduzirá o
tempo de procura do filamento. Essa atividade poderá ser feito sem que o mesmo saia
da sua cadeira em frente ao computador. Com essas mudanças, é esperado que o
tempo de cheque de estoque e procura do filamento caia pela metade, mais
precisamente 42%.
Na etapa de vetorizar uma imagem em duas dimensões para dar inicio ao
processo de modelagem tridimensional, Luiz faz um processo manual, que pode ter seu
tempo reduzido de forma drástica usando uma ferramenta de tratamento de imagem
vetorial.
Inkscape é um software open-source grátis, que pode rastrear traços em bits de
imagem e vetorizar os mesmos. Com apenas um clique, como mostrado na figura
abaixo, usando a opção “trace Bitmap”.

65
Figura 25 - Inkscape – Software de tratamento de imagem vetorial
Fonte: Elaboração Própria
Com relação ao tratamento pós-impressão, dependendo da peça é necessário
fazer uma limpeza de erros com estilete, depois o lixamento da mesma e após aplicar
uma camada de verniz. Os primeiros processo ainda são muito rústicos e otimizaremos
essas atividades a introdução de uma mini retificadora
Figura 26 - Micro retifica
Fonte: Elaboração Própria
Com a mesma será possível eliminar as pequenas imperfeições e lixar ao
mesmo tempo, em um espaço de tempo menor, reduzindo de duas atividades para uma.

66
O processo de aplicação de verniz é bem simples e não será alterado, porém, a
espera para que o produto seque é demasiadamente longa. A redução nesse caso veio,
de forma simples, com a adição de um ventilador em cima da peça. Com isso o tempo
de espera caiu em 70% e foi para 3 minutos.
Com as alterações citadas acima, simulando o tempo de impressão com duas
extrusoras e reduzindo o número de atividades temos a tabela a seguir:
Atividade Situação Futura % % Acumulada
Tempo Total 1:50:43 100%
Receber Pedido 0:00:57 0.9% 0.9%
Análise do Pedido 0:00:36 0.5% 1.4%
Elaboração em Conjunto 0:02:32 2.3% 3.7%
Pesquisa na Internet 0:01:29 1.3% 5.0%
Vetorizar a Imagem 0:00:20 0.3% 5.3%
Modelar 0:21:15 19.1% 24.5%
Fatiar 0:01:25 1.3% 25.7%
Impressão do Protótipo 0:32:13 29.0% 54.8%
Rediscussão 0:01:41 1.5% 56.3%
Procurar Cor 0:00:15 0.2% 56.5%
Abrir Estoque 0:00:24 0.4% 56.9%
Guardar Estoque 0:00:17 0.3% 57.1%
Aquecimento da Mesa 0:08:52 8.0% 65.1%
Impressão da Produto 0:32:13 29.0% 94.1%
Mini Retificadora 0:01:58 1.8% 96.2%
Aplicar Verniz 0:01:16 1.1% 97.3%
Esperar Verniz Secar 0:03:00 2.7% 100.0% Entrega do produto finalizado 0:00:00 0.0% 100.0%
Tabela 10 - Atividades e tempo situação Futura
Fonte: Elaboração Própria

