Embed Size (px)
Citation preview
PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA MECÂNICA
Valéria Glória de Lima
Estudo das tensões residuais em engrenagens
forjadas e usinadas
Orientador: Prof. Dr. Frederico Ozanan Neves
São João Del-Rei, 2017
Valéria Glória de Lima
Estudo das tensões residuais em engrenagens
forjadas e usinadas
Dissertação apresentada ao Curso de Mestrado da
Universidade Federal de São João Del-Rei, como requisito
para a obtenção do título de Mestre em Engenharia
Mecânica.
Área de Concentração: Materiais e Processos de
Fabricação.
Orientador: Prof. Dr. Frederico Ozanan Neves.
São João Del-Rei, 2017

Dedico este trabalho aos meus pais.
Agradecimentos
Primeiramente agradeço a Deus por me conceder sabedoria e perseverança para sempre
seguir em frente.
Aos meus pais Helvécio e Glória, ao meu irmão Valério pelo apoio e incentivo, ao
Adailton pela paciência e companheirismo.
Ao meu orientador Professor Dr. Frederico Ozanan Neves pela paciência, dedicação e
ensinamentos.
Ao Professor Dr. Rhelman Rossano Urzedo Queiroz por ter contribuído com seu tempo
e conhecimento nos ensaios de tração.
Ao Professor Dr. Lecino Caldeira pelos ensinamentos e ajuda com os ensaios de tração.
Ao Professor Dr. Paulo Roberto Cetlin, por autorizar o uso do Software DEFORM ™-
3D, no laboratório da Escola de Engenharia da UFMG.
À Professora Dra. Maria Teresa Paulino Aguiar pela atenção prestada durante o tempo
do desenvolvimento da simulação numérica.
Ao Adriano Trajano pelo tempo e ajuda prestado na realização das simulações
numéricas.
À secretária do PPMEC Claudete pelo apoio.
Ao técnico Camilo Lelis pelo auxilio na pesquisa desenvolvida com a fabricação das
ferramentas e auxilio na condução dos experimentos.
A todos os professores do Programa de Pós-Graduação em Engenharia Mecânica em
especial ao Professor Dr. Lincoln Cardoso Brandão pelo apoio.
Aos meus colegas de mestrado Sarita Hauck, Guilherme Germano, Samuel Alves,
Thiago Lara e em especial ao Rafael por ter contribuído com o forjamento a quente das peças.
À Márcia Belício por contribuir ativamente em todos os procedimentos experimentais e
teóricos da pesquisa.
Agradeço ainda à Elaine e Lívia pelo incentivo e apoio prestados sempre.
Enfim, agradeço a todos que de alguma forma contribuíram para a realização desta
pesquisa.

Os que se encantam com a prática sem a ciência são como os timoneiros que entram no navio sem
timão nem bússola, nunca tendo certeza do seu destino”. (Leonardo da Vinci)
Resumo
As indústrias de equipamentos mecânicos buscam aperfeiçoamento contínuo, com o intuito de
oferecem produtos cada vez mais eficiente. As engrenagens são elementos de máquinas
empregados em uma variada gama de equipamentos. Os dentes das engrenagens são os
elementos mais importantes na sua constituição, e estão submetidas a tensões cíclicas quando
estão em funcionamento, podendo falhar por fadiga. As tensões residuais estão presentes em
todos os produtos que foram submetidos a processamento mecânico. Quando as tensões são de
natureza compressiva, elas interferem aumentando a resistência à fadiga. Neste trabalho
investigaram-se as tensões residuais provenientes dos processos de fabricação por usinagem e
por forjamento a frio e a quente na produção de engrenagens cilíndricas de dentes retos em
alumínio, concentrados em três pontos no perfil do dente: o pé, na raiz do dente e na altura do
diâmetro primitivo. A natureza das tensões residuais das peças forjadas foi investigada
empregando-se ensaios de microdureza e a sua intensidade foi avaliada através de simulações
numéricas. Um teste estatístico mostrou uma forte correlação entre os ensaios experimentais e
a simulação numérica. Empregando-se um planejamento fatorial, os ensaios experimentais
foram analisados através da ferramenta de Análise de Variância. Os resultados mostram que o
processo de fabricação tem influência na formação de tensões residuais na peça e que não há
diferença significativa na intensidade da tensão entre pontos medidos. Observou-se, ainda, que
a operação de fresamento introduziu tensões residuais trativas. Pode-se concluir também que a
melhor condição é a de forjamento em temperatura ambiente.
Palavras-chave: Engrenagens. Processos de fabricação. Tensões residuais.

Abstract
The mechanical equipment industries seek for continuous development, with an aim to offer
more efficient products. Gears are mechanical elements frequently employed in a wide variety
of equipments. Gear teeth are the most important elements in gears constitution and are loaded
by cyclic stresses, which may impose fatigue failure. The residual stresses occur over all
products that were subjected to mechanical process. Compressive residual stresses may
increase fatigue limit. In this work teeth from aluminums cylindrical gears had their residual
stresses analyzed, as product of machining and forging process. There were three points of
analyse, at root circle and pitch circle. The kind of the residual stresses from forging specimens
were investigated using microhardness tests and its intensity level was evaluated via FEM. A
statistical method showed a strong relationship between experimental tests and FEM results.
The results exhibit that the manufacturing process has influence on residual stress development
and that there is no intensity difference of it between the measured points. Furthermore, is
possible to state that the machining milling created tensile residual stresses. Additionally, is
possible conclude that the best processing condition is cold forging.
Keywords: Gears. Manufacturing processes. Residual stresses.
LISTA DE FIGURAS
Figura 1-Engrenagem cilíndrica de dentes retos e pinhão (MAITRA, 1994). ........................... 7
Figura 2- Nomenclatura básica para engrenagens cilíndricas de dentes retos ( DOS SANTOS
JÚNIOR, 2003 ). ......................................................................................................................... 8
Figura 3 - Engrenagens cilíndricas de dentes retos (FRANCESCO, P 1978) ............................ 9
Figura 4- Engrenagens cilìndricas de dentes retos calculada por Diametral Pitch
(FRANCESCO, P 1978) ........................................................................................................... 10
Figura 5- Tipos de falhas por fadiga em dentes de engrenagens. a) Descamação da área
efetiva. b) Fratura na raiz do dente (GROTE, 2008) .............................................................. 11
Figura 6- Fresamento de dentes de engrenagens (GROOVER, 2009) ..................................... 12
Figura 7- Forjamento em matriz fechada (AJEET BABU et al., 2015) ................................... 14
Figura 8- Tensão versus deformação (NEVES, 2003). ............................................................ 18
Figura 9- O efeito da temperatura sobre a curva tensão-deformação. (ASKELAND; FULAY;
WRIGHT, 2010). ...................................................................................................................... 21
Figura 10- Modelo esquemático de uma máquina de tração a quente (adaptada de ZHAO;
LAMPMAN, 2000) ....................................................................................................................... 22
Figura 11- Indentador piramidal de diamante de base quadrada utilizado para o teste de
Vickers (VOOR, 2000). ............................................................................................................ 23
Figura 12- Geometria de impressão de um indentador piramidal de base quadrada (VOOR,
2000). ........................................................................................................................................ 24
Figura 13- Efeito de tensões residuais na superfície indentada nas curvas de carga e
profundidade (adaptado de WANG et al., 2006). ..................................................................... 25
Figura 14- centro de usinagem Romi Discovery 560 (Fonte: autoria própria) ........................ 30
Figura 15- Máquina de ensaio de tração (Fonte: autoria própria) ............................................ 31
Figura 16- Fresadora (Fonte: autoria própria) .......................................................................... 31
Figura 17- Forno mufla Jung 4212 (Fonte: autoria própria) .................................................... 32
Figura 18 - Prensa hidráulica (autoria própria) ........................................................................ 32
Figura 19- Microdurômetro (Fonte: autoria própria). .............................................................. 33
Figura 20- Corpo de prova para ensaio de tração de acordo com a norma ASTM – E 8M
(ASTM INT., 2011) .................................................................................................................. 34
Figura 21- Engrenagem inteira e corpo de prova (Fonte: autoria própria) ............................... 35
Figura 22-Matriz inferior que contém a geometria final desejada (Fonte: autoria própria) ..... 36
Figura 23- Suporte guia para o punção (Fonte: autoria própria) .............................................. 36
Figura 24- Suporte (Fonte: autoria própria) ............................................................................. 36
Figura 25- Punção de forjamento (Fonte: autoria própria) ....................................................... 37
Figura 26- Modelo esquemático da ferramenta de forjamento (Fonte: autoria própria) .......... 37
Figura 27- Pré-forma para o processo de forjamento (Fonte: autoria própria) ........................ 38
Figura 28 - Ferramenta de forjamento (Fonte: autoria própria) ............................................... 38
Figura 29- Peças forjadas à temperatura ambiente, 400°C, 450°C e 480°C respectivamente
(Fonte: autoria própria). ............................................................................................................ 39
Figura 30- Fabricação da engrenagem por fresamento (Fonte: autoria própria). ..................... 39
Figura 31- Peça usinada e embutida (Fonte: autoria própria) .................................................. 40
Figura 32- Dimensão do corpo de prova embutido para ensaio de microdureza Vickers com
marcação do Ponto O (Fonte: autoria própria). ........................................................................ 40
Figura 33- Pontos de medição da microdureza no corpo de prova embutido .......................... 41
Figura 34- Geometria e malha da pré-forma gerada pelo GMSH (Fonte: autoria própria)...... 43
Figura 35- Direção e sentido do punção de forjamento na primeira e segunda operação
respectivamente –Z e +Z (Fonte: autoria própria). ................................................................... 45
Figura 36- Curva tensão deformação liga de alumínio 6351-T6 a temperatura ambiente
(Fonte: autoria própria). ............................................................................................................ 46
Figura 37- Curva tensão deformação verdadeira Liga de alumínio 6351- T-6 a temperatura
400°C (Fonte: autoria própria). ................................................................................................ 47
Figura 38- Curva tensão deformação verdadeira Liga de alumínio 6351- T-6 a temperatura
450°C (Fonte: autoria própria). ................................................................................................ 48
Figura 39- Curva tensão deformação verdadeira Liga de alumínio 6351- T-6 a temperatura
480°C (Fonte: autoria própria). ................................................................................................ 48
Figura 40- Curva tensão deformação da Liga de alumínio 6351- T-6 a temperatura ambiente
(Fonte: autoria própria). ............................................................................................................ 48
Figura 41- Curva tensão deformação da Liga de alumínio 6351- T-6 a temperatura 400°C
(Fonte: autoria própria). ............................................................................................................ 49
Figura 42- Curva tensão deformação verdadeira Liga de alumínio 6351- T-6 a temperatura
450°C (Fonte: autoria própria). ................................................................................................ 49
Figura 43- Curva tensão deformação verdadeira Liga de alumínio 6351- T-6 a temperatura
480°C (Fonte: autoria própria). ................................................................................................ 49
Figura 44- Tensão (X) nos pontos de medição na peça forjada à temperatura ambiente
(Fonte: autoria própria). ............................................................................................................ 54
Figura 45 - Comportamento da Tensão (X) nos Pontos 1, 2 e 3 ao longo do tempo de
forjamento à temperatura ambiente (Fonte: autoria própria).................................................... 54
Figura 46- Pontos de medição da Tensão (X) na liga de alumínio 6351-T6 forjada a
temperatura 400°C (Fonte: autoria própria). ............................................................................ 55
Figura 47- Comportamento da Tensão (X) nos Pontos 1, 2 e 3 ao longo do tempo de
forjamento a 400°C (Fonte: autoria própria). ........................................................................... 56
Figura 48- Pontos de medição da Tensão (X) na liga de alumínio 6351-T6 forjada a
temperatura 450°C (Fonte: autoria própria). ............................................................................ 56
Figura 49- Comportamento da Tensão (X) nos Pontos 1, 2 e 3 ao longo do tempo de
forjamento a 450°C (Fonte: autoria própria). ........................................................................... 57
Figura 50- Pontos de medição da Tensão (X) na liga de alumínio 6351-T6 forjada a
temperatura de 480°C (Fonte: autoria própria). ....................................................................... 57
Figura 51- Comportamento da Tensão (X) nos Pontos 1, 2 e 3 ao longo do tempo de
forjamento 480°C. (Fonte: autoria própria). ............................................................................. 58
Figura 52- Valores de tensão (X) no processo de forjamento (Fonte: autoria própria)............ 60
LISTA DE TABELAS
Tabela 1-Designação das ligas de Alumínio Aluminum Association (CAMPBELL, 2008). ........... 5
Tabela 2– Fórmulas para o cálculo de engrenagens cilíndricas de dentes retos (adaptada de
FRANCESCO, P 1978). ................................................................................................................. 9
Tabela 3– Fórmulas para o cálculo de engrenagens cilíndricas de dentes retos por Diametral
Pitch (adaptada de FRANCESCO, P 1978). ............................................................................ 10
Tabela 4- Módulo e número de dentes correspondente (KRENZER; CONIGLIO, 1989) ........... 13
Tabela 5-Parâmetros para regimes de trabalhos (ZHAO; LAMPMAN, 2000). ......................... 19
Tabela 8- Condição e nível de correlação entre variáveis (RYAN, 2006). ................................ 28
Tabela 9- Composição da liga ASTM AA6351 (ABAL, 2007). .................................................... 33
Tabela 10- Parâmetros de entrada e níveis investigados no experimento .............................. 42
Tabela 11- Principais parâmetros de entrada da simulação (Fonte: autoria própria). ............ 42
Tabela 12- Definição dos objetos para forjamento à temperatura ambiente ......................... 44
Tabela 13- Definição dos objetos para o forjamento 400 °C ................................................... 44
Tabela 14- Definição dos objetos para o forjamento a 450 °C (Fonte: autoria própria). ........ 44
Tabela 15- Primeira operação: Definição dos objetos forjamento 480 °C ............................... 45
Tabela 16- Valores de tensão máxima em diferentes temperaturas (Fonte: autoria própria). .. 47
Tabela 17- Valores de microdureza Vickers (Fonte: autoria própria). ..................................... 50
Tabela 18- ANOVA (Fonte: autoria própria). ............................................................................ 51
Tabela 19- Contraste entre os processos (Fonte: autoria própria) .......................................... 52
Tabela 20- Coordenadas dos pontos de medição (Fonte: autoria própria). ............................ 53
Tabela 21- Correlação entre tensão e microdureza Vickers (Fonte: autoria própria). ............ 59
SUMÁRIO
INTRODUÇÃO ..................................................................................................................... 1
REVISÃO BIBLIOGRÁFICA .............................................................................................. 3
2.1. ALUMÍNIO E SUAS LIGAS .................................................................................. 3
2.1.1. Considerações gerais ................................................................................................ 3
2.1.2. Obtenção do Alumínio ............................................................................................. 3
2.1.3. Classificação das ligas de Alumínio......................................................................... 4
2.1.4. Tratamentos Térmicos nas ligas de alumínio ........................................................... 5
2.1.5. Caracterização da liga 6xxx ..................................................................................... 6
2.1.6. Aplicação das ligas de alumínio ............................................................................... 7
2.2. ENGRENAGENS .................................................................................................... 7
2.2.1. Engrenagens cilíndricas de dentes retos ................................................................... 8
2.2.2. Falhas em dentes de engrenagens........................................................................... 11
2.2.3. Manufatura de engrenagens ................................................................................... 12
2.2.3.1. Fresamento ............................................................................................................. 12
2.2.3.2. Forjamento ............................................................................................................. 13
2.3. TENSÕES RESIDUAIS ........................................................................................ 15
2.4. PROPRIEDADES DOS MATERIAIS .................................................................. 17
2.4.1. Comportamento mecânico dos materiais ............................................................... 17
2.4.2. Fundamentos da conformação a quente ................................................................. 19
2.4.3. Ensaio de tração ..................................................................................................... 20
2.4.4. Efeito da temperatura no ensaio de tração ............................................................. 20
2.4.5. Ensaio de tração a quente ....................................................................................... 21
2.4.6. Ensaio de dureza..................................................................................................... 22
2.4.7. Ensaio de dureza Vickers ....................................................................................... 23
2.5. UTILIZAÇÃO DE SOFTWARE DE SIMULAÇÃO DE ELEMENTOS FINITOS
EM PROCESSOS DE CONFORMAÇÃO ........................................................................... 26
2.6. MÉTODOS DE ANÁLISE ESTATÍSTICA .......................................................... 27
2.6.1. Correlação entre variáveis ...................................................................................... 28
MATERIAIS E MÉTODOS ................................................................................................ 29
3.1. EQUIPAMENTOS ................................................................................................. 30
3.1.1. Centro de Usinagem ............................................................................................... 30
3.1.2. Máquina para ensaio de tração ............................................................................... 30
3.1.3. Fresadora ................................................................................................................ 31
3.1.4. Forno ...................................................................................................................... 31
3.1.5. Prensa hidráulica .................................................................................................... 32
3.1.6. Microdurometro ..................................................................................................... 32
3.1.7. Software DEFORM ™- 3D .................................................................................... 33
3.2. MATERIAL ........................................................................................................... 33
3.3. ENSAIO DE TRAÇÃO ......................................................................................... 34
3.3.1. Temperatura do ensaio de tração ............................................................................ 34
3.4. DEFINIÇÃO DA GEOMETRIA DA PEÇA ......................................................... 34
3.5. DEFINIÇÃO DO FERRAMENTAL PARA O FORJAMENTO .......................... 35
3.5.1. Ferramentas para o forjamento ............................................................................... 35
3.5.2. Determinação do pré-forma para o forjamento ...................................................... 37
3.6. PROCEDIMENTOS EXPERIMENTAIS.............................................................. 38
3.6.1. Forjamento das peças ............................................................................................. 38
3.6.2. Usinagem das peças ............................................................................................... 39
3.6.3. Preparação dos corpos de prova para ensaio de microdureza ................................ 40
3.6.4. Ensaio de microdureza Vickers .............................................................................. 41
3.7. PLANEJAMENTO EXPERIMENTAL ................................................................. 41
3.8. PRIMEIRA ETAPA DE EXPERIMENTOS ......................................................... 42
3.9. PARÂMETROS DE ENTRADA PARA AS SIMULAÇÕES .............................. 42
DISCUSSÃO DOS RESULTADOS ................................................................................... 46
4.1. ENSAIOS DE TRAÇÃO ....................................................................................... 46
4.2. ENSAIO DE MICRO DUREZA VICKERS ......................................................... 50
4.3. RESULTADOS DA SIMULAÇÃO NUMÉRICA ................................................ 53
4.4. ESTUDO ESTATÍSTICO DA CORRELAÇÃO ENTRE VARIÁVEIS .............. 58
CONCLUSÃO ..................................................................................................................... 61
REFERÊNCIAS ................................................................................................................... 63
APÊNDICE A- RESULTADO DO ENSAIO DE DUREZA ............................................. 70
APÊNDICE B- ANÁLISE DE VARIÂNCIA ..................................................................... 71
APÊNDICE B- CURVAS TENSÃO DEFORMAÇÃO ...................................................... 75
ANEXO 1- CORRELAÇÃO ENTRE VARIÁVEIS........................................................... 78
ANEXO 2- ANÁLISE DE VARIÂNCIA ........................................................................... 79
1
CAPÍTULO 1
INTRODUÇÃO
Os metais em geral apresentam grande capacidade de deformar-se frente a solicitações.
O alumínio é um metal não ferroso que apresenta excelente resistência à corrosão e pode ter
sua resistência mecânica aumentada por meio de tratamentos térmicos ou com adição de
elementos de liga. A fração de volume bem como a composição química e morfológica de cada
elemento de liga, tem impacto substancial sobre as propriedades da liga de alumínio. Os
principais elementos de liga são o Cobre, Zinco, Manganês, Magnésio e Silício.
As ligas da série AA6XXX apresentam Magnésio e Silício como importantes elementos
de liga, os quais são parcialmente dissolvidos e parte presente sob a forma de fase intermetálica.
Porém, a quantidade de cada elemento de liga deve ser cautelosamente controlada. O Ferro
também está presente nas ligas comerciais AA6XXX, resultante do processo de extração, e sua
presença diminui a resistência à fadiga e a resistência à corrosão. Por esse motivo o alumínio
deve ser extraído com o maior teor de pureza possível.
Engrenagens são elementos de máquinas que operam em pares, e podem ser
classificadas de acordo com sua configuração. Quando em funcionamento, os dentes das
engrenagens são submetidos a tensões cíclicas, resultantes do carregamento repetitivo. A falha
por fadiga de contato é o modo de falha mais comum em dentes de engrenagens. Dessa forma,
escolher o tipo de material bem como o processo de fabricação apropriado é de suma
importância para prolongar a vida útil das engrenagens.
As engrenagens podem ser fabricadas por fresamento ou por forjamento. O forjamento
pode ser realizado a frio ou a quente. O forjamento a frio, resulta em grandes tensões, tanto na
pré-forma, quanto na ferramenta de trabalho. No forjamento o quente a contração térmica,
recuperação elástica, expansão térmica e elástica da peça são fatores que influenciam na
geometria final da peça. Quando comparadas às engrenagens usinadas, as engrenagens forjadas
apresentam maior resistência nos dentes, menor desperdício de material, porém existe uma
dificuldade de o material escoar dentro da cavidade da matriz.
2
Durante o processo de fabricação, tensões residuais são geradas e podem exercer
influência significativa nas propriedades mecânicas dos componentes estruturais
principalmente quando em vida em fadiga. A natureza das tensões residuais pode ser benéfica
ou não, dependendo do tipo de solicitação que o material será submetido.
A análise prévia da influência dos parâmetros dos processos de fabricação pode ser feita
pelo método de elementos finitos (FEM). Tal procedimento representa uma ferramenta
poderosa, pois reduz os custos com tentativas errôneas, verifica a validade do projeto inicial e
melhora a eficiência na fase de desenvolvimento do produto.
Através de ferramentas estáticas é possível extrair informações uteis de dados que são
gerados por meio de medições experimentais. A Análise de Variância é um método usado para
estimar a probabilidade de que os dados sejam verdadeiramente diferentes.
Dentro deste contexto, o trabalho se propôs a estudar as tensões residuais decorrentes
do forjamento a frio e a quente e ainda do fresamento de dentes de engrenagens cilíndricas de
dentes retos. Foram apontados três pontos (P1, P2, P3) de medição em áreas de grandes
solicitações mecânicas quando a engrenagem está em funcionamento. Os dados obtidos por
experimentais físicos e simulação numérica, foram submetidos a análises estatísticas.
3
CAPÍTULO 2
REVISÃO BIBLIOGRÁFICA
2.1. ALUMÍNIO E SUAS LIGAS
2.1.1. Considerações gerais
Os metais, desde que foram descobertos na antiguidade, apresentaram valor significativo para
a época. Durante esse período, novas técnicas de manuseio e utilização foram criadas, e ao
longo dos anos aperfeiçoadas. Tal acontecimento foi fator decisivo no domínio de povos sobre
outros que não dispunham da mesma capacidade de valer-se dos metais.
O alumínio é o metal não ferroso mais consumido no mundo. Apresenta excelente
resistência à corrosão na maioria dos ambientes, incluindo água, produtos petroquímicos, em
muitos sistemas químicos e em alguns ambientes comuns como a atmosfera ambiente. O
alumínio tem uma densidade de 2,7 g / cm³, condutividade elétrica e térmica elevados e ponto
de fusão a 660 ° C (CALLISTER, 2011).
A resistência mecânica do alumínio pode ser aumentada com tratamentos térmicos ou
ainda com adição de elementos de liga. Os principais elementos de liga são: Cobre, Zinco
Manganês, Magnésio e Silício. A composição química, morfológica e a fração de volume de
cada elemento de liga tem impacto significativo sobre as propriedades do material. A adição
destes elementos de liga proporciona uma microestrutura apropriada e com propriedades
melhoradas, uma vez que as propriedades dependem da microestrutura dos metais e ligas
(BOUQUEREL et al., 2015).
2.1.2. Obtenção do Alumínio
O alumínio não é encontrado puro na natureza, isso por causa da sua grande afinidade
química com o oxigênio (CROSS; OLSON; LIU, 2003). O processo de extração e obtenção do
alumínio da natureza se dá em três etapas: extração da bauxita na natureza; obtenção da alumina
e redução do alumínio.
4
A Alumina refinada a partir da bauxita é empregada como matéria-prima para a
produção do alumínio metálico. A produção do alumínio metálico é fundamentada no processo
de redução da alumina pelo método de Hall-Heroult, método eletrolítico comumente utilizado
a mais de um século. Neste, a alumina é dissolvida em um eletrólito fundido a 950 °C, e as
moléculas de alumínio são quebradas pela corrente elétrica (NAGEM, 2013).
As principais impurezas presentes no alumínio são o Ferro e o Silício, mas apresenta
ainda Zinco, Gálio, Titânio, Vanádio em menores proporções. Essas impurezas são
provenientes da matéria-prima. (DAVIS, 2001).
2.1.3. Classificação das ligas de Alumínio
De acordo com a Aluminum Association (2006) as ligas de alumínio são classificadas
de acordo com o processo de fabricação, a composição química, e o tratamento térmico
utilizado. Quanto ao processo de fabricação, as ligas de alumínio podem ser ligas trabalháveis,
ou ligas fundidas. As ligas trabalháveis são ligas mais dúcteis e permitem ser conformadas a
quente ou a frio posteriormente. As ligas fundidas são destinadas a peças fundidas. A
conformação em ligas de alumínio é conduzida geralmente em uma faixa de temperatura entre
400 ° C e 500 ° C (NEGENDANK et al., 2016).
O sistema de identificação das ligas de alumínio é baseado nessas características e
possuem um sistema de quatro dígitos para ligas trabalháveis e três dígitos e um decimal para
ligas fundidas. O primeiro dígito representa o principal elemento adicionado à liga de alumínio,
e na maioria das vezes é usado para identificar a série de ligas de alumínio. Se o segundo dígito
for diferente de zero, isso indica que a liga sofreu uma modificação específica. Os dois últimos
números são arbitrários e identificam uma liga específica. As ligas da série 1XXX não seguem
esse padrão de identificação, pois os dois últimos números representam a quantidade mínima
de alumínio em porcentagem acima de 99%. (THE ALUMINUM ASSOCIATION INC., 2006).
5
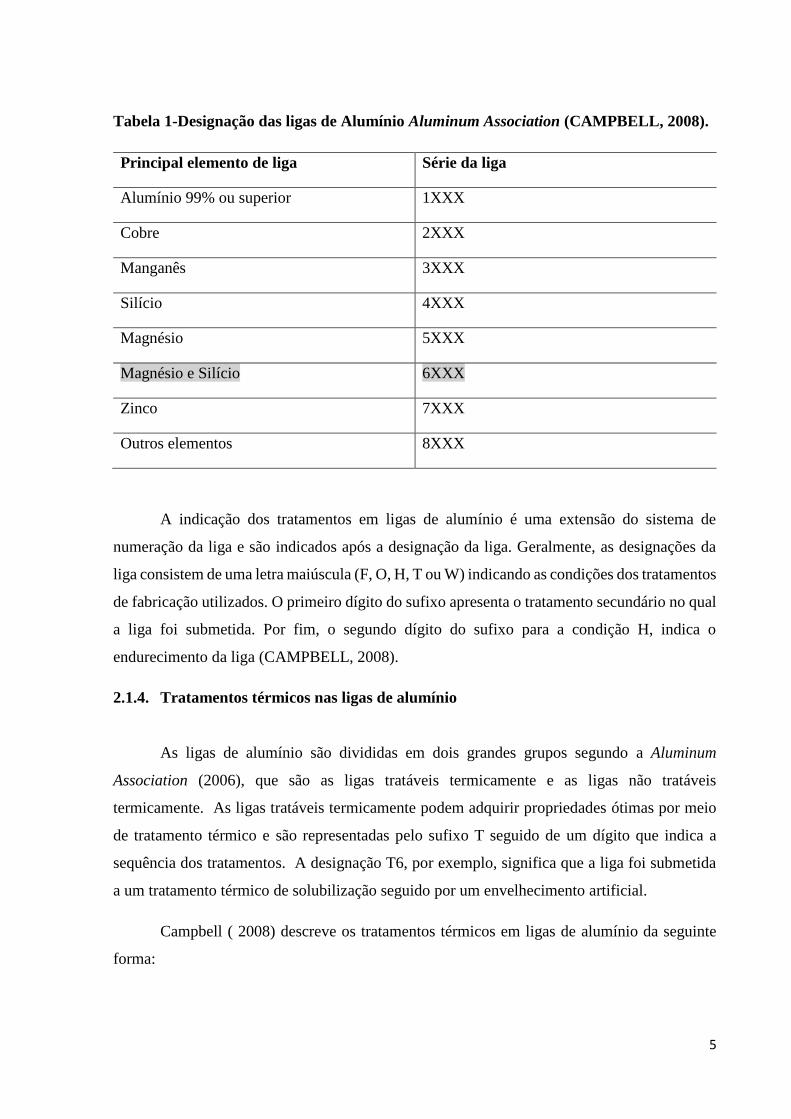
Tabela 1-Designação das ligas de Alumínio Aluminum Association (CAMPBELL, 2008).
Principal elemento de liga Série da liga
Alumínio 99% ou superior 1XXX
Cobre 2XXX
Manganês 3XXX
Silício 4XXX
Magnésio 5XXX
Magnésio e Silício 6XXX
Zinco 7XXX
Outros elementos 8XXX
A indicação dos tratamentos em ligas de alumínio é uma extensão do sistema de
numeração da liga e são indicados após a designação da liga. Geralmente, as designações da
liga consistem de uma letra maiúscula (F, O, H, T ou W) indicando as condições dos tratamentos
de fabricação utilizados. O primeiro dígito do sufixo apresenta o tratamento secundário no qual
a liga foi submetida. Por fim, o segundo dígito do sufixo para a condição H, indica o
endurecimento da liga (CAMPBELL, 2008).
2.1.4. Tratamentos térmicos nas ligas de alumínio
As ligas de alumínio são divididas em dois grandes grupos segundo a Aluminum
Association (2006), que são as ligas tratáveis termicamente e as ligas não tratáveis
termicamente. As ligas tratáveis termicamente podem adquirir propriedades ótimas por meio
de tratamento térmico e são representadas pelo sufixo T seguido de um dígito que indica a
sequência dos tratamentos. A designação T6, por exemplo, significa que a liga foi submetida
a um tratamento térmico de solubilização seguido por um envelhecimento artificial.
Campbell ( 2008) descreve os tratamentos térmicos em ligas de alumínio da seguinte
forma:
6
• T1- Resfriado a partir da temperatura de conformação a quente, envelhecida
naturalmente.
• T2- Resfriado a partir da temperatura de conformação a quente, trabalhada a frio,
envelhecida naturalmente.
• T3- Solubilização, trabalhada a frio e envelhecida naturalmente.
• T4- Solubilização, envelhecida naturalmente.
• T5- Resfriado a partir da temperatura de conformação a quente, envelhecimento
artificial.
• T6- Solubilização, envelhecimento artificial.
• T7- Solubilização, superenvelhecidos.
• T8- Solubilização, trabalhada a frio e envelhecido artificialmente.
• T9- Produtos solubilizados, envelhecidos artificialmente e encruados.
• T10- Resfriado a partir da temperatura de conformação a quente, trabalhado a frio,
envelhecido artificial.
2.1.5. Caracterização da liga AA6XXX
As ligas da série AA6XXX são amplamente utilizadas para aplicações estruturais que
demandam uma alta e média resistência mecânica, isso devido sua excelente conformabilidade,
soldabilidade e boa resistência a corrosão. As propriedades mecânicas podem ser melhoradas
através de três etapas, a saber: solução, têmpera e envelhecimento. A taxa de resfriamento
durante a têmpera em ligas com sensibilidade a têmpera deve ser cautelosamente controlada,
para maximizar as propriedades mecânicas da liga, porque taxas de resfriamento inadequadas
podem causar queda na dureza e na resistência após o envelhecimento (LI et al., 2013).
Apresentam Magnésio e Silício como importantes elementos de liga, os quais são
parcialmente dissolvidos e parte presente sob a forma de fase intermetálica. A adição destes
elementos de liga deve ser controlada, pois a presença de Silício em excesso causa maior
maleabilidade, mas incorpora a tendência à corrosão intergranular. O excesso de Magnésio
aumenta a resistência à corrosão, mas reduz maleabilidade. O Ferro também está presente nas
ligas comerciais AA6XXX, resultante do processo de extração, porém diminui a resistência à
fadiga e a resistência à corrosão. Cromo e Manganês são adicionados a essas ligas, para corrigir
a forma dos precipitados que contém Ferro. O Manganês aumenta a temperatura de
recristalização e também a resistência à corrosão (BOUQUEREL et al., 2015).
7
2.1.6. Aplicação das ligas de alumínio
Quando comparadas ao aço, as ligas de alumínio apresentam vantagens expressivas,
como leveza, alta resistência específica fácil processo de conformação e boa resistência à
corrosão. Tais fatores positivos são decisivos para as indústrias e seus clientes, no que diz
respeito à escolha de materiais, pois sempre buscam melhor desempenho e processos
inovadores (CHEN et al., 2016).
A aplicação do alumínio e suas ligas é vasta nos diversos segmentos industriais. Está
presente na indústria aeroespacial, onde há a necessidade de estruturas leves, na indústria
automotiva, ferroviária, de distribuição de energia, de esportes e lazer, na fabricação de
embarcações, onde a leveza e resistência à corrosão são fatores fundamentais para a escolha do
material. Frente a sua facilidade de conformação, está presente ainda na construção, sendo
considerado o material favorito da arquitetura moderna (MADSEN; MADSEN, 2016).
O alumínio e suas ligas também são usados na indústria mecânica e de engenharia. Com
a ascensão de sistemas micro-eletromecânicos, por exemplo, surgiu a necessidade de peças em
miniaturas, assim como micro-engrenagens que caracterizam componentes de suma
importância e grande atuação (DONG et al., 2015).
2.2. ENGRENAGENS
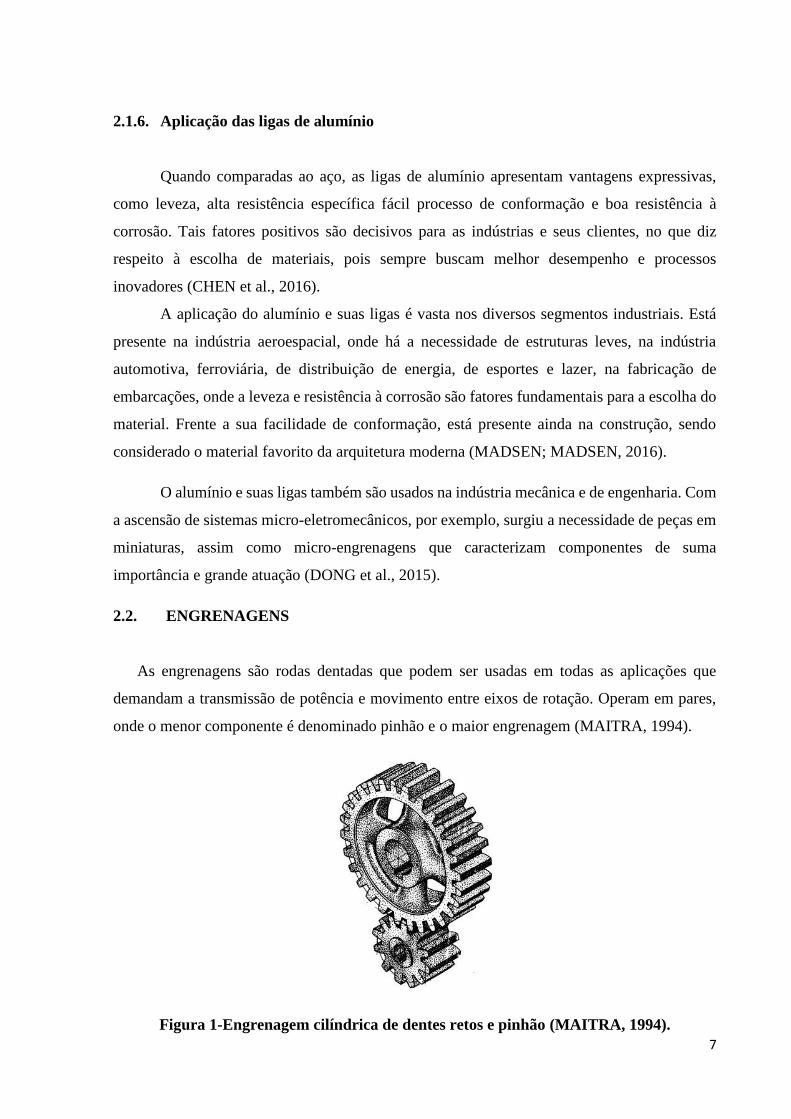
As engrenagens são rodas dentadas que podem ser usadas em todas as aplicações que
demandam a transmissão de potência e movimento entre eixos de rotação. Operam em pares,
onde o menor componente é denominado pinhão e o maior engrenagem (MAITRA, 1994).
Figura 1-Engrenagem cilíndrica de dentes retos e pinhão (MAITRA, 1994).
8
É um elemento de máquina importante, no qual seu consumo anual é de mais de 10
bilhões (VERDIAN, 2017). Estão presentes em muitos segmentos da indústria, por exemplo,
indústria automotiva, turbinas eólicas, transmissões de energia marítima, industrial, aparelhos
biomédicos e agrícolas e mineração (YU; MECHEFSKE; TIMUSK, 2017).
Frente a diversas aplicações e solicitações, as engrenagens podem ser classificadas de
acordo com sua configuração: engrenagens internas ou engrenagens externas, ao eixo de
transmissão: engrenagens dentadas de dentes retos ou helicoidais e ainda de acordo com a
relação ao padrão de movimento: rotação para rotação, ou rotação para retilíneo ou vice e versa
(DAVIS, 2005).
2.2.1. Engrenagens cilíndricas de dentes retos
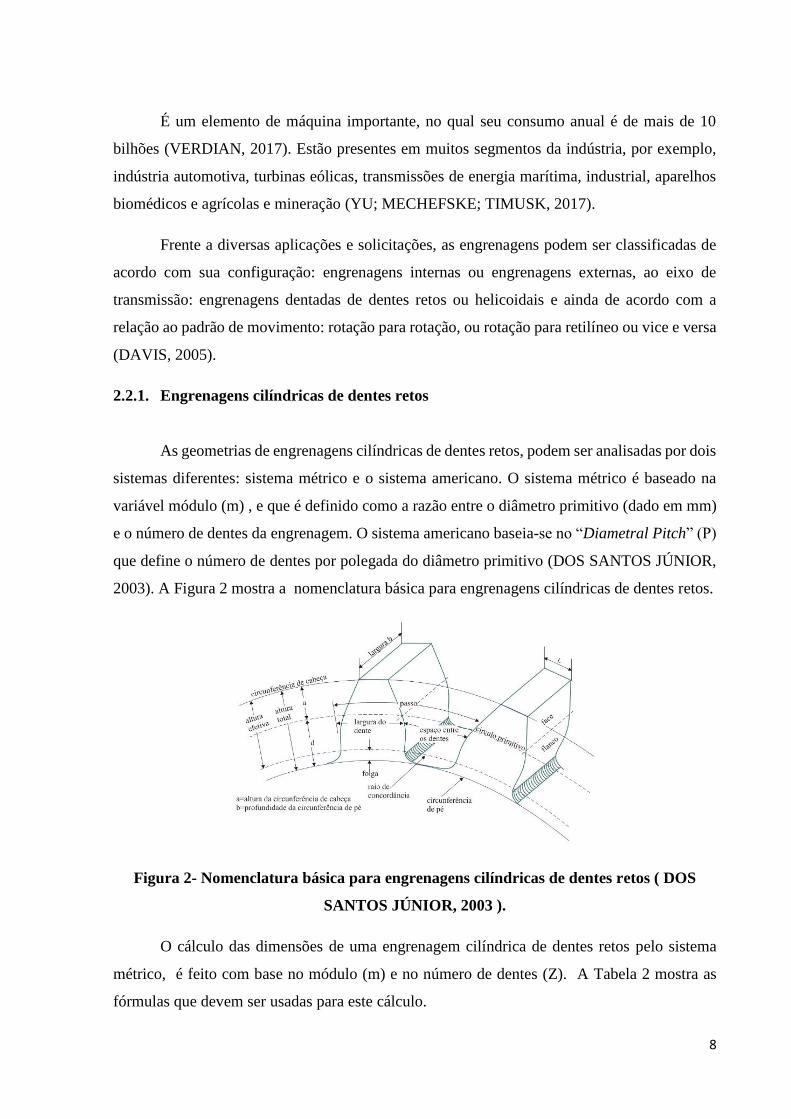
As geometrias de engrenagens cilíndricas de dentes retos, podem ser analisadas por dois
sistemas diferentes: sistema métrico e o sistema americano. O sistema métrico é baseado na
variável módulo (m) , e que é definido como a razão entre o diâmetro primitivo (dado em mm)
e o número de dentes da engrenagem. O sistema americano baseia-se no “Diametral Pitch” (P)
que define o número de dentes por polegada do diâmetro primitivo (DOS SANTOS JÚNIOR,
2003). A Figura 2 mostra a nomenclatura básica para engrenagens cilíndricas de dentes retos.
Figura 2- Nomenclatura básica para engrenagens cilíndricas de dentes retos ( DOS
SANTOS JÚNIOR, 2003 ).
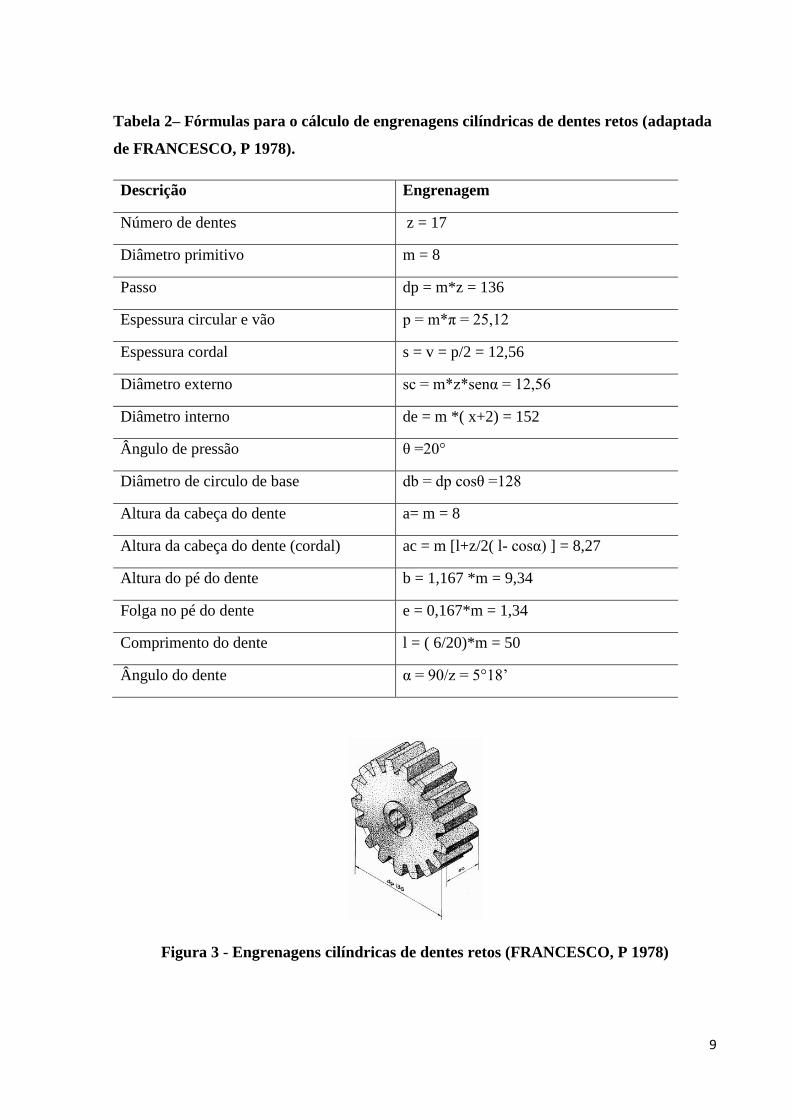
O cálculo das dimensões de uma engrenagem cilíndrica de dentes retos pelo sistema
métrico, é feito com base no módulo (m) e no número de dentes (Z). A Tabela 2 mostra as
fórmulas que devem ser usadas para este cálculo.
9
Tabela 2– Fórmulas para o cálculo de engrenagens cilíndricas de dentes retos (adaptada
de FRANCESCO, P 1978).
Descrição Engrenagem
Número de dentes z = 17
Diâmetro primitivo m = 8
Passo dp = m*z = 136
Espessura circular e vão p = m*π = 25,12
Espessura cordal s = v = p/2 = 12,56
Diâmetro externo sc = m*z*senα = 12,56
Diâmetro interno de = m *( x+2) = 152
Ângulo de pressão θ =20°
Diâmetro de circulo de base db = dp cosθ =128
Altura da cabeça do dente a= m = 8
Altura da cabeça do dente (cordal) ac = m [l+z/2( l- cosα) ] = 8,27
Altura do pé do dente b = 1,167 *m = 9,34
Folga no pé do dente e = 0,167*m = 1,34
Comprimento do dente l = ( 6/20)*m = 50
Ângulo do dente α = 90/z = 5°18’
Figura 3 - Engrenagens cilíndricas de dentes retos (FRANCESCO, P 1978)
10
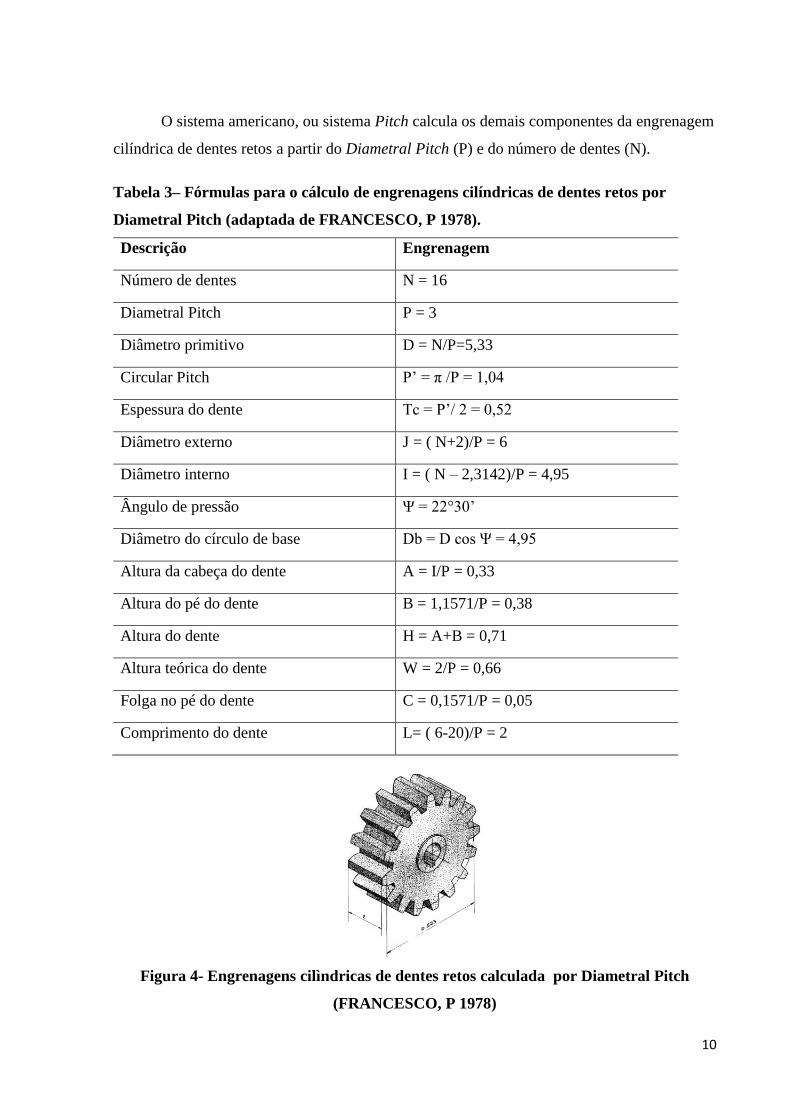
O sistema americano, ou sistema Pitch calcula os demais componentes da engrenagem
cilíndrica de dentes retos a partir do Diametral Pitch (P) e do número de dentes (N).
Tabela 3– Fórmulas para o cálculo de engrenagens cilíndricas de dentes retos por
Diametral Pitch (adaptada de FRANCESCO, P 1978).
Descrição Engrenagem
Número de dentes N = 16
Diametral Pitch P = 3
Diâmetro primitivo D = N/P=5,33
Circular Pitch P’ = π /P = 1,04
Espessura do dente Tc = P’/ 2 = 0,52
Diâmetro externo J = ( N+2)/P = 6
Diâmetro interno I = ( N – 2,3142)/P = 4,95
Ângulo de pressão Ψ = 22°30’
Diâmetro do círculo de base Db = D cos Ψ = 4,95
Altura da cabeça do dente A = I/P = 0,33
Altura do pé do dente B = 1,1571/P = 0,38
Altura do dente H = A+B = 0,71
Altura teórica do dente W = 2/P = 0,66
Folga no pé do dente C = 0,1571/P = 0,05
Comprimento do dente L= ( 6-20)/P = 2
Figura 4- Engrenagens cilìndricas de dentes retos calculada por Diametral Pitch
(FRANCESCO, P 1978)
11
2.2.2. Falhas em dentes de engrenagens
Em condições normais de funcionamento, os dentes das engrenagens são submetidos a
tensões cíclicas, advindas do carregamento repetitivo. A superfície em contato dos dentes sofre
ainda, a ação da força de atrito. Tais fatores contribuem para a fratura por fadiga, que resulta
no desgaste dos dentes, deslizamento, fricção e até mesmo ruptura dos dentes. Através do
aumento da dureza, a ruptura dos dentes pode ser evitada, aliada a outros fatores como redução
de rugosidade, modificação dos dentes, lubrificação (GROTE, ANTONSSON, 2009).
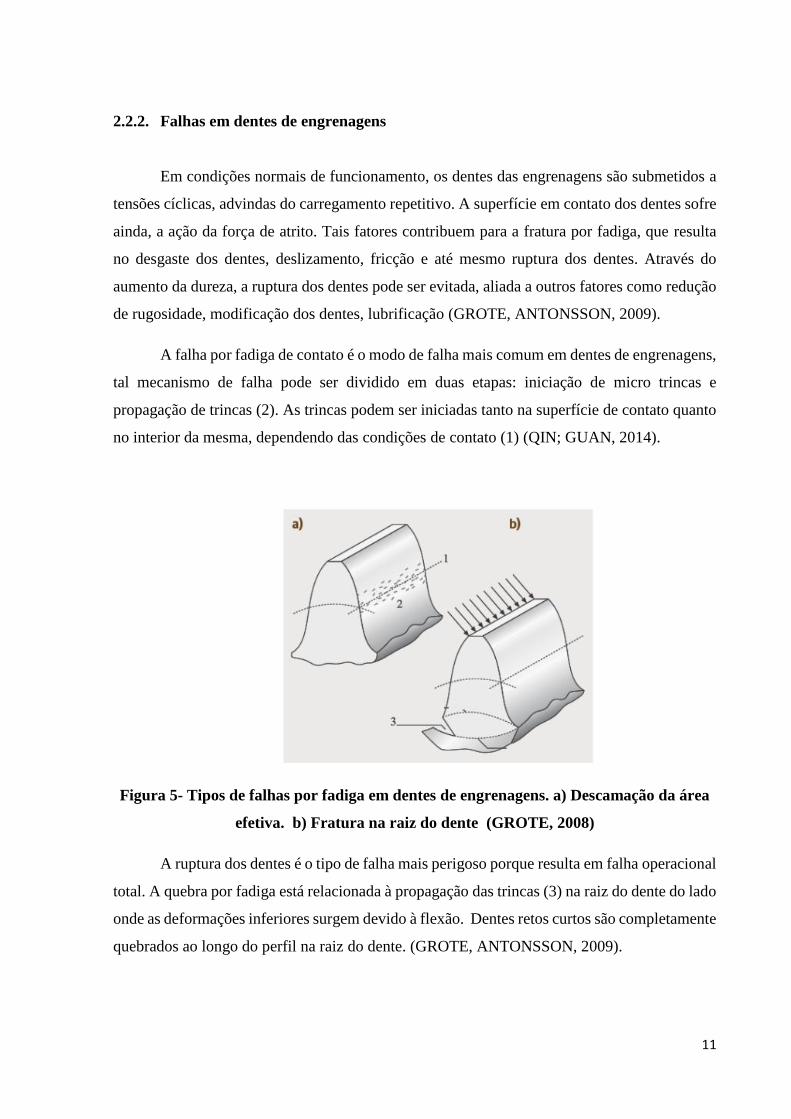
A falha por fadiga de contato é o modo de falha mais comum em dentes de engrenagens,
tal mecanismo de falha pode ser dividido em duas etapas: iniciação de micro trincas e
propagação de trincas (2). As trincas podem ser iniciadas tanto na superfície de contato quanto
no interior da mesma, dependendo das condições de contato (1) (QIN; GUAN, 2014).
Figura 5- Tipos de falhas por fadiga em dentes de engrenagens. a) Descamação da área
efetiva. b) Fratura na raiz do dente (GROTE, 2008)
A ruptura dos dentes é o tipo de falha mais perigoso porque resulta em falha operacional
total. A quebra por fadiga está relacionada à propagação das trincas (3) na raiz do dente do lado
onde as deformações inferiores surgem devido à flexão. Dentes retos curtos são completamente
quebrados ao longo do perfil na raiz do dente. (GROTE, ANTONSSON, 2009).
12
2.2.3. Manufatura de engrenagens
O aperfeiçoamento de turbinas, compressores, acoplamentos e rolamentos,
consequência dos avanços tecnológicos, têm exigido engrenagens cada vez mais resistentes a
esforços externos. O comportamento da engrenagem durante sua vida útil, está relacionada com
sua fabricação. A dureza dos dentes da engrenagem pode ser citada como um fator que
influência no seu desempenho em serviço (BOYCE, 2012).
Frente aos diversos processos de manufatura de engrenagens, a avaliação comparativa
dos processos de fabricação de engrenagens, torna-se útil para a escolha do processo de
fabricação apropriado para cada aplicação (JAIN; PETARE, 2017).
2.2.3.1. Fresamento
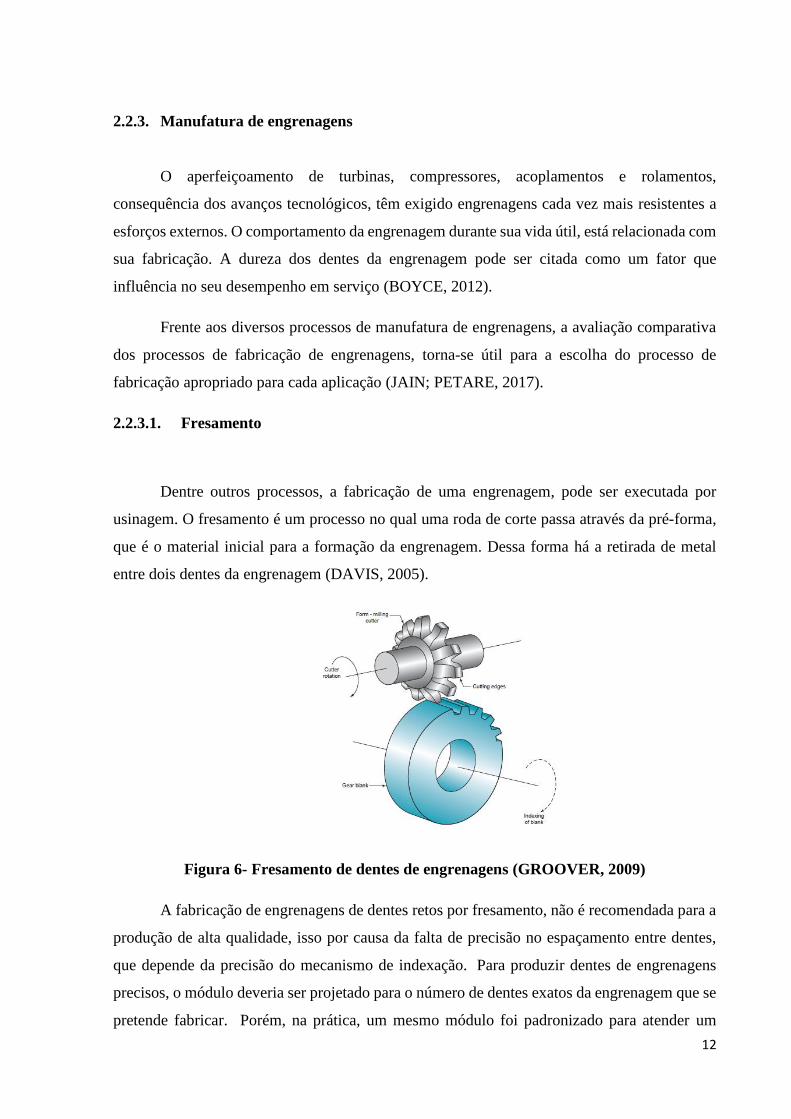
Dentre outros processos, a fabricação de uma engrenagem, pode ser executada por
usinagem. O fresamento é um processo no qual uma roda de corte passa através da pré-forma,
que é o material inicial para a formação da engrenagem. Dessa forma há a retirada de metal
entre dois dentes da engrenagem (DAVIS, 2005).
Figura 6- Fresamento de dentes de engrenagens (GROOVER, 2009)
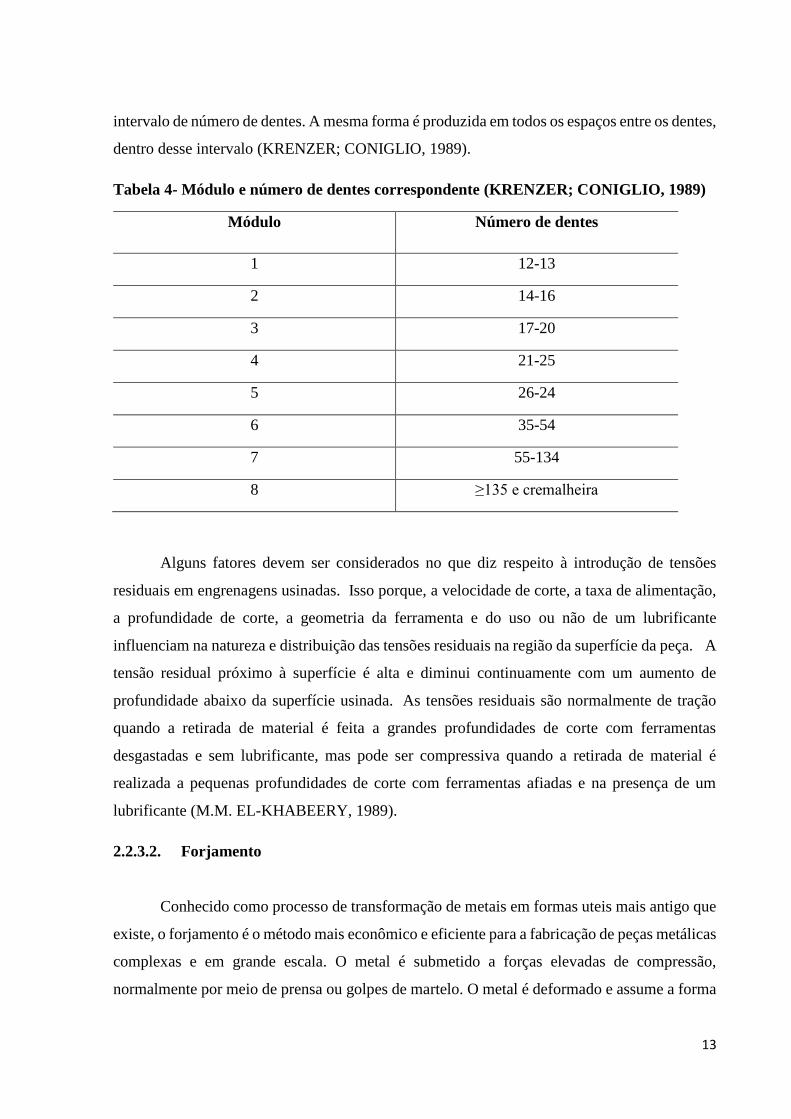
A fabricação de engrenagens de dentes retos por fresamento, não é recomendada para a
produção de alta qualidade, isso por causa da falta de precisão no espaçamento entre dentes,
que depende da precisão do mecanismo de indexação. Para produzir dentes de engrenagens
precisos, o módulo deveria ser projetado para o número de dentes exatos da engrenagem que se
pretende fabricar. Porém, na prática, um mesmo módulo foi padronizado para atender um
13
intervalo de número de dentes. A mesma forma é produzida em todos os espaços entre os dentes,
dentro desse intervalo (KRENZER; CONIGLIO, 1989).
Tabela 4- Módulo e número de dentes correspondente (KRENZER; CONIGLIO, 1989)
Módulo Número de dentes
1 12-13
2 14-16
3 17-20
4 21-25
5 26-24
6 35-54
7 55-134
8 ≥135 e cremalheira
Alguns fatores devem ser considerados no que diz respeito à introdução de tensões
residuais em engrenagens usinadas. Isso porque, a velocidade de corte, a taxa de alimentação,
a profundidade de corte, a geometria da ferramenta e do uso ou não de um lubrificante
influenciam na natureza e distribuição das tensões residuais na região da superfície da peça. A
tensão residual próximo à superfície é alta e diminui continuamente com um aumento de
profundidade abaixo da superfície usinada. As tensões residuais são normalmente de tração
quando a retirada de material é feita a grandes profundidades de corte com ferramentas
desgastadas e sem lubrificante, mas pode ser compressiva quando a retirada de material é
realizada a pequenas profundidades de corte com ferramentas afiadas e na presença de um
lubrificante (M.M. EL-KHABEERY, 1989).
2.2.3.2. Forjamento
Conhecido como processo de transformação de metais em formas uteis mais antigo que
existe, o forjamento é o método mais econômico e eficiente para a fabricação de peças metálicas
complexas e em grande escala. O metal é submetido a forças elevadas de compressão,
normalmente por meio de prensa ou golpes de martelo. O metal é deformado e assume a forma
14
das matrizes. As peças resultantes têm estrutura de grão refinada e propriedades mecânicas
melhoradas, tais como resistência, tenacidade e ductilidade. (CLEARY et al., 2012).
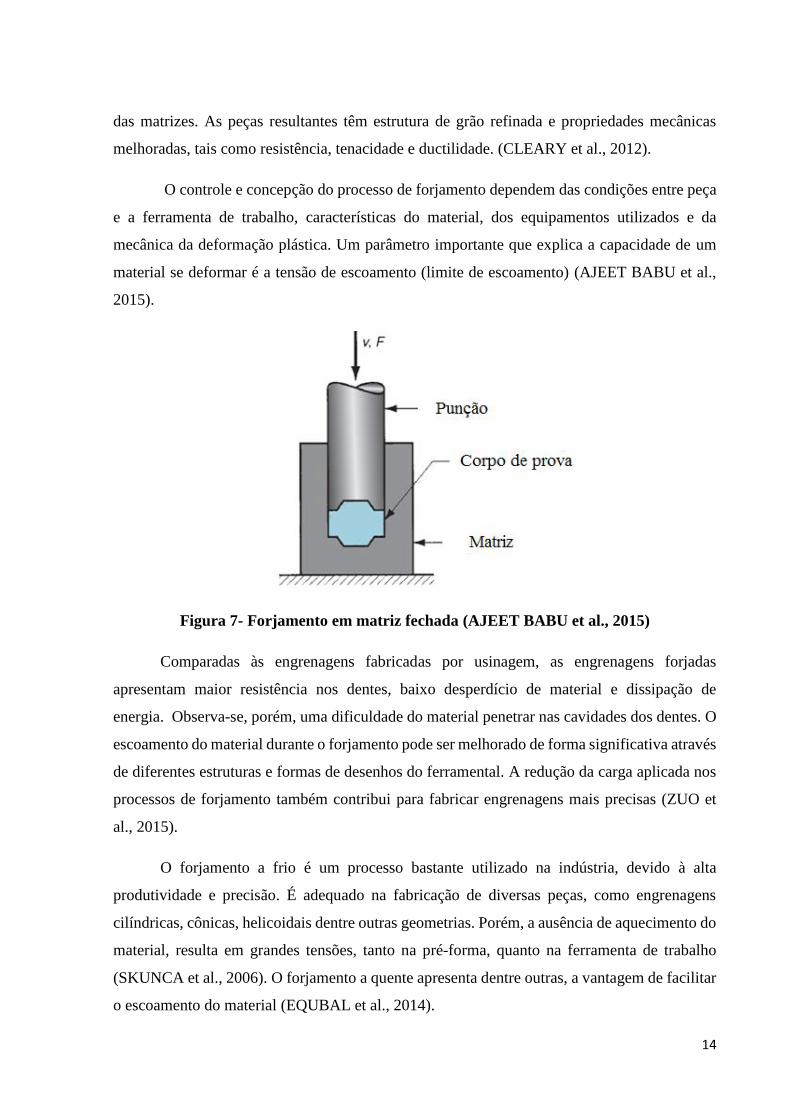
O controle e concepção do processo de forjamento dependem das condições entre peça
e a ferramenta de trabalho, características do material, dos equipamentos utilizados e da
mecânica da deformação plástica. Um parâmetro importante que explica a capacidade de um
material se deformar é a tensão de escoamento (limite de escoamento) (AJEET BABU et al.,
2015).