67
Figura 27 - Mapa de fluxo de valor - Futuro
Fonte: Elaboração Própria

68
6.1 Precificação Futura
Tendo em vista as mudanças propostas para um estado futuro, podemos estimar
um novo custo de produção para Luis, uma vez que a variável que tem maior influência
é o tempo gasto com a impressão e modelagem.
De acordo com o Mapa de Fluxo de Valor, podemos eliminar 20 minutos 46
segundos considerados desperdício no processo de impressão de Luis. Essa grande
alteração no tempo é responsável por alterar drasticamente a precificação da
impressão. Dessa forma obtemos o seguinte quadro de precificação:
Abaixo temos um simulação de precificação do pedido de teste realizado
Precificação de impressões 3D
Filamento
Tipo de Filamento ABS PLA
Densidade (g/cm³) 1.03 1.24
Diâmetro (mm) 1.75 1.75
Custo (R$) $65.00 $175.00
Peso do Rolo (kg) 0.5 1
Parâmetros de tempo
Custo por hora de trabalho (R$) $34.00
Tempo de modelagem (min) 21
Tempo p/ troca de cor (min/peça) 4
Tempo p/ pós tratamento (min/peça) 3
Características da Impressão
Material Usado ABS
Tem que modelar? Sim
Quantidade de filamento (mm/peça) 1070
Tempo de impressão (min/peça) 32
Tem que fazer troca de cor ? Não
Tem que fazer pós tratamento? Sim
Número de peças 2
Insumos gastos
Quantidade de material usado (g) 5.3
Tempo total de uso da máquina (min) 64
Tempo total de pós tratamento (min) 6
Custo de impressão
Custo de material total (R$) $0.90
Custo de tempo de impressão (R$) $36.27
Custo de tempo total (R$) $51.57
Custo total/peça $25.78
Custo total $52.46
Preço
Mark-up (%) 15%
Preço final 61.72
Preço final/peça 30.86
Tabela 11 – Precificação Futura
Fonte: Elaboração Própria

69
6. DESDOBRAMENTOS
A análise aqui apresentada foi focada no valor que cada atividade agrega ao
processo de manufatura aditiva na visão do produtor. Porém, o estudo foi feito
considerando apenas a confecção de uma peça e não de um lote. Assim, a primeira
recomendação é a necessidade de se coletar mais dados referentes ao processo
advindos de um número maior de demandas.
Por limitações práticas não foi possível obter um grande volume de informações
para os dados de entrada do modelo e a coleta dos mesmos deixariam os cálculos mais
exatos e realistas.
Economicamente, o trabalho apresenta um estudo sobre até que ponto é viável
que a peça seja feita com impressão 3D ou via manufatura tradicional com máquinas
CNC, que girou entre 20 mil e 100 mil peças. Porém essa análise foi feita com tecnologia
estado da arte e pode não se aplicar ao estudo. Assim, um próximo passo seria o cálculo
desse valor para o caso estudado.
Mesmo com as melhorias sugeridas, observamos que o valor final por peça ainda
é muito elevado em comparação a produtos de semelhantes características e
dimensões. Entende-se que pode ser desenvolvido um produto personalizado que
atenda a todas as necessidades e especificações escolhidas pelo cliente, fazendo com
que o mesmo esteja disposto a pagar um valor mais elevado. Todavia, a tradicional
produção em larga escala apresenta suas vantagens em comparação a manufatura
aditiva. O cenário descrito anteriormente apresenta um trade-off claro, e em um mercado
dinâmico, o produtor teria pouca influência no valor de sua precificação, tendo uma
resposta negativa da má estimação da mesma. Dessa forma, o entendimento do custo
de produção faz-se tão, ou mais importante que a precificação de cada peça. É
necessário fazer uma alise profunda e precisa do custo envolvido pois o precificação é
dada pelo mercado.
O trabalho evidencia inúmeras oportunidade e cenários de inovação o oferecidos
pela impressora 3D. Sabendo que a tecnologia cresce de forma exponencial, está claro
que mudanças drásticas estão por vir em um curto período de tempo. Tais mudanças
serão responsáveis por grandes alterações no sistema de produção atualmente
conhecido, fazendo com que o mesmo se amplifique drasticamente e
consequentemente aumente de forma substancia a produtividade humana. Tal melhoria