Figura 7- Forjamento em matriz fechada (AJEET BABU et al., 2015)
Comparadas às engrenagens fabricadas por usinagem, as engrenagens forjadas
apresentam maior resistência nos dentes, baixo desperdício de material e dissipação de
energia. Observa-se, porém, uma dificuldade do material penetrar nas cavidades dos dentes. O
escoamento do material durante o forjamento pode ser melhorado de forma significativa através
de diferentes estruturas e formas de desenhos do ferramental. A redução da carga aplicada nos
processos de forjamento também contribui para fabricar engrenagens mais precisas (ZUO et
al., 2015).
O forjamento a frio é um processo bastante utilizado na indústria, devido à alta
produtividade e precisão. É adequado na fabricação de diversas peças, como engrenagens
cilíndricas, cônicas, helicoidais dentre outras geometrias. Porém, a ausência de aquecimento do
material, resulta em grandes tensões, tanto na pré-forma, quanto na ferramenta de trabalho
(SKUNCA et al., 2006). O forjamento a quente apresenta dentre outras, a vantagem de facilitar
o escoamento do material (EQUBAL et al., 2014).
15
No forjamento a quente, a temperatura elevada causa uma contração da peça de trabalho
e este é o principal fator de variação de dimensão das peças finais. Dessa forma a matriz de
forjamento deve apresentar uma geometria ligeiramente maior que a engrenagem projetada
(ZUO et al., 2015). As ferramentas usadas em processos de forjamento a quente são submetidas
a altas solicitações mecânicas, tribológicas, cargas térmico-cíclicas e químicas, uma vez
comparado a outros métodos de fabricação. Durante o forjamento existe uma sobreposição
destes componentes em diferentes pontos e intensidade. (PASCHKE et al., 2015).
A seleção de materiais para a confecção de ferramentas de forjamento a quente é feita
considerando os tipos de cargas e condições térmicas nas quais serão submetidas. Alguns
fatores devem ser considerados assim como: o tipo de equipamento usado; o material e a
temperatura da pré-forma; tamanho e geometria da pré-forma; taxa de produção e o número de
peças a serem forjadas. Os aços ferramentas que possuem Cromo como o principal elemento
de liga, com adições de Molibdênio, Tungstênio, Vanádio e Cobalto, possuem boa resistência
ao amolecimento pelo calor, ao choque térmico e alta tenacidade. A elevada capacidade de
endurecimento permite que possam ser endurecidos ao ar (após austenitização ou têmpera), o
que lhes conferem uma menor distorção após o tratamento térmico. O aço H13 apresenta uma
boa resistência ao choque térmico, e pode ser arrefecido com água e apresenta uma boa
resistência ao calor, em temperaturas abaixo de 650 ° C (BLAU, 1992).
2.3. TENSÕES RESIDUAIS
Tensões residuais podem exercer influência significativa nas propriedades mecânicas
dos componentes estruturais principalmente quando em vida em fadiga, deformação,
estabilidade dimensional e corrosão. Desse modo, a avaliação da natureza das mesmas se torna
uma etapa essencial na estimativa do seu comportamento nas condições reais de serviço
(SADEGHI et al., 2013).
As tensões residuais são conceituadas como aquelas que permanecem no metal que está
livre de forças externas ou de gradientes de temperatura. Durante o processo de fabricação de
materiais, tensões residuais são produzidas, provenientes de processos químicos, térmicos ou
mesmo mecânicos (CALLISTER, 2011). Tais processos contribuem para a ocorrência de
deformação plástica não uniforme ao longo de uma secção da peça.
16
Carmo (2006) afirma que não serão geradas tensões residuais, se não ocorrer
deformações plásticas. Dessa forma, para que as tensões residuais permaneçam no material
após a retirada da carga externa, alguma região do material foi solicitada acima do seu limite
elástico.
Segundo Suterio (2005) essas tensões são quantidades tensoriais, com magnitude e
direções principais em diferentes regiões do material. As tensões residuais presentes nos
materiais metálicos podem ser de natureza trativa ou compressiva. Sua existência pode ser
benéfica ou não, dependerá da natureza, da intensidade, da distribuição e dos tipos de
solicitações aplicadas. De acordo com a distância em que são observadas, classificam-se como
tensões residuais macroscópicas, tensões residuais microscópicas e tensões residuais sub-
microscópicas.
Na prática, é pouco provável que um componente que tenha passado por um processo
de fabricação, fique isento de tensões residuais, pois as mesmas podem surgir por meio de
ensaios mecânicos, efeitos térmicos ou ainda transformações metalúrgicas (WITHERS;
BHADESHIA, 2001).
Soares, (1998) relaciona a natureza benéfica das tensões residuais ao tipo de material,
tipo de carregamento mecânico que o material está submetido e ao perfil das tensões residuais
induzidas durante o processo de fabricação. O estado das tensões residuais induzidas nas
camadas superficiais em materiais metálicos está intimamente ligado a sua resistência
mecânica.
Um metal que seja submetido a esforços cíclicos de tração, e sobre o mesmo atue tensões
residuais de natureza trativa, a mesma contribuirá para a falha do metal. Isso porque ocorrerá a
superposição entre tensão de serviço e tensão residual trativa, favorecendo para a instabilidade
e ruptura do material (BIANCH, E. C. et all, 2000). Além disso, as tensões residuais de tração
podem favorecer a iniciação de trincas e aumentar a taxa de crescimento das mesmas, por outro
lado, um campo de tensão residual compressivo pode ser benéfico para a vida em fadiga e
retardar o início e crescimento de trincas (DOREMUS et al., 2015).
17
2.4. PROPRIEDADES DOS MATERIAIS
A aplicação de materiais em engenharia, requer um conhecimento profundo das suas
propriedades em variados tipos de condições. Os ensaios mecânicos em materiais são
amplamente utilizados em engenharia, desempenham papel fundamental na avaliação,
desenvolvimento e concepção de novos materiais. Em serviço os materiais estão sujeitos a
diversas formas de solicitações, sejam elas de tensão, compressão, flexão ou torção. Por isso,
a avaliação e conhecimento prévio das propriedade do material se faz necessário para a
utilização correta do mesmo. (CALLISTER, 2011).
Para garantir que as propriedades dos metais analisados por meio de ensaios, sejam as
mesmas quando em trabalho, são estabelecidos métodos de ensaio normalizados, como os
desenvolvidos pela Sociedade Americana de Ensaios e Materiais (ASTM) e pela Organização
Internacional de Normalização (ISO). Tais normas descrevem o método pelo qual a amostra de
teste será preparada e testada, bem como a maneira como os resultados dos testes serão
analisados e escritos (PELLEG, 2013).
2.4.1. Comportamento mecânico dos materiais
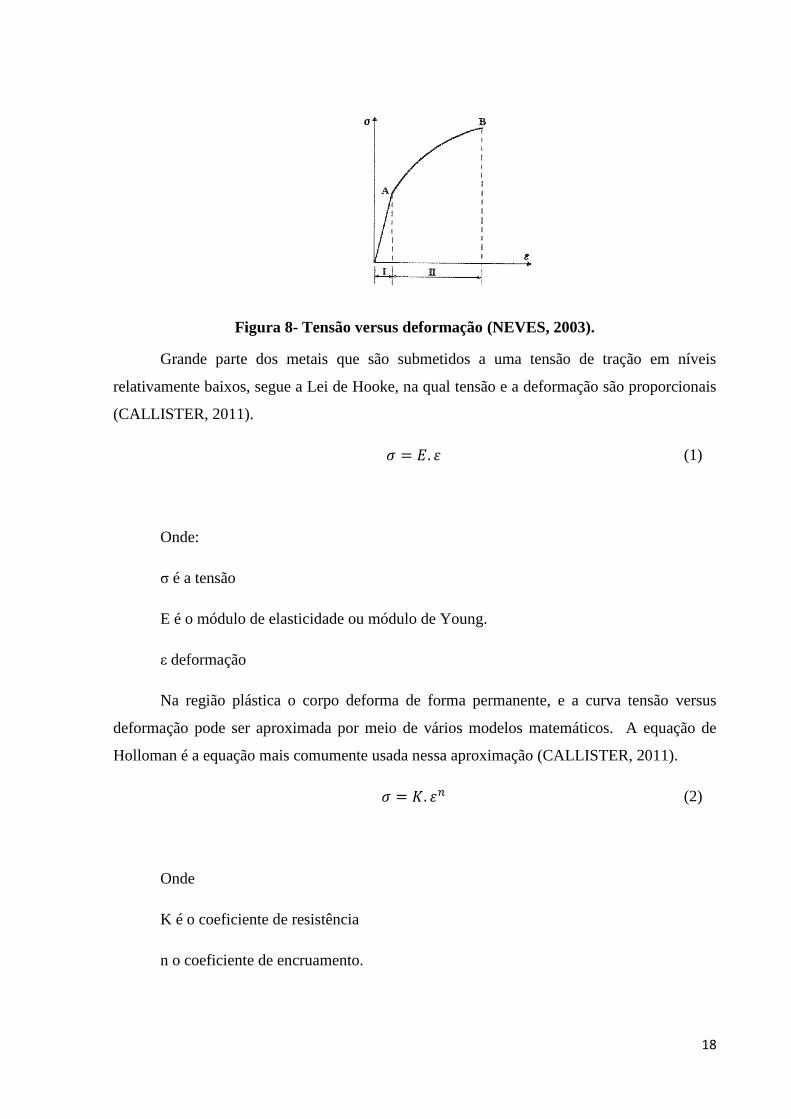
A relação entre tensão e deformação pode ser obtida através do ensaio de tração. A curva
obtida, mostra de forma gráfica tal relação conforme a Figura 8. A região (I) é a região elástica,
na qual a energia absorvida pelo corpo de prova é recuperada se houver a retirada de carga
durante o ensaio. A tensão é linearmente proporcional à deformação. Na região (II), chamada
de região plástica, a deformação originada pelo carregamento não pode mais ser recuperada,
nesta etapa ocorre o encruamento do material. A tensão não é mais linearmente proporcional à
deformação. O ponto (A) refere-se ao limite de escoamento do material (σ), que corresponde
ao valor da tensão onde ocorre a transição do regime elástico para o regime plástico. O limite
de resistência à tração é mostrado pelo ponto (B), que corresponde ao valor máximo de carga,
onde ocorre a deformação homogênea do corpo de prova (NEVES, 2003).
18
Figura 8- Tensão versus deformação (NEVES, 2003).
Grande parte dos metais que são submetidos a uma tensão de tração em níveis
relativamente baixos, segue a Lei de Hooke, na qual tensão e a deformação são proporcionais
(CALLISTER, 2011).
𝜎 = 𝐸. 𝜀 (1)
Onde:
σ é a tensão
E é o módulo de elasticidade ou módulo de Young.
ε deformação
Na região plástica o corpo deforma de forma permanente, e a curva tensão versus
deformação pode ser aproximada por meio de vários modelos matemáticos. A equação de
Holloman é a equação mais comumente usada nessa aproximação (CALLISTER, 2011).
𝜎 = 𝐾. 𝜀𝑛 (2)
Onde
K é o coeficiente de resistência
n o coeficiente de encruamento.
19
A deformação elástica é definida como a deformação onde tensão e deformação são
proporcionais. O gráfico tensão em função da deformação resulta em uma relação linear. A
inclinação deste seguimento linear corresponde ao módulo de elasticidade. Esse módulo pode
ser considerado como a resistência do material à deformação elástica. Dessa forma, quanto
maior o módulo menor será a deformação elástica. Tal regime elástico permanece para a
maioria dos materiais até deformações de aproximadamente 0,005, depois deste ponto, a tensão
não é mais proporcional à deformação. (CALLISTER, 2011).
Após o limite de resistência, as deformações não são mais homogêneas,
consequentemente as equações acima não têm validade. Para contornar a situação existem três
métodos para definir a curva tensão versus deformação verdadeira após o início da estricção. O
método mais simples considera que, após o início da estricção a curva é uma semirreta cuja
inclinação é igual à derivada da curva no ponto onde se atinge o limite de resistência. Um dos
métodos mais utilizados para representar a curva após o início da estricção é considerar uma
semirreta que partindo do ponto onde se atinge o limite de resistência e passa pelo ponto
correspondente à ruptura do corpo de prova. (GIORGINI, 2013).
2.4.2. Fundamentos da conformação a quente
A temperatura de conformação apresenta efeito significativo no comportamento dos
metais. De acordo com a temperatura aplicada (T) e o ponto de fusão (TF), o trabalho pode ser
classificado em três tipos (ZHAO; LAMPMAN, 2000).
Tabela 5-Parâmetros para regimes de trabalhos (ZHAO; LAMPMAN, 2000).
Trabalho à frio T < 0,3 TF
Trabalho à morno 0,3 TF < 0,6 TF
Trabalho à quente T >0,6 TF
Na medida em que o material é deformado, as discordâncias na rede cristalina
aumentam, e podem ser potencializadas com a presença de precipitados, solução sólida ou
contornos de grãos, que dificultam o deslizamento e aumentam a força necessária para deformar
o material. A esse fenômeno dá-se o nome de encruamento, que é responsável pelo aumento
20
de resistência mecânica em materiais deformados. Porém, no regime de trabalho a quente, essas
discordâncias podem ser rearranjadas ou eliminadas através dos fenômenos de amolecimento
como a recuperação e recristalização, nas quais a temperatura é primordial para a ocorrência
das mesmas. Durante a deformação atuam a recuperação dinâmica (DRV) e recristalização
dinâmica (DRX). Após a aplicação dos esforços ou entre os intervalos de passes, ocorrem a
recuperação estática (SRV) e recristalização estática (SRX). A energia de falha de
empilhamento (EFE) e as condições de processamento influenciam na maneira pela qual o
material amolece (GERONIMO, 2014).
2.4.3. Ensaio de tração
O ensaio de tração é um ensaio mecânico que fornece informações sobre a resistência
dos materiais e seu resultado é fundamental para a seleção e posterior aplicação dos materiais
em engenharia, pois permite prever o comportamento do material quando solicitado. No ensaio
de tração, um corpo de prova normalizado, é submetido a uma força uniaxial, enquanto
observações simultâneas são feitas durante o alongamento do corpo de prova. As medidas de
resistência do material devem usadas com cautela e com fatores de segurança, pois podem ser
medidas em termos de tensão máxima que o material pode suportar, ou tensão necessária para
causar uma deformação plástica (DAVIS, 2004).
Os principais parâmetros que descrevem a curva obtida durante o ensaio de tração são:
a resistência à tração, a elasticidade ou limite de elasticidade, o módulo de elasticidade,
percentagem de alongamento e a redução da área. Tenacidade, elasticidade, coeficiente de
Poisson também podem ser determinados com essa técnica (DAVIS, 2004).
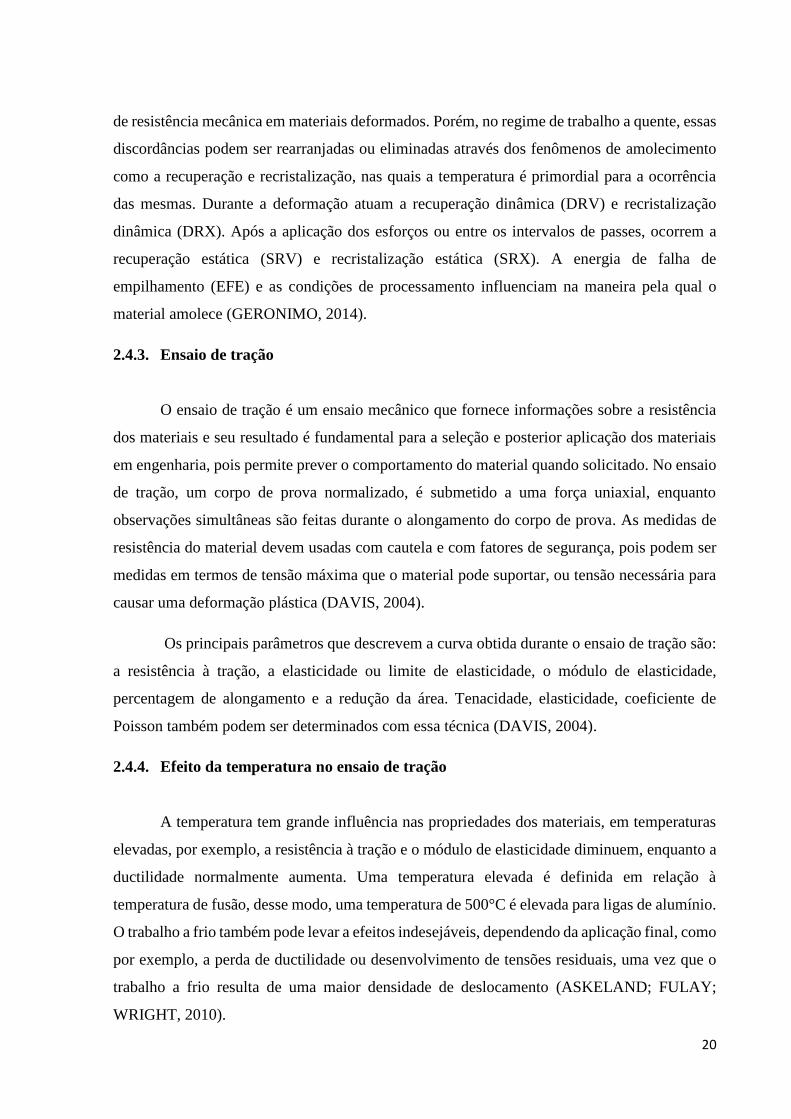
2.4.4. Efeito da temperatura no ensaio de tração
A temperatura tem grande influência nas propriedades dos materiais, em temperaturas
elevadas, por exemplo, a resistência à tração e o módulo de elasticidade diminuem, enquanto a
ductilidade normalmente aumenta. Uma temperatura elevada é definida em relação à
temperatura de fusão, desse modo, uma temperatura de 500°C é elevada para ligas de alumínio.
O trabalho a frio também pode levar a efeitos indesejáveis, dependendo da aplicação final, como
por exemplo, a perda de ductilidade ou desenvolvimento de tensões residuais, uma vez que o
trabalho a frio resulta de uma maior densidade de deslocamento (ASKELAND; FULAY;
WRIGHT, 2010).
21
Figura 9- O efeito da temperatura sobre a curva tensão-deformação. (ASKELAND;
FULAY; WRIGHT, 2010).
Por meio do estudo das curvas de tensão-deformação, é possível analisar o
comportamento microestrutural durante a deformação a quente. As curvas tensão-deformação
que exibem recuperação dinâmica e recristalização dinâmica são caracterizadas por apresentar
um amolecimento logo após o endurecimento inicial. Na medida em que a temperatura aumenta
e έ diminui, a tensão de escoamento diminui. Este escoamento de amolecimento após o
endurecimento inicial é devido ao domínio do mecanismo de amolecimento, ou seja,
recuperação e recristalização dinâmica sobre endurecimento por deformação (NAYAN et al.,
2015).
Durante a conformação do material ocorre o aumento continuo na densidade de
deslocamentos, dessa forma, o grande número de distorções proporciona força motriz para a
recristalização dinâmica e recuperação. Quando a taxa de amolecimento é mais rápida do que
a taxa de endurecimento, a tensão diminui e tende a um valor estável (MEI et al., 2015).
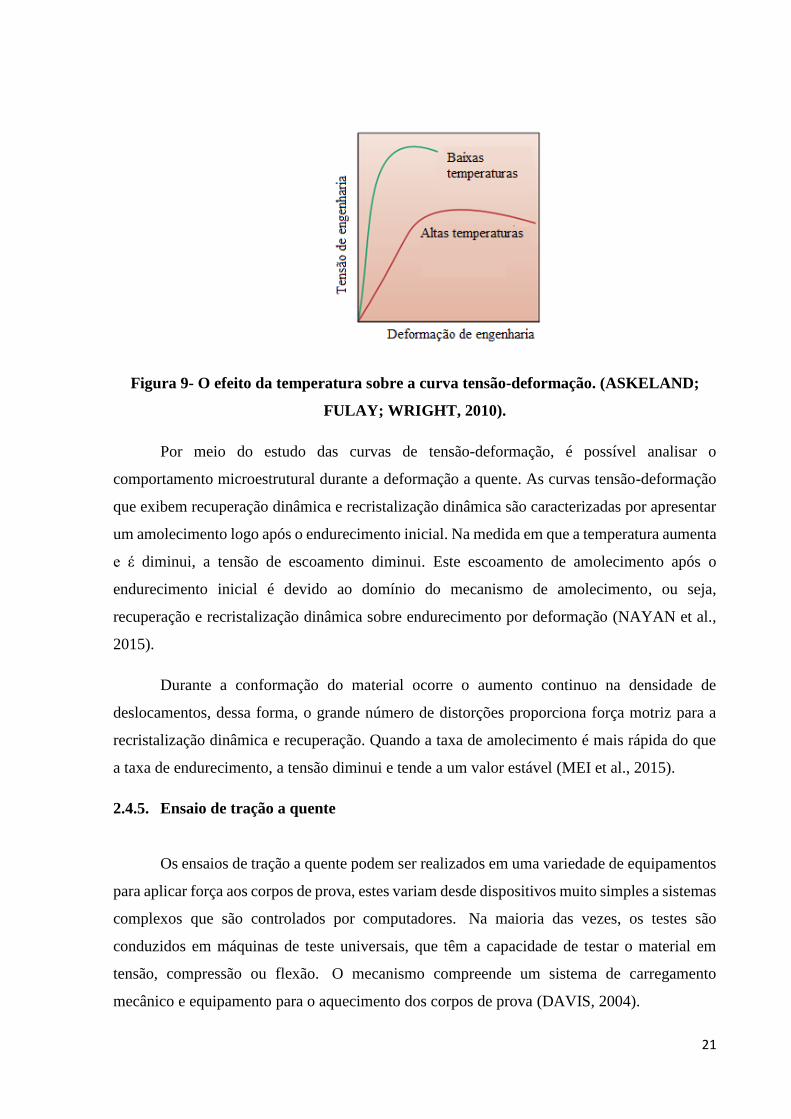
2.4.5. Ensaio de tração a quente
Os ensaios de tração a quente podem ser realizados em uma variedade de equipamentos
para aplicar força aos corpos de prova, estes variam desde dispositivos muito simples a sistemas
complexos que são controlados por computadores. Na maioria das vezes, os testes são
conduzidos em máquinas de teste universais, que têm a capacidade de testar o material em
tensão, compressão ou flexão. O mecanismo compreende um sistema de carregamento
mecânico e equipamento para o aquecimento dos corpos de prova (DAVIS, 2004).
22
Figura 10- Modelo esquemático de uma máquina de tração a quente
(adaptada de ZHAO; LAMPMAN, 2000).
As máquinas universais de ensaio de tração podem ser usadas para realizar ensaios de
tração a quente, basta adicionar um sistema de aquecimento na estrutura da máquina (DAVIS,
2004).
2.4.6. Ensaio de dureza
O termo dureza utilizado na indústria, pode ser definido como a capacidade de um
material resistir a indentação ou deformação permanente quando em contato com uma carga
imposta por um indentador. Partindo da premissa que o material é pressionado pelo indentador
durante o teste, a dureza também pode ser vista como a capacidade de um material resistir a
cargas compressivas. Existem vários tipos de indentadores, eles podem ser esféricos (teste de
Brinell), piramidal (testes de Vickers e Knoop) ou cônico (teste de Rockwell). A dureza de um
material é uma propriedade decisiva na utilização ou não de um material na indústria, isso
porque um material duro pode não ser recomendado para solicitações de cargas de impacto. Por
outro lado, uma dureza alta pode ser recomendada para reduzir deformação plástica e desgaste
em aplicações de rolamentos. Uma baixa dureza pode ser desejável para laminação a frio de
metais. Um material menos duro, pode ser recomendado para facilitar a usinagem de materiais.
Tais considerações auxiliam na seleção de materiais para a fabricação de diversos componentes
(REVANKAR, 2000).
23
O teste de dureza é um método relativamente simples de caracterizar um material, uma
vez que não requer amostras extremamente elaboradas, e em muitas vezes é a única alternativa
de teste não destrutivo disponível para qualificar e validar componentes acabados para
aplicação final. O teste de dureza oferece ainda relações bastante precisas entre a dureza e outras
propriedades mecânicas dos materiais, tais como tensões residuais, resistência à fratura
(SUTERIO, 2005).
Os ensaios de dureza podem ser classificados utilizando vários critérios, um deles é com
base nas magnitudes das cargas de indentação, nesse contexto podem ser classificadas como:
macroindentação e microindentação. O teste de microindentação utiliza um penetrador de
geometria específica que é impresso na amostra de teste. A ASTM E 384 diz que o intervalo de
carga para a microindentação é de 1 a 1000 gf (KUHN; MEDLIN, 2000).
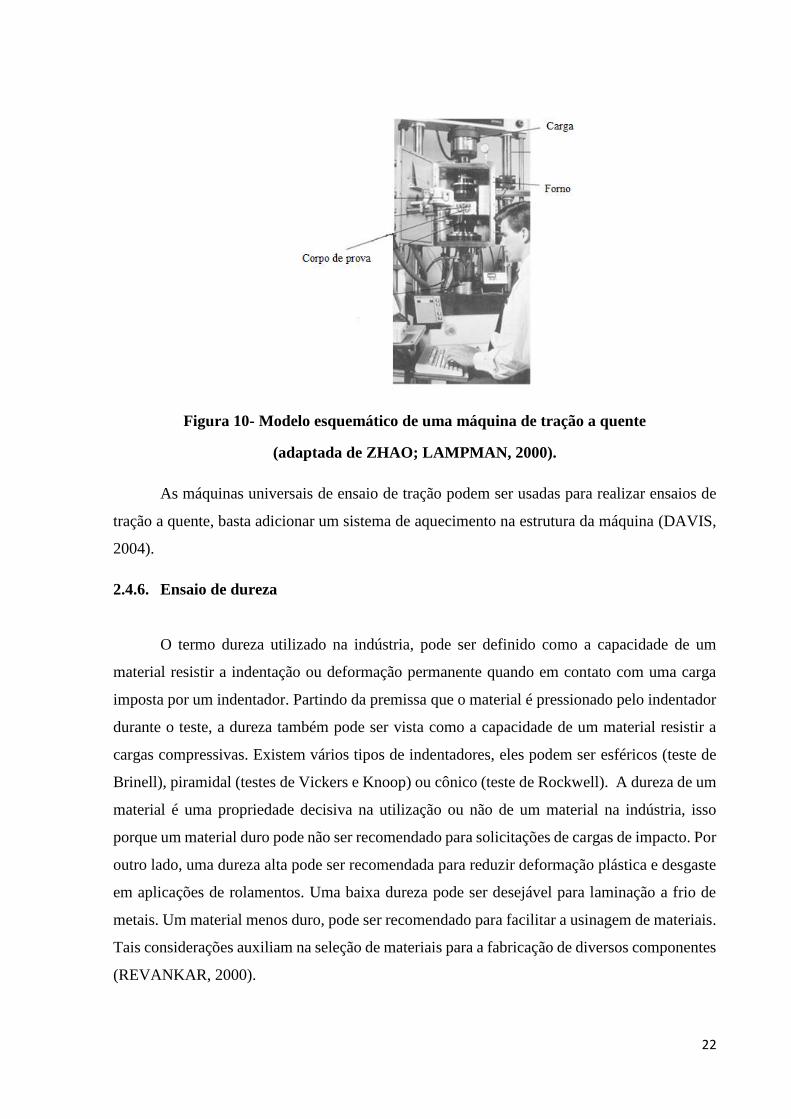
2.4.7. Ensaio de dureza Vickers
O teste de dureza Vickers, também chamado de teste de dureza de pirâmide de diamante,
usa como penetrador um diamante de forma piramidal de base quadrada e ângulo entre as faces
opostas da pirâmide de 136°. As extremidades das diagonais são geralmente bem definidas para
medição, a geometria da impressão é semelhante independente do tamanho e da força aplicada,
o número de dureza Vickers é definido como a carga dividida pela área superficial da
penetração, sendo do número de dureza Vickers independente da carga, exceto para cargas
muito pequenas (DIETER, 1981).
Figura 11- Indentador piramidal de diamante de base quadrada utilizado para o teste de
Vickers (VOOR, 2000).
24
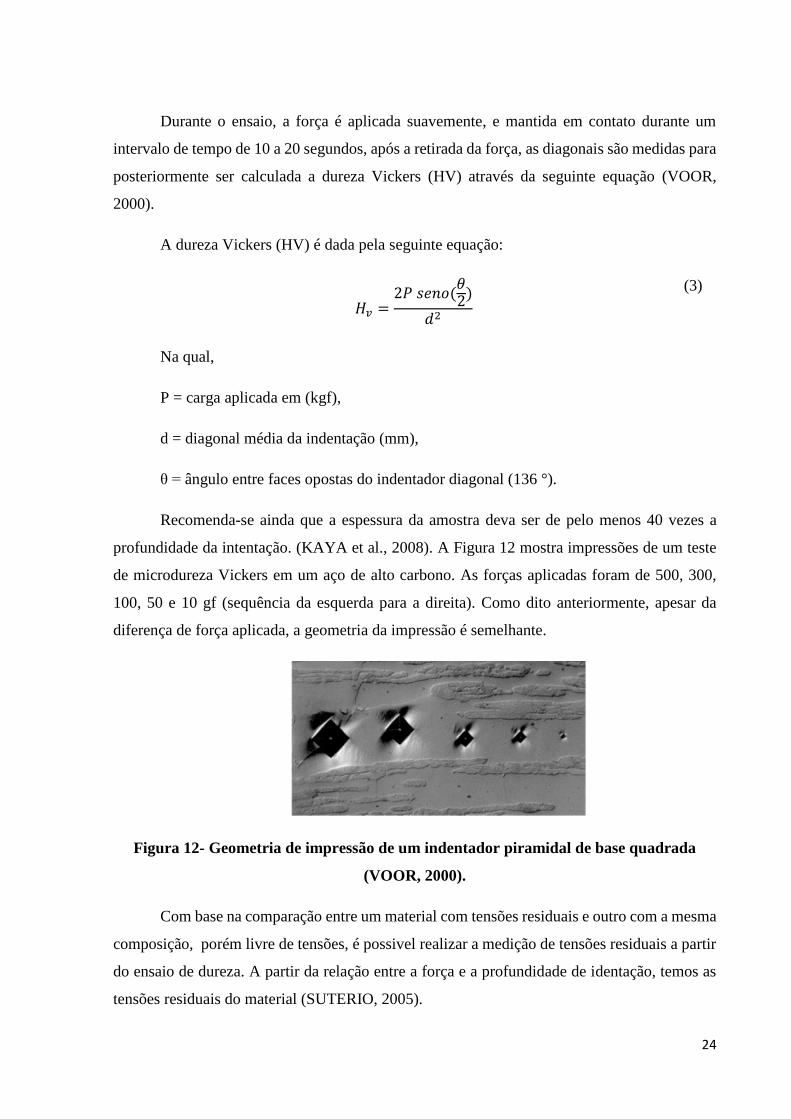
Durante o ensaio, a força é aplicada suavemente, e mantida em contato durante um
intervalo de tempo de 10 a 20 segundos, após a retirada da força, as diagonais são medidas para
posteriormente ser calculada a dureza Vickers (HV) através da seguinte equação (VOOR,
2000).
A dureza Vickers (HV) é dada pela seguinte equação:
𝐻𝑣 =2𝑃 𝑠𝑒𝑛𝑜(
𝜃2)
𝑑2
(3)
Na qual,
P = carga aplicada em (kgf),
d = diagonal média da indentação (mm),
θ = ângulo entre faces opostas do indentador diagonal (136 °).
Recomenda-se ainda que a espessura da amostra deva ser de pelo menos 40 vezes a
profundidade da intentação. (KAYA et al., 2008). A Figura 12 mostra impressões de um teste
de microdureza Vickers em um aço de alto carbono. As forças aplicadas foram de 500, 300,
100, 50 e 10 gf (sequência da esquerda para a direita). Como dito anteriormente, apesar da
diferença de força aplicada, a geometria da impressão é semelhante.
Figura 12- Geometria de impressão de um indentador piramidal de base quadrada
(VOOR, 2000).
Com base na comparação entre um material com tensões residuais e outro com a mesma
composição, porém livre de tensões, é possivel realizar a medição de tensões residuais a partir
do ensaio de dureza. A partir da relação entre a força e a profundidade de identação, temos as
tensões residuais do material (SUTERIO, 2005).
25
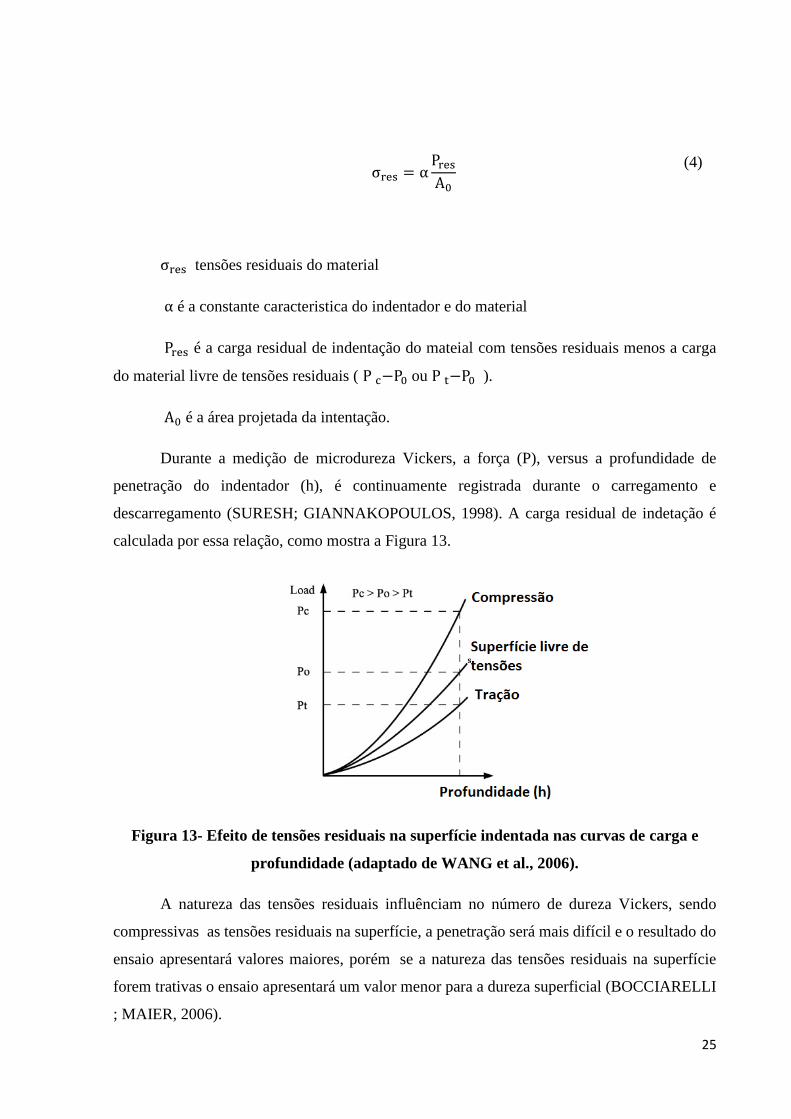
σres = αPres
A0
(4)
σres tensões residuais do material
α é a constante caracteristica do indentador e do material
Pres é a carga residual de indentação do mateial com tensões residuais menos a carga
do material livre de tensões residuais ( P c−P0 ou P t−P0 ).
A0 é a área projetada da intentação.
Durante a medição de microdureza Vickers, a força (P), versus a profundidade de
penetração do indentador (h), é continuamente registrada durante o carregamento e
descarregamento (SURESH; GIANNAKOPOULOS, 1998). A carga residual de indetação é
calculada por essa relação, como mostra a Figura 13.
Figura 13- Efeito de tensões residuais na superfície indentada nas curvas de carga e
profundidade (adaptado de WANG et al., 2006).
A natureza das tensões residuais influênciam no número de dureza Vickers, sendo
compressivas as tensões residuais na superfície, a penetração será mais difícil e o resultado do
ensaio apresentará valores maiores, porém se a natureza das tensões residuais na superfície
forem trativas o ensaio apresentará um valor menor para a dureza superficial (BOCCIARELLI
; MAIER, 2006).
26
2.5. UTILIZAÇÃO DE SOFTWARE DE SIMULAÇÃO DE ELEMENTOS FINITOS
EM PROCESSOS DE CONFORMAÇÃO
As simulações numéricas nos processos de conformação mecânica baseadas no método
de elementos finitos (FEM) representam uma ferramenta poderosa, pois através dela é possível
avaliar previamente a influência dos parâmetros. Na abordagem tradicional, os processos de
fabricação baseavam-se principalmente no conhecimento empírico e na experiência de tentativa
e erro. Para o processo de forjamento que requer altos custos com ferramentas, esses esforços
de tentativa e erro, resultam em altos custos e reduzem a eficiência na fase de desenvolvimento
do produto (OZTURK; KOCAOGLAN; SONMEZ, 2016).
Com os desenvolvimentos da tecnologia, bem como sua introdução na indústria, a
abordagem tradicional se tornou obsoleta. Métodos numéricos como o FEM contribuem de
forma significativa para a compreensão sobre o processo de deformação do material durante o
forjamento. Controlar os parâmetros do processo de forjamento, verificar a validade do projeto
inicial, pode ainda melhorar a qualidade do produto final, a eficiência de fabricação e diminuir
consideravelmente os custos (EQUBAL et al., 2014). O resultado da simulação pode oferecer
informações mais detalhadas, como o escoamento do material, valores de tensão, deformação
dentre outras (KIM; KUBOTA; YAMANAKA, 2008).
Para realizar uma análise de elementos finitos, é necessário construir uma malha, que é
o primeiro passo enfrentado para usufruir desse método. A malha pode ser definida como a
representação discreta do domínio contínuo através de elementos mais simples e menores, em
uma, duas ou três dimensões (PAULO, 2007). São criadas para discretizar os subconjuntos,
representados por elementos que guardam informações topológicas e espaciais do objeto que
representa (ROMANETTO, 2014).
A geração de malhas automáticas é amplamente utilizada em pacotes de softwares,
porém estas malhas podem ser melhoradas pelo uso de softwares livres como o GMSH para
geração de malhas em três dimensões (BOROUCHAKI; GEORGE, 2000).
O software DEFORM ™- 3D é uma ferramenta de simulação baseada no método de
elementos finitos. Por meio dele é possível prever o comportamento do material em operações
industriais, como por exemplo: forjamento com matriz fechada, forjamento com matriz aberta,
usinagem, laminação, extrusão dentre outros (DEFORM ™- 3D, 2016).
27
O DEFORM ™- 3D é composto por um pré-processador, processador e pós-
processador. Os dados de entrada necessários para os cálculos no processador são inseridos no
pré-processador. Os dados de entrada (a definição e interação entre os objetos, os dados do
material e o controle da simulação) são compilados em um arquivo de base de dados. O
processador por sua vez, capta as informações no arquivo de base de dados e calcula a solução
do problema e adiciona os resultados de base de dados. O pós-processador por sua vez, lê o
arquivo de base de dados com os resultados e mostra estes resultados numa interface gráfica.
2.6. MÉTODOS DE ANÁLISE ESTATÍSTICA
A estatística é uma ferramenta matemática de análise de dados, da qual podemos extrair
informações úteis de dados, porém esses dados que são gerados através de medições
experimentais estão sujeitos a erros. Um método usado na estatística para quantificar a incerteza
nas variáveis medidas, é a análise de variância. A análise de variância pode ser usada para
estimar a probabilidade de que os dados sejam verdadeiramente diferentes (PETERS, 2001).
Métodos estatísticos experimentais visam melhorar e aperfeiçoar a eficácia e
produtividade de experiências de forma que forneçam uma base de dados suficiente em um
sentido qualitativo. O estudo das relações de causa e efeito pode ser realizado por meio de um
número finito de amostras. Alguns métodos estatísticos assumem que os dados podem tomar
qualquer valor dentro de um dado intervalo, enquanto outros requerem apenas uma escala
ordinal ou classificada. Dessa forma a aplicação dos métodos estatísticos depende da escala em
que as variáveis foram medidas. Para variáveis independentes que não são contínuas o método
usado é a análise de variância, que tem como objetivo principal testar se os fatores têm a
influência individual ou conjunta na resposta (TOUTENBURG, 2009).
O teste estatístico que analisa as diferenças entre amostras é chamado análise de
variância (ANOVA) e foi desenvolvida por Ronald Fisher em 1918. Geralmente a Análise de
variância se refere à análise estatística envolvendo a comparação simultânea de vários conjuntos
de dados, não se limitando apenas a comparação de duas médias. Para esses testes estatísticos,
o primeiro passo é formular a hipótese nula. Para o caso de comparação de dois valores, é
recomendável que a hipótese nula seja uma afirmação de que não há diferença entre os dois
28
valores. Em seguida, analisamos os dados para examinar as evidências, para rejeitar a hipótese
nula relativa a uma hipótese alternativa específica, ou aceitar a hipótese nula (PETERS, 2001).
2.6.1. Correlação entre variáveis
A correlação aborda o grau de relacionamento entre duas variáveis, através dela é
possível avaliar com precisão o quanto uma variável interfere no resultado da outra. Existem
várias técnicas para determinar essa relação entre variáveis, algumas são direcionadas para
distribuições normais e outras para variáveis que não seguem uma distribuição normal. A
correlação entre variáveis é descrita do ponto de vista da estatística como coeficiente de
correlação. É comum a utilização do coeficiente de correlação de Pearson. Para a correlação, a
hipótese nula é que o coeficiente de correlação é igual à zero (RYAN, 2006).
Como dito anteriormente, a correlação é a relação entre duas variáveis aleatórias,
considerando-as como X e Y ambas variando aleatoriamente e relacionando-se linearmente, de
modo que o coeficiente de correlação resulta em uma associação linear entre X e Y
(DECOURSEY; DECOURSEY, 2003).
𝑟𝑥𝑦 =𝑆𝑥𝑦
√𝑆𝑥𝑥 𝑆𝑦𝑦
Tabela 6- Condição e nível de correlação entre variáveis (RYAN, 2006).
Condição Nível de correlação
0 <| r | <0.3 Correlação fraca
0.3 <| r | <0.7 Correlação moderada
r | > 0.7 Correlação forte
O coeficiente de correlação descreve a direção (positiva ou negativa) e o grau (força) da
relação entre duas variáveis. Quanto maior o coeficiente de correlação, mais forte a relação
(RYAN, 2006).
29
CAPÍTULO 3
MATERIAIS E MÉTODOS
Neste capítulo serão apresentados o material, os equipamentos, as ferramentas e os
procedimentos para a realização dos experimentos e o software usado para simulação. O
objetivo principal deste trabalho é investigar as tensões residuais em regiões de grande
concentração de tensão em engrenagens produzidas por usinagem, forjamento a frio e a quente.
O trabalho iniciou-se com o ensaio de tração no qual foi possível obter o comportamento
do material nas temperaturas investigadas. Além disso, a curva tensão versus deformação foi
usada posteriormente como parâmetro de entrada na simulação numérica.
A segunda etapa baseou-se no planejamento e confecção das ferramentas para o
forjamento das peças. Tal procedimento foi realizado com o auxilio do Software
SOLIDWORKS. Por meio do mesmo, foi possível planejar e desenhar a geometria do
ferramental para o forjamento.
A terceira parte do trabalho foi desenvolver e fabricar as pré-formas para posterior
forjamento. A geometria final das pré-formas foi planejada com o auxilio do Software
SOLIDWORKS e seu comportamento ao longo do processo de forjamento simulado no
Software DEFORM™-3D. Uma vez fabricadas as ferramentas de forjamento, pré-forma, e
definidas as temperaturas, as peças foram forjadas a temperatura ambiente, 400 °C, 450 °C e
480 °C. O aquecimento foi feito em um forno mufla. Todo o conjunto foi submetido nessa
temperatura por cinco minutos, e em seguida levado a prensa hidráulica. Foi fabricada ainda
uma engrenagem cilíndrica de dentes retos, pelo processo de forjamento com módulo 4,5 e 21
dentes.
A quarta parte do trabalho consistiu em embutir e lixar as engrenagens fabricadas por
usinagem e por conformação mecânica. Feito isso, foram marcados três pontos para a análise
de microdureza Vickers o ensaio foi realizado em um microdurômetro. Os resultados de dureza
obtidos foram inseridos como dados de entrada da análise estatística, com o intuito de verificar
a influência de cada tratamento na dureza do material.
30
A quinta etapa do trabalho foi simular o processo de forjamento em temperatura
ambiente e a quente. Os dados de entrada foram baseados nos resultados do ensaio de tração da
liga estudada. Os resultados da simulação foram correlacionados com os resultados do ensaio
de microdureza Vickers.
3.1. EQUIPAMENTOS
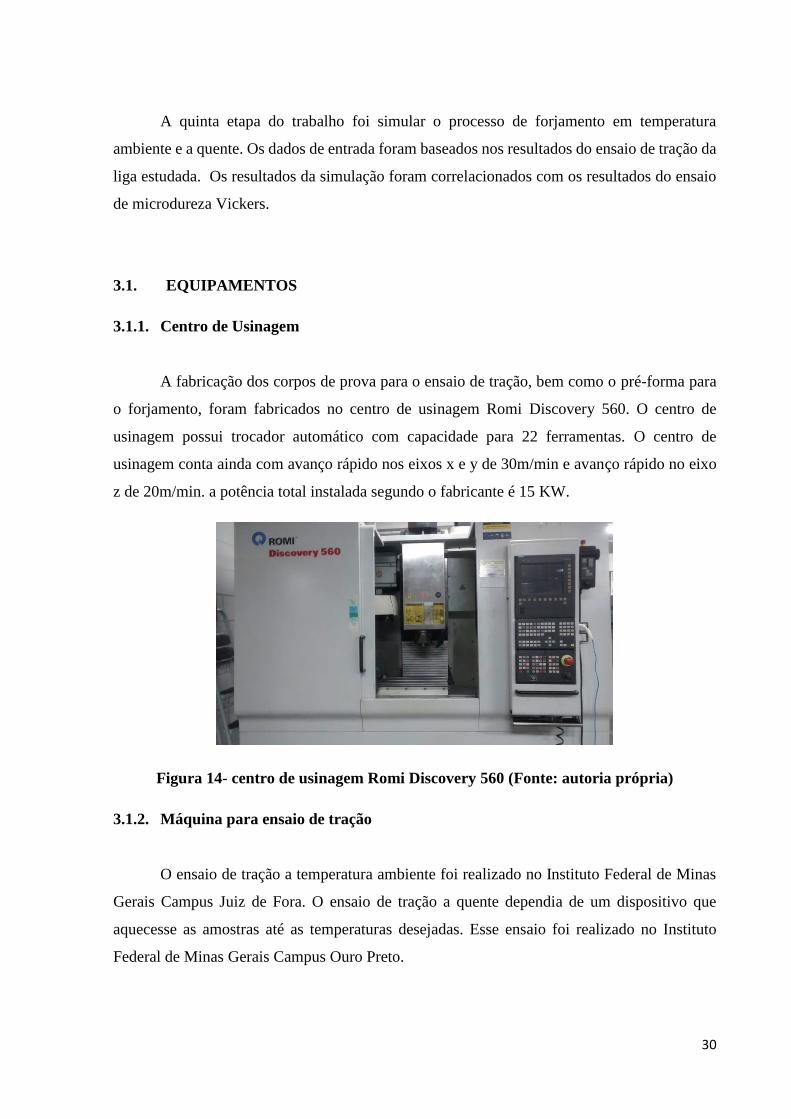
3.1.1. Centro de Usinagem
A fabricação dos corpos de prova para o ensaio de tração, bem como o pré-forma para
o forjamento, foram fabricados no centro de usinagem Romi Discovery 560. O centro de
usinagem possui trocador automático com capacidade para 22 ferramentas. O centro de
usinagem conta ainda com avanço rápido nos eixos x e y de 30m/min e avanço rápido no eixo
z de 20m/min. a potência total instalada segundo o fabricante é 15 KW.
Figura 14- centro de usinagem Romi Discovery 560 (Fonte: autoria própria)
3.1.2. Máquina para ensaio de tração
O ensaio de tração a temperatura ambiente foi realizado no Instituto Federal de Minas
Gerais Campus Juiz de Fora. O ensaio de tração a quente dependia de um dispositivo que
aquecesse as amostras até as temperaturas desejadas. Esse ensaio foi realizado no Instituto
Federal de Minas Gerais Campus Ouro Preto.
31
Figura 15- Máquina de ensaio de tração (Fonte: autoria própria)
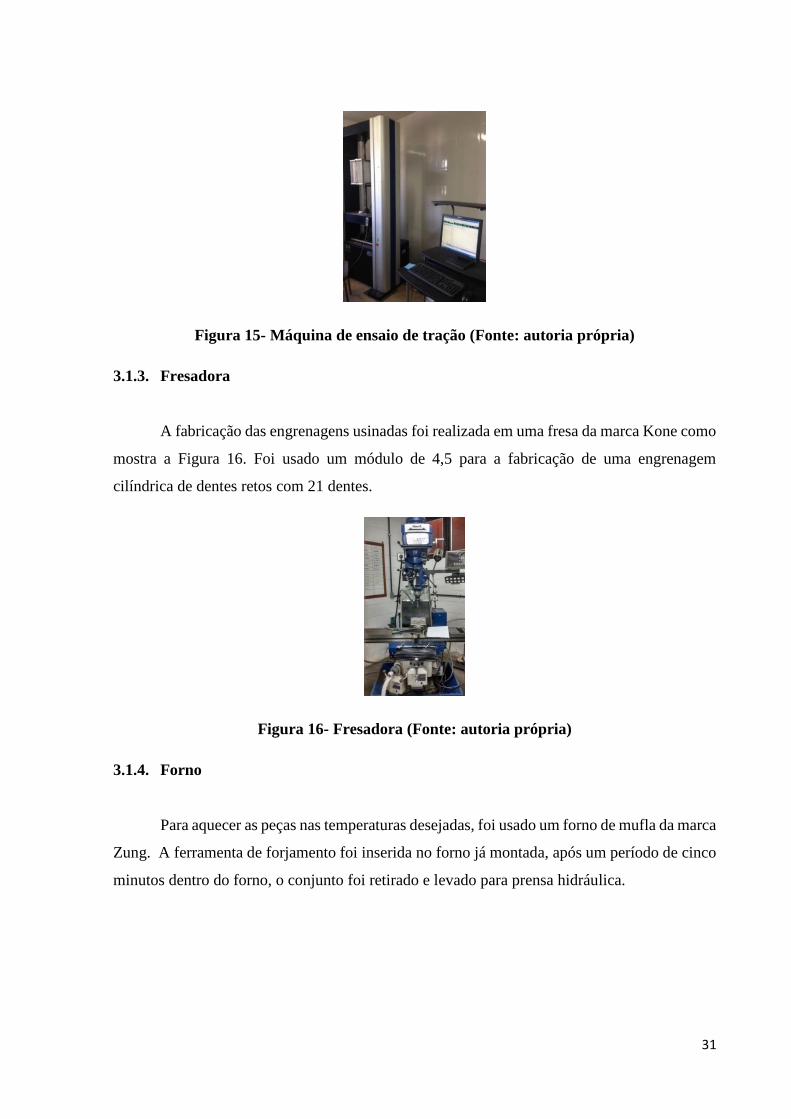
3.1.3. Fresadora
A fabricação das engrenagens usinadas foi realizada em uma fresa da marca Kone como
mostra a Figura 16. Foi usado um módulo de 4,5 para a fabricação de uma engrenagem
cilíndrica de dentes retos com 21 dentes.
Figura 16- Fresadora (Fonte: autoria própria)
3.1.4. Forno
Para aquecer as peças nas temperaturas desejadas, foi usado um forno de mufla da marca
Zung. A ferramenta de forjamento foi inserida no forno já montada, após um período de cinco
minutos dentro do forno, o conjunto foi retirado e levado para prensa hidráulica.
32
Figura 17- Forno mufla Jung 4212 (Fonte: autoria própria)
3.1.5. Prensa hidráulica
O forjamento das peças foi feito em uma prensa hidráulica da marca CONEMAG, com
capacidade de 40 toneladas.
Figura 18 - Prensa hidráulica (autoria própria)
3.1.6. Microdurômetro
As microdurezas das amostras foram obtidas por um microdurômetro da marca
Mitutoyo e modelo MVK-G1, conforme a Figura 19. Os parâmetros usados durante o ensaio
foram os seguintes: carga 50 gf (grama força), tempo de indentação 20 segundos.
33
Figura 19- Microdurômetro (Fonte: autoria própria).
3.1.7. Software DEFORM ™- 3D
A simulação do processo de forjamento nas temperaturas de 400°C, 450°C, 480°C e à
temperatura ambiente, foram simulados no Software DEFORM ™- 3D. A simulação foi feita
na Escola de Engenharia da UFMG.
3.2. MATERIAL
Para o desenvolvimento deste trabalho foi utilizada liga de Alumínio da série 6XXX,
tratada termicamente com a designação AA6351-T6. De acordo com o fabricante a liga é
extrudada e, além disso, suas propriedades mecânicas foram alteradas por tratamento térmico
de solubilização e envelhecimento, o que lhe confere a designação T6. Este tratamento térmico
proporciona maior resistência mecânica à liga.
Tabela 7- Composição da liga ASTM AA6351 (ABAL, 2007).
ASTM
Si
Fe
Cu
Mn
Mg
Zn
Ti
Outros
elementos
Alumínio
Cada Total
AA
6351
0,7-1,3
0,50
0,10
0,40-0,8
0,40-0,8
0,20
0,20
0,5
0,15
Restante
34
3.3. ENSAIO DE TRAÇÃO
A curva tensão versus deformação usada posteriormente como parâmetro de entrada na
simulação foi obtida através do ensaio de tração. Por meio do mesmo, foi possível determinar
os comportamentos do material frente às solicitações mecânicas de tração. Os corpos de provas
submetidos ao ensaio de tração foram confeccionados seguindo a norma ASTM E 8M.
Figura 20- Corpo de prova para ensaio de tração de acordo com a norma ASTM – E 8M
(ASTM INT., 2011)
3.3.1. Temperatura do ensaio de tração
Pelo fato da simulação ter sido feita em temperaturas diferentes, houve a necessidade de
obter as propriedades térmicas da liga de alumínio 6351-T6, pois as mesmas influenciam na
exatidão dos resultados da simulação. Para reproduzir as mesmas condições de trabalho do
material conformado e obter os valores das propriedades mecânicas, foram feitos ensaios de
tração nas temperaturas de 400°C, 450°C, 480°C e ambiente.
3.4. DEFINIÇÃO DA GEOMETRIA DA PEÇA
A geometria final da peça para a correlação das tensões residuais partiu inicialmente de
uma roda dentada cilíndrica de dentes retos, ou seja, uma engrenagem cilíndrica de dentes retos.
Da mesma, foi recortada uma parte englobando três dentes. Tais procedimentos foram
realizados previamente com o auxílio do Software SOLIDWORKS.
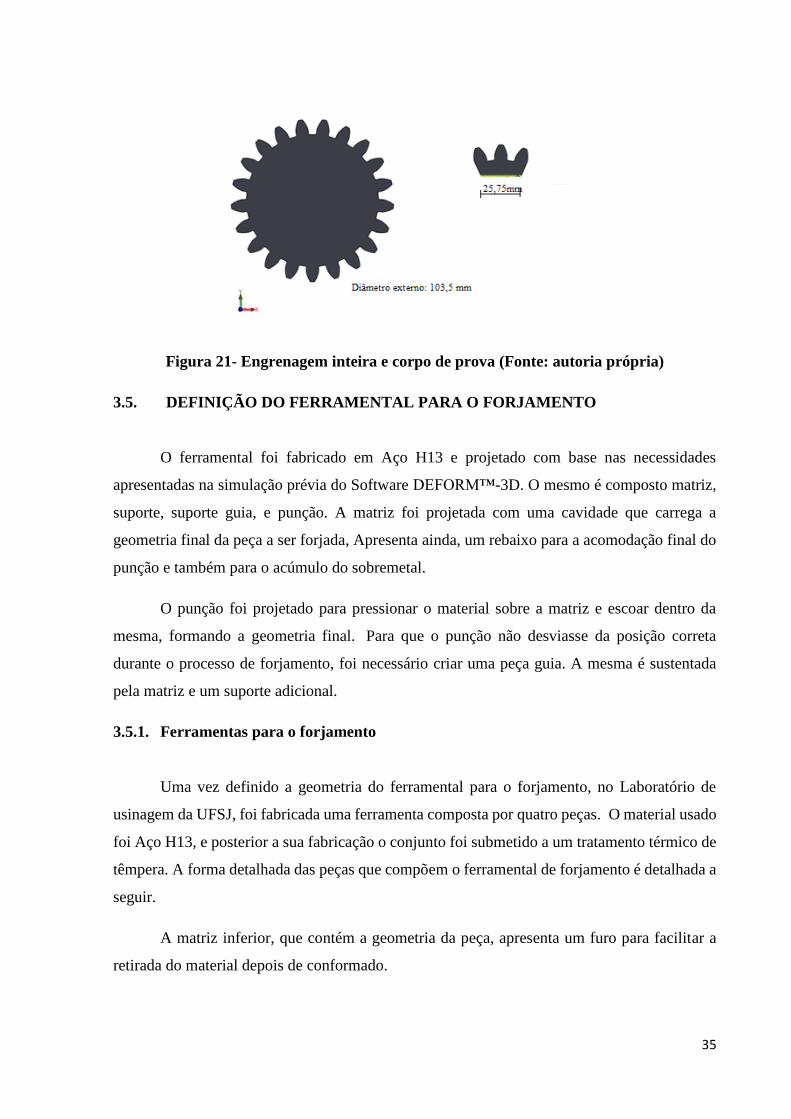
35
Figura 21- Engrenagem inteira e corpo de prova (Fonte: autoria própria)
3.5. DEFINIÇÃO DO FERRAMENTAL PARA O FORJAMENTO
O ferramental foi fabricado em Aço H13 e projetado com base nas necessidades
apresentadas na simulação prévia do Software DEFORM™-3D. O mesmo é composto matriz,
suporte, suporte guia, e punção. A matriz foi projetada com uma cavidade que carrega a
geometria final da peça a ser forjada, Apresenta ainda, um rebaixo para a acomodação final do
punção e também para o acúmulo do sobremetal.
O punção foi projetado para pressionar o material sobre a matriz e escoar dentro da
mesma, formando a geometria final. Para que o punção não desviasse da posição correta
durante o processo de forjamento, foi necessário criar uma peça guia. A mesma é sustentada
pela matriz e um suporte adicional.
3.5.1. Ferramentas para o forjamento
Uma vez definido a geometria do ferramental para o forjamento, no Laboratório de
usinagem da UFSJ, foi fabricada uma ferramenta composta por quatro peças. O material usado
foi Aço H13, e posterior a sua fabricação o conjunto foi submetido a um tratamento térmico de
têmpera. A forma detalhada das peças que compõem o ferramental de forjamento é detalhada a
seguir.
A matriz inferior, que contém a geometria da peça, apresenta um furo para facilitar a
retirada do material depois de conformado.
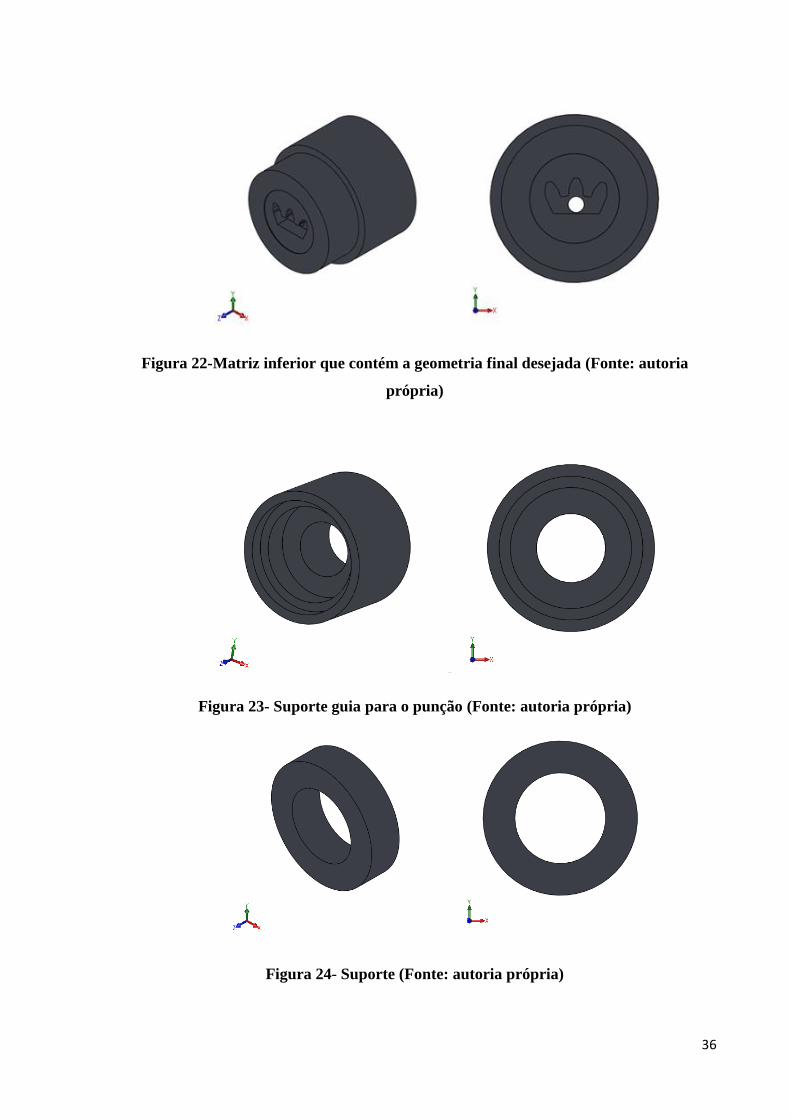
36
Figura 22-Matriz inferior que contém a geometria final desejada (Fonte: autoria
própria)
Figura 23- Suporte guia para o punção (Fonte: autoria própria)
Figura 24- Suporte (Fonte: autoria própria)
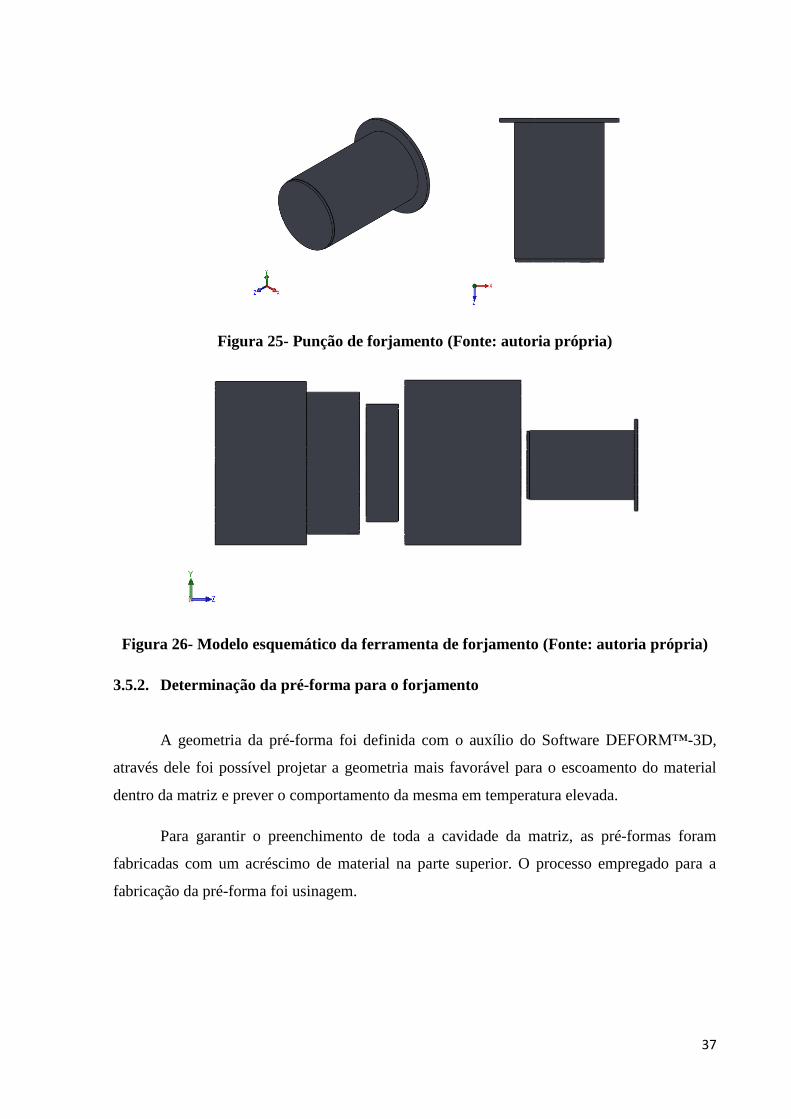
37
Figura 25- Punção de forjamento (Fonte: autoria própria)
Figura 26- Modelo esquemático da ferramenta de forjamento (Fonte: autoria própria)
3.5.2. Determinação da pré-forma para o forjamento
A geometria da pré-forma foi definida com o auxílio do Software DEFORM™-3D,
através dele foi possível projetar a geometria mais favorável para o escoamento do material
dentro da matriz e prever o comportamento da mesma em temperatura elevada.
Para garantir o preenchimento de toda a cavidade da matriz, as pré-formas foram
fabricadas com um acréscimo de material na parte superior. O processo empregado para a
fabricação da pré-forma foi usinagem.

38
Figura 27- Pré-forma para o processo de forjamento (Fonte: autoria própria)
3.6. PROCEDIMENTOS EXPERIMENTAIS
O forjamento foi realizado em uma prensa hidráulica com capacidade de 40 toneladas.