70
é capaz de alterar características fundamentais de uma sociedade, melhorando
qualidade de vida, saúde, dentre outros. O cenário descrito acima, muito se assemelha
a primeira revolução industrial acontecida no século XVIII onde o sistema de produção
baseado em artesanato se aproximou do sistema de produção industrial que
conhecemos atualmente com a inserção de maquinas movidas a vapor. Por outro lado,
essa nova revolução, permite novos caminhos e oportunidades, que as primeiras não
ofereceram. Compreendendo as causas das mudanças advindas da inserção da
manufatura aditiva, entendemos também suas consequências permitindo que
antecipamos medidas e decisões. Tamanha mudança, é acompanhada de lados
positivos e negativos, e assim como nas outras revoluções, certamente irá reduzir certos
postos de trabalho ao mesmo tempo que oferece novas oportunidades.
Deve-se frisar o fato de o caso estudado pertencer ao cenário Brasileiro, onde
inúmeras adversidades não permitem a fácil a entrada no mercado e desenvolvimento
dos makers. O conhecimento necessário e para iniciar a produção de um
microempreendedor já está disseminado, porem o pais ainda precisa se integrar a essa
nova revolução industrial, para ter proveito de oportunidades econômicas, sociais e
culturais. Sem o incentivo necessário e com as inúmeras taxas tributarias brasileiras se
torna extremamente difícil o surgimento de makers e pequenas empresas mais
competitivas e inovadoras, gerando um avanço como um todo para o pais
71
7. CONCLUSÃO
O presente trabalho buscou aplicar os princípios da metodologia lean ao
processo de manufatura aditiva, ou impressão 3D, analisando o caso do maker Luis
Fernando Lopes na tentativa de maximar as atividades de valor e eliminar as de
desperdício.
Primeiramente pudemos constatar que Luis está em uma fase bem inicial no que
tange ao modelo de negócio, tanto que ainda se restringe em atender somente
demandas menores, sem que as mesmas tenham de grandes lotes. Além disso, Luis
tem focado em fazer pequenas peças como chaveiros, cartões de visita e abridores de
garrafa.
Analisando os dados dos itens 5 e 6 podemos ver que, como citado
anteriormente, a impressora 3D é o gargalo, e para que haja um ganho expressivo e
aproximação da situação ideal e com uma redução do tempo de produção, é necessário
que se utilize uma tecnologia melhor. Como não vem ao caso de Luis, as alterações
ocorreram em processos com menor impacto no fluxo, porém, são notáveis.
O tempo total de produção na situação atual é de 2h12min. Com as alterações
propostas, é previsto uma eliminação de 4 das 22 etapas e consequentemente a
redução do tempo médio para 1h51min. Isso representa uma redução de 21 minutos e
46 segundos, ou 15,8% no processo de produção. Do ponto de vista financeira, houve
uma redução do preço final para de R$37,19 para R$30,86, ou 17%.
É importante frisar que, embora os desperdícios totais cheguem a mais de 1
hora, no atual contexto é impossível fazer a redução total dos mesmos já que alguns
são inerentes ao sistema e à tecnologia em questão.
A análise econômica mostrou que o preço por peça ainda é elevado e como não
se tem ganho de escala com impressoras 3D se faz necessário uma análise de até que
ponto é vantajoso utilizar este tipo de manufatura em detrimento da manufatura
convencional.
Todavia, como vimos na análise da tabela de precificação, tempo é relacionado
diretamente com o custo da peça. Dessa forma, toda e qualquer melhoria não deve ser
vista como inútil. Por mais que a primeira vista, uma redução de 15% do tempo não
pareça muito surpreendente, a longo prazo pode representar ganhos muito expressivos

72
A execução desse estudo permitiu a aplicação de uma metodologia prática para
análise dos processos de produção e seus respectivos valores reais ao produtor, no
caso, Luis. Isso permitiu a identificação de oportunidades de melhoria nos processos
relacionados à manufatura aditiva. Porém, os autores acreditam que com uma análise
mais detalhada e contínua essas oportunidades não se restringem as aqui mencionadas
e podem ser de grande valia para makers em início de jornada.
Assim, como pudemos ver, mesmo que o processo de impressão 3D aparente
ser um processo lean, sem desperdícios, na verdade é passível de diversas melhorias,
fundamentalmente no que tange ao processos pré e pós impressão, além de controles
de estoque.