A carga necessária para conformar o material, bem como o dimensionamento do ferramental
foi planejado com base nas limitações da prensa que possuía apenas um controle de
deslocamento de curso. Uma vez fabricados, os corpos de prova foram embutidos em massa
plástica, lixados e posteriormente submetidos ao ensaio de microdureza Vickers.
3.6.1. Forjamento das peças
O conjunto do ferramental e pré-forma foram colocados dentro do forno montados.
Após cinco minutos expostos nas temperaturas de 400°C, 450°C e 480 °C, o conjunto foi levado
à prensa hidráulica, e em seguida conformado.
Figura 28 - Ferramenta de forjamento (Fonte: autoria própria)
Após conformado, a peça foi retirada de dentro da matriz. O material preencheu toda a
cavidade da matriz, culminando na geometria desejada.
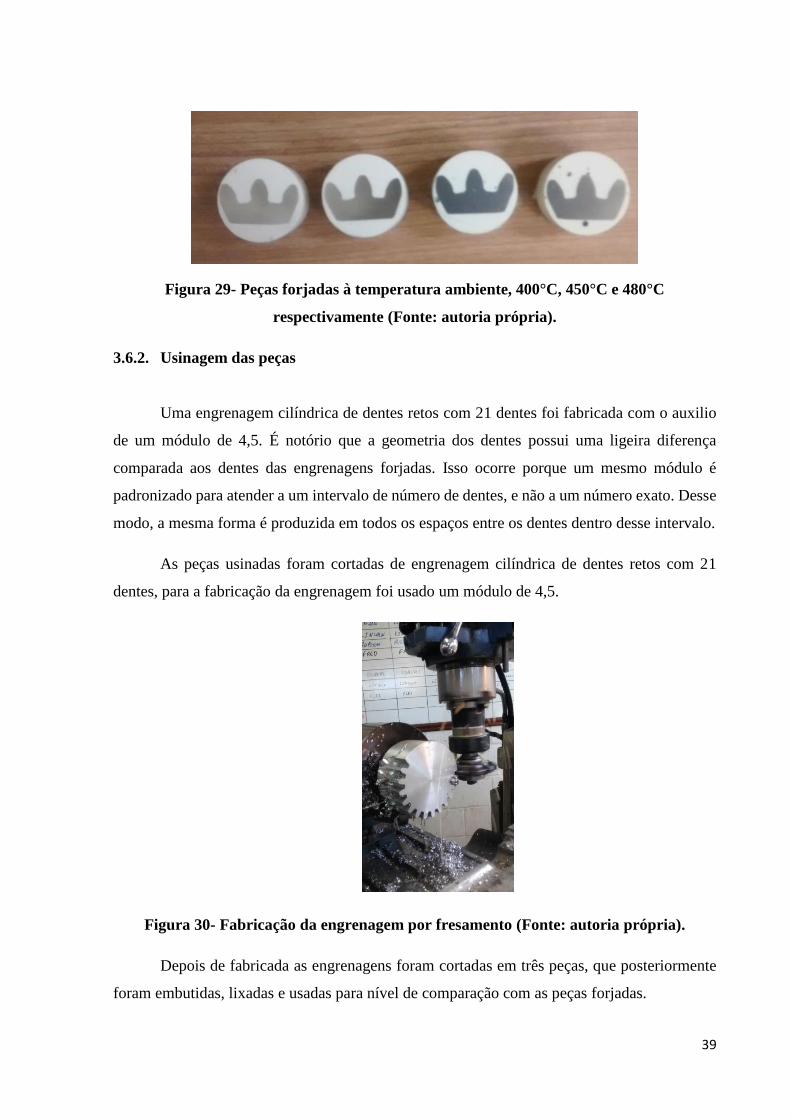
39
Figura 29- Peças forjadas à temperatura ambiente, 400°C, 450°C e 480°C
respectivamente (Fonte: autoria própria).
3.6.2. Usinagem das peças
Uma engrenagem cilíndrica de dentes retos com 21 dentes foi fabricada com o auxilio
de um módulo de 4,5. É notório que a geometria dos dentes possui uma ligeira diferença
comparada aos dentes das engrenagens forjadas. Isso ocorre porque um mesmo módulo é
padronizado para atender a um intervalo de número de dentes, e não a um número exato. Desse
modo, a mesma forma é produzida em todos os espaços entre os dentes dentro desse intervalo.
As peças usinadas foram cortadas de engrenagem cilíndrica de dentes retos com 21
dentes, para a fabricação da engrenagem foi usado um módulo de 4,5.
Figura 30- Fabricação da engrenagem por fresamento (Fonte: autoria própria).
Depois de fabricada as engrenagens foram cortadas em três peças, que posteriormente
foram embutidas, lixadas e usadas para nível de comparação com as peças forjadas.
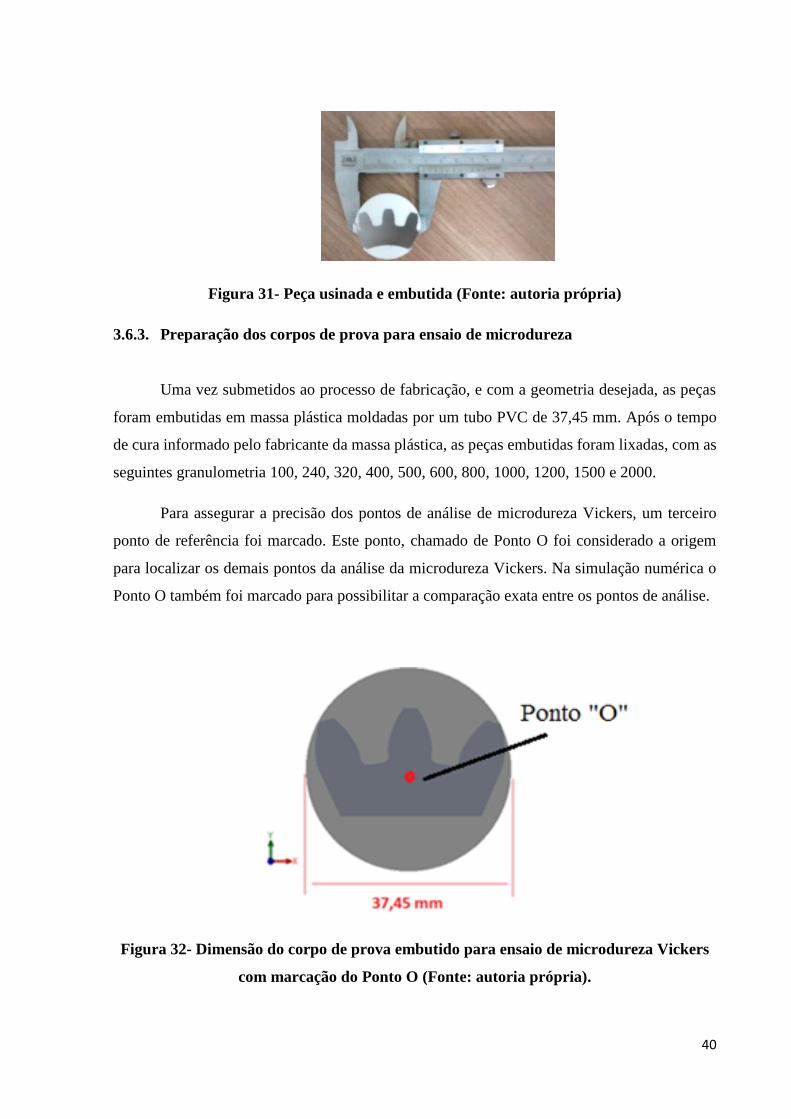
40
Figura 31- Peça usinada e embutida (Fonte: autoria própria)
3.6.3. Preparação dos corpos de prova para ensaio de microdureza
Uma vez submetidos ao processo de fabricação, e com a geometria desejada, as peças
foram embutidas em massa plástica moldadas por um tubo PVC de 37,45 mm. Após o tempo
de cura informado pelo fabricante da massa plástica, as peças embutidas foram lixadas, com as
seguintes granulometria 100, 240, 320, 400, 500, 600, 800, 1000, 1200, 1500 e 2000.
Para assegurar a precisão dos pontos de análise de microdureza Vickers, um terceiro
ponto de referência foi marcado. Este ponto, chamado de Ponto O foi considerado a origem
para localizar os demais pontos da análise da microdureza Vickers. Na simulação numérica o
Ponto O também foi marcado para possibilitar a comparação exata entre os pontos de análise.
Figura 32- Dimensão do corpo de prova embutido para ensaio de microdureza Vickers
com marcação do Ponto O (Fonte: autoria própria).
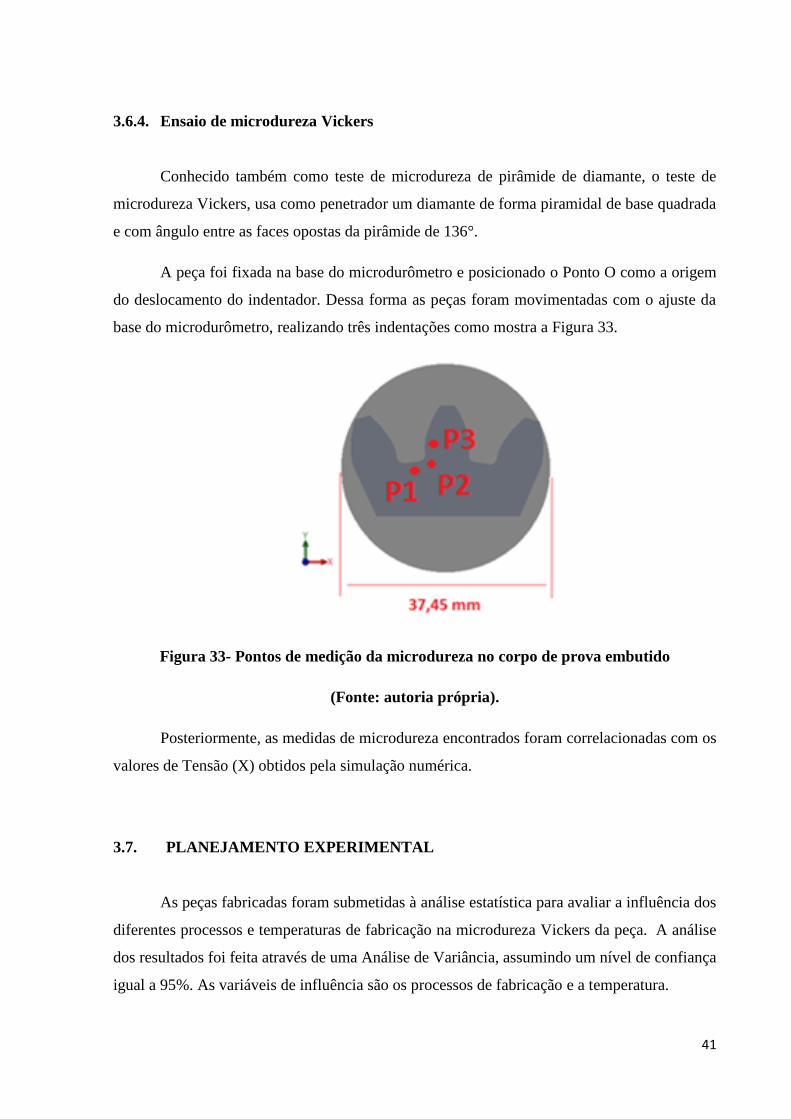
41
3.6.4. Ensaio de microdureza Vickers
Conhecido também como teste de microdureza de pirâmide de diamante, o teste de
microdureza Vickers, usa como penetrador um diamante de forma piramidal de base quadrada
e com ângulo entre as faces opostas da pirâmide de 136°.
A peça foi fixada na base do microdurômetro e posicionado o Ponto O como a origem
do deslocamento do indentador. Dessa forma as peças foram movimentadas com o ajuste da
base do microdurômetro, realizando três indentações como mostra a Figura 33.
Figura 33- Pontos de medição da microdureza no corpo de prova embutido
(Fonte: autoria própria).
Posteriormente, as medidas de microdureza encontrados foram correlacionadas com os
valores de Tensão (X) obtidos pela simulação numérica.
3.7. PLANEJAMENTO EXPERIMENTAL
As peças fabricadas foram submetidas à análise estatística para avaliar a influência dos
diferentes processos e temperaturas de fabricação na microdureza Vickers da peça. A análise
dos resultados foi feita através de uma Análise de Variância, assumindo um nível de confiança
igual a 95%. As variáveis de influência são os processos de fabricação e a temperatura.
42
Tabela 8- Parâmetros de entrada e níveis investigados no experimento
(Fonte: autoria própria).
Parâmetros de entrada Nível dos parâmetros
Processo de Fabricação 5
Ponto de medição 3
O processo de fabricação realizado em cinco níveis: forjamento (ambiente, 400°C, 450°C,
480°C) e usinagem. O ponto de medição da dureza em três níveis: P1, P2, P3.
3.8. PRIMEIRA ETAPA DE EXPERIMENTOS
A primeira etapa dos experimentos deste trabalho analisou a influência dos fatores sobre
a resposta, ou seja, indução de tensões residuais na fabricação de dentes de engrenagens forjadas
(ambiente, 400°C, 450°C, 480°C) e usinadas da liga de alumínio 6351-T6. O planejamento
fatorial foi feito com o intuito de identificar os principais efeitos e interação de fatores de
entrada sobre as variáveis de resposta. O planejamento experimental foi realizado com três
repetições para cada condição, totalizando 45 experimentos aleatorizados. Os valores
detalhados de microdureza Vickers estão em Anexo.
3.9. PARÂMETROS DE ENTRADA PARA AS SIMULAÇÕES
No DEFORM ™- 3D os dados de entrada assim como a definição e interação entre os
objetos, os dados referentes ao material e o controle do processo, são inseridos no pré-
processador e compilados em um arquivo de base de dados.
Os principais parâmetros de entrada e as propriedades do material necessárias para a
realização da simulação serão descritas a seguir.
Tabela 9- Principais parâmetros de entrada da simulação (Fonte: autoria própria).
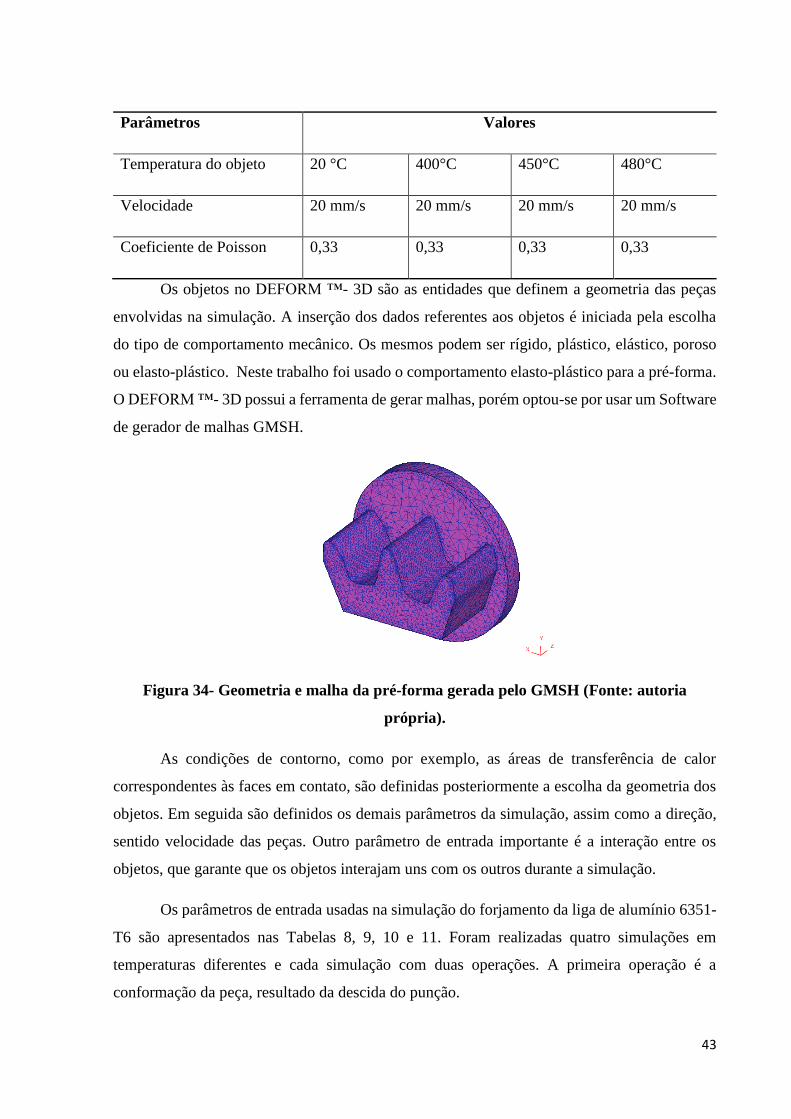
43
Parâmetros Valores
Temperatura do objeto 20 °C 400°C 450°C 480°C
Velocidade 20 mm/s 20 mm/s 20 mm/s 20 mm/s
Coeficiente de Poisson 0,33 0,33 0,33 0,33
Os objetos no DEFORM ™- 3D são as entidades que definem a geometria das peças
envolvidas na simulação. A inserção dos dados referentes aos objetos é iniciada pela escolha
do tipo de comportamento mecânico. Os mesmos podem ser rígido, plástico, elástico, poroso
ou elasto-plástico. Neste trabalho foi usado o comportamento elasto-plástico para a pré-forma.
O DEFORM ™- 3D possui a ferramenta de gerar malhas, porém optou-se por usar um Software
de gerador de malhas GMSH.
Figura 34- Geometria e malha da pré-forma gerada pelo GMSH (Fonte: autoria
própria).
As condições de contorno, como por exemplo, as áreas de transferência de calor
correspondentes às faces em contato, são definidas posteriormente a escolha da geometria dos
objetos. Em seguida são definidos os demais parâmetros da simulação, assim como a direção,
sentido velocidade das peças. Outro parâmetro de entrada importante é a interação entre os
objetos, que garante que os objetos interajam uns com os outros durante a simulação.
Os parâmetros de entrada usadas na simulação do forjamento da liga de alumínio 6351-
T6 são apresentados nas Tabelas 8, 9, 10 e 11. Foram realizadas quatro simulações em
temperaturas diferentes e cada simulação com duas operações. A primeira operação é a
conformação da peça, resultado da descida do punção.
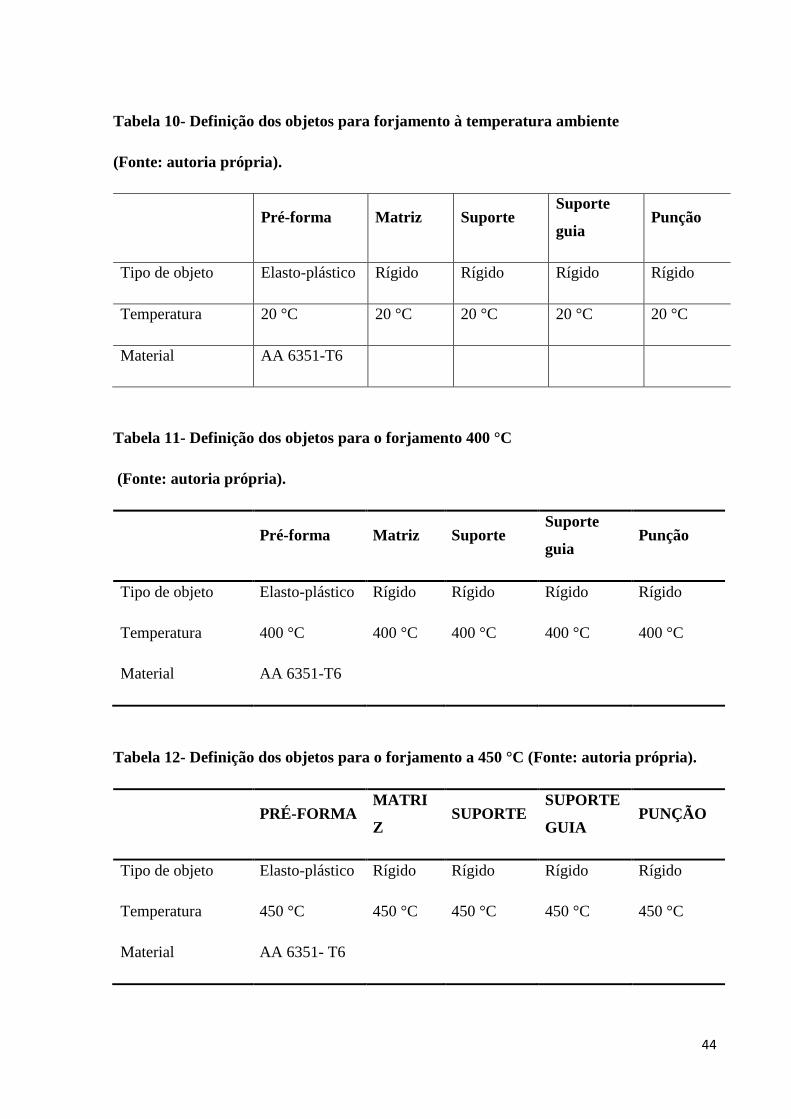
44
Tabela 10- Definição dos objetos para forjamento à temperatura ambiente
(Fonte: autoria própria).
Pré-forma Matriz Suporte Suporte
guia Punção
Tipo de objeto Elasto-plástico Rígido Rígido Rígido Rígido
Temperatura 20 °C 20 °C 20 °C 20 °C 20 °C
Material AA 6351-T6
Tabela 11- Definição dos objetos para o forjamento 400 °C
(Fonte: autoria própria).
Pré-forma Matriz Suporte Suporte
guia Punção
Tipo de objeto Elasto-plástico Rígido Rígido Rígido Rígido
Temperatura 400 °C 400 °C 400 °C 400 °C 400 °C
Material AA 6351-T6
Tabela 12- Definição dos objetos para o forjamento a 450 °C (Fonte: autoria própria).
PRÉ-FORMA MATRI
Z SUPORTE
SUPORTE
GUIA PUNÇÃO
Tipo de objeto Elasto-plástico Rígido Rígido Rígido Rígido
Temperatura 450 °C 450 °C 450 °C 450 °C 450 °C
Material AA 6351- T6
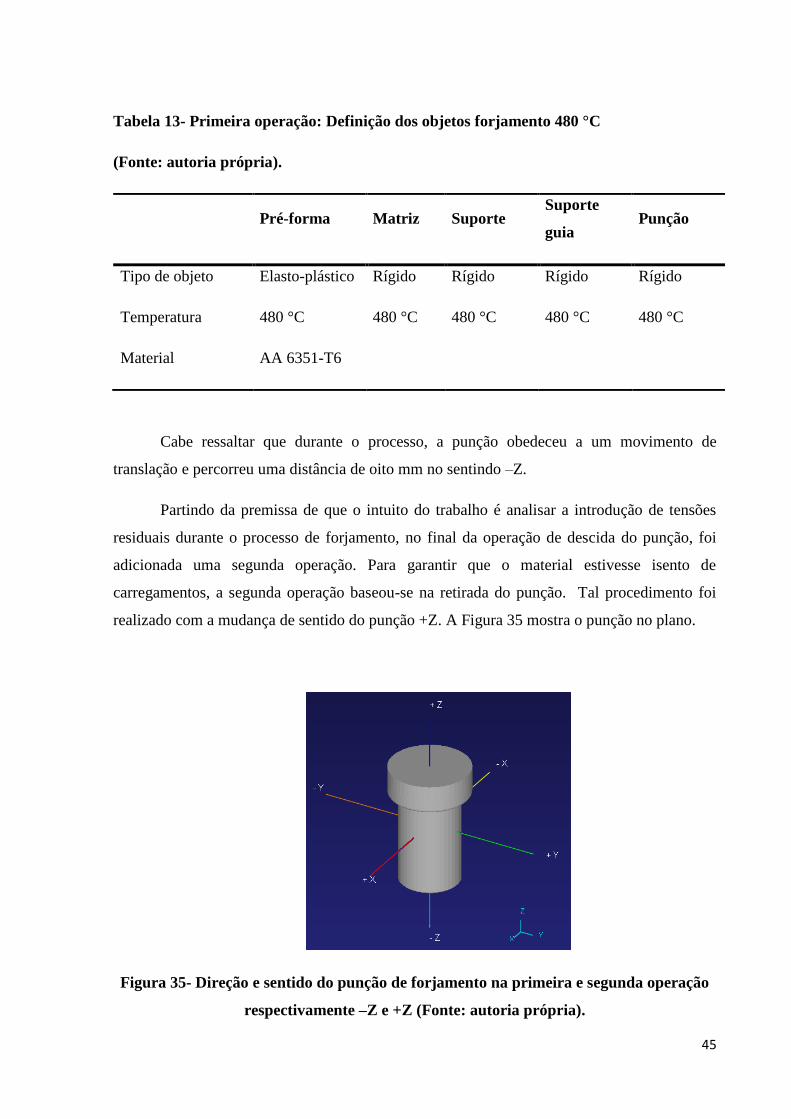
45
Tabela 13- Primeira operação: Definição dos objetos forjamento 480 °C
(Fonte: autoria própria).
Pré-forma Matriz Suporte Suporte
guia Punção
Tipo de objeto Elasto-plástico Rígido Rígido Rígido Rígido
Temperatura 480 °C 480 °C 480 °C 480 °C 480 °C
Material AA 6351-T6
Cabe ressaltar que durante o processo, a punção obedeceu a um movimento de
translação e percorreu uma distância de oito mm no sentindo –Z.
Partindo da premissa de que o intuito do trabalho é analisar a introdução de tensões
residuais durante o processo de forjamento, no final da operação de descida do punção, foi
adicionada uma segunda operação. Para garantir que o material estivesse isento de
carregamentos, a segunda operação baseou-se na retirada do punção. Tal procedimento foi
realizado com a mudança de sentido do punção +Z. A Figura 35 mostra o punção no plano.
Figura 35- Direção e sentido do punção de forjamento na primeira e segunda operação
respectivamente –Z e +Z (Fonte: autoria própria).
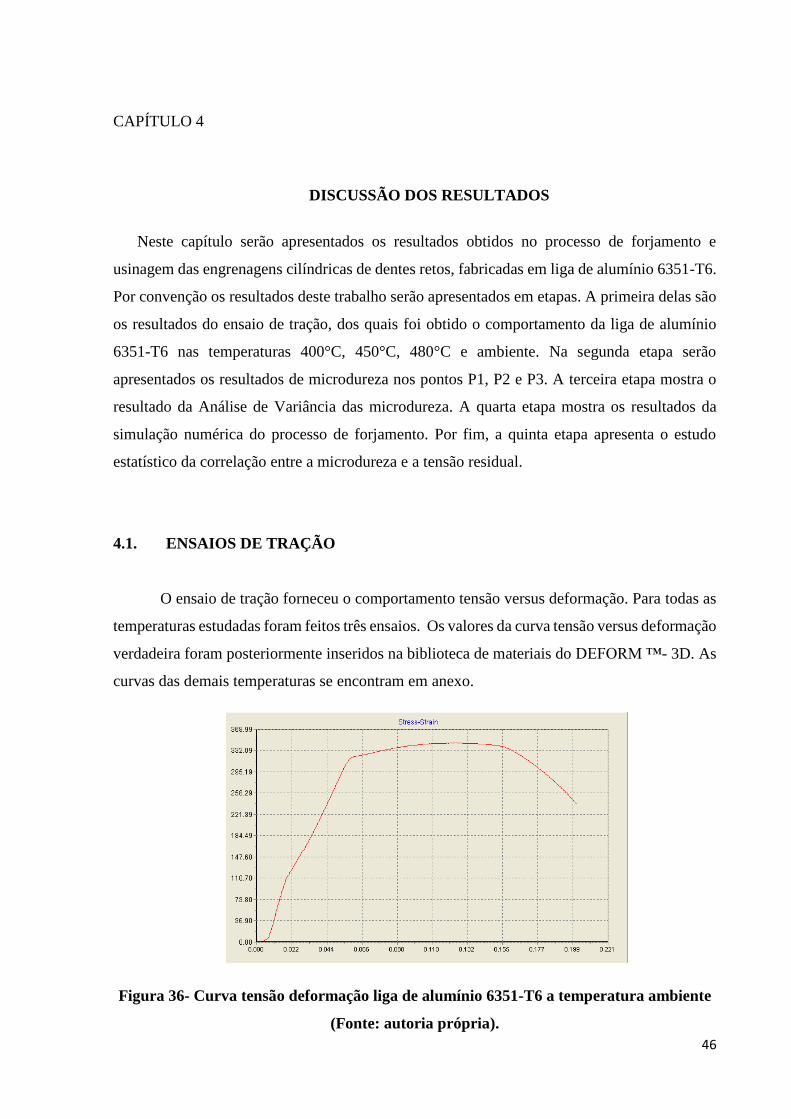
46
CAPÍTULO 4
DISCUSSÃO DOS RESULTADOS
Neste capítulo serão apresentados os resultados obtidos no processo de forjamento e
usinagem das engrenagens cilíndricas de dentes retos, fabricadas em liga de alumínio 6351-T6.
Por convenção os resultados deste trabalho serão apresentados em etapas. A primeira delas são
os resultados do ensaio de tração, dos quais foi obtido o comportamento da liga de alumínio
6351-T6 nas temperaturas 400°C, 450°C, 480°C e ambiente. Na segunda etapa serão
apresentados os resultados de microdureza nos pontos P1, P2 e P3. A terceira etapa mostra o
resultado da Análise de Variância das microdureza. A quarta etapa mostra os resultados da
simulação numérica do processo de forjamento. Por fim, a quinta etapa apresenta o estudo
estatístico da correlação entre a microdureza e a tensão residual.
4.1. ENSAIOS DE TRAÇÃO
O ensaio de tração forneceu o comportamento tensão versus deformação. Para todas as
temperaturas estudadas foram feitos três ensaios. Os valores da curva tensão versus deformação
verdadeira foram posteriormente inseridos na biblioteca de materiais do DEFORM ™- 3D. As
curvas das demais temperaturas se encontram em anexo.
Figura 36- Curva tensão deformação liga de alumínio 6351-T6 a temperatura ambiente
(Fonte: autoria própria).
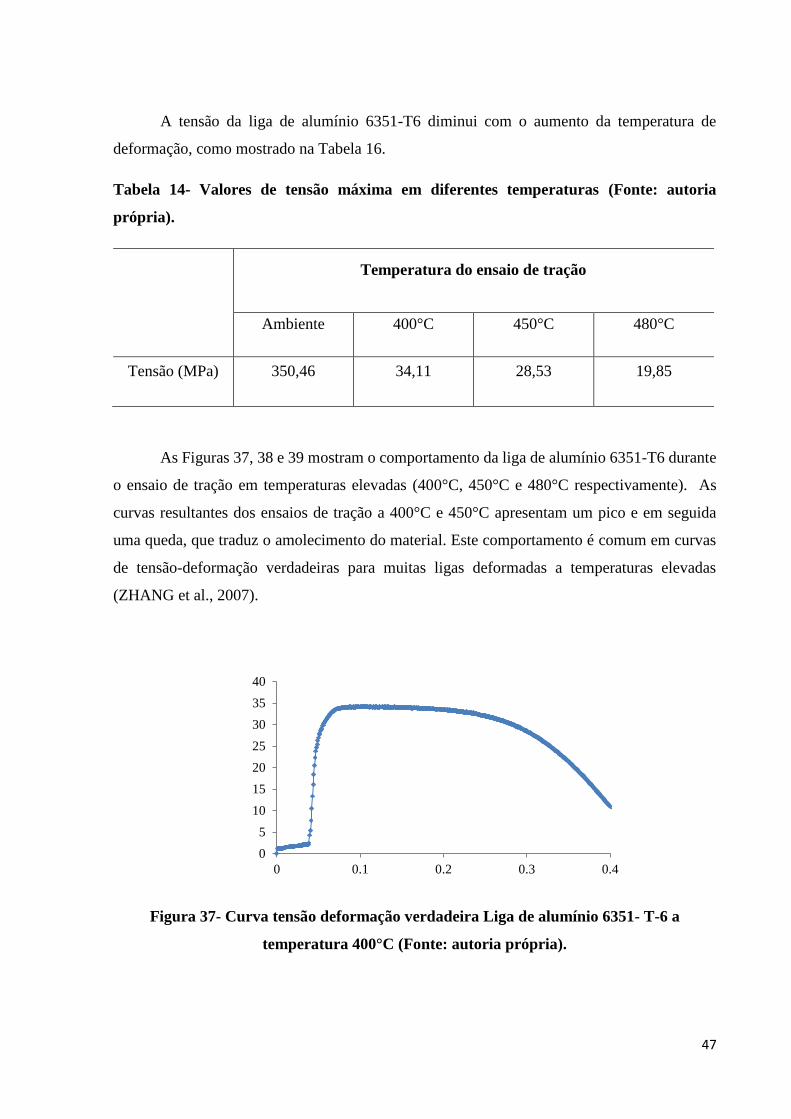
47
A tensão da liga de alumínio 6351-T6 diminui com o aumento da temperatura de
deformação, como mostrado na Tabela 16.
Tabela 14- Valores de tensão máxima em diferentes temperaturas (Fonte: autoria
própria).
Temperatura do ensaio de tração
Ambiente 400°C 450°C 480°C
Tensão (MPa) 350,46 34,11 28,53 19,85
As Figuras 37, 38 e 39 mostram o comportamento da liga de alumínio 6351-T6 durante
o ensaio de tração em temperaturas elevadas (400°C, 450°C e 480°C respectivamente). As
curvas resultantes dos ensaios de tração a 400°C e 450°C apresentam um pico e em seguida
uma queda, que traduz o amolecimento do material. Este comportamento é comum em curvas
de tensão-deformação verdadeiras para muitas ligas deformadas a temperaturas elevadas
(ZHANG et al., 2007).
Figura 37- Curva tensão deformação verdadeira Liga de alumínio 6351- T-6 a
temperatura 400°C (Fonte: autoria própria).
0
5
10
15
20
25
30
35
40
0 0.1 0.2 0.3 0.4
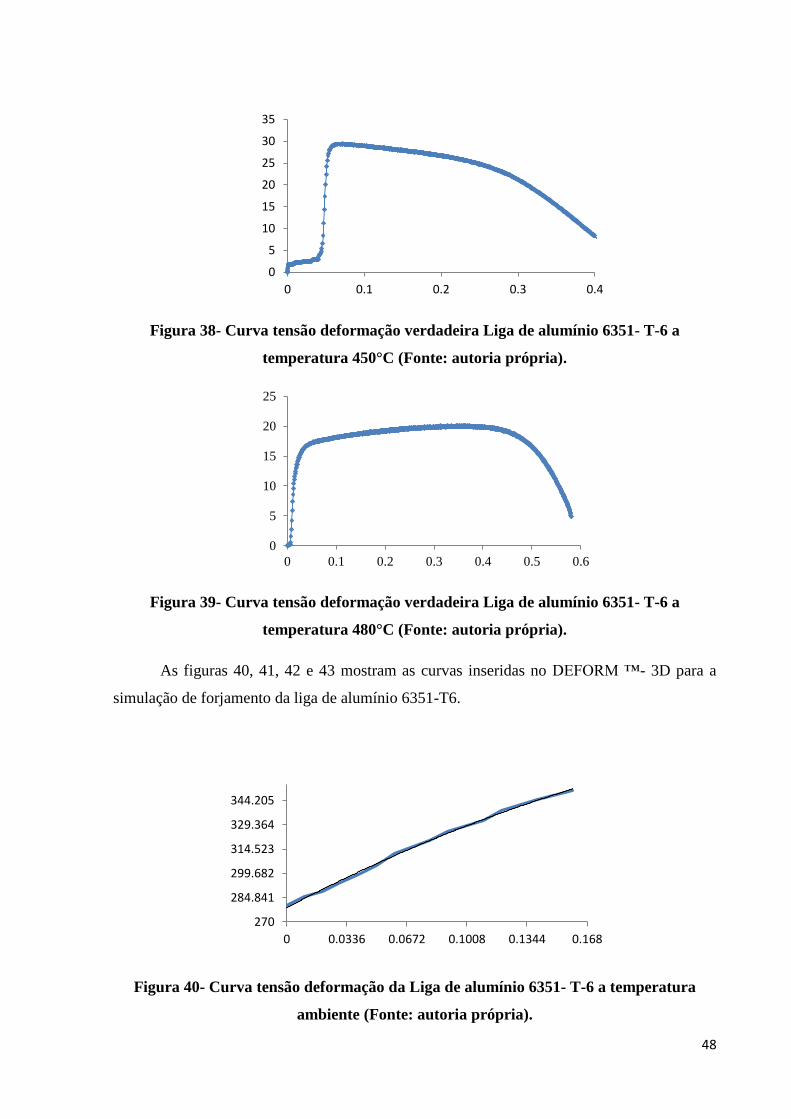
48
Figura 38- Curva tensão deformação verdadeira Liga de alumínio 6351- T-6 a
temperatura 450°C (Fonte: autoria própria).
Figura 39- Curva tensão deformação verdadeira Liga de alumínio 6351- T-6 a
temperatura 480°C (Fonte: autoria própria).
As figuras 40, 41, 42 e 43 mostram as curvas inseridas no DEFORM ™- 3D para a
simulação de forjamento da liga de alumínio 6351-T6.
Figura 40- Curva tensão deformação da Liga de alumínio 6351- T-6 a temperatura
ambiente (Fonte: autoria própria).
0
5
10
15
20
25
30
35
0 0.1 0.2 0.3 0.4
0
5
10
15
20
25
0 0.1 0.2 0.3 0.4 0.5 0.6
270
284.841
299.682
314.523
329.364
344.205
0 0.0336 0.0672 0.1008 0.1344 0.168
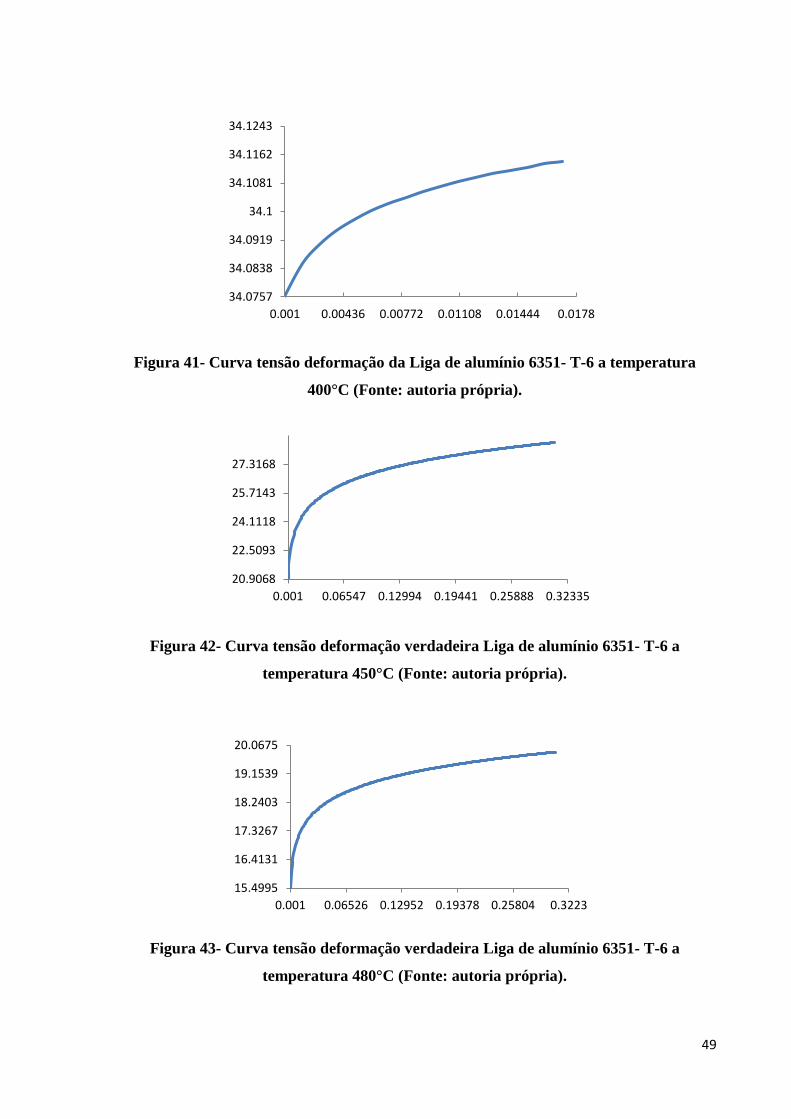
49
Figura 41- Curva tensão deformação da Liga de alumínio 6351- T-6 a temperatura
400°C (Fonte: autoria própria).
Figura 42- Curva tensão deformação verdadeira Liga de alumínio 6351- T-6 a
temperatura 450°C (Fonte: autoria própria).
Figura 43- Curva tensão deformação verdadeira Liga de alumínio 6351- T-6 a
temperatura 480°C (Fonte: autoria própria).
34.0757
34.0838
34.0919
34.1
34.1081
34.1162
34.1243
0.001 0.00436 0.00772 0.01108 0.01444 0.0178
20.9068
22.5093
24.1118
25.7143
27.3168
0.001 0.06547 0.12994 0.19441 0.25888 0.32335
15.4995
16.4131
17.3267
18.2403
19.1539
20.0675
0.001 0.06526 0.12952 0.19378 0.25804 0.3223
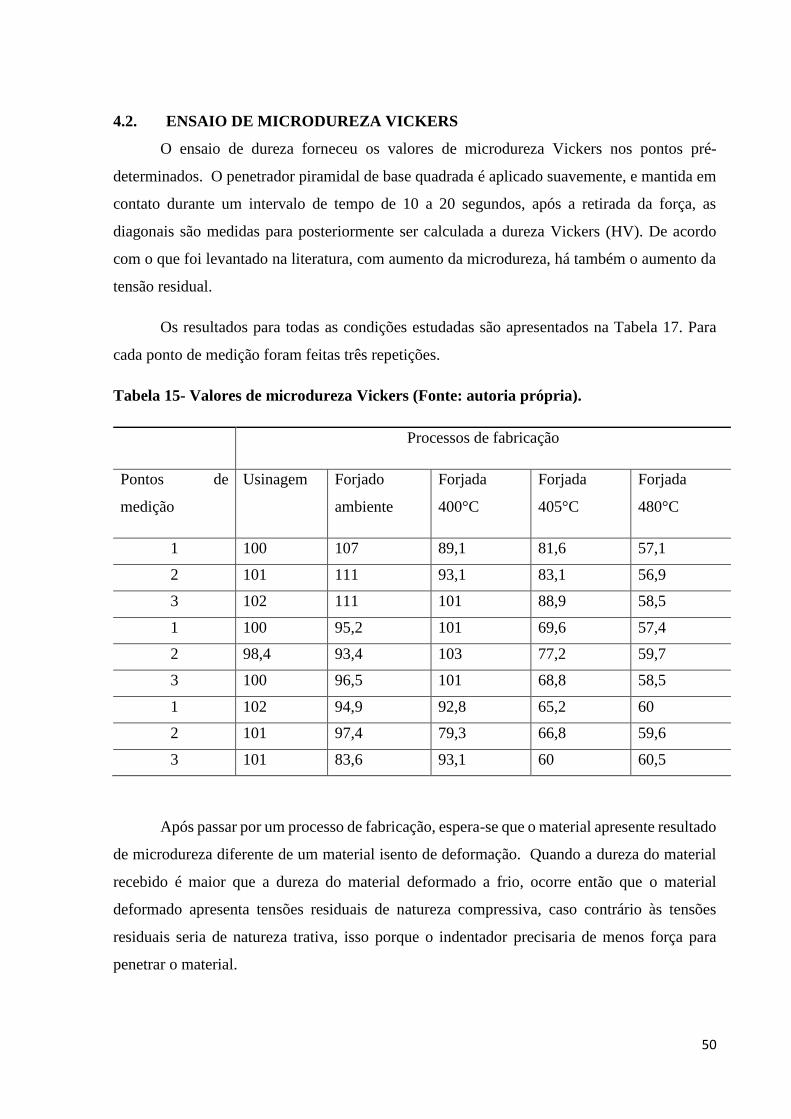
50
4.2. ENSAIO DE MICRODUREZA VICKERS
O ensaio de dureza forneceu os valores de microdureza Vickers nos pontos pré-
determinados. O penetrador piramidal de base quadrada é aplicado suavemente, e mantida em
contato durante um intervalo de tempo de 10 a 20 segundos, após a retirada da força, as
diagonais são medidas para posteriormente ser calculada a dureza Vickers (HV). De acordo
com o que foi levantado na literatura, com aumento da microdureza, há também o aumento da
tensão residual.
Os resultados para todas as condições estudadas são apresentados na Tabela 17. Para
cada ponto de medição foram feitas três repetições.
Tabela 15- Valores de microdureza Vickers (Fonte: autoria própria).
Processos de fabricação
Pontos de
medição
Usinagem Forjado
ambiente
Forjada
400°C
Forjada
405°C
Forjada
480°C
1
100 107 89,1 81,6 57,1
2 101 111 93,1 83,1 56,9
3 102 111 101 88,9 58,5
1
100 95,2 101 69,6 57,4
2 98,4 93,4 103 77,2 59,7
3 100 96,5 101 68,8 58,5
1
102 94,9 92,8 65,2 60
2 101 97,4 79,3 66,8 59,6
3 101 83,6 93,1 60 60,5
Após passar por um processo de fabricação, espera-se que o material apresente resultado
de microdureza diferente de um material isento de deformação. Quando a dureza do material
recebido é maior que a dureza do material deformado a frio, ocorre então que o material
deformado apresenta tensões residuais de natureza compressiva, caso contrário às tensões
residuais seria de natureza trativa, isso porque o indentador precisaria de menos força para
penetrar o material.
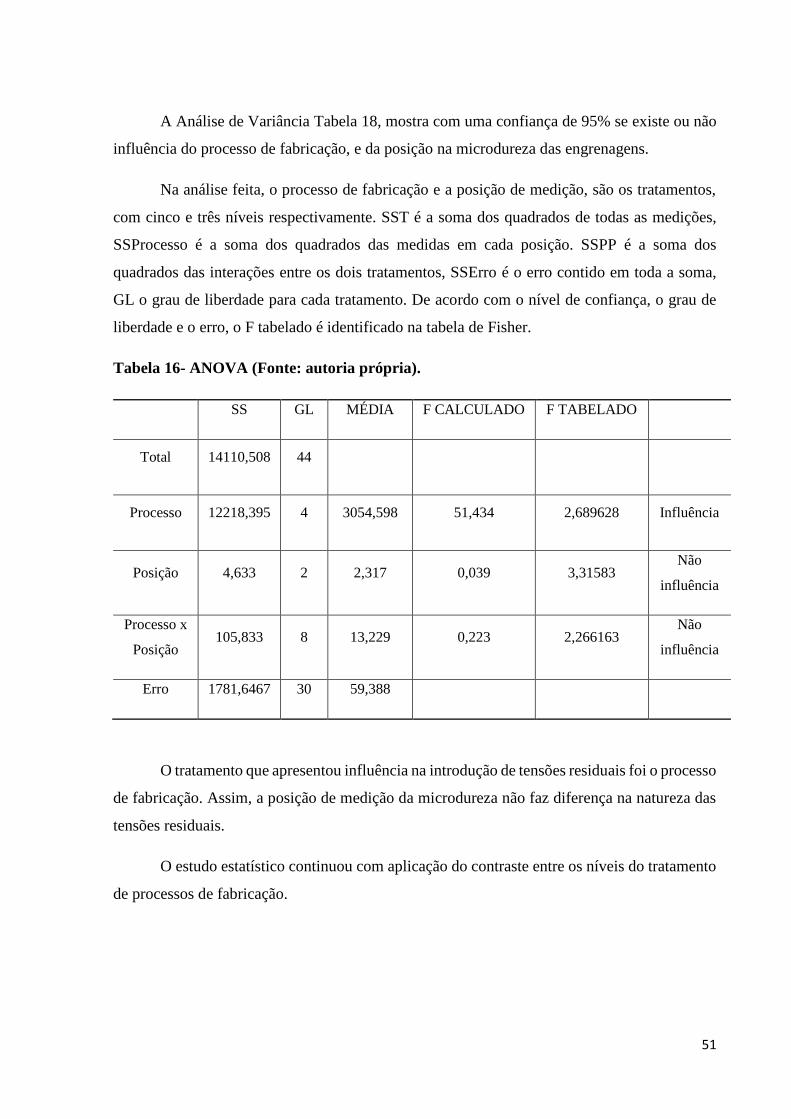
51
A Análise de Variância Tabela 18, mostra com uma confiança de 95% se existe ou não
influência do processo de fabricação, e da posição na microdureza das engrenagens.
Na análise feita, o processo de fabricação e a posição de medição, são os tratamentos,
com cinco e três níveis respectivamente. SST é a soma dos quadrados de todas as medições,
SSProcesso é a soma dos quadrados das medidas em cada posição. SSPP é a soma dos
quadrados das interações entre os dois tratamentos, SSErro é o erro contido em toda a soma,
GL o grau de liberdade para cada tratamento. De acordo com o nível de confiança, o grau de
liberdade e o erro, o F tabelado é identificado na tabela de Fisher.
Tabela 16- ANOVA (Fonte: autoria própria).
SS GL MÉDIA F CALCULADO F TABELADO
Total 14110,508 44
Processo 12218,395 4 3054,598 51,434 2,689628 Influência
Posição 4,633 2 2,317 0,039 3,31583 Não
influência
Processo x
Posição 105,833 8 13,229 0,223 2,266163
Não
influência
Erro 1781,6467 30 59,388
O tratamento que apresentou influência na introdução de tensões residuais foi o processo
de fabricação. Assim, a posição de medição da microdureza não faz diferença na natureza das
tensões residuais.
O estudo estatístico continuou com aplicação do contraste entre os níveis do tratamento
de processos de fabricação.
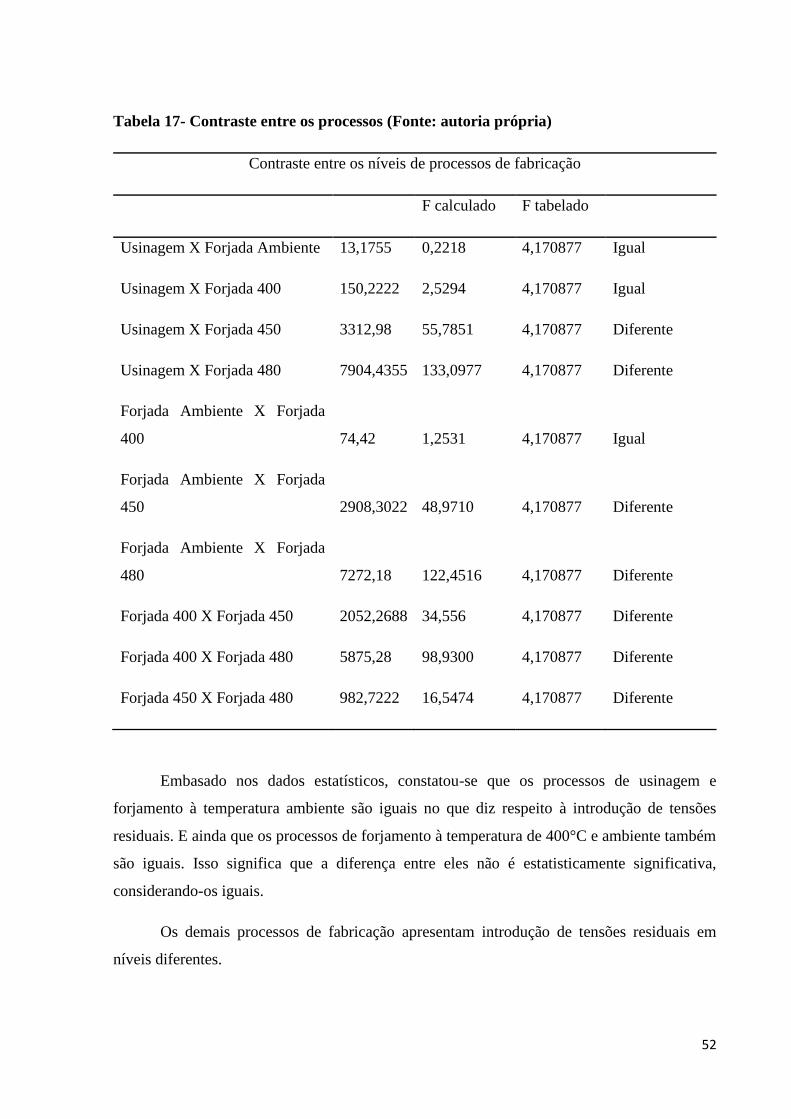
52
Tabela 17- Contraste entre os processos (Fonte: autoria própria)
Contraste entre os níveis de processos de fabricação
F calculado F tabelado
Usinagem X Forjada Ambiente 13,1755 0,2218 4,170877 Igual
Usinagem X Forjada 400 150,2222 2,5294 4,170877 Igual
Usinagem X Forjada 450 3312,98 55,7851 4,170877 Diferente
Usinagem X Forjada 480 7904,4355 133,0977 4,170877 Diferente
Forjada Ambiente X Forjada
400 74,42 1,2531 4,170877 Igual
Forjada Ambiente X Forjada
450 2908,3022 48,9710 4,170877 Diferente
Forjada Ambiente X Forjada
480 7272,18 122,4516 4,170877 Diferente
Forjada 400 X Forjada 450 2052,2688 34,556 4,170877 Diferente
Forjada 400 X Forjada 480 5875,28 98,9300 4,170877 Diferente
Forjada 450 X Forjada 480 982,7222 16,5474 4,170877 Diferente
Embasado nos dados estatísticos, constatou-se que os processos de usinagem e
forjamento à temperatura ambiente são iguais no que diz respeito à introdução de tensões
residuais. E ainda que os processos de forjamento à temperatura de 400°C e ambiente também
são iguais. Isso significa que a diferença entre eles não é estatisticamente significativa,
considerando-os iguais.
Os demais processos de fabricação apresentam introdução de tensões residuais em
níveis diferentes.
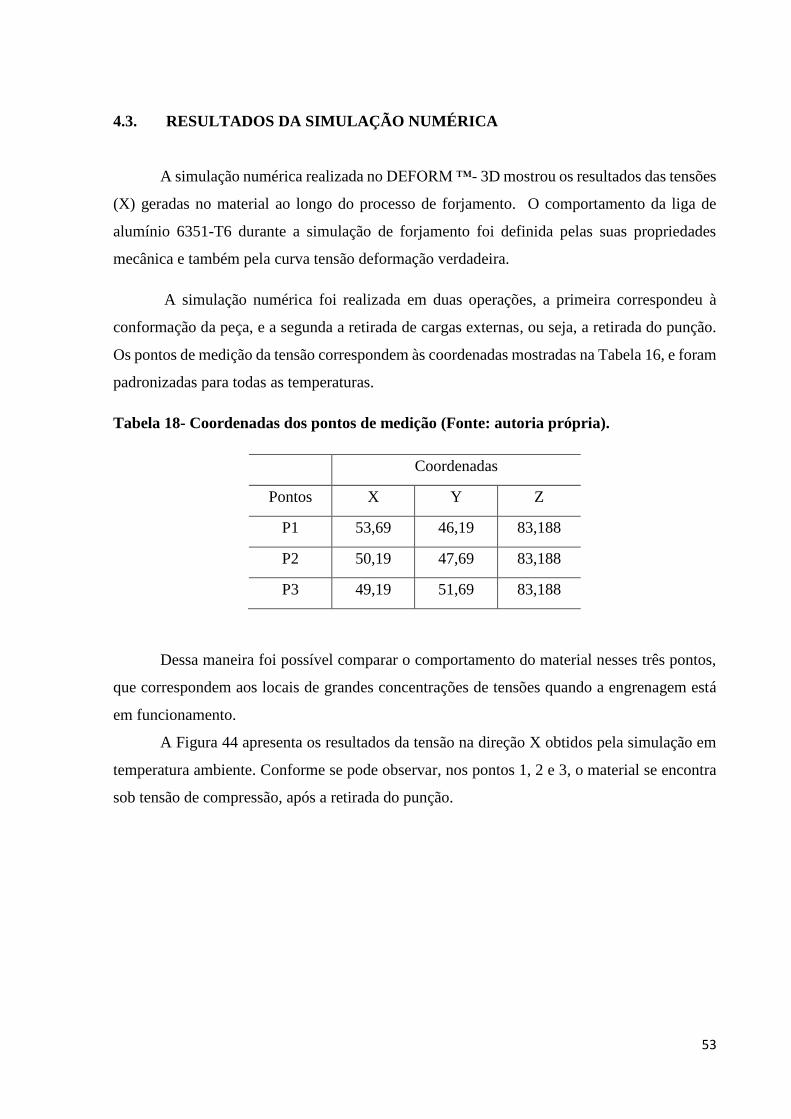
53
4.3. RESULTADOS DA SIMULAÇÃO NUMÉRICA
A simulação numérica realizada no DEFORM ™- 3D mostrou os resultados das tensões
(X) geradas no material ao longo do processo de forjamento. O comportamento da liga de
alumínio 6351-T6 durante a simulação de forjamento foi definida pelas suas propriedades
mecânica e também pela curva tensão deformação verdadeira.
A simulação numérica foi realizada em duas operações, a primeira correspondeu à
conformação da peça, e a segunda a retirada de cargas externas, ou seja, a retirada do punção.
Os pontos de medição da tensão correspondem às coordenadas mostradas na Tabela 16, e foram
padronizadas para todas as temperaturas.
Tabela 18- Coordenadas dos pontos de medição (Fonte: autoria própria).
Coordenadas
Pontos X Y Z
P1 53,69 46,19 83,188
P2 50,19 47,69 83,188
P3 49,19 51,69 83,188
Dessa maneira foi possível comparar o comportamento do material nesses três pontos,
que correspondem aos locais de grandes concentrações de tensões quando a engrenagem está
em funcionamento.
A Figura 44 apresenta os resultados da tensão na direção X obtidos pela simulação em
temperatura ambiente. Conforme se pode observar, nos pontos 1, 2 e 3, o material se encontra
sob tensão de compressão, após a retirada do punção.
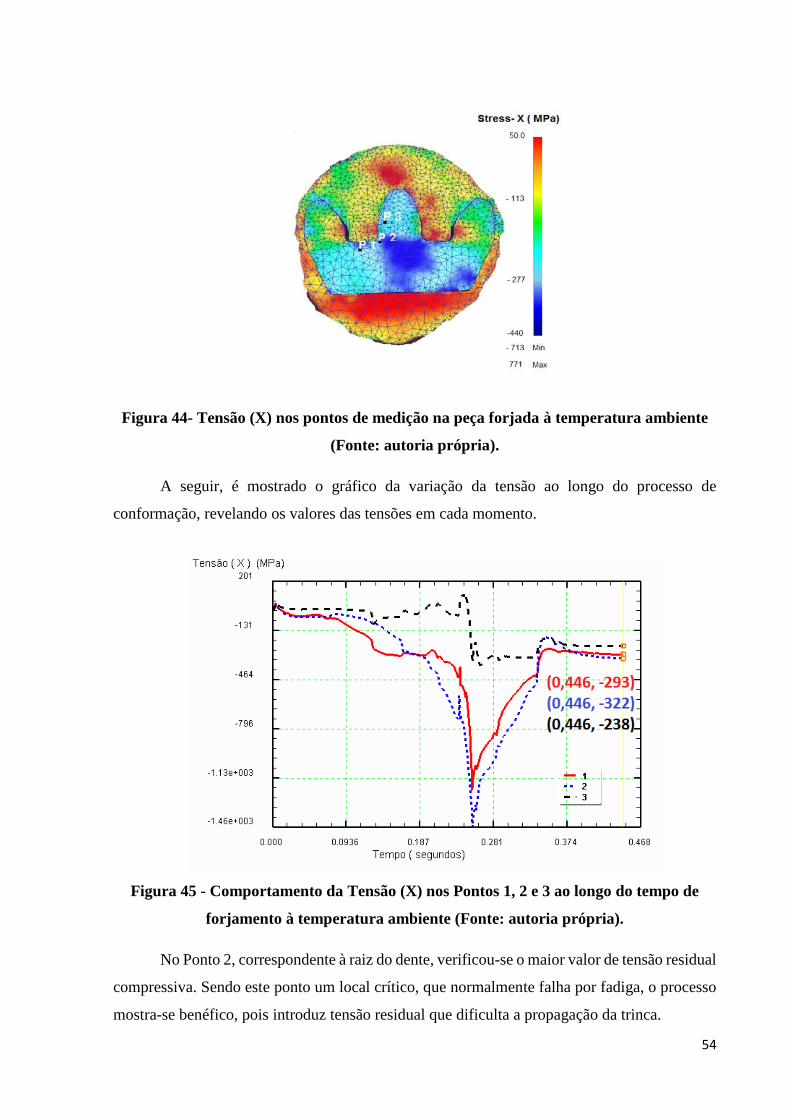
54
Figura 44- Tensão (X) nos pontos de medição na peça forjada à temperatura ambiente
(Fonte: autoria própria).
A seguir, é mostrado o gráfico da variação da tensão ao longo do processo de
conformação, revelando os valores das tensões em cada momento.
Figura 45 - Comportamento da Tensão (X) nos Pontos 1, 2 e 3 ao longo do tempo de
forjamento à temperatura ambiente (Fonte: autoria própria).
No Ponto 2, correspondente à raiz do dente, verificou-se o maior valor de tensão residual
compressiva. Sendo este ponto um local crítico, que normalmente falha por fadiga, o processo
mostra-se benéfico, pois introduz tensão residual que dificulta a propagação da trinca.
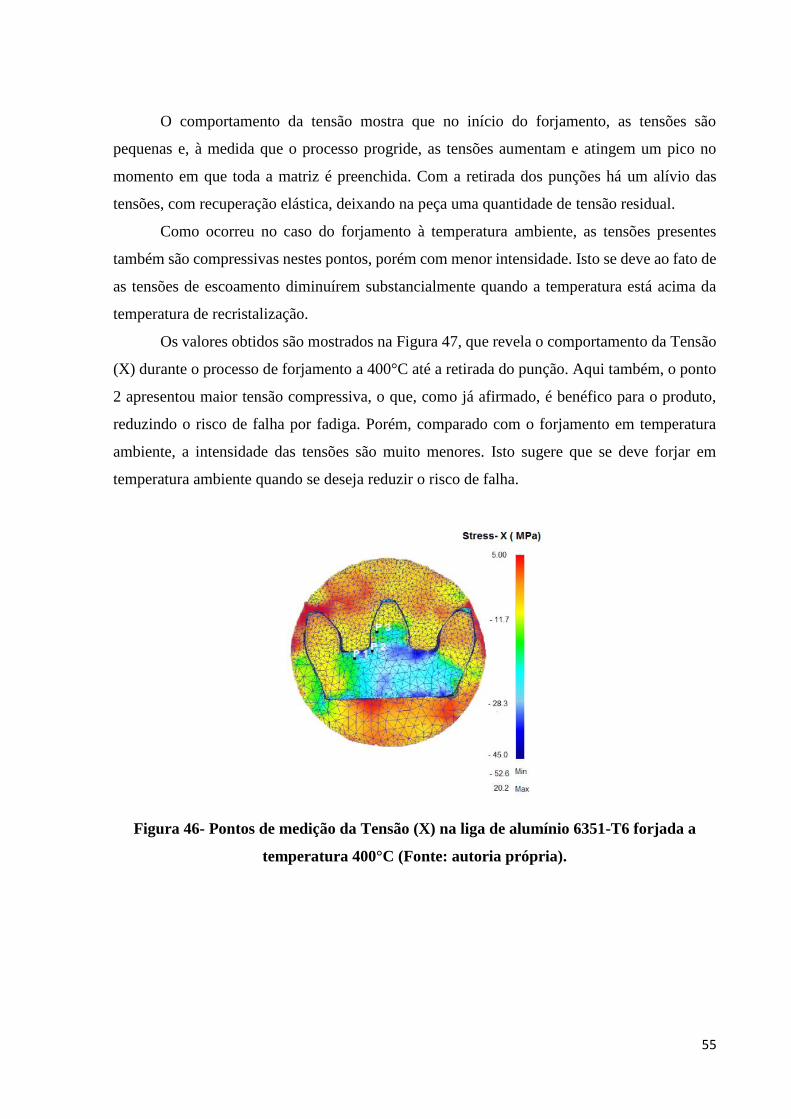
55
O comportamento da tensão mostra que no início do forjamento, as tensões são
pequenas e, à medida que o processo progride, as tensões aumentam e atingem um pico no
momento em que toda a matriz é preenchida. Com a retirada dos punções há um alívio das
tensões, com recuperação elástica, deixando na peça uma quantidade de tensão residual.
Como ocorreu no caso do forjamento à temperatura ambiente, as tensões presentes
também são compressivas nestes pontos, porém com menor intensidade. Isto se deve ao fato de
as tensões de escoamento diminuírem substancialmente quando a temperatura está acima da
temperatura de recristalização.
Os valores obtidos são mostrados na Figura 47, que revela o comportamento da Tensão
(X) durante o processo de forjamento a 400°C até a retirada do punção. Aqui também, o ponto
2 apresentou maior tensão compressiva, o que, como já afirmado, é benéfico para o produto,
reduzindo o risco de falha por fadiga. Porém, comparado com o forjamento em temperatura
ambiente, a intensidade das tensões são muito menores. Isto sugere que se deve forjar em
temperatura ambiente quando se deseja reduzir o risco de falha.
Figura 46- Pontos de medição da Tensão (X) na liga de alumínio 6351-T6 forjada a
temperatura 400°C (Fonte: autoria própria).