73
Anexos
Foram organizados, nas páginas seguintes e em ordem de aparição durante o
texto, todos os documentos utilizados para enriquecer ainda mais esta pesquisa
Anexo 1: Questionário
1. Conte um pouco de como você ingressou no mundo de impressoras 3D.
2. Quais barreiras enfrentou? (Fornecedores, tecnologia, custo?)
3. Qual seu objetivo em relação a manufatura aditiva?
4. Qual tecnologia/impressora 3D/insumos usa? Escolheu devido a dados
provenientes de estudo ou teste/prática?
5. Quais principais problemas que enfrenta atualmente?
6. Fez/faz um planejamento de estoque/insumos?
7. Quais são as principais demandas por parte dos clientes?
8. Mapear detalhadamente todo o processo produtivo desde o momento em que
recebe o pedido até o momento em que entrega o produto. (Literalmente tudo).
9. Quais as principais diferenças encontradas pelos “makers” brasileiros, em
relação a outros países.

74
Referências
Artigos
COTTELEER M. J. 3D Opportunity for Production - Additive Manufacturing makes its
(business) case. Acessado em 03/04/2015.
SZWARCFITER, C.; DALCOL, P. R. T. Economias de Escala e de Escopo:
Desmistificando alguns Aspectos da Transição. Disponível em:
<http://www.scielo.br/pdf/prod/v7n2/v7n2a01.pdf> acessado em 10/06/2015
COSTA R.S. e JARDIM E.G.M. - OS CINCO PASSOS DO PENSAMENTO ENXUTO
NET, Rio de Janeiro, 2010. Disponível em: <http://www.trilhaprojetos.com.br> acessado
em 15/07/2015
MARTINS, Nathalie da Corte CANTANHEDE, Ingrid Labanca, JARDIM, Eduardo
Galvão Moura Rio de Janeiro, 2010 MAPEAMENTO DE FLUXO DE VALOR EM
SERVIÇOS: UMA PROPOSTA DE CÓDIGOS, SÍMBOLOS E CRITÉRIOS.
Dissertações e Monografias
LOPES, D. A. R.; BISPO, F. R. A. Empreendedorismo: Estudo no Ramo de Pizzarias.
Projeto de Fim de Curso de Engenharia de Produção da UFRJ orientado por Regis da
Rocha Motta. Rio de Janeiro, 2001.
SOUZA, Felipe Seixas & PARENTE, Micaela Garcia BRT TransCarioca: Reflexões e
Propostas à Luz da Filosofia Lean - Rio de Janeiro: UFRJ/ Escola Politécnica, 2015.
LOPES, Luis Fernando da Costa; Estudo sobre os benefícios do cenário de Nova
Revolução Industrial no processo de desenvolvimento de novos negócios - Rio de
Janeiro: UFRJ / Escola Politécnica, 2014.

75
Livros
WOMACK, J., JONES, D, A mentalidade enxuta nas empresas (Lean Thinking), Editora
Campus, 1a Edição, 2004.
ANDERSON, C., Makers: The New Industrial Revolution, New York: CrowBusiness,
2011.
HAYES, R.H e WHEELWRIGHT, S.e. Restoring our Competitive Edge: Competing
through Manufacturing. New York, Wiley, 1984.
KRAJEWSKI, L.J. e RITZMAN, L.P . Operations Management: Strategy and Analysis.
4" ed. EUA, Addison- Wesley, 1996.
Rother, M., Shook, J., 1999, aprendendo a ver - Mapeamento do Fluxo de Valor de criar
valor e eliminar o Muda, Brookline, Massachusetts: o Lean Enterprise Institute
PINDYCK, Robert S. e RUBINFELD, Daniel L. Microeconomics. 2a ed. EUA, Macmillan,
1992.
POSSAS, Maria Silvia. Concorrencia e Competitividade: Notas Sobre Estrategia e
Dinamica Seletiva na Economia Capitalista. Tese de doutorado. UNICAMP, 1993.
.