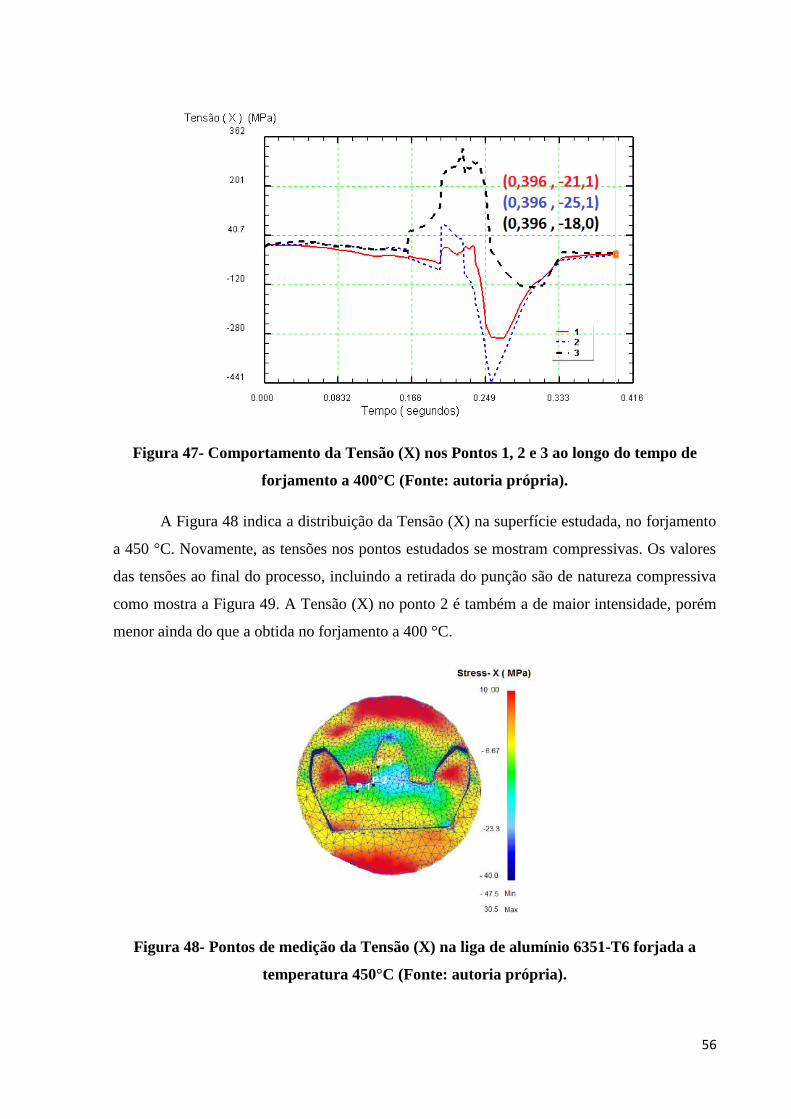
56
Figura 47- Comportamento da Tensão (X) nos Pontos 1, 2 e 3 ao longo do tempo de
forjamento a 400°C (Fonte: autoria própria).
A Figura 48 indica a distribuição da Tensão (X) na superfície estudada, no forjamento
a 450 °C. Novamente, as tensões nos pontos estudados se mostram compressivas. Os valores
das tensões ao final do processo, incluindo a retirada do punção são de natureza compressiva
como mostra a Figura 49. A Tensão (X) no ponto 2 é também a de maior intensidade, porém
menor ainda do que a obtida no forjamento a 400 °C.
Figura 48- Pontos de medição da Tensão (X) na liga de alumínio 6351-T6 forjada a
temperatura 450°C (Fonte: autoria própria).
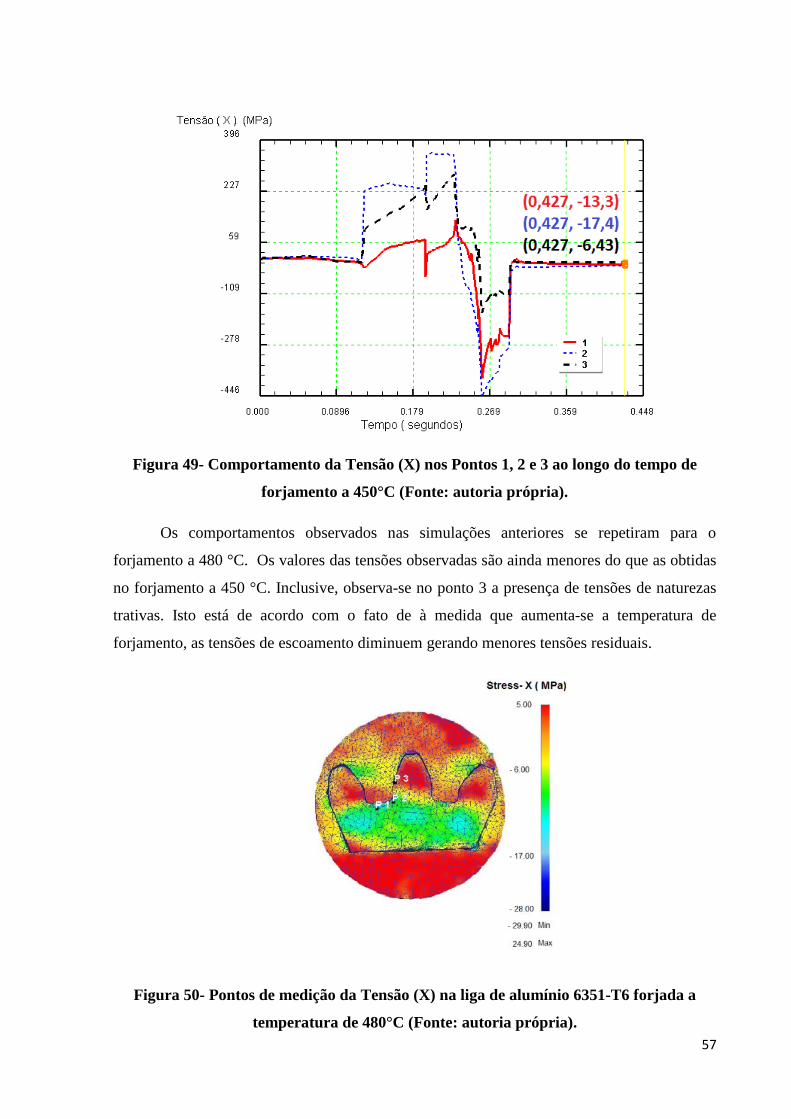
57
Figura 49- Comportamento da Tensão (X) nos Pontos 1, 2 e 3 ao longo do tempo de
forjamento a 450°C (Fonte: autoria própria).
Os comportamentos observados nas simulações anteriores se repetiram para o
forjamento a 480 °C. Os valores das tensões observadas são ainda menores do que as obtidas
no forjamento a 450 °C. Inclusive, observa-se no ponto 3 a presença de tensões de naturezas
trativas. Isto está de acordo com o fato de à medida que aumenta-se a temperatura de
forjamento, as tensões de escoamento diminuem gerando menores tensões residuais.
Figura 50- Pontos de medição da Tensão (X) na liga de alumínio 6351-T6 forjada a
temperatura de 480°C (Fonte: autoria própria).
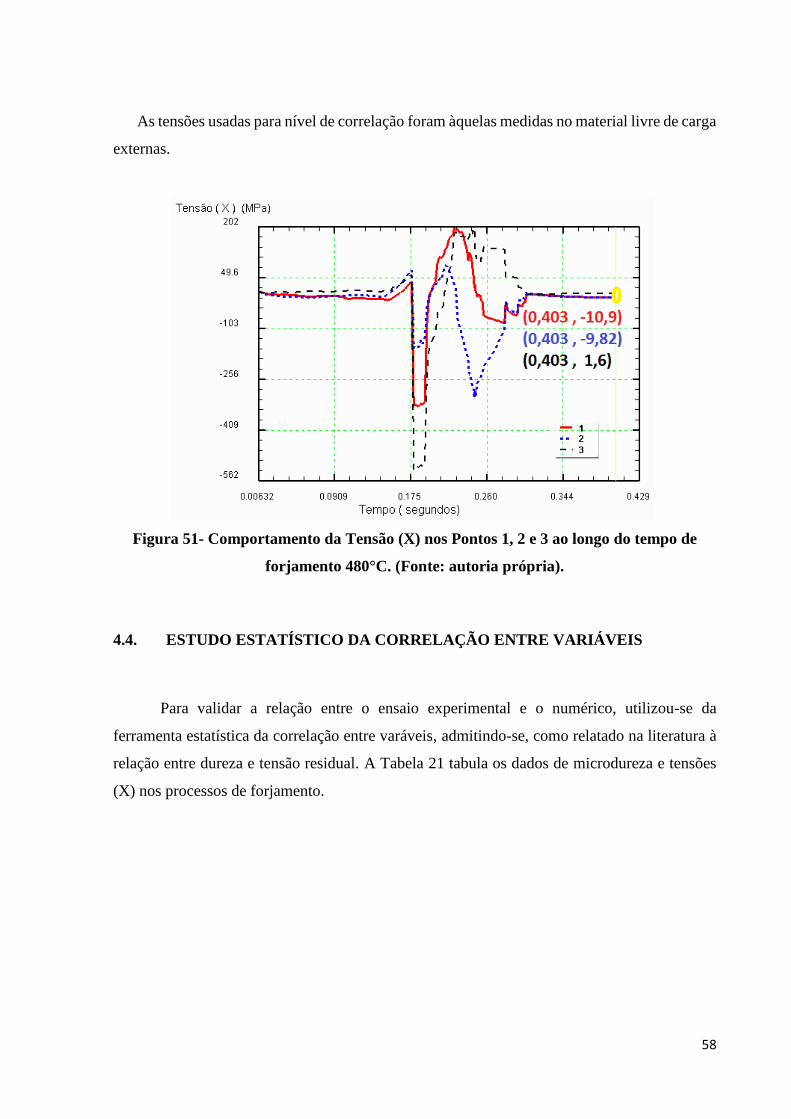
58
As tensões usadas para nível de correlação foram àquelas medidas no material livre de carga
externas.
Figura 51- Comportamento da Tensão (X) nos Pontos 1, 2 e 3 ao longo do tempo de
forjamento 480°C. (Fonte: autoria própria).
4.4. ESTUDO ESTATÍSTICO DA CORRELAÇÃO ENTRE VARIÁVEIS
Para validar a relação entre o ensaio experimental e o numérico, utilizou-se da
ferramenta estatística da correlação entre varáveis, admitindo-se, como relatado na literatura à
relação entre dureza e tensão residual. A Tabela 21 tabula os dados de microdureza e tensões
(X) nos processos de forjamento.
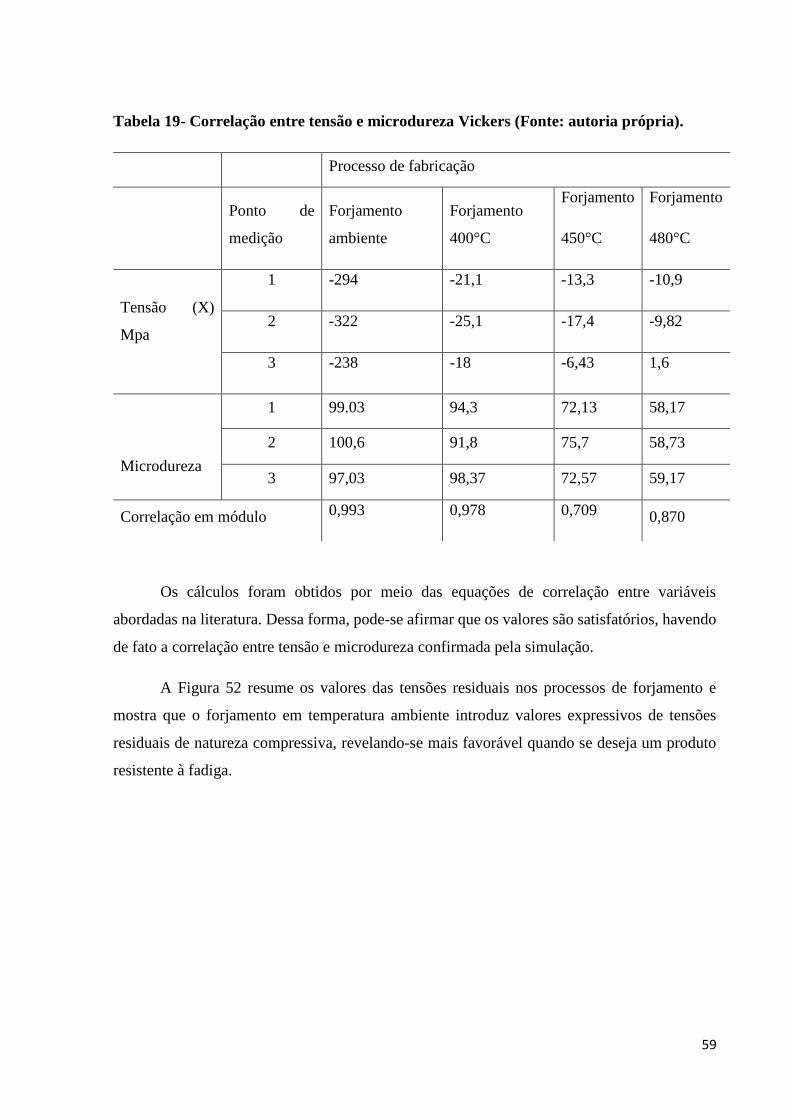
59
Tabela 19- Correlação entre tensão e microdureza Vickers (Fonte: autoria própria).
Processo de fabricação
Ponto de
medição
Forjamento
ambiente
Forjamento
400°C
Forjamento
450°C
Forjamento
480°C
Tensão (X)
Mpa
1 -294 -21,1 -13,3 -10,9
2 -322 -25,1 -17,4 -9,82
3 -238 -18 -6,43 1,6
Microdureza
1 99.03 94,3 72,13 58,17
2 100,6 91,8 75,7 58,73
3 97,03 98,37 72,57 59,17
Correlação em módulo 0,993 0,978 0,709 0,870
Os cálculos foram obtidos por meio das equações de correlação entre variáveis
abordadas na literatura. Dessa forma, pode-se afirmar que os valores são satisfatórios, havendo
de fato a correlação entre tensão e microdureza confirmada pela simulação.
A Figura 52 resume os valores das tensões residuais nos processos de forjamento e
mostra que o forjamento em temperatura ambiente introduz valores expressivos de tensões
residuais de natureza compressiva, revelando-se mais favorável quando se deseja um produto
resistente à fadiga.
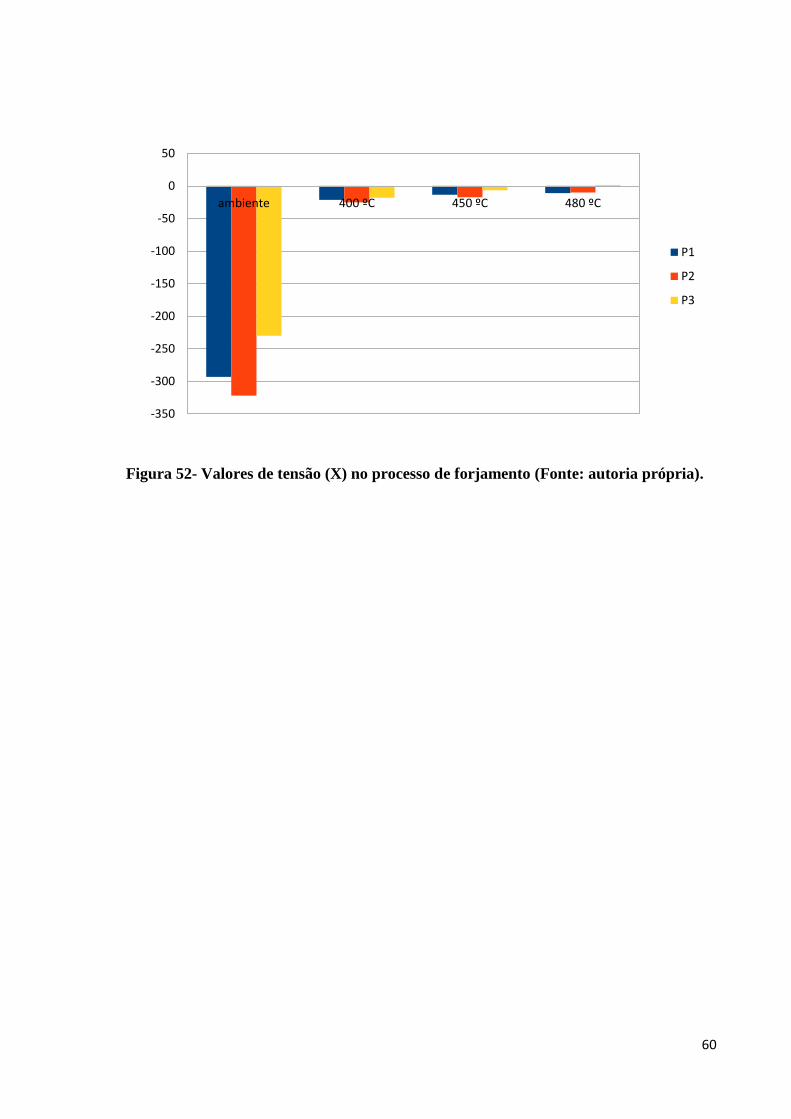
60
Figura 52- Valores de tensão (X) no processo de forjamento (Fonte: autoria própria).
ambiente 400 ºC 450 ºC 480 ºC
-350
-300
-250
-200
-150
-100
-50
0
50
P1
P2
P3
61
CAPÍTULO 5
CONCLUSÃO
O objetivo principal deste trabalho foi avaliar as tensões residuais em regiões de um dente
de engrenagem produzido por usinagem, forjamento a frio e a quente.
Para essa análise, empregou-se um ensaio de microdureza Vickers e simulação
numérica. Após análise estatística dos resultados, pode-se concluir:
1. A liga de alumínio 6351-T6 apresentou um amolecimento devido à recuperação e
recristalização dinâmica durante o ensaio de tração, que é mostrada pela curva
característica obtida
2. Os resultados obtidos nos ensaios de microdureza Vickers são coerentes com os
relatados na literatura e nos dão segurança para fazer uma análise das tensões
residuais presentes após cada um dos processos.
3. A simulação numérica apresentou um comportamento de fluxo de material
condizente com o apresentado no experimento físico
4. Um teste estatístico entre os valores de tensão residual obtidos nas simulações
numéricas e das durezas das peças forjadas em ensaios físicos apresentaram uma
forte correlação, indicando que se pode validar o ensaio físico pelo ensaio numérico.
Isto é, os valores de tensão residual apresentados nas simulações estão,
provavelmente, corretos.
5. Análise da variância das microdureza apontou que o processo de fabricação
introduz tensão residual e que elas são diferentes dependendo do processo e não
houve diferença significativa entre os pontos de medição analisados.
62
6. O teste de contraste das microdurezas indicaram que não há diferença significativa
entre os processos de usinagem e os processos de forjamento a temperatura ambiente
e 400 °C. Contudo, indicou que existe diferença significativa entre os forjamentos a
temperaturas maiores (450 °C e 480 °C) e estes. De acordo com os dados levantados
e as análises realizadas, conclui-se que para resistir à fadiga, deve-se usar o processo
de forjamento a frio, a temperatura de 400 °C ou usinar. Como o forjamento é um
processo econômico, pode-se recomendá-lo para a fabricação deste tipo de
engrenagem.
7. A simulação numérica indicou que tensões residuais compressivas são maiores no
ponto dois, próximo à raiz do dente, que é um ponto crítico para a falha por ruptura.
8. Conforme era esperado, um aumento da temperatura reduziu o nível da tensão
residual nos pontos de medição, principalmente no ponto três que, na temperatura
de 480°C, apresentou tensões trativas.
9. As curvas de comportamento da Tensão (X) mostram um aumento contínuo da
tensão do início do processo de forjamento até a conclusão do mesmo com o
preenchimento da matriz seguido de uma recuperação elástica à medida que o
punção é retirado, aliviando as tensões. Neste ponto verifica-se a estabilização das
tensões, apontado a intensidade de tensão residual remanescente.
Como conclusão geral, pode-se indicar o emprego do forjamento a 400 °C ou
ambiente, essencialmente se o número de peças a serem fabricadas for grande, ou usinar,
para lotes pequenos.
63
REFERÊNCIAS
AJEET BABU, P. K. et al. Influence of Forging Parameters on the Mechanical Behavior
and Hot Forgeability of Aluminium Alloy. Materials Today: Proceedings, v. 2, p. 3238–
3244, 2015.
ASKELAND, D.; FULAY, P.; WRIGHT, W. The Science and engineering of materials. 2010.
ASTM INT. ASTM E8 / E8M - 11, Standard Test Methods for Tension Testing of Metallic
Materials. ASTM International, West Conshohocken, USA,, p. 1–27, 2011.
BIANCH, E. C.; MONICI, R. D.; SILVA, E. J.; AGUIAR, P. R.; VALARELLI, I. D. D. Análise
do Comportamento da Microestrutura de Materiais Endurecidos Retificados com Rebolos
de CBN. Revista Materials Research, v. 3, p. 147-154, 2000.
BLAU, P. J.: Friction, Lubrication and Wear Technology. ASM Handbook Vol. 18 1992.
BOCCIARELLI, M.; MAIER, G. Indentation and imprint mapping method for identification
of residual stresses. Department of Structural Engineering, Technical University of Milan,
Piazza L. da Vinci Milan, Italy, 2006.
BOROUCHAKI, H.; GEORGE, P. L. Quality mesh generation. Comptes Rendus de
l’Académie des Sciences - Series IIB - Mechanics, v. 328, n. 6, p. 505–518, 2000.
BOUQUEREL, J. et al. Investigations of the microstructural response to a cold forging process
of the 6082-T6 alloy. Materials and Design, v. 68, p. 245–258, 2015.
BOYCE, M. P. Gas Turbine Engineering Handbook. Elsevier, 2012.
BROCHURE, Deform-3d Product. DEFORM™-3D. Disponível em:
<https://www.deform.com/products/deform-3d/>.
CALLISTER, JR, W. D. Ciência e Engenharia dos Materiais: Uma Introdução. 705p. 7ed. LTC.
RJ, 2011.
CAMPBELL, F. Elements of metallurgy and engineering alloys. ASM International. 672p ,
2008.
64
CARMO, D.C. Análise de tensões por ultra-som em barra de ação sob flexão. Dissertação de
Mestrado. Departamento de Engenharia Metalúrgica e de Materiais da Universidade Federal
d Rio de Janeiro, Rio de Janeiro, 2006.
CHEN, Z. et al. Experimental investigation on the post-fire mechanical properties of structural
aluminum alloys 6061-T6 and 7075-T73. Thin-Walled Structures, v. 106, p. 187–200, 2016.
CLEARY, P. W. et al. Modelling of metal forging using SPH. Applied Mathematical
Modelling, v. 36, n. 8, p. 3836–3855, 2012.
CROSS, C. E.; OLSON, D.; LIU, S. Handbook of Aluminum, Vol-1.
DAVIS, J. R. Aluminum and aluminum alloys. 2004.
DAVIS, J. R. Gear Materials , Properties , and Manufacture. ASM International, Materials
,2004.
DAVIS, J. R. Tensile Testing. 2. ed. Ohio: ASM International, Materials, 2004.
DECOURSEY, W. J.; DECOURSEY, W. J. Statistics and Probability for Engineering
Applications. Canadá: Elsevier, 2003.
DIETER, George. E. Metalurgia Mecânica. 2 d. Guanabara dois. Rio de Janeiro, 1981.
DONG, X. et al. Microstructure and microhardness of hot extruded 7075 aluminum alloy micro-
gear. Journal of Materials Processing Technology, v. 219, p. 199–208, 2015.
DOREMUS, L. et al. Influence of residual stresses on the fatigue crack growth from surface
anomalies in a nickel-based superalloy. Materials Science and Engineering:v. 644, n. August
2015, p. 234–246, 2015.
DOS SANTOS JÚNIOR, A. A. Engrenagens Cilíndricas de Dentes Retos. p. 0–23, 2003.
EQUBAL, M. I. et al. Deformation Behavior of Micro-alloyed Steel by Using Thermo
Mechanical Simulator and Finite Element Method. Procedia Materials Science, v. 6, p. 674–
681, 2014.
FAIRES, Virgil. M. Elementos orgânicos de máquinas; tradução de Humberto César Tavares
Gonçalves. 2 ed. S.A, Rio de Janeiro, 1980.
65
Francesco, P. PROTEC.Desenhista de Máquinas. São Paulo. Escola PROTEC, 4° Ed., 1978.
FRANCO, Antônio G. J. Conformação de elementos de máquinas. Pro- tec, São Paulo – SP,
1987.
GERONIMO, F. H. C. Caracterização microestrutural e modelagem do amaciamento dinâmico
a quente do aço inoxidável austenítico astm f 138, utilizado em implantes ortopédicos, 2014.
GEUZAINE, C. REMACLE, J.-F. Gmsh: A 3-D finite element mesh generator with built-in
pre- and post-processing facilities. International Journal for Numerical Methods in
Engineering, vol. 79, pp. 1309 – 1331, 2009.
GIORGINI, D. G. Otimização do processo de trefilação através da proposição de um modelo
de previsão de força de trefilação adequado às condicões reais da V & M do Brasil. p. 113,
2013.
GROOVER, M. P.Fundamentals of Modern Manufacturing 4th .Edition By Mikell
P.Groover.2009.
GROTE, A. Springer Handbook on Mechanical Engineering. New York, 2009.
GROTE, Karl-Heinrich; ANTONSSON, Erik K. Springer handbook of mechanical
engineering. Springer Science & Business Media, 2009.
HELMAN, H.; CETLIN, P. R. Fundamentos da Conformação Mecânica dos Metais. 2ed.
QFCO, Belo Horizonte – MG, 1993.
JAIN, N. K.; PETARE, A. C. 1.4 Review of Gear Finishing Processes. In: Comprehensive
Materials Finishing. Elsevier, 2017. p. 93–120.
KAYA, H. et al. Variation of microindentation hardness with solidification and microstructure
parameters in the Al based alloys. Applied Surface Science, v. 255, n. 5 PART 2, p. 3071–
3078, 2008.
KIM, S.-Y.; KUBOTA, S.; YAMANAKA, M. Application of CAE in cold forging and heat
treatment processes for manufacturing of precision helical gear part. Journal of Materials
Processing Technology, v. 201, n. 1–3, p. 25–31, maio 2008.
66
KRENZER, T. J.; CONIGLIO, J. . ASM Handbook Volume 16: Machining. ASM
International, 1989.
KUHN, H.; MEDLIN, D. ASM Handbook. Volume 8: Mechanical Testing and Evaluation,
2000.
LI, S. L. et al. Quench sensitivity of 6351 aluminum alloy. Transactions of Nonferrous Metals
Society of China (English Edition), v. 23, n. 1, p. 46–52, 2013.
M. ZHAN, Z. SUN e H. YANG, 5.20 - Modeling of Hot Forging, In Comprehensive Materials
Processing, edited by Saleem Hashmi, Gilmar Ferreira Batalha, Chester J. Van Tyne and
Bekir Yilbas, Elsevier, Oxford, 2014, Pages 441-493
M.M. EL-KHABEERY, M. F. Residual stress distribution caused by milling. International
Journal of Machine Tools and Manufacture, v. 29, n. 3, p. 391–401, 1989.
MADSEN, David A.; MADSEN, David P.. Engineering Drawing and Design. 6. ed. Boston,
Usa: Delmar Cengage Learning, 2016. 1065 p.
MAITRA, Gitin M. Handbook of Gear Design. 2. ed. New Delhi: Tata Mcgraw-hill Publishig
Company Limited, 1994. 536 p.
MEI, R. B. et al. Study on Hot Deformation Behavior of 7085 Aluminum Alloy during
Backward Extrusion Process. v. 2015, 2015.
NAGEM, Nilton Freixo. Geopolímero a partir de resíduos oriundos da indústria de alumínio
para reutilização e coprocessamento. 147p Tese apresentada ao Programa de Pós -
Graduação em Engenharia Metalúrgica, Materiais e de Minas. Universidade Federal de
Minas Gerais, Belo Horizonte, 2013.
NAYAN, N. et al. Microstructure and micro-texture evolution during large strain deformation
of an aluminium-copper-lithium alloy AA 2195. Materials and Design, v. 65, p. 862–868,
2015.
NEGENDANK, M. et al. Microstructural evolution of indirectly extruded seamless 6xxx
aluminum tubes with axial variable wall thickness. Journal of Materials Processing
Technology, v. 230, p. 187–197, 2016.
67
NEVES, F. O. Análise das tensões residuais em tubos trefilados de aço inox ABNT 304
Campinas- SP, 2003.
OZTURK, M.; KOCAOGLAN, S.; SONMEZ, F. O. Concurrent design and process
optimization of forging. Computers & Structures, v. 167, p. 24–36, 2016.
PASCHKE, H. et al. Adapted surface properties of hot forging tools using plasma technology
for an effective wear reduction. Wear, v. 330–331, p. 429–438, 2015.
PAULO, S. Algoritmo de Refinamento de Delaunay a Malhas Seqüenciais , Adaptativas e com
Processamento Paralelo, 2007.
PELLEG, J. Mechanical Properties of Materials, 2013
PETERS, C. A. Statistics for Analysis of Experimental Data Princeton University Statistics for
Analysis of Experimental Data. Environmental Engineering Processes Laboratory Manual,
p. 1–25, 2001.
PEZZANO, Pascual; KLEIN, Alberto. Elementos de maquinas. 3 ed. El Ateneo, Buenos Aires,
1964.
QIN, W. J.; GUAN, C. Y. An investigation of contact stresses and crack initiation in spur gears
based on finite element dynamics analysis. International Journal of Mechanical Sciences, v.
83, p. 96–103, 2014.
REVANKAR, G. Introduction to Hardness Testing. ASM International, v. 8, p. 197–202, 2000.
ROMANETTO, L. D. M. Malhas adaptativas para simulação de escoamentos multifásicos.
2014.
RYAN, T. P. Modern Engineering Statistics.2006
SADEGHI, S. et al. Using ultrasonic waves and finite element method to evaluate through-
thickness residual stresses distribution in the friction stir welding of aluminum plates.
Materials & Design, v. 52, p. 870–880, 2013.
68
SKUNCA, M. et al. Relations between numerical simulation and experiment in closed die
forging of a gear. Journal of Materials Processing Technology, v. 177, n. 1–3, p. 256–260,
2006.
SOARES, M.C.B.V. Influência das tensões residuais no comportamento em fadiga e fratura de
ligas metálicas. Tese de Doutorado. Instituto de Pesquisas Energéticas e Nucleares,
Autarquia Associada à Universidade de São Paulo, São Paulo, 1998.
SURESH, S.; GIANNAKOPOULOS, A. E. A new method for estimating residual stresses by
instrumented sharp indentation. Acta Materialia, v. 46, n. 16, p. 5755–5767, 1998.
SUTERIO, R. Medição de tensões residuais por indentação associada à holografia eletrônica.
Tese de Doutorado. Universidade Federal de Santa Catarina, Florianópolis, SC, Brasil, 2005.
THE ALUMINUM ASSOCIATION INC. International Alloy Designations and Chemical
Composition Limits for Wrought Aluminum and Wrought Aluminum Alloys. The
Aluminum Association, Arlington, Virginia, n. April 2006, p. 28, 2006.
TOUTENBURG, H. Statistical analysis of designed experiments.2009.
VERDIAN, M. M. Comprehensive Materials Finishing. 2017.
VOOR, G. F. VANDER. Microindentation Hardness Testing. In: Mechanical Testing and
Evaluatio. 8. ed. ASM International, 2000. p. 221–231.
WANG, Q. et al. Indentation method to measure the residual stress induced by ion implantation.
Nuclear Instruments and Methods in Physics Research, Section B: Beam Interactions with
Materials and Atoms, v. 242, n. 1–2, p. 88–92, 2006.
WITHERS, P. J.; BHADESHIA, H. K. D. H. Residual stress. Part 2 – Nature and origins.
Materials Science and Technology, v. 17, n. 4, p. 366–375, 2001.
YU, W.; MECHEFSKE, C. K.; TIMUSK, M. The dynamic coupling behaviour of a cylindrical
geared rotor system subjected to gear eccentricities. Mechanism and Machine Theory, v.
107, n. April 2016, p. 105–122, 2017.
69
ZHANG, H. et al. Hot deformation behavior of the new Al-Mg-Si-Cu aluminum alloy during
compression at elevated temperatures. Materials Characterization, v. 58, n. 2, p. 168–173,
2007.
ZHAO, D.; LAMPMAN, S. Hot Tension and Compression Testing. In: Mechanical Testing and
Evaluation. ASM Handbook .ASM International, 2000. p. 152–163.
ZUO, B. et al. Design of relief-cavity in closed-precision forging of gears. Journal of Central
South University, v. 22, n. 4, p. 1287–1297, 2015.
als and Atoms, v. 242, n. 1–2, p. 88–92, 2006.
WITHERS, P. J.; BHADESHIA, H. K. D. H. Residual stress. Part 2 – Nature and origins.
Materials Science and Technology, v. 17, n. 4, p. 366–375, 2001.
YU, W.; MECHEFSKE, C. K.; TIMUSK, M. The dynamic coupling behaviour of a cylindrical
geared rotor system subjected to gear eccentricities. Mechanism and Machine Theory, v.
107, n. April 2016, p. 105–122, 2017.
ZHANG, H. et al. Hot deformation behavior of the new Al-Mg-Si-Cu aluminum alloy during
compression at elevated temperatures. Materials Characterization, v. 58, n. 2, p. 168–173,
2007.
ZHAO, D.; LAMPMAN, S. Hot Tension and Compression Testing. In: Mechanical Testing and
Evaluation. ASM Handbo ed. [s.l.] ASM International, 2000. p. 152–163.
ZUO, B. et al. Design of relief-cavity in closed-precision forging of gears. Journal of Central
South University, v. 22, n. 4, p. 1287–1297, 2015.
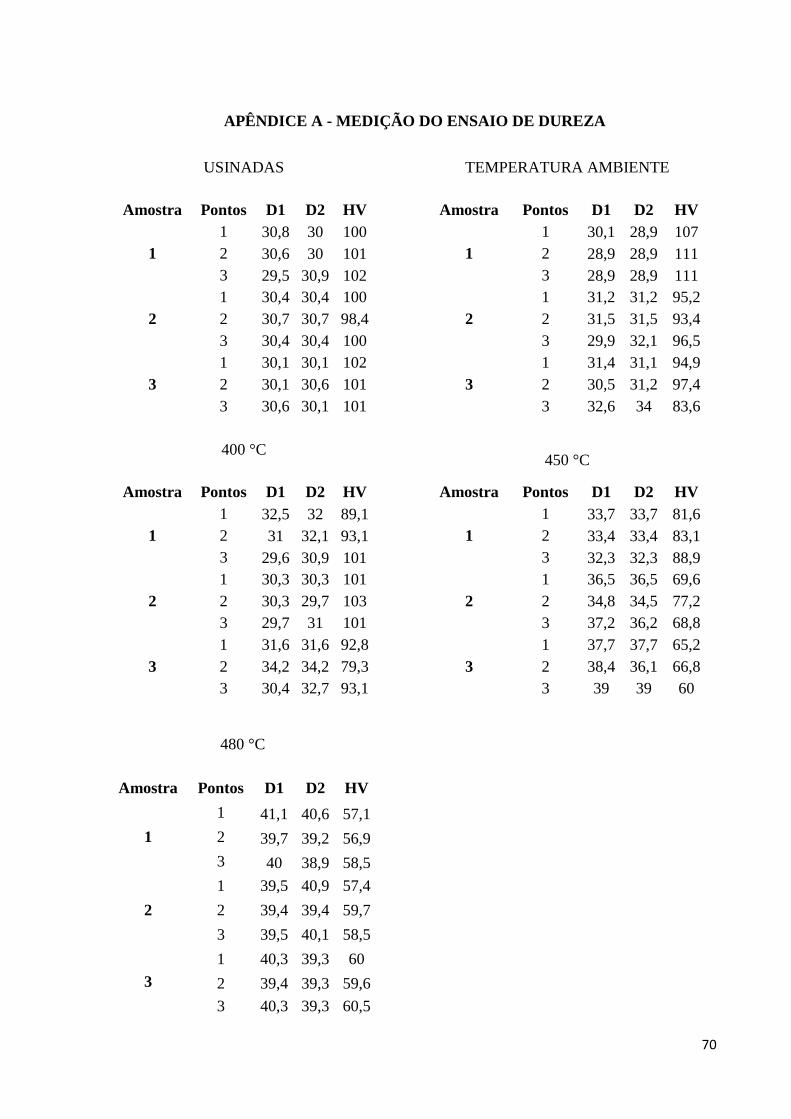
70
APÊNDICE A - MEDIÇÃO DO ENSAIO DE DUREZA
USINADAS
TEMPERATURA AMBIENTE
Amostra Pontos D1 D2 HV Amostra Pontos D1 D2 HV
1
1 30,8 30 100
1
1 30,1 28,9 107
2 30,6 30 101 2 28,9 28,9 111
3 29,5 30,9 102 3 28,9 28,9 111
2
1 30,4 30,4 100 2
1 31,2 31,2 95,2
2 30,7 30,7 98,4 2 31,5 31,5 93,4
3 30,4 30,4 100 3 29,9 32,1 96,5
3
1 30,1 30,1 102 3
1 31,4 31,1 94,9
2 30,1 30,6 101 2 30,5 31,2 97,4
3 30,6 30,1 101 3 32,6 34 83,6
400 °C
450 °C
Amostra Pontos D1 D2 HV Amostra Pontos D1 D2 HV
1
1 32,5 32 89,1
1
1 33,7 33,7 81,6
2 31 32,1 93,1 2 33,4 33,4 83,1
3 29,6 30,9 101 3 32,3 32,3 88,9
2
1 30,3 30,3 101 2
1 36,5 36,5 69,6
2 30,3 29,7 103 2 34,8 34,5 77,2
3 29,7 31 101 3 37,2 36,2 68,8
3
1 31,6 31,6 92,8 3
1 37,7 37,7 65,2
2 34,2 34,2 79,3 2 38,4 36,1 66,8
3 30,4 32,7 93,1 3 39 39 60
480 °C
Amostra Pontos D1 D2 HV
1
1 41,1 40,6 57,1
2 39,7 39,2 56,9
3 40 38,9 58,5
2
1 39,5 40,9 57,4
2 39,4 39,4 59,7
3 39,5 40,1 58,5
3
1 40,3 39,3 60
2 39,4 39,3 59,6
3 40,3 39,3 60,5
71
Dureza: HV
Carga: 50 gf
Tempo: 20 segundos
Lente: X55
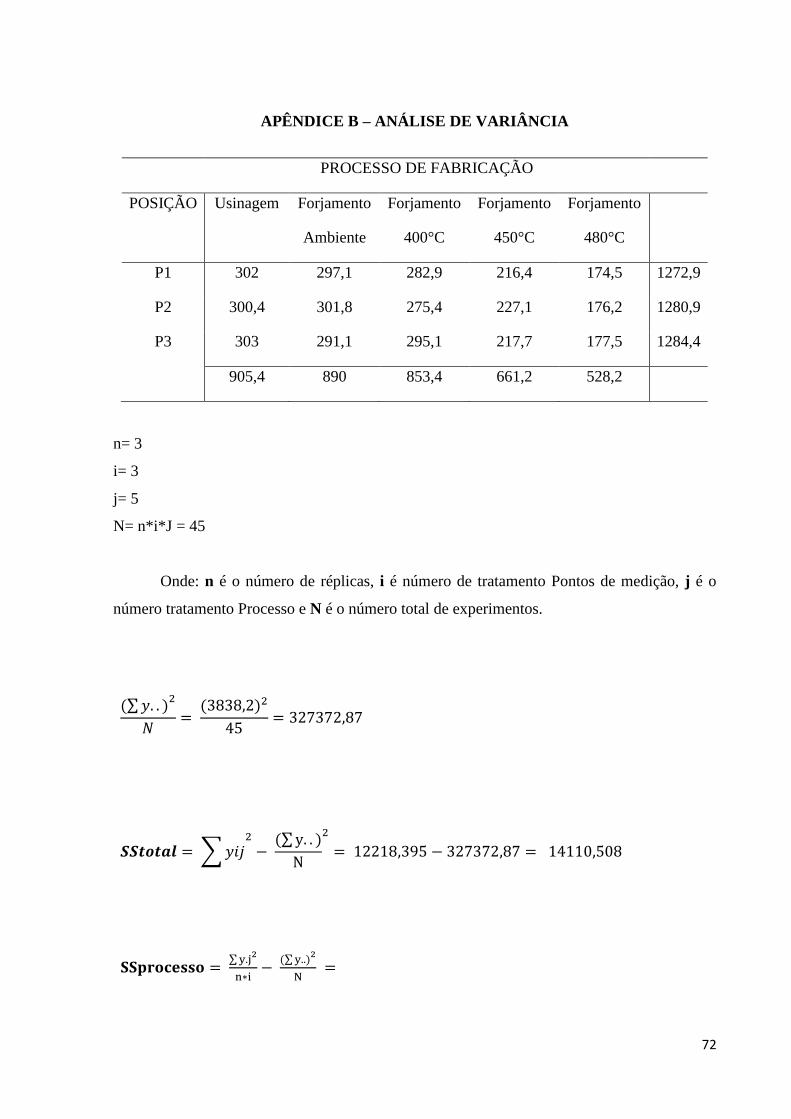
72
APÊNDICE B – ANÁLISE DE VARIÂNCIA
PROCESSO DE FABRICAÇÃO
POSIÇÃO Usinagem Forjamento
Ambiente
Forjamento
400°C
Forjamento
450°C
Forjamento
480°C
P1 302 297,1 282,9 216,4 174,5 1272,9
P2 300,4 301,8 275,4 227,1 176,2 1280,9
P3 303 291,1 295,1 217,7 177,5 1284,4
905,4 890 853,4 661,2 528,2
n= 3
i= 3
j= 5
N= n*i*J = 45
Onde: n é o número de réplicas, i é número de tratamento Pontos de medição, j é o
número tratamento Processo e N é o número total de experimentos.
(∑ 𝑦. . )2
𝑁=
(3838,2)2
45= 327372,87
𝑺𝑺𝒕𝒐𝒕𝒂𝒍 = ∑ 𝑦𝑖𝑗2
− (∑ y. . )
N
2
= 12218,395 − 327372,87 = 14110,508
𝐒𝐒𝐩𝐫𝐨𝐜𝐞𝐬𝐬𝐨 = ∑ y.j
2
n∗i−
(∑ y..)2
N =
73
∑(905,42 + 8902 + 853,42 + 661,22+528,22)
3 ∗ 3− 327372,87 = 12218,395
𝑺𝑺𝒑𝒐𝒔𝒊çã𝒐 = ∑ 𝑦𝑖.
2
𝑛 ∗ 𝑗−
(∑ 𝑦. . )
𝑁
2
=
∑(1272,92 + 1280,92 + 1284,42)
3 ∗ 5− 327372,87 = 4,633
𝑺𝑺𝒑𝒐𝒔𝒊çã𝒐 𝒙 𝒑𝒓𝒐𝒄𝒆𝒔𝒔𝑜 = ∑(𝑦𝑖𝑗
2)
𝑛− SSprocesso - 𝑆𝑆𝑝𝑜𝑠𝑖çã𝑜 −
(∑ 𝑦..)2
𝑁= 105,833
𝑬𝒓𝒓𝒐 = 𝑆𝑆𝑡𝑜𝑡𝑎𝑙 − SSprocesso − 𝑆𝑆𝑝𝑜𝑠𝑖çã𝑜 − 𝑆𝑆𝑝𝑜𝑠𝑖çã𝑜 𝑥 𝑝𝑟𝑜𝑐𝑒𝑠𝑠𝑜
= 14110,508 − 12218,395 − 4,633 − 105,833 = 1781,646
𝑴é𝒅𝒊𝒂 𝑺𝑺 = 𝑆𝑆. . .
𝐺𝑟𝑎𝑢 𝑑𝑒 𝑙𝑖𝑏𝑒𝑟𝑑𝑎𝑑𝑒
𝑀é𝑑𝑖𝑎 𝑝𝑟𝑜𝑐𝑒𝑠𝑠𝑜 = 12218,395
5 − 1= 3054,598
74
𝑀é𝑑𝑖𝑎 𝑆𝑆𝑝𝑜𝑠𝑖çã𝑜 = 4,633
3 − 1= 2,317
𝑀é𝑑𝑖𝑎 𝑆𝑆𝑝𝑟𝑜𝑐𝑒𝑠𝑠𝑜 𝑥 𝑝𝑜𝑠𝑖çã𝑜 = 105,83
(5 − 1) ∗ (3 − 1)= 59,388
𝑀é𝑑𝑖𝑎 𝑆𝑆𝐸𝑟𝑟𝑜 = 1781,646
(45 − 1) − (5 − 1) − (3 − 1) − ((5 − 1)(3 − 1))= 59,388
𝑭 𝒄𝒂𝒍𝒄𝒖𝒍𝒂𝒅𝒐 = 𝑀𝑆𝑆 …
𝑀𝑆𝑆𝐸𝑟𝑟𝑜
𝐹𝑐 = 𝑀𝑆𝑆𝑝𝑟𝑜𝑐𝑒𝑠𝑠𝑜
𝑀𝑆𝑆𝐸𝑟𝑟𝑜=
3054,598
59,388= 51,434
𝐹𝑐 = 𝑀𝑆𝑆𝑝𝑜𝑠𝑖çã𝑜
𝑀𝑆𝑆𝐸𝑟𝑟𝑜=
2,317
59,388= 0,039
𝐹𝑐 = 𝑀𝑆𝑆𝑝𝑜𝑠𝑖çã𝑜 𝑥 𝑝𝑜𝑠𝑖çã𝑜
𝑀𝑆𝑆𝐸𝑟𝑟𝑜=
59,388
59,388= 0,223
Contraste entre os processos de fabricação
75
Usinada e Forjada Ambiente
(905,4 − 890)2
18= 1 3,1755
Usinada e Forjada a 400°C
(905,4 − 853,4)2
18= 150,222
Usinada e Forjada a 450°C
(905,4 − 661,2)2
18= 3312,98
Usinada e Forjada a 480°C
(905,4 − 528,2)2
18= 7904,4355
Forjada Ambiente e Forjada a 400°C
(890 − 853,4)2
18= 74,42
Forjada Ambiente e Forjada a 450°C
(890 − 661,2)2
18= 2908,3022
Forjada Ambiente e Forjada a 480°C
(890 − 528,2)2
18= 7272,18
Forjada a 400°C e Forjada 450°C
(853,4 − 661,2)2
18= 2052,2688
Forjada a 400°C e Forjada a 480°C
(853,4 − 528,2)2
18= 5875,28
Forjada 450°C Forjada a 480°C
(661,2 − 528,2)2
18= 982,7222
APÊNDICE B - CURVAS TENSÃO DEFORMAÇÃO
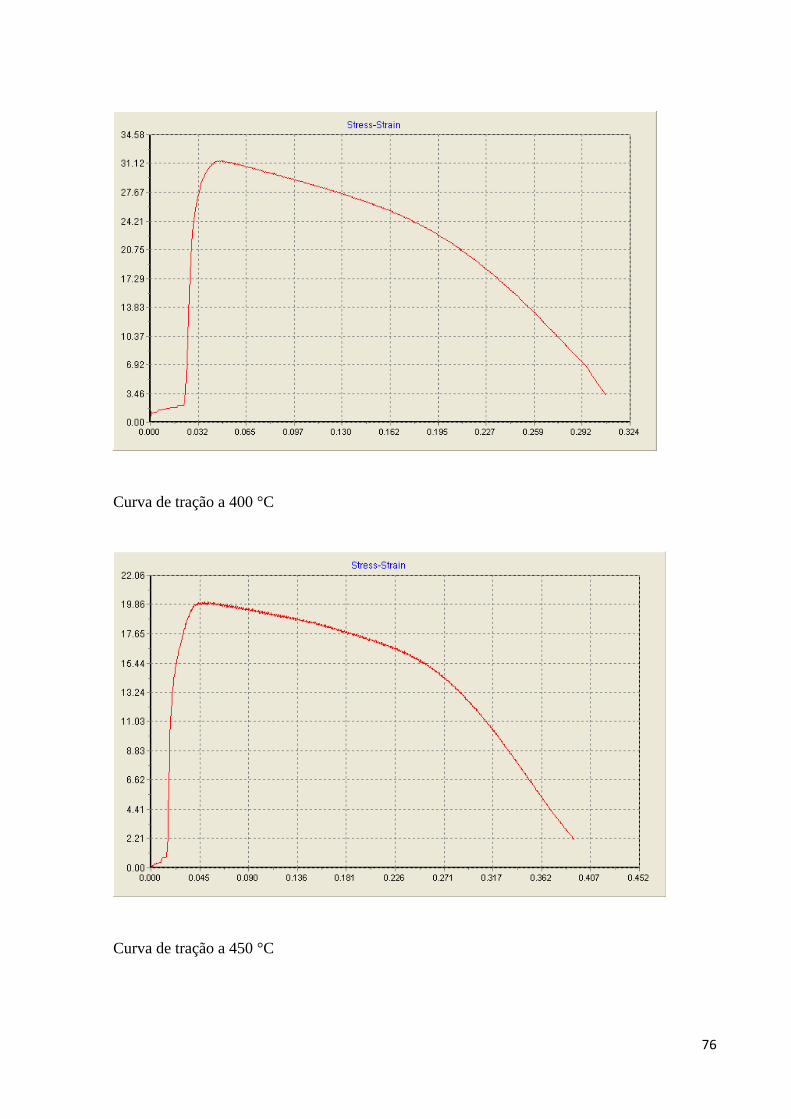
76
Curva de tração a 400 °C
Curva de tração a 450 °C
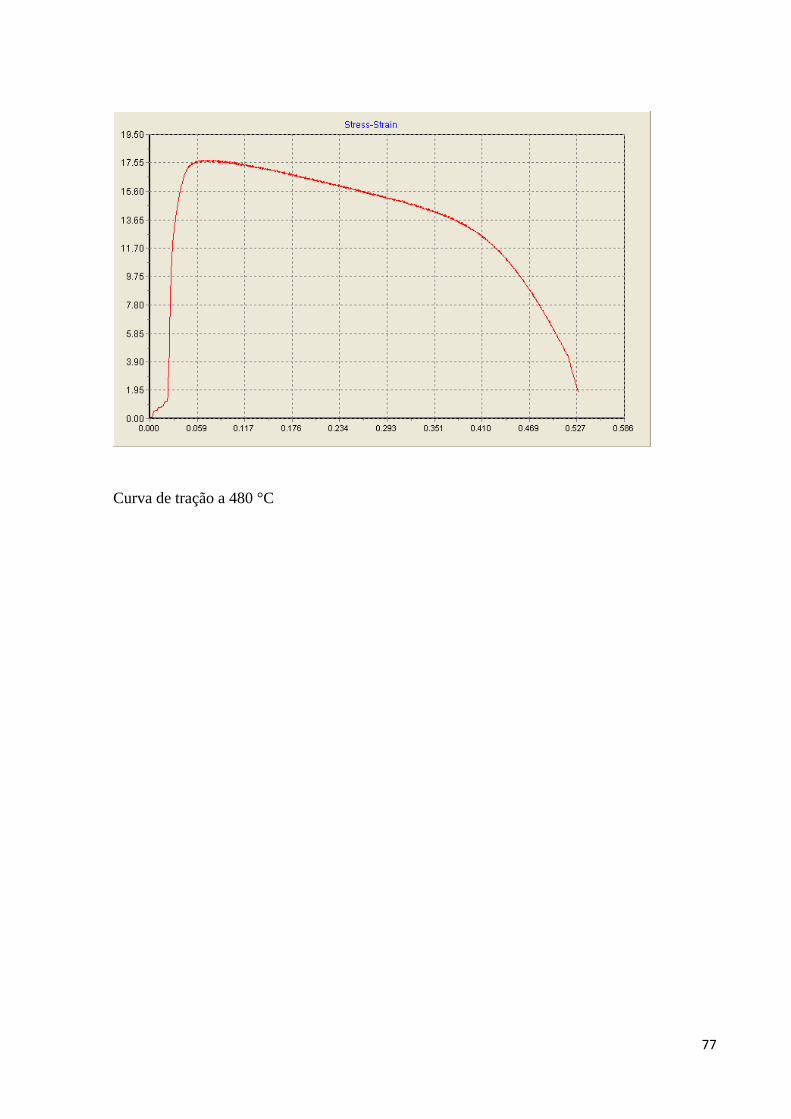
77
Curva de tração a 480 °C
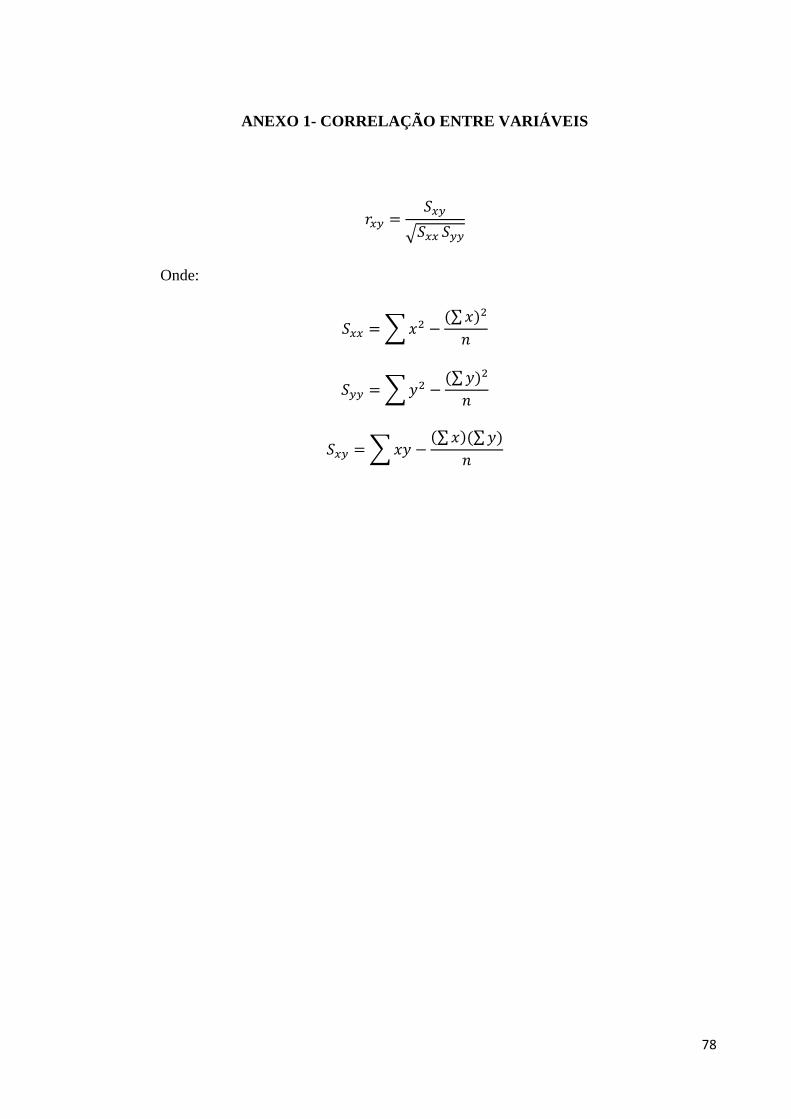
78
ANEXO 1- CORRELAÇÃO ENTRE VARIÁVEIS
𝑟𝑥𝑦 =𝑆𝑥𝑦
√𝑆𝑥𝑥 𝑆𝑦𝑦
Onde:
𝑆𝑥𝑥 = ∑ 𝑥2 −(∑ 𝑥)2
𝑛
𝑆𝑦𝑦 = ∑ 𝑦2 −(∑ 𝑦)2
𝑛
𝑆𝑥𝑦 = ∑ 𝑥𝑦 −(∑ 𝑥)(∑ 𝑦)
𝑛
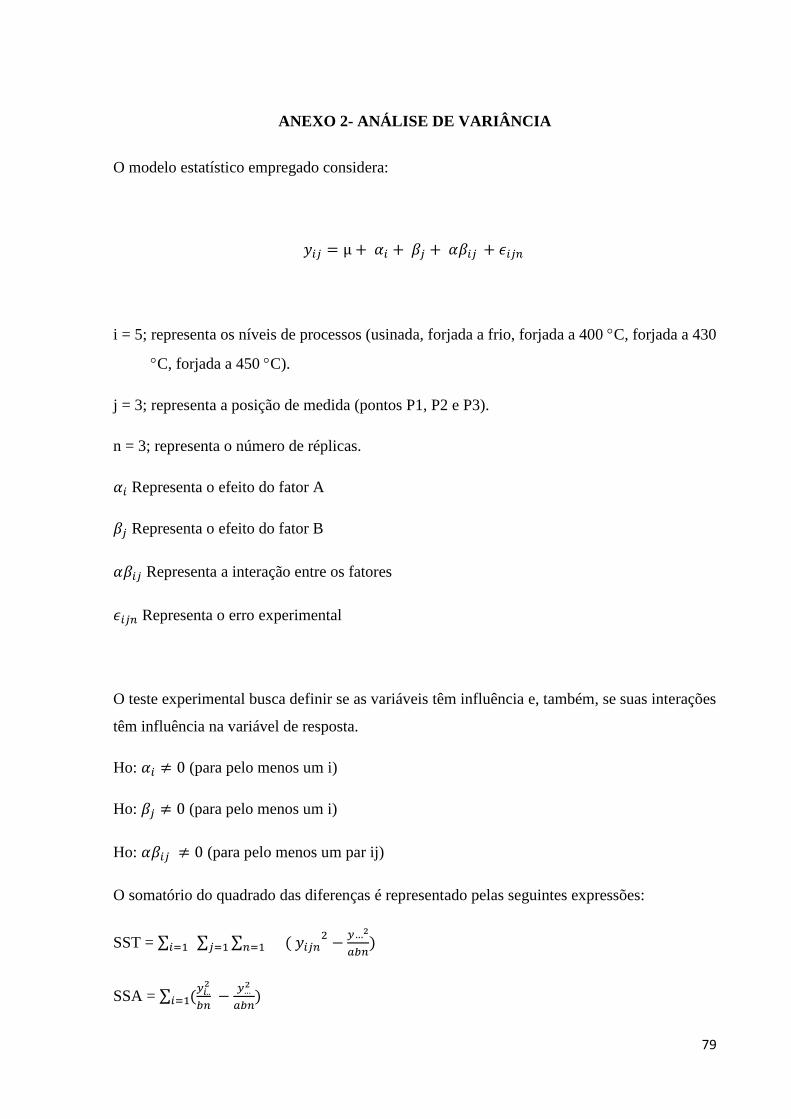
79
ANEXO 2- ANÁLISE DE VARIÂNCIA
O modelo estatístico empregado considera:
𝑦𝑖𝑗 = μ + 𝛼𝑖 + 𝛽𝑗 + 𝛼𝛽𝑖𝑗 + 𝜖𝑖𝑗𝑛
i = 5; representa os níveis de processos (usinada, forjada a frio, forjada a 400 C, forjada a 430
C, forjada a 450 C).
j = 3; representa a posição de medida (pontos P1, P2 e P3).
n = 3; representa o número de réplicas.
𝛼𝑖 Representa o efeito do fator A
𝛽𝑗 Representa o efeito do fator B
𝛼𝛽𝑖𝑗 Representa a interação entre os fatores
𝜖𝑖𝑗𝑛 Representa o erro experimental
O teste experimental busca definir se as variáveis têm influência e, também, se suas interações
têm influência na variável de resposta.
Ho: 𝛼𝑖 ≠ 0 (para pelo menos um i)
Ho: 𝛽𝑗 ≠ 0 (para pelo menos um i)
Ho: 𝛼𝛽𝑖𝑗 ≠ 0 (para pelo menos um par ij)
O somatório do quadrado das diferenças é representado pelas seguintes expressões:
SST = ∑ 𝑖=1 ∑ ∑𝑛=1 ( 𝑦𝑖𝑗𝑛𝑗=12
−𝑦…2
𝑎𝑏𝑛)
SSA = ∑ (𝑦𝑖..
2
𝑏𝑛 −
𝑦…2
𝑎𝑏𝑛𝑖=1 )

80
SSB = ∑ (𝑦.𝑗.
2
𝑎𝑛−
𝑦…2
𝑎𝑏𝑛)𝑗=1
SSAB = ∑ ∑ (𝑦𝑖𝑗.
2
𝑛−
𝑦…2
𝑎𝑏𝑛)𝑗=1𝑖=1
SSE = SST – SSA -SSB – SSAB
Para a análise estatística dos resultados, tem-se que SST é uma soma de variáveis
aleatoriamente distribuídas como Χ2 e, respectivamente, com seus graus de liberdade (GL)
O grau de liberdade do erro (GLE) é expresso por:
GLE = (𝑁𝐴 + 𝑁𝐵 − 1) − (𝑎 − 1) − (𝑏 − 1) − [(𝑎 − 1)(𝑏 − 1)]
Então temos:
𝐹𝑜𝐴 =𝑆𝑆𝐴 (a − 1)
SSE GLE
𝐹𝑜𝐵 =𝑆𝑆𝐵 (b − 1)
SSE GLE
𝐹𝑜𝐴𝐵 =𝑆𝑆𝐴𝐵 [(a − 1). (b − 1)]
SSE GLE
Para que a Hipótese nula seja verdadeira, devemos ter a seguinte situação:
𝐹𝑜 (calculado) < 𝐹𝑜 (tabelado), ou seja: não existe influência das variáveis e nem interação entre
elas, sobre a variável de resposta.
Para um planejamento aleatorizado por níveis, temos:
𝑦𝑖𝑗 = 𝜇𝑖 + 𝜏𝑖 + 𝜖𝑖𝑗
𝜇_𝑖 = média geral
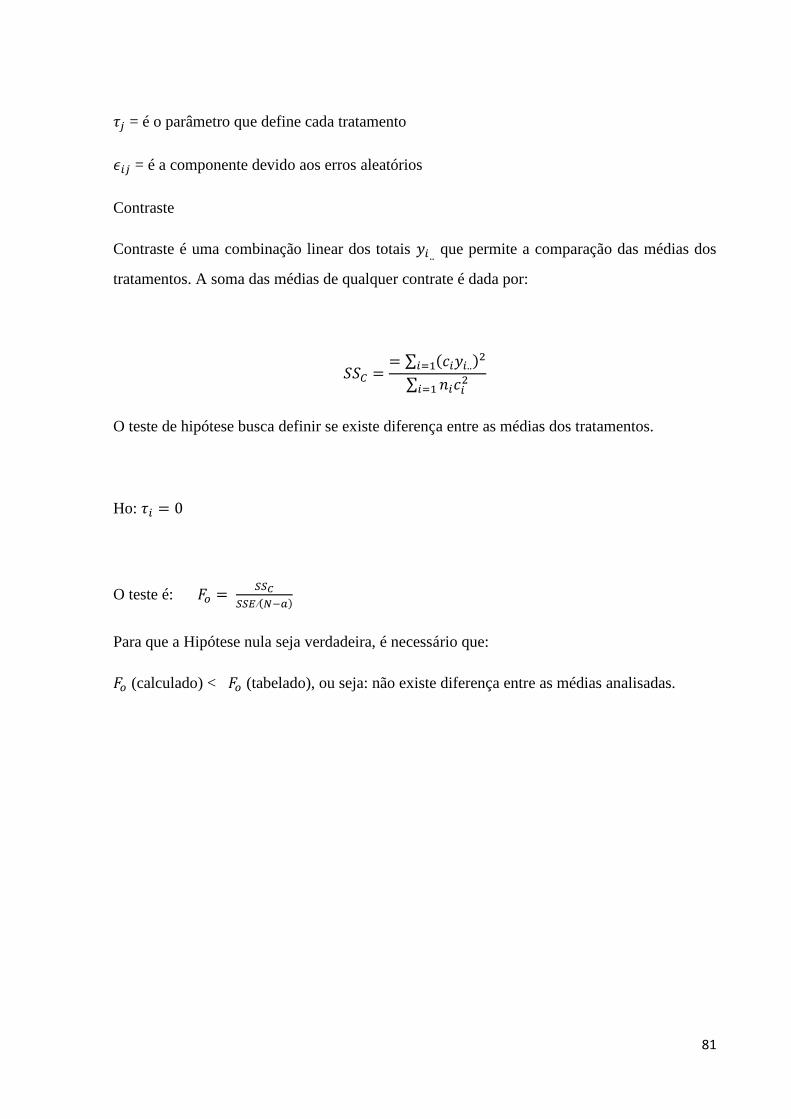
81
𝜏𝑗 = é o parâmetro que define cada tratamento
𝜖𝑖𝑗 = é a componente devido aos erros aleatórios
Contraste
Contraste é uma combinação linear dos totais 𝑦𝑖 .. que permite a comparação das médias dos
tratamentos. A soma das médias de qualquer contrate é dada por:
𝑆𝑆𝐶 == ∑ (𝑐𝑖𝑦𝑖..)
2𝑖=1
∑ 𝑛𝑖𝑐𝑖2
𝑖=1
O teste de hipótese busca definir se existe diferença entre as médias dos tratamentos.
Ho: 𝜏𝑖 = 0
O teste é: 𝐹𝑜 = 𝑆𝑆𝐶
𝑆𝑆𝐸(𝑁−𝑎)
Para que a Hipótese nula seja verdadeira, é necessário que:
𝐹𝑜 (calculado) < 𝐹𝑜 (tabelado), ou seja: não existe diferença entre as médias analisadas.





























